Nch184_2 of 2001 Fabricacion Tuberias de Hormigon
33
-
Upload
enrique-jorge-romero-martinez -
Category
Documents
-
view
10 -
download
0
description
Norma para Tuberias
Transcript of Nch184_2 of 2001 Fabricacion Tuberias de Hormigon


NChl84/2 Contenido
1
2
3
4
5
6
7
7.1
7.2
8
8.1
8.2
8.3
9
9.2
Preámbulo
Alcance y campo de aplicación
Referencias normativas
Términos y definiciones
Materiales
Clasificación
Bases de aceptación
Diseño
Tablas de diseño
Modificaciones y diseños especiales
Armadura
Armadura circunferencia1
Armadura longitudinal
Armadura de las uniones
Uniones
Uniones y sellado de uniones
Página
IV
1
1
2
2
3
3
7
7

NCh 1 84/2
10
10.1
10.2
11
11.1
11.2
11.3
11.4
12
12.1
12.2
12.3
12.4
12.5
13
14
15
II
Fabricación
Mezcla
Curado
Contenido
Página
8
8
8
Requisitos físicos
Muestras para ensayo
Número y tipo de ensayos requeridos para entregas programadas
Resistencia a la compresión diametral
Ensayo del hormigón
Variaciones permisibles
Diámetro interno
Espesor de pared
Ortogonalidad de los extremos
Longitud del tubo
Posición o área de la armadura
Reparaciones
Inspección
Rechazo
9
9
9
9
10
12
12
12
12
12
13
13
13
14

16
17
Contenido
Marcado del producto
Figuras
Tablas
Tabla 1 Requisitos de diseño para tubos de hormigón armado clase I A)
Tabla 2 Requisitos de diseño para tubos de hormigón armado clase II A)
Tabla 3 Requisitos de diseño para tubos de hormigón armado clase 111 A)
Tabla 4 Requisitos de diseño para tubos de hormigón armado clase IV A’
Tabla 5 Requisitos de diseño para tubos de hormigón armado clase V A)
Tabla 6 Variaciones permitidas en el diámetro interno
Figuras
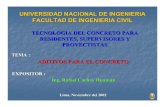
Figura 1 Longitud interna del tubo
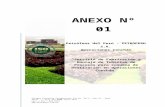
Figura 2 Refuerzo de cuadrantes
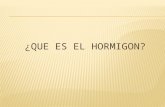
Figura 3 Armadura de triple malla
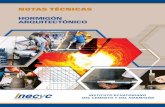
Figura 4 Ortogonalidad de los extremos
NChl84/2
Página
12
24
15
16
18
20
22
23
24
25
26
27

NORMA CHILENA OFICIAL NCh 1 84/2.0f 200 1
Conductos prefabricados de hormigón para alcantarillado - Parte 2: Tubos de hormigón armado de sección circular - Requisitos generales
Preámbulo
El Instituto Nacional de Normalización, INN, es el organismo que tiene a su cargo el estudio y preparación de las normas técnicas a nivel nacional. Es miembro de la INTERNATIONAL ORGANIZATION FOR STANDARDIZATION (ISO) y de la COMlSlON PANAMERICANA DE NORMAS TECNICAS (COPANT), representando a Chile ante esos organismos.
La norma NCh184/2 ha sido preparada por el Comité Conductos Prefabricados de Hormigón y la División de Normas del Instituto Nacional de Normalización, y en su estudio participaron los organismos y las personas naturales siguientes:
BUDNIK S.A. Centro de Estudios, Medición y Certificación de Calidad, CESMEC Ltda. Empresa de Servicios Sanitarios del Bío Bío S.A., ESSBIO Empresa Metropolitana de Obras Sanitarias, EMOS S.A. Instituto de Investigación y Ensayes de Materiales, IDIEM Instituto de la Construcción, IC Instituto Nacional de Normalización, INN Ministerio de Obras Públicas, MOP, Departamento de Obras Hidráulicas Prefabricados de Hormigón GRAU S.A.
Arturo Budnik O.
Claudio Orellana C. Eduardo Susarte B. Claudio Navarro L. Yuri Tomicic C. Claudio Acuña C. Rodrigo Espinoza G.
Hernán Infante A. Manuel Rodríguez P.
IV

NCh 1 84/2
Por no existir Norma Internacional, en la elaboración de esta norma se han tomado en consideración: la norma ASTM C 76 M Reinforced Concrete Culvert, Storm Drain, and Sewer Pipe [Metric], siendo no equivalente a la misma al contener desviaciones mayores en las definiciones, materiales y clasificación por diámetros; la norma NCh l84 .0 f80 Tubos de hormigón simple para alcantarillado - Requisitos generales, y antecedentes técnicos proporcionados por los miembros del Comité.
Esta norma ha sido aprobada por el Consejo del Instituto Nacional de Normalización, en sesión efectuada el 28 de Diciembre de 2000.
Esta norma ha sido declarada Oficial de la República de Chile por Decreto N0409, de fecha 26 de Marzo de 2001, del Ministerio de Obras Públicas, publicado en el Diario Oficial del 13 de Mayo de 2002.
V

~
NORMA CHILENA OFICIAL NCh 18412.0f 200 1
Conductos prefabricados de hormigón para alcantarillado - Parte 2: Tubos de hormigón armado de sección circular - Requisitos generales
1 Alcance y campo de aplicación
Esta norma establece los requisitos generales que deben cumplir los tubos prefabricados de hormigón armado de sección circular, y sus uniones respectivas, utilizados en redes de alcantarillado y, en general, para la conducción a la presión atmosférica de sustancias líquidas o sólidas arrastradas por líquidos.
2 Referencias normativas
Los documentos normativos siguientes contienen disposiciones que, a través de referencias en el texto de la norma, constituyen requisitos de la norma.
NCh148 NChl71 NCh 1 85 NCh409/1 NCh 1 037 NCh1498 ASTM A 82 *) ASTM A 185 *)
ASTM A 496 *) ASTM A 497 *)
ASTM A 61 5 M *)
Cemento - Terminología, clasificación y especificaciones generales. Hormigón - Extracción de muestras del hormigón fresco. Tubos de hormigón simple para alcantarillado - Ensayos. Agua potable - Parte 1: Requisitos. Hormigón - Ensayo de compresión de probetas cúbicas y cilíndricas. Hormigón - Agua de amasado - Requisitos. Specification for Steel Wire, Plain, for Concrete Rein forcernen t. Specification for Steel Welded Wire, Fabric, Plain, for Concrete Rein forcernen t. Specification for Steel Wire, Deformed, for Concrete Rein forcemen t. Specification for Steel Welded Wire Fabric, De formed, for Concrete Rein forcemen t. Specification for Deforrned and Plain Biliet-Steel Bars for Concrete Rein forcemen t [Metricl.
*) Mientras no exista la norma chilena correspondiente, se debe usar esta norma. 1

