Practicas de prehistoria alcaraz
36
1 ÁREA DE PREHISTORIA DEPARTAMENTO DE HISTORIA I Y FILOSOFÍA HOJA DE PRÁCTICAS ASIGNATURA: Prehistoria Reciente PROFESOR: Manuel Alcaraz Castaño PRÁCTICA Nº 1 Introducción a la Industria Lítica Tallada LAS MATERIAS PRIMAS 1- ROCAS DE FRACTURA CONCOIDEA O CONCOIDAL • Sílex: Roca sedimentaria compuesta por Óxido de Silíceo, una variedad del cuarzo. Presenta una textura granuda muy compacta y dura. Nódulo de sílex fracturado Riñón de sílex Lámina de sílex
-
Upload
julio-cesar-sierra -
Category
Documents
-
view
171 -
download
7
Transcript of Practicas de prehistoria alcaraz

1
ÁREA DE PREHISTORIA DEPARTAMENTO DE HISTORIA I Y FILOSOFÍA
HOJA DE PRÁCTICAS ASIGNATURA: Prehistoria Reciente PROFESOR: Manuel Alcaraz Castaño
PRÁCTICA Nº 1
Introducción a la Industria Lítica Tallada
LAS MATERIAS PRIMAS 1- ROCAS DE FRACTURA CONCOIDEA O CONCOIDAL
• Sílex: Roca sedimentaria compuesta por Óxido de Silíceo, una variedad
del cuarzo. Presenta una textura granuda muy compacta y dura.
Nódulo de sílex fracturado
Riñón de sílex Lámina de sílex
2
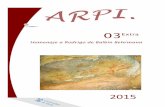
• Cuarcita: Roca metamórfica formada a través de una recristalización del
cuarzo, que presenta una composición muy granulosa y una fractura
astillosa.
Acumulación de cantos de cuarcita Canto de cuarcita fracturado
• Otras rocas aptas para la talla: Cuarzo, cristal de roca, arenisca,
obsidiana, jaspe, ópalo, pizarra, algunas calizas, etc.
Cuarzo Cristal de Roca
Arenisca Obsidiana

3
EL PROCESO DE TALLA
Fig. 1.- El proceso de talla (Según Baena et al. 1998 en Baena –ed.–)
1- CATEGORÍAS BÁSICAS DEL PROCESO DE TALLA (fig. 1)
• Nódulo: bloque en estado natural, provisto de córtex.
• Núcleo: nódulo al que se le ha desprovisto de la totalidad o parte del
córtex a través de la talla intencional, presentando por tanto su superficie planos
de fractura.
• Percutor: elemento de naturaleza diversa que ejerce una fuerza sobre el
núcleo a través de la percusión, generando así los productos de la talla.
Distinguimos entre percutores duros (piedra) y blandos (madera, asta, hueso).
4
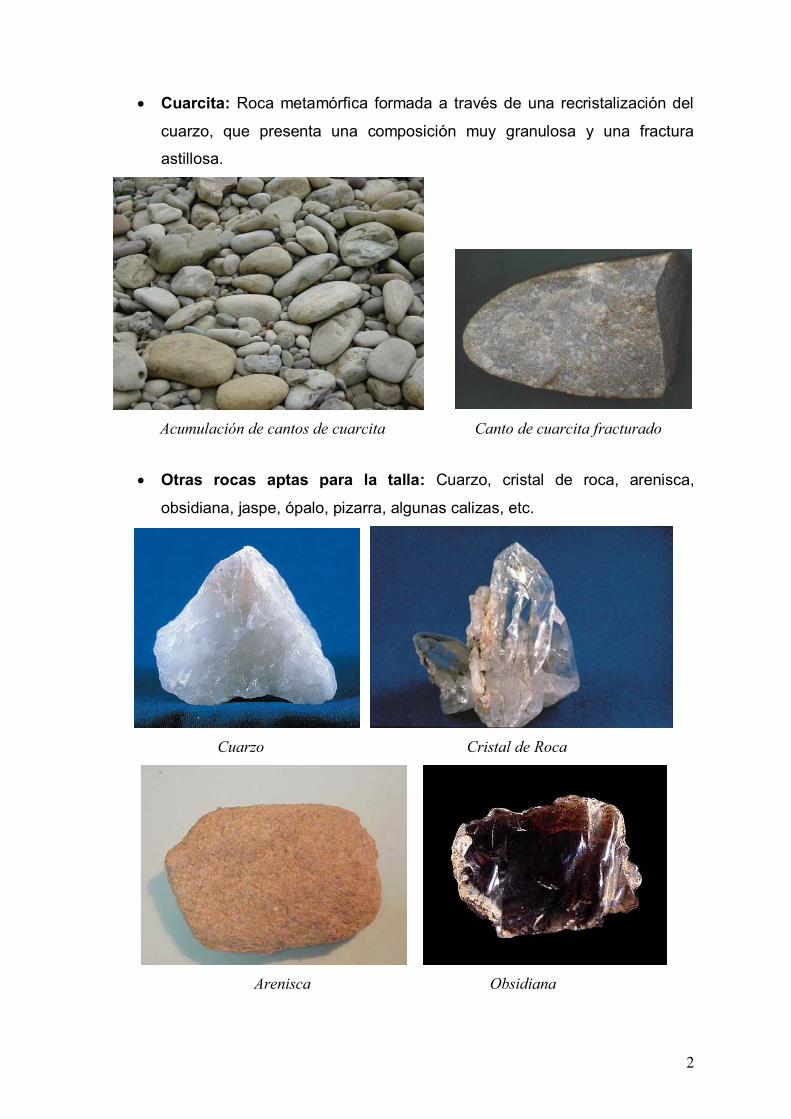
• Elementos de extracción (fig. 2): son las piezas que se desgajan del
núcleo como consecuencia de la aplicación de una percusión o presión sobre la
materia prima, y que presentan una morfología característica, indicativa de las
acciones derivadas del proceso de talla. Se pueden clasificar, desde un punto de
vista morfo-métrico, en: - Lasca: elemento de extracción cuya longitud es inferior a dos veces
su anchura.
- Lámina: elemento de extracción cuya longitud es igual o mayor a
dos veces su anchura.
- Laminita: elemento que mantiene las proporciones de la lámina,
pero con una longitud inferior a 50 mm. (criterio variable).
Zona proximal
Zona mesial
Zona distal
Fig. 2 – Elementos de extracción Fig. 3 – Partes de una lasca (Modificado a partir de Eiroa et al. 1999)
• Restos de talla: Fragmentos de materia prima que se desprenden durante
el proceso de talla.
- Chunks: elementos informes de tamaño diverso que no presentan
ningún atributo típico de lasca o lámina. - Debris: fragmentos de pequeño tamaño y habitualmente planos.
5
2 – EL UTILLAJE
• Útil: Cualquier objeto modificado por un conjunto de atributos
humanamente impuestos (Clarke 1984: 183).
• Soporte: el término soporte hace referencia al elemento lítico sobre el cual
se ha configurado el útil. Según el tipo de soporte, distinguimos dos
grandes grupos de útiles:
• Utillaje sobre lasca, lámina o laminita (soportes lascares
y laminares): el útil se ha configurado sobre un elemento de
extracción.
• Utillaje sobre núcleo (soportes nucleares): el útil queda
configurado directamente sobre el núcleo (fig.1).
• La gestión de los soportes: Los útiles líticos se configuran mediante el
retoque (fig. 1). Éste se define como la operación que, a través de la talla,
repara, rectifica, o acomoda el borde de los soportes (principalmente
elementos de extracción), dotándolos de la forma definitiva del útil. El
retoque siempre se realiza sobre el filo de la pieza, pudiendo penetrar más
o menos profundamente en el cuerpo de la misma. Se puede realizar tanto
por presión como por percusión, generando en ambos casos extracciones
de pequeña entidad.
3- PARTES DEL NÚCLEO (fig. 1)
• Plano de percusión o superficie de golpeo: superficie sobre la que se
ejerce la fuerza para desprender un fragmento del núcleo.
• Superficie de trabajo: superficie de la que se desprenden los elementos
de extracción.
• Negativos: Huellas más o menos convexas que dejan los elementos de
extracción al desprenderse del núcleo.
• Aristas: son las líneas que se generan en las caras del núcleo al
solaparse dos extracciones, de manera que señalan el lugar donde los planos de
fractura que han generado dichas extracciones interseccionan lateralmente.

