Proyecto y Operación Optimizados de Termocompresores · un sistema de termocompresor. Si el...
15
© 2017 Kadant Johnson LLC Proyecto y Operación Optimizados de Termocompresores Proyecto y Operación Optimizados de Termocompresores Serie de documentos técnicos Mike Soucy Presidente Kadant Johnson Systems división de Kadant Johnson LLC Alan Ives Director de Ingeniería Kadant Johnson LLC Carlos Garofolo Director Técnico-Comercial de Tratamien- to de Fluidos Kadant South America Ltd.
Transcript of Proyecto y Operación Optimizados de Termocompresores · un sistema de termocompresor. Si el...

© 2017 Kadant Johnson LLC Proyecto y Operación Optimizados de Termocompresores
Proyecto y Operación Optimizados de Termocompresores
Serie de documentos técnicos
Mike Soucy Presidente Kadant Johnson Systems división de Kadant Johnson LLC Alan Ives Director de Ingeniería Kadant Johnson LLC Carlos Garofolo Director Técnico-Comercial de Tratamien-to de Fluidos Kadant South America Ltd.

© 2017 Kadant Johnson LLC Proyecto y Operación Optimizados de Termocompresores
ABSTRACTO
El dimensionamiento y operación de termocompresores casi siempre no son bien entendidos. La incompatibilidad entre el tamaño del termocompresor y el proyecto del sifón es un proble-ma común en la industria papelera. Normalmente, termocompresores son sobredimensionados y operan en condiciones más altas de diferencial de presión que lo necesario. No es inusual que termocompresores consuman el doble de vapor motriz que lo necesario. Esto resulta en desper-dicio de energía, problemas operacionales, y bajo control.
2

© 2017 Kadant Johnson LLC Proyecto y Operación Optimizados de Termocompresores
INTRODUCCIÓN
3
APLICACIÓN DE TERMOCOMPRESORES PARA SECADO DE PAPEL
Termocompresores han sido ampliamente utilizados en la industria papelera para control de drenado del secador y para conservar vapor. La Figura 2 muestra una configuración típica de termocompresor para una instalación de secador de papel. Un diferencial de presión es necesario entre el cabezal de vapor y el de condensado. La diferencia de presión crea un flujo de vapor condensa-do y no-condensado chamado de vapor de blow-through. El diferencial de presión necesario y el caudal de vapor de blow-through generado de-penden del tipo de sifón, su tamaño, presión del secador y carga de condensado. El flujo de vapor de blow-through puede variar de 8% a 60% del condensado en los secadores. Las presiones diferenciales pue-den variar de 20 a 100 kPa.
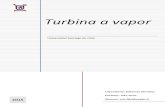
Un termocompresor es un dispositivo de control de vapor que usa va-por a alta presión, conocido como vapor motriz, para inducir flujo de una fuente de baja presión de vapor, descargando la mezcla a una con-dicione de presión intermediaria. Un termocompresor típico esta mos-trado en la Figura 1. El vapor motriz es la fuerza para que la operación del termocompresor. El vapor motriz debe tener presión de por lo me-nos 1,3 veces la presión máxima de descarga. Un termocompresor se fía en la ecuación de Bernoulli para flujo de fluidos. Dicha ecuación indica que presión y velocidad tienen relación directa. A medida que se redu-ce la presión, la velocidad debe aumentar. De manera análoga, a medi-da que se reduce la velocidad, la presión debe aumentar. Se inyecta vapor motriz por el pico inyector del termocompresor. Un huso se abre y cierra para controlar el flujo de vapor motriz. Cuando el pico se abre, el vapor a alta presión es inyectado contra otro de baja pre-sión. La velocidad del vapor motriz debe aumentar para compensar la reducción de presión. El vapor motriz a alta velocidad se mezcla al va-por de succión de baja presión que entra al termocompresor a través de su carcaza. Un intercambio de momento de fuerza ocurre cuando los flujos de vapor se mezclan. Este flujo mezclado se acelera a alta veloci-dad en el cuello del termocompresor. La sección del cuello produce un perfil uniforme de velocidad a ese flujo entrante. Al salir del cuello, el flujo mezclado entra al difusor. El difusor a su vez, disminuye gradual-mente el área de flujo y permite que la velocidad del flujo mezclado se reduzca. Según la ecuación de Bernoulli, a media que se reduce la velo-cidad, la presión aumenta. Entonces la presión final de descarga estará a una presión más alta de la que entró al termocompresor. Por lo tanto, ocurrió un aumento ó ganancia de presión.

