
Super Al Eaci Ones
132
GUÍA DE APLICACIÓN Superaleaciones termorresistentes (HRSA)
-
Upload
djrobertocarlos -
Category
Documents
-
view
64 -
download
0
Transcript of Super Al Eaci Ones

GUÍA DE APLICACIÓN
Superaleaciones termorresistentes (HRSA)
Sede en España y Portugal:Sandvik Coromant Iberica P.E. Puerta de Madrid EsteC/ Tapiceros, 928830 - San Fernando de HenaresMadrid Correo electrónico: [email protected]
C-2920:034 SPA/01. Impreso en papel reciclable.Impreso en Suecia, AB Sandvikens Tryckeri. © AB Sandvik Coromant 2010.08

High pressure coolant machining for better productivity and results
Más informaciónEn nuestros catálogos, manuales y guías de aplicación, como PluraGuide, se ofrece información útil y se explican técnicas de aplicación. CoroGuide web es un catálogo electrónico que incluye un módulo de datos de corte (también disponible en CD), en el que encontrará recomendaciones de datos de corte para su aplicación concreta.
Infórmese sobre las últimas novedades en nuestra página web.
www.sandvik.coromant.com
www.aero-knowledge.comReconocimientoAlgunos apartadosde esta guía presentan las investigaciones técnicas llevadas a cabo pro AMRC*, esponsorizado por Sandvik Coromant
* Advanced Manufacturing Research Centre (AMRC) es una asociación que aporta excelencia científica, experiencias e innovación tecnológica en el entorno de la industria a nivel mundial, perteneciendo a la Facultad de Ingeniería de la Universidad de Sheffield.

Contenidos Introducción 2
1. Super aleaciones termorresistentes 3
Grupos de aleaciones 4 Maquinabilidad/condiciones de la materia prima 5 Tipos de piezas comunes 7 Requisitos de refrigerante 8
2. Torneado de aleaciones de níquel 9
Fases de mecanizado 9 Mecanismos típicos de desgaste 11 Selección de la forma de plaquita 13 Materiales para herramientas de corte 21 Calidades para plaquitas de cerámica 22 Calidades para plaquitas de metal duro 26 Longitud de la hélice de corte (LHC) – mecanizado previsible 28 Geometrías y rompevirutas 31 Valores de partida recomendados para superaleaciones termorresistentes (HRSA) con base de níquel 34 Tailor made 36 Soluciones de ingeniería 37 Soluciones Sandvik Coromant para las características de las piezas 42
3. Torneado de aleaciones de cobalto 51
Consideraciones del proceso 52 Recomendaciones para desgastes típicos 53 Selección de la forma de plaquita 54 Herramientas optimizadas para mecanizado interior 55 Recomendaciones de partida para super aleaciones termorresistentes (HRSA) con base de cobalto 57 Calidades de plaquita de metal duro 58 Soluciones de ingeniería 58 Soluciones Sandvik Coromant para las características de las piezas 59
4. Fresado de materiales HRSA 60
Proceso de planificación de la producción 61 Piezas típicas 61 Estrategia de mecanizado 62 Concepto de fresa 64 Proceso de fresado con plaquitas intercambiables 65 Planeado con plaquitas de metal duro 68 Fresado periférico/ángulo de entrada
de 90º en materiales HRSA 77 Fresado con plaquita de cerámica 82 Metal duro integral – CoroMill Plura en el mecanizado de super aleaciones termorresistentes (HRSA) 88 Mecanizado de HRSA con cabezales
intercambiables CoroMill 316 97 Soluciones Sandvik Coromant para las piezas más comunes 98 Datos de corte iniciales recomendados 102
5. Taladrado de materiales HRSA 104
Tipos de agujeros y métodos de taladrado 104 Herramientas para taladarado 106 Progresión en rampa circular
en piezas macizas 107 Interpolación circular de agujeros
existentes 108 Biselado inverso/eliminación
de rebabas 109 Fresado de roscas 110 Datos de corte iniciales recomendados 112 Soluciones Sandvik Coromant para las características de las piezas 114
6. Datos técnicos 118
7. Lista de referencia de materiales HRSA 120

2
Introducción
Esta guía de aplicación se centra en la optimización del mecanizado de super aleaciones termorresistentes (HRSA).
