optimizar el Abastecimiento de - Centro de Desarrollo ... · de agua y deficiencias en el...
34
Transcript of optimizar el Abastecimiento de - Centro de Desarrollo ... · de agua y deficiencias en el...


Planta Iquitos
Uso de la Energía calórica para
optimizar el Abastecimiento de
Gas Carbónico a las Líneas de
Envasado

Identificar el problema
Analizar Situación
Planificar Actividades
Analizar Causas
Implementar Solución
Chequear Resultados
Estandarizar y Estabilizar Controles
AGENDA
1.
2.
3.
4.
5.
6.
7.

1. Identificar el Problema
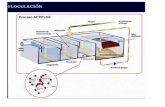
El sistema de vaporización del gas carbónico origina grandes variaciones fuera de lo requerido, en consecuencia un alto consumo de combustible para la generación de vapor. Asimismo este sistema esta limitado por la produccion de productos en vidrio (Caldero apagado cuando solo se produce productos PET) el mismo que representa una contribucion en la merma de gas CO2 del órden aproximado del 0.5%, por uso de agua a baja temperatura, no hay una buena vaporizacion, se queda gas licuado en los tubos, así como se obstruye el regulador y/o tuberias por congelamiento del gas CO2.

Esquema de calentamiento anterior: UBICACION DE LOS PROBLEMAS
T ubos de gas CO2 licuado alta presion (1200 psi, temperatura ambiente), requiere
calentamiento para vaporizar el CO2
Tanque de condensado.-Calentamiento de agua para vaporizar el CO2

Pruebas de Temperatura de agua Caliente - Uso del Caldero
T. de agua menora 35°C
T. de agua entre35 y 45 °C
T. de agua entrede 45 a 55°C
T. de agua mayora 55°C
% DE EVENTOS DE T°C 16% 16% 33% 35%
0%
5%
10%
15%
20%
25%
30%
35%
40%
Títu
lo d
el e
je

Medición RATIO DE CONSUMO
Und Ene Feb Mar Abr May Jun Jul Ago Set Oct Nov Dic Prom.
2010 0 4.00 3.16 5.81 11.10 19.77 9.78 5.22 10.94 10.66 11.97 16.91 14.54 10.32
Meta 14 14 14 14 14 14 14 14 14 14 14 14 14
0
5
10
15
20
25
% d
e C
O2
Ene Feb Mar Abr May Jun Jul Ago Set Oct Nov Dic Prom.
2010 90.01 73.17 74.26 72.38 61.44 66.09 68.61 76.69 72.91 79.15 78.37 65.27 73.20
meta 80 80 80 80 80 80 80 80 80 80 80 80 80.00
0.00
10.00
20.00
30.00
40.00
50.00
60.00
70.00
80.00
90.00
100.00
LBE
/ LB
iod
isel
B5
Indicador de Merma de CO2
Indicador Biodiesel B5
Mas es mejor
Menos es mejor

Identificar el problema
Analizar Situación
Planificar Actividades
Analizar Causas
Implementar Solución
Chequear Resultados
Estandarizar y Estabilizar Controles
AGENDA
1.
2.
3.
4.
5.
6.
7.

Áreas de distribucion de vapor DE MAYOR CONSUMO
Lavadora de botellas VRE
LyS con soda caliente C-40PET
LyS en caliente Jarabe simple
Tanque de condensado. (calentamiento de agua para vaporizar el CO2)
92.50
0.89 0.71 0.90
5.00
LAVADORA DE BOTELLAS
LyS EN CALIENTE LINEA C-40PET
LyS EN CALIENTE SALA DE JARABE SIMPLE
VAPORIZACION DE FILTROS DE CARBONACTIVADO
Cuadro de distribución de vapor o combustible en general (porcentual %)

Encuestas a clientes internos
Se realizaron encuestas a todos los involucrados :
Cinco (05) Maquinistas de preparacion de bebidas
Tres (03) Supervisores
Y se obtuvo como resultado que la temperatura ideal es entre 45 a 55 grados centígrados.
De 27°C a 35°C ( ) De 35°C a 45°C ( ) De 45°C a 55°C ( ) De 55°C a 65°C ( ) De 55°C a 75°C ( )

Identificar el problema
Analizar Situación
Planificar Actividades
Analizar Causas
Implementar Solución
Chequear Resultados
Estandarizar y Estabilizar Controles
AGENDA
1.
2.
3.
4.
5.
6.
7.

