SERGIO ANDRÉS SÁNCHEZ OSPINA - …repository.udistrital.edu.co/bitstream/11349/6093/1... · Pasos...
90
APLICACIÓN DE HERRAMIENTAS ESPECÍFICAS DE MANUFACTURA ESBELTA PARA ETIPRESS S.A. SERGIO ANDRÉS SÁNCHEZ OSPINA UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE CALDAS FACULTAD TECNOLÓGICA INGENIERIA DE PRODUCCIÓN BOGOTÁ D.C. 2017
Transcript of SERGIO ANDRÉS SÁNCHEZ OSPINA - …repository.udistrital.edu.co/bitstream/11349/6093/1... · Pasos...

APLICACIÓN DE HERRAMIENTAS ESPECÍFICAS DE MANUFACTURA ESBELTA
PARA ETIPRESS S.A.
SERGIO ANDRÉS SÁNCHEZ OSPINA
UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE CALDAS
FACULTAD TECNOLÓGICA
INGENIERIA DE PRODUCCIÓN
BOGOTÁ D.C.
2017

APLICACIÓN DE HERRAMIENTAS ESPECÍFICAS DE MANUFACTURA ESBELTA
PARA ETIPRESS S.A.
SERGIO ANDRÉS SÁNCHEZ OSPINA
Trabajo de grado para optar por el título de
Ingeniero de Producción
Director del proyecto
Ing. Manuel Mayorga
Ingeniero Industrial
UNIVERSIDAD DISTRITAL FRANCISCO JOSE DE CALDAS
INGENIERÍA DE PRODUCCIÓN
BOGOTÁ D.C.
2017

Nota de aceptación:
___________________________________________
___________________________________________
___________________________________________
___________________________________________
___________________________________________
___________________________________________
___________________________________________
Ing. Manuel Alfonso Mayorga Morato

AGRADECIMIENTOS
Agradezco a todas las personas que hicieron posible este trabajo, a cada uno de mis
familiares que contribuyeron con su apoyo incondicional, a la Universidad Distrital
Francisco José de Caldas por brindar las bases necesarias para la construcción del
proyecto; a la empresa Etipress S.A. por abrirme las puertas de su organización y
poner a disposición todas las herramientas y recursos necesarios y por último al
ingeniero Manuel Alfonso Mayorga Morato por tener la disposición de orientar el
proyecto desde sus inicios, brindar su apoyo cada vez que necesité e impulsarme a
hacer las cosas cada vez mejor con cada entrega de los avances presentados, para
formarme como un profesional y como ser humano.

DEDICATORIA
Dedico este trabajo, hecho con esfuerzo y dedicación a mi madre que me ha ayudado
incondicionalmente durante toda mi vida, a Alejandra Ariza por darme fuerzas para
continuar con mis estudios y al docente e ingeniero Manuel Mayorga por siempre
impulsarme a realizar las cosas cada vez mejor y ayudarme a plasmar mis ideas en el
presente trabajo.

RESUMEN EJECUTIVO
Etipress S.A. es una empresa con una trayectoria de más de 20 años en la producción
de etiquetas e impresos y actualmente está posicionada en el mercado como una de
las mejores opciones para los clientes que requieran darle una excelente apariencia a
sus productos, la empresa cuenta con asesoría comercial en las ciudades de Cali y
Medellín con opción de enviar los productos terminados a todo el país y a nivel
internacional.
Recientemente la empresa empezó a ser parte de una iniciativa de la Cámara de
Comercio de Bogotá nombrada como “Empresas trayectoria mega” el cual es un grupo
de empresas macro que ayudan a organizaciones más pequeñas a sobresalir en el
mercado generando mayor competitividad y reconocimiento a nivel nacional.
De acuerdo a lo mencionado anteriormente, en Etipress S.A. se desarrolló un
diagnóstico con el fin de comprender la situación actual de la empresa y definir los
parámetros críticos para reducir los costos de la empresa y mejorar la productividad de
la misma. El diagnóstico realizado permitió identificar las causas más importantes de
las pérdidas de la compañía y con base en el estudio se estructuró un plan de trabajo
de acuerdo a las necesidades de Etipress S.A.
Para el desarrollo del proyecto se utilizaron diferentes metodologías de manufactura
esbelta como el mapa de la cadena de valor, lo que permitió identificar los procesos
críticos de la línea de producción, el análisis DOFA que permitió profundizar la
identificación de la problemática a nivel interno y externo y como resultado lograr
aplicar la metodología de 5s para el orden y limpieza de los procesos críticos,
Dando solución a lo anterior se propuso desarrollar las metodologías las cuales van
encaminadas a identificar la causa raíz de los desperdicios para generar planes de
acción que mitiguen y corrijan los factores internos y externos como estrategia para
competir en el mercado que cada vez se muestra más complejo y exigente.

TABLA DE CONTENIDO
RESUMEN EJECUTVO
INTRODUCCIÓN
JUSTIFICACIÓN
1. GENERALIDADES...……………………………………………………………………….. 1
1.1. PLANTEAMIENTO DEL PROBLEMA...…………………………………………1
1.1.1. Antecedentes….…………………………………………………………1
1.1.2. Formulación………………………………………………………………2
1.2. ALCANCE………………………..…………………………………………………2
1.3. OBJETIVOS………………………...………………………………………………2
1.3.1. Objetivo general………………………………………………………….2
1.3.2. Objetivos específicos……………………………………………………2
2. MARCO DE REFERENCIA ………………………………………………………………...3
2.1. MARCO HISTÓRICO……………………………………………………………...3
2.1.1. Sector económico……………………………………………………….3
2.1.2. Etipress S.A………………………………………………………………3
2.2. MARCO TEÓRICO………………………………………………………………...4
2.2.1. Filosofía Lean…………………………………………………………….4
2.2.2. Hoshin Kanri……………………………………………………………...6
2.2.3. Mapa de la Cadena de Valor…………………………………………...8
2.2.4. Matriz de Vester………………………………………………………..12
2.2.5. Metodología a aplicar………………………………………………….14
3. DIAGNÓSTICO………………………………………………………………………...15
3.1. PLATAFORMA ESTRATÉGICA………………………………………………..15
3.2. ESTRUCTURA ORGANIZACIONAL…………………………………………...17
3.3. PORTAFOLIO DE PRODUCTOS………………………………………………19
3.4. PROCESOS………………………………………………………………………22
3.5. DIAGNÓSTICO INTERNO………………………………………………………37
3.5.1. Matriz DOFA……………………………………………………………37
3.5.2. Análisis de Pareto………………………………………………………40
3.6. MAPA DE LA CADENA DE VALOR……………………………………………43
3.6.1. Establecer familias……………………………………………………..43
3.6.2. Exigencias del cliente………………………………………………….45
3.7. MATRIZ DE VESTER……………………………………………………………49

4. SELECCIÓN DE LA HERRAMIENTA……………………………………………………52
4.1. HERRAMIENTAS DISPONIBLES………………………………………………52
5. METODOLOGÍA 5´S……………………………………………………………………….58
5.1. PLANEACIÓN EN LA IMPLEMENTACIÓN DE LA HERRAMIENTA 5´S….58
5.2. SELECCIONAR…………………………………………………………………..59
5.3. ORDENAR………………………………………………………………………...60
5.4. LIMPIAR…………………………………………………………………………...63
5.5. ESTANDARIZAR…………………………………………………………………65
5.6. SEGUIMIENTO…………………………………………………………………...66
5.7. SOLUCIÓN DE PROBLEMAS………………………………………………….66
6. CONCLUSIONES…………………………………………………………………………..69
7. RECOMENDACIONES…………………………………………………………………….70
BIBLIOGRAFIA………………………………………………………………………………...71

LISTA DE CUADROS
Cuadro 1. Maquinaria utilizada para el proceso de flexografía en Etipress S.A ............ 33
Cuadro 2. Análisis mediante la matriz DOFA ............................................................... 38
Cuadro 3. Identificación de estrategias ........................................................................ 39
Cuadro 4. Caracterización de herramientas de manufactura esbelta ........................... 52
Cuadro 5. Personal escogido por votación del personal de producción ........................ 59
Cuadro 6. Programa de limpieza para la máquina Flexo Omet ..................................... 65

LISTA DE FIGURAS
Figura 1. Línea de tiempo: Evolución de Lean ............................................................... 6
Figura 2. Pasos de Elaboración Hoshin Kanri ................................................................ 8
Figura 3. Mapa de Cadena de Valor de un proceso . .................................................... 12
Figura 4. Modelo metodológico y herramientas ............................................................ 14
Figura 5. Ubicación geográfica Etipress S.A. ............................................................... 17
Figura 6. Organigrama para Etipress S.A. ................................................................... 18
Figura 7. Etiquetas autoadhesivas ............................................................................... 19
Figura 8. Fundas termo encogibles ............................................................................... 19
Figura 9. Sachets .......................................................................................................... 20
Figura 10. Cupones ...................................................................................................... 20
Figura 11. Bolsas sellables para alimentos .................................................................. 21
Figura 12. Mapa de procesos para Etipress S.A. ........................................................ 23
Figura 13. Impresión de etiquetas screen .................................................................... 24
Figura 14. Troquelado en máquina letter press ............................................................ 25
Figura 15. Descartone .................................................................................................. 26
Figura 16. Proceso de estampado ............................................................................... 27
Figura 17. Plastificado brillante .................................................................................... 28
Figura 18. Brillo en máquina flexo omet ....................................................................... 29
Figura 19. Corte en cabidas por la máquina CEI ......................................................... 30
Figura 20. Rebobinado en mesa .................................................................................. 31
Figura 21. Sitio de trabajo inspección de calidad ......................................................... 32
Figura 22. Inventario encontrado tras recorrido ........................................................... 36
Figura 23. Mapa de cadena de valor ............................................................................ 47
Figura 24. Metodología 5 porqués problema desperdicios ........................................... 56
Figura 25. Programa de 5´s ........................................................................................ 58
Figura 26. Criterio de selección de objetos ................................................................... 59
Figura 27. Material seleccionado para cuarentena ....................................................... 60

Figura 28. Orden de los clichés para la máquina Flexo Omet ....................................... 61
Figura 29. Identificación y organización de los anilox para impresión…………………..61
Figura 30. Identificación de las áreas en la mesa de trabajo……...……………………..62
Figura 31. Delimitación de zonas y áreas…………………………………………………..63
Figura 32. Limpieza del área de trabajo .…………………………………………………...64
Figura 33. Presencia de suciedad en el área de materia prima para la máquina..........64
Figura 34. Lista de chequeo limpieza del área de trabajo………………………..............65
Figura 35. Diagrama de Espina de pescado ..…..……….………………………..............66

LISTA DE GRAFICOS
Gráfico 1. Cuadrantes matriz Vester ............................................................................ 13
Gráfico 2. Rechazos y reclamos presentados en el último periodo de 2016 ................. 41
Gráfico 3. Costos de no calidad durante el último periodo de 2016 ............................. 41
Gráfico 4. Pareto no conformes internos mes de noviembre 2016 ............................... 42
Gráfico 5. Costos de no calidad por no conformidades internas .................................. 42
Gráfico 6. Cuellos de botella detectados para Etipress S.A ......................................... 49
Gráfico 7. Matriz de Vester para la problemática en Etipress S.A ................................ 51
Gráfico 8. Grado de avance de implementación de 5´S ............................................... 68
Gráfico 9. Pareto de causas más representativas ........................................................ 71
Gráfico 10. Evolución de los indicadores ..................................................................... 71

LISTA DE TABLAS
Tabla 1. Ejemplo Matriz de Familias de productos ....................................................... 10
Tabla 2. Formato Matriz de Vester ............................................................................... 13
Tabla 3. Participación de las etiquetas en la producción de Etipress S.A. ................... 21
Tabla 4. Familias de productos en Etipress S.A. .......................................................... 44
Tabla 5. Demanda periodo enero – diciembre 2016 .................................................... 44
Tabla 6. Balance del ritmo de la demanda ................................................................... 48
Tabla 7. Caracterización de los problemas. ................................................................. 49
Tabla 8. Matriz de Vester para la priorización de problemas de Etipress S.A… ........... 50
Tabla 9. Tabla de balance de la implementación de la herramienta 5´S. ..................... 61
Tabla 10. Formato de evaluación de 5´S. .................................................................... 67
Tabla 11. Tabulación de la ponderación de las causas. ............................................... 70

INTRODUCCIÓN
La implementación de herramientas de manufactura esbelta en la industria gráfica
representa una oportunidad de mejora en los procesos para ofrecer productos y
servicios de gran calidad sin descuidar los costos y los gastos de operación, la
competencia cada día es más compleja debido a la negociación de los precios por
etiqueta, tiempos de entrega y tiempos de respuesta a las devoluciones y a las órdenes
de alta prioridad. El presente trabajo permite conocer el diagnóstico a nivel interno y
externo de los diferentes factores que afectan la competitividad y productividad para
Etipress S.A. así como identificar los principales problemas a solucionar con ayuda de
las herramientas de manufactura esbelta que más se ajusten a las necesidades
actuales.
En primera instancia se identificaron las falencias de la empresa a nivel general para
lograr discriminar los problemas más significativos y poder establecer un nivel de
prioridad para cada uno de los problemas de acuerdo a su nivel de causalidad por
medio de una matriz de Vester. Posteriormente se estableció las principales causas del
desperdicio y la reducción de calidad para tomar acciones sobre dichos problemas. Se
logra determinar que la aplicación de la metodología de orden y limpieza y solución de
problemas en el proceso crítico (cuello de botella) afectaría positivamente en la
reducción de errores por lo que se implementa por pasos su ejecución y seguimiento.
Finalmente se evalúa el impacto que genera la implementación en la organización
donde se mostró una reducción significativa en el área utilizada, número de operadores
para la operación, distancias recorridas, inventario de material, entre otras lo que se
reflejó en los indicadores y estados financieros para la organización.

