Pretratamiento de Superficies
8
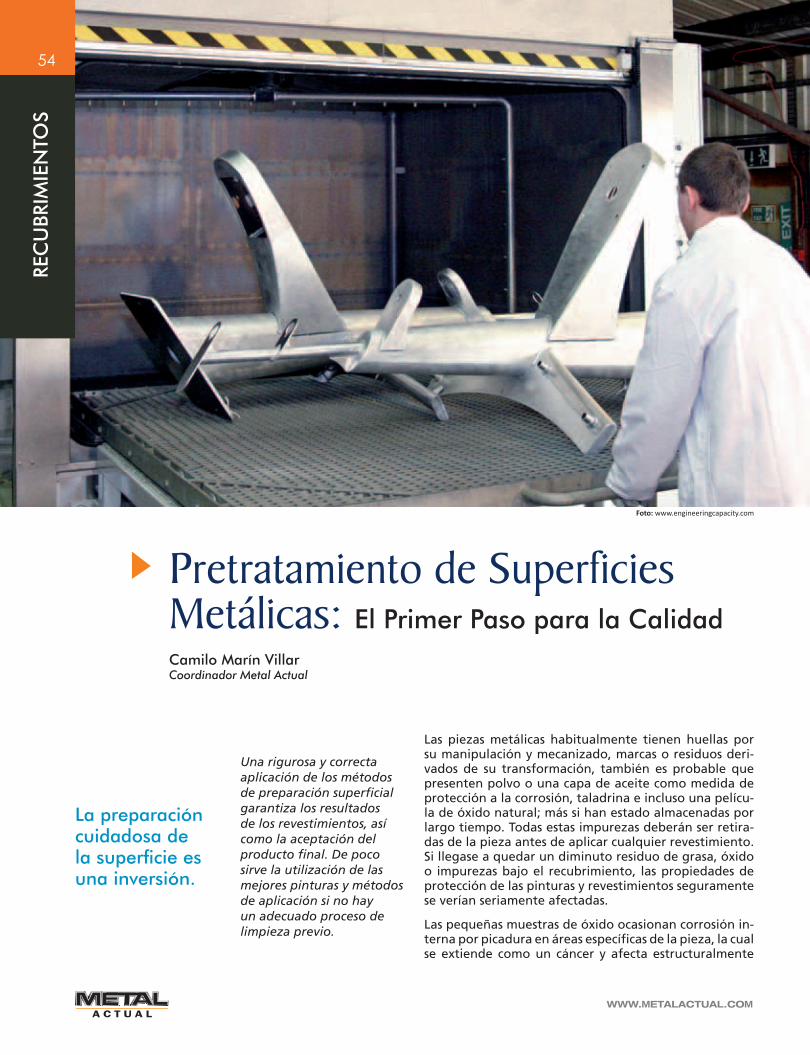
WWW.METALACTUAL.COM RECUBRIMIENTOS 54 Las piezas metálicas habitualmente tienen huellas por su manipulación y mecanizado, marcas o residuos deri- vados de su transformación, también es probable que presenten polvo o una capa de aceite como medida de protección a la corrosión, taladrina e incluso una pelícu- la de óxido natural; más si han estado almacenadas por largo tiempo. Todas estas impurezas deberán ser retira- das de la pieza antes de aplicar cualquier revestimiento. Si llegase a quedar un diminuto residuo de grasa, óxido o impurezas bajo el recubrimiento, las propiedades de protección de las pinturas y revestimientos seguramente se verían seriamente afectadas. Las pequeñas muestras de óxido ocasionan corrosión in- terna por picadura en áreas específicas de la pieza, la cual se extiende como un cáncer y afecta estructuralmente Foto: www.engineeringcapacity.com Pretratamiento de Superficies Metálicas: El Primer Paso para la Calidad Camilo Marín Villar Coordinador Metal Actual Una rigurosa y correcta aplicación de los métodos de preparación superficial garantiza los resultados de los revestimientos, así como la aceptación del producto final. De poco sirve la utilización de las mejores pinturas y métodos de aplicación si no hay un adecuado proceso de limpieza previo. La preparación cuidadosa de la superficie es una inversión.
