Proyecto Final de Manufactura

of 18
-
Upload
juan-carlos-yencon-velasco -
Category
Documents
-
view
261 -
download
0
Transcript of Proyecto Final de Manufactura
-
8/17/2019 Proyecto Final de Manufactura
1/18
PROCESOS DE
MANUFACTURA BLOQUE DE MOTOR POR FUNDICIÓN A GRAVEDAD
1 DE SEPTIEMBRE DEL 2015ESCUELA SUPERIOR POLITÉCNICA DEL LITORAL
Integrantes:
María Gabriela Cando CastilloJuan Carlos Yencón VelascoLuis Daniel Zambrano Palma
-
8/17/2019 Proyecto Final de Manufactura
2/18
Procesos de Manufactura
1
Índice1. Introducción ......................................................................................................................... 2
2. Investigación preliminar ..................................................................................................... 2
3. Planteamiento del problema ............................................................................................... 3
4. Propuesta de valor ............................................................................................................... 3
5. Objetivos .............................................................................................................................. 3
6. Marco Teórico ..................................................................................................................... 3
Fundición de piezas de aluminio ................................................................................................ 3
7. Diagrama PITOC ................................................................................................................ 9
8. Procesos de Fabricación ...................................................................................................... 9
9. Simulación .......................................................................................................................... 11
10. Control de calidad ......................................................................................................... 1411. Impactos Económicos, Sociales y ambientales ............................................................ 14
Tecnologías y equipos para tratamiento de material particulado .................................... 15
Ciclones y separadores inerciales ......................................................................................... 15
Removedores húmedos ......................................................................................................... 15
Precipitadores electrostáticos ............................................................................................... 16
12. Conclusiones ................................................................................................................... 16
13. Bibliografía ..................................................................................................................... 16
14. Anexos ............................................................................................................................ 17
-
8/17/2019 Proyecto Final de Manufactura
3/18
Procesos de Manufactura
2
1. Introducción
Los bloques de motores son la parte más importante en un motor, pues en ellos son ubicados loscomponentes que conforman el motor de combustión interna como cilindros y pistones. Esfundamental que el material con el que se realice el bloque del motor pueda ser capaz de soportargrandes esfuerzos térmicos y esfuerzos mecánicos debido al proceso de combustión que se da ensu interior, además ser capaz de amortiguar las vibraciones mecánicas producidas por las fuerzasinerciales del sistema. Además contiene los respectivos canales de refrigeración y lubricación porlos cuales pueda circular el líquido refrigerante y el aceite del motor. Estos ayudaran a que serealice una lubricación y refrigeración en algunas partes donde se desea disminuir la fricción yocasionen altas temperaturas. Los bloques de motores antiguamente eran realizados de hierrofundido debido a sus buenas propiedades mecánicas y su bajo costo. Pero en el actual mercadolas aleaciones de aluminio han ganado espacio en la industria automotriz para bloques de motoresde vehículos livianos a gasolina. Además siendo ésta aleación de aluminio liviana, permite que elvehículo sea más ligero y de esta manera optimizar el consumo de combustible, consecuentemente poder desplazarse a mayor velocidad. Por ello nosotros estamos desarrollando una propuesta para
fundir bloques de motores con Aluminio 319 y Aluminio A356. Como se dijo anteriormente elmotivo principal de usar este material es debido a que el mercado a abarcar los automóvileslivianos que sus motores funcionen a gasolina, puesto que las relaciones de compresiones que sedan en la camisa de los pistones son muy bajas en relación a las que ocurren en un motor a diésel.Todo esto usando un horno de fundición rápida (Horno a Gas) y moldes desechables de arenazirconio, bentonita como aglutinante y CO2. De esta manera el molde es capaz resistir las altastemperaturas y presiones a las que es sometido en el proceso de vaciado de la colada, el moldeestá conformado por varios núcleos a partir del núcleo base que encajan, además se usan camisasde hierro para soportar la abrasión del movimiento de los pistones en los bocines, los ductos porlo que pasará el líquido refrigerante se cubrirá con polvo de talco evitando que las partículas de
arena se mezclen con el aluminio y se peguen en el aceite. Los moldes se llenan desde abajo paraevitar contaminar el metal con el óxido de aluminio que se forma cuando el aluminio fundidoentra en contacto con el aire. Se usan moldes desechables debido a que existen aberturas donde síse usara un molde permanente llegaría a fracturarse durante la solidificación. El cliente elegiríaen base a sus necesidades cuál de las dos aleaciones de aluminio anteriormente mostradas usaran.
