
Sistema Para Producción de Una Pieza II
15
Sistema Para Producción de una pieza Instituto Tecnológico de Tepic Manufactura Avanzada II Bujías
description
Proceso para fabricar bujias
Transcript of Sistema Para Producción de Una Pieza II

Sistema Para Producción de una pieza
Instituto Tecnológico de TepicManufactura Avanzada II
Bujías
IntroducciónLa bujía es el elemento que produce el
encendido de la mezcla de combustible y aire en los cilindros, mediante una chispa, en un motor de combustión interna de encendido provocado (MEP), tanto alternativo de ciclo Otto como Wankel. Su correcto funcionamiento es crucial para el buen desarrollo del proceso de combustión/expansión del ciclo Otto, ya sea de 2 tiempos (2T) como de cuatro (4T) y pertenece al sistema de encendido del motor.
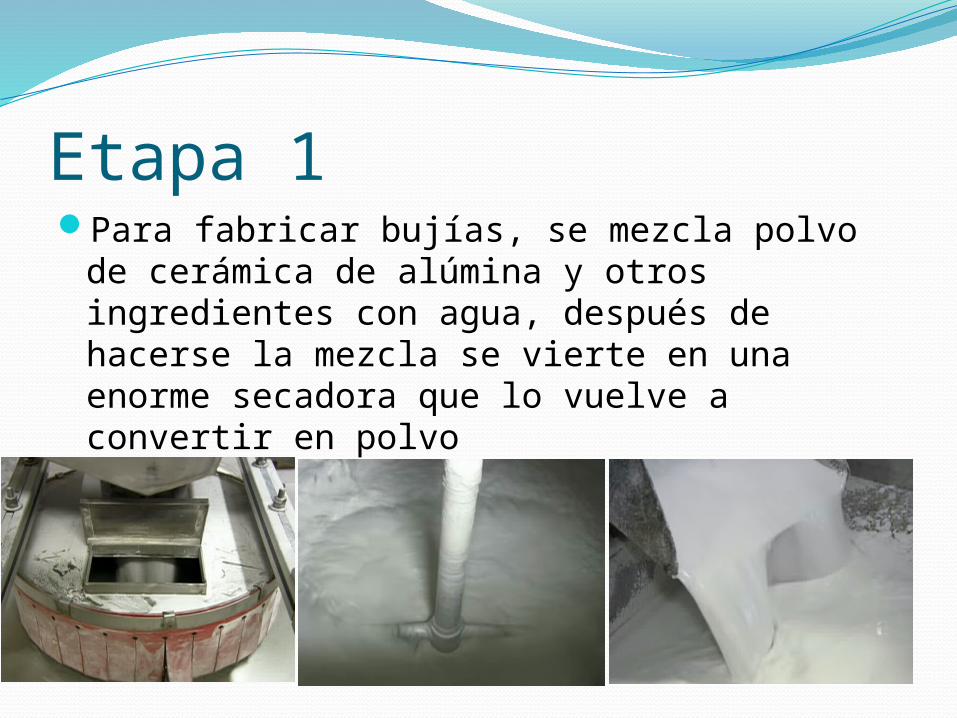
Etapa 1Para fabricar bujías, se mezcla polvo de
cerámica de alúmina y otros ingredientes con agua, después de hacerse la mezcla se vierte en una enorme secadora que lo vuelve a convertir en polvo
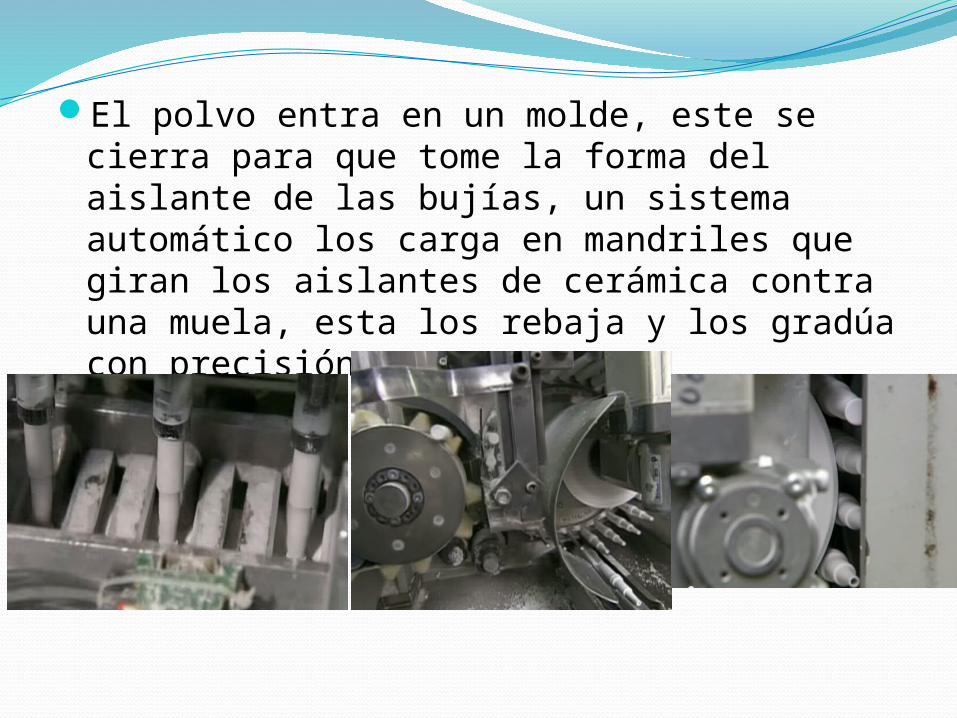