NChl84/2
ASTM C 14 M *)
ASTM C 309 *)
ASTM C 655 M *)
ASTM C 1 1 16 *)
Specification for Concrete Sewer, Storm Drain, and Culvert Pbe. Specification for Liquid Membrane-Forming Compounds for Curing Concrete. Specification for Reinforced Concrete D-Load Culvert, Storm Drain, and Sewer P@e (Metric). Specification for Fiber-Reinforced Concrete and Shotcrete.
3 Términos y definiciones
Para el propósito de esta norma, se aplican los términos y definiciones siguientes:
3.1 tubo: pieza prefabricada de hormigón de sección interna circular en toda su longitud, excepto en sus extremos
3.2 tubo de hormigón armado: tubo con refuerzo de acero que cumple una función estructural
3.3 unión: partes extremas del tubo utilizadas para obtener la continuidad entre un tubo y otro o entre un tubo y una pieza especial
3.4 sellos de unión: conjunto de elementos de ajuste de tubos entre si o entre un tubo y una pieza especial, con el fin de asegurar la estanquidad
3.5 dimensión nominal (DN): designación numérica, sin unidades, de la medida de un tubo, que corresponde a un número entero, aproximadamente igual a las dimensiones de fabricación en milímetros para el diámetro interior
3.6 longitud interna del tubo: distancia entre el fondo del extremo hembra y el borde más saliente del extremo macho (ver Figura 1)
3.7 cuantía: área de la sección transversal de armadura por unidad de longitud de tubo, correspondiente a un corte longitudinal de la pieza
4 Materiales
4.1 Se puede emplear cualquiera de los cementos indicados en NCh148 que cumplan con los requisitos allí establecidos, respectivamente.
4.2 Se pueden incluir adiciones minerales que permitan cumplir los requisitos de esta norma (Puzolanas, cenizas volantes, etc.).
4.3 Los áridos deben ser aquellos procedentes de río, mina o piedra machacada. La granulometría de los áridos que se utilice debe ser estudiada por el fabricante de manera que el producto terminado cumpla los requisitos señalados en esta norma.
*) Mientras no exista la norma chilena correspondiente, se debe usar esta norma. 2

E 4.4 El agua de amasado debe cumplir con NCh1498, o bien con NCh409/1, según corresponda.
4.5 El acero de las armaduras en los tubos de hormigón armado base plana debe tener un límite elástico mayor o igual a 5 O00 kg/cm2. Para esto se puede utilizar el acero AT56-50H, de acuerdo a la clasificación de NChl 173.
4.6 Los aditivos deben cumplir con los requisitos de NCh2182.
4.7 Se pueden utilizar fibras inertes en el hormigón del tubo como material no estructural, siempre que se cumplan los requisitos de esta norma.
5 Clasificación
Los tubos fabricados de acuerdo con las especificaciones de la presente norma se deben clasificar por su resistencia mecánica, en cinco clases identificadas como Clase 1, Clase II, Clase 111, Clase IV y Clase V. Los correspondientes requisitos de resistencia se muestran en Tablas 1 a 5 (ver Figura 2).
6 Bases de aceptación
6.1 A menos que el comprador lo señale de otra manera, al momento o antes de establecer el pedido de tubos, se permiten dos alternativas como bases de aceptación de los tubos según se señala a continuación:
6.1.1 Aceptación sobre la base del ensayo de compresión diametral en el lugar de fabricación, ensayos a los materiales, e inspección visual de imperfecciones y defectos en los tubos fabricados
Para la aceptación de los tubos fabricados de acuerdo a 7.1 Ó 7.2 se deben verificar los requisitos de esta norma según los siguientes criterios:
- ensayos de compresión diametral, ya sean para verificar la carga requerida para producir una fisura de 0,254 mm, o a opción del comprador, la carga para producir dicha fisura y la carga de resistencia a la rotura del tubo;
- el cumplimiento de los requisitos a los materiales especificado en 4.1 a 4.7;
- como resultado de ensayos de absorción en muestras seleccionadas de hormigón desde las paredes del tubo;
y por inspección visual del tubo terminado para establecer su concordancia con el diseño y la ausencia de defectos.
l -
3

__-- - .
NChl8412
6.1.2 Aceptación sobre la base de ensayos a los materiales e inspección visual de imperfecciones y defectos en los tubos fabricados
Para la aceptación de los tubos fabricados de acuerdo a 7.1 6 7.2 se deben verificar los requisitos de esta norma según los siguientes criterios:
- el cumplimiento de los requisitos a los materiales especificado en 4.1 a 4.7;
- como resultado de ensayos de rotura en testigos o cilindros elaborados a partir del hormigón de fabricación;
- como resultado de ensayos de absorción en muestras seleccionadas de hormigón desde las paredes del tubo;
- y por inspección visual del tubo terminado, incluyendo la cuantía y ubicación de la armadura para determinar su concordancia con el diseño y la ausencia de defectos.
7 Diseño
7.1 Tablas de diseño
El diámetro, espesor de pared, resistencia a la compresión del hormigón y las cuantías de acero se describen en Tablas 1 a 5, para las Clases I a V respectivamente, excepto para los casos indicados en 7.2.
7.1 .l Las notas al pie de las tablas se consideran como ampliaciones de los requisitos, y deben ser considerados aplicables y obligatorios como si estuviesen contenidos en el cuerpo de las tablas.
7.2 Modificaciones y diseños especiales
7.2.1 El fabricante puede pedir la aprobación del comprador para modificaciones que difieran del diseño original o diseños especiales para tamaños y cargas más allá de las que se muestran en Tablas 1 a 5, en 7.1 , o bien, diseños especiales para tamaños de tubos que no tengan cuantías de acero como las especificadas en Tablas 1 a 5.
7.2.2 Tales modificaciones o diseños especiales se deben basar en evaluaciones empíricas o racionales de la resistencia máxima y comportamiento al fisuramiento del tubo y se debe describir completamente al comprador cualquier desviación de los requisitos de 7.1 . La descripción de modificaciones o diseños especiales debe incluir el espesor de pared, resistencia del hormigón y, la cuantía, tipo, ubicación, número de capas, y resistencia del acero de las armaduras.
4
L