6
4- PARTES DE UN ELEMENTO DE EXTRACCIÓN (fig. 2)
• Cualquier elemento de extracción posee dos caras: � Anverso o cara dorsal: aquella que formaba parte de la superficie
exterior del bloque al que pertenecía antes de su extracción. Puede
presentar aristas, producto de anteriores extracciones del núcleo. � Reverso o cara ventral: la opuesta a la anterior, constituida por el
plano de fractura o lascado a partir del cual la pieza se ha desgajado
del núcleo. Presenta una superficie lisa, sin aristas ni córtex, en la que
se pueden documentar una serie de elementos característicos, siendo
los principales bulbo, ondas de percusión, escamas y estrías. � Bulbo de percusión: abombamiento concoideo inmediato al punto en
el que se ha ejercido la percusión o la presión. � Ondas de percusión: son el reflejo del paso de las ondas de la fuerza
ejercida por la percusión, a lo largo de todo el plano de fractura, desde
su origen en la base del bulbo, hasta el extremo contrario a éste. � Talón: fragmento del plano de percusión del núcleo que se desgaja de
éste al producirse la percusión o la presión, formando parte del
elemento extraído. Su morfología nos ofrece información sobre el plano
de percusión al que pertenecía. Distinguimos entre (fig. 4): o Talón Liso: superficie plana y sin aristas. o Puntiforme: el punto de impacto coincide con el filo proximal.
o Diedro: presenta dos planos separados por una arista. o Facetado: varios planos, producto de una preparación previa. o Cortical: formado por córtex (liso por definición).
Liso Puntiforme Diedro Facetado
Fig. 4 – Principales tipos de talones
� A través de la identificación de estos elementos, podemos realizar una
división longitudinal del elemento de extracción (fig. 3). El bulbo y el

7
talón nos indican la orientación de la pieza, que se debe situar con
estos dos elementos en su base. Así distinguimos:
• Extremo proximal: definido por bulbo y talón.
• Extremo distal: el opuesto y más alejado al anterior.
• Zona medial o mesial: sector que queda entre ambos
extremos. 5 – LA CADENA OPERATIVA (fig. 5)
• El proceso de talla de la piedra se enmarca en lo que se conoce como
Cadena Operativa. Ésta se define como un conjunto de pasos encadenados que
se dan en la producción de útiles líticos, desde la recogida de la materia prima
hasta su abandono, pasando por las diferentes fases de fabricación, utilización,
reparación y reutilización (Leroi-Gourhan 1964). Su estudio permite establecer
diferentes estrategias de comportamiento técnico y cultural.
Fig. 5 - Esquema de la cadena operativa en la producción lítica
(Fuente: http://homepage.mac.com/jose_manuel_benito/Tecnologia%20Litica/page0/page0.html)

8
EL DIBUJO DE LA INDUSTRIA LÍTICA • La representación gráfica de las industrias líticas es un instrumento
importante de cara al estudio y publicación de las mismas. Su sistemática
obedece a una serie de convenciones básicas que facilitan su comprensión
universal (fig. 6).
- Canto tallado bifacialmente de cuarcita - Bifaz de sílex
- Dibujo mediante puntos o líneas discontinuas - Dibujo mediante líneas
- Se representan vista anterior, posterior y sección. - Se representan vista anterior y perfil.
- Raspador sobre lámina de sílex
- Dibujo mediante líneas
- Se representan anverso, reverso, perfiles izquierdo y derecho, talón y extremo proximal.
Fig. 6 – La representación gráfica de las industrias líticas.
9
ÁREA DE PREHISTORIA DEPARTAMENTO DE HISTORIA I Y FILOSOFÍA
HOJA DE PRÁCTICAS ASIGNATURA: Prehistoria Reciente PROFESOR: Manuel Alcaraz Castaño
PRÁCTICA Nº 2
Tecnología Lítica: Técnicas y Métodos de Talla
1- TÉCNICAS DE TALLA: PERCUSIÓN Y PRESIÓN (fig. 7)
• Percusión lanzada: consiste en arrojar el bloque que se desea modificar
contra una roca de igual o superior dureza, que actúa de percutor durmiente fijo. La pieza a modificar se fractura de manera aleatoria.
• Percusión durmiente: se golpea el bloque a modificar contra un percutor
durmiente fijo, pero en este caso no se arroja, sino que se acompaña la acción
con la mano.
• Percusión directa: la más habitual. Se golpea con un elemento
directamente sobre el bloque a modificar. Dicho elemento se denomina percutor,
distinguiéndose entre percutores duros (piedra) y percutores blandos (madera,
asta o hueso).
• Percusión indirecta: entre el percutor y el bloque que se desea modificar
se emplaza un elemento intermedio, cuyo fin es asegurar la precisión del impacto.
Éste, denominado generalmente cincel, puede ser de madera dura, hueso, asta
o incluso de piedra.
• Presión: consiste en aplicar una fuerza determinada sobre la materia
prima a modificar, a través de un elemento que no percute, sino que presiona
sobre ésta. El elemento que contacta con la materia prima se denomina
compresor, y puede estar confeccionado sobre materiales duros, o sobre
elementos blandos (asta o hueso).

