SERVICIO NACIONAL DE APRENDIZAJE MINISTERIO …
26
íD/01 )14 n L 1 - SERVICIO NACIONAL DE APRENDIZAJE MINISTERIO TRABAJO Y SEGURIDAD SOCIAL
Transcript of SERVICIO NACIONAL DE APRENDIZAJE MINISTERIO …
íD/01 )14
n
L 1 -
SERVICIO NACIONAL DE APRENDIZAJE
MINISTERIO TRABAJO Y SEGURIDAD SOCIAL
SERVICIO NACIONAL DE APRENDIZAJE SENA SUBDffiECCION GENERAL DE OPERACIONES DIVISION DE ASESORIA A LAS EMPRESAS
( UNIDAD PARA GERENTES }-e
SEMINARIO TECNICAS DE PROGRAMACICN
AREA PRODUCCION
UNIDAD CAPACIDAD DE PRODUCCION
CODIGO. II-3-2
Material elaborado por la Regional de Bogotá
Noviembre de 1981
03 6
javasquezm
Sena
javasquezm
Cuadro de texto
Esta obra está bajo una Licencia Creative Commons Atribución-NoComercial-CompartirIgual 4.0 Internacional.

2.
Il\TDICE
INTBCDUCCICN • . . . 3
o::::.JETIVC • 3
DESABHOLLC • • 3
I. CAPACIDAD "R.EAL DE PBODUCCICN • 3
II. 5
III. CAPACIDAD REAL CCNTRA TIEMPO REQUEBIDC 7
EJEHCICIC • • 8
CCNCLUSICN • • • • • • 9
BIBLIOGRAFIA • 9
\
: ..
INTRODUCCION
Uno_ qe ~os problemas enfrentados comúnmente en producción 'es la apa-- .. . . 11 . . . .
ri.9~ón qe los llamados cuellos de botella". Estos consisten en aquellos puntos ··del proceso- que tienen una capacidad menor que el re~to de la planta y que por lo tanto se convierten en una obstrucción para el desarrollo normal del trab~jp.
Los cuellos de botella pueden ,p~esentarse periódicaJ;nm te o ser una situaciém ,normal. En amboS áasd~~:ccm~~ene conocer· su magnitud con anú~ipaqi6n, : para poder tomar decisio.ries oportunas que los reduzcan o eliminen. ·,
, .. ' i~i
Esta unidad es una continuacion de la u..rlidad Programa de Producción.
OBJETIVO
Mostrar un procedimiento para comparar la capacidad real de producción con los tiempos necesarios en cada una de las diferentes etapas del pro ...
. '
ceso.
DESARROLLO
I.
.,,., ...
CAPACIDAD REAL DE PRODUCCIO~"-'-·--~ " •.:, . . . .. :. ~ . ..: .. " . ' ' ·.; '
Para poder establecer si la operación 'que se debe realizar en determinada máquina o puesto- d-~~,trabajo se puede terminar a tiempo, se debe -comparar el tiempo~: total requerido ·para la op~ración con la capacidad real 'de _la. m&quina o puesto de trabajo. •" .
"¡"
La capacidad real no es igual a la ' capacidad teórica, ' pues influyen varios factores que norrt?-~mente la hacen ser menor.
Veamos· á través de un ejemplo cómo influyen los principales de ellos.
Tomemos para el ejemplo un taller que tenga 15 operarios que trabajan 48 horas a la semana (6 días).
javasquezm
Rectángulo
javasquezm
Rectángulo
javasquezm
Rectángulo
javasquezm
Rectángulo
javasquezm
Rectángulo

....... · r··
4.
Capacidad teórica = 15 operarios x 48 horas semanales
= 15 x 48 = 720 horas-:hombre
Descanso a mitad de jornada :
Si se concede un descanso por la ma.fiana y por !a tarde de 10 minutos cada uno. hat:>rá que descontar 2 x 10 x 6 = 120 minutos = 2 horas por cada oper,ario.
Capacidad = 72 O 2 x 15 = 690 horas··hombreo
,.. Descuento por aqsentismo :
El ausentismo varía con el tipo de industria; lp. época del año. , , el personal, etc. Se puede tomar un_ promedio analizando lo
que ha ocurrido en el período anterioro Supongamos que este promedio haya sido del 4o/o. ,
69Q 690 X 100
4 = - 690
= 662.4 horas-hombre
27. 6
Descuento por tiempos ociosos
• Al comienzo y finalización del descanso
Al, comienzo y finalización de la jornada de trabajo
Demoras por falta· de materiales. herramientas,· energía, etc.
También debe hacerse un estimativo_. según las condiciones de cada empresa. Tomaremos pava: el ejemplo un 6o/o.
Capacidad = 662. 4
= 662. 4
662c 4 X 6 100
39. 7 = 622. 7 = 622. 7 horas-hombre
javasquezm
Rectángulo
javasquezm
Rectángulo
javasquezm
Rectángulo
•
5.
Motivación del personal :
Otro factor que puede tenerse en cuenta es la diferencia entre t el; tiempo normal y el may:or o menor rendimi,ento del perso~a,l.. . ,, · ..
