PROGRAMA DE EFICIENCIA ENERGÉTICA EN … · reducción del consumo de energía que además...
55
PROGRAMA DE EFICIENCIA ENERGÉTICA EN LADRILLERAS DE AMÉRICA LATINA PARA MITIGAR EL CAMBIO CLIMÁTICO Manual de hornos eficientes en la industria ladrillera Setiembre – 2015
Transcript of PROGRAMA DE EFICIENCIA ENERGÉTICA EN … · reducción del consumo de energía que además...
PROGRAMA DE EFICIENCIA ENERGÉTICA EN LADRILLERAS DE
AMÉRICA LATINA PARA MITIGAR EL CAMBIO CLIMÁTICO
Manual de hornos eficientes en la
industria ladrillera
Setiembre – 2015
Contenido
1. PRESENTACIÓN ................................................................................................................................ 4
2. INTRODUCCIÓN ............................................................................................................................... 5
3. EFICIENCIA ENERGÉTICA ................................................................................................................... 6
4. USO EFICIENTE DE ENERGÍA ............................................................................................................ 7
5. HORNOS UTILIZADOS EN LA PRODUCCIÓN LADRILLERA .................................................................... 9
5.1 Hornos intermitentes ................................................................................................................. 10
HORNO PAULISTINHA ............................................................................................................................ 10
HORNO DE TIRO INVERTIDO ................................................................................................................. 14
HORNO ABOVEDADO ............................................................................................................................. 19
HORNO METÁLICO MÓVIL .................................................................................................................... 23
5.2 Hornos semi-continuos ............................................................................................................. 31
HORNO HOFFMANN .............................................................................................................................. 31
HORNO DE CÁMARAS TIPO CEDAN ....................................................................................................... 37
5.3 Hornos continuos ...................................................................................................................... 43
HORNO TÚNEL ....................................................................................................................................... 43
6. BIBLIOGRAFÍA ................................................................................................................................ 50
7. ANEXOS .......................................................................................................................................... 50
ANEXO I. CONSUMO ESPECÍFICO DE ENERGÍA ........................................................................................ 51
ANEXO II. EJEMPLO DE CÁLCULO DEL CONSUMO ENERGÉTICO ESPECÍFICO ........................................... 53
ANEXO III. TABLA RESUMEN ................................................................................................................... 54

Lista de figuras
Figura 1 – Flujo de calor en horno de producción de ladrillos 07
Figura 2 – Horno Paulistinha 11
Figura 3 – Esquema del horno Paulistinha 13
Figura 4 – Horno de tiro invertido 15
Figura 5 – Partes del horno de tiro invertido 16
Figura 6 – esquema del horno de tiro invertido 17
Figura 7 – Horno abovedado 19
Figura 8 – Esquema del horno abovedado 21
Figura 9 – Horno metálico móvil 24
Figura 10 – Esquema del horno metálico móvil 26
Figura 11 – Vista del horno metálico móvil 28
Figura 12 – Horno metálico móvil: lote listo (izq.) y puertas metálicas 29
Figura 13 – Horno Hoffman 32
Figura 14 – Esquema del horno Hoffman 33
Figura 15 – Horno Cedan 37
Figura 16 – Esquema del horno Cedan 40
Figura 17 – Horno Túnel 44
Figura 18 – Vagonetas en horno Túnel 45
Figura 19 – Esquema del horno Túnel 46
Figura 20 – Representación de la sección transversal de un horno túnel y de la carga 47
1. PRESENTACIÓN
El Programa Eficiencia Energética en Ladrilleras de América Latina para Mitigar el Cambio Climático
(EELA) tiene como objetivo contribuir a la reducción de emisiones de Gases de Efecto Invernadero
(GEI) en ladrilleras de la Región y mejorar la calidad de vida de la población aledaña. Este programa
es financiado por la Agencia Suiza para el Desarrollo y la Cooperación (COSUDE) y ejecutado por
Swisscontact junto con sus socios en siete países: Argentina, Bolivia, Brasil, Colombia, Ecuador, México
y Perú.
Dentro de las actividades desarrolladas por el programa EELA se promueve el intercambio de
conocimientos, mecanismo que permite diseminar la información técnica de interés tanto de
productores como de proveedores tecnológicos y de servicios, así como de otros actores como
autoridades competentes, sector académico, entre otros. Dentro de las actividades de difusión de
información se ha previsto la promoción de un documento que describa los diferentes modelos de
hornos que sean un referente de cambio tecnológico para los productores ladrilleros. El presente
Manual de Hornos Eficientes para la Industria Ladrillera forma parte del conjunto de herramientas y
materiales que se ponen a disposición de las empresas, de modo que dispongan de información
técnica y de gestión para una producción más limpia, energéticamente eficiente y principalmente
sostenible.
Este manual aborda en la primera parte aspectos relacionados a la eficiencia energética y el uso
eficiente de la energía, para luego presentar información de los diferentes tipos de horno según el
tipo de proceso que el programa EELA ha identificado en los diferentes países en los que el programa
realiza actividades (Argentina, Bolivia, Brasil, Colombia, Ecuador, México y Perú).
Finalmente se presenta el concepto de consumo específico de energía a nivel de ejemplo, el que
podrá ayudar a los empresarios a conocer mejor aquellas tecnologías que permitirán no sólo hacer
más eficiente su producción, sino que además les permitirá un costo más efectivo de la energía
utilizada.
5
2. INTRODUCCIÓN
Este manual presenta conceptos e información técnica sobre el desempeño de hornos eficientes
para la industria ladrillera, presentando conceptos y datos relacionados al uso de la energía y la
calidad de los productos finales.
La información técnica incluidas en este manual proviene de la experiencia obtenida en el marco
de las actividades del Programa EELA, los resultados obtenidos producto de la operación de los
hornos han resultado en diferentes aspectos positivos como la reducción en el consumo de
combustible, lo que representa la reducción de emisiones de gases de efecto invernadero a partir del uso
de estos modelos de hornos energéticamente eficientes; asimismo, este ahorro representa para las
empresas ladrilleras mejoras a nivel de la productividad y la competitividad, además de la mejora de
la calidad del producto final.

6
3. EFICIENCIA ENERGÉTICA
El concepto de eficiencia energética está relacionado al uso óptimo de los recursos energéticos sin
alterar la producción de la industria de ladrillos, buscando explorar diversas posibilidades para la
reducción del consumo de energía que además represente ventajas a nivel económico y ambiental.
La eficiencia energética puede comprender desde medidas simples y de bajo costo (engrosamiento
de las paredes del horno, reacomodo de los ladrillos al interior del horno, etc.), hasta otras medidas
mucho más complejas y caras (como el cambio a hornos continuos altamente eficientes), pero que
aun así pueden presentarse económicamente atractivas. Por lo tanto, a mayor empleo de técnicas,
equipos y procesos más eficientes, menor será el consumo de energía y por ende el gasto en este
recurso.
Para tener una idea de cuán eficiente o no es una empresa ladrillera, una manera muy común y
simple para determinarla es conocer su consumo específico de energía, ya sea por el consumo de
combustible, por el consumo de energía eléctrica, para luego compararlo a nivel de otras empresas
que presenten el mismo tipo de producción.
Este consumo específico de energía está dado por la relación entre el consumo de energía (por
ejemplo el consumo de leña), dividido entre la producción (reportada en mil piezas o en toneladas),
obteniéndose un indicador que podrá indicarnos si la empresa haciendo un uso eficiente o no de la
energía e indicarnos a cuántos productores potenciales sería posible apoyar para la mejora con
relación al estado de producción actual.
Así, sabiendo que es posible economizar energía, es importante evaluar algunas alternativas u
opciones tecnológicas en relación a los tipos de hornos, conforme se presenta a continuación, de
modo que los productores puedan optar por el modelo de horno que cumpla sus expectativas con
relación a la mejora de su proceso productivo.
7
4. USO EFICIENTE DE ENERGÍA
En ocasiones, algunas de las medidas tecnológicas propuestas para el uso eficiente de la energía
pueden parecer económicamente inviables o imposibles de aplicar; en la práctica esto no es algo tan
cierto, pues algunas medidas permiten obtener logros adicionales asociados al ahorro de energía, lo
que al final es un gran beneficio para el productor. Este es el caso de medidas técnicas que pueden
beneficiar, además del ahorro en el consumo de energía y/o combustible, en el incremento de la
cantidad de ladrillos producidos, en la reducción de pérdidas por lote de ladrillos producidos y, en
algunos casos, hasta en un aumento de la producción de piezas de primera calidad; pudiendo
también tener la posibilidad de producir nuevos productos o piezas de mayor valor.
Por ello, es importante contabilizar todas estas ganancias cuando se piensa invertir en la
implementación de acciones y proyectos de eficiencia energética. De cualquier forma, la
implementación de proyectos y modificaciones en una empresa debe estar precedida por una
evaluación cuidadosa de las ventajas y posibles desventajas de las tecnologías. En el caso de los
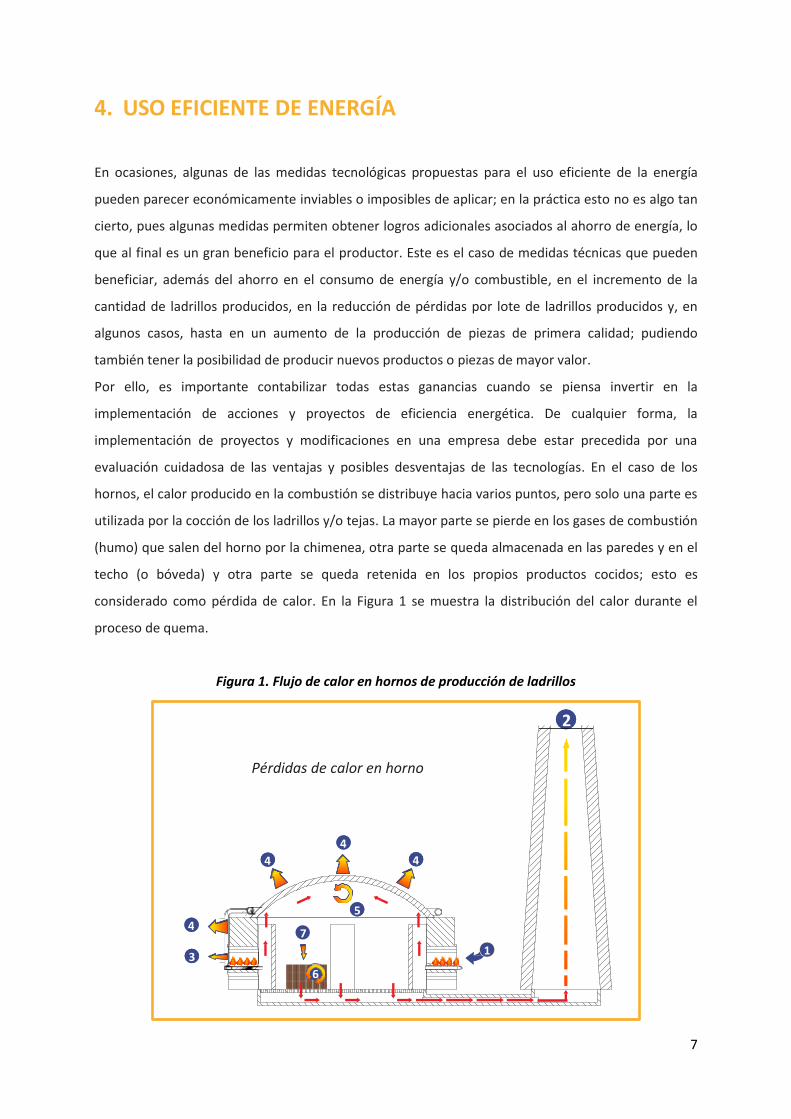
hornos, el calor producido en la combustión se distribuye hacia varios puntos, pero solo una parte es
utilizada por la cocción de los ladrillos y/o tejas. La mayor parte se pierde en los gases de combustión
(humo) que salen del horno por la chimenea, otra parte se queda almacenada en las paredes y en el
techo (o bóveda) y otra parte se queda retenida en los propios productos cocidos; esto es
considerado como pérdida de calor. En la Figura 1 se muestra la distribución del calor durante el
proceso de quema.
Figura 1. Flujo de calor en hornos de producción de ladrillos
2
Pérdidas de calor en horno cerámico:
4
4 4
5 4
7
3 1
6
8
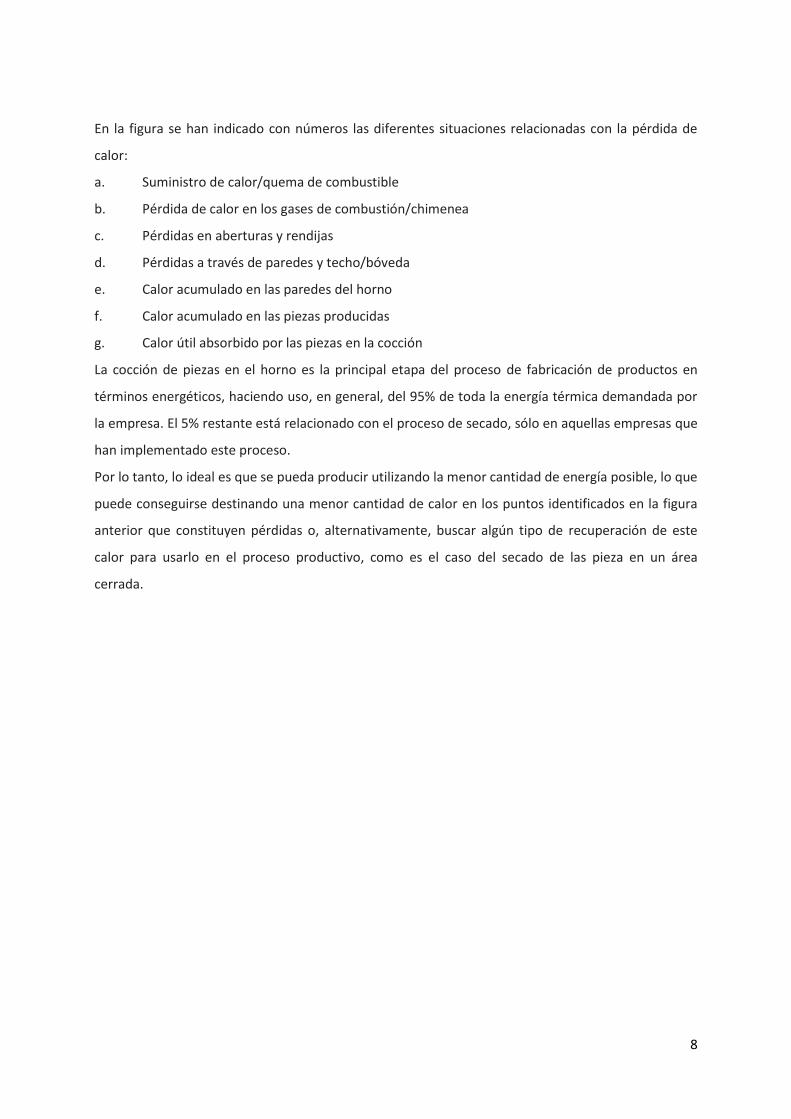
En la figura se han indicado con números las diferentes situaciones relacionadas con la pérdida de
calor:
a. Suministro de calor/quema de combustible
b. Pérdida de calor en los gases de combustión/chimenea
c. Pérdidas en aberturas y rendijas
d. Pérdidas a través de paredes y techo/bóveda
e. Calor acumulado en las paredes del horno
f. Calor acumulado en las piezas producidas
g. Calor útil absorbido por las piezas en la cocción
La cocción de piezas en el horno es la principal etapa del proceso de fabricación de productos en
términos energéticos, haciendo uso, en general, del 95% de toda la energía térmica demandada por
la empresa. El 5% restante está relacionado con el proceso de secado, sólo en aquellas empresas que
han implementado este proceso.
Por lo tanto, lo ideal es que se pueda producir utilizando la menor cantidad de energía posible, lo que
puede conseguirse destinando una menor cantidad de calor en los puntos identificados en la figura
anterior que constituyen pérdidas o, alternativamente, buscar algún tipo de recuperación de este
calor para usarlo en el proceso productivo, como es el caso del secado de las pieza en un área
cerrada.
