
Prueba de Aislamiento de Motor Eléctrico a tierra
69
Prueba de Aislamiento de Motor Eléctrico a tierra Hasta ahora, en esta serie de artículos para Uptime Magazine, hemos hablado sobre los voltímetros, Amperímetros y Prueba de Resistencia. Este mes, discutiremos sobre la prueba de aislamiento a tierra utilizando un probador de aislamiento llamado comúnmente un “Megger®.” El probador de aislamiento a tierra, o Mega óhmetro, es también uno de los primeros instrumentos utilizados por los técnicos para evaluar y localizar fallas de aislamiento, incluyendo sistemas motrices eléctricos de aislamiento. En este artículo, nos concentraremos en el método de prueba tal como es planteado en el Estándar de IEEE 43-2000 (R2006), “La Práctica Recomendada para Pruebas de Aislamiento de Resistencia de Maquinaria Rotatoria,” (IEEE 43) y unos cuantos métodos adicionales para evaluar conclusiones, también nos referiremos al método de prueba como Prueba de Resistencia de Aislamiento (IR por sus siglas en inglés, no confundir con infrarrojo que también se utiliza mucho en el ambiente de mantenimiento). El estándar que mencionamos generalmente dentro de la industria es el IEEE 43, que atravesó una revisión mayor en mayo del 2000. Fue actualizado porque los sistemas de aislamiento en 1970 atravesaron una serie de cambios en su constitución química. Los nuevos sistemas del aislamiento son muy diferentes de los sistemas más viejos, incluyendo cómo reaccionan ante las distintas metodologías de prueba. El estándar revisado cambió drásticamente varios programas de prueba tradicionales para resistencia de aislamiento que
-
Upload
planeamiento-mecanico -
Category
Documents
-
view
302 -
download
4
Transcript of Prueba de Aislamiento de Motor Eléctrico a tierra
Prueba de Aislamiento de Motor Eléctrico a tierra
Hasta ahora, en esta serie de artículos para Uptime Magazine, hemos
hablado sobre los voltímetros, Amperímetros y Prueba de
Resistencia. Este mes, discutiremos sobre la prueba de aislamiento a
tierra utilizando un probador de aislamiento llamado comúnmente un
“Megger®.”
El probador de aislamiento a tierra, o Mega óhmetro, es también uno
de los primeros instrumentos utilizados por los técnicos para evaluar
y localizar fallas de aislamiento, incluyendo sistemas motrices
eléctricos de aislamiento. En este artículo, nos concentraremos en el
método de prueba tal como es planteado en el Estándar de IEEE 43-
2000 (R2006), “La Práctica Recomendada para Pruebas de
Aislamiento de Resistencia de Maquinaria Rotatoria,” (IEEE 43) y unos
cuantos métodos adicionales para evaluar conclusiones, también nos
referiremos al método de prueba como Prueba de Resistencia de
Aislamiento (IR por sus siglas en inglés, no confundir con infrarrojo
que también se utiliza mucho en el ambiente de mantenimiento).
El estándar que mencionamos generalmente dentro de la industria es
el IEEE 43, que atravesó una revisión mayor en mayo del 2000. Fue
actualizado porque los sistemas de aislamiento en 1970 atravesaron
una serie de cambios en su constitución química. Los nuevos
sistemas del aislamiento son muy diferentes de los sistemas más
viejos, incluyendo cómo reaccionan ante las distintas metodologías de
prueba. El estándar revisado cambió drásticamente varios programas
de prueba tradicionales para resistencia de aislamiento que habían
estado vigentes los últimos 50 años, incluyendo el Índice de
Polarización (PI por sus siglas en ingles), la prueba de aislamiento a
tierra y la prueba de AC contra DC de sistemas de aislamiento.
El propósito de la lectura IR es de evaluar la condición del aislamiento
entre los conductores en las ranuras de estator y de tierra. Esto se
hace aplicando un voltaje directo entre los conductores (devanados) y
la cubierta del motor eléctrico (máquina) y midiendo la fuga de
corriente a través del sistema de aislamiento. La medida de corriente

y voltaje, aplicada, proporciona un resultado medido como resistencia
(la Ley de Ohmio: R = V/I). En el caso de un sistema de aislamiento, la
fuga de corriente puede ser medida en mili- o micro-amperios, con
una lectura de corriente más baja, más alto es el valor de resistencia
de aislamiento. Estas lecturas de IR cambian con el tiempo a causa de
la “polarización del aislamiento”. En efecto, el sistema de aislamiento
consiste en átomos polarizado que se ‘colocan en línea,’ o se
polarizan, con el voltaje aplicado de DC. Cuando se polarizan, la
resistencia de aislamiento aumentará.
La Prueba Básica de Resistencia de Aislamiento
La Prueba directa de resistencia de aislamiento ha sido utilizada para
localizar fallas y para evaluar la condición de máquinas por más de un
siglo, a menudo con resultados desastrosos, en las manos de un
usuario sin experiencia. Hay limitaciones muy claras en la capacidad
de la prueba de resistencia de aislamiento, solo, para evaluar la
condición de un motor eléctrico para la operación. Para una cosa,
tiene que haber un sendero claro entre el sistema de aislamiento y la
cubierta de la máquina. El aire, la mica, o cualquier otro material no
conductor entre el devanado y tierra proporcionará una resistencia
alta de aislamiento. Las fallas al final de las vueltas del devanado del
motor también no proporcionarán un sendero claro a tierra, con la
mayoría de defectos del devanado que comienzan como un corto
interno del devanado que quizás se gradúen a defectos de
aislamiento. Así, que especial cuidado se debe tomar cuando se usa
IR como un instrumento de localización de fallas.
Al realizar IR, el método apropiado es el de conectar todos los
conductores juntos, pruebe con el Medidor de IR por un período de un
minuto, asegurando que el conductor rojo de prueba (negativo) está
en los conductores y el conductor negro está en la carcasa. Una vez
que la medida de IR es obtenida, entonces es ajustada para la
temperatura mientras los conductores son aterrizados por 4 minutos
o más. Los valores de IR aplicados al voltaje y los valores mínimos de
prueba pueden ser encontrados en las tablas 1 y 2.
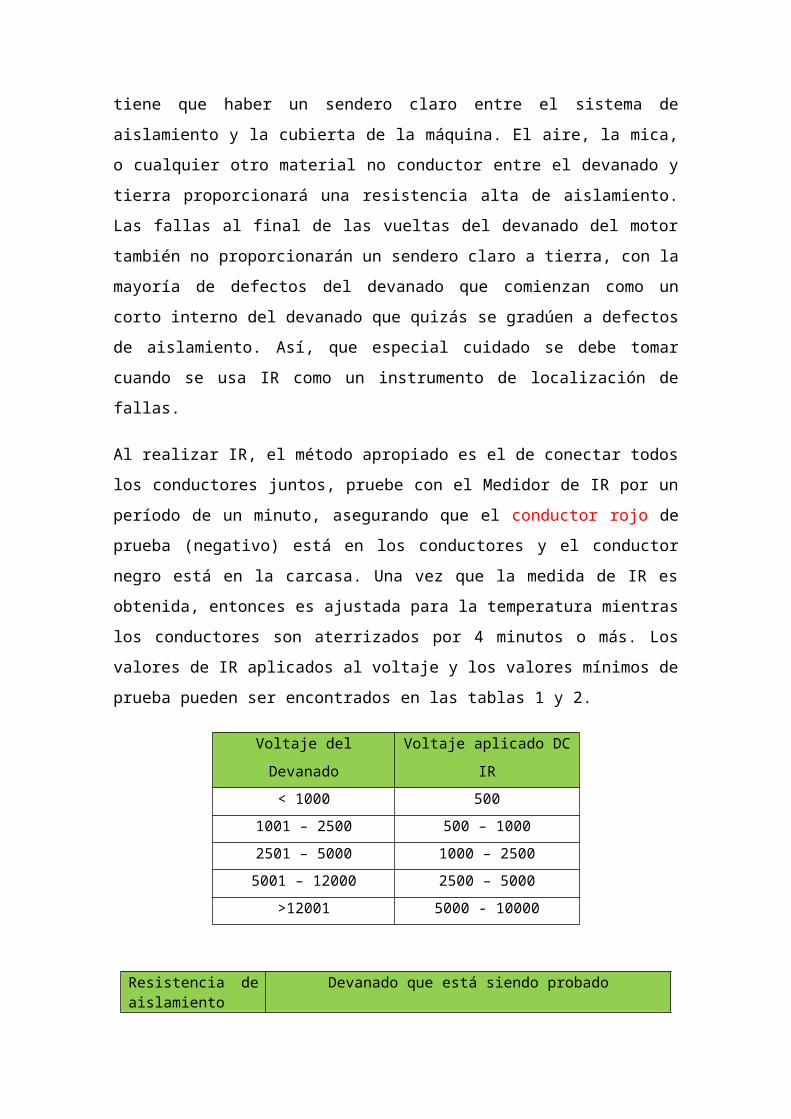
Voltaje del Devanado Voltaje aplicado DC IR
< 1000 500
1001 – 2500 500 – 1000
2501 – 5000 1000 – 2500
5001 – 12000 2500 – 5000
>12001 5000 - 10000
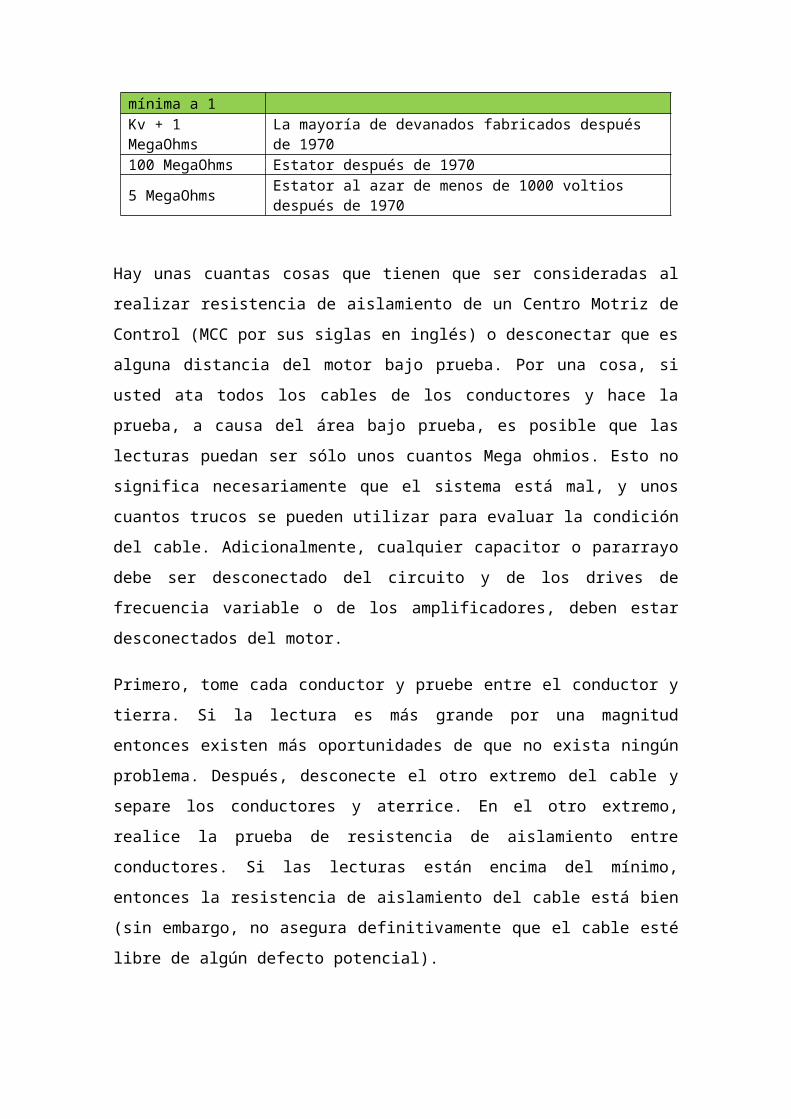
Resistencia de aislamiento mínima a 1
Devanado que está siendo probado
Kv + 1 MegaOhms
La mayoría de devanados fabricados después de 1970
100 MegaOhms Estator después de 1970
5 MegaOhmsEstator al azar de menos de 1000 voltios después de 1970
Hay unas cuantas cosas que tienen que ser consideradas al realizar
resistencia de aislamiento de un Centro Motriz de Control (MCC por
sus siglas en inglés) o desconectar que es alguna distancia del motor
bajo prueba. Por una cosa, si usted ata todos los cables de los
conductores y hace la prueba, a causa del área bajo prueba, es
posible que las lecturas puedan ser sólo unos cuantos Mega ohmios.
Esto no significa necesariamente que el sistema está mal, y unos
cuantos trucos se pueden utilizar para evaluar la condición del cable.
Adicionalmente, cualquier capacitor o pararrayo debe ser
desconectado del circuito y de los drives de frecuencia variable o de
los amplificadores, deben estar desconectados del motor.
Primero, tome cada conductor y pruebe entre el conductor y tierra. Si
la lectura es más grande por una magnitud entonces existen más
oportunidades de que no exista ningún problema. Después,
desconecte el otro extremo del cable y separe los conductores y
aterrice. En el otro extremo, realice la prueba de resistencia de
aislamiento entre conductores. Si las lecturas están encima del
mínimo, entonces la resistencia de aislamiento del cable está bien
(sin embargo, no asegura definitivamente que el cable esté libre de
algún defecto potencial).
El mismo proceso puede ser utilizado en algunos motores, a
excepción de la prueba de fase a fase, a menos que las conexiones
internas del motor se puedan romper, como en un motor de Wye-
delta o que los 12 conectores se puedan sacar de la maquina. Si las
fases pueden ser separadas, entonces una medida de resistencia de
aislamiento puede ser tomada entre fases. Los resultados deben estar
encima del valor mínimo mostrado en la Tabla 2. Durante estas
pruebas, si usted utiliza un medidor analógico de IR, si la aguja no es
constante, o si los dígitos “bailan” alrededor en uno digital, entonces
existe una gran posibilidad de que los devanados se encuentren con
humedad o contaminantes. El botar es el resultado de la ‘descarga
capacitiva,’ o la acumulación de la energía de DC dentro del
devanado que descarga repentinamente y entonces comienza a
recargar.
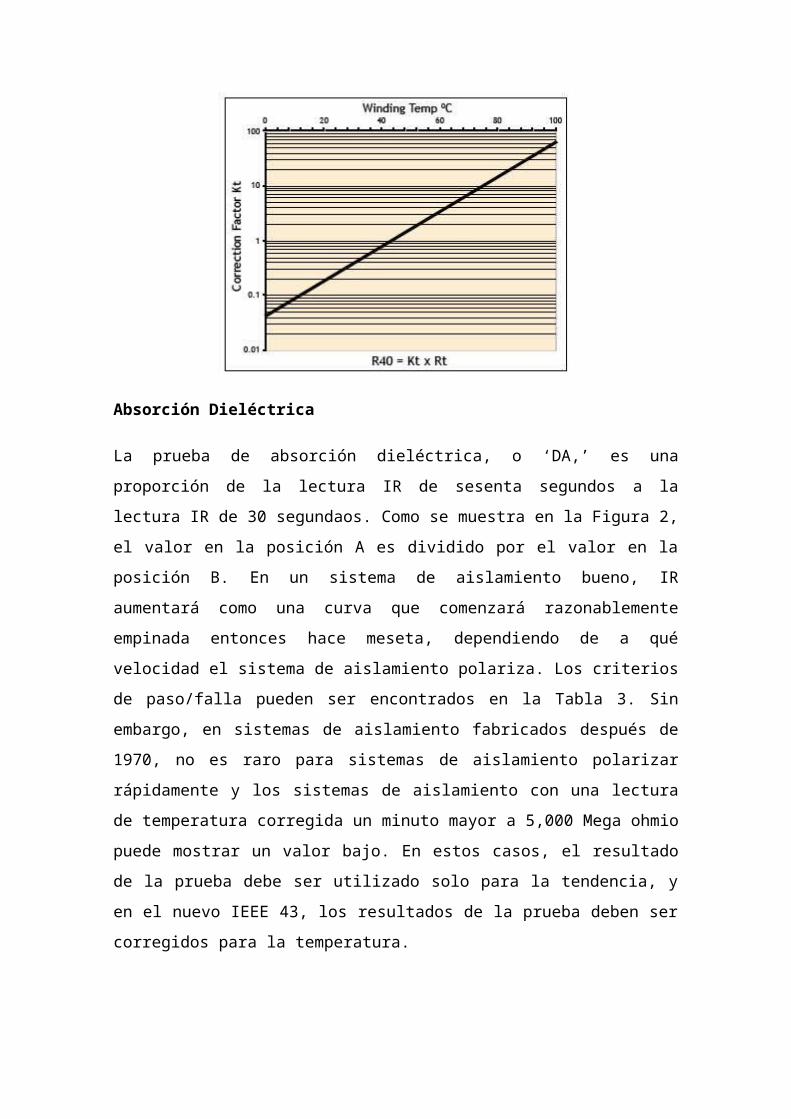
La figura 1 representa el gráfico de corrección de temperatura de
resistencia de aislamiento para corregir a 40°C. Utilizando este
gráfico, si la temperatura del devanado es de 60°C y la resistencia de
aislamiento fue de 200 Mega ohmios, el factor de corrección (Kt) sería
‘4,’ y el resultado sería 4 veces 200 Mega ohmios que serían una
resistencia corregida de aislamiento de 800 Mega ohmios.