El polvo entra en un molde, este se cierra para que tome la forma del aislante de las bujías, un sistema automático los carga en mandriles que giran los aislantes de cerámica contra una muela, esta los rebaja y los gradúa con precisión

ETAPA 2Estas piezas de cerámica son bastante
frágiles así que se tiene que cocer para que se endurezcan, pero primero se comprueban las medidas con un medidor laser, después se cuecen en un horno a latas temperaturas hasta alcanzar una dureza deseada, este proceso tarda hasta 24 hrs.
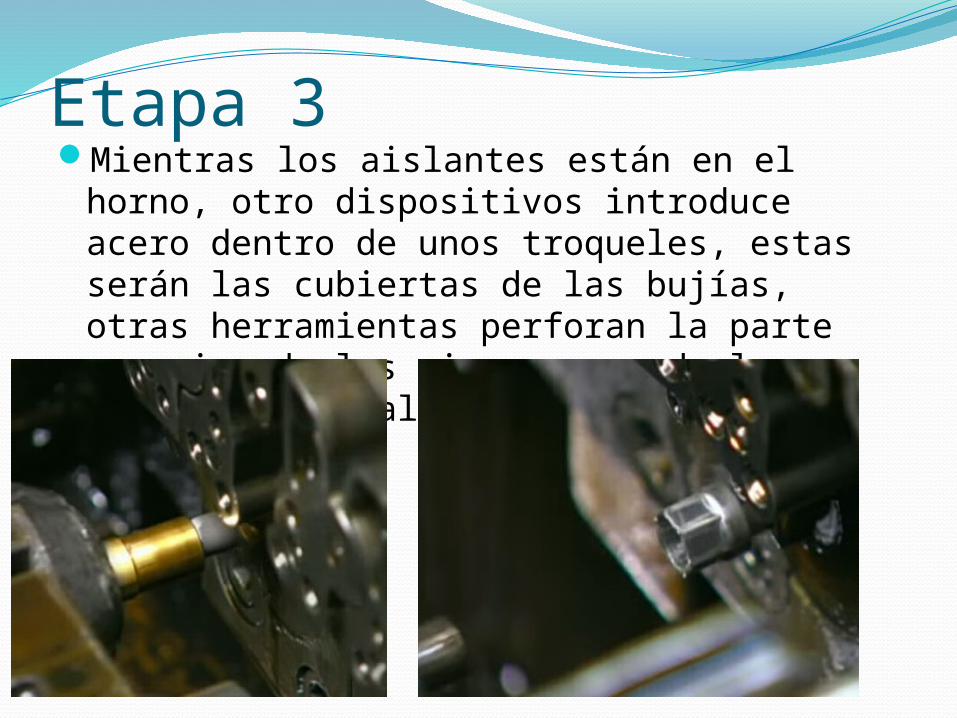
Etapa 3Mientras los aislantes están en el horno, otro
dispositivos introduce acero dentro de unos troqueles, estas serán las cubiertas de las bujías, otras herramientas perforan la parte superior de las piezas para darles un perfil hexagonal

Etapa 4Una cinta transportadora envía las cubiertas
de bujía hacia adelante, mientras un alambre de aleación de níquel se desenrolla por encima, un soldador automático funde el alambre a las cubiertas, este alambre será el electrodo a tierra de la bujía, y mas adelante se doblara hacia el electrodo de encendido

