Procesos - s02d67b3430dee026.jimcontent.com · Los sujetadores roscados como tornillos, pernos y...
29
TECNOLOGÍA DE L®S PR®CESOS DE ENSAMBLE Casi todos los productos manufacturados en la actualidad constan de más de una pieza. Un automóvil consta de varios miles de piezas sujetas entre sí para formar un producto unitario. El método para sujetar ó unir las muchas piezas de un automóvil., en algunos casos, debe sujetar la pieza con rigidez y, en otros, sujetarla en una posición específica, en donde esté libre para moverse según se requiera. Muchos métodos para unión deben tener en cuenta la necesidad <ie desarmar el producto para darle servicio o reemplazar piezas y, a menudo, debe permitir el ajuste de la posición de una pieza para compensar el desgaste normal del producto. La gran diversidad de necesidades de unión y sujeción se satisfacen con técnicas y dispositivos para unión o sujeción permanentes o. temporales. El ingeniero del producto debe conocer las características, ventajas y limitaciones de todas las técnicas y dispositivos para unión, para seleccionar el más adecuado para una aplicación específica. En general, los métodos para unión y sujeción se clasifican en categorías generales de técnicas para sujeción mecánica y unión física. La sujeción mecánica puede ser permanente o temporal; la unión se considera permanente. Los métodos para unión y para sujeción permanentes no permiten ajustar, desmontar ni separar las piezas una vez que se han fijado entre sí, como los componentes del bastidor (chasis) de un •vehículo. Los procesos de unión constan de dos categorías: cohesión y adherencia. Un ejemplo común de la cohesión es la soldadura, en la cual se fusionan dos o más piezas entre sí para formar una sola pieza continua o monolítica. La cohesión se utiliza mucho en los productos industriales, en particular en metales, aunque también se utiliza soldadura por fusión para los rjlásticoR. Las. ventanaje, d^ 'Xa soldadura son la rapidez, la eficacia y la adaptabilidad para procesos automatizados. Los procesos automatizados para soldadura de productos metálicos más utilizados son las variantes de la soldadura por resistencia, como son la soldadura por puntos (punteado) y la soldadura de costuras. La soldadura ultrasónica es la más rápida para los plásticos; en este proceso se utiliza un estilete metálico que vibra a 20,000 Hz y crea calor que ocasiona que los plásticos se ablanden y se fusionen. Los reflectores de las lámparas traseras (calaveras} de los vehículos, las boyas para pescar y los juguetes son aplicaciones típicas. La soldadura de plásticos se hace por calor y presión. Los métodos de presión son similares a la soldadura por puntos o de costuras, excepto que no se utiliza corriente eléctrica para generar el calor dentro del material. Los plásticos también pueden unirse con la aplicación de disolventes, como si fueran'pegamentos. En la unión con disolventes, éstos se aplican para disolverlos y unirlos en estado semih'quido. Luego, cuando se comprime una pieza contra otra, ocurre la fusión completa. La adherencia difiere de la soldadura porque se utiliza una sustancia totalmente diferente por su composición de la de las piezas por unir o adherirse entre sí. La adherencia incluye pegamentos, soldadura con latón o soldadura blanda. La soldadura con bronce o dura y la blanda son lo mismo, pero a diferentes temperaturas, dependen de la adherencia del material, como latón, bronce o cobre en otros metales, como el acero, por la acción capilar, igual que cuando se utiliza un pegamento. La sujeción mecánica tiene dos grupos generales: juntas y sujetadores. Las juntas son la configuración mecánica de las piezas para que queden soportadas o retenidas por interferencia física e incluyen costuras y ensamblaje.
Transcript of Procesos - s02d67b3430dee026.jimcontent.com · Los sujetadores roscados como tornillos, pernos y...
TECNOLOGÍA DE L®S PR®CESOS DE ENSAMBLE
Casi todos los productos manufacturados en la actualidad constan de más de una pieza. Unautomóvil consta de varios miles de piezas sujetas entre sí para formar un producto unitario. Elmétodo para sujetar ó unir las muchas piezas de un automóvil., en algunos casos, debe sujetar lapieza con rigidez y, en otros, sujetarla en una posición específica, en donde esté libre para moversesegún se requiera. Muchos métodos para unión deben tener en cuenta la necesidad <ie desarmar elproducto para darle servicio o reemplazar piezas y, a menudo, debe permitir el ajuste de la posiciónde una pieza para compensar el desgaste normal del producto.
La gran diversidad de necesidades de unión y sujeción se satisfacen con técnicas y dispositivos paraunión o sujeción permanentes o. temporales. El ingeniero del producto debe conocer lascaracterísticas, ventajas y limitaciones de todas las técnicas y dispositivos para unión, paraseleccionar el más adecuado para una aplicación específica.
En general, los métodos para unión y sujeción se clasifican en categorías generales de técnicas parasujeción mecánica y unión física. La sujeción mecánica puede ser permanente o temporal; la uniónse considera permanente. Los métodos para unión y para sujeción permanentes no permiten ajustar,desmontar ni separar las piezas una vez que se han fijado entre sí, como los componentes delbastidor (chasis) de un •vehículo.
Los procesos de unión constan de dos categorías: cohesión y adherencia. Un ejemplo común de lacohesión es la soldadura, en la cual se fusionan dos o más piezas entre sí para formar una sola piezacontinua o monolítica. La cohesión se utiliza mucho en los productos industriales, en particular enmetales, aunque también se utiliza soldadura por fusión para los rjlásticoR. Las. ventanaje, d^ 'Xasoldadura son la rapidez, la eficacia y la adaptabilidad para procesos automatizados.
Los procesos automatizados para soldadura de productos metálicos más utilizados son las variantesde la soldadura por resistencia, como son la soldadura por puntos (punteado) y la soldadura decosturas. La soldadura ultrasónica es la más rápida para los plásticos; en este proceso se utiliza unestilete metálico que vibra a 20,000 Hz y crea calor que ocasiona que los plásticos se ablanden y sefusionen. Los reflectores de las lámparas traseras (calaveras} de los vehículos, las boyas para pescary los juguetes son aplicaciones típicas.
La soldadura de plásticos se hace por calor y presión. Los métodos de presión son similares a lasoldadura por puntos o de costuras, excepto que no se utiliza corriente eléctrica para generar el calordentro del material. Los plásticos también pueden unirse con la aplicación de disolventes, como sifueran'pegamentos. En la unión con disolventes, éstos se aplican para disolverlos y unirlos enestado semih'quido. Luego, cuando se comprime una pieza contra otra, ocurre la fusión completa.
La adherencia difiere de la soldadura porque se utiliza una sustancia totalmente diferente por sucomposición de la de las piezas por unir o adherirse entre sí. La adherencia incluye pegamentos,soldadura con latón o soldadura blanda. La soldadura con bronce o dura y la blanda son lo mismo,pero a diferentes temperaturas, dependen de la adherencia del material, como latón, bronce o cobreen otros metales, como el acero, por la acción capilar, igual que cuando se utiliza un pegamento.
La sujeción mecánica tiene dos grupos generales: juntas y sujetadores. Las juntas son laconfiguración mecánica de las piezas para que queden soportadas o retenidas por interferencia físicae incluyen costuras y ensamblaje.
El grupo de sujetadores mecánicos incluye todos los tipos de tomillos, pasadores (pernos), clavos,grapas, remaches (roblones), broches de resoné y similares, para unir dos o más piezas por mediode una pieza separada, que es el sujetador.
Fuente: Procesos básicos de Manufactura, McGraw-Hill, 1993.Autores: H.C. Kazanas, Glenn E. Baker, Thomas G. Gregor
El ensamble mecánico implica el uso de diferentes métodos de sujeción para sostener juntas enforma mecánica de dos (o más) partes. En ia mayoría de los casos, los métodos de sujeción implicanel uso de componentes de equipo separados, llamados sujetadores, que se agregan a las partesdurante el ensamblado. En otros casos, el mecanismo de sujeción implica el formado o reformadode uno de loa componentes que se van a ensamblar y no se requieren sujetadores separados. Muchosproductos se ensamblan principalmente (si no es que exclusivamente) mediante métodos desujeción mecánica: automóviles, aparatos eléctricos grandes y pequeños, teléfonos, muebles,utensilios e incluso vestidos se ensamblan por medios mecánicos. Además, los productosindustriales, que van desde aparatos electrónicos hasta equipo de construcción, casi siempreimplican cierto ensamble mecánico.
Los métodos de sujeción mecánica se dividen en dos clases principales: 1) los que permiten undesensamble y 2) los que crean una unión permanente. Los sujetadores roscados como tornillos,pernos y tuercas son ejemplos de la primera clase y los remaches ilustran la segunda. Hay buenasrazones por las que se prefiere con frecuencia el ensamble mecánico sobre otros procesos de unión,las principales son: facilidad de ensamble y facilidad de desensamble (para los métodos de sujeciónque lo permiten).
Por lo general, el ensamble mecánico lo realizan con relativa facilidad trabajadores no calificados,usando un número mínimo de herramientas especiales y en un tiempo relativamente breve. Latecnología es simple y los resultados se inspeccionan con facilidad. Estos factores representanventajas no sólo en la fábrica, sino también durante la instalación en campo. Los productos que sondemasiado grandes y pesados para transportarse completamente armados pueden enviarse ensubensambles más pequeños y después armarse en las instalaciones de los clientes.
Por supuesto la facilidad de desensamble sólo se aplica a los métodos de sujeción mecánica que ¡opermiten. Se requiere un desensamble periódico para la mayoría de los productos en los que debenejecutarse mantenimiento y reparaciones; por ejemplo, para sustituir componentes gastados o parahacer ajustes. Las técnicas de unión permanente tales como la soldadura no permiten eldesensamble.
Los métodos de ensamble mecánico se han clasificado como: I) sujetadores roscados, 2) remaches,3) ajustes de interferencia, 4) otos métodos de sujeción mecánica y 5) insertos en moldeado ysujetadores integrales
El ensamble de productos electrónicos incluye técnicas mecánicas. Sin embargo, elensamble de productos electrónicos representa un campo singular y especializado fuera delalcance de este curso.
Fuente: Fundamentos de manufactura moderna: Materiales, procesos y sistemas, Editorial PrenticeHalll997. ,_Autor: Mikell P. Groover **•
.SOLDADURASjEs un proceso de unión de materiales en el cual se funden las superficies de contacto de dos (o más) partes, mediante la aplicación cc'calor o presión, con o sin material de aporte. La integración de las partes que se unen con soldadura se denomina: "Ensamble soldado"
;Ventajas
1.- Proporciona una unión permanente. Las partes soldadas se vuelven una sola unidad.2.- La unión es generalmente mas fuerte que los materiales a uríir, esto si se usa un metal de aporte con propiedades superiores y se er
técnicas adecuadas.
I3-, Comparativamente, es la forma mas económica de generar uniones permanentes.4.- No requieren alteraciones en la forma del material a unir (Orificios, bridas etc.)5.- La unión final resulta mas ligera ya que no utiliza elementos sujetadores (Remaches, tornillos y tuercas)6.- El sello que deja la unión es prácticamente impermeable, por lo que permite contener a la mayoría de los fluidos.
| 7.- La mayoría de los equipos para soldar son portátiles;
.^Desventajas
I- 1- La mayoría de las operaciones de soldadura s&'realizan de forma manual, y requieren de especialización
2.- Implican el uso de mucha energía (elevadas corrientes eléctricas o altas temperaturas), por lo que son procesos peligros, queadecuadas medidas de seguridad. /
3.- Se dificulta el desensamble.L 4.- Es difícil detectar los defectos internos en ja unión, ya que se requiere de! uso de rayos X para poder apreciar grietas y burbujas internas.
r1 r.~ i-~~— "^
PROCESOS DE SOLDADURA
I.- SOLDADURA BLANDAII.-SOLDADURA FUERTE
A.- SopleteB.- HornoC.- ResistenciaD.- Inducción,E.- InmersiónF.- Infrarrojo
III.-SOLDADURA POR FORJAA/Manual3.- Máquina
1.-Por laminadoI 2.-Con martinete
3.- Con matriz
IV.- SOLDADURA CON GASA.-Aire acetileno
B.- De costura.C.- OxihídrógenoD.- Bajo presión
V.- SOLDADURA POR RESISTENCIAA.- De puntosB,- De costuraC.- De resaltesD.- A topeE.- ChisporroteoF.- Percusión
VI.- SODADURA POR INDUCCIÓNA.-Alta frecuencia
VIL- SOLDADURA POR ARCO '
A.- Electrodo de carbón1.-Protegido2- No protegido
B.- Electrodo metálico1,-Profeg/do
a. Arco protegidob. Arco por puntosc. Hidrógeno atómicod. Gas inertee. Arco sumergidof. De espárragosg. Electroescoria
2-No protegidoa. Metal desnudob. De espárragos
VIII.- Haz de electrones
IX.- Soldadura por láser
X.- Soldadura por fricción
XI.- Soldadura aluminio térmicaA.- Bajo presiónB.-Sin presión
XH.- Soldadura por vaciado
XIII.- Soldadura en frióA,- Bajo presiónB.- Por ultrasonido
XIV.- Soldadura por explosión
SOLDADURA BLANDA.•Se utilizan como material de aporte, metales en estado líquido a una temperatura que no excede los 430 °C (Principalmente aleaciones Plomo -Ique funden entre los 180 y 370 °C.). Para obtener mejores propiedades físicas o reducir costos se agregan pequeñas cantidades de; Plata, Cinc. Para su uso se requiere utilizar fundentes. La unión se produce por una pequeña aleación con el metal base y por la adherencia mecánica.
ste tipo de soldadura es utilizado para ía unión de piezas que no estarán sometidas a grandes cargas o fuerzas. Una de sus principales aplicacic'eíla unión de compórtenles en circuitos impresos electrónicos. Por lo regular el metal de aporte se funde por medio de un cautín y fluye por capilaridac.
as ventajas que ofrece son ias siguientes:
1- Se requiere menor energía para producir la unión, que con la soldadura fuerte.2.- Debido a la temperatura necesaria, para fundir el material de aporte, cuenta con una gran variedad de opciones de calentamiento.3.- Buena conductividad térmica y eléctrica en la unión.4.- Las piezas unidas pueden doblarse. Ejemplo: Uniones en ¡atas que posteriormente son engargoladas.
