Procesos de Manufactura para nuevos materiales en la ... · Laminado convencional Gran reducción...
31
© Material para uso exclusivo de los asistentes al 6to. Simposio y Exposición Manufactura de Autopartes, Querétaro, México, Agosto 22 a 24 de 2017. Prohibida su reproducción, venta, comercialización o difusión, total o parcial, sin autorización expresa del autor o de B2B Portales Inc. La información y contenido gráfico incluido en esta presentación es responsabilidad de su autor. Procesos de Manufactura para nuevos materiales en la fabricación de autopartes 6. Simposio y Exposición MANUFACTURA DE AUTOPARTES Dr.-Ing. Miguel Garzón Director de Manufactura PM Tec Engineering – Colombia 24 de Agosto de 2017 Querétaro, México
Transcript of Procesos de Manufactura para nuevos materiales en la ... · Laminado convencional Gran reducción...

© Material para uso exclusivo de los asistentes al 6to. Simposio y Exposición Manufactura de Autopartes, Querétaro, México,
Agosto 22 a 24 de 2017. Prohibida su reproducción, venta, comercialización o difusión, total o parcial, sin autorización expresa
del autor o de B2B Portales Inc. La información y contenido gráfico incluido en esta presentación es responsabilidad de su autor.
Procesos de Manufactura para nuevos materiales
en la fabricación de autopartes
6. Simposio y Exposición MANUFACTURA DE AUTOPARTES
Dr.-Ing. Miguel Garzón
Director de Manufactura
PM Tec Engineering – Colombia
24 de Agosto de 2017
Querétaro, México
Diapositiva 3
Es complejo alcanzar avances en reducción de peso
Requerimientos en leyes, seguridad, confort, calidad, equipamiento para
aumentar eficiencia en realidad generan aumento de peso en los
componentes entre un modelo y el siguiente.
Existe gran presión sobre los materiales y los procesos de manufactura
para lograr mejor desempeño mecánico, bajar el costo de ciclo de vida,
aumentar reciclabilidad, reducir emisiones desde el pozo hasta los
neumáticos (well to wheel), etc.
En el caso de autos conducidos por motor de combustión interna, cerca
del 80% de las emisiones de CO2 se consumen en la generación del
combustible y en el uso del vehículo. En este último es donde el peso
de los componentes cobra un valor fundamental.
Diapositiva 4
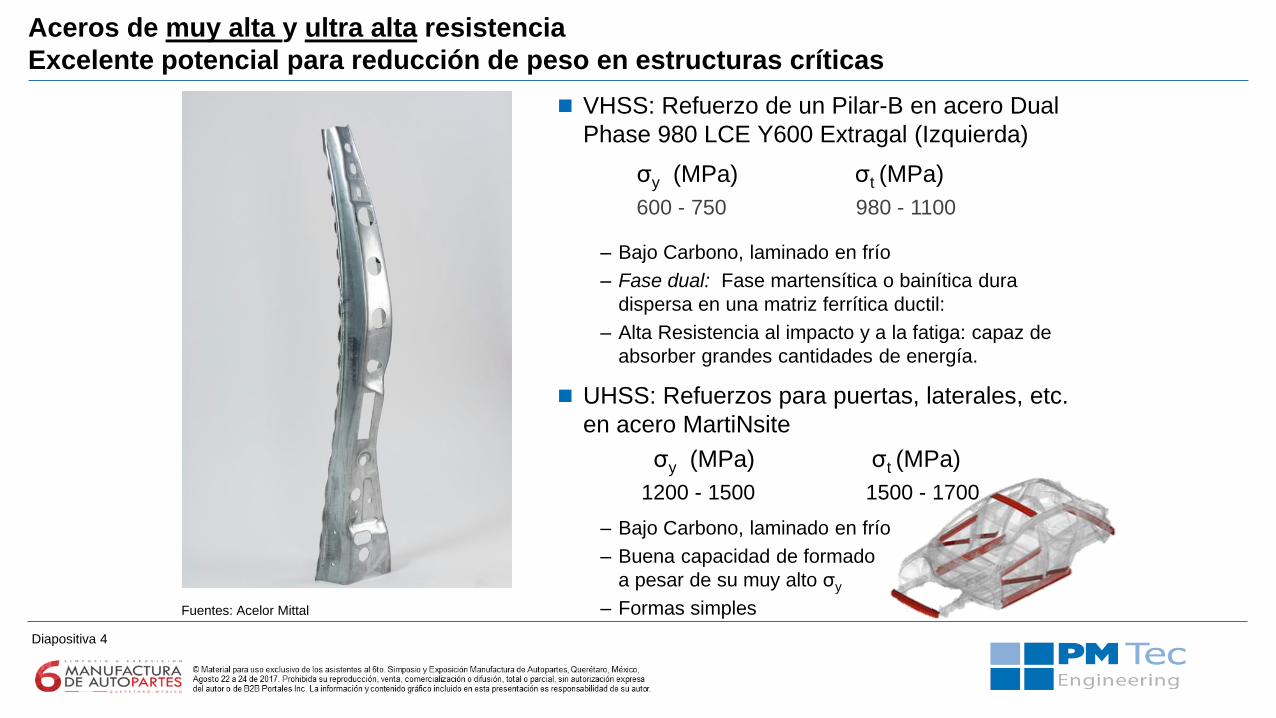
Aceros de muy alta y ultra alta resistencia
Excelente potencial para reducción de peso en estructuras críticas
VHSS: Refuerzo de un Pilar-B en acero Dual
Phase 980 LCE Y600 Extragal (Izquierda)
– Bajo Carbono, laminado en frío
– Fase dual: Fase martensítica o bainítica dura
dispersa en una matriz ferrítica ductil:
– Alta Resistencia al impacto y a la fatiga: capaz de
absorber grandes cantidades de energía.
UHSS: Refuerzos para puertas, laterales, etc.
