PROYECTO DE GRADO MODELAMIENTO DEL PROCESO DE …
129
1 PROYECTO DE GRADO MODELAMIENTO DEL PROCESO DE MANUFACTURA DE PIEZAS CON UN DORADO POR OXIDACIÓN TAIRONA MEDIANTE LA CARACTERIZACIÓN DE UNA PIEZA ARQUEOLÓGICA Y LA VERIFICACIÓN EXPERIMENTAL DE PARÁMETROS DE PROCESO JUAN DAVID BARBOSA RAMÍREZ UNIVERSIDAD DE LOS ANDES FACULTAD DE INGENIERÍA DEPARTAMENTO DE INGENIERÍA MECÁNICA Bogotá, D.C. Colombia Diciembre 2012
Transcript of PROYECTO DE GRADO MODELAMIENTO DEL PROCESO DE …

1
PROYECTO DE GRADO
MODELAMIENTO DEL PROCESO DE MANUFACTURA DE PIEZAS CON UN DORADO POR
OXIDACIÓN TAIRONA MEDIANTE LA CARACTERIZACIÓN DE UNA PIEZA ARQUEOLÓGICA Y LA
VERIFICACIÓN EXPERIMENTAL DE PARÁMETROS DE PROCESO
JUAN DAVID BARBOSA RAMÍREZ
UNIVERSIDAD DE LOS ANDES
FACULTAD DE INGENIERÍA
DEPARTAMENTO DE INGENIERÍA MECÁNICA
Bogotá, D.C. Colombia
Diciembre 2012

2
Asesor del Proyecto
Jairo Arturo Escobar Gutiérrez Profesor Asociado
Ingeniero Jairo A. Escobar. G Asesor Proyecto Intermedio Universidad de los Andes Departamento de Ingeniería Mecánica Apreciado Doctor: Someto a consideración de usted el proyecto de grado titulado CARACTERIZACIÓN Y REPLICACIÓN DE PIEZAS PRECOLOMBINAS CON RECUBRIMIENTOS DE DORADO POR OXIDACIÓN PARA TUMBAGAS DE COMPOSICIÓN TERNARIA. Cordialmente, Juan David Barbosa Ramírez [email protected] Código No. 200821492 C.C. 1.020.749.498
Nota de Aceptación
Jairo Arturo Escobar Gutiérrez Profesor Asociado
Asesor de Proyecto de Grado

3
Tabla de contenido Agradecimientos ................................................................................................................................. 5
Lista de Ilustraciones ........................................................................................................................... 7
Lista de Tablas ................................................................................................................................... 10
Lista de Gráficas ................................................................................................................................ 11
Lista de Ecuaciones ........................................................................................................................... 12
1. INTRODUCCIÓN ......................................................................................................................... 13
2. OBJETIVO GENERAL ................................................................................................................... 15
2.1. OBJETIVOS ESPECÍFICOS .................................................................................................... 15
3. MARCO TEÓRICO ....................................................................................................................... 16
3.1. ARQUEOMETALURGIA ....................................................................................................... 17
3.2. TÉCNICAS DE METALURGIA PRECOLOMBINA ................................................................... 18
3.2.1. FORMADO DE PIEZAS ................................................................................................ 18
3.2.2. ACABADOS SUPERFICIALES ....................................................................................... 20
3.3. TRABAJOS PREVIOS ........................................................................................................... 22
3.3.1. DENTRO DE LA UNIVERSIDAD DE LOS ANDES. .......................................................... 22
3.3.2. FUERA DE LA UNIVERSIDAD DE LOS ANDES. ............................................................. 23
3.4. MODELO EXPERIMENTAL DE OXIDACIÓN DEL COBRE ...................................................... 25
3.4.1. Introducción a la Oxidación del Cobre ...................................................................... 25
3.4.2. Modelos de Formación de Capas de Óxidos. ............................................................ 26
3.4.3. Relevancia del Modelo Parabólico en un Dorado por Oxidación. ............................. 28
3.4.4. Deducción Modelo Matemático de Crecimiento Parabólico .................................... 29
3.4.5. Otros Parámetros de Relevancia. .............................................................................. 32
3.5. TÉCNICAS DE CARACTERIZACIÓN ...................................................................................... 34
3.5.1. RUGOSIDAD SUPERFICIAL ......................................................................................... 34
3.5.2. FLUORESCENCIA DE RAYOS X (XRF) ........................................................................... 36
3.5.3. DIFRACCIÓN DE RAYOS X........................................................................................... 37
3.5.4. MICROSCOPÍA ÓPTICA .............................................................................................. 38
3.5.5. MICROSCOPÍA ELECTRÓNICA DE BARRIDO (MEB) .................................................... 39
4. METODOLOGÍA DEL PROYECTO ................................................................................................ 41
4.1. BLOQUES DEL PROYECTO .................................................................................................. 42

4
4.1.1. Caracterización Fragmento ....................................................................................... 42
4.1.2. Generación de Protocolos ......................................................................................... 42
4.1.3. Experimentación de Réplicas .................................................................................... 43
4.2. EQUIPOS ............................................................................................................................ 47
5. RESULTADOS Y ANÁLISIS ........................................................................................................... 52
5.1. CARACTERIZACIÓN FRAGMENTO TAIRONA ...................................................................... 53
5.1.1. RECIBO FT1 ................................................................................................................ 53
5.1.2. ANÁLISIS FÍSICO FT1 .................................................................................................. 58
5.1.3. SECCIONAMIENTO FT1 .............................................................................................. 64
5.1.4. ANÁLISIS METALOGRÁFICO FT1 ................................................................................ 64
5.1.5. OBSERVACIÓN SEM/EDS FT1 ..................................................................................... 73
5.1.6. ANÁLISIS FLUORESCENCIA DE RAYOS X (FRX) FT1..................................................... 83
5.1.7. ANÁLISIS DIFRACCIÓN DE RAYOS X (DRX) FT1 .......................................................... 84
5.2. REPLICACIÓN EXPERIMENTAL ........................................................................................... 89
5.2.1. Proceso Experimental................................................................................................ 89
5.2.2. Caracterizaciones Réplicas ........................................................................................ 93
6. CONCLUSIONES ....................................................................................................................... 111
7. BIBLIOGRAFÍA .......................................................................................................................... 112
8. ANEXOS ................................................................................................................................... 116
8.1. FORMATO ACTA DE RECIBO ............................................................................................ 116
8.2. FORMATO ACTA DE ENTREGA ......................................................................................... 118
8.3. FORMATO ANÁLISIS FÍSICO DE PIEZAS PRECOLOMBINAS .............................................. 120
8.4. FORMATO CUANTIFICACIÓN DE RUGOSIDAD: ................................................................ 123
8.5. FORMATO DIAGRAMACIÓN DE SECCIONAMIENTO ........................................................ 124

5
Agradecimientos Quiero agradecer a mis padres y a mi familia por haberme apoyado este tiempo de investigación
donde surgieron todo tipo de inconvenientes los cuales no habrían podido ser superados sin su
ayuda.
También agradezco a KatalinaVillabona por su apoyo y motivación incondicional a lo largo de este
proceso. Parte de lo que es este trabajo se lo debo a ella.
Agradezco inmensamente a Jairo Arturo Escobar, Diego Gomez y Nohora Bustamante cuya
experiencia y conocimiento profundo en el tema de ingeniería y arqueometalurgia guiaron y
facilitaron constantemente la investigación.
A Jimmy Niño y Carolina Triviño por su colaboración con los equipos y los laboratorios.
Por último agradezco inmensamente al Departamento Técnico Industrial del Banco de la República
los cuales permitieron el uso de material arqueológico para el enriquecimiento del Patrimonio
Nacional a través de su estudio.

6
A mi sobrino, Amaru.

7
Lista de Ilustraciones Ilustración 1. Procesos metalúrgicos necesarios para llegar a una pieza final. Imagen obtenida de
[13]. ................................................................................................................................................... 17
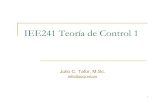
Ilustración 2. Esquema de un dorado por oxidación......................................................................... 21
Ilustración 3. Cadena de Manufactura Tairona Propuesta ............................................................... 24
Ilustración 4. Diagrama de Ellingham para la formación de Óxidos de Cobre[21]. .......................... 25
Ilustración 5. Modelos de Oxidación (L) Logarítmico, (P) Parabólico, (M) Parabólico Modificado y
(R) Rectilíneo[23]. .............................................................................................................................. 27
Ilustración 6. Temperatura de solidificación de Aleaciones de Au, Ag, Cu[24] En naranja se resalta
el rango de composiciones de aleaciones Tairona[2]. ...................................................................... 29
Ilustración 7. Relación Rugosidad Superficial para Procesos de Manufactura[10]. .......................... 35
Ilustración 8. Topografía filtrada paso a paso[27]. ........................................................................... 36
Ilustración 9. Metodología del Proyecto ........................................................................................... 41
Ilustración 10. Esquema de un dorado por oxidación....................................................................... 43
Ilustración 11. Metodología de Replicación ...................................................................................... 46
Ilustración 12. Lupa Estereoscópica .................................................................................................. 47
Ilustración 13. Cámara Digital Olympus DP-12 ................................................................................. 47
Ilustración 14. Microscopio Óptico Olympus BXiS ............................................................................ 47
Ilustración 15. Microscopio electrónico de Barrido JEOL modelo JSM 6490-LV ............................... 48
Ilustración 16. Rugosímetro Hommel Tester T1000 ......................................................................... 48
Ilustración 17. Difractómetro de Rayos-X Rigaku Ultima 3 ............................................................... 49
Ilustración 18. Espectrómetro de fluorescencia de rayos-X (por longitud de onda dispersiva) Rigaku
ZSXPrimus1 ........................................................................................................................................ 49
Ilustración 19. Prensa de Montajes Buehler Simplimet. ................................................................... 50
Ilustración 20. HandiMet® 2 Roll Grinder ......................................................................................... 50
Ilustración 21. Pulidora EcoMet MetaServ Buehler. ......................................................................... 51
Ilustración 22. UltraMet® Sonic Cleaner 2002 .................................................................................. 51
Ilustración 23. Mufla de Calentamiento Terrigeno ........................................................................... 51
Ilustración 24. Estructura de Caracterización con Protocolos Arqueometalúrgicos ........................ 52
Ilustración 25. Pieza Original Águila Tairona. .................................................................................... 54
Ilustración 26. Diagrama de Seccionamiento Águila Tairona. FT1 en el círculo rojo[3]. .................. 54
Ilustración 27. Composiciones Típicas Tairona reportadas por Lleraz en naranja[2] y del FT1
reportada por el DTI[3] en rojo. ........................................................................................................ 56
Ilustración 28. Balanza Analítica Ohaus ............................................................................................ 56
Ilustración 29. Almacenaje de FT1. Izquierda: Fragmento en agujero. Derecha: Soporte con Tapa.57
Ilustración 30. FT1 lado 1. ................................................................................................................. 58
Ilustración 31. FT1 lado 2 .................................................................................................................. 58
Ilustración 32. Diagramación de FT1. ................................................................................................ 58
Ilustración 33. FT1 vista transversal de lámina. ................................................................................ 59
Ilustración 34. Colores y Tonalidades FT1. a)Amarillo Quemado b)Amarillo Claro c)Zonas Oscuras
d) Porosidades ................................................................................................................................... 60
Ilustración 35. Aumento de Zonas Oscuras FT1. ............................................................................... 60

8
Ilustración 36. Porosidad superficial de zonas oscurecidas Microscopio óptico. ............................. 60
Ilustración 37. Borde Natural. Izquierda Lado 1 y Derecha Lado 2. .................................................. 61
Ilustración 38. Zona sin recubrimiento Lado 2. ................................................................................. 61
Ilustración 39. Desprendimiento de Recubrimiento del Lado 1 FT1. Izquierda a 60X y Derecha a
171X. .................................................................................................................................................. 62
Ilustración 40. Sentido de Recorrido Lt Rugosímetro. Izquierda Lado 1 y Derecha Lado 2 .............. 63
Ilustración 41. Diagrama de Seccionamiento FT1. ............................................................................ 64
Ilustración 42. Metalografía FT1-SEC.2 100x .................................................................................... 65
Ilustración 43. Zona Representativa FT1-SEC2. 200x ........................................................................ 66
Ilustración 44. Diagrama de Deterioro[36]. ...................................................................................... 66
Ilustración 45. Zona de estudio FT1-SEC 2. 500x .............................................................................. 66
Ilustración 46. Fases de Interés FT1-SEC 2. 500x. ............................................................................. 67
Ilustración 47. Recubrimiento FT1-SEC 2. 1000x .............................................................................. 68
Ilustración 48. FT1 200X atacado con solución de peróxido de hidrogeno amoniacal. ................... 69
Ilustración 49. FT1 500X atacado con solución de peróxido de hidrogeno amoniacal. Se muestra un
grano equiaxial con una macla de recristalización............................................................................ 70
Ilustración 50. Recubrimiento FT1 1000X atacado con solución de peróxido de hidrogeno
amoniacal. ......................................................................................................................................... 70
Ilustración 51. Observaciones de Grano FT1 1000X.......................................................................... 71
Ilustración 52. Contorno de Granos Analizados 1000X. .................................................................... 71
Ilustración 53. Sentidos de análisis composicional EDS .................................................................... 73
Ilustración 54. Sección sin Montar FT1 37.5X ................................................................................... 74
Ilustración 55. Imagen SEM FT1 25X ................................................................................................. 74
Ilustración 56. Derecha: Imagen SEM superficie recubrimiento FT1. Izquierda: Cavidades en
metalografía Transversal FT1. ........................................................................................................... 74
Ilustración 57. Imagen SEM zona sin recubrimiento. ........................................................................ 75
Ilustración 58. Imagen Zonas Mic. Optico/ SEM ............................................................................... 76
Ilustración 59. Zonas Diferenciadas Matriz Clara y Oscura. .............................................................. 76
Ilustración 60. Penetración aproximada del barrido composicional. ............................................... 78
Ilustración 61. Muestra de enriquecimientos hallados en el recubrimiento. ................................... 79
Ilustración 62. Imagen SEM recubrimiento. ...................................................................................... 80
Ilustración 63. Sentido de la prueba FRX sobre FT1. ......................................................................... 83
Ilustración 64. Penetración máxima de Rayo X sobre FT1. ............................................................... 85
Ilustración 65. Esquema de Incidencia de Rayos Rasantes. .............................................................. 85
Ilustración 66. Esquema de Incidencia Perpendicular a la lámina de Rayos X. ................................. 86
Ilustración 67. Esquema de Incidencia de Rayos X sobre la metalografía. ....................................... 87
Ilustración 68. Lingote 86%Cu, 12%Au, 2%Ag producto de la fundición. ......................................... 90
Ilustración 69. Lingote 62%Cu, 33%Au, 5% Ag limpiado. .................................................................. 90
Ilustración 70. Lingote 86%Cu, 12%Au, 2%Ag seccionado. ............................................................... 90
Ilustración 71. Prensa Hidraúlica. ...................................................................................................... 91
Ilustración 72. Esquema recalcado de muestra. ............................................................................... 91
Ilustración 73. Réplicas recalcadas (Arriba) con muestras fundidas (Abajo). ................................... 91

9
Ilustración 74. Oxidación muestras dentro de la mufla. ................................................................... 92
Ilustración 75. Óxidos descascarados de las muestras al aire. Izquierda: 86%Cu, 12%Au y 2%Ag.
Derecha: 62%Cu, 33%Au y 5%Ag ...................................................................................................... 92
Ilustración 76. Dorado obtenido 90min oxidación 86%Cu, 12%Au y 2%Ag. ..................................... 93
Ilustración 77. Dorados obtenidos a varios tiempos de oxidación 62%Cu, 33%Au y 5%Ag. ............ 93
Ilustración 78. Izquierda superior) Muestra oxidada. Derecha Superior) Granulo de Cobre puro.
Derecha inferior) Óxido descascarado. ............................................................................................. 94
Ilustración 79. Resultados DRX sobre óxidos descascarados. ........................................................... 95
Ilustración 80. Capa de óxido formada en Réplica de 10 min. de oxidación sin ataque. 1000X....... 95
Ilustración 81. Capa de dorado formado con 15 min. de oxidación bajo un ataque de cloruro
férrico. 1000X. ................................................................................................................................... 95
Ilustración 82. Observaciones aleación T30 sin ataque. ................................................................... 96
Ilustración 83. Dendrita dorada T30 atacada con cloruro férrico. .................................................... 96
Ilustración 84. Observación Panorámica Estructura T0. ................................................................. 102
Ilustración 85. Estructuras Identificadas en T0. .............................................................................. 102
Ilustración 86. Capa de óxido y dorado T0. ..................................................................................... 102
Ilustración 87. Línea de solidificación 64%Cu, 30%Au y 6%Ag........................................................ 104
Ilustración 88. Esquema medición de composición en recubrimientos en T6. .............................. 104
Ilustración 89. Metalografía 1000X FT1. ......................................................................................... 107
Ilustración 90. Posibilidades de proceso FT1. ................................................................................. 107
Ilustración 91. Granos Cristalizados FT1. ........................................................................................ 107
Ilustración 92. Estructura dendrítica FD. ......................................................................................... 108
Ilustración 93. Recubrimiento FD. ................................................................................................... 108
Ilustración 94. Flujo del Material FDL.............................................................................................. 108
Ilustración 95. Dendritas Direccionadas FDL. .................................................................................. 108
Ilustración 96. Recubrimiento FDL .................................................................................................. 109
Ilustración 97. Dorado homogéneo FLD.......................................................................................... 109
Ilustración 98. Recubrimiento FLD. ................................................................................................. 109

10
Lista de Tablas Tabla 1. Relación volumétrica de óxidos de cobre Vs. Cobre puros ................................................. 32
Tabla 2. Técnicas de Caracterización para Recubrimientos [5]. ........................................................ 34
Tabla 3. Comparación Microscopía Óptica y MEB. Obtenido de [29] ............................................... 39
Tabla 4. Técnica de caracterizaciónes propuestas. ........................................................................... 42
Tabla 5. Rotulado de Recibo FT1 ....................................................................................................... 53
Tabla 6. Recopilación de Característica de Colección Tairona realizada por Lleraz[2]. .................... 55
Tabla 7. Registro Fotográfico de Recibo. ........................................................................................... 57
Tabla 8. Espesores de Lámina FT1. .................................................................................................... 59
Tabla 9. Resultados rugosidad según cara. ....................................................................................... 63
Tabla 10. Resultado rugosidad general. ............................................................................................ 63
Tabla 11. Espesor de Recubrimiento M. Óptica. ............................................................................... 68
Tabla 12. Espesor de Recubrimiento Atacado M. Óptica. ................................................................. 71
Tabla 13. Composición EDS FT1 en zonas de observación sin montaje metalográfico. ................... 75
Tabla 14. Composición EDS de las Zonas Observadas FT1. ............................................................... 77
Tabla 15. Relación O/Cu óxidos de cobre. ........................................................................................ 78
Tabla 16. Resultados Composición barrido. ...................................................................................... 78
Tabla 17. Composición Superficial FT1 FRX. ...................................................................................... 84
Tabla 18. Penetración del Rayo FRX .................................................................................................. 84
Tabla 19. Fases de FT1 determinadas por FRX. ................................................................................. 88
Tabla 20. Resultados FRX Au 24K. ..................................................................................................... 89
Tabla 21. Resultado FRX Ag 1000. ..................................................................................................... 89
Tabla 22. Resultado FRX Cu Puro. ..................................................................................................... 89
Tabla 23. Composiciones de Aleación Base Determinadas. .............................................................. 89
Tabla 24. Datos de Recalcado. .......................................................................................................... 91
Tabla 25. Tiempos de oxidación por Aleación. .................................................................................. 92
Tabla 26. Espesor de Capa de Óxido Replicado ................................................................................ 96
Tabla 27. Espesor de Capa de Dorado Replicado .............................................................................. 96
Tabla 28. Parámetros de modelo de oxidación. ................................................................................ 98
Tabla 29. Parámetros de modelo de dorado. ................................................................................... 98
Tabla 30. Relaciones h/y de Réplicas. ............................................................................................. 100
Tabla 31. Composiciones EDS Estructuras Réplicas ........................................................................ 103
Tabla 32. Composición Recubrimientos. ......................................................................................... 105
Tabla 33. Energías de activación necesarias para la difusión[43]. .................................................. 105

11
Lista de Gráficas Gráfica 1. Rugosidad FT1 contrastada con proceso de manufactura industriales.[10]. ................... 64
Gráfica 2. Distribución de grano ASTM del FT1. ................................................................................ 72
Gráfica 3. Sobreposición Zonas FT1 (colores según Tabla 14) y Oro Aluvión Colombiano[3]. ......... 77
Gráfica 4. Barrido Composición Recubrimiento. ............................................................................... 80
Gráfica 5. Lineas - Barrido Composición Recubrimiento. .................................................................. 80
Gráfica 6. Composición normalizada del recubrimiento y la matriz dentro de Diagrama de fases
Au/Ag/Cu a 300:C con el color de la aleación*39+. ........................................................................... 81
Gráfica 7. Composición de cada una de las zonas y color de la aleación normalizada en el diagrama
Au/Ag/Cu a 300:C. ............................................................................................................................ 82
Gráfica 8. Barrido Composicional General FT1 con divisiones composicionales de cada una de las
zonas. ................................................................................................................................................ 82
Gráfica 9. Picos Según Fases Presentes en Recubrimiento a ángulo Rasante. ................................. 86
Gráfica 10. DRX perpendicular a la lámina. ....................................................................................... 87
Gráfica 11. Resultados DRX de sección transversal según las fases esperadas por composición EDS.
........................................................................................................................................................... 88
Gráfica 12. Datos Experimentales de Réplica ................................................................................... 97
Gráfica 13. Regresión Lineal de capa de Óxido. ................................................................................ 97
Gráfica 14. Regresión Lineal de capa de Dorado. ............................................................................. 98
Gráfica 15. Modelo de Formación de Capa de Óxido. ...................................................................... 98
Gráfica 16. Modelo de Formación de Capa de Dorado. .................................................................... 99
Gráfica 17. Modelos de Formado de Capa Replicada. ...................................................................... 99
Gráfica 18. Diagrama de Ellingham con oxidaciones del cobre y del carbono[21]. ........................ 101
Gráfica 19. Composición recubrimientos para varios tiempos de oxidación. ................................. 106
Gráfica 20. Rugosidades y Tolerancias Dimensionales para varios Proceso de Manufactura dentro
de la Industria[10]. .......................................................................................................................... 123

12
Lista de Ecuaciones Ecuación 1 ......................................................................................................................................... 26
Ecuación 2 ......................................................................................................................................... 26
Ecuación 3 ......................................................................................................................................... 27
Ecuación 4 ......................................................................................................................................... 27
Ecuación 5 ......................................................................................................................................... 28
Ecuación 6 ......................................................................................................................................... 28
Ecuación 7 ......................................................................................................................................... 29
Ecuación 8 ......................................................................................................................................... 30
Ecuación 9 ......................................................................................................................................... 30
Ecuación 10 ....................................................................................................................................... 30
Ecuación 11 ....................................................................................................................................... 30
Ecuación 12 ....................................................................................................................................... 30
Ecuación 13 ....................................................................................................................................... 30
Ecuación 14 ....................................................................................................................................... 30
Ecuación 15 ....................................................................................................................................... 31
Ecuación 16 ....................................................................................................................................... 31
Ecuación 17 ....................................................................................................................................... 31
Ecuación 18 ....................................................................................................................................... 31
Ecuación 19 ....................................................................................................................................... 31
Ecuación 20 ....................................................................................................................................... 32
Ecuación 21 ....................................................................................................................................... 38
Ecuación 22 ....................................................................................................................................... 94
Ecuación 23 ....................................................................................................................................... 94
Ecuación 24 ....................................................................................................................................... 97
Ecuación 25 ....................................................................................................................................... 97
Ecuación 26 ....................................................................................................................................... 99

