Resumen PDF Resumen PDF Resumen PDF Resumen PDF Resumen PDF Resumen PDF Resumen PDF
Upload
joan-camilo-povedaCategory
view
213download
1description

Resumen Una amplia variedad de fluidos de corte están disponibles
comercialmente en el
corte proveedores de fluidos con el fin de proporcionar el mecanizado de
actuaciones para un número
de industrias. En el mecanizado, mineral, sintético y fluidos de corte semi-
sintéticos
son ampliamente utilizados pero, recientemente, usos de los fluidos de corte de
vegetales basados han sido
aumentado. Aunque, estos fluidos de corte son beneficiosos en las industrias, sus
usos
están siendo cuestionados en la actualidad en lo que respecta a los problemas de
salud y ambientales.
Fluidos de corte están contaminados con partículas metálicas y productos de
degradación
que disminuye la eficacia de los fluidos de corte. Para minimizar el ambiente
adverso
efectos ambientales asociados con el uso de fluidos de corte, la compo-
peligrosos
nentes de sus formulaciones tienen que ser eliminado o reducido a la aceptable
nivel. Además, fluidos de corte minerales a base van a ser reemplazados por
vegetación
Tabla basada fluidos de corte, ya que son el medio ambiente. Hoy a dismi-
ish los efectos negativos asociados con fluidos de corte, los investigadores han
desarrollado
nuevos bio basada fluidos de corte de diversos aceites vegetales. Este capítulo
tiene también
centrado en el mecanizado consciente del medio ambiente, tales como el corte en
seco, mecanizado
con lubricante cantidad mínima y especialmente mecanizado con base vegetal
fluidos de corte que incluye otros tipos de fluidos de corte. Literaturas asociado
con
tipos de fluidos de corte también se han presentado en este capítulo.
1. Introducción El uso de lubricantes en las operaciones de corte de metal es relativamente
reciente en comparación
para el uso de grasas para engrasar las ruedas de los carros que se remontan a los
tiempos de la antigua
Egipcios. El uso generalizado de los fluidos de corte coincidió con la revocación
industrial
lución a finales del siglo XVIII. Los aceites minerales se utilizaban ampliamente
como

Mecanizado ecológico:
Vegetales base Fluidos de Corte JP Davim (ed.), Procesos de Manufactura Verde y Sistemas, materiales que
forman,
Mecanizado y Tribología, DOI: 10.1007 / 978-3-642-33792-5_2,
© Springer-Verlag Berlin Heidelberg 2013
Emel Kuram, Babur Ozcelik y Erhan Demirbas E. Kuram · B. Ozcelik (*)
Departamento de Ingeniería Mecánica, Gebze Institute of Technology,
41400 Gebze-Kocaeli, Turquía
e-mail: [email protected]
E. Demirbas
Departamento de Química, Gebze Institute of Technology, 41400 Gebze-
Kocaeli, Turquía
Página 2
24
E. Kuram et al.
fluidos de corte en la zona de mecanizado por la mitad del siglo XIX. En 1868,
WH
Northcott observó que el uso de fluidos de corte mejorado vida de la
herramienta. En 1883, Taylor
utilizado agua en el mecanizado y demostrado la importancia del agua como de
corte
fluido y observó que las velocidades de corte se podría aumentar en un 30-40%
mediante el uso de
agua.
El objetivo principal de todas las operaciones de mecanizado es obtener para
reducir los costes de mecanizado
mediante la mejora de la calidad y la productividad. Este objetivo se puede lograr
mediante mecanizado
ción a la velocidad de corte más alta con una larga vida de la herramienta, una
parte menor cantidad rechaza (chatarra)
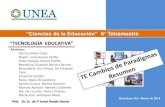
y el tiempo de inactividad mínimo. En el mecanizado, una gran cantidad de
parámetros que afectan el corte
actuaciones se muestran en una espina de pescado (causa y efecto) diagrama
(Fig. 1). Algunos
operaciones de mecanizado pueden llevarse a cabo "en seco", pero los fluidos de
corte se han utilizado
extensivamente y jugar un papel importante en las áreas de mecanizado. Los
fluidos de corte afectan a la

productividad de las operaciones de mecanizado, vida de la herramienta, la
calidad de la pieza de trabajo y prevenir
la herramienta de corte y la máquina de sobrecalentamiento también. La correcta
aplicación
de fluido de corte proporciona velocidades de corte más altas y mayores
velocidades de avance posible. En
en general, un fluido de corte con éxito no sólo debe mejorar el proceso de
mecanizado
rendimiento, sino también cumplir una serie de requisitos que no son tóxicos, no-
perjudicial para la salud de los operadores, no un peligro de incendio, no fume ni
la niebla en el uso y el costo
Menos. Uno de los inconvenientes del uso de fluidos de corte es la eliminación
de residuos después de estar
utilizado.
Fluidos de corte a base de minerales tienen un precio razonable por lo que se
utilizan ampliamente
en la zona de mecanizado. Pero los seres humanos se enfrentaron con aceite
mineral que era un
recurso limitado debido a la crisis del petróleo de 1979 y 1983. El aceite mineral
tiene también pobres
por lo tanto la biodegradabilidad induce el potencial de contaminación a largo
plazo del ambiente
ronment. Por otra parte, la disponibilidad de aceite mineral es altamente
dependiente de político
consideraciones cal. Por lo tanto, los depósitos existentes no garantizan a
nosotros para el
MECANIZADO
ACTUACIÓN
(Vida de la herramienta, superficie
calidad, etc.)
Fluidos de corte
Pieza de trabajo
Herramienta para cortar
Condiciones de mecanizado
Herramienta de máquina
Teniendo
Sujeción
Tipo de portaherramientas
Sin
Rigidez
Poder

Rigidez
Arriba o abajo fresado
Pasar por encima (para fresado)
Profundidad de corte
Avance
Velocidad cortante
Nariz o en la esquina de radio
Ángulos (relieve, rastrillo, etc.)
Número de laúdes
Longitud de la herramienta
Diámetro de la herramienta o el tamaño
Recubrimiento de herramientas
Dureza
Material de corte
tamaño
Dureza
Material
Caudal y presión
Cantidad de aplicaciones
Método de aplicación
Viscosidad
Escribe
Fig. 1 Efecto de parámetros de mecanizado en el rendimiento
Página 3
25
Mecanizado ecológico: a base de verduras Fluidos de Corte
disponibilidad de aceite mineral en el futuro [1]. La demanda para el corte
biodegradables
fluidos ha aumentado con el uso de fluidos de corte a base de vegetales como una
alternativa
tiva a los fluidos de corte minerales a base. Aceites base minerales son limitados
y de manera constante
la disminución de los recursos, mientras que los aceites vegetales son sostenibles.
2 Fluido de corte Clasificaciones de los fluidos de corte son esenciales para entender mejor desde
hoy
una variedad de fluidos de corte son ampliamente disponible en el mundo. Según
químico
formulaciones, fluidos de corte se clasifican en cuatro categorías: aceites de
corte, soluble

aceites (aceites emulsionados, emulsiones), (químicos) fluidos sintéticos, semi-
sintéticos (semi-
químicas) fluidos. Aceites nombradas como aceite puro o aceite de corte recto de
corte se forman
aceite derivado del petróleo, de origen animal o vegetal. Aceites de corte
utilizados sin
dilución adicional en metálico procesos de corte tienen buenas propiedades de
lubricación, pobres
propiedades de refrigeración y el riesgo aumenta fuego. También pueden crear
una neblina o humo
perjudiciales para la salud del operador. El uso de aceites de corte se limita a la
baja temperatura
tura y baja velocidad de corte de operaciones.
Aceites emulsionadas son una suspensión de gotitas de aceite en agua. Este
fluido de corte es
hecho mediante la mezcla de aceite con el agente (s) emulsionante para mejorar
la estabilidad de la
emulsión en agua. Las composiciones generales de agua fluidos de corte basados
son tan
de la siguiente manera:
Los emulsionantes tienen la función de dispersar el aceite en agua con el fin de
hacer una
emulsión estable de aceite en agua. Rao y Srikant [2] declararon que la
conductividad térmica,
viscosidad cinemática y el pH aumentó con un aumento en el contenido de
emulsionante
mientras que los puntos de inflamación y combustión disminuyeron con un
aumento en la cantidad de emulsificación
fier. En el giro de AISI 1040 decrementos de acero de las fuerzas de corte,
rugosidad de la superficie
y desgaste de la herramienta con un aumento en el contenido de emulsionante se
encontraron por Srikant
et al. [ 3 ]. Tasas de transferencia de calor más altos, mayor dureza y menor
rugosidad de la superficie
se observaron en fluidos de corte con mayor tasa de contenido de
emulsionante [4].
Base de aceite + emulsionables f ier + Otros aditivos
Aceite base {aceite mineral
aceite vegetal
Otros aditivos

Agentes de neutralización
Los inhibidores de corrosión y herrumbre
Aditivos lubricantes (aditivos antidesgaste y EP)
Biocidies y ungicides f
Inhibidores de la espuma
Página 4
26
E. Kuram et al.
El concentrado de fluidos de corte debe ser estable sin separar durante un mínimo
de seis meses de almacenamiento y estabilidad de la emulsión es la propiedad
más crítica de soluble
aceites. La presencia de agua en emulsiones induce la oxidación, el crecimiento
bacteriano y evaporación
pérdidas de racionamiento. Aditivos de azufre, cloro y químicos a base de fósforo
conocidos
como de extrema presión (EP) aditivos se utilizan en condiciones de extrema
presión. EP
aditivos forman capa de lubricante sólido entre el fluido de corte y la superficie
de metal por
reaccion quimica. Esta película posee resistencia al corte bajo y buen anti-
soldadura Propie-
propie- tan aditivos EP puede reducir la fricción y el desgaste de manera
efectiva. Las emulsiones tienen
algunas ventajas:
• Reducción de calor permite mayores velocidades de corte en el mecanizado.
• dilución con agua para reducir el costo.