JUSTIFICACIÓN
Debido a la reducción de la calidad y excesivos tiempos de entrega ETIPRESS S.A. en
un corto lapso de tiempo ha estado perdiendo participación en el mercado por lo que
se pretendió realizar una investigación de tipo descriptiva y de campo que permitió
plantear la implementación de metodología de Manufactura Esbelta que evaluó y
determinó los parámetros claves para la entrega de sus productos y servicios dentro de
los límites de aceptación del mercado en que participa.
Teniendo en cuenta los inconvenientes que presenta ETIPRESS S.A. se decidió
implementar la metodología de Manufactura Esbelta para mejorar los procesos y
eliminar las actividades que no generan valor y de esta manera atribuir a la mejora del
proceso, reduciendo los costos, tiempos de respuesta, incrementando la productividad
y realizando la inclusión de herramientas y metodologías más apropiadas, eficientes y
ágiles para los estándares de buen servicio y calidad misional de la compañía
generando de esta manera entornos que elevaron su competitividad e identificación de
oportunidades de mejora a corto plazo.
El resultado de implementar estas herramientas benefició a la empresa, evitándole
gastos extras que se presentan en la entrega de los productos y servicios que oferta
tales como: tiempos, materiales, materias primas, personal, uso de equipo y espacio;
así como también en la reducción de variables de puedan afectar la calidad del
producto y como consecuencia el rechazo del mismo.

1. GENERALIDADES
1.1. PLANTEAMIENTO DEL PROBLEMA
1.1.1. Antecedentes
En la actualidad es necesario para las organizaciones caracterizarse en el mercado
generando competencias que agreguen valor a sus productos y procesos, ofreciendo
su portafolio con excelente calidad, costo competitivo y excelente atención al cliente.
ETIPRESS S.A. en su búsqueda constante de ampliar su mercado, ser reconocida y
además de mejorar sus procesos ha tenido en el último año una reducción de
aproximadamente el 20% de sus clientes frecuentes debido a problemas de calidad,
tiempos excesivos de entrega y mala atención al cliente, reflejándose en el volumen de
pedidos que para el periodo de diciembre de 2016 era de 1.700 millones de pesos y
para el cierre del 2016 fuera de 1.300 millones de pesos1 afectando las utilidades,
generando preocupación en los accionistas y directivos.
Con el fin de entregar las producciones a tiempo el Departamento de Producción ha
llegado a programar jornadas de 12 horas continuas desobedeciendo al artículo 161 del
Código Sustantivo de Trabajo el cual ha estipulado la duración máxima legal de la
jornada ordinaria de 8 horas al día y 48 horas a la semana en la mayoría de sus
procesos, pero dichas acciones no logran satisfacer las necesidades de los clientes y
terminan con esfuerzos que producen mala calidad, estrés laboral, reprocesos y sobre
inventario de producción entre otros.
Se observa que los factores mencionados anteriormente están afectando a los
empleados y a sus procesos por lo que se debe generar un cambio drástico en la
mentalidad y cultura de los colaboradores, de modo que es apropiado inferir que
Etipress S.A. debe dirigir sus esfuerzos en buscar en las herramientas de Manufactura
Esbelta la forma adecuada de selección y aplicación de metodologías que le permitan
responder a las necesidades del mercado con procesos ágiles y de excelente calidad
que no influyan en costos adicionales u otros rubros durante sus procesos productivos.
En el entorno empresarial colombiano son pocas las empresas que han visto en la
metodología de Manufactura Esbelta la oportunidad de garantizar sus procesos
reduciendo costos y aumentar su productividad, disminuyendo inventarios innecesarios
y generando flujo de efectivo a la organización. La situación actual de ETIPRESS S.A.
en cuanto a productos de calidad y tiempos de entrega ha ido disminuyendo por lo que
se pretende establecer una serie metodologías que permitan mejorar la organización
1 Revisión a los estados financieros del año 2015 y 2016<

teniendo en cuenta sus políticas y objetivos estratégicos con el fin de asegurar sus
procesos para alcanzar una cultura de mejora continua gestionada por todos sus
colaboradores.
1.1.2. Formulación:
De acuerdo a la problemática presentada en Etipress S.A. ¿Cómo debería ser
desarrollada una metodología que aplique la herramienta adecuada de Manufactura
Esbelta que responda a las necesidades de mejora en calidad para la compañía?
1.2. ALCANCE
El presente proyecto tuvo como alcance la implementación de la metodología de
Manufactura Esbelta para la organización ETIPRESS S.A. aplicando las diferentes
herramientas que ofrece dicha práctica.
1.3. OBJETIVOS
1.3.1. Objetivo general:
Aplicar las herramientas específicas de Manufactura Esbelta en Etipress S.A. para
responder a las necesidades del mercado con procesos ágiles y de excelente calidad.
1.3.2. Objetivos específicos:
Elaborar un diagnóstico a nivel interno y externo de la organización con el fin
de identificar las variables críticas a trabajar en el proyecto.
Identificar la o las herramientas que se ajustan a la solución
Desarrollar la metodología seleccionada de Manufactura Esbelta para
mejorar los procesos.
Realizar una evaluación del impacto de la implementación.

2. MARCO DE REFERENCIA
2.1. MARCO HISTÓRICO
2.1.1. Sector económico
Código CIIU 1811 Actividades de impresión y litografía2
Actualmente el sector litográfico en Colombia cuenta con más de 10.000 empresas, con
una generación de 60.000 puestos de trabajo directos y más de 100.000 indirectos,
según datos de la Asociación Colombiana de la Industria de la Comunicación Gráfica
(Andigraf), en exportaciones el sector se encuentra en bajo perfil, solo el 7% de la
producción nacional es exportada de los cuales el 27% corresponde a libros, en gran
medida por dificultades logísticas para buscar nuevos mercados3. La impresión puede
ser realizada en varias técnicas: prensa, offset, fotograbado, flebografía, máquinas
reproductoras, impresoras controladas por computadores, repujadora, serigrafía,
oleografía; y pueden ser ejecutadas sobre diferentes materiales o sustratos: papel,
textiles, plásticos, vidrio, metal, madera y cerámica.
El material impreso es normalmente registrado y amparado con derechos legales de
reserva, La impresión litográfica de envases, empaques y embalajes.
La impresión de materiales publicitarios tales como carteles y avisos litográficos,
afiches, catálogos publicitarios, almanaques y calendarios, diarios y agendas temáticas,
formularios comerciales, papel de correspondencia y otros materiales impresos.
2.1.2. Etipress S.A.
Fue fundada en 1992 en la ciudad de Bogotá con el objeto de cubrir la necesidad que
tenían varias compañías en reemplazar las etiquetas en hoja por etiquetas
autoadhesivas en rollo, buscando mayor eficiencia en el dispensado de las mismas.
ETIPRESS S.A. es una compañía dedicada a la impresión y comercialización de
etiquetas autoadhesivas, cupones y fundas termoencogibles de alta calidad (Premium
Labels) impresas en rollo, empleando diversas tecnologías; letterpress, flexografía,
serigráfica (screen) e impresión digital, ofreciendo adicionalmente terminado:
plastificado, estampado al calor, cold foil, impresión por el respaldo e impresión
variable. Utilizan diferentes sustratos autoadhesivos: Polietileno (blanco y
2 (Formularios.dane.gov.co, 2017) 3 Saenz (2016)

transparente), polipropileno (blanco, transparente y metalizado), papel esmaltado de
diferentes gramajes y otros más. Se emplean diferentes tipos de soportes de acuerdo a
las necesidades de los clientes: glassine (papel supercalandrado), kraft o película que
puede ser polipropileno o poliéster.
ETIPRESS S.A. es una empresa certificada en la norma ISO 9001:2008 desde el 2002
y recertificada en el 2005, 2008, 2011 y 2014 por el ICONTEC. Durante un periodo de
estudio realizado por estudiantes de posgrado de la Universidad de los Andes, la
empresa fue clasificada como una PYME gacela por los resultados obtenidos,
reflejando un crecimiento superior al PIB durante un periodo superior a 5 años y
utilidades en el mismo periodo de tiempo. Como lineamiento estratégico a partir del
2010 la organización decide implementar el SGI (Sistema de Gestión Integrado que
interrelaciona los criterios de Calidad, Seguridad y Salud en el Trabajo y Ambiental)
La empresa es reconocida en el mercado nacional por su producción de etiquetas
autoadhesivas en rollo y fajillas, aporta al 5.3% del Producto Interno Bruto nacional4
para las industrias manufactureras. La participación en el mercado de conversión es
significativa gracias a sus grandes clientes como lo son Vitrofarma Laboratorios S.A,
Laboratorios Lafrancol S.A y Tecnoquímicas S.A para el sector de medicamentos,
Belleza Express S.A. y Yanbal S.A para productos de belleza y por último Brinsa S.A.
mayor productor de sal y productos químicos en el país.
Los principales competidores del sector son Viappiani de Colombia S.A.S y Contiflex
S.A. ubicados en el sector de Medellín, a nivel local se reconocen a empresas como
Coditeq y Golden Flex que tienen una buena participación en el sector favoreciendo la
libre competencia y la mejora continua como ventaja competitiva para licitación que
implican precio y calidad.
2.2. MARCO TEÓRICO
2.2.1. Filosofía Lean
¿Qué es Manufactura Esbelta?
“Lean es uno de los paradigmas con mayor influencia en la manufactura, este
paradigma se ha expandido más allá de su aplicación original en la línea de producción
de manufactura de automóviles y proveedores de componentes de dicha industria,
hasta la industria de metales pesados y la aeroespacial” (Hines, Holwe & Rich, 2004). 4 (Departamento Administrativo Nacional de Estadística, 2016)

En la actualidad se debe observar a cada trabajo como un negocio que cumple con las
necesidades de un cliente interno para generar un bien común con el fin de deleitar al
cliente con un buen servicio y excelente calidad.
“Lean es un enfoque de negocio basado en la meta fundamental de eliminar el
desperdicio (muda) y maximizar el flujo” (BMG, 2007). DeCarlo (2007) comparte esta
idea al definir la Manufactura Esbelta como un conjunto de conocimientos y
herramientas que las organizaciones utilizan para remover todo tiempo y actividad que
no agrega valor, es decir, remover todos los desperdicios de sus procesos.
Womak (2003) -autor que popularizó el concepto Manufactura Esbelta- en su libro Lean
Thinking define a la Manufactura Esbelta como “el camino para especificar valor, crear
valor en la línea de producción a través de acciones ejecutadas en la mejor secuencia,
conducir estas acciones sin interrupción cuando alguien las pida y desarrollar las
actividades más y más eficientemente. En corto Lean Thinking es Lean porque provee
el camino para hacer más y más con menos y menos –menos esfuerzo humano,
menos equipamiento humano, menos tiempo y menos espacio- mientras se acerca
cada vez más al hecho de proveer al consumidor lo que realmente quiere”. (Womak &
Jones, 2003).
La Manufactura permite acercar a las organizaciones a entregarle al cliente lo que
quiere (Calidad, Costo y Entrega), en el momento preciso que lo necesita, no antes, no
después. Se centra en prestar atención a partir de que el cliente coloca la orden de
producción hasta el momento que se recibe el efectivo y reducir los tiempos que no
agregan valor. Las herramientas de Manufactura Esbelta pueden lucir complejas de
ejecutar, pero solo requieren de sentido común y la participación activa de todo el
personal de la empresa ya que ellos son el activo más importante de la organización y
son los que están en todos los procesos que se pueden mejorar.
La Manufactura Esbelta surge en Japón luego de la Guerra contra Estados Unidos, es
allí donde ingenieros japoneses utilizan las enseñanzas de la cultura occidental y
aplican sus experiencias en las empresas japonesas como factor de competitividad a
nivel mundial. Se desarrollan las diferentes herramientas que hoy en día son aplicables
a cualquier tipo de organización.
En la figura 1 se muestran las teorías más importantes de antecedieron lo que hoy en
día se conoce como Manufactura Esbelta y aportaron al desarrollo de empresas de
clase mundial, por ejemplo la aplicación de T.Q.M (Total Quality Management) que es
una metodología que se basa solamente en la gestión en procesos, lograría un enfoque
de compromiso directivo a la calidad y no solo por departamentos y daría pautas para

el desarrollo de proveedores tomando el producto desde el inicio de la cadena de
suministro hasta finalizar con el cliente. Si quiere conocer más consulte el texto: “Lean
Company. Más allá de la manufactura” de Luis Socconini.5
Figura 1. Línea de tiempo: Evolución de Lean
Fuente: Autor (2017)
2.2.2. Hoshin Kanri
Según Socconini (2015) “Hoshin Kanri es un modelo de planeación estratégica que
ayuda a las empresas a enfocar sus esfuerzos y analizar sus actividades y sus
resultados, traduce la visión y la misión de una compañía en un arreglo comprensible
de objetivos estratégicos, para los cuales define indicadores de desempeño,
transformándolos en un marco de trabajo basado en proyectos.”
La traducción literal del japonés se refiere a las “Ho” como dirección y “Shin” como
aguja, como la dirección a la que apunta una brújula. La palabra “Kanri” se puede
subdividir en dos partes: “Kan” como control y “Ri” como razón o lógica, significando
dirección y control de la organización apuntando hacia un enfoque.
Esta técnica se debe considerar utilizarla cuando se desee realizar la planeación
estratégica de la compañía a largo plazo estableciendo las actividades específicas y
proyectos a todos los niveles de la organización para cumplir con las metas. Para
obtener éxito en su aplicación según Kondo (1998) se debe realizar el seguimiento a
las actividades semanalmente y su implementación se puede realizar durante 2 a 3
5 Socconini, L. (2015). Lean Company: más allá de la manufactura. 1st ed. Bogotá: Georgina Illien Cárdenas Corona, pp.19-30.

