
NORMA COGUANOR TÉCNICA NTG 41102 h1 GUATEMALTECA · características mecánicas y físicas de los...
19
NORMA COGUANOR TÉCNICA NTG 41102 h1 GUATEMALTECA Título Métodos de ensayo para el cumplimiento de las especificaciones de los materiales predosificados en seco a base de cemento hidráulico para relleno de junta (Ciza) para pisos cerámicos, azulejos y piedras naturales. Correspondencia Para la elaboración de esta norma nacional COGUANOR se tomaron como referencia varias normas técnicas internacionales. Observaciones Aprobado: 2019-01-25 Comisión Guatemalteca de Normas Ministerio de Economía Calzada Atanasio Tzul 27-32 zona 12 Tel (502) 2447 2600 [email protected] http://www.mineco.gob.gt Referencia ICS
Transcript of NORMA COGUANOR TÉCNICA NTG 41102 h1 GUATEMALTECA · características mecánicas y físicas de los...
NORMA COGUANOR
TÉCNICA NTG 41102 h1
GUATEMALTECA Título
Métodos de ensayo para el cumplimiento de las especificaciones de los materiales predosificados en seco a base de cemento hidráulico para relleno de junta (Ciza) para pisos cerámicos, azulejos y piedras naturales. Correspondencia
Para la elaboración de esta norma nacional COGUANOR se tomaron como
referencia varias normas técnicas internacionales.
Observaciones
Aprobado: 2019-01-25
Comisión Guatemalteca de Normas Ministerio de Economía
Calzada Atanasio Tzul 27-32 zona 12 Tel (502) 2447 2600 [email protected] http://www.mineco.gob.gt
Referencia ICS
NTG 41102 h1 2/19
Prólogo COGUANOR La Comisión Guatemalteca de Normas (COGUANOR) es el Organismo Nacional de Normalización, creada por el Decreto No. 1523 del Congreso de la República del 05 de mayo de 1962. Sus funciones están definidas en el marco de la Ley del Sistema Nacional de la Calidad, Decreto 78-2005 del Congreso de la República. COGUANOR es una entidad adscrita al Ministerio de Economía, su principal misión es proporcionar soporte técnico a los sectores público y privado por medio de la actividad de normalización. COGUANOR, preocupada por el desarrollo de la actividad productiva de bienes y servicios en el país, ha armonizado las normas internacionales. El estudio de esta norma, fue realizado a través del Comité Técnico de Normalización de Cemento (CTN Cemento), con la participación de:
Ing. Víctor Flores Global Cement Guatemala
Ing. Estuardo Palencia Proquality
Ing. Roberto Carlos Arango Pisos Casa Blanca, S.A.
Ing. Sergio Sevilla Prefabricados Cifa
Ing. Rolando Morgan Sagastume Instituto del Cemento y del Concreto de Guatemala (ICCG)
Ing. Xiomara Sapón Roldán Coordinadora de Comité
Ing. Luis Alvarez Valencia Instituto del Cemento y del Concreto de Guatemala (ICCG)
Ing. Dilma Yanet Mejicanos Jol Centro de Investigaciones de Ingeniería (CII-USAC)
NTG 41102 h1 3/19
"C O N T I N Ú A"
Eder Ivan Cano Salazar Centro de Investigaciones de Ingeniería (CII-USAC)
Ing. Roberto Díaz Durán Cementos Progreso, S.A. CETEC
Ing. Kenneth Alejandro Molina Escobar Independiente
Arq. Rodolfo Gándara Universidad Galileo
Lic. Erick Humberto Dardón Castillo Pegamorteros de Guatemala, S.A. (Cemix de Centroamérica)
Ing. Héctor Herrera COGUANOR
Ing. Francisco Javier Quiñonez Consejo Nacional de Ciencia y Tecnología (CONCYT) Comisión de Construcción
NTG 41102 h1 4/19
"C O N T I N Ú A"
Índice
Título Página
1 Objeto……………………………………………………………………..
5
2 Documentos de referencia……………………………………………..
5
3 Terminología…………………………………………………………….
6
4 Significado y uso……………………………………………………….. 6
5 Muestreo…………………………………………………………………
7
6 Métodos de ensayo……………………………………………………
7
7 Palabras clave…………………………………………………………..
19
NTG 41102 h1 5/19
1. Objeto
1.1. Esta norma establece los métodos de ensayo para la verificación de los requisitos y especificaciones que deben cumplir los materiales predosificados y empacados en seco a base de cemento hidráulico para relleno de junta (Ciza) para pisos cerámicos, azulejos y piedras naturales, tanto de producción nacional como importado. 1.2. En el texto de esta norma se hace referencia a notas y notas a pie de página, las cuales brindan material explicativo. Estas notas y notas a pie de página (Excluyendo las de los cuadros y figuras) no deben ser consideradas como requisito de la norma.
1.3. Los valores especificados en unidades SI o en libras-pulgadas, deben considerarse separadamente como el estándar. Los valores establecidos en cada sistema pueden no ser equivalencias exactas; por lo tanto cada sistema debe ser usado independientemente del otro. La combinación de valores de los dos sistemas, puede resultar en una inconformidad con la norma.
1.4. Esta norma no pretende abordar todos los problemas de seguridad, si los hay, asociados con su uso. Es responsabilidad del usuario de esta norma establecer prácticas de seguridad y salud apropiadas y determinar la aplicabilidad de las limitaciones regulatorias antes de su uso.
2. Documentos de referencia
2.1. Normas NTG1
NTG 41102 Material para relleno de junta (Ciza) predosificados en seco a base
de cemento hidráulico para pisos cerámicos, azulejos y piedras naturales. Especificaciones.
NTG 41002 (ASTM C 305)
Práctica para la mezcla mecánica de pastas de cemento hidráulico y morteros de consistencia plástica.
2.2. Normas UNE - EN2 UNE-EN 12808-2 Materiales de rejuntado para baldosas cerámicas. Parte 2:
Determinación de la resistencia a la abrasión.