• no hay peligro de fuego y una menor tasa de nebulización de aceite.
Uno de los inconvenientes asociados con las emulsiones es hongos y bacterias
crecimiento que aumenta riesgos de salud y disminuye la vida útil de corte
fluidos ting. La presencia de bacterias en el fluido de corte puede causar
separación en el
emulsiones. Como resultado, la capacidad de lubricación refrigerante es
degradada por la bacte-
ria. Por otra parte, el pH del líquido refrigerante puede ayudar a reducir la
corrosión de la pieza de trabajo y
máquina herramienta, e influye en la actividad microbiana [5]. Germicida y
bactericida
aditivos se añaden a las emulsiones para controlar el crecimiento de bacterias.
Con el fin de controlar el crecimiento de bacterias en fluidos de corte, aditivos
químicos son sario
nece- pero son peligrosos para el medio ambiente y la salud de los operadores
[ 5 ].
Los antimicrobianos y biocidas se utilizan para mantener la eficiencia de los
fluidos de corte
en lugar de proteger a los operadores. Formaldehído biocidas que liberan son
poten-
cial cancerígeno. Algunos de los lubricantes en los fluidos de corte se considera
peli-
grosos para el medio ambiente y la salud [ 6], como la presión extrema clorada
aditivos.
Fluidos de corte sintéticos y semisintéticos se mencionan en la Sección. 2.2 .
Ventajas y desventajas de los diferentes tipos de fluidos de corte se presentan en
Tabla 1 .
Los fluidos de corte se aplican a la zona de corte para mejorar el corte
actuación. La función principal de fluido de corte es reducir generación de
temperatura
ated a reducir interfaz de la herramienta / pieza de trabajo. La dureza y la
resistencia a la abrasión
herramientas de corte se reducen a alta temperatura. Temperaturas generado
durante
mecanizado afecta a la desgaste de la herramienta. Así la reducción de esta
temperatura causará
extender la vida de la herramienta. Fluidos de corte también enfriar la pieza de
trabajo, evitando así su última
dimensiones. Refrigeración fluidos de corte 'de la función de la pieza es muy
importante especial-

cialmente en las operaciones de molienda. La capacidad de reducción de las
temperaturas de un fluido de corte
durante el mecanizado depende de sus propiedades térmicas de calor específico y
especial
conductividad térmica. La otra función de fluido de corte es la
lubricación. Lubricación
efecto de los fluidos de corte minimiza la cantidad de calor generado por la
fricción. Cortar
fluidos con alta capacidad de lubricante generalmente se utilizan en el
mecanizado de baja velocidad,
como el corte de rosca, brochado y corte de engranajes y en materiales difíciles
de cortar,
mientras que los fluidos de corte con alta capacidad de refrigeración se utilizan
generalmente en alta velocidad
mecanizado [7].
Página 5
27
Mecanizado ecológico: a base de verduras Fluidos de Corte
Efecto de enfriamiento se puede hacer mejor por el agua con bajo costo pero su
Propie- lubricación
propie- son muy bajos. El agua posee alto calor específico y conductividad
térmica
y esta es la razón por la cual se usa agua como la base en fluidos de
corte. Además,
el agua es barata, suministrado con facilidad y su baja viscosidad proporciona
que fluya a alta
tasas. Sin embargo, causa algo de corrosión en los metales ferrosos y esto puede
ser dismi-
ISHED con inhibidores de la corrosión.
Los fluidos de corte consisten en aceite de base (s), emulsionantes, inhibidores de
corrosión, lubri-
ing, anti-desgaste y aditivos de alta presión, agentes neutralizantes, biocidas,
fungicida
cidas, inhibidores de espuma y agentes estabilizantes para obtener propiedades
favorables y a
disminuir los efectos nocivos.
Los aditivos químicos utilizados para formular fluidos de corte proporcionan
diversas fun-
ciones tales como emulsificación, inhibición de la corrosión, lubricación, control
microbiano,

antiespumante, dispersantes y humectantes. La mayoría de los aditivos utilizados
son químicamente orgánica
CAL que se aniónico o no iónico a cargo y la mayoría de los aditivos son
líquidos
con el fin de mezclar fácil. Algunos de los tipos de aditivos químicos utilizados
son ácidos grasos,
ésteres, sulfonatos, jabones, parafinas cloradas y aceites grasos.
Fluidos de corte también quitar fichas de interfaz de la herramienta / pieza de
trabajo para evitar que un
superficie acabada. Especialmente a velocidades de corte más altas y velocidades
de avance, una mayor cantidad
de los chips se generan en el mecanizado. Por lo tanto la eliminación de las
virutas del área de corte
en estas situaciones es función muy importante de los fluidos de corte. El fluido
de corte
Tabla 1 Ventajas y desventajas de los fluidos de corte
Aceites Straight
Emulsoles
Semi-sintéticos
Sintéticos
Ventajas
Excelente lubricidad
Buena lubricidad
Buena refrigeración
Excelente refrigeración
Excelente óxido
control
Buena refrigeración
Un buen control de la roya
Excelente microbiana
control
Bueno microbiana
control
No es inflamable,
de no fumadores
Buena corrosión
control
Nebulización Reducido
y formación de espuma
problemas
Desventajas

Bajo refrigeración
Control de la roya
problemas
Espuma fácilmente
La mala lubricación
Peligro de incendio
El crecimiento bacteriano
La estabilidad se ve afectada
por la dureza del agua
Contaminada fácilmente
por otra máquina
fluidos
Crear una niebla
ni fumar
La evaporación
pérdidas
Contaminada fácilmente
por otra máquina
fluidos
Limitado a baja velocidad
y corte pesado
operaciones
Página 6
28
E. Kuram et al.
capacidad de lavado de distancia de las fichas de la zona de corte depende
principalmente
su tasa de viscosidad y flujo. La viscosidad es la resistencia al flujo de petróleo y
se ve afectada
inversamente por la temperatura. La tendencia de la viscosidad del aceite con la
temperatura
cambios se denomina índice de viscosidad (VI). Un bajo VI significa un cambio
relativamente grande
de la viscosidad con cambios de temperatura. En otras palabras, el aceite se
vuelve extremadamente
delgada a altas temperaturas y muy grueso a bajas temperaturas. Un alto VI
medios relativamente poco cambio en la viscosidad en un amplio rango de
temperaturas.
Los fluidos de corte reducen la adherencia de la pieza de trabajo a la herramienta
de corte (reducen

para formar el borde acumulado (BUE) con la herramienta de corte), proteger la
pieza de trabajo y
las superficies de corte de la herramienta de la corrosión y reducir la potencia
requerida para la máquina
(disminuye la fricción). Esta muestra tanto el ahorro de energía y menos
generación de calor. Si
se genera menos calor durante el mecanizado, duración de la herramienta de las
herramientas de corte es más largo y
se mejora la integridad superficie de la pieza de trabajo. En general, el proceso de
mecanizado se
tienden a ser más estable.
Fluidos de corte deben tener las siguientes propiedades para cumplir con sus
funciones
correctamente:
• Propiedades buenos lubricantes
• Alta capacidad de refrigeración
• Baja viscosidad para proporcionar el libre flujo de fluido de corte
• Químicamente estable
• No es corrosivo
• Alto punto de inflamación para reducir los riesgos de incendio
• alérgicos
• Menos evaporativo
• Bajo costo
La selección de fluido de corte apropiado es muy importante, ya que podría
afectar
rendimiento de mecanizado (vida de la herramienta, las fuerzas de corte,
rugosidad de la superficie, con- poder
consumo, etc.) y la selección depende de algunos parámetros como la pieza de
trabajo
material utilizado, cortando material de la herramienta y el tipo de proceso de
mecanizado. Por ejemplo,
fluidos de corte que contienen aditivos de azufre y cloro no deben ser utilizados
con
aleaciones de titanio y níquel-basado, respectivamente. Fluidos de corte con alta
lubricidad
capacidad se utiliza generalmente en el mecanizado de baja velocidad como el
corte de rosca, broach-
ción y corte de engranajes y en materiales difíciles de cortar, mientras que los
fluidos de corte con
alta capacidad de refrigeración se utiliza generalmente en el mecanizado de alta
velocidad.