Como hemos determinado en el ejemplo, de una capacidad teórica de 720 horas-hombre llegamos a una capacidad real de 622.7 horas-hombre. ·
Capacidad perdida = 720 - 622. 7 =. 97. 3 horas-hombre
Para facilidad . en su aplicación posterior podernos, expr~sa.r esta pérdida· como un. porcentaje de la capacidad teórica
Porcentaje ·pedido· · = · · 9.7. 3 X 100 .·. 720
13. 5o/o
. ,J..:::apacidad rf!al ·F ,(lOO - 13~ 5). ·• Capacidad ,te~rica· :::. 86. 5o/o : ¡, • " • "'.• .-:,··
Este porcentaje puedé aplicarse al tiempo normal para cada operación o a la capaeiQad teórica;~ según se estime más convenien te.
IL TIEMPO REQUERIDO ,
Pa;'~ .. J?.?,d,,e.J:' d,eterminq;r ,~qn,,~ticipación en qué" operación o etapas del proceso nos sobra o nos hace falta capacidad~ ·se requiere conocer~ para cada operación o etapa del proceso~ la capacidad real y el tiempo :.requ,erido· según las piezas o productos qué f\:lngamos que fabricar. ·1
Para esto~ se establece el orden de las operaciones y el tiempo ne-. '-.· . :("~ . ,:, ' ' ' . ,. . ; . . . .
· cesário para ·cada una de ellas.
En el siguiente cuadro se tienen para los productos A, B y C el orden de las operaciones y los tiempos unitarios . resp·eétiv:os.;
_ · · '- _l ·. • . · • _ • I ' •. _. ,
(Ver cuadro página siguie~te)
javasquezm
Rectángulo

6.
-----·--··•••••-•••--NoOoo _, _,.,
., '' PRODUCTO A •• e
Orden Tiempo Orden ¡
Tiempp ·Orden Tiempo OPERACION 1
1 Operación Minutos .?:pe:raci6n ¡ Minutos Operación Minutos
1 ·-
CORTAR 1 @
' 2.0 ·~ ! -~ 1 2. 5 3.0
() Q \
DOBLAR 4. o 5. o 1
6. o - / ·---··-
PERFORAR a 4. 5 ü 1
4. 5 / -1
-~-·--·-------·--- .
Q 1 ó 1
ESMERILAR o 3. o 3. o 1
4. o ·-·· 1
>-
1 @ ~ 1 ! ,SOLDAR 1 8. o 9. o i @ 12. o ¡ 1 1 : !
1 1 ' ¡ ! .. ! -·-
Si sabemos que debemos producir en una semana de 48 horas las siguien tes cantidades
A 1.100
B 600
e 200
podemos calcular el tiempo total requerido en cada operación
CANTIDAD x TIEMPO UNITARIO
= TIEMPO TOTAL POR OPERACION
Por ejemplo, en la operación de cortar se necesita para el producto A:
1.100 x 2 = 2. 200 minutos
De igual forma se realizan los cálculos para todos los productos en cada una de las operaciones.
Resumiendo en un cuadro, tenemos
javasquezm
Rectángulo

7.
··-- ----~-·~···
F:t:ODUCTO y A 1.100 --, 60C j e 200
í : 1 ;;:.) •· : l CANTIDAD
; Tiempo ...
1 TTI Total T. 1
Total ~ ~ Total Total
1
..... .:1. •
CFERACION Minu- Nlinu- por N.Linu "Requerido por . .. por ! tos Cperac. ·· tos Cperac. tos· Gperac.
~--.
COBTAB e-¡
"· Q 2. 200 2. 5 1. 500 1 3. " fu 600 ¡ 4:. 300 ..
DC~?LAT:\ 'J. o 4. 1WO 5. o 3. 000 6. o l. 200 Q U o 600
FEfi-.::~'CBAR 4. 5 Ll. 950 4. 5 2. 700 - ! - 7. 650 1 -! ••
ES r•LE '?;ILAR 3.0 3.300 3~0 l. Bt)V 4:. o 800 ¡, . ' 5. 900 .. --
1
400 ¡ 1 .