NChl84/2
2.3 El fabricante debe someter a la aprobación del comprador las modificaciones los diseños especiales. Las pruebas para esto pueden comprometer la
por ensayos de compresión diametral ya realizados, que sean aceptados por r o, si el ensayo de compresión diametral no está disponible o no sea
al fabricante se le puede requerir el desarrollo de ensayos de prueba de clases seleccionados por el comprador para la demostración de suficiencia de
7.2.4 Tales tubos deben cumplir todos los ensayos y requisitos de desempeño especificados por el comprador de acuerdo con cláusula 6.
. 1 Armadura circunferencial
línea de armadura circunferencial, para cualquier cuantía total dada, puede estar esta de dos capas para tubos con espesores de pared inferior a 1 8 0 mm, o de tres para tubos con espesores de pared de más de 180 mm. Las capas no deben estar
s por una distancia mayor que el espesor de un longitudinal más 6 mm. Las capas deben estar unidas de tal manera de formar una sola malla. Todas las
ales como traslapes, soldaduras y tolerancias de colocación en la el tubo, etc., se aplican al método de fabricación de la línea de armadura
Donde se utilice una línea de armadura circular, ésta se debe ubicar a una distancia % a 50% del espesor de pared desde la superficie interna del tubo, excepto que
ra los espesores de pared menores a 63 mm, el recubrimiento protector de hormigón brs la armadura circular en la pared del tubo debe ser de 19 mm.
En tubos con dos líneas de armadura circular, cada línea se debe ubicar de tal forma el recubrimiento protector de hormigón en la pared del tubo sobre la armadura nferencial sea de 25 mm.
En tubos que tienen armadura elíptica con espesores de pared de 63 mm o ¡ores, la armadura en la pared del tubo se debe ubicar de tal forma que el rimiento protector de hormigón sea de 25 mm desde la superficie interior del tubo en
diámetro vertical, y 25 mm desde la superficie externa del tubo en el diámetro horizontal. tubos con armadura elíptica con espesores de pared inferiores a 63 mm, el recubrimiento tector de hormigón debe ser de 19 mm en los diámetros vertical y horizontal.
1.4 La ubicación de la armadura está sujeta a las variaciones permisibles de las ensiones dadas en 12.5.
8.1.5 La distancia entre los centros de las armaduras circunferenciales en una malla no be exceder de 100 mm para tubos que tengan un espesor de pared de 100 mm o periores, ni exceder el espesor de la pared para grandes tubos, y en ningún caso puede r más de 150 mm.
5

NCh 1 84/2
8.1.6 En los casos en que la armadura no se extienda dentro de la zona de unión, la máxima distancia longitudinal desde la última armadura circunferencial desde el interior del hombro de la campana, o el hombro de la espiga, debe ser de 75 mm, excepto que esta distancia sea mayor que la mitad del espesor de la pared, en cuyo caso la pared debe contener al menos una cuantía total de refuerzo equivalente a la cuantía mínima especificada por metro lineal, multiplicada por la sección del tubo. La cubierta mínima en la última armadura circunferencial cerca del hombro de la espiga debe ser de 13 mm.
8.1.6.1 Cuando la armadura esté al interior de la campana o espiga, el recubrimiento mínimo sobre la última armadura circunferencial debe ser de 13 mm en la campana y de 6 mm en la espiga.
8.1.7 La continuidad de la armadura circunferencial de acero no debe ser interrumpida durante la fabricación del tubo, excepto cuando, en acuerdo con el comprador, se coloquen agujeros de alzamiento u orificios en cada tubo para facilitar su manipulación.
8.1.8 Si los empalmes no son soldados, la armadura se debe traslapar a no menos de 20 diámetros para barras deformadas y alambres deformados en frío, y 40 diámetros para barras lisas y alambres trefilados en frío. Además, cuando la malla traslapada fabricada de alambre soldado sea usada sin soldar, el traslape debe contener un alambre longitudinal.
8.1.8.1 Cuando los empalmes sean soldados y no estén traslapados al mínimo especificado en 8.1.8, los ensayos de tracción realizados de muestras representativas deben desarrollar al menos el 50% de la resistencia mínima especificada para el acero, dejándose un traslape mínimo de 50 mm. Para los empalmes con extremos soldados en barras o alambre, permitidos sólo con mallas de forma helicoidal, los ensayos de tracción que se hagan de muestras representativas deben ser al menos 75% de la resistencia mínima especificada para el acero.
8.2 Armadura longitudinal
Cada línea de armadura circunferencial debe ser ensamblado en una malla que debe contener suficientes barras longitudinales o miembros, para mantener la armadura sin deformar y en posición dentro del moldaje cumpliendo con las variaciones permisibles en 8.1. La exposición de los extremos de la armadura longitudinal, estribos, o espaciadores usados para posicionar las mallas durante el vaciado del hormigón, no debe ser motivo de rechazo.
8.3 Armadura de las uniones
El largo de la unión, como se utiliza en esta norma, significa la longitud interna de la campana o la longitud externa de la espiga, medida desde el hombro hasta el final de la sección del tubo. Las distancias finales o recubrimiento en el final de la armadura circunferencial se aplican a cualquier punto sobre la circunferencia o la unión del tubo. Cuando se utiliza armadura helicoidal, esas distancias y cuantías de armaduras se toman desde los puntos sobre el círculo más cercano hasta el final del tubo. A menos que el comprador lo autorice de otra forma, se deben aplicar los siguientes requisitos para la armadura de las uniones.
6

NChl84/2
8.3.1 Refuerzo de uniones sin sello de goma
8.3.1.1 Para tubos de diámetros de 900 mm y superiores, la campana o la espiga debe contener armadura circunferencial. Esta armadura es una extensión de una malla de la pared, o puede ser una malla separada de al menos la misma cuantía especificada para la malla externa o la mitad de la especificada para mallas simples de armadura de pared, Qonsiderando la que sea menor.
8.3.1.2 Cuando las campanas o espigas requieren armadura, el máximo recubrimiento final sobre la última armadura circunferencial debe ser la mitad del largo de la unión o de 75 mm, considerando la que sea menor.
8.3.2 Refuerzo de uniones con sello de goma
8.3.2.1 Para tubos de diámetros de 300 mm y superiores, el extremo de la campana debe tener armadura circunferencial. Esta armadura es una extensión de la malla externa o una sola malla de la pared, tomando la que sea menor, o puede ser una malla independiente, al menos de la misma cuantía con armaduras longitudinales como se especifica en 8.2. Si se utiliza una malla independiente, ésta se debe extender dentro del tubo con el último anillo circunferencial al menos a 25 mm pasado el hombro interior, donde el cuerpo del tubo se une a la campana de la unión.
8.3.2.2 Cuando la campana requiere armadura, el máximo recubrimiento final sobre la última armadura circunferencial debe ser de 38 mm.
9 Uniones
9.1 Las uniones y los extremos de los tubos deben ser diseñados de tal forma que cuando las partes sean unidas formen una línea continua de tubos, de sección interior constante, libre de irregularidades apreciables en la línea de flujo, todo esto compatible con las variaciones permisibles dadas en cláusula 12.
9.2 Uniones y sellado de uniones
Cuando se desee efectuar juntas flexibles, se puede adoptar uniones de sección circular o de otras formas geométricas y dimensiones que aseguren la estanquidad de la unión.
9.2.1 Unión flexible
Para los tubos de unión flexible en uso de alcantarillado de aguas servidas, la goma utilizada como sello debe cumplir con norma ASTM C443 [MI, a excepción de las presiones de prueba en las uniones, las que deben cumplir con 9.2.2.
7