semanas según el plan de trabajo que se planteé siguiendo el esquema mostrado en la
figura 2.
Definir la filosofía de la organización implica conocer la misión (¿hacia dónde se dirige
la organización?), la visión (¿Quiénes somos y para qué existe la organización?), los
objetivos estratégicos (¿Cómo llegar hasta donde se dirige la empresa?), las
estrategias (¿cómo lograr los objetivos declarados?), los factores claves de éxito (¿qué
buscan los clientes?) y las áreas de resultados claves (¿cómo lograr los factores claves
de éxito?).
Para Kaplan y Norton (2014) Establecer las directrices de la compañía de acuerdo a los
objetivos de calidad reflejados en la misión y la visión de la empresa es una cuestión
crítica que podría dar respuesta a las preguntas: ¿Qué propuesta de valor esperan
nuestros clientes que les entreguemos?, ¿qué resultados espera el corporativo de
nosotros?, ¿Qué debemos de lograr para ir construyendo el estado futuro que
deseamos?
La generación de estrategias se pueden llevar a cabo utilizando la matriz DOFA con el
fin de generar una matriz de prioridades y ejecutar las actividades que tengan mayor
impacto en la organización.
El seguimiento a los resultados de calidad, entrega y costos se analizan semanalmente
para asegurar que se tomen las decisiones cada semana. Dicha acción representará
52 oportunidades de tomar buenas opciones al contrario de hacerlo cada 12 tal como
se hace en las empresas tradicionales. Para dicha revisión se utiliza un Tablero de
Control que permite conocer diferentes perspectivas del negocio y mantiene enfocado
al equipo en función de dirigir exitosamente la compañía con indicadores claves.

Figura 2. Pasos de Elaboración Hoshin Kanri
Fuente: Autor (2017)
2.2.3. Mapa de la Cadena de Valor
Richard Chase (2007) en su libro Administración de la producción para una ventaja
competitiva, define el Mapa de la Cadena de Valor como un método de visualización
que permite que se trace el flujo de valores de la materia prima al cliente y tiene como
objetivo detectar todas las actividades de planeación y del proceso de manufactura
para localizar y eliminar desperdicio bajo el enfoque Lean.
Esta herramienta ha permitido entender completamente el flujo y principalmente
detectar las actividades que no agregan valor al proceso y ha sido uno de los pilares
para establecer planes de mejora con un objetivo y un enfoque muy preciso. En el
mapa de valor se puede observar y entender el flujo de la información y el flujo de los
materiales, ya que en una empresa no sólo se fabrican bienes sino también
información.
Para el desarrollo del Mapa de la Cadena de Valor se deben realizar el mapa actual el
cual será un documento de referencia para determinar excesos en el proceso y
documentar la situación actual de la cadena de valor. En este mapa se puede observar
los inventarios en proceso e información para cada operación relacionada con su
capacidad, disponibilidad y eficiencia, además proporciona información sobre la
demanda del cliente, la forma de procesar la información del cliente, los proveedores y
finalmente se plasma la manera en la que es suministrada la información a los
procesos.

El mapa de valor futuro presenta la mejor solución a corto plazo de la operación,
tomando en cuenta las mejoras a ser incorporadas en el sistema productivo. Éste
representa parte del plan de acción para implementar las herramientas Lean, dada una
situación previamente analizada.
Etapas para el proceso del mapa de la cadena de valor
Establecer familias de productos:
“Una familia de producto es un grupo de productos que pasan a través de
procesos similares o que tienen contenido de trabajo similar. Teniendo en cuenta
que las familias de productos pueden tener recursos compartidos como los
son las máquinas que producen los componentes para más de una familia de producto,
“es necesario focalizar el proceso de mapeado en una única familia de productos,
graficar todas las referencias que se producen en la planta resulta complicado y
no conduce a desarrollar de manera adecuada las pautas de la producción
ajustada”6 esbelta Lean.
Encontrar familias de producto, puede resultar complicado ya que en algunos
casos pueden existir gran cantidad de productos y rutas que impiden que se
pueda detectar fácilmente la cadena de valor del sistema productivo, por lo cual se
puede hacer la selección de la familia de producto mediante un lenguaje más
simple que expone el Mapa de Valor que se denomina matriz de la familia de
productos. La matriz de la familia de producto es una rejilla que contiene una
lista de procesos en las columnas y una lista de productos en las filas. Esta puede ser
una herramienta visual simple o una herramienta matemática compleja
dependiendo del uso.
El objetivo básico de la aplicación de esta matriz es obtener una familia de
producto mediante la aplicación de una serie de pasos, en los cuales se hace una
depuración de datos, para que finalmente los productos o referencias que hacen parte
de esta, pasen por la mayor cantidad de procesos similares. Un ejemplo claro de
esta clasificación se muestra en la tabla 1.
6 (Socconini,2015)

Tabla 1. Ejemplo Matriz de Familias de productos
Fuente: Autor (2017)
Para este ejemplo se puede observar que existen diferentes procesos pero solo dos
tipos de producto: Tableros y manuales que interactúan entre sí por cada una de las
operaciones. El gráfico de balance permite mostrar con tiempos de operación cuál sería
la mejor combinación para cumplir con la demanda del cliente y generar grupos de
trabajo para cumplir con los pedidos.
Mapeado de una situación actual o futura
El mapa de la cadena de valor se crea basado en cada una de las partes del proceso
de fabricación, tomando cada uno de los recorridos que toma el producto e
identificando los pasos del mismo dentro del proceso. Se identifican los puntos del
proceso en donde el producto empieza el recorrido y en aquellos en donde el flujo de
producción se detiene, generándose inventarios. Es necesario que el observador tome
el flujo de materiales desde que el producto termina todos sus procesos hasta su etapa
inicial, de esta manera se tendrá una visión general de todas las actividades y
responsables involucrados que tiene dicha fabricación, la toma de tiempos de proceso
se debe realizar de forma independiente sin suponer el tiempo de los operarios y la
cantidad del inventario en proceso se registra de acuerdo a la cantidad que se
encuentre en el momento con el fin de tener la mayoría de información verídica y real
de la situación de la empresa.

Se recomienda capacitar al personal de cada proceso ya que servirá de ayuda para
construir el mapa de valor de una forma completa, tomando la opinión de todos los
involucrados
Para cada proceso se establece una información básica necesaria:
1. (C/T) Tiempo de Ciclo: Tiempo necesario para que un operario
complete toda la tarea antes de repetirla.
2. (L/T) lead time (tiempo de espera): Tiempo que necesita un material para
transportarse a través de toda la cadena de valor
3. Tatk time (rimo de la demanda): Tasa de tiempo a la que se debe
producir una pieza para satisfacer la demanda del cliente.
4. (VCT) Tiempo que da valor agregado: Tiempo que el cliente está
dispuesto a pagar.
5. (C/O) Tiempo de puesta a punto: Tiempo necesario para cambiar de
modelo en la producción.
6. Cuello de botella: Diferentes actividades que disminuyen la velocidad de
los procesos, incrementan los tiempos de espera y reducen la
productividad
7. Número de operario: Cantidad de operarios necesarios para llevar a cabo
el proceso
La figura 3 muestra un Mapa de Cadena de Valor de un proceso donde se puede
observar el que tiempo de valor agregado solamente es de 337 segundos de un
producto que demora 14,4 días de ser entregado al cliente.
Además de mostrar el tiempo de valor agregado y el valor no agregado, permite
identificar las áreas de mejora y el cuello de botella en el estado actual, que para el
ejercicio es el que tiene mayor tiempo de ciclo siendo el “ensamble f” con 134
segundos la operación más lenta y la cual no está cumpliendo con el ritmo de demanda
del cliente.

Figura 3. Mapa de Cadena de Valor de un proceso.
Fuente: Autor, con base en la metodología presentada en el libro Lean Company de
Luis Socconini (2017)
2.2.4. Matriz de Vester
La matriz de Vester fue creada por el químico y economista alemán Frederick Vester la
cual ha sido utilizada en diferentes campos de investigación. Es una herramienta que
permite medir la relación de causa-efecto facilitando la identificación de las posibles
situaciones problemas estableciendo una prioridad a cada efecto. Dicho método es un
formato de doble entrada tabulada en una matriz, asignando un valor de acuerdo al
grado de causalidad que merece cada problema.
Posterior a la identificación de las problemáticas y su tabulación se procede a ubicar los
valores encontrados en los cuadrantes tal y como se muestra en la tabla 2.

Tabla 2. Formato Matriz de Vester
Fuente: Autor (2017)
La ponderación se realiza de acuerdo el nivel de causalidad de cada uno de los
problemas identificados donde el valor más alto otorgado es una causa directa y mayor
para que suceda el problema que se está relacionando. Una vez tabulada la
información se obtienen los valores totales de activos y pasivos. Para efectos de la
construcción del diagrama por cuadrantes, se toma el total de los activos como los
valores a ubicar en el eje X y el total de los pasivos en el eje Y.
Para el análisis de la información se tiene en cuenta el cuadrante de problemas críticos
y con base a lo arrojado por el gráfico se toman acciones para mitigar la ocurrencia de
estos problemas críticos. La ubicación del cuadrante de problemas críticos se muestra
en el gráfico 1.
Gráfico 1. Cuadrantes matriz Vester
Fuente: Autor (2017)
Problemas Pasivos
Problemas críticos
Problemas activos
Problemas indiferentes

2.2.5. Metodología a aplicar
En la figura 4 se ilustran las posibles metodologías a aplicar para la propuesta de
implementación de Manufactura Esbelta en Etipress S.A.
Figura 4. Modelo metodológico y herramientas
Fuente: Autor (2017)
Para el presente trabajo fue importante desarrollar el proceso lógico y por pasos
mostrado en la figura anterior gracias a la efectividad mostrada en otros trabajos en
empresas donde se trabajó sobre mejora continua y Manufactura Esbelta. De acuerdo
a lo presentado se tuvo el reto de cambiar la mentalidad de los colaboradores y
encaminar la compañía de acuerdo a la misión, visión y objetivos estratégicos
planteados.
•Establecer las familias de productos
•Realizar el diagrama del estado actual de la empresa
•Realizar el diagrama del estado futuro de la empresa
•Construir el plan de trabajo
1. Diagnosticar a nivel interno y externo el estado actual de la organización
analizando los procesos respecto a los requisitos del cliente con el fin de
identificar variables a trabajar en el proyecto.
•Recopilar los datos de cada paso del proceso de transformación del producto
•Calcular el tiempo de valor agregado de los procesos
•Calcular la demanda y el takt time
•Identificar desperdicios
•Identificar el cuello de botella y eventos kazien
2.Identificar, evaluar, orientar y aprobar los aspectos estratégicos de dirección de
la organización..
•. Establecer el objetivo del evento Kaizen
•Realizar la documentación del proyecto
•Formar el equipo de trabajo
•Capacitación sobre el tema del evento
•Escoger y clasificar las ideas para el trabajo del piloto
3.. Desarrollar una metodología para mejorar los procesos bajo los
lineamientos de Lean Manufacturing
•Ejecutar el evento Kazien
•Realizar tormenta de ideas
•dar prioridad a las ideas ABC
•Presentación de resultados
•Juntas posteriores al enento
4. Realizar una prueba piloto implementando el modelo en un proceso dentro del Sistema Integrado de Gestión
de ETIPRESS S.A.