. 5.- Es relativamente fácil de reparar y retrabajar.
esventajas:
B-SOLDADERA FUERTE,Ei T,eta¡ de aporte ¡Cobre, piaia, aluminio, Latón etc.), generalmente no ferroso, es agregado a una temperatura superior a ios 430 °C, pero menor que,a temperatura de fusión del metal base (las piezas a unir). La soldadura se distribuye por capllaridad al interior de la unión.Se tienen las siguientes ventajas:
1. Puede unirse prácticamente cualquier metal (Incluso distintos)2. La resistencia final de la unión es superior a la obtenida con soldadura blanda *
; 3. Una vez lograda la unión, puede resistir temperaturas de servicio mas altas.' 4. Se realiza con rapidez
5. Debido a la capílaridad, permiten realizar soldadura simultanea de varias uniones, ya que tiene buena capacidad de penetración.6. Adecuadamente aplicada, es útil para soldar paredes delgadas7. Por ser de aplicación local, en términos generales, se requiere menos energía que procesos como el horneado.8. Se mantienen los tratamientos térmicos practicados en la proximidad de la zona de unión.9. La capilaridad permite unir ensambles inaccesibles para otros métodos.
jDesventajas:
1. La resistencia de la unión se limita a la zona de aporte2. Temperaturas extremadamente altas de servicio pueden debilitar la resistencia de la unión3. La apariencia del material de aporte generalmente es diferente a la del material base, por lo que puede existir un conflicto estético.4. Por lo regular se requiere de fundentes especiales para remover los óxidos de las superficies a unir y aumentar la fluidez al metal de
aporte
Algunos de los materiales de aporte utilizados son:
Material;: Punto de fusión (°C)CobreBronces y latonesAleaciones de plataAleaciones de aluminio
1,083Entre los 870 y 1,1 00
Entre 630 y 845Entre 570 y 640
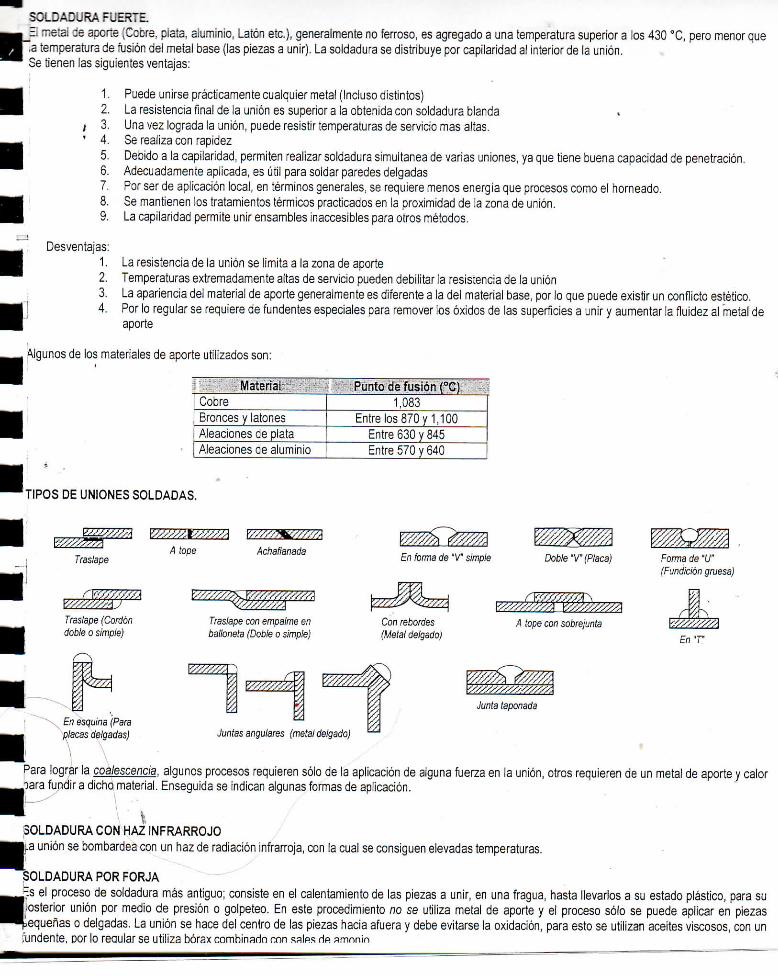
' TIPOS DE UNIONES SOLDADAS.
Traslape
Traslape (Cordón
doble o simple)
En esquina (Para
placas delgadas)
A tope
Y/////79V///7/Á
Achaflanada
Traslape con empalme en
baüoneta (Doble o simple)
En forma de "V" simple
Con rebordes(Metal delgado)
Forma de "U"(Fundición gruesa)
A tope con sobre/unía
EnT
Juntas angulares (metal delgado)
Junta taponada
Para lograr la opalescencia, algunos procesos requieren sólo de ¡a aplicación de alguna fuerza en la unión, otros requieren de un metal de aporte y calor.oara fundir a dicho material. Enseguida se indican algunas formas de aplicación.
SOLDADURA CON HAZ INFRARROJOunión se bombardea con un haz de radiación infrarroja, con la cual se consiguen elevadas temperaturas.
SOLDADURA POR FORJA(7S el proceso de soldadura más antiguo; consiste en el calentamiento de las piezas a unir, en una fragua, hasta llevarlos a su estado plástico, para suposterior unión por medio de presión o golpeteo. En este procedimiento no se utiliza metal de aporte y el proceso sólo se puede aplicar en piezas.equeñas o delgadas. La unión se hace del centro de las piezas hacia afuera y debe evitarse la oxidación, para esto se utilizan aceites viscosos, con un
fundente, oor lo reaularse utiliza bórax combinado non salps de '-
MarLÓmetro de pailón del tanqueVihmla deltanque —
Regulador del acetileno -/
Manómetros 'ie presión =*£>
tanque
Manómetro de prd* laláwi
1.4mTanque de co
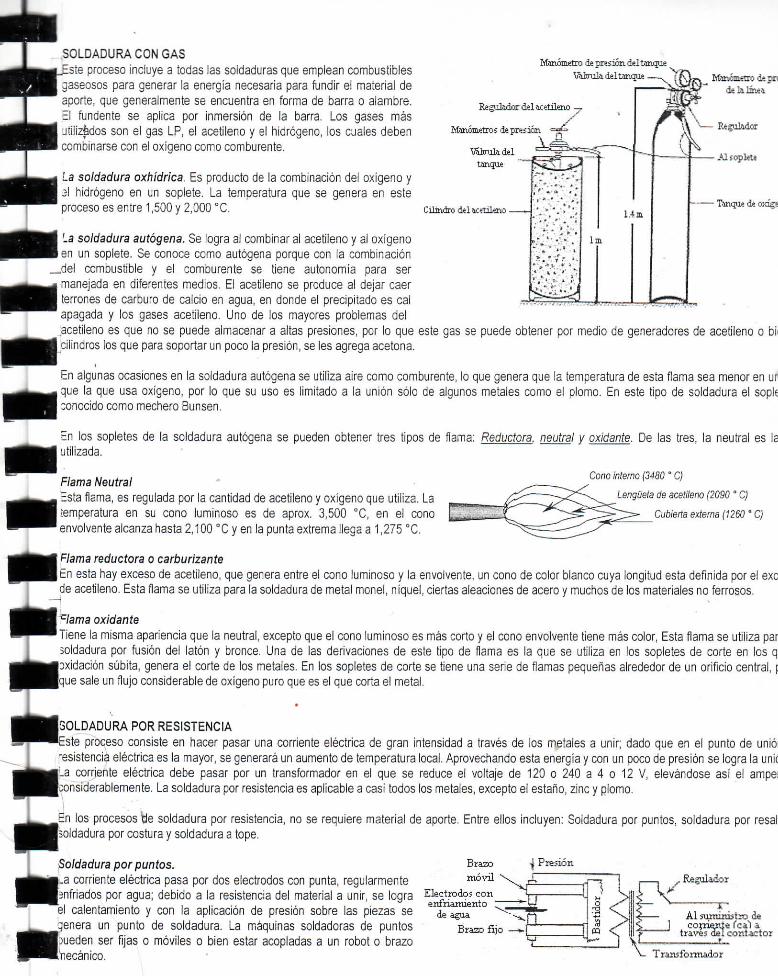
.SOLDADURA CON GAS
.Este proceso incluye a todas fas soldaduras que emplean combustiblesgaseosos para generar la energía necesaria para fundir el material deaporte, que generalmente se encuentra en forma de barra o alambre.El fundente se aplica por inmersión de ¡a barra. Los gases más•jtilizédos son el gas LP, el acetileno y el hidrógeno, los cuales debencombinarse con eí oxígeno como comburente.
La soldadura oxhídrica. Es producto de la combinación del oxígeno yal hidrógeno en un soplete. La temperatura que se genera en esteproceso es entre 1,500 y 2,000 °C.
la soldadura autógena. Se logra al combinar al acetileno y al oxígenoen un soplete. Se conoce como autógena porque con la combinación.del combustible y el comburente se tiene autonomía para sermanejada en diferentes medios. El acetileno se produce al dejar caerterrones de carburo de calcio en agua, en donde el precipitado es calapagada y los gases acetileno. Uno de los mayores problemas del
acetileno es que no se puede almacenar a altas presiones, por lo que este gas se puede obtener por medio de generadores de acetileno o bicilindros los que para soportar un poco la presión, se les agrega acetona.
En algunas ocasiones en la soldadura autógena se utiliza aire como comburente, lo que genera que la temperatura de esta flama sea menor en urque la que usa oxígeno, por lo que su uso es limitado a la unión sólo de algunos metales como el plomo. En este tipo de soldadura el sopleconocido como mechero Bunsen.
Im
En los sopletes de la soldadura autógena se pueden obtener tres tipos de flama; Reducíora. neutral y oxidante. De las tres, la neutral es \utilizada.
Fiama Neutral"Esta flama, es regulada por la cantidad de acetileno y oxígeno que utiliza. Latemperatura en su cono luminoso es de aprox. 3,500 °C, en el cono
envolvente alcanza hasta 2,100 °C y en la punta extrema llega a 1,275°C.
Cono interno (3480 ° C)
Lengüeta de acetileno (2090 ° C)
Cubierta extema (1260 ' C)
Flama reductora o carburizante. En esta hay exceso de acetileno, que genera entre el cono luminoso y la envolvente, un cono de color blanco cuya longitud esta definida por el excde acetileno. Esta flama se utiliza para la soldadura de metal monel, níquel, ciertas aleaciones de acero y muchos de los materiales no ferrosos.
clama oxidante'Tiene la misma apariencia que la neutral, excepto que el cono luminoso es más corto y e! cono envolvente tiene más color, Esta flama se utiliza parsoldadura por fusión del latón y bronce. Una de las derivaciones de este tipo de flama es la que se utiliza en los sopletes de corte en los qoxidación súbita, genera el corte de los metales. En los sopletes de corte se tiene una serie de flamas pequeñas alrededor de un orificio central, [que sale un flujo considerable de oxígeno puro que es el que corta el metal.
•
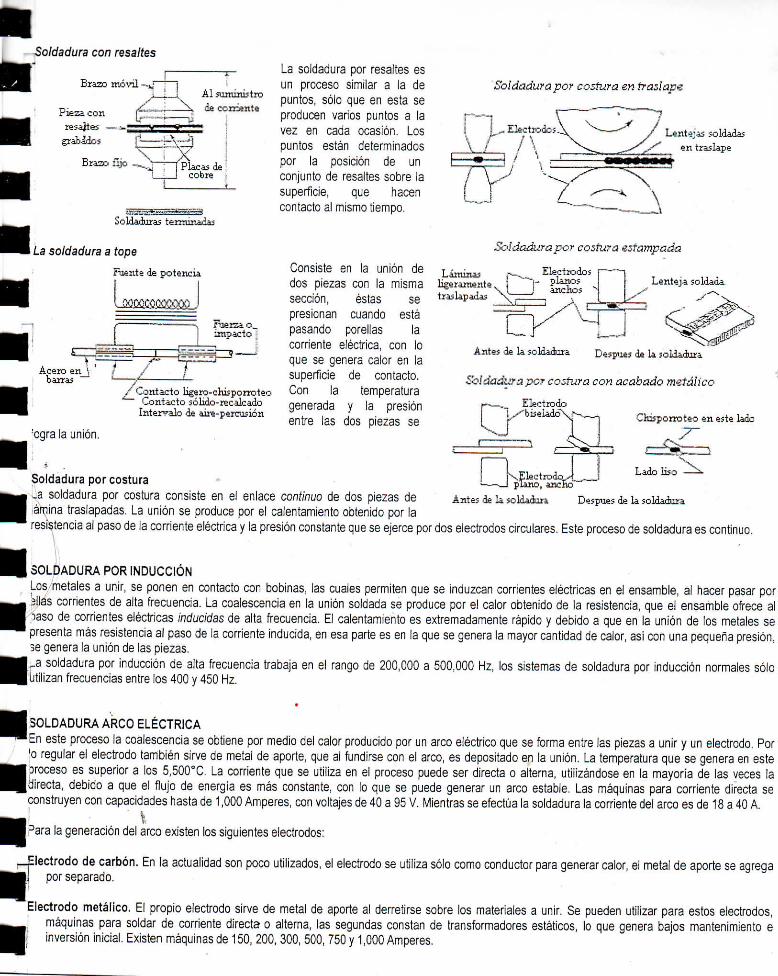
SOLDADURA POR RESISTENCIAEste proceso consiste en hacer pasar una corriente eléctrica de gran intensidad a través de los metales a unir; dado que en el punto de unió"esistencia eléctrica es la mayor, se generará un aumento de temperatura local. Aprovechando esta energía y con un poco de presión se logra la unkLa corriente eléctrica debe pasar por un transformador en el que se reduce el voltaje de 120 o 240 a 4 o 12 V, elevándose así el ampe;onsiderablemente. La soldadura por resistencia es aplicable a casi todos los metales, excepto el estaño, zinc y plomo.
En ¡os procesos tie soldadura por resistencia, no se requiere material de aporte. Entre ellos incluyen: Soldadura por puntos, soldadura por resal(soldadura por costura y soldadura a tope.
Soldadura por puntos.|_a corriente eléctrica pasa por dos electrodos con punta, regularmenteinfriados por agua; debido a la resistencia del material a unir, se logra
"el calentamiento y con la aplicación de presión sobre las piezas segenera un punto de soldadura. La máquinas soldadoras de puntos
Rueden ser fijas o móviles o bien estar acopladas a un robot o brazo
mecánico,
Regulador
decorriente fea"! a
travos del contactor
Transió tinador
Soldadura con resaltes
móvil
Pieza conresaltes
grabados
Al suministroda comente
Brazo fijo -_.
Soldaduras terminadas
La soldadura por resaltes esun proceso similar a la depuntos, sólo que en esta seproducen varios puntos a íavez en cada ocasión. Lospuntos están determinadospor la posición de unconjunto de resaltes sobre lasuperficie, que hacencontacto al mismo tiempo.
La soldadura a tope
- Fuente de potencia
'ogra la unión.
ra por costura e
.Electrodos. Lentejas soldadasen traslape
Soldadura por costura estampada
Láminas
/ Contacto ligero-chisporroteoContacto sólido-recalcadoIntervalo de aire-pércusión
Consiste en la unión dedOS piezas COn la misma ligeramenteSección, éstas Se traslapadas
presionan cuando estápasando porellas lacorriente eléctrica, con loque se genera calor en lasuperficie de contacto.Con la temperaturagenerada y la presiónentre las dos piezas se
Lenteja soldada
Antes de k soldadura Después de la soldadura
Soldadura por costura con acabado metálico
. ( Chisporroteo en esté lado
| Lado liso._,,_J' _J plano, ancho
Antes de k soldadura Después de la soldaduraSoldadura por costura-a soldadura por costura consiste en el enlace continuo de dos piezas deamina traslapadas. La unión se produce por el calentamiento obtenido por laresistencia al paso de la corriente eléctrica y la presión constante que se ejerce por dos electrodos circulares. Este proceso de soldadura es continuo.
