Soldadura Practica
6
Soldadura SMT por Convección Forzada Esteban Federico Verrone, [email protected] Estudiante de Ingeniería Electrónica en la Universidad de Buenos Aires Av. Paseo Colon 850 Resumen En la industria electrónica existen diferentes tipos de hornos de refusión, algunos son por fase vapor, otros son por emisión en el espectro infrarrojo y, por ultimo, están los de convección de aire caliente. De esta manera, el principal objetivo de este trabajo es construir un horno de refusión por convección forzada de aire, utilizando un sistema de control a lazo cerrado mediante un microcontrolador de la familia ATMEL. Asimismo el equipo debe cumplir todos los requerimientos necesarios de las placas SMT y de los componentes a soldar, para poder ser utilizado en series de ensamblaje de pequeña / mediana escala. Abstract In the electronic industry there are different types of ovens reflow, some of them are by phase steam, others by emission in the infrared phantom, and finally, are those of hot air convection. In this way, the main objective of the project is to construct an oven reflow by hot air convection, using a close bond system controller by means of a microcontroller of the ATMEL family. Also the equipment must fulfill all the requirements necessary of SMT plates and the components to weld, to be able to use it in series of small/medium scale assembly. I. INTRODUCCIÓN La tecnología de montaje superficial (SMT) es el sistema o conjunto de procesos utilizados para soldar componentes de montaje superficial (SMC) sobre una placa de circuito impreso (PCB). Los ensambles de montaje superficial se clasifican en dos tipos: Tipo 1 y Tipo 2. Y a su vez en tres clases: Clase A, Clase B y Clase C. Esto ha sido necesario para diferenciar donde se montan los componentes, en una o en dos caras, y el tipo de componentes utilizados. Tipo 1: Componentes montados en una sola cara del PCB Tipo 2: Componentes montados en ambas caras del PCB Clase A: Solo componentes de inserción Clase B: Solo componentes de montaje superficial Clase C: Una mezcla de ambos tipos de componentes II. SOLDADURA POR REFUSION La soldadura por refusión puede parecer un proceso simple, sin embargo es un proceso realmente complejo donde intervienen muchas variables. Durante un proceso de refusión, tienen lugar 5 fases diferentes, las cuales son: 1. Evaporar los disolventes de la pasta de soldar. 2. Activar el Flux y permitir que actúe. 3. Precalentar cuidadosamente los componentes y el circuito impreso. 4. Derretir la soldadura y permitir el mojado de todas las uniones. 5. Enfriar la placa soldada a una velocidad controlada y hasta una temperatura aceptable. El equipo de refusión ha cambiado con más frecuencia que cualquier otro equipo de montaje superficial. Durante los últimos diez años han emergido cuatro conceptos diferentes de diseño: fase vapor, lámparas de infrarrojos, paneles infrarrojos y muy recientemente, convección forzada. La tecnología de refusión por fase vapor fue la primera en desarrollarse y la única por varios años, aunque los primeros equipos estuvieron plagados de problemas de mantenimiento y de inconvenientes por los costos de operación. Luego, y aunque no libres de problemas, los sistemas infrarrojos, una ves que maduraron, se convirtieron en el enfoque preferido. Hoy en día los sistemas de paneles infrarrojos, de una forma u otra, son el tipo de equipo de uso más común. El último desarrollo en tecnología de refusión, la convección forzada, está ganando aceptación rápidamente y seguramente influirá en los equipos futuros. III. ASPECTOS A TENER EN CUENTA EN EL DISEÑO A. Curva de soldadura El proceso de refusión, o su perfil, pueden describirse en tres fases: precalentamiento, refusión y enfriamiento. Todos los fenómenos que deben conducir a una refusión adecuada ocurren durante el precalentamiento. Durante esta fase la placa se calienta a un ritmo controlado y uniforme, comienza la evaporación de los disolventes, el flux activado elimina los óxidos metálicos y las partículas de soldadura comienzan a derretirse. La fase de refusión ocurre cuando las temperaturas de la soldadura y de las superficies a soldar están por encima de la temperatura de fusión de la aleación de soldar. Esta temperatura elevada se requiere para disminuir la