10
Percusión lanzada Percusión durmiente
Percusión directa Percusión indirecta
Talla por presión Retoque por presión
Fig. 7.- Tipos de percusión y presión (modificado a partir de Eiroa et al. 1999: figs. 2.1 y 2.2).
2 – MÉTODOS DE TALLA A lo largo del Paleolítico constatamos una evolución de los métodos de
talla, que en líneas generales, supone una optimización de la materia prima cada
vez mayor, generando con ello una mayor cantidad de filo.
11
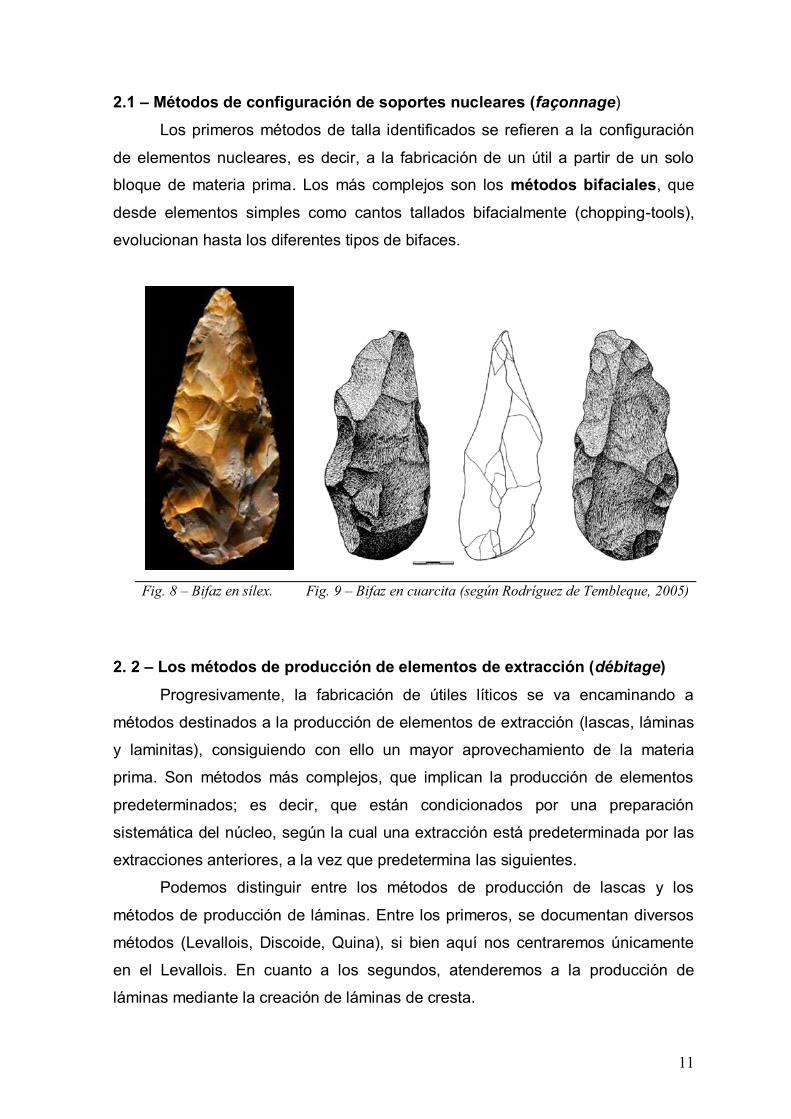
2.1 – Métodos de configuración de soportes nucleares (façonnage)
Los primeros métodos de talla identificados se refieren a la configuración
de elementos nucleares, es decir, a la fabricación de un útil a partir de un solo
bloque de materia prima. Los más complejos son los métodos bifaciales, que
desde elementos simples como cantos tallados bifacialmente (chopping-tools),
evolucionan hasta los diferentes tipos de bifaces.
Fig. 8 – Bifaz en sílex. Fig. 9 – Bifaz en cuarcita (según Rodríguez de Tembleque, 2005)
2. 2 – Los métodos de producción de elementos de extracción (débitage)
Progresivamente, la fabricación de útiles líticos se va encaminando a
métodos destinados a la producción de elementos de extracción (lascas, láminas
y laminitas), consiguiendo con ello un mayor aprovechamiento de la materia
prima. Son métodos más complejos, que implican la producción de elementos
predeterminados; es decir, que están condicionados por una preparación
sistemática del núcleo, según la cual una extracción está predeterminada por las
extracciones anteriores, a la vez que predetermina las siguientes.
Podemos distinguir entre los métodos de producción de lascas y los
métodos de producción de láminas. Entre los primeros, se documentan diversos
métodos (Levallois, Discoide, Quina), si bien aquí nos centraremos únicamente
en el Levallois. En cuanto a los segundos, atenderemos a la producción de
láminas mediante la creación de láminas de cresta.

12
2. 2. A. La producción de lascas. El método Levallois
Se trata del método de talla lítica mejor definido y su principal objetivo es la
producción de lascas con una morfología determinada. Aparece durante el
Achelense y es el método más habitual en las industrias del Paleolítico Medio. Su
definición clásica comprende una preparación sistemática del núcleo, que
contempla una planificación ordenada de las extracciones, encaminada a la
consecución de una lasca de forma predeterminada (Bordes 1961). Implica una
preconcepción o imagen mental del objetivo de la producción por parte del
tallador, lo cual supone un gran avance en términos evolutivos.
Fig. 10 – Concepción volumétrica del método Levallois de lasca preferencial (modificado
a partir de Boëda 1994: fig. 1).
Elementos definitorios y desarrollo del método Levallois
• La concepción volumétrica del núcleo divide al mismo en dos superficies
jerarquizadas asimétricas: una actúa como superficie de trabajo o de
extracción y la otra como plano de percusión o superficie de configuración. Ambas superficies quedan divididas por un plano de
intersección imaginario (fig. 10).

