OXIDACION DEL CORAZON NEGRO LA - qualicer.org · [reacción (1)l a su través, por difusión...
28
OXIDACION DEL "CORAZON NEGRO" DURANTE LA COCCION DE PIEZAS CERAMICAS A. Barba, k Moreno, F. Negre, A. Blasco. Instituto de Tecnologia Cerámica de la Universitat de Valencia. Asociación de Investigación de las Industrias Cerámicas (A.I.C.E.). Castellón. 1.- INTRODUCCION Los minerales arcillosos que se utilizan normalmente en las formulaciones de composiciones cerámicas para pavimento y revestimiento suelen contener algo de materia orgánica como impure- za [l-41. Por otra parte, en nuestro país, se emplean mayoritariamente arcillas rojas con un contenido en óxido fbrrico comprendido entre el 5 y el 8%. Durante la cocción de piezas cerámicas, en cuya composiciónhay materia orgánica, puede presentar- se en núcleo oscuro en su interior que se conoce con el nombre de "corazón negro" (Figura 1) [5-61. Figura 1. NUCLEO NEGRO EN EL INTERIOR DE UNA PIEZA CERAMICA CONOCIDO COMO "CORAZON NEGRO".
-
Upload
phungtuyen -
Category
Documents
-
view
221 -
download
1
Transcript of OXIDACION DEL CORAZON NEGRO LA - qualicer.org · [reacción (1)l a su través, por difusión...

OXIDACION DEL "CORAZON NEGRO" DURANTE LA COCCION DE PIEZAS
CERAMICAS A. Barba, k Moreno, F. Negre, A. Blasco.
Instituto de Tecnologia Cerámica de la Universitat de Valencia. Asociación de Investigación de las Industrias Cerámicas (A.I.C.E.). Castellón.
1.- INTRODUCCION
Los minerales arcillosos que se utilizan normalmente en las formulaciones de composiciones cerámicas para pavimento y revestimiento suelen contener algo de materia orgánica como impure- za [l-41. Por otra parte, en nuestro país, se emplean mayoritariamente arcillas rojas con un contenido en óxido fbrrico comprendido entre el 5 y el 8%. Durante la cocción de piezas cerámicas, en cuya composición hay materia orgánica, puede presentar- se en núcleo oscuro en su interior que se conoce con el nombre de "corazón negro" (Figura 1) [5-61.
Figura 1. NUCLEO NEGRO EN EL INTERIOR DE UNA PIEZA CERAMICA CONOCIDO COMO "CORAZON NEGRO".

Este problema puede aparecer durante la cocción de piezas de pavimento y revestimiento ce- rámico por monococción [7-131:
a) Cuando se utilizan ciclos de cocción excesivamente cortos (en ambos productos).
b) En la fabricación de piezas de pavimento de formatos grandes, donde se hace necesario au mentar el espesor de pieza y su compactación para conferirles la resistencia mecánica adecuada.
c) En la fabricación de piezas de revestimiento cuyos efectos decorativos se consiguen por se rigrafiado, ya que los polialcoholoes que se suelen utilizar pueden ser absorbidos por el soporte, aumentando sensiblemente su contenido en materia orgánica.
La presencia de "corazón negron se considera normalmente un defecto de fabricación que es preciso evitar. Algunas de las consecuencias que trae consigo su presencia son:
a) Disminución de la resistencia mecánica del material en el caso de productos vitrificados .
(tubos de gres), aunque no aparezcan deformaciones [14-151.
b) Aparición de coloraciones rojizas en tabiques recubiertos con yeso [16-181.
C) Hinchamientos de las piezas [7] [12-131.
d) Deformaciones piroplásticas 1191.
e) Deterioro de las características técnicas y estéticas de los vidriados cerámicos [121[20-221.
f) Alteración del tono del soporte y10 esmalte [4] [lo] [23-251.
Solo en contados casos se considera que la formación del "corazón negro" puede llegar a ser be- neficiosa, bien por que aumente el grado de gresificación [91 o bien porque incremente la resistencia mecánica o la resistencia a la helada del producto acabado [5].
Casi todos los estudios realizados coinciden en que el "corazón negro" se debe a la formación de carbón por descomposición termica de la materia orgánica contenida inicialmente en las pastas cerámicas, a temperaturas comprendidas entre 300-500 T [71[111[131[26-301. Sólo en cinco de ellos [71[111[31-331 se sugiere que el hierro en estados de oxidación reducidos, participa en la formación de dicho núcleo oscuro.
En algunos trabajos recientemente publicados 131-333 hemos confirmado que los componentes responsables del oscurecimiento de la pieza cerámica, cuando se forma el "corazón negro", son "coque" y óxidos de hierro reducidos (Fe0 y10 Fe,O,). El primero se forma por carbonización o pirólisis de la materia orgánica (catalizada por la misma arcilla), y los segundos debido a la reducción del Fe,O, (en contados casos también del Fe(II1) estructural) por el "coquen formado y por el posible monóxido de carbono resultante de una mala oxidación del carbono.
Debido a que, en la mayor parte de los casos, la formación de "corazón negro" durante la cocción de piezas de pavimento y revestimiento puede considerarse como un defecto, se hace necesario evitar que se forme o eliminarlo, durante ciclo de cocción, antes de que pueda crear problemas que afecten a la calidad del producto acabado.
De entre las acciones sugeridas para eliminar el "corazón negro" o evitar su formación cabe citar las siguientes:
a) Evitar la utilización de materias primas (arcillas) que contengan materia orgánica y10 compuestos inorgánicos de Fe(II), en proporciones demasiado elevadas [11[34-351.