tensión superficial y producir el mojado adecuado de las superficies a soldar. La cantidad de tiempo en que la soldadura está por encima de la temperatura de fusión, o tiempo de permanencia, es un factor significativo. Por otro lado, la fase de enfriamiento ayuda a controlar este tiempo y da un ritmo adecuado de enfriamiento a la unión soldada, lo que produce una estructura de grano adecuada. En la figura 1 tenemos un perfil de temperaturas característico (ideal) de las tres etapas antes mencionadas, el mismo depende del tipo de pasta y horno a utilizar, ya que Revista Argentina de Trabajos Estudiantiles TRATE05-009 Vol. I - Nº 1 - Febrero 2006 41
-
Upload
daniel-suarez -
Category
Documents
-
view
25 -
download
1
Transcript of Soldadura Practica

Soldadura SMT por Convección Forzada
Esteban Federico Verrone, [email protected] de Ingeniería Electrónica en la Universidad de Buenos Aires
Av. Paseo Colon 850
Resumen En la industria electrónica existen diferentes tipos de
hornos de refusión, algunos son por fase vapor, otros son por emisión en el espectro infrarrojo y, por ultimo, están los de convección de aire caliente. De esta manera, el principal objetivo de este trabajo es construir un horno de refusión por convección forzada de aire, utilizando un sistema de control a lazo cerrado mediante un microcontrolador de la familia ATMEL.
Asimismo el equipo debe cumplir todos los requerimientos necesarios de las placas SMT y de los componentes a soldar, para poder ser utilizado en series de ensamblaje de pequeña / mediana escala.
Abstract In the electronic industry there are different types of
ovens reflow, some of them are by phase steam, others by emission in the infrared phantom, and finally, are those of hot air convection. In this way, the main objective of the project is to construct an oven reflow by hot air convection, using a close bond system controller by means of a microcontroller of the ATMEL family.
Also the equipment must fulfill all the requirements necessary of SMT plates and the components to weld, to be able to use it in series of small/medium scale assembly.
I. INTRODUCCIÓN
La tecnología de montaje superficial (SMT) es el sistema o conjunto de procesos utilizados para soldar componentes de montaje superficial (SMC) sobre una placa de circuito impreso (PCB).
Los ensambles de montaje superficial se clasifican en dos
tipos: Tipo 1 y Tipo 2. Y a su vez en tres clases: Clase A, Clase B y Clase C. Esto ha sido necesario para diferenciar donde se montan los componentes, en una o en dos caras, y el tipo de componentes utilizados.
Tipo 1: Componentes montados en una sola cara del PCB Tipo 2: Componentes montados en ambas caras del PCB Clase A: Solo componentes de inserción Clase B: Solo componentes de montaje superficial Clase C: Una mezcla de ambos tipos de componentes II. SOLDADURA POR REFUSION La soldadura por refusión puede parecer un proceso simple,
sin embargo es un proceso realmente complejo donde intervienen muchas variables. Durante un proceso de refusión, tienen lugar 5 fases diferentes, las cuales son:
1. Evaporar los disolventes de la pasta de soldar. 2. Activar el Flux y permitir que actúe.
3. Precalentar cuidadosamente los componentes y el circuito impreso.
4. Derretir la soldadura y permitir el mojado de todas las uniones.
5. Enfriar la placa soldada a una velocidad controlada y hasta una temperatura aceptable.
El equipo de refusión ha cambiado con más frecuencia que
cualquier otro equipo de montaje superficial. Durante los últimos diez años han emergido cuatro conceptos diferentes de diseño: fase vapor, lámparas de infrarrojos, paneles infrarrojos y muy recientemente, convección forzada. La tecnología de refusión por fase vapor fue la primera en desarrollarse y la única por varios años, aunque los primeros equipos estuvieron plagados de problemas de mantenimiento y de inconvenientes por los costos de operación. Luego, y aunque no libres de problemas, los sistemas infrarrojos, una ves que maduraron, se convirtieron en el enfoque preferido.
Hoy en día los sistemas de paneles infrarrojos, de una forma u otra, son el tipo de equipo de uso más común. El último desarrollo en tecnología de refusión, la convección forzada, está ganando aceptación rápidamente y seguramente influirá en los equipos futuros.
