“Puesta a punto de farmacéutica” · PDF file3 1.- TÍTULO DEL...
44
1 Ingeniería Mecatrónica Protocolo del trabajo de investigación para la asignatura de Trabajo Terminal I “Puesta a punto de una etiquetadora de botellas y ordenadora de tapas para una línea de envasado farmacéutica” Instituto Politécnico Nacional Unidad Profesional Interdisciplinaria en Ingeniería y Tecnologías Avanzadas Av. Instituto Politécnico Nacional No. 2580 Colonia Barrio la Laguna Ticomán Delegación Gustavo A. Madero 07340 México, D. F. MÉXICO http://www.upiita.ipn.mx/ Titulo del proyecto: “Puesta a punto de etiquetadora de botellas y ordenadora de tapas para una línea de envasado farmacéutica” Fecha de presentación: 14 / 08 / 09 Número de revisión: “Primera” Patrocinado: Sí Nombre del patrocinador: Sr. Tipo del trabajo: “Puesta a punto de un dispositivo mecatrónico.” Confidencialidad: Público Número del protocolo: Autores Espinosa Vega Carlos Emmanuel Reséndiz Aquino Alejandro Jesús Asesores M. en C. Víctor Darío Cuervo Pinto Docente/Mecatrónica UPIITA, IPN M. en C. Juan Roberto Rodríguez Bello Docente/Mecatrónica UPIITA,IPN Resumen: Se pretende la puesta a punto de una máquina etiquetadora automática envolvente de un cabezal y una ordenadora de tapas para integrarlas a una línea de envasado automática con fines farmacéuticos. Palabras Clave: Puesta a punto, Ordenadora, Etiquetadora, Integración.
Transcript of “Puesta a punto de farmacéutica” · PDF file3 1.- TÍTULO DEL...
1
Ingeniería Mecatrónica
Protocolo del trabajo de investigación para la asignatura de Trabajo Terminal I
“Puesta a punto de una etiquetadora de botellas y ordenadora de tapas para una línea de envasado
farmacéutica”
Instituto Politécnico Nacional
Unidad Profesional Interdisciplinaria en Ingeniería y Tecnologías
Avanzadas
Av. Instituto Politécnico Nacional No. 2580
Colonia Barrio la Laguna Ticomán
Delegación Gustavo A. Madero
07340 México, D. F.
MÉXICO
http://www.upiita.ipn.mx/
Titulo del proyecto: “Puesta a punto de etiquetadora de botellas y
ordenadora de tapas para una línea de envasado farmacéutica”
Fecha de presentación: 14 / 08 / 09
Número de revisión: “Primera”
Patrocinado: Sí
Nombre del patrocinador: Sr.
Tipo del trabajo: “Puesta a punto de un dispositivo mecatrónico.”
Confidencialidad: Público
Número del protocolo:
Autores Espinosa Vega Carlos Emmanuel
Reséndiz Aquino Alejandro Jesús Asesores
M. en C. Víctor Darío
Cuervo Pinto
Docente/Mecatrónica
UPIITA, IPN
M. en C. Juan Roberto Rodríguez
Bello
Docente/Mecatrónica
UPIITA,IPN
Resumen:
Se pretende la puesta a punto de una máquina etiquetadora automática envolvente de un
cabezal y una ordenadora de tapas para integrarlas a una línea de envasado automática con
fines farmacéuticos.
Palabras Clave: Puesta a punto, Ordenadora, Etiquetadora, Integración.

2
INDICE
1.-Título del proyecto------------------------------------------------------------------------3
2.-Objetivo general---------------------------------------------------------------------------3
2.1-Objetivos específicos-----------------------------------------------------------------3
3.-Introducción--------------------------------------------------------------------------------3
4.-Justificación--------------------------------------------------------------------------------5
5.-Descripción del trabajo-------------------------------------------------------------------5
5.1-Estado del arte-------------------------------------------------------------------------5
5.1.1-Ordenadora de tapas de rosca--------------------------------------------------5
5.1.2-Etiquetadora----------------------------------------------------------------------9
5.2-Planteamiento del problema--------------------------------------------------------12
5.3-Ordenadora de tapas-----------------------------------------------------------------14
5.3.1-Implementación de un sistema de ahorro de aire--------------------------15
5.3.2-Aseguramiento de aire seco--------------------------------------------------16
5.3.3-Implementación de un sistema de transporte de tapas--------------------19
5.3.4-Rediseño e implementación del control de la ordenadora de tapas-----20
5.3.5-Implementación de una cubierta sanitaria----------------------------------22
5.4-Etiquetadora de botellas--------------------------------------------------------------25
5.4.1-Adecuación del cabezal etiquetador-----------------------------------------25
5.4.2-Diseño y construcción de un sistema de transporte de botellas----------28
5.4.3-Diseño y construcción del control de la etiquetadora de botellas--------30
6.-Cronograma de actividades--------------------------------------------------------------33
7.-Presupuesto---------------------------------------------------------------------------------34
8.-Referencias---------------------------------------------------------------------------------36
9.-Participantes y Firmas--------------------------------------------------------------------37

3
1.- TÍTULO DEL PROYECTO
“Puesta a punto de una etiquetadora de botellas y ordenadora de tapas para una línea
de envasado farmacéutica”
2.-OBJETIVO GENERAL
Poner en marcha una etiquetadora para cuatro diferentes tamaños de botellas y una
ordenadora de tapas para una línea de envasado automática farmacéutica que cumplan
con las normas oficiales mexicanas.
2.1-OBJETIVOS ESPECÍFICOS
Proponer e implementar un sistema de ahorro de aire para la ordenadora de
tapas.
Asegurar que el aire proveniente del compresor hacia la ordenadora de tapas
sea seco.
Implementar un sistema que permita transportar las tapas orientadas hacia el
sistema de enroscado de envases.
Rediseñar e implementar el control para la ordenadora de tapas.
Implementar una cubierta sanitaria a la ordenadora de tapas.
Asegurar que el etiquetado sea para cuatro diferentes tamaños de botellas.
Adecuar el cabezal etiquetador para su correcto funcionamiento.
Diseñar y construir un sistema de transporte de botellas de la enroscadora a
la etiquetadora.
Diseñar y construir el sistema de control para la etiquetadora.
Elaboración de manual de usuario y mantenimiento de la etiquetadora.
3.- INTRODUCCIÓN
A continuación se presenta el siguiente proyecto que tiene como intención dar
continuidad a ciertos trabajos terminales sobre una etiquetadora de botellas y una
ordenadora de tapas. Esto, para poderlas incorporar a una línea de envasado automática
dirigida a la industria farmacéutica.
Para el proceso de diseño que abarcará la materia de Trabajo Terminal 1 se tomará
la siguiente metodología (véase Figura 1). El objetivo es tener una mejor planeación de
las actividades que intervienen en este proyecto [1].
Figura1- Proceso de diseño
Necesidad
Factibilidad Especificaciones Diseño
Conceptual
Análisis y
modelado Optimización
Detallado
4
A lo largo de este documento se definirán las necesidades, la factibilidad, las
especificaciones así como el diseño conceptual del mismo.
Una línea de envasado automática permite terminar autónoma y eficazmente todos
los procesos de envasado. Las aplicaciones de la línea de envasado automática son
variadas ya que es aplicable para las industrias farmacéuticas, alimentos, productos
químicos, en el hogar, pesticidas y químicos finos, etc. [2]
Como se cita anteriormente, la línea de envasado está orientada a la industria
farmacéutica por lo que es necesario apegarse a las normas sanitarias oficiales
mexicanas, entre las cuales se destacan:
Norma Oficial Mexicana NOM-012-ZOO-1993. Especificaciones para la
regulación de productos químicos, farmacéuticos, biológicos y alimenticios
para uso en animales o consumo por éstos.
Norma Oficial Mexicana NOM-022-ZOO-1995. Características y
especificaciones zoosanitarias para las instalaciones, equipo y operación de
establecimientos que comercializan productos químicos, farmacéuticos,
biológicos y alimenticios para uso en animales o consumo por éstos.
Norma Oficial Mexicana NOM-064-ZOO-2000. Lineamientos para la
clasificación y prescripción de productos farmacéuticos veterinarios por el
nivel de riesgo de sus ingredientes activos.
El trabajo propuesto está encaminado a solucionar la problemática de una farmacia
veterinaria que actualmente fabrica ciertos productos de manera artesanal.
El presente documento abarcará hasta el diseño conceptual del proyecto, en donde
se plantearán algunas alternativas de solución para cumplir con las exigencias del
patrocinador. Entre éstas se tienen: asegurar el correcto funcionamiento de una
ordenadora de tapas en donde existe la necesidad de construir un sistema de ahorro de
aire. De acuerdo a las exigencias sanitarias, el aire que permite limpiar las tapas debe de
ser seco por lo que se debe asegurar que así sea. Además se debe rediseñar la salida de
las tapas de la ordenadora, y complementar e implementar el control para la misma.
Para el caso de la etiquetadora de botellas es necesario que cumpla su función para
cuatro diferentes tamaños de botellas. Para ello es necesario adecuar el cabezal
etiquetador para su correcto funcionamiento, junto con los sensores de que consta.
Posteriormente se debe construir un sistema de transporte de botellas que permita el
acoplamiento entre la enroscadora y la etiquetadora. Para llevar a cabo esta tarea se
rediseñará e implementará el control que permita el correcto funcionamiento de dicha
máquina.
5
4.- JUSTIFICACIÓN
Se requiere llevar a cabo el proyecto para dar continuidad a trabajos terminales
anteriores de una etiquetadora y una ordenadora de tapas. Éstas deberán acoplarse a una
línea de envasado automática. Dichas máquinas se construyeron de forma separada y no
funcionan al 100% por lo que es necesario implementar modificaciones mecánicas,
electrónicas y de control que permitan cumplir con las exigencias del patrocinador y con
las normas sanitarias oficiales propuestas por la SAGARPA (éstas maquinas serán de
uso farmacéutico veterinario). Se desea lograr que dichos sistemas sean competitivos
en funcionalidad y costo ante máquinas similares existentes en el mercado. Otra de las
ventajas de este proyecto se encuentra en la integración de dichas máquinas a la línea de
envasado, por lo cual será necesaria la interacción de ellas con otras máquinas para así
incrementar su funcionalidad.
5.-DESCRIPCIÓN DEL TRABAJO
5.1-Estado del arte.
Actualmente las máquinas ordenadora de tapas y etiquetadora de botellas no se
encuentran funcionando productivamente. Dichas máquinas fueron trabajos terminales
anteriores y se encuentran dentro de las instalaciones de la UPIITA. Debido a que
presentan deficiencias mecánicas, electrónicas y de control no se ha podido realizar su
integración a una línea de envasado automática. A continuación de presenta el estado
actual de las máquinas y la descripción de las mismas:
5.1.1-Ordenadora de tapas de rosca [3].
El dispositivo es capaz de tomar las tapas de un contenedor, para posteriormente
orientarlas de forma adecuada y, finalmente entregarlas. Las tapas a orientar, son de
polipropileno de color blanco, de seguridad inviolable, pues por su diseño, no permiten
que el envase en el que se coloquen sea abierto si no se ha desprendido el dispositivo de
seguridad. El tamaño comercial de las tapas es de 24 mm de diámetro interior. El
dispositivo asegura que las tapas siempre sean entregadas con la orientación correcta, y
en caso contrario, asegura que el proceso no continúe, para evitar daños a la
enroscadora. A continuación se presentan las partes de la ordenadora con sus
respectivas funciones y características (véanse figuras 2 y 3).