9
5. HORNOS UTILIZADOS EN LA PRODUCCIÓN LADRILLERA
Producción de ladrillos
La producción de ladrillos puede llevarse a cabo de tres formas:
a. Artesanal: Ladrillo fabricado con procedimientos predominantemente manuales, el amasado
o moldeado es hecho a mano. El ladrillo producido artesanalmente se caracteriza por
variaciones de unidad a unidad.
b. Semi-Industrial: Es el ladrillo fabricado con procedimientos manuales, donde el proceso de
moldeado se realiza con maquinaria elemental, como es el caso de una extrusora que trabaja
a baja presión para elaborar la pasta de arcilla. El ladrillo semi-industrial se caracteriza por
presentar una superficie lisa.
c. Industrial: Es el ladrillo fabricado con maquinaria que amasa, moldea y prensa o extruye la
pasta de arcilla. El ladrillo producido industrialmente se caracteriza por su uniformidad.
Las formas de producción artesanal y semi-industrial tienen los mismos pasos o secuencias,
únicamente variando en los instrumentos, métodos y herramientas utilizadas para la producción. La
principal variación se da en el proceso de moldeado, como ya se explicó anteriormente, para el
ladrillo semi-industrial se utilizan extrusoras donde se produce la pasta de arcilla, por lo que se
obtienen unidades de superficie lisa.
El proceso industrial se diferencia de los dos primeros procesos de fabricación no sólo en el uso de
maquinaria para el proceso de moldeado sino en el empleo de hornos más sofisticados para la fase
de cocción. En estos hornos se lleva un control de temperatura, logrando una mayor eficiencia en la
producción de unidades de arcilla con una mejor calidad final.
Clasificación de los hornos según el tipo de proceso
Dependiendo del proceso de producción de ladrillos, los hornos se clasifican en:
a. Hornos intermitentes
b. Hornos semi-continuos
c. Hornos continuos
10
5.1 Hornos intermitentes
Son hornos de cámaras individuales en los que los productos tanto en la instalación para el proceso
de cocción como en el enfriamiento quedan en posición fija durante la totalidad del ciclo. El esquema
de este ciclo es:
Entrada de los productos
↓
Precalentamiento
↓
Cocción de los productos
↓
Enfriamiento de los productos
↓
Descarga de los productos
Los tiempos de cada una de estas operaciones no son idénticos y difieren considerablemente según
el producto a cocer y la naturaleza del proceso. A continuación la descripción de algunos de los
modelos de hornos actualmente difundidos, hasta hornos altamente eficientes como el horno móvil.
HORNO PAULISTINHA
Los hornos Paulistinha son típicos de la industria ladrillera en el Brasil, aunque presentan un
desempeño térmico inferior a otros tipos de hornos presentes en el mercado. En Brasil, se estima
que actualmente representan un 15% de los hornos en operación en la industria ladrillera, aunque
con tendencia decreciente, ante el proceso gradual de modernización por el cual el sector viene
pasando en los últimos años. Los hornos Paulistinha son empleados en diversas regiones
productoras del país, con mayor incidencia en aquellas de menor nivel tecnológico.
Estimado del número de empresas y total de producción (horno Paulistinha)
País Nro. de empresas Total de producción (billones
de ladrillos/tejas/año)
Brasil ~ 1,100 ~ 6.2
11
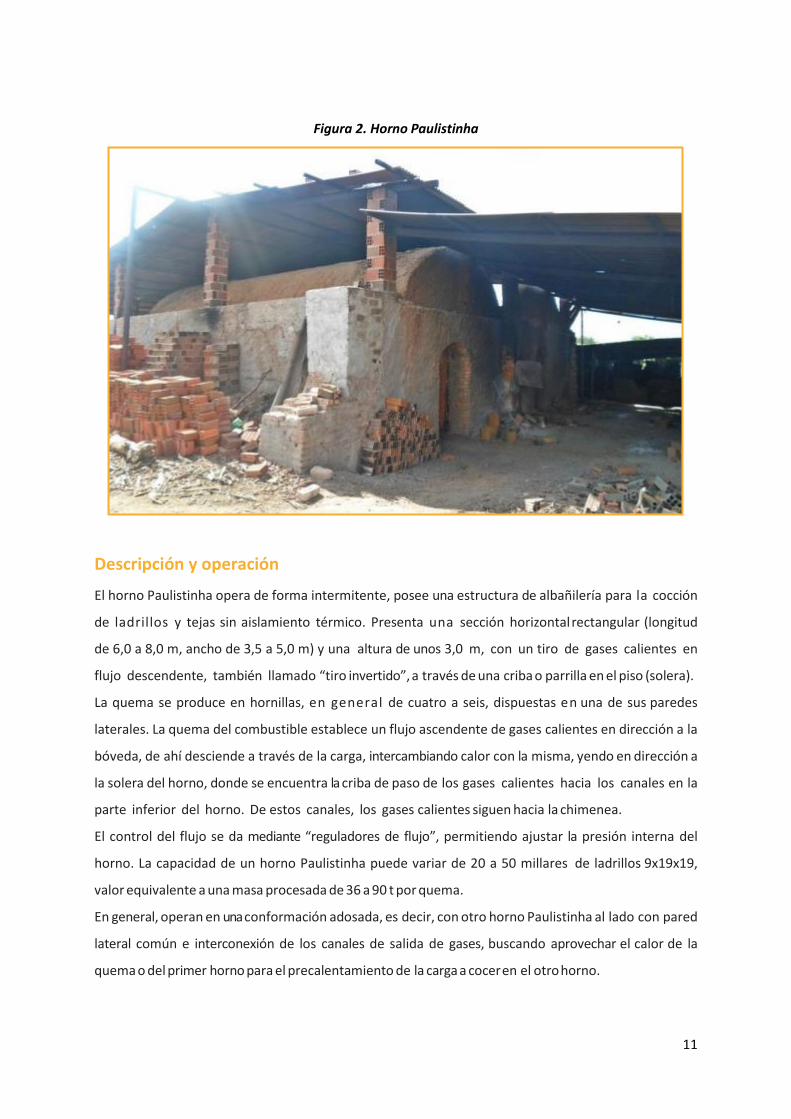
Figura 2. Horno Paulistinha
Descripción y operación
El horno Paulistinha opera de forma intermitente, posee una estructura de albañilería para la cocción
de ladrillos y tejas sin aislamiento térmico. Presenta una sección horizontal rectangular (longitud
de 6,0 a 8,0 m, ancho de 3,5 a 5,0 m) y una altura de unos 3,0 m, con un tiro de gases calientes en
flujo descendente, también llamado “tiro invertido”, a través de una criba o parrilla en el piso (solera).
La quema se produce en hornillas, en general de cuatro a seis, dispuestas en una de sus paredes
laterales. La quema del combustible establece un flujo ascendente de gases calientes en dirección a la
bóveda, de ahí desciende a través de la carga, intercambiando calor con la misma, yendo en dirección a
la solera del horno, donde se encuentra la criba de paso de los gases calientes hacia los canales en la
parte inferior del horno. De estos canales, los gases calientes siguen hacia la chimenea.
El control del flujo se da mediante “reguladores de flujo”, permitiendo ajustar la presión interna del
horno. La capacidad de un horno Paulistinha puede variar de 20 a 50 millares de ladrillos 9x19x19,
valor equivalente a una masa procesada de 36 a 90 t por quema.
En general, operan en una conformación adosada, es decir, con otro horno Paulistinha al lado con pared
lateral común e interconexión de los canales de salida de gases, buscando aprovechar el calor de la
quema o del primer horno para el precalentamiento de la carga a cocer en el otro horno.
12
El ciclo de quema comprende cerca de 12 horas de carga del horno, precalentamiento de 20
horas, quema de 18 horas, enfriamiento de 27 horas y descarga de 12 horas, haciendo un total cercano
a las 90 horas o casi 4 días, lo que puede variar en función de la calidad de la leña, tipo de arcilla,
influyendo en la temperatura de quema, tipo del acomodo interno de las piezas, entre otros aspectos.
En general, un horno Paulistinha podrá realizar de 6 a 7 horneadas mensuales (6,5
horneadas/mes x 4 días/horneada= 26 días).
Un horno de 30 millares (54 toneladas) por carga de ladrillos huecos de 9 cm x 19 cm x 19 cm, puede
realizar una producción mensual de 195 millares o 351 toneladas, aunque con una pérdida aproximada
de 30%, haciendo con que el horno produzca en verdad 137 millares de piezas de primera calidad por
mes (247 toneladas/mes). Por lo tanto, una industria cerámica con dos hornos del tipo Paulistinha
podrá producir mensualmente 274 millares o 493 toneladas de ladrillos huecos.
Desempeño
El horno Paulistinha presenta pérdidas de calor por la alta inercia térmica (elevada masa de la
estructura de albañilería) y por la radiación y convección a través de las paredes laterales, bóveda y
puertas de alimentación de combustible, haciendo que opere con bajos niveles de eficiencia térmica,
aun menores que los hornos abovedados.
El horno Paulistinha tiene un consumo específico de leña en el rango de 0,82 a 1,1 toneladas por
millar, equivalente a un consumo específico de energía de 600 a 940 Kcal/kg; y posee una eficiencia
térmica promedio de 35%.
Por su sección rectangular, presenta limitaciones en cuanto a la distribución del calor en la carga
dispuesta en los rincones extremos del horno, lo que representa un nivel considerable de pérdidas,
haciendo que el porcentaje de producto de primera calidad se encuentre entre 50 y 70%.
El ciclo de quema de este tipo de horno muestra la influencia del costo de la mano de obra en las
operaciones de carga y descarga.
Costo
Un horno Paulistinha con capacidad de 40 millares/carga o 72 toneladas con dimensiones internas
de 8 m de longitud, 5 m de ancho y 2,5m de altura, y para una producción mensual de 260 millares
cuesta alrededor de R$ 90 mil (USD 29.7 mil), más R$ 30 mil (USD 9.9 mil) de obra civil relativa a las
canalizaciones del tiro de gases y sistema de control.
Presenta la ventaja de poder construirse parcialmente con mano de obra de la empresa, así como
parte del material de albañilería. En la construcción de un segundo horno, los costos de canalización de
gases se reducen.

Figura 3. Esquema horno Paulistinha
Puertas para carga r el ladrillo
Quemadores
1
2
3
4
1. Quema de combustible en la parte lateral de horno .2. Los gases calientes de combustión transfieren calor a los ladrillos. 3. Los gases salen de horno a través de la pared intermedia paralela a los quemadores- aberturas cerca de la tierra.4. Cerca del piso de la pared paralela al quemador está el conducto de gas de combustión con dirección a l a chimenea.
Extracción a la chimenea
Resumen
Dimensiones externas: longitud de 7,0 a 15,0 m, ancho de 3,5 a 6,0 m, y altura alrededor de
3,5 m;
Capacidad: 30 000 a 60 000 piezas;
Productos: ladrillos, tejas y baldosas;
Piezas de primera calidad: entre 50 y 70%;
Pérdidas: entre 5 y 8%;
Consumo específico de leña: 0,82 a 1,1 toneladas/millar (piezas de 1,8kg);
Consumo específico de energía térmica: 600 a 940 Kcal/kg (2,5 a 3,9 MJ/Kg);
Eficiencia térmica: 35%;
Ventajas
Facilidad y posibilidad de construcción con mano de obra y material de la empresa;
Atractivo costo;
Facilidad de operación;
Recuperación de calor;
Uso de diversos tipos de combustible;
Producción diversificada (ladrillos, tejas y baldosas).
Desventajas
Quema poco homogénea (sectores del horno con menor incidencia de calor);
Consumo energético específico alto;
Enfriamiento lento;
Elevado insumo de mano de obra en relación a otros tipos de hornos;
Porcentaje relativamente bajo de productos de primera calidad.
HORNO DE TIRO INVERTIDO
Este modelo ha sido adoptado como versión mejorada del horno de fuego abierto, en comparación
con este último, el horno de tiro invertido es más eficiente y tiene mejor distribución del calor
dentro del horno. Como resultado, la calidad de los productos también mejora. Además, el horno
de tiro invertido cumple con los límites de emisión de gases (NOx, SO2 y CO). El modelo se
15
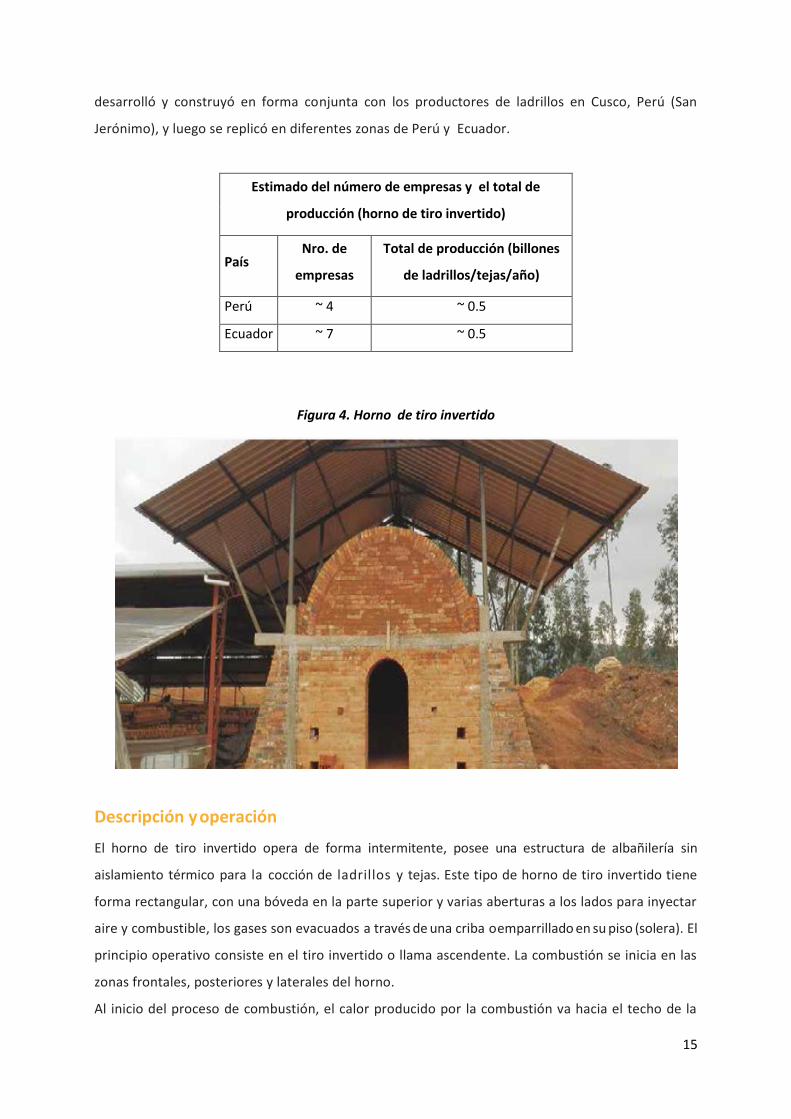
desarrolló y construyó en forma conjunta con los productores de ladrillos en Cusco, Perú (San
Jerónimo), y luego se replicó en diferentes zonas de Perú y Ecuador.
Estimado del número de empresas y el total de
producción (horno de tiro invertido)
País Nro. de
empresas
Total de producción (billones
de ladrillos/tejas/año)
Perú ~ 4 ~ 0.5
Ecuador ~ 7 ~ 0.5
Figura 4. Horno de tiro invertido
Descripción y operación
El horno de tiro invertido opera de forma intermitente, posee una estructura de albañilería sin
aislamiento térmico para la cocción de ladrillos y tejas. Este tipo de horno de tiro invertido tiene
forma rectangular, con una bóveda en la parte superior y varias aberturas a los lados para inyectar
aire y combustible, los gases son evacuados a través de una criba o emparrillado en su piso (solera). El
principio operativo consiste en el tiro invertido o llama ascendente. La combustión se inicia en las
zonas frontales, posteriores y laterales del horno.
