Seco_Edge-2-2012_es-es_LR
28
“El producto se adaptaba exactamente a lo que buscábamos”. los materiales de los automóviles Gimnasio en el laboratorio para LA INDUSTRIA AUTOMOVILÍSTICA tiene que cumplir una legislación sobre emisiones muy estricta. Reducir el peso del vehículo es una de las formas de hacer frente a estos retos. UNA REVISTA DE SECO #2.2012
-
Upload
seco-tools -
Category
Documents
-
view
217 -
download
2
description
Â
Transcript of Seco_Edge-2-2012_es-es_LR

“ El producto se adaptaba exactamente a lo que buscábamos”.
los materiales de los automóviles Gimnasio en el laboratorio para
LA INDUSTRIA AUTOMOVILÍSTICA tiene que cumplir una legislación sobre emisiones muy estricta. Reducir el peso del vehículo es una de las formas de hacer frente a estos retos.
UNA REVISTA DE SECO #2.2012

V I Ñ E T A X X X X X
EDGE es una revista para los clientes de Seco Tools que se publica en 25 idiomas en todo el mundo. Seco Tools AB Departamento de marketing, 737 82 Fagersta, Sweden. Teléfono +46 223-400 00 Fax +46 223-718 60 Internet www.secotools.com Editor Hans Hellgren Correo electrónico [email protected] Ganador del premio
sueco de diseño Svenska Designpriset 2011
Responsable de edición Jennifer Hilliard Correo electrónico [email protected] Producción editorial y maquetación Appelberg Publishing Group Gestor de proyectos Anders Nordner Directores artísticos Cecilia Farkas, Johan Nohr Impresión Elanders Fotografía de portada Peugeot
El material editorial de esta publicación está protegido por copyright del editor, Seco Tools AB. Los artículos se pueden reproducir de forma gratuita, siempre que se haga referencia a Edge y se notifi que al responsable de edición. Las marcas comerciales y los nombres de marcas que aparecen en esta publicación están protegidos por ley.
SQUARE 6-04 es la gama de fresas de Seco que le proporciona 6 fi los de corte, junto con Square 6-08 con plaquitas de mayor tamaño, con un rango de diámetros desde 20mm. Square 6-04 está disponible en un rango de diámetros desde 20 a 63 milímetros. Las fresas están diseñadas con diferentes pasos, entre dos y diez plaquitas triangulares intercambiables con tres fi los en cada lado, lo que ofrece una mayor productividad y vida útil de la herramienta.
WWW.SECOTOOLS.COM/SQUARE6Disponibilidad del producto: DISPONIBLEDatos de pedido y aplicación: Novedades 2012-1
CÓMO TRABAJA LA SQUARE 6-04™
TEXTO: Åke R Malm. FOTOGRAFÍA: Seco
Robusto tornillo de bloqueo central
Fresado axial y escuadrado:
profundidad de corte máx. 4mm
Robusta y geometría muy positiva, espesor
de 3,97mm
( )Gran faceta rascadora
4mm
3,97mm
3x2Cuerpo de la fresa pre templado y recubierto
Refrigeración interior
Geometría
Dos tipos de pasos
fi los de corte(6 fi los en total)
Ángulo de posición 90°
Aplicaciones: Mecanizado general. Por ejemplo, bloques de motor en el sector del automóvil.
rε 04 = 0,8mmrε 08 = 0,4mm
EL TAMAÑO ADECUADO

edge [2·2012] 3
18
04
19
14
23
10
24
06
PERSPECTIVAS: TENDENCIAS SOBRE HUSILLOSROMAN RUDOLF, DE Fischer AG, nombra las cinco tendencias principales en materia de husillos de alta velocidad.
MATERIALES: SECTOR DEL AUTOMÓVILEl experto en materiales Olivier Delcourt del departamento de I+D de Peugeot SA explica cómo los coches están perdiendo peso.
INDUSTRIA: PETRÓLEO Y GASUna empresa auxiliar productora sustituye su broca tipo 'espada' por una solución modular.
PERFIL: DON GRAHAMAl responsable de formación técnica de Seco Estados Unidos le apasiona el estilo en las presentaciones.
EN EL PUESTO DE TRABAJO: RUSS ATKINSONEl boom económico del sector automovilístico estadounidense es una buena noticia para el presidente de Ellison Technologies.
APLICACIONES: FRESADOPara el productor austriaco de cojinetes para motores Miba, la fresa de disco ideal fue un prototipo de Seco.
A FONDO: FUNDICIÓNHay mucho más de lo que parece a simple vista sobre el mecanizado de la fundación gris.
EN ESTE NÚMERO, examinamos con atención las tendencias de la industria del automóvil que evolucionan a gran velocidad. La escasez de recursos, los retos medioambientales y el apogeo del petróleo están presionando a los productores. Por ese motivo, los materiales más ligeros y de alto rendimiento, que antes quedaban reservados para la industria aeronáutica, están extendiéndose con rapidez en los automóviles. Este rápido desarrollo también está presionando a Seco. Tenemos que continuar situándonos en cabeza, junto con nuestros clientes, para seguir siendo competitivos.
Como siempre, la elección de las herramientas adecuadas es importante. En estas páginas, encontrará dos ejemplos de cómo las herramientas estándar pueden incrementar considerablemente la productividad. Volvo Eicher Commercial Vehicles, en la India, ha incrementado su productividad en un 20 por ciento en menos de un año. Asimismo, el fabricante austriaco de cojinetes para motores Miba ha seleccionado una herramienta que es un 40 por ciento más rápida que su predecesora.
También queremos destacar nuestro propio apartado en la web dedicado a la industria automovilística. Este es el tercero de una serie de zonas web en donde destacamos las tendencias sobre materiales y mecanizado en diferentes industrias. Manténgase informado.
HANS HELLGREN
VICEPRESIDENTE EJECUTIVO DE
VENTAS Y MARKETING
En la India, una nueva estrategia para herramientas permite a Volvo Eicher Commercial Vehicles (VECV) mejorar la productividad. ACELERADOR AL MÁXIMO
ÍNDICE EDITORIAL núm. 2.2012
¿TIENE ALGUNA SUGERENCIA? ¿Tiene alguna idea para compartir con Edge? Envíelas a [email protected].

El equipo de I+D de Peugeot busca materiales de alto rendimiento más ligeros.TEXTO Anna McQueen FOTOGRAFÍAS Peugeot
PERDIENDO
PESORECUBRIMIENTOS SIMILARES AL DIAMANTEEl equipo de Delcourt también está considerando diferentes formas para reducir la fricción en los motores, trabajando con recubrimientos de alto rendimiento que reducen el desgaste. "Hemos comenzado a utilizar recubrimientos de carbono similares al diamante en ciertas piezas, como por ejemplo los nuevos motores de tres cilindros para el nuevo 208. El funcionamiento es muy bueno pero su coste es muy elevado", añade.
PIEZAS DE PLÁSTICO "Queremos utilizar más el plástico, incluso en piezas mecánicas, ya que es un material más ligero", explica Delcourt. "Recientemente, hemos sustituido nuestros depósitos de gasolina de acero por unos de plástico, lo que nos permite reducir en un kilo el peso total del vehículo".
REDUCCIÓN DEL ESPESOR En aquellos puntos en los que se sigue utilizando el acero, PSA también está llevando a cabo un gran esfuerzo para mejorar la calidad del acero usado. "Si es más efi ciente, podemos utilizar una cantidad menor y una reducción del 10% en el espesor de la lámina de acero que utilizamos que nos permite reducir el peso en 5 kg", afi rma Delcourt.
COMPOSITESOtra área de interés es la de los composites, si bien su precio puede resultar prohibitivo. "La fi bra de carbono no solo es muy cara, sino que además no es un material adecuado para los elevados requisitos que plantean los métodos de producción de automóviles", afi rma Delcourt. No obstante, todos los fabricantes están buscando composites tanto para las piezas de la estructura como para las piezas mecánicas. En la actualidad, PSA está considerando diferentes asociaciones con la industria aeronáutica para sacar partido a sus habilidades.