© 2017 Kadant Johnson LLC Proyecto y Operación Optimizados de Termocompresores
4
La mezcla de vapor de blow-through se separa del condensado en un tanque. No se puede desperdiciar el vapor de blow-through; se lo debe reaprovechar en los secadores. En un sistema de termocompresor, se manda el vapor de blow-through al lado de succión del termocompresor donde el alta presión de vapor motriz es utilizada para aumentar la presión a las condiciones del cabezal de vapor para el grupo de secado-res. En una aplicación típica de secado de papel, se controla el termocom-presor por el flujo de vapor de blow-through de los secadores ó por el diferencial de presión entre los cabezales de vapor y condensado. Lle-gado al caso que se necesite mas diferencial de presión ó vapor de blow-through, el termocompresor se abre para inyectar más vapor motriz.
Figura 1. Componentes del Termocompresor

© 2017 Kadant Johnson LLC Proyecto y Operación Optimizados de Termocompresores
5
GRUPO DE SECADORES
VÁLVULA DE VENTILACIÓN
CONDENSADOR Y VAPOR DE BLOW-THROUGH PROVE-NIENTE DE LOS SE-CADORES
CABEZAL DE CONDEN-SADO
CABEZAL DE VAPOR
TERMOCOMPRESOR
VAPO
R D
E B
LOW
-TH
RO
UG
H
CABEZAL DE ALTA PRESION DE MAKE-UP
CABEZAL DE BAJA PRESION DE MAKE-UP
Figura 2. Termocompresor en una aplicación típica de secador de papel.

© 2017 Kadant Johnson LLC Proyecto y Operación Optimizados de Termocompresores
6
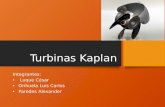
Si el termocompresor no consigue llegar al punto de ajuste para dife-rencial de presión ó de flujo de vapor de blow-through, entonces se per-mite que el vapor de blow-through se ventile del sistema hacia un con-densador ó a la atmósfera. Este é un vapor desperdiciado. Lo ideal, es que los termocompresores sean dimensionados de manera que la válvula de ventilación quede cerrada en todas las condiciones de operación con papel. En la práctica, muchos termocompresores son di-mensionados inadecuadamente y las válvulas de ventilación se abren, lo que resulta en desperdicio de vapor. La mejor eficiencia de un termocompresor se alcanza en una condición de configuraciones de operación. Entretanto, en operaciones de máqui-na de papel, los termocompresores deben operar para toda una gama de condiciones. Las presiones de los secadores, velocidades, cargas de condensado, flujos de vapor de blow-through, y diferenciales de presión pueden variar. Al dimensionar un termocompresor, el punto de opera-ción de baja presión determina el tamaño del cuello y el punto de ope-ración de alta presión determina el tamaño de la boquilla. Una vez que muchas fábricas trabajan con una alta gama de presiones el cuello pue-de llegar a ser sobredimensionado para operación a alta presión mien-tras que la boquilla está sobredimensionada para operación a baja pre-sión. Este tipo de selección es necesaria para cumplir con la gama de presión de vapor de los secadores. Para obtener una mejor eficiencia de operación, se debe seguir cuidadosamente un proyecto del termocom-presor y de los sifones. Cada termocompresor se fabrica bajo proyecto para cada aplicación. El cuello y la boquilla son diseñados para parear a las características del sifón y de la gama de presión de operación. Uso de Vapor Motriz La fuente y el costo del vapor motriz influencia el costo de operación de un sistema de termocompresor. Si el proyecto de la planta incorpora una turbina para generar electricidad, entonces el costo del vapor mo-triz será más alto que el costo del vapor de presión de make-up. Figura 3 ilustra un diagrama típico de vapor y energía para una fábrica de papel. Se manda el vapor a alta presión a la turbina para generar electricidad. Se extrae el vapor a bajas presiones para utilizar en el proceso. Extrac-ción a las más bajas presiones posibles generan más electricidad. Vapor a alta presión usado para vapor motriz de termocompresores, normal-mente “by-pasan” la turbina completamente ó son extraídos a presio-nes relativamente altas. Por lo tanto, hay una pérdida cuando se utiliza vapor a alta presión para generar electricidad. Muchas fábricas no se utilizan de cogeneración de electricidad y el cos-to del vapor motriz es el mismo que para el vapor de make-up. En estos casos, hay poca ventaja de costo para minimizar el uso de vapor motriz. Entretanto, minimizando el vapor suministrado al la sección del seca-dor por vapor motriz del termocompresor resultará en un mejor control del sistema. Una reducción de uso de vapor motriz también está asocia-da a un flujo menor de vapor de blow-through de los sifones. Esto pre-senta muchas ventajas