N C h l 8 4 / 2
9.2.2 Estanquidad de las uniones
Para la prueba de estanquidad se requiere un sistema que permita la unión de dos o más tubos, y sus uniones respectivas, realizada según NCh185. Durante el ensayo no se deben observar filtraciones.
1 O Fabricación
10.1 Mezcla
Los agregados deben ser dimensionados, graduados, proporcionados, y mezclados con cemento y agua en proporciones tales que produzcan una mezcla de hormigón homogéneo, de calidad tal que el tubo se ajuste a las pruebas y requisitos de diseño de esta norma. El hormigón debe tener una razón agua-cemento en masa no superior a 0,53. El cemento debe ser el especificado en 4.1 y se debe agregar a la mezcla en una razón agua-cemento no inferior a 280 kg/m3, a menos que la mezcla de diseño con menos cemento demuestre que la calidad y desempeño del tubo cumple los requisitos de esta norma.
10.2 Curado
Los tubos deben ser curados con uno de los métodos descritos en 10.2.1 a 10.2.4 o algún otro método o combinación de métodos aprobados por el comprador, que entregue resultados satisfactorios. El tubo debe ser curado por un período suficiente de tiempo largo tal que se obtenga la carga a la compresión diametral especificada de acuerdo con 6.1.1 , o que el hormigón desarrolle la resistencia a la compresión especificada a 28 días cuando la aceptación del tubo esté basada en 6.1.2.
10.2.1 Curado con vapor
El tubo se puede ubicar en una cámara de curado, libre de corrientes de aire externas, en una atmósfera húmeda mantenida por inyección de vapor durante el tiempo y a la temperatura requeridas para que el tubo alcance los requisitos de resistencia. La cámara de curado se debe construir de tal forma que permita la completa circulación de vapor alrededor del tubo.
10.2.2 Curado con agua
El tubo de hormigón se puede curar con agua, cubriéndolo con un material saturado o por un sistema de tubos perforados, rociadores mecánicos, manguera porosa, o por cualquier otro método aprobado que mantenga el tubo húmedo durante el período de tiempo necesario.
10.2.3 Se puede aplicar una membrana sellante conforme a lo especificado en la norma ASTM C 309, manteniéndose intacta hasta alcanzar los requisitos de resistencia. El hormigón en el momento de su aplicación debe estar en un rango de 6°C respecto de la temperatura atmosférica. Todas las superficies se deben mantener húmedas antes y durante la aplicación de los componentes.
8

NChl84/2
El fabricante puede, de acuerdo con su criterio, combinar los métodos a 10.2.3, sujeto a que se cumplan los requisitos de resistencia a la COI
isitos físicos
estras para ensayo
descritos en npresión.
dad de tubos especificados para los ensayos es de cargo del fabricante, los que se nan aleatoriamente por la entidad certificadora. Deben ser tubos que no hayan hazados en los demás aspectos de esta norma. La especificación del muestre0 se
realizar por el comprador al momento de hacer el pedido. En caso de omisión por el comprador, el fabricante debe considerar lo indicado en NChl85.
11.2 Número y tipo de ensayos requeridos para entregas programadas
1 1.2.1 Ensayos preliminares para grandes entregas programadas
Tiene derecho a tales ensayos, previos a la entrega de los tubos, un comprador que necesite entregas a intervalos sobre períodos extensos de tiempo, según se requiere por el tipo de bases de aceptación especificadas por el comprador de acuerdo con cláusula 6, de no .más de tres tubos cubriendo cada tamaño en el cual él esté interesado.
1 1.2.2 Ensayos adicionales para grandes entregas programadas
Después de los ensayos preliminares descritos en 1 1.2.1, un comprador tiene derecho a ensayos adicionales en la cantidad y veces como él estime necesario, con tal que la cantidad de tubos ensayados (incluidos los ensayos preliminares) no exceda el 1 % de los tubos entregados.
11.2.3 Ensayos para órdenes ocasionales
Un comprador que despache órdenes ocasionales tiene derecho a ensayos en un número de tubos que no exceda el 2% de un pedido, y que no exceda cinco piezas de cualquiera de alguno de los tamaños; en otro caso el número de tubos deseados para ensayar se incluyen en el pedido.
11.3 Resistencia a la compresión diametral
11.3.1 La carga para producir una fisura de 0,254 mm o la carga de rotura, determinada por el ensayo de compresión diametral como se describe en NCh185, no debe ser menor a la especificada en Tablas 1 a 5 para cada clase respectiva de tubos. Se debe aceptar para el uso el tubo que sólo se ensaye para la formación de la fisura de 0,254 mm y que cumpla con el requisito respectivo. El ensayo de compresión diametral para carga máxima o de rotura, no se requiere para los tubos de diámetro inferior a 1 500 mm, de las clases listadas en Tablas 1 a 5, siempre que cumpla todos los otros requisitos de esta norma.
9

,
NCh 1 84/2
NOTA - Como se utiliza en esta norma, el criterio de ensayo de la fisura de 0,254 mm para tubos ensayados a compresión diametral no tiene la intención de ser una indicación de sobrecarga o falla del tubo bajo condiciones de instalación.
11.3.2 Reensayo de tubos que no cumplan requisitos de resistencia a compresión I
diametral
Se considera que el tubo cumple los requisitos de resistencia cuando todas las muestras ensayadas cumplan los requisitos de resistencia. Si alguno de los especímenes ensayados falla en el cumplimiento de los requisitos de resistencia, el fabricante puede reensayar en dos muestras adicionales por cada espécimen que haya fallado, aceptándose sólo el tubo cuando todos los especímenes reensayados cumplan los requisitos de resistencia.
11.4 Ensayo del hormigón
11.4.1 Tipo de muestra
Se puede realizar ensayos para determinar la resistencia a la compresión en probetas normalizadas de hormigón moldeadas con forma cilíndrica, o su equivalente en probetas cúbicas, o en testigos obtenidos desde el elemento in situ.
1 1.4.2 Cilindros para ensayo a compresión
1 1.4.2.1 Fabricación de la muestra (tres probetas)
La probeta se prepara de acuerdo con NChl71.
l 1 1.4.2.2 Número de muestras
Se deben preparar al menos dos muestras en un lote de tubos de características similares, de un día de producción, salvo especificación adicional del comprador.
11.4.2.3 Aceptación sobre la base de resultados de ensayos de probetas I
l 11.4.2.3.1 Se acepta la resistencia a la compresión del hormigón cuando todas las
~ probetas ensayadas, tengan resistencias superiores o iguales a la resistencia de diseño del hormigón.
11.4.2.3.2 Se acepta el lote cuando el promedio de la resistencia a la compresión de todas las probetas ensayadas sea superior o igual a la resistencia de diseño del hormigón, y no más de un 10% de probetas ensayadas tengan resistencias a la compresión inferiores a la de diseño, y ninguna probeta ensayada tenga una resistencia a la compresión menor a un 85% de la de diseño.
l 1
11.4.2.3.3 Cuando la resistencia a la compresión de tos cilindros ensayados no esté conforme a los criterios establecidos en 11.4.2.3.1 ó 11.4.2.3.2, la aceptación del grupo se determina de acuerdo con las indicaciones de 11.4.4.
10