13
1. INTRODUCCIÓN Actualmente, existen más de 35000[1][2] piezas metalúrgicas arqueológicas colombianas en
museos dentro y fuera del país. De esta cantidad de objetos, se han hecho 2750[3] estudios
metalúrgicos varios y tan sólo 162 publicaciones[3] por lo cual existen casi 32000 piezas de las
cuales no se conoce información metalúrgica que evidencie los procesos de manufactura típicos
de la región y cómo esta se relaciona con la vida cotidiana de las culturas.
Así, desentrañar este conocimiento metalúrgico y de la vida cotidiana se facilita al tener acceso a
los sitios arqueológicos donde se hacen los hallazgos de las piezas ya que estos objetos se
encuentran contextualizados. El caso colombiano presenta un reto arqueológico distinto debido a
que la huaquería elimina el contexto de los objetos. De este modo, a través de nuestra historia, la
mayoría de piezas que hacen parte de nuestros museos proviene del saqueo de entierros por
parte de terceros. Este botín posteriormente se vendía a los museos y otras entidades culturales.
Esta constante práctica de huaquería implica que se ha perdido el contexto de estos objetos y un
importante camino de acceder a la vida precolombina es a través del estudio formal de los
mismos.
Sólo a través del estudio metalúrgico sistemático de estos objetos desde la ciencia e ingeniería de
los materiales se podrá definir y entender los procesos necesarios para llegar a las características
específicas de la pieza. El entendimiento de las huellas dejadas sobre el objeto en el momento de
su creación permite poder definir los procesos de manufactura formalmente e identificar los
materiales específicos usados dentro de su contexto. Es así que la Ingeniería Mecánica brinda
herramientas de análisis para poder cuantificar y entender las huellas presentes producto de la
manufactura y el deterioro de la pieza. Por tal motivo, se busca desarrollar el estudio metalúrgico
sistemático de piezas desde un punto de vista ingenieril para empezar a inferir detalles acerca de
ámbitos varios de la vida precolombina que hicieron parte de la manufactura de estas piezas[4].
De este modo, hay que entender que dentro del territorio colombiano surgieron comunidades con
técnicas diferentes sobre sus procesos de manufactura por lo cual realmente no hay un contexto
generalizado. Por esto, realmente no existe homogeneidad respecto a las técnicas de orfebrería
precolombina del país evidenciado en la variedad de acabados, formas y piezas. Dada esta
inmensidad de posibilidades,se definió empezar por el estudio de una pieza parte de una colección
del Museo del Oro el cual posee 34213 piezas[1]. Sobre esta colección se tuvo en cuenta que cerca
del 30% de los objetos son Taironas[3] por lo cual es una población representativa de lo que
actualmente se tiene en el país. En este sentido se busca estudiar el proceso típico de orfebrería
Tairona llamado dorado por oxidación.
El estudio de este tipo de piezas arqueológicas implican un reto diferente a la caracterización
comúnmente realizada dentro de la industria dado que la pieza estudiada es un fragmento, sus
propiedades mecánicas son de metales blandos, presentan un estado de deterioro dada su
antigüedad y el valor como patrimonio cultural de cada una de las piezas no puede ser medido. De
este modo se espera el menor daño posible durante el estudio según su valor cultural. Por tal
motivo, es necesaria la generación de protocolos y metodologías para la caracterización de este

14
tipo objetos especiales para llevar a cabo un estudio riguroso cuyos resultados sean confiables y
repetibles. En este sentido la línea de arqueometalurgia en la Universidad de los Andes, busca
generar una escuela que estandarice el estudio de esta gran variedad de piezas arqueológicas de
manera científica. De este modo este trabajo aporta a esta línea la generación de protocolos
comprobados experimentalmente para el estudio de piezas con recubrimientos.
En primer lugar, el aporte de este trabajo radica en la generación de protocolos para la
caracterización de piezas arqueológica con el fin de que posteriormente se pueda aplicar no sólo a
la colección que tiene el Banco de la República sino a cualquier tipo de pieza arqueometálica que
se encuentre. Este entendimiento de los objetos que hacen parte de nuestro patrimonio busca
afianzar nuestra identidad cultural al revelar el valor cultural perdido de estos procesos
metalúrgicos precolombinos.
En segundo lugar se busca brindar una hipótesis de proceso a la orfebrería Taironaque sea
corroborada rigurosamente a partir de la caracterización realizada y del uso de modelos teóricos
en réplicas manufacturadas y estudiadas en el laboratorio. De este modo la hipótesis de
manufactura será soportada por herramientas de análisis teórico.

15
2. OBJETIVO GENERAL
Modelar el proceso de manufactura de piezasTaironascon un dorado por oxidación,mediante la
caracterización de un fragmento arqueológico, la generación de un modelo de oxidacióny la
verificación experimental sobre réplicas para los parámetros de proceso.
2.1. OBJETIVOS ESPECÍFICOS I. Generar protocolos de caracterización según la ASTM y la ASM[5] a partir de piezas
conocidas con el fin de estandarizar la metodología a seguir para una caracterización
arqueometalúrgica sistemática.
II. Caracterizar el recubrimiento de un fragmento Tairona que posea Dorado por Oxidación
de tal modo que se determine la composición del recubrimiento y la aleación base, la
composición de fases presentes y su distribución, el espesor del recubrimiento, el tamaño
de grano y su perfil superficial a través de métodos de análisis no destructivos
estandarizados por la ASM[5].
III. Proponer una metodología de replicación a partir de los datos obtenidos en la
caracterización previa, el proyecto de grado "Caracterización De Fragmentos De Pectorales
Precolombinos Hechos En Tumbaga Recubiertos Por Dorado Por Oxidación, Hallados En La
Vereda De Tajumbina Municipio De La Cruz (Nariño)"[6] y modelos ingenieriles de
oxidación del cobre a altas temperatura.
IV. Replicar el proceso de Dorado por Oxidación de manera cuantificada al determinar
variables de proceso tales como temperaturas y tiempos de exposición con base en la
caracterización previa según una aproximación analítica del proceso.
V. Caracterizar los recubrimientos replicados al determinar la composición elemental del
recubrimiento y la matriz, la composición de fases y su distribución, el espesor del
recubrimiento, tamaño de grano y sus imperfecciones superficiales a través de métodos
de análisis no destructivos estandarizados por la ASM[5].
VI. Generar una hipótesis de manufactura de un dorado por oxidación según el análisis de los
recubrimientos del fragmento Tairona caracterizado en el objetivo II y de las réplicas
manufacturadas en el objetivo IV teniendo en cuenta los modelos de oxidación
propuestos.

16
3. MARCO TEÓRICO
La diversidad cultural y tecnológica de los indígenas precolombinos se hace visible a lo largo de la
geografía americana. Acorde a esta idea, no todas las sociedades establecidas tenían el mismo
nivel de desarrollo tecnológico ni cultural de tal manera que existe una gama de complejidad
respecto a este ámbito. Dentro de esta catalogación típica tradicional, las culturas de mayor
estudio dado su grandeza fueron aquellos grupos centrados en la cordillera de los Andes y la zona
norte de Centro América; Incas, Mayas y Aztecas [7].
Dentro de la geografía Colombiana existieron igualmente una serie de culturas que sin la
necesidad de construir grandes edificaciones y ciudades poseían un alto desarrollo tecnológico en
el área metalúrgica[4]. De manera intuitiva, la capacidad de una cultura para manipular procesos y
materiales define en gran medida su desarrollo tecnológico. Así, al estudiar la cadena de
manufactura de un objeto se podrá entender parte del contexto en el cual fue creado [4]. De este
modo, la complejidad de la metalurgia desarrollada en la región que actualmente ocupa Colombia
puede brindar una idea de la complejidad cultural de sus habitantes prehispánicos.
Metalúrgicamente hablando es importante evidenciar el desarrollo paralelo que se dio entre
América y el resto del mundo. En Europa y Asia, las aleaciones de cobre como bronce o latón eran
conocidas y lo innovador tecnológicamente eran las aleaciones ferrosas. Típicamente todo este
desarrollo euroasiático buscaba el avance bélico por lo cual, al ver los materiales mencionados,
todos poseen propiedades mecánicas apreciables[8]. Por otro lado, en las Américas, las aleaciones
ferrosas eran de poco interés y el desarrollo metalúrgico se enfocaba en la simbología jerárquica y
religiosa[9]. Probablemente, la importancia de los objetos no radicaba en sus propiedades
mecánicas sino en su apariencia. De ahí la importancia del color y los acabados brillantes de las
piezas realizadas. Ante dicha intención, los metales predilectos de los indígenas precolombinos
fueron el cobre, la plata y el oro en forma de una aleación intencional denominada tumbaga. No
sólo por su apariencia, sino por su facilidad de encontrarlos en la naturaleza ya sea en aluvión de
río o minas superficiales[9].
Teniendo en cuenta la importancia de la apariencia del objeto es de esperar que existieran toda
una serie de procesos que buscan definir la imagen final del objeto. En este sentido era necesario
tener una noción de la composición de la materia prima, del correcto uso componentes químicos y
por último, del correcto ensamble de dicho conocimiento en un proceso viable[10]que resultara
en una pieza que refleja las intenciones del creador que van más allá del taller de orfebrería. Si se
analiza al ser humano como un todo, veremos que todas sus actividades están estrechamente
ligadas según varios aspectos de vida. En este sentido, ámbitos de la vida diaria como jerarquías,
religión, orfebrería y metalurgia iban ligadas[11] de tal manera que serían reflejadas en la
intencionalidad del orfebre al buscar un proceso adecuado para su pieza.
Entre varios de los procesos metalúrgicos, existe uno particular llamado dorado oxidación en el
cual se remueve el cobre de la superficie de tal manera que brinda un acabado de color oro o plata
con matriz de alto contenido cobre[12]. De acuerdo a estudios e hipótesis previas se ha formulado

17
que para lograr este acabado, era necesario llevar la pieza a altas temperaturas, deformarla
plásticamente y remover los óxidos superficiales aplicando sustancias específicas con el fin de
revelar enriquecer la superficie en oro. Particularmente es un proceso que se explicará con detalle
más adelante pero cabe aclarar que los indígenas invertían tanto tiempocomo materiales para
darle este acabado final a su pieza. Así, se evidencia la importancia que le daban a estas piezas
cuyo valor se salía del ámbito metalúrgico y entraba en temas religiosos y políticos entre otros.
3.1. ARQUEOMETALURGIA La arqueometalurgia se entiende como el proceso del estudio arqueológico de los procesos de
metalurgia necesarios para la obtención de las piezas por parte de culturas indígenas. Hay que
tener en cuenta que este proceso de manufactura abarca todos los pasos que van desde la
extracción del mineral, el refinamiento del mismo, las escorias generadas, los métodos de
procesamiento, los procesos de acabado y hasta el proceso de intercambio hasta llegar a su
destino final. Todo este proceso es lo que Hauptmann denomina como una cadena
metalúrgica[13]. Por tal motivo, la arqueometalurgia busca obtener detalles e información
relevante sobre esta cadena a partir de las piezas que se obtienen en las excavaciones
arqueológicas.
Ilustración 1. Procesos metalúrgicos necesarios para llegar a una pieza final. Imagen obtenida de [13].
Con la información obtenida sobre las piezas y la cadena metalúrgica se pueden responder
preguntas varias entre otras como:
La reconstrucción tecnológica del proceso para producir la pieza final.
Origen y tipo de materias primas usadas en las piezas y por consiguiente las posibles rutas
de comercio.
El impacto económico de este intercambio metalúrgico entre regiones
La organización espacial y social en el proceso de producción de piezas metálicas
La evaluación de otras fuentes necesarias para el proceso tales como combustibles y
químicos secundarios.

18
De este modo existen casos típicos donde se analiza la composición del objeto y se hacen
relaciones entre elementos para determinar lugares de explotación de materia prima que
concuerden con estas mismas relaciones. Así, se definen los posibles sitios de explotación minera
mediante el análisis de una pieza. En Colombia, dicho análisis puede ser hecho al observar el oro y
la plata de aluvión y la relación de estos dos metales en las piezas de orfebrería.
A través de este análisis de la cadena metalúrgica se pueden empezar de responder preguntas
sobre la complejidad de la sociedad que trabajaba las piezas[4] y darle un mayor valor al trabajo
que realizaban nuestros antepasados precolombinos.
3.2. TÉCNICAS DE METALURGIA PRECOLOMBINA Dado que en Colombia y en América existieron varias culturas precolombinas[7], existieron todo
tipo de procesos de formado y acabado de piezas con el fin de lograr las geometrías y acabados
propuestos por los artesanos. De este modo cada cultura desarrolló técnicas propias
características del proceso que empleaban y del tipo de piezas que lograban[3]. Dichas técnicas se
podrían dividir en los procesos necesarios para obtener la geometría y en los procesos de acabado
que le daban las propiedades superficiales a la pieza.
3.2.1. FORMADO DE PIEZAS
Todo este conjunto de procesos hacen referencia a los métodos utilizados por varias culturas
precolombinas para generar geometrías y formas que dieron lugar a las piezas finales.
3.2.1.1. Laminado y Repujado
Lo que se denomina como laminado precolombino consistía en golpear sobre una superficie
rocosa de buen acabo una pieza de metal para reducir su espesor hasta llegar a una lámina
delgada. Este proceso difiere de lo que actualmente se conoce como laminado donde se busca
reducir el espesor de la pieza mediante el paso de la pieza a través de unos rodillos. De manera
más moderna, este proceso se catalogaría como una forja abierta por impacto selectivo. En este
sentido, el orfebre golpeaba reiteradamente la pieza reduciendo su espesor de tal manera que
poco a poco se llega a la geometría seleccionada. Es importante recalcar que este proceso
depende en gran parte de la experiencia del artesano para golpear la pieza sin romperla ni
agrietarla debido al endurecimiento del material por deformación plástica. Para esto, era
necesario el uso de constantes calentamientos y recocidos para recuperar las propiedades del
material y poder seguir deformando. Ya que la geometría final típicamente era una lámina, el
proceso se conoce como laminado.
Respecto a las herramientas, el desconocimiento de aleaciones ferrosas como material de
herramienta los obligaba a usar martillos y yunques de rocas duras[12].
Un sub-proceso de esta forja abierta ampliamente usado en la metalurgia precolombina era el
repujado. Dicho proceso se usa para darle relieve y los acabados finales a una lámina. Para esto se
usa un cincel fino con el cual se golpea la lámina de manera seleccionada para ir resaltando una
figura. Al final se obtiene una pieza decorada con un relieve hecho en la misma lámina. Es evidente

19
que este proceso hace parte del acabado geométrico de la pieza debido a que permite generar el
detalle deseado por el artesano[12].
3.2.1.2. Fundición en Cera Perdida
La fundición por cera perdida fue un proceso orfebre usado por varias culturas entre ellas la
cultura Muisca en la realización de la balsa de ElDorado[14]. Este proceso se caracteriza por la
generación de detalles muy finos y buenos acabados dado el proceso mismo.
En primer lugar, se creaba un modelo a partir de cera de abejas con todo el detalle que se
deseaba. Dadas las propiedades de la cera, la labor de modelado se facilitaba para generar
geometrías detalladas y complejas que no se podían obtener mediante otros métodos.
Posteriormente, se recubría el modelo en arcilla suave para obtener el negativo de la geometría.
En este punto es de suma importancia tener al menos un canal de alimentación y respiraderos que
permitanel flujo del material fundido al molde. A continuación se calentaba el montaje para
evacuar el centro de cera a través de un canal al estar en estado fundido[10]. Finalmente se ha
llegado a un molde cerámico que posee el negativo detallado de la pieza modelada en cera por lo
cual se podía verter una aleación de tumbaga fundida dentro del molde y obtener una geometría
idéntica. Para retirar la pieza es necesario romper el molde exterior de tal manera que era
necesario crear un molde por cada pieza[12].
3.2.1.3. Uniones Mecánicas y Soldaduras.
Dentro de la orfebrería precolombina es muy común hallar objetos compuestos por varias piezas
creadas por aparte de tal manera que fueron necesarios métodos de unión. Entre ellos se ven
procesos de ensamblado mecánico mediante dobleces, grapas y adhesivos naturales los cuales
hacen evidente la silueta de las piezas unidas[9]. Por este motivo, existe un método más refinado
en el cual dicha diferencia llega a ser imperceptible, la soldadura. En este proceso se golpean las
piezas de manera conjunta a temperaturas elevadas de tal manera que existe un proceso difusivo
de material entre pieza y pieza. A excepción de la necesidad del martillado, el proceso se asemeja
a lo que actualmente se conoce como soldadura autógena en la cual se sobreponen las piezas en
la posición deseada y calienta hasta fundir la zona de contacto y así llegar a una pieza
continua[12].
Otra variante de uniones se ve en la filigrana. Este es un proceso en el cual se usan delgados hilos
de plata u oro para delinear una forma. Se requiere de gran habilidad y paciencia para doblar
dichos hilos en su posición final. Cuando se tiene esta forma final se los fija mediante algún tipo de
unión como adhesivos o soldaduras.
3.2.1.4. Cortes
Otra forma típicamente usada para manufacturar piezas de joyería era la remoción de material de
forma directa mediante cortes. Las piezas que se trabajaban eran típicamente láminas cuya forma
final se obtenía al ser cortadas haciendo uso de cinceles y filos agudos. De este modo, el orfebre
atravesaba por completo la lámina siguiendo un perfil previamente trazado de tal manera que
obtenía una silueta hecha en lámina[12].

20
3.2.2. ACABADOS SUPERFICIALES
Debido a la importancia de la apariencia de los objetos simbólicos, el acabado final de la pieza es
lo que verdaderamente le daba valor como objeto. En este sentido surge la posibilidad de tener
objetos con características pobres en su núcleo pero con superficies finas. Por tal motivo los
orfebres precolombinos preferían trabajar materiales de buenas propiedades para la manufactura
de la geometría y sólo hasta el final generaban una superficie sobre el mismo objeto que simula un
objeto volumétricamente hecho de materiales más complicados de trabajar.
3.2.2.1. Dorado y Plateado por Adición de Material
Los procesos de revestimiento consistían en tener piezas de un material definido y a través de
algún proceso poder fijar otro material a la superficie del mismo. En este caso los metales de
revestimiento eran plata y oro de alta pureza.
3.2.2.1.1. Revestimiento Por Reemplazo Químico
En este proceso se requiere de una solución electrolítica en la cual existieran iones de oro o plata
difundidos. Paso a seguir se introduce la pieza a tratar en el baño electrolítico y se calienta la
solución. Ya que existen diferencias iónicas entre la pieza que se considera el terminal negativo y
la solución como terminal positivo, los iones de oro o plata se adhieren a la superficie del objeto.
Como resultado, se llega a una pieza de núcleo en cobre u otro material de poco valor y un
revestimiento delgado de oro o plata. Dicho proceso resulta con recubrimientos de 0.5μm a 2μm
en estudios sobre piezas de la cultura Mochica en Loma Negra[15].
3.2.2.1.2. Enchapado
En este proceso el material agregar está en forma de una lámina de oro de alta pureza y espesor
delgado. Dicha pieza se sitúa sobre la geometría a recubrir y se procede a deformar la lámina de
tal manera que adquiera la forma de la matriz. En los casos de que la matriz fuese de materiales
no metálicos como conchas y huesos entre otras, la adhesión depende de pegantes naturales que
fijen los materiales entre sí. Además, se evita martillar la lámina ya que se puede dañar la matriz
del objeto. Por otro lado, si la matriz es metálica, se pueden llevar a cabo procesos de martillado
en caliente de tal manera que se promueva el fenómeno de difusión entre la lámina y la matriz.
Dicha adhesión se podía mejorar entre materiales con contenido de oro al usar sales de cobre. El
cobre de las sales reacciona con el oro de la lámina al ser calentado de tal modo que la fijación se
la lámina a la matriz se aumenta[12].
3.2.2.1.3. Recubrimiento con Fusión
Similar un proceso de pintado actual, ésta técnica se caracteriza en usar material en estado líquido
para recubrir una geometría que posteriormente se trabajará. Cuando se solidifica el
revestimiento, se obtiene una capa de oro o plata sobre la matriz de menor valor[16]. El espesor
de recubrimiento de este tipo de técnica puede variar significativamente entre zonas de la pieza
alcanzando con valores de hasta 120μm. Además, brinda la posibilidad de recubrir zonas
seleccionadas de la pieza

21
A diferencia de las pinturas actuales cuya fluidez depende de solventes, la fluidez del oro y la plata
se obtiene a través de la fusión del material en hornos. Con el material fundido se podía aplicar el
revestimiento ya sea por inmersión del objeto en la fundición o usando herramientas
especializadas para aplicar la fundición de manera seleccionada[6].
3.2.2.2. Dorado y Plateado por Remoción de Material.
A diferencia de los procesos anteriores donde el material de la matriz podía ser no metálico sobre
el cual se fijaba material en su superficie, el dorado y plateado por remoción de material es un
proceso que sólo se puede realizar en matrices de aleaciones de tumbaga o matrices de plata-
cobre ya que se requiere de la existencia de oro o plata en la matriz misma del objeto para ser
posteriormente expuesto.
Debido a que es un proceso que se aplica a una aleación de cobre, plata y oro, el color de la matriz
misma depende de la cantidad de cada uno de estos metales. Si tenemos en cuenta que el dorado
indica una mayor cantidad de oro, los colores plateados indican mayor cantidad de plata y los
colores rojizos indica mayores cantidades de cobre, si se logra variar la composición de metal
superficial se varía directamente el color superficial de la pieza.
El dorado por remoción busca variar la composición superficial mediante un ataque químico
seleccionado. Para realizar este ataque se han encontrado que existen varias alternativas usadas
por los indígenas. La primera de ellas era la técnica denominada por los arqueólogos como Mise en
Couleur en el cual el objeto es calentado en el fuego permitiendo la formación de óxidos de cobre.
Esta capa de óxidos era limpiada con los líquidos provenientes de una planta oxalis. El hecho de
que el resto de la aleación de plata y oro no sufre cambios hace que la superficie se empobrezca
en cobre para dejar una aleación más rica en oro y plata. Cada vez que se realizaba este proceso se
revelaba aumenta el espesor de zona enriquecida dado que se oxida cada vez más cobre
superficial. La remoción de cobre se debe a que los óxidos formados son solubles en los iones de la
solución y algunos reaccionan con el ácido oxálico que poseía la planta. El limpiado remueve este
óxido de cobre y revela el recubrimiento de oro. Dicho proceso se repetía una y otra vez hasta
obtener espesores y acabados que fueran suficientes para darle el color esperado a la pieza. Una
alternativa química de este proceso pudo haber sido el uso de carbonato de amonio y orina con el
fin de remover el óxido de cobre. Tras eliminar el cobre de la superficie, la rugosidad superficial
del mismo aumenta debido a que quedan espacios libres que dejaron los óxidos de cobre de tal
manera que se bruñía para dale lustre a la pieza[17].
Ilustración 2. Esquema de un dorado por oxidación.
El proceso de Mise en Couleur es un proceso que sirve tan sólo para remover el cobre de la
aleación ternaria de tumbaga. Por tal motivo, si la cantidad de plata de la aleación era muy alta, el

22
proceso tendería a un color blanco y no dorado ya que la superficie sería rica tanto en plata como
oro. Debido a esta dificultad, existe un proceso alternativo de cementación[18] que remueve el
cobre y la plata superficial conjuntamente.
En este proceso se pone la pieza en un crisol y se lo recubre con una mezcla de alumbre, sal
marina (cloruro de sodio) y polvo de ladrillo[17]. Adicionalmente se calienta la mezcla y se espera
a que reaccione con la pieza. El principio de la reacción se centra en la producción inicial de
cloruro de plata y cloruro de cobre que son absorbidos por el polvo de ladrillo. Variaciones en este
proceso de cementación incluyen el uso de cloruro de amonio, nitrato de potasio, sulfatos de
cobre y hierro, vinagre y orina. Tras la reacción se vuelve a limpiar la superficie y se la bruñe para
darle un mayor lustre[17].
Una variación importante del proceso de cementación es el uso de pastas de alumbre, sulfato de
hierro y sal. Las piezas se recubrían con dicha pasta que reaccionaban durante unos 10 días,
periodo tras el cual queda una superficie esponjosa de oro. Para aumentar el lustre de esta
superficie altamente rugosa, se calienta la pieza y se compacta el recubrimiento en una superficie
de mayor lustre[17].
La importancia de estas dos últimas variaciones de dorado es que reducen tanto la plata como el
cobre superficial dejando una simple capa de oro que brinda el color dorado característico de la
joyería precolombina.
Es importante tener en cuenta que al remover cada uno de los materiales se genera una capa con
una composición específica. De este modo al remover el cobre, se formó una capa de plata y oro
mientras se mantiene una matriz de la composición inicial.
Un segundo punto a aclarar es que los acabados superficiales obtenidos mediante este proceso no
son muy buenos ya que el material removido deja sus espacios ocupados aumentados la
rugosidad. Por este motivo, aunque se logra el color deseado de la pieza, es necesario un paso
final de bruñido que le dé el lustre final al objeto.
3.3. TRABAJOS PREVIOS
3.3.1. DENTRO DE LA UNIVERSIDAD DE LOS ANDES.
La Universidad de los Andes incursionó en este campo arqueológico-ingenieril en los últimos tres
años por lo cual los trabajos realizados en el área son sumamente recientes.
La primera tesis de pregrado consultada fue la realizada por Edna Viviana Pulido Franco en el 2009
donde replica piezas plateadas de aleaciones binarias de plata y cobre con composiciones similares
a las encontradas en la cultura Nariño. En dicha tesis existe una fase de replicación del proceso de
plateado seguido de una posterior caracterización de los resultados obtenidos en el recubrimiento
superficial. La importancia de esta tesis en la propuesta de trabajo es la forma en que replica y
caracteriza los recubrimientos para la cultura Nariño. A pesar de que el trabajo realizado por ella
se basa en una aleación binaria, parte del proceso de plateado puede servir para realizar un