b) Empleo de aditivos que desprendan vapor de agua, durante la cocción, para que a tempera turas comprendidas entre 700-800%, ésta reaccione con el carbono para dar hidrógeno y óxidos de carbono [81.
C) Empleo de composiciones y de aditivos que proporcionen a la pieza una permeabilidad sufi cientemente elevada durante la fase de precalentamiento del ciclo de cocción, para que se oxide el "corazón negron (si se hubiera formado) antes de que termine esta fase 16-7][ll-121[271[361.
d) Optimización del perfil de temperatura del horno [71.
e) Inyectar oxígeno en la zona de precalentamiento del horno [4-51[71[9-101[37-391.
Dado que la información localizada en la bibliografía para abordar correctamente las acciones c), d) 6 e), antes descritas, era totalmente empírica [29][40-431, se pensó sería conveniente disponer de un modelo cinético que, englobando el mayor número de variables de operación, permitiese relacionar Bstas con el tiempo necesario para oxidar el "corazón negron, formado en piezas cerámicas, con el oxígeno gaseoso presente, durante el periodo de precalentamiento del ciclo de cocción a temperaturas de hasta 900 %, ya que el desprendimiento de gases que se produce como consecuencia de dicha oxidación es conveniente que se realice, por diversas razones [4][6][15-18][20-221, a temperaturas inferiores a la indicada.
2.- MODELO CINETICO QUE SE PROPONE
La oxidación del "corazónn o núcleo negro formado en las piezas cerámicas durante su cocción, utilizando aire u oxígeno es una reacción heterogénea gas-sólido no catalítica, que puede represen- tarse por el esquema general [33]:
[Inerte + C1 (S) + O, (g) = Inerte (S) + CO, (g) (1)
En esta reacción se admite que el oxígeno del gas oxidante (mezcla O,-N,) reacciona únicamen- te con el carbono presente en el sólido inicial que contiene una elevada proporción de componentes arcillosos inertes a la reacción de oxidación.
Esta hipótesis se basa en el hecho comprobado de que todos los componentes reactivos presen- tes en el "corazón negro", provocado en piezas cerámicas conformadas con arcillas conteniendo Fe,O, y materia orgánica, pueden referirse al carbono inicialmente presente en la pieza en crudo, indepen- dientemente del porcentaje de óxido férrico que contenga [331.
b
MUCLEO SIN RCKCIOHAR (Se reduce de t u r n o )
t t rcpo - . . . '
FIGURA 2 REPRESENTACION ESQUEMATICA DEL MODELO CINETICO DE WUCLEO SIN REACCIONAR".

Al observar el modo en que evoluciona el "corazón negro", previamente provocado en una pieza cerAmica, a lo largo del periodo de oxidación con aire, se aprecia un paralelismo total con los cambios que se producen un un sólido que reacciona de acuerdo con el modelo cinético denominado "núcleo sin reaccionar'' ("unreacted core model") aplicable a un gran número de reacciones gas-sólido no catalíticas [44-481 (figura 2). Este modelo cinético se basa en admitir que el sólido inicial es poco poroso, mientras que la capa externa o costra de producto inerte que se forma tras l a oxidación es lo suficientemente porosa como para permitir el desplazamiento del O, reactante y del CO, formado [reacción (1)l a su través, por difusión (molecular y10 de Knudsen), aceptándose que, en cualquier instante la reacción química se desarrolla sobre una superficie claramente definida que delimita el núcleo sin reaccionar. Esta superficie se va desplazando conforme avanza la reacción, desde la super- ficie del sólido hasta su interior (disminuyendo progresivamente el tamaño del núcleo sin reaccionar y aumentando el espesor de la capa exterior porosa).
De acuerdo con este modelo cinético, si se admite que el sólido es una lámina de caras parale- las de espesor muy pequeño frente a las otras dos dimensiones y que, dada la baja porosidad de la costra exterior de producto oxidado el proceso global está controlado por la difusión de O, a través de la estructura porosa de dicha costra, se obtiene la expresión matemática siguiente [331:
en el caso de que la cinética de la etapa de reacción química se considere de primer orden respecto al oxigeno, lo cual es bastante frecuente. En esta ecuación X es el grado de conversión, definido por la ecuación:
siendo:
h = espesor del "corazón negro" en un instante dado (m). L = espesor de la probeta o pieza mechnica (m). Ceo, = concentración de oxigeno en el seno del gas (Kmol/m3). De, = Difusibidad efectiva del O, a travbs del sólido poroso en presencia de CO, (m2/min.). t = tiempo de oxidación (min). pc = AtKg de C presente en el "corazón negro" por m3 de sólido. A = Constante cuyo valor depende del tiempo de oxidación necesario para que la etapa de difusión del oxígeno a través de la costra de producto empieze a controlar el proceso.
Caso de que el modelo propuesto sea adecuado para representar la cinética del proceso, debe- rá adaptarse a los resultados experimentales que se obtengan.
3.- MATERIALES Y PROCEDIRlIENTO
Todas las probetas utilizadas en los experimentos se prepararon con una mezcla estándar que contenía un 50% de arcilla blanca HVAIR (WBB) y un 50% de feldespato sódico (Feldespato Extra Pirineos) a la que se añadió carbón activo para análisis y Fe203en diferentes proporciones. El conjunto resultante se homogeneizó en agua, se secó y pulverizó, posteriormente se humectó y se conformaron probetas, por prensado en seco unidireccional, de 40 mm, de diámetro y unos 1 0 mm. de espesor. En la tabla 1 se detallan las cantidades de Fe203 y C (en peso) añadidas a 100 g de mezcla estándar en cada una de las composiciones empleadas.
La instalación que se utilizó (Figura 3) para el estudio cinético de la oxidación del "corazón negro" fue un horno tubular de atmósfera controlada, calentado eléctricamente. En 61 se introducían las probetas a tratar en cada ciclo de reacción y se alimentaba una mezca de O,-N, de composición constante y perfectamente controlada en cada experimento. El caudal de los gases se medía con orificios medidores y manómetros diferenciales.

TABLA 1 Cantidades de Fe203 y C en peso añadidas a 100 g. de mezcla estándar.
Composición n9 Fe203 (g) C (g)
FIGURA 3 ESQUEMA DE LA INSTALACION BASICA UTILIZADA
Cada experimento se desarrolló del modo siguiente:
a) Fase de precalentamiento de las probetas hasta la temperatura de reacción preestablecida, en atmósfera de N,. Una vez alcanzada la temperatura deseada se mantenía la corriente de N, durante 20 minutos para provocar la formación del "corazón negro" en las piezas.
b) Periodo de reacción, a temperatura constante, en atmósfera de composición controlada, y a tiempos diferentes para cada experimento.
C) Al terminar el periodo de reacción, las probetas se extraían inmediatamente del reactor y se enfriaba rápidamente, en atmósfera inerte, hasta alcanzar la temperatura ambiente.
Las probetas sometidas al ciclo de reacción expuesto se seccionaban diametralmente midien-