6
Figura 2-Orientadora de tapas de rosca (vista lateral)
Figura 3-Ordenadora de tapas de rosca (Sistema de entrega)
Banda con empujadores: Tipo Alimentex, 100% poliéster, con recubrimiento de
poliuretano blanco y liso. Aprobada por la FDA. Ancho de la banda: 15 cm (6”).
Distancia de poleas entre centros: 63 cm. Inclinación: 15°. Tipo de empalme:
1
2
1
3
5
6
4
7
vulcanizado. Tipo de tensor: tornillo. Transmisión: poleas. Altura de los empujadores:
0.75 cm. Distancia entre empujadores: 7cm.
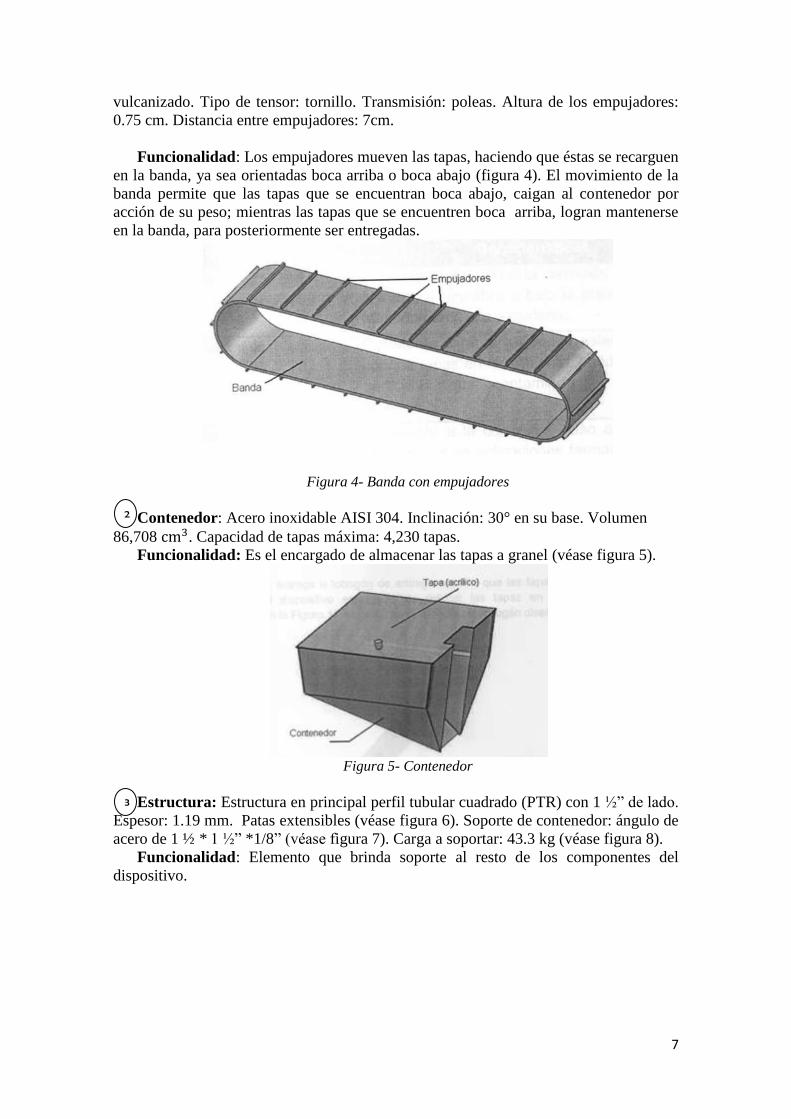
Funcionalidad: Los empujadores mueven las tapas, haciendo que éstas se recarguen
en la banda, ya sea orientadas boca arriba o boca abajo (figura 4). El movimiento de la
banda permite que las tapas que se encuentran boca abajo, caigan al contenedor por
acción de su peso; mientras las tapas que se encuentren boca arriba, logran mantenerse
en la banda, para posteriormente ser entregadas.
Figura 4- Banda con empujadores
Contenedor: Acero inoxidable AISI 304. Inclinación: 30° en su base. Volumen
86,708 . Capacidad de tapas máxima: 4,230 tapas.
Funcionalidad: Es el encargado de almacenar las tapas a granel (véase figura 5).
Figura 5- Contenedor
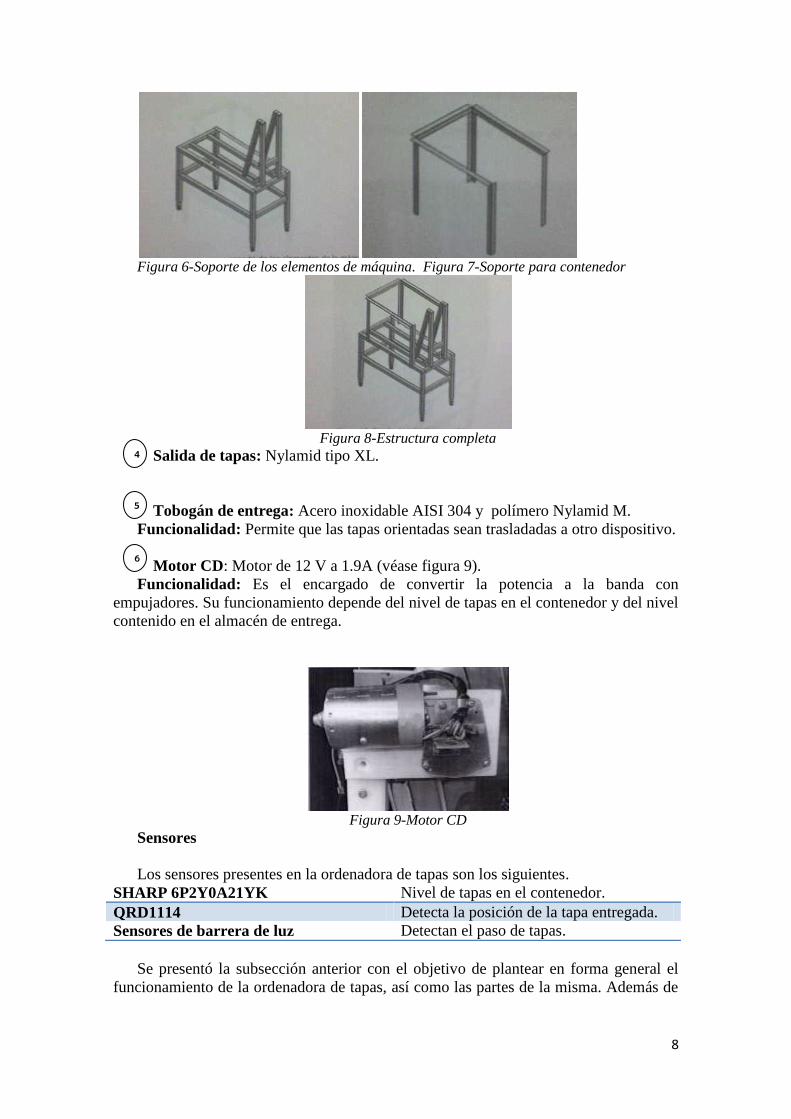
Estructura: Estructura en principal perfil tubular cuadrado (PTR) con 1 ½” de lado.
Espesor: 1.19 mm. Patas extensibles (véase figura 6). Soporte de contenedor: ángulo de
acero de 1 ½ * 1 ½” *1/8” (véase figura 7). Carga a soportar: 43.3 kg (véase figura 8).
Funcionalidad: Elemento que brinda soporte al resto de los componentes del
dispositivo.
2
3
8
Figura 6-Soporte de los elementos de máquina. Figura 7-Soporte para contenedor
Figura 8-Estructura completa
Salida de tapas: Nylamid tipo XL.
Tobogán de entrega: Acero inoxidable AISI 304 y polímero Nylamid M.
Funcionalidad: Permite que las tapas orientadas sean trasladadas a otro dispositivo.
Motor CD: Motor de 12 V a 1.9A (véase figura 9).
Funcionalidad: Es el encargado de convertir la potencia a la banda con
empujadores. Su funcionamiento depende del nivel de tapas en el contenedor y del nivel
contenido en el almacén de entrega.
Figura 9-Motor CD
Sensores
Los sensores presentes en la ordenadora de tapas son los siguientes.
SHARP 6P2Y0A21YK Nivel de tapas en el contenedor.
QRD1114 Detecta la posición de la tapa entregada.
Sensores de barrera de luz Detectan el paso de tapas.
Se presentó la subsección anterior con el objetivo de plantear en forma general el
funcionamiento de la ordenadora de tapas, así como las partes de la misma. Además de
5
4
6