23
dorado o plateado en una aleación ternaria. Lo segundo importante es la caracterización que
realiza sobre el recubrimiento. En ella plantea la caracterización de varias propiedades del
recubrimiento tales como composición, distribución de fases, morfologías y porosidades de la
superficie por medio de XRF, SEM, TEM, difracción de rayos X y varias microscopías[6].
Durante el mismo año, 2009, Diego Javier Gómez Gutiérrez presenta su tesis de grado aspirando al
título de maestría en mecánica. El tema principal de su proyecto de grado era la caracterización de
los recubrimientos de fragmentos provenientes de un pectoral de la cultura Nariño hallado ese
mismo año. El desarrollo de protocolos de caracterización de las piezas de manera no destructiva
hace parte de su objetivo principal. De este modo realiza la caracterización mediante XRF,
Difracción de rayos X y SEM. Más allá de esto, es sumamente valiosa la su experiencia al analizar
los datos sobre su significado. De la misma forma que la tesis de Edna Viviana, dado que las
muestras provienen de la cultura Nariño, la aleación estudiada es binaria de plata y cobre[19].
Actualmente Nohora Bustamante Salazar realiza su trabajo de doctorado en el área de materiales
enfocada hacia la arqueometalurgia precolombina en el territorio de Tumaco la Tolitá donde se
evidencia el uso de platino y procesos de sinterizado necesarios para la manipulación de este
material.
3.3.2. FUERA DE LA UNIVERSIDAD DE LOS ANDES.
Otro autor que aborda el tema de es HeatherLetchman la cual intenta determinar las técnicas de
dorado en el Perú precolombino en la región de Loma Negra [15]. A pesar de que sus resultados
apuntan a que la cultura estudiada usada deposición electrolítica, Heather brinda información
sobre las composiciones ternarias estudiadas al igual que sobre otros procesos de dorado como el
de inmersión o por oxidación[15][20].
D. A. Scott realizó en 1986 un estudio sobre piezas halladas en el sur de Colombia y el norte de
Ecuador. Tras realizar la caracterización del recubrimiento de las piezas llega a la conclusión de
que el recubrimiento se realizó por métodos de recubrimiento con fusiones ricas en oro. Lo valioso
de este trabajo para el proyecto propuesto es la caracterización que Scott realiza a los
recubrimientos de manera cuantitativa respecto a espesores y composición. A partir de esto,
puede llegar a la conclusión de que el dorado no fue realizado por oxidación sino por métodos de
fusión[16]. Además de esto, es importante conocer la aproximación que tuvo Scott para la
caracterización de las piezas.
Lleraz ha llegado a resumir todo este proceso de dorado por oxidación en la siguiente cadena de
manufactura (Ilustración 3)[2] a partir de un estudio previo sobre 23 piezas Tairona en forma de
águilas las cuales son de interés al proyecto dado que se caracterizará un fragmento de una de
estas piezas. Debido a los previos análisis realizados se propuso la cadena de manufactura
requerida para llevar a cabo estas piezas.

24
Ilustración 3. Cadena de Manufactura Tairona Propuesta
UNIÓN
Soldaduras Ensambles Mecánicos
DECORACIÓN
Repujado Rayado Superposición
CONFORMACIÓN
Laminación, formado de alambres. Cortes Dorado por Oxidación
FUNDICIÓN
Formación de la aleación de trabajo a través de Oro de aluvión con rastros de Plata aleado con Cobre.

25
3.4. MODELO EXPERIMENTAL DE OXIDACIÓN DEL COBRE Debido a que el dorado por oxidación requiere de una oxidación del cobre que posteriormente
será removido químicamente, es importante conocer a nivel ingenieril/experimental este
fenómeno.
Los procesos de oxidación en objetos no sólo están controlados por la reacción química que se
lleva a cabo entre el metal y el oxígeno sino también por la formación y crecimiento de la capa de
óxido superficial que bloquea el paso de oxígeno hacia adentro o metal hacia afuera con el fin de
continuar la reacción. Un segundo factor a tener en cuenta es la necesidad de una fuerza motriz
que facilite el transporte de material hacia el exterior de la pieza. Al tener en cuenta estos dos
parámetros surgen varios modelos sobre la forma en que un metal se oxidará dependiendo de las
temperaturas, el metal mismo y la presión del gas. Por tal motivo, se abordarán los siguientes
temas haciendo énfasis en los fenómenos del cobre:
Modelos de Formación de Capas de Óxidos.
Parámetros importantes al definir un modelo de oxidación.
Oxidación en Aleaciones
Deducción Modelo Matemático Parabólico
3.4.1. Introducción a la Oxidación del Cobre
Antes de avanzar se ha de describir brevemente el proceso de oxidación del cobre. Actualmente se
conocen dos tipos de óxido de cobre que se forman durante la exposición del cobre al oxígeno en
un ambiente gaseoso, el óxido cuproso (Cu2O) u óxido de cobre (I) de color rojizo o amarillento y el
óxido cúprico (CuO) u óxido de cobre (II) de color negro. Si vemos dichos óxidos en el diagrama de
Ellingham[21] veremos que la formación de óxido cuproso será favorecida sobre la formación del
óxido cúprico debido a que tiene la menor energía libre de Gibs.
Ilustración 4. Diagrama de Ellingham para la formación de Óxidos de Cobre[21].

26
Si bien ambas reacciones son viables, el diagrama de Ellingham indica que las reacciones más
favorecidas son las de mayor valor negativo y sus compuestos resultantes serán de mayor
estabilidad. Ahora bien, al ubicar el óxido cuproso vemos que sin importar la temperatura será el
más favorecido sobre el cúprico. Aunque haya una reacción preferencial del cobre, al oxidar cobre
en nuestra atmósfera a altas temperaturas (debajo de 1025°C) se forma una capa interna de óxido
cuproso y una delgada capa externa de óxido cúprico[22]. Esto ocurre debido a que la atmósfera
circundante es infinitamente rica en oxígeno comparado con la muestra limitada de cobre. Por
este mismo motivo es que surge una delgada capa exterior de óxido cúprico en la zona exterior de
óxidos.
Reacciones de Oxidación:
4 Cu + O2 → 2 Cu2O (óxido cuproso)
Ecuación 1
2 Cu + O2 → 2 CuO (óxido cúprico)
Ecuación 2
3.4.2. Modelos de Formación de Capas de Óxidos.
Existen tres tipos de modelos de oxidación que dependen de las condiciones de temperatura y
presión ambiental de la oxidación[23]. Estas serían los modelos logarítmicos acordes a
temperaturas y presiones ambientales en los cuales las condiciones de difusión son mínimas, los
modelos parabólicos acordes a altas temperaturas donde los procesos de difusión son relevantes y
los modelos rectilíneos adecuados para muy altas temperaturas y bajas concentraciones de
oxígeno. Esta última condición puede llegar a ser relevante en hornos sellados al ambiente
exterior.
3.4.2.1. Modelo Logarítmico de Bajas Temperaturas.
El modelo logarítmico es adecuado en temperatura ambiental donde el fenómeno de difusión no
es relevante. El fenómeno de oxidación a estas temperaturas se explica como una rápida oxidación
de la capa metálica exterior. Al formarse este recubrimiento de tan sólo unos angstrons[23], el
proceso de oxidación reduce su velocidad debido a que se han oxidado todos los átomos de cobre
superficiales y no existe un proceso de difusión considerable que permita un flujo de cationes
metálicos hacia la superficie o aniones de oxígeno hacia el interior. Si bien existirá difusión de
átomos según el potencial químico existente, la baja temperatura hace que la velocidad de
difusión sea tan baja en este punto que ingenierilmente el proceso de oxidación ha terminado y el
espesor de capa se estancó. Dicho comportamiento se modela a través del uso de logaritmos y
exponenciales que no se desarrollarán a fondo debido a que no es un modelo relevante a este
proyecto.

27
Ilustración 5. Modelos de Oxidación (L) Logarítmico, (P) Parabólico, (M) Parabólico Modificado y (R) Rectilíneo[23].
3.4.2.2. Modelo Parabólico de Altas Temperaturas.
El modelo parabólico sirve para temperaturas donde el proceso de difusión se vuelve relevante y
existe una difusión de átomos considerable de tal modo que el proceso de oxidación se mantiene.
Es importante recalcar que existe un rápido proceso de oxidación al principio y que del mismo
modo la capa de óxido obstaculizará la difusión de átomos. Si bien existe este fenómeno de
recubrimiento, las altas temperaturas sumadas al potencial químico fomentan un proceso de
difusión relevante para la continuación de la reacción de oxidación. Por este motivo la oxidación
no se estanca en un tiempo y se logran mayores espesores (Ilustración 5).
Al tener en cuenta este fenómeno, es de esperarse que el crecimiento del recubrimiento de óxido
será inverso a la profundidad del mismo[23]. Si se toma el espesor de la capa de óxido como y, t el
tiempo de oxidación y k y k´ como constantes dependientes de la temperatura e independientes
del tiempo, la expresión matemática es la Ecuación 3.
Ecuación 3
Al realizar la integración debida se llega a la Ecuación 4:
Ecuación 4
Esta ecuación describirá el crecimiento del perfil parabólico de oxidación de la manera más
sencilla. Dicho perfil puede ser modificado según las constantes que dependerán del material
oxidado y su temperatura además de modelos que refinan el comportamiento según la
observación experimental a un modelo de parábola modificada (Ilustración 5) el cual supone una
Esp
eso
r de
cap
a d
e ó
xid
o.
Tiempo de oxidación.

28
oxidación linear en tiempos iniciales y posteriormente se convierte en un comportamiento
parabólico.
La deducción matemática de este fenómeno se realizará en la sección de Deducción Modelo
Matemático de Crecimiento Parabólico en el cual se aborda el significado de estas constantes k y
k´ en esta aproximación.
3.4.2.3. Modelo Rectilíneo de Altas Temperaturas.
El modelo rectilíneo se usa en ambientes de muy altas temperatura con contenido muy bajo de
oxígeno o sustancias que se oxidan muy poco. De este modo, puede que la temperatura permita
procesos de difusión muy rápidos pero la baja cantidad de oxígeno circundante implica una tasa
de renovación muy baja. En pocas palabras, la tasa a la que el oxígeno se renueva es mucho menor
que la tasa a la cual la capa de óxido crece. En este sentido, la tasa de renovación de oxígeno en la
superficie es la que toma control del fenómeno[23].
De manera matemática se puede ver que la tasa de crecimiento del recubrimiento es proporcional
a la tasa de renovación del oxígeno en la superficie. Como esta tasa es constante, el crecimiento
del recubrimiento se dará de manera constante. Matemáticamente se expresa de en la Ecuación
5donde y es el espesor de recubrimiento, t el tiempo de oxidación y k y k´ constantes
dependientes de la temperatura y presión e independientes del tiempo[23]:
Ecuación 5
De la integración adecuada se obtiene la Ecuación 6.
Ecuación 6
3.4.3. Relevancia del Modelo Parabólico en un Dorado por Oxidación.
De los tres modelos descritos anteriormente se hará énfasis en el modelo parabólico debido a que
a través de varias observaciones[23][22] se ha determinado que la oxidación del cobre se da de
esta forma. Si se considera el caso de un dorado por oxidación donde se manejan altas
temperaturas producidas por un fuego (mayores a 500°C) lo cual nos pone en un rango de mínimo
el 50% de la temperatura de fusión del metal para el rango de composición Tairona[2] (Ilustración
6). En esta ilustración se muestra que para todas las composiciones Taironas una temperatura de
un fuego estará siempre por encima de 0.4 la temperatura de fusión. En estas temperaturas los
procesos de difusión se vuelven relevantes en la formación de la capa de óxido superficial.

29
Ilustración 6. Temperatura de solidificación de Aleaciones de Au, Ag, Cu[24] En naranja se resalta el rango de composiciones de aleaciones Tairona[2].
Si bien el modelo de oxidación propuesto analiza el espesor de la capa de óxido formada, el
recubrimiento Tairona será formado al removerlo y exponer la capa de metales nobles que no se
oxidaron. Al tener en cuenta que la capa de óxido crece alrededor de un sustrato sin oxidar de Oro
y Plata, al remover el óxido se estará revelando una capa de metales nobles del mismo espesor
oxidado. Es por esto que se espera poder predecir el espesor de capa de Au y Ag formados al
limpiar de óxidos previamente a cualquier otro tratamiento en el acabado de la superficie. Esta
capa de Au y Ag en la superficie sería una especie de negativo del óxido formado. Dicha predicción
dependerá de las constantes k y k´ nombradas anteriormente.
3.4.4. Deducción Modelo Matemático de Crecimiento Parabólico
La deducción del modelo matemático para un crecimiento parabólico de la capa de óxido se basa
en la probabilidad de que un ion salte a la vacancia más cercana según su energía de
activación[23]. De este modo la primera aproximación que se hace es definir dicha probabilidad en
cualquier dirección sin tener en cuenta un gradiente de concentración (Wa es la energía de
activación, k la constante de Boltzman y T la temperatura):
Ecuación 7

30
Al haber definido esto, se introduce un potencial químico donde la probabilidad de salto aumenta
en una dirección mientras que disminuye en la dirección opuesta.
En una dirección aumenta.
Ecuación 8
En la dirección opuesta disminuye.
Ecuación 9
Al tomar dicha probabilidad:
Ecuación 10
Por motivos de simplificación se realizan los siguientes reemplazos.
Ecuación 11
Ecuación 12
Con dichas simplificaciones se puede tomar que la tasa de crecimiento será proporcional a esta
probabilidad de movimiento entre las vacancias:
Ecuación 13
Ahora bien, se expanden en series de Taylor los exponenciales quedando la siguiente expresión:
Ecuación 14

31
Cuando el espesor ha crecido un poco se podrá ver que la mayoría de potencias mayores o iguales
a 3 son despreciables por lo cual la expresión resultante es:
Ecuación 15
Si se reorganiza la expresión y se integra:
Ecuación 16
Ecuación 17
Con dicha expresión es de esperar que K3 sea la constante de la tasa de crecimiento de la capa de
óxido y K4 sea una constante sobre las condiciones iniciales de la capa. Dado que en el momento
inicial la aleación no está oxidada y su espesor es cero, la constante es cero. La constante
restante se ha calculado típicamente de manera experimental sobre varios metales puros y
algunas aleaciones[22] y se ha calculado analíticamente para metales puros través de las
difusividadesde los elementos en la aleación donde se dice que al constante de difusión del
oxígeno es infinitamente menor a la de la mayoría de metales (Do<< Dm)[25] por lo cual durante los
proceso de corrosión a altas temperaturas la difusión del metal ocurre hacia el exterior.
Ecuación 18
Dado que esta constante es de tipo Arrehnius, se podrá calcular para otras temperaturas dado que
sigue la forma de la Ecuación 19.
Ecuación 19

32
3.4.5. Otros Parámetros de Relevancia.
Ahora que se ha entendido el fenómeno que domina el proceso de oxidación del cobre en un
dorado por oxidación se puede ahondar en varios de los parámetros descritos anteriormente.
Una primera aproximación que se tiene actualmente sobre los parámetros de la capa de óxido es
el principio de Pilling –Bedford el cual relaciona el volumen del metal sin oxidar con el volumen del
óxido. Si esta relación es mayor a 1, implica que la capa de óxido formada es compacta y
protectora debido al aumento volumétrico del paso de metal a óxido. Si es menor a 1, se formará
una capa porosa no protectora dado que existe un cambio de volumen en la capa de óxido. Dicha
relación es de 1.72 óxido cúprico y de 1.67 para el óxido curposo por lo cual se espera una capa de
óxido compacta.
Ecuación 20
Tabla 1. Relación volumétrica de óxidos de cobre Vs. Cobre puros
Este parámetro es de gran importancia para predecir modelos rectilíneos. Esto se debe a que si su
relación es menor a 1 implica que se está formando un espacio en la capa de óxido por lo cual el
transporte de oxígeno al interior es facilitado y la tasa de oxidación es la que marca la formación
de la capa[26].
Un segundo factor a tener en cuenta es la importancia de los defectos puntuales que presenta el
óxido. A bajas temperaturas el proceso de difusión es poco relevante por lo cual los mecanismos
de difusión pasan desapercibidos. En el caso de altas temperaturas, debe existir un mecanismo de
difusión que permitan ya sea el flujo de cationes metálicos de cobre hacia afuera o de aniones de
oxígeno hacia adentro. El mecanismo presente son las vacancias cuya probabilidad aumenta con el
aumento de la temperatura. De estas vacancias dependerá si la difusión ocurre hacia adentro del
material o hacia afuera del mismo[23]. En caso de que sean vacancias de anión el oxígeno fluirá
hacia adentro o si son vacancias de catión el metal fluirá hacia afuera. En el caso del cobre los
cationes se irán moviendo a través de las vacancias hacia afuera de tal manera que existe un flujo
de cationes hacia afuera y un flujo de vacancias hacia adentro. Debido a que el flujo difusivo es de
cobro hacia afuera, no se puede predecir las propiedades del recubrimiento según Pilling-Bedford
en cuya teoría asumen que siempre existe un flujo de oxígeno hacia el interior de la capa de óxido.
CuO/Cu 1.72
Cu2O/Cu 1.67
Relación de Volumen

33
3.4.5.1. Oxidación en Aleaciones Binarias y Ternarias
Todo el análisis anterior se hizo pensado en una oxidación sencilla del cobre puro. Dicha
aproximación sigue siendo válida si se introducen otros metales en la aleación aunque pueden
existir tres posibles casos a tener en cuenta sobre las modificaciones del modelo[23].
I. Para casos donde se introdujo un pequeño porcentaje de metal y este se distribuye
homogéneamente en el óxido principal formando óxidos secundarios el modelo se
mantiene pero la constante de crecimiento cambiará acelerando o retrasando la
formación de la capa[23].
II. Para casos donde el metal introducido no se distribuye homogéneamente en la capa de
óxido es muy probable que se cambie el modelo parabólico a uno logarítmico.
III. Para el caso de un metal introducido con un mismo número de valencia que el metal
constituyente la constante variará de manera menos drástica que en la situación (I).
3.4.5.2. Regresión de un Dorado por Oxidación
Dado que en un dorado por oxidación el cobre superficial migra para oxidarse y deja una zona
enriquecida en oro y plata, el modelo de oxidación del cobre podrá ser aplicado a un dorado por
oxidación. Aunque es claro que la capa de óxido que predicen estos modelos no es la misma que el
recubrimiento formado, ambas capas se deben relacionar entre sí dado que están regidas por la el
mismo fenómeno.
Al ver que ambos modelos se relacionan entre sí, podemos corroborar si la formación del
recubrimiento se ajusta a un modelo parabólico de oxidación. Para esto será necesario observar el
espesor de recubrimiento y de capa de óxido a través del tiempo.

34
3.5. TÉCNICAS DE CARACTERIZACIÓN A pesar de que todo el proceso anterior se relaciona más a un enfoque arqueológico y
antropológico, el aporte de la ingeniería mecánica empieza en el momento de la caracterización
de las piezas de una forma metódica y cuantitativa. Para esto, es bueno entender varios de los
procesos de caracterización no destructivos que se esperan usar para la elaboración de este
proyecto según la ASM[5]. En la Tabla 2 se presenta una recopilación de las técnicas de
caracterización propuestas para medir y definir los recubrimientos. Típicamente es de interés la
porosidad de la morfología superficial ya que a partir de esta se tiene una noción de la interacción
del recubrimiento con su exterior. Debido a que los recubrimientos precolombinos hacían énfasis
en su apariencia más que en un intento de protección a la corrosión u otras características, la
intención del orfebre podrá ser entendida de una mejor manera a través de la rugosidad. Por este
motivo se cambió el parámetro porosidad por rugosidad superficial.
Tabla 2. Técnicas de Caracterización para Recubrimientos[5].
3.5.1. RUGOSIDAD SUPERFICIAL
El perfil de una superficie puede revelar datos sobre la pieza y su forma de manufactura debido a
que dependiendo del proceso de manufactura usado se llega a un rango de acabados
correspondiente a dicho proceso (Ilustración 7)[10]. En este sentido, si la intención precolombina
era buscar muy buenos acabados es casi seguro que hayan usado proceso de terminado que
lograran una rugosidad superficial muy baja que visualmente posean un lustre.
Composición Elemental de la Matriz Fluorecencia de Rayos X, MEB-EDS
Composición Elemental del Recubrimiento MEB-EDS
Composición de Fases Difracción de Rayos X
Distribución de Fases Microscopía Óptica
Tamaño de Granos y Orientación Microscopía Óptica, MEB
Morfología superficial Rugosímetro
Espesor de Recubrimiento Microscopía Óptica, MEB

35
Ilustración 7. Relación Rugosidad Superficial para Procesos de Manufactura[10].
La manera convencional de analizar la topografía superficial es hacer uso de una punta fina (de
contacto) o un haz de luz (sin contacto) que recorra la superficie de tal manera que genere un
perfil de la muestra. Dicho perfil tendrá varios picos y valles a partir de los cuales mediante un
manejo de datos y de filtros se pueden hallar varios valores que caracterizan la superficie. Las
principales características topográficas que hallaremos son la forma, la ondulación y la rugosidad
misma. Esta rugosidad puede ser medida de al menos once maneras distintas dependiendo del
parámetro usado aunque convencionalmente se usa el Ra que indica el promedio de las
desviaciones de todos los picos respecto a la línea central.[27]

36
Ilustración 8. Topografía filtrada paso a paso[27].
Ahora bien, cabe aclarar que existen dos tipos de instrumentos que brindan información sobre la
topografía superficial, el rugosímetro y el perfilómetro. El perfilómetro es un instrumento que
reconstruirá dicha topografía por lo cual su lectura inicial será un perfil de superficie sin filtrar.
Dependiendo de la complejidad del aparato, dicho perfil podrá ser filtrado cada vez más hasta
llegar a un valor de rugosidad conocido. Por otro lado, el rugosímetro pasa sobre el mismo perfil
topográfico que el perfilómetro pero no genera el perfil ya que automáticamente filtra los datos y
da un valor de rugosidad. Por este motivo, el rugosímetro pierde información sobre la forma y la
ondulación del perfil pero igualmente brinda información sobre la topografía superficial a través
de sus mediciones.
La escogencia de los equipos de medición de rugosidad realmente dependerá de la longitud de
superficie a medir. Típicamente los perfilómetros se usan para determinar perfiles con longitudes
menores a 50μm presentes en microhuecos y estructuras específicas mientras que el Rugosímetro
se usa en longitudes mayores a 1.5mm. De este modo la escogencia del equipo depende
realmente si se busca una rugosidad particular en una zona o una rugosidad representativa de la
pieza.
3.5.2. FLUORESCENCIA DE RAYOS X (XRF)
La fluorescencia de rayos X es una técnica de caracterización composicional no destructiva, útil
para el análisis cuantitativo de los elementos presentes en una muestra a través de radiación
secundaria.
Su principio de funcionamiento se basa en dos etapas, excitación y emisión. La etapa de excitación
se basa en que los átomos presentes en la muestra están en su menor estado de energía. Al ser