III. ASPECTOS A TENER EN CUENTA EN EL DISEÑO A. Curva de soldadura
El proceso de refusión, o su perfil, pueden describirse en tres
fases: precalentamiento, refusión y enfriamiento. Todos los fenómenos que deben conducir a una refusión adecuada ocurren durante el precalentamiento. Durante esta fase la placa se calienta a un ritmo controlado y uniforme, comienza la evaporación de los disolventes, el flux activado elimina los óxidos metálicos y las partículas de soldadura comienzan a derretirse.
La fase de refusión ocurre cuando las temperaturas de la
soldadura y de las superficies a soldar están por encima de la temperatura de fusión de la aleación de soldar. Esta temperatura elevada se requiere para disminuir la tensión superficial y producir el mojado adecuado de las superficies a soldar. La cantidad de tiempo en que la soldadura está por encima de la temperatura de fusión, o tiempo de permanencia, es un factor significativo. Por otro lado, la fase de enfriamiento ayuda a controlar este tiempo y da un ritmo adecuado de enfriamiento a la unión soldada, lo que produce una estructura de grano adecuada.
En la figura 1 tenemos un perfil de temperaturas
característico (ideal) de las tres etapas antes mencionadas, el mismo depende del tipo de pasta y horno a utilizar, ya que
Revista Argentina de Trabajos Estudiantiles
TRATE05-009 Vol. I - Nº 1 - Febrero 2006 41

Fig. 1. Perfil característico de la pasta Heareus modelo F367SN63
Fuente: ProfilePlanner, ECD INC.
Según su composición, el tiempo y la temperatura de activación del flux van variando.
Los hornos comerciales se pueden clasificar según la cantidad de zonas de calentamiento y de enfriamiento con que cuentan. En la Fig. anterior tenemos como ejemplo un horno con nueve zonas de calentamiento y una de enfriamiento.
En este proyecto vamos a utilizar la pasta F367SN63 de la marca Heraeus, la cual esta compuesta por un 63 % de estaño y un 37 % de plomo. Esta aleación eutéctica* tiene una temperatura liquidus de 183 ºC, y una de refusión que varia entre los 208 ºC y 223 ºC.
En el grafico podemos observar tres etapas, la primera, que
corresponde a las temperaturas de entre 30 ºC y 170 ºC, la segunda que se extiende hasta la temperatura máxima de 218 ºC, y la tercera que corresponde a la etapa de enfriamiento.
Este perfil de temperatura, al igual que la mayoría de los que
brindan los fabricantes, muestra la evolución de la temperatura con respecto a la posición del PCB en el horno. Esto se debe a que los hornos comerciales son diseñados para líneas de producción continuas, en las que el PCB entra por un extremo y por una “cinta transportadora” sale por el otro.
Como puede observase en la Fig. 1 el precalentamiento esta
dividido en siete etapas, cada una de las cuales tiene una temperatura fija, la refusión se divide en dos zonas y el enfriamiento en una.
* Homogénea
B. Tarjetas de circuito impreso
Las tarjetas de circuito impreso se pueden dañar por una exposición excesiva al calor. Dado esto, es preferible utilizar aquellas de material epoxi conocidas comercialmente como FR-4, ya que tienen más resistencia al calor que las placas convencionales de pertinax ( FR-2 ), las cuales expuestas al calor excesivo se reblandecen y pierden su rigidez.
C. Flux
El flux tiene dos características que afectan al proceso de refusión. Por un lado, para eliminar adecuadamente los óxidos, es importante entender como funciona la temperatura y el tiempo de activación del flux. Un error frecuente es utilizar un perfil de temperatura que consume el activador antes de que la soldadura funda. Asimismo, es primordial mantener el flux activo el tiempo suficiente para eliminar los óxidos de la placa, de los terminales de los componentes y del polvo de la pasta de soldar.
Idealmente, la última parte del activador se debe consumir al mismo tiempo que la soldadura comienza a fundir. Un tiempo de activación aceptable para la mayoría de los flux está entre un mínimo de 30 segundos y un máximo de 90 segundos. El flux normalmente comienza a estar activo a los 110º C - 120º C.
Revista Argentina de Trabajos Estudiantiles
TRATE05-009 Vol. I - Nº 1 - Febrero 2006 42

D. Componentes
Los componentes pueden ser dañados por la aplicación de calor en forma incorrecta, dado que tienen una cantidad de calor límite a la que pueden ser expuestos sin sufrir deterioros. La mayoría pueden tolerar un rango de temperatura de refusión de 210º C a 220º C durante 20 a 60 segundos.