do con una lupa graduada el espesor de la capa no oxidada (1) y con un calibre el espesor total (L) (Figura 4).
FIGURA 4. ESQUEMA DE LA SECCION DIAMETRAL DE UNA PROBETA
Mediante unos experimentos previos se determinó la velocidad mínima de gas a través del reactor, para que las etapas de transferencia de materia a través de la fase gaseosa no fueran las más lentas y por tanto controlantes de la velocidad global del proceso, en el intervalo de condiciones de operación a estudiar. Se encontró para dicha velocidad mínima el valor de 0.0117 m3/s.m2. En consecuencia, todos los experimentos de este trabajo se realizaron utilizando una velocidad de gas oxidante dentro del reactor un 65% superior al valor mínimo mencionado.
4.- RESULTADO Y DISCUSION
Para estudiar la influencia de la concentración de oxígeno en la fase gas, la temperatura de reacción, el espesor de pieza y el contenido en carbono y óxido férrico, sobre la velocidad de oxidación del "corazón negro9',-se realizaron 23 series de experimentos.
En la tabla 11 se detallan las condiciones de operación utilizadas en cada serie de experimentos realizada.
En la figura 5 se representan los resultados experimentales obtenidos para las cuatro series de experimentos (1 a 4), en las que se variaba la concentración de oxígeno de la fase gas, en la forma de conversión del "corazón negro "frente al tiempo0 de reacción. Asimismo, en la figura 6 se representan los resultados experimentales obtenidos para las cinco series de experimentos (4 a 8) en las que se variaba la temperatura de reacción. En las figuras 7, 8 y 9 se representan, respectivamente, los resultados experimentales de las series de experimentos en las que variaba el espesor de pieza (serie 7 ,9 ,10 y l l ) , el contenido en carbono de la composición (series 12 a 1 8 y el contenido de carbono y óxido férrico de la composición (series 19 a 23).

TABLA II
Condiciones de operación utilizadas en las series de experimentos realizadas.
Serie Composicirin Po2 T n." n." (atm.) ("C>
1 1 0.05 850 2 1 0.10 850 3 1 0.15 850 4 1 0.21 850 5 1 0.21 700 6 1 0.21 750 7 1 0.21 800 8 1 0.21 900 9 1 0.21 800
10 1 0.21 800 11 1 0.21 800 12 2 0.21 850 13 3 0.21 850 14 4 0.21 850 15 5 0.21 850 16 6 0.21 850 17 7 0.2 1 850 18 8 0.21 850
~ ~ 1 0 ~ cO2.1o3 (m) (KmoVm3)
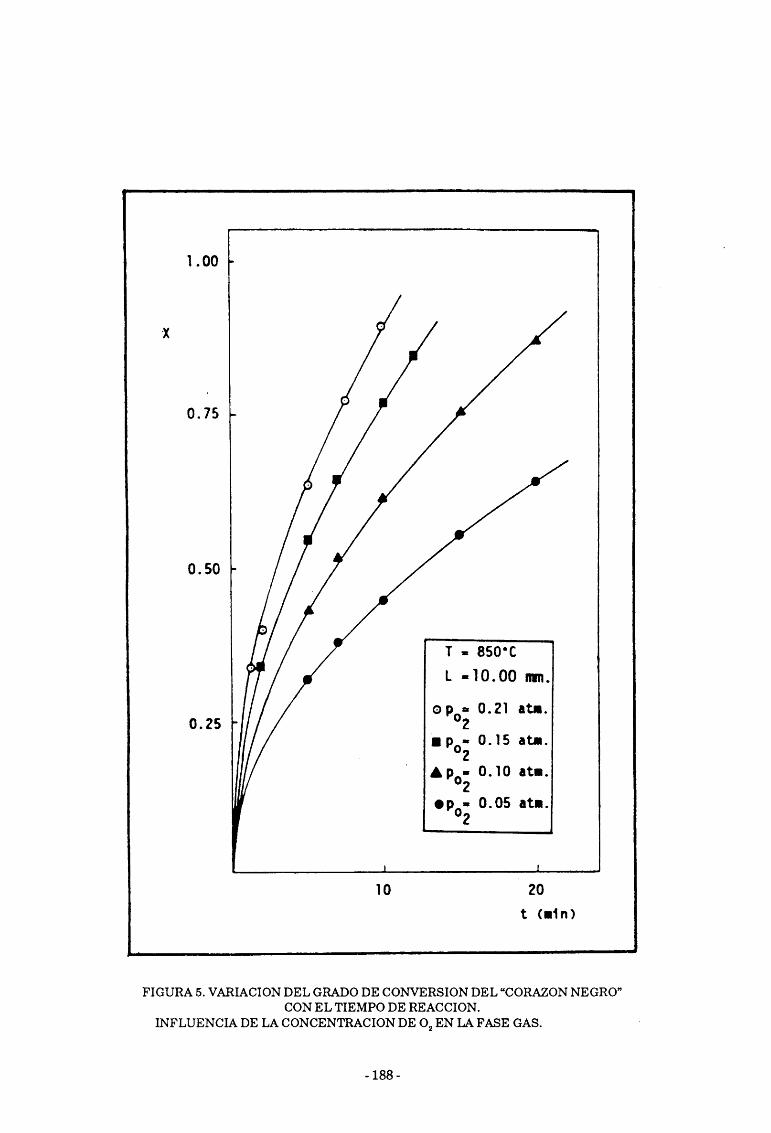
FIGURA 5. VARIACION DEL GRADO DE CONVERSION DEL "CORAZON NEGRO" CON E L TIEMPO DE REACCION.
INFLUENCIA DE LA CONCENTRACION DE O, EN LA FASE GAS.
m
1.00
t 9
-
.x
0.75 +
l
t -10.00 m.
o p , ~ 0.21 atm. 2
p,- 0.15 a-. 2
1 1
10 20
t (riln)
W '

FIGURA 6. VARIACION DEL GRADO DE CONVERSION DEL "CORAZON NEGRO" CON EL TIEMPO DE REACCION. INFLUENCIA DE LA TEMPERATURA.

FIGURA 7. VARIACION DEL GRADO DE CONVERSION DEL "CORAZON NEGRO" CON EL TIEMPO DE REACCION. INFLUENCIA DEL ESPESOR DE PIEZA.

FIGURA 8. VARIACION DE LA CONVERSION DEL "CORAZON NEGRO" CON E L TIEMPO DE REACCION. INFLUENCIA P E L CONTENIDO EJV CARBON DE LA COMPOSICION INICIAL.
r ,
X 1 .o0
0.75
0.50
S E R I E ARADIDO -
0.25
5 10 15 I
t (mln)
i h

r
O - Ser le 19
O - Serle 20
A - S e r l e 21
x - S e r l e 22
4 Serle 23
FIGURA 9.VARIACION DE LA CONVERSION DEL "CORAZON NEGROn CON E L TIEMPO DE REACCION. INFLUENCIA DEL CONTENIDO EN C Y Fe,O, DE LA COMPOSICION INICIAL.