SOLDADURA POR INDUCCIÓNLos metales a unir, se ponen en contacto con bobinas, las cuales permiten que se induzcan corrientes eléctricas en el ensamble, al hacer pasar porillas corrientes de alta frecuencia. La coalescencia en ía unión soldada se produce por el calor obtenido de la resistencia, que el ensamble ofrece al•)aso de corrientes eléctricas Inducidas de alta frecuencia. El calentamiento es extremadamente rápido y debido a que en la unión de los metales sepresenta más resistencia al paso de la corriente inducida, en esa parte es en la que se genera la mayor cantidad de calor, asi con una pequeña presión,se genera la unión de las piezas.
I.a soldadura por inducción de alta frecuencia trabaja en el rango de 200,000 a 500,000 Hz, los sistemas de soldadura por inducción normales sóloutilizan frecuencias entre los 400 y 450 Hz.
SOLDADURA ARCO ELÉCTRICAEn este proceso la coalescencia se obtiene por medio del calor producido por un arco eléctrico que se forma entre las piezas a unir y un electrodo. Por'o regular el electrodo también sirve de metal de aporte, que al fundirse con el arco, es depositado en la unión. La temperatura que se genera en esteproceso es superior a los 5,500°C, La corriente que se utiliza en el proceso puede ser directa o alterna, utilizándose en la mayoría de las veces ladirecta, debido a que el flujo de energía es más constante, con lo que se puede generar un arco estable. Las máquinas para corriente directa seconstruyen con capacidades hasta de 1,000 Amperes, con voltajes de 40 a 95 V. Mientras se efectúa la soldadura la corriente del arco es de 18 a 40 A.
i.
Dara la generación del arco existen los siguientes electrodos:
_j=lectrodo de carbón. En la actualidad son poco utilizados, el electrodo se utiliza sólo como conductor para generar calor, el metal de aporte se agregapor separado.
'Electrodo metálico. El propio electrodo sirve de metal de aporte al derretirse sobre los materiales a unir. Se pueden utilizar para estos electrodos,máquinas para soldar de corriente directa o alterna, las segundas constan de transformadores estáticos, lo que genera bajos mantenimiento einversión inicial. Existen máquinas de 150, 200, 300, 500, 750 y 1,000 Amperes.

[ecírodos recubiertcs. _:= ee:r:c:= ~e:="::s c_ers- :cr _r recLcrmieru:; especial que mejora las características de la operador;= ::.a :a: e;::s ser es ~as :c-;;cc; y .:,:zaccs cc~6':sirrer!5. cecicc a su cajo precie y a :as veniajas que cfrece. Las
:,enio son las siguientes:
Proporcionan una atmósfera protectora
Facilita la aplicación de la soldadura sobrecabeza
Añade elementos de aleación al metal de la soldadura
Reduce las salpicaduras del metal (canaliza)
Elimina impurezas y óxidosInfluye en la formación del cordón
Proporcionan escoria para proteger al metal fundidoEstabiliza eí arcoDesarrolla operaciones de enfriamiento metalúrgico
Aumenta la eficiencia de deposiciónInfluye en la profundidad del arco (Direcciona)
Disminuye la velocidad de enfriamiento de la soldadura
'_as composiciones de los recubrimientos de los electrodos pueden ser orgánicas o inorgánicas y estas substancias se pueden subdividir en lasbrman escoria y las que son fundentes. Algunos de los principales compuestos son:
CARACTERÍSTICAS AGENTES
Para la formación de escoria
Para mejorar el arco
Desoxidantes
Para mejorare! enlace
Para mejorar la aleación y la resistencia
SÍ02, MnOa y FeO
NazO, CaO, MgOyTi02
Grafito, aluminio, aserrín
Silicato de sodio, silicato de potasio y asbestosV, Cs, Cor Mo. Al, circonio, Cr, Ni, Mn y tungsteno
Clasificación AWS de los electrodos de aceroLa American Welding Socieíy, que se encarga de la regulación de
,as soldaduras en los Estados Unidos de América y del estudio delos materiales de aporte, ha propuesto la siguiente clasificación:
El código está formado por una serie de cinco dígitos, que llevan eiprefijo E (hace referencia a que se utiliza en soldadura eléctrica).Los números que van a la izquierda de los dos últimos dígitos,Jeben ser multiplicados por 1,000, para determinar la resistenciamínima a la tracción (Lb/pulg2) del metal depositado.
RevestimientoNúcleometálico
Electrodo revestido
Dígito Significado Ejemplo
Primeros dos o tres
Penúltimo
Último
Resistencia mínima a la tracción
Posición de aplicación
Tipo de energía, tipo de escoria, tipo de arco, magnitud depenetración, presencia de polvo de hierro en el recubrimiento
E -60xx = 60,000 Lb/pulg2 (mín.)E -110xx= 11 0,000 Lb/pulg2
E - xxlx = Todas las posicionesE - xx2x = Horizontal y planaE - xx3x = Solo posición plana
Tipo de energía
Tipo de escoria
I Tipo de arcoVPenetración
ÚLTÍMG DÍGITO
0
a
b
Excavador
c
1
CAoCD
Orgánica
Excavador
Profunda
2
CAoCD
Rutilo
Regular
Regular
3
CAoCO
Ruíiio
Biando
Ligera
4
CA o CD
Rutilo
Blando
Liaera
5CD
polaridad
inversa
BapHidrógeno
Regular
Regular
6CAoCDpolaridad
invertida
Bajo
Hidrógeno
Reguiar
Reauiar
7
CAoCD
Mineral
Blando
Regular
8CAopolan
invert
BajHidróc
Regí
Reci
a. E- 6010 es de CD, potenciad invertida; E - 6020 es de CA o CDb. E- 6010 es orgánica; E - 6020 es minera!,
c. E- 6010 es de penetración profunda. E- 6020 es de penetración medísna
[SOLDADURA POR ARCO CON HIDRÓGENO ATÓMICOis un proceso, que cuenta con un generador de arco eléctrico, en el que una vez establecido el arco, se agrega hidrógeno, el cual ai quemarse liber
'calor con mayor intensidad que en un arco común, la temperatura que se alcanza en este tipo de arco es superior a los 6,000 °C.
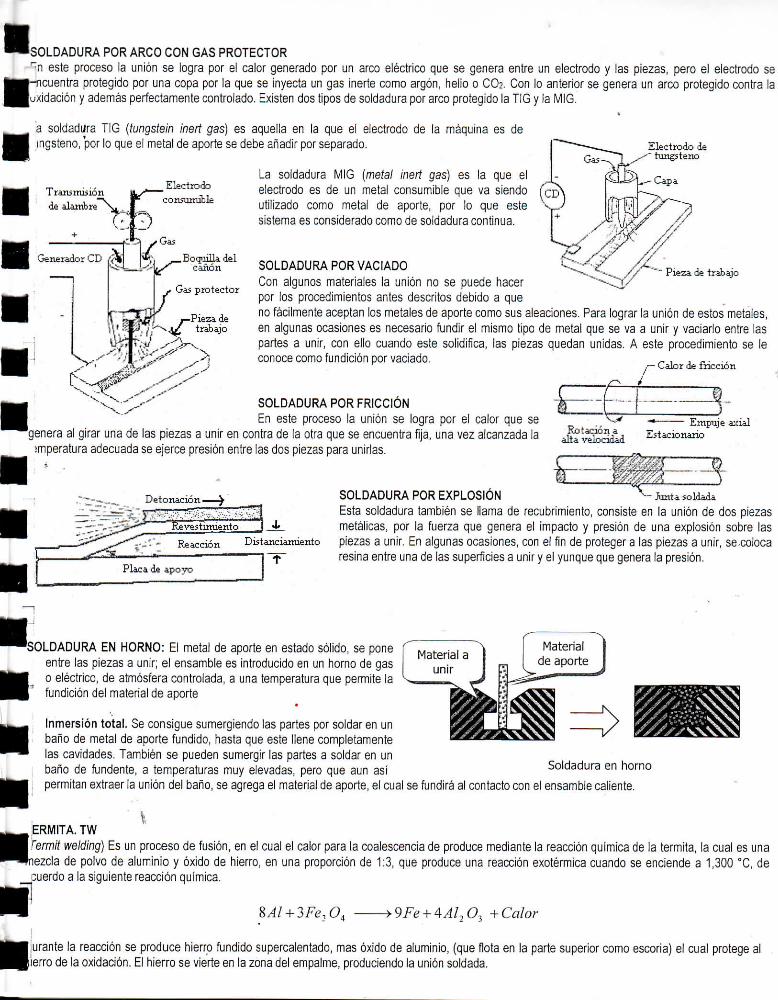
SOLDADURA POR ARCO CON GAS PROTECTORnn este proceso la unión se logra por el calor generado por un arco eléctrico que se genera entre un electrodo y las piezas, pero el electrodo se-ncuentra protegido por una copa por la que se inyecta un gas inerte como argón, helio o C02. Con lo anterior se genera un arco protegido contra lauxidación y además perfectamente controlado. Existen dos tipos de soldadura por arco protegido la T1G y la MIG.
a soldadifra T1G (tungstein ¡nert gas) es aquella en la que el electrodo de la máquina es demgsteno, por lo que el metal de aporte se debe añadir por separado.
La soldadura MIG (metal inert gas) es la que elelectrodo es de un metal consumible que va siendoutilizado como metal de aporte, por lo que estesistema es considerado como de soldadura continua.
Electrodo de~ tungsteno
Traiu misión'le alambre ^ii- _
f "'•,1,
r_ 1Generador CD
-
aS
B -
''7_ /
_ Electrodoconsumible
~> jG¿¡
Kvj —Boquilla delJ**aX cañón
P4 i)
f Gas protector
j— Piesa de•"• ,j¿ trabajo
Pieza de trabajoSOLDADURA POR VACIADO
Con algunos materiales la unión no se puede hacerpor los procedimientos antes descritos debido a que
no fácilmente aceptan los metales de aporte como sus aleaciones. Para lograr la unión de estos metales,en algunas ocasiones es necesario fundir el mismo tipo de metal que se va a unir y vaciarlo entre laspartes a unir, con ello cuando este solidifica, las piezas quedan unidas. A este procedimiento se leconoce como fundición por vaciado. Calor de fricción
SOLDADURA POR FRICCIÓNEn este proceso ía unión se logra por el calor que se
'genera al girar una de las piezas a unir en contra de la otra que se encuentra fija, una vez alcanzada la¡mperatura adecuada se ejerce presión entre las dos piezas para unirlas.
, N"i**' Empuje axial
SJVr-WT.
Detonación —^«C
investimiento _ I J»
Distaiiciamiento
SOLDADURA POR EXPLOSIÓN ^- Junta soldada
Esta soldadura también se llama de recubrimiento, consiste en la unión de dos piezasmetálicas, por la fuerza que genera el impacto y presión de una explosión sobre laspiezas a unir. En algunas ocasiones, con e! fin de proteger a las piezas a unir, se-colocaresina entre una de ¡as superficies a unir y el yunque que genera la presión.
'SOLDADURA EN HORNO: El metal de aporte en estado sólido, se pone
entre las piezas a unir; el ensamble es introducido en un horno de gaso eléctrico, de atmósfera controlada, a una temperatura que permite lafundición del material de aporte
••
i
Inmersión total. Se consigue sumergiendo las partes por soldar en unbaño de metal de aporte fundido, hasta que este llene completamentelas cavidades. También se pueden sumergir las partes a soldar en unbaño de fundente, a temperaturas muy elevadas, pero que aun así Soldadura en horno
permitan extraer la unión del baño, se agrega el material de aporte, el cual se fundirá al contacto con el ensamble caliente.
ERMITA. TW
rermit welding) Es un proceso de fusión, en el cual el calor para la coalescenda de produce medíante la reacción química de la termita, la cual es una'nezcla de polvo de aluminio y óxido de hierro, en una proporción de 1:3, que produce una reacción exotérmica cuando se enciende a 1,300 °C, de
uerdo a ¡a siguiente reacción química.
+ 4AI2O3 + Calor
[urante la reacción se produce hierro fundido supercalentado, mas óxido de aluminio, (que flota en la parte superior como escoria) el cual protege altérro de la oxidación. El hierro se vierte en la zona del empalme, produciendo la unión soldada.
SUJECIÓN MECÁNICA
La sujeción mecánica incluye codos los métodos deuso de dispositivos mecánicos para unir dos o máspiezas entre SÍ. Sus ventajas son la adaptabilidad deios sujetadores mecánicos en términos de tamaño,forma, costo, y facilidad de ensamblaje con herra-mientas comunes y especiales. Otro factor puede serla facilidad, para dar servicio o reparar cuando seutilizan ciertos tipos de sujetadores.
Sujetadores roscados
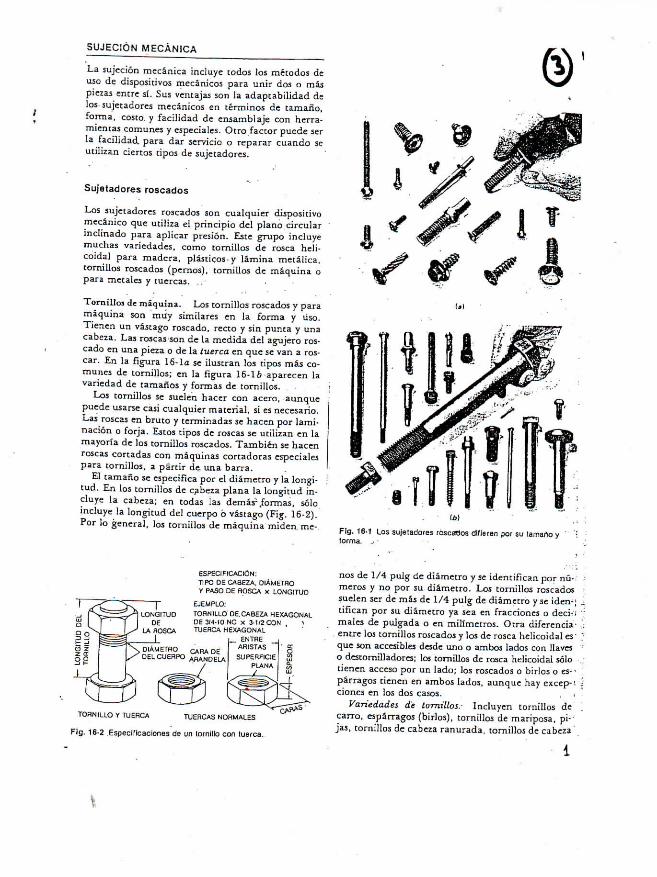
Los sujetadores roscados son cualquier dispositivomecánico que utiliza el principio del piano circularinclinado para aplicar presión. Este grupo incluyemuchas variedades, como tornillos de rosca heli-coidal para madera, plásticos-y lámina metálica,tornillos roscados (pernos), tornillos de máquina opara metales y tuercas. . ,
Tornillos de máquina. Los tornillos roscados y paramáquina son muy similares en la forma y uso.Tienen un vastago roscado, recto y sin punta y unacabeza. Las roscas son de la medida del agujero ros-cado en una pieza o de la tuerca, en que sí van a ros-car. En la figura 16-ln se ilustran los tipos más co-munes de tornillos; en la figura 16-16 aparecen lavariedad de tamaños y formas de tornillos. . . .