NChl84/2
4 1.4.3.1 Obtención de testigos
Los testigos se obtienen y preparan de acuerdo con NChl85.
11.4.3.2 Número de testigos
Un testigo se debe tomar de una sección del tubo seleccionada al azar de cada día corrido de producción de una sola resistencia a la compresión.
11.4.4 Aceptación sobre la base de resultados de ensayos de testigos
11.4.4.1 Se acepta la resistencia a la compresión de testigos ensayados para un grupo de tubos cuando ésta sea igual o superior a la resistencia de diseño. El hormigón representado por los testigos ensayados se considera aceptable si: (1 ) El promedio de tres testigos es mayor o igual al 85% de la resistencia especificada y, (2) ningún testigo presenta resistencia inferior al 75%.
11.4.4.2 Si la resistencia a la compresión del testigo ensayado es menor que la resistencia de diseño del hormigón, se puede obtener una nueva muestra del tubo del cual se obtuvo el testigo. Se acepta la resistencia a la compresión del hormigón del lote, si la resistencia a la compresión de la nueva muestra es igual o mayor que la resistencia a la compresión de diseño del hormigón.
11.4.4.3 Si la resistencia a la compresión de la nueva muestra es menor que la de diseño, se rechaza el tubo desde el cual se obtuvo la muestra. Entonces, se seleccionan al azar dos tubos de los restantes del grupo y se toma una muestra de cada uno. Si la resistencia a la compresión de ambos testigos es igual o superior a la de diseño, se acepta la resistencia a la compresión de los restantes del grupo. Si la resistencia a la compresión de cualquiera de los dos testigos ensayados es menor que la de diseño, entonces los restantes tubos del grupo se deben rechazar o, a opción del fabricante, se pueden obtener muestras de cada tubo de los restantes y se aceptan individualmente, rechazándose cualquiera de los tubos que tenga un testigo con resistencia menor a la compresión que la de diseño.
1 1.4.5 Sellado de agujeros de testigos
Los agujeros de los testigos se deben tapar y sellar por el fabricante de manera tal que el tubo cumpla todos los requisitos de esta norma. Los tubos tapados y sellados se consideran satisfactorios para el uso.
1 1

NCh 1 84/2
11.4.6 Absorción
Se determina la absorción de una muestra extrafda desde la pared del tubo de acuerdo con el método de ensayo de NChl85. La absorción no debe exceder el 9% de la masa seca según el Método A o 8,5% según el Método B. Cada muestra ensayada según el Método A debe tener una masa mínima de 0,l kg, debe estar libre de fisuras visibles y debe representar el espesor completo del tubo. Cuando falle la absorción inicial de una muestra de un tubo en conformidad a estas especificaciones, el ensayo de absorción se debe hacer en otra muestra del mismo tubo y los resultados del nuevo ensayo sustituyen los resultados del ensayo original.
1 2 Variaciones permisibles
1 2.1 Diámetro interno
Las variaciones permisibles se describen en Tabla 6.
12.2 Espesor de pared
Para el espesor de pared se acepta una variación negativa de hasta 5% Ó 5 mm que el diseñado o el especificado por el comprador, considerando el valor que sea mayor. No se debe rechazar un espesor de pared mayor que el especificado. Los tubos que tengan variaciones locales, que excedan los límites señalados anteriormente se aceptan sólo si cumplen los requisitos de resistencia del ensayo de compresión diametral y recubrimiento mínimo del acero.
12.3 Ortogonaiidad de los extremos
No se aceptan variaciones en la ortogonalidad de los extremos del tubo superiores a 16 mm para todos los tamaños con diámetro interno de hasta 600 mm, y de 1 O mm/m del diámetro interno para todos los tamaños superiores, con un máximo de 16 mm para cualquier longitud de tubo de hasta 2 100 mm, y un máximo de 19 mm para tubos de diámetro interno de 2 200 mm o superiores, excepto cuando el ensamblaje final del tubo para su disposición en curvas sea especificado por el comprador (ver figura 4).
12.4 Longitud del tubo
El límite inferior de la longitud de un tubo no debe ser superior a 10 mm/m con un máximo de 13 mm para cualquier largo de tubo. Se aplican los requisitos de recubrimiento final de cláusulas 8 y 12 sin tener en cuenta los limites inferior o superior para cualquier sección de tubo.
12

NChl84/2
12.5 Posición o área de la armadura
12.5.1 Posición
La m&ma variación en la posición de la armawra debe ser de f % del espesor de pared o 113 mm, considerando el valor que sea mayor. Se aceptan los tubos que tengan variaciones en la posición de la armadura mayores a las especificadas si se cumplen los requisitos de resistencia en el ensayo de compresión diametral en una muestra representativa. Sin embargo, en ningún caso, el recubrimiento sobre la armadura circunferencial debe ser menor de 6 mm medido al final de la espiga, o 13 mm medido en cualquier otra superficie. Las limitaciones anteriores al recubrimiento no se aplican a las superficies de la unión sin sello de goma o ranuras de la empaquetadura para uniones de goma. Si se utiliza armadura helicoídal, los extremos de los alambres de la armadura circunferencial deben estar al extremo de la superficie de la unión con tal de que los círculos alternados tengan al menos 25 mm de recubrimiento desde la superficie final de la unión.
12.5.2 Cuantía de la armadura
Se considera que la armadura cumple los requisitos de diseño si la cuantía, considerando el valor nominal del alambre o barras utilizadas, es igual o excede los requisitos de 7.1 ó 7.2. La cuantía de la armadura utilizada puede variar de la nominal de acuerdo con las variaciones permisibles de las normas para armaduras. Cuando se utiliza la malla interna y externa, la cuantía nominal de la malla interna puede variar hasta un límite inferior de 85% de la cuantía nominal elíptica, y la nominal de la malla externa puede variar hasta un límite inferior de 51 % de la cuantía nominal elíptica, con tal que la cuantía nominal total de la malla interna más la externa no varíe más allá del límite inferior de 140% de la cuantía nominal elíptica.
13 Reparaciones
Si es necesario se pueden reparar las imperfecciones de fabricación de los tubos o los daños producidos durante la manipulación y se aceptan si, en opinión del comprador, la reparación cumple las especificaciones de esta norma.
14 Inspección
La calidad de los materiales, el proceso de manufactura y el tubo terminado deben estar sujeto a inspección y aprobación del comprador.
13

NChl84/2
15 Rechazo
15.1 Se rechazan los tubos que fallen en el cumplimiento de alguna de las especificaciones. Tubos individuales se pueden rechazar por alguna de siguientes:
15.1.1 Fracturas o fisuras que atraviesen la pared, excepto para una fisura extremo que no exceda la longitud de la unión.
las causas
en un solo
15.1.2 Defectos que indiquen que la proporción, mezcla y moldeado no cumplen con 1 O. 1 o defectos en la superficie que indiquen porosidad de la pared, o textura abierta que pueda afectar la función del tubo.
15.1.3 Los extremos del tubo no son perpendiculares a las paredes y el eje central del tubo, dentro de los límites de variación dados en 12.3 y 12.4.
15.1.4 Daños o fisuras en los extremos que eviten una unión satisfactoria.
15.1.5 Cualquier fisura continua que tenga un ancho superficial superior a 0,254 mm y que se extienda por una longitud superior a 300 mm, sin importar la posición en la pared del tubo.
16 Marcado del producto
16.1 La información siguiente debe ser marcada y legible en cada tubo:
16.1.1 Clase del tubo y tipo de pared.
16.1.2 Fecha de fabricación.
16.1.3 Nombre o marca comercial del fabricante.
16.1.4 Identificación de la planta.
16.2 En cada tubo con armadura elíptica o de cuadrante, se debe marcar claramente la posición del eje menor de la armadura elíptica o a lo largo del eje vertical de la armadura cuadrante durante el proceso de fabricación o inmediatamente después, sobre la parte interna y externa de la pared en uno de los extremos, indicando la posición final del tubo.
16.3 Las marcas se deben indentar en la sección de pared del tubo o se deben pintar con pintura a prueba de agua.
14