1 Las normas NTG pueden consultarse en la Comisión Guatemalteca de Normas COGUANOR Calzada Atanasio
Tzul 27-32 zona 12, Guatemala. 2 Las normas UNE, pueden consultarse en la página de la Asociación Española de Normalización, AENOR www.aenor.com
NTG 41102 h1 6/19
"C O N T I N Ú A"
UNE-EN 12808-3 Materiales de rejuntado para baldosas cerámicas. Parte 3: Determinación de la resistencia a flexión y compresión.
UNE-EN 12808-4 Materiales de rejuntado para baldosas cerámicas. Parte 4: Determinación de la retracción.
UNE-EN 12808-5 Materiales de rejuntado para baldosas cerámicas. Parte 5: Determinación de la absorción de agua.
2.3 Normas ISO3
ISO 1101 Especificaciones geométricas del producto (GPS) - Tolerancia geométrica - Tolerancias de forma, orientación, ubicación y agotamiento.
ISO 1302 Especificaciones de productos geométricos (GPS) - Indicación de la textura de la superficie en documentación técnica del producto.
ISO 8486-1 Abrasivos adheridos. Determinación y designación de la distribución granulométrica. Parte 1: microgranos de F4 a F220.
3. Terminología
3.1. Se aplican las definiciones incluida en el numeral 3 de la norma NTG 41102.
3.2. Muestra: Es la cantidad de material para relleno de junta, extraído de una
población estadística (Lote de producción) y que se somete a métodos de ensayo.
3.3. Lote de producción: Es la cantidad de material para relleno de junta que se
fabrica con las mismas características y el tamaño del lote lo determinará cada
fabricante.
4. Significado y uso
4.1. Los métodos de ensayo descritos proporcionan el medio para evaluar las
características mecánicas y físicas de los materiales para relleno de junta (Ciza).
4.2. Los ensayos y controles en el proceso de fabricación deben asegurar que la
composición del material para relleno de junta (Ciza) se mantenga dentro de los límites
especificados en la norma NTG 41102.
3 Las normas ISO, pueden consultarse en la página de la Organización Internacional de Normalización www.iso.org
NTG 41102 h1 7/19
"C O N T I N Ú A"
5. Muestreo
5.1. Selección de la muestra de ensayo
5.1.1. El muestreo y el ensayo deben ser parte del control de calidad normal del
fabricante, o en caso de importación del producto, el importador debe realizar los
ensayos y control del producto importado de forma regular para asegurar el
cumplimiento de las especificaciones de la norma NTG 41102. 5.1.2. El muestreo debe hacerse en la planta de producción o en los puntos de venta
de un mismo lote.
Nota 1. El término lote se refiere a cualquier cantidad determinada según su producción, ya sea en toneladas, kilogramos o sacos de material para relleno de junta que contengan los mismos materiales y proporciones.
5.1.3. El tamaño de la muestra debe ser representativa para garantizar el control y
cumplimiento de las especificaciones del producto de acuerdo a la norma NTG 41102. 5.1.4. La muestra se debe tomar de sacos completos. Debe realizarse una selección aleatoria para proceder a la toma de muestras, se seleccionan 3 sacos del producto de un mismo lote, para realizar la toma de muestras se abre cada saco seleccionado y se toman 8 kg, luego se procede a mezclar para obtener una muestra homogénea. 5.1.5. Para cada uno de los ensayos se debe utilizar como mínimo 2 kg.
6. Métodos de ensayo
Los métodos de ensayos que debe realizar el fabricante son: resistencia a la abrasión, flexión y compresión, contracción o retracción y absorción de agua.
6.1. Preparación del material para ensayos 6.1.1. Al material de relleno de juntas (Ciza) se debe adicionar la cantidad de agua de acuerdo a las recomendaciones del fabricante.
6.1.2. El material se debe acondicionar en una mezcladora mecánica especificada en la Norma NTG 41002 (ASTM C 305), a una velocidad de rotación de 140 ± 5 rpm y una velocidad de movimiento planetario de 62 ± 5 rpm. Se seguirá el siguiente procedimiento:
El agua se vierte en el recipiente.
Se coloca lentamente el material para relleno de juntas (Ciza) en el agua.
Se mezcla durante 30 segundos.
Se retira la paleta de mezclado.
Se limpia el material de la paleta y el recipiente, se deja reposar un minuto.
NTG 41102 h1 8/19
"C O N T I N Ú A"
Se vuelve a colocar la paleta y se mezcla nuevamente durante un minuto.
Se deja reposar el material para relleno de juntas según lo recomendado por el fabricante y después se mezcla durante otros 15 segundos.
6.2. Moldes para especímenes 6.2.1. Los moldes para los especímenes que se utilizan para los ensayos de resistencia a la flexión, compresión, contracción o retracción y absorción de agua deben tener tres compartimentos horizontales, de forma que se puedan preparar simultáneamente tres especímenes prismáticos de 40 mm x 40 mm x 160 mm. Para el ensayo de abrasión el molde se especifica en el numeral 6.5.1.4. 6.2.2. El molde debe ser de acero con un grosor de pared, como mínimo de 10 mm, la dureza superficial Vickers de todas las caras interiores debe ser como mínimo HV 200. 6.3. Condiciones normales de ensayo 6.3.1. El laboratorio o área de ensayo debe tener una temperatura de 23 ± 2 ˚C, una humedad relativa del ambiente de 50 ± 5 % y una velocidad del aire menor de 0.2 m/s.
6.3.2. Todos los materiales de ensayo deben estar sometidos a las condiciones normales de ensayo durante 24 horas. 6.4. Elaboración de los especímenes de ensayo 6.4.1. Se deben llenar los moldes inmediatamente con el material preparado conforme al numeral 6.1. 6.4.2. Se introduce el material con una paleta adecuada en dos capas, se debe colocar la primera capa en cada uno de los compartimientos, se debe extender el material uniformemente compactando la primera capa con 60 golpes. Para la segunda capa se repite el procedimiento descrito anteriormente. 6.4.3. Se eliminan los restos de material y se alisa la superficie con una espátula y se cubre el molde con una lámina de vidrio de 210 mm x 185 mm x 6 mm de grosor. 6.4.4. Se coloca el molde identificado adecuadamente sobre una base horizontal durante 24 horas en un área con condiciones normales de acuerdo al numeral 6.3. Sacar el espécimen del molde después de 24 horas. 6.4.5. Los especímenes se deben mantener en condiciones normales durante 27 días de acuerdo al numeral 6.3. Dejando un espacio entre ellos de al menos 25 mm en todos los lados.