9
señalar el estado actual de dicha máquina y poder reconocer fácilmente los cambios que
se realizarán.
En la siguiente subsección se presentará el funcionamiento de la etiquetadora de
botellas, así como sus partes respectivamente.
5.1.2-Etiquetadora [4].
La etiquetadora envolvente permite el etiquetado de cierto tipo de botellas. Las
botellas llegan al cabezal etiquetador a través de una banda transportadora, donde por
medio de un mecanismo opresor, las botellas son aprisionadas, para que en conjunto con
la banda de empuje, proporcionen el giro necesario para que la etiqueta se adhiera. Un
motor de corriente alterna es el que permite que se varíe la velocidad de la banda para
asegurar el etiquetado. A continuación en la figura 10 se presentan las partes de la
etiquetadora, posteriormente se describirán sus respectivas funciones y características.
Figura 10.-Etiquetadora de botellas (Vista superior)
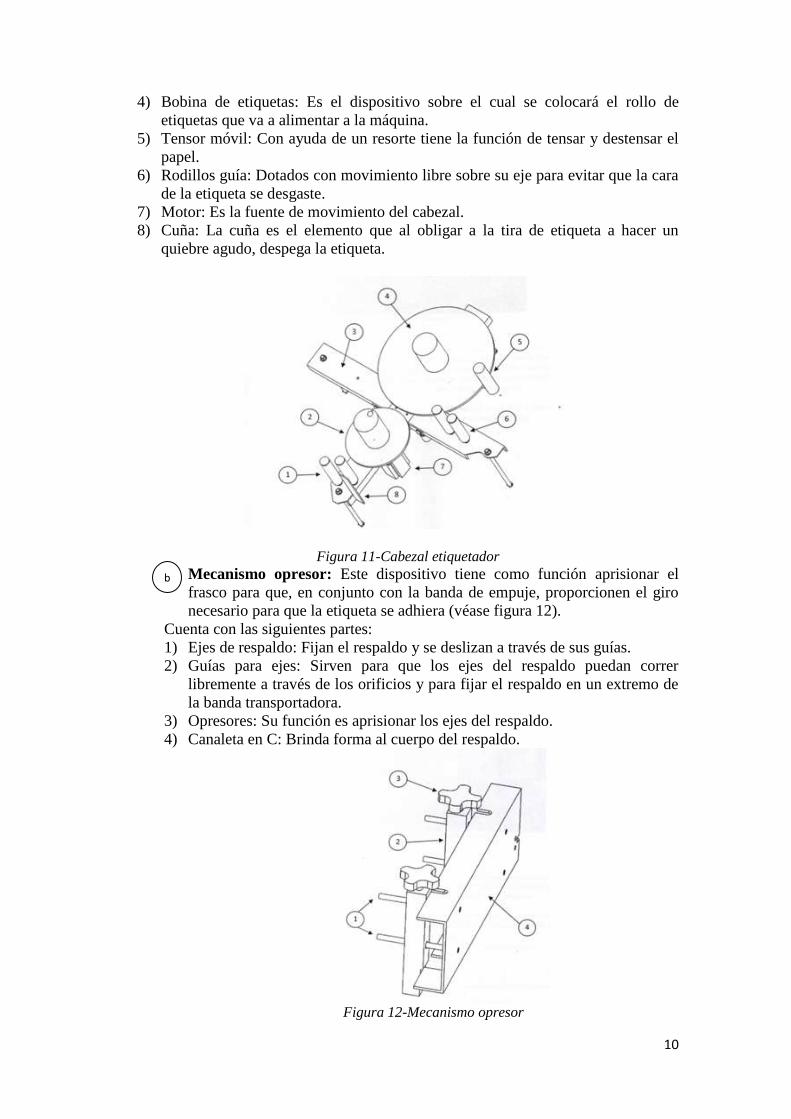
a) Cabezal etiquetador: Es el encargado de despegar la etiqueta, en
presentación de rollo, para ser pegada en el envase, de manera limpia y
ordenada (véase figura 11).
Consta de las siguientes partes:
1) Rodillo tensor: Tiene la función de mantener la cinta de etiquetado tensa, para
evitar que se afloje y se deslice verticalmente sobre los rodillos.
2) Bobina de tracción: Es la parte que genera la tracción en la cinta de etiquetas,
por medio de la fijación de un extremo de la cinta de etiquetas en el rodillo.
3) Base móvil en forma de x: Es la base que soporta todo el ensamble del cabezal.
a
a
b
c
d
10
4) Bobina de etiquetas: Es el dispositivo sobre el cual se colocará el rollo de
etiquetas que va a alimentar a la máquina.
5) Tensor móvil: Con ayuda de un resorte tiene la función de tensar y destensar el
papel.
6) Rodillos guía: Dotados con movimiento libre sobre su eje para evitar que la cara
de la etiqueta se desgaste.
7) Motor: Es la fuente de movimiento del cabezal.
8) Cuña: La cuña es el elemento que al obligar a la tira de etiqueta a hacer un
quiebre agudo, despega la etiqueta.
Figura 11-Cabezal etiquetador
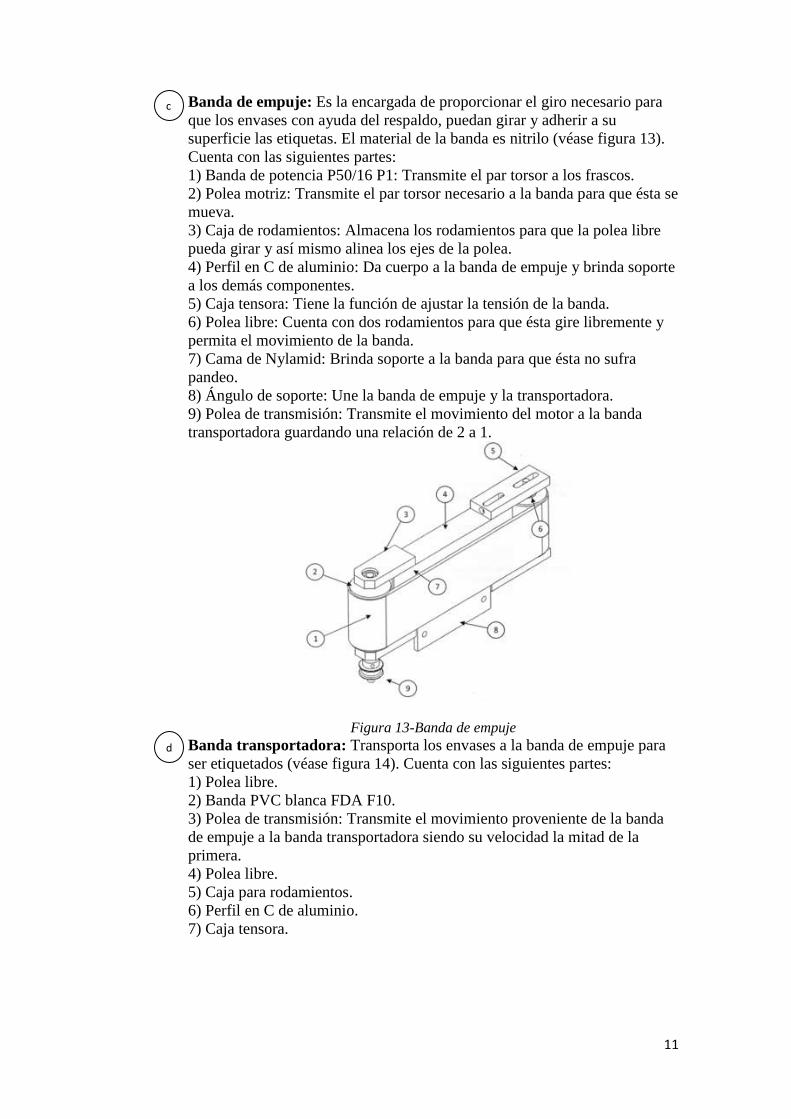
b) Mecanismo opresor: Este dispositivo tiene como función aprisionar el
frasco para que, en conjunto con la banda de empuje, proporcionen el giro
necesario para que la etiqueta se adhiera (véase figura 12).
Cuenta con las siguientes partes:
1) Ejes de respaldo: Fijan el respaldo y se deslizan a través de sus guías.
2) Guías para ejes: Sirven para que los ejes del respaldo puedan correr
libremente a través de los orificios y para fijar el respaldo en un extremo de
la banda transportadora.
3) Opresores: Su función es aprisionar los ejes del respaldo.
4) Canaleta en C: Brinda forma al cuerpo del respaldo.
Figura 12-Mecanismo opresor
b
11
c) Banda de empuje: Es la encargada de proporcionar el giro necesario para
que los envases con ayuda del respaldo, puedan girar y adherir a su
superficie las etiquetas. El material de la banda es nitrilo (véase figura 13).
Cuenta con las siguientes partes:
1) Banda de potencia P50/16 P1: Transmite el par torsor a los frascos.
2) Polea motriz: Transmite el par torsor necesario a la banda para que ésta se
mueva.
3) Caja de rodamientos: Almacena los rodamientos para que la polea libre
pueda girar y así mismo alinea los ejes de la polea.
4) Perfil en C de aluminio: Da cuerpo a la banda de empuje y brinda soporte
a los demás componentes.
5) Caja tensora: Tiene la función de ajustar la tensión de la banda.
6) Polea libre: Cuenta con dos rodamientos para que ésta gire libremente y
permita el movimiento de la banda.
7) Cama de Nylamid: Brinda soporte a la banda para que ésta no sufra
pandeo.
8) Ángulo de soporte: Une la banda de empuje y la transportadora.
9) Polea de transmisión: Transmite el movimiento del motor a la banda
transportadora guardando una relación de 2 a 1.
Figura 13-Banda de empuje
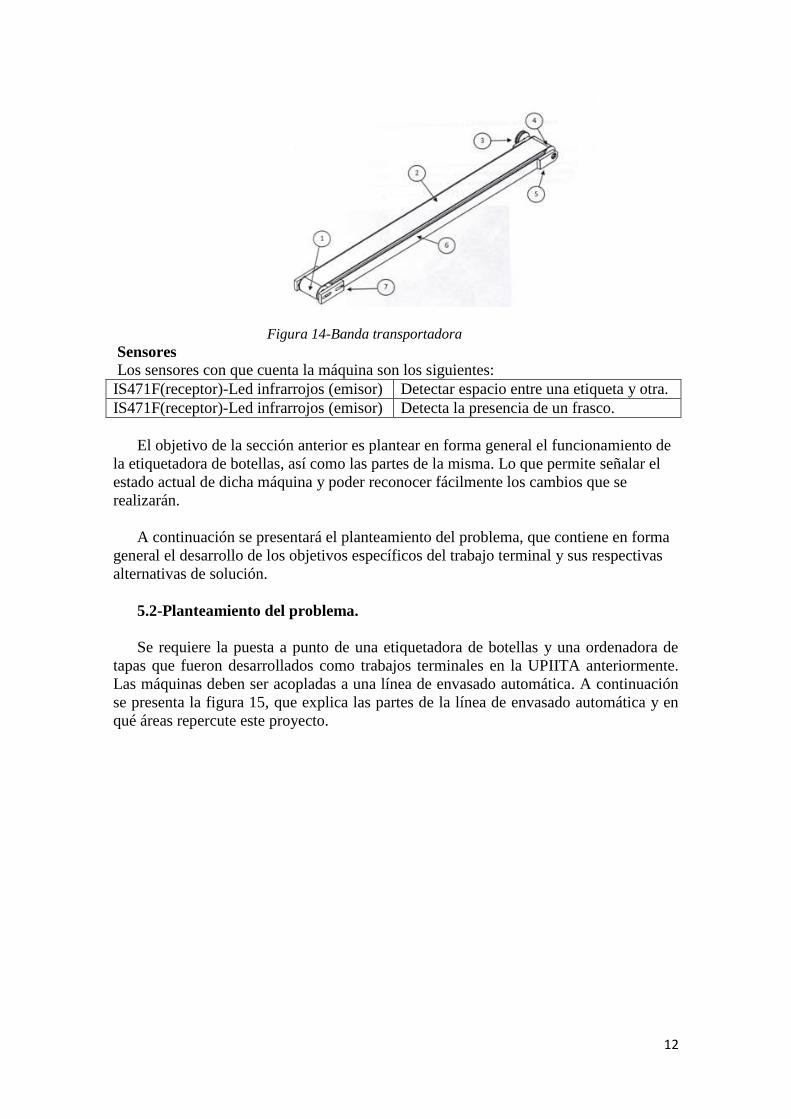
d) Banda transportadora: Transporta los envases a la banda de empuje para
ser etiquetados (véase figura 14). Cuenta con las siguientes partes:
1) Polea libre.
2) Banda PVC blanca FDA F10.
3) Polea de transmisión: Transmite el movimiento proveniente de la banda
de empuje a la banda transportadora siendo su velocidad la mitad de la
primera.
4) Polea libre.
5) Caja para rodamientos.
6) Perfil en C de aluminio.
7) Caja tensora.
d
c
12
Figura 14-Banda transportadora
Sensores
Los sensores con que cuenta la máquina son los siguientes:
IS471F(receptor)-Led infrarrojos (emisor) Detectar espacio entre una etiqueta y otra.
IS471F(receptor)-Led infrarrojos (emisor) Detecta la presencia de un frasco.
El objetivo de la sección anterior es plantear en forma general el funcionamiento de
la etiquetadora de botellas, así como las partes de la misma. Lo que permite señalar el
estado actual de dicha máquina y poder reconocer fácilmente los cambios que se
realizarán.
A continuación se presentará el planteamiento del problema, que contiene en forma
general el desarrollo de los objetivos específicos del trabajo terminal y sus respectivas
alternativas de solución.
5.2-Planteamiento del problema.
Se requiere la puesta a punto de una etiquetadora de botellas y una ordenadora de
tapas que fueron desarrollados como trabajos terminales en la UPIITA anteriormente.
Las máquinas deben ser acopladas a una línea de envasado automática. A continuación
se presenta la figura 15, que explica las partes de la línea de envasado automática y en
qué áreas repercute este proyecto.
13
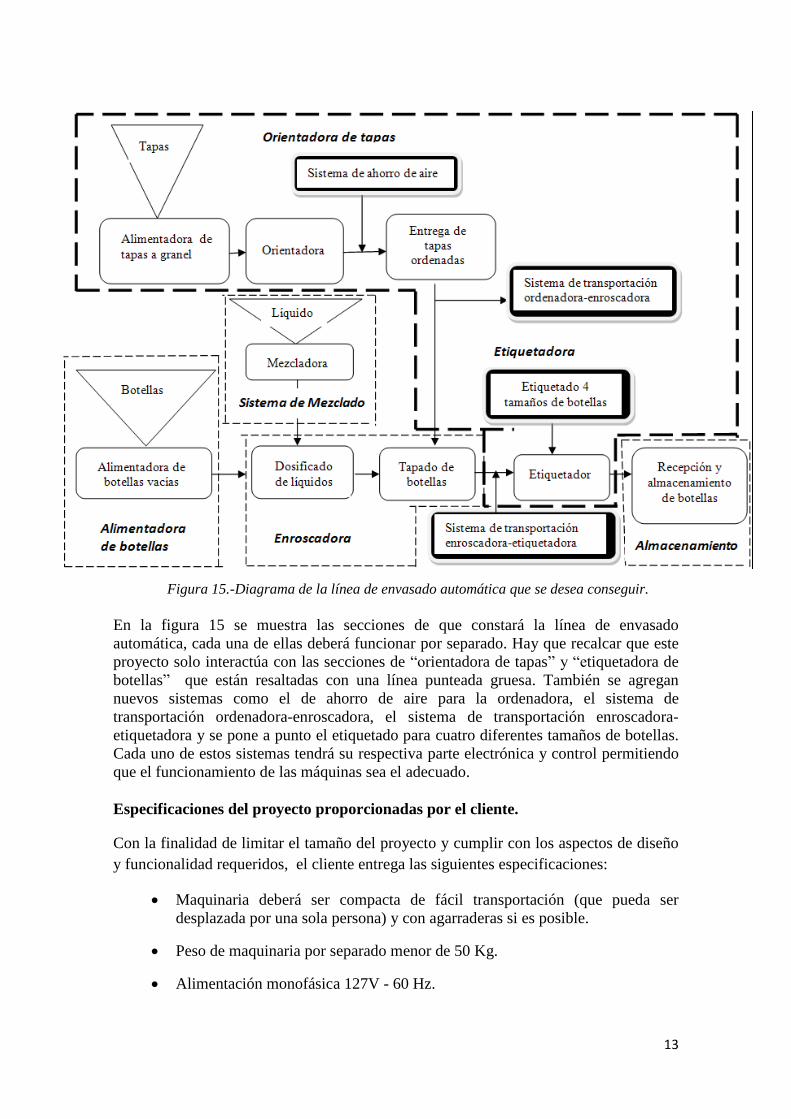
Figura 15.-Diagrama de la línea de envasado automática que se desea conseguir.
En la figura 15 se muestra las secciones de que constará la línea de envasado
automática, cada una de ellas deberá funcionar por separado. Hay que recalcar que este
proyecto solo interactúa con las secciones de “orientadora de tapas” y “etiquetadora de
botellas” que están resaltadas con una línea punteada gruesa. También se agregan
nuevos sistemas como el de ahorro de aire para la ordenadora, el sistema de
transportación ordenadora-enroscadora, el sistema de transportación enroscadora-
etiquetadora y se pone a punto el etiquetado para cuatro diferentes tamaños de botellas.
Cada uno de estos sistemas tendrá su respectiva parte electrónica y control permitiendo
que el funcionamiento de las máquinas sea el adecuado.
Especificaciones del proyecto proporcionadas por el cliente.
Con la finalidad de limitar el tamaño del proyecto y cumplir con los aspectos de diseño
y funcionalidad requeridos, el cliente entrega las siguientes especificaciones:
Maquinaria deberá ser compacta de fácil transportación (que pueda ser
desplazada por una sola persona) y con agarraderas si es posible.
Peso de maquinaria por separado menor de 50 Kg.
Alimentación monofásica 127V - 60 Hz.
14
La tasa de producción es de 2000 botellas cada 8 horas.
Deberá realizar el etiquetado de 4 diferentes tamaños de botellas (30, 60, 120,
140 mililitros).
Fácil limpieza y desarmable.
Partes de desgaste fácilmente reemplazables.
Los materiales deberán ser seleccionados de acuerdo a las normas
correspondientes y por su conveniencia económica.
La máquina debe ser competitiva en funcionalidad y costo ante máquinas
similares existentes en el mercado.
Capacidad del tanque 6 a 10 litros.
5.3.-Ordenadora de Tapas.
La ordenadora de tapas presenta deficiencias mecánicas, de control y funcionales
que no permiten ser entregada al patrocinador, además de que es necesaria su
integración a una línea farmacéutica automática. Ya que se trata de una máquina y no
de un prototipo será necesario que funcione al 100%. Para ello es necesaria la
evaluación de las deficiencias que presenta dicha máquina. Debe realizarse el rediseño
de la electrónica y control, y asegurar que todos los circuitos ya armados al día de hoy
estén en placa fenólica.
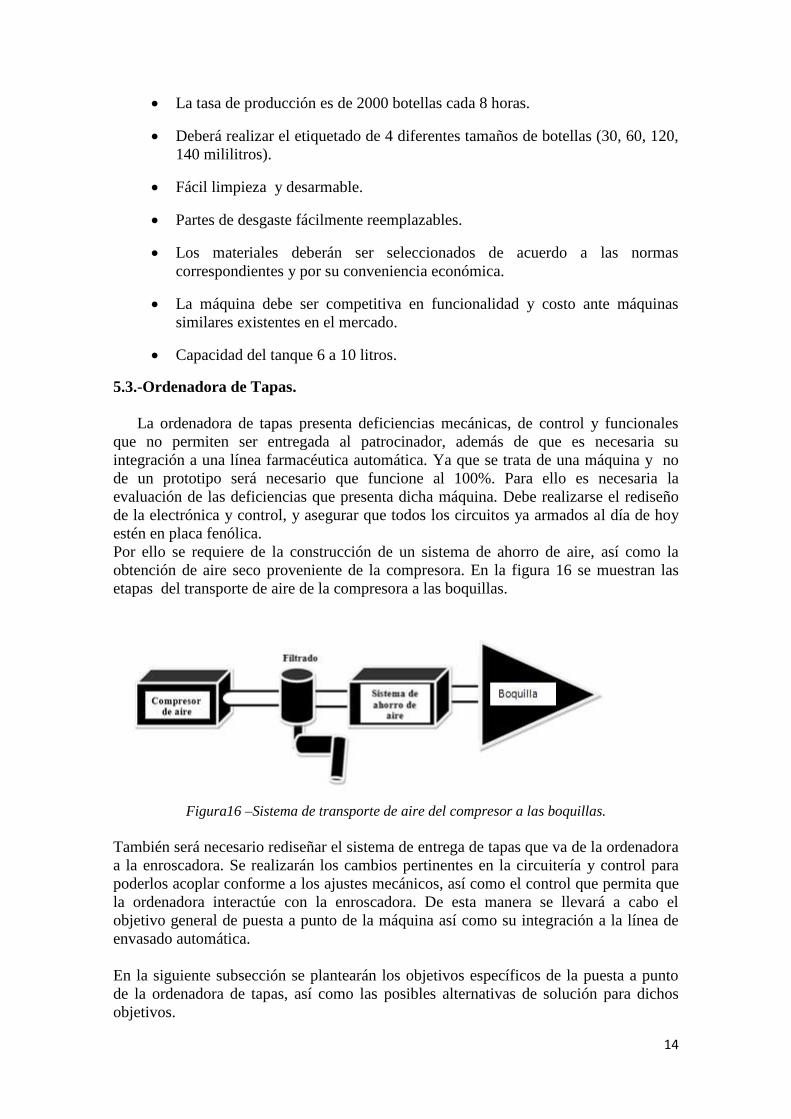
Por ello se requiere de la construcción de un sistema de ahorro de aire, así como la
obtención de aire seco proveniente de la compresora. En la figura 16 se muestran las
etapas del transporte de aire de la compresora a las boquillas.
Figura16 –Sistema de transporte de aire del compresor a las boquillas.
También será necesario rediseñar el sistema de entrega de tapas que va de la ordenadora
a la enroscadora. Se realizarán los cambios pertinentes en la circuitería y control para
poderlos acoplar conforme a los ajustes mecánicos, así como el control que permita que
la ordenadora interactúe con la enroscadora. De esta manera se llevará a cabo el
objetivo general de puesta a punto de la máquina así como su integración a la línea de
envasado automática.
En la siguiente subsección se plantearán los objetivos específicos de la puesta a punto
de la ordenadora de tapas, así como las posibles alternativas de solución para dichos
objetivos.