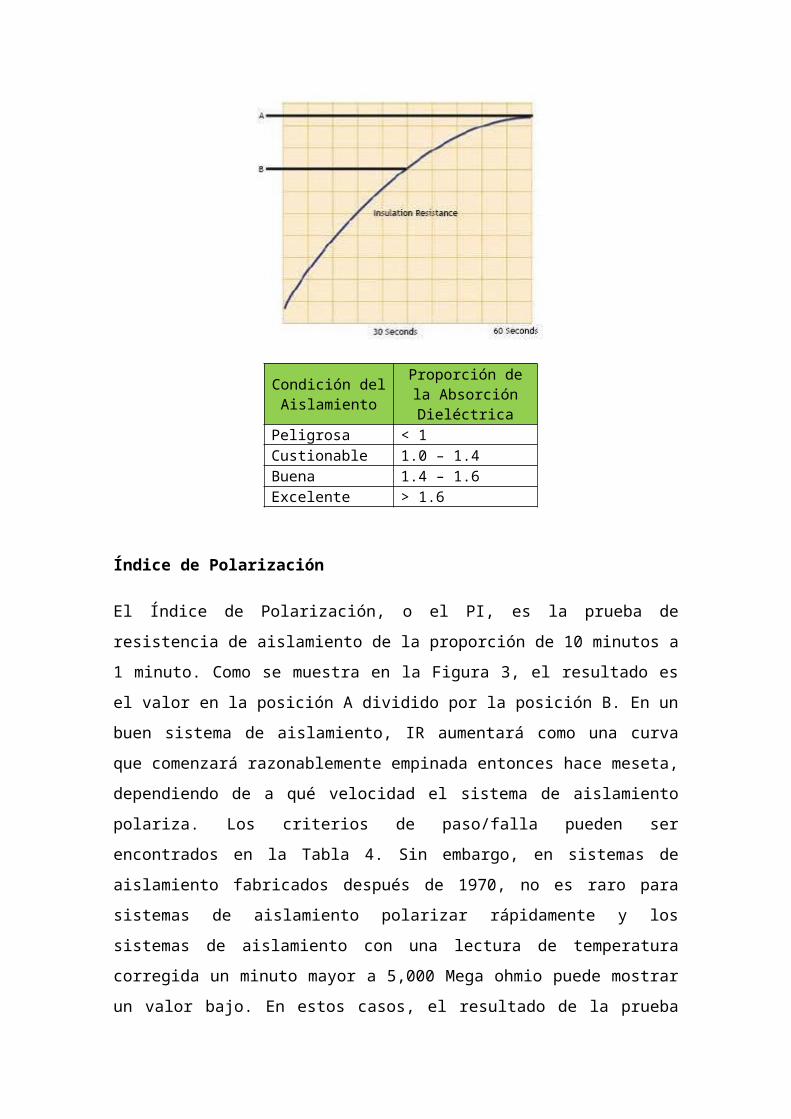
Absorción Dieléctrica
La prueba de absorción dieléctrica, o ‘DA,’ es una proporción de la
lectura IR de sesenta segundos a la lectura IR de 30 segundaos. Como
se muestra en la Figura 2, el valor en la posición A es dividido por el
valor en la posición B. En un sistema de aislamiento bueno, IR
aumentará como una curva que comenzará razonablemente
empinada entonces hace meseta, dependiendo de a qué velocidad el
sistema de aislamiento polariza. Los criterios de paso/falla pueden ser
encontrados en la Tabla 3. Sin embargo, en sistemas de aislamiento
fabricados después de 1970, no es raro para sistemas de aislamiento
polarizar rápidamente y los sistemas de aislamiento con una lectura
de temperatura corregida un minuto mayor a 5,000 Mega ohmio
puede mostrar un valor bajo. En estos casos, el resultado de la
prueba debe ser utilizado solo para la tendencia, y en el nuevo IEEE
43, los resultados de la prueba deben ser corregidos para la
temperatura.
Condición del Aislamiento
Proporción de la Absorción Dieléctrica
Peligrosa < 1Custionable 1.0 – 1.4Buena 1.4 – 1.6Excelente > 1.6
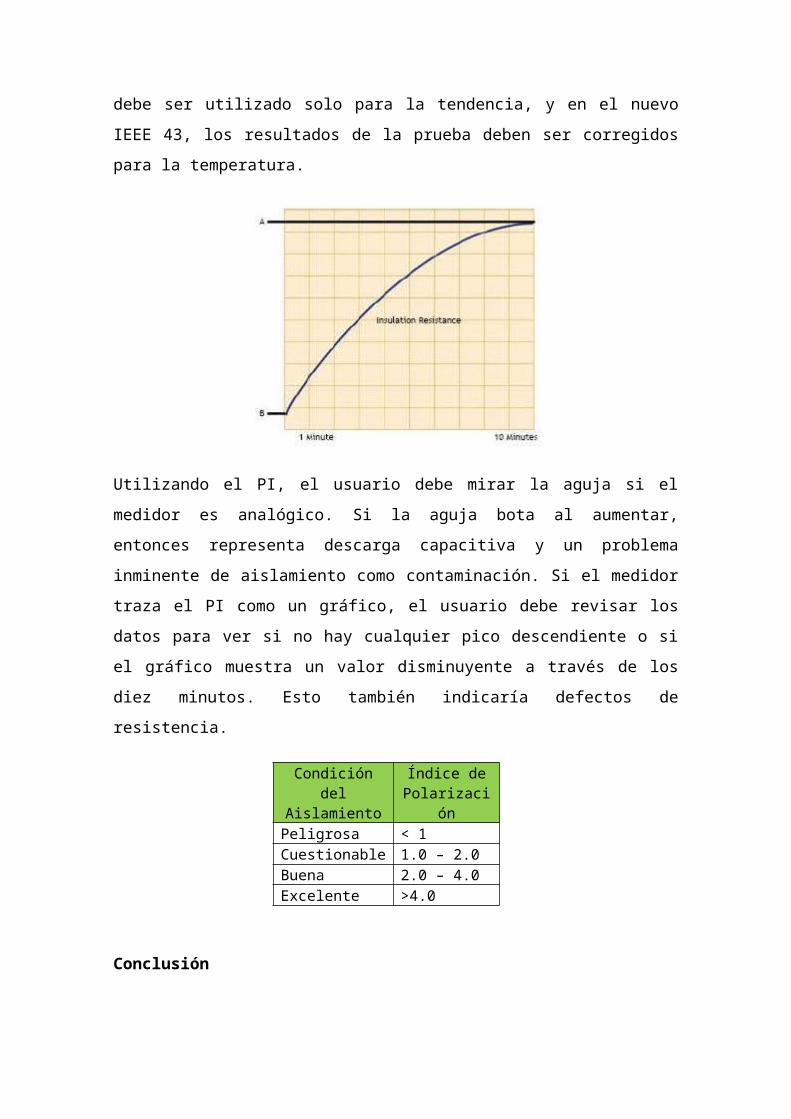
Índice de Polarización
El Índice de Polarización, o el PI, es la prueba de resistencia de
aislamiento de la proporción de 10 minutos a 1 minuto. Como se
muestra en la Figura 3, el resultado es el valor en la posición A
dividido por la posición B. En un buen sistema de aislamiento, IR
aumentará como una curva que comenzará razonablemente
empinada entonces hace meseta, dependiendo de a qué velocidad el
sistema de aislamiento polariza. Los criterios de paso/falla pueden ser
encontrados en la Tabla 4. Sin embargo, en sistemas de aislamiento
fabricados después de 1970, no es raro para sistemas de aislamiento
polarizar rápidamente y los sistemas de aislamiento con una lectura
de temperatura corregida un minuto mayor a 5,000 Mega ohmio
puede mostrar un valor bajo. En estos casos, el resultado de la
prueba debe ser utilizado solo para la tendencia, y en el nuevo IEEE
43, los resultados de la prueba deben ser corregidos para la
temperatura.
Utilizando el PI, el usuario debe mirar la aguja si el medidor es
analógico. Si la aguja bota al aumentar, entonces representa
descarga capacitiva y un problema inminente de aislamiento como
contaminación. Si el medidor traza el PI como un gráfico, el usuario
debe revisar los datos para ver si no hay cualquier pico descendiente
o si el gráfico muestra un valor disminuyente a través de los diez
minutos. Esto también indicaría defectos de resistencia.
Condición del Aislamiento
Índice de Polarización
Peligrosa < 1Cuestionable 1.0 – 2.0Buena 2.0 – 4.0
Excelente >4.0
Conclusión
Un método común para evaluar la condición de los motores eléctricos
es la prueba de resistencia de aislamiento. Los métodos más
comunes de prueba IR son resumidos en el Estándar de IEEE 43-2000
(R2006) e incluyen la prueba de los 60 segundos, la prueba
dieléctrica de absorción y la de Índice de polarización. Cada una de
estas pruebas es utilizada para evaluar sólo la porción del sistema de
aislamiento entre el devanado del motor y el marco del motor
eléctrico.
En las maquinas posteriores a 1970, los sistemas de aislamiento
tienden a polarizar rápidamente y los sistemas con valores de más de
5.000 Mega ohmios sólo deben ser tendenciados cuando se usa DA y
PI. Sin embargo, la carga de aislamiento puede ser vista para ver si
presenta descarga capacitiva, que indica contaminación del devanado
o aislamiento, está ocurriendo. Sin embargo, la prueba de resistencia
de aislamiento es un instrumento poderoso cuando se usa en
conjunción con otros métodos de prueba.
Gestión del Desempeño de Motores
Los motores eléctricos son los principales impulsores en el ambiente
industrial. Aunque los motores son eficientes y confiables, de vez en
cuando fallan y esas fallas suelen causar interrupciones en la
producción, provocando pérdidas de ingresos que pueden muchas
veces exceder el costo mismo del motor. Una efectiva gestión de los
motores ahorra lo mismo en costos directos así como en las
interrupciones causadas por paros en la producción.
En general, los motores eléctricos actuales están tan bien diseñados y
construidos que son muy eficientes y siguen trabajando incluso
cuando son tratados con abuso y negligencia. Y esto es muy
afortunado puesto que generalmente los motores son muy ignorados
como abusados.
La Gestión de Desempeño de Motores (MPM, por sus siglas en inglés)
tiene un abordaje sistemático para extender la vida y confiabilidad de
los motores y poder predecir mejor el final de su vida para que
puedan ser retirados de servicio durante un paro programado sin
causar perturbaciones a la producción.
Un programa de MPM inicia echando una mirada a la historia reciente
de fallas y costos de reparación para sacar a la luz los eventos más
costosos y perturbadores y luego trabaja para minimizar las
posibilidades de recurrencia. Puesto que cada planta es diferente, no
existe una solución para todos, pero normalmente aparecen 2 o 3
áreas por encima del promedio en fallas convirtiéndose en “el fruto
fácil” en el proceso de mejora. Por otra parte, buscamos algunas
cosas que se puedan hacer bien para poder edificar a partir de ahí de
una manera positiva.
Al comenzar a ver las fallas, también comenzamos a ver patrones.
Posiblemente muchas de las fallas han estado en servicio por un
periodo similar, por ejemplo. Pudiera ser también que muchos de los
rodamientos fallan debido a disipaciones de la grasa. Con frecuencia,
un motor da señales de estar en problemas pero nadie cree que es
importante reportarlo, o quizás también las presiones para mayor
producción provocan que sean ignorados estos problemas. Sin
pretender echar culpas, trabajamos para educar al personal acerca
del verdadero costo de las fallas que pueden trastocar la producción
en comparación con retirar de servicio el motor durante un paro
programado.
Tarde que temprano, el motor fallará y generalmente muestra
señales de desgaste durante un tiempo antes de ello. Las mediciones
de vibraciones, sondeos infrarrojos y lecturas de ultrasonido pueden
detectar una falla inminente con suficiente tiempo para preparar el
repuesto. A veces, un pico en el voltaje o una baja del voltaje
(provocando que el contactor se desconecte parcialmente y cause
una operación en una sola fase) causarán una falla casi instantánea y
luego será cuestión de saber si hay un reemplazo disponible – que es
parte de la fase de planeación de la gestión de motores.
Aquí presentamos una típica falla eléctrica (Figura 1): El gradual
deterioro del aislamiento conlleva a un ocasional arco a través de la
superficie y quizás una baja resistencia al aislamiento en el arranque
(frío y húmedo). Una sobrecarga o un pico detonarán la secuencia
final de la falla, la cual pudiera tardarse un segundo o dos. Una vez
que inicia el arqueo, éste genera un intenso calor, y derrite – o más
bien evapora – el cobre y la elevada corriente causa que se dispare el
arrancador.
Figura 1: Falla eléctrica y el resultante daño por arqueo
Un análisis de causa raíz normalmente indicaría el daño al aislamiento
debido a factores como la grasa en los devanados degradando el
aislamiento, una temperatura excesiva debido a taponamientos en el
enfriamiento, el ciclado térmico provocando abrasión, o daños
mecánicos tales como el desprendimiento de un peso de equilibrio del
rotor. Otra causa sería un sobrecalentamiento debido a una fricción
del rotor después de una falla de rodamientos.
La principal causa de las fallas en motores eléctricos son fallas de
rodamientos. En muchos casos, el rodamiento a punto de fallar
genera un elevado nivel de ruido para alertar al usuario de los
problemas. El verdadero problema viene cuando el rodamiento vuelve
a trabajar silenciosamente. ¡Esto quiere decir que las bolas ya no
están sirviendo de soporte al eje! En muy poco tiempo, el nivel de
ruido se vuelve a disparar debido a la fricción del rotor, seguido por
un silencio después de que el devanado falla como en la Figura 1.
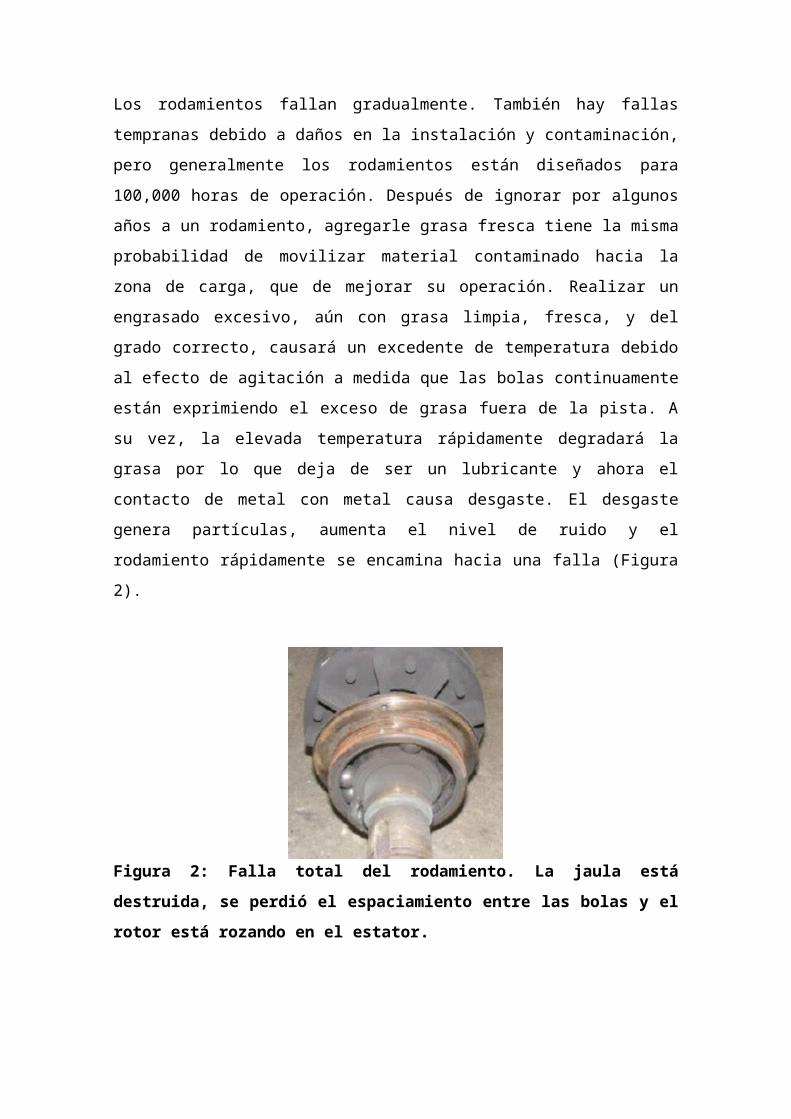
Los rodamientos fallan gradualmente. También hay fallas tempranas
debido a daños en la instalación y contaminación, pero generalmente
los rodamientos están diseñados para 100,000 horas de operación.
Después de ignorar por algunos años a un rodamiento, agregarle
grasa fresca tiene la misma probabilidad de movilizar material
contaminado hacia la zona de carga, que de mejorar su operación.
Realizar un engrasado excesivo, aún con grasa limpia, fresca, y del
grado correcto, causará un excedente de temperatura debido al
efecto de agitación a medida que las bolas continuamente están
exprimiendo el exceso de grasa fuera de la pista. A su vez, la elevada
temperatura rápidamente degradará la grasa por lo que deja de ser
un lubricante y ahora el contacto de metal con metal causa desgaste.
El desgaste genera partículas, aumenta el nivel de ruido y el
rodamiento rápidamente se encamina hacia una falla (Figura 2).
Figura 2: Falla total del rodamiento. La jaula está destruida,
se perdió el espaciamiento entre las bolas y el rotor está
rozando en el estator.
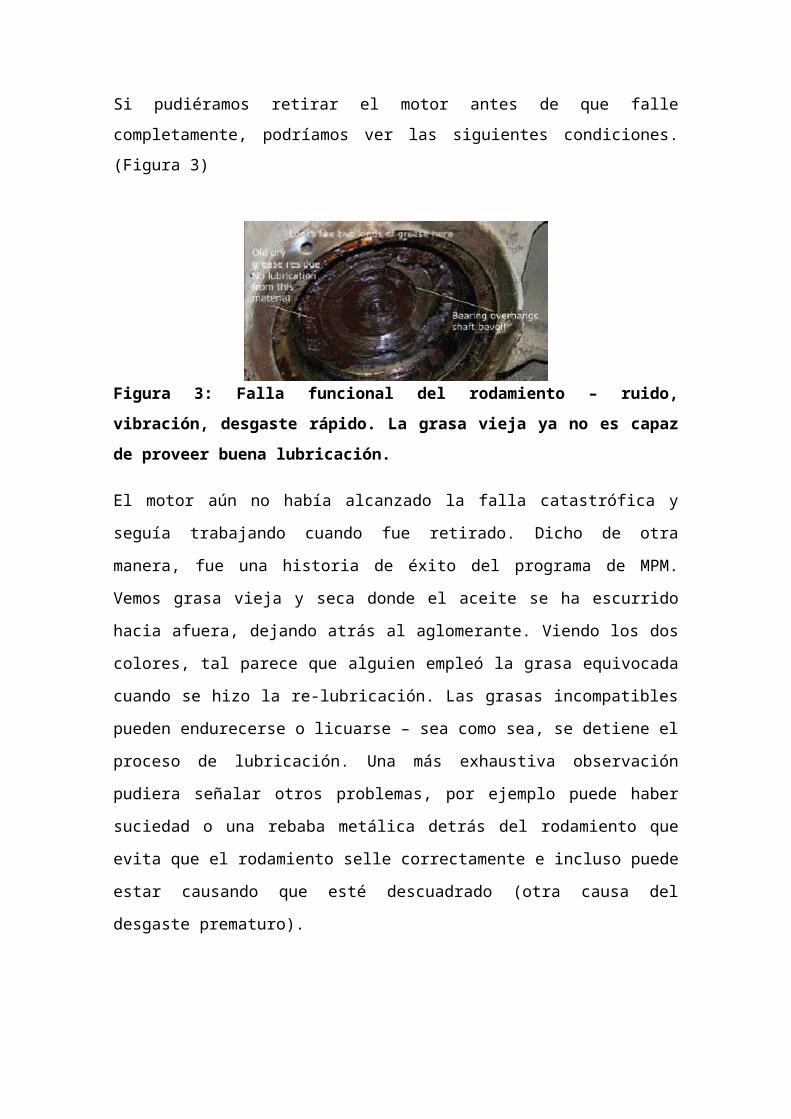
Si pudiéramos retirar el motor antes de que falle completamente,
podríamos ver las siguientes condiciones. (Figura 3)
Figura 3: Falla funcional del rodamiento – ruido, vibración,
desgaste rápido. La grasa vieja ya no es capaz de proveer
buena lubricación.