·s. 1 \SCLDAR 3. o 9~ o 5. 400 12.0 800 i
2. 16. 600 1 ' 1 1
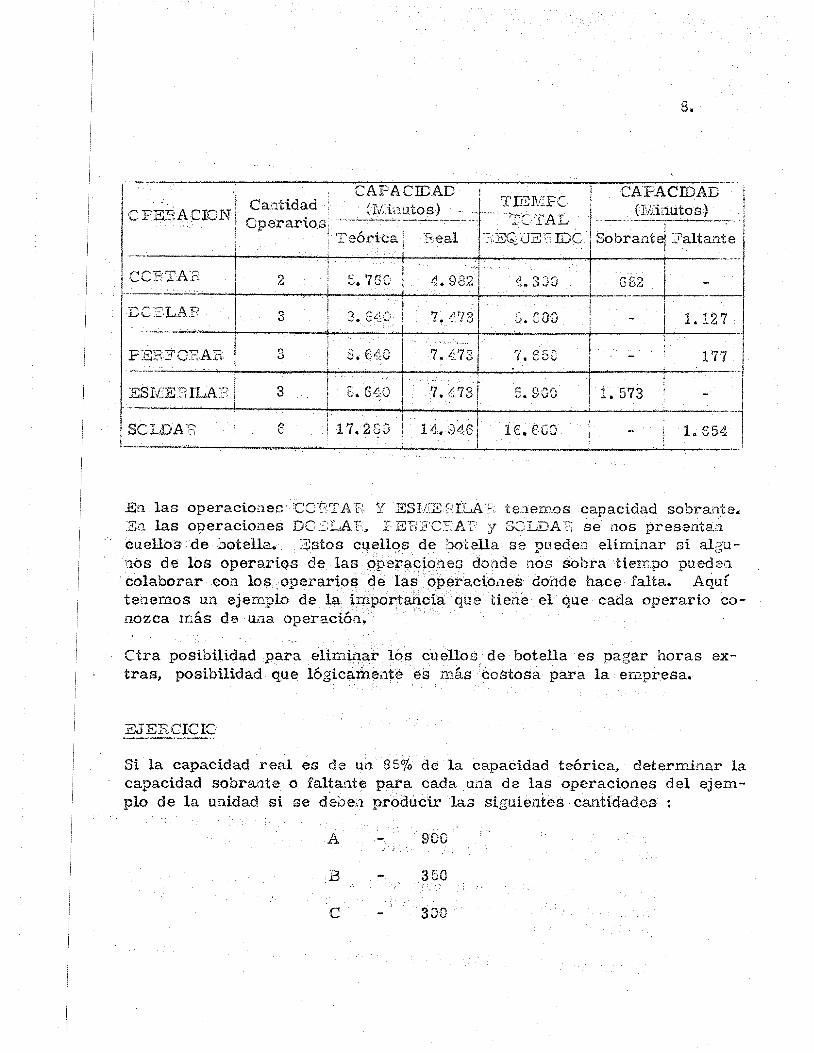
III. CAPACIDAD -R.EAL CCNTF;A TIEMPC ··REQUET\'IDC.
Ya conocemos el tien'lpo total requerido para cada -operación. Ahora debemos conocer 1a capacidad real para cada operación y hacer la cor.llparación para establecer en cuales de ellas sobra capacidad o se puede presentar un cuello de botella.
En la primera parte ele esta unidad virnos como se determina la ca pacidad real aplicándole un porcentaje a la capacidad teórica. ':Co.::.tn.aremos para este ejemplo el rrüsrno porcentaje que era de 86. 5o/o.
Capacidad teórica por operario, e:1 minutos :
tJ8 horas semanales x 60 minutos = 2. 230 minutos
Capacidad real : 2. 2 80 x 36. 5% = 2. 491 minutos
Teniendo en cuenta el número de operarios asignados a cada oper_3; ción, podemos calcular la capacidad real de cada una.
De la comparación de la capacidad real por operación y el tiempo total requerido, determinamos la capacidad sobrante o faltante (cuello de botella).
El resumen. de los cálculos se muestra en el cuadro siguiente
CF.EÉA:CICN
l SCLDA~
CAPACIDAD Ca:·üidad (J.V¡inutos)
Operario.B _,·------~·-- .. -~---"-·-- ... Teórica¡ :se.al
3
3
3
6 ·j·
1
3.
8.640
i 17.2
7 .Ll73
8.
i CAPACIDAD . '
TIElVLFC ¡ .--'-~····(1\Zli~utos)- 1
IDC 1 Sobrant4 :..:>'altante ·
soo
7.650 177
5. 900 r. '573
En las operaciones· CCWI'Af; ESIJ.lERILA'F tenemos capacidad sobrante .. las operaciones nc_sLAr:~ y se nos presentan
cuellos. de aotella.. Estos cuellos de bo·tella se pueden eliminar si algunos de los operarios de. las operaciones don.de nos sobra tiempo pueden colaborar. con lo~Loperarios de las . operacioneS donde hace falta. Aquí tenemos un ejemplo de la importancia que tiene el que cada operario co-nozca ILás de lli1.a operación. ··
Ctra posibilidad para elimi::"far lós cuellos. de botella es pagar horas extras, posibilidad que lógicamente es más costosa para la empresa.
EJE:R.CICIO
Si la capacidad real es de un 85o/o de la capacidad teórica, determinar la capacidad sobrante o faltante para cada una de las operaciones del ejemplo de la unidad si se de;:::>en prodúcir las siguientes cantidades :
A 900 .
B 350
e 300
javasquezm
Rectángulo
javasquezm
Rectángulo
9.
CCNCLUSION
Es irnportante conocer la capacidad real de la planta o taller y las ~1ececidades de tiempo para cada una de las operaciones. El conocimiento de estos dos valores pren'lite prever las situacion.es que se pueden prese~ tar y tomar oportunarnente las rnedidas correctivas que sean necesarias para evitar demoras en el proceso.
BIBLIOGRAFIA
IVIanual de la Producción, Alford y :Sangs.