-
Upload
camilo-sanchez -
Category
Documents
-
view
230 -
download
2
description
Hola
Transcript of Pretratamiento de Superficies
WWW.METALACTUAL.COM
REC
UBR
IMIE
NTO
S54
Las piezas metálicas habitualmente tienen huellas por su manipulación y mecanizado, marcas o residuos deri-vados de su transformación, también es probable que presenten polvo o una capa de aceite como medida de protección a la corrosión, taladrina e incluso una pelícu-la de óxido natural; más si han estado almacenadas por largo tiempo. Todas estas impurezas deberán ser retira-das de la pieza antes de aplicar cualquier revestimiento. Si llegase a quedar un diminuto residuo de grasa, óxido o impurezas bajo el recubrimiento, las propiedades de protección de las pinturas y revestimientos seguramente se verían seriamente afectadas.
Las pequeñas muestras de óxido ocasionan corrosión in-terna por picadura en áreas específicas de la pieza, la cual se extiende como un cáncer y afecta estructuralmente
Foto: www.engineeringcapacity.com
Pretratamiento de Superficies Metálicas: El Primer Paso para la CalidadCamilo Marín VillarCoordinador Metal Actual
Una rigurosa y correcta aplicación de los métodos de preparación superficial garantiza los resultados de los revestimientos, así como la aceptación del producto final. De poco sirve la utilización de las mejores pinturas y métodos de aplicación si no hay un adecuado proceso de limpieza previo.
La preparación cuidadosa de la superficie es una inversión.

55
WWW.METALACTUAL.COM
ADMINISTRACIÓN
el producto. Así mismo, rastros de grasa o aceite impiden la adheren-cia del recubrimiento y ocasionan el levantamiento del mismo, lo que deja expuesto a los nocivos efectos ambientales el metal base.
La preparación de la superficie a cubrir, para dejarla lista y libre de cualquier elemento extraño debe realizarse a través de cuidadosos pretratamientos superficiales.
En general, todos los pretratamien-tos, para cualquier tipo de revesti-miento (primers, pinturas y galva-nizados), incluyen una etapa inicial de limpieza (desengrase y desoxida-ción) con el fin de preparar el mate-rial para la aplicación de la película final. Específicamente, para proce-sos de pintura, según la pieza y su uso, se acostumbra también el tra-tamiento con productos fosfatantes, los cuales reaccionan químicamente con el metal y forman una cubierta superficial que ayuda a fijar las ca-pas del revestimiento y a proteger de la corrosión a la base sí hay rup-tura de la cubierta de pintura.
Actualmente, la industria y la com-petencia exige que como las em-presas proveedoras y usuarias de los recubrimientos cumplan normas internacionales, establecidas por la Asociación Americana de Ingenie-ros de la Corrosión o NACE (Natio-nal Association Corrosion Engineers, norma estadounidense), BS 4232 (Brithish Standards Institution, nor-ma británica), SIS 055900 (Swedish Standards Institution, norma sue-ca) y SSPC (Steel Structures Painting Council, norma estadounidense).
La cuales especifican los tipos y gra-dos de preparación según el mé-todo, material y el uso final de la pieza. Además, aclaran y ofrecen re-comendaciones que, a su vez, sirven como base para la Norma Técnica Colombiana (NTC).
Compañías como la Refinería de Car-tagena (Reficar), El Cerrejón, Haceb, Groupe Seb (Imusa), Pacific Rubia-les, Holcim, Sofasa-Renault, GM Col-motores y Hino Motors, entre otras,
realizan y subcontratan la aplicación de recubrimientos bajo altos estánda-res de calidad, para lo cual es indis-pensable emplear múltiples y conse-cutivas etapas de pretratamientos que garanticen películas cuya resis-tencia supere las 800 horas de cáma-ra salina, prueba que permite deter-minar la resistencia a la corrosión en condiciones de extrema humedad y temperatura de cualquier pieza o material. (Ver recuadro: Ensayo de Cámara Salina).