Unos rodillos roscan las cubiertas de acero para que puedan ser atornilladas, mas tarde la cubierta recibe un acabado plateado protector, los aislantes ya han salido del horno y es hora de grabar la información, después una rueda de goma aplica a los aislantes una capa de material que les da un acabado vidriado protector
Etapa 5Se colocan los electrodos centrales en los
aislantes y se introduce polvo(vidrio y metal) para rellenar los espacios, unos dientes automáticos lo comprimen dentro de los aislantes. A continuación otra maquina inserta los contactos de los terminales en el aislante, actuaran como conexión eléctrica con el electrodo central, ahora los aislantes pasan a un horno, el polvo se funde alrededor de los contactos y de los electrodos centrales y los sella dentro de la cavidad del aislante

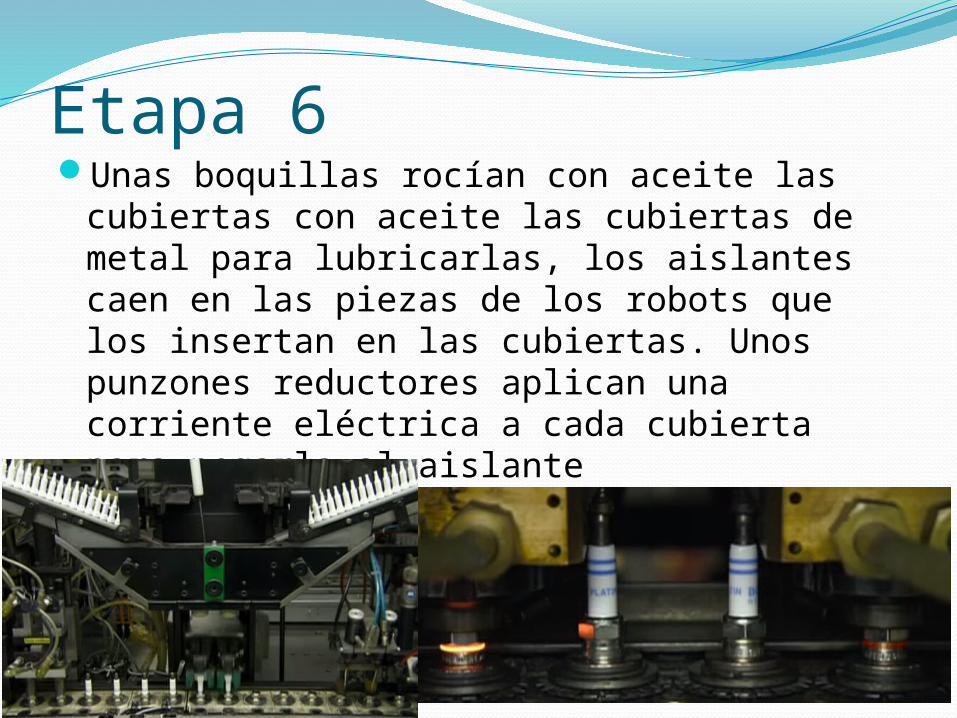
Etapa 6Unas boquillas rocían con aceite las cubiertas