4.1. ESTUDIO DE LA INFLUENCIADE LA CONCENTRACION DE O, EN LA MEZCLA GASEOSA REACTANTE.
Para comprobar si los resultados experimentales se adaptaban a la ecuación (2) se represen- taron, en coordenadas rectangulares, los resultados de las series de experimentos 1 a 4 (tabla 11, figura 5) en la forma X2 frente a t (figura lo), obteniéndose líneas rectas que prácticamente pasan por el origen, ya que el valor que se obtiene para A esta dentro del error experimental. En consecuencia, no puede hacerse ningún razonamiento acerca de la eventuaal variación del parámetro A de la ecuación (2) con la concentración de O,, de acuerdo con lo previsto. Si se observa que la pendiente de las rectas aumenta con la concentración de 02 , de acuerdo con lo previsto.
A la vista de que las rectas obtenidas pasaban prácticamente por el origen de coordenada y de que no se observaba ninguna tendencia monotónica en la variación de A, se pensó en ajustar los resultados a una ecuación de la forma:
donde:
de acuerdo con la ecuación (2). L a ecuación (4) $610 tiene sentido, desde un punto de vista teórico, si practicamente desde el comienzo de la reacción, la etapa de difusión es la controlante de la velocidad global del proceso de reacción.
Ajustando los resultados experimentales a la ecuación (4) se obtuvieron los valores de M y los coeficientes de regresión lineal que se especifican en la Tabla 111. Dado que, los parámetro L, pc, De, T, composición de la pasta y condiciones de prensado, se mantuvieron constantes, en estas series de experimentos, la representación en papel doble logarítmico de M frente a C", deberá dar una línea recta de pendiente unidad, si se cumple la ecuación (5). En la figura 11, se h a hecho dicha representación resultando efectivamente una línea recta de ecuación:
log M = 1.380 + 0.936 log Cm r2 = 0.997
La pendiente obtenida (0.936), teniendo en cuenta el inevitable error experimental, permite admitir que la cinética de la etapa química puede considerarse de primer orden respecto al oxígeno. Por lo tanto, la influencia del contenido en oxígeno de la mezcla gaseosa oxidante sobre la velocidad global de reacción del "corazón negron, está adecuadamente expresada en la ecuación (2).
TABLA 111
Variación del parámetro M de la ecuación (4) con la concentración de O, en la fase gaseosa.
N." PO2 coz M Serie (atm) (KmoVm3) (min-1) r2

FIGURA 10. ADAPTACION A LA ECUACION [4] DE LOS RESULTADOS EXPERIMENTALES OBTENI- DOS PARA DIFERENTES CONCENTRACIONES DE O, EN LA MEZCLA REACTANTE

FIGURA 11. VARIACION DEL PARAMETRO M DE LA ECUACION [4] CON LA CONCENTRACION DE OXIGENO EN LA MEZCLA REACTANTE
4.2. ESTUDIO DE LA INFLUENCI.DE LATEMPERATURASOBFW LAVELOCIDAD GLOBAL DE R;EACCION
\
Las variaciones de temperatura deben afectar únicamente al párametro Defde la ecuación (2). En la figura 12 se han representado los resultados obtenidos en las series de experimentos 4 a 8 (tabla 11, figura 6) en la forma X z frente a t. Los resultados experimentales se ajustan también a líneas rectas (una para cada temperatura de reacción) que prácticamente pasan por el origen de coordenadas. El ajuste por regresión lineal de los valores experimentales a la ecuación (4) da los valores de M y los coeficientes de regresión lineal que se detallan en t a Tabla N.
Dado que los parámetros pc, L, composición, condiciones de prensado y Po, (aunque Coz varíe con la temperatura) se mantuvieron constantes en las cinco series de experimentos, si la difusividad efectiva del oxígeno a través de la costra oxidada de sólido (para intervalos de temperatura relativamnete pequeños) se adapta a una ecuación exponencial de la forma:
- E' Def = DO - exp [- 1 (6)
R - T
de las ecuaciones (2) y (6) resulta que la pendiente (M) de las rectas X2 = f(t) obtenidas a diferentes temperaturas deberá relacionarse con esta variable mediante una expresión de la forma:
8.C",.DO E' M = [ 1 exp [- 1

o bien:
M 8 . D O E' In- = i n [ 1 - [- 1 (8)
C%2 r c .L2 R . T
Al ajustar los resultados experimentales a dicha ecuación (figura 13) se obtuvo una línea recta de ecuación:
que puede ponerse en la forma:
M - 4610 = 2181.60. exp [- 1 (1 O)
CPO2 T
Esta ecuación confirma la validez de la correlación empírica (6) para representar la influencia de la temperatura de oxidación del "corazón negro" sobre la velocidad a la que se efectúa dicho proceso. El valor obtenido para E'/' = 4610 y para [(8 Do) / (pc L2)l = 2181.6 son válidos únicamente para las condiciones de operación y composición estudiadas. En otros casos, será necesario realizar unos pocos experimentos para determinar el valor de dichos parámetros.
TABLA IV
Variación del parámetro M de la ecuación (4) con la temperatura de reacción.
N ." c ~ ~ ~ . ~ o ~ T M M/C",, r2 . Serie (Kmol/m3) (K) (min-l) (m3/Kmol.min)