EL RETO A CORTO PLAZO al que se enfrentan actualmente los fabricantes de vehículos en Europa es muy sencillo. Las estadísticas indican que, en el año 2020, los vehículos impulsados por combustibles fósiles seguirán suponiendo aproximadamente el 90 % de los vehículos que circulen por las carreteras. Por ese motivo, los ingenieros buscan métodos innovadores para reducir las emisiones de CO2 en estos modelos, incrementando la efi ciencia de los motores, mejorando la aerodinámica y reduciendo el peso del vehículo.
Sin embargo, hay una serie de factores adicionales que Peugeot SA (PSA) debe tener en cuenta a la hora de desarrollar nuevos materiales para cumplir los retos que impone la legislación sobre emisiones de CO2. Según Olivier Delcourt, experto en materiales del departamento de I+D de PSA ,"no solo tenemos que respetar la normativa REACH de la UE sobre sustancias químicas para proteger la salud humana y el medio ambiente, sino que además tenemos que gestionar los recursos y las materias primas del planeta de tal forma que evitemos los problemas geopolíticos". "Asimismo, necesitamos suministros locales para nuestras instalaciones de producción de todo el mundo, tenemos la necesidad de reducir nuestros costes continuamente y asimismo hemos de seguir una estrategia estricta para ser más respetuosos con el medio ambiente, lo que impone una serie de requisitos específi cos. Se trata de
conseguir un equilibrio continuo entre los diferentes materiales", explica.
Los fabricantes de herramientas tendrán que incorporar estos cambios técnicos en el mundo de la fabricación de vehículos. Tendrán que adaptarse y desarrollar soluciones para gestionar los nuevos composites, aluminios y aceros de alta capacidad, manteniendo al mismo tiempo su competitividad. "Para nosotros,
es esencial mantener el ritmo de producción y, si es posible, incrementarlo", afi rma Delcourt. "Las empresas como Seco Tools van a desempeñar un papel esencial para conseguir esto, ayudándonos a mantener y a reducir nuestros tiempos de ciclo", explica. "Asimismo, desempeñan un papel esencial al reducir el desgaste, lo que supone que las superfi cies de las piezas sean incluso mejores que antes. Necesitamos acabados de alta calidad similares a los de un espejo para reducir la fricción. Necesitamos su experiencia".
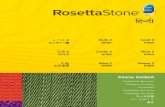
Nivel permitido de emisiones de CO2 por
kilómetro en el pasado y en el futuro
2008
154 g 2015
130 g2020
95 g
"Va a ser una tarea de titanes. Sobre todo, porque para reducir las emisiones de CO2 en un gramo, se necesita reducir el peso del vehículo en 10 kg y su tamaño es cada vez mayor" afi rma Olivier Delcourt, experto en materiales del departamento de I+D de Peugeot SA (PSA). "Desde la década de los 90, los vehículos de PSA han experimentado un aumento de peso de 15 kg cada año de media". Esto se debe a que los clientes demandan mayores medidas de seguridad y mejores equipamientos", explica.
1 g de CO2
=10 kg devehículo
Olivier Delcourt, experto en materiales en el departamento de I+D de Peugeot SA.
65% DE ACEROHabitualmente, el 65% del peso de un vehículo de PSA es acero. Es el material utilizado con mayor frecuencia, tanto en la estructura como en las piezas mecánicas. "En PSA estamos intentando reducir el peso del vehículo, incrementando la cantidad de aluminio
que utilizamos, tanto en las piezas de gran tamaño, como las culatas, en la suspensión y en el estructura", explica Delcourt. "Otros fabricantes ya lo utilizan en vehículos de gama alta, aunque su coste es más elevado y es menos efi ciente que el acero".
65 %

En 2011, Volvo Eicher Commercial Vehicles produjo mensualmente más de 3.900 autobuses y camiones en Pithampur, la India. En la actualidad, la cifra asciende a 4.750.

7
I N D U S T R I A D E L A U T O M Ó V I L
edge [2·2012]
El fabricante indio de vehículos Volvo Eicher Commercial Vehicles Ltd ha incrementado su productividad en un 20 por ciento en el último año sin llevar a cabo ninguna inversión de capital signifi cativa. TEXTO: Paranjoy Guha Thakurta
y Bisheshwar Mishra FOTOGRAFÍA:
Manpreet Romana
V.S. Tomar, director general adjunto de VECV, seleccionó Seco Tools por sus estrictos criterios de calidad.

8 edge [2·2012]
herramientas, el tiempo de ciclo se reduciría de 11,87 a 6,23 minutos "Hemos reducido la duración del ciclo a 6,24 minutos, por lo que solo hemos incumplido nuestro objetivo en 0,01 minutos. A pesar de ello, los directivos de VECV quedaron más que satisfechos", afi rma V.S. Kultarni, experto regional para Asia Pacífi co sobre aplicaciones para automóviles, añade que el uso de las herramientas y servicios de Seco también ha mejorado la vida útil de los equipos de VECV.
Con la ayuda de Seco, VECV ha podido incrementar la producción de autobuses y camiones de la planta desde un promedio de 3.900 unidades mensuales hasta las 4.750, lo que supone un incremento de más de una quinta parte en el mismo año.
"En la actualidad, estamos considerando utilizar las herramientas de Seco en la línea que fabrica bloques de cilindros", afi rma Tomar, añadiendo que su empresa establece relaciones a largo plazo con sus proveedores y socios. Son buenas noticias para Seco, ya que VECV planea duplicar la capacidad de fabricación en Pithampur desde su ratio anual de 50.000 autobuses y camiones hasta las 100.000 unidades para el año 2015. La capacidad de producción podría duplicarse de nuevo cinco años más tarde si las condiciones de mercado siguen siendo favorables.
A FINALES DE 2010, SECO supo que Volvo Eicher Commercial Vehicles Limited (VECV), uno de los principales fabricantes indios de vehículos comerciales, quería incrementar la productividad de su fábrica en Pithampur, en la zona central de la India, sin modifi car su maquinaria pesada básica ni incrementar el capital en equipamiento. Esta era la oportunidad perfecta para Seco en demostrar la efi ciencia de sus herramientas a medida y sus soluciones de ingeniería.
"Incorporar un nuevo proveedor es siempre un reto", afi rma V.S. Tomar, director general adjunto de VECV. "Seco estaba dispuesto a aceptar nuestros estrictos términos y condiciones. Eso nos dio confi anza en las capacidades de la empresa". VECV aceptó la propuesta de Seco, que incluía una serie de estrictos criterios de calidad no negociables.
En enero de 2011, Seco proporcionó a VECV cuatro conjuntos de herramientas para realizar pruebas". "Hemos podido ofrecer soluciones de ingeniería completas a VECV al ofrecerles una experiencia y unas herramientas a medida situadas por encima de nuestros productos estándar", afi rma Chirag Shah, responsable de ventas regionales del área central de Seco.
Las máquinas de VECV podían ofrecer unos parámetros de corte más elevados pero las herramientas que la empresa estaba utilizando no eran las adecuadas. Los nuevos escariadores y brocas proporcionados por Seco han ayudado a VECV a intensifi car sus resultados y la solución de escariado de Seco deja acabados superfi ciales perfectos tras el mecanizado.
Seco prometió a VECV que, al instalar 18 conjuntos de
" En la actualidad, estamos considerando utilizar las herramientas de Seco en la línea que fabrica bloques de cilindros".
Seco ha superado ampliamente todas nuestras expectativas".V.S. Tomar, director general adjunto de VECV.