Cuestión de Método Tanto las instituciones internaciona-les como la normatividad nacional distinguen claramente dos grupos básicos de pretratamientos superfi-ciales: Los tratamientos mecánicos y los químicos:
• Tratamientos mecánicos: Son los diferentes tipos de limpiezas que
se realizan con medios abrasivos y que buscan eliminar la capa supe-rior del metal junto con cualquier suciedad.
Los diferentes procesos consisten en el cepillado, pulido o lijado me-cánico del sustrato, mediante puli-doras, discos, gratas y lijas o, bien, mediante la proyección a gran velocidad de material abrasivo (arena de sílice, granallas, perlas de vidrio, cascarilla, etc), sobre la superficie de la pieza.
El buen manejo y la elección ade-cuada del pretratamiento mecáni-co, no sólo beneficia la resistencia a la corrosión de la pintura sino que también crea una rugosidad superficial idónea para la adhe-rencia de la película ya que mejora la fuerza de anclaje, aumentando la superficie de contacto. Este el caso de la granalla, la cual además de eliminar las impurezas superfi-ciales, penetra superficialmente el metal y genera microporos que
Ensayo de cámara salina
Con el fin de evaluar el comportamiento de los sistemas protectores (pretratamiento y revestimiento final), y de los materiales en sí mismos, la industria cuenta con diversas pruebas y ensayos que cuan-tifican el efecto que tiene la corrosión sobre éstos. Uno de los más comunes, sino el más común, es la prueba de Cámara Salina. Básicamente, el procedimiento involucra el pulverizado de una solución salina sobre las muestras a ensayar en una cámara con temperatura controlada. Tal como explica el ingeniero Hugo Zea, coordinador del Laboratorio de Electroquímica y Corrosión, de la Universidad Nacional de Colombia con sede en Bogotá, el ensayo con niebla salina permite realizar pruebas de resistencia a la corrosión en condiciones de extrema humedad y temperatura a cualquier pieza o material. Lo cual es especialmente valioso para comprobar la vida útil de los revestimientos en los metales como la pintura.Así, en medio de una solución salina al 5% (cloruro de sodio – NaCl), las muestras a ensayar son introducidas a la cámara, luego la solución salina es pulverizada como una niebla muy delgada sobre las muestras; mientras la temperatura en la cámara se mantiene en un nivel constante (35 °C). Como el pulverizado es continuo, las muestras permanecen siempre húmedas, y por eso están sujetas a la corrosión constante. A través de los años, se han agregados nuevos cambios para estimular mejor las condiciones ambientales especiales, pero el proceso más común está descrito en la norma ASTM B 117.Zea aclara que, aunque muchas empresas solicitan pruebas con pocas horas de exposición, es reco-mendable que el ensayo no sea menor a 100 horas, con el fin de lograr registrar la evolución del ataque corrosivo en la muestra de manera clara y determinante. También hay clientes cuyos recubrimientos necesitan ser evaluados por largos periodos de tiempo (más de 800 horas) pues seguramente el pro-ducto estará expuesto a condiciones extremas, al aire libre en ambientes a nivel del mar o sumergido. Los investigadores, para mantener la objetividad y confidencialidad, no conocen el nombre de las com-pañías contratantes ni del uso final de la pieza, en general las empresas que solicitan este servicio a la Universidad Nacional proceden de múltiples sectores: automotriz, electrodomésticos, componentes eléctricos, cerrajería, tornillería y la industria de los plásticos, entre otros. Si la empresa, además de la prueba requiere algún tipo de consultoría de los profesores e investigadores, esto se realiza a través de otra figura interna denominada extensión. El Laboratorio de Electroquímica y Corrosión está en trámite de acreditación y espera que en menos de un año y medio ya tenga la certificación de la Organización Nacional de Acreditación ONAC.