Teniendo en cuenta de que se trata de uno de los grupos de materiales que mayor desafío supone, las herramientas optimizadas son un requisito previo, al igual que es importante la forma en la que deben aplicarse.
Le guiaremos a través de los materiales y aplicaciones de mecanizado más comunes. Nuestra intención consiste en proporcio narle recomendaciones acerca de las aplicaciones y procesos que le ayudarán a utilizar nuestros productos de la manera más productiva con la máxima seguridad en sus procesos de mecanizado, así como calidad superior de las piezas.
Nuestra meta es ofrecer a nuestros clientes completas soluciones de herramienta para conseguir sus objetivos de reducción de costes y mejora de la calidad.
Nuestro enfoque principal son la productividad junto con la calidad y la fiabilidad. Cuando hablamos de productividad, podrá observar que la medimos en términos de cm3/min. Es importante comprender la rela ción entre la combinación de velocidad, avance y profundidad de corte y no solamente velocidad de corte, lo que a menudo es el parámetro más perjudicial para la vida útil de la herramienta.

3
Las super aleaciones termorresistentes (HRSA) forman un grupo de aleaciones que se utilizan en varios segmentos de industria:
Motores en la industria aeroespacial – área de combustión y secciones de turbina
Turbinas de gas estacionarias – área de combustión y secciones de turbina.
Industria petrolífera y gas – plataformas marinas.
Medicina – implantes y prótesis.
Super aleaciones termorresistentes – HRSA
Son extraordinarias gracias a las siguientes propiedades:
•Conservación de robustez y dureza a temperatures elevadas.
•Resistencia a la corrosión.
Motores en la industria aeroespacial
Turbinas de gas estacionarias
Industria petrolífera y gas
Medicina
4
MC S2.0.Z.AN CMC 20.2 425285
200Hastelloy SHastelloy X 160Nimonic PK33 350Udimet 720Waspaloy
MC P5.0.Z.AN CMC 05.3 Greek Ascoloy 300MC M1.0.Z.PH CMC 05.4 A286 300MC S2.0.Z.AN CMC 20.21 Incoloy 909MC S3.0.Z.AG CMC 20.3 Haynes 25
Stellite 21 280 340Stellite 31
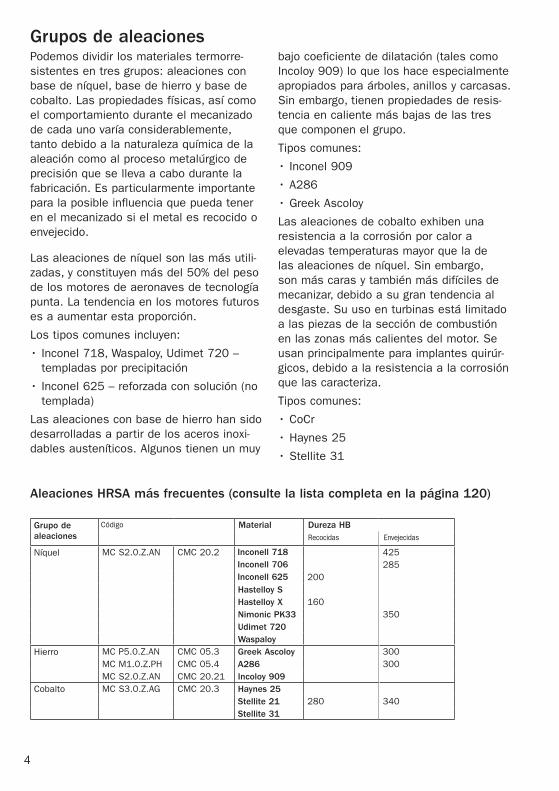
Podemos dividir los materiales termorresistentes en tres grupos: aleaciones con base de níquel, base de hierro y base de cobalto. Las propiedades físicas, así como el comportamiento durante el mecanizado de cada uno varía considerablemente, tanto debido a la naturaleza química de la aleación como al proceso metalúrgico de precisión que se lleva a cabo durante la fabricación. Es particularmente importante para la posible influencia que pueda tener en el mecanizado si el metal es recocido o envejecido.