Volvo Eicher Commercial Vehicles (VECV) es una empresa asociada al 50 % entre Volvo y la empresa india Eicher Motors Limited, cuya actividad comenzó en julio de 2008. En la actualidad, VECV es el fabricante de vehículos comerciales más grande de la India, con un benefi cio anual de aproximadamente 50 mil millones de rupias (aproximadamente 1.000 millones de dólares). La sede de esta empresa se encuentra en Pithampur,
lugar en el que se fabricó el primer camión de Eicher hace 25 años. La ciudad se encuentra a 21 kilómetros de Indore, en el estado de Madhya Pradesh, en la zona central de la India.
VECV produce una amplia gama de vehículos, que incluye desde coches de lujo hasta autobuses que se han hecho populares en la India para el transporte de estudiantes. Algunos gobiernos regionales, como por ejemplo el de Andhra
Pradesh, han comenzado a adquirir autobuses de Volvo de forma masiva y, en la actualidad, más de 100 vehículos de esta marca se encuentran en uso en diferentes instalaciones mineras de la India. En 2010, VECV anunció una inversión de 2.900 millones de rupias en la planta de Pithampur para la producción y el montaje fi nal del nuevo grupo global VE Powertrain de Volvo. La planta se inauguró en febrero de 2012.
Volvo en la India
La nueva planta de motores de VECV se inauguró en 2012.
Además de mejorar la calidad, el uso de las herramientas y servicios de Seco ha mejorado la vida útil de los equipos de VECV.
El mecanizado de una culata en Volvo Eicher Commercial Vehicles implica el uso de 18 herramientas, ocho de las cuales son estándar.
Las herramientas estándar incluyen brocas, fresas de fondo plano, achafl anar y un macho.
Las herramientas personalizadas incluyen brocas, escariadores, y fresas de metal duro.
Con las nuevas herramientas de Seco, VECV ha podido reducir el tiempo del proceso para una culata desde 11,87 a 6,24 minutos.
18 herramientas en total Pieza/Culata
9edge [2·2012]

El fabricante de cojinetes para motores Miba no quería una herramienta a medida para las operaciones de fresado: necesitaba una estándar. TEXTO Lois Hoyal FOTOGRAFÍA Werner de Krug
EQUIPAMIENTO ESTÁNDAR
A P L I C A C I Ó N F R E S A D O
335.25: fresa de disco para grandes anchos de corteCaracterísticas de la fresa de disco 335.25: Plaquita con una geometría optimizada, que reduce las fuerzas de corte y el nivel de ruido
Conexión robusta y estable entre la plaquita y el cuerpo de la fresa
Radios de esquina de las plaquitas de entre 0,8 y 6 milímetros
Cuatro fi los de corte para reducir el coste por pieza Geometrías y calidades de plaquita disponibles para todos los materiales
Asientos fi jos con refrigeración central o ajustables para disponer de una máxima fl exibilidad
WWW.SECOTOOLS.COM/335_25

La solución de Seco demostró ser económica gracias a que la fresa dispone de plaquitas intercambiables estándar con cuatro fi los de corte.
AS HERRAMIENTAS A MEDIDA no siempre son la mejor opción. Al menos, en lo que respecta a los cojinetes de motores. Miba Bearing Group, un especialista austriaco en la producción de cojinetes, ha querido sustituir durante mucho tiempo las fresas de disco de un solo uso fabricadas internamente por herramientas estándar que pudieran
utilizarse para las operaciones de fresado en acabado en los cojinetes deslizantes. Cuando Miba se puso en contacto con Seco, era el momento adecuado: Seco tenía en fase de desarrollo la herramienta ideal, ofreciendo a Miba una mayor productividad, menores costes, un ahorro en la inversión en maquinaria y una gestión de herramientas simplifi cada.
"El problema de Miba era que estaba buscando una herramienta estándar, una que pudiera pedirse un día y entregarse al día siguiente, y no una herramienta a medida que tardara varias semanas en el plazo de entrega", afi rma Johann Pichler, ejecutivo de ventas de Seco. "Nuestro prototipo encajaba a la perfección".
La nueva fresa de disco de Seco, denominada 335.25, dispone de plaquitas XNHQ y puede utilizarse en operaciones de ranurado y en otras en las que la accesibilidad sea un problema. Benjamin Michelet, responsable de producto de Seco, afi rma que la herramienta está diseñada para su uso en un amplio rango de industrias, incluyendo la aeronáutica, mecánica general, producción de energía, automóvil, petróleo y gas.
Antes de su lanzamiento en la primavera de 2012, la fresa de disco se probó en la fi lial de Miba dedicada a cojinetes de motores en Laarkirchen, Austria. Esta fresa se utilizó para fresar ranuras en acabado de los cojinetes para motores de dos tiempos de gran tamaño destinados a, entre otros, los sectores marítimo y energético.
La prueba tuvo éxito: el desbaste y acabado se llevaron a cabo tres veces más rápido con una sola herramienta (en lugar de con dos). El acabado superfi cial en la parte inferior de la ranura fue adecuado (para este tipo de pieza), el proceso de corte fue suave y poco ruidoso y, lo que es más importante, Miba se benefi ció de contar con una fresa de disco estándar. "Buscábamos una solución mejor y más rápida, así como una herramienta con plaquitas intercambiables de metal duro. El producto se adaptaba perfectamente a lo que buscábamos: rápido, efi ciente y con la calidad superfi cial requerida", afi rma Martin Rumpelmayr, miembro de Miba.
L
edge [2·2012] 11

La solución de Seco también demostró ser una opción económica para Miba, debido a que la fresa incluye plaquitas intercambiables estándar con cuatro fi los de corte. La herramienta anterior utilizada por la empresa contaba con plaquitas soldadas, por lo que la herramienta tenía que rehacerse cada vez que estas se utilizaban. "Las plaquitas de la 335.25 pueden utilizarse cuatro veces, lo que reduce el coste de las herramientas especiales, ya que existe una gama completa de radios de esquina disponibles en el rango de productos estándar", explica Michelet, miembro de Seco.
"La herramienta es un 40 por ciento más rápida (casualmente, los costes de producción se han reducido también un 40 por ciento) y ahora disponemos de más capacidad, ya que solo contamos con una fresa y no con dos", añade Rumpelmayr.
La nueva fresa de disco 335.25 incluye plaquitas con una gama completa de geometrías, radios de esquina y calidades para trabajar en todo tipo de aplicaciones y en todos los sectores. "La nueva y suave geometría de corte ofrece un mayor volumen de extracción de viruta, incluso en condiciones inestables y hostiles", afi rma Michelet. El producto incluye una faceta rascadora integrada para generar una excelente calidad superfi cial, lo que elimina la necesidad de operaciones extra de acabado. La herramienta puede solicitarse con un ancho fi jo y refrigeración interior o con un ancho ajustable para disponer de una máxima versatilidad y fl exibilidad. Asimismo, el recubrimiento de níquel en el cuerpo de la fresa incrementa la fi abilidad y la vida útil de la herramienta.
La empresa austriaca Miba buscaba una herramienta de fresado estándar. Según Martin Rumpelmayr, la fresa 335.25 de Seco era exactamente lo que buscaban.
Miba AGClientes: empresas internacionales automovilísticas y de motores
Empleados: 3.900 empleados en todo el mundo, con 1.900 en diferentes ubicaciones de Austria.
Sede: Laakirchen, situada en el estado norte de Austria
Instalaciones de producción: Repartidas en Austria, Eslovaquia, Reino Unido, Estados Unidos, China, Brasil y la India
Divisiones: Miba Sinter Group (componentes para motores de vehículos para pasajeros, transmisiones y amortiguadores), Miba Bearing Group (armazones, cojinetes y arandelas de presión), Miba Friction Group (revestimientos de fricción en frenos y embragues), New Technologies Group (componentes electrónicos y maquinaria especial) y Miba Coating Group (recubrimientos de superfi cies de alto rendimiento)
A P L I C A C I Ó N F R E S A D O
... ahora también disponemos de más capacidad, ya que solo contamos con una fresa y no con dos".Martin Rumpelmayr
12 edge [2·2012]