NChl84/2
Tabla 1 - Requisitos de diseño para tubos de hormigón armado clase I A'
P-Iw r d i s i t os de resistencia para el ensayo de compresión diametral, en newton por metro lineal de tubo, deben er la carga diametral (prueba expresada en newton por metro lineal por milímetro de diámetro) para prod lJ una fisura de 0,254 mm; o las cargas diametrales para producir una fisura de 0,254 mm y la carga de ruptúralde acuerdo al factor que se especifica a continuación, multiplicada por el diámetro interno del tubo, en milímetros.
' i - CBFga diametral para producir una fisura de 0,254 mm 40,O L
t - Carga diametral última o de ruptura 60,O
1 Armadura, crn2/m lineal de pared del tubo
Pared A Pared B m i mamo: mm
Resistencia del hormigón, 27.6 MPa
e. rnm ,,,,,, Malla ' Malla Malla Armadura elíptica "
Resistencia del hormigón, 27.6 MPa
Armadura circular ') Armadura circular B,
interna externa interna externa
e. Malla ' Armadura elíptica
1600 134 6.03 3.60 7,OO 159 5,OO 3,OO 5,6 1800 150 7,40 4,40 8,30 175 6,lO 3.70 6,8 2000 167 8,83 5,30 9,73 192 7,13 4,30 8.0 2100 175 9,50 5,70 10,60 200 7,80 4.70 8,7 2200 184 10.10 6.03 11.10 209 8,40 5.03 9,4 2 400 200 11,40 6,80 12,70 225 9,70 5.90 10.9
Resistencia del hormigón, 34.5 MPa Malla interna 4,E
+ malla elíptica 6.E Malla interna 5,2
+ malta elíptica 7,i
6f8
7,7
11,4
12,9
8ro 238 Malla interna 5,3 + malla elíptica 8,O
8'6 250 Malla interna 5,8 + malla elíptica 8.6
2550 213 13,3
2 700 225 14,4
2850 A)
3000
3150 3300 3450 3600
A) Para modificaciones o diseños especiales, ver 7.2 o, con la autorización del comprador, utilizar las indicaciones de las especificaciones de la norma ASTM C 655M. Las cuantías de acero pueden ser interpoladas entre las señaladas para variaciones en el diámetro, cargas o espesores de pared. Tubos con diámetros superiores a 2 400 mm deben tener dos mallas circulares o una malla circular interna más una malla elíptica.
B) Como alternativa a los requisitos de diseño las mallas circulares internas y externas se pueden ubicar y cuantificar de una de las maneras siguientes:
-
A)
A)
A)
A)
A)
A)
AL
A)
A)
A)
A)
Una malla circular interna más una malla elíptica, de tal forma que la cuantía de la malla elíptica no sea menor que la especificada para la malla externa en la tabla, y la cuantía total de la malla circular interna más la elíptica no debe ser menor que la especificada para la malla interna en la tabla.
Una malla interna y externa más una capa cuadrante de acuerdo a Figura 2. - - Una malla interna y externa más una malla elíptica de acuerdo a Figura 3.
L) El acero de la malla elíptica y el cuadrante se deben mantener por medio de varillas de soporte, sillas, u otro dispositivo durante toda la operación de vaciado del hormigón.
15

NCh 1 84/2
Pared A Resistencia del hormigón, 27.6 MPa
Tabla 2 - Requisitos de diseño para tubos de hormigón armado clase II A)
Los requisitos de resistencia para el ensayo de compresión diametral, en newton por metro lineal de tubo, deben ser la carga diametral (prueba expresada en newton por metro lineal por milímetro de diámetro) para producir una fisura de 0,254 mm; o las cargas diametrales para producir una fisura de 0,254 mm y la carga de ruptura de acuerdo al factor que se especifica a continuación, multiplicada por el diámetro interno del tubo, en milímetros.
- Carga diametral para producir una fisura de 0,254 mrn 50,O
- Carga diametral última o de ruptura 75,O
Pared B Resistencia del hormigón, 27,6 MPa
-
DN itemo. mm
- 400 500 600 700 800 900
1 O00 1 200 1450 1 600 1 800 2 O00 2 100 2 200 2400
ircutar ’) Malla
sxterna
1,8 1 3 2,7 3,6 42 5 2 6,O 6,s 7,O 7,9
Armadura A m d ü n circular ‘) Armadura e. elfpticaD’ mm Malla Malla eliptica Di
interna externa
1,5 59 1,5” - 1,5B’ 1 3 67 1,5@ - 1,5B’ 23 75 1,5B’ - 1,5B’ 23 84 2,9 2,4 3,l 92 3,l 2,7 3 2 100E’ 2,5 1,s 2,8 3,6 109 3,O 1,8 383 4,9 125 3,8 2,3 4,2 6,6 146 5,l 3,l 5,6 7,9 159 6,2 3,7 6,s 9,5 175 7,4 4,4 83 11,2 192 8.9 5,3 9 3 12,l 200 9,7 5 3 10,8 12,9 209 10,4 6.3 11.7 14,6 225 12,l 7,3 13,3
- e,
mm
48 55 63 67 71 75 84 1 O0 121 134 150 167 175 184 200
-
-
e. mm
78 86 94 102 1 1 1 llgE’ 128 144 165 178 194 211 219 228 244
irmadur Malla
interna
1,5” 2 2 23 3 2 3,3 3,O 3,3 4,5 6,O 7,1 8,7 10,l 10,8 11,7 13,l
-
-
Annaduii
Malla interna
1,5” 1,5B’ 1,5B’ 1,5B’ 1,5B’ 1,5 1,9 3,O 4,3 5,l 6,4 7,8 8.7 9,4 11,6
2550
2 700
2850 3000 3 150 3 300 3450 3 600
Pared C Resistencia del hormige
:ircutar
Malla
Malla 5,8 Malla 5, interna interna 238 14,4 8,6 + malla 257 13,l 7,9 + malla 7, elíptica elíptica
Malla 5, interna
Malla interna
225 18,O 10,8 + malla 250 1 6 1 9,7 + malla 269 14,8 83 + malla 8, elíptica elíptica
6.4
9,7
7 2
10,8
Malla interna
’a7 + malla elíptica Malla
interna
elíptica
8,6
6 4
9,7
213 16.1
A) A)
A) A)
Al Al
A) Al
A) Al
A) AJ
A’
A)
A)
A)
A)
A)
,27,6 MPa
Armadura elíptica
1,5 1,5 1,5 1,5B1 1,5B’ 1,7 2,f 3 2 4,7 5,6 7,O 8 3 9,7 10,7 12,9
(continúa)
16