3. DIAGNÓSTICO
3.1. PLATAFORMA ESTRATÉGICA
Etipress S.A. es una empresa consolidada en el mercado de etiquetas y conversión
que tiene más de 20 años de experiencia en el campo, su avance tecnológico
comprende desde sus inicios con máquinas de impresión letter press, realizando una
fuerte inversión luego de varios años a impresión flexográfica y por último impresión
digital.
Para el desarrollo del trabajo fue necesario resaltar la misión, la visión y los principios
que tiene la compañía de acuerdo al planteamiento estratégico, partiendo desde su
planteamiento hasta su reformulación de forma periódica. La empresa tiene como
misión:
“ETIPRESS S.A. es una empresa dedicada a la fabricación y comercialización de
productos impresos, sus insumos y servicios.
Busca superar las expectativas de clientes, accionistas y colaboradores, con base en
una cultura creativa aprovechando al máximo los recursos disponibles, enmarcado en
el respeto y cumplimiento de las normas éticas, morales y legales.”7
Y como visión:
“En el año 2017 ETIPRESS S.A. será una empresa líder en la industria Colombiana de
productos impresos, sus insumos y servicios, reconocida por la satisfacción de sus
clientes, colaboradores, accionistas y comunidad, mediante el compromiso con la
innovación y el desarrollo sostenible.”8
En cuanto a los principios de la organización se tiene
Trabajo en equipo: Para lograr los resultados de una organización, se debe trabajar
en conjunto por los mismos objetivos, metas y siguiendo las estrategias acordadas; las
individuales, en ocasiones extraordinarias, deben acomodarse al equipo para alcanzar
dichos resultados.
7 (Buitrago,2015ª) 8 (Buitrago,2015c)

Enfoque de calidad: Se debe tener conciencia que el trabajo que se desarrolla,
requiere total concentración y cuidado para garantizar que el trabajo elaborado cumpla
con los requerimientos del cliente y en lo posible exceder sus expectativas.
Cumplimiento: Es necesario cumplir con todo compromiso adquirido; las excusas no
son aceptables.
Creatividad: El mercado cada día más competido, exige nuevas y mejores formas de
ofrecer valores agregados a los clientes quienes diariamente lo exigen con menores
costos. Se tiene que buscar formas creativas de lograrlo.
Servicio al Cliente: La razón de ser de la compañía tiene que estar enfocada a la
plena satisfacción de los clientes; no se puede ignorar que la existencia de la
compañía, su futuro, está en manos de aquellos que compran en forma permanente los
productos. Por tanto los clientes tienen que ser eso: clientes, no compradores; es decir,
son socios con quienes se establecen relaciones de negocios de largo plazo.
Servicio a la Comunidad y Partes Interesadas: Mediante el control de las actividades
desarrolladas en Etipress S.A. se mitigan los impactos ambientales que se puedan
generar. Estableciendo alianzas con proveedores en un marco de mutuo beneficio que
genere valor.
Liderazgo: Se debe tener la capacidad de comunicar opiniones a los colaboradores
logrando influenciar en ellos, de manera tal que se compartan las ideas del equipo, y se
ejecuten las acciones o actividades necesarias para el cumplimiento y mejora de los
procesos.
La figura 5 muestra la ubicación de la planta principal tomada satelitalmente de la
dirección Calle 18 No. 42-53, para obtener una mejor perspectiva de su ubicación en la
ciudad y poner en contexto al lector sobre las principales vías y posibles oportunidades
del negocio.

Figura 5. Ubicación Geográfica Etipress S.A.
Fuente: Google.com.co (2017)
3.2. ESTRUCTURA ORGANIZACIONAL
De igual manera es importante resaltar la forma en la que Etipress S.A. gestiona sus
procesos, de acuerdo a las relaciones establecidas por la dirección y la división de
todas las actividades para formar los departamentos que se muestran a continuación
en la figura 6, con el fin de mostrar las autoridades existentes que buscan cumplir los
objetivos de calidad y la plataforma estratégica.

Figura 6. Organigrama para Etipress S.A.
Fuente: Autor (2017)
Asamblea de socios
Junta Directiva
Gerente Comercial
Asist. comercial
Asesor comercial
Director Financiero
Asist. Contable
Aux. Contable
Dir. Gestión humana
Asist. Gestión humana
Dir. Sistema de Gestión
Coor. Ambiental
Coor. Calidad
Inspector calidad
Dir. Producción
Jefe de Pre prensa
Asist. Pre prensa
Asist. Producción
Supervisor
Operario
Jefe de Compras y logística
Asist. Compras
Conductor
Aux. Facturación
Revisor FiscalGerente General

3.3. PORTAFOLIO DE PRODUCTOS
Para el desarrollo del negocio Etipress S.A. tiene como catálogo de productos
ofrecidos, las figuras 7, 8 9,10 y 11 permiten a simple vista detallar las diferencias de
una técnica a otra y escoger la impresión que más convenga a su producto.
Figura 7. Etiquetas autoadhesivas
Fuente: Autor (2017)
Figura 8. Fundas termo encogibles
Fuente: Autor (2017)

Figura 9. Sachets
Fuente: Viappiani.com.co (2017)
Figura 10. Cupones
Fuente: Autor (2017)

Figura 11. Bolsas sellables para alimentos
Fuente: Autor (2017)
Dentro de los productos más representativos se tienen las etiquetas autoadhesivas que
varían de acuerdo a la técnica de impresión, el volumen y su acabado teniendo
infinidad de posibilidades en cuanto a tamaño, forma y funcionalidad. Por otro lado se
determinó el grado de importancia teniendo en cuenta las ventas netas del año 2016
mostrado en la tabla 3.
Tabla 3. Participación de las etiquetas en la producción de Etipress S.A
Fuente: Autor (2017)

Para concluir se pudo inferir que de acuerdo al grado de importancia el producto de
estudio para la presente investigación fueron las etiquetas flexográficas las cuales
mostraron mayor volumen de producción y aportaron principalmente a la utilidad de la
compañía.
3.4. PROCESOS
Para el funcionamiento de la empresa se tiene establecido la dirección por
departamentos de los cuales los más representativos son pre prensa, compras y
logística, sistema de gestión integrado, producción y comercial, tal y como se muestra
en la figura 12 donde se tienen jerarquías a nivel operativo, auxiliar, asistencial y
directivo. La revisión por la dirección se realiza cada mes con el fin de verificar el
avance de los proyectos y estado de los indicadores alineados con los objetivos de
calidad y las políticas internas de la empresa.
En cuanto a la relación con proveedores Etipress S.A. tiene para completar su cadena
de abastecimiento empresas como iFlexo S.A. (productora de fotopolímeros esenciales
para la impresión flexográfica) y Arclad S.A. (principal fabricante de materiales
autoadhesivos). El desarrollo de calidad que ha tenido la empresa ha sido con ayuda
de estos proveedores y su innovación en nuevos materiales y técnicas que permiten a
Etipress S.A. incursionar en nuevas líneas de mercado y seguir creciendo como la
primera opción en tema de etiquetas y demás productos ofrecidos.
Para cumplir con las exigencias de la certificación de calidad ISO 9001:2015 es
necesario para Etipress S.A. realizar auditorías a los proveedores críticos con el fin de
estudiar el proceso de toda la cadena de abastecimiento garantizando a las partes
interesadas cumplir con las exigencias de calidad y otros atributos. A nivel interno Las
labores de dirección, realización, apoyo y medición son llevadas a cabo diariamente,
encaminadas a producir con excelente calidad manteniendo los costos de operación en
un margen rentable y es deber el Sistema de Gestión Integrado analizar y mejorar junto
con el equipo directivo las posibles variables del proceso que estén alterando la
variabilidad y desperdicio de la organización.
A continuación se muestra el flujo de información en los diferentes procesos donde se
identifican los elementos esenciales para el funcionamiento de la empresa.

Figura 12. Mapa de procesos para Etipress S.A.
Fuente: Buitrago (2015)
En relación al proceso productivo interno se enuncia a continuación cada proceso con
las variables más significativas a tener en cuenta para la construcción del mapa de la
cadena de valor:
IMPRESIÓN: Dependiendo de los requisitos del cliente las etiquetas pueden contener
hasta 8 colores diferentes y policromías (composición de colores principales como el
cyan, magenta, amarillo y negro), los requerimientos de definición, realce, tonalidad y
demás determinan el uso de la máquina disponible de la empresa de acuerdo a los
desarrollos del cliente y lo que solicite.
Las variables a tener en cuenta para el registro del proceso son:
Tipo de máquina: Impresora flexográfica marca OMET con 8 estaciones de
proceso.
Tiempo de ciclo: 1 segundo (60 etiquetas por minuto)
Tiempo de cambio entre productos: 120 minutos
Tamaño de los lotes: 4 días
Fiabilidad de la máquina:90%
Inventarios observados: 4 días de rollos de materia prima, 250 rollos impresos

Para su operación se recomienda de un impresor y un auxiliar de impresión
Figura 13. Impresión de etiquetas screen
Fuente: Autor (2017)
TROQUELADO: Proceso de marcación de la superficie de la etiqueta con infinidad de
formas por medio de un troquel el cual facilita el proceso de descartone y dispensado
por parte del cliente. En ETIPRESS S.A. existe el troquelado por medio de troquel
plano y troquel rotativo los cuales se usan de acuerdo al tamaño de los lotes, tipo de
impresión entre otros factores.
Las variables a tener en cuenta para el registro del proceso son:
Equipo de acabado OMEGA con juego de rodillos para manejo de tensiones y
acabados
Tiempo de ciclo 1 segundo (60 etiquetas por minuto)
Esta maquinaria requiere un operario por cada turno trabajado
Tiempo de cambio entre productos: 30 minutos
Fiabilidad del equipo del 92%
Inventarios observados:265 rollos troquelados

Figura 14. Troquelado en máquina letter press
Fuente: Autor (2017)
DESCARTONE: Proceso de retiro de material sobrante del troquelado con el fin de
mejorar el dispensado del cliente y ajustes de máquina al momento de etiquetar los
productos.
Las variables a tener en cuenta para el registro del proceso son:
Proceso en línea o fuera de línea que se realiza habitualmente en la máquina
Flexo OMET
Requiere usualmente de una persona para realizar la actividad

Figura 15. Descartone
Fuente: Autor (2017)
ESTAMPADO: Se realiza por medio de calor y presión de un material metalizado y
adhesivo que se transfiere el material con el fin de producir un acabado diferente a la
etiqueta.
Las variables a tener en cuenta para el registro del proceso son:
Tipo de equipo: Troqueladora y estampadora a calor de troquel plano y
velocidad variable.
Requiere usualmente de una persona para realizar la actividad
Tiempo de ciclo: 1 segundo (60 etiquetas por minuto)
Tiempo de cambio entre productos: 30 minutos
Fiabilidad del equipo: 92%
Inventarios observados: 870 rollos estampados

Figura 16. Proceso de estampado
Fuente: Autor (2017)
PLASTIFICADO: Proceso de recubrimiento de la etiqueta con un material plástico que
se realiza por medio de tensiones, generando en el producto final un realce en los
tonos y mayor protección a factores ambientales y de manipulación.
Las variables a tener en cuenta para el registro del proceso son:
Proceso en línea o fuera de línea que se realiza habitualmente en la máquina
Flexo OMET
Requiere usualmente de una persona para realizar la actividad
Este proceso se puede realizar en línea luego de la impresión dependiendo la
técnica o en una máquina de acabados.

Figura 17. Plastificado brillante
Fuente: Autor (2017)
BRILLO: Proceso de recubrimiento total o parcial con un barniz al material que ayuda a
la protección de la etiqueta.
Las variables a tener en cuenta para el registro del proceso son:
Proceso en línea o fuera de línea que se realiza habitualmente en la máquina
Flexo OMET
Requiere usualmente de una persona para realizar la actividad

Figura 18. Brillo en máquina Flexo Omet
Fuente: Autor (2017)
CORTE Y REFILE: La etiqueta en un inicio cuenta con cierta cantidad de repeticiones
(columnas) y cabidas (filas), las cuales deben ser procesadas para ser cortadas por la
cantidad de cabidas que requiere el cliente, dicho proceso se realiza en la máquina
rebobinadora e inspectora la cual por medio de cuchillas cortan el material a la
dimensión deseada cuidando el acabado o refile.
Las variables a tener en cuenta para el registro del proceso son:
Equipo de rebobinado automático e inspección digital
Requiere el manejo por un operario
Tiempo de ciclo: 1 segundo (60 etiquetas por minuto)
Tiempo de cambio entre productos: 40 minutos
Fiabilidad del equipo: 98% en condiciones normales
Inventarios observados: 2060 rollos cortados y refilados

Figura 19. Corte en cabidas por la máquina inspectora CEI
Fuente: Autor (2017)
REBOBINADO: Para el dispensado del cliente en necesario que todos los rollos de
etiqueta tengan el mismo sentido, este proceso se encarga de darle sentido a todos los
rollos y revisión de defectos para que sean reemplazadas en lo posible por producto
conforme en una mesa.
Las variables a tener en cuenta para el registro del proceso son:
En el proceso existen 5 rebobinadores en mesa por turnos
Maquina artesanal fabricada por el área de mantenimiento para suplir la
necesidad de una mesa de rebobinado.
Tiempo de ciclo 10 minutos
Tiempo de cambio entre productos: (10 minutos}
Tiempo disponible: 22 horas
Fiabilidad de la máquina del 80%
Inventarios observados: 330 rollos rebobinados

Figura 20. Rebobinado en mesa
Fuente: Autor (2017)
INSPECCIÓN DE CALIDAD: Proceso de revisión final donde se revisan las
especificaciones requeridas por el cliente y se realiza el certificado de calidad
correspondiente para ser enviado al almacén de producto terminado.
Las variables a tener en cuenta para el registro del proceso son:
Equipo de 5 inspectores que se distribuyen de acuerdo a ls necesidad en tres
turnos
Tiempo de ciclo: 480 segundos
Tiempo de cambio entre productos: 0 segundos
Fiabilidad del 85%
Inventarios encontrados: 1336 rollos inspeccionados

Figura 21. Sitio de trabajo inspección de calidad
Fuente: Autor (2017)
Para el desarrollo de la operación se menciona a continuación en el cuadro 1 la
maquinaria utilizada para el objeto de este trabajo.