56 RECUBRIMIENTOS
WWW.METALACTUAL.COM
facilitan la adherencia mecánica del recubrimiento.
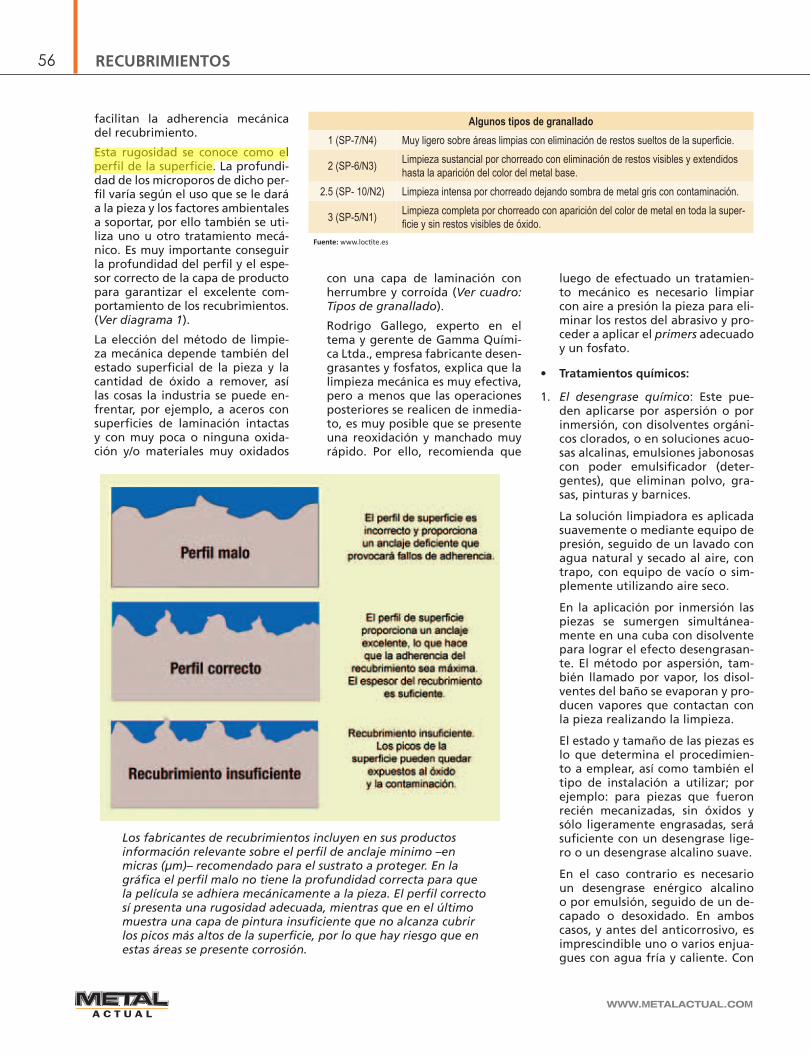
Esta rugosidad se conoce como el perfil de la superficie. La profundi-dad de los microporos de dicho per-fil varía según el uso que se le dará a la pieza y los factores ambientales a soportar, por ello también se uti-liza uno u otro tratamiento mecá-nico. Es muy importante conseguir la profundidad del perfil y el espe-sor correcto de la capa de producto para garantizar el excelente com-portamiento de los recubrimientos. (Ver diagrama 1).
La elección del método de limpie-za mecánica depende también del estado superficial de la pieza y la cantidad de óxido a remover, así las cosas la industria se puede en-frentar, por ejemplo, a aceros con superficies de laminación intactas y con muy poca o ninguna oxida-ción y/o materiales muy oxidados
con una capa de laminación con herrumbre y corroída (Ver cuadro: Tipos de granallado).