FIGURA 12. ADAPTACION A LA ECUACION [4] DE LOS RESULTADOS EXPERIMENTALES OBTENIDOS A DIFERENTES TEMPERATURAS DE REACCION

FIGURA 13. VARIACION DEL PARAMETRO M DE LA ECUACION [4] CON LA TEMPERATURA DE REACCION
4.3. ESTUDIO DE LA INFLUENCIA DEL ESPESOR DE PIEZA.
En la figura 14 se han representado los resultados experimentales obtenidos en las cuatro series de experimentos (tabla 11, figura 7) realizados con diferente espesor de probeta (series 7,9,10 y 11) en la forma X2 = flt). Como puede observarse, las rectas obtenidas se ajustan también a la ecuación (4), y su pendiente M aumenta a medida que disminuye el espesor de probeta, de acuerdo con lo previsto cualitativamente por la ecuación (2). Según dicha ecuación se deberá cumplir que:
englobándose dentro de la constante B el grupo de parámetros pc, CP, y De., ya que en estas series de experimentos se mantuvieron invariables.
En la tabla V se detallan las pendientes (M) obtenidas para cada recta junto con el correspon- diente valor de L. En la figura 1 5 se han representado, en coordenadas rectangulares, los valores de M obtenidos frente a los corespondientes de 11 L2. Puede obsevarse que resulta una línea recta que pasa por el origen de coordenadas, de ecuación:
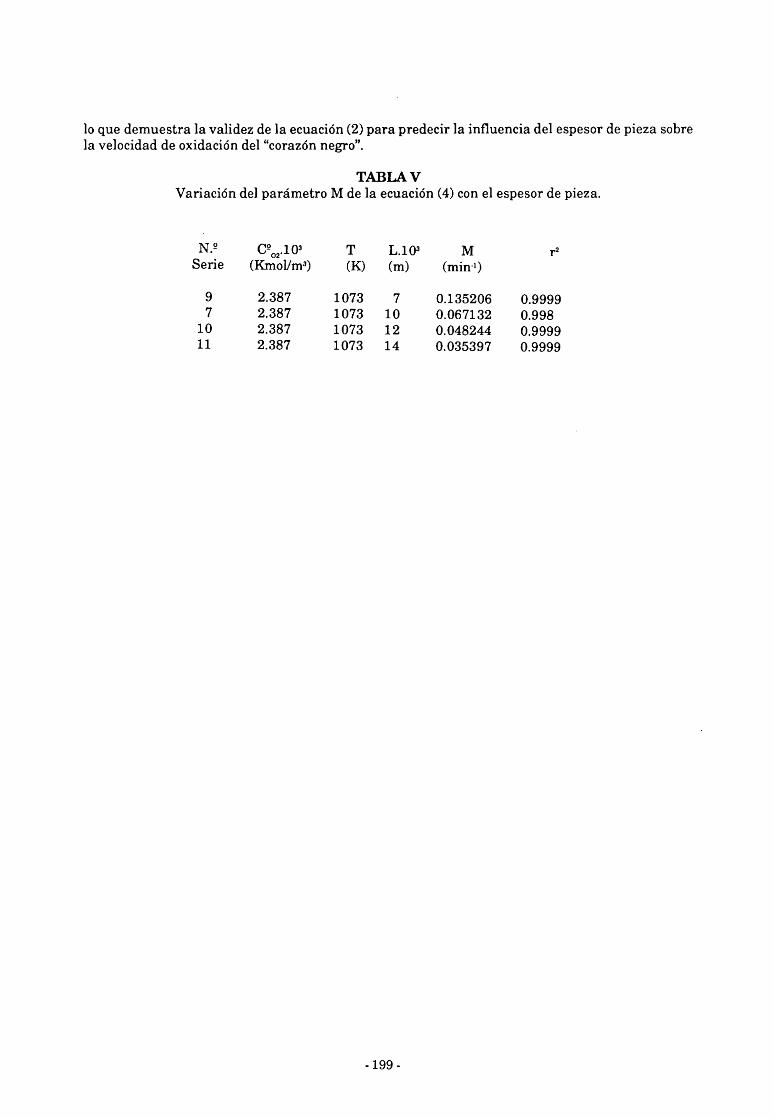
lo que demuestra la validez de la ecuación (2) para predecir la influencia del espesor de pieza sobre la velocidad de oxidación del "corazón negro".
TABLA V Variación del parámetro M de la ecuación (4) con el espesor de pieza.
N." cP02.1 o3 T L.103 M r2 Serie (KmoVm3) (K) (m) (min-l)

FIGURA 14. ADAPTACION A LA ECUACION [4] DE LOS RESULTADOS EXPERIMENTALES OBTENIDOS CON PROBETAS DE DIFERENTE ESPESOR

FIGURA 15. VARIACION DEL PARAMETRO M DE LA ECUACION [4] CON EL ESPESOR DE PIEZA.
4.4. ESTUDIO D E LA INFLUENCIA DEL CONTENIDO EN CARBONO Y OXIDO FERRICO DE LA COMPOSICION INICIAL UTILIZADA.
i) Influencia del contenido en carbono.
Para estudiar la influencia del contenido en carbono sobre la velocidad de oxidación del "corazón negro" se han realizado, en primer lugar, siete series de experimentos (series 12 a 18) con probetas conteniendo diferentes proporciones de carbono y exentas de óxido férrico (tabla 11, figura 8).
Según la ecuación (2) el contenido en componentes oxidables del "corazón negro" (en este conjunto de series de experimentos el único componente oxidable es el carbono) deberá influir sobre el grado de conversión u oxidación del "corazón negron, ya que X? es inversamente proporcional pc. Para comprobar esta circunstancia se representaron los resultados obtenidos en la forma X2 frente a t, de acuerdo con la ecuacióm (4) (figura 16), resultando también líneas rectas cuyas pendientes (M) se detallan en la tabla VI. Como puede observarse, el parametro M disminuye cualitativamente al aumentar el contenido en carbono de acuerdo con lo esperado. Admitiendo que la estructura porosa de las probetas o piezas no resulta afectada al modificar el porcentaje de carbono, con lo que De,debería