2. Investigación preliminar
Desde la década de los 50s el mercado automotriz en el Ecuador se ha desarrolladoconsiderablemente, sin embargo, las áreas donde se destaca el ecuador son las de mantenimiento,reparación y ensamble de vehículos, actualmente han nacido nuevas empresas dedicadas a la
elaboración de carrocerías. En el ecuador no hay empresas dedicadas a la fabricación de bloquede motores, pero existen empresas dedicadas al ensamble de vehículos como: General MotorsÓmnibus BB GM - OBB, MARESA, AYMESA, y CIAUTO. Al no existir competencia en el áreade fabricación de partes de motores, resulta viable la fabricación de bloques de motores decombustión interna de esta manera se busca obtener y ganar terreno en el mercado, ya que seabaratan los precios y se surte el stock de los bloques de motores para las empresas que loscomercializan y distribuyen vehículos en el Ecuador, se contribuye al cambio de la matriz productiva del país y se suple la necesidad de la adquisición de bloques de motores cuando estoscumplan su vida útil.
-
8/17/2019 Proyecto Final de Manufactura
4/18
Procesos de Manufactura
3
3. Planteamiento del problema
Existe una explotación muy baja casi nula en el mercado automotriz, habiendo hasta el día de hoycero marcas nacionales de vehículos, sumada con muy bajos fabricantes de partes de motor.Debido a la constante mejora de la matriz productiva del país teniendo como principio el consumoy la fabricación de productos nacionales. Se ve como un potencial mercado desarrollar partes deautomotores para comenzar a implementar pequeños fabricantes para el desarrollo a futuro de unamarca nacional.
4. Propuesta de valor
Se ha propuesto desarrollar un potencial en 10 bloques de motor por día, implementando toda latecnología necesaria para dicho procesos tales como hornos de fundición a gas, matrices,materiales tantos para el bloque como para el molde de arena. Se proyecta la idea de utilizar comomateria prima dos tipos de superlaciones o aleaciones exóticas del aluminio, para suindustrialización se analizará los impactos económicos, ambientales y sociales que enfrentarádurante su comercialización. Se incentiva el progreso de la matriz productiva de nuestro país conel fin de disminuir las importaciones con miras a la creación de una marca nacional deautomotores.
5. Objetivos
Desarrollar la infraestructura necesaria para una producción en serie de los bloques de
motores de combustión interna.
Realizar una simulación del proceso de vaciado y fundición por gravedad a través del
programa ProCast.
Conocer los diferentes parámetros a la que estará sometido el material durante el proceso de
fundición por gravedad.
Implementar el desarrollo de la matriz de producción nacional.
Para la industrialización de un bloque motor se fijaran una producción de 10 bloques de
motor por día, así como unas especificaciones técnicas que deberá cumplir nuestro bloque.
Analizar la tecnología y equipos para tratar los desechos que se genera en fundición del
bloque de motor.
6. Marco Teórico
Fundición de piezas de aluminio
La fundición de aluminio en piezas consiste en llenar un molde con colada de aleaciones dealuminio para dar forma a una pieza deseada.
Existen tres tipos de procesos de fundición diferenciados aplicados al aluminio:
Fundición en molde de arena. Fundición en molde metálico. Fundición por presión o inyección.
-
8/17/2019 Proyecto Final de Manufactura
5/18
Procesos de Manufactura
4
Figura 1.- Etapas de un proceso de fundición
Para la elaboración del bloque del motor se solo usa la fundición en molde de arena, esto es debidoa que el bloque del motor cuenta con chaquetas de refrigeración y lubricación por donde pasa ellíquido refrigerante y el aceite del motor que pasan del bloque al cabezote y viceversa.
En el proceso de fundición con molde de arena se hace el molde en arena consolidada por unaapisonadora manual o mecánico alrededor de un molde, el cual es extraído antes de recibir elmetal fundido. A continuación, se vierte la colada y cuando solidifica se destruye el molde. Estemétodo de fundición es normalmente elegido para la producción de piezas estructurales fundidasde gran tamaño.