EL CENTRO DE ESCARIADO DE SECO en La Tour du Pin, en el sureste de Francia, cuenta con clientes principalmente en la industria aeronáutica y del automóvil, aunque también proporciona piezas a la industria de la mecánica general. Como parte de la iniciativa por parte de la empresa para reducir su impacto en el medio ambiente, el centro de escariado ha introducido recientemente un sistema de reciclaje del calor para mejorar el control de la temperatura en los talleres de rectifi cado y afi lado.
"En el pasado, teníamos muchos problemas con el control de temperatura", explica Christophe Guigard, director de seguridad y calidad del medio ambiente. "Para garantizar la precisión de nuestros procesos de corte, tenemos que trabajar con temperaturas de entre 20 y 22 °C. En invierno, algunas veces hace demasiado frío y, en verano, los motores que utilizamos en el taller, unidos a las temperaturas exteriores de más de 35 °C, hacen que haga demasiado calor. Teníamos que organizar el mecanizado de precisión en momentos específi cos del día, cuando
la temperatura era la adecuada. Asimismo, las comprobaciones de control de calidad tenían que llevarse a cabo con la misma temperatura con la que se mecanizaron las piezas, por lo que mantener constante la temperatura era esencial".
El centro invirtió en un nuevo aislamiento para los techos y en un sistema de aire acondicionado. Entonces, el técnico de mantenimiento Laurent Rabetel propuso un método muy sencillo para utilizar parte del calor generado por los motores del taller para calentar el taller en invierno, así como para liberar el calor durante los meses de verano, añadiendo una funda con una sencilla tapa sobre la tubería de escape. Pudimos comprobar que esta era una inteligente solución manual para el control de la temperatura.
Antes de implementar esta medida, la temperatura en el taller solo era un grado inferior a la del exterior en los meses de verano. Gracias a estas nuevas medidas, la diferencia puede alcanzar los 11 °C. "Los efectos en términos de precisión son solo de unas pocas micras pero necesitamos una temperatura constante para garantizar la precisión de nuestras piezas", afi rma Guigard. "Al contar con el aislamiento en nuestros techos, así como con el sistema de aire acondicionado y con este sencillo sistema de recuperación de calor, podemos gestionar mejor nuestros procesos. Ahora podemos producir piezas de precisión todo el día y llevar a cabo comprobaciones de control de calidad sabiendo que todas las lecturas serán precisas".
Temperatura perfecta para un corte de precisión.
Antes: 11 grados de diferenciaAhora: solo dos grados
20–22 °C
E S TA B I L I D A D
edge [2·2012] 13
El centro de escariado de Seco en La Tour du Pin ha desarrollado un sistema inteligente y sencillo para el control de la temperatura.TEXTO: Anna McQueen I LUSTRAC IÓN: Robert Hagström
REFR
IGER
ACIÓ
N CO
NSTA
NTE

C UANDO DON GRAHAM no está llevando a cabo una presentación delante de un grupo de personas en la sede central de Seco NAFTA en Troy, Michigan (EE. UU.) probablemente
podremos encontrarlo en su granja, conduciendo un tractor o colocando riego en algunos de sus 300 árboles para recolectar la savia de los arces. "Solemos producir unos 208 litros de sirope al año. Después de embotellarlo, regalamos una parte y el resto lo vendemos bajo la marca Graham Family Farm", afi rma el enérgico responsable de los servicios técnicos y formativos de Seco EE. UU. Al crecer en una granja en el oeste de Michigan, Graham desarrolló la pasión por la agricultura. En la actualidad, sigue cultivando trigo, avena y otros cultivos en su granja de 65 hectáreas.
Después de asistir a clase en una escuela rural con una sola aula hasta quinto de primaria, Graham desarrolló su pasión por la ciencia hasta obtener su licenciatura en Física y metalurgia. La primera etapa de su carrera tuvo lugar en General Electric. Más tarde, pasó a formar parte del departamento de desarrollo de materiales de Seco. Al pasar al departamento de marketing, los conocimientos técnicos y las habilidades comunicativas de Graham le hicieron destacar y, en 2008, se le invitó a poner en marcha un nuevo departamento: servicios técnicos y formativos.
Además de proporcionar análisis sobre nuevos productos y de realizar pruebas, este grupo de cinco personas tiene como tarea principal la formación. "Al formar a los empleados de nuestro equipo de ventas, uno de los objetivos que perseguimos es elevar su visión", afi rma Graham. "Saben sobre máquinas y herramientas pero queremos que comprendan que pueden mejorar sus habilidades para vender o diseñar si mejoran su base de conocimiento". Mediante una combinación de formación en el aula y sobre el terreno, Graham y sus instructores proporcionan una formación de tres días con los aspectos básicos sobre el mecanizado, análisis de fallos y resolución de problemas, dirigida siempre a mejorar las habilidades de observación de los estudiantes.
Los servicios técnicos y formativos no se dirigen de forma exclusiva a nuestros empleados. Los distribuidores y clientes de Seco (y en algunas ocasiones alumnos universitarios) también son los destinatarios de las clases impartidas por este grupo, que utiliza ocho aulas, un auditorio de 70 plazas de última generación y un espacioso centro técnico para la formación práctica. "Solemos utilizar el método socrático y formamos realizando preguntas, guiando a los estudiantes en la dirección adecuada e intentando que aprendan por sí mismos". Graham cree que los clientes tienen que saber cómo seleccionar las mejores tecnologías emergentes. La formación que les proporciona les ayuda a incrementar su productividad, a seguir siendo competitivos y a que sus fábricas sean competitivas en el mercado global.
Graham se ríe cuando piensa sobre su trabajo actual como formador y presentador. "Si me hubieran dicho cuando estaba en la universidad que trabajaría dando clase delante de tantas personas, te habría respondido 'ni hablar'. Soy una persona muy introvertida". De hecho, cuando llevó a cabo un test de personalidad en Seco, se le califi có
Don Graham y su equipo de instructores ha desarrollado presentaciones de gran éxito para dar a conocer sugerencias sobre productos e información sobre el mecanizado.TEXTO: Dwight Cendrowski FOTOGRAFÍAS: David Lewinsky
P E R F I L D O N G R A H A M
Presentación muy característica
edge [2·2012]14