)/01 L6 L
!F
SERVICIO NACIONAL DE APRENDIZAJE
MINI RIO DE TRABAJO Y S URIDAD SOCIAL
javasquezm
Rectángulo
javasquezm
Rectángulo

SERVICIO NACIONAL DE APF<ENDIZAJE SENA SU3Dr2ECCION GENERAL DE CFE~;ACION3S DrVISICN DE ASESC~IA A LAS EIVIPF 3SAS
-- ~--~---~---------
( UNIDAD PA"RA GEl= .. 3HT3S )
SEMINARIC FFCGFiAMACIONI CCNT<:-;CL Y EVALUACIGN
A'R.EA PECDUCCICN
U.NIDAD FB.üG:SAIIfiACION DE FHCD"uCCION
CCDIGC 
IND ICE
P~ . ___ agma
r. IDTTROD UCCICN • 3
u. • 3
IIL DESAHRCLLC • • 3
A. PR,INCIFIOS GENERALES • • 3
B. FFC'DUCCION CONTRA IGTVENTA :::.ros • 6
c.
D. 10
E. P:FCGBArf::ACION GAJ:TT':C • 12
F. 12
IV. EJERCICIO . . • 1~:
V. CONCL USIOl\T . 14
VL ::::~I~LIOGR.A F IA • . 14
3.
I. INTECD UCCION
Para programar se requiere la utilización de tableros~ cuadros, gráficos que faciliten tener una visión de conjunto. Deben ser sencillos y estar de acuerdo con el tipo de fabricacihn de cada empresa.
Debe tenerse en cuenta que al iniciar la implantación de un sistema de programación se encontrarán muchas dificultades. Los operarios se resistirán al cambio. En un principio no se logrará sino un pequeño porcentaje. Lo importante es no desanimarse e ir avanzando poco a poco. · De todas. ma...J.eras.. una programación, por deficiencias que presente, es mejor que no tener ninguna programación y hacer todo sin previsión alguna~
IL OBJETIVC
Mostrar los diferentes sistemas de programación de producción aplicables a pequeñas empresas. Se hará por etapas, desde el rn.ás sencillo y general hasta el más detallado.
m. DESARR CLLO
.. ., ..
A. FR.TI\TCIFICS GENERALES
La programación de producción debe armonizar los intereses encontrados de las diferentes funciones de la empresa.
l. Ventas : ·
Desea que ·todo ·se despache a· tiempo.
G';ue se produzca todo lo que se pueda· v.ander en las cantidades que sean.
' ..... ,
{·
. ""',
4.
No se preocupa mucho por el costo.
Desea Inventarios de :Froductos Terminados altos para responder rápidamente a los clientes.
Quiere que haya existencias de todas las referencias.
G;;ue los créditos sea.11 lo n·}ás largos posibles.
.. 'i~
'f~
c;._uieren series_larg~s, Í':J.interrur.npidas.
Co.h.Óceí- co-n sdf'i'éiéb.t~/ tierl:ipq la- prévisión de· ventas, pl~zos de entrega ·iareos~ ; · ·· ' - ·
; :• . :", . :'·. .. \
l:To quieren paradas,...e?{:la8 '):rí[qúinas y. éqntpos . ',·'·
~~xisteneia de rüatefias primas 'altá.
Pocas referencias.
NL'lgún cambio en las solicitudes de ventas.
~J'cácilidad de contratar horas extras •..
3. Fina:1zas :_¡_
Inventarios bajos.
Costos reducidos.
Créditos oobtas.
Focas o ninguna horas extras.
Series de producción cortas.
Para lograr este equiliortá, la programación de la producción debe buscar
javasquezm
Rectángulo

!'
l.
2.
3.
4.
5.
6.
7.
5.
Utilización óptima de n1.áquL:1as y operarios.
Control óptimo de los rnétoclos de trabajo.
Iv'~a_rlte:1.er üwentat1os equiliorados.
Estabilización de ls producción con relación a las variaciones en las ventas.
Reducción de loEi costos de producción.
Reducción de los des',)erc1icios.
Proporcionar irlformación adecuada y oportuna del estado de la producciÓ~1.
La programació~J. depende ec1 ¿;ran parte del tipo del proceso y del sistema corno se ve:1de.
Puede presentarse el caso de lí:.1.eas te trabaja_,.1. con grandes volúrcenes. ja por lotes que se pro:::;rarila':1 según tas.
fijas, que geaeral:c.'"'.enEa este caso se tra:::aw.1a previsión de veé"l-
Puede prese:1tarse el caso de trabajar sobre pedidos que se difere::1cian entre sí. Será ::1ecesario entonces em.itir una orden cada vez.
Se pueden presentar situacioc1es intermedias en que hay una mezcla de pedidos y al misr::.o tiempo se produce para inventario según una previsión de ventas que se ha hecho con base:,en la experienci? anterior o estudios de mercados apr<:)_ piados. '.:.r· , ...
En. esta Unidad veremos la progran1ación de un modo geaeral, teniendo en cuenta que las previsiones de ventas son para producciól'l· algo similar a los p·edidos.

G.
B. FFCDUCCIOP COlJTFlA il'JVEl'J'TAHIOS
Lo primero que hay que definir para programar la prod:Jcción, es la· política de la en1presa con relación al nivel de inventarios y al nivel de producció.:t. Veán-:os con un ejem plo las dos ·posiciones extremas : producción co.;Jsta:.1.te o . -inventario constante.