37
irradiados con rayos X, el sistema absorbe suficiente energía para pasar a un nivel excitado
causado por la emisión de un electrón[28]. La radiación X con la que se excita el sistema es la
radiación primaria. Así pues, al estado que se llega es típicamente inestable por lo cual el material
tiende a emitir la energía absorbida en algún tipo de radiación para recuperar su estabilidad. La
radiación X emitida por la muestra en el momento de recuperar su estabilidad es una radiación
secundaria cuya longitud de onda depende del material base. Por tal motivo, se produce un
espectro de ondas correspondientes a cada uno de los elementos presentes. Además de esto, se
conoce que la concentración de cada uno de los elementos presentes es proporcional a la
intensidad de la radiación emitida. Por tal motivo, este método de caracterización permite un
análisis cualitativo y cuantitativo de la muestra de manera no destructiva[28].
VENTAJAS Y DESVENTAJAS: El XRF tiene una serie de ventajas que lo hacen atractivo para el tipo
de caracterización que se propone en este proyecto.
VENTAJAS
En primer lugar, es un método no destructivo por lo cual al terminar el análisis, la pieza
puede ser regresada a su lugar sin alteraciones. Además de esto, es posible la repetición
de la prueba las veces que se quiera para la corroboración de datos.
Permite un análisis cualitativo (elemental) y cuantitativo (concentraciones) de la muestra.
Puede ser aplicado a todo tipo de materiales en forma de sólidos, pastillas, polvos,
películas finas y hasta gases de carácter metálico, cerámico, polimérico, etc…
Las concentraciones que puede medir varían del 100% hasta el 0.001%.
La interferencia generada en este proceso es típicamente baja.
DESVENTAJAS
Su principal desventaja radica en que es una técnica no apta para elementos de bajo peso
atómico. Dependiendo del autor se reporta elementos límites diferentes tales como el
Berilio [28] o el Oxígeno[6]. En cualquier caso, el peso atómico de los elementos a
estudiar; Ag, Au y Cu, están por encima de este límite por lo cual no se espera ningún
problema.
A pesar de que el XRF es de carácter no destructivo, se debe tener en cuenta que el
material estudiado no se deteriore ante la presencia de rayos X. En tal caso, la prueba
sería inadecuada para el objetivo del proyecto. Dada la composición metálica de las
muestras, no se espera que el material se deteriore ante la presenciad de rayos X.
3.5.3. DIFRACCIÓN DE RAYOS X
Esta técnica en un método de caracterización no destructivo cuyo principio se basa en la incidencia
de un haz de rayos X cuya longitud de onda es muy similar a las distancias interplanares de la
muestra. Al incidir los rayos X en la muestra según las distancias entre planos existe un patrón de
intensidades que depende del ángulo de incidencia. De este modo, a través de la Ley de Bragg se

38
puede caracterizar las distancias interplanares de la muestra para determinar la composición de
las fases presentes.
Figura 1. Ley de Bragg. Obtenida de http://es.wikipedia.org/wiki/Ley_de_Bragg
Ecuación 21
Donde n es un número entero cualquiera, λ es la longitud de onda de los rayos X, d es la distancia
interplanar y es el ángulo de incidencia.
3.5.4. MICROSCOPÍA ÓPTICA
La microscopía óptica es un método de caracterización que permite observar morfologías e
imperfecciones macroscópicas del material además de posibilitar mediciones geométricas. De este
modo este tipo de caracterización permitiría ver un corte transversal del recubrimiento para medir
su espesor.
La pieza de trabajo es irradiada por un haz de luz visible concentrado de manera mecánica por
medio de lentes. Este haz de luz rebota en el material mismo y es conducido hacia los oculares.
Típicamente se usan estereoscopios que a diferencia de los microscopios convencionales
funcionan con la luz que rebota de la superficie opaca del material. Debido a la necesidad misma
de que rebote la luz en la pieza y podamos observar estructuras, es necesario el tratamiento
previo de la muestra. Comúnmente pasa por etapas de embutido, pulido y un ataque químico
superficial.
VENTAJAS
Imágenes tridimensionales a color
Aumentos de 10x a 200x
Tras tener la muestra embutida y procesada el proceso es no destructivo y se pueden
realizar numerosas observaciones sin afectar la integridad de la muestra.

39
DESVENTAJAS
Limitaciones de aumentos según la longitud de onda del espectro de luz.
3.5.5. MICROSCOPÍA ELECTRÓNICA DE BARRIDO (MEB)
La microscopía electrónica de barrido de es un método de caracterización que hace uso de la
longitud de onda de los electrones como radiación incidente en la muestra. Lo importante de este
tipo de radiación es la menor longitud de onda que tienen los electrones respecto a la luz.
Mientras que el espectro de luz visible posee una longitud de onda de cerca de 2000Å, la longitud
de onda de los electrones es de unos 0.037Å[29]. Por tal motivo, el hecho de usar electrones como
radiación principal, permite un mayor aumento y una mayor resolución. Dada la diferencia entre la
iluminación de una microscopía óptica y una electrónica, la imágenes tomadas por el MEB son en
contraste de grises mientras que las ópticas son a color.
Ahora bien, el MEB es un instrumento que a diferencia del SEM produce una imagen
tridimensional de la superficie de la muestra. Para generar este relieve, la muestra no debe ser
necesariamente delgada ya que lo electrones leídos por el MEB son aquellos que al golpear la
muestra rebotan hacia el detector. La trayectoria de los electrones al rebotar dependerá en gran
medida de la topografía del material, de la composición y del estado de la muestra. Por tal motivo
es un método de caracterización acorde al proyecto si se quieren ver las morfologías presentes en
el recubrimiento[30].
Tabla 3. Comparación Microscopía Óptica y MEB. Obtenido de [29]
Gracias a la interacción de los electrones con la superficie del material, el MEB puede obtener
diferente información dependiendo de los detectores presentes. Así, a partir de los electrones
secundarios que se emiten de la superficie se puede obtener una imagen tridimensional de la
superficie. De los electrones primarios que son reflejados o retrodispersados permiten obtener
imágenes de composición y topografía tal como porosidad por lo cual es apto para la
caracterización de morfologías[30]. Además de esto, algunos átomos serán excitados por lo cual
emitirán rayos X. Con esta emisión secundaria, es posible obtener un análisis composicional a
partir de la longitud de onda característica de cada elemento.

40
VENTAJAS Y DESVENTAJAS: El MEB posee algunas propiedades que conjuntamente lo hacen
atractivo como técnica de caracterización para las muestras metalúrgicas.
VENTAJAS
La prueba arroja resultados visuales y composicionales adecuados para la caracterización.
El aumento manejado es mucho mayor al aumento de una microscopía óptica.
Generación de imágenes tridimensionales.
Posibilidad de ver morfologías.
Es una prueba no destructiva por lo cual se puede repetir cuantas veces sea necesario
sobre la muestra.
DESVENTAJAS
Las imágenes obtenidas son en escala de grises
Requiere de una preparación previa de la muestra. En este caso de carácter metalográfico
que puede llegar a dañar la pieza en algún grado.

41
4. METODOLOGÍA DEL PROYECTO La metodología del proyecto se basa en tres bloques de trabajo paralelo (Ilustración 9) que se
complementan mutuamente entre ellos buscando la generación de protocolos arqueológicos.
Cada bloque propone retos específicos que aportarán a la reconstrucción de un dorado por
oxidación. Estos bloques se exponen detalladamente a continuación.
Ilustración 9. Metodología del Proyecto
Bloque de
Caracterización
Arqueológica
Bolque de Generación
de ProtocolosBloque de Replicación
Selección de Pieza
Arqueológica
Revisión de
Protocolos y normas
ASTM, ASM e Industria
para caracterización
de recubrimientos.
Obtención de un
modelo experimental
con parámetros a
medir
Obtención de
Fragmento
Arqueológico
Revisión de consejos
arqueológicos
existentes
Diseño de variaciones
experimentales de
proceso
Seccionamiento de
fragmento en
muestras
Construcción y
editado de protocolos
arqueometalúrgicos
Compra de materia
prima
Caracterización
arqueológica de
muestras según
técnicas no
destructivas
propuestas
Manufactura de
formas y preformas
Dorado por oxidación
en preformas
Caracterización de
Réplicas Doradas
Documento Final

42
4.1. BLOQUES DEL PROYECTO
4.1.1. Caracterización Fragmento
4.1.1.1. Selección de Pieza
Se seleccionó una pieza de la cultura Tairona buscando tener una pieza de gran representatividad
según la colección actual del Banco de la Rapública. De este modo, siendo una colección donde
cerca del 30% proviene de la Sierra Nevada de Santa Marta, la pieza debe ser Tairona.
4.1.1.2. Obtención de Fragmentos
Se espera que el fragmento obtenido sea de tan sólo algunos milímetros cuadrados producto del
deterioro de la pieza donde se haya resquebrajado naturalmente. Por este motivo, la posibilidad
de selección del mismo está limitada a la selección que haga el Museo del Oro con sus propias
piezas.
4.1.1.3. Obtención de Muestras
Con el fragmento en nuestra posesión se espera obtener algunas muestras para realizar un
montaje metalográfico y paralelamente dejar muestras sin montar para realizar caracterizaciones
específicas sobre cada una de ellas dependiendo de los requerimientos de la técnica.
4.1.1.4. Caracterizaciones Propuestas
Las caracterizaciones propuestas sobre el fragmento se basan en las características relevantes
estipuladas por la ASM[5] para recubrimientos ingenieriles. Cabe aclarar que dichas técnicas serán
adaptadas al tipo de caracterización arqueológica propuesta desde un punto de vista ingenieril.
Tabla 4. Técnica de caracterizaciónes propuestas.
4.1.2. Generación de Protocolos
Los protocolos de caracterización buscan relacionar por un lado las técnicas necesarias para la
caracterización formal de un fragmento arqueológico desde el punto de vista de la ciencia y la
ingeniería de los materiales y por otro lado exponen las necesidades del manejo de materiales
arqueológicos. Así, se exponen temas tales como la manipulación de las muestras y las
limitaciones de las técnicas. Por este motivo, la parte técnica de dichos protocolos estásustentada
en normas ingenieriles de la ASM y la ASTM además de documentos científicos que tratan las
técnicas de manera metódica. Por otro lado el manejo arqueológico se sustenta en documentos y
Composición Elemental de la Matriz Fluorecencia de Rayos X, MEB-EDS
Composición Elemental del Recubrimiento MEB-EDS
Composición de Fases Difracción de Rayos X
Distribución de Fases Microscopía Óptica
Tamaño de Granos y Orientación Microscopía Óptica, MEB
Morfología superficial Rugosímetro
Espesor de Recubrimiento Microscopía Óptica, MEB

43
experiencias de personas en el estudio de piezas arqueológicas. De este modo es indispensable
realizar una caracterización arqueológica que enriquezca los resultados de los protocolos con las
dificultades halladas.
4.1.3. Experimentación de Réplicas
La experimentación con réplicas busca resolver dudas acerca de la forma de manufactura del
fragmento caracterizado y observar el ajuste del modelo de oxidación planteado anteriormente al
recubrimiento. Por este motivo la caracterización de las réplicas se hará sobre los parámetros
relevantes para generar un modelo de manufactura precolombino.
4.1.3.1. Modelo Parabólico en un Dorado por Oxidación Experimental
La propuesta experimental de este proyecto busca aplicar el modelo de oxidación parabólico de
altas temperaturas para el cobre en el proceso reportado para el dorado por oxidación. La idea
principal sobre la aplicación del modelo se basa en una relación existente entre el espesor de capa
de óxido de cobre que se forma con la capa enriquecida de oro y plata.
Si se observa la Ilustración 10, se espera que la capa de óxido de cobre formada tenga un espesor
definido. Ya que la capa de dorado ocurre como consecuencia de la formación de capa de óxido, el
espesor de recubrimiento enriquecido en oro y plata debe tener alguna relación con la capa de
óxido.
La predicción del espesor de dorado se basa en que los espesores de óxido y de dorado se
relacionan ya que a medida que el cobre abandona el área para formar el óxido, se enriquece la
zona de dorado. Así pues, al remover la capa de óxido, se revela una capa de dorado que de
alguna manera será el negativo del óxido. Por este motivo, se podría intentar predecir la capa de
óxido a través de modelos analíticos de oxidación a altas temperaturas y correlacionar dicha capa
con la capa de dorado.
La integración de este modelo de oxidación con la formación del recubrimiento se relacionan
entre sí al hacer mediciones sobre las capas de recubrimiento y de óxidos formadas para varios
tiempos de oxidación para así determinar si siguen un ajuste parabólico.
Ilustración 10. Esquema de un dorado por oxidación.
4.1.3.2. Parámetros de Experimentación
Para experimentar con el modelo de crecimiento parabólico se deben definir variables acorde a lo
que se encontraría en el proceso orfebre de manufactura para predecir el espesor de dorado
formado a una temperatura determinada a través del tiempo. Para esto se plantea fijar:

44
Una composición característica de una aleación Tairona. Así, una aleación similar a la
matriz base del fragmento.
Una temperatura típica de una fogata que esté por debajo del punto de fusión de la
aleación y arriba de 0.4TF con el fin de promover el fenómeno de difusión, esta se fijó a
650:C.
Un solo ciclo de oxidación debido a que el espesor de capa podría ser modificado de
manera mecánica si se realizan varios ciclos o procesos de limpiado.
Con estos parámetros fijos se podrá variar el tiempo de oxidación en una misma pieza a partir de
la cual se pueden tomar varias muestras según los varios tiempos de oxidación. Si se mide el
espesor de recubrimiento se podrá realizar una regresión que determinará la constante de
crecimiento del recubrimiento para la composición de la aleación.
También es necesario medir las composiciones de la aleación base y las varias estructuras
formadas incluyendo el recubrimiento ya que dichas composiciones expondrán la manera en que
el proceso de dorado por oxidación varía la composición de la pieza según el fenómeno de
difusión.
4.1.3.3. Diseño Experimental
A pesar de que se presentan formas de dorado mediante procesos cíclicos[17], esta metodología
busca analizar un dorado mediante un solo ciclo para evitar alterar el modelo de oxidación
analítico para así observar su ajuste en el recubrimiento. De este modo también evitará remover el
óxido por métodos mecánicos que puedan alterar su geometría en el momento de la medición.
4.1.3.3.1. Metodología de Replicación
Para la replicación experimental se busca en primer lugar lograr determinar la constante de
oxidación para el dorado por oxidación Tairona a través de una regresión sobre espesores de
recubrimientos formados en varios tiempos. De este modo para correlacionar la capa de óxido con
la capa de dorado, el análisis realizado se hace sobre muestras sin limpieza.
En segundo lugar se busca variar el orden de dorado y laminado para lograr un dorado efectivo
sobre las piezas. Así, se busca observar los cambios que ocurren al variar el orden de dorado por
oxidación y el proceso de laminación conjuntamente. Esta variación revelaría las consecuencias
del proceso de laminación sobre las estructuras del dorado.
Por otro lado para visualizar el dorado será necesario limpiar químicamente el óxido. Por esto se
realizarán oxidaciones en parejas de las cuales una muestra será limpiada y la otra será analizada
con la capa de óxido.

45
Teniendo esto en cuenta lo nombrado anteriormente, la metodología de replicación es la siguiente
(Ilustración 11):
I. Compra de insumos metálicos en forma pura. Esto es oro de 24 kilates en lámina, plata
pura 1000 en granalla y lámina de cobre puro.
II. Determinación de la composición química de los insumos mediante fluorescencia de rayos
X.
III. Pesaje de cada uno de los metales preciosos requeridos para replicar la aleación
caracterizada.
IV. Curado de cucharón cerámico de joyería con bórax para asegurar la vida útil del mismo.
V. Preparación de la aleación a través de la fundición de metales en una aleación homogénea
de tumbaga haciendo uso de un soplete de oxiacetileno cuya temperatura sobrepasa los
1000:C.
VI. Vaciado de la aleación fundida de tumbaga dentro de una lingotera de joyería.
VII. Remoción de la preforma solidificada dentro de la lingotera tras 30 minutos del vaciado.
VIII. Limpieza mecánica de la superficie de la preforma con una lija para remover las impurezas
superficiales producto de la fundición.
IX. Seccionamiento del lingote en 10 muestras que se dividirán en 2 grupos de 5.
X. Uno de estos grupos será recalcado a 500psi y una deformación real de 90% mientras que
el otro se deja en su estado de fundición original.
XI. Se precalienta una mufla a 600:C.
XII. Se ponen a oxidar 4 parejas de muestras a 600:C.
XIII. Se retira cada serie de parejas al culminar periodos de 10 minutos hasta cumplir 30
minutos
XIV. Se limpian las muestras recalcadas con una solución de ácido oxálico saturada y al 10% de
cloruro de sodio.
XV. Se montan metalográficamente las muestras oxidadas sin recalcar según el PROTOCOLO
DE PREPARACIÓN Y ANÁLISIS METALOGRÁFICA DE MUESTRAS METÁLICOS DE PIEZAS
ARQUEOLÓGICAS. PC-04[31].
XVI. Medición del espesor de dorado y del espesor de capa de óxido formada a través del
PROTOCOLO DE MEDICIÓN DE RECUBRIMIENTOS DE FRAGMENTOS METÁLICOS DE
PIEZAS ARQUEOLÓGICAS MEDIANTE MICROSCOPÍA ÓPTICA. PC-05[32].
XVII. Regresión parabólica del modelo de capa de óxido adaptado a la capa de dorado.

46
Ilustración 11. Metodología de Replicación
Compra de Materiales Puros (Au, Ag, Cu))
Determinación de la pureza de los insumos
mediante FRX.
Pesaje de Material Según la Aleación
Curado del Cucharón de Fundición
Fundición de Aleación de Tumbaga Tairona.
Vaciado y Solidificación de Aleación dentro de la
Lingotera
Limpieza mecánica de la superficie.
Seccionamiento del lingote manufacturado en 10 piezas del mismo
tamaño.
Laminado de 5 piezasPrecalentamiento de la
Mufla A 600:C
Oxidación de 4 parejas de piezas de manera
paralela dentro de la mufla
Retiro de las parejas a temperatura ambiente
según los tiempos determinados.
Limpieza del óxido superficial con una
solución de ácido oxálico y sal para el grupo
laminado.
Montaje Metalográficode las Piezas con óxido superficial sin laminar
Medición del recubrimiento formado según el Protocolo de
Caracterización de Recubrimiento.
Regresión parabólica para la determinación de
la constante de oxidación.
Preparación y Manejo de Insumos
Preparación de Equipo y Montajes
Manufactura de la Geometría de la Pieza
Acabado de la Pieza
Análisis de la Pieza

47
4.2. EQUIPOS Los equipos usados en este proyecto son los siguientes:
Lupa Estereoscópica: La lupa estereoscópica Olympus SZX9 (Ilustración 12), la cámara
digital Olympus DP12 (Ilustración 13) y el Software Analysis el cual vincula la imagen de la
lupa con la posibilidad de analizar la imagen en la computadora entre a varios bajos
aumentos.
Ilustración 12. Lupa Estereoscópica
Ilustración 13. Cámara Digital Olympus DP-12
Microscopio Óptico: el microscopio óptico usado fue el esteroscópicoOlypusBXiS con el
Software Analysis el cual vincula la imagen de la lupa con la posibilidad de analizar la
imagen en la computadora (Ilustración 14. Microscopio Óptico OlympusBXiS).
Ilustración 14. Microscopio Óptico OlympusBXiS

48
Microscopio Electrónico de Barrido: Para los análisis de aumentos mayores a 1000X y
análisis composicional con microsonda se usó un microscopio electrónico de barrido JEOL
modelo JSM 6490-LV (Ilustración 15).
Ilustración 15. Microscopio electrónico de Barrido JEOL modelo JSM 6490-LV
Rugosímetro: Para el análisis físico del acabado superficial se usó el
rugosímetroHommelTester T1000 (Ilustración 16).
Ilustración 16. RugosímetroHommelTester T1000

49
Difracción de Rayos X: Para la determinación de fases presentes dentro de las muestras se
usó el difractómetro de Rayos-X Rigaku Ultima 3 (Ilustración 17).
Ilustración 17. Difractómetro de Rayos-X RigakuUltima 3
Fluorescencia de Rayos X: para la determinación de la composición de la aleación base y
pureza de materias primas se usó el Espectrómetro de fluorescencia de rayos-X (por
longitud de onda dispersiva) Rigaku ZSXPrimus1 (Ilustración 18).
Ilustración 18. Espectrómetro de fluorescencia de rayos-X (por longitud de onda dispersiva) Rigaku ZSXPrimus1

50
Equipos Metalográficos: Se usaron los diferentes equipos necesarios para el montaje
metalográfico de muestras que se enumeran a continuación.
o Prensa montaje para embutidos metalográficos BuehlerSimplimet (Ilustración 19).
Ilustración 19. Prensa de Montajes BuehlerSimplimet.
o Soporte de lijas BuehlerHandimet (Ilustración 20).
Ilustración 20. HandiMet® 2 Roll Grinder

51
o Pulidora de paños BuehlerEcoMetMetaServ (Ilustración 21).
Ilustración 21. Pulidora EcoMetMetaServBuehler.
o Baño ultrasónico BuehlerUltrMet (Ilustración 22).
Ilustración 22. UltraMet® Sonic Cleaner 2002
Mufla de calentamiento: para la manufactura de réplicas a temperaturas controladas
(Ilustración 23).
Ilustración 23. Mufla de Calentamiento Terrigeno

52
5. RESULTADOS Y ANÁLISIS Los protocolos arqueometalúrgicos son documentos de técnicas complementarias cuya
información va enriqueciendo el avance hacia otras técnicas de caracterización y hacia
información relevante de la pieza. De este modo los resultados que se muestran a continuación se
presentan de la forma en que se plantea la estructura de caracterización propuesta (Ilustración 24)
donde los resultados de técnicas son independientes pero complementarios al avance de la
caracterización.
Ilustración 24. Estructura de Caracterización con Protocolos Arqueometalúrgicos

53
5.1. CARACTERIZACIÓN FRAGMENTO TAIRONA Los resultados de la caracterización del fragmento Tairona O14617 de ahora en adelante
denominado FT1 provisto por el Departamento Técnico Industrial del Banco de la República se
muestran a continuación según la estructura de protocolos de análisis propuestos en cada una de
las secciones.
5.1.1. RECIBO FT1
Se recibió el fragmento Tairona haciendo uso del PROTOCOLO PARA EL DE RECIBO DE
FRAGMENTOS METÁLICOS DE PIEZAS ARQUEOLÓGICAS. PC-01[33]. Las actas de recibo y de
entrega se muestran en FORMATO ACTA DE RECIBO y FORMATO ACTA DE ENTREGA.
5.1.1.1. Reclasificación Interna
El fragmento identificado dentro del Museo del Oro como O14617, ahora en adelante será
denominado por el investigador como FT1 (Fragmento Tairona 1) por facilidad de referenciación.
Dicha relación queda registrada en la base de datos de recibo de piezas del grupo de
Arqueometalurgia de la Universidad de los Andes y todo resultado de esta caracterización estará
disponible en la ruta de almacenamiento siguiente: Arqueometalurgia/RECUBRIMIENTOS/JUAN
DAVID/CARACTERIZACIÓN/FT1.
Tabla 5. Rotulado de Recibo FT1
5.1.1.2. Revisión bibliográfica de la cultura Tairona.
Este fragmento hace parte de una colección de23 piezas provenientes de la región Tairona ubicada
en la sierra nevada de Santa Marta al norte de Colombia en las cuales se presentan figuras de aves
con alas y colas extendidas (Ilustración 25). Sobre esta pieza se extrajeron 5 fragmentos
(Ilustración 26) de los cuales se seleccionó uno proveniente de la lámina de la cola.
Varios trabajos indican la importancia de las figuras de águilas en la cultura Tairona debido a la
continua producción de figuras relacionadas a estos animales durante cerca de 1500 años hasta el
estancamiento de su manufactura durante la conquista española[2]. Esta continua presencia de
figuras de aves, especialmente águilas, lo convierte en un objeto con carácter simbólico dentro de
la cultura Tairona.
ID Procedencia O14617
ID Uniandes FT1
Fecha 03/09/2012

54
Ilustración 25. Pieza Original Águila Tairona.
Ilustración 26. Diagrama de Seccionamiento Águila Tairona. FT1 en el círculo rojo[3].
La mayoría de estos pectorales zoomórficos fueron hechos a base de láminas decoradas y
ensambladas entre sí para formar la geometría final. Se tiene información estadística sobre varias
características de la serie de 23 piezas tales como composición y geometríade estructuras
producto de una caracterización del Departamento Técnico Industrial del Banco de la República
(DTI) externo a la Universidad de los Andes.