Figura 2.- Bloque de un vehículo
Mediante el sistema de fundición adecuado se pueden fundir piezas que puede variar desde pequeñas piezas de prótesis dental, con peso de gramos, hasta los grandes bastidores de máquinasde varias toneladas, de forma variada, sencilla o complicada, que son imposibles de fabricar por
otros procedimientos convencionales, como forja, laminación, etc.
-
8/17/2019 Proyecto Final de Manufactura
6/18
Procesos de Manufactura
5
El proceso de fundición se puede esquematizar de la siguiente manera:
Figura 3.- Proceso para diseño en fundición.
Características de las aleaciones para fundición
Las aleaciones de aluminio para fundición han sido desarrolladas de acuerdo a las calidades defundición idóneas, como fluidez y capacidad de alimentación, así como valores optimizados para propiedades como resistencia a la tensión, ductilidad y resistencia a la corrosión. Difieren bastantede las aleaciones para forja.
Fundición por gravedad.
El colado del metal fundido dentro de un molde y su solidificación por su propio peso, de ahí sunombre “por gravedad”, es una de las técnicas de moldeo más comunes. La fundición por
gravedad, permite producir series cortas o largas de piezas, distintas aleaciones, con una calidadóptima y unos tiempos de puesta en marcha reducidos. Este método nos aporta varias ventajas:Rapidez en la elaboración del molde, la posibilidad de utilizar distintas aleaciones y poder realizarseries cortas de piezas a un coste menor. Iluminación, herrajes, motocicleta, mobiliario ydecoración, componentes industriales, etc. La versatilidad de esta técnica ofrece soluciones adistintos sectores. Una de las características importantes, son las posibilidades que ofrece a la
hora de modelar piezas con formas que en otras técnicas de fundición serían imposibles deconseguir. La utilización de machos metálicos para desmoldear negativos y sobre todo lacombinación de noyos de arena, que una vez insertados en el molde, nos permite obtener piezashuecas o con formas en su interior, hacen en muchos casos de la fundición por gravedad la mejoropción. También tenemos que resaltar que la mejora continua en desmoldeantes, pinturas y lacalidad de los acabados de los moldes, permiten obtener piezas con un acabado superficial muy bueno. La fundición por gravedad ha experimentado una mejora importante en los últimos años.Los moldes que se fabrican hoy para esta técnica se construyen con aceros aleados, inclusotemplados para producciones largas, permitiendo tolerancias dimensionales de las piezas muyajustadas. Son moldes que se montan para realizar la producción, con procesos automatizados de
cierre y apertura de molde y expulsión de las piezas; evitando de este modo golpes ydeformaciones en las piezas y asegurando la vida útil de molde. Existe una gran cantidad de
Diseño del modelo
original de la pieza afundir.
Elaboración del tipode modelo diseñado. Fusión del material afundir.
Inserción de la coladaen el molde.
Solidificación de lapieza.
Limpieza de lasuperficie con
procesos vibratorioo de granallado.
-
8/17/2019 Proyecto Final de Manufactura
7/18
Procesos de Manufactura
6
aleaciones, sobre todo en aluminio, a utilizar. Desde aleaciones más comunes Al-2520 o Al-2521hasta aleaciones más ricas en magnesio Al-2560 o Al-2653 que permiten un posterior tratamientotérmico de las piezas mejorando sus propiedades mecánicas . Otras aleaciones de aluminiointeresantes son las inoxidables, AG3, utilizadas para la industria alimentaria o para piezas querequieran un anodizado posterior. Otras aleaciones muy utilizadas son las aleaciones de zamak y
latón. El zamak es una aleación de aluminio y zinc, con un punto de fusión inferior y que permiteun llenado más fácil de molde. Se utiliza sobre todo para herrajes y lámparas. Por el contrario ellatón al ser una aleación de cobre y zinc, tiene un punto de fusión mayor lo que perjudica a la vidaútil del molde. El latón se utiliza preferentemente en grifería y para cierto tipo de herrajes, pero pierde terreno frente al aluminio y al zamak por su elevado coste de compra y transformación.Volviendo a las características técnicas de la aleaciones de aluminio podemos generalizardiciendo que todas ellas aportan unas buenas condiciones mecánicas, que permiten un buenmecanizado posterior de las piezas y que a nivel de acabados, con la particularidad del anodizado(acabado superficial), prácticamente todas las aleaciones permiten el posterior pintado de las piezas o cualquier recubrimiento como cromado o niquelado. Como hemos comentado
anteriormente la automatización del proceso de fundición y la calidad de los materiales empleados permiten alargar la vida útil de los moldes. Esta es difícil de calcular y está directamenterelacionada con el tamaño y peso de la pieza a fundir, número de unidades en el molde etc. Detodos modos podemos estimar que se pueden conseguir producciones de más de 50.000 unidadescon un mínimo mantenimiento del molde. Otra de las ventajas que presenta la fundición porgravedad es la rapidez en la fabricación del molde, acortando la puesta en marcha de los proyectosy permitiendo la entrega de muestras a los clientes dentro de unos plazos ajustados. Se usanmoldes de zirconio y no de arena verde por la conductividad térmica.