El motor aún no había alcanzado la falla catastrófica y seguía
trabajando cuando fue retirado. Dicho de otra manera, fue una
historia de éxito del programa de MPM. Vemos grasa vieja y seca
donde el aceite se ha escurrido hacia afuera, dejando atrás al
aglomerante. Viendo los dos colores, tal parece que alguien empleó la
grasa equivocada cuando se hizo la re-lubricación. Las grasas
incompatibles pueden endurecerse o licuarse – sea como sea, se
detiene el proceso de lubricación. Una más exhaustiva observación
pudiera señalar otros problemas, por ejemplo puede haber suciedad o
una rebaba metálica detrás del rodamiento que evita que el
rodamiento selle correctamente e incluso puede estar causando que
esté descuadrado (otra causa del desgaste prematuro).
Un paquete de gestión de desempeño de motores es un sistema en
donde se utilizan las herramientas adecuadas para mejorar la
confiabilidad de los motores, reducir el costo de las reparaciones y
repuestos, manejar el inventario de refacciones y asegurar que se
lleven a cabo los mantenimientos preventivos y predictivos
apropiados. La gestión del programa y la cadena de suministros son
también parte del paquete.
En otras palabras, MPM tiene un enfoque total hacia los motores.
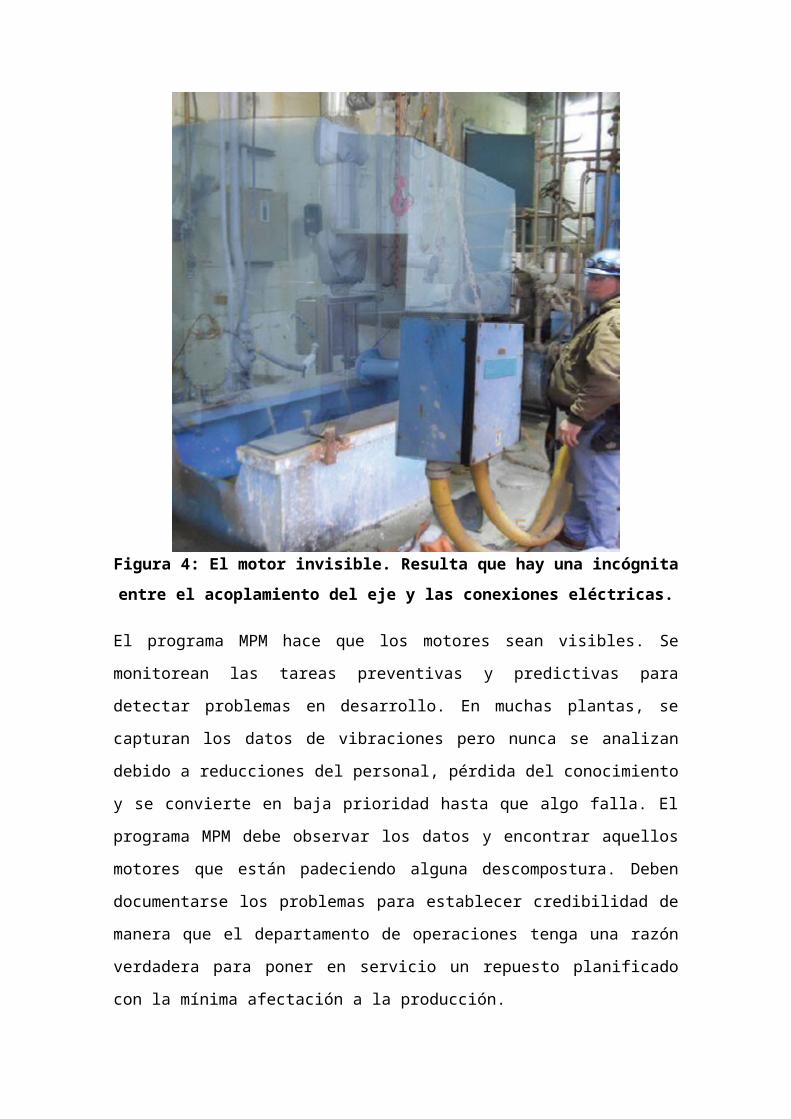
Un motor eléctrico es un dispositivo de conversión que convierte la
energía eléctrica en trabajo mecánico, por ende colocándolo entre
dos grupos de trabajo por separado.
Para los mecánicos, los motores eléctricos terminan en el
acoplamiento del lado motriz.
Para los electricistas, los motores terminan en la caja de juntas
de conexiones.
En medio de los dos está el motor invisible. (Figura 4)
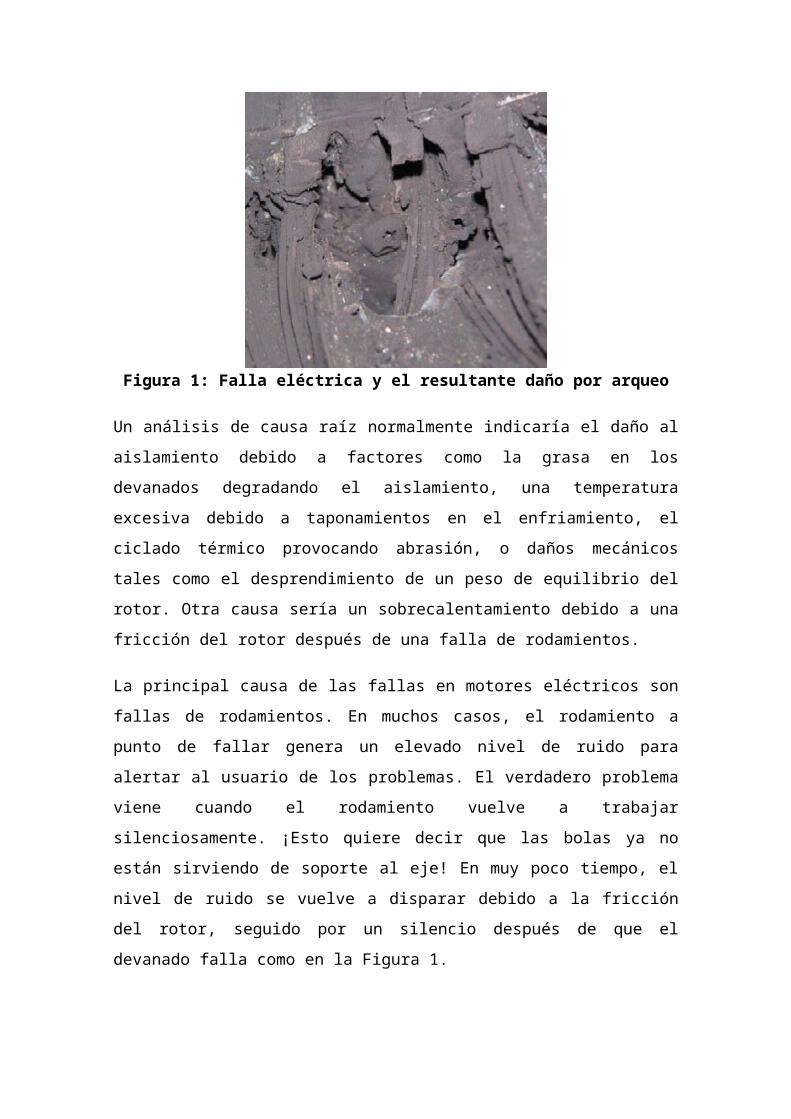
Figura 4: El motor invisible. Resulta que hay una incógnita
entre el acoplamiento del eje y las conexiones eléctricas.
El programa MPM hace que los motores sean visibles. Se monitorean
las tareas preventivas y predictivas para detectar problemas en
desarrollo. En muchas plantas, se capturan los datos de vibraciones
pero nunca se analizan debido a reducciones del personal, pérdida del
conocimiento y se convierte en baja prioridad hasta que algo falla. El
programa MPM debe observar los datos y encontrar aquellos motores
que están padeciendo alguna descompostura. Deben documentarse
los problemas para establecer credibilidad de manera que el
departamento de operaciones tenga una razón verdadera para poner
en servicio un repuesto planificado con la mínima afectación a la
producción.
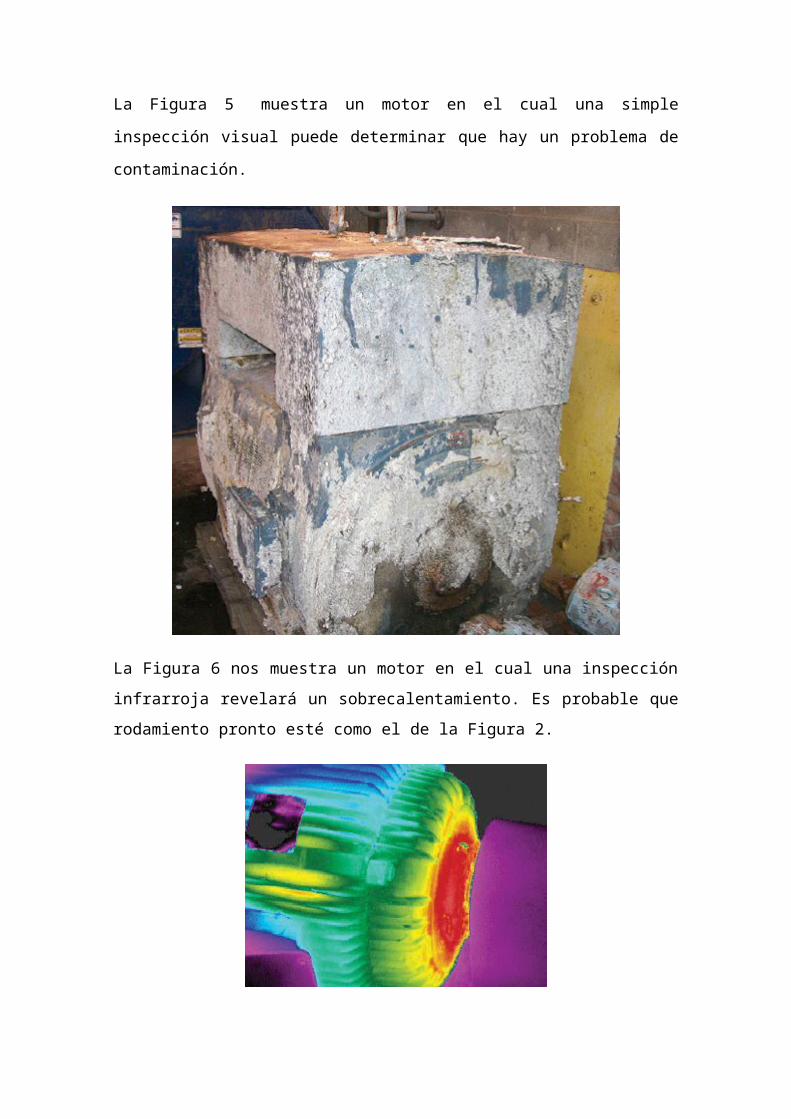
La Figura 5 muestra un motor en el cual una simple inspección visual
puede determinar que hay un problema de contaminación.
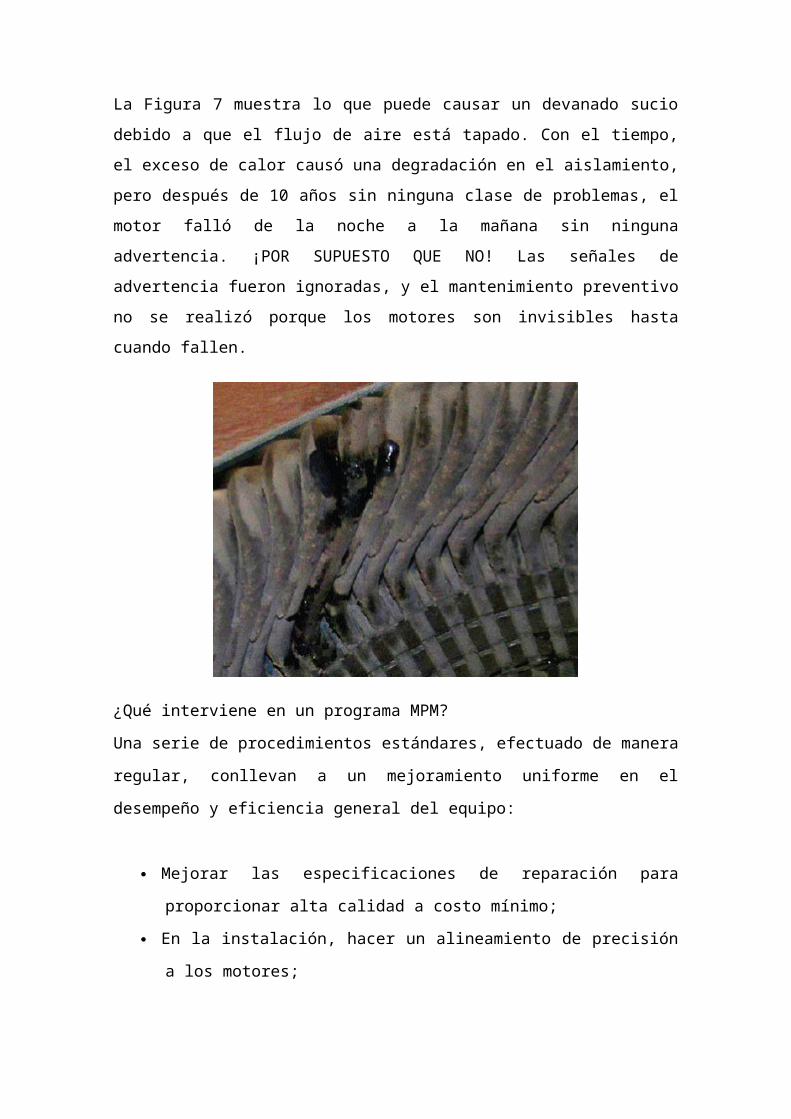
La Figura 6 nos muestra un motor en el cual una inspección infrarroja
revelará un sobrecalentamiento. Es probable que rodamiento pronto
esté como el de la Figura 2.
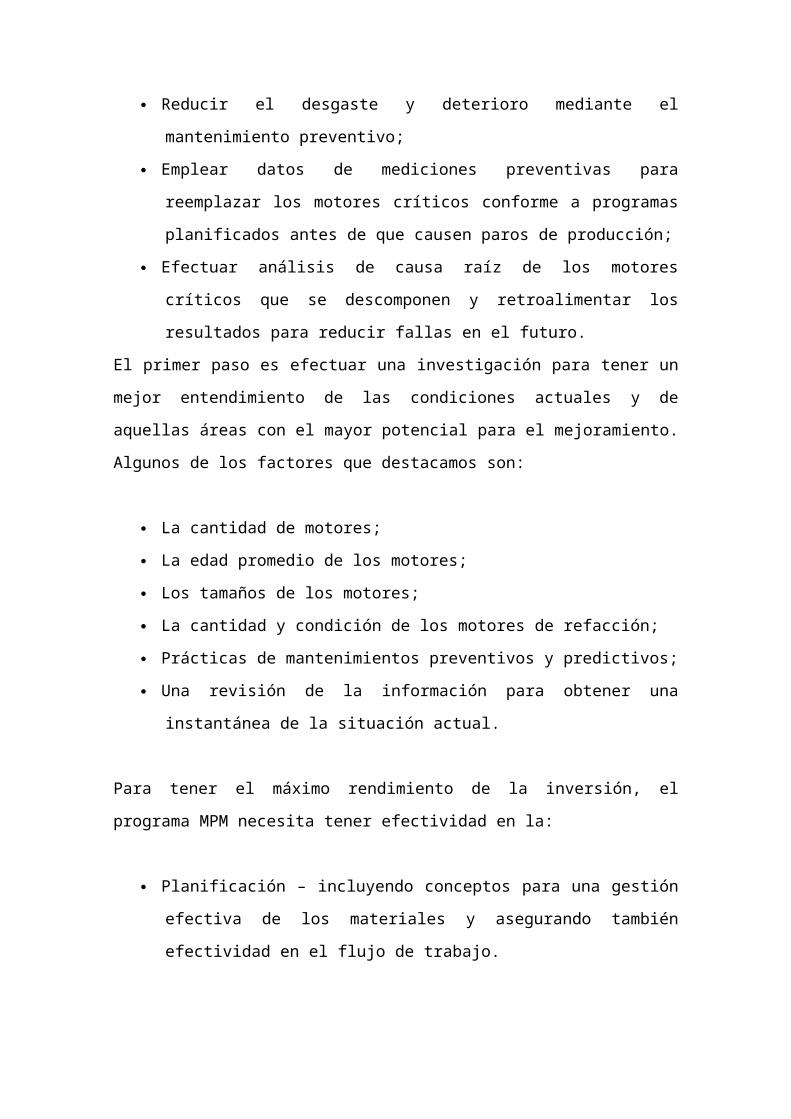
La Figura 7 muestra lo que puede causar un devanado sucio debido a
que el flujo de aire está tapado. Con el tiempo, el exceso de calor
causó una degradación en el aislamiento, pero después de 10 años
sin ninguna clase de problemas, el motor falló de la noche a la
mañana sin ninguna advertencia. ¡POR SUPUESTO QUE NO! Las
señales de advertencia fueron ignoradas, y el mantenimiento
preventivo no se realizó porque los motores son invisibles hasta
cuando fallen.
¿Qué interviene en un programa MPM?
Una serie de procedimientos estándares, efectuado de manera
regular, conllevan a un mejoramiento uniforme en el desempeño y
eficiencia general del equipo:
Mejorar las especificaciones de reparación para proporcionar
alta calidad a costo mínimo;
En la instalación, hacer un alineamiento de precisión a los
motores;
Reducir el desgaste y deterioro mediante el mantenimiento
preventivo;
Emplear datos de mediciones preventivas para reemplazar los
motores críticos conforme a programas planificados antes de
que causen paros de producción;
Efectuar análisis de causa raíz de los motores críticos que se
descomponen y retroalimentar los resultados para reducir
fallas en el futuro.