Los tornillos se suelen hacer con acero, aunquepuede usarse casi cualquier material, si es necesario.Las roscas en bruto y terminadas se hacen por lami-nación o forja. Estos tipos de roscas se utilizan en lamayoría de ¡os tornillos roscados. También se hacenroscas cortadas con máquinas cortadoras especialespara tornillos, a partir de una barra.
El tamaño se especifica por el diámetro y la longi-tud. En los tornillos de cabeza plana la longitud in-cluye la cabeza; en todas las demás1 .formas, sóloincluye la longitud del cuerpo b vastago (Fig. 16-2).Por lo general, los tornillos de máquina miden, me- Fig. 16-1 Los sujetadores roscados dille ren por su tamaño y
forma. .-
ESPECIFICACIÓN;TIPO OE CABEZA, DIÁMETROr PASO DÉ HOSCA X LONGITUD
EJEMPLO:TOflNILLO DE.CABEZA HEXAGONALDE 3/4-10 NC x 3-1(2 CON , >TU £ RCA H E XAGON AL
i ENTRE
DIÁMETRO CARAOEDEL CUERPO AfiANDELA
TORNILLO Y TUERCA TUERCAS NORMALES
Ffg. 16-2 Especificaciones de un lomillo con tuerca.
nos de 1/4 pulg de diámetro y se identifican por nú-meros y no por su diámetro. Los tornillos roscadossuelen ser de más de 1/4 pulg de diámetro y se iden-;tifican por su diámetro ya sea en fracciones o deci-:niales de pulgada o en milímetros. Otra diferencia-entre los tornillos roscados y los de rosca helicoidal esque son accesibles desde uno o ambos lados con llaveso destornilladores; los tomillos de rosca helicoidal sólotienen acceso por un lado; los roscados o birlos o es- -párragos tienen en ambos lados, aunque hay excep-^ciones en los dos casos.
Variedades de tomillos,- Incluyen tornillos decarro, espárragos (birlos), tornillos de mariposa, pi-jas, tornillos de cabeza ranurada, tornillos de cabeza

hexagonal y prisioneros. El tornillo de máquina ñor-.mal tiene cabeza hexagonal delgada y la rosca estáformada sólo en alrededor de 40% del cuerpo.
Un tornillo de carro (Fig, 16-3) tiene una cabezade hongo que no puede apretarse en forma norma!;debajo de la cabeza tiene una sección cuadrada. Lostornillos de carro se utilizan para sujetar madera conmetal. Se taladra el agujero en ambas piezas y seintroduce el tornillo por el lado de la madera demodo que la cabeza redonda quede al ras, la seccióncuadrada se acuña en el agujero en la madera y sos-tiene el tornillo para poder apretar la tuerca en larosca. x
CUADRADO DEBAJO DE LA CA8EZA
FIg. 16-3 Tornillo de carro.
Los espárragos (birlos), que se ilustran'eu.la ítga-ra 16-5, no tienen cabeza y tienen rosca e?; amóosextremos, una más larga que otra.'El espárrago seutiliza para ensamblar partes de mecanismos endonde las pequeñas variaciones en ia distancia impi-den el uso de tornillos de máquina. Como se ilusa;también es más fácil alinear y fijar la pieza superit,con los espárragos que tratar de alinear agujeros ytornillos que no están visibles.
Los prisioneros tienen roscada toda la longituddel vastago. Los tomillos de cabeza ranurada son.pequeños, con diámetro pequeño, por lo general de,4.7 a 6.3 mm (3/16 a 1/4 pulg), con cabeza redond
SSPA-flRAGO
BLOQUE DE CILINDROS
SECCIÓN ENSAMBLADA
Fig. 16-5 Espárragos (birlos] y una de sus aplicaciones Ilplcas.
El tornillo pija es otra variedad. Como se ve en lafigura 16-4. la rosca es cónica como la de un tornillopara madera. Se utiliza para sujetar piezas gruesasen superficies de madera, como la base de una má-quina en un piso de madera. Las pijas tambiénpueden utilizarse para sujetar objetos pesados'ygruesos en concreto, por medio de insertos de plomoque se expanden con firmeza contra los lados delagujero cuando se aprieta el tornillo; se llaman man-guitos de expansión.
Fig. 16-4 Tornillo pija
o plana y son de rosca gruesa. Los tornillos de cabe-za son idénticos a los de máquina, excepto quetienen cabeza conformada (ranurada o "de gota" o
.hueca) y se destinan para usos en donde la cabezadebe quedar debajo de la superficie.Los tornillos de mariposa son pequeños con cabezade aletas y se utilizan en donde se necesitan ajustesfrecuentes. Los tornillos de mariposa están destina-dos para apretarlos con la mano. En la figura 16-6 seilustran dos tipos.
FIg. 16-6 Tornillos da mariposa O alelas.
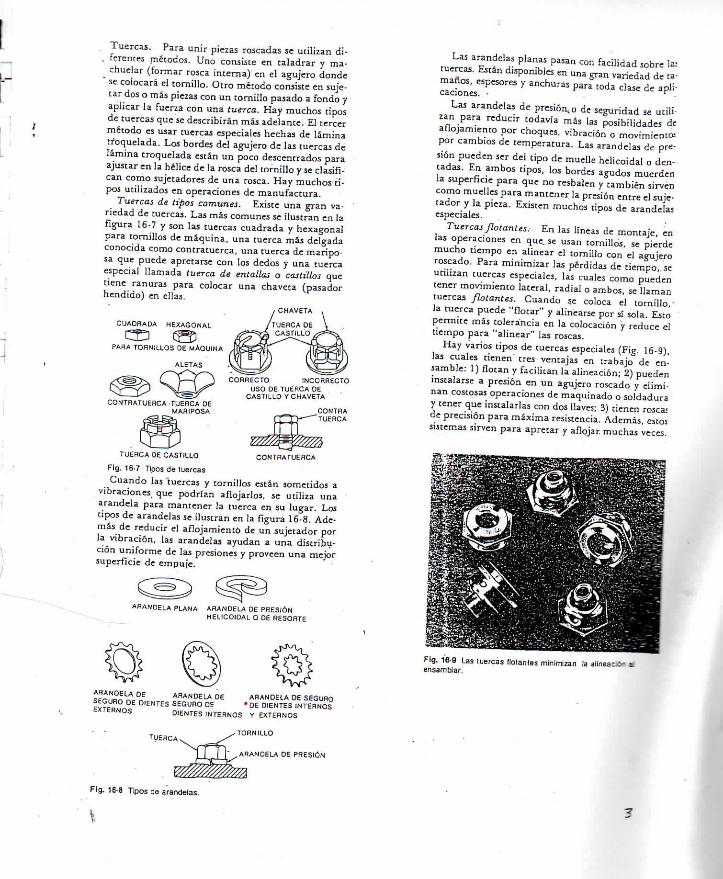
Tuercas. Para unir piezas roscadas se utilizan di-ferentes mécodos. Uno consiste en taladrar y ma-chuelar (formar rosca interna) en el agujero dondese colocará ei tomillo. Otro mécodo consiste en suje-tar dos o más piezas con un tornillo pasado a fondo yaplicar la fuerza con una tuerca. Hay muchos tiposde tuercas que se describirán más adelante. El cercermétodo es usar mercas especiales hechas de láminatroquelada. Los bordes del agujero de las tuercas delámina troquelada están un poco descentrados paraajustar en la hélice de la rosca del tornillo y se clasifi-can como sujetadores de una rosca. Hay muchos tí-pos utilizados en operaciones de manufactura.
Tuercas de tipos comunes. Existe una gran va-riedad de mercas. Las más comunes se ilustran en lafigura 16-7 y son las tuercas cuadrada y hexagonalpara tomillos de máquina, una tuerca más delgadaconocida como contratuerca, una tuerca de maripo-sa que puede apretarse con los dedos y una tuercaespecial llamada tuerca de entallas o castillos quetiene ranuras para colocar una chaveta (pasadorhendido) en ellas.
CHAVETA
CUADRADA HEXAGONAL
PARA TORNILLOS DE MÁQUINA
ALETAS
CORRECTO INCOñRECTOUSO OÉ TUERCA DE
CASTILLO V CHAVETA
TUERCA DE CASTILLO CONTRATUERCA
Flg. 16-7 Tipos de tuercas
Cuando las tuercas y tornillos están sometidos avibraciones, que podrían aflojarlos, se utiliza unaarandela pata mantener la tuerca en su lugar. Lostipos de arandelas se ilustran en la figura 16-8. Ade-más de reducir e] aflojamiento de un sujetador porla vibración, las arandelas ayudan a una distribu-ción uniforme de las presiones y proveen una mejorsuperficie de empuje.
ARANDELA PLANA ARANDELA OE PRESIÓNHELICOIDAL O DE RESORTE
ARANDELA DE ARANDELA OE ARANDELA DE SEGUROSEGURO DE DIENTES SEGURO OE * DE DIENTES INTERNOSEXTERNOS DIENTES INTERNOS Y EXTERNOS
TUERCATORNILLO
ARANDELA DE PRESIÓN
Las arandelas planas pasan con facilidad sobre ¡tuercas. Están disponibles en una gran variedad de ta-maños, espesores y anchuras para toda clase de apli-caciones, -
Las arandelas de presión,.o de seguridad se utili-zan para reducir todavía más las posibilidades dtaflojamiento por choques, vibración o movimiento--par cambios de temperatura. Las arandelas de pr¿'sión pueden ser del tipo de muelle helicoidal o den-tadas. En ambos tipos, ios bordes agudos muerdenla superficie para que no resbalen y también sirvencomo muelles para mantener la presión entre el suje-tador y la pieza. Existen muchos tipos de arandelasespecíales.
Tuercas flotantes. En las líneas de montaje, enlas operaciones en que_ se usan tomillos, se pierdemucho tiempo en alinear el tornillo con el agujeroroscado. Para minimizar ias pérdidas de tiempo,.seutilizan tuercas especiales, las cuales como puedentener movimiento lateral, radial o ambos, se llamantuercas flotantes. Cuando se coloca el lomillo,la tuerca puede "flotar" y alinearse por sí sola. Estopermite más tolerancia en la colocación y reduce eltiempo para "alinear" las roscas.
Hay varios tipos de tuercas especiales (Fig. 16-9),las cuales tienen' tres ventajas en trabajo de en-samble: 1) flotan y facilitan la alineación; 2) puedeninstalarse a presión en un agujero roscado y elimi-nan costosas operaciones de maquinado O soldaduray tener que instalarlas con dos llaves; 3) tienen rosca;de precisión para máxima resistencia. Además, estossistemas sirven para apretar y aflojar muchas veces.
Flg. 16-9 Las tuercas dolantes minimizan Ja alinean.:•ensamblar.
Flg. 16-8 Tipos da arandelas.
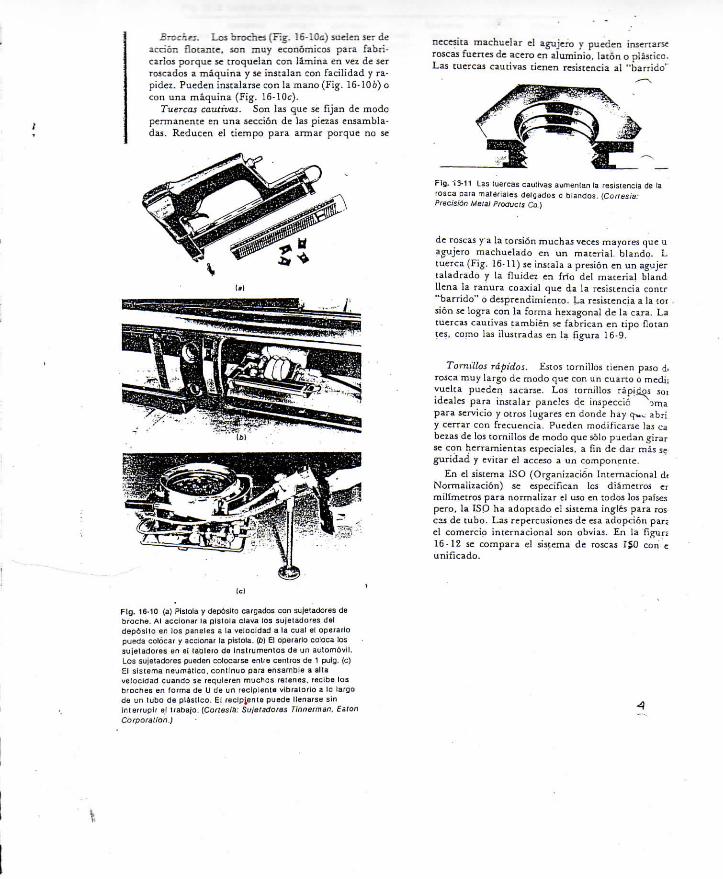
Breches. Las broches (f'-g- 16-10c) sueíen ser deacción nótame, son muy económicos para fabri-carlos porque se troquelan con ¡amina en vez de serroscados a máquina y se instalan con facilidad y ra-pidez. Pueden instalarse con la mano (Fig. 16-ÍO¿) ocon una máquina (Fig- 16-10c).
Tuercas cautivas- Son las que se fijan de modopermanente en una sección de las piezas ensambla-das. Reducen ei tiempo para armar porque no se
necesita machuelar el agujero y pueden insertarseroscas fuertes de acero en aluminio, latón o plástico.Las tuercas cautivas tienen resistencia al "barrido"
Fig. 16-10 (a] Pistola y depósito cargados con sujetadores debrocne. Al accionar la pistola clava los sujetadores deldepósito en los paneles a la velocidad a la cual el operailopueda colocar y accionar la pistola, (í)) El operario coloca lossujetadores en el tableio da Instrumentos de un automóvil.Los sujetadores pueden colocaise entre ceñiros de 1 pulg. (c)El sistema neumático, continuo para ensamble a altavelocidad cuando se requieren muchos retenes, recibe losbrocnes en forma de U de un recipiente vibratorio a lo largode un tubo de plástico. E{ recipiente puede llenarse sin¡nlerruplí al trabajo. (Cortesía: Sujetadores Tlnnerman. EatonCorpúiation.)