Nombre: Don Graham Edad: 59Experiencia: • Licenciado por la Michigan Technological University en física y metalurgia
• Comenzó a trabajar en 1975 para el Centro de Investigación y Desarrollo de GE en aplicaciones para reactores nucleares y en el desarrollo de aleaciones para motores a reacción
• Ha desarrollado nuevos recubrimientos y sustratos en Seco. Después, pasó a ser responsable del grupo de desarrollo de materiales en el departamento de I+D de NAFTA
• Pasó al departamento de marketing y se le seleccionó para crear el departamento de servicios técnicos y formación en 2008
Intereses: agricultura y producción de sirope de arce
UNA MENTE PARA LOS METALES
Don Graham puso en marcha el departamento de servicios técnicos y formación de Seco EE. UU. para proporcionar asistencia a los empleados, a los distribuidores y a los clientes.
" Al formar a los empleados de nuestro equipo de ventas, uno de los objetivos que perseguimos es elevar su visión". Don Graham
edge [2·2012] 15

como la persona más introvertida del edifi cio. Aún así, se siente cómodo, preparado y es efectivo. Esto se debe en gran parte al trabajo duro. En el pasado, Graham ensañaba sus presentaciones entre siete y nueve veces en una sala vacía.
En lo que concierne a sus métodos de formación, es una persona eminentemente autodidacta y se ha inspirado en destacados oradores, predicadores e incluso en cómicos. Presta atención a la forma en la que estos controlan a una audiencia, cómo desarrollan una historia y la forma en que modulan sus voces, así como la entonación que utilizan. También estudia sobre investigación en educación, inspirándose en el programa de televisión para niños Barrio Sésamo: "Suelen hablar de lo que se denomina el 'factor pegajoso'. ¿Cómo puedes conseguir que la información se pegue a una audiencia y consiga que recuerden lo que están escuchando?", pregunta Graham. "Intento dar clase con el fi n de ayudar a la audiencia a que recuerde, utilizando analogías, imágenes con palabras e ilustraciones". Para estar al día, Graham se mantiene en contacto con el departamento de investigación y desarrollo en la sede central de Seco en Suecia.
El éxito del programa de educación ha provocado algunos problemas de agenda. Graham y sus compañeros intentan aliviarlo proporcionando información mediante correo electrónico y generando herramientas técnicas en Excel y PowerPoint. "La demanda está ahí: la gente quiere recibir información, pero no disponemos del personal
necesario para ir a todos los lugares en los que queremos estar", afi rma. De hecho, entre el 30 y el 40 por ciento del tiempo de Graham corresponde a los viajes para ir a dar clase.
Los comentarios recibidos por los asistentes han sido positivos en todos los casos. Estos afi rman que las clases de Seco superan en gran medida a los programas que ofrece la competencia. Un cliente afi rma lo siguiente: "El nivel de conocimiento de los profesores se sale de los límites. A pesar de ello, hablan de forma clara, concisa y a un nivel que todo el mundo puede entender. Sin duda, la mejor clase a la que he asistido nunca"
P E R F I L D O N G R A H A M
Consejos de Don Graham para una presentación óptima: La clave es la práctica. Al igual que cualquier otra disciplina, es necesario trabajar en ella. Se puede practicar delante de la familia o en una sala vacía.
Pensar en qué motiva a la audiencia, sea ganar dinero o adquirir nuevas habilidades. Hay que dirigirse a esas necesidades.
Hay que mantener la atención de la audiencia y conseguir que la presentación sea interesante. Si no se es un orador con habilidades naturales, pueden buscarse formas de captar la atención de la audiencia, como por ejemplo un dibujo, un fragmento de vídeo o una broma.
edge [2·2012]16

INFORMACIÓN SOBRE AUTOMOCIÓN
Gracias al área de la web sobre automoción y de su
facilidad de utilización, los clientes pueden obtener
toda la información que necesitan con un máximo
de tres pulsaciones.EL NUEVO ÁREA DE LA WEB sobre automoción de Seco proporciona información sobre las tendencias más recientes en la industria automovilística, sobre procesos e innovaciones en productos, junto con ejemplos de aplicaciones en el mundo real. Puesto en marcha en enero de 2012, incluye datos sobre materiales, información sobre procesos de corte y diferentes aspectos de la fabricación de automóviles.
Esta intuitiva área incluye modelos en 3D interactivos de vehículos, que permiten a los usuarios identifi car componentes específi cos e informarse sobre las prácticas recomendadas en su
fabricación. La información de ésta procede de la red global de expertos de Seco que colaboran estrechamente con fabricantes de automóviles en todo el mundo.
"La principal característica son los modelos de mecanizado interactivos, en los que un cliente puede seleccionar una pieza y examinar qué soluciones ofrece Seco para estas operaciones de forma interactiva", afi rma John Tindall, director general del grupo de ingeniería estratégica de Seco Tools.
"Los usuarios pueden ver simulaciones, vídeos, informes de ahorro de costes y mucho más. Se trata de un recurso valioso para nuestros clientes, con el que pueden mantenerse informados sobre las tendencias y desarrollos más recientes".
HASTA AHORA, la respuesta al área sobre automoción de Seco ha sido extremadamente positiva. "Los clientes de Estados Unidos nos han dejado mensajes de voz alabando el sitio", afi rma Tindall. En Alemania, el boletín maschine + werkzeug lo ha califi cado como 'la web de la semana'.
Tindall aconseja a los usuarios que prueben ellos mismos: "Probadlo, usadlo... os sorprenderá lo que podéis aprender y todo lo que Seco tiene que ofrecer".
TEXTO: Cari Simmons FOTOGRAFÍAS: Istockphoto y Getty Images
El nuevo área web de Seco,específi co para la industria, es el tercero de una serie áreas enfocadas a los sectores industriales. Además del sector del automóvil, Seco ha desarrollado áreas web dedicadas a la industria aeronáutica y generación de energía. Para el próximo año, se está planifi cando la puesta en marcha de un área específi ca para el sector del petróleo y del gas. www.secotools.com/automotive
edge [2·2012] 17

TEXT Rob Schoemaker I LLUSTRATION Istockphoto
IN SPINDLES
Potencia y par"En industrias como la aeronáutica, las fresadoras tienen que extraer grandes cantidades de material. Los husillos compactos de alta velocidad, elevada potencia y par pueden eliminar, por ejemplo, 15 dm3 por minuto de aluminio".
Miniaturización"Las herramientas de menor tamaño para industrias como la electrónica o la de semiconductores requieren unos rangos de vueltas de hasta cientos de miles de revoluciones por minuto. Para conseguir esto, se necesitan cojinetes sin contacto aerostático o aerodinámico y nuevas tecnologías de motor".
Supervisión"El objetivo principal es una mayor productividad y eso implica un mayor control exhaustivo de todo el proceso. Una mayor potencia y velocidad requieren una mejor supervisión. Se debe disponer de una imagen clara del estado del husillo en todo momento. Una observación constante y dinámica permite optimizar los procesos".
TENDENCIAS SOBRE HUSILLOS
EL FABRICANTE DE HUSILLOS Fischer Precise afi rma que un husillo de alta velocidad es "el corazón de una máquina-herramienta". Debido a las nuevas demandas que las máquinas-herramienta deben cubrir, este corazón tiene que latir más rápido y con mayor fi abilidad. Edge ha pedido a Roman Rudolf, director de ventas y asistencia de Fischer AG, que identifi que las cinco principales tendencias en la fabricación de husillos.
TEXTO Michael Lawton I LUSTRAC IÓN Johan Nohr & Istockphoto
Precisión"No se puede obtener un resultado preciso a menos que se pueda garantizar una gestión térmica precisa y, para ello, se necesitan sistemas de refrigeración efectivos. Precisión también signifi ca unas superfi cies que sean perfectas en la primera pasada, por lo tanto, no hay necesidad de pulido, porque no hay infl uencias negativas atribuibles al husillo".
Procesos de refrigeración"Los nuevos materiales, como la fi bra de carbono, han generado
nuevas demandas de lubricantes de refrigeración. Estos materiales
pueden requerir el uso de aire seco, refrigeración en cantidades mínimas (MQL) o una refrigeración tradicional
de la herramienta. Todos estos métodos de refrigeración tienen que gestionarse
con un husillo que sirva para todas las aplicaciones".
4
PERSPECTIVAS TENDENCIAS GLOBALES
5
22 3
1
18 edge [2·2012]

TALADRADO EN GRANDES DIMENSIONESUna solución de broca modular está ayudando a una empresa de 121 años de antigüedad a crecer en el siglo XXI.TEXTO: Dwight Cendrowski FOTOGRAFÍA: Getty Images
Bardons & OliverEmpresa constructora de máquinas-herramienta, fundada en 1891.Propiedad al 100 por 100 de sus empleados desde 2008.120 empleados en dos divisiones.Instalaciones de última generación: 9.300 m2 en Solon, Ohio (EE. UU.).
S E C T O R D E L P E T R Ó L E O Y G A S