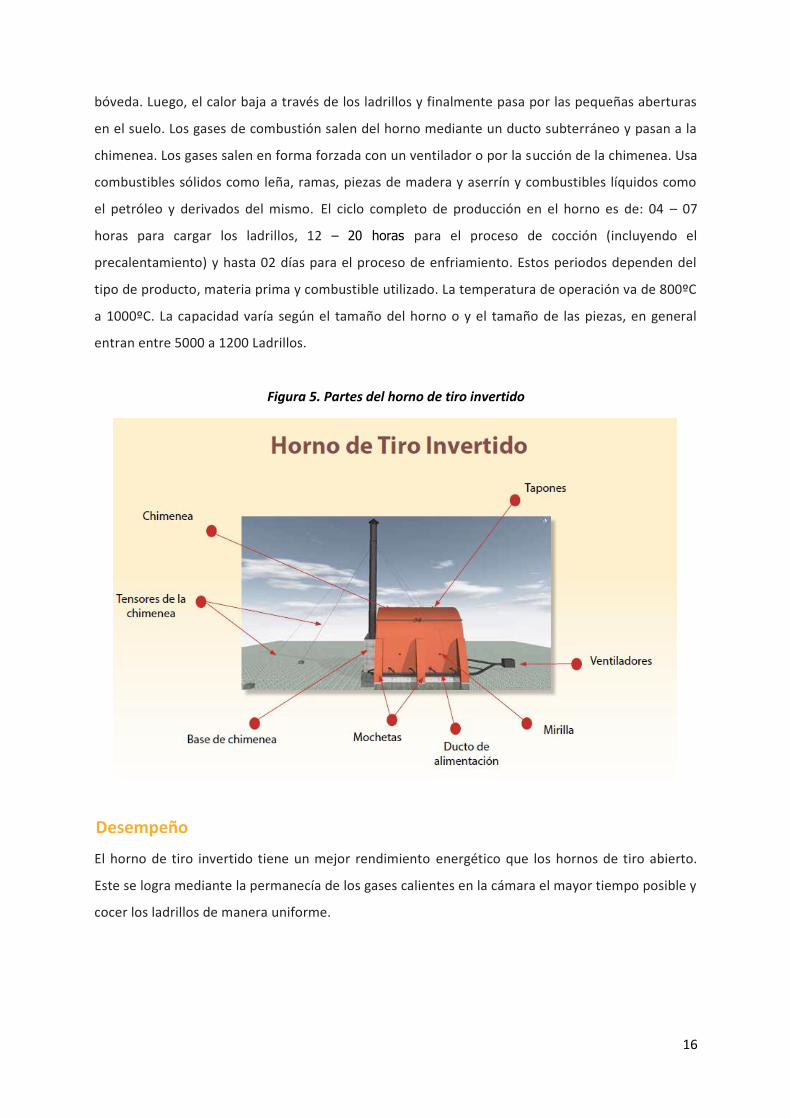
Al inicio del proceso de combustión, el calor producido por la combustión va hacia el techo de la
16
bóveda. Luego, el calor baja a través de los ladrillos y finalmente pasa por las pequeñas aberturas
en el suelo. Los gases de combustión salen del horno mediante un ducto subterráneo y pasan a la
chimenea. Los gases salen en forma forzada con un ventilador o por la succión de la chimenea. Usa
combustibles sólidos como leña, ramas, piezas de madera y aserrín y combustibles líquidos como
el petróleo y derivados del mismo. El ciclo completo de producción en el horno es de: 04 – 07
horas para cargar los ladrillos, 12 – 20 horas para el proceso de cocción (incluyendo el
precalentamiento) y hasta 02 días para el proceso de enfriamiento. Estos periodos dependen del
tipo de producto, materia prima y combustible utilizado. La temperatura de operación va de 800ºC
a 1000ºC. La capacidad varía según el tamaño del horno o y el tamaño de las piezas, en general
entran entre 5000 a 1200 Ladrillos.
Figura 5. Partes del horno de tiro invertido
Desempeño
El horno de tiro invertido tiene un mejor rendimiento energético que los hornos de tiro abierto.
Este se logra mediante la permanecía de los gases calientes en la cámara el mayor tiempo posible y
cocer los ladrillos de manera uniforme.
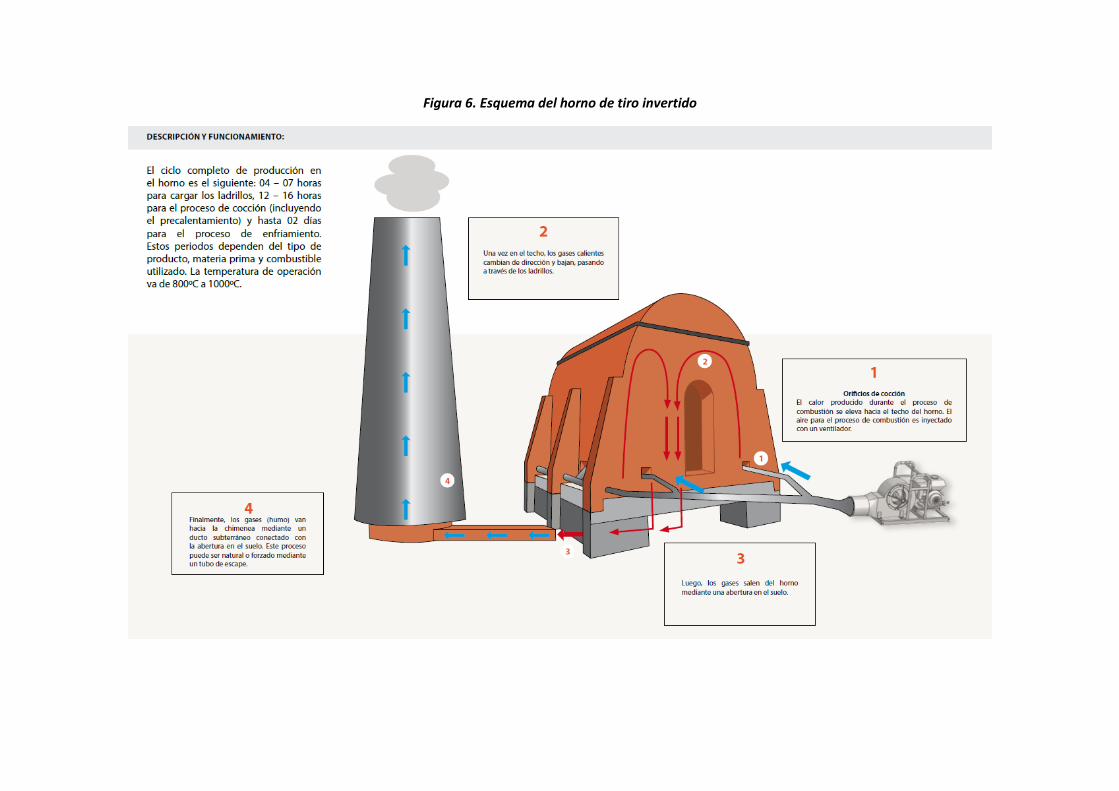
Figura 6. Esquema del horno de tiro invertido
Costo
El tiempo estimado para la construcción de un horno es aproximadamente 30 días, con el apoyo de
un maestro de obra calificado y 2 obreros.
El costo de construcción varía entre USD 6 000 a 15 000 dependiendo del material que pone a
disposición el ladrillero y de la mano de obra que también puede ser suministrada parcialmente
por el ladrillero.
Resumen
Dimensiones externas: longitud 5 - 6 m de ancho 3 m de altura (entre 2,80 – 3,8 m).
Dimensiones de la cámara: capacidad de producción: 800 – 1 100 toneladas por año,
dependiendo de la envergadura del procesamiento cerámico. Ejemplo: 180 000 ladrillos de
12 cm x 20 cm x 35 cm o 600 000 ladrillos perforados de 8 cm x 23 cm x 12 cm.
Capacidad mensual: 35 toneladas de cerámicos compactos por quema (piezas de 3,5 kg cada
uno). Puede procesar su equivalente en ladrillos perforados, posee la capacidad de realizar
hasta 5 ciclos de quema por mes.
Productos: tejas, ladrillos y baldosas.
Consumo específico de leña: 0,15 a 0,2 kg leña/kg cerámico.
Consumo específico de energía térmica: Promedio: 3,10 MJ/kg de ladrillos o tejas cocidas
(Rango: 2,8 – 3,5 MJ/kg de ladrillos o tejas cocidas) (668 a 835 Kcal/kg)
Eficiencia térmica promedio: 31%
Tiempo de quema: 12 a 20 horas
Piezas de primera calidad 85%
Pérdidas 2%
Ventajas
Moderado consumo de energía térmica y de emisión de GEI.
Posibilidad de quema de varios tipos de leña (pedazos, ramas finas, tarugos, briquetas,
astillas y aserrín); y posibilidad de uso de combustible líquido.
Bajo costo operativo.
Condiciones razonables de salubridad en el ambiente de la producción (principalmente
durante la quema).
Buena productividad y velocidad de producción para pequeños productores.
Quema homogénea y bajo nivel de pérdidas por quiebre y rajaduras.
19
Buenas prácticas para el uso eficiente de la energía
Introducir ladrillos secos al horno;
Usar leña trozada o aserrín;
Usar alimentación continua y controlar el flujo de aire;
Controlar curva de cocción mediante termopares (control de temperatura);
posibilidad de uso de interconectar dos o más hornos paralelos, aumentaría la eficiencia
térmica
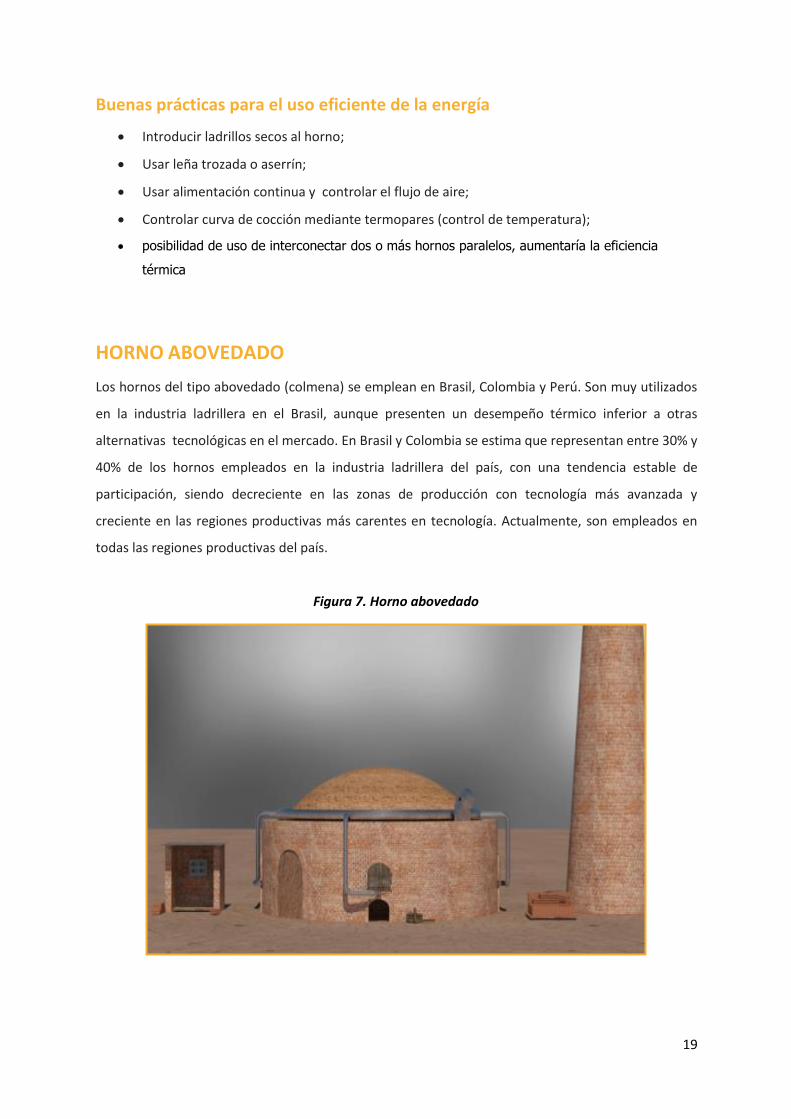
HORNO ABOVEDADO
Los hornos del tipo abovedado (colmena) se emplean en Brasil, Colombia y Perú. Son muy utilizados
en la industria ladrillera en el Brasil, aunque presenten un desempeño térmico inferior a otras
alternativas tecnológicas en el mercado. En Brasil y Colombia se estima que representan entre 30% y
40% de los hornos empleados en la industria ladrillera del país, con una tendencia estable de
participación, siendo decreciente en las zonas de producción con tecnología más avanzada y
creciente en las regiones productivas más carentes en tecnología. Actualmente, son empleados en
todas las regiones productivas del país.
Figura 7. Horno abovedado
20
Descripción y operación
El horno abovedado es un horno de ciclo intermitente en albañilería y sin aislamiento térmico,
usado para la cocción de ladrillos y tejas. Presenta una sección horizontal circular, diámetro de unos 7
m, altura de 2,5 m y techo en forma de bóveda, con un tiro de gases calientes en flujo descendente,
también llamado “tiro invertido”, a través de la criba o emparrillado en su piso (solera).
La quema se realiza en hornillas, de cuatro a seis, dispuestas de forma equidistante en su perímetro
lateral. La quema del combustible establece un flujo ascendente de gases calientes en dirección a la
bóveda circular, de ahí descienden a través de la carga, intercambia calor con la misma, yendo en
dirección a la solera del horno, donde se encuentra la criba de paso de los gases calientes hacia los
canales en la parte inferior del horno.
De ahí, los gases calientes (humo) prosiguen hacia la chimenea que induce el tiro de los gases de
combustión, aunque esta también pueda ser inducida por extractores. El control del flujo se da
mediante reguladores de flujo, que permiten ajustar la presión interna del horno.
Generalmente estos hornos tienen una interconexión, a través de canales subterráneos, con un
secador, lo que posibilita la recuperación de calor de la fase de enfriamiento del horno. Así, todo
aire caliente que va a ser extraído del horno es dirigido hacia el secado.
En general, se opera con más de un horno de este tipo, buscando tener una producción más continua en
una empresa, incluyendo la recuperación de calor para el secado.
La capacidad de un horno abovedado puede variar, en general, de 30 a 50 millares de ladrillos 9 cm
x 19 cm x 19 cm (valor equivalente a una masa procesada de 44 a 90 toneladas por quema) o hasta
100 millares, como en el caso de la producción de 80% a 90% de tejas coloniales (1,1 kg/pieza).
El ciclo de operación comprende 12 horas de carga del horno, más un precalentamiento de 20
horas, cocción de 18 a 40 horas, enfriamiento de por lo menos 24 horas y descarga de otras 12 horas,
haciendo un ciclo de prácticamente 4 días. Este tiempo puede variar en función de la calidad de la leña,
tipo de la arcilla, temperatura de quema, tipo de disposición interna de las piezas, humedad de la
leña, entre otros factores. Este ciclo de operación de cierta forma muy largo puede influir en el costo de
la mano de obra y la productividad en las operaciones de carga y descarga.
En general, un horno abovedado puede realizar de 6 a 7 horneadas mensuales, pudiendo
producir mensualmente de 180 a 500 millares, según el tipo de pieza quemada.