Rodrigo Gallego, experto en el tema y gerente de Gamma Quími-ca Ltda., empresa fabricante desen-grasantes y fosfatos, explica que la limpieza mecánica es muy efectiva, pero a menos que las operaciones posteriores se realicen de inmedia-to, es muy posible que se presente una reoxidación y manchado muy rápido. Por ello, recomienda que
luego de efectuado un tratamien-to mecánico es necesario limpiar con aire a presión la pieza para eli-minar los restos del abrasivo y pro-ceder a aplicar el primers adecuado y un fosfato.
• Tratamientos químicos:
1. El desengrase químico: Este pue-den aplicarse por aspersión o por inmersión, con disolventes orgáni-cos clorados, o en soluciones acuo-sas alcalinas, emulsiones jabonosas con poder emulsificador (deter-gentes), que eliminan polvo, gra-sas, pinturas y barnices.
La solución limpiadora es aplicada suavemente o mediante equipo de presión, seguido de un lavado con agua natural y secado al aire, con trapo, con equipo de vacío o sim-plemente utilizando aire seco.
En la aplicación por inmersión las piezas se sumergen simultánea-mente en una cuba con disolvente para lograr el efecto desengrasan-te. El método por aspersión, tam-bién llamado por vapor, los disol-ventes del baño se evaporan y pro-ducen vapores que contactan con la pieza realizando la limpieza.
El estado y tamaño de las piezas es lo que determina el procedimien-to a emplear, así como también el tipo de instalación a utilizar; por ejemplo: para piezas que fueron recién mecanizadas, sin óxidos y sólo ligeramente engrasadas, será suficiente con un desengrase lige-ro o un desengrase alcalino suave.
En el caso contrario es necesario un desengrase enérgico alcalino o por emulsión, seguido de un de-capado o desoxidado. En ambos casos, y antes del anticorrosivo, es imprescindible uno o varios enjua-gues con agua fría y caliente. Con
Los fabricantes de recubrimientos incluyen en sus productos información relevante sobre el perfil de anclaje minimo –en micras (μm)– recomendado para el sustrato a proteger. En la gráfica el perfil malo no tiene la profundidad correcta para que la película se adhiera mecánicamente a la pieza. El perfil correcto sí presenta una rugosidad adecuada, mientras que en el último muestra una capa de pintura insuficiente que no alcanza cubrir los picos más altos de la superficie, por lo que hay riesgo que en estas áreas se presente corrosión.
Algunos tipos de granallado1 (SP-7/N4) Muy ligero sobre áreas limpias con eliminación de restos sueltos de la superficie.
2 (SP-6/N3) Limpieza sustancial por chorreado con eliminación de restos visibles y extendidos hasta la aparición del color del metal base.
2.5 (SP- 10/N2) Limpieza intensa por chorreado dejando sombra de metal gris con contaminación.
3 (SP-5/N1) Limpieza completa por chorreado con aparición del color de metal en toda la super-ficie y sin restos visibles de óxido.
Fuente: www.loctite.es
Camilo S
Resaltado

57RECUBRIMIENTOS
una alta exigencia de calidad suele ser aconsejable rea-lizar varios desengrases y enjuagues.
Actualmente, la industria cuenta con gran diversidad de productos y desengrasantes y desoxidantes, entre los disolventes clorados más utilizados están el tricloroeti-leno y percloroetileno.
Estos químicos, tienen características interesantes, como la posibilidad de mantener secas las piezas luego de tratadas, la capacidad de formar películas residua-les y, además, son fácilmente recuperables. En el mismo equipo desengrasante, pueden ser utilizados los pro-ductos en ebullición, por inmersión en líquido o vapor.
El método más empleado consiste en retirar con un tra-po o estopa embebida en solvente, los materiales que pudieran perjudicar la adherencia. El trapo y el disolven-te deben ser cambiados a menudo para evitar esparcir la contaminación. Esta alternativa es poco recomendable ya que es ineficiente y no ofrece los mejores resultados.
Por otra parte, existen empresas que sumergen en un tanque las piezas, lo cual conlleva a que, después de varios ciclos, el disolvente se contamine con los residuos grasa y mugre, por lo que es necesario remplazar el sol-vente cada cierto número de ciclos.