13
• Se comienza desbastando una de las dos superficies del núcleo de forma
periférica, a través de extracciones centrípetas y convergentes (fig. 11.a),
hasta eliminar completamente el córtex. Se configura de esta forma la que
será superficie de trabajo, generando lo que comúnmente se conoce como
“núcleo de caparazón de tortuga” (fig. 10.1).
• Alternando con el proceso anterior, se realizan extracciones en la
superficie opuesta, de forma que se generen planos de percusión desde
los cuales realizar las extracciones de la superficie de trabajo.
• Posteriormente, se prepara el plano de percusión que servirá para la
extracción del objetivo principal del método: la lasca levallois. Dicho
procedimiento se realiza a través de pequeñas extracciones en la parte de
la superficie de configuración más próxima al plano de intersección (fig.
11.b). Este plano se conoce comúnmente como “sombrero de gendarme” y
se reconocerá igualmente en el talón de la lasca levallois.
• Por último, se percute sobre el plano de percusión mencionado,
obteniendo con ello la lasca levallois, que correrá paralela o subparalela a
la superficie de trabajo (figs. 10.2 y 11.b).
• La lasca resultante tendrá unas características formales muy específicas,
en lo que concierne a su espesor, silueta y morfología. En general son
lascas de una gran superficie, lo que se traduce en una cantidad de filo
considerable (figs. 10.3 y 11.b).
• La técnica utilizada durante todo el proceso es la de la percusión directa
con percutor duro.
Otras variantes levallois: el método descrito corresponde al esquema clásico
definido por Bordes, y que hoy en día se conoce como “Levallois de lasca
preferencial”. Sin embargo, actualmente se reconocen otras variantes del método,
destinadas a la producción de series de lascas y no a la consecución de un única
lasca levallois. Estos esquema de talla levallois, denominados recurrentes o de
lascas múltiples, suponen un visión más abierta del “concepto Levallois” (Boëda
1994; Inizan et al. 1995).

14
Fig. 11 – Método Levallois de lasca preferencial (según Inizan et al. 1995: fig. 23).

15
Puntas levallois: además de a la producción de lascas, la tecnología levallois
puede encaminarse a la consecución de puntas. Éstas se definen como lascas
levallois de silueta triangular, que presentan en su anverso tres negativos de
extracciones anteriores de preparación: dos laterales que convergen en una
arista en la zona distal de la pieza, y uno central ligeramente convexo que se
extiende desde la zona proximal hasta el comienzo de dicha arista (fig.12).
Fig. 12 – Punta levallois (según Inizan et al. 1995: fig. 25)
2. 2. B. La tecnología laminar
La tecnología laminar es el método de producción de elementos de
extracción que consigue un mayor aprovechamiento de la materia prima,
generando soportes alargados, con una gran superficie de filo. Si bien aparece de
forma acusada a partir de los inicios del Paleolítico Superior, su presencia se
documenta asimismo en contextos anteriores. Implica un método de talla organizado y preconcebido, destinado a la
producción en serie de elementos alargados, ya sean láminas o laminitas.
Elementos definitorios y desarrollo del método laminar
• El volumen del núcleo se concibe de tal forma que permita la máxima
explotación del mismo, así como la producción de elementos de extracción lo
más alargados posibles. Se buscan así nódulos alargados, destinados a
configurar núcleos de formas tipo piramidal o prismática (fig. 14). Estos

16
núcleos se preparan mediante la configuración de un plano de percusión
perpendicular a la superficie de longitud máxima del bloque de materia. Esta
última adoptará el papel de superficie de trabajo (fig. 13).
• Los métodos documentados son variados. Uno de los más habituales
comienza la producción mediante la extracción de láminas de cresta
perpendiculares al plano de percusión. Dichas láminas de cresta, se
consiguen mediante extracciones paralelas al plano de percusión, generando
así una arista perpendicular al mismo que recibe el nombre de cresta (fig. 13.
1).
• El siguiente paso es percutir en el plano de percusión de tal forma que se
aproveche la cresta anteriormente configurada (la fractura se desarrollará
siguiendo el recorrido de la cresta). Se consigue así la extracción de la
primera lámina de cresta, cuya principal característica será una sección
triangular y un anverso donde se observan los negativos de las extracciones
de configuración de la cresta (fig. 13.2).
• Se prosigue el trabajo a través de sucesivas extracciones, que aún
conservarán los estigmas propios del anterior trabajo de la cresta. Estas
láminas se denominan de “semicresta” (fig. 13. 3-6).
• De esta forma, la superficie de trabajo quedará configurada para la plena
producción de láminas, que comprenderá habitualmente una explotación más
o menos perimetral del núcleo (fig 13. 6a; fig. 14). Estas “verdaderas” láminas
no presentarán ya cresta alguna, sino una serie de aristas paralelas al eje de
la pieza (habitualmente entre 1 y 3), producto de las anteriores extracciones
laminares (fig. 2).
• Es de vital importancia que la relación angular entre el plano de percusión y la
superficie de trabajo sea la adecuada en todo momento, no superando en
ningún caso los 90º. Si esto ocurre, es necesario reavivar el plano de
percusión mediante una extracción denominada “tableta de reavivado”, que
devuelve al núcleo una relación angular óptima para proseguir la producción
(fig. 15).
• Las técnicas documentadas en la producción de láminas son variadas:
percusión directa con percutor duro o blando, percusión indirecta, así como
presión.

17
Fig. 13 – Esquema de la tecnología laminar. Primeros pasos: 1. Configuración del núcleo
mediante la creación de una arista o cresta perpendicular al plano de percusión; 2. Obtención de la primera lámina de cresta y sucesivas láminas de semicresta (3-6); 6a: núcleo preparado para
la “plena producción de láminas” (según Inizan et al. 1995: fig. 61).

18
1 2
Fig.14 – Ejemplos teóricos de núcleos de láminas. 1 – Núcleo piramidal; 2 – Núcleo prismático con dos superficies de trabajo (según Inizan et al. 1995: fig. 31).
Fig. 15 – Tableta de reavivado (modificado a partir de Inizan et al. 1995: fig. 78).

19
La producción de laminitas: en líneas generales, la producción de laminitas se
desarrolla a través de métodos equiparables a los de láminas, siendo en muchos
casos el resultado de la continuación de la propia explotación laminar, que va
reduciendo progresivamente el tamaño del núcleo y de los elementos de
extracción (fig. 16).
1 2
Fig. 16 – Núcleos piramidales de laminitas. 1: fotografía C. Weber; 2: dibujo C. Normand y A. Turq. Fuente: Le Brun, Bordes y Bon (2005).