© 2017 Kadant Johnson LLC Proyecto y Operación Optimizados de Termocompresores
7
incluso menos pérdidas de vapor en quiebras de hoja, menos erosión de cañerías, menos arrastre de condensado por los tanques separado-res, y equipos menores con cañerías, también menores. Es muy importante minimizar el uso de vapor a alta presión para mo-ver el termocompresor en un proyecto ideal de un sistema de termo-compresor. Avances Recientes en Eficiencia de Termocompresores Una forma de medida de eficiencia de un termocompresor es la pro-porción de arrastre. Esta es la relación entre la masa de flujo de vapor de succión y la masa del vapor motriz. Una vez que, es económica-mente benéfico para minimizar el uso de vapor motriz, nos interesa maximizar la proporción de arrastre. El dimensionamiento y optimiza-ción adecuados de la geometría de termocompresor puede mejorar significativamente la proporción de arrastre. Avances recientes en el diseño de termocompresores y un conocimien-to más profundo del impacto de la dinámica de fluidos en los criterios de dimensionamiento de termocompresores han permitido optimizar la geometría interna y mejorar la eficiencia. Técnicas avanzadas de modelos computacionales han brindado un entendimiento mejor de las peculiaridades de la dinámica de flujos dentro de los termocompre-sores y a su vez resultaron en mejora de las geometrías internas. La posición de la boquilla de vapor motriz, su formato, la geometría de entrada del cuello, y su extensión, son factores influencian la eficiencia del termocompresor. Estas variables pueden ser modeladas y optimi-zadas utilizando software de modelación dinámica de fluidos. Es co-mún alcanzar mejoras en la eficiencia de proporción de arrastre entre 15% y 25% más que con los diseños convencionales de termocompre-sor utilizando estos tipos de modelos computacionales. Pareando Termocompresores a Sifones Es común encontrar termocompresores sobredimensionados en la in-dustria papelera. Normalmente, son dimensionados con factor de se-guridad muy alto o con poco conocimiento sobre las características del sifón. Esto lleva a seleccionar un cuello muy grande. Un cuello grande necesita un alto flujo de vapor motriz para llenarlo y poder brindar velocidad suficiente para recuperar la presión en el difusor. Un termo-compresor sobredimensionado tratar de sanar el problema utilizando fuerza bruta. Si hay vapor motriz suficiente, es posible que cualquier termocompresor consiga funcionar. Entretanto, esto es muy ineficien-te y caro para una fabrica de papel. El termocompresor debe ser muy bien pareado a las curvas del sifón y la gama de presión de operación de los secadores. Son las característi-cas del sifón que determinan que diferencial de presión es necesario para drenar los secadores y cuanto vapor de blow-through se genera. La Figura 4 muestra una curva típica de sifón para un sifón rotativo en una máquina de papel.

© 2017 Kadant Johnson LLC Proyecto y Operación Optimizados de Termocompresores
8
CALDERA DE ALTA PRESION
6.000 kPA DE VAPOR
VALVULA DE REDUCCION DE PRESION
TERMO-COMPRESORES
RETORNO DE CONDENSADO DE LA MAQUINA
SECADORES DE LA MA-QUINA DE PAPEL
UTILIDADES DIVERSAS DE LA
FABRICA
TURBINA A VAPOR
GENERADOR DE ENERGIA ELEC-
TRICA
1.750 kPA
1.750 kPA
450 kPA
TANQUES SEPA-RADORES DE
CONDENSADO
VAPOR EXTRAIDO DE LA TURBINA A LA MENOR
PRESION POSIBLE, GENE-RA MÁS ELECTRICIDAD
PRESION DE BLOW-THROUGH
Figura 3. Diagrama típico de vapor y energía.
Sifón de 35mm x 35mm Sifón de 25mm x 25mm
Figura 4. Curvas de Sifón Rotativo.