2.1 mineral a base Fluidos de Corte Fluidos de corte a base de minerales consisten en aceites extraídos de
petróleo. Los aceites minerales
son hidrocarburos y sus propiedades de base en la longitud de la cadena, la
estructura y refinación
nivel ing. Dos tipos de aceite mineral se utilizan en fluidos de corte de metal:
parafínicos y
nafténicos. Los aceites parafínicos consisten en largas cadenas lineales de
hidrógeno y carbono
Página 7
29
Mecanizado ecológico: a base de verduras Fluidos de Corte
átomos. Aceites nafténicos se comportan de manera diferente a partir de aceites
parafínicos debido al molecu-
estructura lar con hidrocarburos anillos. El aceite mineral tiene una pobre
biodegradabilidad por lo tanto
induce el potencial de contaminación a largo plazo del medio ambiente. A base
de aceite mineral
es también una limitada y cada vez menor de recursos.
2.2 Fluidos de corte semi-sintéticos y sintéticos Fluidos de corte sintéticos y semisintéticos se mezclan con agua y variable
agentes químicos sas. Estos agentes se agregan para la prevención de la
oxidación, lubricación y
reducción de la tensión superficial. Fluidos de corte sintéticos tienen buena
propie- refrigerante
lazos, pero sus propiedades lubricantes son menos que los otros tipos de fluidos
de corte. Desde
fluidos de corte sintéticos son transparentes, ayudan al operador controlar la
proceso de mecanizado. Fluidos de corte sintéticos son generalmente más
resistentes a la biológicos
ataque de cal que las emulsiones. Fluidos de corte semi-sintéticos son
combinaciones de sincronización
tético fluidos de corte y emulsiones. Fluidos de corte semi-sintéticos contienen
menos aceite
(Aceite de 30.02%), mientras que los fluidos de corte sintéticos no contienen
aceite.
2.3 vegetales a base de Fluidos de Corte Los aceites vegetales se componen de triacilglicéridos (triglicéridos) que son
glicerol moles

ecules con tres ácidos grasos de cadena larga unidos a los grupos hidroxilo a
través de éster
vínculos. Los ácidos grasos en los triglicéridos de aceites vegetales son de
longitud similar,
entre 14 y 22 carbonos de longitud. Sin embargo, sus niveles de insaturación
varían. El triglyc-
eRide estructura de aceites vegetales proporciona propiedades deseables de
lubricante. Largo,
cadenas de ácidos grasos polares proporcionan películas lubricantes de alta
resistencia que interactúan fuertemente
con superficies metálicas y reduce tanto fricción y el desgaste [8]. Los aceites
vegetales tienen
un índice de viscosidad más alta. Sin embargo la estabilidad, térmica ya la
oxidación de aceites vegetales
se limitan [ 9 ]. Los aceites vegetales se desempeñan mejor que los demás aceites
y las razones son
se describe como sigue:
• Los aceites vegetales tienen buenas propiedades de lubricidad. El propie-
altamente lubricante
son posibles lazos de aceite vegetal por la composición fundamental de la
moléculas de aceite vegetal, así como la estructura química del propio aceite. Su
propiedades son el resultado directo de las moléculas inteligentes del aceite
vegetal. Estas
moléculas son largas, pesadas y dipolar en la naturaleza; es decir, los extremos de
la moles
ecules han cargas eléctricas opuestas [10 ]. Aceites vegetales llevan ligera polar
cobrar, pero los aceites minerales no tienen costo alguno. Esta carga polar atrae
el vegetal
molécula de aceite a una superficie metálica como pequeños imanes; por lo tanto,
los aceites vegetales
adherirse a una superficie de metal con más fuerza que los aceites minerales [ 10,
11]. Denso, homo
alineación geneous de moléculas de aceite vegetal crea una gruesa, fuerte y
duración
capa de película ble de lubricante. Esta película lubricante da el aceite vegetal un
mayor
Página 8
30
E. Kuram et al.

capacidad de absorción de presión. En contraste, las moléculas de los aceites
minerales se intrin-
sically no polar. Ellos forman una alineación aleatoria a lo largo de una superficie
de metal, el cual
proporciona una capa más débil de la lubricación [ 10]. En consecuencia, los
aceites vegetales hacen una
mejor lubricante [11 ].
• Los aceites vegetales tienen un punto de inflamación superior, que reducen la
formación de humo y fuego
peligro [10 , 11]. Valor de punto de inflamación superior permite utilizar el
fluido de corte de alta
condiciones de temperatura.
• La viscosidad es otra propiedad aceite que tiene un efecto importante en el
mecanizado pro-
productividad [ 10]. Los aceites vegetales tienen una alta viscosidad natural como
el mecanizado
la temperatura aumenta. La viscosidad de los aceites vegetales cae más
lentamente que
la de los aceites minerales. A medida que la temperatura desciende, aceites
vegetales siguen siendo más fluida
que los aceites minerales, lo que facilita el drenaje más rápido de virutas y de
piezas de trabajo. los
mayor índice de viscosidad de los aceites vegetales se asegura de que los aceites
vegetales proporcionarán
lubricidad más estable en todo el rango de temperatura de funcionamiento [11 ].
• moléculas de aceite vegetal son bastante homogéneos en tamaño, pero el aceite
mineral en moles
cules varían en tamaño. En consecuencia, las propiedades del aceite mineral tales
como la viscosidad,
la temperatura de ebullición son más susceptibles a la variación [10 ].
• El aceite vegetal tiene mayor punto de ebullición y un mayor peso molecular y
este
resulta en una menor pérdida de vaporización y nebulización [12 ].
3 Aspectos ambientales de Fluidos de corte El uso de fluidos de corte repetidamente en el tiempo induce cambios químicos
de corte
fluidos. Estos cambios se deben a los efectos ambientales, la contaminación de
virutas de metal y aceite entrampado. El crecimiento de bacterias y la levadura
convierte ambiental
Tal peligro y también afecta negativamente a la eficacia de los fluidos de
corte. Cortar

líquidos se degradan en calidad con el uso y el tiempo, y cuando pierden su
calidad de la
la eliminación de ellos es obligatorio. Eliminación de residuos de fluidos de corte
son caros y
afectar al medio ambiente negativamente.
El enfoque en los lubricantes se ha desplazado de la biodegradabilidad de
renovabilidad más
el año y debido al cambio en el pensamiento del medio ambiente de los seres
humanos [13 ].
Varios aspectos de un lubricante adecuado para el medio ambiente son los
siguientes [14 , 15]:
• Biodegradabilidad
• Toxicidad
• Renovación
• bioacumulabilidad y biomagnificación
• La evaluación del ciclo de vida (ACV)
• Ahorro de energía y economía de combustible
La biodegradabilidad es la degradación por la acción de microorganismos [15 ].
Compatibilidad medioambiental de fluidos de corte se determina sobre todo con
biodeg-
radability [ 16]. Alves y Oliveira [17 ] Llevó a cabo un ensayo de
biodegradabilidad en la oscuridad
Página 9
31
Mecanizado ecológico: a base de verduras Fluidos de Corte
a 20-25 ° C durante 28 días para un nuevo fluido de corte a partir de aceite de
ricino. Este corte
fluido mostró altas tasas de degradación y en estas condiciones el aceite mineral
eran
degrada a 20-60%, por lo tanto el aceite mineral no fue considerado como
fácilmente biodegradable.
En otro trabajo, se encontró que el éster de colza y sintético a base de verduras
aceite de semilla tenido 100% biodegradable, mientras que el tipo limpio de
aceite de corte tenía un 20-30%
biodegradables [ 18]. La bioacumulación es una acumulación de la sustancia en
un organismo.
Biomagnificación es aumentar la concentración de la sustancia acumulada en el
cadena alimentaria [14 ]. Renovación es la cantidad relativa en cualquier
producto de la prima
material que se pueda volver a cultivar, reciclado o reutilizado [15 ].

Los fluidos de corte afectan la salud del operador negativamente en las
operaciones de mecanizado
que puede ser vaporizado, niebla atomizada y forma debido a la alta presión y
la temperatura. Esta partícula en el aire de fluidos de corte puede ser inhalado por
operación
res y causa problemas respiratorios leves, asma y varios tipos de cáncer
(esófago, estómago, páncreas, colon, etc.) [ 6 ]. Niebla, vapores, humo y olores
puede causar reacciones graves en la piel y problemas respiratorios. Cuando el
contacto físico
se produce con fluido de corte, problemas dermatológicos se ven en los
operadores. Cortar
líquidos también pueden influir negativamente en los componentes de máquina-
herramienta, que debe ser
limpiado para eliminar cualquier residuo de fluido de corte. Esta operación de
limpieza requiere Además
tiempo y costo cional. Base de agua y fluidos de baja viscosidad de corte pueden
ser preferidos
con el fin de facilitar la limpieza.
Fluidos de corte utilizados en la zona de mecanizado contienen químico nocivo
para el medio ambiente
sustancias cal. Estas sustancias tienen efecto negativo sobre el medio ambiente y
la salud humana. La mayoría de los fluidos de corte utilizados en el mecanizado
son de petróleo
origen y disposición de los fluidos de corte a base de petróleo causan
contaminación del agua
contaminaciones nación, aire y suelo. De corte en seco, mecanizado con cantidad
mínima
lubricante (MQL) y fluidos de corte a base de vegetales se cree como ambiental
consciente de mecanizado (Fig. 2 ).
4 Métodos de aplicación para Fluidos de corte Los fluidos de corte pueden aplicarse a una interfaz de herramienta de corte /
pieza de trabajo por algunos met
SAO como manual, las inundaciones y la aplicación de la niebla. Para el
mecanizado eficiente persona
rendimiento, se debe formar una película lubricante en la superficie de
deslizamiento. Para bien
Fig. 2 Ambientalmente
mecanizado consciente
Página 10
32