NTG 41102 h1 9/19
"C O N T I N Ú A"
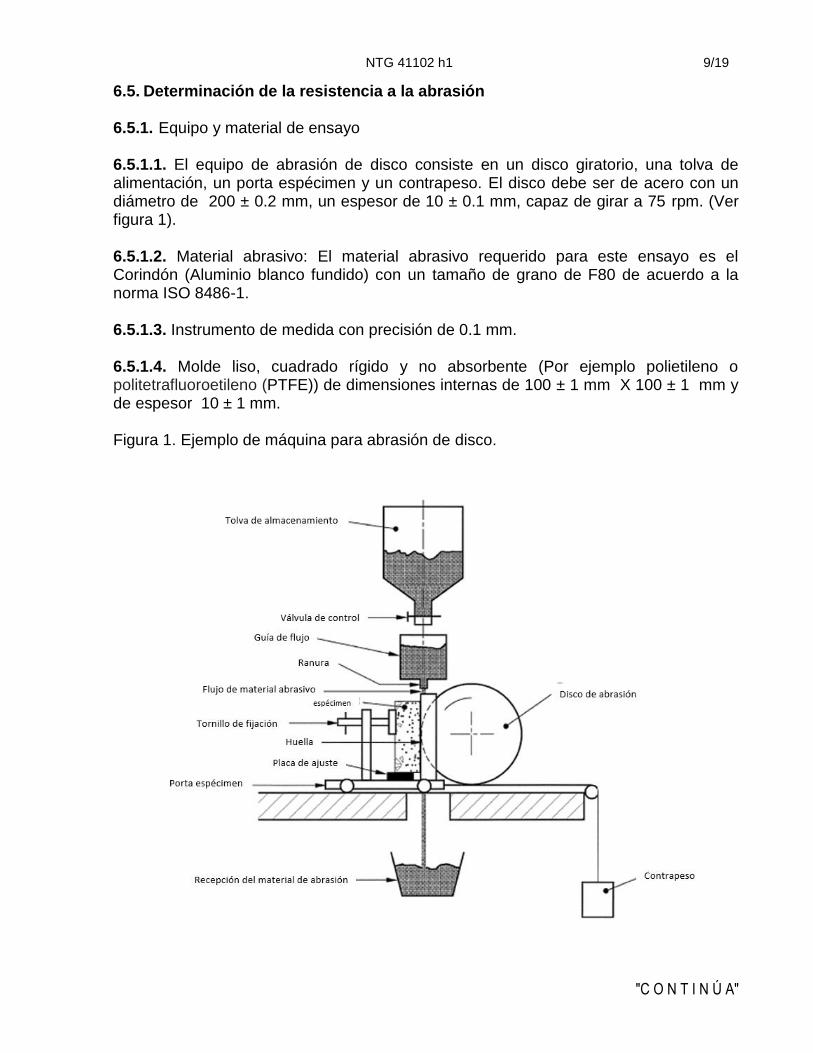
6.5. Determinación de la resistencia a la abrasión 6.5.1. Equipo y material de ensayo
6.5.1.1. El equipo de abrasión de disco consiste en un disco giratorio, una tolva de alimentación, un porta espécimen y un contrapeso. El disco debe ser de acero con un diámetro de 200 ± 0.2 mm, un espesor de 10 ± 0.1 mm, capaz de girar a 75 rpm. (Ver figura 1). 6.5.1.2. Material abrasivo: El material abrasivo requerido para este ensayo es el Corindón (Aluminio blanco fundido) con un tamaño de grano de F80 de acuerdo a la norma ISO 8486-1. 6.5.1.3. Instrumento de medida con precisión de 0.1 mm. 6.5.1.4. Molde liso, cuadrado rígido y no absorbente (Por ejemplo polietileno o politetrafluoroetileno (PTFE)) de dimensiones internas de 100 ± 1 mm X 100 ± 1 mm y de espesor 10 ± 1 mm.
Figura 1. Ejemplo de máquina para abrasión de disco.