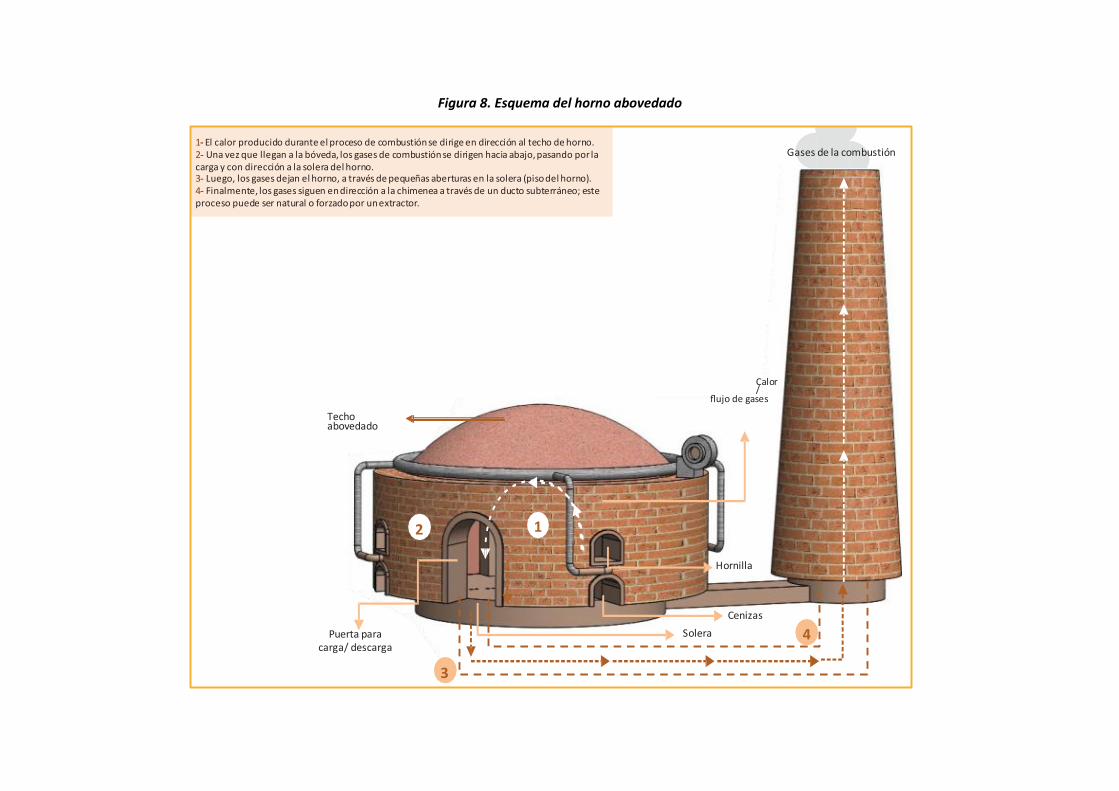
Figura 8. Esquema del horno abovedado
1- El calor producido durante el proceso de combustión se dirige en dirección al techo de horno.2- Una vez que llegan a la bóveda, los gases de combustión se dirigen hacia abajo, pasando por la carga y con dirección a la solera del horno.3- Luego, los gases dejan el horno, a través de pequeñas aberturas en la solera (piso del horno).4- Finalmente, los gases siguen en dirección a la chimenea a través de un ducto subterráneo; este proceso puede ser natural o forzado por un extractor.
Gases de la combustión
Techo abovedado
Calor /
flujo de gases
2 1
Hornilla
Cenizas
Puerta paracarga/ descarga
Solera 4
3
Desempeño
El horno circular presenta, siendo un horno con régimen discontinuo (por lotes), un rendimiento
general aceptable. Su sección circular presenta menores limitaciones en cuanto a la distribución
del calor en la carga en relación al horno Paulistinha, pues no hay rincones extremos del horno, lo que
lleva a un nivel de pérdidas un poco menor. Por otro lado, la distribución de calor en la sección vertical
no es muy homogénea. En cuanto la temperatura en la parte superior del horno sube rápidamente,
no ocurriendo lo mismo en la parte inferior cercana al piso, pudiendo inclusive no alcanzar los
niveles deseados de temperatura. Así, el porcentaje de productos de primera calidad generalmente
es superior a 60%, pero raramente sobrepasa el 80%.
Por ser un horno con régimen intermitente, el horno abovedado también toma bastante tiempo
para calentarse y enfriar, o sea, tiene gran inercia térmica. Con esto, sumadas las pérdidas de
calor por radiación y convección por las paredes laterales, techo (abovedado) y puertas de
alimentación de combustible, el rendimiento energético no es muy elevado.
El horno tipo abovedado presenta consumo específico de leña variando entre 0,75 y 1,0 toneladas
por millar, que resulta en un consumo específico de energía en el rango de 552 a 884 Kcal/kg (2,31 a 3,7
MJ/kg) y una eficiencia térmica promedio de 38%.
Resumen
Dimensiones externas: 5 a 11 metros de diámetro; 2,2 a 3,0 metros de altura;
Número de hornillas: de cuatro a seis;
Capacidad: 30 000 a 110 000 piezas (40 a 130 toneladas por carga); capacidad mensual: 180 a
600 millares (240 a 710 toneladas/mes) ;
Productos: tejas, ladrillos y baldosas;
Ciclo y tiempo de quema: tiempo de quema de 20 a 40 horas, dependiendo del tipo de arcilla y
de leña empleada y ciclo completo: 3,5 a 4,5 días;
Piezas de primera calidad > 60%;
Pérdidas 2 a 5%;
Consumo específico de leña: 0,75 a 1,0 toneladas/millar (piezas de 1,8kg) ;
Consumo específico de calor: 552 a 884 Kcal/kg;
Eficiencia térmica promedio: 38%;
23
Costo
Un horno abovedado con capacidad para 50 millares/carga de ladrillo 9 cm x 19 cm x 19 cm (90
toneladas), con dimensiones internas de 8 m (diámetro) y 2,5m de altura y capacidad mensual de 300
millares/mes) cuesta alrededor de R$ 100 mil (USD 33 mil), más R$ 30 mil (USD 9,9 mil) de obra
civil referente a las canalizaciones del tiro de los gases y sistema de control.
Ventajas
Facilidad de construcción.
Posibilidad de construcción con mano de obra y material de la empresa.
Facilidad de operación.
Costo atractivo.
Posibilita la recuperación de calor.
Uso de diversos tipos de combustible y producción diversificada (ladrillos, tejas y baldosas).
Desventajas
Calentamiento desigual entre las zona superior e inferior.
Consumo energético específico alto.
Elevado insumo de mano de obra en relación a otros tipos de hornos.
Índice de pérdidas elevado, derivado de las deficiencias de quema y de la manipulación del
producto.
Productos con calidad más baja en la zona cercana al piso.
Condiciones insalubres para la descarga del horno (alta temperatura interna y polvareda).
Buenas prácticas para el uso eficiente de la energía
Usar leña trozada.
Usar alimentación continua y automática de leña.
Controlar curva de cocción mediante termopares (control de temperatura)
Recuperar calor de la etapa de enfriamiento.
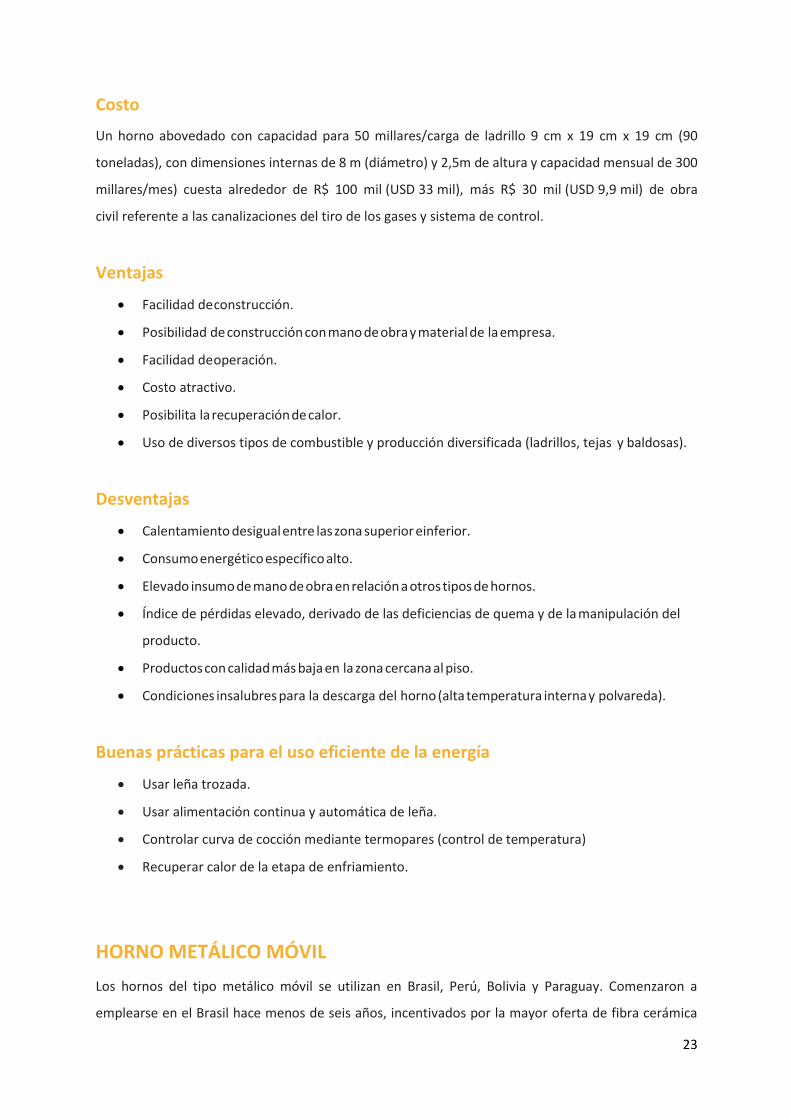
HORNO METÁLICO MÓVIL
Los hornos del tipo metálico móvil se utilizan en Brasil, Perú, Bolivia y Paraguay. Comenzaron a
emplearse en el Brasil hace menos de seis años, incentivados por la mayor oferta de fibra cerámica
24
de fabricación nacional o importada a precio competitivo, considerando que el aislamiento térmico
en estos hornos es uno de los factores de costo decisivos en el valor final. En Brasil se proyecta un
aumento importante de la cantidad de este tipo de horno en el mercado para los próximos años,
teniendo en cuenta la existencia de más de diez fabricantes en el país, principalmente en regiones
productivas donde el control ambiental de emisiones es más rígido y la oferta de biomasa es más
difícil y cara. Estos proveedores vienen ampliando su oferta en los otros países.
Este tipo de horno presenta considerables ventajas técnicas, económicas y ambientales -
proporcionan reducción en la demanda de energía térmica, mayor proporción de producto de
primera calidad, reducción del costo de mano de obra, aumento de la velocidad de producción,
reducción de las emisiones, posibilidad de producción de teja, baldosa o ladrillo, entre otras.
Estimado del número de empresas y el total de producción (horno metálico móvil)
País No. de empresas Total de producción (billones de
ladrillos/tejas/año)
Brasil ~ 100 ~ 1,0
Perú 4 Información no disponible
Bolivia 2 Información no disponible
Paraguay 5 Información no disponible
Figura 9. Horno metálico móvil

25
Descripción y operación
El horno metálico móvil es de ciclo intermitente. Está compuesto de un cuerpo móvil, con estructura
metálica (laterales y techo) y revestimiento interno de fibra cerámica especial (grosor de 15 cm). Esta
estructura se mueve sobre rieles, acoplándose sobre dos o tres bases de quema fijas, también
llamadas de plataformas fijas, en baldosas cerámicas, que constituyen las cribas o parrillas del horno
a través de las cuales se da la extracción de los gases calientes de la quema (tiro del horno).
El revestimiento interno del horno en fibra cerámica (material de baja densidad y muy ligero) busca
reflejar el calor y reducir su absorción por la estructura de la parte móvil, proporcionando una baja
inercia térmica al conjunto, que se traduce en: reducción de la pérdida de calor en la estructura,
aumento de la velocidad de calentamiento y reducción de la velocidad de enfriamiento.
En uno de los costados de la parte móvil quedan acopladas las hornillas de quema en general, 6 a 12
bocas, que pueden operar con diversos tipos de combustibles: leños o aserrín, biomasa en polvo y
hasta gas, pudiendo contar, en caso de hornos de mayor capacidad, con hornillas a ambos lados.
La estructura móvil del horno (peso en el rango de 40 a 150 toneladas) puede tener ancho, longitud
y altura variables, según la capacidad productiva deseada por quema. La estructura es accionada
mediante un sistema electro-hidráulico, que hace que el horno (estructura móvil) se desplace de una
carga de ladrillos hacia otra. Así, tras quemar una primera carga, el horno se desplaza hacia otra
carga colocada a continuación. Este desplazamiento se da en un tiempo de unos 5 minutos.
En el caso de empresas con capacidad suficiente de secado, es posible contar con una tercera
plataforma, lo que posibilita el aumento de 12 quemas mensuales (con dos plataformas) a 15, con
tres plataformas. En cuanto a las puertas de carga, pueden ser basculantes, horizontales en dos
partes o de apertura vertical o compuesta (vertical-basculante), según la altura disponible en el
galpón.
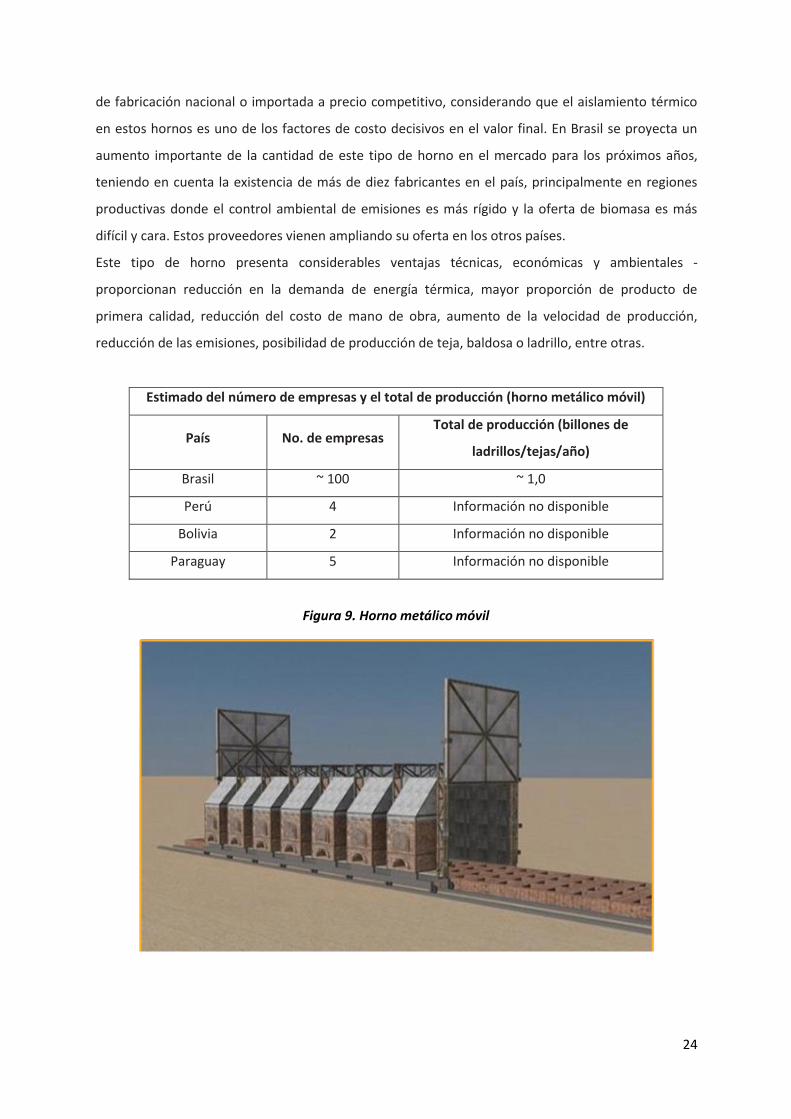
Figura 10. Esquema del horno metálico móvil
1- El lote de Ladrillos es apilado en el piso.2- La quema lleva de 15 a 25 horas. 3- Tras la quema, se inicia el enfriamiento de la carga hasta 250⁰C (12h) y enseguida el horno es movido hacia el próximo lote de ladrillos
Carga
Estructuras metálicas
Quemadores
Puerta metálica
Rieles
Puertas metálicas levadizas o basculantes
Ducto subterráneo para escape de gas
Chimenea
1
2
3
Roldanas

Desempeño
El tiempo de quema en los hornos móviles es del orden de 15 a 25 h y el enfriamiento de 12 a 15 h,
totalizando un ciclo de 36 a 45 h. En términos generales, se puede considerar un ciclo de quema del orden
de 2 días, que depende de la cantidad de material seco disponible para quemar.
Los hornos móviles pueden no ser operados, por ejemplo, los domingos, lo que reduce el costo con
horas extras. Así, considerando solo 25 días de operación mensual, se admite una cantidad promedio de
12 quemas por mes para dos plataformas y hasta 15 quemas/mes para tres plataformas (en caso haya
material seco suficiente), en este caso el ciclo real quedaría por debajo de los 02 días.
El control de la cocción se da a partir de la señal de temperatura de los termopares instalados en la parte
superior del horno, de forma que se controle la alimentación de aire de combustión y de combustible
(válvulas rotativas o alimentadores tipo tornillo, para el caso de combustibles sólidos, o tipos diversos de
válvulas para combustibles líquidos y gaseosos).