E. Kuram et al.
el rendimiento, la aplicación de fluido de corte a la zona de corte debe ser
continua,
no intermitente. A menos que se coloca cuidadosamente fluido de corte, no puede
realizar su enfriamiento
ING y funciones de lubricación eficaz.
En aplicación manual, el operador utiliza contenedor de aceite para aplicar fluido
de corte a la
corte región. Este es el método más barato de la corte de aplicación más fácil y
fluido
catión; sin embargo, tiene un uso limitado en la zona de mecanizado. Método
manual es intermitente
corte de aplicación de líquidos por lo que su rendimiento es bajo comparado con
continua tienda
métodos de aplicación. El acceso de fluido de corte a la zona de corte está
limitada en este
solicitud.
Las inundaciones son el método de aplicación más común de los fluidos de corte
de la herramienta /
interfaz de pieza de trabajo. En aplicación de las inundaciones, gran cantidad de
fluido de corte es con-
continuamente entregado a la región de corte por medio de un tubo, manguera o
boquilla. los
fluido de corte se acumula en un depósito, se filtra y se bombea de nuevo al
deliv-
boquilla de ery en este método. Con el fin de obtener un rendimiento óptimo de
mecanizado,
dirección de la boquilla, el número de boquillas y caudal de los fluidos de corte
debe ser óptima
zar los. Al fluido de corte alguna situación no es capaz de llegar a la zona de
corte efectiva.
En aplicación de la niebla, fluidos de corte se atomizan y soplado en la
herramienta de corte /
interfaz de pieza de trabajo. Este método no es tan eficaz como las inundaciones
se enfríe el corte
herramienta; sin embargo, a veces puede ser más eficaz que la inundación tales
como la entrega
los fluidos de corte a zona de corte que son de difícil acceso por las
inundaciones. Sin embargo,
inhalación de niebla por el operador induce problemas de salud por lo ventilación
muy eficiente

Se requiere mento.
Los fluidos de corte pueden aplicarse a cortar región tres direcciones posibles
como
se muestra en la Fig. 3 .
• en la parte posterior del chip,
• a lo largo de entre el chip y la cara de desprendimiento de la herramienta de
corte,
• largo entre la superficie de la pieza y el flanco cara terminada de la corte
herramienta [19 ].
Mendes et al. [ 20] investigó el rendimiento de los fluidos de corte en la
perforación de
AA 1050-O de aluminio y se aplica fluido de corte en forma de neblina. También
investigaron
Fig. 3 direcciones de aplicación de fluidos de corte en corte ortogonal
Página 11
33
Mecanizado ecológico: a base de verduras Fluidos de Corte
el efecto de aditivos (cloro, azufre y fósforo) en el rendimiento de la
fluido de corte se aplica como una inundación en el giro de aleación de aluminio
6262-T6. En perforación
ing, 100 ml / h caudal resultó en fuerzas de avance inferiores especialmente a
mayores de corte
velocidades y velocidades de avance. En contraste con los resultados fuerza de
alimentación, incremento en el corte
caudal ting, en general, dio lugar a un par más alto, el consumo de energía y
específica
la presión de corte. La rugosidad superficial no se vio afectada significativamente
por el fluido de corte
velocidad de flujo en la perforación. En general, un incremento de la
concentración de fluido de corte
mostró una disminución de la fuerza de corte, pero esta disminución fue casi
insignificante
al comparar las concentraciones de 10 y 15% en el giro. Tres direcciones
corte de aplicación de fluido se compararon: (1) sobre la cara chip y rastrillo, (2)
a
la interfaz de la herramienta-chip y (3) en la interfaz de la herramienta-pieza de
trabajo. Cuando el fluido de corte
se aplicó sobre el chip y cara de desprendimiento, se observaron fuerzas
considerablemente mayores.

Estudio de inflexión Experimental también se llevó a cabo en el que la
concentración fluido de corte
tración (10%) se mantuvo constante, así como la dirección de corte de aplicación
de fluido
ción (en la interfaz de la herramienta-pieza de trabajo) para que comparó el
efecto de aditivos EP
(cloro, azufre y fósforo). La fuerza de corte más baja se logró utilizando
el fluido de corte con el aditivo de cloro seguido por el fluido de corte con azufre
aditivo. La mejor acabado de la superficie se obtuvieron usando el fluido de corte
con cloro
aditivo.
Especialmente en la perforación del uso de fluidos de corte bajo altas presiones
(presurización
jets zados) a través de los agujeros internos de ejercicios pueden mejorar la
lubricación, la refrigeración y el chip
remoción. El fluido de corte se alimenta a través de orificios internos a la región
de corte. En
fluidos de corte de alta presión, mayor penetración del fluido de corte en el de
herramientas
interfaz de chip se produce en comparación con la aplicación
inundaciones. Machado et al. [ 21]
encontrado que el uso de refrigeración cuando el giro de Ti6Al4V aumento de
herramienta de alta presión
la vida hasta un 300% en comparación con la aplicación de inundaciones
convencional y herramienta inferior
la vida se logró en el mecanizado de Inconel 901 bajo el refrigerante de alta
presión
chorro. Kaminski y Alvelid [22 ] Demostró que cuando se aplica a alta presión
refrigeración
hormiga a 250 bar, la temperatura de corte podría reducirse by40% en
comparación con
aplicación de inundaciones y más de incremento en la presión tuvieron efecto
adicional mínima.
Ezugwu y Bonney [ 23] encontró que el acabado superficial aceptable y mejorada
herramienta de
la vida se puede obtener durante el mecanizado de Inconel 718 con altas
presiones de refrigerante.
En el mecanizado a la presión del refrigerante 203 bar a una velocidad de corte
de 50 m / min, herramienta
vida aumentó 740% en comparación con la aplicación de refrigerante
convencional. En general,

incremento en la vida de la herramienta se observó con el aumento de la presión
del líquido refrigerante. En otro
estudio, Ezugwu y Bonney [ 24] llevado a cabo los experimentos de torneado de
Inconel 718
aleación bajo presión convencional y de alta (11, 15 y 20,3 MPa) apoyo
refrigerante
capas. Herramienta de componentes de la vida, la rugosidad superficial y la
fuerza se midieron y fue
llegaron a la conclusión de que el acabado superficial aceptable y mejorar la vida
de la herramienta se podría lograr
en el mecanizado con altas presiones de refrigerante. La mejora más alto de vida
de la herramienta
(349%) se obtuvo cuando se enciende con 11 MPa de presión del refrigerante en
mayor corte
ting velocidad de 60 m / min. Mecanizado con presiones de refrigerante por
encima de 11 MPa
a velocidades de corte de hasta 40 m / min disminuyó vida de la herramienta más
de mecanizado con
flujo de refrigerante convencional. Este resultado mostró que no había un
refrigerante presión crítica
Seguro que las herramientas de corte se desempeñaron mejor en Materiales de
refrigerante de alta presión.
Página 12
34
E. Kuram et al.
Sin embargo, en el fresado de acero de bajo carbono En32b, refrigerante de
inundación dio menor flanco
desgaste que a alta presión (1.8 MPa) medio ambiente [ 25]. Efecto de la presión
del fluido, el flujo
ritmo y la dirección de aplicación en acabado de inflexión de acero AISI 1045
fueron investi-
cerrada. Cuando el fluido de corte se aplicó a la cara de la herramienta rastrillo,
la adhesión entre
viruta y herramienta fue muy fuerte, causando la eliminación de partículas de
herramientas y gran cra-
desgaste ter. Cuando el fluido de corte no se aplicó a la cara de desprendimiento,
la adherencia de la viruta
material a la cara se produjo, pero no era lo suficientemente fuerte como para
eliminar las partículas de herramientas

a medida que avanzaba en la cara, y por lo tanto el desgaste del cráter no
aumentó [26]. Los efectos
de ultra-alta presión del refrigerante sobre la vida y la integridad de la superficie
de herramientas eran investiga-
cerrada durante el acabado de giro de Inconel 718. refrigeración inundaciones
convencional y ecografía
refrigerante alta presión se suministra a 5 bar y de 70 a 450 bar, respectivamente.
También los efectos de la aplicación de ultra-alta presión del refrigerante a la
cara de desprendimiento solo,
cara de flanco solo y ambas posiciones juntos fueron investigados. La aplicación
de ultra-alta
refrigerante de presión a la cara de desprendimiento de la herramienta (rake
solamente) disminuyó la vida de la herramienta con
un incremento de la presión; sin embargo, esto no se observó cuando el fluido de
corte
se aplicó a la cara de incidencia de la herramienta (flanco solamente) o tanto en
el flanco y el rastrillo
caras de la herramienta de forma simultánea (flanco y rake). Cuando el chorro de
alta presión era
aplicado a la cara de incidencia, el desgaste del flanco disminuyó pero la muesca
no se vio afectada.
Al usar hasta 450 bar de presión, no se observó incremento en la vida de la
herramienta. Los resultados
también mostró que el nivel de deformación de la pieza o superficie
microestructural
rugosidad obtenida en el mecanizado, ya sea con herramientas nuevas o gastados
no fuera
afectada beneficioso o perjudicial por la aplicación de ultra-alta presión de
enfriamiento
hormiga. La presión de corte y la dirección de fluido tuvieron relativamente poco
efecto sobre el nivel de
integridad de la superficie [ 27]. Experimentos de mecanizado se realizaron bajo
convencional
, petróleo y de alta presión de agua limpia entornos petróleo solubles de alta
presión húmedas durante
ing giro de Ti-6Al-4V. Entorno de aceite puro de alta presión proporcionada
herramienta más larga
vida [ 28].
5 La minimización de los efectos ambientales adversos
de Fluido de corte