Cuadro 1. Maquinaria utilizada para el proceso de flexografía en Etipress S.A
Equipo: Estampadora Marca: New Foil Características: Troquelado plano, embobina y desembobina rollos de material, permite cualquier troquel plano
Equipo: Rebobinadora de mesa Marca: PIC Características: Embobinado y codificado de rollos, sistema de aire para retirar impurezas de material, motores trifásicos, conteo de etiquetas

Equipo: Impresora flexográfica Marca: Omet FX330 Características: Impresión a ocho tintas, unidad de tratado corona y secado de tintas UV velocidad máxima de 200 mtrs/ min, rebobina y descartona, adicionalmente realiza acabados de brillo y plastificado, troquelado en línea

Equipo: Troqueladora Marca: Omega Digicons Características: Realiza troquelado, brillo, plastificado. Conteo de etiquetas
Equipo: Máquina inspectora/ rebobinadora inspectora CEI Marca: CEI Características: Realiza cortes y refiles al material, cámara BST para la detención por el asesor, rebobina y desembobina

Equipo: Rebobinadora de mesa
Marca: No aplica Características: Rebobina y codifica, máquina fabricada por la empresa, contador manual de etiqueta-
Fuente: Autor (2017)
Con el fin de determinar las variables críticas del proyecto se realizó un recorrido en la
planta encontrando un inventario excesivo en las operaciones, dicha novedad afecta
los tiempos de entrega, la efectividad de la empresa y el cumplimiento de
especificaciones al entregar producto que en ocasiones no puede ser revisado por
darle prioridad a la entrega. A continuación en la figura 22 se muestran los trabajos en
proceso evidenciando los posibles cuellos de botella de la compañía.
Figura 22. Inventarios encontrados tras recorrido
Fuente: Autor (2017)

Posteriormente se dio a conocer el proceso detalladamente para detectar las
oportunidades principales, Dicha valoración contiene un esquema de la distribución
actual (distribución en planta), en el que se estudia los recorridos de personas y
materiales por todo el proceso productivo y un análisis de oportunidades y amenazas
por medio de la matriz DOFA. Adicionalmente se realizó el mapa de valor actual, para
identificar los tiempos de valor y no valor agregados, el gráfico de balance, para
detectar el cuello de botella, el ritmo de la demanda y la capacidad de producción.
Durante su desarrollo se analizaron los indicadores principales que se establecen en el
cuadro de resultados de la cadena de valor que permitió demostrar el avance y el
alcance de las metas propuestas del proyecto.
3.5. DIAGNÓSTICO INTERNO
A partir de la clasificación que aporta Luis Socconini (2015) las empresas pueden
presentarse en el mercado como: Tradicionales, iniciales, confiables, competentes y
excelentes existiendo una brecha significativa en la forma como realizan sus productos
hasta llegar a ser empresas de clase mundial y siendo la primera opción de los clientes.
Se logra establecer que la empresa se encuentra como una empresa tradicional debido
a su operación y su organigrama organizacional. Es necesario para la organización
replantear su esquema de jerarquías con el fin de llegar a manejar los procesos por
cadenas de valor.
3.5.1. Matriz DOFA
Se puede definir como una herramienta de análisis estratégico que permite detectar los
elementos internos (Fortalezas y Debilidad) y externos (Oportunidades y Amenazas)
que constituyen un diagnóstico de la capacidad competitiva de la organización. Los
aspectos positivos y negativos encontrados sirvieron para el desarrollo de estrategias
para fortalecer los procesos productivos y la gestión de la compañía.
Actualmente Etipress S.A. pertenece a un grupo de empresas convocado por la
Cámara de Comercio de Bogotá en el programa que se reconoce como “empresas
trayectoria Mega” cuyo objetivo es consolidar la industria manufacturera con ayuda de
empresas líderes del sector que apoyen la formación de pequeñas y medianas
manufactureras para llegar a consolidarse en el mercado y mantener una eficiencia
competitiva.
Una de las tareas a realizar fue la de construir una matriz DOFA con el fin de identificar
los factores clave de desarrollo y planear un esquema de trabajo reconociendo las

falencias actuales de la compañía, para realizar esta actividad se reunió cada equipo
de trabajo conformado por los integrantes de cada departamento incluyendo directivos
resultando varias matrices que el Gerente General consolidó con ayuda de los
directores. A continuación se muestra en los cuadros 2 y 3 el desarrollo de la matriz
DOFA, donde se determinó las interacciones entre los cuadrantes creando estrategias
que permitieron minimizar los factores internos y externos que actualmente están
afectando la compañía.
Cuadro 2. Análisis mediante la matriz DOFA
FORTALEZAS DEBILIDADES
F1: Cobertura en ciudades como Cali y Medellín
D1: Tiempos de entrega excesivos
F2: Relaciones estratégicas con clientes de marcas reconocidas
D2: Falta de estandarización de procesos
F3: Certificación ISO 9001:2008 y nivel 4 en el Programa de Excelencia Ambiental PREAD
D3: Fallas en planeación, producción y compras
F4: Producción de excelente calidad y variedad de acabados
D4: Falta de orientación al servicio y enfoque al cliente
F5: Amplio portafolio de productos D5: Alta rotación de personal en procesos críticos
F6: Excelente relación con proveedores D6: Nivel elevado de desperdicio en producción
AMENAZAS OPORTUNIDADES
A1: Pérdida de licitaciones por mejores precios de la competencia
O1: Firma de contratos en el exterior
A2: Bajos costos de operación de empresas extranjeras
O2: Adquisición de maquinaria tecnificada
A3: Pérdida de clientes por aspectos de calidad
O3: Desarrollos en nuevas líneas de negocio (empaques flexibles para café)
A4: Oferta de productos innovadores con técnicas de impresión recientes.
O4: Firma de Tratado de Libre Comercio
A5: Elevados gastos en el servicio de recolección de residuos
O5: Reconocimiento regional
A6: Consolidación de alianzas estratégicas de los competidores
O6: Crecimiento del mercado de etiquetas

Fuente: Autor (2017)
Cuadro 3. Identificación de estrategias
ESTRATEGIAS OFENSIVAS (CRECIMIENTO Y DESARROLLO)
ESTRATEGIAS FORTALECEDORAS
(VENTAJAS DE LAS OPORTUNIDADES)
1. Atraer nuevos clientes con ayuda del reconocimiento ganado en el mercado
1. Análisis de tiempos de valor agregado y no agregado
2. Recertificar la empresa en ISO 9001:2015 y obtener certificación BASC (Business Alliance for Secure Commerce)
2. Generar conciencia al personal sobre la gestión del riesgo y enfoque al cliente
3. Ampliar el catálogo de productos fabricados por la empresa
3. Analizar el ambiente laboral, estableciendo programas de motivación al personal
4. Generar programas de capacitación al personal sobre nuevas técnicas de impresión
4. Estudiar el gasto de material por ajuste de máquina
5. Analizar y ejecutar planes de acción en toda la cadena de suministro
5. Analizar los conocimientos críticos para documentar el Sistema de Gestión Integrado
6. Aplicar herramientas de Manufactura Esbelta en los procesos críticos de la compañía
6. Establecer las diferentes variables para desarrollos y trabajos nuevos del cliente.
ESTRATEGIAS DEFENSIVAS (ANTICIPARSE A LAS CIRCUNSTANCIAS)
ESTRATEGIAS DE CAMBIO (PLANES DE
MEJORA)
1. Analizar el mapa de la cadena de valor, produciendo al ritmo de la demanda
1. Buscar alianzas con empresas del sector
2. Aplicar la metodología de solución de problemas a las no conformidades internas y externas
2. Analizar posibilidades del ciclo de vida de los materiales e insumos
3. Mejorar la capacidad instalada en épocas de baja demanda
3. Elaborar mapa de cadena de valor y tablero de control
4. Ejecutar el programa de desarrollo y selección de proveedores
4. Desarrollar la metodología Hoshin Kanri
5. Desarrollar programas de desarrollo de talento
5. Gestionar y controlar el manejo del inventario de existencias
6. Analizar las expectativas del cliente en las encuestas de satisfacción
6. Reducir los días de atraso en entrega por cliente.
Fuente: Autor (2017)

En relación al cruce de información presentado entre los factores y las estrategias es
correcto inferir que se es necesario para Etipress S.A. como se observa en la matriz
DOFA, ejecutar sistemáticamente las estrategias planteadas de acuerdo a las
prioridades que requiere el entorno y de esta manera anticiparse a las circunstancias
generando mejora continua y crecimiento progresivo para la organización.
A corto plazo fue imperativo reforzar los procesos internos de la compañía mediante
capacitaciones al personal operativo estableciendo programas de capacitación
periódicos y desarrollar un plan de selección de proveedores para garantizar desde la
fuente la utilización de materia prima de calidad. Adicionalmente se trabajó en el
bienestar del trabajador estableciendo turnos de ocho horas e incentivos por
disminución de desperdicios con el fin de generar un ambiente de trabajo ideal
propiciando en cada trabajador una conciencia desde el punto de vista de entregar un
producto de calidad al cliente.
Para concluir se determinó en conjunto con el grupo de directivos que la aplicación de
orden y limpieza para las áreas críticas era necesaria para crear un flujo uniforme y así
poder disminuir los tiempos y desperdicios, en último lugar se identifica que se debe
trabajar en una manera de analizar los desperdicios por sobre productividad y mala
calidad para poder gestionarlos minimizando de esta manera producto no conforme y
reclamos y rechazos de las partes interesadas.
3.5.2. Análisis de Pareto
Con relación a la investigación preliminar fue necesario desarrollar un análisis detallado
de todas las causas que pueden estar generando la actual deficiencia en el control de
calidad, se realizó un análisis de Pareto que determinó los principales defectos y la
participación de los rechazos y reclamos que han representado las pérdidas
económicas y la reducción de los clientes en el último periodo del 2016.
A continuación se presentan las gráficas de los reclamos y rechazos registrados en el
periodo de tiempo estudiado, las causas y los costos de no calidad asociados:

Gráfico 2. Rechazos y reclamos presentados en el último periodo de 2016
Fuente: Autor (2017)
Gráfico 3. Costos de no calidad durante el último periodo de 2016
Fuente: Autor (2017)
De acuerdo a las gráficas presentadas, se tomó mayor atención en el mes de
noviembre tal como se observa en el gráfico 2, encontrando que los costos de no
calidad por rechazos del cliente superan los 70 millones de pesos debido en gran
medida a las desviaciones en diferencia de tonos versus patrón de color y manchas de
impresión mostrado en el gráfico 3.
Para el caso de los rechazos internos detectados por inspección de calidad durante la
inspección final el resultado no fue alentador ya que la participación de los defectos
14
47
27
38 3639
26
2 4
26
149
14
6
05
101520253035404550
Rechazo
Reclamación
0,0%
20,0%
40,0%
60,0%
80,0%
100,0%
120,0%
$ - $ 2.000.000 $ 4.000.000 $ 6.000.000 $ 8.000.000
$ 10.000.000 $ 12.000.000 $ 14.000.000
Problema
Suma deCOSTODE NOCALIDAD

correspondía a carencias y manchas de impresión teniendo como costos de no calidad
la suma de 103 millones de pesos.
Gráfico 4: Pareto no conformes internos mes de noviembre 2016
Fuente: Autor (2017)
Gráfico 5. Costos de no calidad por no conformidades internas
Fuente Autor (2017)
Tal como muestran las gráficas 4 y 5 el comportamiento que tuvieron los rechazos
internos son similares en cuanto a defectos por impresión que pudieron ser detectados
en la fuente y no en la inspección final en donde actualmente se están levantando las
no conformidades Se puede inferir que se debe establecer un procedimiento de
0,0%
50,0%
100,0%
150,0%
0
5
10
15
Can
tid
ad
NOVIEMBRE PARETO NO CONFORMES INTERNOS
CuentadePROBLE…
0,0%
20,0%
40,0%
60,0%
80,0%
100,0%
120,0%
$ -
$ 5.000.000
$ 10.000.000
$ 15.000.000
$ 20.000.000
$ 25.000.000
CA
REN
CIA
DE…
MA
NC
HA
S D
E…
DES
REG
ISTR
O
PR
OB
LEM
AS
DE…
DES
PR
END
IMIE
NTO
…
TRO
QU
EL C
OR
RID
O
PO
RO
SID
AD
DES
PR
END
IMIE
NTO
…
AU
SEN
CIA
DE
BR
ILLO
FALT
AN
TE D
E…
SOB
RET
RO
QU
ELA
DO
PR
OB
LEM
AS
DE
REF
ILE
REB
AB
AS
-…
PR
OB
LEM
A D
E G
AP
SAN
GR
AD
O D
E…
TEX
TOS
EMB
OTA
DO
S
RA
YAS
PO
R F
RIC
CIO
N…
FALT
A D
E…
RO
LLO
S C
ON
ESP
AC
IOS
AR
RU
GA
S
DIF
EREN
CIA
DE…
OP
ASI
DA
D Y
GR
UM
OS…
FRA
NJE
O
COSTOS DE NO CALIDAD NO CONFORMES INTERNOS
Suma deCOSTO DENOCALIDAD

inspección en el proceso como medida preventiva con el fin de reducir los costos de no
calidad.
3.6. MAPA DE LA CADENA DE VALOR
Una de las mayores causas de fracaso de las metodologías y herramientas de
productividad y calidad es que se ha querido implementarlas en todos los lugares y al
mismo tiempo, sin establecer un enfoque preciso de las necesidades. El mapa de valor
es una herramienta que permite la comprensión de los aspectos y procesos de la
compañía con el fin de identificar desperdicios en transporte, inventarios,
sobreproducción y sobre todo el cuello de botella principal que determinó la capacidad
real de producción.
3.6.1. Establecer familia
Para iniciar con el diagnóstico de las cadenas de valor fue necesario listar los
productos y servicios que proporciona la organización con el fin de marcar los pasos
por los que pasa dicho producto o servicio agrupándolos según la afinidad que tengan
con los pasos del proceso.
Como se mencionó en el marco referencial, Etipress S.A. se dedica a la fabricación y
comercialización de etiquetas en técnicas screen (impresión por serigrafía con ayuda
de marcos metálicos), flexográfica, digitales y letter press (impresión por rodillos bajo
presión) con variedad en acabados como troquelado según forma deseada, brillo total o
reservado, estampado con cold foil o plastificadas. En la tabla 4 se muestra la relación
de los productos con los procesos actuales de la empresa con su respectiva relación y
afinidad. Según los datos registrados se puede determinar que la familia de producto
más representativa es la de etiquetas flexográficas con una participación de 1084
órdenes de producción en el periodo de enero a diciembre de 2016.