Los hornos metálicos móviles registran una menor demanda de energía térmica.
El horno metálico móvil presenta un consumo específico de leña entre 0,47 y 0,53 toneladas por
millar, el equivalente a 397 y 519 Kcal/kg (1,6 a 2,1 MJ/kg) y una eficiencia térmica promedio de
56%.
Nótese que siempre podrán darse variaciones en el consumo específico en función de la temperatura
de cocción de la arcilla, del tipo de combustible (poder calorífico superior, humedad y granulometría),
tipo de quemador, tipo de control de la quema, disposición de las piezas en el horno, entre otros. Otro
aspecto positivo es la posibilidad de aprovechamiento de calor de la cocción y del enfriamiento para la
fase de secado.
Al permitir una curva de calentamiento extremamente rápida, algo que agiliza la producción, debe
tenerse cuidado de alimentar el horno con las piezas bien secas. En caso contrario, se puede provocar
la aparición de rajaduras en los productos.
En cuanto a la mano de obra, esta puede aprovecharse mejor reduciendo el tiempo entre los ciclos de
quema. O sea, después de la descarga de una base del horno, respetando el período de enfriamiento de la
carga por 12 a 15 h, el horno puede, de inmediato, comenzar el proceso de calentamiento y quema de la
carga en la base siguiente (base vecina). La reducción del tiempo perdido en las operaciones de carga y
descarga del horno aumenta la productividad de la mano de obra en alrededor de 30%. En otras palabras,
se reduce de forma significativa el costo operativo de la empresa.

28
Figura 11. Vista del horno metálico móvil
Costo
Un horno móvil metálico de menor capacidad (producción de 50 millares/carga de ladrillo 9 cm x 19 cm
x 19 cm con un volumen de 15 m x 5 m x 3 m y capacidad mensual de 600 millares/mes) puede costar
cerca de R$ 350 mil (USD 115,5 mil), más R$ 150 mil (USD 49,5 mil) de obra civil relativa a las
plataformas, cribas y canales de tiro para el secador y la campana en la chimenea, totalizando R$ 500
mil (USD 165 mil).
Del valor del horno (R$ 350 mil – USD 115.5 mil), cerca de 40% (R$ 140 mil-USD 46,2 mil)
corresponde al aislamiento térmico con fibra cerámica y R$ 210 mil (USD 69,5 mil) a la estructura
metálica y de albañilería, instalación eléctrica, sistema de control, instalación etc. Hornos mayores
(24 m x 8 m x 3,5 m) para 150 millares/quema o 1 800 millares/mes y dos plataformas) pueden
costar aproximadamente R$ 1 millón (USD 330 mil).
Resumen
Dimensiones externas: longitud de 15 m a 25 m; altura de 3,5 m a 4,0 m y ancho de 4,5 m a
6,6 m;
Número de hornillas: seis a doce, pudiendo estar a ambos lados;
Dimensiones de la cámara: 200 a 600 m³;
Capacidad por carga: 50 000 a 120 000 piezas (80 a 200 toneladas por carga);
Capacidad mensual: 600 a 1 500 millares (1 100 a 2 700 toneladas/mes);
Productos: tejas, ladrillos y baldosas;
Consumo específico de leña: 0,47 a 0,53 toneladas/millar (piezas de 1,8 kg);
29
Consumo específico de energía térmica: 397 a 519 Kcal/kg (1,6 a 2,1 MJ/Kg);
Eficiencia térmica promedio: 56%
Ciclo completo de quema: 2,0 a 2,5 días;
Tiempo de quema: 15 a 25 horas;
Piezas de 1ª calidad: > 90%;
Pérdidas: < 1%.
Figura 12. Horno metálico móvil: lote listo (izq.) y puertas metálicas
Ventajas
Productos de primera por encima de 90%;
Permite la modulación de la velocidad de la quema;
Se adapta a diferentes tipos de materia prima y productos
Bajo índice de pérdidas y de material de segunda calidad;
Buen desempeño energético;
Recuperación de calor;
Baja demanda de energía térmica;
Uso de diversos tipos de combustible.
Mejores condiciones de salubridad en el ambiente de la producción

30
Desventajas
Construcción cara;
Operación más compleja que en otros tipos de hornos (operación permanente de control de
presión del horno, el ritmo de avance de calor entre cámaras);
Requiere de cuidado para no dañar la fibra de cerámica
Buenas prácticas para el uso eficiente de la energía
Usar material crudo totalmente seco;
Usar leña trozada o aserrín;
Usar alimentación continua de leña;
Controlar curva de cocción mediante termopares;
Recuperar calor del enfriamiento.
31
5.2 Hornos semi-continuos
Son hornos que producen una mayor carga que los intermitentes, y en algunos casos cargas muy
cercanas a las que producen los hornos continuos, toda la carga de ladrillos debe ser introducida
completamente en las cámaras de combustión, sin almacenamiento de reserva. Por lo tanto, el ritmo
de avance de la quema dentro del horno depende de la capacidad de la cámara y la eficiencia con la
que el calor se desplaza a lo largo de la cámara; el funcionamiento de los hornos semi-continuos es
similar al de un horno intermitente, con la diferencia importante de que la evacuación del aire ocurre
siempre por el extremo de entrada de los ladrillos. A nivel del funcionamiento, los hornos semi-
continuos se aproximan a los hornos continuos cuanto más tiempo duren quemas y el ciclo de
cocción; y son semejantes a los hornos intermitentes en el caso inverso. Los hornos semi-continuos
son en ocasiones, agrupaciones de hornos intermitentes tendientes hacia una operación continua.
HORNO HOFFMANN
Los hornos Hoffmann fueron desarrollados en la mitad del siglo XIX, en base a la idea pionera del
flujo del calor en relación a la carga, permitiendo el precalentamiento de la carga fría en la cámara
posterior mediante el calor de los gases de extracción de la cámara anterior del horno, lo que trajo
una considerable ventaja de reducción en el requerimiento de combustible. En esa época, el horno
Hoffmann establecía una ganancia en el desempeño térmico en relación a los hornos intermitentes,
aunque no fuese un horno apropiado para la producción de tejas.
En la Región, su uso se intensificó de forma gradual, principalmente a partir de los años 60, de tal
forma que en diversos polos regionales de producción de ladrillos, su presencia llega a ser
dominante, principalmente en aquellos estados de lato desarrollo en la producción de ladrillos. Se
estima que los hornos Hoffmann representen entre 15 y 20% de los hornos instalados en las industrias
ladrillera de los países. Por otro lado, debido a su elevado costo, viene siendo cada vez menos
considerado en los proyectos de expansión o en la creación de nuevas empresas. A continuación datos
estimados del uso y producción del horno Hoffman en Brasil y Perú.
Estimado del número de empresas y el total de producción (Horno Hoffman)
País Nro. de empresas Total de producción (millones de
ladrillos/año)
Brasil ~ 120 ~ 1 440
Perú ~ 5 ~ 60

32
Descripción y operación
La longitud de los hornos Hoffmann puede variar de 60 a 120 metros, con anchos del orden de 3,5 m
y altura de 2,8 m. El número de cámaras en general está entre 15 y 25 con capacidades en el rango
de 10 millares cada una. Así, a un ritmo promedio de 04 cámaras quemadas, se produce al día 40
millares o 1.200 millares/mes), o sea, este horno Hoffmann puede operar su conjunto de cámaras
entre 04 a 06 veces al mes.
La estructura de los hornos Hoffmann es toda de albañilería con gruesas paredes para resistir el
choque térmico de las constantes operaciones de calentamiento y enfriamiento que someten a
constantes dilataciones y contracciones su estructura, representando una masa considerable que
absorbe parte del calor de la quema del combustible. Otro motivo para la pesada estructura es la
necesidad de soportar el peso extremo de las bóvedas de las decenas de cámaras del horno.
La quema se produce desde la parte superior del horno mediante la alimentación manual de
combustible o con una especie de carrito con quemadores, un quemador en cada boca de
alimentación, el carrito va avanzando por hora a medida que avanza el proceso de quema. El proceso
ocurre de forma tal que en cada cámara el conjunto de quemadores (tres bocas de quema)
actuará por unas seis horas.
Figura 13. Horno Hoffmann
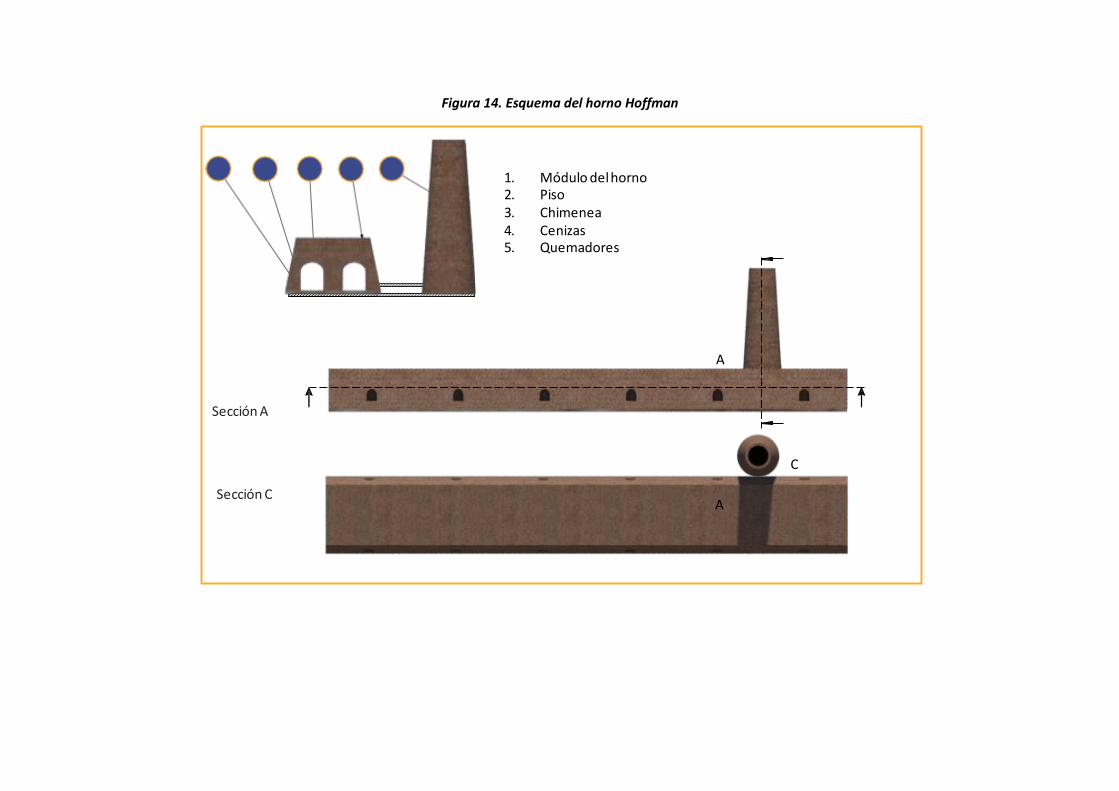
Figura 14. Esquema del horno Hoffman
Sección A
1. Módulo del horno2. Piso3. Chimenea4. Cenizas5. Quemadores
A
C
Sección CA
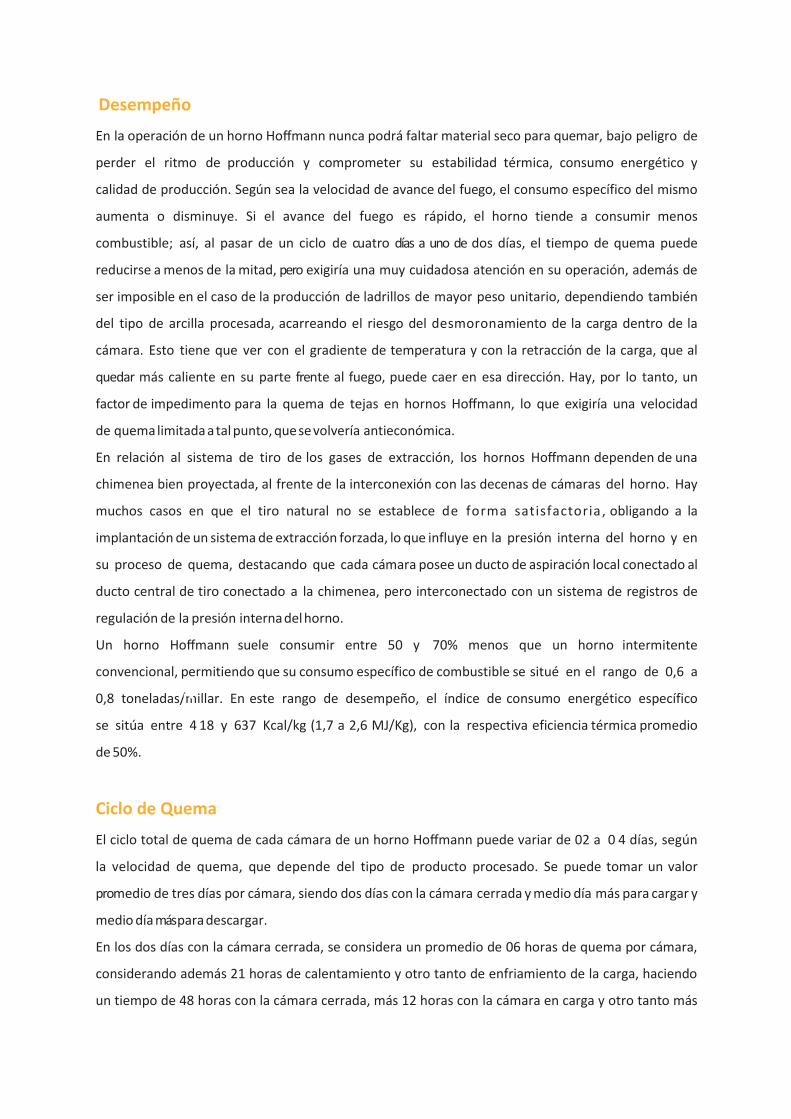
Desempeño
En la operación de un horno Hoffmann nunca podrá faltar material seco para quemar, bajo peligro de
perder el ritmo de producción y comprometer su estabilidad térmica, consumo energético y
calidad de producción. Según sea la velocidad de avance del fuego, el consumo específico del mismo
aumenta o disminuye. Si el avance del fuego es rápido, el horno tiende a consumir menos
combustible; así, al pasar de un ciclo de cuatro días a uno de dos días, el tiempo de quema puede
reducirse a menos de la mitad, pero exigiría una muy cuidadosa atención en su operación, además de
ser imposible en el caso de la producción de ladrillos de mayor peso unitario, dependiendo también
del tipo de arcilla procesada, acarreando el riesgo del desmoronamiento de la carga dentro de la
cámara. Esto tiene que ver con el gradiente de temperatura y con la retracción de la carga, que al
quedar más caliente en su parte frente al fuego, puede caer en esa dirección. Hay, por lo tanto, un
factor de impedimento para la quema de tejas en hornos Hoffmann, lo que exigiría una velocidad
de quema limitada a tal punto, que se volvería antieconómica.
En relación al sistema de tiro de los gases de extracción, los hornos Hoffmann dependen de una
chimenea bien proyectada, al frente de la interconexión con las decenas de cámaras del horno. Hay
muchos casos en que el tiro natural no se establece de forma satisfactoria , obligando a la
implantación de un sistema de extracción forzada, lo que influye en la presión interna del horno y en
su proceso de quema, destacando que cada cámara posee un ducto de aspiración local conectado al
ducto central de tiro conectado a la chimenea, pero interconectado con un sistema de registros de
regulación de la presión interna del horno.
Un horno Hoffmann suele consumir entre 50 y 70% menos que un horno intermitente
convencional, permitiendo que su consumo específico de combustible se situé en el rango de 0,6 a
0,8 toneladas/millar. En este rango de desempeño, el índice de consumo energético específico
se sitúa entre 4 18 y 637 Kcal/kg (1,7 a 2,6 MJ/Kg), con la respectiva eficiencia térmica promedio
de 50%.
Ciclo de Quema
El ciclo total de quema de cada cámara de un horno Hoffmann puede variar de 02 a 0 4 días, según
la velocidad de quema, que depende del tipo de producto procesado. Se puede tomar un valor
promedio de tres días por cámara, siendo dos días con la cámara cerrada y medio día más para cargar y
medio día más para descargar.