20
ÁREA DE PREHISTORIA DEPARTAMENTO DE HISTORIA I Y FILOSOFÍA
HOJA DE PRÁCTICAS ASIGNATURA: Prehistoria Reciente PROFESOR: Manuel Alcaraz Castaño
PRÁCTICA Nº 3
Tipología Lítica 1 – INTRODUCCIÓN La tipología es la “Ciencia que permite reconocer, definir y clasificar las
diferentes variedades de útiles que aparecen en los yacimientos prehistóricos”
(Bordes 1961).
Existen distintas tipologías que intentan clasificar los útiles líticos
prehistóricos. Las más conocidas son las que utilizan criterios morfológicos como
eje central de su sistemática. Para el Paleolítico, las tipologías morfológico-
descriptivas más utilizadas son la de F. Bordes (1961) para las industrias del
Paleolítico Inferior y Medio, y la de D. Sonneville-Bordes y Perrot (1954, 1955,
1956a y b) para las industrias del Paleolítico Superior.
Los diferentes útiles líticos, clasificados en tipos, deben su conformación,
además de a su propio soporte, al retoque de sus filos. Es por tanto la operación
de retoque la que dota al útil de su morfología final (fig. 1), permitiendo así su
discriminación dentro de un tipo específico.
2 – LA GESTIÓN DE LOS SOPORTES: EL MATERIAL RETOCADO El retoque se define como la operación que, a través de la talla, repara,
rectifica, o acomoda el borde de los soportes (principalmente elementos de
extracción), dotándolos de la forma definitiva del útil. Siempre se realiza sobre el
filo de la pieza, pudiendo penetrar más o menos profundamente en el cuerpo de
la misma. Se puede realizar tanto por presión como por percusión, generando en
ambos casos extracciones de pequeña entidad.

21
El estudio del retoque
Consideramos el retoque según cuatro criterios fundamentales: modo,
amplitud, dirección y delineación (Laplace 1974).
• Modo: hace referencia al ángulo con que se dispone el retoque con
respecto a la base, observada la pieza en sección y considerando
como base el reverso de la misma (fig. 17).
Según el modo distinguimos:
o Simple: el ángulo que forma el retoque con respecto a la base
es igual o ligeramente inferior a 45º.
o Abrupto: el ángulo que forma el retoque con respecto a la base
es superior a 45º, llegando en ocasiones hasta los 90º. Al
contrario que el retoque simple, que no modifica el filo original, el
abrupto lo destruye, dando así lugar a lo que se conoce como
bordes abatidos. En ocasiones se habla de retoque semiabrupto
o ultraabrupto.
o Plano: el ángulo que forma el retoque con respecto a la base es
siempre inferior a 45º. Afecta tanto al borde como a las caras de
la pieza, siempre conservando el filo.
Fig. 17 – Modo del retoque según Laplace (modificado a partir de Eiroa et al. 1999: fig.2.3).
• Amplitud: grado en que el retoque penetra en la superficie de la pieza,
desde el filo (fig. 18).
o Marginal: el retoque se limita al margen de la pieza
o Profundo: se localiza en profundidad.
o Invasor: se extiende por gran parte de la superficie, alcanzando
el eje tecnológico de la pieza.
o Cubriente: se extiende por toda o casi toda la superficie de una
o las dos caras de la pieza.

22
Marginal Profundo Invasor Cubriente
Fig. 18 – Amplitud del retoque. Dibujos J. M. Benito.
• Dirección: se refiere a la ubicación del retoque con respecto a las
caras de la pieza (fig. 19) (siendo dicha ubicación contraria a la cara
sobre la que se ha ejercido la fuerza para la ejecución del retoque).
o Directo: el que aparece sobre el anverso de la pieza
o Inverso: el que aparece sobre el reverso de la pieza.
o Alterno: si un filo presenta retoque directo y el otro anverso.
o Alternante: si en un mismo filo hay retoques directos e inversos
en dos zonas diferentes.
o Bifacial: si un filo presenta a la vez retoques directos e inversos.
Directo Inverso
Alterno Alternante Bifacial
Fig. 19 – Dirección del retoque. Dibujos J. M. Benito.

23
• Delineación: documenta la manera en que se distribuyen las
extracciones que constituyen el retoque (fig. 20).
o Continuo: las extracciones del retoque son adyacentes entre sí,
constituyendo una serie continua.
o Discontinuo: las extracciones no son adyacentes entre sí.
o Denticulado: las extracciones forman una “hilera de dientes”.
Continuo Discontinuo Denticulado
Fig. 20 – Delineación del retoque. Dibujos J. M. Benito.
Principales tipos del Paleolítico Inferior
• Cantos tallados o trabajados: cantos con una o varias extracciones
amplias que conforman un filo. Los unifaciales se denominan Choppers
y los bifaciales Chopping-tools (fig. 6).
• Bifaz: aparece en el Achelense y supone una evolución tecnológica
con respecto al Chooping-tool. Las extracciones afectan a una
superficie mayor de la pieza y se buscan formas más o menos
apuntadas y simétricas (figs. 8 y 9). Suelen presentarse en soportes
nucleares, aunque también existen sobre lasca.
• Hendedor: similar al bifaz, se diferencia de éste en que presenta en el
extremo distal un filo transversal natural y sin retocar (fig. 21).
1 2
Fig. 21 – Hendedores en sílex (2: según Bordes 1961. Dibujo P. Laurent)

24
Principales tipos del Paleolítico Medio
• Raedera: Lasca o lámina que presenta, sobre uno o varios filos, retoques
continuos y regulares que determinan un filo semicortante. Encontramos
una gran variedad de raederas, que se pueden clasificar atendiendo a la
ubicación y cantidad de los filos retocados, así como a la forma de los
mismos (figs. 22 y 23) (Bordes 1961).
Lateral, simple, recta. Transvesal, simple, convexa. Lateral, doble, recta.
Fig. 22 – Algunos tipos de raederas (modificado a partir de Bordes 1961).
Fig. 23 – Raedera en sílex. Fotografía: The British Museum.
http://www.creswell-crags.org.uk/
• Muesca o escotadura: elemento sobre lasca o lámina que tiene una o
varias concavidades (no consecutivas) que afectan drásticamente al filo,
interrumpiéndolo de forma perpendicular (fig. 24).
• Denticulado: elemento sobre lasca o lámina que presenta en alguno de
sus filos una serie de muescas adyacentes, que configuran un filo dentado
(fig. 24).
• Perforador: útil sobre lasca o lámina que presenta un saliente muy
aguzado, obtenido por retoques bilaterales, a menudo abruptos (fig. 24).

25
1 2
Fig. 24 – 1. Muesca; 2. Denticulado; 3. Perforador (modificado a partir de Bordes 1961).
Principales tipos del Paleolítico Superior
• Raspador: Útil sobre lámina o lasca, que muestra en una o ambas
extremidades (raspador doble) un retoque continuo, no abrupto, que
delimita un frente más o menos regularmente redondeado, denominado
“frente de raspador”. La lista tipológica bordesiana contempla hasta 18
tipos de raspadores atendiendo a su morfología (figs. 25 y 26).
Simple en extremo de lámina Doble En hocico
Fig. 25 – Algunos tipos de raspadores (modificado a partir de Bordes 1984: figs.121 y 131).
1 2 3 Doble sobre lámina Carenado En hocico
Fig. 26 – Raspadores. 1. Fuente: http://lithiccastinglab.com/; 2. Fotografía: M. Jugie; 3. Fotografía: C. Weber. Fuente 2 y 3: Le Brun, Bordes y Bon (2005).