Tabla 4. Familias de productos en Etipress S.A.
Fuente: Autor (2017)
En la tabla anterior se muestran con una “X” las etiquetas digitales y letter press debido
a que en el caso de las etiquetas digitales el registro y la impresión tienen defectos
mínimos que pueden ser controlados por el operario y no es necesario realizar una
inspección en la máquina inspectora digital CEI. Las etiquetas letter press al tener
máximo 3 colores, su registro no afectaría las especificaciones mínimas y se ha
decidido por cuestiones internas que sean revisadas al durante y al final de la
producción.
Para el cálculo de la demanda se utilizó el aplicativo de planeación de producción
“GrafiCostos”, software utilizado por todos los departamentos de la empresa que
contiene la información de producción, calidad, costos, compras, inventarios entre
otros. En la tabla 5 se observa el desarrollo de la demanda mes a mes durante el
periodo de enero a diciembre de 2016.
Tabla 5. Demanda periodo enero – diciembre 2016
Fuente: Autor (2017)
Se puede apreciar en la misma tabla, el volumen de producción para todos los meses
fue mayor para las etiquetas flexográficas ya que éstas se pueden producir en mayores
cantidades y con excelentes acabados, siendo la primera opción entre los clientes más
representativos de la organización. Es por esta razón que es correcto inferir que esta

familia de productos fue escogida como objeto de estudio del proyecto y tendrá mayor
impacto en los planes de acción y aplicación de las herramientas de Manufactura
Esbelta según se identificó en el mapa de la cadena de valor.
3.3.2. Exigencias del cliente
De acuerdo a lo mencionado anteriormente, para la producción de etiquetas en técnica
flexográfica Se requiere en promedio 7.258.000 de metros cuadrados en impresión de
acuerdo a la demanda anual para el año 2016. Se establece que en este periodo de
tiempo los días laborales por mes son de 24 días en turnos de 8 horas que son
divididos en tres partes con el fin de cubrir la necesidad en mano de obra permanente,
con descansos por turno de 60 minutos.
El takt time o ritmo de la demanda según Feld (2010) Es la base para el diseño de cada
una de las células de un proceso y representa la tasa de consumo del mercado o del
proceso, es decir es la velocidad en la que el cliente solicita una unidad de producto
para su consumo es importante conocer dicho valor ya que permitió determinar en un
análisis inicial el tipo de cuello de botella siendo externo cuando la producción supera la
demanda o interno cuando el ritmo de la demanda supera la capacidad de la
organización.
Para calcular el ritmo de la demanda primero es necesario definir el tiempo de trabajo
disponible del turno, siendo para Etipress de 8 horas: La unidad de medida del ritmo de
la semana es en segundos por lo que es necesario multiplicar las horas de trabajo
disponible por 60 minutos y luego por 60 segundos obteniendo y restar el tiempo que
no se labora, en este caso el tiempo de descanso por los tres turno teniendo un tiempo
disponible de: 75.600 segundos.
(8 * 3600 * 3) – (60 * 3 * 60) = 75.600 segundos.
Posteriormente se debe calcular la demanda diaria la cual se calcula dividiendo la
demanda promedio por los días laborales siendo 24 días para este caso.
7258 / 24 = 302 (demanda diaria)
Por último, para conocer el ritmo de la demanda se divide el tiempo disponible sobre la
demanda diaria obteniendo un ritmo de demanda de 250 segundos / pieza en donde el
cliente estaría dispuesto a comprar una pieza en este lapso de tiempo.

Teniendo los datos clave recolectados se procedió a desarrollar el diagrama del mapa
de valor donde se muestra claramente los tiempos de valor agregado y lo de no valor
agregado, los inventarios observados y el flujo de materias primas.
La principal ventaja del mapa de la cadena de valor es el de mostrar gráficamente
dónde podrían estar los desperdicios en sobre producción, excesos de inventarios,
pérdidas de tiempos e identifica los procesos donde la demora es reiterativa. Gracias a
la construcción del diagrama se pudo observar el proceso de manufactura de las
etiquetas flexográficas evidenciando las fallas en los procesos y las oportunidades de
mejora en cada estación de trabajo.
Para el levantamiento del mapa de la cadena de valor fue necesario capacitar a
directivos y asistentes, de esta manera pudieron aportar en la identificación de todo el
proceso productivo ya que se conocía la metodología de trabajo pero en oportunidades
anteriores no había podido ser documentada ni documentada, un error común en las
empresas tradicionales
A continuación en la figura 23 se presenta el diagrama que se construyó desde que la
materia prima llega a la planta de producción hasta que el producto es empacado y
enviado, teniendo en cuenta el programa de producción desarrollado por el área de
planeación, los pronósticos realizados por compras y la gestión de todo el sistema de
gestión integrado que posee Etipress S.A. El desarrollo en cada una de las etapas
permitió analizar los procesos críticos para la compañía, la gestión del conocimiento
que tiene cada área productiva y las falencias en recursos por cada orden de trabajo
que solicitan los clientes.

Figura 23. Mapa de cadena de valor
Fuente: Autor, con base en la metodología presentada en el libro Lean Company de Luis Socconini (2017)

Tal como se muestra en la figura 23 el tiempo de valor agregado que otorgan los
procesos de manufactura actualmente es de 1084 segundos una cantidad de tiempo
mínima teniendo en cuenta el tiempo de valor no agregado que resultó ser de 20.9 días
donde el producto pudo ser entregado sin contratiempos, pero son días desperdiciados
que se acumulan paulatinamente en toda la cadena productiva.
Adicionalmente se observa que en el alistamiento de materias primas para el proceso
de impresión se tiene un inventario de 4 días, una cantidad excesiva considerando la
capacidad de producción actual de la empresa, es necesario implementar medidas de
contingencia para evitar desperdicios de material por dicho inventario ya que es dinero
que no ha podido ser retornado por la empresa y que altera el flujo de efectivo que
permite continuar con la operación.
Gracias al nivel de tecnificación de los procesos de impresión es posible mantener la
cadena productiva y flujo de materiales gracias a su reducido tiempo de ciclo, pero se
cuenta con un periodo relativamente elevado para el cambio entre productos debido a
la complejidad de los montajes mecánicos y alistamiento de los insumos requiriendo
alguna medida especial para reducir las demoras por este motivo.
Los puntos críticos para Etipress S.A. se evidencian en los procesos de rebobinado en
mesa e inspección de calidad por su elevado tiempo de ciclo, al ser una operación
netamente manual donde influye la experticia del operario y el nivel de aprendizaje de
los nuevos colaboradores. Adicionalmente para el proceso de rebobinado en mesa se
presentan demasiadas rotaciones de personal al año debido a que las operaciones del
cargo son repetitivas y generan agotamiento excesivo a dicho personal.
Conociendo el ritmo de la demanda y el tiempo de ciclo de cada proceso se elaboró a
continuación el grafico de balance el cual permitió conocer el cuello de botella de la
empresa.
Tabla 6. Balance del ritmo de la demanda
Fuente: Autor (2017)

A continuación se relaciona gráficamente el comportamiento actual de los procesos con
el ritmo de la demanda actual donde se observa claramente el comportamiento de los
datos registrados en la tabla 6, Tal como se había comprobado en la figura 8 con los
tiempos actuales en los procesos de rebobinado en mesa e inspección final no se
podría cumplir con el ritmo de la demanda calculado.
Gráfico 6. Cuellos de botella detectados para Etipress S.A.
Fuente: Autor (2017)
Para el caso de las etiquetas flexográficas se puede observar en el gráfico 6 el cuello
de botella se encuentra en los procesos de rebobinado en mesa e inspección de
calidad como se había mencionado anteriormente, complementando el análisis del
mapa de la cadena de valor. Para poder cumplir con la demanda actual, es decir poder
producir una pieza cada 250 segundos, es necesario aplicar la herramienta de
manufactura esbelta que ataque de forma efectiva dicho comportamiento.
3.7. MATRIZ DE VESTER
Con base al diagnóstico de debilidades, oportunidades, fortalezas y amenazas fue
posible encontrar las diferentes problemáticas por las cuales está pasando Etipress
S.A. a lo que fue necesario establecer prioridades para atacar los puntos críticos del
estudio.
A continuación se tabuló la información de acuerdo a una ponderación sugerida por las
directivas con una calificación cuantitativa de relación de causa siendo la calificación 1
a poco importante hasta 3 como muy importante. Se realizó la caracterización de la
problemática según lo encontrado en la matriz DOFA tal como se muestra en la tabla 7.

Tabla 7. Caracterización de los problemas
Número Tipo de problema
1 Tiempos de entrega excesivos
2 Falta de estandarización de proceso
3 Fallas en planeación, producción y compras
4 Falta de orientación al servicio y enfoque al cliente
5 Alta rotación de personal en procesos críticos
6 Desperdicio en producción
7 Mejores precios de la competencia
8 Reducción de la calidad
9 Oferta de innovación de la competencia
10 Gastos en reducción de residuos
Fuente: Autor (2017)
Tabla 8. Matriz de Vester para la priorización de problemas en Etipress S.A.
PROBLEMA 1 2 3 4 5 6 7 8 9 10 TOTAL ACTIVOS
1 0 1 1 1 1 2 1 2 1 1 11
2 2 0 3 1 3 3 3 3 1 2 21
3 2 1 0 3 1 3 3 3 1 3 20
4 3 1 1 0 3 3 1 3 2 3 20
5 1 3 1 3 0 3 2 3 1 3 20
6 3 1 3 1 1 0 1 3 1 3 17
7 1 1 2 1 1 1 0 1 1 1 10
8 3 2 3 3 1 3 3 0 1 3 22
9 1 1 1 1 1 1 3 1 0 1 11
10 1 1 1 1 1 2 2 1 1 0 11
TOTAL PASIVOS 17 12 16 15 13 21 19 20 10 20
Fuente: Autor (2017)
En la gráfica 8 se muestra la organización de los datos deforma matricial observando
los valores más altos para los totales activos de 22 y para el total de los pasivos de 21.
Posteriormente se organizó la información y se realizó el gráfico con base en la
información obtenida, teniendo en cuenta hallar el punto de corte de la siguiente
manera:
Eje (x,y) = ((Valor máx. – Valor mín.)/2) + Valor mín.)

El eje X hace referencia a los datos de la columna total de activos y el eje Y al total de
los pasivos. El cuadrante divisor arrojó como resultado el eje X y Y 16, para lo cual se
pudo ubicar en el plano los problemas identificando las prioridades mostrados en la
gráfica 7.
Gráfica 7. Matriz de Vester para la problemática en Etipress S.A.
Fuente: Autor (2017)
Con base a lo observado en la matriz de Vester es correcto inferir que la prioridad
actual fue el problema de Desperdicio en producción y Reducción de la calidad, el cual
debe ser el objeto de estudio para la aplicación de las herramientas de manufactura
esbelta.