en acero MartiNsite
– Bajo Carbono, laminado en frío
– Buena capacidad de formado
a pesar de su muy alto σy
– Formas simplesFuentes: Acelor Mittal
600 - 750 980 - 1100
σy (MPa) σt (MPa)
1200 - 1500 1500 - 1700
σy (MPa) σt (MPa)
Diapositiva 5
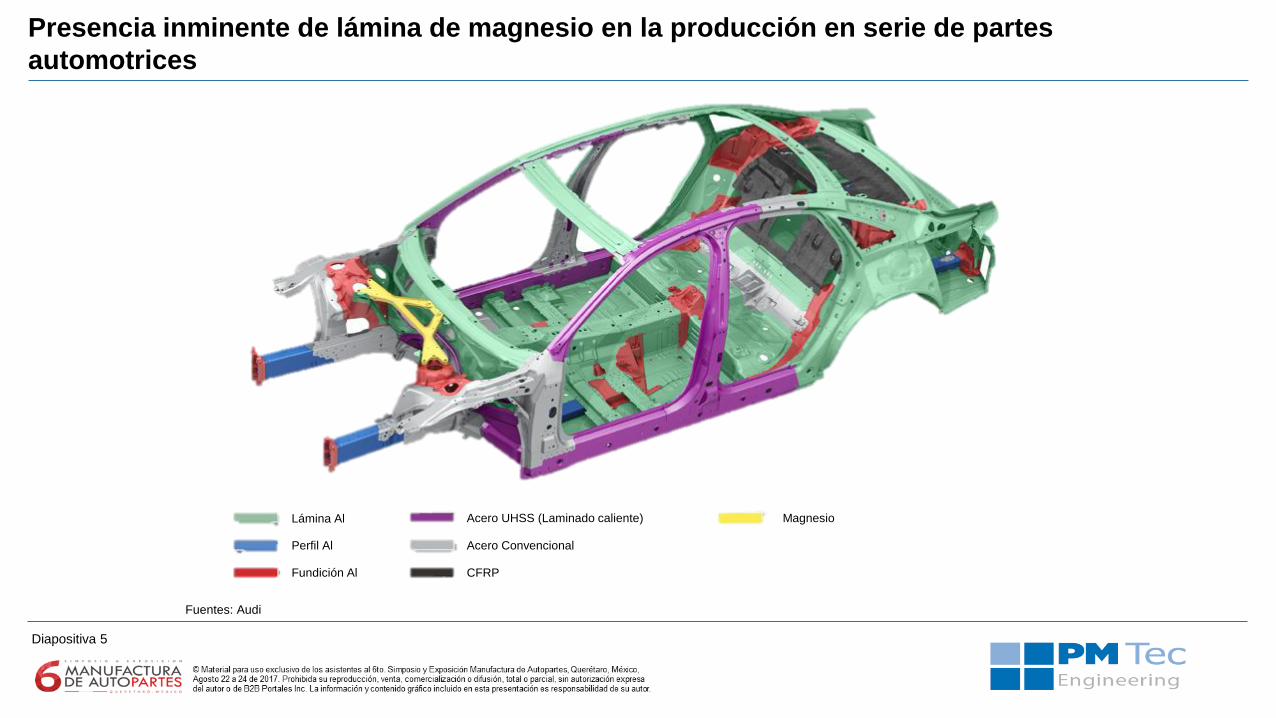
Presencia inminente de lámina de magnesio en la producción en serie de partes
automotrices
Lámina Al
Perfil Al
Fundición Al
Acero UHSS (Laminado caliente)
Acero Convencional
Magnesio
CFRP
Fuentes: Audi
Diapositiva 6
Contenido
Motivación e Introducción
Colada contínua de láminas de magnesio
Manufactura Aditiva + Optimización Topológica
Conclusiones
Diapositiva 7
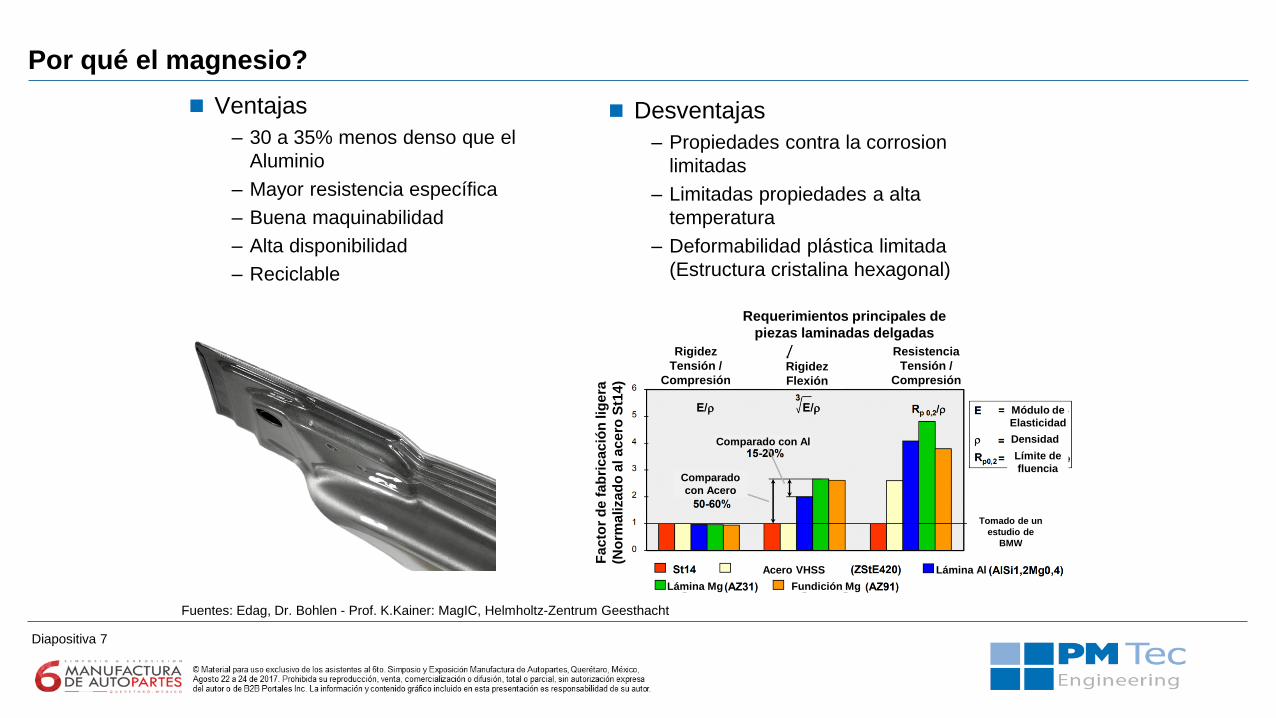
Por qué el magnesio?