En los dos días con la cámara cerrada, se considera un promedio de 06 horas de quema por cámara,
considerando además 21 horas de calentamiento y otro tanto de enfriamiento de la carga, haciendo
un tiempo de 48 horas con la cámara cerrada, más 12 horas con la cámara en carga y otro tanto más
1 3
2
35
en descarga, da un ciclo total de 03 días para cada cámara, recordando además que en un solo día se
procede a la quema de 04 cámaras. En un horno de 20 cámaras, un ciclo completo se lograría en
cinco días, llevando a la ejecución de seis ciclos mensuales en el horno, procesando unas 120
cámaras al mes o unos 1 200 millares mensuales.
El ciclo de quema de este tipo de horno deja sentir la influencia del costo de la mano de obra en sus
operaciones de carga y descarga, lo que influye también en forma negativa en la productividad, por
el mayor tiempo del ciclo.
Costo
Un horno Hoffmann de buena capacidad (1 200 millares/mes, equivalente a 2 200 toneladas/mes)
puede costar alrededor de R$ 800 mil (USD 264 mil). Para esta producción tendría 20 cámaras con
dimensiones internas de 3,0 m de longitud, 2,5 m de profundidad y 2,5 m de altura (volumen interno
de 18,8 m³/cámara y cerca de 10 millares/cámara) y capacidad mensual de 1 200 millares/mes,
presentando la ventaja de poder ser construido parcialmente con mano de obra de la empresa, así
como parte del material de albañilería.
Resumen
Dimensiones externas: longitud - 60 a 120 metros; altura - 2,5 a 3,0 metros; ancho - 3,5 a 4,5 metros;
número de cámaras: 12 a 16, con quema en la parte superior;
Capacidad por carga: 10 000 a 12 000 piezas (18 a 22 toneladas por carga);
Capacidad mensual: 800 a 1 200 millares/mes (1 440 a 2 160 toneladas/mes);
Productos: ladrillos y baldosas;
Ciclo completo de quema: 03 días;
Tiempo de quema: 06 horas por cámara; quema promedio de 04 cámaras por día (40 a 48
millares/día);
Piezas de primera calidad: > 90%;
Pérdidas < 2%;
Consumo específico de leña: 0,6 a 0,8 toneladas/millar (piezas de 2,2 kg);
Consumo específico de energía térmica: 418 a 637 Kcal/kg (1,7 a 2,6 MJ/Kg);
Eficiencia térmica promedio: 50%.
Ventajas
Productos de primera por encima de 90%;
36
Permite la regulación de la velocidad de la quema;
Se adapta a diferentes tipos de materia prima;
Bajo índice de pérdidas y de material de segunda calidad;
Buen desempeño energético;
Baja demanda de energía térmica;
Recuperación de calor;
Uso de diversos tipos de combustible
Desventajas
Construcción cara;
Operación más compleja que en otros tipos de hornos (operación permanente de control de
presión del horno, el ritmo de avance de calor entre cámaras);
Elevado insumo de mano de obra;
Producción sólo de ladrillos;
Requiere excesiva manipulación del producto;
Requema en la solera y falta de quema en la bóveda;
Escape en los canales y manchas laterales en los productos causadas por la falta de aire en la
quema
Buenas prácticas para el uso eficiente de la energía
En el proyecto del horno es conveniente considerar paredes y techo más ligeros, de forma tal
que se reduzca la inercia térmica del conjunto;
Los registros regulables de conexión de las cámaras con el ducto central de aspiración deben
estar en buen estado para mantener el ducto central en depresión y no promover pérdidas por
fuga de gases calientes;
La quema debe darse, preferentemente, usando leña trozada, que da una alimentación
constante de calor al horno, lo que puede darse de modo automatizado;
Vale también aprovechar el calor de la estructura del horno para reducir la humedad de la leña,
almacenando la misma al lado de las paredes del horno;
El inicio de la quema debe ser lento;
La plataforma de la carga debe estar alta y bien distanciada para evitar ahogar el fuego;
Las piezas de la primera cámara deben estar bien secas. El exceso de humedad en las piezas
retarda el paso del fuego, provocando rajaduras, estallidos y deformaciones;
37
El fuego deberá echarse a andar después del calentamiento total de la cámara. Si lo hiciera
antes de tiempo, encontrará exceso de humedad en la cámara, retardando el ritmo del horno;
Para evaluar la humedad en las cámaras, una práctica común suele ser la introducción de una
vara metálica para registrar la posible presencia de gotas de agua en la misma.
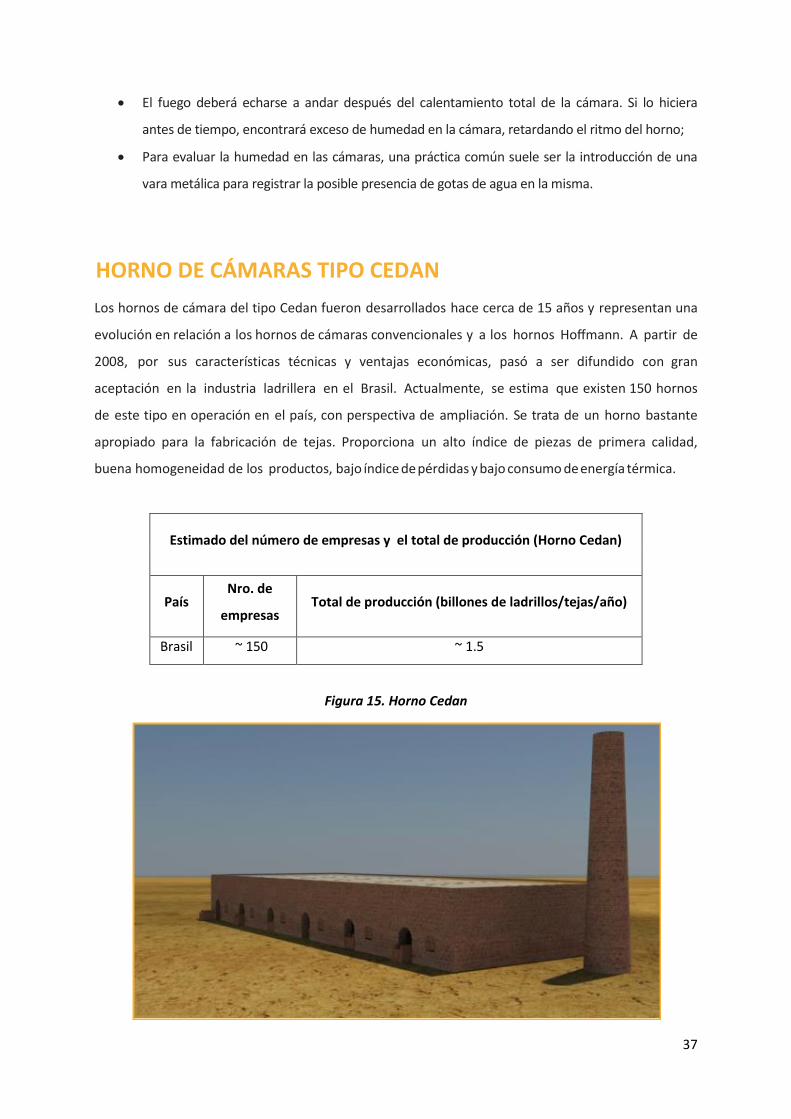
HORNO DE CÁMARAS TIPO CEDAN
Los hornos de cámara del tipo Cedan fueron desarrollados hace cerca de 15 años y representan una
evolución en relación a los hornos de cámaras convencionales y a los hornos Hoffmann. A partir de
2008, por sus características técnicas y ventajas económicas, pasó a ser difundido con gran
aceptación en la industria ladrillera en el Brasil. Actualmente, se estima que existen 150 hornos
de este tipo en operación en el país, con perspectiva de ampliación. Se trata de un horno bastante
apropiado para la fabricación de tejas. Proporciona un alto índice de piezas de primera calidad,
buena homogeneidad de los productos, bajo índice de pérdidas y bajo consumo de energía térmica.
Estimado del número de empresas y el total de producción (Horno Cedan)
País Nro. de
empresas Total de producción (billones de ladrillos/tejas/año)
Brasil ~ 150 ~ 1.5
Figura 15. Horno Cedan
38
Descripción y operación
El horno Cedan está constituido por cámaras múltiples interconectadas, con aprovechamiento
interno de calor entre ellas, proporcionando una operación semi-continua. La disposición más común
para los hornos consiste en un conjunto de 6 u 8 cámaras de cada lado del horno, interconectadas
lateralmente por pasajes por debajo del piso (criba) y por pasajes internos. La capacidad de estas
cámaras puede variar entre 25 000 a 40 000 piezas (32 a 52 toneladas), de acuerdo con las
dimensiones internas y según el tipo de producto horneado.
La operación semi-continua del horno Cedan se caracteriza por el hecho que siempre existe una
cámara en fase de quema. Esto es, mientras una determinada cámara se encuentra quemando, las
cámaras siguientes y vecinas, ya cargadas con material para quemar, reciben el calor residual extraído
de la cámara que está quemando. Por lo tanto, se puede tener de dos hasta cinco cámaras
subsecuentes en precalentamiento. De otro lado, en la cámara anterior a la de la quema, se hace
simultáneamente el enfriamiento de la carga ya quemada, insuflando aire del ambiente. Este aire
intercambia calor con las piezas calientes, y va hacia la cámara en la fase de quema, actuando como
aire de combustión caliente, lo que también contribuye para un mayor rendimiento energético.
Los gases de combustión tienen flujo ascendente en la cámara de combustión siguiendo hasta la
bóveda del horno y pasando por aberturas en la parte superior de la pared que separa la cámara de
combustión de la cámara donde están colocadas las piezas cerámicas. En este compartimento, el
flujo de gases calientes es desviado hacia abajo, siendo dirigido hacia el subsuelo, cruzando un piso
cribado. De ahí el calor es dirigido hacia la hornilla de la cámara vecina por aberturas debajo del piso,
atravesando la pared que divide las cámaras.
Todo este circuito, con varios re-direccionamientos, hace que el paso del fuego (calor) sea más lento,
lo que es bueno para una adecuada sinterización del producto, así como para la retención del material
particulado de los gases de combustión al interior del horno, disminuyendo las emisiones
atmosféricas. La chimenea está instalada al lado del horno, junto a la pared externa, y puede necesitar
la ayuda de un extractor de gases, principalmente si la chimenea no fuere muy alta.
Los hornos Cedan de menor capacidad presentan solo una recta, estableciendo una secuencia e
producción en la que, tras la quema de la última cámara, se vuelve a quemar en la primera cámara.
En el caso de hornos de mayor capacidad, se emplea el sistema de quema en dos rectas (en ciclo) con
quema de ambos lados del horno (cámaras de dos lados), como en los hornos Hoffmann de dos rectas.
O sea, la quema siguiente siempre se da en las cámaras que están hacia el sentido del flujo.
El ciclo de quema de los hornos del tipo cedan no considera los períodos de carga y descarga del horno,
considerando que las referidas operaciones se dan mientras el horno procede a las operaciones de

39
precalentamiento, quema y enfriamiento en cámaras inferior y superior. Por lo tanto, según lo
mencionado, en cuanto una cámara está en fase de quema, la cámara del frente está en fase de
enfriamiento y las siguientes (posteriores) están en fase de precalentamiento y otras más adelante
(ya quemadas) en descarga.
El ciclo de operación de este tipo de horno presenta la influencia del costo de la mano de obra en sus
operaciones de carga y descarga (04 a 06 operarios) y de quema (01 fogonero por turno), lo que
interfiere en el costo de producción y en la productividad.
El tiempo de quema de cada cámara puede variar entre 8 y 36 horas (un promedio de 15
horas), dependiendo de las características de la materia prima del producto final (teja, ladrillo o
baldosa). La temperatura de quema del horno debe situarse entre 800 y 950°C.
En promedio pueden realizarse cerca de 30 quemas mensuales, generando una capacidad de
producción mensual de 900 millares (ref.: 85% de teja colonial 1,1 kg/pieza y 15% de ladrillos
huecos de 2,4 kg/pieza) o 810 toneladas/mes.
La alimentación de combustible, en forma de leña, astillas o aserrín, se da por la parte superior del
horno (techo), pudiendo ser de forma continua o en lotes (intermitente).
El control de la cocción ocurre a partir de la señal de temperatura de termopares instalados
internamente en las cámaras, facilitando el control de la alimentación de aire de combustión y del
propio combustible (válvulas rotativas o alimentadores tipo tornillo).

Figura 16. Esquema del horno Cedan
1. El proceso de combustión se inicia la primera cámara. 2. Los gases calientes producidos por la combustión en la primera cámara se mueven a las siguientes cámaras en las cuales las piezas a quemar están siendo precalentadas. 3. Los gases de combustión son conducidos a través de un ducto subterráneo hacia la chimenea.
El proceso es repetido de una cámara a otra. La duración del ciclo es del orden de 3,5 días, alcanzando temperaturas de 800-950 C. La quema dura en promedio de 15 a 18 horas.
Cámara en fase de
calentamiento
Chimenea
Gases calientes
Abertura para la alimentación del combustible
Gases calientes
Cámara en fase de quema
Cámara en fase de
enfriamiento
Bóveda
Puerta para carga Abertura en la solera
Gases de combustión fluyen hacia la chimenea3
1 2
Desempeño
El horno Cedan es un equipo de buena eficiencia térmica, con un costo de producción no muy
elevado, constituyéndose en una solución en la búsqueda de mayor sostenibilidad (menor consumo
de energía térmica, menor emisión de gases y de residuos de combustión), aunque presenta una
representativa exigencia de mano de obra para la carga y descarga de las cámaras, algo que influye en
su costo operativo.
Los hornos cedan permiten un bajo consumo de energía debido a la recuperación de calor entre las
cámaras internas. El nivel de obtención de piezas de primera calidad está por encima de 90% y el de
pérdidas de producción es inferior a 2%.
El horno cedan presenta un consumo específico de leña entre 0,4 y 0,45 estéreos por millar, el
consumo específico de energía está en el rango de 409 a 545 Kcal/kg (1,7 a 2,2 MJ/kg) y posee una
eficiencia térmica promedio de 54%.
Es importante indicar que este consumo específico de energía térmica podrá variar en función de la
temperatura de quema de la arcilla, tipo de leña/biomasa empleada (poder calorífico superior,
humedad y granulometría), tipo de quema (continua o intermitente), tipo de control de la quema,
tipo de acomodo de las piezas en el interior del horno, entre otros aspectos.
Costo
El costo de inversión en un horno Cedan con capacidad de producción con 12 cámaras (900
millares/mes) es del orden de R$ 400 a 500 mil (USD 132 a USD 165 mil), considerando el
empleo de mano de obra de la propia empresa para la albañilería, fabricado con ladrillos macizos que
pueden producirse en la propia fábrica.
Resumen
Dimensiones externas: longitud - 36 a 50 m; altura - 4,2 m; ancho: 15,0 a 24,0 m;
Dimensiones de la cámara: 3,0 x 5,3 a 12,0 x 3,0 a 3,5m (altura x profundidad x ancho);
Capacidad por cámara: 25 000 a 50 000 piezas (32 a 65 toneladas por carga);
Capacidad mensual: 670 a 1.400 millares (855 a 1 800 toneladas/mes);
Productos: tejas, ladrillos y baldosas;
Consumo específico de leña: 0,4 a 0,45 toneladas/millar (piezas de 1,8 kg);
Consumo específico de energía térmica: 409 a 545 Kcal/kg (1,7 a 2,2 MJ/kg);
Eficiencia térmica promedio: 54%;
Tiempo de quema: 15 a 18 horas, dependiendo del tipo de arcilla y de leña empleada;
42
Velocidad de procesamiento: 01 a 02 cámaras por día;
Piezas de primera calidad > 90%;
Pérdidas < 2%.
Ventajas
Bajo consumo de energía térmica y de emisión de GEI;
Flexibilidad de producción, ya que son lotes de cerca de 30 mil piezas;
Posibilidad de quema de varios tipos de leña (pedazos, ramas finas, tarugos extrusados,
briquetas, astillas y aserrín);
Bajo costo operativo
Posibilidad de recuperación de calor para el secado;
Condiciones razonables de salubridad en el ambiente de producción (principalmente
durante la quema);
Buena productividad y velocidad de producción;
Quema homogénea y bajo nivel de pérdidas por quiebre y rajaduras.