El choque térmico, provocado por un aumento rápido de temperatura, puede quebrar y decapar los componentes, especialmente los condensadores, que en la mayoría de los casos, es el factor limitador de la placa. La regla general ha sido no sobrepasar un aumento o disminución de temperatura de 2º C/seg. Información reciente asegura que es seguro sobrepasar los 3 ºC/seg, e incluso los 6º C/seg.
Algunos datos indican que la humedad atrapada dentro del encapsulado en los circuitos integrados puede contribuir a la rotura del mismo. Esta rotura se produce como resultado de la evaporación de la humedad durante el proceso de refusión (calentamiento). Este daño puede ser evitado utilizando encapsulado protector en seco y horneado. E. Soldadura
Normalmente la temperatura de refusión está de 25º C a 40º C por encima de la de fusión. Es importante alcanzar está temperatura, que permite a la soldadura mojar adecuadamente las superficies de metal a soldar. Adicionalmente, es primordial la permanencia por encima de la temperatura de fusión, típicamente de 20 a 60 segundos.
El enfriamiento afecta la fortaleza e integridad final de la unión soldada. En general, uniones soldadas que se han enfriado a un ritmo razonable alcanzan una estructura granulada fina, que produce una unión soldada más fuerte y más fiable. El ritmo de enfriamiento es de 1º C a 2 º C por segundo. F. Refusión por Convección Forzada de Aire
La convección forzada de aire es el desarrollo más reciente de la tecnología de refusión. El calor se transfiere a la placa mediante aire caliente que se mueve a baja velocidad, logrando el calentamiento por contacto, en lugar de radiación. El grado con el que el calor es transferido al objeto es directamente proporcional a la diferencia de temperatura entre el aire caliente y el objeto (PCB).
Los sistemas de convección forzada calientan el aire
utilizando elementos resistivos en un diseño de lazo cerrado, también cuentan con una toma de aire, un soplador o ventilador y uno o varios instrumentos de medida tales como termocuplas o termoresistencias.
El aire esta continuamente circulando por un soplador a través del elemento resistivo. El calor es transferido de la superficie del elemento resistivo al aire.
En la figura 2 hay un ejemplo de un horno de convección
forzada en donde se puede visualizar los elementos calefactores, los sopladores, el PCB y los elementos de medida.
Fig. 2. Vista lateral de un modelo de horno de convección forzada
G. Ventajas de los sistemas de convección forzada • Los sistemas de convección forzada producen un
calentamiento próximo al equilibrio. • Los sistemas de convección forzada calientan
uniformemente. • Los sistemas de convección forzada son fáciles de
mantener. • En los sistemas de convección es muy fácil definir un
perfil. • No son sensibles al calor ( emisividad y absorbancia de los
componentes )
H. Desventajas de los sistemas de convección forzada • Para hacer eficiente al sistema se reciclan los humos de la
pasta de soldar y de la placa • Pueden perder calor por los bordes ( equipos de
producción continua ) • Se tiene que controlar el aire con precisión.
I. Elección del sistema de Control.
En este ítem del trabajo vamos a analizar los distintos pasos que nos van a llevar a una elección optima en el sistema de control de los elementos calefactores. Vamos a dividirlo en una serie de sencillos pasos.