26
• Buril: Útil generalmente sobre lámina (aunque también existe sobre lasca),
provisto de una arista transversal funcional destinada a hacer incisiones.
Las aristas están formadas por la intersección de dos planos en ángulo
diedro, al menos uno de los cuales ha sido obtenido mediante un golpe de
buril. Se diferencian 18 tipos en el Paleolítico Superior (figs. 27 y 28).
1 2 3 4 Fig. 27 – Algunos tipos de buriles. 1. De ángulo sobre rotura; 2. Sobre truncadura, mostrando el “golpe de buril”; 3. Diedro; 4. Múltiple (modificado a partir de Inizan et al. 1995: figs. 55-60).
Buril diedro Buril – raspador
Fig. 28 – Buriles. Fuente: http://lithiccastinglab.com/
• Truncadura: Útil generalmente sobre lámina o laminita (rara vez sobre
lasca) que posee un retoque continuo y abrupto en el extremo distal de la
pieza, o en ambos extremos (bitruncadura). También se denomina
fractura retocada (fig. 29.1).
• Útiles de dorso o de borde abatido: se trata de piezas cuya principal
característica es que uno de sus filos aparece dominado por un retoque continuo y abrupto, que abate el filo de la pieza. Encontramos lascas,
láminas y puntas de borde abatido (fig. 29. 2-4 y fig. 30).

27
1 2 3 4 Fig. 29 – Truncadura (1) y Piezas de dorso o borde abatido (2-4). 2: Laminita de dorso; 3: Punta de Chatelperron; 4: Punta de la Gravette (modificado a partir de Demars y Laurent 1992: figs.
27, 34, 36 y 39).
1 2 Fig. 30 – Piezas de dorso. 1: Lámina con borde abatido; 2: Punta de Chatelperron (Fuente:
Pelegrin y Soressi 2007: figs. 1 y 7).
• Piezas foliáceas: se trata de un grupo que caracteriza el tecnocomplejo
solutrense y cuya principal característica es su apariencia de hoja, de
donde proviene su denominación. Presentan un retoque plano y cubriente, que adelgaza la pieza e intenta mitigar la curvatura habitual de
la lasca o lámina, para convertirla en un plano recto. Se clasifican según
su morfología, siendo característico a todas ellas su carácter apuntado
(figs. 30 y 31). Este tipo de piezas se encuentran también en otras
regiones del planeta, en cronologías muy variadas (fig. 32).
1 2 3 4 Fig. 30 – Piezas foliáceas. 1: Hoja de laurel; 2: Hoja de sauce; 3: Punta de muesca; 4: Punta con
pedúnculo y aletas (modificado a partir de Demars y Laurent 1992: figs. 52, 53, 56 y 68).