El primer paso es efectuar una investigación para tener un mejor
entendimiento de las condiciones actuales y de aquellas áreas con el
mayor potencial para el mejoramiento. Algunos de los factores que
destacamos son:
La cantidad de motores;
La edad promedio de los motores;
Los tamaños de los motores;
La cantidad y condición de los motores de refacción;
Prácticas de mantenimientos preventivos y predictivos;
Una revisión de la información para obtener una instantánea de
la situación actual.
Para tener el máximo rendimiento de la inversión, el programa MPM
necesita tener efectividad en la:
Planificación – incluyendo conceptos para una gestión efectiva
de los materiales y asegurando también efectividad en el flujo
de trabajo.
Gestión de la información – los datos disponibles cuando los
necesite, en donde los necesite y al alcance de su mano.
Implementación de programas de mantenimiento
preventivo/mantenimiento predictivo.
Programas de trabajo – en base a las necesidades de
producción y efectuando trabajos de mantenimiento preventivo
durante paros programados de producción.
La palabra clave en MPM es “gestión”, pero una palabra no menos
importante es “enfoque”. El equipo de MPM está únicamente
interesado en los motores y revisa todo de manera regular sin
distracciones.
Un programa MPM emplea un equipo pequeño, y dedicado, de
ingenieros y técnicos expertos con el único enfoque hacia los motores
para alcanzar los siguientes objetivos:
Extender la vida del motor (medio ambiente, lubricación,
carga);
Predecir a tiempo las fallas para programar las acciones
necesarias (pruebas de vibraciones, infrarrojo y emisión
ultrasónicas, gestión de datos, etc.);
Reemplazar motores con aquellos que estén dimensionados
correctamente, aptos para las condiciones operativas e
instalados adecuadamente (alineamiento, puestos a tierra y
seguridad, etc.);
Reducir el costo de las reparaciones trabajando de manera
activa con los talleres de reparación para asegurar la
optimización de la calidad, especificaciones, alcance del trabajo
y precios.
Es crucial tener un excelente conjunto de herramientas para abarcar
el análisis de aceites, alineamiento de maquinaria, análisis de
vibración, termografía, análisis de señal eléctrica y emisiones
ultrasónicas, pero además hay que tener la experiencia para
utilizarlas.
Una base de datos del mantenimiento de los equipos (activos) debe
ser una parte integral de MPM para darle seguimiento a los motores,
construir un historial en cada sede y asegurar que se mantenga
vigente el mantenimiento. También ayuda para asegurar que todas
aquellas cosas pequeñas se hagan correctamente para que no se
conviertan en problemas mayores. La planificación y la ejecución son
los hermanos gemelos de un mantenimiento exitoso.
Biografía:
En 2009, Derek Norfield se contrató con la empresa ABB como
especialista en la gestión del desempeño de los motores creando
programas para mejorar la confiabilidad de la planta y reducir los
costos utilizando mantenimiento predictivo y preventivo enfocado
hacia los motores eléctricos. Nacido y criado en Inglaterra, Derek se
graduó en 1969 con una Licenciatura en Ingeniería Mecánica y
Eléctrica del Croydon College en Londres. Desde entonces, él ha sido
especialista en vibraciones, balanceo y confiabilidad. www.abb.com
Comprendiendo las Pruebas de PDM para Motores Eléctricos
La mayoría de las fallas eléctricas son causadas por una combinación
de picos de voltaje que ocurren en el arranque y en el deterioro
normal. El problema a menudo empieza como un corto vuelta-a-
vuelta que eventualmente irá a tierra.
Sin una prueba de alto voltaje muchos de estos problemas pasarán
desapercibidos. Así que es importante conocer sus pruebas. Echemos
un vistazo a la prueba de resistencia de aislamiento, a la prueba de
índice de polarización, a la prueba de alto potencial de DC y a la
prueba de carga, y resumir los tipos de problemas que pueden y que
no pueden encontrar.
Introducción
Antes de hacer una decisión lógica acerca de qué clases de pruebas
deben ser realizadas en motores para predecir fallos eléctricos, usted
debe entender lo que ocasiona que estas fallas ocurran. También es
importante entender los diferentes grupos de aislamiento, el proceso
de desgaste del aislamiento y revisar los escenarios típicos de falla.
Sólo entonces se pueden tomar las decisiones en cuanto a que
pruebas deben ser incluidas.
Los Grupos de Aislamiento
El sistema de aislamiento de un motor consiste en el aislamiento de
tierra a la pared, el aislamiento de fase a fase y el aislamiento de
vuelta a vuelta. En una típica inducción de motor el aislamiento a la
tierra de la pared es el forro de papel de ranura que protege el cobre
aislado a tierra. La Fase a Fase es a menudo una hoja de papel de
aislamiento que es colocada entre las fases. La conexión más débil en
el sistema de aislamiento es a menudo el aislamiento de vuelta a
vuelta. Esta es el esmalte en el cobre de un motor aleatorio de
embobinado o el esmalte y la cinta encontrada en forma de
serpentines. El propósito de este aislamiento es de proteger las fallas
de cobre a cobre.
Para probar apropiadamente el sistema total de aislamiento, varias
pruebas diferentes deben ser realizadas. El aislamiento a tierra de la
pared puede ser probado con un megohmmetro para determinar los
valores de la resistencia del aislamiento, una prueba del índice de la
polarización para evaluar la elasticidad del aislamiento, y una prueba
de alta tensión de DC para probar la fuerza dieléctrica del aislamiento
a algún nivel predeterminado. El aislamiento de la fase a fase puede
ser probado también con parte de las mismas pruebas mencionadas
previamente si el motor es desconectado completamente. En la
mayoría de los casos de mantenimiento predictivo esto no será el
caso y el aislamiento de fase a fase debe ser probado en la misma
manera como el aislamiento de vuelta a vuelta. La prueba de carga
es la única prueba disponible de aislamiento de vuelta a vuelta.
El Proceso de Desgaste del Aislamiento
El proceso de desgaste del aislamiento puede ser afectado por uno o
más de los siguientes cinco factores:
1. Contaminación: Un depósito químico en el bobinado que causa
deterioro en el aislamiento.
2. Mecánico: Vibración o movimiento en el bobinado o motor que
usa el sistema de aislamiento.
3. Desgaste térmico normal: E lento deterioro del aislamiento
sobre el período de vida normal del a través de la operación
normal.
4. Desgaste termal prematuro: Temperaturas excesivas del
bobinado causando una falla prematura.
5. Picos de sobre voltaje: Cargas de alto voltaje causadas por
cambios, luces y diseño del VFD.
Estos cinco factores deben ser considerados cuando se diseña un
programa de prueba. Miraremos los procesos de desgaste térmico
normales y como son afectados por los factores mecánicos, desgaste
prematuro termal y picos de sobre voltaje. Nos concentraremos en los
problemas no relacionados con la contaminación.
¿Qué hace que los motores fallen?
Las fallas eléctricas son las responsables entre el 35% a 40% de todas
las fallas motrices. Estos mismos estudios, algunos remontados hacia
1936, a menudo muestran que muchas de estas fallas del bobinado
comienzan como un corto de vuelta a vuelta ocasionados por una
carga inclinada pronunciada debido a la conmutación 2. En los años
sesentas, la toma de medidas de estas cargas muestran picos de 0,5
microsegundo hasta de 5 por unidad.
Nota: Al discutir sobre la fuerza dieléctrica y picos de voltaje en este
artículo la medida de “pu” será utilizada. Una por unidad (pu) es la
línea de al voltaje a tierra.
Estas cargas inclinadas son causadas por una variedad de fuentes. La
causa más común y principal de avería del aislamiento de vuelta
interna son las cargas de conmutación 3. Estas cargas de
conmutación pueden ocurrir al abrir y cerrar los contactos. El
reencendido creará múltiples cargas.
Los estudios muestran que estas cargas recorrerán de 1 a 5 pu con
aumentos de tiempo de 0,1 a 1 un micro segundo. Un motor 4160V
verá cargas de hasta 17,000V.
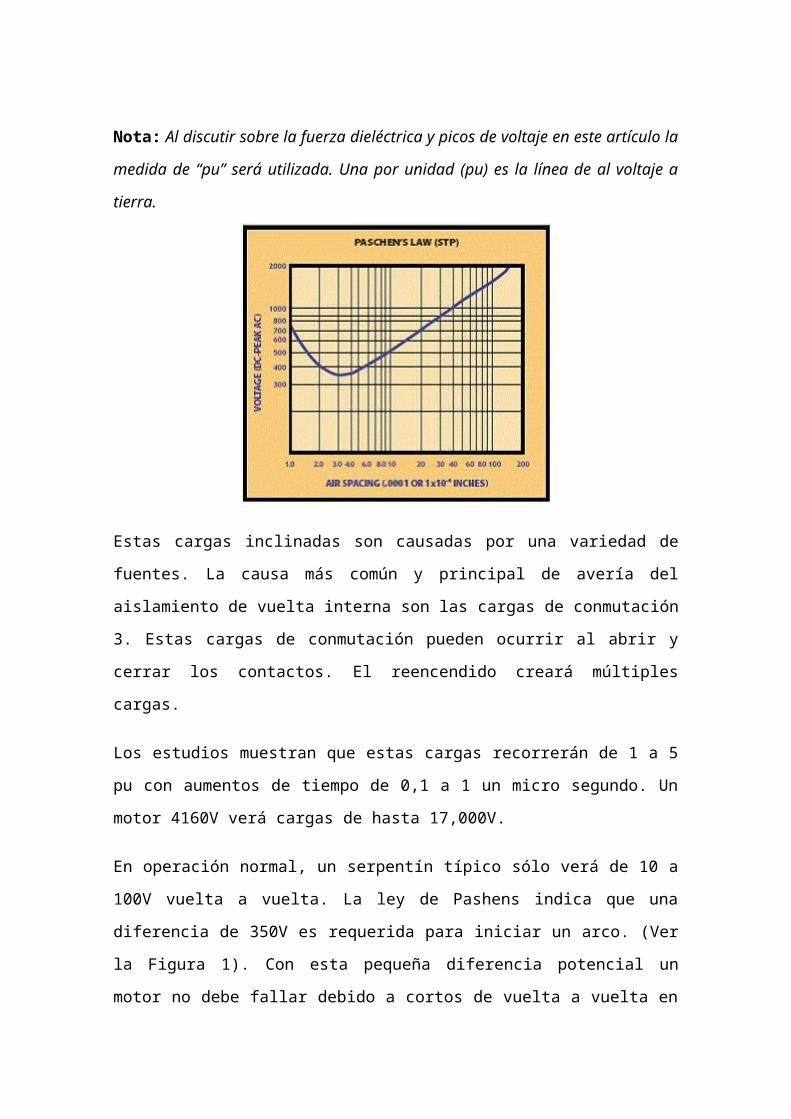
En operación normal, un serpentín típico sólo verá de 10 a 100V
vuelta a vuelta. La ley de Pashens indica que una diferencia de 350V

es requerida para iniciar un arco. (Ver la Figura 1). Con esta pequeña
diferencia potencial un motor no debe fallar debido a cortos de vuelta
a vuelta en operación normal. Es la combinación de un aislamiento
débil y las cargas inclinadas que aceleran el deterioro natural del
aislamiento - llevando finalmente a las fallas eléctricas del motor.
La abrasión mecánica dentro del embobinado es otro mecanismo de
deterioro que opera en el aislamiento del motor. En el arranque una
acción que aprieta causada por las fuerzas magnéticas causará el
desgaste entre los componentes móviles 4. El campo magnético
cambia 120 veces por segundo causando que esta opresión ocurra
cada vez. Aunque el desgaste exista entre el bobinado y el
aislamiento a tierra, los estudios muestran que menos del 17% del
aislamiento a tierra sea debido a este movimiento. Es el aislamiento
vuelta a vuelta el que es muy afectado por este tipo de abrasión.
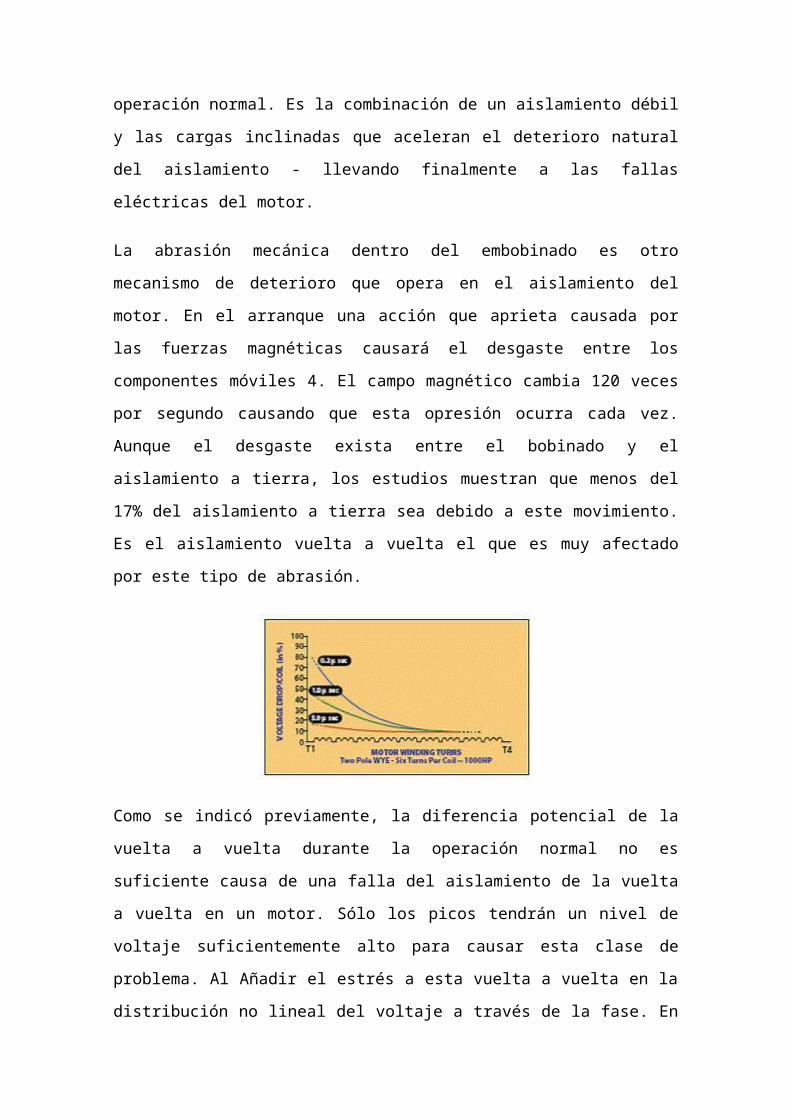
Como se indicó previamente, la diferencia potencial de la vuelta a
vuelta durante la operación normal no es suficiente causa de una falla
del aislamiento de la vuelta a vuelta en un motor. Sólo los picos
tendrán un nivel de voltaje suficientemente alto para causar esta
clase de problema. Al Añadir el estrés a esta vuelta a vuelta en la
distribución no lineal del voltaje a través de la fase. En un estudio
realizado por Christiansen y Pedersen 5, fue concluido que el tiempo
de la subida de los picos determinará cómo el voltaje se propaga
sobre los bobinados. Como se muestra en la figura 2, mientras más
rápido es el tiempo de subida menos lineal es el voltaje dividido sobre
el serpentín.

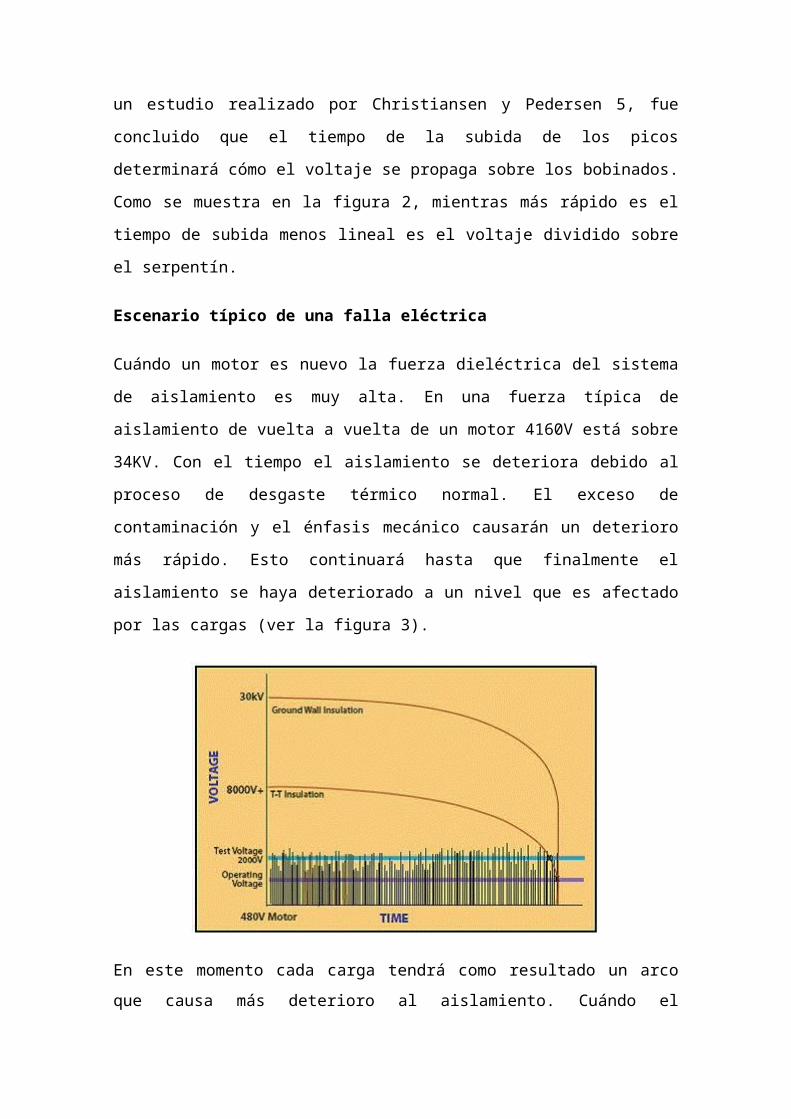
Escenario típico de una falla eléctrica
Cuándo un motor es nuevo la fuerza dieléctrica del sistema de
aislamiento es muy alta. En una fuerza típica de aislamiento de vuelta
a vuelta de un motor 4160V está sobre 34KV. Con el tiempo el
aislamiento se deteriora debido al proceso de desgaste térmico
normal. El exceso de contaminación y el énfasis mecánico causarán
un deterioro más rápido. Esto continuará hasta que finalmente el
aislamiento se haya deteriorado a un nivel que es afectado por las
cargas (ver la figura 3).