Las preocupaciones ambientales, las fuerzas del mercado y los requisitos
legislativos hacen imperativo
TIVE la búsqueda de nuevas soluciones que minimicen el impacto ambiental
[ 29]. Para mini-
mise los efectos ambientales adversos asociados con el uso de fluidos de corte,
la mejor solución es eliminar los componentes peligrosos de su formulación.
Pero nos hemos centrado en los métodos alternativos en lugar de formulación. La
manera más efectiva
de reducir al mínimo los efectos ambientales adversos del uso de fluidos de corte
es
minimizar los volúmenes utilizados y reemplazar fluidos de corte minerales
basados con ambiente
mentalmente fluidos de corte amigos como fluidos de corte a base de
vegetales. Desde un
punto de vista ambiental, el mejor método es el mecanizado en seco. Mecanizado
en seco
no sólo reduce la contaminación del agua y el aire sino que también reduce el
peligro de
salud del operador. Sin embargo, el mecanizado en seco no es eficiente para
muchos de corte
Página 13
35
Mecanizado ecológico: a base de verduras Fluidos de Corte
operaciones. En este caso, el lubricante cantidad mínima (MQL) puede ser
penetrado en
la zona de corte de manera que mejorar la maquinabilidad. MQL reduce el con-
fluido de corte
consumo pero este método utiliza fluidos de corte en forma de niebla que
aumenta
peligros para la salud de los operadores [ 30]. Los costos de tratamiento de
residuos, ambiental negativo
fluidos de corte basados efectos y riesgos para la salud de petróleo mentales
aumentan la
requisito para lubricantes renovables y biodegradables y de corte a base de
vegetales
fluidos ting tienen un mayor potencial de uso bajo estas
limitaciones [31 ]. Vegetal
fluidos de corte basados pueden ser considerados con el medio ambiente, ya que
estos fluidos
son renovables y tienen altos niveles de biodegradabilidad.

5.1 Mecanizado en seco El mecanizado en seco significa que ningún fluido de corte se utiliza durante el
proceso. Para económica
así como del medio ambiente razones proceso de mecanizado se realiza sin
ningún tipo de corte
mecanizado fluido pero seco ting tiene algunas desventajas. Durante el
mecanizado en seco pro-
proceso, la temperatura de la herramienta de corte es muy alta y esto induce
herramienta excesiva
llevar disminuyendo así la vida de la herramienta. También las virutas generadas
en el mecanizado no se puede lavar
de distancia y estos chips causan deterioro en la superficie mecanizada.
Los problemas de contaminación de corte y eliminación de fluido no se ven en
seco
mecanizado. Mecanizado en seco no induce la contaminación de la atmósfera o
el agua
recursos. Contrariamente a máquina para secar en el mecanizado húmedo
(mecanizado con corte
fluidos ting por cualquier inundación medios y MQL), el medio ambiente, fuente
de agua y el suelo
contaminado durante la eliminación del fluido de corte. Aplicación de
mecanizado
con seca también disminuirá los costes de fabricación.
En algunos casos, por ejemplo en interrumpido proceso de mecanizado como el
fresado y seco
de corte da vida de la herramienta de mecanizado con fluido de corte. En el corte
de fresado
herramienta no corta de forma continua y el uso de fluidos de corte aumentan
térmica
choque efecto. Por lo tanto, el mecanizado en seco es más adecuado para
operaciones de fresado. En Además
ción de mecanizado con herramientas de cerámica debe llevarse a cabo en
condiciones secas debido a la
choque termal. En la perforación especialmente pistola de perforación de la
función más importante de
fluido de corte es el arranque de viruta y corte en seco puede inducir roturas de
perforación.
Corte en seco muestra efectos positivos en algunos materiales de las piezas, tales
como AISI
316 de acero inoxidable [32 ].Diniz et al. [33] utilizaron dos concentraciones (7 y
12%)

de la emulsión a base de aceite vegetal con dos formas diferentes de aplicación
de fluidos
(interna y externamente a la herramienta) en el fresado de acero inoxidable 15-
5PH y
los resultados vida de la herramienta se compararon con el corte en seco. Vida de
la herramienta de corte en seco era
3,5 veces más altos que los obtenidos cuando se utilizó abundante líquido. fue
encontró que la forma de aplicación de fluidos no influyó en la vida de la
herramienta.
Sin embargo, en algunos materiales de las piezas mecanizado en seco presenta
muchos proble-
blemas. Por ejemplo, el aluminio es un material blando y el mecanizado en seco
de aluminio
induce BUE. Esto influye en la calidad de la superficie de la pieza de trabajo.
Fricción Superior entre la herramienta y la pieza de trabajo en el mecanizado en
seco puede aumentar
la temperatura en el corte de región. Esta alta temperatura provocará dimensional
Página 14
36
E. Kuram et al.
inexactitudes en la pieza de trabajo y el excesivo desgaste de la herramienta. Así
que las desventajas de seca
mecanizado tiene que ser compensado. La mejora de herramientas de corte
propiedades mediante una mejor
materiales para herramientas con menor coeficiente de fricción y alta resistencia
al calor, recubrimientos o
geometrías de herramientas son investigados por los investigadores con el fin de
compensar los efectos
de la eliminación de fluidos de corte en el mecanizado.
Con el fin de hacer que la aplicación de mecanizado en seco posible, algunos
intentos tienen
realizado por los investigadores. Uno de estos intentos es el uso de los materiales
para herramientas con
recubrimiento. En el mecanizado en seco, avanzó el corte de materiales de
herramienta y selección de corte
parámetros ting son inevitables; sin embargo, estas herramientas de corte son
muy caros y
aumentar los costes de mecanizado [6].
Diniz y Micaroni [ 34] llevó a cabo girando experimentos de AISI 1045 acero a

variando la velocidad de corte, alimentación y herramienta de radio de punta con
el fin de obtener el corte con-
condiciones más adecuadas para el corte seco que hacen vida de la herramienta
más cerca de fluido de corte
condiciones sin dañar la pieza de trabajo y rugosidad de la superficie no
aumentar
corte de energía consumida por el proceso. Para alcanzar estos objetivos era
obligatorio
aumentar la alimentación y del filo radio y disminuir la velocidad de corte al
cortar líquidos
se eliminan de un proceso de torneado. El uso de fluidos de corte dio vida de la
herramienta
de corte en seco, pero la diferencia en la vida útil entre corte húmedo y seco
reducida
a valores más altos de alimentación. De corte en seco también mostró menos
energía y rugosidad de la superficie
de corte húmedo. El incremento del radio del filo aumenta la vida de la
herramienta y de corte
poder.
5.2 Mecanizado con Cantidad mínima de lubricación En el método MQL, una pequeña cantidad de fluido de corte (10-100 ml / h) con
comprimida
de aire se aplica a la interfaz de chip-herramienta para lubricar el área de contacto
de la viruta-herramienta,
para reducir la temperatura y la fricción. MQL puede reducir el costo asociado
con el
gestión de aceites usados y el coste de fluido de corte, mientras que llevar los
chips lejos de
regiones de corte es limitado.
En MQL; chips, pieza y portaherramientas tienen un bajo residuo de lubricante
por lo tanto
su limpieza es más fácil y más barato en comparación a la inundación de fluido
de corte. los
región de corte no está inundado en MQL durante el mecanizado por lo que la
operación puede ser
visto por el operador [35 ]. MQL se utiliza como un método de lubricante en
lugar de enfriamiento
En g. Este pobre capacidad de enfriamiento limita la eficacia de MQL en el
mecanizado de
materiales difíciles-a máquina, tales como las aleaciones de titanio y níquel
basado debido a la

generación de calor excesivo [ 36]. Así, en el mecanizado de estos pros y contras
deben ser
tomado en consideración. El rendimiento de corte de MQL depende
principalmente de
presión de la boquilla, número de impulsos y la cantidad de fluido de corte en
cada pulso de lo que
es posible producir componentes de alta calidad con MQL eligiendo
cuidadosamente
estos parámetros [37 ].
Dado que los efectos negativos asociados con los fluidos de corte, una gran
cantidad de estudio tiene
ha concentrado en reducir al mínimo el uso de fluidos de corte o eliminar corte
ting fluidos en el mecanizado. Varios estudios experimentales han investigado
para el
Página 15
37
Mecanizado ecológico: a base de verduras Fluidos de Corte
rendimiento de MQL en la perforación [ 38 - 45 ], Convirtiendo [46 - 51],
fresado [ 52 - 57 ] Y
molienda [58 - 61] procesos. Las mayoría de los estudios de literatura
compararon el rendimiento
de MQL con corte en seco y la aplicación de inundaciones. Se encontraron
resultados contradictorios en
la literatura sobre el efecto de diferentes métodos de aplicación de fluidos de
corte
(seco, MQL, inundación) en el rendimiento de corte.
Kelly y Cotterell [ 38] se utiliza aceite vegetal MQL lubricante durante la
perforación
de fundición, aleaciones de silicio de aluminio. Llegaron a la conclusión de que
la ubicación de la alimentación
boquilla, el flujo de volumen y la presión del fluido de corte podrían ser
optimizados con el fin
para lograr una mayor vida útil de la herramienta. Braga et al. [ 39] se utiliza la
técnica de MQL en la perforación
de las aleaciones de aluminio-silicio. Zeilmann y Weingaertner [40 ] Investigado
la
temperatura durante la perforación de Ti6Al4V con MQL y se encontró que
interna
MQL dio la temperatura más baja que MQL externa. Davim et al. [ 29] informó