Revista Argentina de Trabajos Estudiantiles
TRATE05-009 Vol. I - Nº 1 - Febrero 2006 43
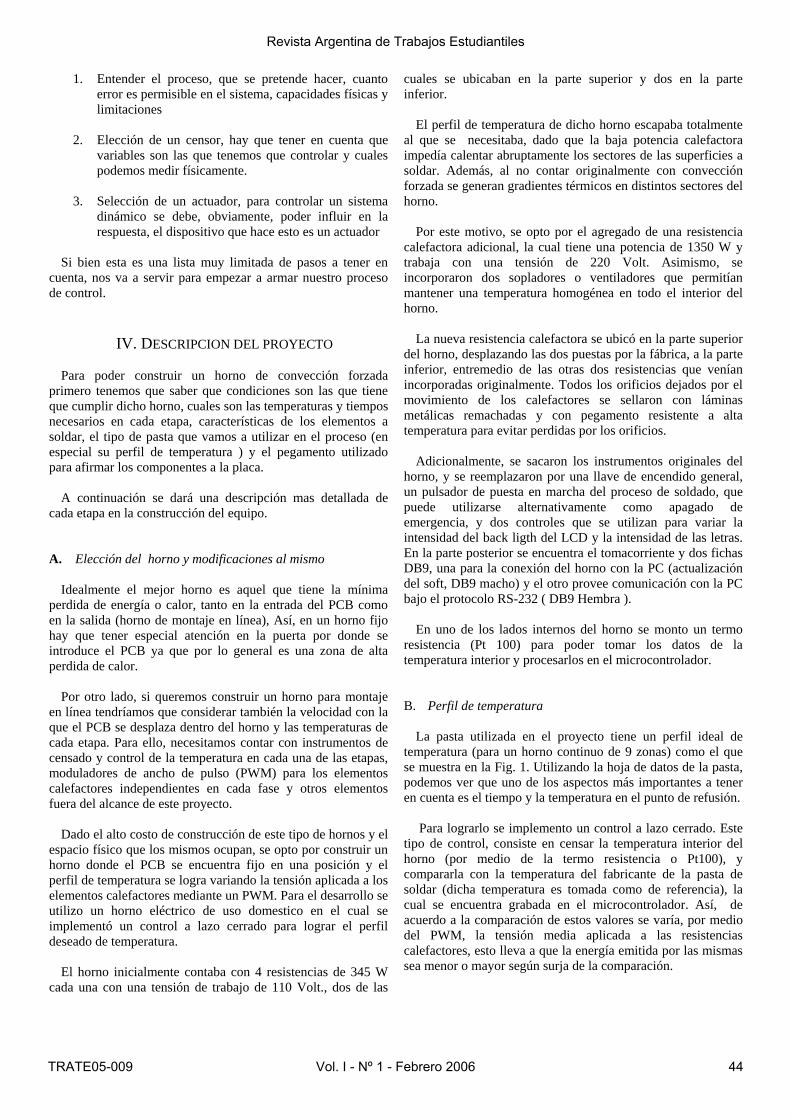
1. Entender el proceso, que se pretende hacer, cuanto error es permisible en el sistema, capacidades físicas y limitaciones
2. Elección de un censor, hay que tener en cuenta que
variables son las que tenemos que controlar y cuales podemos medir físicamente.
3. Selección de un actuador, para controlar un sistema
dinámico se debe, obviamente, poder influir en la respuesta, el dispositivo que hace esto es un actuador
Si bien esta es una lista muy limitada de pasos a tener en
cuenta, nos va a servir para empezar a armar nuestro proceso de control.
IV. DESCRIPCION DEL PROYECTO
Para poder construir un horno de convección forzada primero tenemos que saber que condiciones son las que tiene que cumplir dicho horno, cuales son las temperaturas y tiempos necesarios en cada etapa, características de los elementos a soldar, el tipo de pasta que vamos a utilizar en el proceso (en especial su perfil de temperatura ) y el pegamento utilizado para afirmar los componentes a la placa.
A continuación se dará una descripción mas detallada de cada etapa en la construcción del equipo. A. Elección del horno y modificaciones al mismo
Idealmente el mejor horno es aquel que tiene la mínima perdida de energía o calor, tanto en la entrada del PCB como en la salida (horno de montaje en línea), Así, en un horno fijo hay que tener especial atención en la puerta por donde se introduce el PCB ya que por lo general es una zona de alta perdida de calor.
Por otro lado, si queremos construir un horno para montaje
en línea tendríamos que considerar también la velocidad con la que el PCB se desplaza dentro del horno y las temperaturas de cada etapa. Para ello, necesitamos contar con instrumentos de censado y control de la temperatura en cada una de las etapas, moduladores de ancho de pulso (PWM) para los elementos calefactores independientes en cada fase y otros elementos fuera del alcance de este proyecto.