En este momento cada carga tendrá como resultado un arco que
causa más deterioro al aislamiento. Cuándo el aislamiento de vuelta a
vuelta se erosiona a un nivel al voltaje operacional, los conductores
se soldarán causando la falla rápidamente debido a la alta corriente
inducida. (Ver la figura 4).
¿Prueba de Alto Voltaje?
De las cuatro pruebas revisadas en este artículo, sólo dos son
consideradas para ser de “alto voltaje”. Es importante entender lo
que cada una de estas pruebas pueden y no pueden hacer. Es la
combinación de las pruebas correctas que ayudarán a encontrar la
meta.
Prueba de Resistencia del Aislamiento
Desarrollada a inicios del siglo XX, la prueba de resistencia de
aislamiento (infrarrojo) es la más vieja y la más difundida y utilizada
para valorar la calidad del aislamiento a tierra. En esta prueba, el
marco motriz es aterrizado, y el instrumento de la prueba
(megohmmetro) impone un voltaje de DC en los bobinados motrices.
La lectura de salida del instrumento es proporcionada en
megaohmios.
El sonido de un bobinado rinde una lectura de salida en centenares, o
en miles, de megaohmios. Para el embobinado aleatorio y la mica
asfáltica el estándar “ANSI/IEEE 43 del IEEE recomendaciones para la
Práctica para Prueba de la Resistencia de Aislamiento para máquinas
rotatorias” prescribe 1 megaohmio más 1 megaohmio por KV del
rango de voltaje del motor como una lectura mínima aceptable. 100μ
para los modernos embobinados son aceptables. Por ejemplo, la
resistencia aceptable mínima para un motor 460V es 1,46
megaohmios. La prudencia, sin embargo, dicta que el motor debe de
ser retirado del servicio para la reconstrucción del bobinado mientras
que el bobinado a tierra esta aun por encima del valor aceptable
mínimo.
Las lecturas de la prueba de infrarrojo son sumamente sensibles a la
temperatura y la humedad. Para lecturas exactas y significativas, la
prueba debe ser realizada cuando el motor ha estado fuera de
servicio por un período de tiempo suficientemente largo para haber
alcanzado la temperatura ambiente. Para impedir la condensación, la
temperatura debe estar encima del punto de rocío. Las lecturas
infrarrojas obtenidas entonces deben ser corregidas a una
temperatura uniforme de acuerdo con las tablas en las formulas del
IEEE 43. Esta prueba es solo una prueba de aislamiento a tierra y no
tiene valor para determinar la calidad del aislamiento de la vuelta a
vuelta.
Prueba del Índice de Polarización
Esta prueba de diez minutos de DC es realizada en un voltaje inferior
que la prueba de voltaje máximo de acuerdo con IEEE43. Para más
información de niveles exactos de voltaje ver la tabla disponible en
IEEE43. Una lectura del megaohmio es tomada en un minuto y otra
vez en diez minutos para determinar la elasticidad del aislamiento a
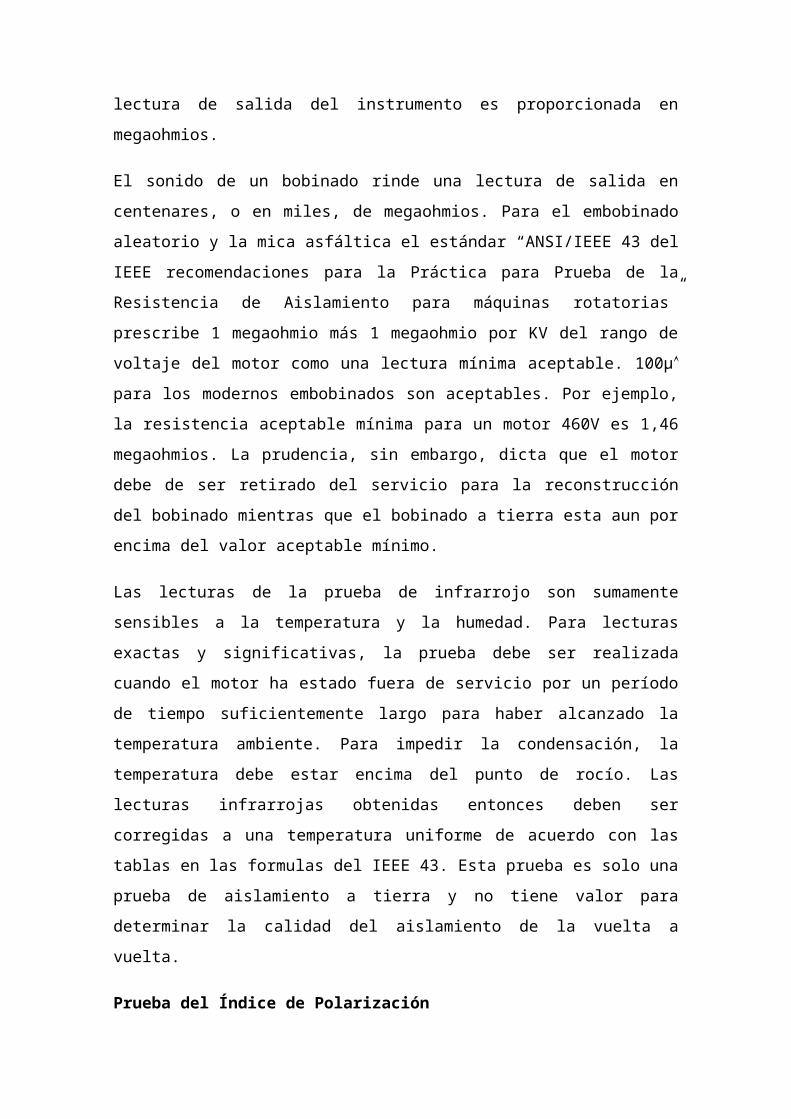
tierra. Cuándo es colocado en un campo eléctrico, las moléculas del
aislamiento a tierra se deben alinear con ese campo. (Ver la figura 5)
Si el aislamiento presenta desgaste, dureza, y esta quebradizo,
ninguna polarización puede ocurrir.
El Índice de Polarización es la proporción de la lectura de la
resistencia del aislamiento de diez minutos dividida por la lectura de
un minuto. Sobre el período de 10 minutos esta lectura debe
aumentar por un factor de dos o más dando un “PI” de dos o más. Si
el aislamiento es muy quebradizo el índice de polarización será uno o
poco de uno, indicando que la polarización no sucedió (ver la figura
6). Esta prueba también sólo ve el aislamiento de tierra y no verá los
problemas en el aislamiento de vuelta a vuelta.
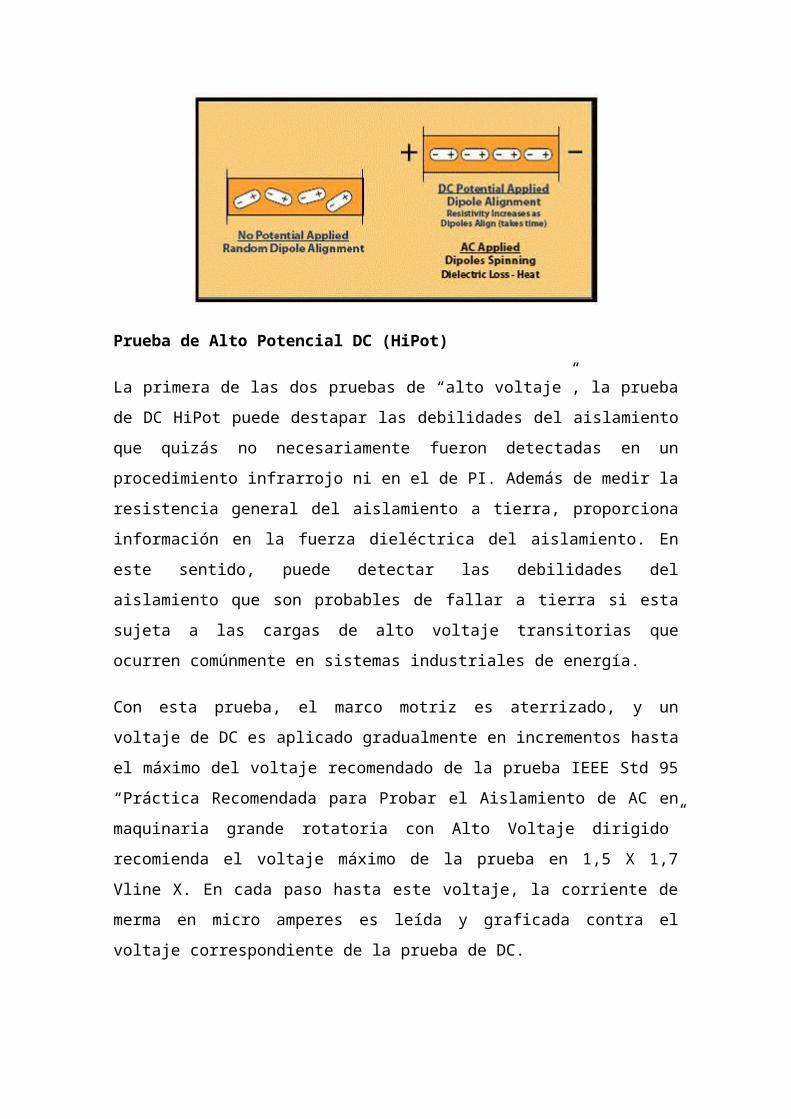
Prueba de Alto Potencial DC (HiPot)
La primera de las dos pruebas de “alto voltaje”, la prueba de DC HiPot
puede destapar las debilidades del aislamiento que quizás no
necesariamente fueron detectadas en un procedimiento infrarrojo ni
en el de PI. Además de medir la resistencia general del aislamiento a
tierra, proporciona información en la fuerza dieléctrica del
aislamiento. En este sentido, puede detectar las debilidades del
aislamiento que son probables de fallar a tierra si esta sujeta a las
cargas de alto voltaje transitorias que ocurren comúnmente en
sistemas industriales de energía.
Con esta prueba, el marco motriz es aterrizado, y un voltaje de DC es
aplicado gradualmente en incrementos hasta el máximo del voltaje
recomendado de la prueba IEEE Std 95 “Práctica Recomendada para
Probar el Aislamiento de AC en maquinaria grande rotatoria con Alto
Voltaje dirigido” recomienda el voltaje máximo de la prueba en 1,5 X
1,7 Vline X. En cada paso hasta este voltaje, la corriente de merma en
micro amperes es leída y graficada contra el voltaje correspondiente
de la prueba de DC.
El gráfico resultante debe ser una línea recta. La magnitud de la
corriente de merma y la cuesta resultante de la línea no es la única
consideración. El criterio de importancia es que el gráfico es, de
hecho, una línea recta. Un auge brusco en el ascenso del gráfico
indica un desperfecto del aislamiento. La prueba debe ser abortada
inmediatamente para prevenir que el bobinado falle bajo la prueba. El
motor puede regresar al servicio, pero el reacondicionamiento del
bobinado o su reemplazo debe ser planificado a la brevedad.
El número de pasos distintos en los que la prueba es realizada es
opcional. Sin embargo, tomando más pasos en rendimientos más
pequeños de incrementos de voltaje se obtienen mejores resultados y
aminora la posibilidad de que la prueba de voltaje se pasa de la raya.
La mayoría de los juegos de prueba de alto potencial incorporan
interruptores de sobrecarga para proteger el bobinado si una
debilidad es detectada. El más sensible de estos circuitos protectores
puede operar cuándo la merma de corriente es tan baja como un
micro ampere. El DC HiPot es también una prueba que sólo mira la
tierra de pared y es de ningún valor para el aislamiento de la vuelta a
vuelta.
Prueba de Carga
Aunque la prueba de comparación de carga fue desarrollado hace
más de 80 años, es la prueba clásica más nueva realizadas para
determinar la condición del aislamiento del bobinado. Esta prueba
detecta los defectos de la vuelta a vuelta, rollo a rollo, y fase a fase
que no pueden ser descubiertos por otros métodos.
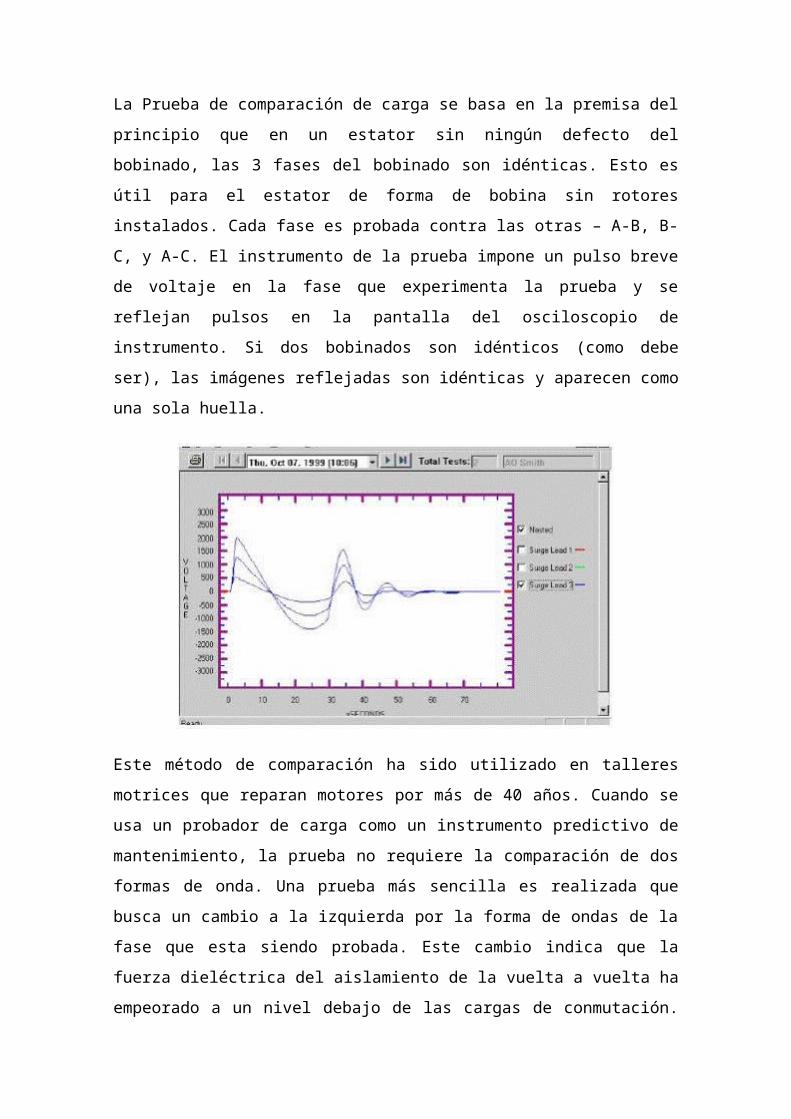
La Prueba de comparación de carga se basa en la premisa del
principio que en un estator sin ningún defecto del bobinado, las 3
fases del bobinado son idénticas. Esto es útil para el estator de forma
de bobina sin rotores instalados. Cada fase es probada contra las
otras – A-B, B-C, y A-C. El instrumento de la prueba impone un pulso
breve de voltaje en la fase que experimenta la prueba y se reflejan
pulsos en la pantalla del osciloscopio de instrumento. Si dos
bobinados son idénticos (como debe ser), las imágenes reflejadas son
idénticas y aparecen como una sola huella.
Este método de comparación ha sido utilizado en talleres motrices
que reparan motores por más de 40 años. Cuando se usa un probador
de carga como un instrumento predictivo de mantenimiento, la
prueba no requiere la comparación de dos formas de onda. Una
prueba más sencilla es realizada que busca un cambio a la izquierda
por la forma de ondas de la fase que esta siendo probada. Este
cambio indica que la fuerza dieléctrica del aislamiento de la vuelta a
vuelta ha empeorado a un nivel debajo de las cargas de conmutación.
Una vez que el aislamiento se ha debilitado a este punto, se necesitan
tomar las decisiones con respecto al futuro del motor. Con la actual
tecnología digital es posible adquirir los datos de la fase bajo la
prueba en varios niveles de voltaje y juntarlos. Esta técnica es valiosa
en detectar y documentar este cambio a la izquierda.
Conclusión
Al probar un sistema de aislamiento de motor, es importante que se
realicen las pruebas correctas. El entender que el motor muestra
voltajes de hasta 5pu, es importante que el sistema de aislamiento
sea capaz de manejar el estrés más alto que su voltaje de operación
normal. Como se mostró en este artículo, si la prueba de alto voltaje
no es realizada, es casi imposible detectar el aislamiento débil
anticipado a la falla.
De las cuatro pruebas discutidas en este artículo tres conciernen al
aislamiento a la tierra de pared sin ninguna consideración para la
vuelta a vuelta. La prueba de carga es la única prueba que mira el
aislamiento de vuelta a vuelta. El aislamiento de vuelta a vuelta es la
causa primordial de un alto número de fallas eléctricas. Esta prueba
simula características de una carga en el arranque, haciéndola una
prueba apropiada para el descubrimiento prematuro de un
aislamiento débil.
Referencias:
1. Schump, David E., “Predict Motor Failure With Insulation Testing,
“Plant Engineering Magazine, September, 1996.
2. Zotos, Peter A., Member IEEE, Motor Failures Due to Steep Front
Switching Surges: The Need for Surge Protection User’s Experience, “
IEEE Transactions on Industrial Applications, Volume 30, Number 6,
Nov/Dec 1994.
3. Kema, N.V., Arnhem The Netherlands, H.G. Tempelaar,
“Determining of Transient Over Voltages Caused by Switching of High
Voltage Motors.”

4. Crawford, D.E., General Electric company, “Mechanisms of Motor
Failures.”
5. Christiansen, K.A. and Pederson, A., “An Experimental Study of
Impulse Voltage phenomena In A Large AC Motor.”
Curt Lanham es presidente de Baker Instrument Company. Miembro
de la IEEE y graduado de la Universidad de Missouri Western, Curt ha
trabajado en la industria del mantenimiento predictivo en los últimos
16 años. A impartido seminarios en estas materias en más de 10
países y a través de los Estados Unidos de América. Curt puede ser
contactado en [email protected]
Variaciones en la Sobretensión (Hi - Pot)
Hemos comentado antes sobre conceptos básicos y trucos
relacionados con las pruebas de motores eléctricos en los últimos
meses. Este mes, discutiremos la prueba de sobretensión (de ahora
en adelante Hi-Pot por sus siglas en ingles) y sus variedades de tipos
y usos para la evaluación de aislamiento de sistemas eléctrico
motrices a tierra.
El uso de esta prueba ha estado presente en los últimos cien años,
parecido a la prueba de aislamiento a tierra, excepto que la prueba
de Hi-Pot es una prueba de estrés.