© 2017 Kadant Johnson LLC Proyecto y Operación Optimizados de Termocompresores
9
Están presentadas curvas para 2 tamaños de sifón. Un sifón sobredi-mensionado resultará en un alto flujo de vapor de blow-through. Esto aumenta considerablemente la carga sobre el termocompresor y el flu-jo de vapor motriz. Cambiar el tamaño de cañería de un sifón repre-senta una mejora costo-efectiva que puede brindar un alto retorno de inversión con base en menor consumo de vapor motriz. La Figura 5 presenta las curvas para un sifón estacionario bajo las mis-mas condiciones de operación. Por característica propia, los sifones estacionarios necesitan menor flujo de vapor de blow-through y menos diferencial de presión. El flujo de vapor de blow-through queda en me-nos de la mitad y el diferencial de presión reducido a menos de 70% comparado con sifones rotativos. La carga y consumo de vapor motriz se reduce a niveles semejantes. Entretanto, los sifones estacionarios frecuentemente son utilizado bajo diferenciales de presión excesivos. Un sifón estacionario con una cañería muy grande tendrá un alto flujo de vapor de blow-through si el diferencial no es operado en niveles ade-cuados. Para mejorar la curva del sifón, se puede añadir orificios exter-nos a los sifones estacionarios para restringir el flujo de vapor de blow-through. La inclinación de la curva aumenta, de manera que un peque-ño error en el diferencial de presión no resultará en flujos excesivos de vapor de blow-through. A su vez, esto permite dimensionar el termo-compresor con más precisión sin tener que considerar factores de se-guridad muy altos.
Orificios externos pueden ser utilizados para parear la curva de blow-through a la curva de secado de la máquina. La Figura 6 presenta la carga de condensado versus flujo de blow-through para una máquina de papel fino con y sin línea de orificios de condensado. El tamaño del orificio se ajusta para parear las cargas de condensado en los secado-res. A medida que las cargas de condensado son reducidas en la Zona de Secado de rebaja, el tamaño del orificio también es menor para res-tringir el flujo de vapor de blow-through. Este ajuste resulta in una re-ducción de 33% en el flujo total de vapor de blow-through y una reduc-ción proporcional de vapor motriz. Los beneficios combinados de la reducción de flujo de vapor de blow-through incluye menos desperdicio de vapor durante quiebras de hoja, menor erosión de las cañerías, menos arrastre de condensado por los tanques separadores, termocompresores y cañerías menores. Lo presentado anteriormente muestra que la suma importancia en se-leccionar correctamente el tamaño y aplicación del sifón para cumplir con los requisitos del termocompresor. Por lo tanto, para comenzar el proceso de optimización de operación del termocompresor hay que examinar en detalles las características del sifón. El tamaño de la cañe-ría del sifón o el tamaño del orificio en la línea de condensado, pueden reducir la carga sobre el termocompresor. Una operación eficiente del termocompresor nos es posible sin dimensionar los sifones adecuada-mente.