Algunos tipos de granallado1 (SP-7/N4) Muy ligero sobre áreas limpias con eliminación de restos sueltos de la superficie.
2 (SP-6/N3) Limpieza sustancial por chorreado con eliminación de restos visibles y extendidos hasta la aparición del color del metal base.
2.5 (SP- 10/N2) Limpieza intensa por chorreado dejando sombra de metal gris con contaminación.
3 (SP-5/N1) Limpieza completa por chorreado con aparición del color de metal en toda la super-ficie y sin restos visibles de óxido.
Fuente: www.loctite.es
La mayoría de las grandes empresas, especialmente del sector automotor, electrodomésticos, maquinaria indus-trial y eléctrica, así como la industria de hidrocarburos y la minería, realizan procesos de desengrase por vapor. El cual, normalmente, consiste en exponer la pieza al vapor del solvente que se genera en una cuba o tanque, donde se calienta el líquido y se produce una nube, que al tocar la pieza fría se condensa y arrastra la grasa al fondo de la cuba, dejando la pieza totalmente desengrasada. Este proceso es el más costoso pero no contamina el vapor del solvente, por lo cual puede reutilizarse una y otra vez; por ello, con relación costo-beneficio, es el más eficaz y el que permite mayor economía de disolvente.
El sistema mixto inmersión-vapor combina las mejores características de ambos sistemas y se utiliza fundamen-talmente en piezas de geometría compleja donde los picos del sistema de aspersión no son eficientes.
2. Desoxidación o decapado: Básicamente son métodos destinados a limpiar y desoxidar la superficie del acero para conseguir un buen anclaje del recubrimiento, al mismo tiempo complementar la perfecta limpieza del sustrato, después del desengrase. Para esto, además de los sistemas mecánicos como el granallado, se pueden emplear ácidos (químicos).

58 RECUBRIMIENTOS
WWW.METALACTUAL.COM
El decapado o desoxidado con áci-do, dado su bajo costo es el más utilizado en la industria nacional, siendo los más comunes los ácidos sulfúrico, clorhídrico y fosfórico. Según el proceso se emplean dife-rentes ácidos, para adecuar la su-perficie para posterior pintado se recomienda el uso de ácido fosfó-rico, ya que favorece la adherencia de la pintura.
Tal como explica el ingeniero me-cánico Bernardo Reyes, gerente general de Recubrimientos Indus-triales, compañía dedicada a la aplicación de revestimientos gal-vánicos. La desoxidación con áci-dos sólo es recomendable para tra-tar aceros, ya que estos químicos afectan y dañan los metales no fe-rrosos como el aluminio y el cobre.
Reyes menciona que los solventes del tipo clorado, aunque permiten obtener buena adherencia de la capa de pintura, la resistencia a la corrosión es muy pobre. De tal for-ma, la limpieza con estos produc-tos sólo es aconsejable como paso previo a la fosfatización o para pie-zas que no tengan exigencias de corrosión.
En últimas, el ingeniero destaca que cuando la pieza este perfec-tamente limpia, desengrasada y desoxidada; léase: perfecta, no solamente aceptable o bien, el re-cubrimiento será excelente. Si no se realizan estos dos pasos correc-tamente, el trabajo, inversión y
tiempo se pierden, porque el recu-brimiento no tendrá la suficiente adherencia y resistencia.
Fosfatación Una vez se realizan los tratamientos químicos y/o mecánicos, por separa-do o combinados, para el desengrase
y desoxidado de las piezas, los ex-pertos en pintura proceden a aplicar productos fosfatantes en los meta-les, lo cual es posible realizar a tra-vés de aspersión o inmersión.
El fosfatado es una cubierta de con-versión formada por la reacción su-perficial de un metal (hierro, zinc o aluminio) con soluciones que conten-gan ácido fosfórico para formar com-puestos (fosfatos) insolubles sobre el metal. Así, la superficie metálica reac-ciona y los átomos de hierro se trans-forman en fosfatos de hierro o zinc; las funciones del fosfato son fijar las capas orgánicas al metal y prevenir de la corrosión a la base sí hay ruptu-ra de la cubierta de pintura.