con aceite las cubiertas de metal para lubricarlas, los aislantes caen en las piezas de los robots que los insertan en las cubiertas. Unos punzones reductores aplican una corriente eléctrica a cada cubierta para pegarla al aislante
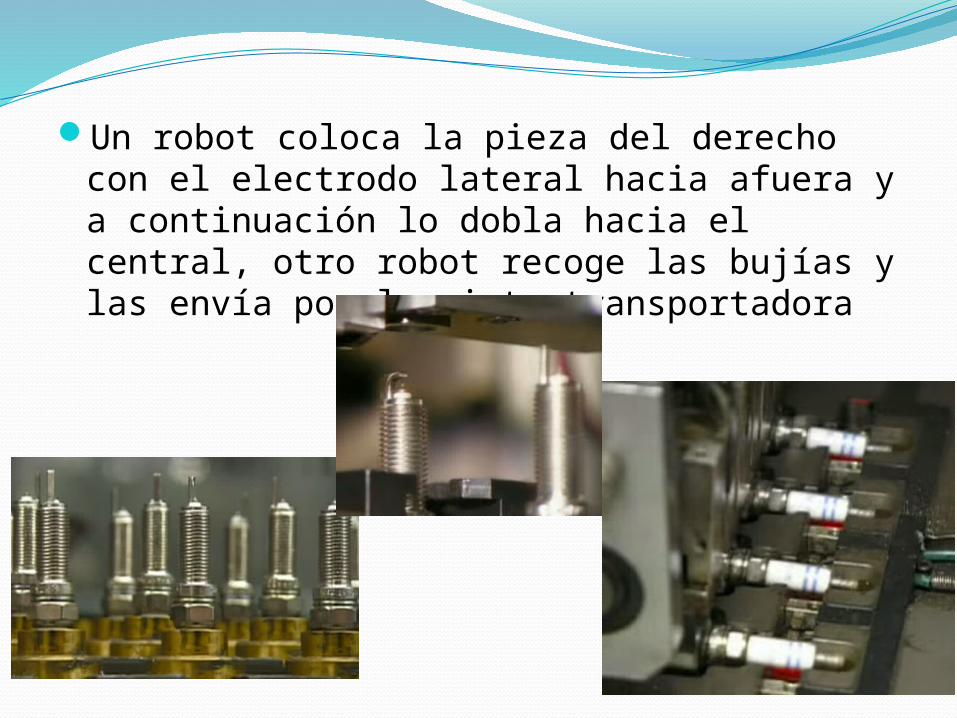
Un robot coloca la pieza del derecho con el electrodo lateral hacia afuera y a continuación lo dobla hacia el central, otro robot recoge las bujías y las envía por la cinta transportadora

Etapa 7En el momento de la inspección la operaria
busca imperfecciones, mide el espacio que hay entre los dos electrodos antes de enviar las bujías al departamento de embalaje
Variables del Proceso-Temperatura-Presión-Nivel-Flujo-Torque
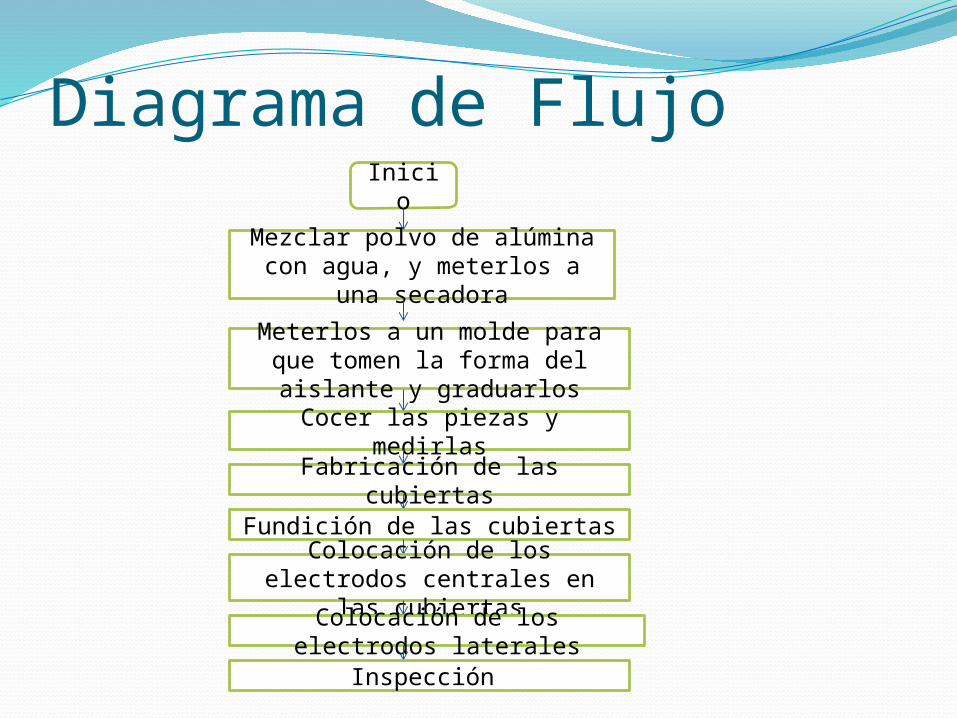
Diagrama de FlujoInicio
Mezclar polvo de alúmina con agua, y meterlos a una
secadora
Meterlos a un molde para que tomen la forma del aislante y
graduarlos
Cocer las piezas y medirlas
Fabricación de las cubiertas
Fundición de las cubiertas
Colocación de los electrodos centrales en las cubiertas
Colocación de los electrodos laterales
Inspección


