tener el mismo valor en las siete series de experimentos realizadas con l a misma temperatura, y dado que L Y C\,, se mantuvieron invariables en estas series de experimentos, deberá cumplirse:
M = Constante / pc (1 3)
de acuerdo con la citada ecuación (2).
Ahora bien, antes de comprobar la adaptabilidad de los resultados experimentales obtenidos a la ecuación (2) es preciso hacer ciertas consideraciones sobre el cálculo de pc (atKg de carbono por m3 de pieza). En los experimentos realizados, este parámetro puede calcularse mediante la expresión:
en la que se h a previsto la posibilidad de que l a composición estándar de partida contenga algo de carbono, mezclado con la arcilla y10 con el feldespato. En esta ecuación:
m8 = masa de la composición estándar contenida en cada probeta (feldespato + arcilla + carbono equivalente a la materia orgánica que pudieran contener) (Kg/probeta).
w = fracción másica del carbono eventualmente presente en la composición estándar (Kg de C/ Kg de sólido).
mc = masa de carbono añadida a la composición estándar, por probeta, en cada serie de experi- mentos (Kg de C/probeta).
(paJv = densidad aparente de las probetas en crudo (Kg/m3).
Mediante la ecuación (14) puede calcularse el valor de pc que corresponde a cada cantidad de carbono añadida (mc) a la formulación estándar, siempre que se conozca la fracción másica de carbono (w) contenida inicialmente en dicha formulación esthndar.
Al analizar la composición estándar se encontr6 para w el valor de 0.000548 Kg de C/Kgde sólido inicial. A partir de este valor se calcularon los de pc, para cada serie de experimentos, que se detallan en la tabla VI.
Según la ecuación (13), al representar los valores obtenidos para el parámetro M de la tabla VI frente a 1 / pc debe resultar una línea recta de ordenada en el origen cero y de pendiente positiva e igual a [(8. C\,. De,) / L2. E n la figura 1 7 se muestra la representación gráfica obtenida que se ajusta a la ecuación:
lo que demuestra que, para composiciones exentas de óxido férrico, la ecuación (2) es representativa de la oxidación del "corazón negron siendo pc, como se indicó al principio, los atKg de carbono por m3 de volumen de la pieza en crudo que, en general, podrá calcularse por la expresión:
en la que:
wc = fracción másica de carbono (equivalente al carbón y a la materia orgánica presente) de la pieza en crudo (Kg de C/Kg totales).
Para comprobar la posible influencia de la granulometría del carbdn, cuando el carbono

contenido en una composición arcillosa se debe a la presencia de carbón natural, se realizaron cuatro experimentos añadiendo a la mezcla estándar una misma proporción de lignito pero con diferente tamaño medio de gránulo en cada caso. No se observó influencia alguna sobre la ulterior velocidad de oxidación del "corazón negron resultante.
TABLA Vi
Variación del parámetro M de la ecuación (4) con el contenido en carbono de la composición.
N," P c M r2 Serie (atKg of C/m3) (min-l)
ii) Influencia simultánea del carbono y el óxido férrico.
Se h a observado que cuando la formulación con la que se confeccionan las probetas contiene Fe203 y carbono, durante el tratamiento térmico de éstas (a temperaturas superiores a 650 "1, el segundo se oxida a costa de consumir oxígeno del primero que se reduce parcialmente a Fe,O, y/o Feo, miestras se forma el "corazón negron en atmósfera inerte [33]. En consecuencia, el oxígeno necesario para oxidar a CO, el carbono remanente en la pieza, después de provocar la formación del "corazón negro", y a Fe203 el F e 0 y Fe,O, potencialmente presentes en la misma, deberá ser justamente el que se requiere para oxidar el carbono que estaba presente inicialmente en la probeta recién conformada, antes de ser sometida a tratamiento térmico alguno.
Si el tratamiento térmico tiene lugar en presencia de oxígeno, el comportamiento debe ser análogo. Una parte de ese oxígeno de la mezcla gaseosa oxidante se utilizará para oxidar el carbono presente y la otra para reoxidar el posible Fe304 y/o Feo, formados como consecuencia de la reducción parcial del Fe203 de partida por parte del carbono contenido inicialmente en la probeta, durante el calentamiento.
Para comprobar esta hipótesis se realizaron cinco series de experimentos (series 19 a 231, utilizando en cada una proporciones de Fe203 a C diferentes (tabla 11, figura 9).
En la figura 18 se han representado los resultados obtenidos en la forma X2 frente a t. También resultan líneas rectas que en este caso se adaptaron más a la ecuación (2) que a la (4). Los valores de A y M obtenidos se detallan en la tabla VII.
Si la hipótesis que se trata de confirmar es válida, la densidad molar de componentes oxidables (carbono inicial) del "corazón negro" (pc) que aparece en la ecuación (2), por analogía con la ecuación (141, se debería calcular mediante la expresión:
en la que:
m,,, = masa de Fe203 añadida a la composición estándar por probeta (kg de Fe,O,/probeta)

FIGURA 16. ADAPTACION A LA ECUACION [4] DE LOS RESULTADOS EXPERIMENTALES OBTENIDOS CON PROBETAS CON DIFERENTES CONTENIDOS INICIALES EN CARBON.
b
L
. x 2 1.00-
0.75
i
1 CARDON SER 1 E ARAD 1 DO -
o - 12 0.20 e - 13 0.25 O - 14 0.30 - 15 O . 35 A 16 0 .40
- 1 7 0 . 4 5 O - 1 fl 0.50 - ' i
0 . 5 0 +
0 . 2 5 -
2 4 6 8
t (mln) b