Ventajas
– 30 a 35% menos denso que el
Aluminio
– Mayor resistencia específica
– Buena maquinabilidad
– Alta disponibilidad
– Reciclable
Fuentes: Edag, Dr. Bohlen - Prof. K.Kainer: MagIC, Helmholtz-Zentrum Geesthacht
Acero VHSS Lámina Al
Lámina Mg Fundición Mg
Comparado con Al
Comparado
con Acero
Módulo de
Elasticidad
Densidad
Límite de
fluencia
Tomado de un
estudio de
BMW
Rigidez
Tensión /
CompresiónRigidez
Flexión
Resistencia
Tensión /
Compresión
Requerimientos principales de
piezas laminadas delgadas
Fa
cto
r d
e f
ab
ric
ac
ión
lig
era
(No
rmalizad
oal acero
St1
4)
Desventajas
– Propiedades contra la corrosion
limitadas
– Limitadas propiedades a alta
temperatura
– Deformabilidad plástica limitada
(Estructura cristalina hexagonal)
Diapositiva 8
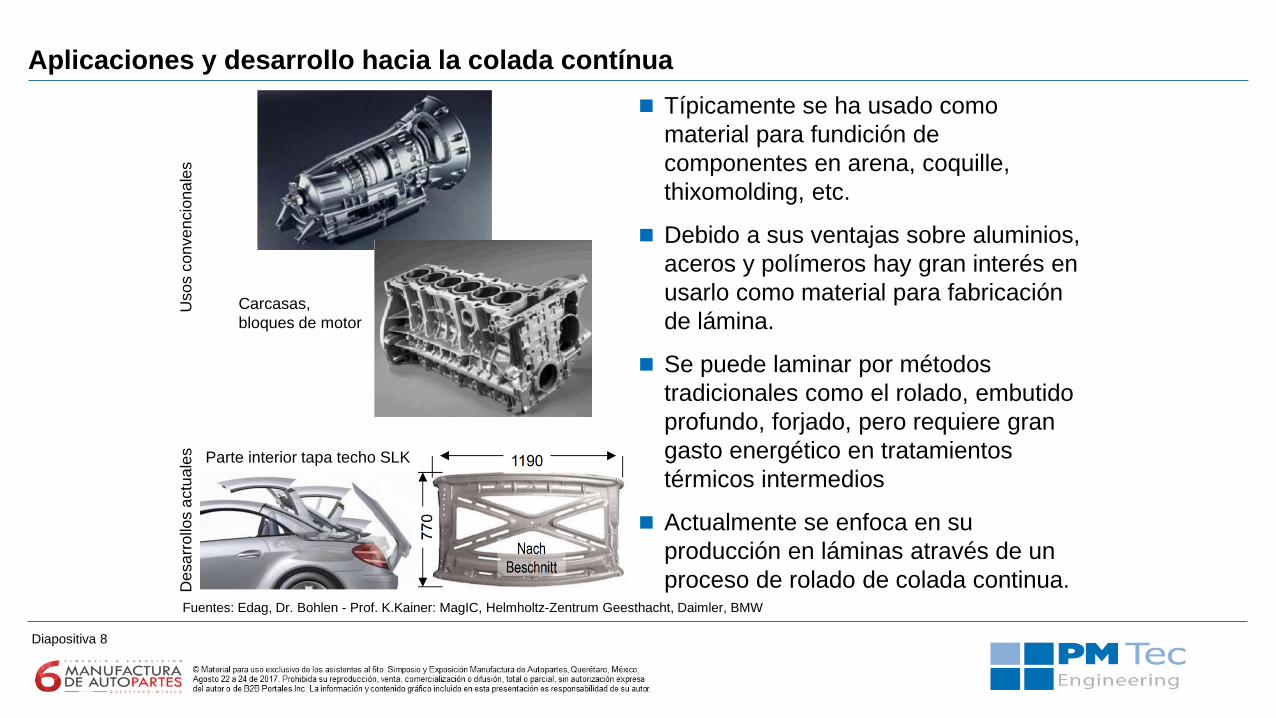
Aplicaciones y desarrollo hacia la colada contínua
Típicamente se ha usado como
material para fundición de
componentes en arena, coquille,
thixomolding, etc.
Debido a sus ventajas sobre aluminios,
aceros y polímeros hay gran interés en
usarlo como material para fabricación
de lámina.
Se puede laminar por métodos
tradicionales como el rolado, embutido
profundo, forjado, pero requiere gran
gasto energético en tratamientos
térmicos intermedios
Actualmente se enfoca en su
producción en láminas através de un
proceso de rolado de colada continua.
Parte interior tapa techo SLK
Usos
co
nve
ncio
na
les
Desa
rro
llos
actu
ale
s
Carcasas,
bloques de motor
Fuentes: Edag, Dr. Bohlen - Prof. K.Kainer: MagIC, Helmholtz-Zentrum Geesthacht, Daimler, BMW