28
Fig. 31. Hojas de laurel solutrenses. Fuente: http://lithiccastinglab.com/
Fig. 32 – Reproducciones de puntas foliáceas norteamericanas. Arriba: “Agate basin point” en
síex; Abajo: “Clovis point” en obsidiana. Fuente: http://www.msu.edu/~doneycar/flint.html
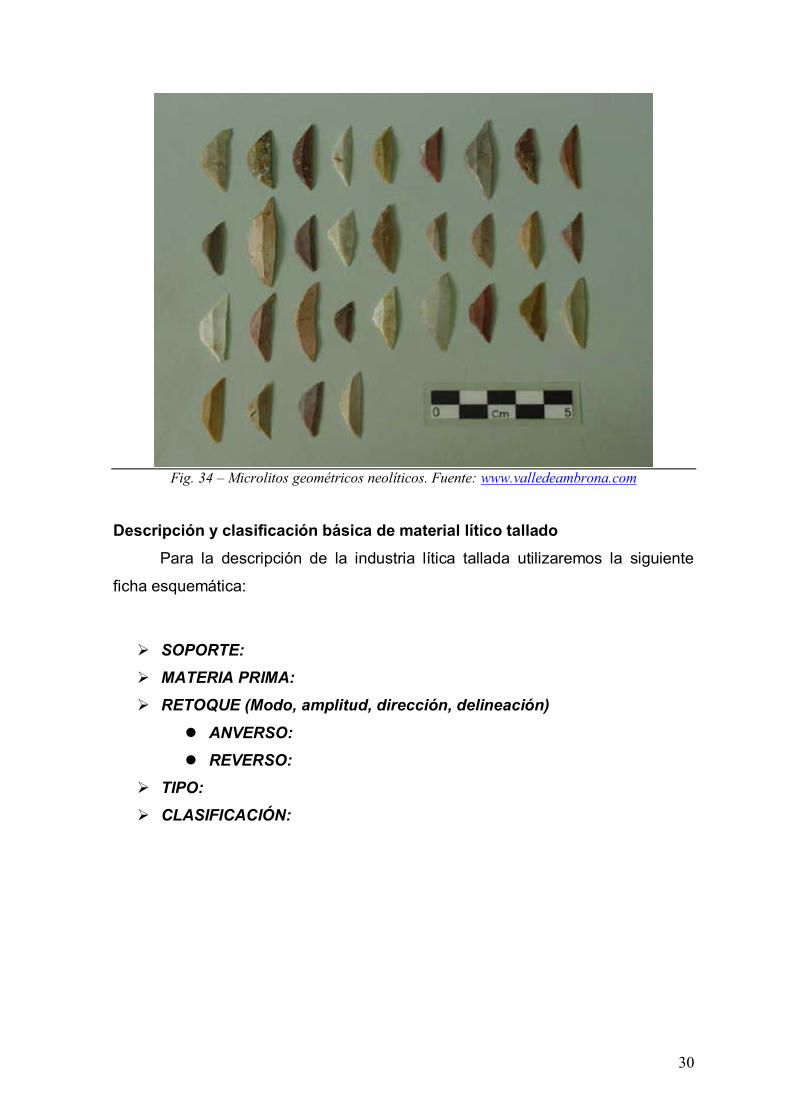
• Microlitos Geométricos: característicos de los momentos finales del
Magdaleniense y sobre todo de momentos epipaleolíticos y neolíticos,
responden a un proceso conocido como Microlitización, que supone la
fabricación de una serie de industrias de pequeño tamaño y con formas
geométricas. Su fabricación se debe a una técnica específica conocida
como técnica del microburil. El punto de partida de esta técnica es la
29
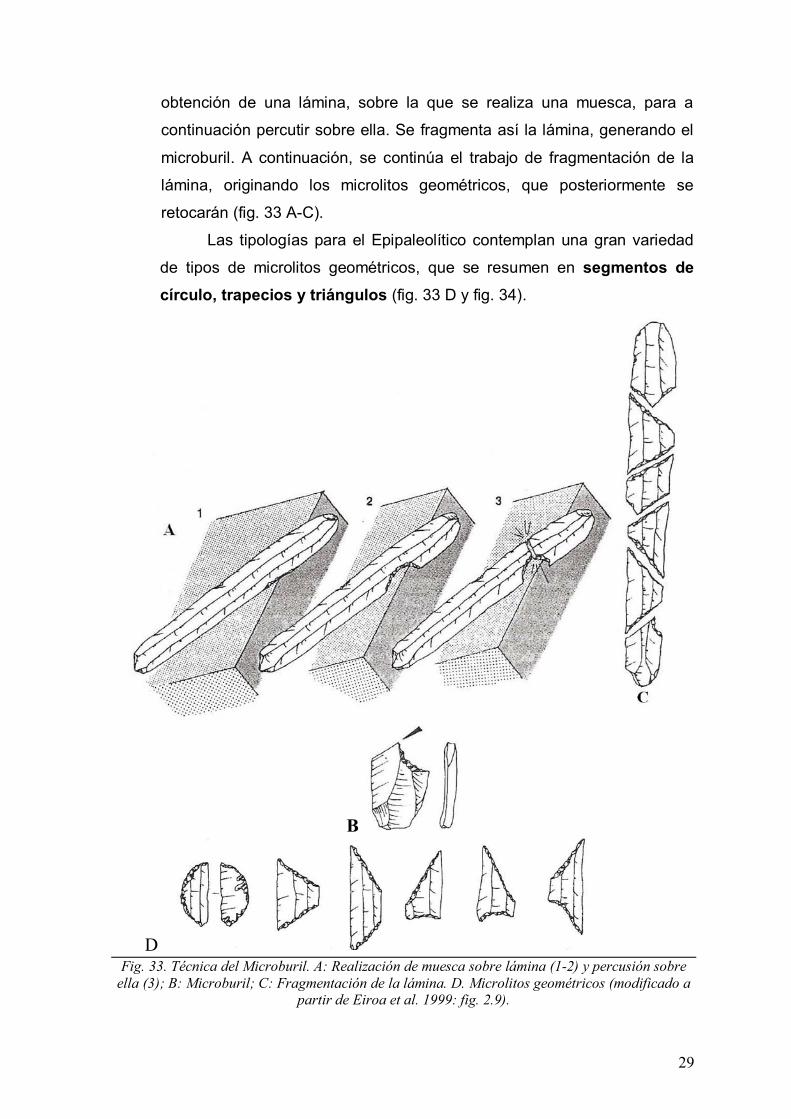
obtención de una lámina, sobre la que se realiza una muesca, para a
continuación percutir sobre ella. Se fragmenta así la lámina, generando el
microburil. A continuación, se continúa el trabajo de fragmentación de la
lámina, originando los microlitos geométricos, que posteriormente se
retocarán (fig. 33 A-C).
Las tipologías para el Epipaleolítico contemplan una gran variedad
de tipos de microlitos geométricos, que se resumen en segmentos de círculo, trapecios y triángulos (fig. 33 D y fig. 34).
B
D Fig. 33. Técnica del Microburil. A: Realización de muesca sobre lámina (1-2) y percusión sobre
ella (3); B: Microburil; C: Fragmentación de la lámina. D. Microlitos geométricos (modificado a partir de Eiroa et al. 1999: fig. 2.9).
30
Fig. 34 – Microlitos geométricos neolíticos. Fuente: www.valledeambrona.com
Descripción y clasificación básica de material lítico tallado
Para la descripción de la industria lítica tallada utilizaremos la siguiente
ficha esquemática:
� SOPORTE:
� MATERIA PRIMA:
� RETOQUE (Modo, amplitud, dirección, delineación)
� ANVERSO:
� REVERSO:
� TIPO:
� CLASIFICACIÓN:

31
ÁREA DE PREHISTORIA DEPARTAMENTO DE HISTORIA I Y FILOSOFÍA
HOJA DE PRÁCTICAS ASIGNATURA: Prehistoria Reciente PROFESOR: Manuel Alcaraz Castaño
PRÁCTICA Nº 4
La Industria Lítica Pulimentada
1 – TECNOLOGÍA BÁSICA DEL PULIMENTO DE LA PIEDRA La industria lítica pulimentada se obtiene mediante el rozamiento continuado del bloque de materia prima que se desea modificar con un elemento
físicamente abrasivo (habitualmente areniscas y otras rocas de grano grueso),
que lo desgasta. Esto provoca una disminución del volumen de la pieza y la
aparición de superficies lisas y homogéneas. De forma previa al proceso de pulimento, la materia prima se reduce hasta
la forma deseada mediante la percusión.
2 – MATERIAS PRIMAS
Al contrario que en la industria tallada, se buscan rocas de difícil fractura y
que sean resistentes a la abrasión y el pulimento. Las más utilizadas son rocas
plutónicas como granitos, dioritas u ofitas, así como metamórficas como la
serpentina o la anfibolita, entre otras.
Granito Diorita Serpentina

32
3 – PRINCIPALES TIPOS DE ÚTILES PULIMENTADOS Molino y mano de molino: Se trata de dos piezas complementarias cuya
función principal es machacar materiales sólidos. El molino es el elemento fijo, y
la mano es el móvil. Es habitual que la mano sea de una material algo más duro y
de un grano más fino que el molino.
Los más conocidos son los llamados molinos barquiformes, que toman su
nombre de su similitud formal con una barca, y cuyo funcionamiento estaría
presidido por un movimiento de vaivén (fig. 35).
Fig. 35 – Molinos y manos de molino barquiformes (Dibujo: modificado a partir de Eiroa
et al. 1999: fig. 2.12)
Hacha pulimentada: Pieza de desarrollo longitudinal y sección oval o similar,
que presenta dos extremos diferenciados: uno presidido por un filo cortante, y
otro opuesto al anterior y que habitualmente tiene forma apuntada (base o talón).
Además del filo y la base, el resto de partes del hacha son: bordes, cuerpo y
planos de pulimento (fig. 36). Se presentaría habitualmente enmangada en un
astil de madera (fig. 36).
1 2 3 Fig. 36 – 1. Partes de un hacha pulimentada; 2. Sistemas de enmangue de hachas;
3.Enmangue de azuela.