4. SELECCIÓN DE LA HERRAMIENTA
4.1. HERRAMIENTAS DISPONIBLES
Para dar solución a las problemáticas encontrados fue necesario consultar la
bibliografía vigente con el fin de hallar la metodología que más se ajustara a las
necesidades actuales de la compañía encontrando lo mencionado a continuación en el
cuadro 4.
Cuadro 4. Caracterización de herramientas de manufactura esbelta
HERRAMIENTA ¿EN QUÉ CONSISTE?
VENTAJAS DESVENTAJAS
Equipos Kaizen
Mejora continua gradual y ordenada creando equipos de trabajo especializado
*Mejoras rápidas *Mejorar ergonomía *Mejorar flujo de material *Mejorar tiempos de preparación
*Resistencia al cambio *Gran cantidad de detractores *Desarrollo en 8 semanas *Requiere capacitación de todo el personal
Hoshin Kanri
Planeación estratégica de la compañía a largo plazo
*Generar estrategias para mejorar el entorno interno y externo *Cambia la plataforma estratégica de la empresa *Se adapta al personal de acuerdo a los objetivos propuestos
*Seguimiento constante por la dirección *Se debe generar un tablero de control con indicadores
Estructura por cadenas de valor
Dirección de la empresa por unidades de negocio con responsables directos que toman decisiones y entregan resultados de principio a fin de su proceso
*Eliminar burocracia *Mejora la comunicación entre personas *Da tiempo a la dirección para planear
*Cambio drástico de la organización *compromiso total de los trabajadores *Resistencia al cambio *Seguimiento continuo de la dirección *Posible anarquía
Desarrollo de talento
Crear una cultura de aprendizaje para capacitar a los empleados de todas las áreas
*Personas comprometidas y especializadas *Gestión del conocimiento *Gerentes maestros
*Se debe implementar cuando una empresa inicia *Se debe desarrollar cuando no se haya desarrollado un procedimiento *Tiempo excesivo para ejecución

Contabilidad Ágil
Herramienta que facilita la vigilancia del retorno a la inversión, permite conocer las competencias de la empresa identificando plenamente las ganancias y pérdidas del ejercicio
*Mediciones esbeltas que reemplazan las tradicionales *Identificación de impactos financieros *Mejores maneras de decisión entre comprar o fabricar
*Requiere un tablero de control con indicadores *Seguimiento por la dirección *Toma demasiado tiempo recopilar los datos *Requiere personal con conocimientos sólidos en costos *Cambio de mentalidad de todo el personal
Mapa de cadena de valor
Herramienta para conocer el flujo de material, conociendo el proceso en su totalidad logrando identificar los tiempos de valor agregado y los de no valor agregado
*Identificación de los cuellos de botella *Conocer la velocidad de la demanda *Conocer cuál es la capacidad del sistema de producción *Detección de áreas de oportunidad
*Implementación de las mejoras depende de la disponibilidad de recursos de la empresa *Compromiso de los directivos para desenglozar los procesos *Monitoreo constante
Orden y limpieza con 5´s
Es una técnica para mejorar la limpieza, organización y utilización de las áreas de trabajo
*Se aprovecha mejor el tiempo *Mejora la productividad *Genera hábitos en los trabajadores *Mejora la satisfacción del personal *Encontrar cualquier cosa en menos de 30 segundos *Espacios de trabajo más productivos *Áreas de trabajo más seguras *Incrementa la capacidad de producir más artículos de mejor calidad *Reduce el desperdicio
*Capacitación al personal *No se puede aplicar a toda la empresa sin antes hacer un piloto

Control Visual
Son señales visuales y auditivas, fácilmente identificables que proveen un rápido entendimiento
*Reduce los costos *Previene accidentes *Mejora el tiempo de respuesta *Mejora la comunicación
*Uso del conocimiento de todos los directivos *Alto costo en herramientas *Conocimiento previo sobre la creación de señales *Inducir al error escogiendo una herramienta inadecuada
Solución de problemas
Metodología para resolver problemas desde su raíz
*Enfoque para definir causas del problema *Previene la recurrencia *Crea mejores estándares *Motiva el trabajo en equipo *Permite la solución de problemas de forma permanente *Encontrar la causa raíz
*Mala identificación de las causas *Compromiso del personal en la ejecución de tareas *Seguimiento estricto
Trabajo celular
Distribuir las operaciones de modo tal que no se interrumpa el flujo de materiales
*Aumenta el tiempo de respuesta *Maximiza las habilidades del personal *reducción en mano de obra *Eliminar burocracia *Reduce desplazamientos * Reduce inventarios en proceso
*Requiere aplicar primero el mapa de la cadena de valor para conocer las familias de productos *Requiere un programa de desarrollo de talento *Tiempo de ejecución hasta de 5 meses *Requiere cambiar la distribución de la empresa *Modificación de redes eléctricas y acueducto
Preparaciones rápidas
Metodología para realizar cambios de producto en menos de diez minutos
*Fabricación de gran variedad de productos o servicios *Aumenta la capacidad instalada *Reducción del tamaño de los lotes *Reduce las pérdidas de material *Aumenta la respuesta al cliente
*Equipo multidisciplinario de personas *Conocer totalmente las máquinas *Para Etipress solo lo podría aplicar una persona *tiempos de máquina
Kanban
Sistema de comunicación que permite el control de la producción y el flujo de materiales
*Indica lo que debe hacerse, en cuánto tiempo y en qué cantidades *Evita la sobreproducción *Da certidumbre a los clientes *Fabricar solo lo que el cliente necesita
*Requiere de inversión de gerencia *Se cambia el método tradicional *resistencia al cambio *Seguimiento obligatorio de la gerencia *Inversión en diseño de contenedores

Trabajo estándar
Herramienta para asegurar el rendimiento máximo con un mínimo desperdicio
*Poseer un estudio de tiempos y movimientos *Balanceo de las líneas de producción *Modificación de las instrucciones de trabajo
*Nivel de experticia de todo el personal *Medición constante *Cualquier variación altera el proceso *Tiempos excesivos de ejecución *Medición de todo el personal del área piloto por turnos *Influye el ambiente laboral y las condiciones de trabajo *Alimentación de documentos *Reducir la variabilidad como requisito principal *Se debe realizar antes un estudio de la cadena de valor
Mantenimiento Productivo Total
Metodología de mejora que permite la continuidad de la operación en los equipos previniendo posibles daños
*Optimiza la efectividad total de los equipos *Empodera al operario de su máquina *Incrementa la calidad con la que producen los equipos *Reduce el costo de ciclo de vida de los equipos *Convierte las actividades reactivas en proactivas
*Requiere personal multidisciplinario *Seguimiento con indicadores *implementación demorada *resistencia al cambio
Mecanismos a prueba de errores
Prevenir y detectar el error desde la fuente
*Asegurar calidad *Reduce la posibilidad de cometer errores *Económicos y sencillos
*Realizar un análisis de modo y efecto de falla anteriormente *Realizar un análisis de tasas de defectos
Fuente: Autor (2017)
Una vez analizada la información se procedió a identificar las posibles causas del
desperdicio de materia prima, para ello se utilizó la metodología de 5 porqués descrito
en la figura 24 encontrando que la mayoría de producto terminado está en el área de
sobrantes, dicho material se genera debido a que para la creación de la orden de
producción se entrega al impresor un material excedente para ajustes de color y esta
cantidad es mucho mayor si es necesario realizar un proceso adicional en otra
máquina.

El material sobrante (que es producto terminado que cumple con las especificaciones
de calidad) se almacena en un espacio destinado para tal fin a la espera de una nueva
orden de compra que en la mayoría de los casos termina destruyéndose por
vencimiento del adhesivo cuya duración es de un año luego de su fabricación.
Este material es dinero que está calculado en las cotizaciones de los clientes pero es
dinero que puede ser retornado a la organización, sin embargo se ha demostrado que a
nivel cultural el manejo de sobrantes es desmedido y no existe algún tipo de control al
respecto. Es por ello que para reducir este aspecto se decidió implementar la
metodología de 5s ya que mejoraría la productividad de la máquina y cambiaría la
forma de pensar de los trabajadores aportando al aprovechamiento del tiempo y
manteniendo a largo plazo puestos de trabajo más productivos.
Figura 24. Metodología 5 porqués problema desperdicios
De acuerdo a los manifestado por Socconini (2015) “Para el funcionamiento de la
Manufactura Esbelta es primordial implementar un piloto con al menos 5´s” ésta será la
principal herramienta de inicio en todo el despliegue de la metodología
¿POR QUÉ?
•porque se esta haciendo con las ordenes producto no conforme
¿POR QUÉ?
•porque hay desajustes en la máquina
¿POR QUÉ?
•porque se requiere el material para ajustar los colores
¿POR QUÉ?
•Se produce de más
¿POR QUÉ?
•Se envía el material a sobrantes
Enunciado del problema: En promedio el 30% del material de las órdenes de
producción se está desperdiciando

Con base en la información recolectada y el análisis de las diferentes variables se pudo
inferir que las herramientas necesarias en los procesos de impresión en Etipress
fueron:
5´s para establecer orden y limpieza, encontrando las herramientas en menos de
30 segundos.
Solución de problemas por calidad.
La aplicación de orden y limpieza en la empresa incurre en la disminución de tiempos
en alistamiento, creación de buenas prácticas para el proceso y crecimiento en la
precepción de calidad de los trabajadores. Tener un lugar de trabajo de acuerdo a las
necesidades del operario aumenta su autoestima y rendimiento laboral y por tanto
generará menos desperdicios al realizar los trabajos con mayor atención aumentando
el detalle, a simple vista se logra ver que la herramienta aporta en gran medida a las
necesidades de mejora y atacaría las principales causas encontradas anteriormente.

5. METODOLOGÍA 5’S
5.1. PLANEACIÓN EN LA IMPLEMENTACIÓN DE LA HERRAMIENTA 5´S
Con relación a la implementación que se realizó en Etipress S.A. se escogió la
metodología de 5´s en primera instancia siguiendo la metodología mencionada en el
libro “el proceso de las 5´s en Acción” de Luis Socconini y Marco Barrantes donde se
establece una serie de pasos lógicos que permitieron entender el funcionamiento de la
herramienta a lo largo de su desarrollo.
En primer lugar es importante resaltar el procedimiento establecido que se muestra en
la figura 25 donde se explica el paso a paso de la metodología del 5´s como
herramienta de mejora.
Figura 25. Programa de 5´s
Fuente: Autor (2017)
Para poder ejecutar las actividades que implicaban el evento de orden y limpieza en
primera medida fue necesario capacitar al personal operativo y a directivos quienes
fueron las personas que tuvieron la tarea de ejecutar cada fase de las 5´s.
Se escogió un equipo guía de acuerdo a la elección del área de producción y que
estuvieran involucrados en el proceso de impresión en las máquinas flexográficas. La
planeación se realizó con este personal para comenzar con el área piloto. Para
reconocer el área de oportunidad de la aplicación de la herramienta se observó
nuevamente el mapa de la cadena de valor encontrando que las áreas que tienen

mayor problema son las impresoras flexográficas de acuerdo a la priorización d las
causas que se realizó inicialmente, hecho que se puede constatar en la evidencia
fotográfica mostrada en los capítulos anteriores. En el cuadro 5 se muestra la elección
del personal implementador.
Cuadro 5. Personal escogido por votación del personal de producción
integrantes Cargo Rol
Arley González Supervisor de Rebobinado
Líder de implementación
Diego Díaz Prensista Ejecutor
Johan Rodríguez
Aux. de Impresión Ejecutor
Willington Romero
Prensista Ejecutor
Jorge Pachón Prensista Secretario
Fuente: Autor (2017)
5.2. SELECCIONAR
Gracias a la experticia de cada colaborador escogido fue posible establecer un criterio
de selección de cada objeto presente en el área con el fin de decidir qué hacer con los
objetos seleccionados siguiendo el flujograma presentado a continuación en la figura
26.
Figura 26. Criterio de selección de objetos
Fuente: Socconini (2015)

En las figura 27 se muestran los elementos escogidos de la revisión para identificarlos
en el área de cuarentena. Posterior a la selección el material seleccionado como “no
necesario” se identificó y fue confinado en un área de cuarentena temporal, donde se le
dio una disposición de acuerdo al criterio de selección elegido por los ejecutores de la
herramienta.
Figura 27. Material seleccionado para cuarentena
Fuente: Autor (2017)
5.3. ORDENAR
Se procedió a ordenar los artículos necesarios para la operación, estableciendo un
lugar específico para cada objeto, de manera que facilitara su identificación,
localización, disposición y retorno a su lugar de origen, Dicho cambio permitió reducir
tiempos de desplazamiento y orden general de las mesas de trabajo de cada prensista.
A continuación en la tabla 9 se muestra la reducción que tuvo la implementación de la
herramienta que se calculó de acuerdo a los datos recolectados durante el análisis y
construcción de la cadena de valor.

Tabla 9. Tabla de balance de la implementación de la herramienta 5´S
Fuente: Autor (2017)
De acuerdo a lo expuesto en la tabla 9, la organización del puesto de trabajó implicó
una mejora en el área utilizada y la distancia recorrida, factores que influyeron en el
alistamiento del órdenes y por tanto a la productividad en sí de la máquina. La
aplicación de la fase de ordenamiento puede mostrarse sencilla pero consolidó nuevos
procedimientos y formas de hacer el trabajo que se plasmaron en los documentos del
Sistema de Gestión Integrado de la empresa.
Posteriormente se preparó el área de trabajo de modo tal que se generó unos
parámetros y reglas para ser acatadas por el personal responsable de la máquina. En
las figuras 28, 29 y 30 se muestran los cambios más significativos del orden de las
herramientas con fin de que sean accesibles en cualquier momento.
Figura 28. Orden de los clichés para la máquina Flexo Omet.

Fuente: Autor (2017)
La aplicación de dicho orden de los clichés redujo el tiempo de búsqueda por cliente y
el alistamiento de la herramienta, encontrando las piezas en menos de treinta
segundos reduciendo posteriormente el tiempo de ciclo. En la figura 29 es importante
resaltar que además de identificar las cajas de los anilox con su lineatura, se marcaron
por dentro con una franja de color rojo para las herramientas más pesadas generando
un instrumento visual que contribuyó a disminuir los golpes del anilox.
Figura 29. Identificación y organización de los anilox para impresión.
Fuente: Autor (2017)

Figura 30. Identificación de las áreas en la mesa de trabajo
Fuente: Autor (2017)
El anilox es la herramienta más importante de la máquina Flexográfica ya que esta es
la que permite la transferencia de tinta al sustrato, la organización de los anilox de
impresión ayudó a disminuir los defectos por golpes debido a que con la nueva
organización las herramientas sufren menos manipulación y están identificadas de
acuerdo a su lineatura tal y como se muestran en las figuras anteriores, anteriormente
estos rodillos estaban almacenados en caja de gran tamaño y varios por caja
aportando al deterioro y daño de la herramienta, con la nueva distribución se logra
minimizar esta problemática que fue identificada como una de las causas principales en
los diagramas de Pareto mencionado en el capítulo del diagnóstico.
Además de ubicar las herramientas en un lugar específico fue necesario delimitar las
áreas de trabajo ya que se observaba que habían materiales y productos en proceso
que no deberían estar en el lugar que los habían dispuesto, a continuación en la figura
31 se muestran las identificaciones realizadas para preparar el área de trabajo.