Los Diferentes Métodos de Prueba de Hi-Pot
Hay tres tipos básicos de pruebas de Hi-Pot utilizadas para pruebas
en sistemas eléctricos de aislamiento, incluyendo a la propia
maquinaria de rotación y el cable que proporciona la energía. Estos
incluyen la Hi-Pot AC, la Hi-Pot de DC y la Hi-Pot de Muy Baja
Frecuencia. Cada una de éstas tiene sus usos específicos, fuerzas y
peligros potenciales al operario y al equipo para ser probados.
La prueba de Hi-Pot AC. Es estrictamente una prueba de pasa/falla
realizada en un valor dos veces el voltaje de la placa de identificación
de la maquina más 1.000 Voltios para nuevas máquinas aplicados por
un minuto. Para sistemas de aislamiento usados, el valor que es
aplicado debe ser de 125% a 135% del valor de la placa de
identificación por un minuto. A causa de los voltajes altos aplicados, y
la dificultad de controlar la corriente de carga, si un defecto de
aislamiento es descubierto, generara rastros de carbón a través del
defecto y de otras áreas débiles del sistema de aislamiento,
destruyéndolo. Los voltajes altos, y el potencial de corrientes altas,
también generaran un posible peligro al personal que realice las
pruebas.
La prueba de Hi-Pot DC es realizada utilizando energía DC en un valor
de dos veces el voltaje de la placa de identificación de la maquina
más 1.000 Voltios con la suma total multiplicada por la raíz cuadrada
de tres para nuevos sistemas de aislamiento. El nuevo valor del
sistema del aislamiento multiplicado por 65% a 75% para el valor
probado en sistemas de aislamiento usados. La corriente de carga y
la merma de corriente pueden ser vigiladas durante este tipo de
prueba. Esta prueba también puede ser peligrosa a la condición del
sistema de aislamiento, así que un método alterno puede ser aplicado

conocido como la prueba de voltaje-paso. En esta prueba, el voltaje
es traído a 500 o 1.000 Vdc a la vez. La corriente brevemente
alcanzara picos, entonces disminuirá, que se relaciona a la corriente
de carga. La corriente que el valor se decide por, es referida como la
corriente de merma.
La Frecuencia Muy Baja (VLF, por sus siglas en ingles) DC Hi-Pot fue
utilizada originalmente en pruebas de cable para detectar sistemas
de aislamiento de “horma” (fracturas diminutas). La VLF Hi-Pot aplica
una frecuencia de 0.1 Hz al sistema de aislamiento que “excita” el
sistema de aislamiento. Esto presenta una oportunidad la prueba de
maquinaria de rotación con el poder de AC Hi-Pot y la protección de
DC Hi-Pot.
Teoría Básica de Aislamiento Eléctrico
El circuito eléctrico del aislamiento es modelado como una serie de
circuitos paralelos de RC entre conductores y tierra. Al ocurrir
cambios al sistema del aislamiento, los valores de R y C cambian. Los
valores del aislamiento en cada fase son la suma de los valores de RC
de vuelta a vuelta y de bobina a bobina de cada fase. Los valores de
aislamiento a tierra son la suma del aislamiento entre conductores y
conductores y tierra para el circuito completo.
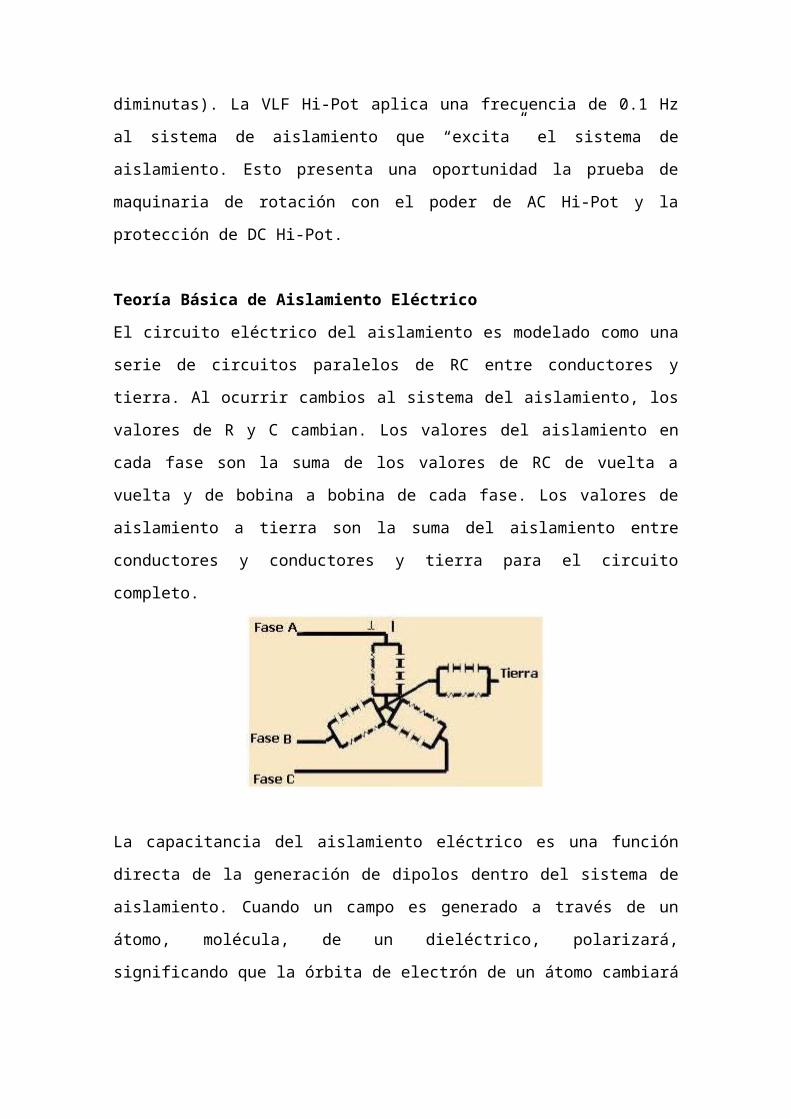
La capacitancia del aislamiento eléctrico es una función directa de la
generación de dipolos dentro del sistema de aislamiento. Cuando un
campo es generado a través de un átomo, molécula, de un
dieléctrico, polarizará, significando que la órbita de electrón de un
átomo cambiará ligeramente, haciendo un lado del átomo más
positivo y uno más negativo.
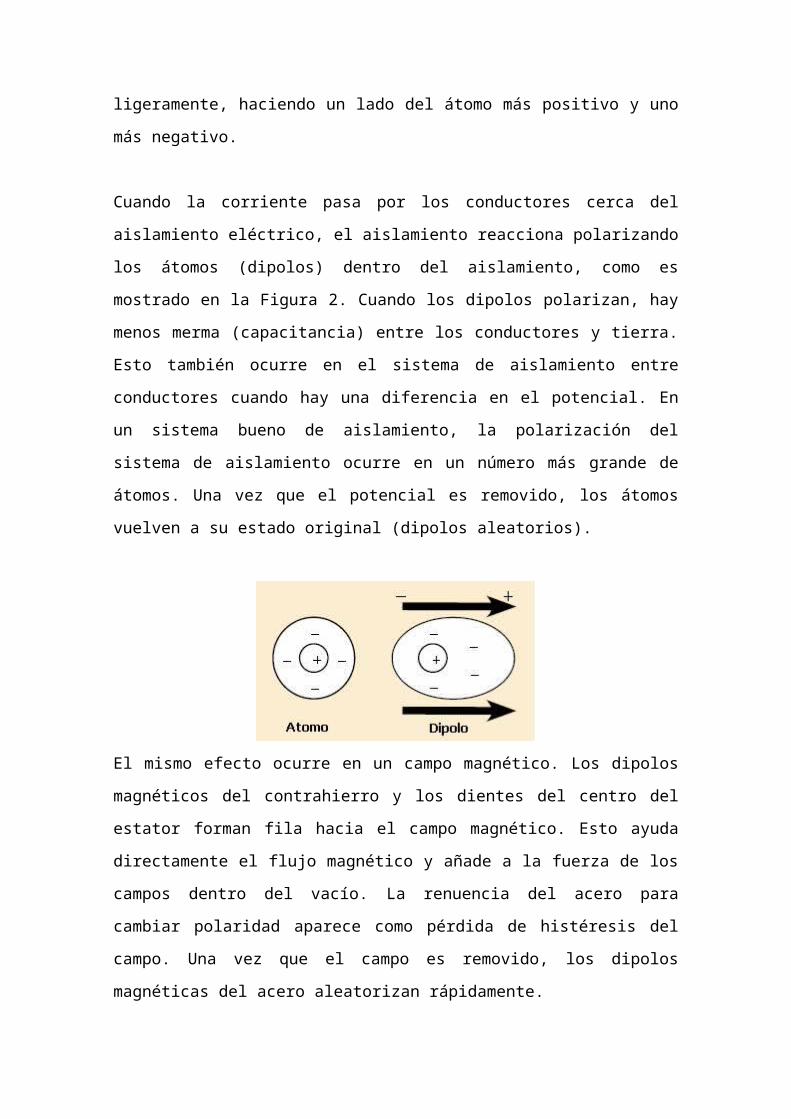
Cuando la corriente pasa por los conductores cerca del aislamiento
eléctrico, el aislamiento reacciona polarizando los átomos (dipolos)
dentro del aislamiento, como es mostrado en la Figura 2. Cuando los
dipolos polarizan, hay menos merma (capacitancia) entre los
conductores y tierra. Esto también ocurre en el sistema de
aislamiento entre conductores cuando hay una diferencia en el
potencial. En un sistema bueno de aislamiento, la polarización del
sistema de aislamiento ocurre en un número más grande de átomos.
Una vez que el potencial es removido, los átomos vuelven a su estado
original (dipolos aleatorios).
El mismo efecto ocurre en un campo magnético. Los dipolos
magnéticos del contrahierro y los dientes del centro del estator
forman fila hacia el campo magnético. Esto ayuda directamente el
flujo magnético y añade a la fuerza de los campos dentro del vacío.
La renuencia del acero para cambiar polaridad aparece como pérdida
de histéresis del campo. Una vez que el campo es removido, los
dipolos magnéticas del acero aleatorizan rápidamente.
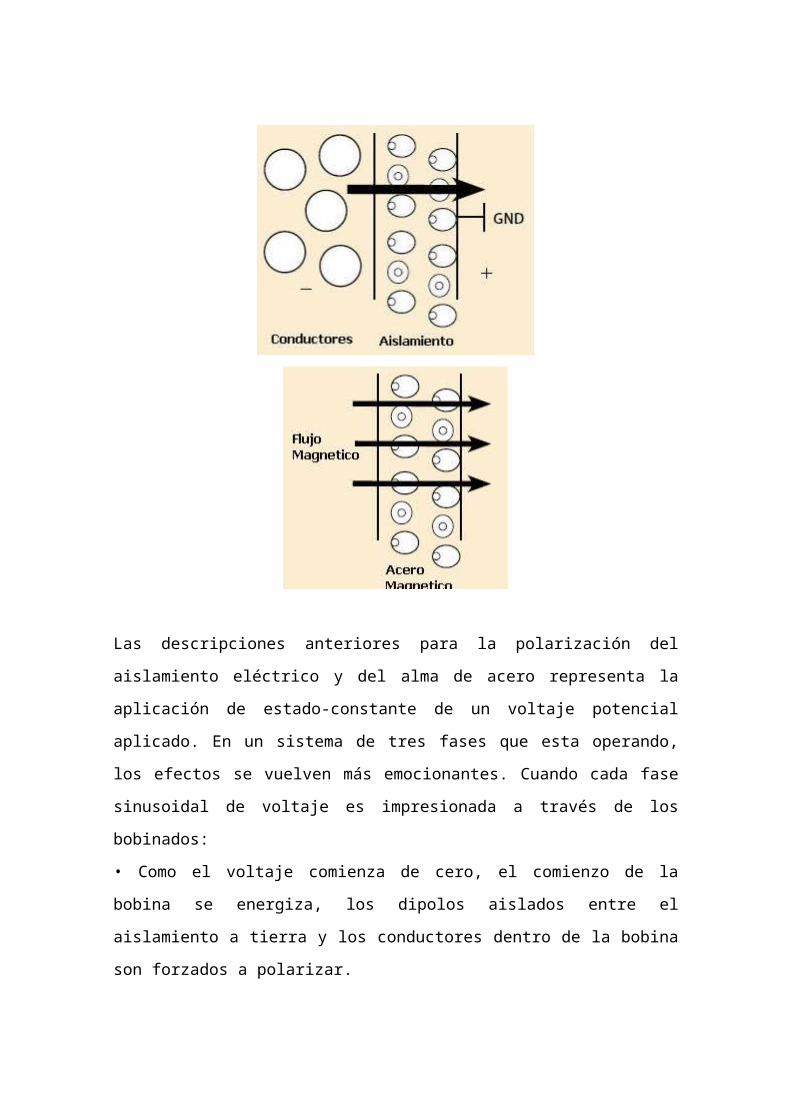
Las descripciones anteriores para la polarización del aislamiento
eléctrico y del alma de acero representa la aplicación de estado-
constante de un voltaje potencial aplicado. En un sistema de tres
fases que esta operando, los efectos se vuelven más emocionantes.
Cuando cada fase sinusoidal de voltaje es impresionada a través de
los bobinados:
• Como el voltaje comienza de cero, el comienzo de la bobina se
energiza, los dipolos aislados entre el aislamiento a tierra y los
conductores dentro de la bobina son forzados a polarizar.
• Como el voltaje continúa subiendo, el potencial al principio de la
bobina es más alto que el final, los dipolos aislados continúan
polarizándose y los dipolos magnéticos comienzan a polarizar hacia el
flujo magnético generado por las bobinas.
• Cuando el voltaje llega a su pico al principio de la bobina, una
mayoría de los dipolos magnéticos y aislados asociados con el
comienzo de la bobina han polarizado y los que se encuentran al final
de la bobina continúan polarizando. Hay una demora en los campos
entre el principio y el fin de la bobina, que causa que un potencial
entre conductores exista.
• Como el voltaje comienza a disminuir, los dipolos aislados y
magnéticos comienzan a aleatorizar (se mueven a neutral) al
principio de la bobina y liberan energía de nuevo al sistema mientras
los campos se colapsan. Los campos al final de la bobina llegan a su
pico y entonces comienzan a disminuir.
• El voltaje se aproxima a cero, entonces pasa a la secuencia
negativa de la onda de seno. Los dipolos y los campos continúan
reaccionando, pero se alinean en sentido contrario (como en una
acción de pistón). Definiremos esta acción como “vuelta bipolar”
tanto del aislamiento eléctrico y del dipolo de acero magnético.
El potencial alto de la mayoría de los motores eléctricos fuerza los
cambios a los campos y dipolos a suceder rápidamente. Como
resultado, el trabajo es realizado y se genera calor.
La Capacitancia de cada porción del circuito es dada, en cualquier
momento como:
[1]
Dónde un aislante existe entre los conductores y conductores a tierra.
La carga inducida, q, aumenta la capacitancia por la proporción Q/(Q-
q). La proporción Q sin dimensión/(Q-q) es una propiedad de la
polarizabilidad del material y es referida como la susceptibilidad
eléctrica, Xe. En la frontera de cada sistema de aislamiento
(conductores, ranura, fase, etc.), las condiciones de la frontera son
tales que:
[2]

Dónde representa la permitivilidad relativa de la frontera de la
superficie de aislamiento. Dividiendo cada fase en tubos y
segmentos, la capacitancia total para segmentos m y tubos n a través
del sistema sería:
[3]
La inductancia del circuito puede ser figurada como la unión de flujo
por unidad de corriente, y es representada por la unidad Henry (H):
[4]
Para un motor con n bobinas, la inductancia puede ser definida:
[5]
Dónde Kpq es referido como el coeficiente de acoplamiento entre dos
bobinas (p y q). Cuándo p y q son iguales, la inductancia es llamada
como auto-inductancia, cuándo no es igual, es llamada inductancia
mutua.
La impedancia total por fase vista desde la entrada de las terminales
del estator es dada como [6] donde x se refiere a la merma de
rectancia (capacitiva).
[6]
En una forma simple, la impedancia también puede ser vista como:
[7]
[8]
[9]
Al ver un sistema balanceado, un circuito “Y” debe parecer como se
muestra en la Figura 5. La impedancia del circuito parecería:
[10]
Por ejemplo:
Armado con esta información, nosotros ahora podemos revisar los
efectos de las fallas relacionadas a las bobinas en la operación del
motor.
Fallas de Bobinas
Cuándo un defecto ocurre en una bobina debido a un corto, la
contaminación de la bobina o un daño severo al núcleo de acero,
afecta las propiedades eléctricas del sistema de aislamiento. En el
caso de un defecto de la bobina, los cambios ya sean a la
capacitancia o la resistencia dentro del sistema de aislamiento
causarán un problema reactivo debido a cambios a la constitución del
sistema de aislamiento. Por ejemplo en el desarrollo de un corto, los
cambios al sistema de aislamiento causa cambios a la capacitancia
debido a los cambios en cómo los dipolos son excitados (dipolo de
vuelta). Como resultado, hay cambios en cómo el aislamiento
reacciona en esa área, causando una variación de merma de
reactancia y calentamiento debido a forzar el aislamiento para
polarizar aplicado un alto potencial (voltaje operacional). La
contaminación de la bobina causa cambios a la resistividad y ala
reactancia capacitiva entre las superficies de aislamiento, también.