Fig. -J3-11 Las tuercas cautivas aumentan la resistencia de larosca para materiales delgados o blandos. {Corles/a:Precisión Meial Products Co.)
de roscas y a la torsión muchas veces mayores que uagujero macbmelado en un material blando. Ltuerca (Fig. 16-11) se Ínstala a presión en un agujertaladrado y la fluidez en frío del material blandllena la ranura coaxial que da la resiscencia contr"barrido" o desprendimiento. La resistencia a la torsión se logra con la forma hexagonal de la cara. Latuercas cautivas también se fabrican en tipo flotantes, como las ilustradas en la figura 16-9.
Tomillos rápidos. Estos tornillos tienen paso d'rosca muy largo de modo que con un cuarto o medí;vuelta pueden sacarse. Los tornillos rápidos soiideales para instalar paneles de inspecció ornapara servicio y otros lugares en donde hay o .- abri.y cerrar con frecuencia. Pueden modificarse las cabezas de los tornillos de modo que sólo puedan girarse con herramientas especiales, a fin de dar más seguridad y evitar el acceso a un componente.
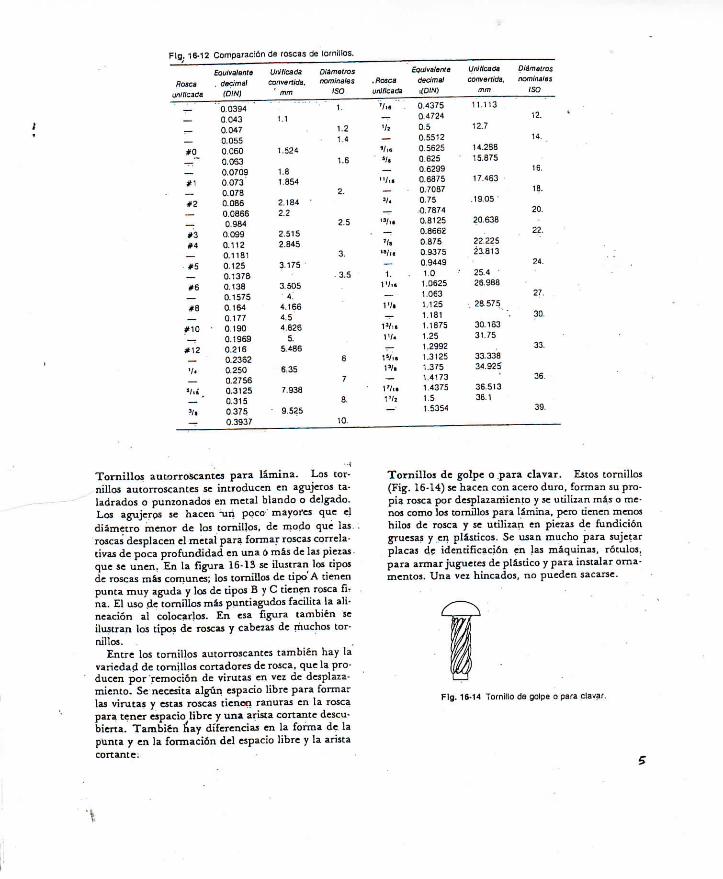
En el sistema ISO (Organización Internacional diNormalización) se especifican los diámetros ermilímetros para normalizar el uso en todos los paísespero, la ISO ha adoptado el sistema inglés para roscas de tubo. Las repercusiones de esa adopción par;el comercio internacional son obvias. En la figur:16-12 se compara el sistema de roscas 150 con eunificado.
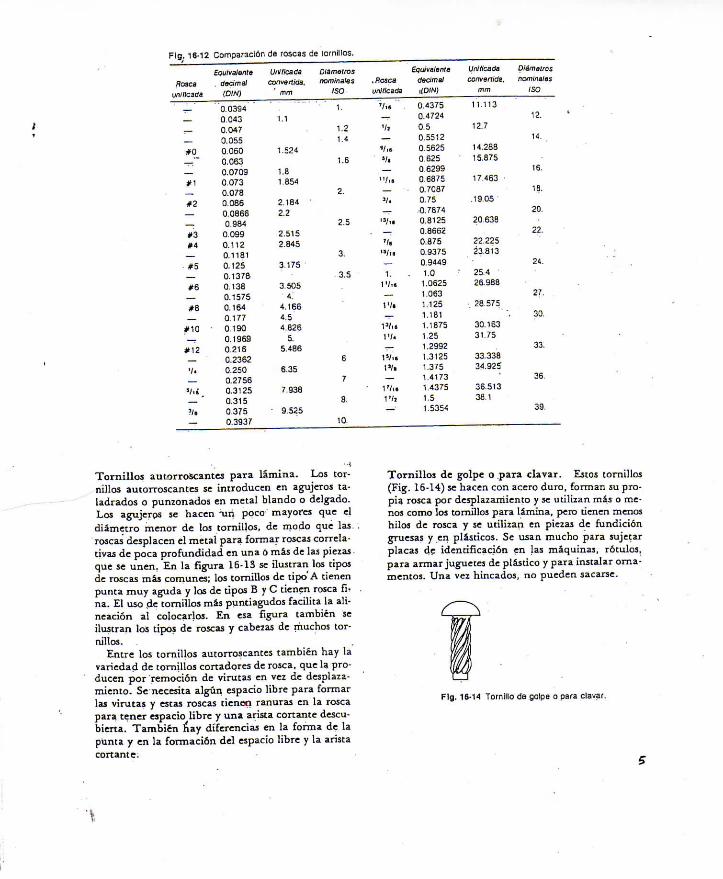
FIg. 18-12 Comparación de toscas de lomillos.
floscaunifícate
—r-
—#0_-"
—#1
—#2—
—#3#4
—. #s—#6
—#8
—#10 ''—
#12
—'/.
—Vi i— "=;»"!•
Equivalente. eJacima/
(DfATJ
0.0394
0.0430.047
0.0550.0600.0630.0709
0.0730.0780.0860.08660.984
0.0990.1120.11810.1250.1 378-
0.1380.15750.1640.1770.1900.19690.2160.23620.2500.27560.31250.3150-3750.3937
Unificadaconvertida,
mm
1.1
1.524
1.81.854
2.184 '2.2
2.5152.845
3.175 '
3.5054.
4.1664.54.826
5.5.486
6.35
7.938
• 9.525
Diámetrosnominales
ISO
1.
1.21.4
1.6
2.
2.5
3.
. 3.5
6
7
8.
10.
EijuiVa/enre. flosca decimalunlllcada i(DIH)
Vi* . 0.4375— 0.4724
<h 0.5— 0.5512V,s 0.5625
' */. 0.625— 0.6299
'Vía 0.6875— - 0.7087í/. 0.75
_ ,0.7874
'=>/„ 0.8125. — 0.8662
V. 0.875"/i. 0.9375— 0.9449
1. . 1-01V.« 1.0625— . 1.063I1/. 1.125— 1.181
T/,» 1.1875IV. 1.25
— 1.2992IV,. 1.31251J/, 1.375— 1.4173
1'/,8 14375
1r/i 1.5— 1.5354
Uíuficaiíaconvenida.
mm
11.113
12.7
14.288
15.875
17.463
.19.05 '
20.638
22.22523.813
25.4
26.988
-. 28.575
30.18331.75
33.33834.92Í
36.513
38.1
Diámetrosnomínalas
ISO
12.
14.
16.
18.
20.
22.
24.
27. .
30.
33.
36.
39.
Tornillos amorronantes para lámina. Los tor-nillos autorroscantes se introducen en agujeros ta-ladrados o punzonados en metal blando o delgado.Los agujeros se hacen óiñ poco mayores que eldiámetro menor de los tornillos, de modo que las.roscas desplacen el meta! para formar roscas correla-tivas de poca profundidad en una ó más de las piezasque se unen. En la figura 16-13 se ilustran los tiposde roscas más comunes; los tomillos de tipo'A tienenpunta muy aguda y los de tipos B y C tienen rosca fi^na. El uso de tomillos más puntiagudos facilita la ali-neación al colocarlos. En esa figura también seilustran los tipos de roscas y cabesas de muchos tor-nillos.
Entre los tornillos autorroscantes también hay lavariedad de tornillos cortadores de rosca, que la pro-ducen por "remoción de virutas en vez de desplaza-miento. Se necesita algún espacio libre para formarlas virutas y estas roscas tienen ranuras en la roscapara tener espacio libre y una arista cortante descu-bierta. También nay diferencias en la forma de lapunta y en ¡a fonnación del espacio libre y la aristacortante;
Tornillos de golpe o para clavar. Estos tornillos(Fig. 16-14} se hacen con acero duro, forman su pro-pia rosca por desplazamiento y se utilizan más o me-nos como los tomillos para lámina, pero tienen menoshilos de rosca y se utilizan en piezas de fundicióngruesas y en plásticos. Se usan mucho para sujetarplacas de identificación en las máquinas, rótulos,para armar juguetes de plástico y para instalar orna-mentos. Una vez hincados, no pueden sacarse.
Flg. 16-11 Tornillo de golpe o para clavar.
Flg. 16-12 Comparación de roscas cié lomillos.
Roscauniltcaúa
——
——
#0__""
—#1„
#2
——#3#4
—#5
—#6
—#8
—#10 "'_.
#12
—V.—
aí.t— '
3/>-r
Equivalanta. decimal
(DIN)
0.0394
0.0430-047
0.0550.0600.063
0.07090.0730.07B0.086
0.08660.984
0.0990.1120-1181
0.1250-13790.1380.15750.1640.1770.1900-19690.2160.23620.250
0.27S60.31250.3150.3750.3937
Vriticaóaconvertida,
ffim
1.1
1.524
1.81.854
2.1842.2
2.5152.845
3.175 '
3.5054.'
4.1664.54.826
5.5.486
6.35
7.938
9.525
Diámetrosnominales
ISO
1.
1-21.4
1.6
2-
2.5
3,
-3.5
e
7
8.
10.
Squivalerire. Rosca decimalunificada ¡(DIN)
'/,s . 0.4375
-^ 0.4724
Va 0.5— 0-5512'/,» 0.562S
' '/* 0.625— 0.6299"/.. 0.6875— 0.7087
'/« 0.75
— 0.7874"/,» 0.8125
. -^ 0-8662'/. 0.875'*/u 0.9375— 0.9449
1. . 1 . 0
!'/,« 1.0625— 1 .063
1Vi 1.125— 1.181
15/i« 1.1875IV. 1.25
-- 1.2992IV,. 1.312513Í. 1.375— 1.4173I'/.. 1.43T5T/i 1.5— 1.5354
Unificadaconvenida,
11.113
12.7
14.288
15.875
17.463
.19.05 '
20.638
22.22523.813
25.4 -26-988
. 28.575
30.163
31.75
33.33834.925
36.51338.1
Diámetrosnomln&fes
ISO
12.
14,
16.
19.
20.
22.
24.
27.
30
33.
36.
39.
Tomillos autor roscantes para lámina. Los tor-nillos autorroscantes se introducen en agujeros ta-ladrados o punionados en metal blando o delgado.Los agujeros se hacen "un poco- mayores que eldiámetro menor de los tornillos, de modo que las.roscas desplacen el metal para formar roscas correla-tivas de poca profundidad en una 6 más de las piezasque se unen; En la figura 16-13 se ilustran los tiposde roscas más comunes; los tomillos de típo'A tienenpunta muy aguda y los de tipos B y C tienen rosca fUna. El uso de tornillos más puntiagudos facilita la ali-neación al colocarlos. En esa figura también seilustran los tipos de roscas y cabezas de muchos tor-niHos. .
Entre los tornillos autorroscantes también hay lavariedad de tornillos cortadores de rosca, que la pro-ducen por "remoción de virutas en vez de desplaza-miento- Se necesita algún espacio libre para formarlas virutas y estas roscas tienen ranuras en la roscapara tener espacio libre y una arista cortante descu-bierta. También hay diferencias en la forma de lapunta y en la formación del espacio libre y la aristacenante;
Tornillos de golpe o para clavar. Estos tornillos(Fig. 16-14) se hacen con acero duro, forman su pro-pia rosca por desplazamiento y se utilizan más o me-nos como los tomillos para lámina, pero tienen menoshilos de rosca y se utilizan en piezas de fundicióngruesas y en plásticos. Se usan mucho para sujetarplacas de identificación en las máquinas, rótulos,para armar juguetes de plástico y para instalar orna-mentos. Una vez hincados, no pueden sacarse.
Flg. 16-14 Tornillo da golpe o para clavar.

TIPO A TIPO 8 TIFOC
TORNILLOS AUTORflOSCANTES PUNTIAGUDOS
TIPO 8T TIPO T TIPO f
TORNILLOS AUTORHOSCANTES
RANUflAOOS PHILLIPS FiHEAHSON DEPRIMIDA D£SPflENOI8LE
TIPOS DE RANURAS Y REBAJOS EN LAS CABEZAS DÉ TORNILLOS
SUJECIÓN ESFÉRICA
PLANA REBAJADA OVALADA
REDONDAAVELLANADA
HEXAGONAL
PLANA RANURADA PLANA DE 32' PLANA DE ICO* CHATA
OVALADA REBAJADA
HEXAGONALCON ARANDELA
REDONDA REDONDA CON ARANDELA
CUADRADA - CUADRADAAVELLANADA
CUADRADA(PRISIONERO)
SEGMENTADA
TIPOS DE CABEZAS DE TORNILLOS
Bg. 16-13 Deialles de los fornidos para lámina
Tornillos para madera. Los tornillos para ma-tíera cieñen una forma similar a los tornillosautorroscantes cipos A o B. En la figura 16-15 seilustran las tres formas más usuales de cabezas paralos tomillos para madera. Sus tamaños se especifi-can con números progresivos, de menor a mayor pa-ra el diámetro. Un tornillo número 10 es mucho másgrueso que uno de] número 4; estos diámetros estánbasados en los calibres estadounidenses paraalambre. Estos tornillos rio son adecuados para me-tales o. plásticos, porque no están endurecidos y noforman su propia rosca -en estos materiales ai ator-nillarlos.
CABEZA OVALADA CABEZA REDONDA CABEZA PLANA
Flg, 16-15 Tornillos (¡picos para madera
Grapas
-"~-\Las grapas se utilizan mucho para coser ui TUcomponentes industriales. Pueden utílizarsíren idera, papel, meta), plásticos, Celas y otros mríales. Las grapas también se usan en trabajometales, por ejemplo, para armar aparatos domíeos, en el aislamiento para hornos y refrigeradoresistencias de horno, serpentines de refrigeradorotros. Las grapas se colocan con máquinas y rmano en estos casos; las máquinas se Jlaman intintamente engrapadoras o cosedoras. En la fig16-16 se ¡lustra una operación típica de engrap;

AVELLANADO SEGMENTADO
REDONDO O CÓNICO CABEZA OE CONODE BOTÓN
Fig. 16-17 Formas de los remaches comunas.