resultados experimentales de seca, MQL y condiciones de inundación lubricados
durante la perforación
AA1050 de aluminio. El poder de corte y fuerza de corte específica fueron
mayores
para la perforación seca pero MQL y condiciones de inundación lubricados no
mostró mucha variabilidad
ación. MQL y condiciones de inundación lubricados dieron resultados de
acabado de superficie similares. LA
la selección adecuada de la gama de los parámetros de corte dio actuaciones
similares a
condiciones de inundación lubricados mediante MQL. Heinemann et al. [ 41]
investigaron la
efectos de MQL y corte en seco en la vida de la herramienta de perforación de
acero al carbono.
Un suministro discontinua de la MQL mostró una reducción significativa en la
vida de la herramienta como
en comparación con un suministro continuo de la MQL. También se concluyó
que una baja
Tipo de viscosa con un tipo de alta capacidad de enfriamiento de MQL vida útil
prolongada.
Tasdelen et al. [42 ] Evaluado el efecto de MQL, emulsión y aire de refrigeración
en la herramienta
desgaste, la superficie de acabado y corte fuerzas durante la perforación de acero
templado. La baja
fuerza est y desgaste de la herramienta se obtuvieron con emulsión y MQL,
respectivamente. Costa
et al. [ 43] estudiaron la altura de la rebaba bajo el mecanizado en seco, MQL en
el flujo
velocidad de 30 ml / h y la manera convencional (inundaciones) en la
perforación. El aceite vegetal en
MQL, aceite mineral en MQL y las inundaciones y el aceite semi-sintético en las
inundaciones eran
utilizado como un fluido de corte. La altura de rebaba más pequeño se obtuvo
para la perforación en seco
y el más grande de los sistemas MQL. Se encontró en la literatura que la
superficie
rugosidad, torque, la fuerza y de desgaste de la herramienta de perforación de
MQL dúctil Austempered
hierro fueron más bajos que el de perforación en seco, pero superior a las
inundaciones [45 ].

Low cantidad de fluido de corte se aplica como una aplicación de niebla en el
más literatura
tura [ 38, 62, 63 ]. Sin embargo, la aplicación de fluido de corte en forma de
niebla plantea seri-
peligros para la salud sas tales como irritación, problemas
respiratorios. Varadarajan et al. [ 46]
introdujo una nueva técnica de aplicación fluido de corte mínimo que disminuyó
los problemas causados por la aplicación de niebla durante el torneado en duro de
acero para herramientas endurecido
(AISI 4340). En este nuevo método, una pequeña cantidad de fluido de corte se
aplicó en
la forma de una alta velocidad, estrecho, de chorros impulsados. La tasa de
inyección de corte
fluido, la velocidad de inyección y pulsando eran 2 ml / min, 20 MPa y 600
impulsos / min,
respectivamente.
Las condiciones secas y MQL dieron desgaste del flanco siempre menor y
rugosidad superficial
ness valores que el corte húmedo en el giro de SAE 52100 acero
endurecido [47 ].
Khan y Dhar [ 12] investigó el efecto de MQL por aceite vegetal en la reducción
de
la temperatura, el desgaste de la herramienta, rugosidad de la superficie y la
desviación dimensional en la transformación
Página 16
38
E. Kuram et al.
de acero AISI 1.060. MQL reduce la temperatura de corte, desgaste de la
herramienta y la superficie de
rugosidad, en comparación con el mecanizado en seco. En torneado de acero
100Cr6 normalizado
MQL cuando se aplica a la herramienta de rastrillo, vida de la herramienta es
generalmente no es diferente de seca
de corte; Sin embargo MQL aplica al costado herramienta puede aumentar la
vida útil [35 ]. Kamata
y Obikawa [49 ] Utilizados condiciones secas, húmedas y MQL durante acabado
de giro de
Inconel 718. La más larga vida de la herramienta se logró con corte húmedo pero
la superficie
acabado no era bueno. También se encontró que hay la presión de aire óptima en

acabado de giro de Inconel 718 con MQL. Sreejith [ 50] analizó el efecto de la
seca
mecanizado, MQL e inundó condiciones de refrigerante con respecto a las
fuerzas de corte,
rugosidad de la superficie y la herramienta de desgaste en el giro de 6061
aleación de aluminio. En MQL,
se observó la cantidad de Adherido material a ser más en comparación con los
inundados
y menos en comparación con la condición seca. No se observó ninguna reducción
considerable
en el material adherido, como la cantidad del lubricante se aumentó de 50 a
100 ml / h en MQL. El desgaste de flanco se ve que es casi la misma con MQL y
aplicación inundado. Las fuerzas de menor a mayor y resultantes se lograron con
aplicación inundado y el mecanizado en seco, respectivamente. Para mejorar la
calidad de
la superficie de la pieza, se encontró que inundó aplicación refrigerante era
esencial.
Aplicación inundación de fluido de corte dio el desgaste más baja entre la otra
aplicación
métodos de (MQL, MQL_EP y secos) durante el giro del AISI 1045 acero [51 ].
La eficiencia de MQL se investigó en alta velocidad de fresado forjado
aleaciones de aluminio y se comparó con emulsión. El efecto de la posición
de la boquilla de inyección en relación a la dirección de alimentación también se
estudió. los
boquillas estaban situados en 45 y 135 ° en relación con la dirección de
alimentación. En MQL,
el consumo de petróleo se fijó en dos valores: 0,06 y 0,04 cm
3
/ min. Desgaste de flanco
con MQL fue siempre menor que flanquean llevar con la emulsión. La óptima
posición de la boquilla de alimentación fue de 135 ° considerando vida de la
herramienta. El consumo de petróleo por debajo de
0.06 cm
3
/ min mostró un pequeño incremento del desgaste del flanco, pero no fue muy
significativa
no puede [52]. La cantidad de lubricante usado en el estudio fue mucho menor
que la
mencionado en la mayoría de los otros estudios [38 , 46 , 48, 64 ]. El estudio
realizado por López de

Lacalle et al. [ 52 ] No sólo la mejora de vida de la herramienta, sino también
reduce el consumo
de fluidos de corte en un 95%.
Los resultados mostraron que el desgaste de flanco 6 ml / h era la mejor opción
para la cantidad de aceite
entre los otros (6, 12 y 24 ml / h). Aceros para herramientas P20 se molieron con
MQL
en un volumen de aceite de 6 ml / h y la distancia entre la boquilla y la punta de
la herramienta
se varió. Cuando la boquilla se colocó a 60 mm de distancia de la punta de la
herramienta, el flanco
desgaste alcanzado el valor máximo. El desgaste del flanco era baja y casi
constante
cuando la distancia era de entre 80 y 200 mm. Una cantidad de aceite adecuada y
distancia entre la punta de la boquilla y la herramienta proporciona la condición
óptima del proceso
en MQL [ 53]. El rendimiento de aplicación mínima fluido de corte en pulsos
forma de chorro en el fresado de alta velocidad de acero endurecido fue
investigado [55]. Flanco
llevar en la aplicación de pulsos de chorro fue menor que en la aplicación de
inundaciones y corte en seco
ting, especialmente por la velocidad de corte alta y / o baja velocidad de
alimentación. El rendimiento de
aplicación de pulsos de chorro era superior a la de la aplicación de las
inundaciones y el corte en seco
en términos de acabado superficial. Los experimentos también se llevaron a cabo
hasta el fallo herramienta de manera
que investigar la progresión de la fuerza de corte, rugosidad de la superficie y el
desgaste del flanco
Página 17
39
Mecanizado ecológico: a base de verduras Fluidos de Corte
contra el tiempo de corte en los parámetros de mecanizado constantes. Fuerzas de
corte en pulsos
aplicación de chorro eran más bajos que en la aplicación de inundaciones y corte
en seco considerando
todo el período de mecanizado. Incremento de desgaste de flanco en la solicitud
de pulsos de chorro
fue lenta al principio y después de 50 min de mecanizado flanco desgaste
aumentado a una

tasa más alta. Considerando que, incremento de desgaste de flanco en la solicitud
de inundaciones y corte en seco
fue rápida al principio y después de alrededor de 30 min, tasa de desgaste de
flanco se convirtió en
Más lento. Cuando criterio de vida de la herramienta se fijó en 0,35 mm de
desgaste de flanco, vida de la herramienta de
todas las aplicaciones se encontró que era casi el mismo. Menor superficie de
rugosidad va-
ues se lograron con la aplicación de pulsos de chorro. Afirmaron que la
lubricidad de
fluido de corte tuvo un efecto dominante en desgaste de la herramienta en lugar
de enfriamiento. Ellos también
dijo que en la solicitud de inundación, fluido de corte no puede ser capaz de
acceder a la herramienta-chip
interfaz debido a la baja presión de aplicación de inundaciones. Sales et al. [56 ]
Evaluación
ado desgaste de la herramienta, la rugosidad superficial y la formación de
rebabas en el fresado AISI 4140
de acero con fluido de corte aplicada por la técnica de MQL. El corte a base de
vegetales
Se han usado caudal de fluido y diferente (corte en seco, 50, 100, 150 y 200 ml /
h).
Incremento en la tasa de flujo de refrigerante tendió a reducir desgaste de la
herramienta, rugosidad de la superficie y
longitud rebabas.
MQL refrigeración cara de incidencia mostró una mayor vida útil de la
herramienta y menor rugosidad de la superficie
en comparación con la aplicación cara de desprendimiento en seco y MQL ya
que el fluido de corte puede
no llegar a la interfaz de la herramienta-chip durante la aplicación de fluido de
corte en el rastrillo
cara [64 ].
El rendimiento general (fuerza, vida de la herramienta, acabado de la superficie
de corte, la relación de corte,
temperatura de corte y herramienta-chip longitud de contacto) durante MQL se
encontró que era
superior a secar y convencional de inflexión en húmedo de acero
endurecido [65 ]. Obikawa et al.
[66 ] Investigó el rendimiento de MQL en ranurado de alta velocidad de acero al
carbono.