55
Lleraz[2] hace la recopilación de los resultados reportados por el Departamento Técnico Industrial
(DTI)donde definen los espesores de lámina en un rango de entre 172 y 621 micrómetros para los
cuales el 30% de los espesores se agrupan entre los 200 y 300 micrómetros[2]. Respecto a los
dorados de las piezas se reporta que las capas de dorado varían entre 2.5 y 15 micrómetros en
mediciones de microscopía óptica pero que la gran mayoría de estos se agrupan entre 2.5 y 5
micrómetros[2]. El tipo de alambre usado para realizar varios ensambles varía su calibre entre 500
y 800 micrómetros[2].
Respecto a las composiciones caracterizadas por el Departamento técnico Industrial (DTI), se llega
a que las aleaciones varían en cobre entre 13% y 99% con mayor tendencia a estar entre el 70% y
99%, el oro entre 1% y 78% con mayor tendencia entre el 30% y 47% y la plata entre 1% y 19% con
una mayor tendencia entre el 1% y 10%[2]. La recopilación de estos datos reportados por el
Departamento Técnico Industrial del Banco de la República (DTI) se presenta en laTabla 6. Entre
estos rangos se obtuvo la composición caracterizada externamente a la Universidad de los Andes
para la aleación base del FT1 mediante microflurescencia de rayos X. Este valor composicional del
FT1 fue definido por el DTI como 86%Cu, 12%Au y 2%Ag[3] sobre una zona de la pieza que había
perdido el recubrimiento y se estaba midiendo el material de la matriz.
Tabla 6. Recopilación de Característica de Colección Tairona realizada por Lleraz[2].
Colección
Tairona de 23
piezas
Rango Moda
Espesor(μm) 171 - 621 200 - 300
Espesor(μm) 2.5 - 15 2.5 - 5
Au 1%-78% 30%-47%
Ag 1%-19% 1%-10%
Cu 13%-99% 70%-99%
Composición Pieza
Espesor de Recubrimiento
Espesor de Lámina

56
Ilustración 27. Composiciones Típicas Taironareportadas por Lleraz en naranja[2]y del FT1 reportada por el DTI[3] en rojo.
5.1.1.3. Pesaje
La masa total registrada durante el recibo del fragmento FT1 fue de 0.7390g a través del pesaje
con una balanza analítica OHAUS de cuatro dígitos.
Ilustración 28. Balanza Analítica Ohaus
5.1.1.4. Almacenamiento
El almacenamiento del FT1 se hizo a lo largo de todo el estudio en una caja de sellado hermético
acondicionada con una espuma de poliuretano con para evitar el movimiento del fragmento y
promover el deterioro del mismo (Ilustración 29). En el montaje de almacenamiento se hizo tanto

57
una cama de soporte con un agujero del tamaño del fragmento como una tapa de espuma para
reducir al máximo el movimiento del fragmento (Ilustración 29).
Ilustración 29. Almacenaje de FT1. Izquierda: Fragmento en agujero. Derecha: Soporte con Tapa.
5.1.1.5. Registro fotográfico
Durante el registro fotográfico de recibo presentado en Tabla 7 se hicieron varias observaciones
sobre el FT1. Así, se pudo ver que presenta una pieza principal y un desprendimiento de la capa
superficial de la pieza que está totalmente separada de la geometría principal. La forma general
del FT1 es el de una lámina con cuatro bordes de corte debido a la separación del fragmento de la
pieza principal. Además de esto, posee un borde en estado original que revela presencia de
dorado. Por último, posee dos secciones, una a cada lado, ausentes de dorado (Tabla 2). Estas,
poseen un color oscuro al parecer producto del deterioro del fragmento a través
dedescascaramientos y posterior oxidación.
Vista Frontal
Vista del Reverso
Tabla 7. Registro Fotográfico de Recibo.

58
5.1.2. ANÁLISIS FÍSICO FT1
El análisis físico del fragmento se hizo siguiendo el PROTOCOLO PARA EL ANÁLISIS FÍSICO DE
FRAGMENTOS METÁLICOS DE PIEZAS ARQUEOLÓGICAS.PC-02[34] donde se buscó determinar
zonas de interés sobre el fragmento para un estudio posterior mediante los métodos de
caracterización propuestos.
5.1.2.1. Análisis Físico Macro
Se usó la lupa estereoscópica Olympus SZX9, la cámara digital Olympus DP12 y el Software
Analysis además de la fuente de luz auxiliar con dos brazos graduables Intralux 6000. Mediante el
uso del software Analysis se determinaron las dimensiones máximas del fragmento como 6.9mm
de ancho y 6.4mmde alto (Ilustración 32).
Ilustración 30. FT1 lado 1.
Ilustración 31. FT1 lado 2
Ilustración 32. Diagramación de FT1.
Dadas las condiciones de deterioro de lámina del FT1 se evitó usar un micrómetro para medir el
espesor el cual se obtendrá mediante métodos de análisis fotográfico a través del montaje
perpendicular propuesto en el PROTOCOLO DE PREPARACIÓN Y ANÁLISIS METALOGRÁFICO DE
FRAGMENTOS METÁLICOS DE PIEZAS ARQUEOLÓGICAS MEDIANTE MICROSCOPÍA ÓPTICA. PC-
04[31]. Se realizaron 10 medidas a lo largo del borde superior (verIlustración 32) con lo cual se

59
determinó que el espesor de lámina del FT1 (Ilustración 33) es de 398μm y una desviación
estándar de 8μm (Tabla 5).
Se observa que el deterioro de la pieza avanza desde la superficie hacia el centro de la lámina
desde las dos superficies. De este modo, el deterioro está ocurriendo de manera simétrica sobre
las superficies de la lámina.
Tabla 8. Espesores de Lámina FT1.
Ilustración 33. FT1 vista transversal de lámina.
5.1.2.2. Observaciones Micro
Las observaciones microscópicas del FT1 se realizaron conjuntamente con el microscopio óptico
Olympus BX51 y de la lupa estereoscópica Olympus SZX9, además del software Analysis siguiendo
el PROTOCOLO PARA EL ANÁLISIS FÍSICO DE FRAGMENTOS METÁLICOS DE PIEZAS
ARQUEOLÓGICAS.PC-02[34].
I. Colores y Tonalidades (Segregaciones de color, Tonalidades, Opacidad, Posibles Metales):
Se observó un dorado generalizado sobre el fragmento con dos tonalidades distintas, un
amarillo quemado y un amarillo más claro (Ilustración 34). Además del dorado
generalizado se observan zonas negras oscuras donde el recubrimiento se ha desprendido
y se ha deteriorado el metal del interior del fragmento (Ilustración 35). Por último, se
visualizaron zonas puntuales de porosidad superficial donde surge una tonalidad azulada
en las zonas de deterioro (Ilustración 36).
No. Observación Espesor (μm)
1 390
2 410
3 400
4 390
5 400
6 390
7 410
8 400
9 390
10 400
Promedio (μm) 398
Desv. Est. (μm) 7.89

60
Ilustración 34. Colores y Tonalidades FT1. a)Amarillo Quemado b)Amarillo Claro c)Zonas Oscuras d) Porosidades
Ilustración 35. Aumento de Zonas Oscuras FT1.
Ilustración 36. Porosidad superficial de zonas oscurecidas Microscopio óptico.
II. Observación de superficie (Acabado superficial, Lisura, Porosidades, Reflectividad): La
superficie general del fragmento es lisa y refleja la luz a excepción de las zonas
deterioradas. La superficie es continua y evidencia poros generalizados. Si bien se
encuentra un rayado en todas las direcciones sobre la superficie, es posible observar un
direccionamiento preferencial de la mayoría de rayas. La dirección de estos patrones
sobre cada uno de los lados tiende a estar a 90: entre ellos (Ilustración 32).
III. Características de los Bordes (Bordes naturales o seccionados, posibles recubrimientos y
matrices): Se observó un solo borde original (Ilustración 37) el cual presenta un redondeo
producto de una deformación probablemente buscando quitar el filo y cuatro bordes de
espesor constante producto del corte o fractura del fragmento.
A
B
C
D
Amarillo
Claro
Amarillo
quemado

61
Ilustración 37. Borde Natural. Izquierda Lado 1 y Derecha Lado 2.
Además, se observan zonas de deterioro en cuyas fronteras se observa el levantamiento
de una capa superficial de dorado sugiriendo la existencia de un recubrimiento sobre una
matriz de composición diferente (Ilustración 38 e Ilustración 39).
Ilustración 38. Zona sin recubrimiento Lado 2.

62
Ilustración 39. Desprendimiento de Recubrimiento del Lado 1 FT1. Izquierda a 60X y Derecha a 171X.
IV. Decoraciones: El FT1 no presenta decoraciones o modificaciones debido a su geometría
laminar.
V. Perforaciones: La geometría laminar del FT1 no se presenta ninguna perforación de
ensamble o decoración.
VI. Patrones Presentes en la Superficie: A pesar de que se observa un rayado en todas las
direcciones sobre la superficie, es posible observar un direccionamiento preferencial de la
mayoría de rayas sobre cada uno de los lados del fragmento. La dirección de estos
patrones sobre cada uno de los lados tiende a estar a 90: entre ellos (Ilustración 32).
Dichos patrones indican un acabado superficial de algún tipo en busca de la
homogenización de la textura.
VII. Estado de conservación (Presencia de óxidos y marcas de corrosión, existencia de
descascaramientos que revelen presencia de recubrimientos): Además de los bordes del
FT1, se observan tres zonas sin recubrimiento principales donde el metal interior se ha
deteriorado mediante oxidación. De igual modo se observan zonas del dorado mismo que
se están degradando y la tonalidad del dorado se oscurece debido al deterioro (Ilustración
36). Por último, surgen puntos sobre varias partes del dorado que se ha degradado donde
se observan tonalidades azuladas.
VIII. Otras Observaciones: Se observa que el deterioro de la pieza avanza desde la superficie
hacia el centro de la lámina desde las dos superficies. De este modo, el deterioro está
ocurriendo de manera simétrica sobre las superficies de la lámina.
Zona donde el
recubrimiento se ha
desprendido Recubrimiento a
punto de
desprenderse

63
5.1.2.3. Rugosidad Superficial
Se tomaron valores de rugosidad Ra, Rz y Rt en recorridos de 1.5mm con un
RugosímetroHommelTestersobre ambos lados del FT1 buscando llevar la dirección del sentido
paralelo de las marcas y un sentido perpendicular a las mismas (Ilustración 40).
Ilustración 40. Sentido de Recorrido LtRugosímetro. Izquierda Lado 1 y Derecha Lado 2
Los resultados de la medición para cada dirección en cada una de lascaras se presentan en la Tabla
9 donde se observa que en general la dirección paralela a las rayas posee una menor rugosidad a
la dirección perpendicular a las mismas. Igualmente se observa que la rugosidad de ambos lados
posee valores promedio similares por lo cual ambas superficies fueron tratadas de la misma
manera.
Tabla 9. Resultados rugosidad según cara.
En la Tabla 10 se presenta el valor que se tomó como rugosidad general del FT1 (Ra=0.10) con
fines comparativos. Si se ubica este valor de rugosidad en la Gráfica 1 observamos que la
superficie del FT1 tiene un acabado N3 cuya rugosidad es comparable con procesos de pulido,
lapeado y rectificado fino cuya característica principal es el uso de materiales de abrasión que
homogenizan la superficie. Esto indica que la superficie del fragmento fue tratada con algún tipo
de material abrasivo mediante el cual se homogenizó la superficie y se le dio lustre.
Tabla 10. Resultado rugosidad general.
Promedio Desv. Est. Promedio Desv. Est. Promedio Desv. Est
Ra (µm) 0,07 0,16 0,12 0,14 0,123 0,039 0,12 0,15 0,18 0,27 0,180 0,065 0,137 0,063
Rz (µm) 0,26 0,20 0,24 0,27 0,243 0,031 0,84 1,03 0,92 0,65 0,860 0,160 0,468 0,356
Rt (µm) 0,45 0,37 0,52 0,75 0,523 0,164 1,26 1,46 1,96 2,13 1,703 0,410 0,959 0,698
Ra (µm) 0,03 0,03 0,06 0,07 0,048 0,021 0,13 0,06 0,07 0,13 0,098 0,038 0,065 0,038
Rz (µm) 0,17 0,22 0,23 0,38 0,250 0,091 0,96 0,41 0,60 0,92 0,723 0,263 0,423 0,308
Rt (µm) 0,26 0,26 0,31 0,42 0,313 0,075 2,12 0,68 0,80 1,85 1,363 0,729 0,709 0,708
Lado 1
Lado 2
Lado # ParámetroDirección 1 Dirección 2 Por lado
Paralelo Perpendicular
Promedio Desv. Est.
Ra (µm) 0,10 0,063
Rz (µm) 0,45 0,325
Rt (µm) 0,83 0,696

64
Gráfica 1. Rugosidad FT1 contrastada con proceso de manufactura industriales.[10].
5.1.3. SECCIONAMIENTO FT1
Se buscó seccionar el FT1 a través del PROTOCOLO DE SECCIONAMIENTO DE MUESTRAS DE
FRAGMENTOS METÁLICOS DE PIEZAS ARQUEOLÓGICAS. PC-03[35]. El seccionamiento realizado
busca observar el FT1 de manera transversal de tal modo que se revele geometrías características
de la matriz y del recubrimiento. Así, se seccionó el FT1 en cuatro piezas de las cuales se buscó
montar metalográficamente 3 de ellas para ser observadas como se muestra en la Ilustración 41.
Ilustración 41. Diagrama de Seccionamiento FT1.
5.1.4. ANÁLISIS METALOGRÁFICO FT1
Se montaron las muestras seccionadas a través del PROTOCOLO DE PREPARACIÓN Y ANÁLISIS
METALOGRÁFICO DE FRAGMENTOS METÁLICOS DE PIEZAS ARQUEOLÓGICAS MEDIANTE
MICROSCOPÍA ÓPTICA. PC-04[31]. A pesar de que se buscó mantener una posición perpendicular
durante el montaje de las tres muestras, la sección 1 quedó montada de manera oblicua. Al buscar
corregir esta situación y desmontar la sección 1, esta perdió su integridad física dado el estado de
deterioro por lo cual no fue posible repetir el montaje.

65
5.1.4.1. Observación sin Ataque
La metalografía de la sección 2 se presenta en la Ilustración 42 donde se observa un área
representativa de todo el fragmento con un menor estado de deterioro respecto a la muestra en
general. En esta, se evidencia un área con recubrimiento, un área intermedia con elongamientos y
una matriz de color claro. Es necesario resaltar que si bien no se muestra en la Ilustración 42, el
fragmento posee una simetría sobre la línea media de la matriz donde en el otro lado de la lámina
igualmente presenta un recubrimiento y una matriz con elongamientos hasta llegar a la matriz
central.
Ilustración 42. Metalografía FT1-SEC.2 100x
En la Ilustración 43 se muestra con más detalle el deterioro interno que ha sufrido el fragmento
donde se observa una corrosión intergranular severa[36] la cual ha llevado a la desintegración
parcial de la muestra acorde a la literatura (Ilustración 44). Además, se observan zonas oscuras
(Ilustración 45) que en la literatura son reportadas como cuprita[36] y como se verá adelante
fueron confirmadas mediante técnicas de DRX según la estructura protocolaria. Además dichas
estructuras de cuprita son producto del deterioro de estructuras de cobre como se confirmará en
la replicación.
Sobre esta misma observación se identificaron 6 fases de interés más allá de las previamente
identificadas numeradas en la Ilustración 46. En esta imagen se observa 1) Recubrimiento, 2) Zona
Recubrimiento
Zona intermedia con
elongamientos
Matriz clara

66
oscura, 3) Matriz deteriorada clara, 4) Matriz deteriorada oscura, 5) Matriz Aleación Base y 6)
Pecas grises.
Ilustración 43. Zona Representativa FT1-SEC2. 200x
Ilustración 44. Diagrama de Deterioro[36].
Ilustración 45. Zona de estudio FT1-SEC 2. 500x

67
Ilustración 46. Fases de Interés FT1-SEC 2. 500x.
. Recubrimiento
. Zonas Oscuras
. Matriz deteriorada Clara
.Matriz
deteriorada
Oscura
Pecas Grises
. Matriz Base

68
5.1.4.1.1. Medición de Recubrimiento sin ataque Químico
Como información necesaria para la posterior caracterización del FT1 se midió el espesor de
recubrimiento (Ilustración 47) a través del PROTOCOLO DE MEDICIÓN DE RECUBRIMIENTOS DE
FRAGMENTOS METÁLICOS DE PIEZAS ARQUEOLÓGICAS MEDIANTE MICROSCOPÍA ÓPTICA. PC-
05[32] en el área definida como representativa. Es importante observar que el recubrimiento
parece presentar una diferenciación de color entre la superficie y la línea de la interfase interna lo
cual indica una variación de composición.
Ilustración 47. Recubrimiento FT1-SEC 2. 1000x
Sobre este recubrimiento se realizaron 50 mediciones perpendiculares desde la superficie hasta la
línea interna de recubrimiento que ya se ha definido por la corrosión. Es importante observar que
la línea superficial es muy homogénea pero que la línea de la itnerfase es más irregular. Las
mediciones arrojaron un resultado de 8.48μm y una desviación de 1.14μm (Tabla 11). Esta medida
será confirmada con el ataque químico que se hará posteriormente.
Tabla 11. Espesor de Recubrimiento M. Óptica.
Cabe resaltar que la superficie externa del recubrimiento es mucho más homogénea que la
superficie interna del mismo (Ilustración 47) lo cual indica un proceso de acabado adicional en la
superficie externa que homogenizara el perfil. Además, indica que el proceso de dorado ocurre
Visualización Óptico
Promedio 8.48
Desv. Est 1.14
Max. 10.82
Min. 6.11
Conteos 50.00
Espesores (μm)

69
preferencialmente en algunas zonas. Este dorado preferencial será confirmado mediante la
replicación del proceso.
5.1.4.2. Observación con Ataque
Se atacó el FT1 con una solución de 25mL de H2O, 10mL de H2O2 y 10mL de NH4OH con un tiempo
de ataque de 1 segundo[37] (Ilustración 48 e Ilustración 49).
Ilustración 48. FT1 200X atacado con solución de peróxido de hidrogeno amoniacal.
Según lo observado en la Ilustración 49 se evidencia la existencia de granos equiaxiales con maclas
de recristalización que no presentan un direccionamiento de laminado típico de la deformación
plástica que sufrió el material. Al analizar esto se concluye que tras la deformación plástica, existió
un calentamiento posterior típico de un recocido que permitiese la recristalización de grano y el
alivio de esfuerzos para continuar la deformación. Por tal motivo, se esperaría que el último
proceso que se hizo sobre la pieza fuese un ciclo de calentamiento con un tiempo que permitiese la
recristalización de grano.

70
Ilustración 49. FT1 500X atacado con solución de peróxido de hidrogeno amoniacal. Se muestra un grano equiaxial con una macla de recristalización.
5.1.4.2.1. Medición del Recubrimiento con Ataque Químico
Se midió el recubrimiento del FT1 con la muestra atacada con fines comparativos sobre la
medición realizada anteriormente sin ataque según el PROTOCOLO DE MEDICIÓN DE
RECUBRIMIENTOS DE FRAGMENTOS METÁLICOS DE PIEZAS ARQUEOLÓGICAS MEDIANTE
MICROSCOPÍA ÓPTICA. PC-05[32]. En la Ilustración 50 se observa el recubrimiento con ataque con
una homogeneidad en su espesor. Además, se evidencia que es un recubrimiento compacto de
baja porosidad.
Ilustración 50. Recubrimiento FT1 1000X atacado con solución de peróxido de hidrogeno amoniacal.

71
Al tomar medidas sobre el recubrimiento observado se llega a que su espesor promedio es de casi
7μm y una desviación estándar de 0.95μm (Tabla 12). Estos resultados varían cerca de 1.5μm
respecto a las mediciones sin ataque pero al observar las desviaciones estándares se concluye que
hacen parte de la misma población normalizada.Es importante resaltar que tal diferencia puede
radicar en el hecho de que se midió el recubrimiento en una zona diferente de donde se midió sin
ataque químico y que la línea de la interfase de recubrimiento no es tan homogénea como la línea
superficial dado que ocurre un dorado preferencial en algunas zonas.
Tabla 12. Espesor de Recubrimiento Atacado M. Óptica.
5.1.4.2.2. Medición de Tamaño de Grano
La observación de tamaño de grano se hizo sobre una zona donde se muestran los granos de la
matriz con la menor cantidad de deterioros e imperfecciones posibles (Ilustración 51). Si bien al
definir la silueta de los granos (Ilustración 52) se observan contornos muy pequeños, al comparar
con la imagen original se sabe que estos corresponden a imperfecciones diferentes de granos. Así,
se sabe que el tamaño de grano ASTM resultante será el menos fino de los resultados.
Ilustración 51. Observaciones de Grano FT1 1000X
Ilustración 52. Contorno de Granos Analizados 1000X.
Al estudiar la distribución de tamaños de grano definidos se llega a que existe un tamaño de grano
ASTM desde 7 hasta 15 (Gráfica 2). Los tamaños de grano más finos de 10 en adelante se
descartarán debido a que estos tamaños finos corresponden a las imperfecciones productos del
deterioro. Así, se concluye que el tamaño de grano del FT1 varía entre 7.0 y 8.5.
Visualización Óptico
Promedio 6.86
Desv. Est 0.95
Max. 9.21
Min. 4.76
Conteos 50
Espesores (μm)

72
Gráfica 2. Distribución de grano ASTM del FT1.
La importancia de conocer el tamaño de grano radica en que se conoce que el último proceso por
el cual el FT1 pasó fue una recuperación y recristalización a una temperatura posiblemente arriba
del 50% de la temperatura de fusión. El hecho de que se tenga este tamaño de grano puede
indicar que el calentamiento fue suficiente para recristalizar pero no lo suficientemente
prolongado para permitir el crecimiento de grano.
5.1.4.3. Conclusiones Observación de Microscopía Óptica
La observación de estructuras segregadas llevan a pensar que el material inicial pasó por un
proceso de fundición donde se presentan típicamente segregaciones composicionales de material.
Se le atribuye la irregularidad interna del recubrimiento a estas segregaciones ya que las zonas
ricas en cobre se oxidarán más rápido que las otras zonas. La regularidad externa del
recubrimiento se le atribuye al proceso de acabado mediante materiales abrasivos que
homogenizan la superficie
Las estructuras elongadas en la dirección de la lámina indican un proceso de laminado que orienta
el material según la compactación de la pieza. Dicha deformación plástica es soportada por la
existencia de granos con maclas de recristalización los cuales solo aparecen en materiales
deformados plásticamente y recocidos. El hecho de hallar granos equiaxiales indica que el último
proceso fue el recocido para la recuperación del material. Probablemente las estructuras
elongadas no recristalizaron debido a que su química es diferente al resto del metal.
Granos Matriz Otras
imperfecciones

73
5.1.5. OBSERVACIÓN SEM/EDS FT1
Se hicieron observaciones según el PROTOCOLO DE ANÁLISIS COMPOSICIONAL DE FRAGMENTOS
METÁLICOS DE PIEZAS ARQUEOLÓGICAS MEDIANTE MICROSCOPÍA ELECTRÓNICA DE BARRIDO
MED/EDS PC-08[38]sobre el fragmento sin preparación metalográfica y la metalografía de la
sección 2 montada. Se buscó enfocarse en las zonas de interés observadas previamente en
lamicroscopía óptica del análisis metalográfico según el PROTOCOLO PARA EL ANÁLISIS FÍSICO DE
FRAGMENTOS METÁLICOS DE PIEZAS ARQUEOLÓGICAS.PC-02[34].Se hicieron observaciones con
electrones primarios y electrones secundarios dependiendo de las características que se querían
resaltar por lo cual se abordó desde dos perspectivas mostradas en la Ilustración 53.
Ilustración 53. Sentidos de análisis composicional EDS
5.1.5.1. Observación perpendicular SEM fragmento sin montar
En la Ilustración 55 se observa la sección del FT1 que no se montó tras el seccionamiento de la
pieza. En color claro se observa el recubrimiento y en color oscuro se observa el material interno
de la pieza. La diferencia de tonalidades indica la diferencia en densidades por lo cual se esperaría
que el recubrimiento sea de una composición mucho más rica en Au que en Cu mientras que la
matriz sea más rica en Cu que en Au.Las pruebas de composición con EDS se hicieron de manera
perpendicular a la lámina por lo cual son composiciones de la superficie observada sin llegar a
tener información sobre el interior del fragmento.
Análisis perpendicular a la superficie sin
montaje metalográfico
Análisis transversal con montaje
metalográfico

74
Ilustración 54. Sección sin Montar FT1 37.5X
Ilustración 55. Imagen SEM FT1 25X
Al observar más detenidamente el recubrimiento del FT1 (Ilustración 56) se observa una superficie
llena de porosidades lo cual indica los posibles caminos de deterioro hacia el interior del
fragmento. Como se observa, el recubrimiento es rico en materiales que no se oxidan más densos
correspondientes al oro y la plata, es a través de estos poros que el entorno puede empezar a
reaccionar con el metal de la matriz mucho menos rico en oro. Es a través de estos caminos que se
forman las cavidades observadas en la metalografía transversal del FT1 (Ilustración 56).
Ilustración 56. Derecha: Imagen SEM superficie recubrimiento FT1. Izquierda: Cavidades en metalografía Transversal FT1.
Por último se hace una observación de la zona donde se ha expuesto la matriz al haberse caído el
recubrimiento (Ilustración 57). Se observa un tono más oscuro que el observado en las imágenes
del recubrimiento lo cual indica una composición menos densa que la del recubrimiento
probablemente más rica en cobre. Además de esto se observa una corrosión intergranular
generalizada producto del deterioro interno de la matriz.

