Procesos Industriales- Protesis Peneana
52
Procesos Industriales Trabajo Práctico “Prótesis Peneana Maleable”
-
Upload
ivi-cordoba -
Category
Documents
-
view
357 -
download
6
Transcript of Procesos Industriales- Protesis Peneana
Procesos Industriales
Trabajo Práctico
“Prótesis Peneana Maleable”

Procesos Industriales
Objetivo general
Desarrollar las características, proceso de fabricación y análisis de costos de una
prótesis peneana maleable.
Objetivos específicos
Analizar y describir los productos ya existentes en el mercado.
Escoger la tecnología necesaria para producir este dispositivo convenientemente.
Diagramar las distintas etapas del proceso.
Realizar un análisis económico de la producción y comercialización de este
producto.
Etapa 1: Descripción del producto
El objetivo de esta etapa es hacer un análisis y describir el producto médico para el cual
desarrollaremos y diseñaremos la planta de producción.
Descripción del producto: Prótesis peneana semirrígida o maleable.
Un implante de pene se utiliza generalmente cuando hay una clara causa médica para la
disfunción eréctil y cuando el problema es poco probable de resolver o mejorar de forma natural
o con otros tratamientos médicos. Es otra opción de tratamiento para hombres con disfunción
eréctil.
En la actualidad existen tres tipos básicos de prótesis:
semirrígidas o maleables.
inflables de dos piezas.
inflables de tres piezas.
La semirrígida es más fácil de instalar, pero es más difícil de ocultar, debido al hecho de
que el núcleo de metal no permite que llegue a ser flácida. La de dos piezas es más natural, pero
tiene una mayor probabilidad de romperse. El de tres piezas es la más realista, pero los costos
son más altos y tiene una alta probabilidad de fallo por el número de componentes.1
El implante semirrígido, simplemente se dobla en su lugar, ya sea directamente o en
reposo. Es el más fácil de operar. Los implantes de dos y los de tres partes tienen un bulbo
pequeño, implantado en el escroto, que infla dos barras con una solución. El implante de tres
partes tiene un depósito en el que se mantiene la solución. 2
La indicación para el uso de los modelos maleables o inflables varía según la preferencia,
poder de compra (las prótesis inflables son considerablemente más costosas), la destreza manual
y la condición clínica de los pacientes.
Las prótesis inflables pueden tener defectos mecánicos y requerir más destreza en su
manejo, aunque asemejan con más precisión a la forma del pene tanto en estado flácido como
cuando se logra la erección, ya que una prótesis maleable puede estar erecta o doblada. Su
implante es también más laborioso que el de las prótesis maleables.3
En este trabajo desarrollaremos el implante semirrígido.1 Osama Shaeer and Ahmed Shaeer
2 ¿Puede tener un orgasmo con un implante de pene? Por Shavon Walker
3 Órgano Oficial de la Federación Argentina de Geriatría y Gerontología y de la Asociación Gerontológica Argentina - Dr. Félix Eduardo Nallim - Mendoza - República Argentina
La prótesis semirrígida o maleable se compone de un alambre de plata que se puede doblar
y enderezar. El alambre de plata se encuentra rodeado por un cilindro de silicona hecho a
medida.
Dos cilindros se insertan, uno en cada cuerpo cavernoso. Cuando uno un paciente tiene una
prótesis semirrígida o maleables implantada y desea erección, se endereza el pene con la mano,
y se mantiene erguida mientras que sea necesario. Cuando no se utiliza, se inclina el pene hacia
abajo para que no se note por debajo de los pantalones, pero se queda rígido (aunque doblada).
La cirugía usualmente toma un promedio de 60 minutos, y generalmente no requiere
ningún tiempo de estancia hospitalaria. La inserción del implante se puede hacer de manera
ambulatoria. No altera o incrementa la longitud o el grosor del pene. Los implantes permiten a
los pacientes orinar, producir los espermatozoides y el orgasmo normalmente. El tiempo de
recuperación es normalmente de 4 a 6 semanas.
El precio de venta de la prótesis puesto en fabrica para los distribuidores de U$S200.4
Evolución en el tiempo
En 1952 comenzó el uso de materiales artificiales implantables en el pene con el fin de
tratar la impotencia. En 1973 se introdujeron los prototipos apareados semirrígidos
intracavernosos y poco después los dispositivos inflables hidráulicos multicomponentes.
Después surgieron segundas y terceras generaciones de estos dispositivos intentando mejorar
sus pobres resultados iniciales. Las complicaciones incluían infección (9%), fallos mecánicos
(14-44%), y altas tasas de reintervención quirúrgica, aunque en las series más recientes se han
ido reduciendo las tasas de complicaciones. En 1986 se produjo un cambio positivo en la
fiabilidad de las prótesis al aparecer en el mercado prótesis con menos conexiones y mejores
materiales. Este hecho ayudó a disminuir la tasa de fallos mecánicos y la necesidad de
reintervenir y por tanto la aparición de infecciones. No obstante, en la actualidad se siguen
observando estas complicaciones, aunque en un menor porcentaje de pacientes.
Utilidad social
Las prótesis peneanas son dispositivos implantados mediante cirugía, en particular para el
tratamiento de la disfunción eréctil de origen orgánico.
La causa más común de disfunción eréctil es el daño a los nervios, arterias, músculos lisos
y tejidos fibrosos, a menudo como resultado de una enfermedad. Enfermedades como la
4 Promedon S.A.
www.promedon.com
diabetes, enfermedades del riñón, alcoholismo crónico, esclerosis múltiple, ateroesclerosis,
enfermedad vascular y enfermedad neurológica son responsables de alrededor del 70 por ciento
de los casos de disfunción eréctil. Entre el 35 y el 50 por ciento de los hombres con diabetes
sufren de disfunción eréctil.5
También, la cirugía (especialmente la cirugía radical de próstata debido a cáncer) puede
lesionar nervios y arterias cerca del pene, causando disfunción eréctil. Una lesión en el pene, la
columna vertebral, la próstata, la vejiga y la pelvis puede llevar a disfunción eréctil produciendo
lesión en los nervios, músculos lisos, arterias y tejidos fibrosos de los cuerpos cavernosos.
Además, muchos medicamentos comunes, como medicamentos para la presión arterial,
antihistamínicos, antidepresivos, tranquilizantes, supresores del apetito, y cimetidina (un
medicamento para la úlcera) pueden causar Disfunción Eréctil como efecto secundario.
Los expertos piensan que factores psicológicos como estrés, ansiedad, culpa, depresión,
baja autoestima y miedo de falla en el sexo causan hasta un 20 por ciento de los casos de
disfunción eréctil. Los hombres con una causa física de disfunción eréctil a menudo
experimentan el mismo tipo de reacciones psicológicas (estrés, ansiedad, culpa, depresión).
Otras causas posibles son: fumar, que afecta el flujo sanguíneo en las venas y arterias, y
anormalidades en las hormonas, como cantidad insuficiente de testosterona.
Otra causa es la enfermedad de Peyronie , que causa fibrosis en el tejido eréctil y
paraplejía. 6
Es recomendable agotar las todas las posibilidades antes de decidirse por una colocación de
prótesis peneana.
En la actualidad con el gran incremento de cirugías curativas del cáncer de próstata se
incorporan muchos hombres maduros jóvenes a la patología de la erección. En estos casos las
prótesis constituyen un tratamiento seguro, eficaz y definitivo. 7
Población que usa el producto, características de la población.
Cada año se implantan en el mundo más de 25.000 prótesis de pene. 8
Hasta la fecha, más de 300.000 pacientes de todo el mundo llevan implantes peneanos.
5 Salud Madrid Portal salud de la comunidad de Madrid
6 Prótesis de pene por el Dr. David Delvin
7 Prótesis Peneana - Urología Peruana: Dr. Luis Susaníbar
8 www.Impotence-Guide.com

En los hombres mayores, la disfunción eréctil generalmente tiene una causa física, como
una enfermedad, lesión, o efectos secundarios de medicamentos. Cualquier trastorno que cause
una lesión en los nervios o que deteriore el flujo de sangre al pene puede causar disfunción
eréctil.
La incidencia aumenta con la edad: alrededor del 5 por ciento de los hombres de 40 años de
edad y entre el 15 y el 25 por ciento de los hombres de 65 años de edad experimentan
disfunción eréctil. Pero no es una parte inevitable del envejecimiento.9
El 52% de los hombres (de 40 a 70 años) se vieron afectados en algún momento (leve 17%,
25% moderada y grave 10%).
Clasificación de las prótesis peneanas:
Los dispositivos maleables o semirrígidas son de diversos materiales, los hay de de caucho,
de silicona pura, con un núcleo de metal entrelazado central o en espiral y de
politetrafluoroetileno (PFTE) recubierto con anillos entrelazados polisulfona conectadas por un
resorte.
Dependiendo del fabricante, las barras tienen una capa exterior de silicona, de alta densidad
de plástico o polietileno, con una serie de segmentos que se puede colocar, junto con un núcleo
de metal.
Clasificación de las Prótesis Peneanas por sus características físicas:
1. Flexibles (semirrígida): Son aquellas que regresan a su posición inicial.
2. Maleables (semirrígida): Son las permiten recuperar su posición inicial cuando se les
flexionan, esto lo logran gracias a su "alma de plata o acero".10
Diseño a producir
9 Prótesis Peneanas - Consideraciones Prácticas - Dr: Ramiro Fragas
10 Prótesis de pene por el Dr. David Delvin