Se encontró que la herramienta se desgasta reduce en MQL con más eficacia que
la solución
escriba fluido de corte. La herramienta se desgasta disminuyó drásticamente con
el incremento del
la presión de suministro de aire.
Tawakoli et al. [58 ] Investigaron la técnica MQL en la molienda de un 100Cr6
acero templado y un acero suave 42CrMo4. Fuerzas de molienda y calidad de la
superficie eran
medido en diferentes entornos (seca, MQL, fluidos). El acabado de la superficie
en
molienda de 100Cr6 acero endurecido fue significativamente mejor cuando la
técnica MQL
fue usado. Sin embargo, en la molienda de acero suave 42CrMo4 con MQL, la
superficie
rugosidad se encontró que era más alta que en la solicitud de fluido. MQL
molienda
dio fuerzas inferiores tangenciales que tanto la aplicación en seco y
líquido. Hadad et al. [ 60]
encontrado en MQL temperatura más alta que en la solicitud de fluido durante la
molienda
de 100Cr6 (AISI 52100) de acero. Mao et al. [ 61] investigaron la molienda
Perfor-
Mance de acero AISI 52100 con respecto a la fuerza de molienda, la temperatura
y la superficie
integridad de la pieza de trabajo en las distintas condiciones de refrigeración-
lubricación (húmedo y seco,
MQL aceite puro y MQL aceite-agua). La fuerza de molienda más bajo se obtuvo
bajo
condición húmeda, mientras que la molienda seca dio mayor fuerza. Aceite puro
MQL molienda tenía
ligeramente menor fuerza tangencial que la de MQL aceite-agua. Rugosidad de la
superficie
los resultados fueron similares para forzar resultados. Molienda en húmedo tenía
la temperatura más baja y
molienda seca tenía el más alto. Diferencia significativa en la temperatura entre
pura
MQL aceite y MQL aceite-agua no se ha encontrado en la molienda.
Página 18
40
E. Kuram et al.

5.3 Mecanizado con vegetales a base de Fluidos de Corte Aunque los intentos en la investigación de fabricación están enfocados a
disminuir el uso de
fluidos de corte, los presentes tecnologías de última generación no parecen
asegurar que
fluidos de corte serán totalmente eliminados en el futuro próximo [ 67]. Algunos
mecanizado
operaciones de ING y materiales de las piezas todavía han requerido el uso de
fluido de corte.
Nueva tendencia en relación con los fluidos de corte en el mecanizado es
reemplazar com- peligrosos
componentes con compuestos ecológicos. Estos nuevos compuestos no
Sólo debe mostrar las mismas propiedades a fluidos de corte sino que también
debe mejorar la
rendimiento de mecanizado tales como la productividad.
Estudios de Literatura sobre mecanizado utilizando fluidos de corte con base de
verduras son límites
itada. Mayor costo de los aceites vegetales en relación con los aceites de base
mineral es el prin-
limitación cipal de ellos, pero este inconveniente se reducirán en el futuro como
la
los precios del petróleo aumentan [68 ].
Literaturas asociados con fluidos de corte a base de vegetales en la perforación,
torneado,
fresado y rectificado han presentado en esta sección.
5.3.1 Perforación Kelly y Cotterell [ 38 ] Aceite vegetal usado como lubricante durante la
perforación MQL
de fundición, aleaciones de silicio de aluminio. El efecto de varios métodos de
fluido de corte
aplicación (lubricación inundación, MQL-niebla, aire comprimido y seco) en la
reducción de
Se investigaron las temperaturas, el par, las fuerzas de corte y rugosidad de la
superficie.
MQL utilizando aceite vegetal dieron inferior fuerzas de avance, pares y
rugosidad de la superficie
a las velocidades de corte más altas y velocidades de avance. Inundaciones con
aceite mineral mostró
más baja la temperatura de corte. Costa et al. [43] estudiaron la altura de la
rebaba en virtud

el mecanizado en seco, MQL en la velocidad de flujo de 30 ml / h y de manera
convencional (inundación)
en la perforación. El aceite vegetal en MQL, aceite mineral en MQL y las
inundaciones y semi-
aceite sintético en las inundaciones se utilizaron como un fluido de corte. La
altura de rebaba más pequeño
se obtuvo para la perforación en seco y el más grande de los sistemas MQL. El
MQL
con aceite vegetal generalmente producido alturas rebabas menor que el de la
MQL
con aceite mineral. Rahim y Sasahara [69] estudiaron el aceite de palma MQL
(MQLPO) como
un lubricante en la perforación de alta velocidad de Ti-6Al-4V y para el
propósito de comparación
Se utilizaron plantear MQL éster sintético (MQLSE), soplado de aire y las
inundaciones condiciones.
MQLPO dio menor tasa de desgaste de la herramienta de MQLSE y la condición
de inundación también mostró
bajo el flanco y la tasa de desgaste de esquina. Para la condición de inundación,
ambas tasas de desgaste establecidos entre
MQLPO y MQLSE sin embargo, la vida de la herramienta era el
mismo. MOLPO exhibido
menor tasa de desgaste de la herramienta de MQLSE y soplado de aire
condiciones y comparable con
condiciones de inundación. Mejora significativa de la fricción y el desgaste en el
aceite de palma fue
debido al contenido de ácido graso de aceite de palma. La longitud de cadena de
carbono de la graso
ácidos en el aceite de palma es más largo que el éster sintético y este incremento
realza
durabilidad del contacto. La reacción entre capa de óxido metálico y el ácido
graso
Página 19
41
Mecanizado ecológico: a base de verduras Fluidos de Corte
conduce deslizamiento suave y de baja fricción. Jabón de metal se ha formado en
el con-
superficie de contacto debido a esta reacción. Cadena de carbono más larga
puede resistir altas de corte

temperatura, de modo protege la superficie. La película delgada molecular
presente durante la
perforación bajo MQLPO reducido la fricción y la generación de calor por lo
tanto mejorado
desgaste de la herramienta. Además, la alta viscosidad del aceite de palma tiene
una tendencia a resistir el flujo,
proporcionar lubricación efectiva en la interfaz de la herramienta-chip, lo que
reduce la fricción
ción, por lo tanto prevenir la herramienta de corte de un rápido desgaste. Ellos
encontraron que MQL y
condiciones de inundación tienen efectos similares sobre la tasa de desgaste de la
herramienta y la vida de la herramienta. El mas bajo
fuerza de empuje y par motor se obtuvieron con la condición de
inundación. MQLPO exhibido
rendimiento comparable a la condición de inundación con respecto al máximo de
trabajo
temperatura pieza. Belluco y De Chiffre [67 ] Determinó la eficiencia de vegeta-
Étable fluidos de corte basado en la perforación de AISI 316L acero inoxidable
austenítico por
medición de la vida de la herramienta, desgaste de la herramienta, las fuerzas de
corte y formación de viruta. Un com-
fluido de corte a base mineral comercial fue tomada como un fluido de
referencia. Fue encontrado
que todos los fluidos de corte a base de vegetales se desempeñaron mejor que el
mineral de referencia
fluido de corte basado. El mejor rendimiento se consigue con una base vegetal
fluido de corte que da 177% de incremento en la vida de la herramienta y la
reducción de 7% en el empuje
la fuerza. Kuram et al. [68 ] Crudo formulado y refinado de girasol basada flu- de
corte
ids y utilizan estos vegetal basado fluidos de corte durante la perforación de
manera que evaluación
ated el rendimiento de ellos la medición de la fuerza de empuje y la rugosidad de
la superficie.
Fluido de corte basado girasol preparada usando dos tensioactivos diferentes
mostraron
valores de fuerza y rugosidad de la superficie menor en comparación con el uso
de sólo una superficie
tensioactivo. Fluido de corte a base de girasol refinado dio menor rugosidad de la
superficie de

fluido de corte a base de girasol crudo, fluido de corte, mientras que a base de
girasol crudo
mostraron menor fuerza de empuje del fluido de corte de girasol refinado en
base. Belluco y
De Chiffre [70 ] Investigó el rendimiento de los fluidos de corte a base de
vegetales
con la determinación de la fuerza de corte y el poder en la perforación,
perforación de base, ream-
ción y aprovechar de acero inoxidable AISI 316L. Fluidos de corte a base de
verduras podrían
lograr la eficiencia igual o mejor que el aceite de referencia mineral comercial en
todo
operaciones [ 70]. Kuram et al. [ 71] investigó el efecto de los fluidos de corte
rrollo
desa- partir de aceite de girasol en bruto y refinado y otros dos comerciales
(vegetal
y con base mineral) fluidos de corte en la fuerza de empuje y rugosidad de la
superficie durante
perforación de acero inoxidable AISI 304. Fluido de corte de girasol refinado
mostró mejor
o un rendimiento comparable al de verduras comercial basado corte dependencia
fluido
ing de las condiciones de corte. Fluidos de corte a base de verduras desarrollados
a partir de refinado
aceite de girasol a cabo mejor que la de flu- semi-sintético y mineral de corte
identificadores durante la perforación de acero inoxidable AISI 304
austenítico [72].
5.3.2 Torneado Khan y Dhar [12] investigaron el efecto de MQL por aceite vegetal en la
reducción de
la temperatura, el desgaste de la herramienta, rugosidad de la superficie y la
desviación dimensional en la transformación
de acero AISI 1.060. MQL reduce la temperatura de corte, desgaste de la
herramienta y la superficie de
Página 20
42
E. Kuram et al.
rugosidad, en comparación con el mecanizado en seco. La reducción de alrededor
de 5-12% en promedio