15
5.3.1- Implementación de un sistema de ahorro de aire
La ordenadora de tapas cuenta con un sistema de acción por medio de flujo de aire a
presión, de manera que al llegar las tapas a donde se encuentra el flujo de aire, la
presión de éste las obligará a rodar y a caer al sistema que entrega las tapas a la
enroscadora (véase figura 17).
Figura 17.-Sistema de transporte de tapas a la salida de entrega
El sistema de acción de flujo de aire no se detiene en ningún momento, aun cuando no
haya tapas en la banda. Es por eso que se necesita regular la cantidad de aire que emite
este sistema, para que se active solamente cuando las tapas lleguen a donde se encuentra
la boquilla y puedan ser llevadas al sistema de entrega.
Alternativa de Solución 1.- Construcción de un circuito monoestable.
Se podría utilizar un circuito monoestable. Este circuito que al recibir una excitación
exterior, cambia de estado y se mantiene en él durante un periodo que viene
determinado por una constante de tiempo. Transcurrido dicho periodo de tiempo, la
salida del monoestable vuelve a su estado original. De esta manera se asegura que
siempre que pase una tapa ésta será soplada. También se necesitará una electroválvula
que permita controlar el flujo del aire a través de un conducto y una etapa de potencia
para manejar la electroválvula (véase figura 18).
Figura 18-Diagrama construcción circuito monoestable.
Alternativa de solución 2.- Mediante un sensor de presencia.
Se necesita un fotodiodo emisor y un fototransistor receptor que serán implantados a
cierta distancia para detectar las tapas. Se procede a amplificar la corriente que entrega
el fototransistor. Esto se realiza con un transistor PNP. Posteriormente se conecta a la
Enroscadora
Sistema de transporte de tapas
Tapa orientada
Banda
Boquilla de aire comprimido
Temporizador Etapa de potencia
Electroválvula Boquilla

16
electroválvula para controlar el flujo de aire y así permitir el ahorro de aire (véase figura
19).
Figura 19.- Diagrama de sistema de ahorro utilizando sensor de barrera
Alternativa de solución 3.-Mediante un sensor de presencia.
Ahora se plantea el uso de un sensor reflexivo. Se trata de un dispositivo óptico
infrarrojo. Éste consiste principalmente en dos elementos: el fotodiodo y el
fototransistor. Usa el principio de reflexión, donde el haz de luz es emitido por el
fotodiodo y al chocar con un objeto a determinada distancia, el haz rebota hacia el
fototransistor [5].
Una vez construido el sensor se construirá una etapa de potencia para poder
controlar la electroválvula (véase figura 20).
Figura 20.- Diagrama de sistema de ahorro de aire utilizando un sensor reflexivo
Alternativa 4.-Utilización de un regulador de presiones.
Mediante una perilla que regule la cantidad del fluido que pase a través de la válvula
cambiando su sección transversal. Se controlaría la cantidad del aire por medio de un
regulador de presiones, de tal forma que la fuerza ejercida sobre las tapas solo sea la
adecuada, y no excesiva, para evitar el desperdicio de aire seco. Para conocer la presión
que se tendrá a la salida se pretende utilizar un manómetro para que siempre ésta sea
constante (véase figura 21)
Figura 21.- Diagrama de sistema de ahorro de aire utilizando una perilla reguladora
En la siguiente subsección se presentarán las posibles alternativas de solución que
permitirán la obtención de aire seco.
5.3.2-Aseguramiento de aire seco
El secado del aire desempeña un papel importante para garantizar la seguridad de
los procesos, ya que la humedad en las redes de aire comprimido provoca corrosión,
facilita la aparición de microorganismos y lleva a la formación de condensados en los
puntos de toma de aire [6]. Entre los contaminantes de mayor importancia que se
encuentran en los sistemas de aire comprimido de precisión están el agua, el aceite y los
sólidos. El vapor de agua se encuentra presente en todo aire comprimido; se vuelve muy
concentrado debido al proceso de compresión.
Sensor de barrera
Etapa de potencia
Electroválvula Boquilla
Sensor reflexivo
Etapa de potencia
Electroválvula Boquilla
Manómetro
Perilla reguladora
Boquilla
17
Los sistemas de secado de aire pueden ser usados para eliminar el agua del aire
comprimido de manera eficiente; sin embargo, no pueden eliminar el segundo
contaminante líquido más importante: el aceite.
La mayor parte de aceite proviene del arrastre resultado de la lubricación del
compresor, pero incluso el aire producido por los compresores libres de aceite está
contaminado con hidrocarburos que llegaron al sistema a través de la entrada de aire [6].
Es importante decir que aún cuando los dispositivos neumáticos se ven beneficiados por
el aire lubricado con aceite, la aplicación especial sanitaria requiere aire totalmente
limpio. Es por eso que será necesario contar con un sistema de filtrado que permita la
obtención de aire seco que cumpla con las normas oficiales mexicanas sanitarias.
Hay que considerar que el dispositivo que permita la obtención del aire seco deberá
acoplarse al sistema de ahorro de aire. A continuación se plantean las posibles
alternativas de solución.
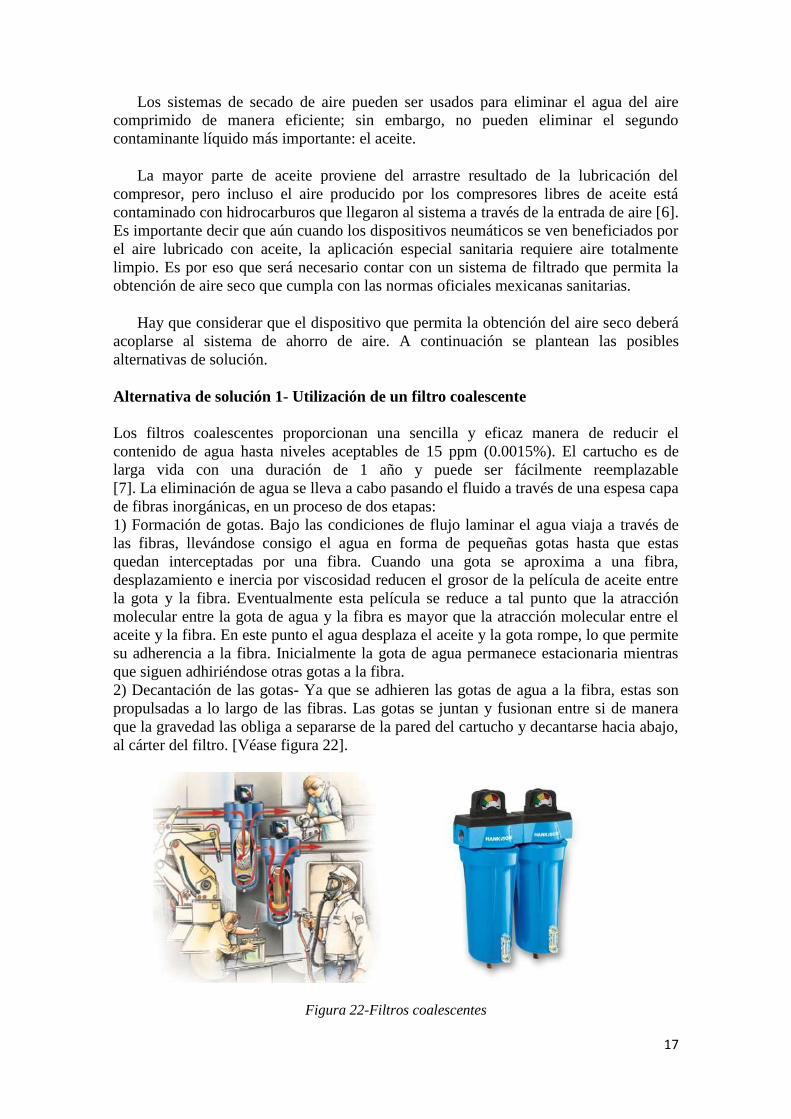
Alternativa de solución 1- Utilización de un filtro coalescente
Los filtros coalescentes proporcionan una sencilla y eficaz manera de reducir el
contenido de agua hasta niveles aceptables de 15 ppm (0.0015%). El cartucho es de
larga vida con una duración de 1 año y puede ser fácilmente reemplazable
[7]. La eliminación de agua se lleva a cabo pasando el fluido a través de una espesa capa
de fibras inorgánicas, en un proceso de dos etapas:
1) Formación de gotas. Bajo las condiciones de flujo laminar el agua viaja a través de
las fibras, llevándose consigo el agua en forma de pequeñas gotas hasta que estas
quedan interceptadas por una fibra. Cuando una gota se aproxima a una fibra,
desplazamiento e inercia por viscosidad reducen el grosor de la película de aceite entre
la gota y la fibra. Eventualmente esta película se reduce a tal punto que la atracción
molecular entre la gota de agua y la fibra es mayor que la atracción molecular entre el
aceite y la fibra. En este punto el agua desplaza el aceite y la gota rompe, lo que permite
su adherencia a la fibra. Inicialmente la gota de agua permanece estacionaria mientras
que siguen adhiriéndose otras gotas a la fibra.
2) Decantación de las gotas- Ya que se adhieren las gotas de agua a la fibra, estas son
propulsadas a lo largo de las fibras. Las gotas se juntan y fusionan entre si de manera
que la gravedad las obliga a separarse de la pared del cartucho y decantarse hacia abajo,
al cárter del filtro. [Véase figura 22].
Figura 22-Filtros coalescentes
18
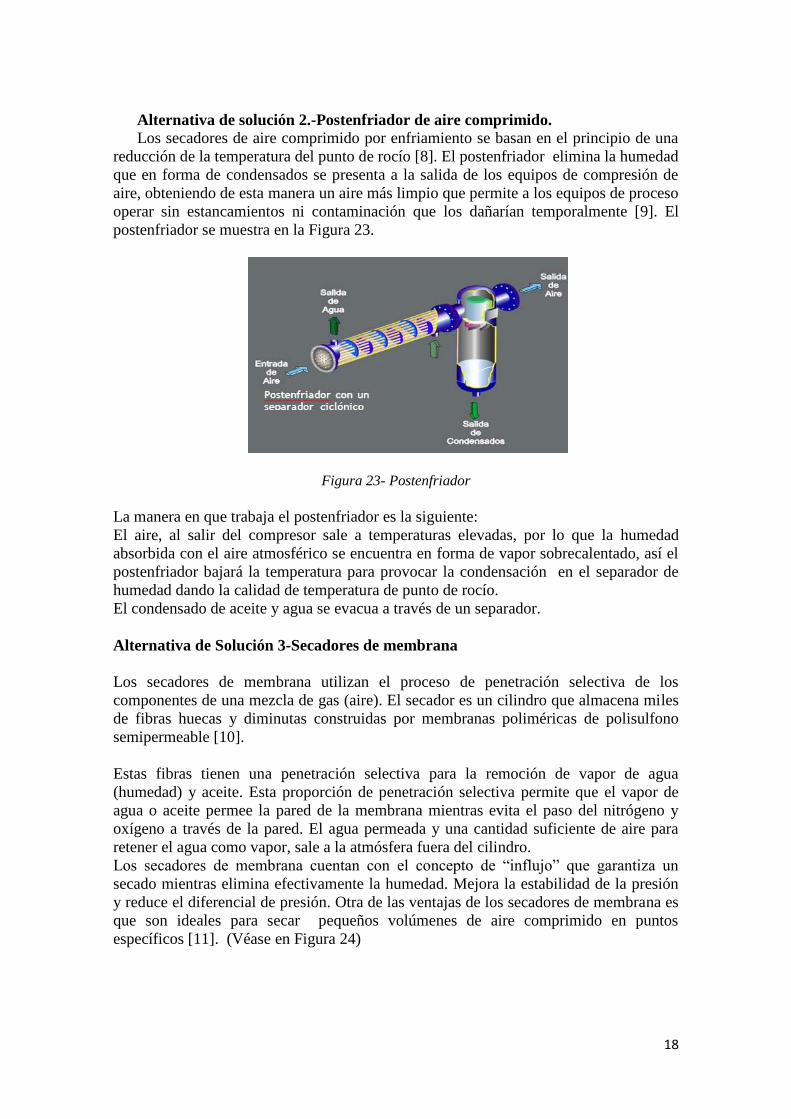
Alternativa de solución 2.-Postenfriador de aire comprimido.
Los secadores de aire comprimido por enfriamiento se basan en el principio de una
reducción de la temperatura del punto de rocío [8]. El postenfriador elimina la humedad
que en forma de condensados se presenta a la salida de los equipos de compresión de
aire, obteniendo de esta manera un aire más limpio que permite a los equipos de proceso
operar sin estancamientos ni contaminación que los dañarían temporalmente [9]. El
postenfriador se muestra en la Figura 23.
Figura 23- Postenfriador
La manera en que trabaja el postenfriador es la siguiente:
El aire, al salir del compresor sale a temperaturas elevadas, por lo que la humedad
absorbida con el aire atmosférico se encuentra en forma de vapor sobrecalentado, así el
postenfriador bajará la temperatura para provocar la condensación en el separador de
humedad dando la calidad de temperatura de punto de rocío.
El condensado de aceite y agua se evacua a través de un separador.
Alternativa de Solución 3-Secadores de membrana
Los secadores de membrana utilizan el proceso de penetración selectiva de los
componentes de una mezcla de gas (aire). El secador es un cilindro que almacena miles
de fibras huecas y diminutas construidas por membranas poliméricas de polisulfono
semipermeable [10].
Estas fibras tienen una penetración selectiva para la remoción de vapor de agua
(humedad) y aceite. Esta proporción de penetración selectiva permite que el vapor de
agua o aceite permee la pared de la membrana mientras evita el paso del nitrógeno y
oxígeno a través de la pared. El agua permeada y una cantidad suficiente de aire para
retener el agua como vapor, sale a la atmósfera fuera del cilindro.
Los secadores de membrana cuentan con el concepto de “influjo” que garantiza un
secado mientras elimina efectivamente la humedad. Mejora la estabilidad de la presión
y reduce el diferencial de presión. Otra de las ventajas de los secadores de membrana es
que son ideales para secar pequeños volúmenes de aire comprimido en puntos
específicos [11]. (Véase en Figura 24)