Desventajas
Costo de inversión relativamente elevado;
Operación un poco más compleja.
Buenas prácticas para el uso eficiente de la energía
Usar alimentación continua y automatizada de leña y/o astillas;
Controlar la curva de cocción mediante termopares.
43
5.3 Hornos continuos
Los hornos continuos aparecieron como una solución más rentable en la fabricación de productos
cerámicos. El funcionamiento continuo de los hornos se caracteriza por el desarrollo ininterrumpido
de la cocción y la posibilidad de efectuar las diferentes etapas sin variar el ritmo de la producción. El
ejemplo más típico es el horno túnel.
HORNO TÚNEL
Los hornos ladrilleros del tipo túnel son empleados desde hace décadas, aunque en una proporción
bastante restringida por el alto costo de inversión y de la escala de producción que exige (> 2 mil
toneladas/mes), muchas veces fuera de la realidad de las empresas. Aún así, las barreras a la
construcción de este tipo de horno vienen reduciéndose en la medida que sus ventajas vienen
mostrándose mucho más atractivas.
En Brasil, la proyección actual es que la cantidad de hornos del tipo túnel de capacidad adecuada
(>2,000 toneladas/mes) se duplique en los próximos diez años, teniendo en cuenta la existencia de
más de diez fabricantes en el país con un considerable número de pedidos, principalmente en
regiones productivas donde el control ambiental de emisiones gaseosas y de partículas es más
rígido y la oferta de biomasa es más difícil y costosa, así como la mano de obra empleada; motivos
que hacen considerarlo como una alternativa interesante. Se tienen algunos datos estimados del
uso de este horno en Brasil y Perú.
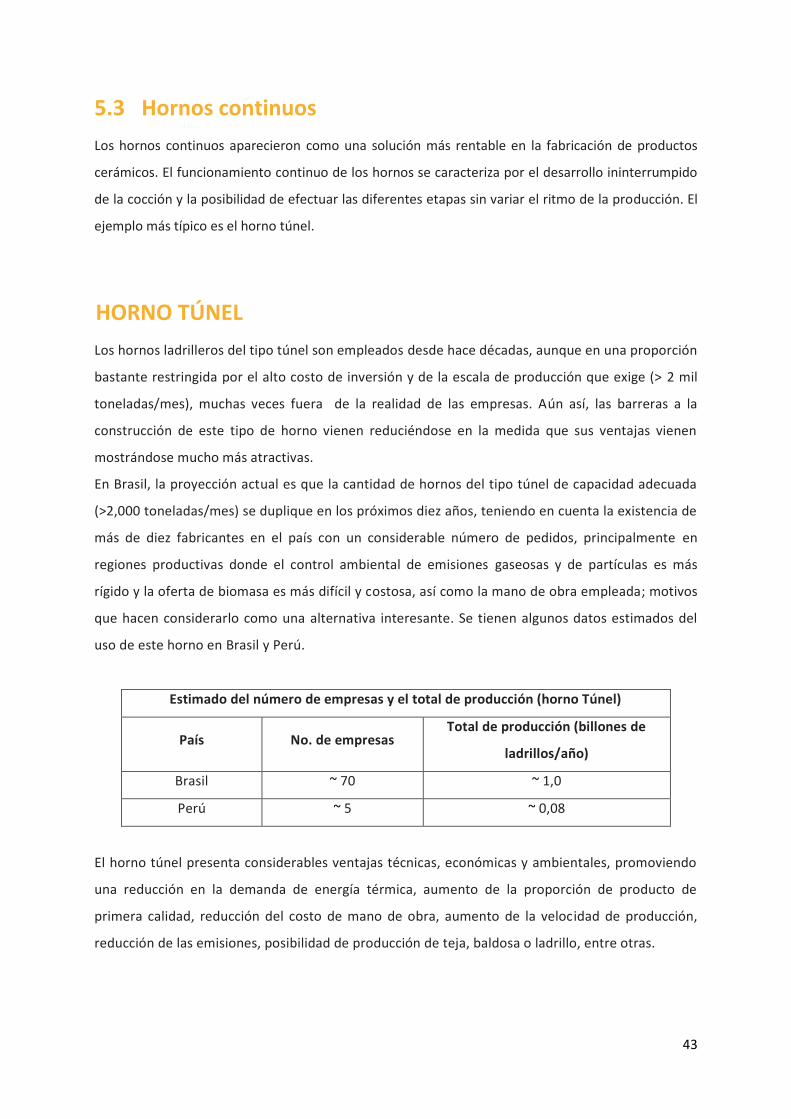
Estimado del número de empresas y el total de producción (horno Túnel)
País No. de empresas Total de producción (billones de
ladrillos/año)
Brasil ~ 70 ~ 1,0
Perú ~ 5 ~ 0,08
El horno túnel presenta considerables ventajas técnicas, económicas y ambientales, promoviendo
una reducción en la demanda de energía térmica, aumento de la proporción de producto de
primera calidad, reducción del costo de mano de obra, aumento de la velocidad de producción,
reducción de las emisiones, posibilidad de producción de teja, baldosa o ladrillo, entre otras.

44
Figura 17. Horno Túnel
Descripción y operación
El horno Túnel es un horno ladrillero constituido de un cuerpo fijo único, con longitud variable de 50 a
120 m, y con dos paredes laterales (altura de 2 m a 3 m) y un techo recto o con bóveda interna. En su
parte interna, el túnel es recorrido por vagonetas con los productos a sinterizarse.
El horno puede dividirse en 3 zonas – precalentamiento, cocción y enfriamiento. El producto crudo
entra por el extremo de la zona de precalentamiento y abandona el horno en la salida opuesta, en la zona
de enfriamiento.
En la primera zona, los productos montados en vagonetas o carritos son sometidos a un
precalentamiento, recorriendo una curva de temperatura hasta unos 300°C. El precalentamiento de la
carga cruda se da por el paso en contracorriente de los gases de combustión provenientes de la
quema en la parte central del horno. Estos gases calientes intercambian calor con la carga y van hacia
la chimenea, generalmente localizada sobre el techo al lado de la entrada del horno (zona de
precalentamiento).
A continuación, las vagonetas entran en la zona de cocción, donde están ubicados los quemadores
(dispuestos lateralmente o en el techo). En esta fase, la temperatura del producto pasa de 300°C a
750/950°C, según el tipo de arcilla procesada. Finalmente, en la tercera y última zona, los productos
comienzan el ciclo de enfriamiento hasta la salida del horno. En este trecho se inyecta aire frio del
ambiente, como también ocurre la extracción de aire caliente que puede alimentar al secador y/o servir
como aire de combustión en la zona de cocción.
Figura 17- Horno túnel Fuente: Oba, 2014
45
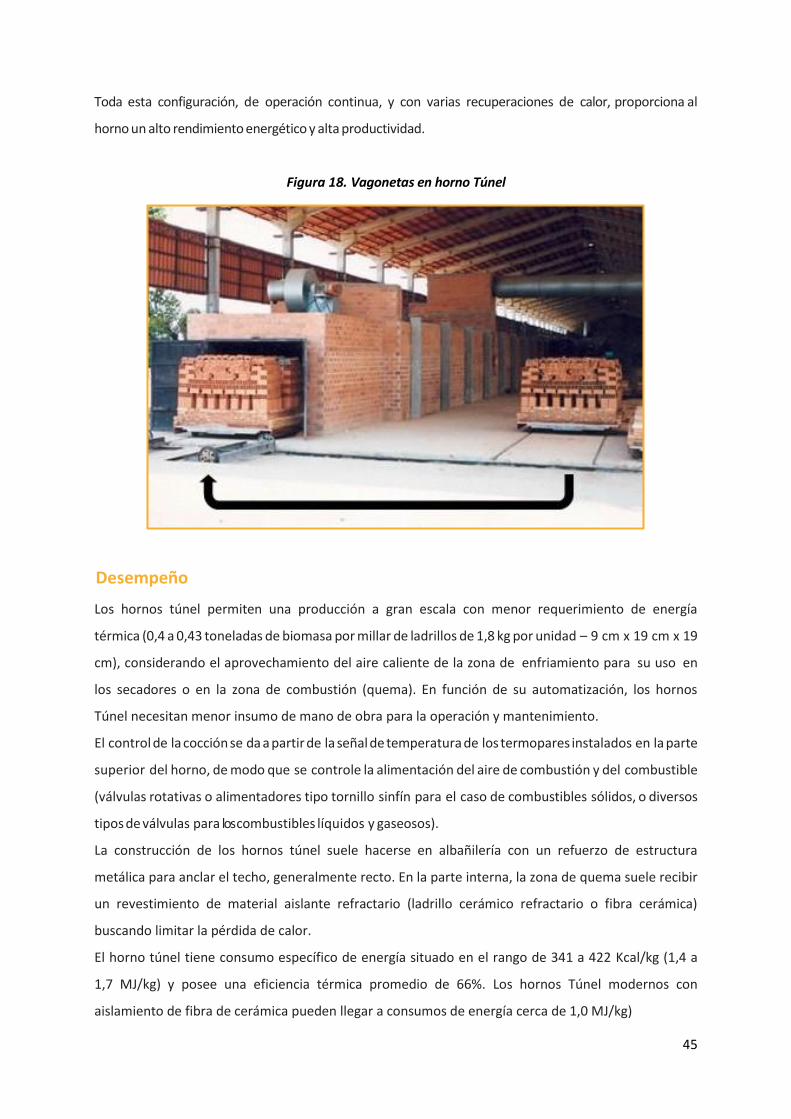
Toda esta configuración, de operación continua, y con varias recuperaciones de calor, proporciona al
horno un alto rendimiento energético y alta productividad.
Figura 18. Vagonetas en horno Túnel
Desempeño
Los hornos túnel permiten una producción a gran escala con menor requerimiento de energía
térmica (0,4 a 0,43 toneladas de biomasa por millar de ladrillos de 1,8 kg por unidad – 9 cm x 19 cm x 19
cm), considerando el aprovechamiento del aire caliente de la zona de enfriamiento para su uso en
los secadores o en la zona de combustión (quema). En función de su automatización, los hornos
Túnel necesitan menor insumo de mano de obra para la operación y mantenimiento.
El control de la cocción se da a partir de la señal de temperatura de los termopares instalados en la parte
superior del horno, de modo que se controle la alimentación del aire de combustión y del combustible
(válvulas rotativas o alimentadores tipo tornillo sinfín para el caso de combustibles sólidos, o diversos
tipos de válvulas para los combustibles líquidos y gaseosos).
La construcción de los hornos túnel suele hacerse en albañilería con un refuerzo de estructura
metálica para anclar el techo, generalmente recto. En la parte interna, la zona de quema suele recibir
un revestimiento de material aislante refractario (ladrillo cerámico refractario o fibra cerámica)
buscando limitar la pérdida de calor.
El horno túnel tiene consumo específico de energía situado en el rango de 341 a 422 Kcal/kg (1,4 a
1,7 MJ/kg) y posee una eficiencia térmica promedio de 66%. Los hornos Túnel modernos con
aislamiento de fibra de cerámica pueden llegar a consumos de energía cerca de 1,0 MJ/kg)
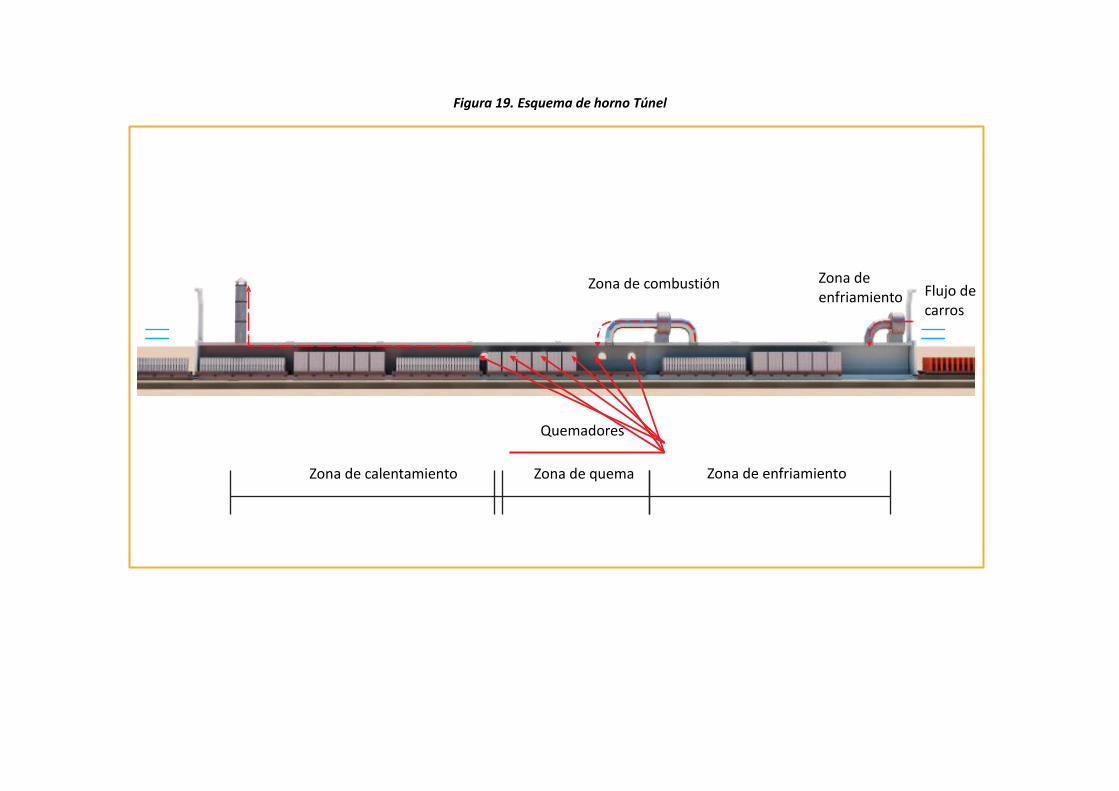
Figura 19. Esquema de horno Túnel
Flujo de carros
Zona de enfriamiento
Zona de combustión
Zona de enfriamiento Zona de quema
Quemadores
Zona de calentamiento
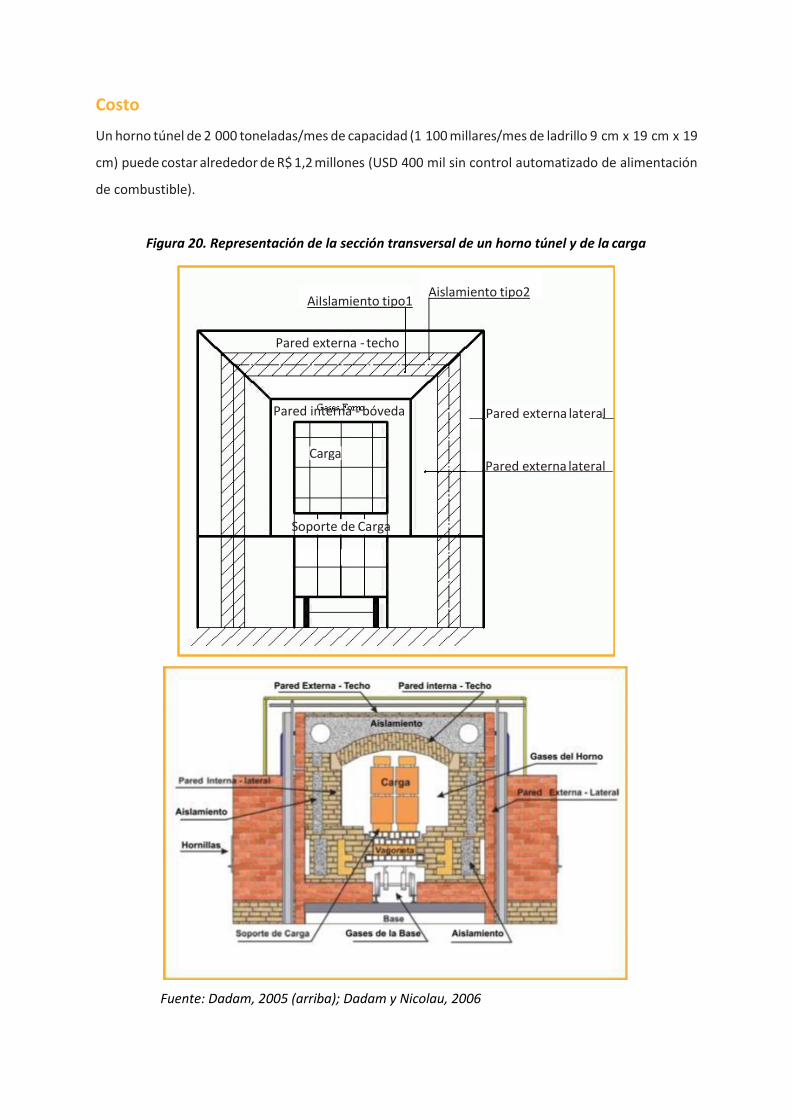
Costo
Un horno túnel de 2 000 toneladas/mes de capacidad (1 100 millares/mes de ladrillo 9 cm x 19 cm x 19
cm) puede costar alrededor de R$ 1,2 millones (USD 400 mil sin control automatizado de alimentación
de combustible).