Planificación de actividades del proyecto
Seguimiento de Actividades: herramienta tecnológica Microsoft Project Professional Metodología aplicada : Siete pasos

Identificar el problema
Analizar Situación
Planificar Actividades
Analizar Causas
Implementar Solución
Chequear Resultados
Estandarizar y Estabilizar Controles
AGENDA
1.
2.
3.
4.
5.
6.
7.

Identificación de las causas raíz
OPERACIÓN CAUSAS PUNTAJE
ABASTECIMIENTO DE GAS CO2
1.- Falta de control de temperatura de agua caliente, temperatura alta 6
2.-No se cuenta con agua caliente cuando se envasa solo en la linea PET 8
3.-No se tiene un estándar de temperatura de agua caliente 5
4.- Cantidad insuficiente de tubos de gas CO2 2
5.- Falta de compromiso 1
6.-Falta de Procedimiento operacional 5
7.- Falta de entrenamiento 0
8.-Consumo de combustible por generación de vapor adicional para el calentamiento de agua de vaporización de gas carbónico.
7
TOTAL : 34
CALDERO DE VAPOR
1.-Mala calidad de Combustible petróleo diesel 2 2
2.-Mala operación del sistema de modulación de llama 2
3.-Pérdidas de energía al exterior por aislamiento del caldero 1
4.-Pérdidas de vapor ó combustible por válvula de control deteriorada (No cierra) 2
5.-Pérdidas por fugas de trampas en mal estado 2
TOTAL : 9
PREPARACION DE ENVASES
1.-Falta de envases para una producción contínua.-Paradas contínuas 2
2.-Paradas prolongadas por falla de equipos 2
3.-Fallas en el control automatico de temperatura de Lavado de botellas de vidrio 1
TOTAL : 5

METODO
FLUJO DE AGUA CALIENTE
MAQUINA
Elevada Temperatura
MANO DE OBRA MATERIALES / PARTES
Cantidad insuficiente de tubos de gas carbónico
Bajo flujo de agua caliente
FLUJO DE GAS CARBONICO
INSUMOS UTILIZADOS
FALTA DE PROCEDIMIENTO DE OPERACIONES
FALTA DE SENSIBILIZACION DE
MAQUINISTAS
DISEÑO INADECUADO DE SISTEMA DE
CALENTAMIENTO
CAPACIDAD DE CALENTAMIENTO DE AGUA INSUFICIENTE
Exceso de vapor No controlado
Falta de vapor cuando se produce
independientemente sólo la línea PET
Uso de serpentín desde el tanque de
condensado
Línea de vapor al tanque de
condensado.
Falta de Procedimiento del Proceso de
abastecimiento de gas carbónico
Falta Procedimiento de arranque y corte de servicio.
Falta de Compromiso
Falta de Entrenamiento
Elevado flujo de agua caliente
Uso de Vapor adicional para el
calentamiento del agua
TEMPERATURA DE CALENTAMIENTO
DE AGUA
Baja Temperatura
Verificacion causa efecto
Alto costo en calentamiento
de agua y deficiencias en el
abastecimiento de gas
carbónico a las líneas de
envasado

Matriz de priorización
Escala: 1: Nada 2: Un poco 3: Moderado 4: Muy 5: Extremo
Reducción de Costos y optimización del calentamiento de agua para la vaporización del CO2-
Uso de vapor para calentar el agua por serpentin desde el tanque de condensado
Uso de agua fresca de reposición, requiere mayor consumo de vapor para calentar el agua
Uso de colector solar para el calentamiento de agua.
Uso de serpentín de circulación de agua por separadores de NH3-Aceite y Chimenea del Caldero
Uso de Thermas eléctricas
Instalación de tuberías de conducción , válvulas y sistema colector de energía solar
Implementar tuberías, válvulas, serpentínes de cobre, aislamientos electrobomba s y controles adecuados
Implementar tuberías, válvulas y thermas eléctricas
Recuperación de agua atemperada que se pierde del enfriamiento de compresores
Instalar tuberías hacia la cisterna de recuperación, con disposición de válvulas , electrobomba , control de nivel. y filtro de manga
PROBLEMA CAUSA RAIZ SOLUCIONES TREAS ESPECIFICAS EFECTIVIDAD FACLIDADA DE IMPLEM.
COSTO PUNTAJE ACCION
2 4 4 32 NO
5 4 4 80 SI
2 5 3 30 NO
3 5 5 75 si
Aplicando los criterios por consenso con el equipo, de las soluciones planteadas en este proceso, se determino que la solucion es «Uso de serpentín de circulación de agua por separadores de NH3-Aceite y Chimenea del Caldero»
Uso de agua con temperatura excesiva, fuera del Stándard requerido (> 55°C)
Disposición de los serpentínes con sistemas Bypass entre ellos , para el control de temperatura con el manejo de válvulas
Instalar tuberías, válvulas, serpentín es de cobre en disposición de contracorriente y bypass , para el manipuléo adecuado
4 4 4 64 si

Identificar el problema
Analizar Situación
Planificar Actividades
Analizar Causas
Implementar Solución
Chequear Resultados
Estandarizar y Estabilizar Controles
AGENDA
1.
2.
3.
4.
5.
6.
7.