Fara el primer caso supongar.áos, con cantidades peque'i'ias para facilidad en los cálculos, que el Inventario en dicierD
·bre 31. era de 8 unidades y que la previsió:1 de ventas para cada m.es del año siguiente es :
Mes
Enero Febrero T.Carzo Abril J'fayo Junio· Julio Agosto Septiemóre Octubre Noviembre Dicien:::Jre
TOTAL
· Producción Fror,nedio
Frevi.oiÓl1,-. de Venta3
60 12
e, 7 o J
G 5 tl 3
.2 3 4 5 7
e o
= 5 unidades
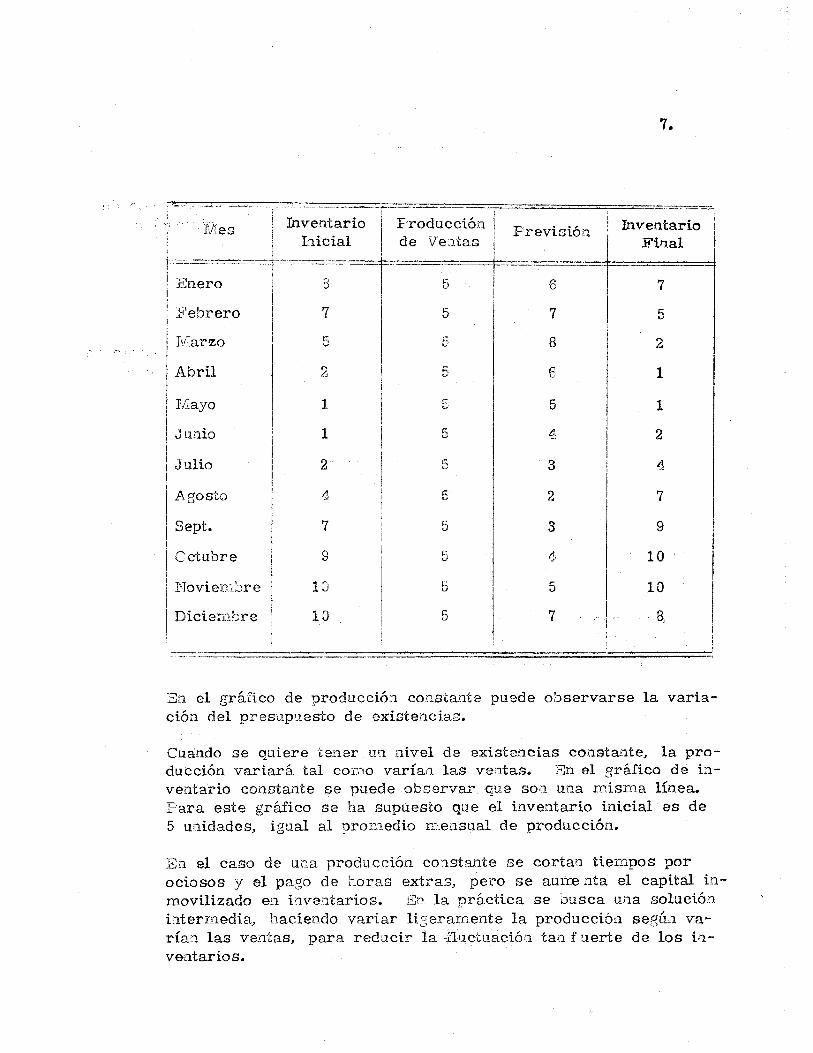
El L:wentario al finalizar cada mes será igual al Lrlventario Inicial más la producciÓ:1 del mes rilenos la previsión de ventas.
En el cuadro anexo se presenta el resum.en de los cálculos para cada mes.
javasquezm
Rectángulo
7.
------ ·- ---· 1
, - -· ! Inventario í Froducción · Tl~es ' ! Previsión , . i Inicial de VeTtas 1 ; ! 1 1
r··;:~;~---~--- --r= --- -~---- ---r------~~~--- 6
! 1 ' l • 1 '
Inventario Final
7
Febrero 1 7 5 1
1
1
1
Marzo
Abril
TvTayo
Junio
Julio
Agosto
2
1
1
2
5
5
5
5
7
8
6
5
3
2
5
2
1
1
2
.t,l
7
1
Sept.
Cctubre
7 3 9
10
5
9
I'-Toviem~re 1
1 Dicier.übre
1;)
lP
5
7
j 10
1 8. 1
5
5
_,
En el gráfico de producció:1 constante puede observarse la variación del presupuesto de existencias.
Cuando se quiere tener t:m nivel de existencias constante, la producción variará tal corno varíatl las ventas. En el gráfico de inventario constante se puede observar CJL1e so:1 una misn1.a línea. Fara este gráfico se ha supuesto que el inventario inicial es de 5 unidades, igual al pron'ledio r.c:;_ensual de producción.