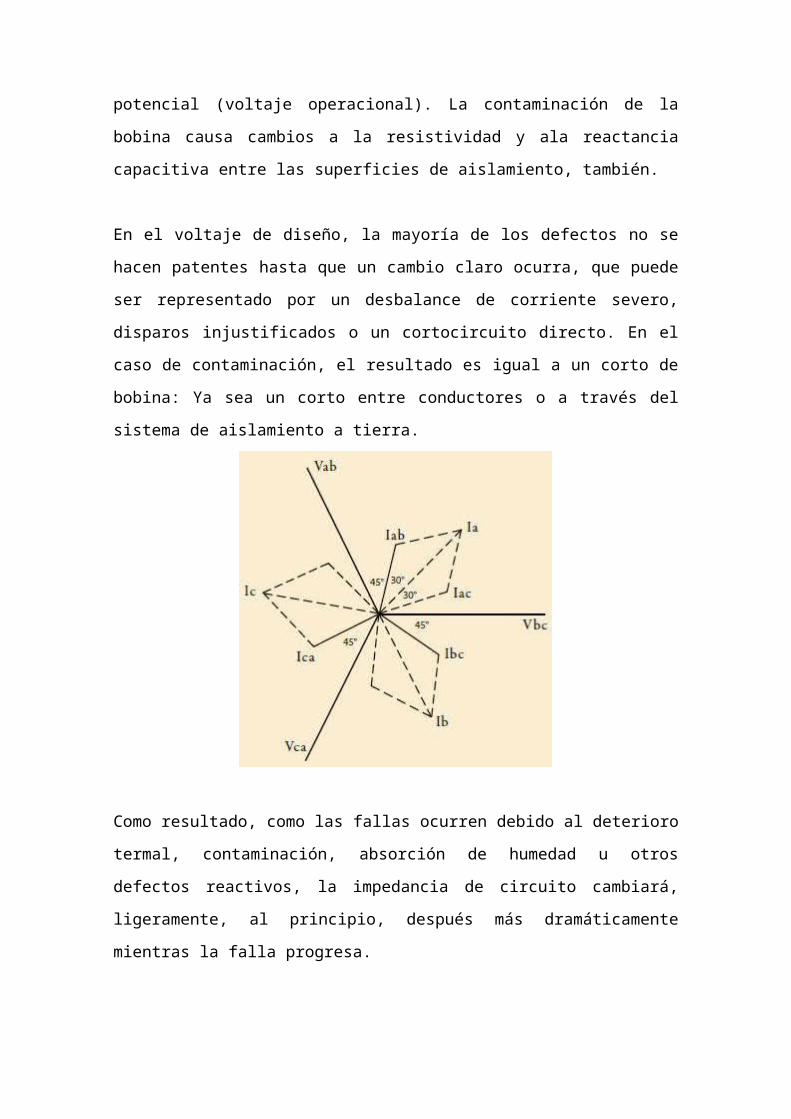
En el voltaje de diseño, la mayoría de los defectos no se hacen
patentes hasta que un cambio claro ocurra, que puede ser
representado por un desbalance de corriente severo, disparos
injustificados o un cortocircuito directo. En el caso de contaminación,
el resultado es igual a un corto de bobina: Ya sea un corto entre
conductores o a través del sistema de aislamiento a tierra.
Como resultado, como las fallas ocurren debido al deterioro termal,
contaminación, absorción de humedad u otros defectos reactivos, la
impedancia de circuito cambiará, ligeramente, al principio, después
más dramáticamente mientras la falla progresa.
Utilizando la prueba de Hi-Pot para Prueba de Estrés de
Aislamiento a Tierra
El tipo de prueba realizado por la prueba de Hi-Pot sólo evalúa ese
plano entre los conductores y la ranura del centro del estator, o de la
ranura de la célula. Estos no detectan defectos de bobina como
defecto entre espiras (ínter Turn) o desarrollo de cortos en la bobina.
Un requisito importante adicional en toda prueba de alto voltaje es el
de asegurarse que la bobina este limpia y seca antes de la prueba.
Estas condiciones, por supuesto, limitan las habilidades de este tipo
de prueba. Sin embargo, hay unos cuantos trucos que pueden
expandir su capacidad de prueba.
Todas las pruebas de Hi-Pot se configuran de forma parecida: Si es
posible, cada fase es separada con cada fase que no ha sido probada,
RTD y otras bobinas se cortocircuitan a tierra. Esto permite al sistema
de aislamiento entre las bobinas que serán probadas y los otros
sistemas de aislamiento para ser probados mientras también se
asegura que no hay corriente circulante y las puntas están lejos de
los operarios.
Mientras que la prueba de Hi-Pot es la forma más peligrosa de
prueba, el voltaje aplicado AC y la corriente genera alguna excitación
de los dipolos de aislamiento. Esto da un análisis más completo de
análisis de paso/falla de la condición del sistema. El operario también
debe asegurarse que las puntas estén rígidamente contra el
conductor antes de aplicar voltaje de otro modo el arco que es
generado causará picos que pueden causar daño latente al sistema
de aislamiento. Al probar un motor eléctrico en el lugar, el peligro al
equipo es aún más severo a causa del área adicional del cableado.
Cualquier componente adicional como condensadores, impulsores de
frecuencia variable, etc. incluyendo transformadores de corriente y
potencial, deben ser desconectados y aterrizados para reducir el
riesgo de daño.
Con la prueba Hi-Pot DC, el enfoque más seguro es la prueba de
voltaje de paso. Si está evaluando un motor eléctrico valorado debajo
de 600 Voltios, incrementos de paso en 500 Voltios, si está por
encima de 600 Voltios, pare el voltaje en 1.000 Voltios. Esto reduce el
estrés de corriente de carga en el sistema de aislamiento. Con las
puntas de otra bobina conectadas a tierra (sólo si usted puede
romper las conexiones entre fases) y los componentes, usted también
evalúa la condición del sistema de aislamiento entre esas fases así
como la fase para ser probada a tierra. Justo al igual que con la
prueba de Hi-Pot AC, todo debe ser desconectado si usted prueba por
el sistema de cable al motor. En ambos casos, la corriente de merma
debe ser tendenciada, esta es la corriente que mide la estabilización
después de que el voltaje sea aumentado. La tendencia debe ser un
aumento constante y algún aumento agudo en la corriente de merma
antes que la prueba alcance el voltaje calculado indica un defecto de
aislamiento que debe ser corregido.
La prueba Hi-Pot DC VLF proporciona una prueba poco más inclusiva
que es manejada de la misma manera que la de Hi-Pot DC. La
diferencia primaria entre las dos es que la de VLF proporciona algún
nivel de excitación de los dipolos del sistema de aislamiento. Esto
identificará más de cerca defectos de aislamiento a tierra.
Conclusión
Los sistemas eléctricos del aislamiento son, principalmente, sistemas
dieléctricos. El propósito de las pruebas de alto voltaje del sistema de
aislamiento a tierra es el de identificar si el sistema puede resistir un
estrés mayor al normal. Este tipo de prueba requiere que el sistema
de aislamiento este limpio y seco, de otro modo hay potencial para
fracaso de aislamiento directamente a consecuencia de la prueba. De
los tres tipos de pruebas de Hi-Pot, el de AC proporciona el peligro
más grande al sistema de aislamiento y al personal, pero proporciona
la mayor oportunidad para identificar defectos. La prueba de Hi-Pot
DC permite al operario tendenciar la condición de la corriente de
merma de aislamiento cuando la prueba de voltaje de paso es
realizada. La prueba de VLF proporciona muchas de las fuerzas tanto
de la prueba de AC y de la prueba de DC con menos peligro al
sistema de aislamiento.
Bibliografía
1. IEEE Std 1068-1996, IEEE Recommended Practice for the Repair
and Rewinding of Motors for the Petroleum and Chemical
Industry, IEEE Standards, 1996.
2. IEEE P1415/D15, Draft Guide for Induction Machinery
Maintenance Testing and Failure Analysis, IEEEStandards, July,
2006.
3. ANSI/EASA AR100-2006, Recommended Practice for the Repair
of Rotating Electrical Apparatus, EASA,2006.
Howard W. Penrose, Ph.D., CMRP, es Presidente de SUCCESS by
DESIGN, una firma de servicios de confiabilidad y consultoría ubicada
en Old Saybrook, CT, EEUU. El Dr. Penrose puede ser contactado en
[email protected] o por teléfono al 860- 575-3087
IMPACTO DEL MANTENIMIENTO PREDICTIVO DE MOTORES ELECTRICOS DC
La Compañía dispone, para llevar a cabo el proceso de producción de concentrados de cobre
de una flota de Palas y perforadoras electromecánicas. Estos equipos poseen motores
eléctricos de corriente continua de diversa envergadura, y corresponden a variados diseños y
formas constructivas. son, por cierto, piezas claves en el proceso productivo. La instalación
de un motor de reemplazo por falla demanda un tiempo y costos no despreciables,
particularmente cuando esta es imprevista, por lo que no es deseable emplear demasiado
tiempo en determinar sus causas, lo que conduce a que probablemente, ella se vuelva a
suscitar.
Estos hechos conducen a que compañía, deba elaborar una estrategia, relacionada con el
mantenimiento predictivo de sus motores eléctricos de palas electromagnéticas y
perforadoras eléctricas. Esta acción tiene relación fundamentalmente con :
Análisis de las fallas más frecuentes
Pruebas de recepción de motores reparados
Mediciones en terreno de motores en funcionamiento
Instrumentos requeridos para el mantenimiento predictivo
Consideración de la probabilidad de falla en las evaluaciones económicas de
reparación y sustitución de motores,
Requisitos de terceros en lo que a mantenimiento correctivo se refiere
Objetivos
El objetivo de este proyecto es mostrar, desde el punto de vista técnico y económico, el
impacto de la aplicación de estrategias relacionadas con el mantenimiento predictivo de
motores eléctricos de corriente continua, en lo concerniente a la tasa de falla y, a la
productividad de la operación, considerando los siguientes aspectos:
Análisis estadístico de las mediciones realizadas
Definición de índices Ad-Hoc (IP, DAR)
Definición de rangos aceptables de parámetros (Raisl, Rdc)
Correlación entre horas de operación e índices (IP, DAR).
Costo total anual por mantenimiento.
Costo medio de mantenimiento de componentes.
Introducción

La medida de resistencia de aislamiento como práctica habitual de mantenimiento. La razón
por la que se realizan pruebas de aislamiento es la de prevenir las posibles averías en
aquellas instalaciones eléctricas y sus distintos elementos (transformadores, motores, etc..)
que a lo largo de los años está expuestos a factores ambientales adversos tales como el
polvo, la grasa, temperaturas extremas, tensiones mecánicas y vibraciones, Estos factores
pueden conducir al fallo de los aislamientos eléctricos y en definitiva, son el origen de
pérdidas económicas.
Las verificaciones periódicas del aislamiento eléctrico en los equipos proveen una
información muy valiosa sobre el estado y posible deterioro de los aislantes y ayudan a
predecir sus posibles fallos. con ello se conseguirá no solo evitar las averías de origen
eléctrico, sino también prolongar la vida operativa de dicha instalación eléctrica y de todos
sus elementos.
La resistencia de Aislamiento.
En la medición de la resistencia de aislamiento, el equipo de medida aplica una tensión
continua, Vdc, al sistema bajo prueba. Esta alta tensión provoca una corriente eléctrica
(típicamente del orden de microamperios) que circula a través de los conductores de aquel
sistema y sus materiales aislantes. La magnitud de esa corriente depende de la tensión
aplicada, de la capacitancia del sistema, de su grado de contaminación, de si resistencia total
y de su temperatura. Para una tensión fija, cuanto mayor es la corriente, más pequeña es la
resistencia:
la resistencia total es el equivalente entre la resistencia de conductor más resistencia de
aislamiento (idealmente muy alta) expresada en MW.
El valor de la resistencia de aislamiento medido dependerá de las tres subcorrientes
independientes siguientes, como se muestra más adelante en la Figura 1.
Corriente Conductiva(IL)
La corriente conductiva es una pequeña corriente (mA) que normalmente circula a través del
aislamiento entre dos conductores, o desde un conductor a tierra. Aumenta a medida que se
deteriora el aislamiento y es la corriente predominante cuando se extinguen las corrientes de
absorción y de carga capacitiva. Por ser bastante estable e independiente del tiempo, la
medida de la corriente conductiva de fuga es la más adecuada a la hora de establecer la
resistencia de aislamiento.
Corriente Capacitiva (Ic)
Dos o más conductores tendidos juntos, se comportan como un condensador. debido a este
efecto capacitivo, se establece una corriente de fugas a través del material aislante entre los
conductores. En los primeros instantes de la prueba la corriente capacitiva es mucho más
importante que la corriente conductiva de fuga, sin embargo aquella corriente tiende a
desaparecer a lo largo del tiempo. En equipos de baja capacitancia, la caída de la corriente
capacitiva es muy rápida (solo unos segundos). En éste caso, se debe esperar este tiempo
antes de registrar la medida. En cambio, cuando se prueban equipos de alta capacitancia, la
corriente capacitiva de fugas puede tardar mucho tiempo en extinguirse, por lo que no es
posible la espera. En la siguiente sección se presentarán métodos recomendables de medida
en estos casos.
Figura 1 Componentes De La Corriente por el Material Aislante
Corriente de la Absorción (IA)
La corriente de absorción es debida a la polarización de las moléculas del material
dieléctrico. En equipos de baja capacitancia, esta corriente es alta durante los primeros
segundos y disminuye lentamente hasta hacerse casi cero. Cuando se prueban equipos de
alta capacitancia o con aislamiento contaminado o húmedo, la corriente de absorción tarda
mucho tiempo en extinguirse.
Aplicaciones
La medida de aislamiento tras la instalación inicial: Test de comprobación El personal de
mantenimiento regularmente realizan este “test de comprobación” para asegurar la correcta
instalación y operación de los equipos, y la integridad de sus conductores y material aislante.
La tensión de prueba utilizada es normalmente definida en base algún estándar en este caso
se referencia al IEEE Std 43-2000.
Elección de la tensión de prueba
El test de comprobación se puede realizar en elementos de cualquier capacitancia. Se lleva a
cabo con una sola tensión, comprendida normalmente entre 500 y 5.000 V y durante 1
minuto aproximadamente. Es habitual someter al aislamiento a tensiones por encima de las

normales de trabajo con objeto de maquinas rotativas nuevas (motores y generadores), se
empleará una tensión del 60% al 80% de la tensión alterna de prueba empleada por el propio
fabricante (y en muchas ocasiones declarada por el mismo). si no conoce esta tensión alterna
de prueba, haga la verificación utilizando una tensión alterna que sea aproximadamente el
doble de la tensión nominal de los conductores más 1.000 V. La tensión nominal es la tensión
máxima a la que se puede someter el cable de la máquina durante un periodo de tiempo
prolongado, y normalmente figura impresa en el conductor. En los sistemas monofásicos,
bifásicos y trifásicos, la tensión nominal del cable se refiere a la tensión entre fases.
El test de comprobación normalmente se llevará a cabo con tensiones continuas de prueba,
en los niveles indicados por el estándar IEEE Std 43-2000.
Procedimiento de Medición
Para realizar el test de comprobación, se utiliza un medidor de aislación más conocido como
Megger en este caso particular el equipo AVO S1-5010, primeramente se realiza la
desenergización y/o desconexión del equipo a verificar, seguidamente se realiza la puesta a
tierra para eliminar tensiones residuales, el resto del procedimiento se apega a los
lineamientos señalados en el estándar IEEE Std 43-2000.
Mediciones de Diagnostico Predictivo
Las mediciones realizadas con regularidad y cadencia, ofrecen una importante información
sobre el estado actual y futuro del material aislante, y de los devanados de los motores. La
clave de su eficacia radica en la periodicidad de los ensayos y en tener un histórico de los
datos obtenidos. Estos datos servirán de ayuda para programar el diagnóstico y los trabajos
de reparación, con la reducción consiguiente del tiempo de parada debido a fallos
inesperados.
Prueba de Resistencia de Aislación a los 60 Segundos
La Medición a los 60 segundos es adecuada para verificar equipos eléctricos de baja
capacitancia. El Megger se conecta directamente al equipo sometido a prueba y se aplica la
tensión Vdc prueba de ensayo adecuada de acuerdo con el estándar IEE Std 43-2000. Con
objeto de conseguir una lectura estable de la resistencia de aislamiento se debe esperar 1
minuto aproximadamente.
Figura 2 Medición de resistencia de aislación a los 60 seg.
Cuando se verifican equipos en buenas condiciones, se observa durante la prueba un
aumento progresivo de la resistencia de aislamiento debido a la disminución de las corrientes
capacitivas y de absorción. debido a que la temperatura y la humedad pueden afectar a las
lecturas, las medidas deben hacerse preferiblemente por encima del punto de rocío,
aproximadamente 20 ºC.
Figura 2 Registro de resistencia de aislación a los 60seg.
Normalmente, con el paso del tiempo las resistencias de aislamiento medidas irán siendo
ligeramente inferiores resultado del envejecimiento y/o contaminación del material aislante,
tal y como se muestra en las siete primeras medidas de la figura 2. la caída acusada de la
octava medida podría indicar un fallo del aislamiento y es una advertencia de posibles
problemas.
Prueba de resistencia de aislación por escalones de tensión
La prueba de tensión por pasos se lleva a cabo con distintos valores de tensión de prueba; se
aplica cada tensión de prueba durante el mismo período (60 seg) y se traza un gráfico de la
resistencia de aislamiento registrada.
Aplicando escalones crecientes de tensión, el aislamiento se somete a esfuerzos eléctricos en
aumento que pueden revelar información sobre defectos tales como pequeñas perforaciones,
daños físicos o fragilidad.
Un aislamiento en buen estado debe permanecer aproximadamente invariable durante las
pruebas con distintos niveles de tensión, por lo que su resistencia se mantendrá constante
durante la prueba.
Sin embargo, un aislamiento deteriorado, agrietado o contaminado experimentará un
incremento del paso de corriente a medida que la tensión de prueba aumenta, con la
consiguiente disminución de su resistencia. Esta prueba es independiente del material
aislante, de la capacitancia del equipo y del efecto de la temperatura. Puesto que se necesita
más tiempo para su realización. Mientras que el Test de la medida a 60 segundos refleja un
cambio absoluto de la resistencia (lectura única) en función del tiempo, en el test de tensión
por pasos se buscan tendencias en la relación con tensiones de pruebas variables.
Prueba de Resistencia - Tiempo. Índice de polarización (IP). Absorción del
dieléctrico (DAR)
Prueba Resistencia - Tiempo: es independiente del tamaño del equipo y de la temperatura.
Compara las características de absorción de un aislamiento contaminado con las
características de absorción de un aislamiento en buen estado.
Figura 4 Prueba Resistencia - Tiempo
La tensión de prueba se aplica durante un periodo de 10 minutos y se registran los datos
cada 10 segundos durante el primer minuto y cada minuto a continuación, de acuerdo a los
lineamientos señalados en el estándar IEE Std 43-2000.
El índice de polarización (IP): es especialmente valioso para descubrir la presencia de
humedad y/o contaminantes en el aislante. Estos defectos son especialmente peligrosos en
las máquinas rotativas pues pueden llegar a poner en cortocircuito sus devanados. El índice
de polarización es la relación de dos lecturas de tiempo/resistencia: una se toma al cabo de
un minuto y la otra al cabo de 10 minutos.
Con el aislamiento en buen estado, la resistencia de aislamiento empezará por un valor bajo
y aumentará a medida que se vayan haciendo más pequeñas las corrientes de fugas
capacitivas y de absorción. El valor del índice de polarización se obtiene dividiendo el valor
de la prueba de 10 minutos por el valor de la prueba de 1 minuto. un valor bajo del índice de
polarización indica normalmente problemas en el aislamiento.