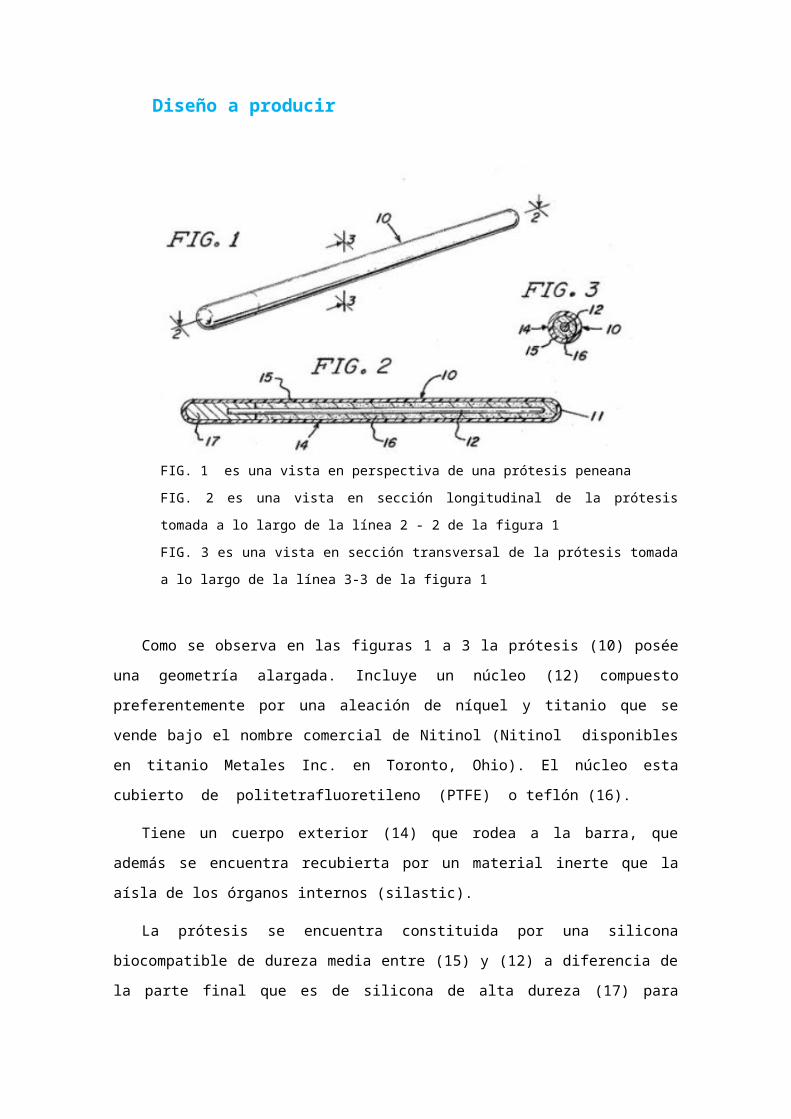
FIG. 1 es una vista en perspectiva de una prótesis peneana
FIG. 2 es una vista en sección longitudinal de la prótesis tomada a lo largo de la línea 2 - 2 de la
figura 1
FIG. 3 es una vista en sección transversal de la prótesis tomada a lo largo de la línea 3-3 de la
figura 1
Como se observa en las figuras 1 a 3 la prótesis (10) posée una geometría alargada. Incluye
un núcleo (12) compuesto preferentemente por una aleación de níquel y titanio que se vende
bajo el nombre comercial de Nitinol (Nitinol disponibles en titanio Metales Inc. en Toronto,
Ohio). El núcleo esta cubierto de politetrafluoretileno (PTFE) o teflón (16).
Tiene un cuerpo exterior (14) que rodea a la barra, que además se encuentra recubierta por
un material inerte que la aísla de los órganos internos (silastic).
La prótesis se encuentra constituida por una silicona biocompatible de dureza media entre
(15) y (12) a diferencia de la parte final que es de silicona de alta dureza (17) para cumplir con
la tarea de fijar la prótesis en la posición deseada, mientras que el otro extremo (11) es de baja
dureza.
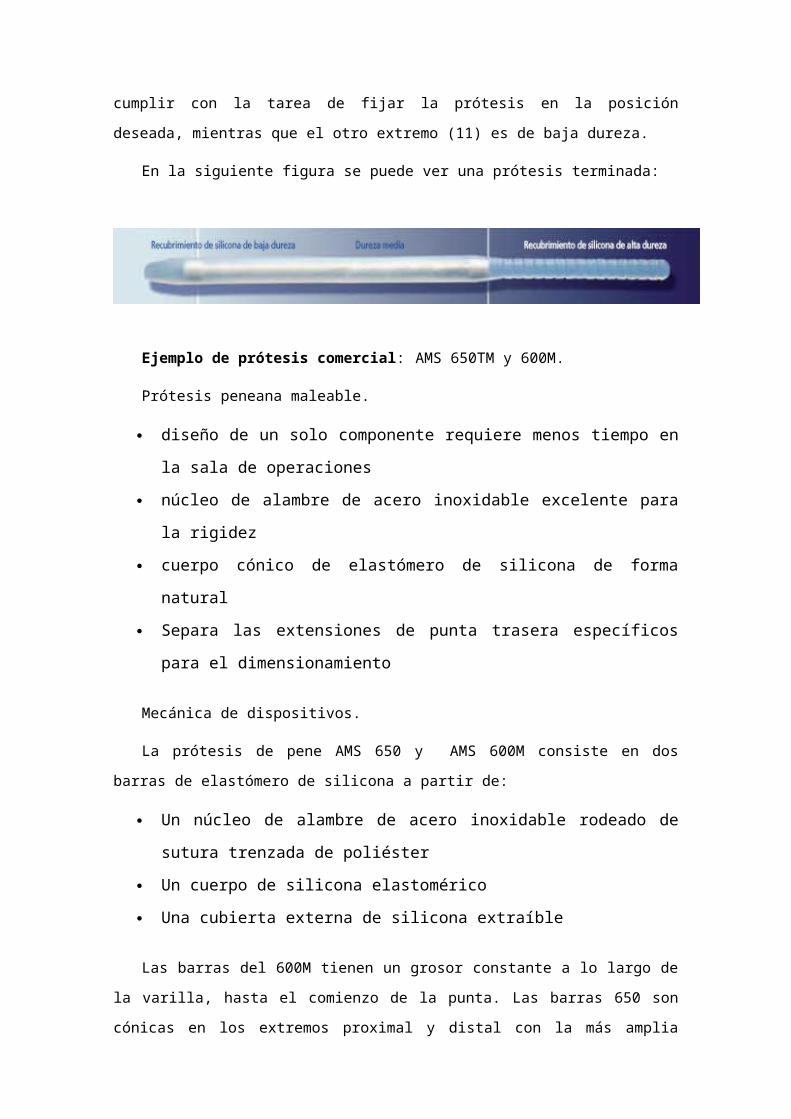
En la siguiente figura se puede ver una prótesis terminada:
Ejemplo de prótesis comercial: AMS 650TM y 600M.
Prótesis peneana maleable.
diseño de un solo componente requiere menos tiempo en la sala de operaciones
núcleo de alambre de acero inoxidable excelente para la rigidez
cuerpo cónico de elastómero de silicona de forma natural
Separa las extensiones de punta trasera específicos para el dimensionamiento
Mecánica de dispositivos.
La prótesis de pene AMS 650 y AMS 600M consiste en dos barras de elastómero de
silicona a partir de:
Un núcleo de alambre de acero inoxidable rodeado de sutura trenzada de
poliéster
Un cuerpo de silicona elastomérico
Una cubierta externa de silicona extraíble
Las barras del 600M tienen un grosor constante a lo largo de la varilla, hasta el comienzo
de la punta. Las barras 650 son cónicas en los extremos proximal y distal con la más amplia
medida que ocurren en mitad de la diáfisis, para proporcionar una excelente circunferencia.11
Característica AMS 650 AMS 650 AMS 600M AMS 600M
Longitud 12 cm 16 cm
20 cm
12 cm 14 cm 16 cm
18 cm
Diámetro 13 mm con sobrecubierta 11 mm, sin chaqueta
Apilable extensores punta trasera: 0,5 cm, 1 cm, 2 cm, 3 cm
11,5 mm con sobrecubierta 9,5 mm, sin chaqueta
Apilable extensores punta trasera: 1 cm cada una
11 American Medical Systems, inc.
Mentor Corporación
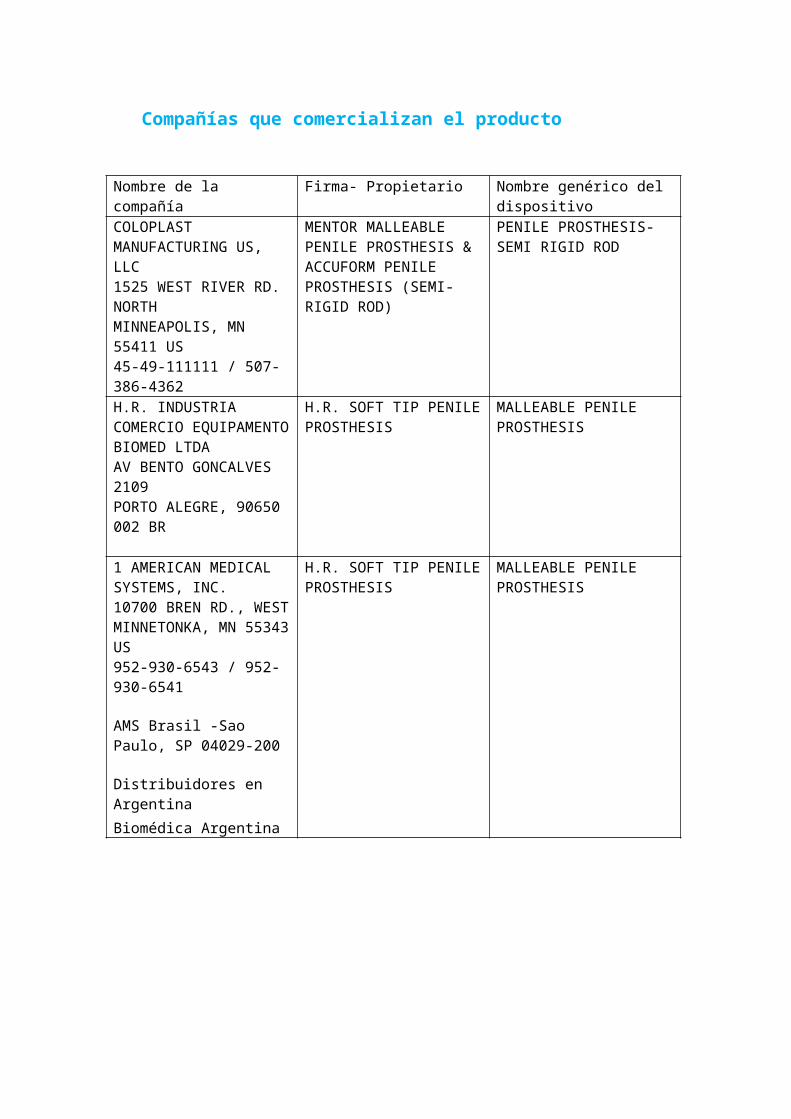
Compañías que comercializan el producto
Nombre de la compañía Firma- Propietario Nombre genérico del dispositivo
COLOPLAST MANUFACTURING US, LLC1525 WEST RIVER RD. NORTHMINNEAPOLIS, MN 55411 US45-49-111111 / 507-386-4362
MENTOR MALLEABLE PENILE PROSTHESIS & ACCUFORM PENILE PROSTHESIS (SEMI-RIGID ROD)
PENILE PROSTHESIS-SEMI RIGID ROD
H.R. INDUSTRIA COMERCIO EQUIPAMENTO BIOMED LTDAAV BENTO GONCALVES 2109PORTO ALEGRE, 90650 002 BR
H.R. SOFT TIP PENILE PROSTHESIS
MALLEABLE PENILE PROSTHESIS
1 AMERICAN MEDICAL SYSTEMS, INC.10700 BREN RD., WESTMINNETONKA, MN 55343 US952-930-6543 / 952-930-6541
AMS Brasil -Sao Paulo, SP 04029-200
Distribuidores en Argentina
Biomédica Argentina
H.R. SOFT TIP PENILE PROSTHESIS
MALLEABLE PENILE PROSTHESIS
Horizonte de producción y porcentaje del mercado actual podemos
absorber
Teniendo en cuenta que Promedon, una firma internacional con base en Córdoba, esta
distribuyendo esta prótesis en 35 países actualmente, cuyos principales mercados son Cuba,
Egipto, Turquía y Corea entre otros. Además la empresa Biomédica Argentina se encarga de la
importación de dichas prótesis.
Teniendo en cuenta el manejo del mercado por parte de la competencia, el mercado actual
al que podemos aspirar es el nacional. Pero a largo plazo y cumpliendo con los procesos de
certificación de productos, podríamos abarcar parte del mercado internacional.12
Desde hace muchos años se ha constatado una relación directa entre edad y disfunción
eréctil: 2 % a los 40 años, 6,7 % a los 50, 18,4 % a los 60, 27 % a los 70 y 75 % a los 80.
Esta asociación con la edad ha sido atribuida a que el envejecimiento favorece la aparición
de enfermedades como la diabetes o la patología vascular, factores de riesgo a su vez para la DE
y a la mayor utilización de fármacos potencialmente favorecedores de la misma. 13
De la cantidad de individuos que presentan alguna disfunción eréctil el 10% precisa
prótesis para solucionar su problema.14
Por lo tanto con los datos del censo del año 200115obtenemos los siguientes valores:
Porcentaje que presenta alguna
disfunción eréctil por edades.
Cantidad de individuos con alguna
disfunción eréctil
Cantidad de individuos con alguna
disfunción eréctil que precisan de una
prótesis peneana para solucionar su
problema
2 % a los 40 años 40046 4004
6,7 % a los 50 108090 10809
18,4 % a los 60 201813 20181
27 % a los 70 192099 19209
75 % a los 80 165508 16550
Por lo tanto el número de individuos mayores de 40 años y menores de 80 que presentan
alguna disfunción sexual, y precisa prótesis para solucionar su problema, es 70753.
12 Promedon S.A.
13 Kinsey AC, Pomeroy WB, Martin CE. Sexual behavior in the human male.
Philadelphia, WB Saunders, 1948.
14 Servicio de Urología. Hospital Universitario de Getafe. Getafe. Madrid. España
15 INDEC, Censo Nacional de Población, Hogares y Viviendas 2001.
Población total por sexo y razón de masculinidad, según grupos de edad
Total del país. Año 2001