75
Ilustración 57. Imagen SEM zona sin recubrimiento.
Sobre cada una de esta zona se hizo análisis EDS (Tabla 13) de tal manera que se observa que la
composición del recubrimiento y de los tonos azules es muy similar entre sí por lo cual no se está
observando un compuesto de deterioro del fragmento.
De igual modo, al analizar la composición de la zona sin capa de dorado se observa que la cantidad
de oro es menor a la del recubrimiento a pesar de es una zona igualmente enriquecida en oro.
Cabe resaltar que existe presencia de Cloro lo cual Scott reporta como parte del deterioro del
fragmento durante el entierro[6]. La presencia de mercurio en el fragmento podría indicar que no
es una pieza original sino una réplica aunque para dicha conclusión es necesario corroborar la
existencia este metal mediante la composición general fluorescencia de rayos X que se hace
posteriormente. Los resultados posteriores de Rayos X no muestran mercurio por lo cual se puede
decir que estos rastros son producto de una manipulación posterior de la pieza.
Tabla 13. Composición EDS FT1 en zonas de observación sin montaje metalográfico.
Profundidad (μm) Au Ag Cu O C Hg Cl Pb
Recubrimiento 68.80% 20.88% 3.89% 2.41% 4.03% - - -
Zona Delaminada 54.40% 8.21% 15.41% 4.28% 10.14% 3.55% 1.54% 2.48%

76
5.1.5.2. Observación SEM metalografía sección transversal 2.
Además, se hicieron observaciones de SEM y EDS en la metalografía de la sección 2 montada
según el PROTOCOLO DE PREPARACIÓN Y ANÁLISIS METALOGRÁFICO DE FRAGMENTOS
METÁLICOS DE PIEZAS ARQUEOLÓGICAS MEDIANTE MICROSCOPÍA ÓPTICA. PC-04[31]. Estas
observaciones de composición se hacen sobre la sección transversal de la lámina por lo cual se
conoce información del material interior del fragmento.
Este análisis de SEM y EDS buscó determinar la composición de las zonas diferenciadas
previamente en microscopía óptica las cuales son (Ilustración 58).
1. Recubrimiento
2. Zona oscura
3. Matriz deteriorada clara
4. Matriz deteriorada Oscura
5. Aleación Base
6. Pecas Grises
Ilustración 58. Imagen Zonas Mic. Optico/ SEM
Sobre estas zonas definidas se observó que la matriz de la aleación base está diferenciada en dos
zonas distintas (Ilustración 59) que se denominaron Matriz Aleación Base Oscura y Matriz Aleación
Base Clara.
Ilustración 59. Zonas Diferenciadas Matriz Clara y Oscura.

77
Sobre cada una de estas zonas diferenciadas se hizo análisis EDS de tal manera que se observa la
composición de las mismas (Tabla 14). Se observa una cantidad de carbono presente de forma
generalizada en todas las zonas la cual se ignorará debido a que el pulido metalográfico se hizo
con suspensiones de diamante cuya composición principal es el carbono.
Tabla 14. Composición EDS de las Zonas Observadas FT1.
Se observa que en el recubrimiento (Zona 1) y la zona de la matriz (Zona 5 y Zona 6) no se
encuentra el oxígeno por lo cual aun no se han formado óxidos parte de la degradación corrosiva
de la pieza. Por otro lado se ve que la zona oscura (Zona 2) posee oxígeno lo cual indica un foco de
deterioro de la pieza. Sobre la matriz deteriorada clara y oscura (Zona 3 y Zona 4) se observa una
composición muy similar lo cual indica que realmente son un mismo material. La presencia de
oxígeno evidencia que estas zonas están en proceso de degradación. La alta composición de
oxígeno de las pecas grises (Zona 7) indica que algún tipo de óxido de cobre se ha formado.
Para obtener más información de estas zonas es necesario hacer relaciones entre compuestos y
entenderlas dentro del contexto de la pieza. Así, al conocer la relación Ag/Au de la pieza se podrá
sobreponer a datos obtenidos sobre la composición de Oro aluvial de Colombia y determinar si
esta relación es típica de un oro aluvial o de otra procedencia. Dicha relación (Gráfica 3) concuerda
con el oro de aluvión típico en Colombia a excepción del recubrimiento y de las pecas grises.
Debido a que el recubrimiento se manufacturó mediante un proceso de dorado por oxidación
adicional y las pecas son un óxido formado, estas zonas no son representativas del material del
fragmento.
Gráfica 3. Sobreposición Zonas FT1 (colores según Tabla 14) y Oro Aluvión Colombiano[3].
No. ZonaDenominación Zona
Au Ag Cu O Cl C Tc Hg Ta Ag/Au Cu/Au O/Cu
1 Recubrimiento 65.34% 4.51% 24.94% - - 5.21% - - - 0.069 0.382 -
2 Zona Oscura 34.91% 6.05% 32.39% 21.90% 0.46% 4.29% - - - 0.173 0.928 0.676
3 Matriz Det. Clara 58.28% 9.09% 19.45% 3.49% 0.59% 4.47% 2.05% 2.60% - 0.156 0.334 0.179
4 Matriz Det. Oscura 57.83% 7.43% 21.86% 5.92% 0.53% 6.43% - - - 0.128 0.378 0.271
5 Matriz Aleación Base Oscuro 20.00% 3.29% 72.39% - - 4.31% - - - 0.165 3.620 -
6 Matriz Aleación Base Clara 24.46% 4.42% 67.14% - - 3.98% - - - 0.181 2.745 -
7 Pecas Grises 2.11% - 81.22% 11.88% - 4.75% - - 0.05% 0.000 38.493 0.146
Comp. Recubrimiento
Comp. Zona Oscura
Comp. Matriz Deteriorada Clara
Comp. Matriz Deteriorada Oscura
Comp. Matriz Aleación Base Oscura
Comp. Matriz Aleación Base Oscura
Comp. Pecas Grises

78
La segunda relación analizada fue la de Cu/Au ya que el oro de aluvión Colombiano típicamente
no posee cobre[3] por lo cual cualquier presencia de este metal dentro de la aleación Au/Ag/Cu
fue intencional y agregada por el orfebre. Al existir una distribución del cobre a lo largo de todas
las zonas como se indica en laTabla 14se sabe que el material corresponde al resultado de un
proceso de adición de Cu mediante fundición y no a procesos de unión de materiales por
deformación en caliente.
La última relación que se puede realizar es la de O/Cu de las varias zonas buscando determinar el
tipo de óxidos formados, el CuO o Cu2O. Esta relación se analiza para las pecas grises cuya
composición en su mayoría de Cu y O (Tabla 14) indicaría algún tipo de óxido. Si se contrasta la
relación obtenida de 0.146 y la del óxido cuproso ,Cu2O (Tabla 15),estequeométrico, sumado al
color típico de este óxido, se puede decir con certeza que el compuesto de las pecas es óxido
cuproso. Este análisis de relaciones O/Cu no se realiza en las otras zonas donde se encuentra
oxígeno debido a que la pieza se está deteriorando en estas zonas pero igualmente existe cobre de
la aleación base por lo cual no se puede identificar exactamente qué porcentaje de cobre
correspondería al óxido y qué porcentaje a la aleación metálica.
Tabla 15. Relación O/Cu óxidos de cobre.
El siguiente análisis de composición por EDS buscó hacer un barrido de composición cada
micrómetro sobre el metal del recubrimiento y cada 20 micras sobre la matriz del FT1 para ver
como varía la composición a medida que se penetra en el material (Ilustración 60).Se trabajó con
una energía de 20kV y se buscó hacer siempre las mediciones sobre zonas de la matriz donde el
material no está deteriorado.
Ilustración 60. Penetración aproximada del barrido composicional.
Tabla 16. Resultados Composición barrido.
Sobre este barrido es importante observar un cambio en la composición del mismo recubrimiento
(Ilustración 62) el cual parece variar la composición desde la superficie hasta el borde interno del
CuO Cu2O
O/Cu 0,251 0,126
Profundidad
(μm)Au Ag Cu O C
0 68.80% 20.88% 3.89% 2.41% 4.03%
1 65.93% 16.80% 5.13% - 12.14%
2 69.98% 7.04% 14.69% - 8.28%
3 61.57% 3.57% 25.66% - 9.20%
4 55.98% 2.87% 32.46% - 8.69%
5 45.58% - 45.87% - 8.55%
6 44.06% - 42.24% - 13.70%
10 63.37% 8.85% 22.27% - 5.51%
30 66.21% 11.35% 22.44% - 0.00%
50 54.30% 7.79% 22.84% 10.20% 4.87%
70 68.72% 8.89% 22.39% - -
90 63.63% 8.56% 16.33% 6.11% 5.38%
110 64.59% 9.33% 18.80% 7.29% 0.00%
130 20.00% 3.29% 72.39% 4.31%

79
recubrimiento. En las Gráfica 4 y Gráfica 5 se muestra que existe un enriquecimiento de oro y plata
hacia la superficie mientras que el cobre se empobrece. A medida que se penetra en el
recubrimiento se empobrece el oro y la plata hasta que esta desaparece y queda una aleación de
oro y cobre. Estos datos indican que durante el dorado por oxidación existe un proceso migración
tanto del cobre como de la plata hacia la superficie pero debido al proceso de limpieza tan sólo se
remueve el cobre superficial de tal modo que está empobrecido hacia la superficie.
Ilustración 61. Muestra de enriquecimientos hallados en el recubrimiento.
La presencia de plata superficial indica que el proceso de limpieza se enfocó en remover tan sólo
el cobre y no la plata y el cobre conjuntamente acorde a procesos de dorado por oxidación con
pastas acuosas presentes en países como Perú y Ecuador[17][15]. Estos resultados van acorde a un
dorado por oxidación típico de la Sierra Nevada de Santa Marta donde el cobre y la plata migran
hacia la superficie y a través de una solución con contenido de ácido oxálico y sales se ataca de
manera preferencial los compuestos de cobre formados. Así, se estaría removiendo de la
superficie el cobre que migró, más no la plata.

80
Ilustración 62. Imagen SEM recubrimiento.
Gráfica 4. Barrido Composición Recubrimiento.
Gráfica 5. Lineas - Barrido Composición Recubrimiento.
Con los valores de composición puntual se pueden predecir las fases a ser observadas en la
difracción de rayos X a través del diagrama ternario de fases para Au/Ag/Cu. Si se observan estas
composiciones en este diagrama (Gráfica 6) se observa que existirá una fase de oro plata y cobre
en solución sólida además de una fase deAuCu. Dichos resultados serán corroborados con los
resultados de difracción.
0%
20%
40%
60%
80%
100%
0 1 2 3 4 5 6
wt%
Profundidad (μm)
Composición metálica Recubrimiento desde la superficie de FT1 (6μm)
wt% Cu
wt% Ag
wt% Au
0,00%
10,00%
20,00%
30,00%
40,00%
50,00%
60,00%
70,00%
80,00%
0 1 2 3 4 5 6
wt%
Profundidad (μm)
Composición metálica Recubrimiento desde la superficie de FT1 (6μm)
Au
Ag
Cu
Superficie
FT1
Fin del
Recubrimiento

81
Gráfica 6. Composición normalizada del recubrimiento y la matriz dentro de Diagrama de fases Au/Ag/Cua 300⁰C con el color de la aleación[39].
Sobre el barrido generalizado se observan las tres zonas propuestas anteriormente (Gráfica 8). Si
bien el recubrimiento no posee una composición constante, existe un salto de composición al
entrar en lo que se denominó como matriz deteriorada. Sobre la matriz deteriorada se observa un
contenido de oro enriquecido menor al recubrimiento y mayor al de la matriz, probablemente
efecto de una migración del cobre hacia la superficie durante la oxidación. Por último, al llegar a la
matriz se observa otro salto composicional donde se empobrece el oro y la plata mientras que el
cobre aumenta a casi ¾ partes de la aleación (Gráfica 8). Si se ubica este alto contenido de cobre
en la matriz en el diagrama ternario de Au/Ag/Cu se observa que existirá una fase AuCu3 y una
fase de solución sólida de Au/Ag/Cu.
Comp. Gradiente Recubrimiento
Comp. Recubrimiento
Comp. Zona Oscura
Comp. Matriz Deteriorada Clara
Comp. Matriz Deteriorada Oscura
Comp. Matriz Aleación Base Oscura
Comp. Matriz Aleación Base Oscura
Comp. Barrido General Recubrimiento
0μm
6μm
3μm

82
Gráfica 7. Composición de cada una de las zonas y color de la aleación normalizada en el diagrama Au/Ag/Cu a 300⁰C.
Al observar el barrido composicional de la Gráfica 8 se identifican dos saltos de composición a los
8 micrómetros y a los 120 micrómetros. En estos dos puntos se ha pasado a la composición de una
parte del material que ha sido o no afectada por el dorado por oxidación. En el salto a los 8μm se
indica el final del recubrimiento y el comienzo de la zona de difusión intermedia. En el salto
composicional a 120μm se identifica el lugar donde se ha llegado a la matriz de aleación que no ha
sido afectada por el dorado y está enriquecida en cobre.
Gráfica 8. Barrido Composicional General FT1 con divisiones composicionales de cada una de las zonas.
Comp. Gradiente Recubrimiento
Comp. Recubrimiento
Comp. Zona Oscura
Comp. Matriz Deteriorada Clara
Comp. Matriz Deteriorada Oscura
Comp. Matriz Aleación Base Oscura
Comp. Matriz Aleación Base Oscura
Comp. Barrido General Recubrimiento
0,00%
10,00%
20,00%
30,00%
40,00%
50,00%
60,00%
70,00%
80,00%
90,00%
0 20 40 60 80 100 120 140
wt%
Profundidad μm
Composición metálica desde la superficie de FT1 Normalizada Au/Ag/Cu (130μm)
Au
Ag
Cu

83
5.1.6. ANÁLISIS FLUORESCENCIA DE RAYOS X (FRX) FT1
Adicional al análisis de composición realizado con SEM/EDS se hizo un análisis de composición
superficial con FRX mediante el PROTOCOLO DE ANÁLISIS COMPOSICIONAL DE FRAGMENTOS
METÁLICOS DE PIEZAS ARQUEOLÓGICAS MEDIANTE FLUORESCENCIA DE RAYOS X (FRX). PC-
07[40]sobre la superficie del fragmento sin montar metalográficamente. De este modo los
resultados obtenidos dependerán de la penetración del rayo X en la muestra.
Ilustración 63. Sentido de la prueba FRX sobre FT1.
Al realizar la prueba de FRX se llega a que la composición promedio de la superficie es muy rica en
Oro (Tabla 17) lo cual indicaría que se está penetrando muy poco y se está midiendo la
composición del recubrimiento. De igual manera no se halla ningún rastro de mercurio por lo cual
se descarta el resultado anterior EDS de que indicaría que el FT1 no es original.
Según el PROTOCOLO DE ANÁLISIS COMPOSICIONAL DE FRAGMENTOS METÁLICOS DE PIEZAS
ARQUEOLÓGICAS MEDIANTE FLUORESCENCIA DE RAYOS X (FRX). PC-07[40]la penetración del
rayo X en fluorescencia de rayos X para todos los elementos observados estaría cerca de 6.27μm
(Tabla 18) para la composición generalizada reportada. Esto indicaría que esta es la composición
general del recubrimiento ya que su penetración no va más allá del mismo según las medidas de
recubrimiento realizadas en microscopía óptica. Hay que tener en cuenta que esta composición es
resultado del barrido de composiciones a lo largo de toda su penetración por lo cual no se aprecia
el gradiente de concentración presente en el recubrimiento.
Análisis FRX perpendicular a la
superficie sin montaje metalográfico

84
Tabla 17. Composición Superficial FT1 FRX.
Tabla 18. Penetración del Rayo FRX
5.1.7. ANÁLISIS DIFRACCIÓN DE RAYOS X (DRX) FT1
Conociendo la composición del recubrimiento reportada anteriormente se hace un análisis de
difracción de Rayos X mediante el PROTOCOLO PARA EL ANÁLISIS DE FASES PRESENTES EN
FRAGMENTOS METÁLICOS DE PIEZAS ARQUEOLÓGICAS.PC-06[41]. Para esto se determinó que la
penetración máxima del rayo X en DRX a un ángulo de 90: es de 23μm mientras que al hacer un
análisis de ángulo rasante de 2: sobre el recubrimiento logramos una penetración de 0.83μm. Esto
implica que bajo el ángulo rasante estará obteniendo las fases del recubrimiento mientras que en
una configuración teta/2teta se penetra algo de la matriz deteriorada y las zonas oscuras pero no
llega a la aleación de la matriz base. Si se observa el límite de 20μm en la Ilustración 64 se
determina que el análisis de difracción de manera perpendicular dará información dentro de este
límite.
Promedio
%wt
Au 62.7939%
Ag 8.8349%
Cu 26.9607%
K 0.1496%
Cl 0.3621%
S 0.3132%
P 0.0133%
Si 0.1396%
Na 0.4330%
Tot. 100.0001%
FRX FT1
Incidente Salida Max Min
6,27 8,48
Parámetros de Rayo
Recubrimiento
Espesor (μm)
Penetración Rayo
(μm)
14,37
Ángulo θ del Rayo
(grados)Rayos
Absorbidos (%)
95,00% 50,00 40,00

85
Ilustración 64. Penetración máxima de Rayo X sobre FT1.
5.1.7.1. DRX Recubrimiento
Ilustración 65. Esquema de Incidencia de Rayos Rasantes.
Al analizar el recubrimiento en ángulo rasante se llegó a que existe la presencia de Oro y Plata en
solución sólida y una fase de AuCu (Gráfica 9).Estos datos son la confirmación de los resultados del
análisis composicional por EDS y el uso del diagrama ternario de Au/Ag/Cu.

86
Gráfica 9. Picos Según Fases Presentes en Recubrimiento a ángulo Rasante.
5.1.7.2. DRX Matriz
Se realizaron pruebas de difracción de rayos X en dos sentidos diferentes. El primero de ellos se
hizo de manera perpendicular a la lámina teniendo en cuenta que la penetración en este sentido
sería cerca de 20μm y adicionalmente se hizo otra prueba sobre un área transversal de la lámina
sobre la metalografía de la sección 2.
5.1.7.2.1. DRX perpendicular a la lámina.
Ilustración 66. Esquema de Incidencia Perpendicular a la lámina de Rayos X.
Los resultados de picos son muy similares a los picos del recubrimiento solo que adicionalmente se
observa la presencia de óxido cúprico (CuO) dentro de la matriz. De este modo según las zonas
determinadas anteriormente y la penetración esperada del rayo se concluye que las zonas oscuras
son una fase de CuO muy probablemente formadas por el deterioro de la pieza en medio húmedos
durante su entierro.

87
Gráfica 10. DRX perpendicular a la lámina.
5.1.7.2.2. DRX de sección transversal.
Ilustración 67. Esquema de Incidencia de Rayos X sobre la metalografía.
Debido a que la sección 2 se montó en una resina polimérica a base de grafico y silicio y el rayo X
es de 2mm de ancho, 4 veces más ancho que el fragmento, los resultados de DRX tienen mucho
ruido y es difícil identificar todos los picos. Conociendo la composición anterior de EDS se
buscaron picos de AuCu, AuCu3, Au, Ag y Cu según el diagrama ternario Au/Ag/Cu. Los picos del
espectro de difracción concuerdan con grafito y AuCu3 que concuerda con la composición de la
matriz de aleación base (Gráfica 6. Composición normalizada del recubrimiento y la matriz
dentro de Diagrama de fases Au/Ag/Cua 300⁰C con el color de la aleación.).

88
Gráfica 11. Resultados DRX de sección transversal según las fases esperadas por composición EDS.
Al relacionar los diagramas de fases determinado con las composiciones puntuales de las
estructuras y los resultados de difracción de rayos X se define que se observan las fases de la Tabla
19en cada una de las zonas.
Tabla 19. Fases de FT1 determinadas por FRX.
No. Zona Denominación Zona Penetración estimada DRX Fases Presentes
•Solución sólida Au/Ag/Cu
•AuCu
•Solución sólida Au/Ag/Cu
•AuCu
•CuO
3 Zona de aleación base central Incidencia directa •AuCu3
0.83 μmRecubrimiento1
23 μmZonas oscuras debajo del Recubrimiento2

89
5.2. REPLICACIÓN EXPERIMENTAL
5.2.1. Proceso Experimental
5.2.1.1. Determinación de la composición química de la materia prima.
Para la replicación de una aleación de tumbaga se debe tener antes certeza de la calidad de la
materia prima usada en el momento de generar la solución sólida. Por este motivo se realizó
antes pruebas de Fluorescencia de Rayos X con el fin de determinar la pureza de cada uno de los
materiales comprados (Lámina de Oro de 24K, Plata 1000 en granalla y Lámina de Cobre Puro). Los
resultados se presentan a continuación en las Tabla 20, Tabla 21 y Tabla 22.
Tabla 20. Resultados FRX Au 24K.
Tabla 21. Resultado FRX Ag 1000.
Tabla 22. Resultado FRX Cu Puro.
5.2.1.1. Aleaciones Manufacturadas
Debido a que se trabajó inicialmente con la composición determinada por el Departamento
Técnico Industrial del Banco de la República y después con la composición determinada con EDS
en el microscopio electrónico de barrido se manufacturaron dos aleaciones distintas buscando
replicar los resultados. Estas composiciones se presentan en la Tabla 23.
Tabla 23. Composiciones de Aleación Base Determinadas.
5.2.1.2. Vaciado y Solidificación de la Aleación
Como resultado del vaciado y solidificación de la aleación fundida anteriormente se obtienen
lingotes como los que se presenta en la Ilustración 68 con una superficie no homogénea
(Ilustración 68).
Au 99.1898%
Ag 0.4657%
Cu 0.1861%
S 0.0259%
P 0.0095%
Si 0.0836%
Mg 0.0394%
Tot. 100.0000%
FRX Au 24KAg 99.1757%
Pd 0.0439%
K 0.0749%
Cl 0.0126%
S 0.1328%
Si 0.1045%
Na 0.0242%
Al 0.4314%
Tot. 100.0000%
FRX Ag 1000Cu 99.9388%
P 0.0175%
Al 0.0437%
Tot. 100.0000%
FRX Cu Lámina
U. Andes DTI. BanRep
Cobre (Cu) 61.86% 86.00%
Oro (Au) 32.96% 12.00%
Plata (Ag) 5.18% 2.00%

90
Ilustración 68. Lingote 86%Cu, 12%Au, 2%Ag producto de la fundición.
5.2.1.3. Limpieza Mecánica de la Superficie.
Se usó una lija 180 para limpiar la superficie del lingote y darle un acabado homogéneo como se ve
en la (Ilustración 69).
Ilustración 69. Lingote 62%Cu, 33%Au, 5% Ag limpiado.
5.2.1.4. Seccionamiento del lingote
Haciendo uso del PROTOCOLO DE SECCIONAMIENTO DE MUESTRAS DE FRAGMENTOS
METÁLICOS DE PIEZAS ARQUEOLÓGICAS. PC-03[35] se seccionó el lingote en muestras de
aproximadamente 3mm de alto y 5mm de diámetro (Ilustración 70).
Ilustración 70. Lingote 86%Cu, 12%Au, 2%Ag seccionado.
5.2.1.5. Laminado de muestras
Solo un grupo de la aleación de 62%Cu, 33%Au y 5%Ag se recalcó (Ilustración 72) en una sola
bajada con la prensa hidraúlica del laboratorio de manufactura (Ilustración 71)reduciendo su
altura de 2.74mm a 1.13mm y aumentando su diámetro de 4.87mm a 8.56mm (Tabla 24).