19
Figura 24.- Secadores de membrana
En la siguiente subsección se presentará las alternativas de solución para el sistema
de transporte de tapas.
5.3.3- Implementación de sistema que permita transportar las tapas orientadas
hacia el sistema de enroscado de envases
Será necesario rediseñar el sistema de entrega de tapas para adaptarlo a la
enroscadora de envases. Se requiere que los sensores y actuadores que repercuten en
este sistema se adapten satisfactoriamente a los cambios mecánicos. Deben de adaptarse
en este sistema tres sensores, ya existentes, que permiten detectar el paso de tapas y la
cantidad de tapas, esto con la finalidad de evitar una saturación cuando las tapas llegan a
la enroscadora. También deberá colocarse en el sistema el sensor, ya existente, que
detecta la orientación de las tapas, deteniendo el proceso en caso de que alguna tapa mal
orientada llegue al sistema de entrega. Una vez que el aire comprimido haya sido
filtrado y se logre la obtención de aire seco, se hará pasar a través de tres boquillas que
actualmente se encuentran debajo del tobogán de entrega. Cuando las tapas pasen por la
sección, el aire arrojado por las boquillas entrará en ellas. Esto con el objetivo de
eliminar polvo o pelusa que se hubiera depositado en el interior de la tapa durante su
orientación.
A continuación se presentarán las alternativas de solución que permitirán la
construcción de un sistema de transporte de tapas adecuado que permita que las tapas
lleguen a la enroscadora de envases. Hay que recalcar que dentro de las posibles
alternativas de solución podrán surgir otras ya que será necesario realizar un análisis
detallado que nos permita optar por la mejor solución.
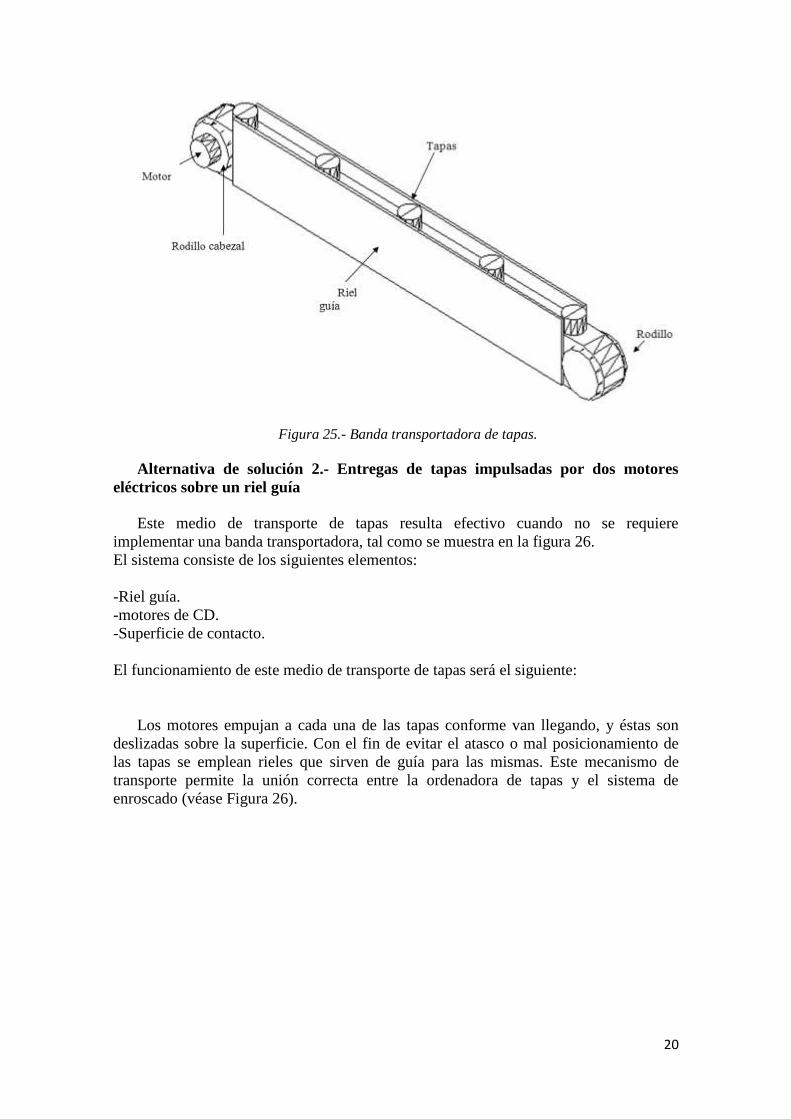
Alternativa de solución 1.- Entrega de tapas por banda transportadora.
Esta opción contempla el uso de una banda transportadora sobre una plancha, ya que
este tipo de banda presenta buena estabilidad, debe evitar el movimiento brusco de las
tapas y no conllevar a una desorientación de las mismas. También se prevé el uso de
rieles guía que sirven de guía para las tapas (véase figura 25).
20
Figura 25.- Banda transportadora de tapas.
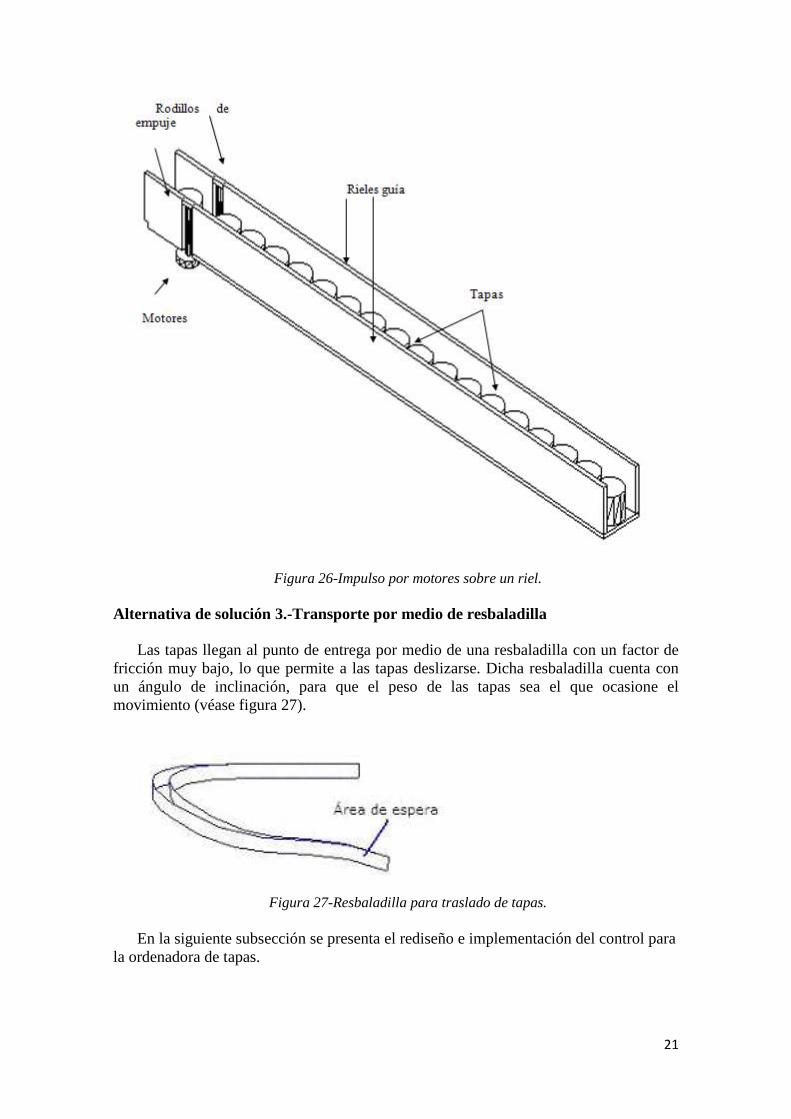
Alternativa de solución 2.- Entregas de tapas impulsadas por dos motores
eléctricos sobre un riel guía
Este medio de transporte de tapas resulta efectivo cuando no se requiere
implementar una banda transportadora, tal como se muestra en la figura 26.
El sistema consiste de los siguientes elementos:
-Riel guía.
-motores de CD.
-Superficie de contacto.
El funcionamiento de este medio de transporte de tapas será el siguiente:
Los motores empujan a cada una de las tapas conforme van llegando, y éstas son
deslizadas sobre la superficie. Con el fin de evitar el atasco o mal posicionamiento de
las tapas se emplean rieles que sirven de guía para las mismas. Este mecanismo de
transporte permite la unión correcta entre la ordenadora de tapas y el sistema de
enroscado (véase Figura 26).
21
Figura 26-Impulso por motores sobre un riel.
Alternativa de solución 3.-Transporte por medio de resbaladilla
Las tapas llegan al punto de entrega por medio de una resbaladilla con un factor de
fricción muy bajo, lo que permite a las tapas deslizarse. Dicha resbaladilla cuenta con
un ángulo de inclinación, para que el peso de las tapas sea el que ocasione el
movimiento (véase figura 27).
Figura 27-Resbaladilla para traslado de tapas.
En la siguiente subsección se presenta el rediseño e implementación del control para
la ordenadora de tapas.

22
5.3.4-Rediseño e implementación del control para la ordenadora de tapas.
Para realizar el rediseño y la implementación del control es necesario conocer el estado
de las variables de proceso mediante los sensores que repercuten en el sistema. Así
como los diferente actuadores que se utilizarán para el correcto funcionamiento de la
máquina (véase figura 28)
Figura 28-Unidad de control
a) Sensores
Ya que será integrada la ordenadora de tapas a una línea farmacéutica y se rediseñará el
sistema de transporte de tapas. Será necesario seleccionar los sensores que permitan la
interacción entre la ordenadora y la enroscadora. Existen algunos sensores dentro de la
ordenadora, pero con los ajustes mecánicos será necesario volver a evaluar la
funcionalidad de éstos.
SHARP 6P2Y0A21YK Nivel de tapas en el contenedor.
QRD1114 Detecta la posición de la tapa entregada.
Sensores de barrera de luz Detectan el paso de tapas.
Para poder decidir su permanencia o el cambio por otro tipo de sensores. Además de
considerar aquellos que intervendrán en el sistema de ahorro de aire seco.
b) Actuadores
El motor presente en la ordenadora permite transmitir la potencia a la banda orientadora.
Este motor consume, durante su funcionamiento con carga, una corriente de 1.9 A, con
un voltaje nominal de 12 V de corriente directa.
Las electroválvulas serán utilizadas para el sistema de ahorro de aire. Éstas permitirán
controlar el flujo de aire y las boquillas dirigen el aire para empujar las tapas a la salida
de la ordenadora. También permitirán controlar el flujo de aire para que las boquillas
dirijan el aire con el fin de eliminar impurezas (polvo y pelusas).

23
c) Unidad de Control
En la ordenadora de tapas se llevo a cabo el control del dispositivo utilizando el
microcontrolador de la firma Microchip, el modelo PIC18F4550. Pero será necesario
reconsiderar el número de entradas y salidas necesarias para la operación del
dispositivo. Debido a los ajustes que se realizaran en los sensores que actualmente se
tienen y de los nuevos sensores y actuadores que estarán presentes.
De esta manera la unidad de control puede estar basada en un microcontrolador (PIC
(Programmable Interrupt Controller) o AVR (Automatic Voltage Regulator)). La unidad
de control se encargará de definir el comportamiento del dispositivo de acuerdo a las
señales de entrada, enviadas por los sensores y las señales de salida para los actuadores.
d) Interfaz Hombre-Máquina
Se pondrá en marcha la interfaz Hombre-Máquina. La interfaz funciona y se procurará
que siga funcionando correctamente. La interfaz cuenta con las siguientes partes:
Lámparas indicadoras: proporcionan información al usuario del estado del
dispositivo.
Se tienen tres lámparas cada una de diferente color.
Lámpara indicadora verde: se enciende siempre que el nivel de tapas en
el contenedor sea suficiente.
Lámpara indicadora ámbar: está encendida cuando la cantidad de tapas
en el contenedor sea adecuado pero será, en breve, necesario vaciar más
tapas en el mismo.
Lámpara indicadora roja: ésta se enciende cuando la cantidad de tapas
sea insuficiente. También se encenderá si alguna tapa se encuentre mal
orientada.
Las lámparas que utiliza, están formadas a base de LED´s y se alimentan con
corriente alterna a 120 V, se encuentran aisladas del circuito de control del
microcontrolador. Se empleó el optoacoplador MOC3011 y el TRIAC 2N6071A los
cuales permiten la conexión de la lámpara indicadora con el microcontrolador. Éste
circuito se encuentra en protoboard, por lo que será necesario pasarlo a placa fenólica.
Botón de reset: se incluye un botón reset que permite que el usuario reinicie la
operación del dispositivo, éste se conecta al microcontrolador.
Interruptor de encendido: cuenta con dos modos de funcionamiento, de manera
semiautomática en conjunto con el dispositivo enroscador, de manera manual
permite al usuario hacer uso del dispositivo sin necesidad de que esté comunicado
con otros dispositivos. Se incluyó un interruptor de encendido, que permite el inicio
y paro del dispositivo, el cual se conecta al microcontrolador.
Todos los elementos de la interfaz se colocarán en un gabinete donde se colocarán
los circuitos de control. Como se menciono anteriormente se realizará el rediseño de
los circuitos control para permitir la integración de los nuevos elementos que se
integraran a la ordenadora de tapas. Y asegurar que todos los circuitos ya armados al
día de hoy estén en placa fenólica.
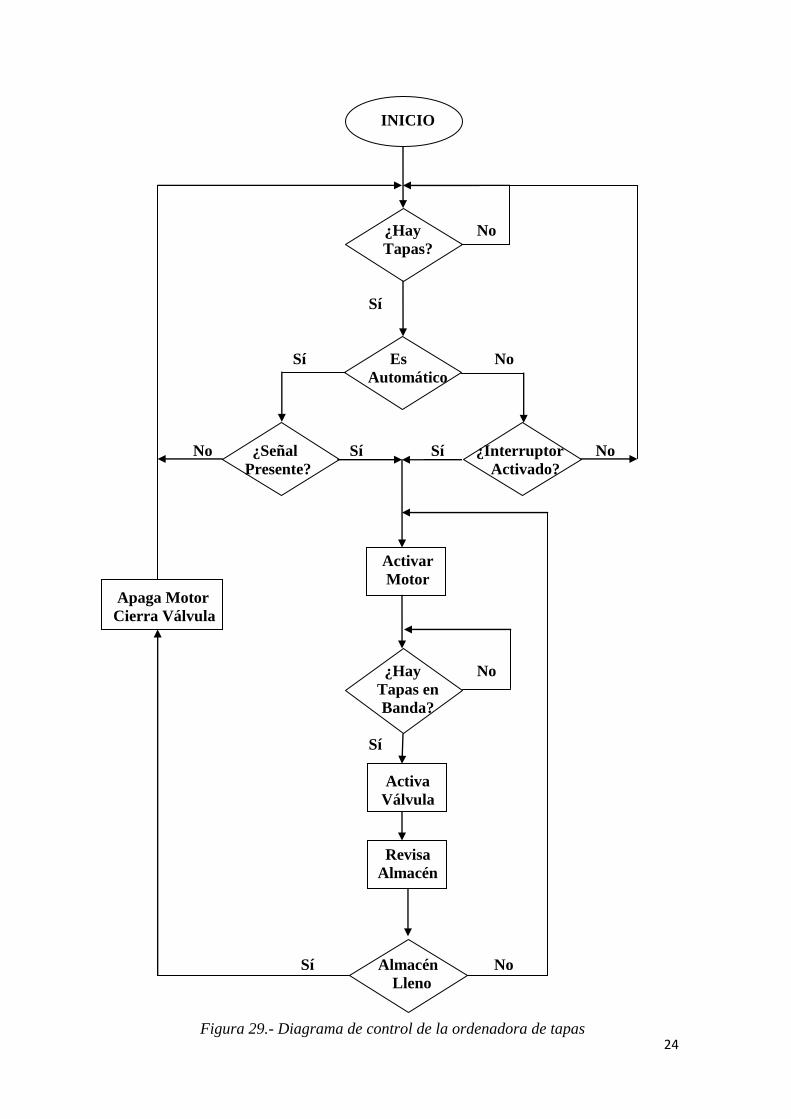
e) Diagrama de Flujo
En la figura 29 se presenta el siguiente diagrama que permite visualizar el
funcionamiento de la ordenadora de tapas.
24
INICIO
¿Hay No
Tapas?
Sí
Sí Es No
Automático
No ¿Señal Sí Sí ¿Interruptor No
Presente? Activado?
Activar
Motor
Apaga Motor
Cierra Válvula
¿Hay No
Tapas en
Banda?
Sí
Activa
Válvula
Revisa
Almacén
Sí Almacén No
Lleno
Figura 29.- Diagrama de control de la ordenadora de tapas
25
El la figura 29, se muestra el diagrama de flujo que presenta el control de la
ordenadora de tapas. Donde cabe resaltar que existe una condición llamada
“automático”. Esta condición permite la interacción con otras máquinas, respetando la
señal que el control central le envíe. La condición manual, permite que solo esta
máquina funcione independientemente de las demás.
5.3.5-Implementación de una cubierta sanitaria.
La ordenadora cuenta con una cubierta que resguarda el almacenamiento de las tapas
para evitar el contacto con el polvo u otros contaminantes. También deberá existir una
cubierta que se extiende desde la banda que realiza la orientación de las tapas hasta la
rampa que entrega las mismas. Es ahí en donde existe la problemática de proporcionar
una cubierta sanitaria que permita la fácil limpieza de toda la máquina ya que existen
lugares de difícil acceso y esto no permite que cumpla con las normas sanitarias. Será
necesario la elección de un material sanitario para la construcción de la cubierta, que
permita la visibilidad del proceso de orientación de las tapa. También se considerará que
la cubierta sanitaria abarque el sistema de entrega de tapas a la enroscadora, esto con el
fin de evitar en todo momento el contacto con el medio ambiente. Por eso será necesario
que hayan sido finalizadas las modificaciones mecánicas y hayan sido integradas en la
ordenadora, entonces se realizará el diseño de la cubierta sanitaria de la misma.
En la siguiente sección se presentan los objetivos específicos que repercuten en la
etiquetadora de botellas que permitirán la puesta a punto de la misma. También se
plantean las posibles alternativas de solución que permitirán alcanzar dichos objetivos.
Hay que remarcar que las posibles alternativas de solución que se presentan en este
documento no son las definitivas, se realizaran los análisis correspondientes a cada una
de ellas. En todo caso que el resultado no sea satisfactorio se buscarán otras alternativas
de solución que permitan llevar a cabo los objetivos específicos planteados para la
ordenadora de tapas.
5.4.- Etiquetadora de botellas.
La etiquetadora de botellas presenta deficiencias: de los cuatro tamaños diferentes que
el patrocinador exige, solo se ha realizado la etiquetación exitosa de uno. Por lo que se
requiere de modificaciones mecánicas al cabezal etiquetador y el ajuste de los sensores
y actuadores que repercuten en éste. Esto implica el rediseño de la circuitería así como
el rediseño del control ya que se estará interactuando con la enroscadora por medio de la
banda transportadora que una a estas dos máquinas. Lo anterior llevará a cumplir el
objetivo de puesta a punto de la etiquetadora y su integración a la línea de envasado. A
continuación se exponen las alternativas de solución que posiblemente permitan
resolver cada problema.
5.4.1-Adecuación del cabezal etiquetador.
La etiquetadora presenta deficiencias mecánicas en el cabezal etiquetador ya que no es
posible el etiquetado de los cuatro diferentes tamaños de botellas, por lo que se requiere
realizar modificaciones que permita la correcta etiquetación. Cabe señalar que las
modificaciones al cabezal repercuten en el sensado que permite detectar espacio entre