La idea de mercado en este tipo de producto para el tratamiento de la Disfunción Eréctil,
esta dado por aspectos sociales más que comerciales.
Debido a ello calculamos que un 10% de los individuos que precisan prótesis realmente las
compran. Finalmente el número de individuos que son posibles clientes es 7076. Por lo tanto
nuestra producción anual seria de 7076 prótesis, dando una cantidad de 590 prótesis por mes
(1180 hemiprótesis). Actualmente Promedon esta produciendo 220 prótesis por mes (cada
prótesis cuenta de dos hemiprótesis-1 por cada cuerpo cavernoso).16
16 Promedon S.A.
Etapa 2: Procesos de manufactura.
En el montaje de nuestra empresa asumiremos que nuestra producción será de manera
continua resaltando las características de una gran calidad y alto valor agregado propios de este
tipo, esto insumirá un diseño adecuado de los procesos y una gestión de la calidad acorde.
En primera instancia, la producción no tendría un número muy elevado de unidades ya que
apuntamos a proveer al mercado nacional, pero se tendrán en cuenta las posibilidades de
crecimiento y ampliación de las dimensiones de la planta desde un primer momento.
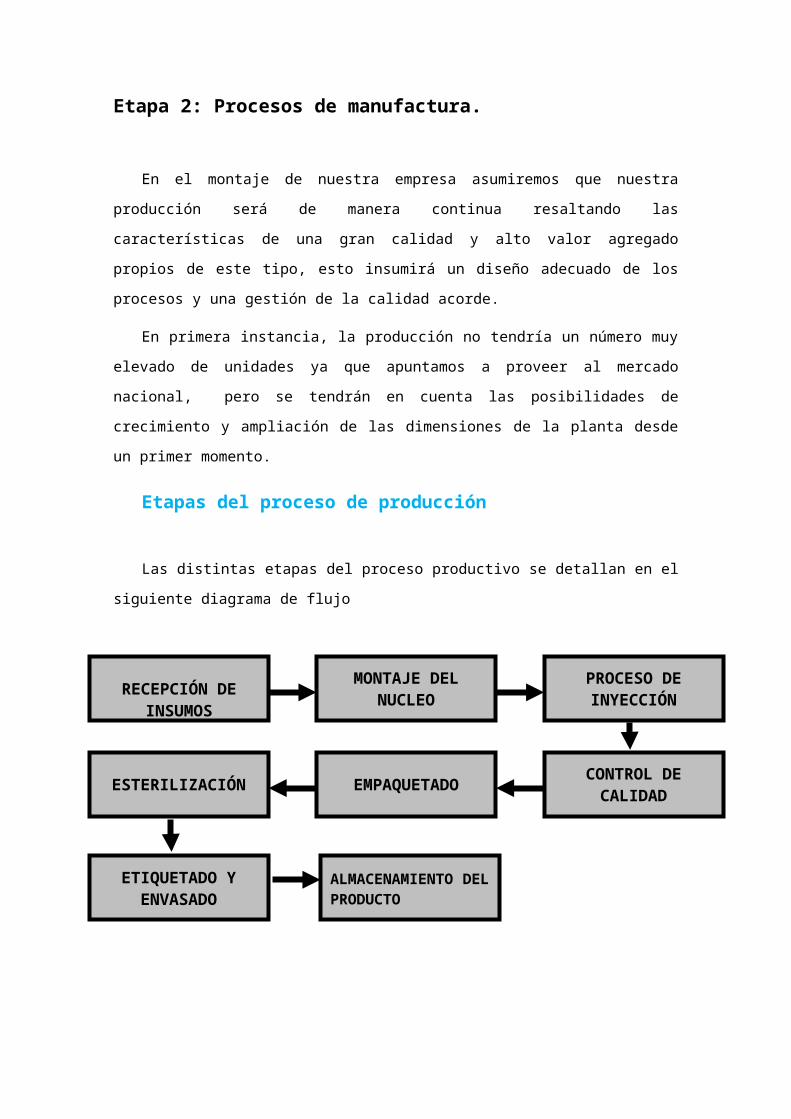
Etapas del proceso de producción
Las distintas etapas del proceso productivo se detallan en el siguiente diagrama de flujo
RECEPCIÓN DE INSUMOS
MONTAJE DEL NUCLEO
CONTROL DE CALIDAD
EMPAQUETADOESTERILIZACIÓN
ETIQUETADO Y ENVASADO
PROCESO DE INYECCIÓN
ALMACENAMIENTO DEL PRODUCTO
1. Recepción de insumos
El proceso productivo se inicia con la recepción de los insumos los cuales deben ser en
tiempo y forma. Por lo que se realizan test para determinar la conformidad o no conformidad.
Los materiales que utilizaremos
Silicona grado implante en 4 durezas.
Alambre Nitinol.
Tubo de teflón (PTFE) y topes de teflón.
Cinta de teflón.
Teflón o Politetrafluoroetileno (P.T.F.E.)
Polímero termoestable, el cual mantiene una muy alta viscosidad a temperaturas de 327ºC.
Por lo tanto, necesita técnicas particulares de transformación para la elaboración de productos
semielaborados. El PTFE puede ser utilizado en uso continuo a cualquier temperatura
comprendida entre –200 ºC y +260 ºC.
Es un producto blanco que se obtiene por extrusión o por moldeo, sinterizando
posteriormente el producto en hornos de convección. El fabricado por moldeo es siempre
superior en calidad y características al extruido. 17
Los artículos de PTFE moldeados tienen una elevada resistencia al impacto, pero son
fácilmente deformables mas allá del punto de recuperación elástica.18
Los tubos de teflón se realizan mediante el proceso de extrusión, pero debido a los costos
de la maquinaria y a que el número de unidades a realizar por mes es reducido, este proceso se
va a tercerizar.
Las tapas de los tubos de teflón se realizan mediante el mecanizado del teflón, proceso que
también se va a tercerizar.
El proveedor de los tubos y sus respectivos capuchones de teflón será la empresa:
MEREFSA - Manufacturados Españoles de Resinas Fluoradas , S.L.
Barcelona – España ([email protected])
www.merefsa.com
Tel (+34)933 37 20 81
Fax (+34)933 37 43 73
17http://www.interempresas.net/Plastico/Articulos/4613-Ventajas-del-uso-del-moldeo-por- compresion-automatico-en-piezas-de-PTFE.html
18 http://www.general-aislante.com.ar/teflon.htm