Diapositiva 9
Comparación de procesos de laminado de magnesio
Fuentes: Edag, Dr. Bohlen - Prof. K.Kainer: MagIC, Helmholtz-Zentrum Geesthacht
Magnesio
fundido
Magnesio
lingotes
Fundición y
homogenizaciónPasos de tratamiento térmico
y laminado
Laminado final
Laminado final
Colada continuaLaminado por
colada contínua
Ahorro
Laminado convencional
Gran reducción energética durante la fabricación de lámina por colada contínua
debido a eliminación de procesos de tratamiento térmico intermedios
Diapositiva 10
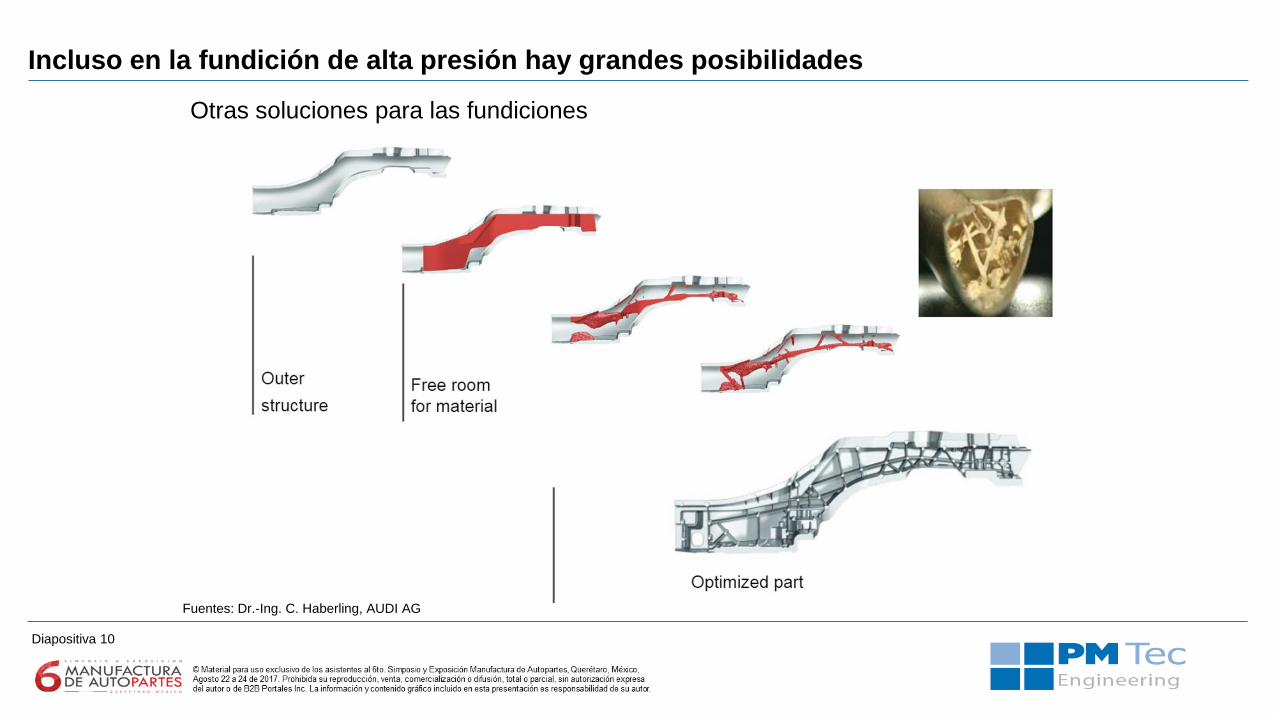
Incluso en la fundición de alta presión hay grandes posibilidades
Fuentes: Dr.-Ing. C. Haberling, AUDI AG
Otras soluciones para las fundiciones
Diapositiva 11
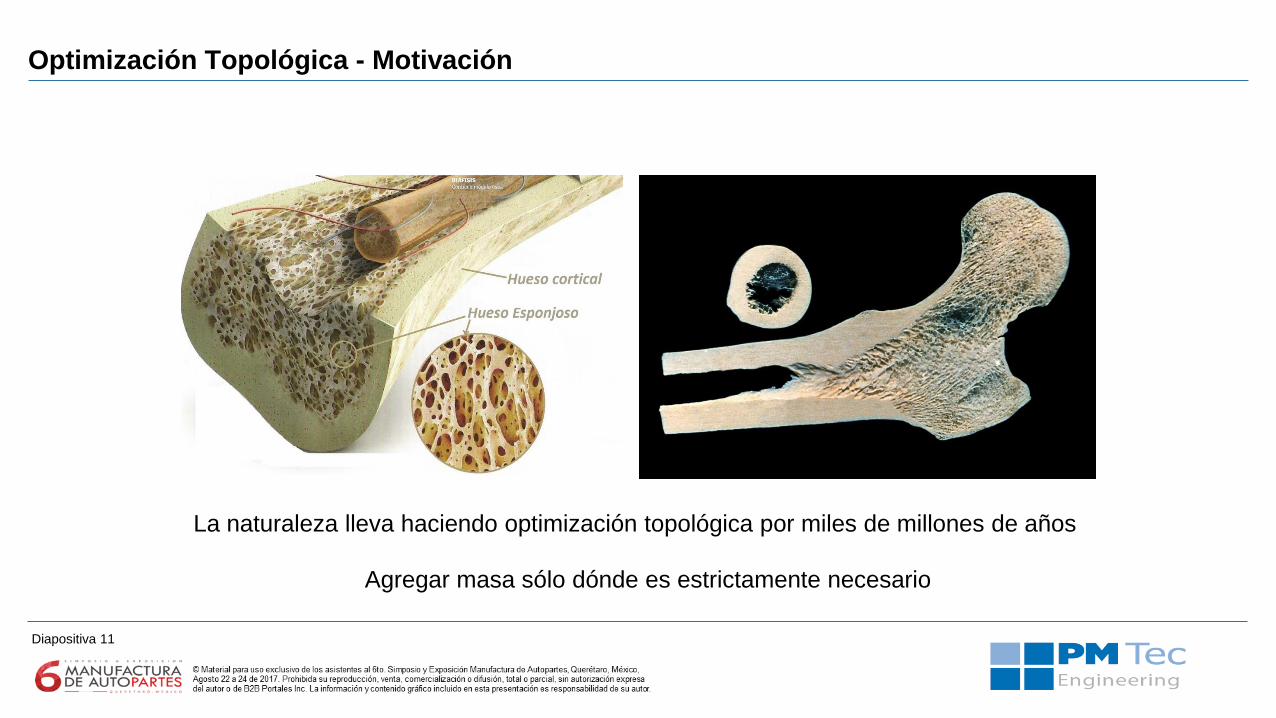
Optimización Topológica - Motivación
La naturaleza lleva haciendo optimización topológica por miles de millones de años
Agregar masa sólo dónde es estrictamente necesario
Diapositiva 12
Contenido
Motivación e Introducción
Colada contínua de láminas de magnesio
Optimización Topológica y Manufactura Aditiva
Conclusiones

Diapositiva 13
Optimización Topológica: Ejemplos de aplicación actual
Fuentes: Concept Laser
Diapositiva 14
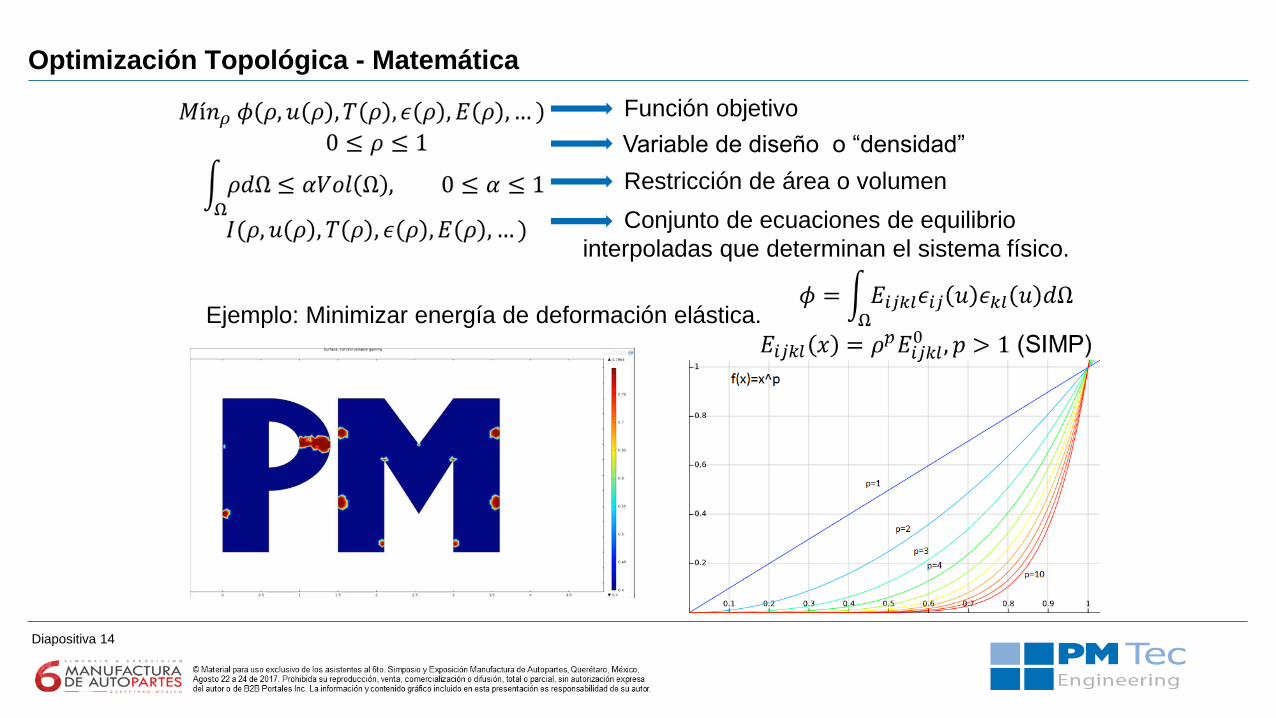
Optimización Topológica - Matemática
Variable de diseño o “densidad”
Restricción de área o volumen
Conjunto de ecuaciones de equilibrio
interpoladas que determinan el sistema físico.
Función objetivo
Ejemplo: Minimizar energía de deformación elástica.