E~'l el caso de un,a producción co·1.stante se cortan tiempos por ociosos y el pago de toras extras, pero se aur're nta el capital inmovilizado en Í'J.V<Fltarios. En la práctica se busca una solución i'ltermedia, haciendo variar liz;erarnente la producción segÚé1 varía·J. las ventas, para reducir la Íluctuación tan f nerte de los inventarios.

F:R.ODUCCION CONSTANTE
()
o.
Presupuesto de Existencias
Presupues~as /
1 D E Ji' M A M Jn Jl A S !
Presupuesto de Ventas Presupuesto de Producción
E F M A IV~ Jn Jl A S e
INVENTARIO CCNSTANTE
D
D
I:resupuesto de Producción
Presupuesto de Exist encías
javasquezm
Rectángulo

9.
C. PRGGRAMACION POR CASILLERO
Consiste simplemente en tener un tablero con divisiones par!;t colocar tarjetas y, separaciones para cada máquina o equipo. .J:n las tarjetas se anota la operación que debe rea lizarse_, la cantidad y la fecha de entrega ; las tarjetas se-
', colocan ordenándolas según las prioridades.
Sección ------------------l!:aq. o }::!':quipo ·-.. -~ ---- ~ -~-·-
Capacidad
4
Orden ¡ I-lrs. A c. 1 i
1
1 Fecha 1
1 1
1 1
1 !
1
1
1 1 1 i 1 1
·-·~
·-
1 1 1
1
¡
\
i 1
-¡
Días /semana
etc.
1
1
! J
Es un sisten'la práctico y sencillo pero que no garantiza el cumplimiento. Tampoco se saoe qué porcentaje de ocupación tiene cada máquina. F ara ello será necesario tomar las tarjetas y sumar 1os tie:-npos de cada .una.
10.
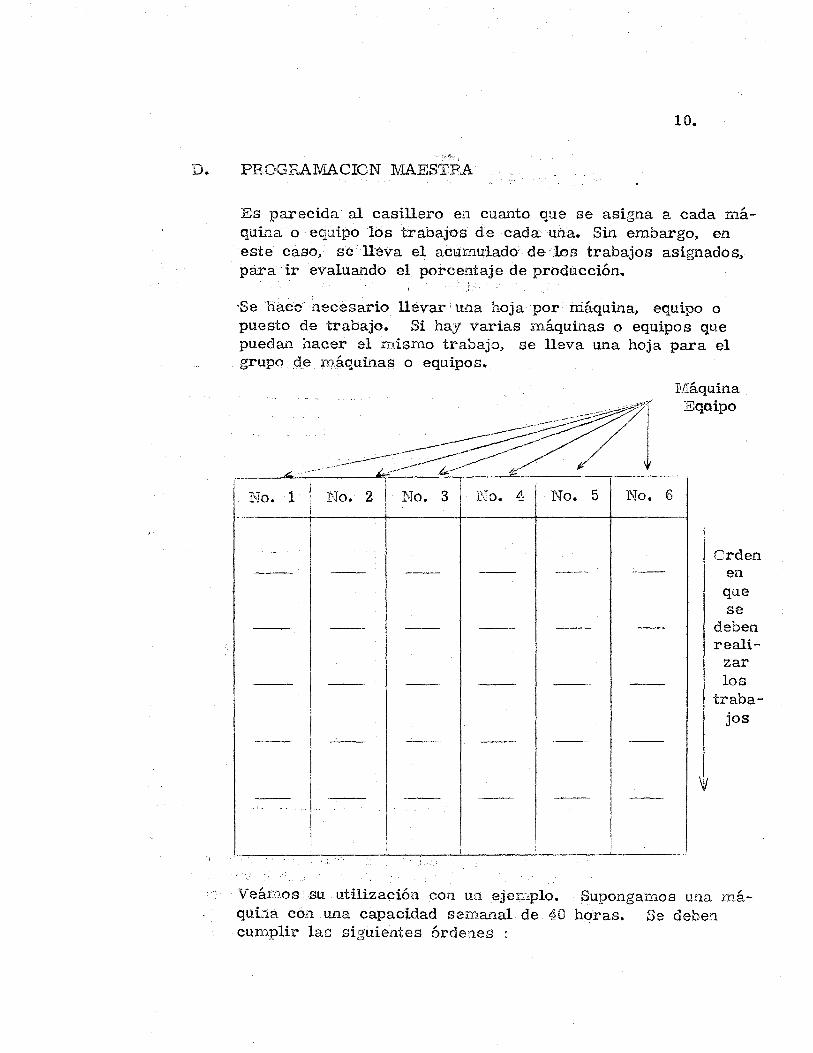
D. PHOGRAMACION MAESTRA
Es parecida al casillero ea cuanto que se asigna a. cada máquina o equipo los trabajos de cada: una. Sin embargo, en este caso, se lleva el acumulado· de ·los trabajos asignados,
· para· ir evaluando el porcentaje de producción.
·Se hace" necesario llevar· una hoja por máquina, equipo o puesto de trabajo. Si hay varias 1náquinas o equipos que puedan hacer el mismo trabajo, se lleva una hoja para el grupo .d.e máquinas o equipos.