Una visión orientada a la precisiónAl tener que trabajar con tolerancias de mecanizado muy estrictas, en verano Bardons & Oliver mantiene su fábrica con temperaturas de entre 21Cº y 22Cº mediante aire acondicionado, ya que el acero se dilata y comprime con las variaciones de temperatura. Asimismo, con el fi n de proporcionar la máxima precisión a sus clientes, la empresa ha invertido en una sofi sticada máquina de medición por coordenadas (CMM). Esta máquina extremadamente sensible utiliza software 3D para medir con gran exactitud las características geométricas de la superfi cie de una pieza. Aislada del resto de la planta, la CMM dispone de una base de absorción de vibraciones y se sitúa sobre dos metros de granito sólido.
I N D U S T R I A P E T R Ó L E O Y G A S
Bardons & Oliveres un fabricante de máquinas herramienta de precisión de 121 años de antigüedad y un contratista de tamaño medio situado en Solon, Ohio. "Diseñamos, llevamos a cabo las tareas de ingeniería, fabricamos y montamos equipos CNC (control numérico por ordenador) y también proporcionamos servicios de mecanizado en nuestra división de fabricación", explica Ben Bailey, director de la unidad de negocio de contratación. Los productos de la empresa se utilizan en una línea de productos muy diversa incluyendo la del petróleo y gas, minería, transporte, generación de energía, calefacción y refrigeración y demolición (es decir, maquinaria para demoler estructuras o carreteras).
Algo poco común, Bardons & Olivier ha sido una empresa propiedad de sus empleados al 100 por 100 desde 2008. "Desde el nivel de los operarios hasta el encargado de dirigir el barco, todo el mundo tiene intereses en la empresa", afi rma Bailey.
Este señala a la grúa situada en el área de desbarbado recién terminada, el último paso antes de que un trabajo se entregue. "Llevamos a cabo una fabricación austera y aplicamos fl ujos de trabajo efi cientes", afi rma Bailey. "Asimismo, estamos muy orgullosos de disponer de un entorno limpio y seguro. Aquí todo es seguridad, seguridad y seguridad".
El negocio de Bardons & Oliver está lleno de competidores y sujeto a los altibajos de la economía. Afortunadamente, el negocio se ha mantenido al alza desde 2010. Bailey explica que se han especializado en fabricación como subcontratista de piezas de gran tamaño y mecanizado horizontal, con piezas del rango de los 4.545 kg. Una economía llena de retos ha dado paso a un sector de la fabricación que crece vertiginosamente. Tanto, que Bailey está teniendo problemas para encontrar sufi cientes trabajadores cualifi cados para su contratación.
edge [2·2012]20

cantidades de acero, para lo que se estaba necesitando mucho tiempo y estaba suponiendo un desgaste considerable del equipamiento. La solución de Seco fue sustituir la broca tipo espada por una unidad modular de Seco. En las pruebas de ésta, se comprobó que los volúmenes de extracción de viruta eran hasta seis veces superiores. Asimismo, los costes se redujeron considerablemente.
En palabras de Tom Milner, ingeniero de aplicaciones senior para la región de Ohio, "en las pruebas, comparando con un sistema de broca modular de la competencia, se demostró que el diseño de Seco era superior en términos de vida útil de las plaquitas de metal duro de la herramienta y en la broca piloto". En lo relativo a los problemas de Bardons & Oliver con las roturas ocasionadas en los puntos de ensamblaje de la broca modular de la competencia, Milner afi rma que "hasta la fecha, no hemos tenido ningún problema con la broca de Seco".
El sistema SD601 es una broca con cabeza modular de hasta de 160mm en diámetro como estándar. Al no estar limitado ya a los agujeros pequeños y a pocas
Seco es el proveedor principal de herramientas para el taller de mecanizado de Bardons & Oliver, suministrando hasta el 75 por ciento de las herramientas utilizadas en la planta. Bailey alaba el trabajo de Seco: "Las herramientas tienen un rendimiento excelente. También recibimos un servicio impecable. En cuestión de minutos podemos tener a Seco en el teléfono y tenerlos trabajando con nosotros aquí en cuestión de una hora".
LAS DOS EMPRESAS han fi rmado recientemente un acuerdo de colaboración, mediante el cual Bardons & Oliver actúa como instalación de pruebas, supervisando las novedades más recientes en herramientas y proporcionando experiencias que los ingenieros de Seco pueden utilizar para mejorar sus prestaciones. Un ejemplo de esta colaboración es la broca con cabeza modular SD601, que Seco ha proporcionado a la división de fabricación de Bardons & Oliver desde julio de 2011. La división necesitaba taladrar agujeros de gran tamaño para aplicaciones en la industria del petróleo y del gas. Esta operación suponía extraer grandes
Solución de taladrado: Seco SD600 DESCRIPCIÓN: sistema de broca con cabeza modular para agujeros de gran diámetro y profundidad
DIÁMETRO: hasta 160mm para SD601
CARACTERÍSTICAS: robustas plaquitas cuadradas, patines guía fl otantes integrados, adaptadores HTS y ABS y diseño de broca piloto
VENTAJAS: mejor calidad de los agujeros, incremento de producción y menor coste de la herramienta
Bardons & Oliver utilizó la broca de 160mm con una longitud de 749mm, taladrando hasta una profundidad de 699mm. Los mejores resultados se consiguieron a 212 rpm y a 33mm por minuto. La máquina proporcionaba 43 caballos de potencia. El tipo de material era similar al grupo de materiales de Seco número 5.
Bardons & Oliver sustituyó la broca tipo espada por una unidad modular de Seco. En las pruebas de ésta, se comprobó que los volúmenes de extracción de viruta eran hasta seis veces superiores.
edge [2·2012] 21

profundidades, Bardons & Oliver puede taladrar ahora grandes agujeros de tamaño preciso en lugar de tener que comenzar con un agujero pequeño y a continuación mandrinar en diferentes pasadas. El cambio ha supuesto una reducción del tiempo del ciclo y un desgaste menor en la maquinaria. Asimismo, existe la posibilidad de añadir extensiones para alcanzar la profundidad que se desee. Bailey destaca una fresadora CNC (control numérico por ordenador) para mandrinar, la mayor de la planta que, cuando esté funcionando por completo, podrá sacar partido a toda la potencia y profundidad de la SD601.
En palabras de Bailey, "con las geometrías de Seco, las diferentes calidades de plaquita, las preparaciones de arista y los diferentes recubrimientos que ofrecen, les elegiría a ellos antes que a cualquier otro. En nueve de cada diez ocasiones, las herramientas de Seco han sido las mejores opciones para nosotros". Bailey añade: "Además, están muy receptivos a las criticas y sugerencias. Si les dices que algo no va bien respecto una herramienta, cogen esa información y se la transmiten a los ingenieros. En muchas ocasiones, seis meses o un año más tarde, ahí está: justo la herramienta que necesitábamos".
I N D U S T R I A P E T R Ó L E O Y G A S
edge [2·2012]22
“ En nueve de cada diez ocasiones, las herramientas de Seco han sido las mejores opciones para nosotros”.