26
una etiqueta y otra. Por lo que será necesaria la adecuación de los sensores en el
cabezal.
A continuación se proponen algunas posibles soluciones que tratarán dar el correcto
funcionamiento al cabezal.
5.4.1.1 Problemática del movimiento vertical del cabezal.
Alternativa de solución 1- Implementación de un sistema de rieles.
A partir del presente problema la primera solución sería implementar un sistema de
rieles como el mostrado en la figura 30. En ella se denota un acoplamiento entre el riel
(negro) y el cabezal etiquetador (verde), haciendo para esto, unas muescas en el cabezal
donde correrá el riel a partir de un elemento lubricante. Debido a la forma de los rieles y
al número de ellos (cuatro) -como se muestra en la figura 31- se podrá restringir el
movimiento únicamente a la dirección vertical. Esto evitará que exista una inclinación
del cabezal etiquetador y contribuirá a que la etiqueta quede en su correcta posición y a
etiquetar diferentes tamaños de botellas (cuatro).
Figura 30.- Vista superior del cabezal Figura 31.- Cabezal en isométrico
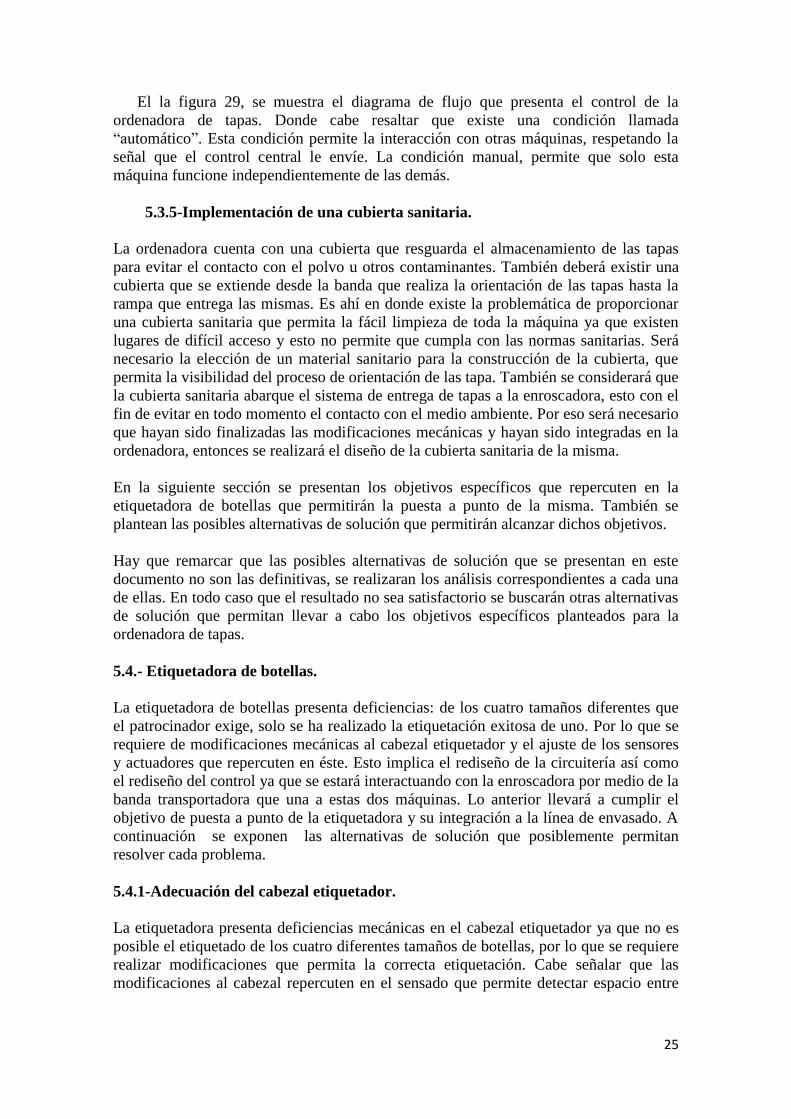
Alternativa de solución 2.- Adaptar sistema de rodamientos.
Siguiendo con la misma problemática, la segunda solución probable planteada es
adaptar un sistema de rodamientos en cada uno los extremos el cabezal etiquetador
como los mostrados en las figuras 32(a) y 32(b). Éstos permitirán realizar un
movimiento vertical de la base sin necesidad de lubricantes ya que la fricción será
contrarrestada por el movimiento rotatorio de los rodamientos, estos irán acoplados a la
base con un cilindro como se aprecia en la figura 32(a).
La parte del riel será un perfil estructural comercial para evitar su fabricación
individual. Con ello se evitarán tanto costos elevados, como tiempos desperdiciados.
Puede usarse un riel como el mostrado en la figura 32(c) donde se podrá tener un
espacio para que los rodamientos puedan realizar su función y a la vez eviten que salgan
de su posición. Esto se aprecia claramente en la figura 32(a). Este sistema permitirá que
no exista más que movimiento vertical.
Cabezal etiquetador
Parte fija
Muescas
Movimiento
Cabezal etiquetador
Rieles
27
Figura 32(a) Figura 32(b) Figura 32(c)
Rodamientos-riel Rodamientos Riel
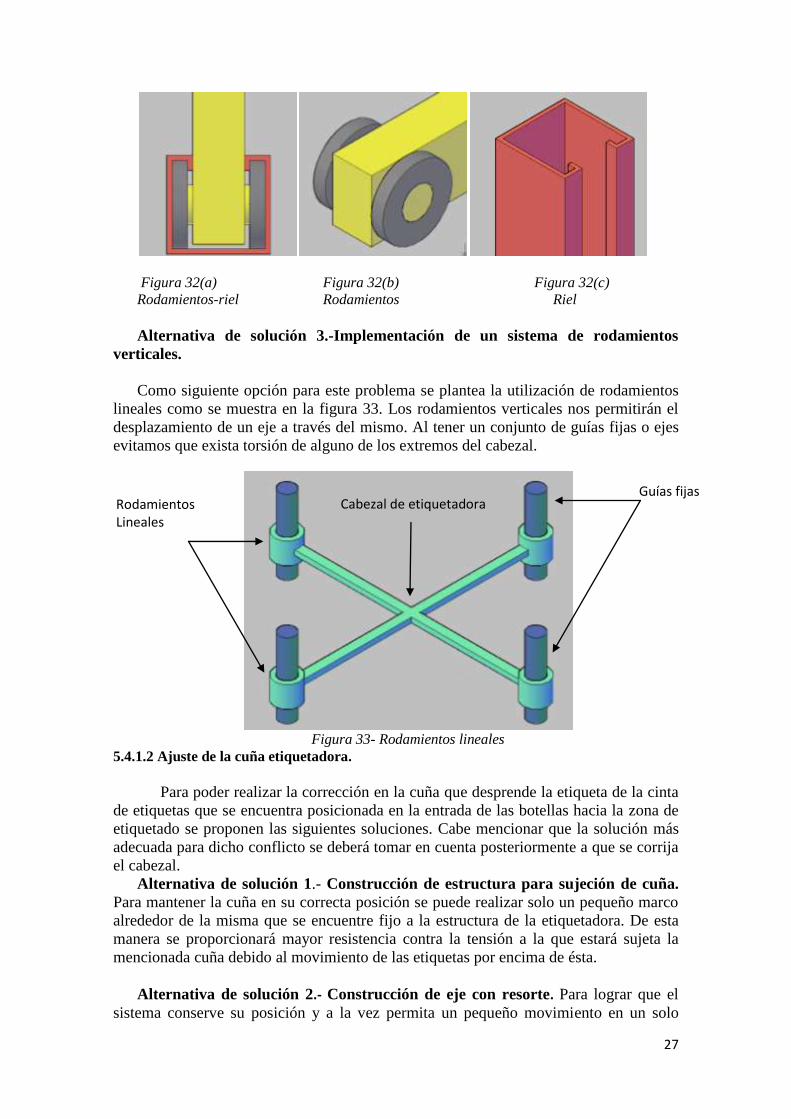
Alternativa de solución 3.-Implementación de un sistema de rodamientos
verticales.
Como siguiente opción para este problema se plantea la utilización de rodamientos
lineales como se muestra en la figura 33. Los rodamientos verticales nos permitirán el
desplazamiento de un eje a través del mismo. Al tener un conjunto de guías fijas o ejes
evitamos que exista torsión de alguno de los extremos del cabezal.
Figura 33- Rodamientos lineales
5.4.1.2 Ajuste de la cuña etiquetadora.
Para poder realizar la corrección en la cuña que desprende la etiqueta de la cinta
de etiquetas que se encuentra posicionada en la entrada de las botellas hacia la zona de
etiquetado se proponen las siguientes soluciones. Cabe mencionar que la solución más
adecuada para dicho conflicto se deberá tomar en cuenta posteriormente a que se corrija
el cabezal.
Alternativa de solución 1.- Construcción de estructura para sujeción de cuña.
Para mantener la cuña en su correcta posición se puede realizar solo un pequeño marco
alrededor de la misma que se encuentre fijo a la estructura de la etiquetadora. De esta
manera se proporcionará mayor resistencia contra la tensión a la que estará sujeta la
mencionada cuña debido al movimiento de las etiquetas por encima de ésta.
Alternativa de solución 2.- Construcción de eje con resorte. Para lograr que el
sistema conserve su posición y a la vez permita un pequeño movimiento en un solo
Cabezal de etiquetadora Guías fijas
Rodamientos Lineales
28
sentido. Se realizará una especie de buje que tenga tanto un resorte como un elemento
guía. Donde cada extremo de la cuña lo tendrá para evitar el desalineamiento de ésta. Y
poder adaptarse a la tensión ejercida por la tira de etiquetas (véase figura 34).
Figura 34- Buje con resorte como elemento guía.
En la siguiente subsección se plantea el diseño y construcción del sistema de transporte
que permitirá el traslado de botellas de la enroscadora a la etiquetadora. Se presentarán
las posibles alternativas de solución que permitirán la transportación de botellas.
5.4.2- Diseñar y construir un sistema de transporte de botellas de la
enroscadora a la etiquetadora.
Se requiere en este proyecto la integración de la etiquetadora a una línea de
envasado automática. Por lo que es necesaria la construcción de un sistema de
transporte de botellas que permita el traslado de las botellas de la enroscadora a la
etiquetadora. Se tienen que prever el sensado correcto y el control que permita la
interacción de dichas máquinas. Por lo que se proponen a continuación algunas
posibles alternativas planteadas para solucionar esta problemática.
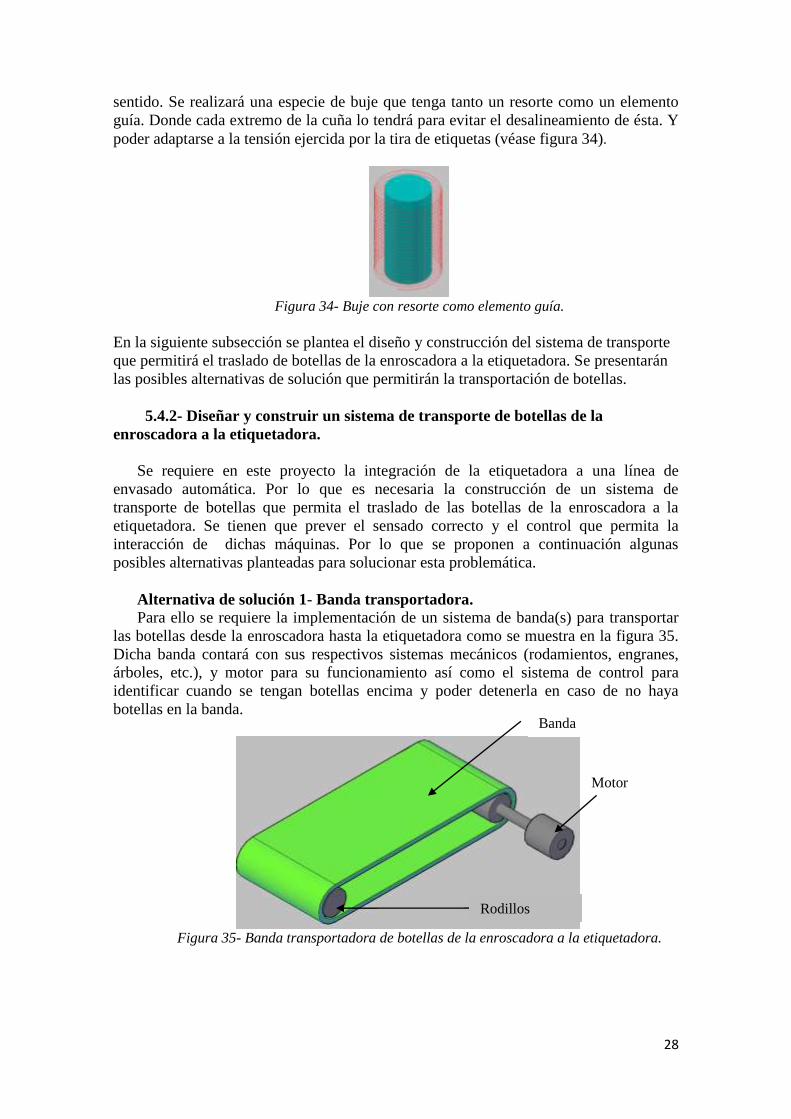
Alternativa de solución 1- Banda transportadora.
Para ello se requiere la implementación de un sistema de banda(s) para transportar
las botellas desde la enroscadora hasta la etiquetadora como se muestra en la figura 35.
Dicha banda contará con sus respectivos sistemas mecánicos (rodamientos, engranes,
árboles, etc.), y motor para su funcionamiento así como el sistema de control para
identificar cuando se tengan botellas encima y poder detenerla en caso de no haya
botellas en la banda.
Figura 35- Banda transportadora de botellas de la enroscadora a la etiquetadora.
Motor
Rodillos
Banda