Remaches (roblones)
Los remaches son sujetadores metálicos que no tie-nen roscas ni cabeza ranurada. Se suelen hacer conmetales blandos, maleables para poder trabajarloscon facilidad. Se colocan en agujeros taladrados opunzonados y se ensancha el cuerpo contra los ladosdel agujero y después se remacha la punta para for-marle una cabeza o una ceja pequeña, con lo cualpuede tener dos cabezas.
Los remaches tienen hasta 1/4 pulg de diámetro.Los roblones tienen un diámetro mayor de 1/4 pulg.
Aunque la soldadura ha desplazado a loa remachesen muchos casos, todavía se utilizan en la aviación, enmetales difíciles de soldar y otras operaciones.También son excelentes para sujetar materialescorno plásticos, teías y cuero en piezas de madera ode metal. Los remaches especiales y las máquinas re-machadoras hacen posible el uso de remaches comoun método para sujeción rápida, fuerte y económicapara una gran variedad de aplicaciones.
Para unir"con remaches (remachar) la mayoría delas formas metálicas, se usan los remaches comunes(Fig. 16-17). En estructuras de acero, ¡os roblones seinstalan en caliente; cuando se cpntrae el metal alenfriar, estos roblones sujetan con más fuerza cuan-do se enfrían. Los roblones calientes se utilizan paraestructuras de puentes, edificios y otros. Los rema-'
B 10 12 I02 OZ 02 UB
1%l_B
1KLB
intmunnFig. 16-18 Remaches de hojalatería [tamaño real).
ches comunes se especifican por diámetro del cuerpoy longitud.
Los remaches para materiales delgados deben te-ner cabezas más anchas que los remaches comunes.El remache de hojalatería (Fig. 16-18) se utiliza enesa aplicación; se clasifican por peso de 1 000 re-maches en onzas o en libras.
El espaciamiento y longitud de los remaches sonimportantes al proyectar su aplicación. Por lo gene-ral, no deben estar a menos de tres veces el diámetroni a más de 24'veces el diámetro en su separación.Además, debe sobresalir alrededor de 1.5 veces eldiámetro a fin de tener suficiente material para re-machar. El agujero debe estar a un mínimo de tresdiámetros del borde o esquina de! material que se vaa unir. Para el ensamblaje con remaches, se suele ta-ladrar o punzoriar en el material un agujero un pocomás grande que el diámetro del remache; la razón esque un remache de 1/4 pulg apenas podría penetraren un agujero de 1/4 pulg. Cuando se permiten tole-rancias .para producción en serie, en donde el cama-ño nomina! del agujeró o del remache puede ser unpoco menor, entonces al tratar de colocar el re-mache de diámetro mayor en el agujero de diámetromenor ocasiona un desperdicio de casi 50% de losremaches; ésta es la razón principal para hacer unagujero más grande.
Los remaches tubulares y especiales (Fig. 16-19) seutilizan como ojillos, en aparatos domésticos y enmuchos tipos de herramientas y herraje. Los mangosde herramientas y de cuchillos, sujetadores para re-sortes, encuademación y placas de identificación enmáquinas y gabinetes son usos típicos de los remachesespeciales.
REMACHE SEUITIJBULAR REMACHE DIVIDIDO
REMACHE TUBULAR
CZ5REMACHE DE COMPRESIÓN
O PARA CUCHILLOS
REMACHE PERFORADOR REMACHE DE REDOBLAR
Fig. 16-19 Remaches especiales y tubulares.
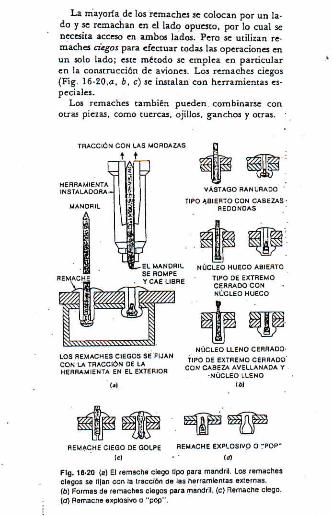
La mayoría de los remaches se colocan por un la-do y se remachan en el lado opuesto, por lo cual senecesita acceso en ambos lados. Pero se utilizan re-maches ciegos para efectuar todas las operaciones enun solo lado; este método se emplea en particularen la construcción de aviones. Los remaches ciegos(Fig. 16-20,a. b, c) se instalan con herramientas es-peciales.
Los remaches también pueden, combinarse conotras piezas, como tuercas, ojillos, ganchos y otras. •
TRACCIÓN con
HERRAMIENTAINSTALADORA-
LOS REMACHES CIEGOS SE'FUANCON LA TRACCIÓN DE LAHERRAMIENTA EN EL EXTERIOR
NÚCLEO LLENO CERRAOO
TIPO OE EXTREMO CERRADOCON CABEZA AVELLANADA Y
NÚCLEO LLENO
REMACHE CIEGO DE GOLPE
le)REMACHE EXPLOSIVO O "POP"
Fíg. 16-20 (a) El remacha ciego llpo para mandril. Los femacliesclagos se lijan con la Iracclón de (as herramientas externas.(&] Formas de remachas ciegos para mandril, (c) Remache ciego.
(<J) ñamadle explosivo o "pop".
Belenes
Zn la clasificación general de retenes se incluye casicualquier dispositivo utilizado para mantener algúnobjeto en su lugar. Se puede usar un retén para alienar•jna polea en un eje, evitar que un eje gire dentrode un engrane o polea, impedir que una palanca seresbale de su lugar e incluso mantener juntos losalambres de un grupo (arnés) al instalarlo en unvehículo. Se describirán los retenes más comunes: pa-sadores, cuñas (chavetas), arillos seguro, tuercas depresión, bujes de presión, sujeción por recalcado y re-tenes para alambres y tubos.
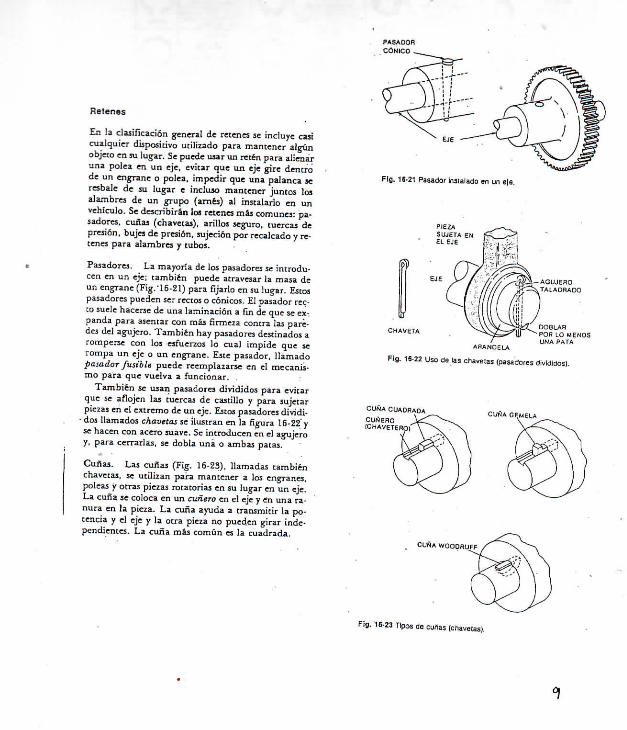
Pasadores. La mayoría de ¡os pasadores se introdu-cen en un eje; también puede atravesar la masa deun engrane (Fig."16-21) para fijarlo en su lug-ar. Estospasadores pueden ser rectos o cónicos. El pasador rec-to suele hacerse de una laminación a fin de que se ex-panda para asentar con más firmeza contra las pare-des del agujero. También hay pasadores destinados aromperse con los esfuerzos lo cual impide que serompa un eje o un engrane- Este pasador, llamadopasador fusible puede reemplazarse en el mecanis-mo para que vuelva a funcionar. .
También se usan pasadores divididos para evitarque se aflojen ¡as tuercas de castillo y para sujetarpiezas en el extremo de un eje. Estos pasadores dividi-
• dos llamados ch&vet&s sé ilustran en la figura 16-22 yse hacen con acero suave. Se introducen en el agujeroy, para cerrarlas, se dobla una o ambas patas.
Cuñas. Las cuñas (Fig. 16-23), llamadas tambiénchavetas, se utilizan para mantener a los engranes,poleas y otras piezas rotatorias en su lugar en un eje.La cuña se coloca en un cunero en el eje y en una ra-nura en la pieza. La cuña ayuda a transmitir la po-tencia y el eje y la otra pieza no pueden girar inde-pendientes. La cuña más común es la cuadrada.
F!Q. 16-21 Pasador instalado en un ele.
AGUJEROTALADRADO
CHAVETA
ARANDELA
Fig. 16-22 Uso da las chavetas (pasadores diuldldos
DOBLARPOfl LO MEMOSUNA PATA
CUÑA CUADRADA CUÑA GEMELA
CUÑA WOODRUFF
Fig. 15-23 Tipos de cuñas (cnavetas).

oIPOUHO
OV c/INÍE.1N0
OIHTÍflllO
Oo
EIT1HND
BÍSJCÍ
N5000
Cami Gtlimito
O.JÍIMOÍ pul)
6.a— 7s*.o mm
coMUDflN5001
££i? <J.250-].750 aulfl
M-MJam
Binuí»N5002
Pan SJiii r uoUidcl
«Si?i o - i o o puig
eiflcuijm
5005
Üanudff
lamUhi.31!— í 0 pulj
JWVERTECC
5008Púa CíjJI y Div*Jirfai
G i"J deBIWU
0 7SCM-0 puifl
tiSfCO
5100fia eje* i B*nNn)
Umita0.125-rfí.o PUJO
3.2— JW Omm.
(XIEFIHO
ÍXlEiMij
no
«TEMO
0
oÍITEBJíD
CCU BAEO
5101>jri.asyBlnflor«
S5Í0 I8M.730«!9
4.!-M.* mm.
fhSELJM
5102ftrj ai* a y puddofu
G™i.Q-raa puig
JS.a— 3M-0 niíB.
CRESCENI*
5103Pili II«)«11»II1
EJiTiúe 0.125-5.0 pulg
CIRCUHH
5105PdiJ :iriy L^udaní
•iimí ,iaijfidAa
0 íüíí-i a putg
*
ÉNrflEClERHE
5107.Jjra n|*i ^ QJUdactl
fíüfia di Í.ÍS9-J.3I! CulJ
mvWTiCü
5108fui líti i en"""
lañtfa0 SW-1.0 fflm
13.Í— 10 1-6 "m
¡IHJIHO
EIIERNO
C
EITEKKd
co
E1T(»HO
atrasíAco
5115Pin ti» f piiifloii
Gimjot H,09í-I.O »")unan.
CAHMDO cauaADO
5131Pjrj tju y jwaáv ti
Oimioi 0-110-1 líSí"!»«™ « ¡.,_3A.,mw.
ClNDiDO [ÍNILIO E|
5133fciu B¡HJ y puMHes
Gañil u ú.040-i.J'S pulg
F'POHÜ-LOCX*
5139Pan cpfli í oaíd ciíi
GimJií ÍOS!-í-<38pulíumarn m
CAMOAtW fl£FOfl!AM
5144Pira tft f i>j]i-luí f 5
Gjmj di a iiSJ-s 56Z pu«
TBtauO PEWOO
5160_..J _^?f' 1* * C'U"" "(¡jm, Ol FJ.™ *.t IMfr _inuou | |D()_50 , mm
ÍHEBKO
É1TEBNO
QfXIEHHO
0Bgío
OTEIIMJ
' U EflCS HMMGUUH
5300
Oamiail 6-J!ylt-3!ilrrurto '"'I* ' in-3!1/i-íO, !/l.!8
KUPSIJIC
5304T-5304
aimr ]T' ^"m"1° (Ta^5.Vmm.
TítiíNsuun
5305Wii t|ii ; fiaaam
Simi « .1.U67 « <1! guy
QÍIPRINC*
5555fvt e** y pfduoo'»
timj ai 0 OÍS-IJ /ID lulgumim 2.0— lí.o n>m.
Al f» 8ESI5IEKCF*
5560
Oimtci 0-ICI-O.Üapal,
iot fERUANENIE
5590PiO t|tl y piUOO'S!
tiiní </l [_°-Mg-0.rait»<j
Fig. le-S"! Tipas ae arillos seguios o de reiencifin. (Corregía: Watdes-KoMnooc, Inc.}
Arillos seguros o candados- Los arillos seguros ocandados de retención lienen muchas aplicacionesindustriales. Los primeros arillos seguros eran circu-lares, de acero de muelle y se colocaban en una ra-nura maquinada; eran fuertes y poco costosos. Perodebido a los adelantos en la ingeniería y el uso dealeaciones y aceros templados, se. han logradonuevos arillos de retención. Los que se ilustran en lafigura lfi-24 pueden rener una resistencia mayor quela del propio material que sujetan. Una de las venta-jas de los arillos es que reducen la complejidad de lasoperaciones de maquinado-y ensamble, con ahorrosen material, mano de obra y tiempo, a la vez quehay más facilidad para el servicio (Fig. 16-25 ay b).
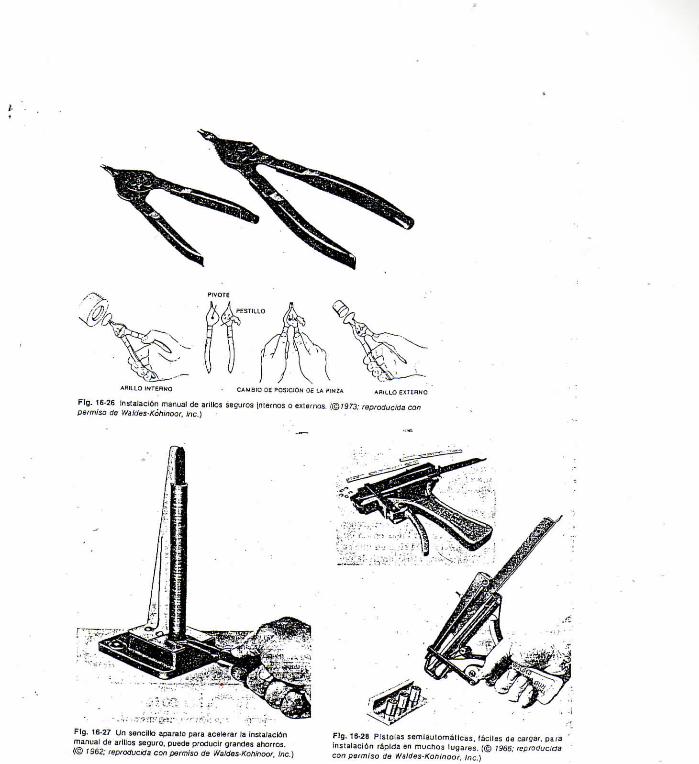
Los arillos de retención pueden instalarse a manocon las pinzas especiales (Fíg. 16-26), con herra-mientas (Fig. 16-27) o con máquinas para produc-ción (Figs. 16-28 y 16.29).