Figura 31. Delimitación de zonas y áreas
Fuente: Autor (2017)
5.4. LIMPIAR
Durante esta etapa se eliminó la suciedad que había en el área de trabajo y se logró
determinar un programa de limpieza para el área de modo que se estableció un método
de adecuación del puesto de trabajo con el objetivo de crear disciplina en los operarios
de la máquina flexo omet, para crear el programa de limpieza se asignó responsables
de las actividades de limpieza, así mismo las frecuencias para ejecutar la actividad. Las
figuras 32 y 33 demuestran la presencia de suciedad y polvo que fueron removidos en
esta etapa y que se está manteniendo con el tiempo, de acuerdo a las revisiones por la
Gerencia.

Figura 32. Limpieza del área de trabajo
Fuente: Autor (2017)
Figura 33 Presencia de suciedad en el área de materia prima para la máquina
Fuente: Autor (2017)
Dado que se evidenció la problemática de suciedad y posible contaminación de los
materiales e insumos fue necesario establecer unas tareas de limpieza que involucró a

los operarios de la máquina y al equipo implementador. El cuadro 6 muestra la
construcción de la rutina de limpieza que se está llevando a cabo para la máquina.
Cuadro 6. Programa de limpieza para la máquina Flexo Omet
PROGRAMA DE LIMPIEZA DE MÁQUINA FLEXO OMET
ÁREA ARTÍCULOS RESPONSABLE TURNO FRECUENCIA
FLEXO OMET
Pisos Jorge Pachón 1er Diaria
Lámparas Diego Díaz 2do Semanal
Cilindros Johan Rodríguez 3er Diaria
Banco de trabajo Jorge Pachón 1er Semanal
Unidades de curado Diego Díaz 2do Diaria
Unidades de tinta
Willington Romero 1er Diaria
Descartone Johan Rodríguez 3er Diaria
Soporte para tintas Arley González 3er Semanal
Fuente: Autor (2017)
5.5. ESTANDARIZAR
Para lograr que las prácticas de limpieza y orden fueran ejecutadas consistentemente y
de manera regular con el fin de asegurar que la selección, organización y limpieza
fueran mantenidas en el área de impresión se integraron las actividades de 5´s en el
trabajo regular de cada operario, diseñando un formato donde se realiza una lista de
chequeo a la entrega de cada turno de modo tal que se pueda realizar una evaluación
de los resultados. La figura 34 evidencia la implementación de las rutinas de entregas
de turno generando disciplina en cada operario.
Figura 34. Lista de chequeo limpieza del área de trabajo
Fuente: Autor (2017)

5.6. SEGUIMIENTO
Respecto a la revisión de la verificación en la creación de los hábitos de limpieza en los
operarios se realiza mensualmente en la revisión de indicadores por parte de las
directivas y gerencia una junta de seguimiento donde se muestran los avances de la
implementación de la prueba piloto con el objetivo de ser implementadas en otras
áreas. Se puede apreciar en la tabla 10 la última evaluación de la implementación
realizada encontrando que se tiene un avance significativo en las fases de 5´S en el
puesto de trabajo para la máquina Flexo Omet.
Tabla 10. Formato de Evaluación de 5´S
Fuente: Autor (2017) con base en la metodología presentada en el libro: “el proceso de
las 5´S en Acción de Luis Socconini

De igual manera las características de la implementación de 5´s se revisan durante las
visitas externas por parte de clientes y proveedores que son retroalimentadas en
aspectos positivos y negativos que se toman en cuenta en las futuras revisiones de los
indicadores. En la gráfica 8 se puede observar el grado de avance de la última revisión
de los indicadores por parte de la dirección y gerencia.
Gráfico 8. Grado de avance de implementación de 5´S
Fuente: Autor (2017) con base en la metodología presentada en el libro: “el proceso de
las 5´S en Acción de Luis Socconini
5.7. SOLUCIÓN DE PROBLEMAS
Con respecto lo registrado en el análisis de Pareto, una actividad significativa que se
realizó, fue el análisis de causas con la participación de todo el personal operativo,
donde se les mostró con evidencia objetiva los rechazos de los diferentes clientes y lo
encontrado en los diagramas de Pareto intentando abarcar los mínimos vitales hallados
en dicho análisis. Para dicha actividad se consultó con los participantes las posibles
causas las cuales fueron posteriormente ponderadas con una calificación de 1 a 3 de
acuerdo al nivel de incidencia de la causa a los defectos presentados. A continuación
en la figura 35 se muestra el desarrollo de la espina de pescado de las causas más
representativas propuestas por el personal.

Figura 35. Diagrama de Ishikawa
Fuente: Autor (2017)
La ponderación realizada por el personal arrojó como resultado anilox golpeado,
desatención del operario, plancha obstruida y mugres en la tinta y material obteniendo
un alcance de 67% en los mínimos vitales tal y como se muestra en la tabla 11.

Tabla 11. Tabulación de la ponderación de las causas
Fuente: Autor (2017)
A continuación se presenta en el gráfico 9 el diagrama de Pareto realizado con base a
la información de la tabla 11. Se logra evidenciar que las causas más representativas
pueden ser mitigadas con la implementación de las 5´s y formación al personal.
Gráfico 9. Pareto de causas más representativas.
Fuente: Autor (2017)
0%20%40%60%80%100%120%
020406080
100
An
ilox…
De
sate
nci
ón
Pla
nch
a…
Mu
gre
s e
n…
Mal
…
Co
nta
min
ac…
Mé
tod
o d
e…
Po
lvo
en
el…
Cal
idad
de…
Leva
nta
mie
…
Pla
nch
a…
Falt
a d
e…
Falla
en
la…
Mal
cu
rad
o…
Mal
a…
Mo
vim
ien
t…
Mal
a…
Ad
hes
ivo
…
An
ilox
tap
ado
De
sgas
te e
n…
Po
rble
mas
…
SUM
A C
ALI
FIC
AC
ION
ES
CAUSAS REPORTADAS
Calificaciones
% acumulado

Con la aplicación de las fases de 5´S al desarrollar actividades de limpieza, de
identificación de las materias primas y herramientas, el control por parte de los
operarios y la generación del hábito de limpieza y entrega en óptimas condiciones del
puesto de trabajo apoyado por la revisión de la dirección, se han podido evidenciar
mejoras en las devoluciones de los clientes y las reposiciones de los clientes tal y como
se observa en la gráfica 10.
Gráfico 10. Evolución de los indicadores
Fuente: Elaborado por Etipress S.A. año 2017
De acuerdo a lo mostrado anteriormente se observa una disminución notable en los
defectos reportados por el cliente ya que se trabajó en las causas que ocasionaban los
problemas más significativos Es importante rescatar que fue necesario realizar una
capacitación posterior a todo el personal sobre las pruebas de calidad y defectos que
se puedan presentar en la producción, reforzando de esta manera el nivel de
inspección en cada uno de los procesos.

6. CONCLUSIONES
Se pudo evidenciar a través del análisis de la cadena de valor que los factores
que representan la prioridad más alta para la empresa son el área de impresión
y rebobinado, de acuerdo a lo demostrado en la matriz de Vester la
sobreproducción, y la disminución de la calidad son los principales puntos a
tener en cuenta en la implementación de las herramientas de manufactura
esbelta
Se evidenció que la mayor participación de los costos de la compañía son
atribuidos a un uso desmedido de materia prima y disminución de la calidad en
los procesos que deben ser controlados en un futuro por herramientas de
reducción de la variabilidad en los procesos, control de inventarios y planeación
de la producción. La implementación de las 5´s y la solución de problemas fue
un paso importante para la adecuación de nuevas herramientas de manufactura
esbelta.
La implementación de 5´S en la máquina flexográfica generó motivación en los
trabajadores, ya que el área de trabajo se encuentra permanentemente
organizada y es posible realizar montajes más rápidos al encontrar fácilmente
las herramientas para el desarrollo de su trabajo.
El desarrollo de la metodología de 5´S en cada una de sus fases fue un gran
reto, ya que se tuvo que realizar una gestión del cambio en cada colaborador
que aportó a las mejoras establecidas en el transcurso de las fases. Se pudo
observar que el cambio en un área generó interés a los empleados en aplicarlas
en sus puestos de trabajo.

7. RECOMENDACIONES
Se debe capacitar a todos los colaboradores de la organización sobre las
diferentes herramientas de manufactura esbelta ya que de esta manera se
generarían canales de participación y desarrollo de talentos dentro de la
compañía que aportarían al valor agregado de cada proceso.
Es importante continuar con el seguimiento del desarrollo de las metodologías
implementadas de tal manera que permanezca en el tiempo y sirva de ejemplo
para los nuevos colaboradores.
Medir de manera permanente el cumplimiento de los indicadores por parte de las
directivas para asegurar el avance en calidad y disminución de desperdicios,
generando planes de acción y actividades de mejora en pro a los objetivos de
calidad de Etipress S.A.
Se debe involucrar en la solución de problemas y devoluciones externas a
personal interdisciplinario y capacitado con el objetivo de consolidar grupos de
trabajo y líderes de proceso que sean capaces de dar alternativas de mejora y
analicen la causa raíz de las no conformidades que se puedan presentar,
aportando de esta manera una formulación eficaz de actividades que permitan
minimizar las causas de los mayores defectos presentados en la compañía.
Es necesario prestar atención al desarrollo de actividades de mejora para el área
de rebobinado puesto que para Etipress S.A. resulta ser el mayor cuello de
botella al ser una operación manual y con personal de alta rotación en la
compañía.
Si se genera el despliegue de la metodología de la cadena de valor y
manufactura esbelta al cuello de botella identificado para Etipress S.A, se
podrían reducir los costos de no calidad hasta en un 10% progresivamente,
cambiando de esta manera la mentalidad del personal y propiciando la mejora
continua desde la dirección hasta el nivel operativo donde participen todos los
colaboradores en favor del bienestar de la compañía

BIBLIOGRAFIA
BIBLIOGRAFIA
Arteaga, Y. and Triana, J. (2014). Modelo de gestión para la articulación de la
planeación en la Universidad Francisco José de Caldas. Magister. Universidad
Nacional Abierta y a Distancia.
Buitrago, L. (2015). Manual del Sistema de Gestión para Etipress S.A. 1st ed. Bogotá
D.C, p.2.
Chase, R. (2007). Administración de la producción como ventaja competitiva. 1st ed.
Mc Graw Hill, Décima edición
David, N. and Robert, K. (n.d.). El Cuadro de Mando Integral. 1st ed.
DUGGAN, Kevin J. Creating Mixed Model Value Streams. New York: Productivity press,
p. 184
Hines, P., Holweg, M. and Rich, N. (2004). “From Strategic Toolkit to Strategic Value
Creation: A Review of the Evolution of Contemporary Lean Thinking”. International
Journal of Operations & Production Management, p.2.
Palacio, M. (2011). Sistema de producción esbelta. [Blog] gerencia de empresas
comerciales. Available at: http://uninortegerenciadeempresascomerciales .blogspot.
com. co/2011/04/sistema-de-produccion-esbelta.html [Accessed 5 Mar. 2017].
Ramirez Arenas, N. (2009). Desarrollo de la técnica Lean Value Stream Mapping en las
líneas de mecanizado y ensamble THC Dana Transejes Colombia. Ingeniero.
Universidad Industrial de Santander.
Saenz, N. (2016). ¡Qué impresión!. Dinero, [online] (1), p.1. Available at:
http://www.dinero.com/edicion-impresa/pais/articulo/desafios-industria-grafica/208528
[Accessed 17 May 2017].
Silverstein, D., Samuel, P. and DeCarlo, N. (n.d.). The innovator's toolkit. 1st ed.
Socconini, L. and Barrantes, M. (2005). El proceso de las 5's en accion. 1st ed. Mexico:
Norma Eds.

Socconini, L. (2015). Lean Company. 1st ed. Bogotá: Georgina Illien Cárdenas Corona,
pp.19-30.
Womack, J. and Jones, D. (2003). Lean thinking. 1st ed. London: Simon & Schuster.
Formularios.dane.gov.co. (2017). CIIU 4.0 A.C. [online] Available at:
http://formularios.dane.gov.co/noncla/ProyWebCiiu/html/especifica.html [Accessed 23
Jan. 2017].
Departamento Administrativo Nacional de Estadística, (2016). Boletín técnico - Cuentas
trimestrales producto interno bruto. Bogotá D.C, pp.5,6.





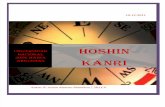




![[XLS]transparencia.info.jalisco.gob.mx · Web viewNo se han definido a Nivelñ Corporativo el Hoshin Kanri lo que tiene también detenido la definición de las directrices y de las](https://static.fdocuments.es/doc/165x107/5babab2e09d3f211798c660f/xls-web-viewno-se-han-definido-a-niveln-corporativo-el-hoshin-kanri-lo-que.jpg)