Silicona
Elastómeros que tienen la capacidad de sufrir un gran alargamiento elástico que se puede
recuperar si cesa el esfuerzo. La silicona es inerte y estable a altas temperaturas, lo que la hace
útil en aplicaciones médicas y quirúrgicas. Las cualidades lubricantes de una forma de silicona
la hacen ideal como revestimiento biomédico.
Puede ser esterilizada por Oxido de Etileno, radiación y repetidos procesos de autoclave.
La silicona es flexible y suave al tacto, no mancha ni se desgasta, no envejece, no exuda
nunca, evitando su deterioro, ensuciamiento y/o corrosión sobre los materiales que estén en
contacto con la misma, tiene gran resistencia a todo tipo de uso, no es contaminante y se pueden
elegir diferentes y novedosos colores.
La silicona posee una resistencia a la tracción de 70 Kg/cm2 con una elongación promedio
de 400%. A diferencia de otros materiales, la silicona mantiene estos valores aun después de
largas exposiciones a temperaturas extremas.19
Una de las alternativas como proveedor de este insumo es la empresa:
Dow Corning Corporation
2200 W. Salzburg Road
48686-0994 Midland Michigan
Estados Unidos
Tel: +19894964400
Fax: +19894966731
Producto: Silicona de grado medico marca Silastic.
Alambre de Niquel-Titanio
Es el ejemplo mejor conocido de las llamadas aleaciones con memoria de forma. Se trata
de una aleación de níquel y titanio en proporciones casi equimolares y que tiene propiedades de
memoria de forma espectaculares. La memoria de forma se manifiesta cuando, después de una
deformación plástica, el material recupera su forma tras un calentamiento suave.
El nombre comercial es Nitinol acrónimo de Ni-Ti-Naval Ordnance Laboratory.
Seleccionamos como proveedor de este insumo a la empresa:
Images Scientific Instruments, Inc.
www.imagesco.com
19 Billmeye, Fred Wallace; “Ciencia de los polímeros”
Lista de precios (el costo por pie) Flexinol ® Alambre:
Item # Métrico Item # Norma Precio unitario
Flexinol ® 25 LT Flexinol ® 0.001 8,50 dólares / pie
Flexinol ® 037 HT/LT Flexinol ® 0.0015 2,50 dólares / pie
Flexinol ® 050 HT/LT Flexinol ® 0.002 2,50 dólares / pie
Flexinol ® 075 HT/LT Flexinol ® 0.003 2,50 dólares / pie
Flexinol ® 100 HT/LT Flexinol ® 0.004 2,50 dólares / pie
Flexinol ® 125 HT/LT Flexinol ® 0.005 2,50 dólares / pie
Flexinol ® 150 HT/LT Flexinol ® 0.006 2,50 dólares / pie
Flexinol ® 200 HT/LT Flexinol ® 0.008 2,50 dólares / pie
Flexinol ® 250 HT/LT Flexinol ® 0.010 2,50 dólares / pie
Flexinol ® 300 HT/LT Flexinol ® 0.012 5,00 dólares / pie
Flexinol ® 375 HT/LT Flexinol ® 0.015 8,50 dólares / pie
2. Montaje del núcleo
El proceso productivo comienza con el armado del núcleo de Nitinol de la prótesis el cual
varía su tamaño de acuerdo al tamaño de la prótesis. Luego se lo recubre con cinta de teflón, y
dicho núcleo se ubica dentro de un tubo de teflón y se lo cierra con topes del mismo material.
3. Proceso de inyección
El conformado de la prótesis se desarrolla por medio de proceso de moldeado empleando
tres variables temperatura, presión y tiempo, el moldeado se realiza en figuras desarrolladas
sobre matrices, luego de centrar el núcleo previamente conformado.
Para realizar esta etapa del proceso tomamos la determinación de utilizar una máquina
inyectora debido a que podemos contar con el control de temperatura y presión de la misma las
cuales son variables que tenemos que manipular, para obtener los distintos grados de dureza.
Las siliconas de diferentes durezas son mezcladas por medio de un proceso de amasado
mediante la mezcla de dos componentes. Para este proceso se utiliza una amasadora grado
médico, ultra higiénica hecha íntegramente en acero inoxidable 316. Las diferentes láminas
obtenidas son almacenadas en recipientes a baja temperatura hasta su empleo.
Se utilizaran matrices de dos bocas, que serán adquiridas en el mercado nacional. Las
mismas deberán contar con espacios para el refrigerante que debe circular a distinta temperatura
según cuál sea la zona de la prótesis que debe enfriar.
Todos los procesos productivos realizados hasta aquí son desarrollados en área clase 8.

Luego de obtenida la prótesis se realiza un proceso de post curado a alta temperatura,
proceso de prelavado y se transfiere el producto al área de lavado final y packaging. Para esto se
utilizan
Hornos
Lavado por US
Campana de secado
El proceso de lavado se desarrolla dentro de área clase 7.
4. Control de calidad
En esta etapa del proceso nos encontramos con el producto terminado, es decir justo antes
de ser esterilizado y puesto en el mercado.
Cabe destacar que el control de calidad no sólo se realiza en este proceso sino sobre la
totalidad de los que tenemos en la planta ya que para un adecuado funcionamiento se debe
llevar a cabo una correcta gestión de la calidad.
Este proceso se centra únicamente en la pieza terminada y se encarga de realizar ensayos
tales como de fatiga, resistencia de la pieza a la tracción, a la compresión, ensayos de pandeo y
ensayos de biocompatibilidad entre otros.
5. Empaquetado
Una vez realizado el control de calidad, las piezas terminadas serán empaquetadas en
bolsas de plástico de grado médico a razón de una pieza por bolsa y luego se procederá al
sellado de manera hermética de las mismas.
Las condiciones que el empaque deberá cumplir serán:
Ser barrera biológica
Permeable al agente esterilizante
No ser tóxico, ni desprender pelusas, fibras u otro tipo de sustancias
No desprender olor
Resistente a la rotura y a la humedad
Repelente al agua
No combinarse con el agente esterilizante
Fácil de adquirir
Costo – beneficio positivo
Envoltorio recomendado según método EtO
Bolsas (pouche) doble faz – papel grado médico/ poliéster / polipropileno
Bolsa de polietileno grado médico
Papel grado médico
El sellado deberá permitir una posterior apertura aséptica y de fácil técnica para evitar
caídas o roturas del material.
Se podrá realizar de acuerdo a las siguientes técnicas:
Con cintas pegantes, resistentes al método de esterilización
Doblado
Termosellado
6. Esterilización
Finalizada la producción de una cantidad considerable, se procederá al lavado y
esterilizado de las piezas mediante una esterilizadora de oxido de etileno(ETO).
Antes de realizar el proceso de esterilización el producto se coloca en bolsas plásticas de
grado médico, por unidad. Esta contiene indicadores que muestran que el producto ha sido
esterilizado. Este indicador es una banda que cambia de color y no es afectado por la luz del sol,
permitiendo su fácil identificación. El material será dispuesto en canastas ubicadas en el interior
de la cámara, de manera tal que no contacte directamente con las paredes, el techo y piso del
Esterilizador. En el proceso debe incluirse la etapa de aireación, para garantizar que los
materiales esterilizados no contengan óxido de etileno residual en concentraciones superiores a
las recomendadas.
Nivel máximo permitido para dispositivos médicos: 5 ppm (según resolución 255/94-
Ministerio de Salud y Acción Social).
7. Etiquetado y envasado
Durante esta etapa nos ocupamos de colocar a cada una de las bolsas una etiqueta
autoadhesiva con la fecha de envasado y el numero de lote lo cual se realiza de forma manual.
Al hacerlo de esta manera se deberá tener especial cuidado de no dañar el envoltorio, en caso
que esto suceda, habrá que descartarlo y envasar nuevamente.
El material será identificado con los siguientes datos:
Denominación del producto y uso al que está destinado