91
Ilustración 71. Prensa Hidraúlica.
Ilustración 72. Esquema recalcado de muestra.
Tabla 24. Datos de Recalcado.
Las muestras tras el recalcado se muestran de manera comparativa con blancos sin recalcar en la
Ilustración 73. Es bueno entender que el resultado no es totalmente circular por lo cual los datos
del diámetro D1 medidos son el diámetro mayor cerca de 8.56mm mientras que si se calcula este
diámetro teniendo en cuenta un resultado circular se obtiene un diámetro homogéneo de 7.6mm.
Ilustración 73. Réplicas recalcadas (Arriba) con muestras fundidas (Abajo).
K (Mpa) 450
n 0.3
h0 h1 D0 D1 Vol A1 D1 ec ε σf
[mm³] [mm²] [mm] % % Mpa
1 2.60 1.00 4.62 9.30 43.6 43.6 7.4 61.5% 95.6% 443.29
2 2.74 1.20 5.00 7.80 53.8 44.8 7.6 56.2% 82.6% 422.43
3 2.76 1.06 4.86 9.10 51.2 48.3 7.8 61.6% 95.7% 443.51
4 2.92 1.18 4.80 8.15 52.8 44.8 7.6 59.6% 90.6% 435.59
5 2.70 1.10 4.90 9.12 50.9 46.3 7.7 59.3% 89.8% 434.29
6 2.72 1.26 5.02 7.86 53.8 42.7 7.4 53.7% 77.0% 412.73
Promedio 2.74 1.13 4.87 8.56 51.0 45.0 7.6 58.6% 88.3% 431.86
[mm]No
Cobre Puro

92
5.2.1.6. Oxidado
El oxidado de las piezas fundidas se llevó a cabo en la mufla de calentamiento a 600:C durante
varios tiempos. Los tiempos de oxidación se muestran en la Tabla 25. Existen más tiempos de
oxidación para la aleación rica en oro debido a que estos datos se usarán para ajustar al modelo de
oxidación.
Tabla 25. Tiempos de oxidación por Aleación.
Ilustración 74. Oxidación muestras dentro de la mufla.
5.2.1.7. Limpieza
Al retirar las piezas de la mufla, el óxido superficial se descascara de la superficie al entrar en
contacto con el aire frío exterior debido a la contracción volumétrica por lo cual parte de la pieza
se limpia sola. Por motivos analíticos se tomaron muestras del óxido descascarado para realizar
pruebas de difracción y así caracterizar los óxidos (Ilustración 75).
Ilustración 75. Óxidos descascarados de las muestras al aire. Izquierda: 86%Cu, 12%Au y 2%Ag. Derecha: 62%Cu, 33%Au y 5%Ag
Para remover los óxidos que no se eliminan con este choque térmico se dejaron las muestras cerca
de una hora dentro de una solución saturada de ácido oxálico y 10% de sal según condiciones de
pruebas empíricas realizadas previamente. Se observó que visualmente no se tiene un dorado
T0 0 0
T6 6 90
T10 10 100
T15 15 -
T20 20 -
T30 30 -
62%Cu
33%Au
5%Ag
86%Cu
12%Au
2%Ag
Tiempos de
Oxidación
[min]

93
para la aleación de alto contenido de cobre (Ilustración 76) mientras que la enriquecida en oro se
observa un cambio de color (Ilustración 77).
Ilustración 76. Dorado obtenido 90min oxidación 86%Cu, 12%Au y 2%Ag.
Ilustración 77. Dorados obtenidos a varios tiempos de oxidación 62%Cu, 33%Au y 5%Ag.
5.2.2. Caracterizaciones Réplicas
5.2.2.1. Caracterización Óxidos.
Tras la oxidación se tomaron muestras de los óxidos formados para análisis DRX de tal modo que
se determinará la naturaleza de los mismos. En la Ilustración 78 se observa una muestra oxidada
con la capa de óxido formada. Según la literatura[42][22][23], el color rojizo implica la presencia
de óxido cuproso mientras que el tono negro implica la presencia de óxido cúprico.

94
Ilustración 78. Izquierda superior) Muestra oxidada. Derecha Superior) Granulo de Cobre puro. Derecha inferior) Óxido descascarado.
Los resultados de DRX sobre la capa de óxido formado demostró ser principalmente óxido cuproso
y una muy pequeña cantidad de óxido cúprico (Ilustración 79). La existencia de ambos óxidos y la
observación de ambos colores implica que muy seguramente se está formando una capa gruesa
de óxido cuproso y sobre esta una muy delgada capa de óxido cúprico debido a la abundancia de
oxígeno en la atmósfera. Además de esto se puede concluir que el ataque químico de limpieza
debe estar diseñado principalmente para el ataque del óxido cuproso más que el óxido cúprico.
Teniendo en cuenta que no se reporta algún tipo de reacción del óxido cuproso con el ácido
oxálico, este no debe ser el único componente activo de la solución química. Muy probablemente
se adicionaban sales a la mezcla cuyos iones acuosos sean solubles con el óxido tal como pasa con
este óxido y el ácido clorhídrico en solución acuosa. Por este motivo se piensa que al adicionar sal
ocurren las disociaciones presentadas a continuación de tal forma que se asemejan a los iones del
HCl en agua en el cual se conoce que el óxido cuproso es soluble. Este ataque químico
correspondería a los mejpres resultados de dorado obtenidos por Scott[18] en varias de sus
experimentaciones.
NaCl(ac) → Na+(ac) + Cl-(ac)
Ecuación 22
C2H2O4(ac) → C2O42-(ac) + 2H+(ac)
Ecuación 23

95
Ilustración 79. Resultados DRX sobre óxidos descascarados.
5.2.2.2. Réplicas 62%Cu, 33%Au y 5%Ag
Las réplicas formadas buscan determinar el crecimiento de dorado teniendo en cuenta el modelo
de oxidación antes expuesto. Por este motivo se midió el espesor de capa de óxido en la
metalografía sin ataque y posteriormente se atacó con cloruro férrico según el PROTOCOLO DE
MEDICIÓN DE RECUBRIMIENTOS DE FRAGMENTOS METÁLICOS DE PIEZAS ARQUEOLÓGICAS
MEDIANTE MICROSCOPÍA ÓPTICA. PC-05[32].
Ilustración 80. Capa de óxido formada en Réplica de 10 min. de oxidación sin ataque. 1000X.
Ilustración 81. Capa de dorado formado con 15 min. de oxidación bajo un ataque de cloruro férrico. 1000X.
Además, sobre las muestras oxidadas de esta aleación se observa que las dendritas son un camino
de oxidación acelerada por lo que probablemente tienen una composición rica en cobre. Como se
observa en la Ilustración 83, la dendrita es un camino para que el dorado se forme hacia una

96
profundidad mayor. Por este motivo, el espesor de dorado para esta estructura es muy irregular
de tal manera que poseerá altas desviaciones comparado con la homogeneidad de la capa de
óxido.
En segundo lugar, cabe resaltar que se observan segregaciones blancas en la aleación que se
revelan con el ataque químico. Según su color se esperaría que fuesen segregaciones ricas en oro
o plata (Ilustración 82 e Ilustración 83).
Ilustración 82. Observaciones aleación T30 sin ataque.
Ilustración 83. Dendrita dorada T30 atacada con cloruro férrico.
5.2.2.2.1. Modelos de formación Parabólica
De ahora en adelante la nomenclatura usada para el análisis del modelo es y para el espesor de
capa de óxido y h para el espesor de capa de dorado. Cada una de las mediciones se hizo con 50
medidas diferentes a lo largo de la superficie de dorado observado según laTabla 26 y Tabla 27.
Tabla 26. Espesor de Capa de Óxido Replicado
Tabla 27. Espesor de Capa de Dorado Replicado
Los datos de capa de óxido y dorado se muestran Gráfica 12 donde se observa que el dorado
formado es más grueso que la capa de óxido formada en todos los puntos.
min sec y (μm)Desv.
Est. (μm)y² (μm²)
0 0 0.00 0.00 0.00
6 360 2.96 0.54 8.76
10 600 5.06 0.23 25.60
15 900 5.04 0.22 25.40
20 1200 6.48 0.29 41.99
30 1800 8.17 0.68 66.75
5.54 0.392Promedio
Espesor óxido MedidoTiempo
Oxidación
min sec h (μm)Desv. Est.
(μm)h² (μm²)
0 0 0.00 0.00 0.00
6 360 6.27 1.03 39.31
10 600 7.37 2.80 54.32
15 900 8.01 1.26 64.16
20 1200 9.02 1.78 81.36
30 1800 10.12 2.82 102.41
8.158 1.938Promedio
Espesor dorado MedidoTiempo
Oxidación

97
Gráfica 12. Datos Experimentales de Réplica
Para determinar la constante de formación de capa de cada modelo (kyy kh) se elevó al cuadrado
cada el espesor y se realizó una regresión lineal sobre la misma. Así para la capa de óxido la
pendiente de la recta resultante de la regresión será la constante de formación de capa (Gráfica 13
y Gráfica 14).
Ecuación 24
Ecuación 25
Gráfica 13. Regresión Lineal de capa de Óxido.
0,00
2,00
4,00
6,00
8,00
10,00
12,00
0 10 20 30
Esp
eso
r (μ
m)
Tiempo Oxidación (min)
Datos Experimentales de Réplica
Capa Óxido
Capa Dorado
y = 2,215x - 1,819R² = 0,972
0,0010,0020,0030,0040,0050,0060,0070,0080,00
0 5 10 15 20 25 30
Esp
eso
r cu
adra
do
y²
(μm
²)
Tiempo oxidación (min)
Regresión Lineal de y²

98
Gráfica 14. Regresión Lineal de capa de Dorado.
En estas gráficas se muestra que el modelo de oxidación tiene un R² de 0.97 mientras que la capa
de dorado tiene uno de 0.94. Esto indica que el modelo resultante de la regresión se ajusta de
buena manera a los datos obtenidos.
Tabla 28. Parámetros de modelo de oxidación.
Tabla 29. Parámetros de modelo de dorado.
Al usar las constantes obtenidas de la regresión lineal se determinan los modelos de oxidación
parabólica simple que se muestran en la Gráfica 15 y Gráfica 16.
Gráfica 15. Modelo de Formación de Capa de Óxido.
y = 3,224x + 13,39R² = 0,940
0,0010,0020,0030,0040,0050,0060,0070,0080,0090,00
100,00110,00120,00
0 5 10 15 20 25 30
Esp
eso
r cu
adra
do
h²
(μm
²)
Tiempo oxidación (min)
Regresión Lineal de h²
2.2151
0.9723
ky (μm²/min)
R²
Parámetros Exp. modelo Oxidación
3.2246
0.9402
Parámetros Exp. modelo Dorado
kh (μm²/min)
R²
0,00
1,00
2,00
3,00
4,00
5,00
6,00
7,00
8,00
9,00
0 5 10 15 20 25 30
Esp
eso
r ó
xid
o (
μm
)
Tiempo (min)
Modelo de Formación de Capa de Óxido
Espesor Experimental
Espesor Modelo

99
Gráfica 16. Modelo de Formación de Capa de Dorado.
Para determinar el error de los modelos (Gráfica 17) se compara cada uno de los espesores h y y
formados entre sí (h/y) para cada uno de los tiempos. Dicha relación será siempre una constante
como se muestra a continuación.
Ecuación 26
El resultado de espesores es contrastante con la oxidación de réplicas con alto contenido de cobre
donde el espesor de óxido es más grande que el dorado formado. Así, en las réplicas de mayor
contenido de oro la relación h/y es mayor a 1 mientras que en la de menor contenido la relación
es menor a 1. Si se analiza esto se podría inferir que existe una composición para la cual la capa de
dorado tendrá el mismo espesor que la cada de óxido.
Gráfica 17. Modelos de Formado de Capa Replicada.
0,001,002,003,004,005,006,007,008,009,00
10,0011,0012,0013,00
0 5 10 15 20 25 30
Esp
eso
r D
ora
do
(μ
m)
Tiempo (min)
Modelo de formación de Capa de Dorado
Espesor ExperimentalEspesor Modelo
0.00
2.00
4.00
6.00
8.00
10.00
12.00
0.00 5.00 10.00 15.00 20.00 25.00 30.00
Espe
sor
(μm
)
Tiempo Oxidación (min)
Comparación de Modelos
Capa Óxido
Capa Dorado

100
Así pues, al hacer esta relación para los datos experimentales y para los modelos se obtienen las
relaciones mostradas en la Tabla 30. A través de esta relación se observa que el modelo propuesto
tiene un error del 22.61% respecto a los datos experimentales. Si bien es un error considerable, es
un error aceptable debido a que este modelo es una primera aproximación al fenómeno de un
dorado por oxidación según el espesor de óxido cuproso creciente. Cabe resaltar que para afinar
este modelo se esperaría tomar una mayor cantidad de datos especialmente en los primeros
tiempos donde la capa de óxido crece aceleradamente y se buscaría usar modelos de mayor
precisión como el parabólico modificado que tiene más consideraciones sobre la formación de
capa.
Tabla 30. Relaciones h/y de Réplicas.
1.207
Exp Modelo
0 - -
6 2.118 1.207
10 1.457 1.207
15 1.589 1.207
20 1.392 1.207
30 1.239 1.207
Promedio 1.559 1.207
Error (%)
t (min)
Relación h/y
h/y = (kh/ky)^0.5
22.61%

101
5.2.2.2.2. Conclusiones de modelos de oxidación para FT1
Con este modelo preliminar se concluye que para un espesor de 6.86μm como el determinado en
el FT1 fue necesario un tiempo de oxidación a 600:C de al menos 14.59 minutos. Es importante
observar que durante ese tiempo de oxidación la estructura del metal interior no se recristaliza
como la observada en el FT1. De este modo para lograr una recristalización evitando que el
recubrimiento crezca más allá de 6.86μm se debe evitar la oxidación del cobre mientras se
calienta. Por este motivo el calentamiento que produjo la recristalizaciónes diferente al
calentamiento de oxidación.
Muy probablemente el calentamiento de oxidación se hizo de manera abierta a la atmósfera
mientras que el calentamiento de recristalización se hizo en un ambiente reductor. Si se observa la
reacción de oxidación del cobre en el Diagrama de Ellingham (Gráfica 18)y se compara con la
reacción de oxidación del carbono se evidencia que un calentamiento en presencia de carbón
evitaría el crecimiento del recubrimiento permitiendo la recristalización del material.
Gráfica 18. Diagrama de Ellingham con oxidaciones del cobre y del carbono[21].

102
5.2.2.2.3. Composiciones de Estructuras
La composición de las estructuras halladas previamente se determinaron según el PROTOCOLO DE
ANÁLISIS COMPOSICIONAL DE FRAGMENTOS METÁLICOS DE PIEZAS ARQUEOLÓGICAS
MEDIANTE MICROSCOPÍA ELECTRÓNICA DE BARRIDO MED/EDS PC-08[38]. Dicho análisis se hizo
tras la limpieza del material respecto al ataque químico mediante un pulido metalográfico con
alúmina por lo cual se despreciarán las composiciones de Al correspondientes al pulido, las de Cl
correspondientes a ataque con cloruro férrico y las de carbono correspondientes al primer pulido
metalográfico con suspensiones de diamante.
Las estructuras observadas en la aleación de 62%Cu, 33%Au y 5%Ag sin oxidar ni dorar se ven
claramente en la Ilustración 84 e Ilustración 85 donde vemos las segregaciones blancas reveladas,
una estructura dendrítica producto de la fundición del material, un fondo grisáceo que contiene el
resto de estructuras y por último al observar a mayores aumentos se observa que los bordes de las
dendritas parecen tener una composición diferente al fondo gris y a la dendrita misma.
Ilustración 84. Observación Panorámica Estructura T0.
Ilustración 85. Estructuras Identificadas en T0.
Además, para las muestras oxidadas se observa un resultado generalizado donde se forma la capa
de óxido hacia fuera del dorado (Ilustración 86). Por este motivo se midió la composición del óxido
y la del dorado como la de dos estructuras distintas. Hay que resaltar el hecho de que la
composición del dorado no es homogénea por lo cual su composición se mide a medida que
aumenta la profundidad del dorado.
Ilustración 86. Capa de óxido y dorado T0.
Segregación
Blanca
Dendrita
Bordes
Dendritas
Fondo Gris
Capa de óxido
Capa de Dorado

103
Tras medir las composiciones de las estructuras se observa que la matriz del fondo gris es la zona
rica en cobre con una composición muy parecida a la aleación manufacturada. Por otro lado, las
dendritas son de una composición muy rica en cobre (81.21%) y oxígeno (14.02%) y muy pobres en
Au (3.29%) y Ag (1.48%). Así, al analizar los bordes de dendritas observamos que poseen una
composición similar a la del fondo gris pero que tienden a la de las dendritas. El alto contenido de
oxígeno en las dendritas probablemente ocurre debido a que naturalmente el oxígeno posee una
solubilidad en el cobre y durante la fundición algo de oxígeno se solubiliza en metal[3]. Por otro
lado se observa que la segregación blanca presentada es muy rica en Au y relativamente pobre en
Cu de tal manera que durante el dorado es muy posible que esta estructura se revele.
La observación más importante se hace al comparar la composición de las dendritas y las de la
capa de óxido para la muestra T10. La diferencia entre estas a nivel de Cu y O es mínima ya que
ambas son estructuras con casi 80% de Cu y 15% de O de tal manera que este es un indicio de que
las estructuras cuprosas que se forman al interior del fragmento en su deterioro pueden ser
producto de las dendritas de fundición.
Tabla 31. Composiciones EDS Estructuras Réplicas
Si se localizan en el diagrama ternario Au/Ag/Cu de liquidus (Ilustración 87) las composiciones
normalizadas de las dendritas ricas en cobre, de la matriz del fondo gris y de las segregaciones
blancas se puede observar que se encuentran sobre la misma línea acorde al proceso de
solidificación de la aleación. Por un lado, lo primero que se solidifica es el cobre con el mayor
punto de fusión por lo cual la fase líquida se enriquece en oro y plata de tal modo que se avanza
sobre la línea de solidificación. Esta fase rica en oro se solidifica posteriormente lo que da a lugar a
las segregaciones blancas halladas. La composición global de la aleación resulta ser una especie de
punto medio entre segregaciones y dendritas a la cual se llegaría si se calentara por suficiente
tiempo como para homogenizar la composición.
Estructuras Norm. Au Ag Cu O C Al Cl Total
Dendrita T0 3.29% 1.48% 81.21% 14.02% - - - 100.00%
Segregación Blanca T0 59.52% 5.09% 29.72% 5.67% - - - 100.00%
Fondo Gris T0 33.54% 3.68% 62.78% - - - - 100.00%
Bordes Dendritas T0 31.24% 6.51% 59.15% 3.10% - - - 100.00%
Capas óxido T10 - - 83.48% 16.52% - - - 100.00%

104
Ilustración 87. Línea de solidificación 64%Cu, 30%Au y 6%Ag.
Las observaciones sobre la composición del recubrimiento se hicieron sobre las muestras T6, T10,
T15 y T20 a lo largo del mismo como se muestra para determinar el cambio de la aleación a
medida que se penetra en el recubrimiento. Hay que resaltar que dicha medida no es comparativa
con el espesor de recubrimiento hallado anteriormente mediante microscopía óptica debido a que
una sola medida de espesor por composición en el SEM no tiene en cuenta la oxidación dendrítica
irregular mientras que las 50 mediciones ópticas son más representativas.
Ilustración 88. Esquema medición de composición en recubrimientos en T6.
1μm
2μm
3μm
4μm
5μm
6μm
7μm
Dendritas de Cobre
Fondo Gris
Segregaciones Blancas
Avance en la solidificación

105
En la Tabla 32 se hace una recopilación de las composiciones determinadas a lo largo de los
recubrimientos manufacturados para T6, T10, T15 y T20.
Tabla 32. Composición Recubrimientos.
La recopilación de las composiciones determinadas indica que durante el oxidado no solo ocurre
un empobrecimiento del cobre superficial debido a la formación de la capa de óxido sino que
existe un fenómeno de migración de plata hacia la superficie que aumenta con el tiempo de
oxidación. Esto se visualiza con el engrosamiento del cuello para la plata en la Gráfica 19.De este
mismo modo se observa la disminución del cuello de Cu como el empobrecimiento de cobre cada
vez hacia una mayor profundidad de la pieza con un aumento del tiempo de oxidación.
Se concluye que la plata es la que está migrando en el oro debido a que la energía de activación
para que ocurran saltos de Ag en Au es menor a la energía de activación del movimiento de Au en
Ag.
Tabla 33. Energías de activación necesarias para la difusión[43].
T6 Norm.
Profundidad (μm)
0-1 46.29% 17.47% 36.24% 100.00%
1-2 47.65% 6.69% 45.66% 100.00%
2-3 45.62% 5.43% 48.95% 100.00%
3-4 32.80% 2.74% 64.46% 100.00%
4-5 33.95% 3.89% 62.17% 100.00%
T10 Norm.
Profundidad (μm)
0-1 50.35% 32.56% 17.09% 100.00%
1-2 57.25% 15.11% 27.64% 100.00%
2-3 54.53% 6.63% 38.84% 100.00%
3-4 37.47% 7.93% 54.61% 100.00%
4-5 34.15% 6.86% 58.98% 100.00%
5-6 35.14% 5.20% 59.66% 100.00%
T15 Norm.
Profundidad (μm)
0-1 41.92% 42.58% 15.51% 100.00%
1-2 56.72% 6.83% 36.45% 100.00%
2-3 53.04% 4.79% 42.17% 100.00%
3-4 50.25% 4.79% 44.96% 100.00%
4-5 36.36% 5.26% 58.38% 100.00%
5-6 34.04% 8.15% 57.81% 100.00%
T20 Norm.
Profundidad (μm)
0-0.5 41.74% 34.70% 23.56% 100.00%
0-1 52.86% 17.68% 29.46% 100.00%
1-2 57.32% 8.43% 34.25% 100.00%
2-3 57.06% 9.09% 33.85% 100.00%
3-4 56.99% 6.57% 36.44% 100.00%
4-5 52.72% 6.05% 41.22% 100.00%
5-6 34.71% 5.87% 59.42% 100.00%
Au Ag Cu Total
Au Ag Cu Total
Au Ag Cu Total
Au Ag Cu Total
Pareja de elementos Q (cal/mol)
Au en Ag 45500
Ag en Au 40200
Energía de Activación para Difusión

106
Gráfica 19. Composición recubrimientos para varios tiempos de oxidación.
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
0.5 1.5 2.5 3.5 4.5
wt%
Profundidad (μm)
Recubrimiento T6
Cu
Ag
Au
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
0.5 1.5 2.5 3.5 4.5 5.5
wt%
Profundidad (μm)
Recubrimiento T10
Cu
Ag
Au
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
0.5 1.5 2.5 3.5 4.5 5.5
wt%
Profundidad (μm)
Recubrimiento T15
Cu
Ag
Au
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
0.25 0.5 1.5 2.5 3.5 4.5 5.5
wt%
Profundidad (μm)
Recubrimiento T20
Cu
Ag
Au

107
5.2.2.2.4. Variaciones de Proceso
La última consideración de réplicas que se tuvo fue la variación del proceso de manufactura
alterando la cadena de manufactura en tres posibles metodología para el FT1. Así, se plantea si se
fundió la lámina y se doró; o se hizo una fundición para posteriormente dorar y laminar; o si se
fundió, laminó y se doró como paso final (Ilustración 90). Cada una de estas tres posibilidades fue
manufacturada y analizada metalográficamente para comparar sus estructuras y resultados con el
FT1 buscando la estructura más parecida a la original (Ilustración 89). Así, en el FT1 original se
identifica un dorado regular compacto sin porosidades y un direccionamiento del material de
manera horizontal, especialmente las estructuras ricas en óxidos. Además se identifica que la
estructura metálica tiene granos equiaxiales con maclas de recristalización (Ilustración 91).
Ilustración 89. Metalografía 1000X FT1.
Ilustración 90. Posibilidades de proceso FT1.
Ilustración 91. Granos Cristalizados FT1.
¿Manufactura FT1?
Fundido
Dorado Dorado
Laminado
Laminado
Dorado

108
1. Fundido y 2. Dorado (FD): En la estructura fundida y posteriormente dorada (FD) se
presenta una formación dendrítica con distribución homogénea y sin direccionamiento
alguno (Ilustración 92). El dorado formado posee una estructura homogénea porosa
producto del dorado dendrítico irregular (Ilustración 93). Además, no se observan granos
equiaxiales dentro de la estructura.
Estas diferencias implican que existió un proceso de deformación que direccionara la
estructura ya que esto no se logra en la fundición. Además, la misma oxidación no
permitió larecistalización de granos dado que esto solo ocurre al existir una deformación
plástica previa al calentamiento. Igualmente debió existir un proceso de deformación o
acabado que compactara el recubrimiento como el FT1 original.
Ilustración 92. Estructura dendrítica FD.
Ilustración 93. Recubrimiento FD.
1. Fundido, 2. Dorado y 3. Laminado (FDL): En la estructura fundida, dorada y laminada se
observa un direccionamiento del material en general a causa del flujo de material durante
la deformación plástica (Ilustración 94). De igual modo se observan dendritas
direccionadas dada la deformación plástica (Ilustración 95). Con esto se confirmaría el
hecho de que existen estructuras cuprosas al interior del material del FT1 direccionadas
según el proceso de laminado.
Ilustración 94. Flujo del Material FDL
Ilustración 95. Dendritas Direccionadas FDL.