NTG 41102 h1 10/19
"C O N T I N Ú A"
6.5.2. Se debe preparar el material conforme al numeral 6.1. 6.5.3. Las condiciones normales de ensayo deben ser conforme al numeral 6.3. 6.5.4. Preparación de los especímenes de ensayo 6.5.4.1. Se deben preparar dos especímenes por cada muestra del material para relleno de juntas con moldes de 100 ± 1 mm de largo por 100 ± 1 mm de ancho por 10 ± 1 mm de espesor, se cubren con una placa de vidrio de acuerdo al numeral 6.4.3. Se puede utilizar una placa de acero inoxidable o de otro material impermeable de medidas similares. Después de 24 horas se desmoldan los especímenes. 6.5.4.2. Los especímenes se deben someter a un proceso de curado en condiciones normales según numeral 6.3 durante 27 días. 6.5.5. Procedimiento de ensayo
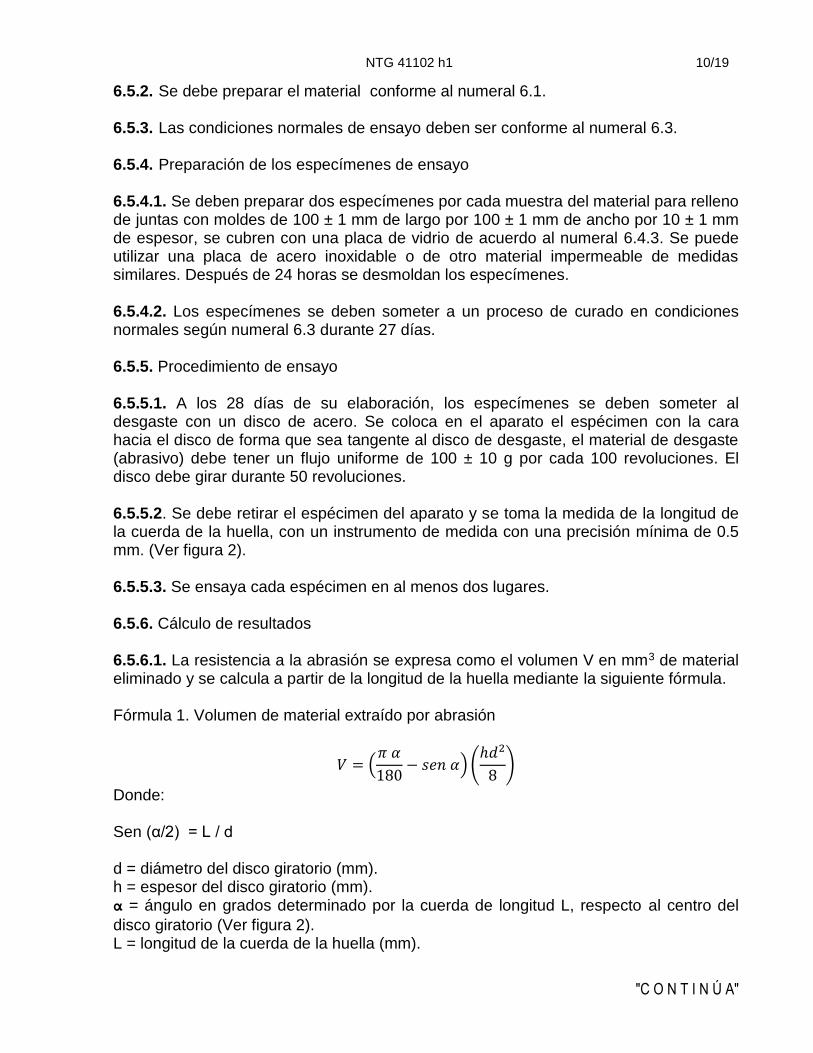
6.5.5.1. A los 28 días de su elaboración, los especímenes se deben someter al desgaste con un disco de acero. Se coloca en el aparato el espécimen con la cara hacia el disco de forma que sea tangente al disco de desgaste, el material de desgaste (abrasivo) debe tener un flujo uniforme de 100 ± 10 g por cada 100 revoluciones. El disco debe girar durante 50 revoluciones. 6.5.5.2. Se debe retirar el espécimen del aparato y se toma la medida de la longitud de la cuerda de la huella, con un instrumento de medida con una precisión mínima de 0.5 mm. (Ver figura 2).
6.5.5.3. Se ensaya cada espécimen en al menos dos lugares.
6.5.6. Cálculo de resultados
6.5.6.1. La resistencia a la abrasión se expresa como el volumen V en mm3 de material eliminado y se calcula a partir de la longitud de la huella mediante la siguiente fórmula. Fórmula 1. Volumen de material extraído por abrasión
𝑉 = (𝜋 𝛼
180− 𝑠𝑒𝑛 𝛼) (
ℎ𝑑2
8)
Donde: Sen (α/2) = L / d d = diámetro del disco giratorio (mm). h = espesor del disco giratorio (mm). α = ángulo en grados determinado por la cuerda de longitud L, respecto al centro del
disco giratorio (Ver figura 2). L = longitud de la cuerda de la huella (mm).
NTG 41102 h1 11/19
"C O N T I N Ú A"
Figura 2.
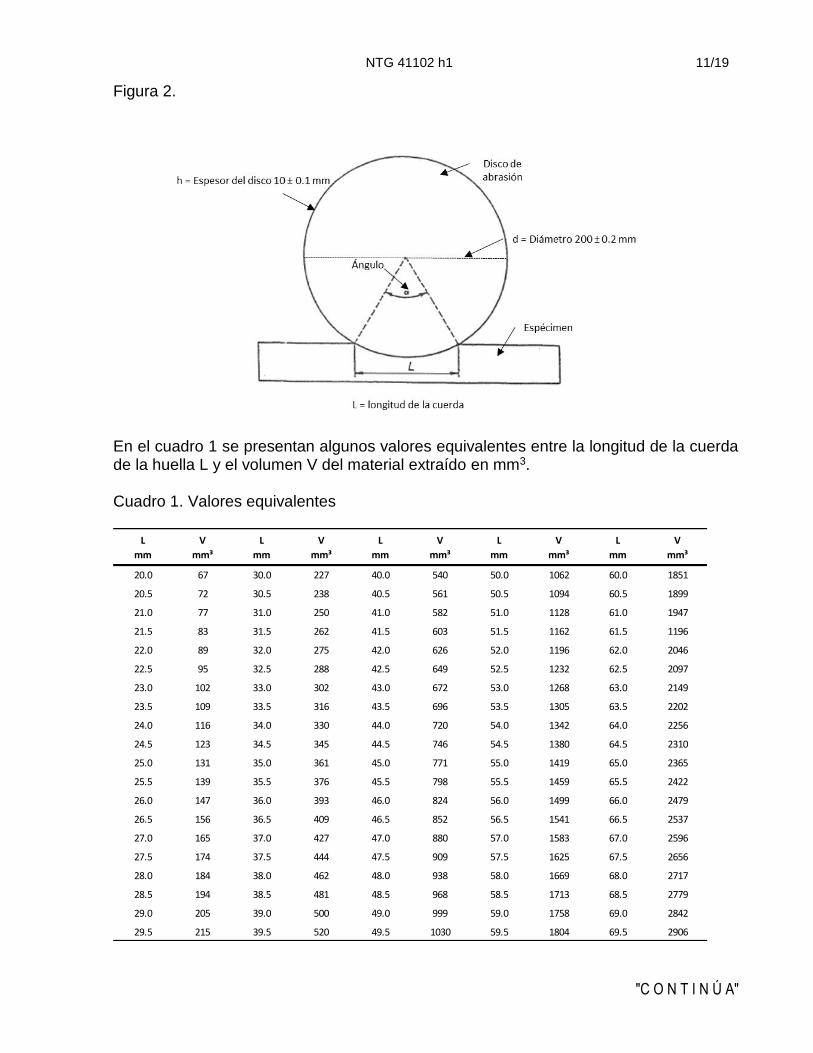
En el cuadro 1 se presentan algunos valores equivalentes entre la longitud de la cuerda de la huella L y el volumen V del material extraído en mm3. Cuadro 1. Valores equivalentes
L
mm
V
mm³
L
mm
V
mm³
L
mm
V
mm³
L
mm
V
mm³
L
mm
V
mm³
20.0 67 30.0 227 40.0 540 50.0 1062 60.0 1851
20.5 72 30.5 238 40.5 561 50.5 1094 60.5 1899
21.0 77 31.0 250 41.0 582 51.0 1128 61.0 1947
21.5 83 31.5 262 41.5 603 51.5 1162 61.5 1196
22.0 89 32.0 275 42.0 626 52.0 1196 62.0 2046
22.5 95 32.5 288 42.5 649 52.5 1232 62.5 2097
23.0 102 33.0 302 43.0 672 53.0 1268 63.0 2149