Las aleaciones de níquel son las más utilizadas, y constituyen más del 50% del peso de los motores de aeronaves de tecnología punta. La tendencia en los motores futuros es a aumentar esta proporción.
Los tipos comunes incluyen:
• Inconel 718, Waspaloy, Udimet 720 – templadas por precipitación
• Inconel 625 – reforzada con solución (no templada)
Las aleaciones con base de hierro han sido desarrolladas a partir de los aceros inoxidables austeníticos. Algunos tienen un muy
bajo coeficiente de dilatación (tales como Incoloy 909) lo que los hace especialmente apropiados para árboles, anillos y carcasas. Sin embargo, tienen propiedades de resistencia en caliente más bajas de las tres que componen el grupo.
Tipos comunes:
•Inconel 909
•A286
•Greek Ascoloy
Las aleaciones de cobalto exhiben una resistencia a la corrosión por calor a elevadas temperaturas mayor que la de las aleaciones de níquel. Sin embargo, son más caras y también más difíciles de mecanizar, debido a su gran tendencia al desgaste. Su uso en turbinas está limitado a las piezas de la sección de combustión en las zonas más calientes del motor. Se usan principalmente para implantes quirúrgicos, debido a la resistencia a la corrosión que las caracteriza.
Tipos comunes:
•CoCr
•Haynes 25
•Stellite 31
Grupo de aleaciones
Níquel
Hierro
Cobalto
Material Dureza HBRecocidas Envejecidas
Aleaciones HRSA más frecuentes (consulte la lista completa en la página 120)
Grupos de aleaciones
Código
Inconell 718Inconell 706Inconell 625

5
174 PH
Jethete M152
Crucible A286
Incoloy 800 Sanicro 30
Incoloy 901
Incoloy 901
Inconel 625
Nimonic 75
Nimonic 263
Nimonic PK 33 Waspaloy Nimonic 90 Nimonic 105
Nimonic 80AInconel 718
Nimonic 1023
400
300
200
100
10 20 30 40 50 60 70 80 90
Con una gama tan amplia de materiales bajo la denominación genérica HRSA (super aleaciones termorresistentes), el comportamiento durante el mecanizado puede
va riar enormemente incluso dentro del mismo grupo de aleaciones. De hecho, un mismo material puede tener numerosas recomendaciones de mecanizado.
Aceros inoxidables
Aleaciones con base de Fe
Aleaciones con base de Ni
Austeníticas
Aleaciones recocidas aleadas por precipitación
Calor generado durante el proceso de mecanizado (tendencia a la deformación plástica)
Tendencia al desgaste en entalla
Dureza HB
Peso %Níquel y cobalto
= Tratamiento térmico (envejecidas)
= Tratamiento de solubilización (recocidas)
Maquinabilidad/estado del material en bruto
El tratamiento térmico afecta la dureza de la pieza y como consecuencia al mecanismo de desgaste. La formación de viruta es un buen indicador de la dureza; es mucho más fácil romper la viruta con un material duro.
Los materiales templados presentan temperaturas de corte elevadas y muestran una tendencia a la formación de desgaste en entalla en el filo de corte cuanto mayor es la profundidad de corte. Se requiere la combinación de un águlo de posición pequeño y sustrato duro con recubrimiento que proporcione una gran resistencia al calor.
Los materiales más blandos se mecanizan de manera similar a los que componen la gama de los aceros inoxidables. Son necesarias cali dades de plaquita con gran tenacidad y reducida dureza en caliente (resistencia a las altas temperaturas), debido a las reducidas temperaturas de corte y al elevado efecto de martilleo de la viruta. En este tipo de mecanizado, los daños en las zonas exteriores del filo de corte real los causan las virutas que se rompen contra la plaquita.