109
Si se analiza con detenimiento el dorado formado en FDL (Ilustración 96) se identifica que este no
es homogéneo a lo largo de la superficie y se ha perdido en algunas zonas a causa de la
deformación. Si bien el dorado se ha perdido, cabe resaltar que ahora posee una estructura
compacta similar a la del FT1.
Ilustración 96. Recubrimiento FDL
1. Fundido, 2. Laminado y 3. Dorado (FLD): En la estructura FLD se observa una estructura
de dorado homogénea a lo largo de toda la superficie (Ilustración 97). El dorado formado
está distribuido regularmente en toda la superficie pero es de gran porosidad y es poco
compacto (Ilustración 98). Igualmente la estructura del metal posee un direccionamiento
dendrítico a causa de la deformación plástica sin la recristalización de grano.
Ilustración 97. Dorado homogéneo FLD.
Ilustración 98. Recubrimiento FLD.
Lo anterior lleva a pensar que el dorado formado fue manufacturado a través de una combinación
de procesos del FDL y FLD de tal modo que se concluye que existieron ciclos de calentamiento
(dorado) y deformación plástica.
En primera lugar, el hecho de que exista un dorado compacto en el FDL implica que para lograr
una estructura sin porosidades, el dorado fue deformado y compactado probablemente a través
del laminado y adicionalmente de un proceso de acabado como un pulido en varios ciclos. Dado
que parte del dorado se daña tras el laminado, es necesario volver a dorar para homogenizar la

110
capa superficial de recubrimiento. Así, se concluye que fueron necesarios los ciclos de dorado y
laminado para obtener el tipo de dorado visto.
En segundo lugar el hecho de que existan granos equiaxiales con maclas de recristalización y un
dorado homogéneo distribuido sobre la superficie del fragmento implica que como último proceso
de manufactura, se hizo un proceso térmico y no una deformación plástica que lograra recristalizar
granos y eliminar las dendritas de fundición.

111
6. CONCLUSIONES I. La observación de estructuras segregadas llevan a pensar que el material inicial pasó por
un proceso de fundición donde se presentan típicamente segregaciones composicionales
de material. Se le atribuye la irregularidad interna del recubrimiento a estas segregaciones
ya que las zonas ricas en cobre se oxidarán más rápido que las otras zonas. La regularidad
externa del recubrimiento se le atribuye al proceso de acabado mediante materiales
abrasivos que homogenizan la superficie.
II. Las estructuras elongadas en la dirección de la lámina indican un proceso de laminado que
orienta el material según la compactación de la pieza. Dicha deformación plástica es
soportada por la existencia de granos con maclas de recristalización los cuales solo
aparecen en materiales deformados plásticamente y recocidos durante un tiempo. El
hecho de hallar granos equiaxiales indica que el último proceso fue el recocido para la
recuperación del material.
III. Las composiciones de las estructuras internas del material indican un material homogéneo
de oro de aluvión con adición de cobre el cual fue fundido y homogenizado ya que el
cobre se halla presente en todas las estructuras estudiadas.
IV. Muy probablemente el calentamiento de oxidación se hizo de en la parte exterior de un
fuego por un tiempo de 15 minutos para fomentar la oxidación mientras que el
calentamiento de recristalización se hizo muy cerca a pedazos de carbón en la fogata para
evitar la oxidación en el ambiente reductor.
V. Las propiedades compactas y homogéneamente distribuidas del recubrimiento sugieren
que dicha estructura se logró a través de ciclos de oxidación y deformación plástica que
concuerda con direccionamiento del resto de las estructuras en el material.
VI. El fenómeno de oxidación predominante en el dorado por oxidación está regido por el
óxido cuproso y no el cúprico. También se observa que existe un fenómeno de difusión de
la plata en el oro hacia la superficie.

112
7. BIBLIOGRAFÍA
[1] MARÍA ELVIRA BONILLA. (1985) Oro colombiano en manos extranjeras. [Online].
http://www.banrepcultural.org/blaavirtual/publicacionesbanrep/boletin/boleti3/bol3/oro.ht
m
[2] Roberto Lleraz Pérez, Metalurgía en la América antigua : teoría, arqueología, simbología y
tecnología en los metales prehispánicos. Bogotá, Colombia: Banco de la República, Fundación
de Investigaciones Arqueológicas Nacionales e Instituto de Estudios Andinos, 2007.
[3] Nohora Alba Bustamante, Notas sobre manipulación de piezas metálicas arqueológicas.,
Agosto 2012.
[4] Michael L. Wayman, "Archaeometallurgical Contributions to a Better Understanding of the
Past," Department of Chemical and Materials Egineering. University of Alberta., Edmonton,
2000.
[5] ASM International Handbook Commitee. New York, 1996, vol. 5: Surface Engineering.
[6] Diego Javier Gómez, "Caracterización De Fragmentos De Pectorales Precolombinos Hechos En
Tumbaga Recubiertos Por Dorado Por Oxidación, Hallados En La Vereda De Tajumbina
Municipio De La Cruz (Nariño)," Dept. Ing. Mecánica, Universidad de Los Andes, Bogotá, Tesis
de Maestría 2009.
[7] Fernando Urbina R and Giovanni Púa M, Vida Cotidiana de la Culturas Amerindias. Bogotá,
Colombia: Panamericana, 2001.
[8] Justine Bayley, David Dungworth, and Sarah Paynter, "Centre for Archaeometallurgy
Guidelines: Archaeometallurgy," English Heritage, pp. 1-30, Febrero 2001.
[9] Heidi King, "Gold in Ancient America," The Metropolitan Museum of Art Bulletin, vol. 54, no.
4, pp. 5-55, 2002.
[10] John A Schey, Proceso de Manufactura, Tercera ed. Ciudad de México, México: Mc Graw Hill,
2002.
[11] Cyril Stanley Smith, "Art, Technology, and Science: Notes on Their Historical Interaction,"
Technology and Culture, vol. 11, no. 4, pp. 493-549, Octubre 1970.
[12] Catherine Lara. (2006) La Metalurgia Americana. [Online]. http://arqueologia-diplomacia-
ecuador.blogspot.com/2010/04/metalurgia.html
[13] Andreas Hauptamann, The Archaeometallurgy of copper. New York: Springer, 2007.

113
[14] Museo del Oro del Banco de la República. (2012) La balsa de Eldorado. [Online].
http://www.banrepcultural.org/museo-del-oro/sociedades/muisca/la-balsa-de-eldorado
[15] Heather Lechtman, "A Pre-Columbian Technique for Electrochemical Replacement Plating of
Gold And Silver on Copper Objects," Journal of Metals, pp. 154-170, Diciembre 1979.
[16] D.A. Scott, "Gold And Silver Alloy Coatings Over Copper: An Examination Of Some Artefacts
From Ecuador And Colombia," Department of conservation and Material Science, Institute of
Archaeology, Londres, 1986.
[17] Mark Grimwade. The Surface Enrichment of Carat Gold Alloys-Depletion Gilding. [Online].
http://www.thegod720.com/Enrichment%20of%20Carat%20Gold%20Alloys.pdf
[18] Nohora Alba Bustamante, "El Dorado Visión Panorámica- Revisión," Revisión Bibliográfica.
[19] Edna Viviana Pulido, "Manufactura Y Caracterizción de Réplicas De Plateados Precolombinos
Por El Método De Oxidación.," Dept. Ing. Mecánica, Universidad de Los Andes, Bogotá, Tesis
de Pregrado 2009.
[20] Heather Lechtman, "Ancient Methods of Gilding Silver: Examples from the Old and the New
Worlds," Massachusetts Institute of Technology, Cambridge, Massachusetts,.
[21] University of Cambridge. (2012, Agosto) The interactive Ellingham diagram. [Online].
http://www.doitpoms.ac.uk/tlplib/ellingham_diagrams/interactive.php
[22] Herbert H Uhlig, The Corrosion Handbook, Primera Edición ed. New York: John Wiley & Sons,
1907.
[23] Ulik R Evans, The Corrosion and Oxidation of Metals: Scientific Principles and Practical
Applications. London: Edward Arnold (Publishers) Ltd., 1962.
[24] Springer Materials. (2012, Agosto) Thermodynamic Properties · Ternary Alloy Systems: Phase
Diagrams, Crystallographic and Thermodynamic Data critically evaluated by MSIT. [Online].
http://www.springermaterials.com/navigation/navigation.do?m=l_2_154575_Noble+Metal+
Systems.+Selected+Systems+from+Ag-Al-Zn+to+Rh-Ru-Sc
[25] S Mrowec and M Stoklosa, "Oxidation of Copper at High Temperatures," Oxidation of Metals,
vol. 3, no. 3, 1971.
[26] ASM International, ASM Specialty Handbook: Heat Resistance Materials, J.R. Davis &
Associates, Ed. Estados Unidos: The Material Information Society, 1997.
[27] ASTM, "Standard Guide for Assessment of Surface Texture of Non-Porous Biomaterial in Two

114
Dimensions," ASTM, F2791-09,.
[28] Universidad Nacional Autónoma de México. (20011) Centro de investigación en Energía,
Fluorescencia de Rayos-X. [Online]. http://xml.cie.unam.mx/xml/ms/fluorescencia.xml
[29] Ing. María Julia Yáñez and Prof. Viviana Sorrivas de Lozano. (2011) MICROSCOPIA
ELECTRONICA. [Online].
http://www.criba.edu.ar/cribabb/servicios/secegrin/microscopia/apunte_col.htm
[30] Universidad de los Andes. (2011, Febrero) Laboratorio de Caracterización MEB. [Online].
http://meb.uniandes.edu.co/frecuentes.php
[31] Juan David Barbosa Ramírez, "PROTOCOLO DE PREPARACIÓN Y ANÁLISIS METALOGRÁFICO
DE FRAGMENTOS METÁLICOS DE PIEZAS ARQUEOLÓGICAS MEDIANTE MICROSCOPÍA ÓPTICA.
PC-04," Universidad de los Andes, Bogotá, Protocolo Arqueometalúrgico PC-04, 2012.
[32] Juan David Barbosa Ramírez, "PROTOCOLO DE MEDICIÓN DE RECUBRIMIENTOS DE
FRAGMENTOS METÁLICOS DE PIEZAS ARQUEOLÓGICAS MEDIANTE MICROSCOPÍA ÓPTICA.
PC-05," Universidad de los Andes, Bogotá, Protocolo Arqueometalúrgico PC-05, 2012.
[33] Juan David Barbosa Ramírez, "PROTOCOLO PARA EL DE RECIBO DE FRAGMENTOS METÁLICOS
DE PIEZAS ARQUEOLÓGICAS. PC-01," Universidad de los Andes, Bogota, Protocolo
Arqueometalúrgico PC-01, 2012.
[34] Juan David Barbosa Ramírez, "PROTOCOLO DE ANÁLISIS FÍSICO DE FRAGMENTOS METÁLICOS
DE PIEZAS ARQUEOLÓGICAS. PC-02," Universidad de los Andes, Bogotá, Protocolo
Arqueometalúrgico PC-02, 2012.
[35] Juan David Barbosa Ramírez, "PROTOCOLO DE SECCIONAMIENTO DE MUESTRAS DE
FRAGMENTOS METÁLICOS DE PIEZAS ARQUEOLÓGICAS. PC-03," Universidad de los Andes,
Bogotá, Protocolo Arqueometalúrgico PC-03, 2012.
[36] David A Scott., "Deterioration of Gold Alloys and some Aspectes of their Conservation,"
International Institute for Conservation of Historic and Artistic Works, 2008.
[37] David A Scott, Metalography and Microstucture of Ancient and Historic Metals. Singapur: THE
GETTY CONSERVATION INSTITUTE, 1991.
[38] Juan David Barbosa Ramírez, "PROTOCOLO DE ANÁLISIS COMPOSICIONAL DE FRAGMENTOS
METÁLICOS DE PIEZAS ARQUEOLÓGICAS MEDIANTE MICROSCOPÍA ELECTRÓNICA DE
BARRIDO MED/EDS PC-08," Universidad de los Andes, Bogotá, Protocolo Arqueometalúrgico
PC-08, 2012.

115
[39] Springer Materials. (2012, Octubre) Springer Materials-The Landbolt Bornstein Database.
[Online].
http://www.springermaterials.com/navigation/navigation.do?m=n_154575_Noble+Metal+Sy
stems.+Selected+Systems+from+Ag-Al-Zn+to+Rh-Ru-Sc
[40] Juan David Barbosa Ramírez, "PROTOCOLO DE ANÁLISIS COMPOSICIONAL DE FRAGMENTOS
METÁLICOS DE PIEZAS ARQUEOLÓGICAS MEDIANTE FLUORESCENCIA DE RAYOS X (FRX). PC-
07," Universidad de los Andes, Bogotá, Protocolo Arqueometalúrgico PC-07, 2012.
[41] Juan David Barbosa Ramírez, "PROTOCOLO PARA EL ANÁLISIS DE FASES PRESENTES EN
FRAGMENTOS METÁLICOS DE PIEZAS ARQUEOLÓGICAS.PC-06," Universidad de los Andes,
Bogotá, Protocolo Arqueometalúrgico PC-06, 2012.
[42] N.N. Greenwood, Chemistry of the Elements. Oxford, UK: Elsevier, 1997.
[43] Donald R Askeland, The Science and Engineering of Materials, Tercera ed. Boston, Estados
Unidos: PSW, 1994.
[44] Ohaus Latinoamérica. Balanza Analítica OHAUS. [Online].
http://www.ohaus.com.mx/pioneer_a.htm
[45] Garbiel Rojas, "PROTOCOLO DE CARACTERIZACIÓN METALÚRGICA DE PIEZAS
ARQUEOLÓGICAS," Universidad de los Andes, Bogota, Protocolo 2010.
[46] ASTM, "B488-01(2010)e1 Standard Specification for Electrodeposited Coatings of Gold for
Engineering Uses," ASTM International, 2010.
[47] Oleg D Sherby and Jeffrey Wadsworth, "Ancient Blacksmiths, the Iron Age, Damascus Steels,
and Modern Metallurgy," Stanford University & Lawrence Livermore National Laboratory,
2001.

116
8. ANEXOS
8.1. FORMATO ACTA DE RECIBO
ACTA DE RECIBO
En las instalaciones de la Universidad de los Andes el día 03 del mes de Septiembre del
año 2012 se procedió a la entrega del material relacionado a continuación con los
siguientes parámetros.
Identificación:
Se recibió el fragmento identificado de manera externa por el interesado como O14617
que será identificado de ahora en delante de manera interna como FT1.
Peso:
Durante su pesaje con una balanza analítica se determinó que su masa en gramos en el
momento de entrega fue de 0.7390 gramos.
Condiciones de Registro:
Se deja constancia fotográfica de las condiciones de entrega mediante el siguiente registro
fotográfico y las observaciones relevantes de su estado actual.
Observaciones: El FT1 presenta una pieza principal y una delaminación de la pieza que está totalmente separada de la geometría principal. La forma general de la pieza es el de una lámina con cuatro bordes de corte debido a la separación del FT1 de la pieza principal. Además de esto posee un borde en estado original que revela presencia de dorado. Por último, posee dos secciones, una a cada lado, ausentes de dorado. Estas, poseen un color oscuro al parecer producto del deterioro del fragmento a través de delaminaciones o descascaramientos y posterior oxidación.

117
Registro Fotográfico:
Vista Frontal
Vista del Reverso:
En constancia de la entrega firman de conformidad.
_______________________________ REPRESENTANTE DE QUIEN ENTREGA
_____________________________ REPRESENTANTE DE QUIEN RECIBE
Cargo: _________________________ Cargo: _______________________
Institución: _____________________ Institución: ___________________

118
8.2. FORMATO ACTA DE ENTREGA
ACTA DE ENTREGA
En las instalaciones de la Universidad de los Andes el día 03 del mes de Septiembre del
año 2012 se procedió a la entrega del material relacionado a continuación con los
siguientes parámetros.
Identificación:
Se recibió el fragmento identificado de manera externa por el interesado como O14617
que será identificado de ahora en delante de manera interna como FT1.
Peso:
Durante su pesaje con una balanza analítica se determinó que su masa en gramos en el
momento de entrega fue de 0.7390 gramos.
Condiciones de Registro:
Se deja constancia fotográfica de las condiciones de entrega mediante el siguiente registro
fotográfico y las observaciones relevantes de su estado actual.
Observaciones: El FT1 presenta una pieza principal y una delaminación de la pieza que está totalmente separada de la geometría principal. La forma general de la pieza es el de una lámina con cuatro bordes de corte debido a la separación del FT1 de la pieza principal. Además de esto posee un borde en estado original que revela presencia de dorado. Por último, posee dos secciones, una a cada lado, ausentes de dorado. Estas, poseen un color oscuro al parecer producto del deterioro del fragmento a través de delaminaciones o descascaramientos y posterior oxidación.

119
Registro Fotográfico:
Vista Frontal
Vista del Reverso:
En constancia de la entrega firman de conformidad.
_______________________________ REPRESENTANTE DE QUIEN ENTREGA
_____________________________ REPRESENTANTE DE QUIEN RECIBE
Cargo: _________________________ Cargo: _______________________
Institución: _____________________ Institución: ___________________

120
8.3. FORMATO ANÁLISIS FÍSICO DE PIEZAS PRECOLOMBINAS Bogotá DC
Universidad de los Andes
Fecha de registro : Sept. 10/2012
Departamento de Ing. Mecánica Formato registro de piezas
ANÁLISIS DIMENSIONAL
DIMENSIONES GENERALES
Medidas
Se observa que el FT1 presenta una geometría laminar pentagonal irregular con una longitudes axiales máximas de 6.4mm de alto y 6.9mm de ancho
Dibujo e indique las medidas pertinentes a longitudes Axiales
ESPESORES
Medidas
Se midió visualmente el espesor de lámina a lo largo de 10 puntos distintos con lo cual se determinó que el FT1 posee un espesor de lámina regular de 398μm y unas desviación estándar de 7.89μm.
ANÁLISIS DE ASPECTO
Descripción:
descripción de forma detallada del objeto a registrar
I. Colores y Tonalidades (Segregaciones de color, Tonalidades, Opacidad, Posibles Metales):
Se observó un dorado generalizado sobre el fragmento con dos tonalidades distintas, un
amarillo quemado y un amarillo más claro (Ilustración 34). Además del dorado
generalizado se observan zonas negras oscuras donde el recubrimiento se ha delaminadoy

121
se ha deteriorado el metal del interior del fragmento (Ilustración 35). De igual modo
existen varias zonas oscuras en zonas donde el recubrimiento parece estar
desapareciendo (Ilustración 36). Por último, se visualizaron zonas puntuales donde surge
una tonalidad azulada en las zonas de deterioro (¡Error! No se encuentra el origen de la
eferencia. e ¡Error! No se encuentra el origen de la referencia.).
II. Observación de Rugosidad (Acabado superficial, Lisura, Porosidades, Reflectividad): La
superficie general del fragmento es lisa y refleja la luz a excepción de las zonas
deterioradas. La superficie es continua y evidencia poros generalizados. Si bien se
encuentra un rayado en todas las direcciones sobre la superficie, es posible observar un
direccionamiento preferencial de la mayoría de rayas (¡Error! No se encuentra el origen
e la referencia.). La dirección de estos patrones sobre cada uno de los lados tiende a estar
a 90: entre ellos (Ilustración 32).
III. Características de los Bordes (Bordes naturales o seccionados, posibles recubrimientos y
matrices):Se observó un solo borde natural (Ilustración 37) el cual presenta una reducción
de espesor producto de una deformación y cuatro bordes de espesor constante producto
del corte del fragmento.
Además, se observan zonas de deterioro en cuyas fronteras se observa el levantamiento
de una capa superficial de dorado sugiriendo la existencia de un recubrimiento sobre una
matriz de composición diferente (Ilustración 38 e Ilustración 39).
IV. Decoraciones: El FT1 no presenta decoraciones o modificaciones debido a su geometría
laminar.
V. Perforaciones:Si bien dentro de la geometría laminar del FT1 no se esperan perforaciones
de ensamble o decoración, se observa un microhueco (¡Error! No se encuentra el origen
e la referencia.) del cual no se conoce razón alguna por lo cual surge como punto de
análisis de interés.
VI. Patrones Presentes en la Superficie: A pesar de que se observa un rayado en todas las
direcciones sobre la superficie, es posible observar un direccionamiento preferencial de la
mayoría de rayas sobre cada uno de los lados del fragmento. La dirección de estos
patrones sobre cada uno de los lados tiende a estar a 90: entre ellos (Ilustración 32).
VII. Estado de conservación (Presencia de óxidos y marcas de corrosión, existencia de
delaminaciones y descascaramientos que revelen presencia de recubrimientos): Además
de los bordes del FT1, se observan tres zonas de delaminación principales donde el metal
interior se ha deteriorado mediante oxidación. De igual modo se observan zonas del
dorado mismo que se están degradando y la tonalidad del dorado se oscurece debido al
deterioro (Ilustración 36). Por último, surgen puntos sobre varias partes del dorado que se

122
ha degradado donde se observan tonalidades azuladas (¡Error! No se encuentra el origen
e la referencia.).
VIII. Otras Observaciones: Se observa que el deterioro de la pieza avanza desde la superficie
hacia el centro de la lámina desde las dos superficies. De este modo, el deterioro está
ocurriendo de manera simétrica sobre las superficies de la lámina.

123
8.4. FORMATO CUANTIFICACIÓN DE RUGOSIDAD: Equipo de Medición: RugosímetroHommelTester Valores Registrados
Parámetro de Amplitud Promedio Ra=0.10
Parámetro de Amplitud Max. Y Min Rz=0.45
Otros Parámetros
Procesos de Manufactura Comparables: Pulido, Lapeado, Rectificado fino, Punzonado de
Precisión, Acabado Fresado
Gráfica 20. Rugosidades y Tolerancias Dimensionales para varios Proceso de Manufactura dentro dela Industria[10].

124
8.5. FORMATO DIAGRAMACIÓN DE SECCIONAMIENTO
Diagramación:
Identificación Interna: FT1 Peso (gr): 0.7390
Fecha del diagrama: Septiembre 26/2012 Firma Investigador:_____________________________