Número de partida, lote y/o serie de producción
Fecha de elaboración y/o validez del producto
Método, mes y año de esterilización.
Fecha de vencimiento del producto.
Las leyendas siguientes escritas claramente: “Material para usar
una única vez”, “Atóxico, estéril y libre de piretógenos”, “No utilizar si
el envase no está íntegro”.
Luego de ello se colocan en cajas de cartón hasta completar una determinada cantidad de
unidades y se trasladan al almacenamiento para esperar ser transportados al lugar del que fueron
solicitadas.
8. Almacenamiento del producto
Para el almacenamiento del producto se acondicionarán espacios exclusivos de una manera
acorde para minimizar lo riesgos de contaminación.
Se deberá evitar la manipulación innecesaria de todos los materiales procesados y el acceso
estará limitado a las personas a cargo del trasporte y de la entrega de material.
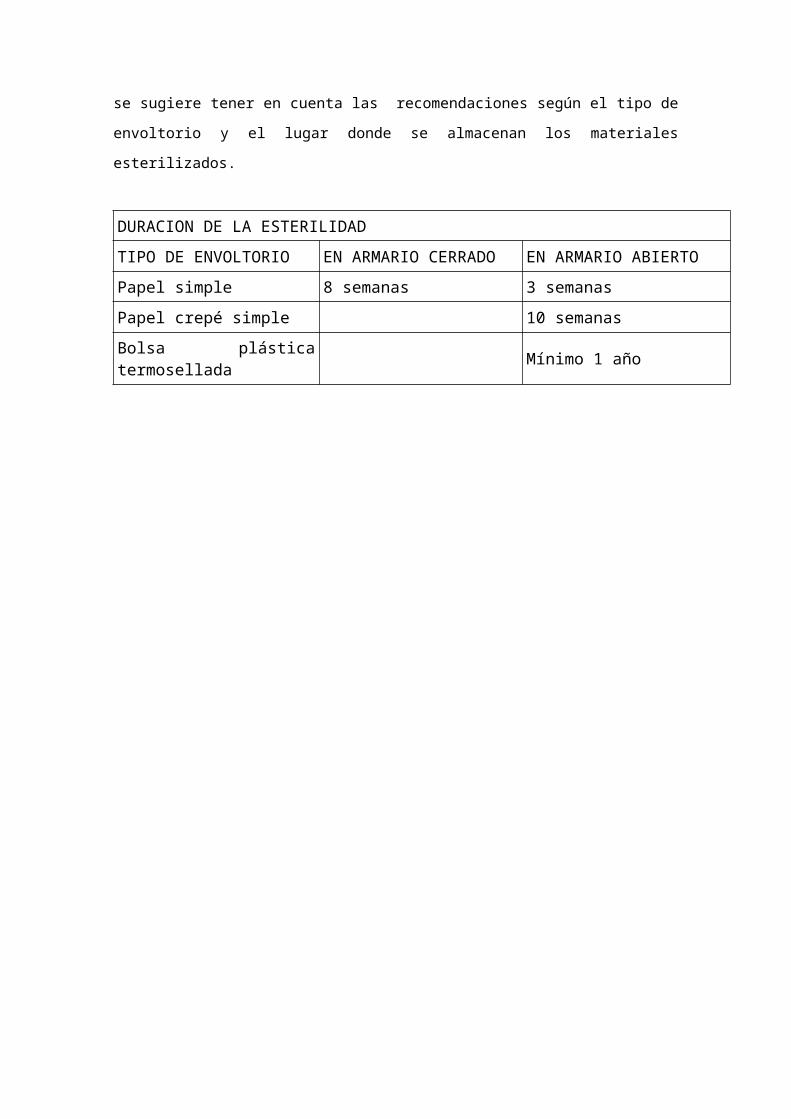
Si bien se acepta universalmente que la validez de la esterilización está condicionada a los
eventos a los que el material está expuesto, hasta tanto podamos tener un control fehaciente del
material en la planta y los sectores necesarios, se sugiere tener en cuenta las recomendaciones
según el tipo de envoltorio y el lugar donde se almacenan los materiales esterilizados.
DURACION DE LA ESTERILIDAD
TIPO DE ENVOLTORIO EN ARMARIO CERRADO EN ARMARIO ABIERTO
Papel simple 8 semanas 3 semanas
Papel crepé simple 10 semanas
Bolsa plástica termosellada Mínimo 1 año

Maquinaria utilizada.
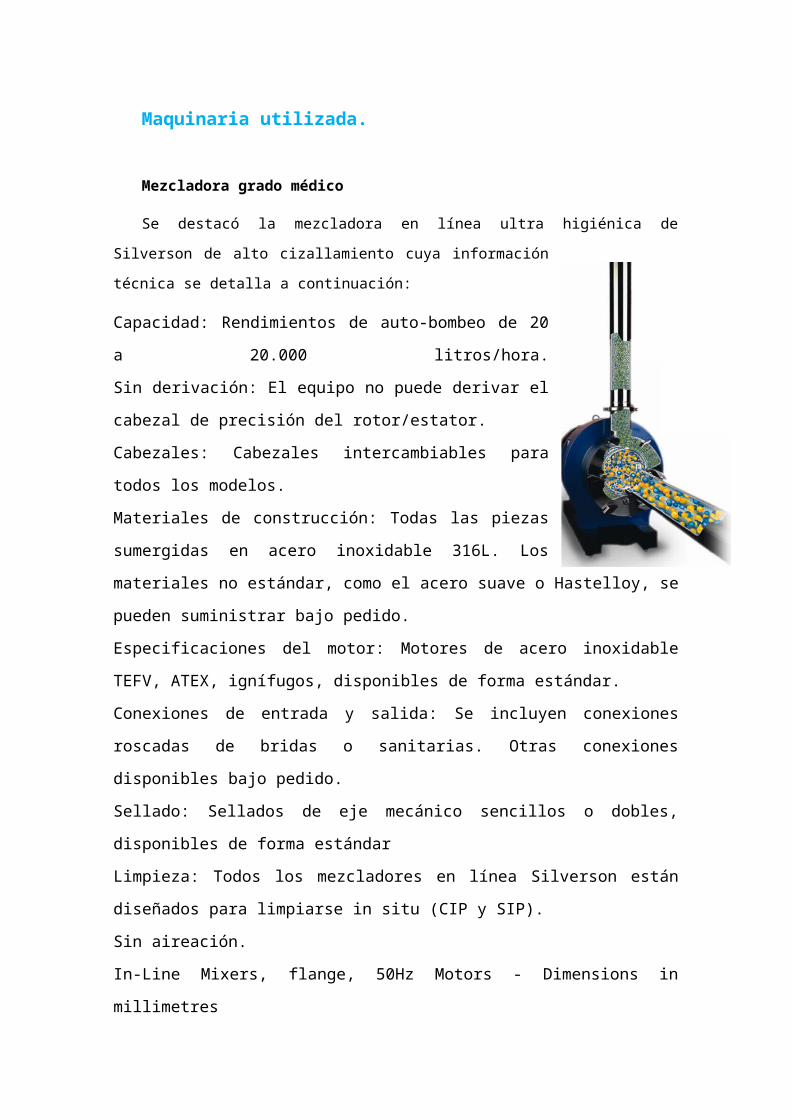
Mezcladora grado médico
Se destacó la mezcladora en línea ultra higiénica de Silverson de alto cizallamiento cuya
información técnica se detalla a continuación:
Capacidad: Rendimientos de auto-bombeo de 20 a 20.000
litros/hora.
Sin derivación: El equipo no puede derivar el cabezal de precisión
del rotor/estator.
Cabezales: Cabezales intercambiables para todos los modelos.
Materiales de construcción: Todas las piezas sumergidas en acero
inoxidable 316L. Los materiales no estándar, como el acero suave o
Hastelloy, se pueden suministrar bajo pedido.
Especificaciones del motor: Motores de acero inoxidable TEFV,
ATEX, ignífugos, disponibles de forma estándar.
Conexiones de entrada y salida: Se incluyen conexiones roscadas de
bridas o sanitarias. Otras conexiones disponibles bajo pedido.
Sellado: Sellados de eje mecánico sencillos o dobles, disponibles de forma estándar
Limpieza: Todos los mezcladores en línea Silverson están diseñados para limpiarse in
situ (CIP y SIP).
Sin aireación.
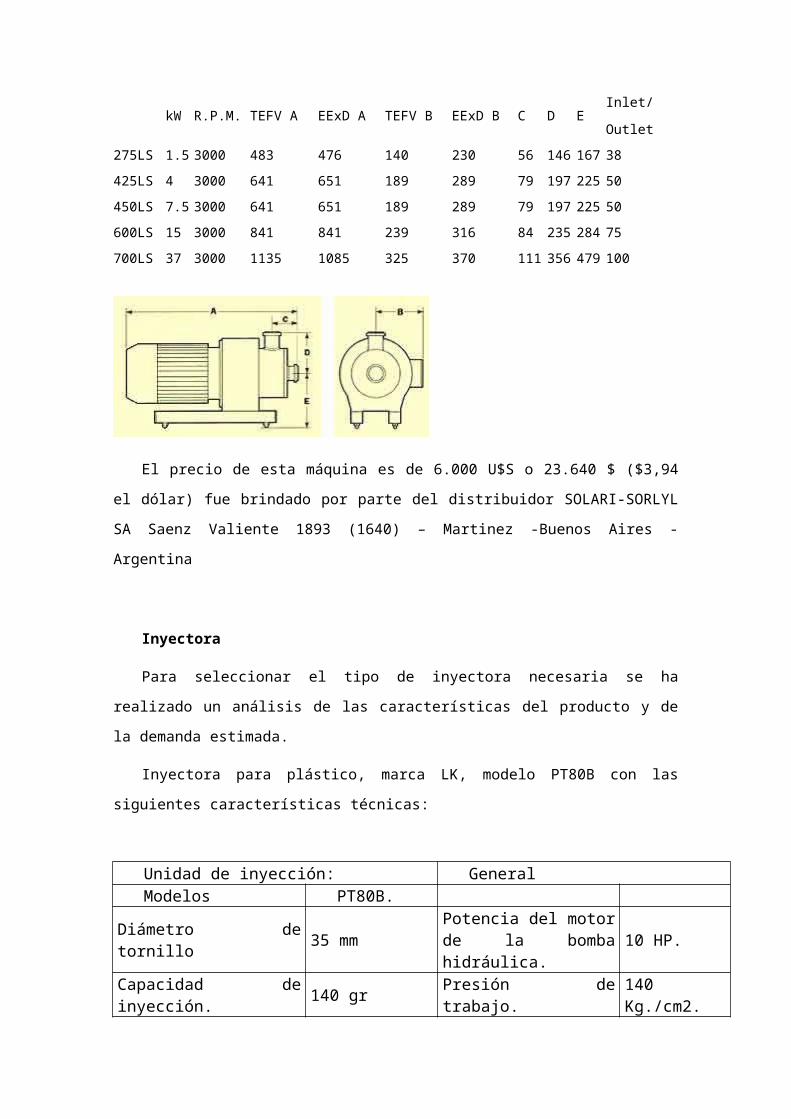
In-Line Mixers, flange, 50Hz Motors - Dimensions in millimetres
kW R.P.M. TEFV A EExD A TEFV B EExD B C D E Inlet/ Outlet
275LS 1.5 3000 483 476 140 230 56 146 167 38
425LS 4 3000 641 651 189 289 79 197 225 50
450LS 7.5 3000 641 651 189 289 79 197 225 50
600LS 15 3000 841 841 239 316 84 235 284 75
700LS 37 3000 1135 1085 325 370 111 356 479 100