23.5 109 33.5 316 43.5 696 53.5 1305 63.5 2202
24.0 116 34.0 330 44.0 720 54.0 1342 64.0 2256
24.5 123 34.5 345 44.5 746 54.5 1380 64.5 2310
25.0 131 35.0 361 45.0 771 55.0 1419 65.0 2365
25.5 139 35.5 376 45.5 798 55.5 1459 65.5 2422
26.0 147 36.0 393 46.0 824 56.0 1499 66.0 2479
26.5 156 36.5 409 46.5 852 56.5 1541 66.5 2537
27.0 165 37.0 427 47.0 880 57.0 1583 67.0 2596
27.5 174 37.5 444 47.5 909 57.5 1625 67.5 2656
28.0 184 38.0 462 48.0 938 58.0 1669 68.0 2717
28.5 194 38.5 481 48.5 968 58.5 1713 68.5 2779
29.0 205 39.0 500 49.0 999 59.0 1758 69.0 2842
29.5 215 39.5 520 49.5 1030 59.5 1804 69.5 2906
NTG 41102 h1 12/19
"C O N T I N Ú A"
6.5.6.2. De acuerdo al volumen de material extraído con el ensayo de abrasión, se puede clasificar al material para relleno de juntas, es decir si el volumen es menor o igual a 2000 mm³, el material de relleno cumple con la especificación de resistencia a la abrasión. Véase numeral 5 de la norma NTG 41102.
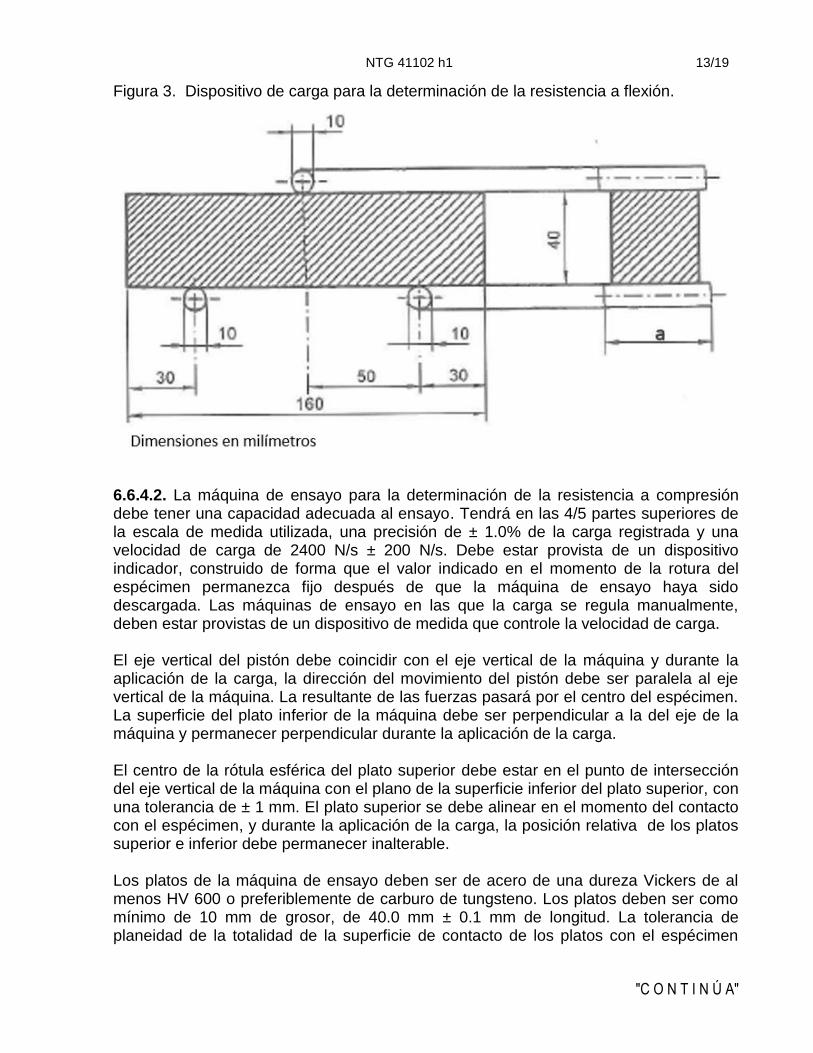
6.5.7. Informe los resultados del ensayo del volumen V de cada una de las huellas y el volumen promedio en mm3. 6.6. Determinación de la resistencia a flexión y a compresión 6.6.1. Se debe preparar el material conforme al numeral 6.1. 6.6.2. Los moldes para especímenes deben ser conforme al numeral 6.2. 6.6.3. Las condiciones normales de ensayo deben ser conforme al numeral 6.3. 6.6.4. Equipo 6.6.4.1. La máquina de ensayo para la determinación de la resistencia a flexión debe ser capaz de aplicar cargas hasta de 10 kN, con una precisión de ± 1.0% de carga registrada en las 4/5 partes superiores de la escala de medida utilizada y con una velocidad de carga de 50 N/s ± 10 N/s. La máquina debe estar provista de un dispositivo de flexión que dispone de dos rodillos de apoyo de acero de 10.0 mm ± 0.5 mm de diámetro, distantes uno del otro 100.0 mm ± 0.5 mm y un tercer rodillo de carga de acero del mismo diámetro que los anteriores y equidistante de los otros dos. La longitud de “a” de estos rodillos debe estar comprendida entre 45 mm y 50 mm. El dispositivo de carga se muestra en la figura 3. Los tres planos verticales que pasan por los ejes de los tres rodillos deben ser paralelos y permanecer paralelos durante el ensayo, equidistantes y perpendiculares a la dirección del espécimen. Uno de los rodillos de apoyo y el de carga debe oscilar ligeramente para permitir una distribución uniforme de la carga sobre el ancho del espécimen, sin someterlo a esfuerzos de torsión. Nota 2. La determinación de la resistencia a flexión puede realizarse con una máquina de ensayo a compresión. En este caso se debe utilizar un dispositivo como el descrito anteriormente.