Tratamiento térmico
Revenido – calentamiento a temperatura controlada y después enfriado controlado.
<30HRC
Termotratamiento de solubilización – calentamiento seguido de enfriado rápido <30HRC
Envejecimiento – enfriado lento después de termotratamiento de solubilización
up to 48HRC
= Aceros inoxidables

6
S05FGC1105 GC1105 S05F
3.5 min
Material duro Material blando
7 min6 min 12 min
Comparativa del desgaste dependiendo de la dureza del material y la calidad de la plaquitaCNMX 1204A1-SM – vc 50 m/min, fn 0.25 mm/r, ap 1.5 mm
Métodos de producción de materiales en bruto
Dependiendo de los requisitos de tamaño, forma y robustez de la pieza, han de adoptarse varios métodos de producción para el material en bruto. Dicho método
hace variar la maquinabilidad del material y cambiará las características del desgaste.
Material
Forjado grande media
Fundición forma compleja mala
Acero laminado <200 mm de diámetro buena
Piezas Ventajas/propiedades Maquinabilidad
alta resistencia
baja resistencia
disponibilidad/resistencia
Cada uno de estos tipos de materia prima tiene un efecto directo en la microestructura de la aleación, lo que afecta también al comportamiento del mecanizado:
Los materiales forjados tienen tamaño de grano más fino que las fundiciones, lo que mejora la resistencia y el flujo del grano de la pieza. Cuando se mecanicen materiales forjados, reduciendo la velocidad y aumentando el avance, por lo general se obtienen altos régimenes de arranque de material y larga duración de la herramienta.
En las fundiciones ocurre lo contrario, aplicando avances bajos (espesor de viruta de 0.1 mm) y velocidades elevadas se
obtienen mayores beneficios. Las fundiciones se caracterizan por su mala maquinabilidad y suelen ser más sensibles al desgaste en mella y al desgaste por abrasión. Pueden identificarse fácilmente debido a su superficie visiblemente moteada (el llamado efecto ‘superficie rugosa’).
El acero laminado es el material en bruto más fácil de trabajar. El desgaste en entalla no supone un gran problema, lo que permite utilizar calidades más duras y más resistentes al desgaste que las utilizadas para los materiales de forja.
Martilleo de las virutas
7
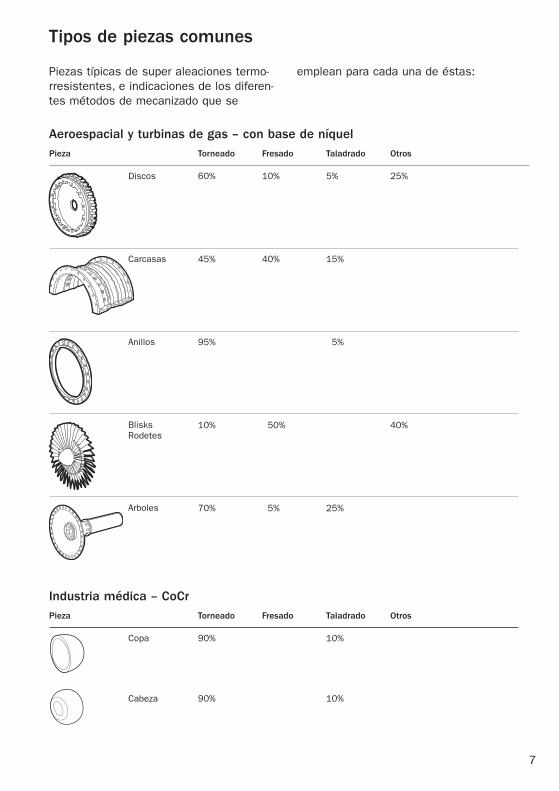
90% 10%
60% 10% 5% 25%
45% 40% 15%
95% 5%
10% 50% 40%
70% 5% 25%
90% 10%
Pieza