A nivel nacional y para el tratamien-to de metales que van a ser pintados se emplean regularmente fosfatos de hierro y de zinc. Al primero, se le denomina fosfatación amorfa, térmi-no que se utiliza en contraposición de la fosfatización microcristalina del fosfato de zinc, simplemente porque las partículas de hierro generadas en
Desengrase por inmersión.
Foto
: ww
w.q
ualit
ypai
ntco
ating
s.co
m
Algunos laboratorios que prestan el servicio de cámara salinaInstitución Nombre Contacto e-mail Página webUniversidad Nacional de Colombia –
Sede Bogotá
Laboratorio de Electroquímica
y Corrosión
Ing. Hugo Zea
Universidad de Antioquia
Centro de Extensión
Académica - CESET
[email protected] www.udea.edu.co
Universidad Industrial de
Santander en Guatiguará-Piedecuesta.
Corporación para la Inves-tigación de la Corrosión CIC
Ing. Natalia Alejandra Rodríguez Serrano
[email protected] corrosion.uis.edu.co
EcopetrolICP Instituto
Colombiano del Petróleo
Juan José Gómez Caro
www.ecopetrol.com.co/especiales/
Portafolio%20ICP/.../index.htm
Universidad Pedagógica y Tecnológica
de Colombia. Sede Central
Tunja –Boyacá
Instituto para la Investigación y la Innovación en Ciencia y
Tecnología de Materiales
Ing. Viviana Parada [email protected] www.udea.edu.co

WWW.METALACTUAL.COM
la reacción con el acero visualmente no presentan cristales definidos al microscopio, como sí lo hacen las de zinc.
El fosfato de hierro presenta algunas propiedades fundamentales:
- Brinda a la pintura buen anclaje con excelentes propie-dades mecánicas, al menos iguales a la fosfatización cris-talina (zinc) de bajo espesor.
- Imparte una buena protección anticorrosiva, si bien in-ferior al fosfatado de zinc, pero claramente superior a la pintura sobre metal desnudo.
Así y según la recomendación de Rodrigo Gallego, el fos-fato de hierro es apropiado para preparar la superficie antes de pintar, de preferencia en artículos metálicos que se utilizan en interiores. Por su parte, el zinc entre-ga mejores resultados y es para metales que requieran de gran protección anticorrosiva, como los empleados en la industria automotriz, de electrodomésticos y todas aquellas que proyectan su producción a la exportación, para garantizar sus productos.
La capa fosfato hace las veces de agente útil para el re-vestimiento final, pues, por si mismo, protege limitada-mente al metal contra la corrosión, por lo que siempre debe ir acompañado de una película de pintura u otro acabado. Sin embargo, al fosfatar no es necesario pintar los componentes de inmediato; como sí lo es, por ejem-plo, después de desengrasar con tricloroetileno.
Actualmente, la industria cuenta con productos que realizan las tres acciones de pretratamiento superficial simultáneamente (desengrase, desoxidado y fosfatado). El cual es muy usual en los talleres colombianos de car-pintería metálica, pues no requiere mayor inversión, se puede aplicar manualmente (estopa o brocha) y no ne-cesita grandes instalaciones.
Finalmente, con el fin de lograr excelentes resultados, es-pecialmente en estructuras de acero que serán puestas en ambientes salinos conviene aplicar sellantes o realizar procesos de pasivado. Sin embargo, conviene advertir los nocivos efectos de los lodos o desechos del pasivado, los cuales contienen altos niveles de cromo hexavalente; en este caso se debe preferir el tratamiento con cromo triva-lente, que es amigable con el medio ambiente y la salud.