Dado el alto costo de construcción de este tipo de hornos y el
espacio físico que los mismos ocupan, se opto por construir un horno donde el PCB se encuentra fijo en una posición y el perfil de temperatura se logra variando la tensión aplicada a los elementos calefactores mediante un PWM. Para el desarrollo se utilizo un horno eléctrico de uso domestico en el cual se implementó un control a lazo cerrado para lograr el perfil deseado de temperatura.
El horno inicialmente contaba con 4 resistencias de 345 W
cada una con una tensión de trabajo de 110 Volt., dos de las
cuales se ubicaban en la parte superior y dos en la parte inferior.
El perfil de temperatura de dicho horno escapaba totalmente al que se necesitaba, dado que la baja potencia calefactora impedía calentar abruptamente los sectores de las superficies a soldar. Además, al no contar originalmente con convección forzada se generan gradientes térmicos en distintos sectores del horno.
Por este motivo, se opto por el agregado de una resistencia
calefactora adicional, la cual tiene una potencia de 1350 W y trabaja con una tensión de 220 Volt. Asimismo, se incorporaron dos sopladores o ventiladores que permitían mantener una temperatura homogénea en todo el interior del horno.
La nueva resistencia calefactora se ubicó en la parte superior del horno, desplazando las dos puestas por la fábrica, a la parte inferior, entremedio de las otras dos resistencias que venían incorporadas originalmente. Todos los orificios dejados por el movimiento de los calefactores se sellaron con láminas metálicas remachadas y con pegamento resistente a alta temperatura para evitar perdidas por los orificios.
Adicionalmente, se sacaron los instrumentos originales del horno, y se reemplazaron por una llave de encendido general, un pulsador de puesta en marcha del proceso de soldado, que puede utilizarse alternativamente como apagado de emergencia, y dos controles que se utilizan para variar la intensidad del back ligth del LCD y la intensidad de las letras. En la parte posterior se encuentra el tomacorriente y dos fichas DB9, una para la conexión del horno con la PC (actualización del soft, DB9 macho) y el otro provee comunicación con la PC bajo el protocolo RS-232 ( DB9 Hembra ).
En uno de los lados internos del horno se monto un termo resistencia (Pt 100) para poder tomar los datos de la temperatura interior y procesarlos en el microcontrolador. B. Perfil de temperatura
La pasta utilizada en el proyecto tiene un perfil ideal de temperatura (para un horno continuo de 9 zonas) como el que se muestra en la Fig. 1. Utilizando la hoja de datos de la pasta, podemos ver que uno de los aspectos más importantes a tener en cuenta es el tiempo y la temperatura en el punto de refusión.
Para lograrlo se implemento un control a lazo cerrado. Este
tipo de control, consiste en censar la temperatura interior del horno (por medio de la termo resistencia o Pt100), y compararla con la temperatura del fabricante de la pasta de soldar (dicha temperatura es tomada como de referencia), la cual se encuentra grabada en el microcontrolador. Así, de acuerdo a la comparación de estos valores se varía, por medio del PWM, la tensión media aplicada a las resistencias calefactores, esto lleva a que la energía emitida por las mismas sea menor o mayor según surja de la comparación.
Revista Argentina de Trabajos Estudiantiles
TRATE05-009 Vol. I - Nº 1 - Febrero 2006 44

Los sopladores o ventiladores fuerzan al aire del interior del horno a circular a través de los calefactores adquiriendo por contacto la energía o temperatura de los mismos. C. Construcción del Hardware
El horno cuenta principalmente con dos plaquetas de diseño propio, las cuales corresponden al montaje Tipo 2 clase C.
En una se encuentra el microcontrolador AT89S8252, el
grabador ISP para dicho microcontrolador, el conector para el display LCD, el conversor analógico digital, una fuente de alimentación de 5 Vcc ,el controlador RS-232, y pines de muestreo o prueba de los puertos del microcontrolador.
El microcontrolador AT89S8252 es de la firma Atmel, de las
hojas de datos proporcionadas por el fabricante podemos destacar las siguientes características.
• Compatible con los productos MCS-51 • 8K Bytes de Memoria Flash programable in circuit
interfaz serie SPI para descargar el programa • 2k Bytes Eeprom • Rango de operación entre 2,7V y 6V • Memoria RAM interna de 256 x 8 bit • 32 Líneas Programables De I/o • Tres Timer/Counters de 16 bit • Nueve entradas de Interrupciónes • Entrada UART programable • Interfaz serie SPI En la segunda plaqueta, están montados todos los
componentes que manejaran de una u otra manera las tensiones de 220 Vca.