Diapositiva 15
Optimización Topológica - Ejemplos
F
Estructural
Térmico
𝐸𝑖𝑗𝑘𝑙 𝑥 = 𝜌𝑝𝐸𝑖𝑗𝑘𝑙0
𝜙 =
Ω
𝑘𝜌 𝛻𝑇2𝑑Ω
𝑘𝜌 = 𝜌𝑝𝑘0
Q0T0
Adiabático
Adiabático
Ad
iab
áti
co
𝜙 =
Ω
𝐸𝑖𝑗𝑘𝑙 𝜖𝑖𝑗 𝑢 𝜖𝑘𝑙 𝑢 𝑑Ω
Diapositiva 17
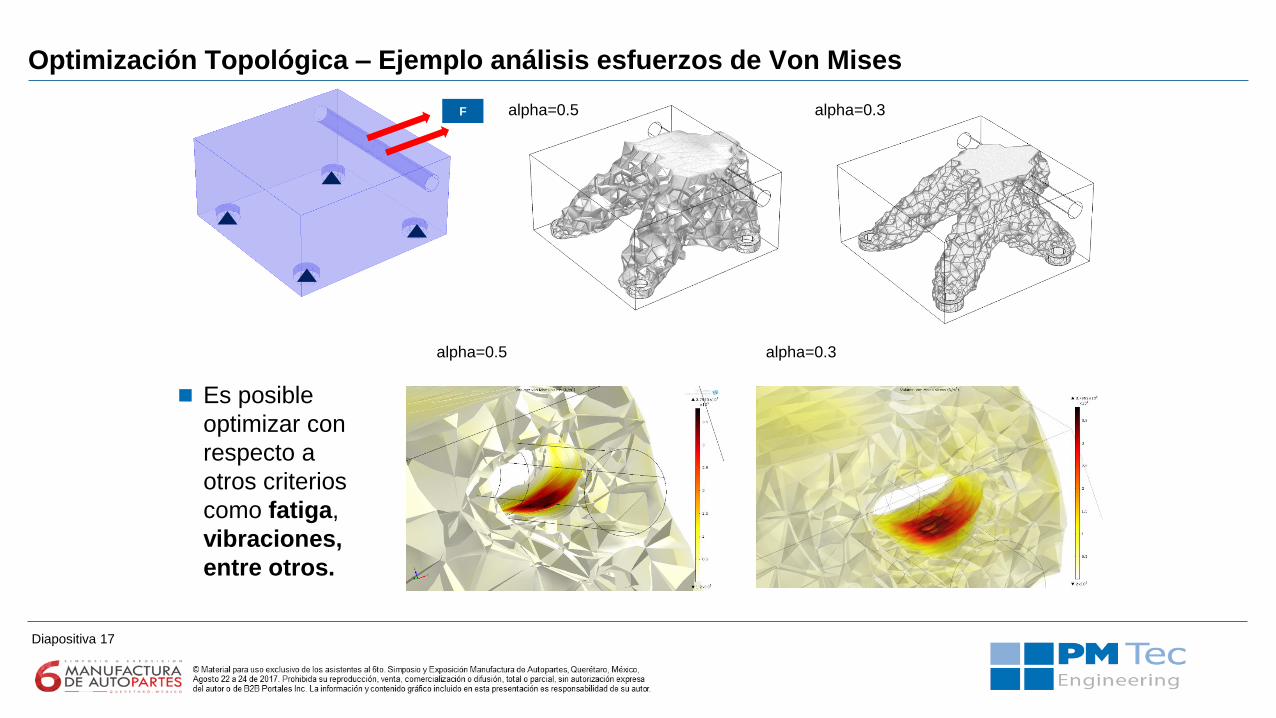
Optimización Topológica – Ejemplo análisis esfuerzos de Von Mises
alpha=0.5 alpha=0.3
Es posible
optimizar con
respecto a
otros criterios
como fatiga,
vibraciones,
entre otros.
alpha=0.5 alpha=0.3
F
Diapositiva 18
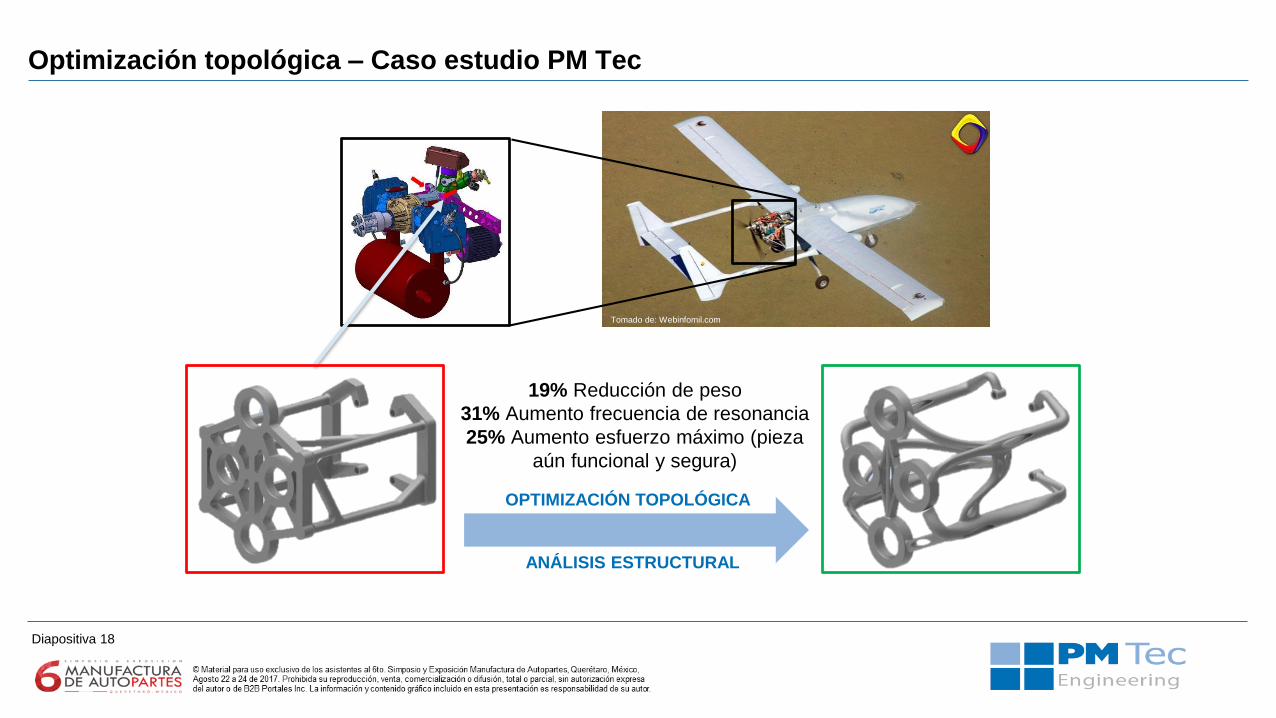
Optimización topológica – Caso estudio PM Tec
Tomado de: Webinfomil.com
19% Reducción de peso
31% Aumento frecuencia de resonancia
25% Aumento esfuerzo máximo (pieza
aún funcional y segura)
OPTIMIZACIÓN TOPOLÓGICA
ANÁLISIS ESTRUCTURAL
Tomado de: Webinfomil.com
Diapositiva 19
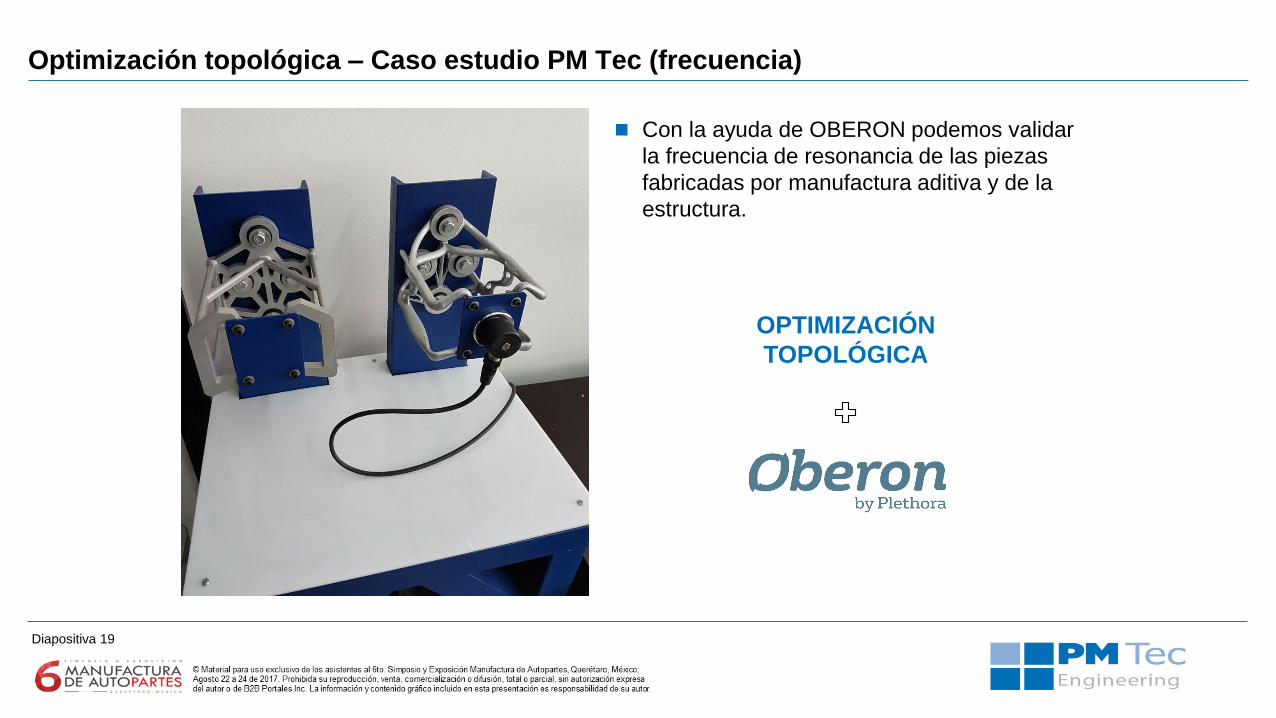
Optimización topológica – Caso estudio PM Tec (frecuencia)
OPTIMIZACIÓN
TOPOLÓGICA
Con la ayuda de OBERON podemos validar
la frecuencia de resonancia de las piezas