Figura 20. Representación de la sección transversal de un horno túnel y de la carga
Fuente: Dadam, 2005 (arriba); Dadam y Nicolau, 2006
AiIslamiento tipo1 Aislamiento tipo2
Pared externa - techo
Pared interna - bóveda
Gases horno
Pared externa lateral
Carga Pared externa lateral
Soporte de Carga
Vagoneta
48
Resumen
Dimensiones externas: longitud de 50 a 120 m; altura de 2 a 3 m, y altura y 4 a 8 m de
ancho;
Número de quemadores u hornillas (en el caso de combustibles sólidos): 6 a 12
(generalmente a los dos lados);
Capacidad mensual: > 1 100 millares/mes (> 2 000 toneladas/mes);
Productos: tejas, ladrillos y baldosas;
Consumo específico de leña: 0,4 a 0,43 toneladas/millar (piezas de 1,8 kg);
Consumo específico de energía térmica: 341 a 422 Kcal/kg (1,4 a 1,7 MJ/kg);
Eficiencia térmica: 66%;
Piezas de primera calidad > 95%;
Pérdidas < 1%.
Ventajas
Reducción drástica en la demanda de energía térmica y de emisión de carbono;
El honro puede adecuarse a la demanda de la empresa, aunque siempre por encima de 2 000
toneladas/mes;
Puede usar varios tipos de combustible
Posibilidad total de recuperación de calor;
Menor insumo de mano de obra;
Mejores condiciones de salubridad en el ambiente de la producción
Mayor productividad;
Mayor velocidad de producción;
Quema homogénea (> 95% de material de primera calidad);
Menor manipulación del producto (menos pérdidas);
Procesamiento de todo tipo de productos (ladrillos, baldosas y tejas).
Desventajas
Inversión elevada;
Operación continua (no puede parar), requiere del producto seco para quemar
Requiere precisión en la obra de montado;
Requiere personal bien capacitado para una operación con ajustes finos;
Exige cuidados para el mantenimiento con el sistema de comando electrónico de la quema;
49
Requiere cuidado con los impactos en el revestimiento interno de la fibra cerámica;
Mayor dificultad ante eventuales paradas de producción.
Buenas prácticas para el uso eficiente de la energía
Usar material totalmente seco;
Usar combustibles de buena calidad: gas o líquido. En el caso de combustible sólido, reducir su
granulometría (pellets o polvo);
Usar alimentación de combustible continúa;
Controlar la curva de cocción mediante el uso de termopares;
Recuperar calor de la etapa de enfriamiento.
50
6. BIBLIOGRAFÍA
BARRANZUELA J., Proceso productivo de los ladrillos de arcilla producidos en la Región Piura, 2014
DADAM, A. P. et al. Análise térmica de um forno túnel utilizado na indústria de cerâmica
vermelha. 2005. 125 f. Disertación (Maestría en Ingeniería Mecánica) – Universidad Federal de Santa
Catarina. Florianópolis, Santa Catarina. 2005.
DADAM, A. P.; NICOLAU V. P. Análise térmica numérica de um forno túnel para cerâmica – 11ª
Brasilian Congress o f Thermal Science and Engineering – ENCIT 2006.
EELA. Factsheet about brick/tiles kiln technologies in Brazil.
INSTITUTO NACIONAL DE TECNOLOGÍA. Manual de eficiência energética na indústria de cerâmica
vermelha. Río de Janeiro: INT/MCTI, 2013. 28p.
OBA, R. Análise térmica numérica experimental de um forno túnel. 2011. 88p. Disertación
(Maestría en Ingeniería Mecánica) – Programa de Post-Grado en Ingeniería Mecánica, Universidad
de Santa Catarina. Florianópolis, Santa Catarina. 2011.
7. ANEXOS

ANEXO I. CONSUMO ESPECÍFICO DE ENERGÍA
El consumo específico de energía es un índice de gran importancia para la evaluación del desempeño
energético de una industria o de las etapas de su proceso productivo y hasta de sus principales
equipos. También tiene importancia en la evaluación de los resultados de la implementación de
medidas de eficiencia energética (combustible y electricidad), permitiendo comparar los resultados
antes y después de la aplicación de un nuevo proyecto o equipamiento.
La evolución de los valores de consumo energético específico a lo largo del tiempo permite hacer un
seguimiento del desempeño energético y compararlo con el de otras empresas. Estos valores
también hacen posible la comparación entre distintas tecnologías, por ejemplo, la de los diversos
tipos de hornos existentes. Para esto, se hace necesario establecer correctamente estos índices a
través de mediciones detalladas.
El consumo energético específico se refiere a la cantidad de energía eléctrica o térmica consumida
para la producción de determinado producto. A continuación, se muestran algunos tipos de índices
de consumo energético específico que pueden ser establecidos en la empresa.
Energía térmica
Estéreo (st) o metro cúbico (m³) o kg de leña por tonelada (t) de producto final o por millar (1 000
piezas). Idealmente la unidad de control debería ser Kcal/kg de producto final (kilocaloría por kilo),
pero esto requiere aplicar conversión de unidades, conforme se muestra en el ejemplo presentado
más adelante.
Energía eléctrica
kWh/t de arcilla procesada o kWh/t de producto salido del horno o kWh/t de producto final
(descontando las pérdidas). Si para la electricidad tenemos la medición del consumo mensual (kWh)
informado en la cuenta de suministro del distribuidor de energía eléctrica, para la leña y otros tipos
de biomasa (residuos agrícolas e industriales) es necesaria una evaluación más cuidadosa.
En el caso de la biomasa, su comercialización se da en t (tonelada) o st (estéreo) – unidad que
considera el volumen de 1 m³, pero con la posibilidad de grandes variaciones de masa en el referido
volumen en función de la variación de la forma de la leña (presencia de ramas, diámetro promedio).
El contenido energético también está influenciado por el tipo de madera empleada y de la mayor o
menor presencia de agua. Así, la masa de un estéreo de leña puede variar, en general, de 150 a 400
kg, haciendo la evaluación del consumo energético específico de un proceso de producción a partir
52
del volumen en st en algo totalmente impreciso, siendo necesario convertir esa medida en estéreos
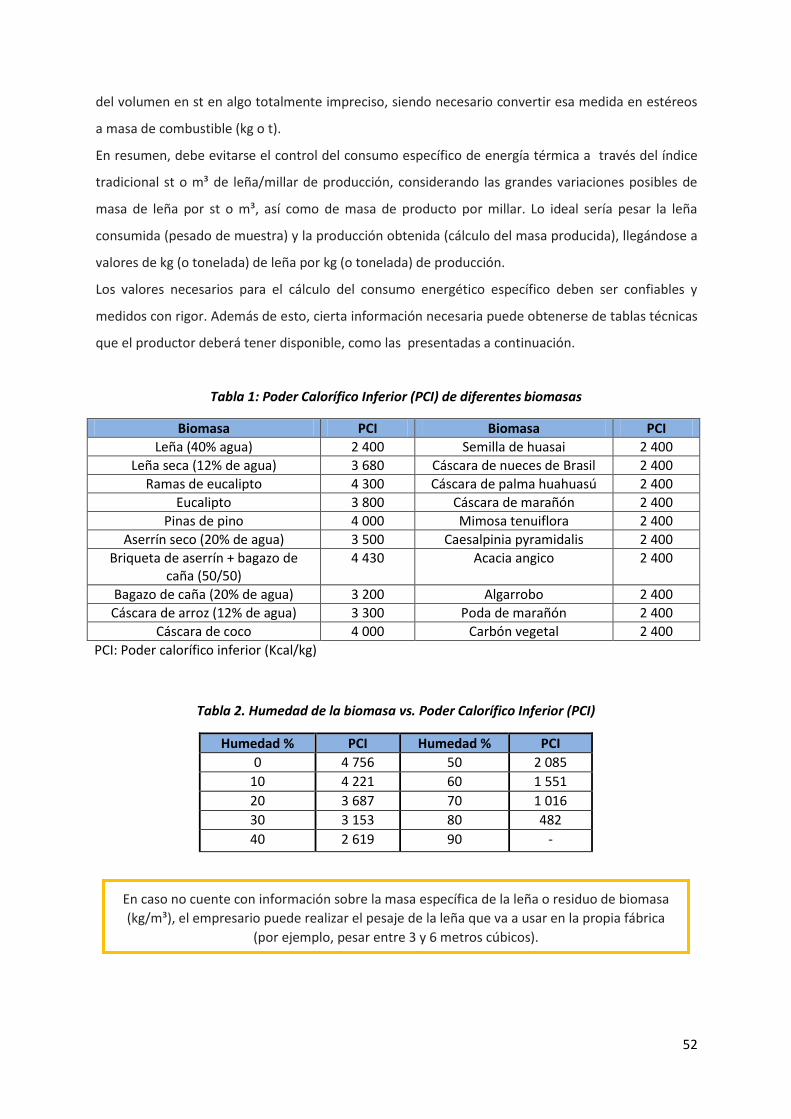
a masa de combustible (kg o t).
En resumen, debe evitarse el control del consumo específico de energía térmica a través del índice
tradicional st o m³ de leña/millar de producción, considerando las grandes variaciones posibles de
masa de leña por st o m³, así como de masa de producto por millar. Lo ideal sería pesar la leña
consumida (pesado de muestra) y la producción obtenida (cálculo del masa producida), llegándose a
valores de kg (o tonelada) de leña por kg (o tonelada) de producción.
Los valores necesarios para el cálculo del consumo energético específico deben ser confiables y
medidos con rigor. Además de esto, cierta información necesaria puede obtenerse de tablas técnicas
que el productor deberá tener disponible, como las presentadas a continuación.
Tabla 1: Poder Calorífico Inferior (PCI) de diferentes biomasas
Biomasa PCI Biomasa PCI
Leña (40% agua) 2 400 Semilla de huasai 2 400
Leña seca (12% de agua) 3 680 Cáscara de nueces de Brasil 2 400
Ramas de eucalipto 4 300 Cáscara de palma huahuasú 2 400
Eucalipto 3 800 Cáscara de marañón 2 400
Pinas de pino 4 000 Mimosa tenuiflora 2 400
Aserrín seco (20% de agua) 3 500 Caesalpinia pyramidalis 2 400
Briqueta de aserrín + bagazo de caña (50/50)
4 430 Acacia angico 2 400
Bagazo de caña (20% de agua) 3 200 Algarrobo 2 400
Cáscara de arroz (12% de agua) 3 300 Poda de marañón 2 400
Cáscara de coco 4 000 Carbón vegetal 2 400
PCI: Poder calorífico inferior (Kcal/kg)
Tabla 2. Humedad de la biomasa vs. Poder Calorífico Inferior (PCI)
Humedad % PCI Humedad % PCI
0 4 756 50 2 085
10 4 221 60 1 551
20 3 687 70 1 016
30 3 153 80 482
40 2 619 90 -
En caso no cuente con información sobre la masa específica de la leña o residuo de biomasa
(kg/m³), el empresario puede realizar el pesaje de la leña que va a usar en la propia fábrica
(por ejemplo, pesar entre 3 y 6 metros cúbicos).
ANEXO II. EJEMPLO DE CÁLCULO DEL CONSUMO ENERGÉTICO
ESPECÍFICO
Una empresa produce 1 000 millares/mes, siendo 40% tejas (1,1 kg/pieza) y 60% ladrillos huecos (1,8
kg/pieza). Esto significa que la empresa produce 400 millares/mes de teja (440 toneladas/mes) y 600
millares/mes de ladrillos huecos (1 080 toneladas/mes), dando como resultado una producción total
de 1 520 toneladas/mes. Entonces, los porcentajes indican una proporción en la producción final en
masa de 71% de ladrillos huecos y de 29% de tejas.
Si la empresa consume mensualmente 1 000 m³ de leña (1,0 m³ de leña por millar) con peso específico de
250 kg/m³ o estéreo, significa que requirió en el referido mes la masa de 250 000 kg de leña (1 000 x 250).
Así, ya tendríamos una relación de consumo de 250 toneladas de leña por 1 520 toneladas de producción,
llevando el valor de consumo específico a 0,164 t de leña/ tonelada de producto (250 000 ÷ 1 520).
Si esta leña presenta un poder calorífico de 3 000 Kcal/kg (ver tabla según el tipo de leña), significa que la
empresa necesitó 750 millones de Kcal (= 250 000 kg x 3 000 Kcal/kg). Si dividimos este valor entre la
producción mensual en kg (1 520 000 kg), llegaremos al consumo específico de energía térmica de 493
Kcal/kg, que es el valor que deberá servir de referencia para que la empresa verifique periódicamente su
desempeño energético en la parte térmica.
El consumo de leña del secador, en el caso que exista uno, puede ser adicionado al cálculo, haciendo el
índice aún más realista y preciso. Así, si el consumo de leña en el horno fuera de 50 m³/mes, el consumo
total de leña en la empresa será de 1 050 m³/mes y, siguiendo el razonamiento anterior, llegaríamos a un
consumo específico de energía térmica de 518 Kcal/kg. De esta forma, con este valor de referencia, la
empresa podrá hacer un seguimiento semanal o mensual de su consumo de combustible o hasta proceder a
una comparación con competidores o socios.
Se podrán establecer otros índices, como el referido a la masa procesada de arcilla o a la producción final
menos las pérdidas, ya que todos ellos permitirán una lectura más analítica de la operación energética a lo
largo del tiempo.

ANEXO III. TABLA RESUMEN
HORNOS Caipira Paulistinha Abovedado Hoffman Cedan M. Móvil Túnel
Consumo Específico de leña (st/millar) 1,2 a 1,5 1,25 a 1,7 1,15 a 1,6 0,9 a 1,2 0,6 a 0,7 0,7 a 0,8 0,6 a 0,65
Consumo Específico inferior 795 583 536 418 409 397 341
de Energía (Kcal/kg) superior 1104 914 860 637 545 519 422
Capacidad promedio por quema millares 23 a 40 30 a 60 60 a 110 35/cámara 28/cámara 50 a 120 100 a 130
ton/día
Piezas de primera calidad % 20 a 40 50 a 70 60 a 80 90 90 90 95
Eficiencia Térmica promedio
(%) 27 35 38 50 54 56 66
Pérdidas de Producción promedio
(%) 10 a 20 5 a 8 2 a 5 < 2 < 2 < 1 < 1
Productos Te/La Te/La/Ba/LH Te/La/Ba Te/La/Ba/LH Te/La/Ba/LH Te/La/Ba/LH Te/La/Ba/LH
Recuperación de calor sí/no No Sí Sí Sí Sí Sí Sí
Emisión de partículas Mucho Poco Poco Muy Poco Muy Poco Muy Poco Muy Poco
Costo miles
USD 8.3 a 10 33 a 50 33 a 50 250 a 283 133 a 166 150 a 183 366 a 433

55
Caipira: Horno abierto de paredes fijas. Abovedado: Colmena
Te: Teja; La: Ladrillo; Ba: Baldosa; LH: Ladrillo hueco.
Tomando como base el poder calorífico para la leña de 3,65 Kcal/kg, una masa variable de 1 240 a 2 500 kg de productos cerámicos
por millar, admitiéndose la variabilidad del combustible biomasa entre 340 a 445 kg por tonelada y la premisa de que el calor útil para
la quema de 1,0 kg de material cerámico es de 250 Kcal, según las premisas para cada tipo de horno.