Adicionalmente el horno cuenta con una plaqueta que es una fuente de +- 15Vcc y otra de control y compensación de la termo resistencia.
D. Conectividad con el exterior
El horno cuenta con conexión RS-232 para poder monitorear desde una PC el perfil de temperatura que van desarrollando las resistencias calefactoras.
Hay otra conexión que se utiliza para actualizar el software del microcontrolador.
En la parte superior del horno, se encuentra un display
alfanumérico de 2 líneas por 16 caracteres el cual va informándole al operador sobre las distintas etapas del proceso que se están llevando acabo. E. Resultados del Proyecto
En la Fig. 3 podemos ver la curva obtenida dentro del horno, a simple vista esta curva es totalmente distinta a la ideal mostrada en la Fig. 1, pero recordemos que estamos comparando dos curvas de dos tipos de horno distintos, la
primera responde a un horno continuo, en el cual dividimos por zonas a la curva y cada zona controla una temperatura fijo y el PCB pasa a través de ella, en la curva obtenida, lo que va variando es la tensión media aplicada a los calefactores, estando en una posición fija el PCB.
Recordando lo escrito anteriormente, uno de los puntos mas
delicados de la curva, es el tiempo y la temperatura en la zona de refusión, en nuestra practica, vemos que estamos alrededor de los 218 grados centígrados por un tiempo de 70 segundos máximo, lo cual es muy aceptable para este tipo de horno.
Si bien tenemos mucho tiempo en el precalentamiento,
producto de las constantes de tiempo lentas de los elementos calefactores, reducimos el tiempo de activación del flux, lo cual no es del todo satisfactorio, pero las pruebas demostraron que con este tiempo de precalentamiento es suficiente para la activación del flux contenido en la pasta de soldar.
El proceso total de refusión esta dentro de los parámetros de
temperatura y tiempo estipulados por los fabricantes de componentes y pasta de soldar, con lo que podemos concluir que el proyecto trabaja de manera satisfactoria para los requerimientos propuestos.
V. CONCLUSIONES. El objetivo de este trabajo consistió en la construcción de un horno de refusión por convección forzada de aire, utilizando un sistema de control a lazo cerrado mediante un controlador de la familia ATMEL. Asimismo, se utilizó la pasta F367SN63 de la marca Heraeus, para las pruebas de soldado. Los resultados obtenidos muestran un perfil de temperaturas característico diferente del generado por un horno continuo de 9 zonas, lo que es lógico, ya que cada curva difiere dependiendo del horno a utilizar. No obstante, las temperaturas y tiempo de la zona de refusión y precalentamiento son aceptables para las características del horno desarrollado. En este sentido, el período de refusión es de 70 segundos, alcanzando temperaturas de 218 grados centígrados, y el precalentamiento resulta satisfactorio para la activación del flux contenido en la pasta de soldar. Finalmente, la construcción de este horno de refusión por convección forzada de aire, resulta de utilidad para el desarrollo de series de ensamblaje de pequeña y mediana escala, generando una alternativa menos costosa y de menor disponibilidad física para su establecimiento.
Revista Argentina de Trabajos Estudiantiles
TRATE05-009 Vol. I - Nº 1 - Febrero 2006 45

Curva Obtenida en el Proyecto
0
50
100
150
200
250
0 50 100 150 200 250 300 350Tiempo ( seg )
Tem
pera
tura
( ºC
)
Fig. 3. Perfil de temperatura obtenido dentro del horno en un proceso completo de trabajo
Medición realizada con instrumento externo al proyecto
VI. EQUIPO TERMINADO
REFERENCIAS. [1] Robert J. Rowland y Paul Belangia “Tecnología de montaje
superficial aplicada” Ed. Parainfo 1994. [2] “ProfilePlanner “ ECD INC. 2000-2004 [3] “F367SN63” Heraeus. [4] Katsuhiko Ogata “Ingenieria de Control Moderna “Tercera
Edición Ed. Prentice Hall.
Revista Argentina de Trabajos Estudiantiles
TRATE05-009 Vol. I - Nº 1 - Febrero 2006 46