El precio de esta máquina es de 6.000 U$S o 23.640 $ ($3,94 el dólar) fue brindado por
parte del distribuidor SOLARI-SORLYL SA Saenz Valiente 1893 (1640) – Martinez -Buenos
Aires - Argentina
Inyectora
Para seleccionar el tipo de inyectora necesaria se ha realizado un análisis de las
características del producto y de la demanda estimada.
Inyectora para plástico, marca LK, modelo PT80B con las siguientes características
técnicas:
Unidad de inyección: GeneralModelos PT80B.
Diámetro de tornillo 35 mmPotencia del motor de la bomba hidráulica.
10 HP.
Capacidad de inyección. 140 gr Presión de trabajo. 140 Kg./cm2.Volumen de inyección 154 cm3 Capacidad del tanque. 230 ltr.
Presión de inyección. 1390 kg./cm2Capacidad de calent. en seco.
5,23 KW
Velocidad de inyección. 75 cm3 / seg. Zonas de calentamiento 3+NCapacidad de plastificación 42 Kg./hr. Tiempo de ciclo en vacío. 1,4 seg.
Relación del tornillo L/D. 20 Dimensiones de la máquina
3.800 x 1.000 x 1.900 mm.
Carrera del tornillo. 160 mm Peso de la máquina 2.700 kgs.Velocidad de rotación del tornillo
185 RPM
Carrera pico inyector 230 mmCapacidad del depósito de material
45 ltr.
Unidad de sujeción:Presión de cierre 80 Tn.Altura del molde 150-350 mm.Máxima apertura 630 mm.Carrera de apertura. 280 mmDistancia entre columnas. 357 x 357 mm.Medidas de la placa. 545 x 535 mm.Recorrido del extractor. 85 mm.Fuerza del extractor. 2.8 Tn.
Precio de la máquina con los accesorios standard: U$S 26.500 o 104.410 $ ($3,94 el
dólar).
El precio mencionado no incluyen I.V.A. y están calculados con los aranceles y gastos
vigentes a la fecha. Cualquier variación actual o futura modificará dichos valores. La garantía es
de 6 meses a partir de la entrega de la máquina y la puesta en marcha: sin costo, a cargo de
Carlos Edelmann y Cía. S.R.L. por personal técnico especializado.
Controladores de temperatura y Enfriadores de matrices
El proceso no se encuentra terminado sin un control de
la temperatura de enfriado de las matrices una vez
vulcanizada la silicona con lo cual tendremos que realizar
este procedimiento mediante enfriadores para procesos Air
Products. Nuestro distribuidor “Relaciones Industriales” se
encuentra en Av. Circunvalacion 4850 (km 27,5) - Córdoba
– Argentina.
Estamos a la espera del precio.
Esterilizadora
Marca Bio-Gas BMI
Equipo de mesa totalmente automático, dirigido por medio de un controlador lógico
programable (PLC) que efectúa las secuencias de: calefacción, vacío inicial, humidificación,
inyección del gas, esterilización, descarga de gas, ventilación, detección de fallas, aviso de fin
de ciclo e impresión del reporte de ciclo.
Ventajas:
• Equipo de mesa de funcionamiento totalmente automático por medio de un
controlador lógico programable.
• Utiliza cartuchos descartables de óxido de etileno
puro tipo Biolene® de 15 gramos.
• La temperatura de la cámara se mantiene controlada
automáticamente y es programable de 37ºC a 60ºC
mediante termocontrolador de última generación.
• Funciona con técnica de vacío, posee neutralizador de
gas por burbujeo en agua, termostato de seguridad y
sistema de humidificación.
• El tiempo de esterilización se programa entre 3 y 8
horas.
• El tiempo de ventilación se programa entre 4 y 16 horas.

• Posee un sistema de ventilación que permite esterilizar y ventilar dentro de la misma
cámara sin necesidad de retirar el material para ventilar en cámaras auxiliares.
• El equipo no necesita instalaciones especiales. Además, todos los equipos son
sometidos a verificaciones de rigidez dieléctrica y resistencia de puesta a tierra
Selladora de film de polietileno
Modelo BL-32
CARACTERÍSTICAS• Unidad portátil tipo guillotina de accionamiento manual
• Capacidad de sellado de hasta 320 mm
• Posee timer de 7 posiciones
• Funciona con 220 V
• Consumo máximo de 100 W
Etapa 3: Organización de la producción.
Disposición de la planta de manufactura
La planta de manufactura está constituida por:
Sala de insumos
Es el lugar destinado para almacenar los materiales, ordenados según su utilización en las
distintas etapas del proceso. Se utilizarán para ello estanterías.
Los materiales que utilizaremos son:
Silicona grado implante en 4 durezas.
Alambre Nitinol.
Tubo de teflón (PTFE) y topes de teflón.
Cinta de teflón.
Materiales para la esterilización
Sala de montaje
Armado del núcleo de la prótesis, el cual varía su tamaño de acuerdo al tamaño de la
misma. Se recubre el alambre de Nitinol con cinta de teflón, y dicho núcleo se ubica dentro de
un tubo de teflón y se lo cierra con topes del mismo material.
Sala de maquinarias (inyector )
La misma deberá contar con las dimensiones necesarias para el correcto funcionamiento de
las maquinas, así como también la adecuada circulación de productos y personal.
Sector de Terminación
El mismo se encuentra continuo a la sala de maquinaria. En este sector encontramos bancos
de trabajo para poder realizar la tarea de eliminación de sobrantes.
Control de calidad
En esta área se encuentran mesas de trabajo para realizar la inspección y selección de los
productos terminados.
Sector de Empaquetado
Esta área está destinada a la preparación de los embalajes de acuerdo a la producción
programada, por lo que se encuentra en el mismo una máquina selladora de bolsas.
Sala de Esterilización

La misma contiene el equipo destinado al proceso de esterilización por óxido de etileno,
esto es la esterilizadora, los indicadores utilizados y las canastas donde se ubica el producto a
esterilizar y debe contar con las especificaciones necesarias para desarrollar esta tarea.
Sala de Etiquetado y Envasado
Este sector se encuentra luego de la sala de esterilización, en la cual se agrega la fecha de
envasado y el número de lote, entre otros, a través de una etiqueta autoadhesiva. Luego se
colocan 100 unidades en las cajas de cartón que finalmente pasaran a almacenamiento
Almacén de producto terminado
En esta sala se encuentran las cajas con los productos terminados, listos para ser
transportados a sus puntos de comercialización.
Baño / Vestuario
Área sucia o de desechos
Se encuentra en al exterior del edificio. Es un espacio con contenedores destinado a colocar
los desechos.
El área administrativa estará constituida por:
Recepción
En esta área se encontrará una recepcionista encargada de recibir (atender) a cualquier
persona que se acerque (comunique) a nuestra empresa entre otras actividades.
Área Administrativa
En esta área se administran las compras de insumos, venta de producto final entre otras
tareas.
Gerencia
Se encuentran los socios gerentes a cargo de la gestión, el planeamiento, el presupuesto y
las decisiones de dirección.
Baño
Deposito de Limpieza
Espacio reducido para colocar elementos de limpieza y afines.