NTG 41102 h1 13/19
"C O N T I N Ú A"
Figura 3. Dispositivo de carga para la determinación de la resistencia a flexión.
6.6.4.2. La máquina de ensayo para la determinación de la resistencia a compresión debe tener una capacidad adecuada al ensayo. Tendrá en las 4/5 partes superiores de la escala de medida utilizada, una precisión de ± 1.0% de la carga registrada y una velocidad de carga de 2400 N/s ± 200 N/s. Debe estar provista de un dispositivo indicador, construido de forma que el valor indicado en el momento de la rotura del espécimen permanezca fijo después de que la máquina de ensayo haya sido descargada. Las máquinas de ensayo en las que la carga se regula manualmente, deben estar provistas de un dispositivo de medida que controle la velocidad de carga. El eje vertical del pistón debe coincidir con el eje vertical de la máquina y durante la aplicación de la carga, la dirección del movimiento del pistón debe ser paralela al eje vertical de la máquina. La resultante de las fuerzas pasará por el centro del espécimen. La superficie del plato inferior de la máquina debe ser perpendicular a la del eje de la máquina y permanecer perpendicular durante la aplicación de la carga. El centro de la rótula esférica del plato superior debe estar en el punto de intersección del eje vertical de la máquina con el plano de la superficie inferior del plato superior, con una tolerancia de ± 1 mm. El plato superior se debe alinear en el momento del contacto con el espécimen, y durante la aplicación de la carga, la posición relativa de los platos superior e inferior debe permanecer inalterable. Los platos de la máquina de ensayo deben ser de acero de una dureza Vickers de al menos HV 600 o preferiblemente de carburo de tungsteno. Los platos deben ser como mínimo de 10 mm de grosor, de 40.0 mm ± 0.1 mm de longitud. La tolerancia de planeidad de la totalidad de la superficie de contacto de los platos con el espécimen
NTG 41102 h1 14/19
"C O N T I N Ú A"
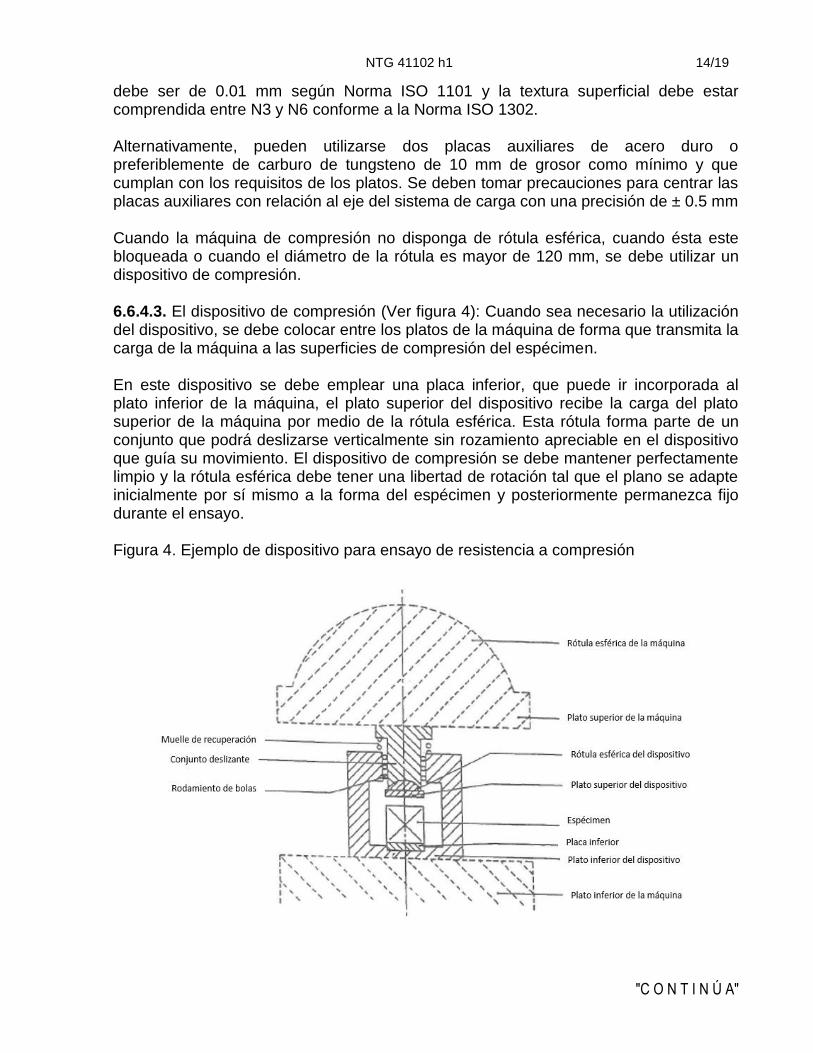
debe ser de 0.01 mm según Norma ISO 1101 y la textura superficial debe estar comprendida entre N3 y N6 conforme a la Norma ISO 1302. Alternativamente, pueden utilizarse dos placas auxiliares de acero duro o preferiblemente de carburo de tungsteno de 10 mm de grosor como mínimo y que cumplan con los requisitos de los platos. Se deben tomar precauciones para centrar las placas auxiliares con relación al eje del sistema de carga con una precisión de ± 0.5 mm Cuando la máquina de compresión no disponga de rótula esférica, cuando ésta este bloqueada o cuando el diámetro de la rótula es mayor de 120 mm, se debe utilizar un dispositivo de compresión. 