FIGURA 17. ADAPTABILIDAD DE LOS RESULTADOS EXPERIMENTALES A LA ECUACION [13].
De acuerdo con la ecuación (17), en estas series de experimentos, dado que se mantuvo prác- ticamente invariable la densidad aparente (paJv (tabla 11) [excepto en la serie n q 9 cuyas probetas tenían una (paJv un poco más pequeña], así como el valor de me, w y m , deberá disminuir c ligeramente al aumentar la cantidad de Fe203 añadida, lo que conllevará que el parámetro M de la ecuación (2) se incremente en valores del mismo orden.
Al estudiar las representaciones obtenidas en la figura 18, se aprecia una concordancia cuali- tativa con lo que acaba de indicar: al aumentar la proporción de Fe203, se incrementa la pendiente de las líneas rectas indicadas, lo que parece confirmar la hipótesis de partida.
Con la intención de comprobar esta conclusión de forma cuantitativa se determinaron, por regresión lineal, las ecuaciones de las rectas de la figura 18. En la tabla VI1 se exponen los valores de los parámetros A y M obtenidos. Asimismo se detallan los valores calculados del producto M pc.
De acuerdo con las ecuaciones (2) y (3, si las variaciones de M en estas cinco series de experimentos se deben únicamente a los cambios que experimenta pc (pues De, L y C\, se mantuvieron constantes), y este parámetro se puede calcular mediante la ecuación (17) (de acuerdo con la hipótesis que se viene admitiendo), el producto M .pc deberá permanecer invariable para las cinco series de experimentos. Como puede apreciarse en la última columna de la tabla VII, dicho producto se mantiene, en efecto, prácticamente constante, aunque se incrementa ligerísimamente su valor a medida que aumenta el porcentaje de Fe203 inicial. Este resultado confirma la validez de la hipótesis de que pc puede calcularse a partir únicamente del carbono presente inicialmente en l a composición, se encuentre ó no en presencia de Fe203.
Las pequefías diferencias que se observan entre los valores del carbono M.Pc, para estas cinco series de experimentos puede deberse a un ligerísimo incremento de la porosidad de las piezas cocidas, que se produce a medida que aumenta la proporción de Fe203 en la formulación con la que se conformaron. En efecto, esta última propiedad del sólido podría afectar a la difusividad efectiva (De,) que aparece en la ecuación (2) y por tanto a M.
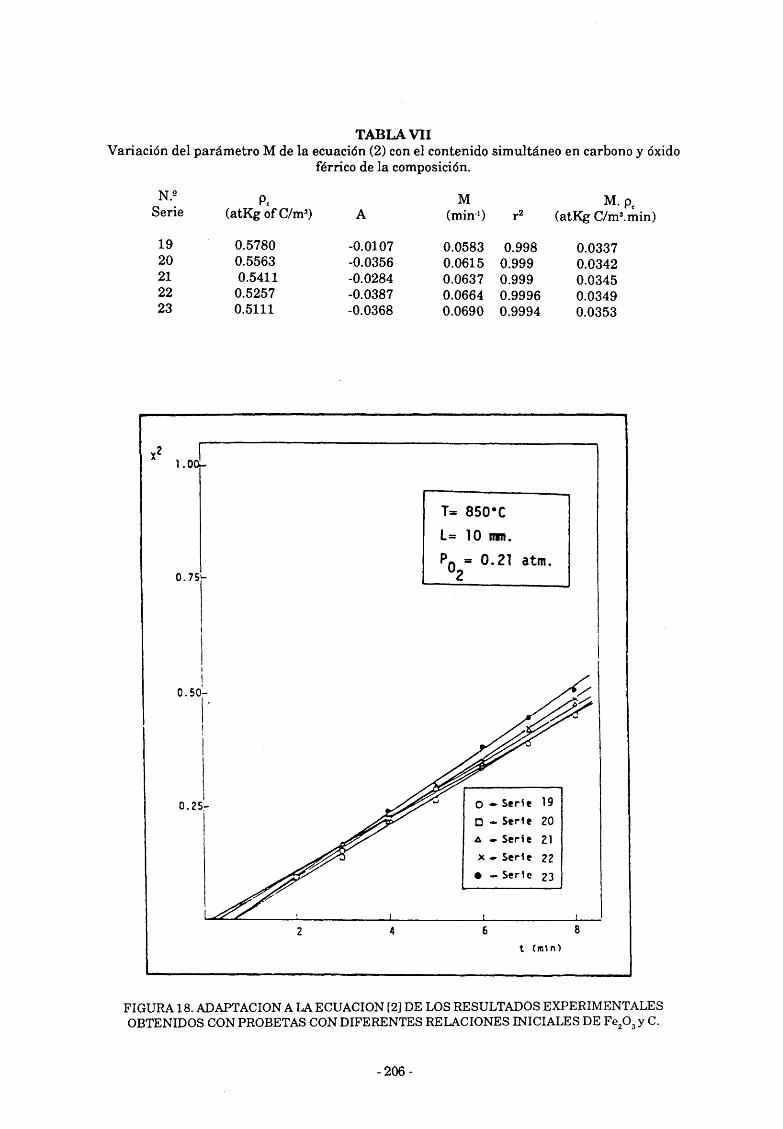
TABLA VI1 Variación del parámetro M de la ecuación (2) con el contenido simultáneo en carbono y óxido
f6rrico de la composición.
N." Pc M Serie M- P,
(atKg of C/m3) A (min-') r2 (atKg C/m3.min)
T= 850'C
L= 10 m.
P = 0.21 atm. O2
O -Serie 19 O - Serie 20 A Serie 21
x Serie 22 - Ser lc 23
FIGURA 18. ADAPTACION A LA ECUACION [23 DE LOS RESULTADOS EXPERIMENTALES OBTENIDOS CON PROBETAS CON DIFERENTES RELACIONES INICIALES DE Fe,O, y C.
5.- CONCLUSIONES
i) Se h a comprobado que el modelo cinético de núcleo sin reaccionar, aplicado a una lámina de espesor muy pequeño frente a las otras dos dimensiones, en el caso de que la etapa controlante del proceso global de reacción sea la de difusión de oxígeno a través de l a estrucutra porosa de la capa externa del sólido oxidado, permite predecir la velocidad de oxidación del "corazón negro " provocado en piezas cerAmicas conformadas con composiciones y a condiciones de prensado análogas a las empleadas en la fabricación de pavimento cerámico.
ii) La ecuación obtenida relaciona el grado de conversión del "corazón negro " (ligado al espesor del núcleo negro que permanece sin reaccionar) con el tiempo de reacción, la temperatura, la concen- tración de oxígeno, el contenido en carbono de la pieza en crudo, el espesor de la mismas y la difusividad efectiva del oxígeno a través de la capa de sólido oxidada, variable que debe estar íntimamente relacionada con su estructura porosa. Esta ecuación permite calcular el tiempo de reacción necesario para la completa oxidación del "corazón negro", a unas condiciones de operación preestablecidas, así como la forma en que puede afectar cuantitativamente a dicha variable la inyección de oxígeno en la zona de precalentamiento del horno en la que se efectúa la citada oxidación.
iii) La influencia de la temperatura y de la estructura porosa de la pieza cocida, ambas relacio- nadas con la difusividad efectiva del oxígeno a través del sólido (DeJ, debe determinarse a partir de muy pocas series de experimentos, para cada caso. En efecto, De, debe depender no sólo de la composición utilizada y la forma de prepararla (grado de molturación y procedimiento; vía seca o vía húmeda), sino también de las variables de prensado (presión y humedad de polvo de prensa).
iv) Aún cuando los experimentos de oxidación del "corazón negro" se han realizado en este trabajo partiendo de probetas deshidroxiladas, en las que se había provocado previamente la formación de dicho núcleo calentándolas en atmósfera inerte, durante un tiempo dado, a la temperatura a la que posteriormente se realizaría su oxidación, los resultados son perfectamente extrapolables a la práctica industrial. En efecto, la pieza, a medida que se va calentando en la zona de precalentamiento de los hornos industriales, va perdiendo agua de deshidroxilación y se va coquizando su materia orgánica, a la vez que se puede producir una reducción parcial del posible Fe,O, inicialmente presente. En estas circuntancias, cuando la pieza alcanza los 700-800°C de temperatura se suele encontrar en las mismas condiciones o, en todo caso, aún más favorables para la oxidación que las probetas con las que se ha realizado esta investigación, al comienzo de cada experimento.
6.- BIBLIOGRAFIA
[ l l MINICHELLI, D.; DE PETRIS, A.; RICCIARDIELLO, F. Interbrick 4; 6; 17-20; (1988). [21 BELTRAN, V.; BAGAN, V.; SANCHEZ, E.; NEGRE, F. Técnica Cerámica 164; 280-287; (1988). [3] WORRAL, W.E. "Clays. Their nature, origin and general properties". Ed. McLaren and Sons. Londres; (1 968). [4] SCHMIDT-REINMOLZ, CH. Interbrick 1; 6; 11 -1 5; (1 988). [5] ELIAS, X. Interceram 3; 380-384; (1 980). [61 GARCIA VERDUCH, A. Bol. Soc. Esp. Cer. y Vidrio 23; 6; 387-392; (1 984). [7] BROWNELL, W.E. J.Arn. Ceram. Soc. 40; 6; 179-187; (1957). [8] HOUSEMAN, J.E.; PERKINS, R.A.; KOENIG, C.J. Ceramic Bulletin 47; 12; 11 38-1145; (1968). [9] HOUSEMAN, J.E.; KOENIG, C.J. J.Am. Ceram. Soc. 54; 2; 75-82; (1971). [l O] HOUSEMAN, J.E.; KOENIG, C.J. J.Am Ceram. Soc. 54; 2; 82-89; (1 971 ). [11] KAREEV, Yu.P.; BERENSHTEIN, P.I. Steklo i Keramika 11; 27-30: (1970). [12] PAVLOV, V.F.; AN, R.Y. Steko i Keramika 7; 15-1 7; (1 975). [13] ESCARDINO, A.; AMOROS, J.L.; BELTRAN, V.Actas del 1 Congreso Iberoamericano de Cerámica, Vidrio y Refractarios (S.E.C.V.) Vol. 1; 31 7-326; (1 983). [14] FISCHER, P.; MULLER, H.A. Trans, XI internal, Ceram. Congress. 177-1 89; Madrid (1 968). [15] FISCHER, P.; MULLER, H.A. Ber. Dt. Keram. Ces. 49; 47-15; (1972). [16] BRADY, F.L.; BUTTERWORTH, H. Trans. Br. Ceram. Soc. 31; 193; (1932). [17] MOORE, F.; NOBLE, W. Tans. Br. Ceram. Soc. 52; 192; (1953). 1181 FORD, R.D.; LITTLER, C.D.; WEST, W.H. Br. Ceram. Trans. J. 86; 23-29; (1 987).