. -~~I - ----------- -~~-- ~ ~ .::;, /' . ¡..¿.----- ~--- 1- -----------
1 i 1 '
¡ :No. 2 \ No. 3 I'·To. 4 No. 5 No. 1 No. 6
Iviáquina Eqoipo
Crden en que se
deben realizar los
traba-jos
Veán::.os su utilización con un ejen~plo. quba con . una capacidad sem.anal de 40 curnplir lao siguientes órdenes :
Supongamos una máhoras. Se deben
javasquezm
Rectángulo
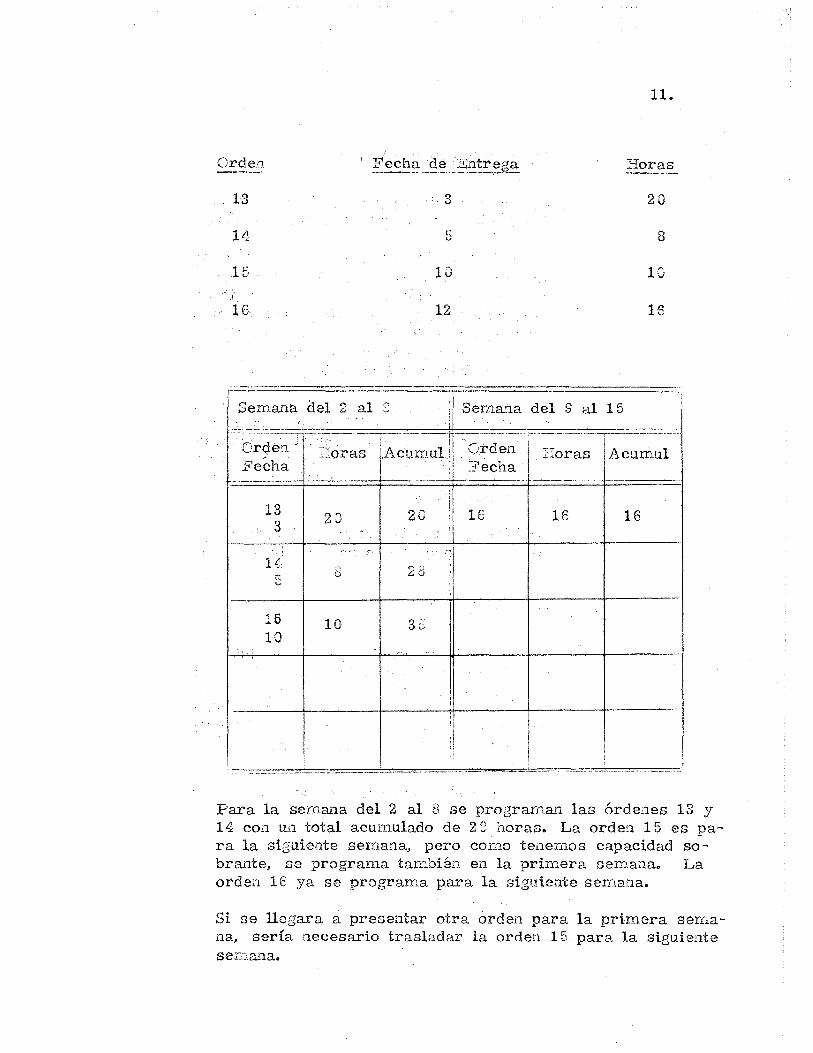
CrdeD Fecha de E~'ltr~~a ---,~- --~ ..
13 .. 3
14 h 0'
15 lJ .!
16. 12
Sema.:-1a del 2 al 8
. : ..
13 3
5
16 10
:E-::: oras
20
o
10
.Acun~u-.,! . . Eoras 1----- -JL _?echa __
20 il l' 16 1
--}
23 1
16
11.
Horas -..--·~-
20
8
10
16
¡ !Acumul 1
16
Para la semana del 2 al 8 se programan las órdenes 13 y 14 con un total acurn.ulado de 2 3 horas. La orde':1 15 es para la siguiente sernana, pero corno tenen1.os capacidad sobrante, ne programa tan'lbién. en la prirnera selTJ.ana. La orden 16 ya se prograr11a para la sigL1iente seman.a.
Si se llegara a presentar otra orden para la primera semana, sería necesario trasladar la orden 15 para la siguiente serD.ana.
javasquezm
Rectángulo

12.
E. PROGRAMACICN GANTT
La programac10n por este sistema se vió en la Unidad La Gráfica Gantt, por lo ta.'1to aquí sólo se menciona.
Este sistema de programación es costoso. Es difícil de segt:r.ir y mantener actualizado cuando los tiempos son cortos y los volúmenes ba.jos. También se dificulta su operación cuando hay muchas órdenes simultáneas y se presentan cambios frecuentes. También se dificulta cua~!_ do hay muchas operaciones para cada producto y requiere un buen sistema de comunicaciones.