El león de DetroitRuss Atkinson, presidente de Ellison Technologies, explica cómo un enfoque hacia las soluciones integrales ha permitido mantener a su empresa en una posición líder durante el crecimiento actual en el sector de fabricación de automóviles en Estados Unidos.
COMO CORPORACIÓN, somos el mayor distribuidor de máquinas-herramienta en Estados Unidos, con ventas que este año van a superar el medio billón de dólares. En el
mercado de Michigan, Ellison Technologies representa a las empresas DMG, Mori Seiki, Mikron y Fanuc Robotics. Creemos que, sin duda, Michigan está liderando el esfuerzo económico para salir de la recesión. La mayor parte de nuestros equipos terminan en la industria automovilística. De hecho, el negocio ha despegado desde fi nales de 2010. El consumo de máquinas se aproxima al de las cifras récord y sigue siendo estable en los mercados automovilísticos a los que suministramos.
Vendemos soluciones y proporcionamos a nuestros clientes la capacidad de fabricar piezas más rápido y con reducción de costes. Cuando nos reunimos con un cliente, contactamos inmediatamente con Seco para que nos guíe a la hora de elegir la mejor solución en materia de herramientas. Trabajan con nosotros para poner en marcha esas herramientas y maximizar la producción obtenida con la máquina.
Y Seco destaca en el campo de la asistencia. Llaman a nuestra puerta avisándoles con muy poco tiempo de antelación, se remangan en nuestro taller y están dispuestos a ayudarnos para resolver los problemas del cliente. Nadie en nuestra área de comercio local proporciona ese tipo de asistencia. Estamos realizando una jornada de puertas abiertas para demostrar que el nuevo software y herramientas pueden mejorar la productividad entre un 30 y un 50 por ciento en el desbaste en las primeras operaciones de mecanizado.
Seco proporciona herramientas para nuestras aplicaciones de mecanizado. Asimismo, trabajan con nosotros para desarrollar el proceso. También realizamos estudios de tiempos de ciclo de forma conjunta. Cuando garantizamos una tasa de producción a un cliente, en algunas ocasiones Seco realiza un estudio de tiempos de ciclo y, por ejemplo, afi rma lo siguiente: "Puedes fabricar esta pieza en tres minutos". A continuación, transmitimos esta información al cliente y trabajamos estrechamente con Seco para desarrollar el proceso.
FOTOGRAFÍA David Lewinski
E N E L T R A B A J O
edge [2·2012] 23
RUSS ATKINSONOcupación: presidente de Ellison Technologies en MichiganUbicación: Novi, Michigan (EE. UU.)Edad: 65 Familia: casado y con tres hijos Intereses: navegar en un velero de diez metros, carpintería y ebanisteríaFormación: licenciado en Ingeniería industrial por la Ohio University

24 edge [2·2012]
LA FUNDICIÓN, que con la separación del grafi to se solidifi ca, se le denomina fundición gris debido al hecho de que el grafi to libre expuesto provoca fracturas en las superfi cies de un color gris. Entre los componentes típicos de fundición gris en la industria automovilística encontramos los bloques de motor, los discos de freno, los tambores de freno, las camisas de los cilindros, los volantes y los discos de embrague.
La fundición gris está disponible en una serie de calidades estandarizadas basadas en la resistencia y en la dureza. Estas cualidades pueden mejorarse añadiendo manganeso, cromo, níquel, volframio o cobre. Desde el punto de vista del mecanizado, la microestructura (que casi es sinónimo de dureza) es completamente dominante. La cantidad, tamaño y distribución de las láminas de grafi to, así como la cantidad de ferrita libre y de perlita laminar determina la resistencia y la dureza de la fundición gris. La aleación con elementos como el carbono, el silicio, el azufre y el silicio/manganeso mejoran la capacidad de mecanizado, mientras que el molibdeno, el cromo y el fósforo tienen el efecto opuesto (el molibdeno es el elemento que contribuye negativamente en mayor medida y el fósforo el que menos).
El mecanizado del acero puede describirse como "deformar el material hasta que se arranca". En comparación con el acero, la fundición gris presenta una ductilidad diferente, lo que implica que el proceso de corte sea, en cierto modo, diferente.
Las virutas son cortas (material de astillado corto).
Las fuerzas de corte son, en general, inferiores a las del acero con durezas comparables, si bien la de las fundiciones grises fl uctúan. Esto provoca una carga fl uctuante en la herramienta de corte (efecto de golpeteo = astillado de los fi los de corte).
Las inclusiones abrasivas en el material añaden un desgaste extra a los fi los de corte, por lo que los materiales de corte tienen que contar con una mayor resistencia al desgaste abrasivo.
Selección de la mejor herramienta y de las condiciones de corteLas fundiciones grises son relativamente blandas, aunque muy abrasivas. Por ese motivo, las plaquitas de nitruro de boro cúbico policristalino (PCBN) son la primera opción para el desbaste y el acabado. El contenido en CBN presenta una elevada resistencia a la abrasión.
Sin embargo, la fundición gris puede mecanizarse tanto con calidades de metal duro como de PCBN. El equilibrio entre la perlita y la ferrita en la microestructura de la fundición es esencial para decidir si se utiliza metal duro o PCBN como material de corte. Para maximizar el rendimiento del PCBN, los niveles de ferrita libre en una fundición deben ser inferiores al 5 por ciento. La microestructura ideal para la fundición gris debería ser completamente perlítica, sin presencia de ferrita libre, ya que este contenido puede tener un efecto considerable sobre la duración de la herramienta. Si los niveles de ferrita libre son superiores al 10 por ciento, el rendimiento del PCBN se reduce considerablemente.
Desde el momento en el que se introdujo el PCBN para el mecanizado de la fundición gris, la importancia de la velocidad de corte se ha documentado adecuadamente. Las pruebas
Materia grisPatrick de Vos, responsable corporativo de formación técnica, examina los detalles del corte de piezas de fundición gris.
A F O N D O F U N D I C I Ó N
“Si los niveles de ferrita libre son superiores al 10 por ciento, el rendimiento del PCBN se reduce considerablemente”.

edge [2·2012] 25
demuestran que la vida útil de la herramienta se incrementan considerablemente cuando las velocidades de corte se aumentan de 100 a 400 m/min. El aumento solo se estabiliza a velocidades de corte superiores a los 400 m/min. El mecanizado con PCBN se lleva a cabo correctamente a velocidades de corte que suelen oscilar entre los 800 y los 1.200 m/min.
El sulfuro de manganeso (MnS) es un compuesto que mejora la capacidad de mecanizado en las fundiciones. Mejora el rendimiento de la herramienta de corte al crear una capa protectora en el fi lo de corte. Esto parece ser el resultado de un proceso continuo que se genera de forma automática, en el cual el MnS depositado se adhiere al fi lo de corte a la misma velocidad a la que se desprende fruto de la abrasión. Investigaciones recientes han demostrado que los niveles de sulfuro en una fundición deberían ser superiores al 0,1 por ciento.
Al fundir piezas de fundición gris, tanto el nitrógeno como el oxígeno quedan atrapados en éstos. La presencia de estos elementos en las fundiciones, es negativa para la vida útil de la herramienta, ya que forman óxidos agresivos durante el mecanizado. El método generalmente implantado para la retirada del oxígeno y del nitrógeno es esperar un mínimo de diez días tras la fundición para permitir que estos elementos escapen. A este proceso se le denomina "envejecimiento". Si las fundiciones se mecanizan antes, el oxígeno y el nitrógeno van a permanecer disueltos en la fundición, lo que va a incrementar las fuerzas de corte y a elevar el calor en las virutas (menor vida útil de los fi los).
El envejecimiento también es benefi cioso porque alivia la tensión en las piezas, lo que minimiza cualquier deformación consecuente tras el mecanizado.
Geometría y preparación de aristaUn ángulo de desprendimiento negativo combinado con un fi lo de corte achafl anado y un redondeado de arista, es la primera opción para realizar el acabado de piezas
de fundición gris. Esto ofrece la mejor combinación entre dureza del fi lo, estabilidad y rendimiento de la herramienta. El radio de la punta debe ser siempre lo más grande posible.
Al mecanizar paredes delgadas, piezas fi nas y largas o diámetros reducidos, en algunas ocasiones es necesario reducir la presión que ejerce la herramienta. Una presión elevada por parte de la herramienta puede deformar la pieza, lo que difi cultaría obtener las tolerancias deseadas. Asimismo, provocaría vibraciones que pudiesen estropear el acabado superfi cial. En estas operaciones, el primer paso para reducir la presión de la herramienta sería probar con un fi lo achafl anado y con redondeado de arista y con un ángulo de inclinación neutro. Un ángulo de desprendimiento negativo con un redondeado de arista reduciría aún más la presión de la herramienta, pero una arista viva reduciría la dureza del fi lo
de corte e incrementaría el riesgo de astillado de los fi los.
El mecanizado de la fundición gris requiere fi los de corte achafl anados y con redondeado de arista. La superfi cie de la fundición gris puede ser rugosa, dura y contener impurezas (por ejemplo, arena) procedentes del proceso de fundición. Esto, unido a una mayor profundidad de corte, supone una mayor presión sobre el fi lo de corte. El achafl anado del fi lo de corte permite fortalecerlo, lo que garantiza una vida útil de la herramienta máxima.
La comprensión del proceso correcto de mecanizado de fundición gris evoluciona de forma constante. Si desea más información sobre los avances más recientes en este proceso, póngase en contacto con su representante de Seco.
Patrick de Vos,[email protected]
HERRAMIENTA DE CORTE
PIEZA
Virutas cortas
La dureza de las fundiciones grises fl uctúa, lo que supone una carga variable sobre la herramienta de corte.
Un ángulo de desprendimiento negativo combinado con un fi lo
de corte achafl anado y un redondeado de arista, es la primera opción para realizar el acabado de piezas de fundición gris".
Las partículas abrasivas suponen un desgaste abrasivo extra
Las fracturas quebradizas provocan fuerzas
de corte fl uctuantes