edad temperatura de corte usando MQL por aceite vegetal en comparación con el
uso de seca
mecanizado se observó dependiendo de los niveles de los parámetros del proceso
(velocidad de corte, velocidad de avance). Cortar fuerzas disminuyó en un 5 a
15% utilizando MQL
por aceite vegetal. Ozcelik et al. [ 31] informó de los estudios experimentales de
sol
de flores y de canola fluidos de corte basados incluyendo diferentes porcentajes
(8 y
12%) de aditivo de presión extrema y dos fluidos de corte comerciales (semi-
sintética y de base mineral) en la transformación de acero inoxidable AISI 304L
con respecto
a la superficie de rugosidad, la fuerza de corte, fuerza de avance y desgaste de la
herramienta. Los experimentos se
también llevado a cabo en condiciones de corte seco que causaron desgaste de la
herramienta rápida y fractura
tura. Vida de la herramienta por debajo de 200, 1.000 y 2.000 s se registraron
bajo corte en seco,
semi-sintético y mineral basa fluidos de corte, respectivamente. La herramienta
superior
la vida en fluidos de corte a base de vegetales era debido al contenido de ácido
graso. Canola
fluidos de corte basados mostraron un mejor rendimiento que el girasol con base
de corte
líquidos debido a diferente longitud de las cadenas de carbono. El aceite de
canola tiene tres carbonos
más en las fórmulas y la cadena de carbono más larga outstand alta temperatura
de corte, por lo tanto
la mejora de la protección de la superficie. Por otra parte, la alta viscosidad del
aceite de canola tenía una
tendencia a resistir el flujo. Esta alta viscosidad proporciona lubricación más
eficaz en
la interfaz de la herramienta-chip, por lo tanto reduce la fricción entre la
herramienta y la pieza
y elimina el calor desarrollado en la interfaz fácilmente. Alto porcentaje de
extrema
aditivo de presión en fluidos de corte a base de vegetales mostró la superficie
superior
valores de rugosidad. 8% de aditivo de presión extrema incluye corte basado
canola

fluido ting obtenido mejores resultados que el resto [31 ]. Mayor tasa de EP en el
girasol y
fluidos de corte a base de canola reducen las fuerzas de corte y alimentación
durante el giro de AISI
Acero inoxidable austenítico 304L, sin embargo, el incremento de la superficie
afectada tasa EP
valores de rugosidad negativamente. Como resultado, los minerales y
semisintéticos fluidos de corte
puede ser sustituido por los fluidos de corte basado en la transformación de
vegetales [ 16]. Ojolo et al. [ 73]
fluidos usados con base de verduras de corte (aceite de cacahuete, aceite de coco,
aceite de semilla de palma
y la mantequilla de cizallamiento de aceite) durante el giro de acero dulce,
aluminio y cobre y didas
fuerza de corte ured. Aunque, se encontró que los efectos de corte a base de
vegetales
fluidos ting dependían de material, aceite de cacahuete mostró el mejor
rendimiento
entre los cuatro fluidos de corte basado vegetales investigados. Xavior y Adithan
[74 ] Utiliza el aceite de coco durante el giro de acero inoxidable AISI 304 y
medido
desgaste de la herramienta y la rugosidad de la superficie. Se comparó el
desempeño del aceite de coco
con una emulsión y un aceite de corte limpio. Ellos encontraron que el aceite de
coco redujo la
desgaste de la herramienta y mejoró el acabado de la superficie. En otro estudio
se midieron temperatura
tura y fuerza de corte [ 75]. El aceite de coco superó a los otros dos de corte
líquidos (soluble en aceite y aceite de corte recto) en términos de reducción de la
fuerza de corte
y la temperatura. Pablo y Pal [76] investigaron el desempeño de los diferentes
tipos
de fluidos de corte (aceite de karanja, aceite de neem, el fluido convencional) en
comparación con seca
corte condición durante el giro de acero dulce. El uso de corte a base de vegetales
mejora de la calidad de fluido ting superficie en comparación con secar torneado
y convencional
fluido de corte. Explicaron que la temperatura más baja del aceite de neem
vegetal que
que el aceite vegetal de karanja con la menor viscosidad del aceite de neem con
respecto al

aceite karanja.
Página 21
43
Mecanizado ecológico: a base de verduras Fluidos de Corte
5.3.3 Fresado Sales et al. [ 56] desgaste de las herramientas evaluadas, rugosidad de la
superficie y la formación de rebabas cuando
AISI 4140 acero fresado con fluido de corte a base de verduras aplicada por
MQL tecno-
nique utilizando caudal diferente (corte en seco, 50, 100, 150 y 200 ml / h). Ellos
declaró que el fluido de corte de verduras acceder de manera eficiente y se
mantuvo en el
interfaz de chip herramienta más tiempo. Este hecho se debió a la capacidad de
aceite vegetal '
la creación de una película delgada de la capa molecular. Esta película mejorado
límite lubricación fina
ción, por lo tanto disminuye la fricción en la interfaz de corte. Incremento en la
tasa de flujo de refrigerante
tendido a reducir el desgaste de la herramienta, rugosidad de la superficie y la
longitud de las rebabas. En el fresado de de 15-5
acero inoxidable martensítico endurecido por precipitación, Junior et al. [77 ]
Utilizaron cuatro di-
rentes condiciones de enfriamiento y lubricación: inundación de emulsión a base
de aceite vegetal,
bajo flujo de aceite vegetal ordenada, la aplicación de aceite vegetal ordenada en
un flujo de com-
aire prensado (MQL) y corte en seco. La más larga vida de la herramienta se
obtuvo con baja
flujo de aceite vegetal limpio, seguido por el aceite vegetal limpio bajo
MQL. Inundación de
emulsión a base de aceite vegetal mostró el peor desempeño. Kuram et
al. [78] llo
basada vegetales fluidos de corte ses de canola refinado y aceite de girasol que
se utilizaron en el fresado de acero inoxidable AISI 304 y su desgaste de la
herramienta y corte
actuaciones de fuerza se compararon con un tipo comercial de corte semi-
sintética
fluido. Canola y fluidos de corte de girasol basada dieron mejor rendimiento que
fluido de corte semi-sintético.
5.3.4 Molienda

Oliveira y Alves [ 79 ] Nuevo fluido de corte a base de agua formulado (vegeta-
sulfonato
aceite etable en agua) capaz de satisfacer tanto el rendimiento de molienda y
ambiental
requisitos. Como un aceite vegetal seleccionaron el aceite de ricino sulfonato
obtenido de una
planta llamada mamona en América del Sur. Los autores seleccionados este
aceite debido a su
abundancia en América del Sur y su estabilidad. El nuevo fluido de corte no
contenía
cualquiera de los productos prohibidos en su fórmula como sustancias de cloro y
nitrosaminas.
A partir de los resultados de las pruebas de biodegradabilidad se concluyó que el
nuevo fluido de corte
fue fácilmente biodegradable, no era perjudicial para el medio ambiente y su
disposición
podría ser fácilmente hecho. Los experimentos de molienda se llevaron a cabo en
SAE 8640
material de la pieza. Corte de fluido de aceite y de corte semi-sintético fueron
seleccionados como
referencia a los líquidos de modo que se compara el rendimiento de la nueva
fluido de corte. En
los experimentos de molienda, varias diluciones (35, 45 y 70% en volumen) de
este
nuevo fluido de corte se pusieron a prueba. El más bajo y los ratios más altos de
molienda (G racio-
material retirado de volumen / rueda de volumen desgastado) se midieron
utilizando semi-sin-
tético aceite de corte de fluido y ordenado, respectivamente. El nuevo fluido de
corte concentrado
al 45% dio el rendimiento cercano al petróleo, es decir, alta relación G. La
superficie más baja
valores de rugosidad se lograron con el nuevo fluido de corte a la concentración
de
45% y los valores de fuerza más bajos se obtuvieron al utilizar el nuevo fluido a
45%
y el aceite limpio. Como resultado, el nuevo fluido de corte dio un rendimiento
comparable al
Página 22
44

E. Kuram et al.
el obtenido con aceite limpio. En un otro estudio, utilizaron nuevo fluido de corte
de ricino
a los 15, 21 y 32% las concentraciones [80 ]. El desgaste de la rueda más bajo
(alto cociente G) y
el mayor desgaste de la rueda se observaron con aceite de corte y semi-sintético
de corte
fluido ting, respectivamente. La concentración de 21% dio un rendimiento
similar a
el aceite de corte. La rugosidad de la superficie más baja se obtuvo a una
concentración del 21%.
Alves y de Oliveira [ 17] se utiliza el aceite de ricino en la molienda y se
encontró que la nueva vegetación
fluido de corte ble basada era fácilmente biodegradable. Desgaste de la rueda, las
fuerzas de rectificado y
rugosidad de la superficie reduce cuando se utilizó el nuevo fluido de corte
diluido al 45%