33
• Para su descripción tenemos en cuenta los siguientes parámetros:
o Forma de la pieza (en visión frontal):
Triangular ; rectangular ; trapezoidal
o Filo (en visión frontal):
Rectilíneo ; curvo
o Perfil del filo:
Simétrico ; asimétrico
o Base (en visión frontal):
Redondeada ; recta
o Sección:
Rectangular ; en media luna ; oval ; circular
• Representación gráfica: la pieza se suele orientar con la base hacia abajo y
se representan visión frontal, perfil, y sección. (fig. 37). El relleno se realiza
mediante puntos, cuya densidad depende del grado de pulimento de la pieza:
a mayor pulimento, menor densidad del punteado.
1 2 3
Fig. 37 – 1 y 2. Hachas; 3. Azuela (Dibujos según Fábregas y Fuente 1998: fig. XXX).

34
Azuela: de morfología similar al hacha, se diferencia de ésta en que presenta un
filo asimétrico, mientras que el del hacha es siempre simétrico, o ligeramente
asimétrico (fig. 37). Esta asimetría es consecuencia de que uno de sus lados no
está trabajado para conformar el filo, o está alterado ligeramente. El enmangue
de la azuela en el astil se realizaría siguiendo el eje del mismo, al contrario que
en el hacha, cuyo sistema de enmangue es perpendicular al astil (fig. 36).
• La representación gráfica y la descripción de la azuela se realiza de la
misma forma que en el caso del hacha.
Otros elementos pulimentados
Existen otros útiles líticos pulimentados como mazos, bolas, cinceles o
brazales de arquero. Asimismo, encontramos otra serie de elementos
relacionados con comportamientos menos funcionales, tales como brazaletes,
cuentas de collar o ídolos placa (fig. 38).
1 2 3 4
5 6 Fig. 38 – Otros elementos líticos pulimentados. 1. Mazo; 2. Mazo enmangado; 3. Bola; 4. Brazal
de arquero; 5. Ídolo-placa; 6. Brazalete. (1, 2, 4 y 6 según Eiroa et al. 1999: figs. 2.12 y 2.15; 3 según Fábregas y Fuente 1988: fig. XXX; 5 según Bueno et al. 2004: fig. 20.).

35
Descripción y clasificación básica de material lítico pulimentado
Para la descripción de la industria lítica pulimentada utilizaremos la
siguiente ficha:
� PIEZA:
� FORMA:
� GRADO DE PULIMENTO:
� FILO:
� Frontal:
� Perfil:
� BASE:
� SECCIÓN:
BIBLIOGRAFÍA BÁSICA SOBRE INDUSTRIA LÍTICA
Baena J. (ed.) (1998): Tecnología Lítica Experimental: Introducción a la talla de utillaje prehistórico. BAR International Series 721, Oxford. Bernaldo de Quirós F., Cabrera V., Cacho C., Vega L. G. (1981): Proyecto de análisis técnico para las industrias líticas. Trabajos de Prehistoria 38: 9-37. Benito Álvarez J. M. (2007): Dibujo digital del material lítico prehistórico. Consejos básicos para mejorar la cualificación profesional en Prehistoria y Arqueología. Arqueoweb. Revista sobre Arqueología en Internet 9 (1). http://www.ucm.es/info/arqueoweb/numero9_1/conjunto9_1.htm Boëda, E. (1994): Le concept Levallois: variabilité des méthodes. Monographie du CRA, 9. CNRS, Paris. Bordes F. [1961] (1981): Typologie du Paléolithique ancien et moyene. 4ª ed. “Cahiers du Quaternaire” 1. Éditions du CNRS, Paris, 2 tomos. Bordes F. (1984): Leçons sur le Paléolithique. Tome II, Le Paléolithique en Europe. “Cahiers du Quaternaire” 7. Éditions du CNRS, Paris. Demars P-.Y. y Laurent P. (1992): Types d’Outils Lithiques du Paleolithique Superieur en Europe. Presses du CNRS. Paris.
Eiroa J. J., Bachiller J. A., Castro L., Lomba J. (1999): Nociones de Tecnología y Tipología en Prehistoria. Ariel, Barcelona.
36
Fábregas R. y Fuente F. de la (1988): Aproximación a la cultura material del megalitismo gallego. La industria lítica pulimentada y el material cerámico. Servicio de Publicaciones e Intercambio Científico. Universidad de Santiago de Compostela, Santiago.
Inizan M. L., Reduron M., Roche H., Tixier J. (1995): Préhistoire de la Pierre Taillée. T. 4. Technologie de la pierre taillée. CREP, Meudon (France).
Laplace G. (1974): La typologie Analytique et Structurale: Base rationnelle d’étude des industries lithiques et osseuses. Colloques nationaux CNRS 932. Banques de données archéologiques: 91-142. Leroi-Gourhan A. (1964): La geste et la parole. Vol 1. Technique et langage. Albin Michel, Paris. Merino J. M. (1994): Tipología Lítica. “Munibe (Antropologia-Arkeologia)” suplemento 9, 3ª edición [1ª ed. 1980], Sociedad de Ciencias Aranzadi – Aranzadi Zientzi Elkartea, San Sebastián-Donostia. Mora R., Terradas X., Parpa A. y Plana C. (eds.) (1992): Tecnología y cadenas operativas líticas. Reunión Internacional, 15-18 Enero 1991. “Treballs d’Arqueologia” 1, Bellaterra, Barcelona. Sonneville-Bordes D. de y Perrot J. (1954, 1955, 1956a y b): Lexique typologique du Paléolithique supérieur. Outillage lithique. Bulletin de la Societé Préhistorique Française 51: 327-335; 52: 76-79; 53: 408-412 y 547-559.
OTROS TRABAJOS CITADOS
Bueno P., Balbín R., Barroso R. (2004): Application d’une méthode d’analyse du territoire à partir de la situation des marqueurs graphiques à l’intérieur de la Péninsule Ibérique: le Tage International. L’Anthropologie 108: 653-710. Clarke D. L. (1984): Arqueología Analítica. Bellaterra, Barcelona. Le Brun-Ricalens F., Bordes J.-G., Bon F. (eds.) (2005): Productions lamellaires attribuées à l’Aurignacien: chaînes opératoires et perspectives technoculturelles. Actes du XIV congrès de l’UISPP, Université de Liège, 2-8 septembre 2001. Musée national d’histoire et d’art, cop. Luxembourg. Pelegrin J. y Soressi M. (2007): Le Châtelperronien et ses rapports avec le Moustérien. En B. Vandermeersch y B. Maureille (eds.): Les Néandertaliens. Biologie et cultures. “Documents préhistoriques” 23. Éditions du CTHS, Paris: 283-296. Rodríguez de Tembleque J. (2004): Yacimiento de Puente Pino: nuevas perspectivas en el estudio del Paleolítico inferior de la Península Ibérica. En Miscelánea en Homenaje a Emiliano Aguirre, Vol. 4. “Zona Arqueológica” 4: 440-451.