N O T I C I A S B R E V E S
edge [2·2012]26
Las fresas enerizas de metal duro JHP951 (derecha) y JHP993 están diseñadas para
aplicaciones de desbaste en carbonos blandos, fundiciones y aceros
de alta aleación.
EPB-5672 es un nuevo sistema portapinzas de Seco que ofrece un salto radial máximo de solo tres micras. Ofrece un par transmisible entre dos y tres veces superior a los modelos de portapinzas anteriores y mucho más que los soportes hidráulicos. Las herramientas se sujetan apretando la tuerca mediante una llave dinamométrica. Una operación sencilla para el usuario. Debido a su forma completamente cilíndrica (sin ninguna pieza asimétrica), el EPB-5672 es adecuado para el mecanizado de alta velocidad, el cual requiere conjuntos de herramientas equilibrados adecuadamente. El portapinzas puede utilizarse con pinzas de diferentes diámetros de sujeción para diámetros de mangos de herramienta de entre 1 a 20 milímetros.www.secotools.com/EPB5672
LA FAMILIA HPM DE SECO-JABRO (mecanizado de alto rendimiento) de fresas de metal duro da la bienvenida a dos nuevos miembros: JHP951 y JHP993. Estas son adecuadas para aplicaciones de desbaste, como por ejemplo ranurado en contacto total con longitudes de corte axiales elevadas (1,5 x Dc) y contorneado en carbonos blandos, fundiciones y aceros de alta aleación con durezas elevadas.
JHP951, está disponible en una gama de diámetros de entre 3 y 25 milímetros y entre tres y cinco dientes. Es adecuada para condiciones estables. Ofrece un volumen de extracción de viruta hasta un 30 por ciento superior a la JHP950 anterior, gracias a su hélice variable, dientes optimizados, el paso diferencial y un diseño de los canales de extracción de viruta especial.
La nueva JHP993 está diseñada para aplicaciones de desbaste, especialmente cuando la pieza no está fi jada de una manera fi rme
o cuando es difícil de sujetar. Está disponible en diámetros de entre 4 y 25 milímetros y entre tres y seis dientes que, al igual que la forma de estos, están optimizados para el desbaste de alto rendimiento. La JHP993 está disponible con canales de refrigeración interior que suministran a la zona de corte una cantidad de refrigerante considerablemente superior (30 por ciento) a la de las fresas sin canales internos de refrigeración. Esto incrementa la vida útil de la herramienta y reduce el riesgo de desgaste incontrolado, lo que la convierte ideal para operaciones sin supervisión por parte del operario. www.secotools.com/Jabro_HPM
SUJECIÓN
PREPARADAS PARA EL DESBASTE

27edge [2·2012]
LAS TK1001 Y TK2001 son las dos nuevas calidades que facilitan la selección de plaquitas para las aplicaciones de torneado de fundición, sustituyendo a las TK1000 y TK2000. Aunque los datos de corte recomendados siguen siendo los mismos para estas nuevas calidades, TK1001 y TK2001 ofrecen una productividad adicional en la mayoría de aplicaciones en fundiciones, así como niveles de previsibilidad mayores. Las calidades son adecuadas para una gama de aplicaciones más amplia que en el pasado.
La TK1001 está destinada principalmente a fundiciones grises y se ha diseñado para obtener la máxima productividad en condiciones estables que requieren una elevada resistencia al desgaste. Algunos ejemplos de aplicaciones adecuadas serían en cilindros y frenos de disco. La TK2001, más tenaz, es la opción ideal para el torneo de fundiciones de uso general, ofreciendo un rendimiento máximo en fundiciones dúctiles (nodulares). Esta calidad ofrece una opción fi able e integral que admite elevadas velocidades y cortes más
interrumpidos. Entre sus aplicaciones ideales se encuentran los bujes de rueda, los árboles de levas y los embragues.
Comparadas con la generación anterior, las calidades disponen de un recubrimiento de TiCN y AI2O3 con más espesor, lo que incrementa el rendimiento. En palabras de Hinkdrik Engström, gestor de proyectos para el desarrollo de las nuevas calidades, "los recubrimientos con más espesor suelen ir asociados a una reducción de la integridad. Por ejemplo, la pérdida de la dureza del recubrimiento. Sin embargo, esto lo hemos podido equilibrar con una mayor precisión en estos nuevos recubrimientos Duratomic®, que ofrecen una mayor tenacidad y espesor". Este nuevo recubrimiento se aplica incluso en sustratos más duros que antes, fabricados con metal duro (una aleación de cobalto y tungsteno).
La TK1001 y la TK2001 se ofrecen en una gran gama de tipos de plaquitas, disponibles con diferentes rompevirutas.
www.secotools.com/TK1001TK2001
Novedades en calidades para fundición TK

WWW.SECOTOOLS.COM/AEROSPACE
02845233 ST20126366 ES
Messier-Bugatti-DowtyLa empresa francesa Messier-Bugatti-Dowty fabrica sistemas de frenado y de aterrizaje para aviones dirigidos a una amplia gama de fabricantes de helicópteros y de aviones, incluyendo a Airbus y a Boeing.
130 toneladasFuerza soportada durante el aterrizaje en cada uno de los neumáticos de un avión.
¿TIENE ALGUNA SUGERENCIA? ¿Utiliza herramientas de Seco para fabricar un producto muy complicado? Póngase en contacto con nosotros en [email protected].
ATERRIZAJELa reducción del peso en vacío de un avión en un 1 por ciento supone un 3 por ciento menos
de consumo de combustible. Ese es el motivo por el que los fabricantes
de aviones están recurriendo a materiales más ligeros
y de alto rendimiento, que suponen un reto para
las herramientas de mecanizado.
FOTO
GR
AFÍA
: GE
TTYIM
AG
ES
HerramientasFresa helicoid
al Power
Turbo R220.69, fresas
de copiado R220.29