Fig, IB-25 (a) Loa sujsiaaores con rosca interna son cosiesesdebido al roscado Interno. Pueden sustituirse con un arilloseguro, (o) El uso da arillos seguros puede reducir la córrele)¡daddel ensambla; este cambio produjo un 25% Qe ahorro (fe) rQ7/-
ARILLO INTERNO CAMBIO DE POSICIÓN 0£ LA PINJA ARILLO EXTEBMO
Flg, 16-26 Instalación manual de arillos seguros internos o extemos. {©7973; reproducida conpermiso [fe Walties-Kotiinoor, Inc.)
Flg. 16-27 Un sencillo aparato para acelerar la Instalaciónmanual da adiios seguro, puede producir grandes ahorros.(© 1962; reproducida con permiso de Waldss-Kohinoor. Inc.}
Flg. 16-28 Pistolas semlaulomáticas, lácilas de cargar, pajainstalación rápida en muchos lugaies. [© 1966; reproducidacon permiso da Wsldes-Kofíinoor. Inc.)
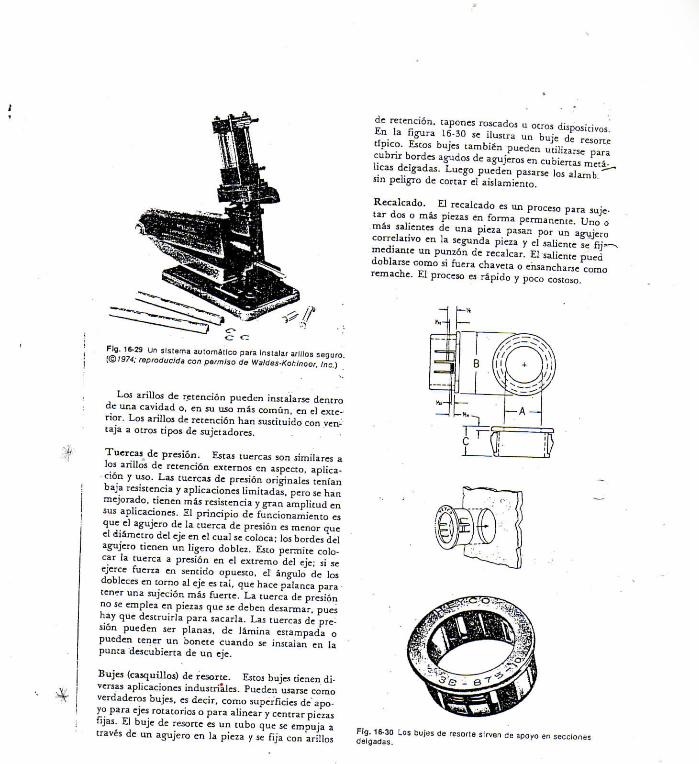
Fig. 16-29 Un sistema automático para Inslalar arillos seguro.[©¡97-f; ¡eproducida cor: permiso de Waldes-Koninoor. Inc.)
Los arillos de retención pueden instalarse dentrode una cavidad o, en su uso más común, en el exte-rior. Los arillos de retención han sustituido con ven-taja a otros tipos de sujetadores.
Tuercas de presión- Estas tuercas son similares alos arillos de retención externos en aspecto, aplica-ción y uso. Las tuercas de presión originales reñíanbaja resistencia y aplicaciones limitadas, pero se hanmejorado, tienen más resistencia y gran amplitud ensus aplicaciones. El principio de funcionamiento esque e] agujero de la tuerca de presión es menor queel diámetro del eje en el cual se coloca; los bordes delagujero tienen un ligero doblez. Esto permite colo-car la tuerca a presión en el extremo del eje; si seejerce fuerza en sentido opuesto, el ángxiio de losdobleces en torno al eje es tal, que hace palanca paratener una sujeción más fuerte. La tuerca de presiónno se emplea en piezas que se deben desarmar, pueshay que destruirla para sacarla. Las tuercas de pre-sión pueden ser planas, de lámina estampada opueden tener un bonete cuando se instalan en lapunta descubierta de un eje.
Bujes (casquíllos) de resorte. Estos bujes tienen di-versas aplicaciones industriales. Pueden usarse cornoverdaderos bujes, es decir, corno superficies de apo-yo para ejes rotatorios o para alinear y centrar piezasfijas. £l buje de resorte es un tubo que se empuja através de un agujero en la pieza y se fija con arillos
de retención, tapones roscados u otros dispositivos.En la figura 16-30 se ilustra un buje de resortetípico. Estos bujes también pueden utilizarse paracubrir bordes agudos de agujeros en cubiertas metá-licas delgadas. Luego pueden pasarse los alarnb "~sin peligro de cortar el aislamiento.
Recalcado. El recalcado es un proceso para suje-tar dos o más piezas en forma permanente. Uno omás salientes de una pieza pasan por un agujerocorrelativo en la segunda pieza y ei saliente se fíj"-mediante un punzón de recalcar. El saliente pueddoblarse corno si fuera chaveta o ensancharse cornoremache. El proceso es rápido y poco costoso.
Fig. 16-30 Los bujes de resorte sirven de apoyo en seccionesdelgadas.
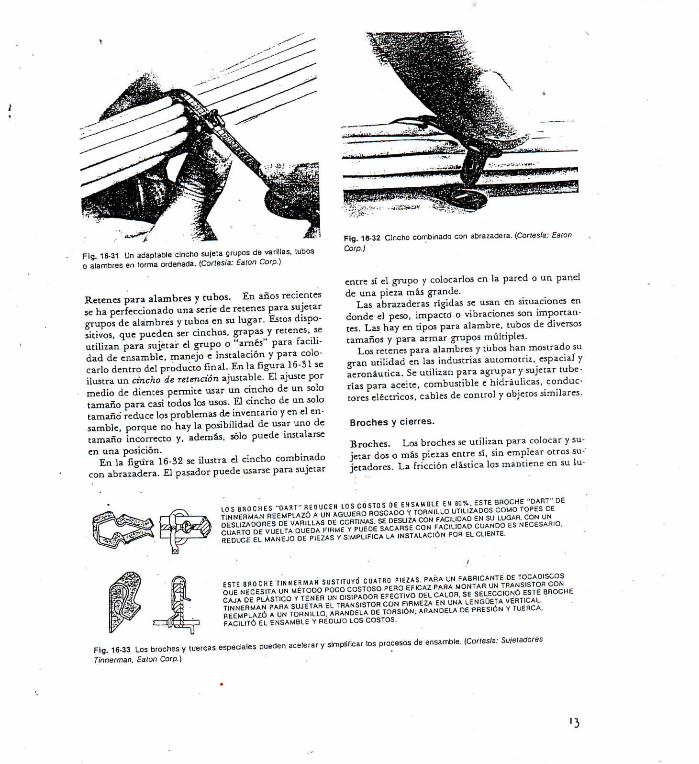
Ftg. 16-31 Un adaptable cincho sujeta grupos de varillas, tuboso alambres en forma oraenada. (Cortesía: £aíon Corp}
Retenes para alambres y tubos. En anos recientesse ha perfeccionado una serie de retenes para sujetargrupos de alambres y tubos en su lugar. Estos dispo-sitivos, que pueden, ser cinchos, grapas y retenes, seutilizan para sujetar el grupo o "arnés" para facili-dad de ensamble, manejo e instalación y para colo-carlo dentro del producto final. En la figura 16-31 seilustra un cincho de retención ajustable. El ajuste pormedio de dientes permite usar un cincho de un solotamaño para casi todos los usos. El cincho de un solotamaño reduce los problemas de inventario y en el en-samble, porque no hay la posibilidad de usar uno detamaño incorrecto y, además, sólo puede instalarseen una posición.
En la figura 16-32 se ilustra el cincho combinadocon abrazadera. El pasador puede usarse para sujetar
Fig. 16-32 Cincho combinada con abrazadera. (Cortesía: BatenCorp.)
entre sí el grupo y colocarlos en la pared o un pane!de una pieza más grande.
Las abrazaderas rígidas se usan en situaciones endonde el peso, impaccd o vibraciones son importan-tes. Las hay en tipos para alambre, tubos de diversostamaños y para armar grupos múltiples.
Los retenes para alambres y tubos han mostrado sugran utilidad en las industrias automotriz, espacial'yaeronáutica. Se utilizan para agrupar y sujetar tube-rías para aceite, combustible e hidráulicas, conduc-tores eléctricos, cables de control y objetos similares.
Broches y cierres.
Broches. Los broches se utilizan para colocar y su-jetar dos o más piezas entre sí, sin emplear otros su-'jetadores. La fricción elástica los mantiene en su lu-
LQS BROCHES "DABI" BE DUCEN LOS COSTOS DE EMSAWBLE EN 807.. ESTE BROCHE "QART" DETlNNERMAN REEMPLAZÓ A UN AGUJERO ROSCADO Y TORNILLO UTILIZADOS COMO TOPES DEDESLIZADORES DE VARILLAS DE COHT1NA5. SE DESLIZA CON FACILIDAD EN SU LUGAR, CON UNCUARTO DE VUELTA QUEDA FIRME Y PUEDE SACARSE can FACILIDAD CUANDO ES NECESARIO.FtEOUCF EL MANEJO DE PIEZAS Y SIMPLIFICA LA INSTALACIÓN POS EL CLIENTE.
ESTE B R O C H E T I N N E R M A N S U S T I T U Y Ó C U A T R O P IEZAS. PARA UN FABRICANTE DE TOCADISCOSQUE NECESITA UN MÉTODO POCO COSTOSO PERO EFICAZ PARA MONTAR UN TRANSISTOR CONCAJA DE PLÁSTICO Y TENER UN DISIPADOR EFECTIVO DEL CALOB. SE SELECCIONÓ ESTE 8F1OCHETlNNERMAN PARA SUJETAR EL TRANSISTOR CON FIRMEZA EN UNA LENGÜETA VERTICALREEMPLAZÓ A UN TORNILLO. ARANDELA DE TORSIÓN. ARANDELA DE PRESIÓN Y TUERCA.FACILITÓ £L ENSAMBLE Y REDUJO IOS COSTOS.
Ftg. 16-33 Los Drochesy tuercas especiales pueden acelerary simplillcar los procesos de ensamble. (Corfes/a;Tinnerman, Ealori Coto.)
PESTILLO DE DOBLE RODILLOCON MUELLE AMORTIGUADOR
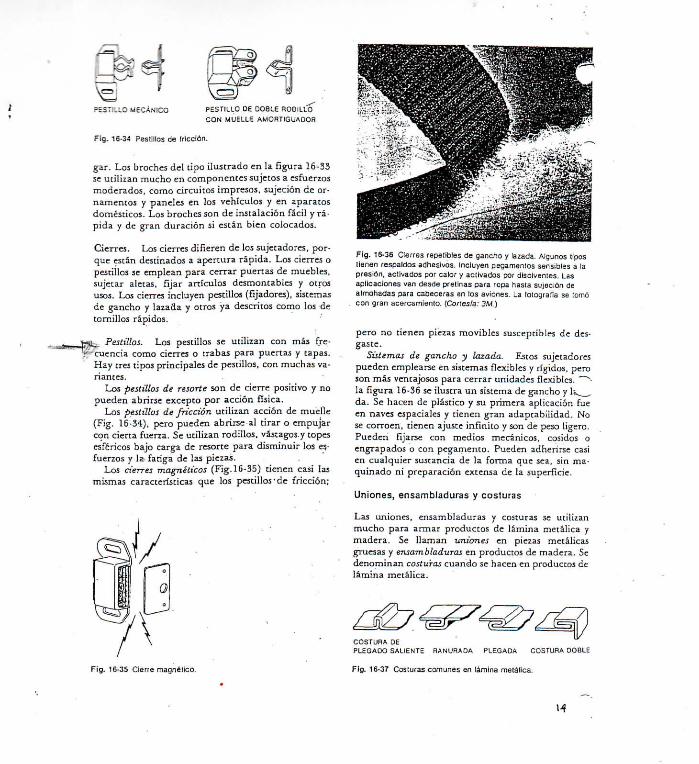
rig. 15-34 Pestillos de (ficción.
gar. Los broches del tipo ilustrado en la figura 16-33se uti l izan mucho en componentes sujetos a esfuerzosmoderados, corno circuitos impresos, sujeción de or-namentos y paneles en los vehículos y en aparatosdomésticos. Los broches son de instalación fácil y rá-pida y de gran duración si están bien colocados.
Cierres. Los cierres difieren de los sujetadores, por-que están destinados a apertura rápida. Los cierres opestillos se emplean para cerrar puertas de muebles,sujetar aletas, fijar artículos desmontables y otrosusos. Los cierres incluyen pestillos (fijadores), sistemasde gancho y lazada y otros ya descritos como los detornillos rápidos.
Pestillos. Los pestillos se utilizan con más fre-cuencia como cierres o trabas para puertas y tapas.Hay tres tipos principales de pestillos, con muchas va-riantes.
Los pestillos de resorte son de cierre positivo y nopueden abrirse excepto por acción física.
Los pestillos de fricción utilizan acción de muelle(Fig. 16-34), pero pueden abrirse al tirar o empujarcon cierta fuerza. Se utilizan rodillos, vástagos-y topesesféricos bajo carga de resorte para disminuir los es-fuerzos y la fatiga de las piezas.
Los cierres magnéticos (Fig.16-35) tienen casi lasmismas características que los pestillos-de fricción;
Fig. 16-36 Cierres repetidles de gancho y lazada. Algunos tipostienan respaldos adhesivos. Incluyen pegamentos sensibles a lapresión, acllvados por calor y activados por disolventes. Lasaplicaciones van desde pretinas para ropa hasta sujoclón dealmohadas para cabeceras en tos aviones. La lologralla sa lomacon gran a carca míen lo. (Cortesía: 3M.)
pero no tienen piezas movibles susceptibles de des-gaste.
Sistemas de gancho y lazada. Estos sujetadorespueden emplearse en sistemas flexibles y rígidos, perúson más ventajosos para cerrar unidades flexibles. ~^-la figura 16-36 se ilustra un sistema de gancho y !<_,da. Se hacen de plástico y su primera aplicación fueen naves espaciales y tienen gran adaptabilidad. Nose corroen, cieñen ajuste infinito y son de peso ligero.Pueden fijarse con medios mecánicos, cosidos oengrapados o coa pegamento. Pueden adherirse casien cualquier sustancia de la forma que sea, sin ma-quinado ni preparación extensa de la superficie.
Uniones, ensambladuras y costuras
Las uniones, ensambladuras y costuras se utilizanmucho para armar productos de lámina metálica ymadera. Se llaman uniones en piezas metálicasgruesas y ensambladuras en productos de madera. Sedenominan costuras cuando se hacen en productos de¡amina metálica.