29
Alternativa de solución 2.- Sistema de rieles con aspas.
Se puede implementar un sistema de rieles como los mostrados en la figura 36, donde
por medio de motores se le proporcionará energía cinética a las aspas que son las
encargadas de ir empujando a las botellas. Estas se desplazarán empujándose entre ellas.
Figura 36- Sistema de rieles
Alternativa de solución 3.- Resbaladilla trasportadora.
Las botellas llegan a la etiquetadora por medio de una resbaladilla con un factor de
fricción muy bajo, lo que permite a las botellas deslizarse. Dicha resbaladilla cuenta con
un ángulo de inclinación, para que el peso de las botellas sea el que ocasione un
movimiento suave impidiendo que las botellas se volteen para que puedan llegar en la
posición correcta para su respectiva etiquetación (véase figura 37).
Figura 37- Resbaladilla
En la siguiente subsección se presentará el diseño y construcción del control para la
etiquetadora de botellas.
Motor
Aspas
Rieles
Etiquetadora
Resbaladilla
30
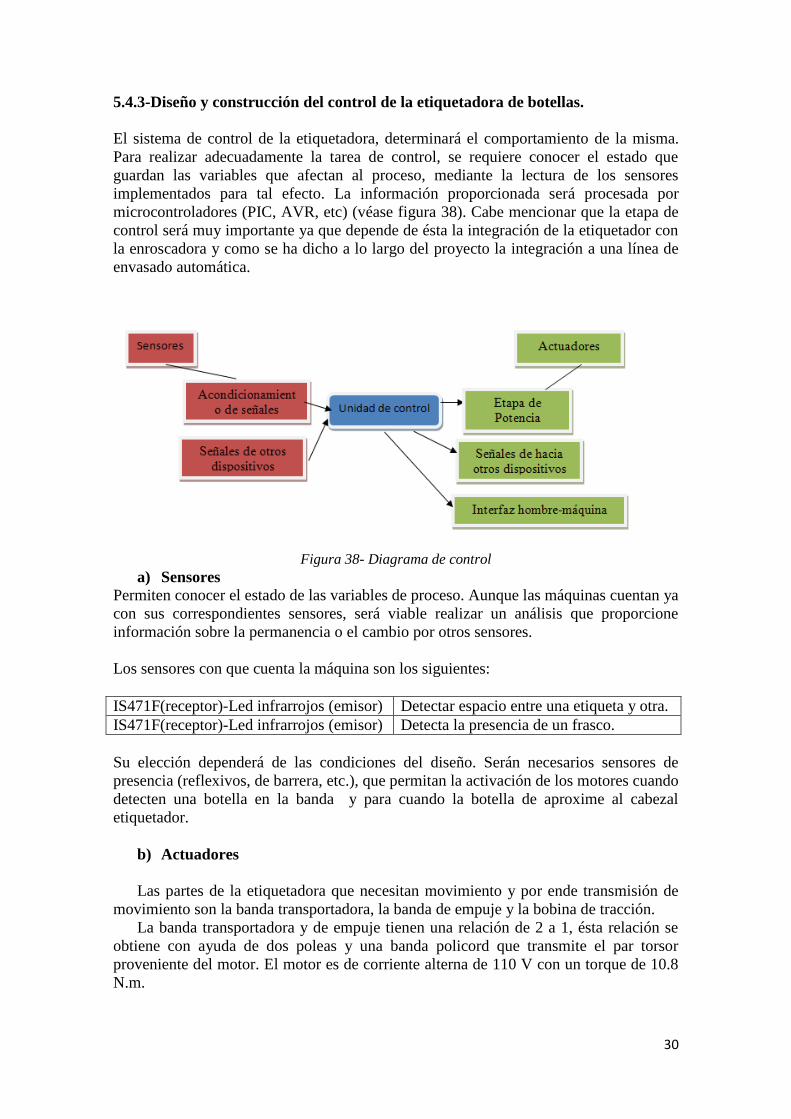
5.4.3-Diseño y construcción del control de la etiquetadora de botellas.
El sistema de control de la etiquetadora, determinará el comportamiento de la misma.
Para realizar adecuadamente la tarea de control, se requiere conocer el estado que
guardan las variables que afectan al proceso, mediante la lectura de los sensores
implementados para tal efecto. La información proporcionada será procesada por
microcontroladores (PIC, AVR, etc) (véase figura 38). Cabe mencionar que la etapa de
control será muy importante ya que depende de ésta la integración de la etiquetador con
la enroscadora y como se ha dicho a lo largo del proyecto la integración a una línea de
envasado automática.
Figura 38- Diagrama de control
a) Sensores
Permiten conocer el estado de las variables de proceso. Aunque las máquinas cuentan ya
con sus correspondientes sensores, será viable realizar un análisis que proporcione
información sobre la permanencia o el cambio por otros sensores.
Los sensores con que cuenta la máquina son los siguientes:
IS471F(receptor)-Led infrarrojos (emisor) Detectar espacio entre una etiqueta y otra.
IS471F(receptor)-Led infrarrojos (emisor) Detecta la presencia de un frasco.
Su elección dependerá de las condiciones del diseño. Serán necesarios sensores de
presencia (reflexivos, de barrera, etc.), que permitan la activación de los motores cuando
detecten una botella en la banda y para cuando la botella de aproxime al cabezal
etiquetador.
b) Actuadores
Las partes de la etiquetadora que necesitan movimiento y por ende transmisión de
movimiento son la banda transportadora, la banda de empuje y la bobina de tracción.
La banda transportadora y de empuje tienen una relación de 2 a 1, ésta relación se
obtiene con ayuda de dos poleas y una banda policord que transmite el par torsor
proveniente del motor. El motor es de corriente alterna de 110 V con un torque de 10.8
N.m.

31
Par que la bobina de tracción que es la encargada de enrollar el papel sobrante y
mantener tensión en todo el cabezal pueda moverse, se utiliza un motor a pasos con un
torque de 3.5308 N.m.
Se necesitará un motor que permita transmitir potencia a la banda transportadora de
botellas que conecta a la enroscadora con la etiquetadora.
c) Unidad de Control
La unidad de control puede estar basada en un microcontrolador (PIC, AVR). Ésta se
encargará de definir el comportamiento del dispositivo de acuerdo a las señales de
entrada, enviadas por los sensores y las señales de salida para los actuadores.
d) Interfaz Hombre-Máquina
La etiquetadora carece de una interfaz Hombre-Máquina, por lo tanto corresponde la
realización de ésta. La interfaz deberá contar con:
Lámparas indicadoras- proporcionan información al usuario del estado del
dispositivo. Se tendrán tres lámparas cada una de diferente color.
Lámpara indicadora verde: Se encenderá siempre que la cantidad de
etiquetas en el cabezal etiquetador sea suficiente.
Lámpara indicadora ámbar: Está encendida cuando la cantidad de
etiquetas cabezal etiquetador sea adecuado pero será necesario colocar
mas etiquetas.
Lámpara indicadora roja: Ésta se enciende cuando la cantidad de
etiquetas sea insuficiente. También se encenderá si alguna botella se
etiqueta de manera incorrecta.
Botón de reset- Se incluirá un botón reset que permita que el usuario reinicie la
operación del dispositivo.
Interruptor de encendido: Deberá contar un modo manual que permita al usuario
haga uso del dispositivo sin necesidad de que esté comunicado con otros
dispositivos.
Todos los elementos de la interfaz se colocaran en un gabinete donde se colocarán
los circuitos de control.
e) Diagrama de flujo
En la figura 39 se presenta el siguiente diagrama que permite visualizar el
funcionamiento de la etiquetadora de botellas.

32
INICIO
Inicialización de
Variables
Envase No
Detectado 1
Sí
Activar
Banda 1
Envase No
Detectado 2
Sí
Activar
Banda 2
Despegar
Etiqueta
Ajustar
Velocidad
Enviar señal a Sí Error en No
Control Central Etiquetado
Figura 39.-Diagrama de flujo de la etiquetadora

33
En la figura 39 se muestra el diagrama de flujo de la etiquetadora, en donde se puede observar
un doble sensado, ya que será necesario para la integración de esta máquina con la enroscadora.
Se deberá asegurar que la botella esté tapada para posteriormente permitir su correcta
etiquetación. Una vez que la botella llegue a la etapa de etiquetado, se ajustará la velocidad de la
banda para permitir la colocación de la etiqueta. Si existiese un fallo en la colocación de la
etiqueta, se mandará esta señal al control central.
Hay que remarcar que las posibles alternativas de solución que se presentan en este
documento no son las definitivas, se realizaran los análisis correspondientes a cada una
de ellas. En todo caso que el resultado no sea satisfactorio se buscarán otras alternativas
de solución que permitan llevar a cabo los objetivos específicos planteados para la
etiquetadora de botellas.
6.-CRONOGRAMA DE ACTIVIDADES
ACTIVIDADES
31/0
8/0
9
7/0
9/0
9
14/0
9/0
9
21/0
9/0
9
28/0
9/0
9
5/1
0/0
9
12/1
0/0
9
19/1
0/0
9
26/1
0/0
9
2/1
1/0
9
9/1
1/0
9
16/1
1/0
9
Diseño del sistema de
ahorro de aire
E/
A
Elección del método de
secado de aire. E/
A
Diseño final del sistema de
transporte de aire
(compresora-boquilla)
E/
A
Diseño del sistema
transportador de tapas
A
Diseño de circuito de
control del sistema
transportador de tapas
E
Diseño de cubierta
sanitaria para ordenadora
de tapas
E/
A
Entrega del primer reporte E/
A
Diseño del sistema
transportador de botellas
(enroscadora-etiquetadora)
E/
A
E/
A
Entrega del segundo
reporte
E/
A
Diseño del circuito de
control del sistema
transportador de botellas
A
Diseño de la interfaz
máquina de la etiquetadora
E
Diseño del mecanismo
para el etiquetado de
cuatro botellas
E
/
A

34
Diseño de circuito de
control para el etiquetado
de cuatro botellas
E
/
A
Entrega del tercer reporte E/
A
Diseño de la integración
del circuito de control
ordenadora-transporte de
tapas.
E
Diseño de la integración
de circuito control del
etiquetado-sistema de
transporte de botellas.
A
Entrega del reporte final E/
A
Presentación de trabajo
terminal I E/
A
*Sujeto a cambios debido al número de revisiones que el protocolo requerirá.
E-Actividades realizadas por Espinosa Vega Carlos Emmanuel
A-Actividades realizadas por Reséndiz Aquino Alejandro Jesús
E/A-Fechas importantes
-Primer reporte 2 de Octubre 2009
-Segundo Reporte 16 de Octubre 2009
-Tercer Reporte 30 de Octubre 2009
-Reporte Final 9-13 de noviembre
-Evaluaciones (Presentación de TT1) 16-27 de noviembre 2009
7.-PRESUPUESTO
A continuación se muestran los precios solo para una alternativa de solución a cada
problema.
Presupuesto para alternativa de solución: “Construcción de circuito monoestable”
Sistema ahorro de aire Precios
Temporizador $5.00
Transistor (etapa de potencia) $7.00
Electroválvula $880
Total $892 *Precios en pesos cotizados en Agosto 2009
Presupuesto para alternativa de solución: “Utilización de un filtro coalescente”
Obtención de aire seco Precio
Filtro Coalescente 3/4 NPT, 60 PCM,
Vaso 10 OZ.
$1913.6
Total $1913.6 *Precios en pesos cotizados en Agosto 2009