© 2017 Kadant Johnson LLC Proyecto y Operación Optimizados de Termocompresores
10
Administrando las Curvas de Sifones Como las condiciones de operación cambian, lo ideal sería que los di-ferenciales de presión y flujos de vapor de blow-through fuesen ajusta-dos. Dichos ajustes pueden ser complicados para los operadores y exi-gen conocimiento a fondo sobre características de secado y de sifones. No es realista esperar que los operadores tengan conocimiento sobre los puntos de ajuste más eficientes para operación. Normalmente, hay un punto de ajuste seguro que permite producir drenado estable del secador bajo todas las condiciones de operación. Entretanto, raramente este es punto de operación más eficiente.
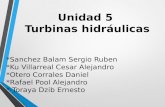
Para alcanzar una operación más eficiente, los diferenciales de presión deberían ser administrados a través de control lógico. Algoritmos que determinan óptimos puntos de ajuste pueden ser programados en un sistema de control con base en la velocidad de la máquina, presiones de operación, y situación de quiebras de hoja. Los algoritmos son pre-parados con base en las curvas de sifón y software de modelación. A esto se le da el nombre de Control Administrado de Diferencial de Pre-sión. Al permitir que dicha lógica determine el punto de operación más eficiente, se puede alcanzar el drenado del secador con un consu-mo mínimo de vapor motriz en los termocompresores. Casos reales han mostrado que este método de control tiene el potencial para obte-ner reducciones substanciales en el consumo de vapor motriz. Operación Arriba de los Limites El dimensionamiento más eficiente de un termocompresor se puede conseguir cuando hay solamente una configuración de presiones y flujos de proyecto. Entretanto, la operación de secado exige que un termocompresor maneje de manera eficiente una amplia gama de pre-siones y flujos de vapor de blow-through. Esto complica la selección del termocompresor. El tamaño del cuello de un termocompresor, se determina por el punto de baja presión del proyecto cuando el volumen especifico de vapor es más alto. El tamaño de la boquilla de vapor motriz se determina por el punto de alta presión del proyecto, cuando se exige mayor flujo de vapor motriz. La selección de alta presión de la boquilla de vapor mo-triz significa que hay sobrecapacidad de vapor motriz a presiones de operación más bajas. Si se permite que el termocompresor se abra y libere vapor motriz a bajas presiones, quedará “arriba de los limites” de la curva de eficiencia. Una vez, arriba del pico de eficiencia, cuanto más se abra el termocompresor, menos vapor de blow-through se podrá “recomprimir.” Esto crea una ganancia invertida del proceso para la rutina de control. El controlador del diferencial de presión o del flujo de vapor de blow-through seguirá abriendo el termocompresor y conti-nuará perdiendo eficiencia. Eventualmente, el termocompresor que-dará totalmente abierto y la válvula de ventilación se abrirá y descar-gará todo el vapor. El pico de eficiencia cambia dependiendo de la pre-sión de descarga, del diferencial de presión, y del diseño del termo-compresor. Operaciones “Arriba de los Limites” es común al operar un termocompresor a bajas presiones de secado. La Figura 7 presenta

© 2017 Kadant Johnson LLC Proyecto y Operación Optimizados de Termocompresores
11
Figura 5. Curvas de Sifón Rotativo.
Sin Orificio Orificio de 22mm
SIN ORIFICIOS CON ORIFICIOS PROPORCION DE CONDENSADO
Proporción de Vapor de Blow-though y Condensado 846 mpm, 96 g/m2
Figura 6. Pareo de la curva de blow-through a la curva de secado.

© 2017 Kadant Johnson LLC Proyecto y Operación Optimizados de Termocompresores
12
Se debe evitar operación Arriba-de-los-Limites para proporcionar una operación eficiente por toda la gama de operaciones de los secadores. Esto se puede hacer con una lógica programada adecuadamente en el DCS. El pico de eficiencia se calcula con base en la presión de descarga, el diferencial de presión, y las curvas de operación del termocompresor. El termocompresor queda limitado a no abrirse más allá del punto de máxima eficiencia, evitando de esta manera, la posibilidad de operación Arriba-de-los-Limites.
Etapas para Optimizar Selección y Operación de un Termocompresor Este documento presentó varios factores que afectan el performance de un termocompresor. Las etapas presentadas abajo pueden optimizar el performance de un termocompresor. 1. Minimizar el flujo de vapor de blow-through con una selección ade-
cuada del sifón. − Sifones estacionarios con orificios externos en la línea de conden-
sado, pareados a la curva de secado brindan la mejor solución. − Sifones rotativos con cañerías debidamente dimensionadas pue-
den proporcionar buenos resultados. − Evitar el uso de sifones sobredimensionados con altos flujos de
vapor de blow-through. 2. Operar los sifones en la condición de diferencial de presión correcta.
− El mejor método es administrar los diferenciales de presión utili-zando control lógico y algoritmos
− El algoritmo determina el diferencial de presión correcto con base en la presión de operación, la velocidad de la máquina, y situa-ción de las quiebras de hoja.
− Este control lógico automáticamente ajusta los diferenciales de presión para los operadores.
− El control de flujo de blow-through puede brindar resultados acep-tables cuando aplicado adecuadamente.
− Se debe evitar una sola válvula, y diferenciales de presión “seguros.”
3. Dimensionar adecuadamente los termocompresores pareados a las
curvas del sifón. − Se debe evitar termocompresores sobredimensionados que utili-
cen factores de seguridad muy “liberales”. − Cuellos muy grandes producen operación ineficiente y resultan in
alto consumo de vapor motriz. 4. Instalar termocompresores con diseño de alta eficiencia.
− La geometría y diseño del termocompresor son importantes para minimizar el uso de vapor motriz.
− Modelos computacionales de dinámica de fluidos pueden ser usados para proporcionar la mejor geometría y eficiencia para una aplicación.