Fundición Centrífuga
La fundición centrifuga es el proceso de hacer girar el molde mientras se solidifica el metal,utilizando así la fuerza centrífuga para acomodar el metal en el molde. Se obtienen mayoresdetalles sobre la superficie de la pieza y la estructura densa del metal adquiere propiedades físicassuperiores. Las piezas de forma simétricas se prestan particularmente para este método, auncuando se pueden producir otros muchos tipos de piezas fundidas.Por fundición centrifuga se obtienen piezas más económicas que por otros métodos. Loscorazones en forma cilíndrica y rebosaderos se eliminan. Las piezas tienen una estructura de metaldensa con todo y las impurezas que van de la parte posterior al centro de la pieza pero quefrecuentemente se maquinan. Por razón de la presión extrema del metal sobre el metal, se puedenlograr piezas de secciones delgadas también como en la fundición estática.
Los moldes permanentes se han hecho frecuentemente en la fundición centrifuga de magnesio.Desde entonces las piezas de fundición de magnesio son forzadas nuevamente al molde, las piezasse enfrían más rápidamente y el aire o gas atrapados se eliminan entre el molde y el material.Aunque en la fundición centrífuga hay limitaciones en el tamaño y forma de piezas fundida, se pueden hacer desde anillos de pistón de pocos gramos de peso y rodillo para papel que pesenarriba de 40 toneladas, bloques de máquinas en aluminio.
-
8/17/2019 Proyecto Final de Manufactura
8/18
Procesos de Manufactura
7
Figura 4. Fundición centrifuga en una matriz de 10 piezas.
Materiales
Inicialmente los motores eran hechos de Hierro Gris por sus propiedades mecánicas y bajo costo,actualmente las aleaciones de aluminio han ganado terreno por su buen acabado de superficies y peso reducido. Entre los materiales que se piensan implementar de primera mano se encuentrandos aleaciones estandarizadas del aluminio que son consideradas como superaleaciones debido aque cuentan entre sus materiales aleantes al titanio. Que sea considerada una superaleacion esdebido a que presenta una alta resistencia mecánica a la fluencia, además de que ayudado que esun material es liviano comparado con materiales como el hierro fundido gris utilizadoanteriormente para los bloque.
Aluminio A319 (UNS AO3190)
Entre las principales propiedades del aluminio A319 tenemos que es una aleación exótica, sunombre es considerado al igual que el aluminio A356 por su porcentaje de titanio que los vuelvemateriales con mejores propiedades mecánicas y térmicas. Como las que se definirán acontinuación.
85.8% – 91.5% de Aluminio
5.5% – 6.5% de Silicio
3% – 4% de Cobre
0.35% de Níquel
0.25% de Titanio
0.5% de Magnesio
1% de Hierro
0.1% de Manganeso
1% de Zinc
Propiedades Mecánicas:
Módulo de Elasticidad: 74GPa
-
8/17/2019 Proyecto Final de Manufactura
9/18
Procesos de Manufactura
8
Figura 5.- Lingotes de Alumini0 319
Aluminio A356
91.1% – 93.3% de Aluminio
6.5% – 7.5% de Silicio
0.25% – 0.45% de Magnesio
0.2% de Cobre
0.2% de Titanio
0.2% de Hierro
Propiedades Mecánicas:
Módulo de Elasticidad: 72.4GPa
Figura 6.- Lingotes de Aluminio A356
-
8/17/2019 Proyecto Final de Manufactura
10/18
Procesos de Manufactura
9
7. Diagrama PITOC
Figura 7.- Diagrama PITOC del proceso de fabricación del bloque de motor.