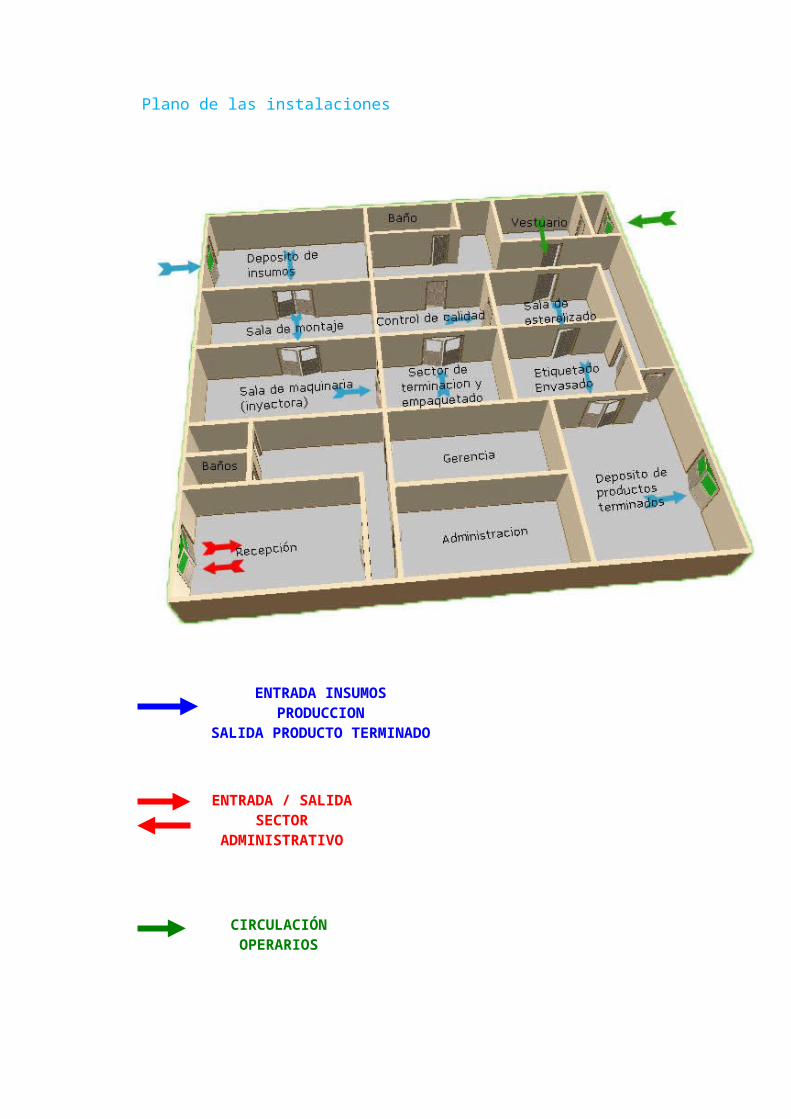
Plano de las instalaciones
La misma estará localizada en el parque industrial de Paraná que provee un terreno con un
valor de $2.293/m2 para los primeros 5.000 m2, $2.017/m2 de 5 - 10.000 m2 y $1.724 /m2 el
excedente. Como la planta posee una superficie de 300 m2, entonces el costo del terreno será de
$687.900. Además, hay suministro de energía eléctrica en media tensión con estación
ENTRADA / SALIDA SECTOR
ADMINISTRATIVO
ENTRADA INSUMOSPRODUCCION
SALIDA PRODUCTO TERMINADO
CIRCULACIÓN OPERARIOS
transformadora, red interna de distribución en media y baja tensión e instalación de iluminación
interna, instalación de captación de agua subterránea y tanque elevado.
El Parque Industrial de Paraná dispone además, de las siguientes obras de infraestructura y
de servicios comunes:
- Planta de depuración común de efluentes cloacales e industriales. “Fuera de uso”.
- Red vial interna pavimentada en gran proporción.
- Comunicaciones: Líneas de teléfono y Fax.
- Parquización interna.
- Servicio público de recolección de residuos.
- Líneas de transporte urbano de pasajeros.
Además posee los siguientes beneficios tributarios:
Municipales: Exención por 10 años de impuestos y tasas municipales, con el 100 %
para los 5 primeros años y el 50 % los años restantes.
Provinciales: Hay que observar el Anexo Régimen de Promoción Industrial. 20
Personal de producción
Para el proceso productivo planteado se ha dispuesto la siguiente distribución de operarios:
Control y orden de los materiales e insumos 1 operario
Montaje del núcleo 2 operarios
Inyectora 1 operario
Control de calidad 1 operario
Envasado + Esterilización 1 operario
Empaquetado + Etiquetado 1 operario
Área administrativa 2. 1 secretaria para la recepción,
1 persona encargada del área administrativa
Limpieza 1 operario
Debido a que los procesos se van a realizar en forma secuencial, un operario puede realizar
diferentes tareas, por lo tanto vamos a emplear a 3 operarios que se encarguen de la elaboración
de las prótesis, un encargado de la limpieza, una secretaria y un encargado/a del área
administrativa.
Total operarios planta:
Operarios: 4
Administrativos: 2
20 http://www.entreriostotal.com.ar/industria/parques/parque-industrial-parana.htm
Cabe destacar que cada operario realizará un control de calidad al final de la etapa que le
corresponde a fin de mantener un control sobre todo el proceso productivo.
El operario de control de calidad se encargara de la toma de muestras para ensayos de
rutina, controles de cumplimiento de características técnicas elementales, llenado de formularios
para cálculo de indicadores, etc.
Los operarios trabajarán de lunes a viernes 8 horas diarias. La distribución de estas horas
estará relacionada con la mejor forma de llevar a cabo las etapas.
Descripción de los tiempos involucrados en la producción
Montaje del núcleo
En el armado del núcleo de la prótesis, se determina el largo del alambre de acuerdo al
tamaño de la prótesis y luego se recubre el alambre de Nitinol con cinta de teflón, y dicho
núcleo se ubica dentro de un tubo de teflón y se lo cierra con topes del mismo material.
El tiempo que el proceso consume se puede aproximar a unos 15 minutos por núcleo. Por
lo tanto para 590 unidades mensuales (1180 hemiprótesis) se emplean 295 horas. Debido a que
a este proceso lo realizan 2 operarios los cuales trabajan 8 horas diarias, el montaje de los
núcleos se lleva a cabo en 19 días.
Inyección
La inyectora posee velocidad de inyección de 75 cm3/seg., además debemos tener en
cuenta el tiempo necesario para la colocación del núcleo dentro de la inyectora y para la
refrigeración de las matrices.
Debido a que contamos con una matriz de 2 bocas, consideramos que el tiempo necesario
para realizar la inyección es de 1 minuto por prótesis (2 hemiprotesis).
Como queremos producir 590 unidades mensuales (1180 hemiprótesis), tenemos un tiempo
de producción de 10 horas.
A este tempo hay que sumarle el necesario para realizar una verificación de la maquinaria,
tendríamos alrededor de 1 horas más a demás de la producción en si.
Por lo tanto el tiempo de producción para 590 prótesis por mes es de 11 horas. Por lo que
se lleva a cabo en 2 días.
Control de calidad
En este caso se observa, cada cierta cantidad de unidades ya armadas, si cumplen con los
requerimientos técnicos, de tamaño, espesor, forma, textura, etc. Las prótesis armadas pasan por
una cinta transportadora mientras que un operario va realizando la inspección. El tiempo de
análisis no lleva más de un minuto por unidad elegida.
Empaquetado
En esta etapa se colocan las prótesis en las bolsas y se procede a sellarlas. Además se
realiza la impresión automática de fechas de preparación, caducidad y código de operario. Si
consideramos que deben empaquetarse 590 prótesis mensualmente, y que esta tarea lleva como
máximo 30 segundos, aproximadamente, el total se lleva a cabo en 5 hs. Esta tarea se realiza
una vez terminada la inyección.
Esterilización
La esterilizadora tiene una capacidad de 30 lts.
Considerando que cada hemiprotesis pesa alrededor de 15g y que la densidad de la silicona
es de 1,40 g/cm3 tenemos que cada hemiprotesis ocupa 10.7cm3. Podemos realizar la
esterilización de todas las unidades producidas en el mes. En este lapso de tiempo consideramos
el proceso de aireación necesario. El proceso dura diariamente 20 horas (4hs esterilización +
16hs aireación).
Etiquetado y envasado
Para el etiquetado se tiene en cuenta el tiempo que tarda la impresora en imprimir cada
etiqueta, aproximadamente de 5 segundos, y por otro lado el tiempo que lleva adherir cada
etiqueta a su respectiva bolsa, alrededor de 15 segundos por unidad.
Para etiquetar las 590 prótesis se llevaría un tiempo de 4 horas. Posteriormente se envasan
10 prótesis por caja, considerando que este proceso se realiza en un lapso de 4 hs. Finalmente,
esta etapa completa requiere de 8 hs.
Tiempo por unidad
Etapas Duración/unidad
Montaje del núcleo 30 min
Inyección 1 min
Empaquetado 30 seg
Esterilización 20 horas
Etiquetado y envasado 20 seg

Tiempo total
En la siguiente tabla podemos observar la distribución de los tiempos de cada una de las
etapas, trabajando un total de 8 horas diarias.
1 2 3 4 5 6 7 8 9 1
0
1
1
1
2
1
3
1
4
1
5
1
6
1
7
1
8
1
9
2
0
2
1
2
2
2
3
2
4
2
5
2
6
2
7
2
8
2
9
3
0
Montaje del núcleo
Inyección
Empaquetado
Esterilización
Etiquetado y envasado