La razón de Absorción Dieléctrica (DAR): es útil cuando el tiempo de prueba está limitado o la
capacitancia del equipo es muy baja, se obtiene dividiendo el valor de la prueba de 1 minuto
por el valor de la prueba de 30 segundos, en el lugar del índice de polarización se puede
utilizar el test de absorción del dieléctrico, con la misma filosofía.
Haga clic en la imágen para ampliarla
Desarrollo y/o aplicación
Introducción
La gran cantidad de métodos de prueba para la aislación y los procedimientos que aparecen
en la literatura y descripción de productos pueden parecer desorientados para alguien que
desee establecer un régimen de pruebas o cumplir con alguna aplicación determinada.
Por supuesto que un análisis detallado de todas ellas excede el alcance de este artículo, pero
teniendo en cuenta un principio de organización conveniente uno puede referirse a la Ley de
Retornos Decrecientes. Es decir, ninguna prueba en particular puede decir todo con respecto
a una sección determinada de aislación o a los aparatos que la componen, de manera que
pueden necesitarse pruebas adicionales para destacar algún problema o tomar una decisión.
Pero en general se puede equilibrar con un sentido práctico a fin de evitar pérdida de tiempo
y el gasto de realizar más y más pruebas para obtener menores y menores resultados
adicionales.
De manera que en lo sucesivo nos centraremos exclusivamente en la prueba de índice de
polarización (IP) y resistencia de devanados DC u otras adicionales a la que se recurrirá
según sea necesario, aplicadas sobre motores eléctricos de corriente continua DC con
conmutador y con una tensión de operación de 550 VDC.
Primeramente tomando en consideración el parque de equipos a medir que asciende a un
número de 49 componentes, contando cada equipo con 7 unidades y que operan en régimen
ininterrumpido de 600 hrs/mes, se definió por razones prácticas y compatibilidad con las
detenciones programadas para mantenimiento, que las inspecciones y mediciones se
realizara en conjunto.
Los motores de accionamiento de las palas electromecánicas cumplen diversas funciones las
cuales se pueden identificar como siguen:
Giro: Motor Swing
Levante del balde: Motor Hoist
Empuje del balde: Motor Crowd
Traslado o propulsión: Motor Propel
Cada uno de estos accionamientos están asociados a componentes mecánicos, eléctricos y
su correspondiente motor, el cual varía en cuanto a su dimensionamiento de acuerdo al tipo
de equipo en lo que dice relación fundamentalmente a la potencia nominal.
La estrategia de mantenimiento aplicada a las de palas electromecánicas en la compañía
derivó en intervenciones con una cadencia de 600 hrs. para los motores principales y 1200
hrs. para los motores de propulsión, esta elección de la frecuencia de inspección y
seguimiento de los parámetros de resistencia de aislación y de devanados, obedece al
tiempo de operación característica de los accionamientos.
Las actividades propias de inspección y seguimiento se incluyeron en las cartillas del área de
mantenimiento eléctrico del área Mina, de manera que quedaron insertadas como
actividades de programación automática en el sistema de administración de mantenimiento.
Para el desarrollo de las actividades de medición el personal de terreno dispone del siguiente
equipamiento:
Medidor de resistencia de aislación Megger AVO S1-5010
Medidor de resistencia DC AVO Ducter DLRO 10X
Medidor de temperatura y humedad EXTECH 4465CF
Para los efectos de programación, control y registro de la información se dispone de los
siguientes software:
Sistema de administración de mantenimiento MIMS OE 4.3.1.2
S1-5010/5020 Control Software Versión 1.03
AVO Download Manager Versión 1.0.19
Microsoft Excel 2002
Procedimiento Operativo
Resistencia de Aislación.
La resistencia de aislamiento de los devanados de máquinas rotatorias depende de una serie
de factores entre los cuales podemos señalar el tipo de material utilizado y el proceso de
fabricación empleado.
En general varía directamente con los espesores de la aislación e inversamente con el área
de la superficie conductora.
Para efecto de las mediciones de resistencia de aislación dependen de los siguientes
factores:
Condición de la superficie
Humedad
Temperatura
Valor de tensión continua de ensayo
Tiempo de medición
Carga residual de los arrollamientos
El polvo depositado en las superficies aislantes en presencia de humedad puede hacerse
parcialmente conductor y reducir el valor de la resistencia de aislación.
Si la resistencia de aislación se reduce por causa de la contaminación o excesiva humedad,
normalmente puede lograrse un incremento de su valor procediendo a realizar una adecuada
limpieza y secado de la máquina.
Aunque la superficie de los devanados se encuentre limpia, si la temperatura de los mismos
es igual o menor a la temperatura de rocío del aire, se forma una película sobre el devanado
que reduce el valor de la resistencia de aislación.
La resistencia de aislación de la mayoría de los materiales varía inversamente con la
temperatura.
Cuando se comparan valores de ensayos de medición de resistencia de aislación se deben
efectuar correcciones por temperatura, las normas dan coeficientes de temperatura que
permiten corregir aproximadamente como varía la resistencia de aislación, en particular este
coeficiente se hace igual a 1 para una temperatura base de 40 ºC.
La medición de la resistencia de aislación debe ser realizada con un valor de tensión continua
adecuado el nivel de aislamiento del devanado de acuerdo a lo indicado en el estándar IEE
Std 43-2000.
El valor de la resistencia de aislamiento puede reducirse algo con el aumento de la tensión
de ensayo; sin embargo para aislamientos en buenas condiciones y completamente secos los
valores son independientes del valor de tensión de ensayo siempre que no se supere el
correspondiente valor máximo admisible para el nivel de aislación del devanado.
Una disminución significativa de la resistencia de aislación con la tensión puede poner en
evidencia alguna imperfección del aislamiento.
Las lecturas de resistencia de aislación se hacen normalmente después de 1 min. de
aplicación de la tensión continua, y de ser factible después de 10 min. para poder determinar
el índice de polarización (relación entre el valor de resistencia de aislación medida a los 10
min. y a 1 min. ).
El valor de la medición se estabiliza después de uno o dos minutos de aplicada la tensión de
ensayo si el devanado está húmedo o sucio.
El resultado de los ensayos es erróneo si existen cargas residuales en los arrollamientos.
Cuando el centro de estrella es accesible es recomendable que el ensayo se realice aislando
las fases y midiendo cada una separadamente, de este modo se pueden comparar las
mediciones entre sí.
Cuando el ensayo se hace con la totalidad de los devanados al mismo tiempo, sólo se prueba
la aislación contra masa y no entre fases. La aislación entre fases sólo se puede probar
cuando se ensaya una sola fase y las restantes están conectadas a tierra.
Se debe tener en cuenta que los cables de conexión, capacitores, descargadores u otros
accesorios externos pueden influenciar el valor de la medición; es aconsejable medir
directamente en bornes del motor.
Resistencia de los devanados.
Una reducción en la resistencia de los devanados puede deberse a la presencia de
conductores cortocircuitados, un aumento en cambio puede indicar alguna conexión o
soldadura deficiente.
En este caso es aconsejable medir la resistencia empleando el método de voltímetro y
amperímetro (utilizando instrumentos con alcances y escalas adecuadas), con una corriente
próxima a la nominal para poner en evidencia eventuales defectos.
Situación de Costos de Reparación de Motores Eléctricos antes del Mantenimiento
Predictivo
Figura 6 Costos de reparación de motores eléctricos
Costos Implicados en la Implementación de un Sistema de Mantenimiento Predictivo de
Máquinas Eléctricas:
Los costos asociados en la implementación y puesta en práctica de este programa de
mantenimiento predictivo, puede resumirse en el siguiente detalle de costos:
Costo de equipos: Inversión inicial US $50.000
Costo de Asesoría: Anual(única vez) US $20.000
Costos mano de obra anual: Anual(dos personas) US $30.000
Total aproximado US $100.000
Figura 7 Diagrama de Pareto de fallas en Motores Eléctricos
Figura 8 Gráfico de ahorros estimados por fallas en motores eléctricos.
Figura 9 Diagrama de dispersión fallas en motores eléctricos
Indicadores Claves de gestión (Kpi) de mantenimiento predictivo de maquinas eléctricas
Los primeros indicadores de éxito a considerar son:
TFS (horas) : Tiempo (horas) fuera de servicio.
TFS (%acumulado)
TFS (horas) / Tiempo total del equipo fuera de servicio.
TMPR (horas). Tiempo medio (horas) de reparación
En que :
n= es el número de veces que se repite la falla
Al plantear los indicadores de gestión pretendemos:
Proponer un incremento en los costos asignados a mantenimiento predictivo y su
planificación.
Prometer una disminución de los costos asignados a mantenimiento correctivo y de
emergencia. Esto en base a curvas de probabilidad.
Prometer una disminución de los costos ocultos (cifra difícil de evaluar en forma total,
pero factible de evaluar parcialmente en forma cualitativa).
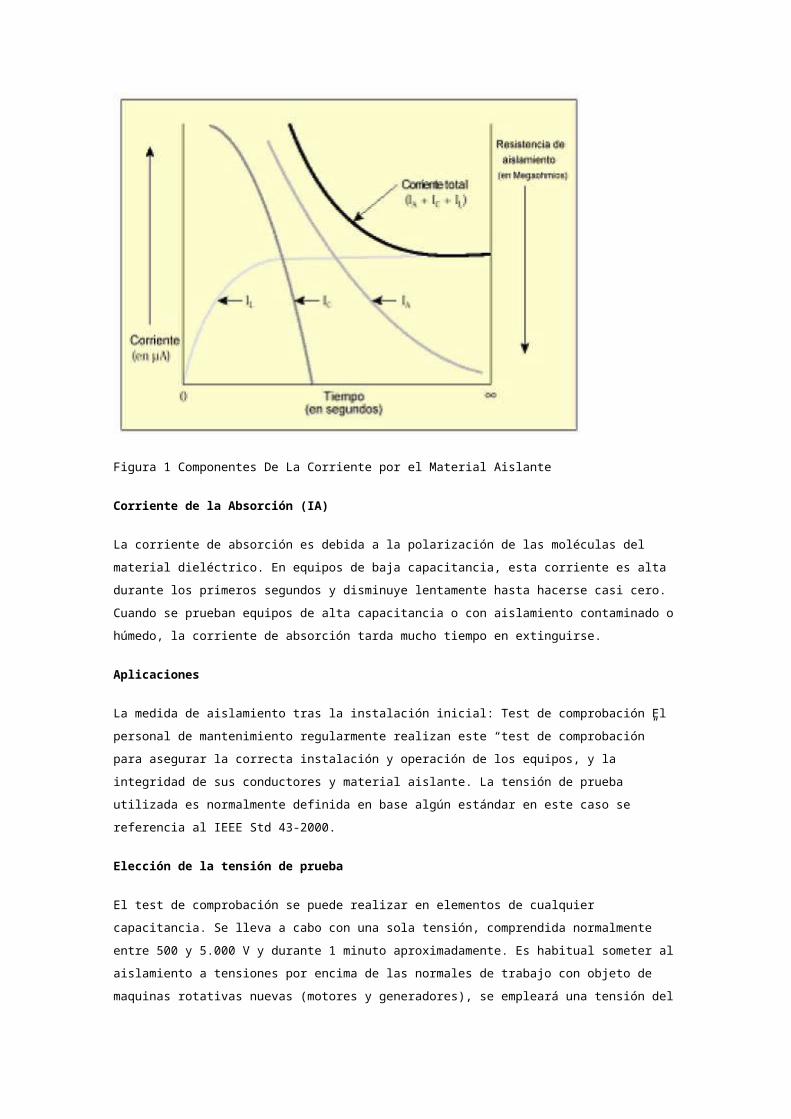
Mantener(aproximadamente) el presupuesto de mantenimiento.
Pérdidas Ocultas (Difíciles de Evaluar):
Pérdidas de producción por mantenimiento no programado (pequeñas)
Pérdidas de producción por mantenimiento no programado (emergencias). Se puede
medir por el tiempo de reparación.
Pérdidas en el ritmo de producción (por funcionamiento anormal o ineficiente).
Pérdidas de calidad de producción.
Pérdidas transicionales (disminuye la sinergia de la planta)
Así desarrollamos indicadores que reflejan las pérdidas ocultas, tales como:
-Tiempo entre fallas inesperadas (en lo posible asociarle un costo, al menos por pérdida de
producción).
-Tiempo medios de reparación (tiempo total de reparación/número de fallas).Asociar un costo
al menos por el costo de la reparación .
-Disponibilidad (tiempo medio entre fallas/tiempo total) o producción en función del tiempo
(producción media mensual, producción mínima, producción máxima, la banda de valores
mensuales mientras mas pequeña menores son los costos ocultos). Se puede establecer un
costo asociado a trabajar con baja producción.
-Finalmente a la promesa se puede asociar un factor de probabilidad de ocurrencia. Si
fracasamos, las fallas seguirán tal cual y habría perdidas iguales al mayor costo que significó
dar mas presupuesto a la planificación del mantenimiento y al mantenimiento predictivo. - Si
se tiene éxito en un 100% se podría prometer pasar de una curva de probabilidad de
ocurrencia de falla a otra con mejores parámetros (que seria nuestra promesa para el
próximo año). Puede definirse con los parámetros estadísticos o simplemente con el valor
medio esperado (que también se deriva de la misma distribución prometida). En este caso,
nuestra meta es que la tasa de falla sea menor que el valor medio esperado.
-Como a la tasa de falla le hemos asociado perdidas ocultas, la disminución de la tasa de falla
queda expresada en ahorros.
Resultados y conclusiones
A casi 2 años de implementarse el área de mantenimiento predictivo eléctrico, se puede
concluir que la evaluación inicial del proyecto tanto en el ámbito técnico como el estudio de
costos, fue acertado ya que en estos momentos la compañía, ha realizado ahorros
importantes, en lo que se refiere a cantidad de motores retirados porque se incrementó su
probabilidad de falla (aumento del budget de utilización de los motores), disminución de
reparaciones por fallas catastróficas de motores retirados por emergencia (solo 5 en los casi
2 años), reducción de pérdidas operaciones por fallas imprevistas. Esto se muestra en los
gráficos y tablas que se muestran a continuación:

Figura 10 Diagrama de probabilidad de falla en motores eléctricos de palas
Figura 11 Distribución de tiempo de reemplazo de motores eléctricos en palas
Figura 13 Distribución de costos y fallas en motores eléctricos Palas periodo 2001-2004 Estos
buenos resultados, ha hecho necesario y deseable el expandir, esta estrategia de
mantenimiento predictivo a los equipos eléctricos de la planta concentradora y otras áreas
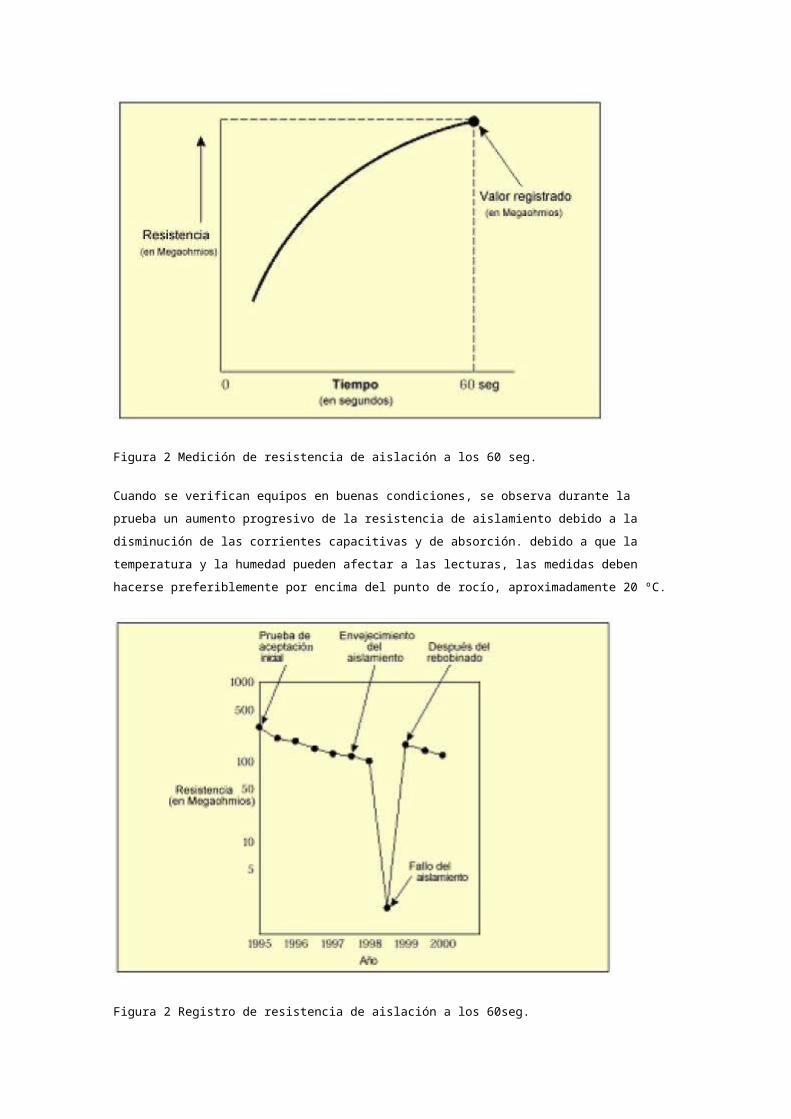
del complejo industrial. La inversión para estos nuevos requerimientos es relativamente baja
ya que se utilizan los mismos equipos adquiridos en la etapa inicial de implementación, y
otros utilizados por otras especialidades del mantenimiento predictivo como son colector de
datos para análisis de vibraciones, cámara termográfica y otros.
Bibliografía
”Técnicas para el mantenimiento y diagnóstico de máquinas eléctricas rotativas”, Manés
Fernández Cabanas y otros, Edit. Marcombo 1998.
Seminario “Gestión de mantenimiento eficaz”, Edwad Hartmann
Manual “Analizador digital de motores marca Baker®”
Manual “Probador de diagnóstico de aislamientos S1-5010, marca Megger®”
Manual “Probador de Tangente Delta 2000, marca Megger®”
Manual “miliohmetro digital 3220, marca Hioki®”
Manual “Cámara de Termovisión® 550, marca Agerna”
Manual “Analizador de vibraciones CMVA”
NOTA: Este artúiculo se presento originalmente en la Conferencia Latinoamericana de
Gestión de Mantenimiento Confiabilidad Operacional (GMC 2004)
Acerca del Autor
Por: RONALDO LÓPEZ SERRAZINA
Ingeniero Civil
ROLOP, Gestión Empresarial


