8. Procesos de Fabricación
Elaboración del molde
El proceso de elaboración del molde empieza con la arena de circonio, la cual se mezcla con bentonita que sirve de aglutinante para iniciar el proceso de moldeo. Los núcleos del molde serealizan mediante un modelo maestro, inicialmente se realiza un núcleo principal al cual se le
agregan los demás núcleos que conforman el molde del bloque del motor, núcleos adheridos son pegados con un pegamento auxiliar y las partes que conforman las cavidades del paso de aceiteson recubiertas con polvo de talco para evitar que la arena se pegue al metal.
En el molde se colocan unas camisas de hierro, que son las que interactuaran con los pistones yevitaran que la abrasión del movimiento del pistón desgaste el aluminio.
Figura 8. Moldes de arena verde a base de arena de Zirconio. Imagen tomada desde:
http://www.dupreminerals.com/es/products/precision-casting/zirconium-silicate
-
8/17/2019 Proyecto Final de Manufactura
11/18
Procesos de Manufactura
10
Fundición de lingotes de Aluminio
Los lingotes de aluminio son cargados hasta un horno de fundición a gas el cual trabaja a 800ºC,muy por encima del punto de fusión del aluminio (613 ºC), esto permite fundir rápidamente elaluminio.
Figura 9. Lingotes de aluminio preparados para ser cargados hasta el horno de fundición rápida.
Vertido de Colada de Aluminio
El vertido de la colada se realiza mediante gravedad y uso de una piquera directa del horno defundición a gas hasta el molde del bloque, con el fin de evitar que el aluminio reaccione con eloxígeno y se forme oxido de aluminio, ya que esta impureza provoca defectos en el acabadosuperficial y variaciones en la microestructura del metal, degradando las propiedades mecánicasdel material para su aplicación.
Solidificación
El proceso de solidificación se lleva a cabo en el molde y toma alrededor de 45 minutos (42.48minutos simulados en ProCast) para que el bloque de motor se solidifique al 100%, mientras queel proceso de enfriamiento puede tomar 1 hora más aproximadamente.
Figura 10. ¿Cómo se hace? (El Bloque del Motor) “Proceso de vertido de colada”. Discovery Channel.
Recocido
El bloque del motor se introduce a un horno de recuperación que se encuentra a 385 ºC y semantiene durante 6 horas, con este proceso se descompone el pegamentos de los núcleos delmolde y se mejoran las propiedades mecánicas del material del bloque, con esto solo se requiere
-
8/17/2019 Proyecto Final de Manufactura
12/18
Procesos de Manufactura
11
de pequeñas vibraciones para remover la arena de zirconio de las cavidades internas del bloquedel motor.
Figura 11. ¿Cómo se hace? (El Bloque del Motor) “Proceso de tratamiento térmico”. Discovery Channel.
Mecanizado.
El bloque se lleva a un área de mecanizado para remover la rebaba de los excesos generados porlas mazarotas, usadas por la compensación del 5% para el material debido a las contraccionesdurante la solidificación y el enfriamiento del aluminio. El acabado mecánico final lo realiza elcliente (Casa automotriz, Talleres Mecánicos) con sus respectivas tolerancias.
Figura 12. Mecanizado del bloque del motor.
9. Simulación
El proceso de manufactura crucial en el proceso de elaboración del bloque del motor, el vaciadode la colada en el molde de arena de zirconio se simulo en el software computacional ProCast dela empresa francesa ESi-Group, la versión del programa utilizado fue la 9.5 liberada al público enel 2014. El proceso se simulo como vaciado de gravedad con arena de zirconio II para el molde ycon aluminio A356 como material de “aleación”, la velocidad del vertido de la colada en el molde
fue de 0.10367 m/s a una temperatura de 650ºC, lo cual tomo al proceso de vaciado 30 segundosen completarse. La solidificación de la aleación tomo alrededor de 42.48 minutos.
-
8/17/2019 Proyecto Final de Manufactura
13/18
Procesos de Manufactura
12
Figura 13. En esta figura se muestra el inicio de la simulación del vertido de la colada para el bloque de motor de
aluminio A356 (Porcentaje de llenado = 1.1%).
Figura 14. Simulación del vertido de la colada para el bloque de motor de aluminio A356 con porcentaje de llenado
= 50.6%, se pueden observar las variaciones de temperatura en el volumen de metal fundido en el molde.