fabricadas por manufactura aditiva y de la
estructura.

Diapositiva 20
Optimización topológica – Caso estudio PM Tec (frecuencia)

Diapositiva 22
Principio SLM (Selective Laser Melting)
Fuente
Láser
Escáner
Peine dispersador
Material
sinterizadoMesa de
trabajo
Polvo sin
utilizar
- z
Capas > 20 µm
Fuentes: WZL, Autodesk
𝐸𝜌 =𝑃
𝑢𝛿
J
mm2
𝑬𝝆 Densidad de energía láser
𝑃 W Potencia del láser
𝑢 mm s Velocidad de escaneado
𝛿 mm Diámetro del haz láser

Diapositiva 23
Ejemplos de piezas fabricadas por Sinterizado/Fusión Láser Selectiva
Fuentes: GF Machining solutions, Rennteam Uni Stuttgart, SLM, Renishaw, EOS
Industr
ia A
uto
motr
iz
Diapositiva 25
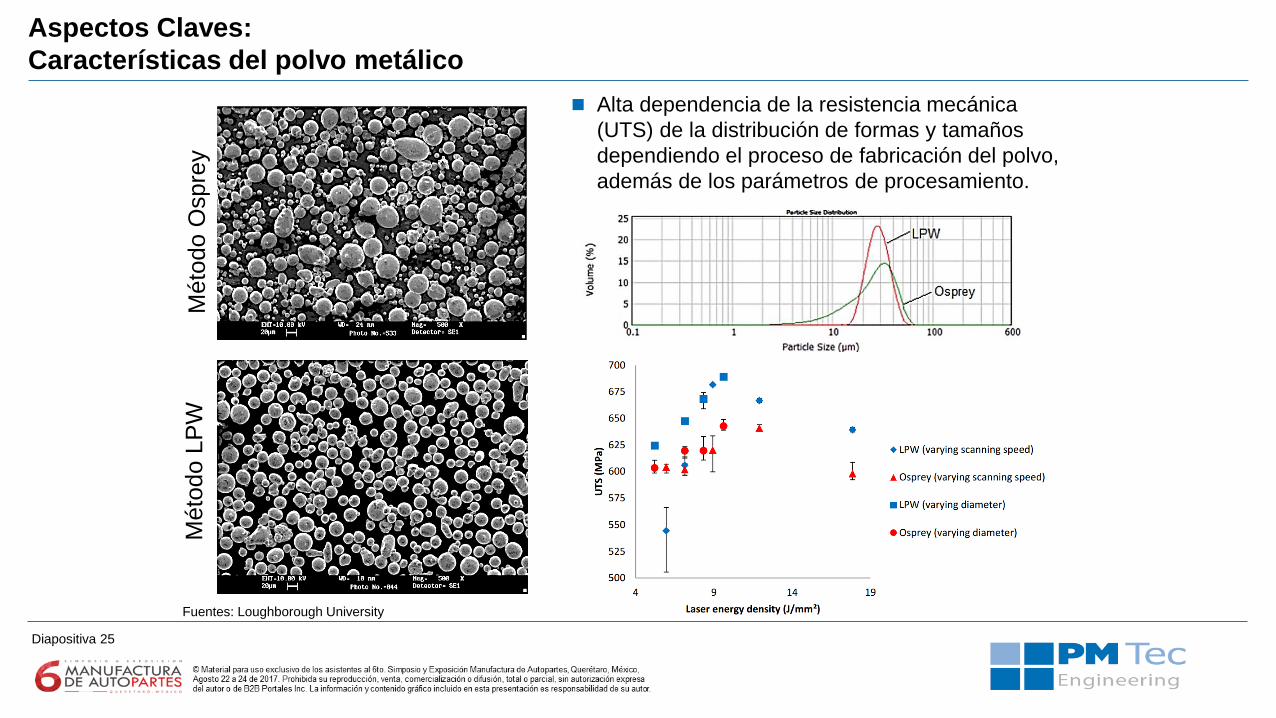
Aspectos Claves:
Características del polvo metálico
Méto
do O
spre
yM
éto
do L
PW
Alta dependencia de la resistencia mecánica
(UTS) de la distribución de formas y tamaños
dependiendo el proceso de fabricación del polvo,
además de los parámetros de procesamiento.