COSTURA DEPLEGADO SALIENTE HANURAOA PLEGADA COSTURA DOBLE
Fig. 16-35 Cierre magnético. Fig. 1B-37 Costuras comunes en lámina metálica.

Las uniones, ensambladuras y costuras se liacenpara ayudar al conjunto a resistir las fuenas a Ia3que estará sometido. Las'costuras en lámina, casisiempre, se hacen sin usar sujetadores ni p eg arnerucs^_adicionales. La mayoría de las ensambladuras y~~—uniones en madera y metal requieren además sujeta-dores o pegamentos.
En la figura 16-37 se ilustran las costuras más co-munes en productos de lámina. Sus aplicacionestípicas incluyen botes y latas, cubos, ductos para aireacondicionado y calefacción, muebles para oficina yOtros. Las uniones también se forman por estampado(suajado) y con procesos de alta energía, descritos endetalle en otros capítulos.
En la figura 16-38 se ilustran ejemplos de las en-sambladuras para madera, que se utilizan en la fabri-cación de muebles y en estructuras de madera en al-gunas construcciones. En la mayoria de los casos, lasensambladuras se fijan con pegamentos o con placas,soportes o cartelas atornillados o engrapados.
RANURA
COL» DE MllANO CAJA Y ESPIGA INGLETE
F!g. 18-38 Ensambladuras básicas pao madera.
MACHIHEMBRADA

UNIONES ADHESIVAS
El uso de los adhesivos data de épocas antiguas, y el pegada fue probablemente el primerode los métodos de unión permanente. Actualmente, los adhesivos tienen un amplio rango deaplicaciones de unión y sellado para integrar materiales similares y diferentes, comometales, plásticos, cerámica, madera, papel y cartón. Aunque bien establecido como unatécnica de unión, el pegado se considera un área en crecimiento entre las tecnologías deensamble, debido a las tremendas oportunidades para aplicaciones cada vez mayores.
La unión con adhesivos es un proceso de unión en el cual se usa un material de rellenadorpara mantener juntas dos (o más) partes rnuy cercanas mediante la fijación de la superficie.El material rellenador que une las partes es el adhesivo. Es una sustancia no metálica,generalmente un polímero. Las piezas que se unen se llaman partes adheridas. Los demayor interés en la ingeniería son los adhesivos estructurales, que son capaces de formaruniones fuertes y permanentes entre partes adheridas fuertes y rígidas. Hay gran cantidad deadhesivos disponibles comercialmente, que se galvanizan mediante diversos mecanismos yson convenientes para la unión de diversos materiales. El curvado o galvanizado se refiereal proceso mediante el cual se modifican las propiedades físicas del adhesivo de líquido asólido, por lo general mediante una reacción química, para obtener la sujeción de lassuperficies de las partes. La reacción química puede implicar una polimerización,condensación o vulcanización. El vulcanizado se provoca frecuentemente mediante calor oun catalizador, y en ocasiones se aplica presión entre las dos partes para activar el procesode unión. SÍ se requiere calor, las temperaturas de vulcanizado son relativamente bajas(cuando mucho de pocos cientos de grados Fahrenheit) por lo.que generalmente no seafectan los materiales que se unen, lo cual es una ventaja del pegado. El vulcanizado oendurecimiento de los adhesivos requiere un tiempo. determinado, al que se denominatiempo de vulcanizado (curado) o tiempo de estabilizado. En algunos casos este tiempo esimportante y> en general, es una desventaja en la manufactura.
La resistencia de la unión en la sujeción adhesiva está determinada por la fortaleza deladhesivo mismo y la fortaleza de la sujeción entre el adhesivo y cada parte adherida. Uncriterio que se usa con frecuencia para definir un pegado satisfactorio es que si ocurre unafalla debido a las tensiones excesivas, debe producirse en una de las partes que se vayan aadherir y no en una interfase o dentro del adhesivo mismo. La resistencia de la adhesiónproviene de varios mecanismos y todos ellos dependen del adhesivo y las partes adheridasparticulares: 1) unión química, en la cual el adhesivo se une a las partes y forma una uniónquímica primaria tras el endurecimiento; 2) interacciones físicas, en las cuales se producenfuerzas de unión secundarias entre ¡os átomos de las superficies opuestas y 3) entrelazadomecánico, en el cual la dureza de superficie de las partes adheridas provoca que el adhesivo^endurecido se enrede o atrape en sus asperezas de superficie microscópicas.
Para que estos mecanismos de adhesión operen con mejores resultados, deben predominarlas siguientes condiciones: 1) las superficies de las partes adheridas deben estar limpias ylibres de películas de suciedad, grasa y óxido que podrían interferir en la obtención delcontacto íntimo entre el adhesiva y las partes adheridas, ésa es la causa de quefrecuentemente se requiera una preparación especial de las superficies; 2) el adhesivo en suforma líquida inicial debe conseguir una humidificación completa de la superficie de la
1
una superficie ligeramente áspera aumenta el área de contacto real y promueve elentrelazado mecánico. Además, la unión debe diseñarse para explotar las resistenciasparticulares del pegado y evitar sus limitaciones.
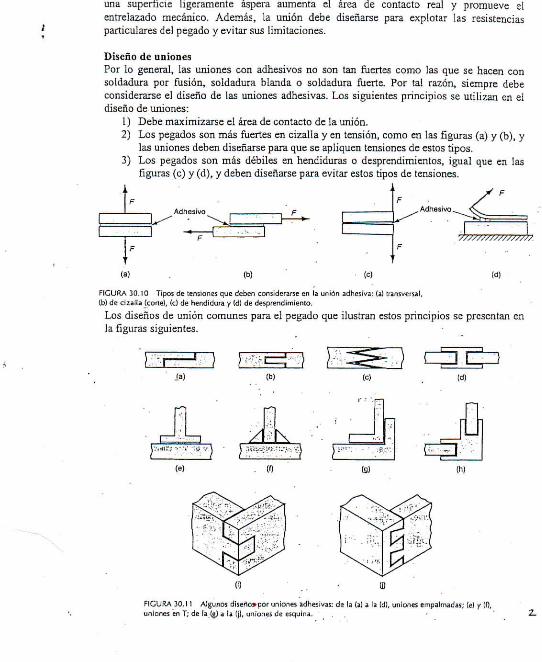
Diseño de unionesPor lo general, las uniones con adhesivos no son tan fuertes como las que se hacen consoldadura por fusión, soldadura blanda o soldadura fuerte. Por tal razón, siempre debeconsiderarse el diseño de las uniones adhesivas. Los siguientes principios se utilizan en eldiseño de uniones:
1) Debe maximizarse el área de contacto de la unión.2) Los pegados son más fuertes en cizalla y en tensión, como en las figuras (a) y (b), y
las uniones deben diseñarse para que se apliquen tensiones de estos tipos.3) Los pegados son más débiles en hendiduras o desprendimientos, igual que en las
figuras (c) y (d), y deben diseñarse para evitar estos tipos de tensiones.
(a) (d)
FIGURA 30.10 Tipos de tensiones que deben considerarse en la unión adhesiva: (a} transversal,(b) de cizalla Acorte}, (O de hendidura y (di de desprendimiento.
Los diseños de unión comunes para el pegado que ilustran estos principios se presentan enla figuras siguientes.
CU)
FIGURA 30.11 Algunos di se ño» por uniones adhesivas: de la (a) a la [di, uniones empalmadas; (e) y If),uniones en T; de la.lg] a la [j], uniones de esquina. .

- - - í
Algunos diseños de unión combinan el pegado con otros métodos para aumentar laresistencia y proporcionar un sellado entre los dos componentes. Algunas de lasposibilidades se ilustran a continuación. Por ejemplo, la combinación de pegado ysoldadura de puntos se denomina adhesivo soldado.
Pepita de soldad uda punios ^—^ /
-Adhesivo
FIGURA 30.12 Uniones adhesivas combinadas con oíros métodos: (al adhesivo y soldado, con soldadurade puntos y pegado, Ib) remachado (o atornillado) y unión adhesiva y (c) formado más unión adhesiva.
Además de la configuración mecánica de la unión, la aplicación debe seleccionarse paraque las propiedades físicas y químicas del adhesivo y las partes adheridas sean compatiblesbajo las condiciones de servicio a las que esta sujeto el ensamble. Los materiales de losadherentes incluyen metales, cerámica, vidrio, plástico, madera, hule, cuero, tela, papel ycartón. Observe que la lista incluye materiales rígidos y flexibles, porosos y no porosos,metálicos y no metálicas y que es posible unir sustancias similares o diferentes.
Tipos de adhesivosExiste una gran cantidad de adhesivos comerciales disponibles. Se clasifican en trescategorías: 1) naturales, 2) inorgánicos y 3) sintéticos.
Los adhesivos naturales son materiales derivados de fuentes naturales (plantas y animales),e incluyen las gomas, el almidón, la dextrina, el flúor de soya y el colágeno. Esta categoríade adhesivos por lo general se limita a aplicaciones de baja tensión, tales como cartulinas,muebles y encuademación de libros, o donde están implícitas áreas de superficies grandes(por ejemplo madera contrachapada). Los adhesivos inorgánicos se basan principalmenteen el silicato de sodio y el oxicloruro de magnesio. Aunque su costo es relativamente bajo,también lo es su resistencia, representa una severa limitación en un adhesivo estructural.
Los adhesivos sintéticos' constituyen la categoría más importante en la manufactura;incluyen diversos polímeros termoplásticos y duroplásticos, muchos de los cuales se listany decriben brevemente en la tabla 1. Se vulcanizan mediante diversos mecanismos, entrelos que se encuentran: 1) la mezcla de un catalizador o ingrediente reactivo con el polímeroinmediatamente antes de aplicarlo; 2) el calentamiento para iniciar una reacción química; 3)la vulcanización con radiación, tal como luz ultravioleta y 4) la vulcanización mediante laevaporación del agua del adhesivo liquido o en pasta. Además, algunos adhesivos sintéticosse aplican como películas o como recubrimientos sensibles a la presión en la superficie deuna de las partes adheridas.
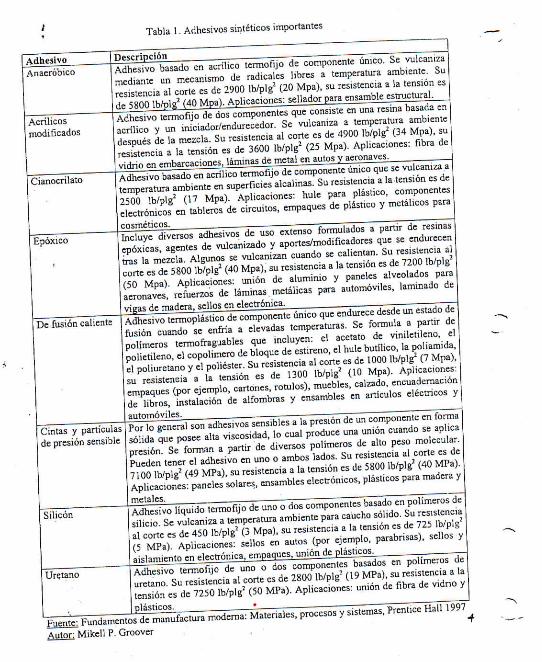
Tabla 1. Adhesivos sintéticos importantes
AdhesivoAnaeróbico
Acrilicosmodificados
Adhesivo basado en acrílico tennoñjo de componente único. Se vulcanizamedíante un mecanismo de radicales libres a temperatura ambiente. Suresistencia al corte es de 2900 lb/plg2 (20 Mpa), su resistencia a la tensión esdeJ[80(Hb/glg^(40 Mpa). Aplicaciones: j>ellador para ensamble^estructural. _Adhesivo termofijo de dos componentes que consiste en una resina basada enacrílico y un iniciador/endure ceder. Se vulcaniza a temperatura ambientedespués de la mezcla. Su resistencia al corte es de 4900 lb/plg2 (34 Mpa), suresistencia a la tensión es de 3600 lb/plg1 (25 Mpa}. Aplicaciones: fibra devidrio^en embarcaciones, láminas de metal eii autos y aeronaves.
¡ Cianocrilato Adhesivo basado en acrílico termofijo de componente único que se vulcaniza atemperatura ambiente en superficies alcalinas. Su resistencia a la tensión es de2500 lb/plg" (17 Mpa}, Aplicaciones: hule para plástico, componenteselectrónicos en tableros de circuitos, empaques de plástico y metálicos paracosméticos.
Epóxico Incluye diversos adhesivos de uso extenso formulados a partir de resinasepóxicas, agentes de vulcanizado y aportes/modificadores que se endurecentras la mezcla. Algunos se vulcanizan cuando se calientan. Su resistencia alcorte es de 5800 lb/plg2 (40 Mpa), su resistencia a la tensión es de 7200 lb/plg!
j (50 Mpa}. Aplicaciones: unión de aluminio y paneles alveolados paraaeronaves, refuerzos de láminas metálicas para automóviles, laminado devigas de madera, sellos en electrónica.
De fusión caliente Adhesivo termoplástico de componente único que endurece desde un esiado defusión cuando se enfria a elevadas temperaturas. Se formula a partir depolímeros termofraguables que incluyen: el acetato de viniletileno, elpolietileno, el copolimero de bloque de estireno, el hule butílico, la poliamida,el poliuretano y el poliéster. Su resistencia al corte es de 1000 lb/plg2 (7 Mpa),su resistencia a la tensión es de 1300 lb/plg! {10 Mpa}. Aplicaciones:empaques (por ejemplo, cartones, rótulos), muebles, calzado, encuademaciónde libros, instalación de alfombras y ensambles en artículos eléctricos yautomóviles.
Cintas y partículasde presión sensible
Por lo general son adhesivos sensibles a la presión de un componente en formasólida que posee alta viscosidad, lo cual produce una unión cuando se aplicapresión. Se forman a partir de diversos polímeros cíe alto peso molecular.Pueden tener el adhesivo en uno o ambos lados. Su resistencia al corte es de7 ¡00 lb/plg7 (49 MPa), su resistencia a la tensión es de 5800 lb/plg2 (40 MPa).Aplicaciones: paneles solares, ensambles electrónicos, plásticos para madera ymetales.
Silicon Adhesivo líquido termofijo de uno o dos componentes basado en polímeros desilicio. Se vulcaniza a temperatura ambiente para caucho sólido. Su resistenciaal. corte es de 450 lb/plg5 (3 Mpa), su resistencia a la tensión es de 725 lb/plg1
(5 MPa). Aplicaciones: sellos en autos (por ejemplo, parabrisas), sellos yaislamiento en electrónica empaques^unión de plásticos.
Uretano Adhesivo termofijo de uno o dos componentes basados en polímeros deuretano. Su resistencia al corte es de 2800 lb/plga (19 MPa), su resistencia a latensión es de 7250 lb/plg! (50 MPa). Aplicaciones: unión de fibra de vidrio yjásticos. _ » _ .
Fuente: Fundamentos de manufactura moderna: Materiales, procesos y sistemas, Prentice Hall 1997Autor: Mikell P. Groover