-
8/17/2019 Proyecto Final de Manufactura
14/18
Procesos de Manufactura
13
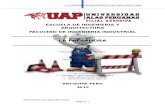
Figura 15. Simulación del vertido de la colada para el bloque de motor de aluminio A356 con porcentaje de llenado
= 100%, se observa que no existen cavidades con aire y que la fracción solidificada del material es apenas el 0.6%.
Asegurando el llenado de toda las cavidades del bloque del motor.
Figura 16. Se analiza la solidificación del material 2578.95 segundos y con una contracción del material del 5% del
volumen de llenado.
-
8/17/2019 Proyecto Final de Manufactura
15/18
Procesos de Manufactura
14
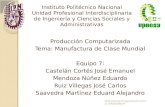
Figura 17. Se puede observar en la gráfica la variación de la temperatura de la colada a medida que se vertía dentro
del molde, logrando observar que se encontró en todo momento de llenado por encima de su temperatura de estado
líquido 613ºC.
10. Control de calidad
Cada bloque desde su inicio de fabricación (molde de arena) es codificado con el fin de identificarel lote y la colada del aluminio, además de supervisar su proceso de fabricación atreves de los procesos de manufactura. El control de calidad final se realiza mediante una inspección visual
que identifique fallas en la solidificación o de más fallas de fundición en el material del bloque,esto se realiza con un operador capacitado que analiza cada bloque de motor fabricado.
11. Impactos Económicos, Sociales y ambientales
Impactos económicos
Con las medidas tomadas por el gobierno de establecer tasas de aranceles que alcancen un valorde hasta el 45% para productos que sean importados de cualquier lugar del mundo mediante laresolución 011-2015. Es una buena oportunidad para apuntalar hacia los proyectos de fabricaciónnacional, es así que toma un impulso clave la fabricación de los bloques de motores por fundiciónnacionales, ya que la mayoría de vehículos son traídos en partes y ensamblados en el país, por lo
que la fabricación de bloques de motores nacionales impulsa a los ensambladores adquieran los bloques de motores nacionales para que de esta manera se puedan ahorrar el valor de las sobretasasque tienen que cancelar si traen un producto importado. Esto fomenta un gran beneficio en mirasal desarrollo de la primera marca nacional de vehículo, haciendo crecer así la matriz productivaecuatoriana con un desarrollo a la industria de la fundición que había sido muy poco desarrolladaen las últimas épocas.
Impactos Sociales
El impacto social que causara el desarrollo de bloques de motores será muy alto, esto debido aque las personas se verán atraídas por el producto nacional, sumado a los bajos costos y lasmejoras de diseño contante que se ofrece un producto que cumpla con los mayores estándares
establecidos a nivel internacional. Considerando que el parque motor nacional cada vez estácreciendo más se tiene un gran mercado potencial de clientes a los cuales ofreciéndole unas
-
8/17/2019 Proyecto Final de Manufactura
16/18
Procesos de Manufactura
15
facilidades de adquisición e implementando una buena divulgación de los beneficios que recibiría por realizar la compra de un vehículo que posee partes hechas en el país. Se estima que el mercado potencial este alrededor de 208.428 personas según estadísticas del INEC. [1]
Impactos Ambientales
Las industrias de fundición son establecimientos que obtienen como resultado de su proceso piezas de metal que no podrían ser producidas por procesos de laminación forja o soldadura.
Los procesos que se llevan a cabo en cada fundición presentan variantes que dependen del tipode metal a fundir (fundición de metales ferrosos como el hierro gris, hierro nodular, aceros y noferrosos como el aluminio, bronce, cobre, zinc, plomo y níquel entre otros), de los métodos y delas tecnologías aplicadas. Los diferentes métodos para la obtención de las piezas dependerán deltipo de pieza y cantidad a producir. Las etapas en general involucran: manipulación yalmacenamiento de materiales, fabricación de moldes y noyos, fusión del metal, colada y limpiezade piezas fundidas.
De acuerdo a los aspectos ambientales identificados en las distintas etapas del proceso, los
impactos ambientales se relacionarían primordialmente con las emisiones gaseosas (material particulado y otros contaminantes atmosféricos) y con residuos sólidos, fundamentalmente arenasde descarte y escorias. Teniendo en cuenta factores tales como las tecnologías actuales de loshornos de fundición que superan las viejas tecnologías que tenían un consumo significativo deagua, asimismo el tamaño, mediano a pequeño, de las industrias de fundición de la zona deestudio, el acceso de la mayoría al sistema de alcantarillado sanitario y la generación devolúmenes poco significativos de efluentes líquidos.