Fuentes: Loughborough University
Diapositiva 26
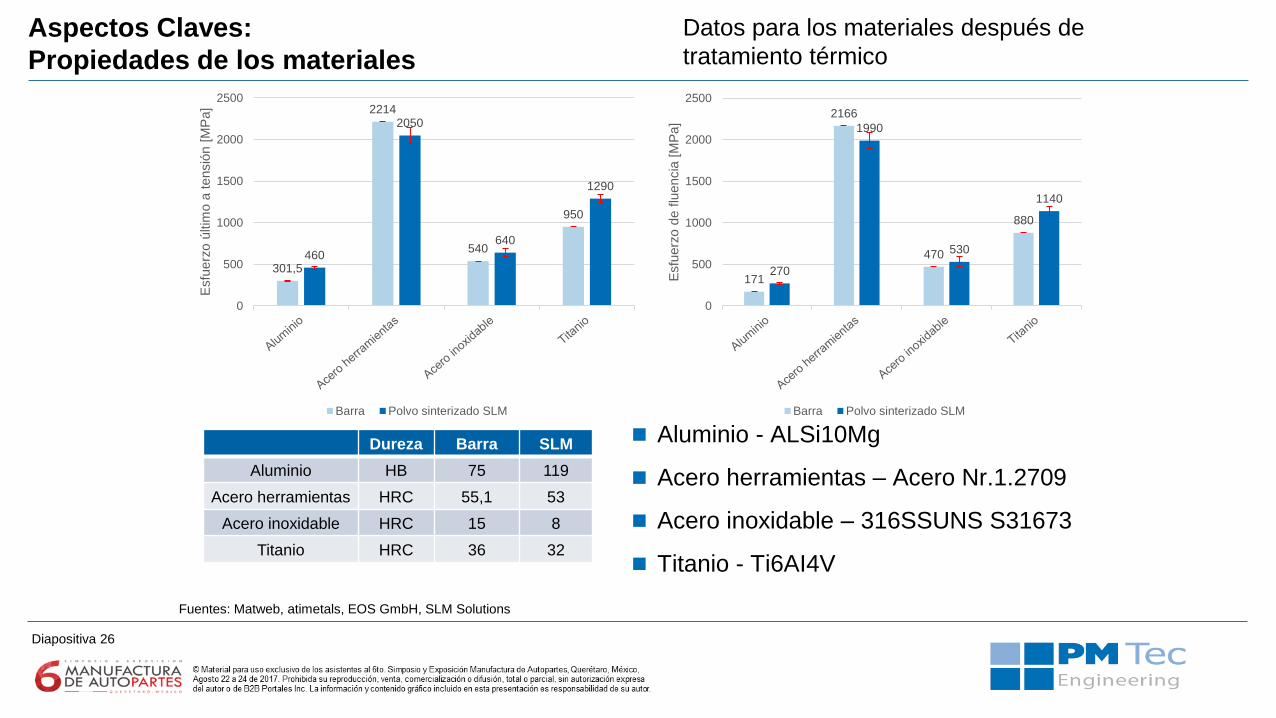
Aspectos Claves:
Propiedades de los materiales
Dureza Barra SLM
Aluminio HB 75 119
Acero herramientas HRC 55,1 53
Acero inoxidable HRC 15 8
Titanio HRC 36 32
301,5
2214
540
950
460
2050
640
1290
0
500
1000
1500
2000
2500
Esfu
erz
o ú
ltim
o a
tensió
n [
MP
a]
Barra Polvo sinterizado SLM
171
2166
470
880
270
1990
530
1140
0
500
1000
1500
2000
2500
Esfu
erz
o d
e f
luencia
[M
Pa]
Barra Polvo sinterizado SLM
Aluminio - ALSi10Mg
Acero herramientas – Acero Nr.1.2709
Acero inoxidable – 316SSUNS S31673
Titanio - Ti6AI4V
Fuentes: Matweb, atimetals, EOS GmbH, SLM Solutions
Datos para los materiales después de
tratamiento térmico
Diapositiva 27
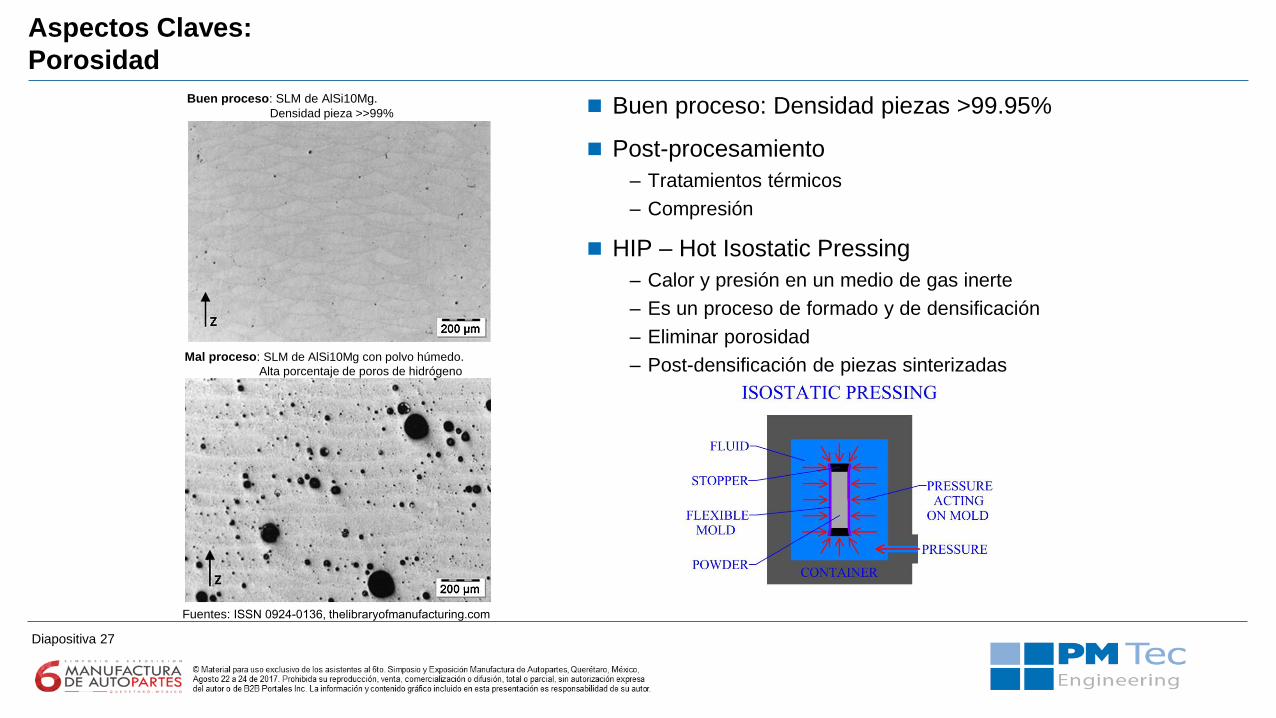
Aspectos Claves:
Porosidad
Buen proceso: Densidad piezas >99.95%
Post-procesamiento
– Tratamientos térmicos
– Compresión
HIP – Hot Isostatic Pressing
– Calor y presión en un medio de gas inerte
– Es un proceso de formado y de densificación
– Eliminar porosidad
– Post-densificación de piezas sinterizadas
Fuentes: ISSN 0924-0136, thelibraryofmanufacturing.com
Mal proceso: SLM de AlSi10Mg con polvo húmedo.