35
Presupuesto para alternativa de solución: “Entrega de tapas por banda transportadora”
Banda transportadora de tapas Precios
2 Rodillos $100
Banda transportadora $150
Motorreductor Metal Gearmotor 6 a 12 V
Torque máximo 12 kg-cm
$265
Barra de Nylamid de 1/2’’(2m) $300
Total $815 *Precios en pesos cotizados en Agosto 2009
Presupuesto: “Rediseño e implementación de control para ordenadora de tapas”
Rediseño e implementación de control
para ordenadora de tapas
Precios
Microcontrolador PIC (40 pines) $120
Componentes electrónicos varios $200
Total $320 *Precios en pesos cotizados en Agosto 2009
Presupuesto: “Implementación de cubierta sanitaria”
Implementación de cubierta sanitaria Precio
Lámina de Acrílico (240x180) 2 mm de espesor $950
Total $950
Presupuesto para alternativa de solución:” Adaptar sistema de rodamientos”
Ajuste de cabezal etiquetador Precios
Perfil Estructural (3m) $185
4 Rodamientos lineales $400
Soldadura (Electrodos) $70
Total $655 *Precios en pesos cotizados en Agosto 2009
Presupuesto para alternativa de solución:” Banda transportadora de botellas”
Banda transportadora de botellas Precios
2 Rodillos $275
Banda transportadora $288
Motorreductor Metal Gearmotor 6 a 12 V
Torque máximo 12 kg-cm
$265
Total $828 *Precios en pesos cotizados en Agosto 2009
Presupuesto:”Diseño y Construcción de control de etiquetadora de botellas”
Diseño y Construcción de control de
etiquetadora de botellas
Precios
Microcontrolador PIC (40 pines) $120
Componentes electrónicos varios $200
Gabinete para interfaz hombre-máquina $150
Total $470
36
*Precios en pesos cotizados en Agosto 2009
Puesta a punto de una
etiquetadora de botellas y
ordenadora de tapas
Total=$6,843.6
8.-REFERENCIAS
[1]- Mechatronics : electronics in products and processes Autor: D.A. Bradley
[2]-En línea
http://www.emusifyingmixer.es/5-automatic-filling-line.html
[3]-Trabajo Terminal 1- “Dispositivo Orientador-Alimentador Automático de Tapas de
Rosca”
Autores: Cruz López Rogelio
Salas Albarrán Oscar
Páginas 26-44
[4]-Trabajo Terminal 1-“Etiquetadora Automática Envolvente”.
Autores: Cándido Ortiz Santiago
Carlos Manuel Serrato Moreno
Fernando Alejandro Zúñiga Pérez
Páginas 18-30
[5]-En línea
http://medicionesindustriales-velandia.blogspot.com/2008/07/sensores-
fotoelctricos.html [6]-En línea
http://www.idimafiltros.net/?page_id=13 [7]-En línea
http://ecosystems.tripod.com/COALESCER.HTML [8]-En línea
http://www.mytisa.com.mx/aire01.php
[9]-En línea
http://www.sapiensman.com/neumatica/neumatica5.htm
[10]-En línea
http://www.canadianpuregas.com/commS.htm
[11]-En línea
http://www.beko.de/17.0.html?no_cache=1&L=3
Presupuesto
1.-http://www.agelectronica.com/inicio.htm
2.- http://inncomextore.com/mystore/esp/catalogo.php?id=32
3.-http://www.piisa.com.mx/
4.- http://www.bandas.com.mx/plylon.htm
5.- http://www.robodacta.com.mx/activacioncart-subcats.asp?CategoriaID=24 6.-http://www.distribuidorademetalestultitlan.com/html/modelos.php?id_linea=18 7.- http://www.metalesdiaz.com.mx/ 8.- http://www.arellanobandas.com.mx/?gclid=CMK06siMkJUCFQJvswodEAglhA 9.- http://www.laminadeacrilico.com.mx/gpage19.html

37
9.-PARTICIPANTES Y FIRMAS DE LOS MISMOS
Alumnos Asesores
Espinosa Vega Carlos Emmanuel M. en C. Víctor Darío Cuervo Pinto
Reséndiz Aquino Alejandro Jesús M. en C. Juan Roberto Rodríguez Bello
DATOS GENERALES DE LOS ALUMNOS
Nombre: Espinosa Vega Carlos Emmanuel
Domicilio Particular: Norte 76-A #6229 Col. Gertrudis Sánchez 1ª secc.
Delegación: Gustavo A. Madero
México, D.F CP 07830
Teléfono Particular: 57514817
Teléfono Móvil: 5532275361
Nombre: Reséndiz Aquino Alejandro Jesús
Domicilio Particular: C. Valle de Bravo #265 Col Porfirio Díaz Cd Nezahualcóyotl
Edo de México CP 57520
Teléfono Particular: 57934926 o 57930907
Teléfono Móvil: 5522489181
M. en C. VÍCTOR DARÍO CUERVO PINTO
Información personal Estado civil: Soltero.
Nacionalidad: Mexicana.
Edad: 28 años.
Lugar de nacimiento: Ciudad de México.
Objetivo Desarrollo profesional y personal dentro de las áreas afines a la
Ingeniería en Mecatrónica.
Educación ► Centro de Investigación y de Estudios Avanzados del IPN
(CINVESTAV, IPN).
Ciudad de México. 2003-2006.
Maestro en Ciencias en Ingeniería Eléctrica, opción Mecatrónica.

38
► Unidad Profesional Interdisciplinaria de Ingeniería y
Tecnologías Avanzadas (UPIITA, IPN).
Ciudad de México. 1998-2003.
Ingeniero en Mecatrónica.
► Centro de Capacitación en Informática.
Comitán de Domínguez, Chiapas. 1996-1997.
Técnico Programador de Computadoras.
► Centro de Bachillerato Tecnológico Industrial y de Servicios
No. 108. (CBTis 108).
Comitán de Domínguez, Chiapas. 1995-2003.
Técnico en Electromecánica.
Diplomados “Diplomado 2008, Formación y Actualización Docente para un Nuevo
Modelo Educativo”. Instituto Politécnico Nacional, sede UPIITA. 60%
cursado.
“Metodología para la reestructuración de un plan de estudios a
partir de la actualización profesional”. UPIITA, IPN. 80% cursado.
Ciudad de México.
Idiomas “Nivel 16 (avanzado, 100%) de inglés”. Interlingua. Ciudad de
México.
“Nivel Avanzado 2 de inglés”. ESCA Tepepan, IPN. Ciudad de
México.
“Niveles completados del American English Course”. Comitán de
Domínguez, Chiapas, México.
Cursos de la Maestría
Robótica Móvil.
Electrónica de Potencia.
Teoría de Control.
Teoría de Control no lineal.
Sensores y Actuadores.
Programación en Tiempo Real.
Arquitectura de Computadoras.
Sistemas de Eventos Discretos.
Elementos Mecánicos.
Modelado y Simulación de Sistemas Mecatrónicos
CAD, CAM, CAE.
Matemáticas.
Otros Cursos Programación en PLCs Nivel Intermedio. UPIITA, IPN.
39
Noviembre a diciembre de 2006. Ciudad de México.
Lab View. UPIITA, IPN. Octubre 2006. Ciudad de México.
Programación de Microcontroladores AVR. UPIITA, IPN. Ciudad
de México.
Novena Conferencia de Ingeniería Eléctrica. Ciudad de México.
Participación como ponente en el 7º Congreso Mexicano de Robótica.
Universidad Panamericana. Ciudad de México.
Formación Docente. Centro Cultural Universitario Justo Sierra. Ciudad
de México.
Taller de Aplicaciones del Análisis del movimiento humano en
Clínica, Rehabilitación e Investigación. CIE 2003. Ciudad de México.
Experiencia Detección y clasificación de fallas por medio de análisis ondicular en
un motor a pasos eléctrico bajo una estrategia de control en lazo
cerrado. CINVESTAV, IPN. Ciudad de México, 2006
Diseño y construcción de un sistema de elevación de respaldo y
descansapiés de una silla de ruedas para pacientes cuadripléjicos.
(UPIITA, IPN. Ciudad de México. 2003.
Integrante de la Academia de Mecatrónica en la carrera de Ingeniería
en Mecatrónica. UPIITA, IPN. 2006 a la fecha.
Docencia a nivel licenciatura en la carrera de Ingeniería en
Mecatrónica. UPIITA, IPN. 2006 a la fecha.
a) Diseño y Construcción de Dispositivos Mecatrónicos.
b) Control de Máquinas Eléctricas.
c) Trabajo Terminal I
Jefe de Materia en cursos de la Academia de Mecatrónica, UPIITA,
IPN. 2006-2008.
a) Diseño y Construcción de Dispositivos Mecatrónicos.
b) Control de Máquinas Eléctricas.
Docencia a nivel licenciatura. Universidad Justo Sierra. Unidades
Acueducto, Cien Metros y Escuela de Ingeniería. Ciudad de
México. En las carreras de:
a) Ingeniería en Sistemas y Telemática.
b) Licenciatura en Informática Administrativa.
c) Ingeniería en Sistemas Computacionales.
Formación Docente. Varias etapas:
a) Selección de Contenidos.
b) Planeación de la Enseñanza.
c) Tutorías y materiales de apoyo para la educación.
d) Estrategias para el trabajo con equipos.

40
Universidad Justo Sierra. Unidades Acueducto y Cien Metros.
Ciudad de México.
Colaboración en el diseño curricular de la Carrera de Ingeniería en
Mecatrónica. Universidad Justo Sierra. Unidad Cien Metros.
Ciudad de México.
Revisión de planes de estudio. Universidad Tecnológica de México,
(UNITEC). Campi Cuitláhuac y Atizapán. Periodos agosto 2007,
noviembre 2007, diciembre 2007, marzo 2008, abril 2008.
Servicio Social a nivel Licenciatura en el Taller de Máquinas
Herramienta. UPIITA, IPN. Ciudad de México.
Docencia a través del programa SEDENA-SEP-INEA. Servicio
Militar Nacional. Educación Secundaria. Comitán, Chiapas,
México.
Asesor de Tesis
a) Diseño y construcción de una máquina tribológica con la
configuración perno sobre disco. UPIITA, IPN. 2007.
b) Diseño y construcción de una minifresadora de CNC. UPIITA,
IPN. 2007.
c) Diseño y construcción de una dosificadora y envasadora de
polvos veterinarios. UPIITA, IPN. 2007 a la fecha.
d) Diseño y construcción de una dosificadora y envasadora de
líquidos ingeribles de uso veterinario. UPIITA, IPN. 2008.
e) Diseño y construcción de una estructura flexible para silla de
ruedas. UPIITA, IPN. 2008.
f) Diseño y construcción de una enroscadora de tapones
automática. UPIITA, IPN. 2009.
g) Diseño y construcción de una ordenadora de tapas de rosca
automática. UPIITA, IPN. 2009.
h) Diseño y construcción de un mezclador automático de polvos
farmacéuticos. UPIITA, IPN. 2009.
i) Diseño y construcción de una etiquetadora de botellas
farmacéuticas. UPIITA, IPN. 2009.
Esparcimiento Campismo, natación, fotografía, lectura.
41
M. en C. Juan Roberto Rodríguez Bello
Información personal Fecha de nacimiento: 12 de septiembre de 1970
Estado civil: Soltero.
Lugar de nacimiento: México D.F.
Domicilio: Tlalnepantla No 10 Esq. Querétaro.
Col. Jardines de Morelos 5ª secc.
C.P. 55070 Ecatepec de Morelos, Edo. Mex.
Teléfono: 58-39-44-15 y 51-48-48-69
R.F.C: ROBJ700912-AC7
CURP: ROBJ700912HDFDLNOO
Cartilla S.M.N= B-7117488
Cédula profesional: 2094828
Educación Primaria
- Escuela Primaria Estatal Siervo de la Nación Clave 1537826
Ecatepec, Estado de México. 1976-1982.
Secundaria
-Escuela Secundaria Federal Lázaro Cárdenas
Ecatepec, Estado de México. 1982-1985.
Bachillerato
- Centro de Estudios Científicos y Tecnológicos Wilfrido Massieu.
México D.F. 1985-1988.
Técnico Mecánico.
Licenciatura
-Escuela Superior de Ingeniería Mecánica y Eléctrica, Unidad
Profesional Azcapotzalco.
México D.F. 1988-1993.
Ingeniero Mecánico.
Postgrado
-Sección de Estudios de Posgrado e Investigación, Escuela
Superior de Ingeniería Mecánica y eléctrica, Unidad Profesional
Adolfo López Mateos.

42
Cursos -Introducción a las microcomputadoras
UPIICSA, México D.F.
-AUTOCAD versión 12 y 13 en 2 y 3 dimensiones.
ESIME Azcapotzalco, México D.F. Febrero 1995
-Introducción al elemento finito “COSMOS” GEOSTAR.
ESIME Azcapotzalco, México D.F. Del 9 al 19 de Diciembre de 1996
-Curso de Planeación Didáctica
Centro Universitario Hispanoamericano Plante Coacalco.
Del 19 al 23 de Agosto de 1996.
-Curso de Mechanical Desktop v.3.0.
Centro de Investigación en Computación.
Del 17 al 21 de Mayo de 1999.
Servicio Social y
Prácticas Profesionales
-Colaborador en el proyecto de Desarrollo Tecnológico:
Diseño y Construcción de Cabezales de Manufactura Flexible, de la
Academia de Proyecto Mecánico, como Calculista.
Escuela Superior de Ingeniería Mecánica y Eléctrica, México D.F.
Cursos Impartidos Como expositor del curso de actualización “Curso básico en
dos dimensiones AUTOCAD R14” .Registro
CANS1149/2000
Del 5 al 18 de enero de 2000.
Cuso Intersemestral de actualización para profesores de dibujo
asistido por computadora en tres dimensiones con aplicación
industrial, en AUTOCAD R14, Registro CANS91497.
Intersemestral Agosto de 1997.
Como expositor del Curso de actualización: “Curso Básico en
tres dimensiones de dibujo técnico mecánico asistido por
computadora”. Registro CANS91497/02/98.
Del 23 de Enero al 6 de Febrero de 1998.
Como expositor del curso de actualización: “Dibujo técnico
asistido por computadora en tres dimensiones con aplicación
industrial en AUTOCAD R14”. Registro CANS1149/2000.
Del 19 al 30 de Junio de 2000.
Como expositor del curso de actualización “Curso avanzado de
modelado paramétrico en tres dimensiones asistido por
computadora con aplicación industrial Mechanical Desktop
3.0”. Registro CANS1191/2000.
Del 8 al 23 de Enero del 2001.
Experiencia en la -Industrias LUGARTGH S.A. DE C.V.
43
Industria Cargo de Ingeniero Mecánico en Diseño de carrocerías para camiones
de volteo, contenedores y cajas de transporte en general.
Jefe inmediato: ING. Gerardo Cajiga Nava.
De Mayo a Julio de 1994.
Experiencia en
docencia
-En la Academia de Proyecto Mecánico en las asignaturas de Proyecto
Mecánico I, II y III. Resistencia de materiales II y III, Dibujo Técnico
y Dibujo por computadora.
Escuela Superior de Ingeniería Mecánica y Eléctrica.1 de Marzo de
1995.
-Cursos propedéuticos de matemáticas y física para alumnos de nuevo
ingreso en el tecnológico de estudios superiores de Ecatepec.
Del 8 al 28 de Febrero de 1995.
-Centro Universitario Hispanoamericano Unidad Coacalco.
Asignatura de: Dibujo Técnico Tradicional y por computadora y
cinemática.
Del 28 de Agosto de 1996 al 28 de Agosto de 1997.
Campo de dominio en
la Ingeniería Mecánica Diseño mecánico de transmisiones de potencia (engranes, poleas,
árboles de transmisión, etc.) y elementos estáticos (vigas,
columnas, cálculo de soldadura, remaches, etc.), resistencia de
materiales, dibujo asistido por computadora en 2D y 3D y
modelado paramétrico en 3D.

44
FIRMAS
Alumnos
__________________________ __________________________
Espinosa Vega Carlos Emmanuel Reséndiz Aquino Alejandro Jesús
Asesores
____________________________ ______________________________
M. en C. Víctor Darío Cuervo Pinto M. en C. Juan Roberto Rodríguez Bello