Otros aspectos ambientales a tener en cuenta en esta actividad, con carácter secundario, son lageneración de emisiones difusas, olores y humos que causan molestias de diversa índole (olordurante las horas de fusión, degradación de las fachadas de las construcciones vecinas por humos
y emisión de material particulado, en especial por fundición de hierro gris en hornos cubilotes) yel ruido proveniente del funcionamiento de la fábrica, de la movilidad de vehículos de carga ydescarga de materiales, residuos y piezas fundidas.
Tecnologías y equipos para tratamiento de material particulado
Ciclones y separadores inercialesSeparadores inerciales son ampliamente utilizados para recoger partículas gruesas y de tamañomediano. Su construcción es simple y la ausencia de partes móviles implica que su costo ymantención son más bajos que otros equipos. El principio general de los separadores inerciales,es el cambio de dirección al cual el flujo de gases es forzado. Como los gases cambian dedirección, la inercia de las partículas causa que sigan en la dirección original, separándose del
flujo de gases.
En la práctica, suele ser bastante más interesante utilizar un arreglo de varios ciclones de diámetroreducido. Este tipo de equipos reciben el nombre de “Multiciclón” y puede recuperar con buena
eficiencia partículas relativamente pequeñas (4 mm y mayores). Estos equipos pueden utilizarsecomo pre separadores de otros equipos captadores para mejorar el funcionamiento de estosúltimos, o bien en el caso de fundiciones se pueden utilizar como medio de control de lasemisiones de las plantas de arenas.
Removedores húmedosGeneralmente se utilizan para captar partículas inferiores a 5 m (las duchas captan sólo
partículas gruesas). Son aptos para trabajar con gases y partículas explosivas o combustibles y/ode alta temperatura y humedad. Para alta eficiencia con partículas pequeñas se requiere alta
-
8/17/2019 Proyecto Final de Manufactura
17/18
Procesos de Manufactura
16
energía, lo que implica altas caídas de presión. En forma parcial son capaces de remover gases, por lo que puede existir un problema de corrosión, y necesitar materiales especiales.
En el caso de las fundiciones, son poco utilizados porque al captar las partículas genera un problema de residuos líquidos, que eventualmente puede llegar a ser peligroso.
Precipitadores electrostáticosUn precipitador electrostático es un equipo de control de material particulado, que utiliza fuerzaseléctricas para mover las partículas fuera del flujo de gases y llevarlas a un colector.
Los precipitadores electrostáticos tienen eficiencias de 99,9% en remoción de partículas del ordende 1 a 10 [µm]. Sin embargo, para partículas de gran tamaño (20 - 30 [µm]) la eficiencia baja, por lo que se requiere de preferencia tener un equipo de pretratamiento, tal como un ciclón omulticiclón.
En general, los precipitadores electrostáticos son utilizados para tratar altos caudales de gases,con altas concentraciones de material particulado, ya que el costo de mantención es elevado ysólo con un alto nivel de funcionamiento supera a otras alternativas más económicas e igual deeficientes. En el caso de fundiciones, no se justifica debido a la característica de proceso“batch” en que funcionan.
12. Conclusiones
Luego de un extenso análisis de las facilidades que tiene montar una línea de producción de bloques de motor por fundición se ha logrado observar que el mejor proceso para realizar la producción del bloque de motor, es la fundición por gravedad. (Ver tabla 1) Para llegar a dichaconclusión fue necesario realizar una simulación donde se analicen las temperaturas a las que semanejan una fundición por gravedad, particularmente esto fue realizado con la ayuda del programa ProCAST. Se ha detectado un gran mercado potencial en el país en vista a que el parque
automotor ecuatoriano crece constantemente por la necesidad que representa hoy en día poseerun vehículo para realizar cualquier actividad. Sumado a que hoy en día con las políticas degobierno actuales en la cuales se han tomado medidas en mira de fortalecer el desenvolvimientode la industria ecuatoriana y de disminuir las importaciones. El proceso de fundición es un procesomejora las propiedades del material por eso es el ideal para este tipo de aplicaciones ya que le brinda una alta resistencia mecánica a la tracción a las superaleaciones que vamos a implementar para el mismo. Estas dos superaleaciones son ideales para resistir altas temperaturas, por ello selas puede utilizar de manera segura, con una baja probabilidad de falla. Los desperdicio van a sermanejado de la manera más segura, asegurando que se le va a dar el debido cuidado y tratamientoa los mismos, con mira a tratar de reducir el impacto ambiental, cabe destacar que con este proyecto se espera lograr establecer una marca estable y solvente que fabrique partes y vehículos
automotores. Este proyecto no será trabajado en solitario, se espera que en un futuro se junten pequeños y grandes inversionistas con capacidades adecuadas para sacar adelante el proyecto. Secomenzara con la producción de pequeños lotes para ir creciendo gradualmente la producciónhasta llegar a una producción de alrededor de 10 bloques diarios.