Alta porcentaje de poros de hidrógeno
Buen proceso: SLM de AlSi10Mg.
Densidad pieza >>99%

Diapositiva 28
Aspectos Claves:
Rugosidad superficial
25-35 µm Rz
Postproceso: dejar material adicional por al menos
0.5mm
Acabado: con fresado, rectificado, pulido manual,
EDM, etc.
Mínimo: Sandblasting, para retirar completamente
polvo no sinterizado
Fuentes: DMG MORI
Eje
mplo
para
LM
D
Fresado
5-Ejes
Diapositiva 29
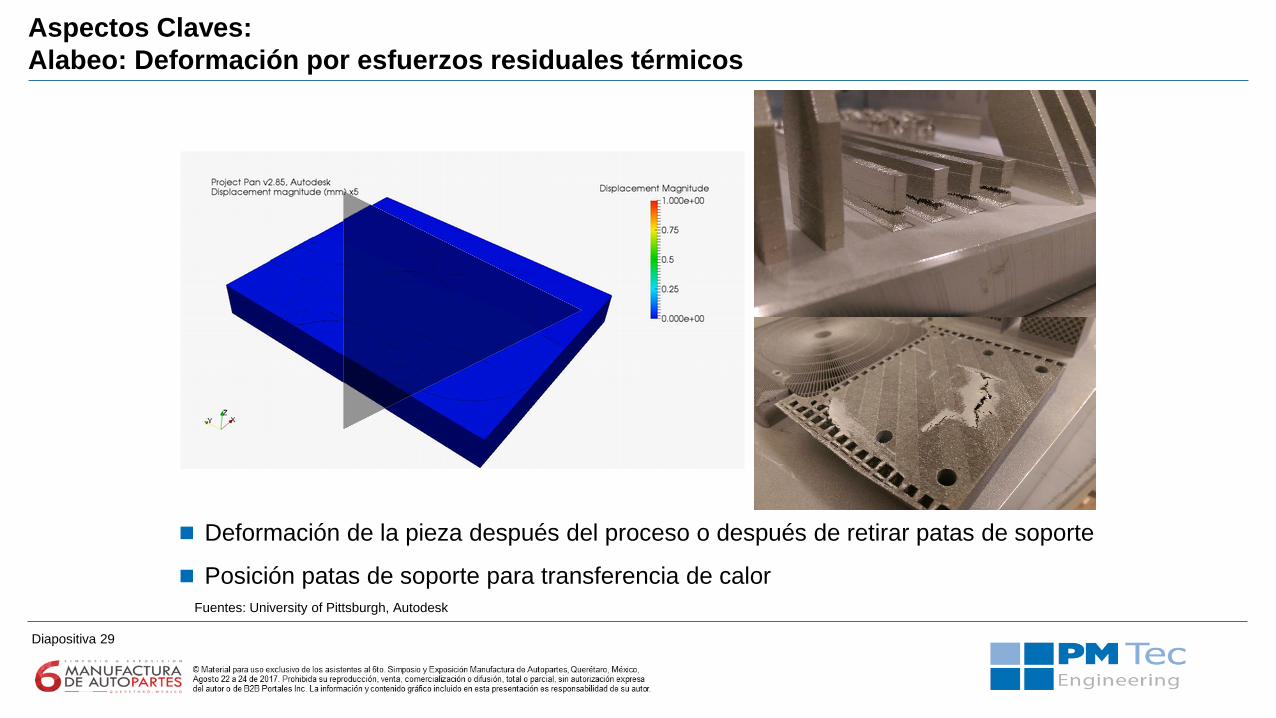
Aspectos Claves:
Alabeo: Deformación por esfuerzos residuales térmicos
Deformación de la pieza después del proceso o después de retirar patas de soporte
Posición patas de soporte para transferencia de calor
Fuentes: University of Pittsburgh, Autodesk

Diapositiva 30
Aspectos Claves:
Costos de materia prima
Por lo general, polvo es varias veces más costosos que material en barra o placa:
¡Sólo hay que usar lo que uno necesita!
Costos promedio en Euro/kg entre material en barra o placa y polvo certificado
2 24 28 3362
92
400
120 110 120
0
100
200
300
400
500
Costo
[E
uro
/kg]
Barra Polvo
Fuentes: 3ders.org, zauba.com, EOS, SLM

Diapositiva 31
Aplicación: Combinación de Diseño Artístico e Ingeniería
Fuentes: Hakaday

Diapositiva 32
Aplicaciones
Eje vehicular innovador: Combinación Titanio + Fibra de Carbono
Aplicación
– Eje para carros de carreras de la
formula Student
– Acoples finales con doble muro
sinterizados por láser
– Sin ninguna falla durante la
temporada
Detalles del product
– Peso: 350 g
– Longitud: 50 cm
– Material: Fibra de carbono y titanio
Ventajas
– Reducción de peso del 73%
comparado con un eje de acero
(1300 kg)Acero (Izquierda)
Fibra de carbono y Titanio (Derecha)
Fuentes: EOS GmbH

Diapositiva 33
Contenido
Motivación e Introducción
Colada contínua de láminas de magnesio
Manufactura Aditiva + Optimización Topológica
Conclusiones
Diapositiva 34
Conclusiones
La colada continua de láminas de magnesio permite reducir
drásticamente el peso de ciertos components automotrices,
mientras se reduce la energía consumida durante su
fabricación
La manufactura aditiva de metales permite la fabricación de
piezas de geometrías complejas que no podrían ser fabricadas
por métodos tradicionales.
Es necesario continuar con el desarrollo de tecnologías para
mejorar la predicción de propiedades mecánicas y ópticas de
las piezas fabricadas por manufactura aditiva.
La manufactura aditiva ya no es tan solo un método “innovador”
para fabricar piezas de prueba. Hoy en día es un método más
dentro de la cadena de manufactura moderna.
Se debe comenzar a pensar en una nueva forma de diseñar
para manufactura aditiva, teniendo en cuenta sus capacidades
y restricciones.
Diapositiva 35
Contacto
Dr.-Ing. Miguel Garzón
Cll114A No.47A-48, Bogotá,
Colombia
Tel. +57-1-6750705
Cel. +57-318-7178401
Muchas gracias
por su atención