Diseño actual del sistema de calentamiento de tubos de co2
Ingreso de agua fresca para el enfriamiento de aceite de los compresores
Tanque separadores de Aceite con amoníaco caliente desde los compresores
Chimenea del caldero

Cotización Presupuestos para la implementación

Prueba piloto en separadores de NH3-Aceite
Conectando serpentín y manguera de ingreso y salida de agua del
separador de aceite
Temperatura de agua de ingreso al serpentín
Temperatura de salida del serpentín
Se midió la transferencia de calor en un área de 9 dm2, para uno de los tanques separadores de aceite.
Con esta prueba se determino el área total a utilizar para obtener la temperatura requerida.
Figura Nro. 1
Figura Nro. 2
Figura Nro. 3

Plan de Implementación de la solución
UNIDAD DEL NEGOCIO: CORPORACION LINDLEY-PLANTA IQUITOS AREA DEL PROBLEMA: MANUFACTURA (100% Dedicado)
OPORTUNIDAD DEL NEGOCIO: USO DE LA ENERGIA CALORICA PARA OPTIMIZAR EL ABASTECIMIENTO DE GAS CARBONICO A LAS LINEAS DE ENVASADO
Información del Equipo: LIDER : CANDELARIO GUEVARA CARGO : Supervisor de Procesos
Miembro: Posición: % Dedicado
Miembro: Posición: % Dedicado
H. Fabián Sup. Producción 15
E.Portocarrero
Maq. De efluentes 10
J.Lliuya Operario de Prod. 15 C.Castro
Maq. De efluentes 10
Antecedentes : Los miembros del Equipo tienen un promedio de 3 a 5 años de experiencia en los Procesos de Producción, Tratamiento de Aguas y efluentes
El Proyecto se basa en evitar el riesgo : Incremento del costo de calentamiento de agua por consumo de combustible, Gas CO2, agotamiento de RRNN.
CALENDARIO MES NOV.- 2010 DIC. 2011 ene-11 feb-11 mar-11 abr-11 HERRAMIENTAS USADAS
IMPLEMENTAR SOLUCION REAL
Plan de accion, plan piloto PLANEADO
VERIFICAR RESULTADOS REAL
Medicion de soluciones PLANEADO
ESTANDARIZAR Y ESTABILIZAR CONTROLES
REAL Diagrama de flujo pictorico, Procedimiento operacional
PLANEADO

Implementación de la Solución INSTALACIÓN DE SERPENTINES
ENCHAQUETADO DE SEPARADORES DE ACEITE

Medición de ingreso y salida de agua en separadores
Temperatura de entrada del agua
Temperatura de Salida del agua

Resultado de la variación de temperatura del agua
Salida de los separadores de aceite
Salida de la chimenea

Diagrama de Flujo actual del sistema de vaporización
Pérdida de agua por rebose
Pérdida de calor al ambiente
Tubos de gas CO2
Regulador de gas CO2
Proceso
Diagrama de Flujo de calentamiento de agua para abastecimiento de gas CO2 a las líneas de envasado (Antes)
Agua de abastecimiento
(tanque)
Inicio
Bombéo de agua por el serpentín del tanque de
condensado
Abrir válvulas de agua y direccionar
hacia cada tubo de CO2 y regulador
¿Flujo de agua caliente OK?
No
Sí
Revisar nivel de agua y bomba y
de circulación
Vapor de agua
Agua fresca de enjuague
Pérdida de agua por vaporización (Temp. alta)
y fugasRetorno de agua al Tanque de abastecimiento
Fin

Identificar el problema
Analizar Situación
Planificar Actividades
Analizar Causas
Implementar Solución
Chequear Resultados
Estandarizar y Estabilizar Controles
AGENDA
1.
2.
3.
4.
5.
6.
7.