[19] ESCARDIN0,A; AMOROS, J.L.; NEGRE, F.; FELIU, C. Taulells 3; 3-9; (1985). [20] WILLIAMSONS, W.O. Trans. Ceram. Soc.455-477; (1960). [21] NORRIS, A.W.; JAMES, W. Brit. Ceram. Soc. 601; (1954). [221 MORTER, H.;OEL, H.J.; PREDIT, G. Interceram 3; 26-30: (1987). [231 ENRIQUE, J.E.; MONZO, M.; DE LA TORRE, J. Técnica Ceramica 155; 322-332; (1988). [241 ENRIQUE, J.E.; MONZO, M.; DE LA TORRE, J. Ténica Ceramica 165; 328-334; (1 988). [251 MAGGETTI, N.; RADESEWKI, O.E. Céramica Información 23; 215-221; (1976). [26] GOTZMANN, K.H. Interbrick 1; 2; 37; (1 985). [27] FABRI, B.; FIORI, C. Interbrick 1;2; 33-35; (1985). [281 SALMANG, H. "Ceramics Physical and Chemical Fundamentals". Pag. 17. Butterworth and Co. Ltd. London (1 961). [291 OSMAN, H.A.; EHMKE, S.H.; SKELLY, J.F. Amer. Ceram. Soc. Bull. 49,2; 193-200; (1970). [301 SCHOENLAUB, R.A.; TROYER, W, HOEKSTRA, K. Ceramic Bulletin 45; 3; 257-259; (1966). [311 BELTRAN, V.; BLASCO, A.; NEGRE, F.; ESCARDINO, A. Interceram 3; 15-21; (1988). [32] NEGRE, F. "Tesis Doctoral" Universitat de Valencia. Facultad de Quimicas. Departament d'Engin yeria Química; Valencia (1 989). [331 BARBA, A. Tes i s Doctoral" Universitat de Valencia. Facultad de Químicas. Departament d'Engin yeria QuSmica; Valencia (1 989). [34 1 SCHLIKERT "Brick and Tile Making". Ed. Bauverlag. Berlin (1982). [35] GARCIA VERDUCH, A. Bol. Soc. Esp. Cer. y Vidrio 24; 6; 395-404; (1 985). [36] BIFFI, G. Ceramurgia 314; 123-129; (1988). [371 DYER, A.O. "The Use of Oxigen in Firing Carbonaceous Heavy Clays". British Oxygen Co. Ltd. 1381 McMILLIN, J.A.; KIYONAGA, K; CHAMBERS, R.L. Ceramic Bulletin 63; 8: 1035-1038; (1984). [391 FORD, R.W. "Some Aspects of Firing Carbonaceous Materials" British Ceramics Research Associa tion Ltd. [401 WEISZ, P.B.; GOODWIN, R.D. J. of Catalyses 2; 397-404; (1963). [411 NICHOLSON, P.S., ROSS, W.A. J. Amer. Cera. Soc. 53; 154-158; (1970). [421 OTTO, J. Keramische Zeitschrift 2; 77-79; (1979). [431 OZGEN, O.S.; RAND,B. Br. Ceram. Trans. J. 84; 70-76; (1985). [44] ARIS, R. "Elementary Chemical Reactor Analysis". Ed. Prentice Hall. Canada (1969). [451 LEVENSPIEL, O. "Chemical Reaction Engineering". Second Edition. John Wiley and Sons. New York (1 972). [46] LEVENSPIEL, O. "The Chemical Reactor Omnibook". Ed. Octave Levenspiel(l979). [471 DORAISWAMY, L.K.; SHARMA, M.M. "Heterogeneous Reactions: Analysis, Examples and Reactor Design". John Wiley and Sons. New York (1 983). [481 SZEKELY, J;EVANS, J.W.; SOHN, H.Y. "Gas Solid Reactions". Academic Press (1976).