6.6.4.3. El dispositivo de compresión (Ver figura 4): Cuando sea necesario la utilización del dispositivo, se debe colocar entre los platos de la máquina de forma que transmita la carga de la máquina a las superficies de compresión del espécimen. En este dispositivo se debe emplear una placa inferior, que puede ir incorporada al plato inferior de la máquina, el plato superior del dispositivo recibe la carga del plato superior de la máquina por medio de la rótula esférica. Esta rótula forma parte de un conjunto que podrá deslizarse verticalmente sin rozamiento apreciable en el dispositivo que guía su movimiento. El dispositivo de compresión se debe mantener perfectamente limpio y la rótula esférica debe tener una libertad de rotación tal que el plano se adapte inicialmente por sí mismo a la forma del espécimen y posteriormente permanezca fijo durante el ensayo. Figura 4. Ejemplo de dispositivo para ensayo de resistencia a compresión
NTG 41102 h1 15/19
"C O N T I N Ú A"
6.6.5. La preparación de los especímenes de ensayo debe ser conforme al numeral 6.4. 6.6.5.1. Para cada muestra de material de relleno se deben preparar tres especímenes. 6.6.6. Ensayo de resistencia a flexión 6.6.6.1. El ensayo a flexión se debe realizar en condiciones normales según numeral 6.3. A los 28 días de su elaboración, el espécimen se debe colocar en el aparato de ensayo con una cara lateral sobre los rodillos de apoyo y con el eje perpendicular al soporte. 6.6.6.2. Se debe aplicar la fuerza verticalmente incrementándola a una velocidad de 50 N/s ± 10 N/s hasta la rotura. 6.6.6.3. Se deben mantener las 6 mitades de los especímenes húmedas para ser utilizadas en el ensayo de compresión. 6.6.6.4. Cálculo de resultados
La resistencia a la flexión se debe calcular con la siguiente fórmula:
Rf =1.5 x Ff x L
b³
Donde Rf = Resistencia a la flexión en MPa. Ff = Carga aplicada en el medio del espécimen en la rotura en N. L = Distancia entre soporte en mm. b = Lado de la sección cuadrada del espécimen en mm. Los resultados de resistencia a la flexión se expresan en MPa con una precisión de 0.1 MPa y como el promedio de los resultados de tres especímenes. 6.6.7. Ensayo de resistencia a compresión 6.6.7.1. El ensayo a compresión se debe realizar en condiciones normales según numeral 6.3. A los 28 días de su elaboración, el espécimen (mitad del prisma, obtenido en el ensayo a flexión) se debe colocar sobre las caras laterales. 6.6.7.2. Se debe centrar cada mitad del prisma lateralmente con relación a los platos de la máquina a ± 0.5 mm y longitudinalmente de forma que la base del prisma no sobresalga de los platos o placas auxiliares más de 10 mm. 6.6.7.3. Se debe aumentar la carga uniformemente, a una velocidad de 2400 N/s ± 200 N/s durante todo el tiempo de aplicación de la carga hasta la rotura.
NTG 41102 h1 16/19
"C O N T I N Ú A"
6.6.7.4. Cuando el incremento de la carga se regula de forma manual, se debe reducir la velocidad en las proximidades de la carga de rotura. 6.6.7.5. Cálculo de resultados La resistencia a la compresión se debe calcular con la siguiente fórmula:
Rc =Fc
1600
Donde Rc = Resistencia a compresión en MPa. Fc = Carga máxima de rotura en N. 1600 = 40 mm x 40 mm es la superficie de los platos o placas auxiliares e mm² Los resultados de resistencia a compresión se expresan en MPa con una precisión de 0.1 MPa y como el promedio de los 6 resultados obtenidos. 6.7. Determinación de la contracción o retracción 6.7.1. Se debe preparar el material conforme al numeral 6.1. 6.7.2. Las condiciones normales de ensayo deben ser conforme al numeral 6.3.