NChl84/2
Tabla 2 - Requisitos de diseño para tubos de hormigón armado clase ii A) (conciusión)
Para estas clases y tamaños, el mínimo práctico de armadura de acero está especificado. La resistencia a la ruptura especificada es mayor que la resistencia mínima especificada para tubos sin armadura de diámetros equivalentes en la norma ASTM C 14M.
Como alternativa a los requisitos de diseño las mallas circulares internas y externas se pueden ubicar y cuantificar de una de las maneras siguientes:
- Una malla circular interna más una malla elíptica de tal forma que la cuantía de la malla elíptica no sea menor que la especificada para la malla externa en la tabla, y la cuantía total de la malla circular interna más la elíptica no debe ser menor que la especificada para la malla interna en la tabla.
- Una malla interna y externa más una capa cuadrante de acuerdo a Figura 2.
- Una malla interna y externa más una malla elíptica de acuerdo a Figura 3.
El acero de la malla elíptica y la cuadrante se deben mantener por medio de varillas de soporte, sillas, u otro dispositivo durante toda la operación de vaciado.
Como una alternativa, se puede utilizar un refuerzo de una sola matla. El área reforzada, en centímetros cuadrados por metro lineal, debe ser 4,2 para paredes Tipo B y 3,4 para paredes Tipo C.
17

NCh 1 84/2
DN nterno,
Tabla 3 - Requisitos de diseño para tubos de hormigón armado clase 111 A’
Los requisitos de resistencia para el ensayo de compresión diametral, en newton por metro lineal de tubo, deben ser la carga diametral (prueba expresada en newton por metro lineal por milímetro de diámetro) para producir una fisura de 0,254 mm; o las cargas diametrales para producir una fisura de 0,254 mm y la carga de ruptura de acuerdo al factor que se especifica a continuación, multiplicada por el diámetro interno del tubo, en milímetros.
- Carga diametral para producir una fisura de 0,254 mm 65,O
- Carga diametral última o de ruptura 100,o
Pared A Resistencia del hormigón, 27,6 MPa
-r- Armadura, cm‘lm lineal de pared del tubo
e, mm
59 67 75 84 92
100“ 109 125 146 159 175
192 200
- Malla
interna
1,5B1 1,5” 1,5” 3,5 4,l 3‘6 4,l 5,l 6,8 8,5
10,4
12,6 13,5
500 600 700 800 900
1 O00 1 200 1 450 1 600
iicular ” Armadura
txterna elíptica ’)
55 63 67 71 75 84
1 O0 121 134
2 2 2,5 3,1 4,l 5,l 6,2
7,6 8,l
2,6 3,O 4.1 5,3 6.1
$3 78 1 3 86 1,5 94 3-1 102 3t5 111 4,O 119‘ 4,6 128 5,7 144 7,6 165 9,l 178
11,4 194
13,9 21 1 15,O 21 9
Armadura elíptica
1,5B1
2,o 3,O 3,5 4,l 4,7 5,5 7,4 9 3
11,2
,rmigó ,34,5 MPa 8.6 15,9
1800 1 150 1 12,l 1 7,3 1 13,3
2000 1 167 1 14,l 1 8,4 1 15,6 Resistencia del hormigón, 34.5 MPa
Res 228
2100 1 175 1 15,2 1 9,2 1 16,9 Resis
2 200
2 400
2 550
2 700
2 850 3 O00 3 150 3 300 3 450 3 600 -
ncia del -- 184
200
213
225
A)
A)
A)
Al
A)
A)
8‘9
’‘e6
12t6
16,5
19,7
21,8
25,8
-
5.9
8 3
7.0
10,6
8,4
12,6
Malla interna + malta elíptica Malla
interna + malta elíptica Malla
interna + malla elíptica
9,9
11,8
13,l
15,5
17,8
Malla 7,6 interna t malla ,5 elíptica
9 2 Malla
interna
13.7 t malla elíptica
- -
18,4
21,8 244
257
269
Al
A)
A l
A)
A)
Al
8,7
13,l
Malla interna + malla elíptica
interna + malla elíptica
Malla 10,:
15,E
~
Pared B I Resistencia del hormigón, 27,6 MPa.1 Res
209
225
238
250
Al
A)
A)
A)
A)
Al -
14,2
16,l
19,l
22,9
-
Armadura 1 ;; Malla elíptica D’ xterna
9,7
11,5
13,7
-
rmiadüri Malla
interna
1.5” 1,5 B,
1,5B1 1,8 2,4 1,7 2 2 3,4 5,O 6.2 7,6
9,5 10,6
encia d< 11,9
14,8
17.6
21 ,o
-
5,7 1 10,6 6 4 1 11,9
horim?, 34.:3y3Pa
A) Para modificaciones o diseños especiales, ver 7.2 o, con la autorización del comprador, utilizar las indicaciones de las especificaciones de la norma ASTM C 655M. Las cuantías de acero pueden ser interpoladas entre las señaladas para variaciones en el diámetro, cargas o espesores de pared. Tubos con diámetros superiores a 2 400 mm deben tener dos mallas circulares o una malla circular interna más una malla elíptica.
(continúa)
18

NChl84/2
Tabla 3 - Requisitos de diseño para tubos de hormigón armado clase MIA’ (conciusión)
rnativa a los requisitos de diseño las mallas circulares internas y externas se pueden ubicar y de una de las maneras siguientes:
Ila circular interna más una malla elíptica de tal forma que la cuantía de la malla elíptica no sea que la especificada para la malla externa en la tabla, y la cuantía total de la malla circular más la elíptica no debe ser menor que la especificada para la malla interna en la tabla.
Ila interna y externa más una capa cuadrante de acuerdo a Figura 2.
Ila interna y externa más una malla elíptica de acuerdo a Figura 3.
de la malla elíptica y el cuadrante se debe mantener por medio de varillas de soporte, sillas, u otro dispositivo durante toda la operación de vaciado.
Como una alternativa, se puede utilizar un refuerzo de una sola malla. El área reforzada, en centímetros cuadrados por metro lineal, debe ser 6,4 para paredes Tipo B y 4,2 para paredes Tipo C.
19