La.· Gráfica Gantt es muy útil cua.11do se quiere visualizar la relación entre los diferentes procesos. Permite reducir: las de;moras de material en proceso y acortar así la dur~dón del ciclo de fabricación. Permite una programación más precisa de cornpras y la asignación oportuna na de operarios. -
Facilita también la programación de horas extras en el mo mento más oportuno para reducir los costos.·
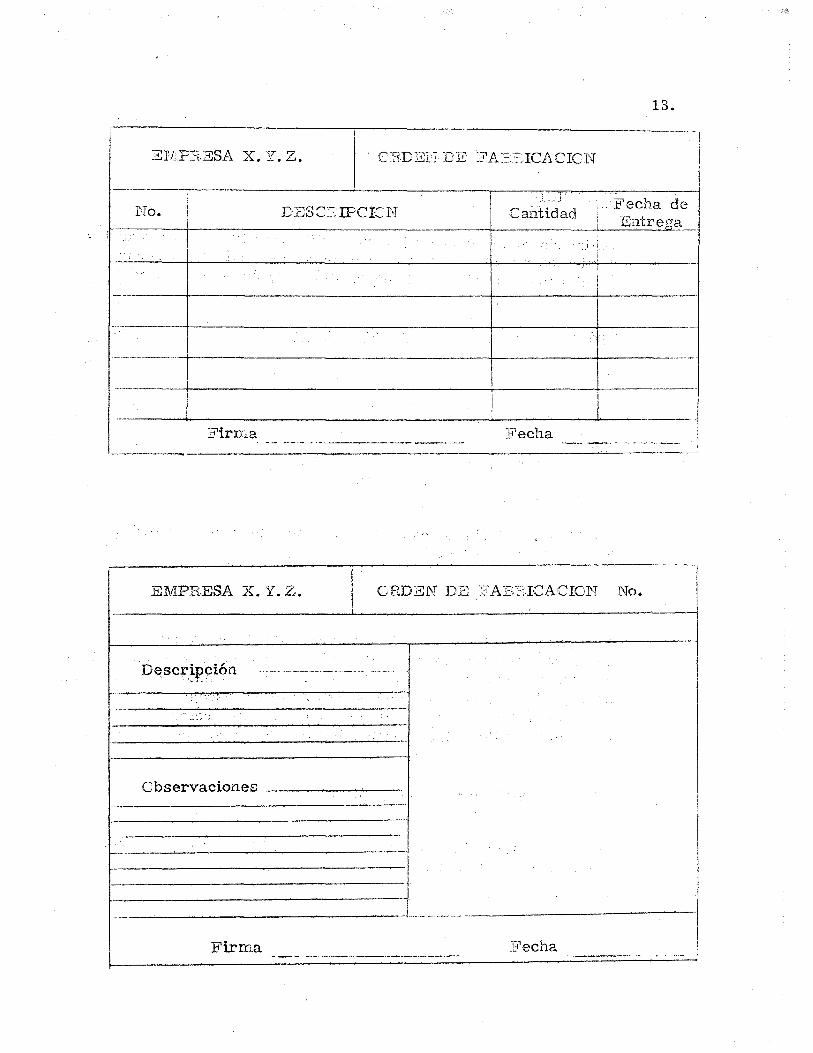
F. LANZAMIENTO
El Lanzamiento consiste en la remisión al taller de la papelería con la información que se ha originado en las etapas de preparación y programación. Además de lo ya visto se presentan la Crden de Producción y la Salida de Almacén. Estas últimas se ven en detalle en la Unidad sobre organización de almacenes.
A continuación veremos algunos formatos de Ordenes de Producción.
javasquezm
Rectángulo
javasquezm
Rectángulo
13.
¡--------------¡------·---------·--·--···-
EJ1LFY:'t.ESA X. Y. Z. CRDEIT :CE FAB?;.ICACICN
No. DESC~?;IFCICN
T'.
'' Cantidad
Fecha de Entrecra
------~--------·----------------------------+------------L--==~~~---··: ¡ 'i.
· .. · ¡·· ¡
1 ¡
-------. ... -+-------------------------------+---------+-------
l. Firrüa Fecha
EMPRESA X. Y. Z. ORDEN DE 3 A:cr?ICACION No. '
Descripqión ·,,J.::
e bservacione8
---------------------------------
--'---------------- ........... - ........ --------------
Firma :i:t'echa

14.
IV. EJERCICIO
V •.
Utilizando el sistema de program.ación maestra, programar las siguientes órdenes para una capacidad semanal de 80 horas. Asuúmanse las mismas semanas del ejemplo de la Unidad.
Crden Fecha de Entre.cra --......... - .. -- ·---·-------~-..__<.;!_,. Horas
21 22
22 12 30
23 5 28
24 15 25
Después de realizada esta p:ti'Ograma ción se recibe la orden 2 5 por 2 5 horas para el 6.
CCNCLlJSION·
La programación es una de las fases más importantes para una buena organ.ización .de la producció~1. Fara cada empresa existe un sistema que es el más apropiado. :For lo,c,tanto, debe tenerse especial cuidado al seleccionarlo. Si se escoge un sistema muy complicado pronto será aban.donado. :ss preferible empezar con uno sencillo e irlo de9arrolla.'1do hacia otro más con1plejo.
VI. BIBLIOGRAFIA
COMO IIVIPLANTAR. EL CCNTRCL DE FRCDUCCICN, Scheele -Vlesterman- Wimmert.
javasquezm
Rectángulo

javasquezm
Rectángulo