Análisis costo beneficio estimado
ITEM
COSTO ANTERIOR
COSTO PROPUESTO CON LA SOLUCION AHORRO INVERSIÓN
2.1 Personal 0.00 0.00 0.00 2.2 Materiales 0.00 320.00 -320.00 2.3 Combustible (gal D-2) 14,256.00 0.00 14,256.00 2.4 Agua fresca (m3/agua) 1,458.00 972.00 486.00 2.5 Pérdida de gas CO2 (kgs.) 5,580.00 23.00 5,557.00 2.6 Otros Paradas de línea (HH) 6,720.00 28.00 6,692.00 2.7 Recuperación de agua (m3) 312.00 0.00 10,108.8.00 2.8 Otros 0.00 0.00 0.00 7,822.00
Total 28,326.00 1,343.00 36,780.00 7,822 .00
Ahorro Total 28,959.00
ITEM Año 0 Año 1 Año 2 Año 3 Año 4 Ahorros 28,958.57.00 30,406.00 31,927.00 33,523.00
Mantenimiento -480.00 480.00 480.00 480.00
Gastos Operativos -528.00 528.00 528.00 528.00
Licencias de SW 0.00 0.00 0.00 0.00
Alquiler de Local 0.00 0.00 0.00 0.00
Otros 0.00 0.00 0.00 0.00
Inversiones 7,822.00 0.00 0.00 0.00
Totales -7,822.00 27,951.00 31,414.00 32,935.00 34,531.00
VAN 89,457.20
ROI 11.4 meses
FLUJO DE CAJA PROYECTADO

Costo real PROYECTADO HASTA DIC 2011
RATIOS/MERMAS AHORRO (RATIO)
CONSUMO PROMEDIO
RATIOS (MEDIA)
AHORRO EN (%)
AHORRO PRECIO (S/.)
TOTAL AHORRO PROM. MENSUAL
(S/.)
TOTAL AHORRO PROM.ANUAL
(Seguridad : 10 %)
AGUA 0.01 6,746 M3 2.66 0.19 12.72 M3 2.80 35.62 384.70
PETROLEO BIODIESEL B5 7.06 11,883.64 Lts. 74.87
9.43
1,120.66 Lts. 1.90 2,131.78 23,023.20
CO2 4.95 16,936.50 Kgs. 6.66
4.95
838.92 Kgs. 5.00 4,194.61 45,301.75
TOTAL AHORRO (S/.) 12.02 35,565.64 84.19 14.57 1,972.31 9.70 6,362.00 68,709.65

Costo Cero en Biodiesel B5 para este proceso,, con el beneficio económico que ha superado las expectativas planteadas obteniendo un mínimo promedio 9.43%, siendo el estimado del 5% del total consumo de planta.
Cero paradas de línea por obstrucción de regulador y congelamiento de tuberías, cuando trabaja sólo la línea PET (Sin uso del Caldero)
De acuerdo a los resultados obtenidos, sólo se vee reflejado un beneficio en 0.01 LAgua/LBeb., relativamente menor al ahorro planteado de 0.09 LAgua/LBeb
Aprovechamiento al máximo posible la cantidad total de gas CO2 contenido en losl tubos, así como el consiguiente beneficio económico, con un ahorro ampliamente superior a lo planteado de 4.95%, siendo el estimado de 0.5%.
Beneficios en el Cliente Interno (Gerencia de Produccion
Beneficios proyecto
Beneficios en el Cliente Externo (Medio Ambiente)
Se elimina el consumo de combustible Biodiesel B5 para este proceso,, con la consiguiente minimización de gases de combustión al ambiente, así como se contribuye al sostenimiento del planeta.
Si bién a la fecha, la merma del ratio de agua no se ha visto reflejado en un ahorro de acuerdo a lo planteado, sin embargo una contribución en la minimización del ratio de agua de 0.01 LAgua/LBeb, significa un esfuerzo y la responsabilidad social que contribuye al compromiso social con nuestras futuras generaciones.
Se contribuye con la preservación de la capa de ozono por minimización del gas carbónico al ambiente.
El sistema de calentamiento de agua por los serpentines en el separador de aceite, permite una disminución de temperatura del amoniaco antes de ingresar a las torres de enfriamiento y ventiladores, esto permite bajar la presión del amoniaco, con la consiguiente minimización del riesgo de escapes de amoníaco al ambiente.
CLIENTES MEJORA

Identificar el problema
Analizar Situación
Planificar Actividades
Analizar Causas
Implementar Solución
Chequear Resultados
Estandarizar y Estabilizar Controles
AGENDA
1.
2.
3.
4.
5.
6.
7.