© 2017 Kadant Johnson LLC Proyecto y Operación Optimizados de Termocompresores
13
5. Evitar operación Arriba-de-los-Limites. − Control lógico y algoritmos deben ser usados para determinar
punto de máxima eficiencia a una determinada presión de descar-ga y diferencial de presión.
− El control lógico no debe permitir que el termocompresor se abra más allá de ese punto.
Estudio de Caso La operación del termocompresor había sido recientemente optimizada en una máquina de papel fino en el Sur de los Estados Unidos. Fueron seguidas las etapas indicadas arriba. Dicha máquina había sido conver-tida para sifones estacionarios pero los termocompresores y el sistema de operación no había sido optimizado. Fueron instalados nuevos termocompresores de alta eficiencia que ade-más fueron adecuadamente pareados a los sifones. Los orificios exter-nos en las líneas de condensado fueron alterados para parear la curva de blow-through a la curva de secado. El control lógico fue instalado pa-ra administrar el diferencial de presión y el flujo de vapor de blow-through. Tabla 1 resume las condiciones antes y después de operación del siste-ma. Además de los ahorros en energía, está máquina tenia altos costos de mantenimiento debido a cañerías corroídas. Al reducir la cantidad de vapor de blow-through en un 64% se espera también reducir reduce los problemas de erosión.
Punto “Arriba-de-los-Limites
Fluj
o de
Suc
ción
(kg/
hr)
m/min Flujo de Vapor Motriz (kg/hr)

© 2017 Kadant Johnson LLC Proyecto y Operación Optimizados de Termocompresores
Descripción Unidades Antes de la Optimización Después de la Optimiza-
Tipo de Papel Papel Fino Fine Papel
Producción toneladas / día
545 545
Velocidad m / min 875 875
Número de secciones de vapor 6 6
Presión de vapor de Make-up kPa 1.030 1.030
Presión de Vapor Motriz kPa 3.100 3.100
Costo de vapor de Make-up US$ / tone-lada
$9,90 $9,90
Costo de Vapor Motriz US$ / tone-lada
$13,20 $13,20
Tipo de Sifón Estacionario de Kadant Johnson
Estacionario de Kadant Johnson
Orificios en línea de condensado Presente Optimizado
Termocompresores Proyecto Original para sifones rotativos
Proyecto de alta eficiencia pareado a los sifones
Carga de condensado total kg / hr 45.100 45.100
Diferencial de presión kPa 65 20 a 35 controlado por lógica DCS
Flujo de vapor de Blow-through kg / hr 14.000 5.050
Flujo de Vapor Motriz kg / hr 8.600 1.725
Ventilación en quiebras de hoja kg / hr 7.500 (estimado) Sin ventilación
Pérdidas con las extremidades de se-cadores húmedos al condensador
kg / hr 950 450
Ahorro anual por la reducción de va-por motriz
US$ / año $183.000
Ahorro anual por la reducción de ven-tilación en quiebras de hoja
US$ / año $26.000
Ahorro anual por la reducción de pér-didas con las extremidades de secado-
US$ / año $40.000
Ahorro Anual Total US$ / año $249.000
Tabla 1. Comparativo de performance de máquina de papel y siste-ma de vapor ates y después de la optimización del sistema de vapor.
14

© 2017 Kadant Johnson LLC Proyecto y Operación Optimizados de Termocompresores
15
Un proyecto y operación eficientes de termocompresores para máquina de papel exige un pareo bien hecho entre los sifones y los termocom-presores. Reducir el vapor de blow-through generado por los sifones, é en buen punto de partida para la optimización del termocompresor. Avances recientes en el diseño de termocompresores, utilizando mode-los computacionales de dinámica de fluidos pueden minimizar el des-perdicio de vapor motriz. El sistema y los termocompresores deben operar en sus óptimos puntos de ajuste. Esto puede ser mejor consegui-do a través de una lógica programada al sistema de control para opti-mizar los puntos de ajuste de diferencial de presión y evitar operación de los termocompresores por arriba de sus limites.
RESUMEN