NCh 1 84/2
Tabla 4 - Requisitos de diseño para tubos de hormigón armado clase IV A)
Los requisitos de resistencia para el ensayo de compresión diametral, en newton por metro lineal de tubo, deben ser la carga diametral (prueba expresada en newton por metro lineal por milímetro de diámetro) para producir una fisura de 0,254 mm; o las cargas diametrales para producir una fisura de 0,254 mm y la carga de ruptura de acuerdo al factor que se especifica a continuación, multiplicada por el diámetro interno del tubo, en milímetros.
- Carga diametral para producir una fisura de 0,254 mm 100,O
- Carga diametral última o de ruptura 150,O
DN iterno mm
- 400 500 600 700 800 900
1 O00 1 200
1 450 1 600
1 800 2 O00 2 100 2 200 2 400 2 550 2 700 2 850 3 O00 3 150 3 300 3 450 E
Armadura, c m Z h lineal de pared del tubo
Resi:
e. mm
48 55 63 67
- -
A)
A)
A)
A)
A)
A)
Al
A)
A)
A)
A)
A)
A)
A)
A)
A)
A)
A)
A) -
Pared A mcia del hormigón, Rrmadu Malla
interna
3.5 485 6 1 7,3
-
. -
-
circular - Malla
externa -
- P.5 MPa
9 r m a d u r a elíptica
Pared B
59 67 75 84 92
1 O0 1 o9 125 Resistc 146 159
175 A)
A)
A)
A)
A)
A)
A)
AJ
A)
A)
A)
A)
cia del h 11,9 13,9
16,7
-
migón, 3d 7,l 8.4
10,o
5 MPa 13,2 15,5
18,6
-
- Resis
e, mm
78 86 94
102 111 119 128 1 44
165 178
194 21 1 219
A)
A)
A)
A)
A)
A)
Al
A)
Al
Al
- -
Resls
-
Pared C ncia del hormigón, i Armadura circular
Malla 1 Malla interna externa t 1,5
1,5D’
8.2 10,l
ncla del h 12,9 16,O 18,O
4,9
7,7 9,6 10,8
-
.6 MPa
Armadura elíptica ‘’
1,5D’ 1,5 D’ 1,7 2,o 2,4 3 2 4,2 6 1
9,1 11,2
,5 MPa 14,4 17,8 19,9
A) Para modificaciones o diseños especiales, ver 7.2 o, con la autorización del comprador, utilizar las indicaciones de las especificaciones de la norma ASTM C 655M. Las cuantías de acero pueden ser interpoladas entre las señaladas para variaciones en el diámetro, cargas o espesores de pared. Tubos con diámetros superiores a 2 400 mm deben tener dos mallas circulares o una malla circular interna más una malla elíptica.
20
(continúa)

NC h 1 84/2
TahlUA - W&qUiSrros de diseño para tubos de hormigón armado clase IVA’ (conciusión)
a para la malla externa en la tabla, y la cuantía total de la malla circular interna er menor que la especificada para la malla interna en la tabla.
externa más una capa cuadrante de acuerdo a Figura 2.
terna más una malla elíptica de acuerdo a Figura 3.
a y el cuadrante se deben mantener por medio de varillas de soporte, sillas, u otro
21

NChl84/2
Tabla 5 - Requisitos de diseño para tubos de hormigón armado clase VA’
Los requisitos de resistencia para el ensayo de compresión diametral, en newton por metro lineal de tubo, deben ser la carga diametral (prueba expresada en newton por metro lineal por milímetro de diámetro) para producir una fisura de 0,254 mm; o las cargas diametrales para producir una fisura de 0,254 mm y la carga de ruptura de acuerdo al factor que se especifica a continuación, multiplicada por el diámetro interno del tubo, en milímetros.
- Carga diametral para producir una fisura de 0,254 mm 140,O
- Carga diametral última o de ruptura 175,O
-
DN nterno,
mm
- 400 500 600 700 800 900
1 O00 1 200 1 450 1 600 1 800 2 O00 2 100 2 200 2 400 2 550 2 700 2 850 3 O00 3 150 3 300 3 450 3 600 -
Pared A icia del hormigón, 4 Armadura circular ”
,4 MPa
9rmaduia elíptica ‘)
- -
-
Armadura, cm2/m lineal de pared del tubo
Pared B Resi
e. mm
59 67 75 84 92
1 O0 1 o9 125
- -
A)
Al
A)
A)
A)
A)
A)
A)
A)
A)
Al
A)
A)
A)
A) -
lncia del hormigón, 4 Armaduri
Malla interna
3,3 4,7 6 4 8 2 9,4
10,5 12,o 15,5
- -
:ircular Malla
externa
- -
6 1 7,1 8,O 9,o
11,6
1 MPa
armadura elíptica
4,1 5.1 9 2
10,4 11,9 13,4 17,l
-
Pared C
Resiste
e. mm
82 88 94
107 113 119 132 144 165 178 1 94
A)
A)
A)
A)
A)
A)
A l
A)
A)
A)
A)
Al
- -
-
:¡a del horm&~. 1
4nnadur Malla
interna
2,1 2,l 2,s 3,8 4,9 5,7 7,6 9 3
14,O 16,8 21 ,o
-
-
rircuiar ’‘ Malla
externa
- -
1,s 2 3 2 3 3,4 4,6 7,4
10,5 12,6 15,7
-
- ,4 MPa
irmadur díptica
- -
2 3 4.2 5,3 6 3 8,5
11,o 15,5 18,6 23,3
- A) Para modificaciones o diseños especiales, ver 7.2 o, con la autorización del comprador, utilizar las indicaciones di
las especificaciones de la norma ASTM C 655M.
(continúa)
22

J
4
NChl84/2
foibla 5 - Requisitos de diseño para tubos de hormigón armado clase VA' (conclusión)
h?rllet circular interna más una malla elíptica de tal forma que la cuantía de la malla elíptica no qwe la especificada para la malla externa en la tabla, y la cuantía total de la malla circular s la elíptica no debe ser menor que la especificada para la malla interna en la tabla.
Ilr interna y externa más una capa cuadrante de acuerdo a Figura 2.
rna y externa más una malla elíptica de acuerdo a Figura 3.
a elíptica y el cuadrante se debe mantener por medio de varillas de soporte, sillas, u
Tabla 6 - Variaciones permitidas en el diámetro interno
23

N C h l 8 4 / 2
17 Figuras
Dimensiones en milímetros
Figura 1 - Longitud Interna det tubo
24

NChl84 /2
90"
NOTAS
Extrados de 90"
90" 1 Eje vertical ClIiuPmte 1
FIQUE~ 2 - Rmerzo de cuadrantes
El área total de la armadura (Asi) de la malla interna más la capa cuadrante en los cuadrantes 1 y 2 (ver Figura 2 ) no puede ser inferior a la especificada para la malla interna en Tablas 1 a 5.
El área total de la armadura (Aso) de la malla externa más la capa cuadrante en los cuadrantes 3 y 4 (ver Figura 2) no puede ser inferior a la especificada para la malla externa en Tablas 1 a 5.
El área de la armadura (A'si) de la malla interna en los cuadrantes 3 y 4 no puede ser inferior a 25% de la especificada para la malla interna en Tablas 1 a 5.
El área de la armadura IA'so) de la malla externa en los cuadrantes 1 y 2 no puede ser inferior a 25% de la especificada para la malla externa en Tablas 1 a 5.
Si el área de la armadura (A'so) de la malla externa en los cuadrantes 1 y 2 es inferior a 50% de la especificada para la malla externa en Tablas 1 a 5, la capa del cuadrante utilizada para la malla externa en los cuadrantes 3 y 4 se debe extender en los cuadrantes 1 y 2 en una distancia no inferior al espesor de la pared especificado en Tablas 1 a 5.
25

NChl84/2
[Lave
Malla circular exterior
Malla ElfPtiCa
Malla circular interior
Figura 3 - Armadura de triple malla
NOTAS
1) La cuantía total de la armadura de la malla interior y la malla elíptica (ver Figura 3) no debe ser inferior a la especificada para la malla interior en Tablas 1 a 5.
2) La cuantía total de la armadura de la malla exterior y la malla elíptica (ver Figura 3) no debe ser inferior que la especificada para la malla exterior en Tablas 1 a 5.
26

NChl84 /2
Figura 4 - Ortogonatldad de tos extremos
27