Procedimiento Operacional
5.2. ARRANQUE DEL SERVICIO Para el arranque se debe realizar lo siguiente:
¿Que?
¿Quien?
Puesta en servicio de las bombas de agua (bomba N°1: Abastecimiento, bomba N°2: recuperación) con boyas de control de nivel de agua caliente en automático.
Maquinista de Producción.-Prep. De bebida
Abrir las válvulas de agua caliente, direccionadas hacia toda la superficie de los tubos y reguladores de gas CO2 para las líneas C-40VRE y C-40PET, dependiendo del Programa de producción diario.
Maquinista de Producción.-Prep. De bebida.
Abrir las válvulas de cada uno de los tubos de gas, para el abastecimiento de CO2, hacia las líneas de envasado respectivo.
Maquinista de Producción.-Prep. De bebida.
Verificar las presiones de ingreso y salida de los reguladores de gas CO2 de ambas líneas, de acuerdo a los parámetros especificados y proceder de acuerdo a los procedimientos de envasado.
Maquinista de Producción.-Prep. De bebida
5.3. DURANTE EL PROCESO DE ABASTECIMIENTO DE GAS CO2
5.3.1 El Supervisor verifica el desempeño del proceso de acuerdo al Procedimiento
operacional y especificaciones.
5.3.2 El Maquinista de Producción – Preparación de bebida verifica los parámetros del
sistema de abastecimiento de gas CO2 al arranque, cada 2 hrs., por cambio de
tubos, y al final de la producción, en el Re. Registro de parámetros del sistema de
abastecimiento de gas carbónico CO2 a las líneas de envasado.
5.4. CORTE DEL SERVICIO Antes de realizar el corte del servicio se debe tomar en cuenta lo siguiente:
¿Que?
¿Quien?
Verificar el término de la producción y ejecución de LyS en cada una de las las
líneas de envasado independientemente (línea C-40VRE, línea C-40PET) , según lo programado.
.
Maquinista de Producción.-Prep. De bebida
Cerrar las válvulas de abastecimiento de gas de cada uno de los tubos de CO2, pesando e identificando el saldo en peso de gas CO2 por cada tubo.
Maquinista de Producción.-Prep. De bebida
Cerrar las válvulas de las mangueras de agua por cada tubo de CO2, en la línea que términó las operaciones.
Maquinista de Producción.-Prep. De bebida
De haber terminado las operaciones en ambas líneas, apagar las bomba de
abastecimiento de agua a la percha de gas CO2, así como la bomba de recuperación de agua.
Maquinista de Producción.-Prep. De bebida
A raíz de la solución del problema, se definió un procedimiento para el nuevo proceso de vaporización de gas CO2

Ratio de productividad Año 2010-2011
Ene Feb Mar Abr May Jun Jul Ago Set Oct Nov Dic
2010 LBeb/LBiod-B5 90.01 73.17 74.26 72.38 61.44 66.09 68.61 76.69 72.91 79.15 78.37 65.27
2011 LBeb/LBiod-B5 78.48 85.74 81.32 82.07 84.88 80.58 81.12
META 80 80 80 80 80 80 80 80 80 80 80 80
40.00
50.00
60.00
70.00
80.00
90.00
100.00
Lt. b
eb /
Lt.
Bio
die
sel B
5
Ratio de productividad
Ene Feb Mar Abr May Jun Jul Ago Set Oct Nov Dic
2010 % 4.00 3.16 5.81 11.10 19.77 9.78 5.22 10.94 10.66 11.97 16.91 14.54
2011 % 18.53 4.71 6.64 5.07 4.95 1.77 2.74
META 14.00 14.00 14.00 14.00 14.00 14.00 14.00 14.00 14.00 14.00 14.00 14.00
0.00
5.00
10.00
15.00
20.00
25.00
% C
O2
Consumo de CO2

Conclusiones y Recomendaciones
Tal como se puede observar en el cuadro de ahorros anteriores con este nuevo proceso, para este año 2011, se proyecta un ahorro anual entre el biodiesel B5, gas C02 y agua del orden de S/. 68,709 , el mismo que supera las espectativas iniciales planteadas.
Por lo demás, con un mejor control de la temperatura de vaporización, se asegura un eficiente abastecimiento de gas Carbónico a las líneas de envasado, sin pérdidas, ni riesgos de desviaciones del volúmen de gas CO2 en el proceso de envasado, contribuyendo con la calidad de nuestros productos.
El sistema de calentamiento de agua por los serpentines en el separador de aceite, permite una disminución de temperatura del amoniaco antes de ingresar a las torres de enfriamiento y ventiladores, (según fotos) reduciendo en parte el trabajo de esta torre, el mismo que contribuye en bajar la presión del amoniaco, con la consiguiente minimización del riesgo de escapes de gases de amoníaco por alta presión.