6.7.3. Equipo
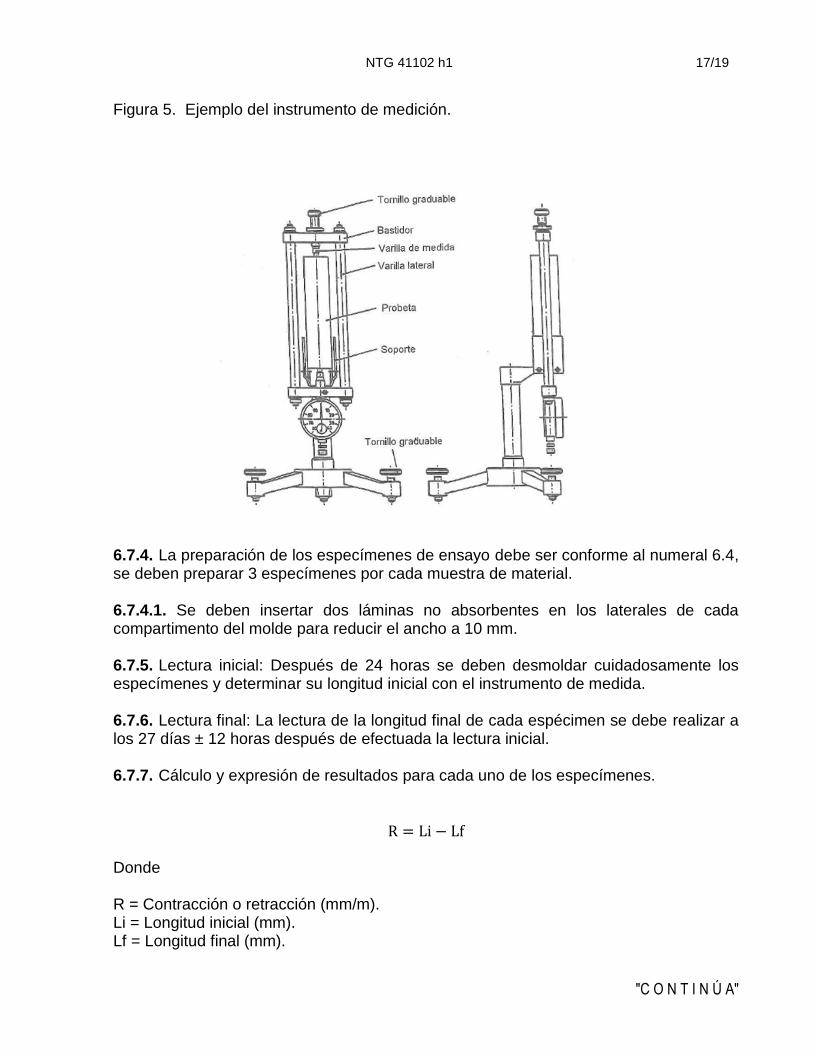
6.7.3.1. Los moldes para los especímenes deben ser conforme al numeral 6.2, con agujeros en los laterales del molde que corresponde a los extremos de los especímenes para colocar pernos. 6.7.3.2. Seis láminas lisas, rígidas y no absorbentes (Por ejemplo de Polietileno o politetrafluoroetileno (PTFE)) de dimensiones de 40 mm x 160 mm y de 15 mm de grosor. 6.7.3.3. Instrumento de medición compuesto por un dispositivo de medición y una base con tornillos graduables. El dispositivo de medición debe consistir en un indicador de medida con precisión de 0.01 mm sujetado firmemente al bastidor, ver figura 5. 6.7.3.4. Varilla calibrada o referenciada de longitud normal para contrastar las mediciones. El material de la varilla debe tener un coeficiente de dilatación despreciable.
NTG 41102 h1 17/19
"C O N T I N Ú A"
Figura 5. Ejemplo del instrumento de medición.
6.7.4. La preparación de los especímenes de ensayo debe ser conforme al numeral 6.4, se deben preparar 3 especímenes por cada muestra de material. 6.7.4.1. Se deben insertar dos láminas no absorbentes en los laterales de cada compartimento del molde para reducir el ancho a 10 mm. 6.7.5. Lectura inicial: Después de 24 horas se deben desmoldar cuidadosamente los especímenes y determinar su longitud inicial con el instrumento de medida. 6.7.6. Lectura final: La lectura de la longitud final de cada espécimen se debe realizar a los 27 días ± 12 horas después de efectuada la lectura inicial. 6.7.7. Cálculo y expresión de resultados para cada uno de los especímenes.
R = Li − Lf Donde R = Contracción o retracción (mm/m). Li = Longitud inicial (mm). Lf = Longitud final (mm).
NTG 41102 h1 18/19
"C O N T I N Ú A"
6.7.7.1. Se debe calcular la retracción lineal en mm/m como el promedio de los tres valores. 6.8. Determinación de la absorción de agua 6.8.1. Este ensayo contempla el método para la evaluación de la absorción de agua después de ½ hora y 4 horas por acción capilar, cuando la superficie del material entra en contacto con agua sin presión adicional. 6.8.2. Se debe preparar el material conforme al numeral 6.1. 6.8.3. Los moldes para especímenes debe ser conforme al numeral 6.2. 6.8.4. Las condiciones normales de ensayo deben ser conforme al numeral 6.3.
6.8.5. La preparación de los especímenes de ensayo debe ser conforme numeral 6.4, con la variación de que se debe insertar un separador de 1 mm de espesor, que sea rígido, de plástico (Por ejemplo politetrafluoroetileno (PTFE)) o de metal, aproximadamente en el centro de cada compartimento del molde, en paralelo a los extremos. Se preparan 6 especímenes por cada muestra de material para relleno de juntas. 6.8.6. Procedimiento de ensayo 6.8.6.1. Después de 21 días, se deben sellar las caras laterales de los especímenes con silicón neutro para que sean impermeables. 6.8.6.2. A los 28 días después de su elaboración se debe determinar la masa seca de cada espécimen con una precisión de 0.1 gramos y después se colocan verticalmente sobre una bandeja, con la cara superior hacia abajo, sumergidas en agua entre 5 y 10 mm de profundidad. Se debe evitar que se toquen las caras de los especímenes.
6.8.6.3. Se debe mantener constante el nivel, añadiendo agua cuando sea necesario.
6.8.6.4. Después de ½ hora los especímenes se deben retirar del agua, se secan con un trapo húmedo y se deben pesar inmediatamente. Se deben colocar nuevamente en la bandeja y se repite el procedimiento después de 4 horas.
6.8.7. Cálculo y expresión de resultados 6.8.7.1. La absorción del agua se calcula en gramos después de ½ y 4 horas de cada espécimen con la siguiente fórmula, por diferencia entre la masa después de la inmersión y la masa seca obtenida antes del ensayo.
NTG 41102 h1 19/19
"C O N T I N Ú A"
𝑊𝑚𝑡 = 𝑚₁ − 𝑚₂ Donde Wmt = Absorción de agua en gramos.
m₁ = Masa del espécimen después de la inmersión en gramos.
m₂ = Masa del espécimen seco en gramos. 6.10.8.2. El resultado del ensayo de absorción se expresa en gramos y como el promedio de la medida de al menos 3 especímenes a la ½ hora y a las 4 horas. 7. Palabras clave. 7.1. Material de relleno, junta, tracción, flexión, compresión, absorción.
-- Última línea --


