13. Bibliografía
[1] Francisco Camacho Dillom, Wilson Albuja Raza. Cecilia Enríquez Valladares(2013). Anuario de Estadística de Transporte 2013. Disponible en:http://www.ecuadorencifras.gob.ec/documentos/web-
inec/Estadisticas_Economicas/Estadistica%20de%20Transporte/Publicaciones/An
uario_de_Estad_de_Transporte_2013.pdf (Accedido: 20 de Agosto del 2015)
-
8/17/2019 Proyecto Final de Manufactura
18/18
Procesos de Manufactura
17
Jesús David Avilés Marcano (2015). Ciencia de los materiales. Proceso de fabricaciónde los metales. Disponible en: http://cienciasdelosmate.blogspot.com/p/proceso-de-colado.html (accedido: 15 de Junio del 2015).
Carlos Hodorowicz (2015). Reparación de motores. Disponible en:http://motorservice.es/reparacion-de-motores/ (accedido: 15 de julio del 2015).
Madeinchina.com (2015). Aleación de aluminio A356.2. Disponible en: http://es.made-in-china.com/co_guizhou-bhp/product_Aluminum-Alloy-A356-2_esueerygg.html
(accedido: 15 de Julio del 2015). Mario Villegas (2010). (Fundición por gravedad) Disponible en:
http://www.moldea.es/fundicion-por-gravedad/(accedido: 23 de Agosto del 2015)
14. Anexos
VENTAJAS
Fundición Centrífuga. Fundición por Gravedad.
Se requiere menos material que enotros procesos.
Menos defectos que en otrasfundiciones. Como por ejemplo
fundición por gravedad.
Menor tiempo que en otrasfundiciones.
Mejores propiedades mecánicas.
Aleaciones de bajo punto de fusión,sobre todo aluminio.
Precisión y buen acabado superficial.
Muy buenas propiedades mecánicasy metalúrgicas (mejores que la
fundición en arena).
Tabla 1.- Ventajas entre las fundiciones.
DESVENTAJAS
Fundición Centrífuga. Fundición por Gravedad.
La densidad de la pieza se concentraen la superficie.
Necesaria una fuente energética parala rotación del molde.
El interior de las piezas suelecontener impurezas.
No se pueden realizar formas tancomplejas como las posibles con
molde desechable debido a lanecesidad de abrir el molde.
Tabla 2.- Desventajas de las fundiciones.
http://cienciasdelosmate.blogspot.com/p/proceso-de-colado.htmlhttp://cienciasdelosmate.blogspot.com/p/proceso-de-colado.htmlhttp://motorservice.es/reparacion-de-motores/http://es.made-in-china.com/co_guizhou-bhp/product_Aluminum-Alloy-A356-2_esueerygg.htmlhttp://es.made-in-china.com/co_guizhou-bhp/product_Aluminum-Alloy-A356-2_esueerygg.htmlhttp://es.made-in-china.com/co_guizhou-bhp/product_Aluminum-Alloy-A356-2_esueerygg.htmlhttp://es.made-in-china.com/co_guizhou-bhp/product_Aluminum-Alloy-A356-2_esueerygg.htmlhttp://es.made-in-china.com/co_guizhou-bhp/product_Aluminum-Alloy-A356-2_esueerygg.htmlhttp://motorservice.es/reparacion-de-motores/http://cienciasdelosmate.blogspot.com/p/proceso-de-colado.htmlhttp://cienciasdelosmate.blogspot.com/p/proceso-de-colado.html