Pretatamientos para Metales EspecialesEl acero, aún más que los metales no ferrosos y el inoxi-dable, suele recubrirse mediante un sistema protector, con el fin de obtener una mejor protección del sustrato que al final se traducirá en una mayor vida útil y la re-ducción de costos de mantenimiento.
Existen metales y aleaciones, como el aluminio, cobre, bronce, acero inoxidable, hierro galvanizado y otros, que tienen características muy especiales que los diferen-cian de los aceros. Estas superficies tienen tratamientos

60 RECUBRIMIENTOS
WWW.METALACTUAL.COM
superficiales o son naturalmente re-sistentes a la corrosión, por lo que no es aconsejable aplicar métodos de limpieza abrasiva, que pueden destruir la película protectora. Por otro lado, todas ellas son extrema-damente lisas en su superficie y muy estables químicamente, lo que difi-culta la adhesión de las pinturas que se aplican sobre ellas, en estos casos se hace necesario el uso de trata-mientos especiales.
Por ejemplo; el acero galvanizado y el aluminio usualmente no requiere preparación de superficie exhausti-va y por lo general, es suficiente una limpieza con estopa impregnada de algún solvente con el fin de remover aceite o grasa en el sustrato. Para una mejor adherencia de una pin-tura en el aluminio se recomienda utilizar ligera limpieza con chorro de abrasivo o un tratamiento suave fosfatizante especial.
Alambre de acero con fosfato de zinc.
Tipos de superficies a cubrir y pretratamientos recomendados
MaterialDesengrase Decapado o desoxi-
dado Fosfatizado
Solvente Alcalino Acido Mecánico Hierro Zinc
Hierro o acero
Aluminio y sus aleaciones * X
Hojalata X * X X X
Hierro galvanizado X
Cobre y sus aleaciones X X X X
Tratamiento recomendado
* Únicamente si se utilizan soluciones muy diluidas y durante poco tiempoX Tratamiento no recomendado
Fuente: Vilba Argentina.
En Colombia, hay empresas que em-plean diversas tecnologías de pre-tratamiento, desde granallado en doble etapa, limpieza química, pre-tratamiento de pipeline en el sector petrolero para aplicación de FBE, hasta aplicaciones muy sencillas de desengrase y enjuague (exhibidores de lámina y alambre). Sin embargo, sin importar el tipo de revestimiento o el producto, no hay que escatimar esfuerzos en la limpieza y prepara-ción inicial, ya que de estas depende el éxito de todo el proceso.
El comportamiento en servicio de un recubrimiento depende esencial-mente del cuidado de cada etapa del proceso. Como en un rompeca-bezas las piezas deben encajar entre sí para construir una película protec-tora resistente. Uno de los errores más comunes es suponer que la sim-ple aplicación de revestimientos de alta calidad garantiza los resultados, o que a mayor espesor de las capas se logra una mejor protección.
Es frecuente subestimar la importan-cia de la preparación de la superfi-cie y no destinar esfuerzo, tiempo e inversión a la limpieza. No se trata simplemente de limpiar bien el me-tal, el asunto es elegir un método compatible con todo el proceso de aplicación y el uso final del recubri-miento. Sin una limpieza superficial adecuada, el revestimiento, por bue-no que sea, fallará enseguida y la co-rrosión afectará la base del metal.
Fuentes
• Orlando Terán Chávez. Ingeniero. Director de Operaciones y Área Técnica para Suramérica, Dupont Coating Solutions. [email protected]
• Rodrigo Gallego. Gerente de Gammaquimica Ltda. Tratamiento de superficies metálicas. [email protected]
• Bernardo Reyes. Ingeniero mecánico. Geren-te de Recubrimientos Industriales S.A. [email protected]
• Hugo Zea. Ingeniero, coordinador del La-boratorio de Electroquímica y Catálisis de la Universidad Nacional de Colombia. Sede Bogotá. [email protected]
• www.fosfamet.cl -www.loctite.es –www.mopasa.com - www.vilba.com.ar
Foto
: ww
w.p
hosp
hatin
g.ne
t