Recursos demandados para la implementación de la planta de
producción
Costos fijos
Costos de amortización:
Terreno $ 687.900
Infraestructura edilicia($1.500 /m2) $ 450.000
Mezcladora grado médico Silverson $ 23.640
Matrices de dos bocas (básica) $ 9.000
Equipamientos varios Precio Unitario
(Pesos) (3.80$/U$S)Total (Pesos)
Split WAIRA 2300FS (3) 2.159 6.477
Computadora (3) 3.715 11.145
Impresora (3) 399 1.197
Sillon Gerencial Basculante 500 500
Silla Fija Tapizada Apilable (7) 98 686
Biblioteca Blanca(4) 1.000 4.000
Escritorio Oficina/Fabrica(3) 460 1.380
Mesa + 4 Sillas 370,00 370
Silla Tandem P Sala De Espera 360 360
TOTAL 26.115
$ 26.115
Inyectora LK - Modelo PT80B $ 104.410
Controladores de temperatura
Enfriadores de matrices - Air Products
Selladora $ 2.000
Esterilizadora $31.750
Costo total invertido hasta aquí: $ 1.334.815
Como costos fijos por mes:

Impuestos y seguros
IVA
Venta 21 % precio de venta
Impuesto a las ganancias: 9 - 35 %
Tasa de higiene y profilaxis
Rentas provinciales: ingresos brutos
$3.000
Amortizaciones $7.000
Impuestos y tasas 35% del ingreso neto.
Mantenimiento preventivo $ 1.000
Sueldos + cargas sociales ($ 3.000 / empleado) $ 18.000
Servicios $230(Electricidad)21+$25(agua) +$ 30 (Gas)
Seguros($ 100 / empleado22) $ 600
Costo fijo mensual: $ 29.885 (sin considerar el impuesto a las ganancias)
Costos variables
Dentro de los costos variables correspondientes al mes de producción se encuentran:
Servicios variables $ 1.400
Tubos y tapones de Teflón (1180 unidades) $ 6.000 (los costos de estos insumos fueron
consultados, pero estamos esperando la respuesta, por
lo que este valor es supuesto)
Cable de Níquel-Titanio
Flexinol ® 250 HT/LT –
Flexinol ® 0.010 (2,50 dólares / pie)
Necesitamos 300 m = 984,251 pies
$ 9.579 ($8,10 por hemiprotesis)
Silicona $ 6.000 (los costos de estos insumos fueron
consultados, pero estamos esperando la respuesta, por
lo que este valor es supuesto)
Envases $ 600 (2 paquetes de $300 x 500 uni. c/u)
Ampolla de óxido de etileno $ 123023 pack por 25 ampollas
Publicidad(aparición en revistas, congresos,
en páginas de Internet conocidas, etc.)
$ 5000
Los costos de la silicona mas el de los tubos y tapones de teflón fueron consultados, pero
estamos esperándola respuesta.
21 http://www.enersa.com.ar/tarifa-2.php
22 http://www.redseguros.com/Paginas/costoartpesoshistorico.pdf
23 http://www.coleparmer.ca/catalog/product_view.asp?sku=1077850

Costo variable mensual de producción: $ 30.000
Tiempo necesario para amortizar la maquinaria
Dividiendo por 5 años x 12 meses = 60:
$ 1.334.815 x 1,10 (tasa de interés) / 60 = $ 24.472 / mes de amortización
Sumando el costo fijo mensual de $ 29.885 (sin considerar el impuesto a las ganancias):
$ 24.472 + $ 29.885 = $ 54.357 / mes de costo fijo total
Para el caso del mes de producción se suma el costo variable correspondiente de $ 30.000:
$ 54.357 + $ 30.000= $ 84.357/ mes de costo total
Por lo tanto, el costo total para un año de trabajo será de aproximadamente:
$ 84.357/ mes de costo total x 12 = $ 1.012.279,3
Rentabilidad del emprendimiento
El precio de venta de la prótesis de la marca Promedon puesto en fabrica para los
distribuidores es de U$S 200, lo que equivale aproximadamente a $ 790.
Para poder competir con estos precios el producto fabricado debe estar un 15% por debajo
del precio de venta mínimo de la competencia, lo cual nos da un precio de venta estimado
aproximadamente de $600, lo que equivale a U$S 150.
Utilizando la información previamente obtenida se calculan las distintas ganancias:
Ingreso bruto: $600 x 590 unidades x 12 meses = $ 4.248.000
Ingreso neto anual: $ 4.248.000- $ 1.012.279,3= $3.235.720,7
Ingreso neto anual haciendo los descuentos correspondientes al impuesto a las
ganancias:
INGRESO NETO ANUAL = $3.235.720,7– $3.235.720,7x 0,35 = $ 2.103.218,4
Cuello de botella de la producción

Según lo analizado anteriormente, nuestro cuello de botella se encontraría en la etapa de
montaje de los núcleos, que es la de mayor duración.
De acuerdo a nuestro esquema las etapas de producción se realizan en forma secuencial, y
debido a que el montaje de núcleos se realiza en forma manual, si se presenta alguna falla
humana o la falta de insumos, la línea de producción se parara. Los procesos automatizados
tienen tiempos constantes por lo que aquí no se producirá este efecto, a menos que tengamos
una falla técnica.
Punto de equilibrio o de ventas mínimas
Cálculo del VPN
Para el estudio del tiempo de recuperación de la inversión debería hacerse una
estimación por el cálculo del valor presente neto, empleando esta fórmula:
Donde: VPN = Valor Presente Neto.
I0 = Inversión inicial
ITn = Ingreso Total en el Periodo n
CTn = Costo Total en el Periodo n
n = Número de periodo contando desde la inversión inicial
i = Tasa de interés pasivo dependiente de tasa real y una tasa marginal
que incluye la tasa inflacionaria del periodo.
Puesto que los costos y los ingresos mensuales son relativamente constantes, podemos
considerar el período en años para el cálculo del VPN. Si consideramos los siguientes valores
(según se calcularon más arriba):
I0= $ 1.334.815
IT = $ 2.103.218
CT = $ 718.620
i = 0.40

Tendremos:
Para el primer año: (2.103.218 -718.620)/1,4 = $988.998
Para el segundo año: (2.103.218 -718.620)/ (1,4)2 = $706.427
Así, se observa que en un período de dos años se obtendrán $ 1.695.42, lo cual supera a la
inversión inicial en $ 360.610.
Indicador de performance del negocio
También podríamos calcular el ROI (%), que es un indicador de Performance de un
Negocio.
ROI(%) =
Donde: ROI = Indicador de Performance del Negocio
UT = Unidades Totales
INV = Inversión Total
Vtas = Ventas
ROI (%)= (2.103.218-718.620)/ 718.620=1.92
Para saber el porcentaje de beneficios de nuestra inversión multiplicamos el ROI por
100. Es decir, con un ROI del 1.92% en realidad estamos ganando un 192% del dinero invertido
anualmente (una vez descontado el costo de la inversión).
Si tenemos un ROI negativo es que estamos perdiendo dinero y si tenemos un ROI muy
cercano a cero, también podemos pensar que la inversión no es muy atractiva.
Conclusiones
El presente trabajo nos permitió estudiar la organización de un proceso de producción en
toda su extensión, partiendo desde el momento inicial en el que se decide qué producir, hasta el
estudio final del rendimiento económico y la decisión de producir o no.
La elección del producto a fabricar surgió a partir de que teníamos la idea errónea de que el
mismo no se fabricaba a nivel nacional. Mediante la investigación nos pusimos al tanto de que
el producto se realizaba en Córdoba, por lo que nos contactamos con la empresa la cual no
brindo información muy amablemente.
En cuanto al estudio económico, debemos resaltar que el mismo se realizó en base a
numerosas especulaciones de nuestra parte, por lo que no puede tomarse como real los
resultados de los indicadores. Para obtener información más precisa, debería llevarse a cabo un
estudio de mercado más meticuloso. Además, habría que considerar el estado de la economía
del país, la proyección de la inflación, etc. Además el proceso de manufactura de un producto de
tipo implante médico constituye un gran costo de inversión ya que hay que sumarle validación
anual de área y certificados de calidad.
Las maquinarias que se utilizan en el proceso productivo pueden utilizarse en otros
procesos correspondientes a la producción de otros dispositivos o para servicios a terceros. De
este modo se las puede mantener funcionando para que puedan amortizarse con mayor rapidez.
Como posibles prestaciones de servicios a terceros se mencionar por ejemplo:
Servicio de inyección
Envasado, sellado y etiquetado
Esterilización por óxido de etileno
En cuanto a la fabricación del de los tubos (Extrusión de tubos de PTFE) y de los tapones
de teflón (Mecanizado de topes de teflón) se terceriza debido a que se requeriría de otra
maquinaria, espacio de planta, personal y organización adicional.
El establecimiento de las etapas, la compra de las máquinas adecuadas, la disposición de
estas en la planta, la distribución de los espacios para que el proceso pueda llevarse a cabo en el
tiempo prefijado son una parte de la solución. Pero también se entiende que cada una de estas
máquinas requiere un mantenimiento y debe ser gestionado correctamente para no interrumpir
la productividad esperada de la planta. Aquí se considera la compra de repuestos y la política de
mantenimiento preventivo como objetivo primario y el mantenimiento correctivo como
secundario.
Habría que coordinar de modo efectivo y eficiente la compra de insumos y “materia prima”
para el proceso de modo tal que no falten estos en el medio de una actividad productiva. Y debe
realizarse en función de la demanda porque no es factible almacenar grandes cantidades de
insumos.
Frente al problema del "cuello de botella" para el proceso global como ocurre con la etapa
de montaje de los núcleos, una solución consiste en contar con un stock de amortiguamiento
interno.
En cuanto a las ganancias que genera el emprendimiento podemos considerar que en
principio, el proyecto se presenta como rentable. Pero debemos resaltar que el estudio
económico se realizó en base a numerosas especulaciones, por lo que no pueden tomarse como
real los resultados de los indicadores. Para obtener información más precisa, debería llevarse a
cabo un estudio de mercado más meticuloso.