Piezas típicas de super aleaciones termorresistentes, e indicaciones de los diferentes métodos de mecanizado que se
emplean para cada una de éstas:
Torneado
Discos
Fresado Taladrado Otros
Carcasas
Anillos
BlisksRodetes
Arboles
Aeroespacial y turbinas de gas – con base de níquel
Pieza Torneado
Copa
Fresado Taladrado Otros
Industria médica – CoCr
Tipos de piezas comunes
Cabeza
8
1 5 10 15 20 25 30
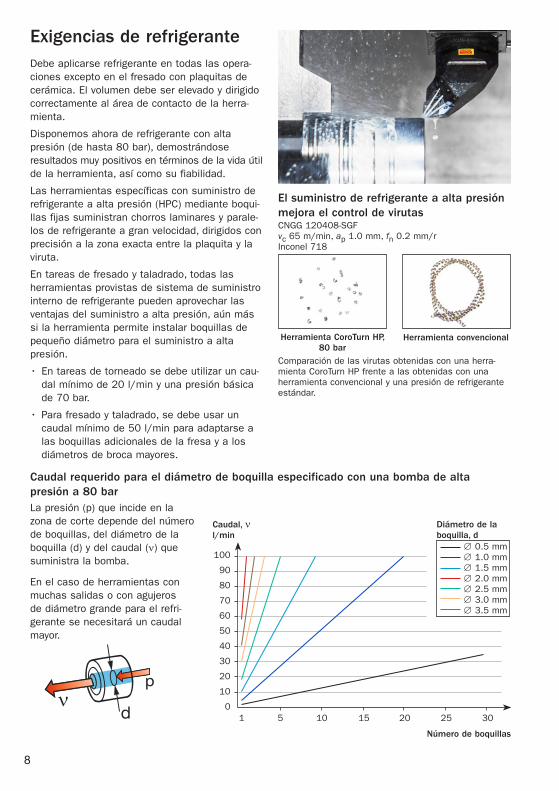
Debe aplicarse refrigerante en todas las operaciones excepto en el fresado con plaquitas de cerámica. El volumen debe ser elevado y diri gido correctamente al área de contacto de la herramienta.
Disponemos ahora de refrigerante con alta presión (de hasta 80 bar), demostrándose resultados muy positivos en términos de la vida útil de la herramienta, así como su fiabilidad.
Las herramientas específicas con suministro de refrigerante a alta presión (HPC) mediante boquillas fijas suministran chorros laminares y paralelos de refrigerante a gran velocidad, dirigidos con precisión a la zona exacta entre la plaquita y la viruta.
En tareas de fresado y taladrado, todas las herra mientas provistas de sistema de suministro interno de refrigerante pueden aprovechar las ventajas del suministro a alta presión, aún más si la herramienta permite instalar boquillas de pequeño diámetro para el suministro a alta presión.
•En tareas de torneado se debe utilizar un caudal mínimo de 20 l/min y una presión básica de 70 bar.
•Para fresado y taladrado, se debe usar un caudal mínimo de 50 l/min para adaptarse a las boquillas adicionales de la fresa y a los diámetros de broca mayores.
Exigencias de refrigerante
Caudal, νl/min
Número de boquillas
∅ 0.5 mm∅ 1.0 mm∅ 1.5 mm∅ 2.0 mm∅ 2.5 mm∅ 3.0 mm∅ 3.5 mm
Caudal requerido para el diámetro de boquilla especificado con una bomba de alta presión a 80 bar
Diámetro de la boquilla, d
Comparación de las virutas obtenidas con una herramienta CoroTurn HP frente a las obtenidas con una herramienta convencional y una presión de refrigerante estándar.
Herramienta CoroTurn HP, 80 bar
Herramienta convencional
El suministro de refrigerante a alta presión mejora el control de virutasCNGG 120408SGF vc 65 m/min, ap 1.0 mm, fn 0.2 mm/rInconel 718
La presión (p) que incide en la zona de corte depende del número de boquillas, del diámetro de la boquilla (d) y del caudal (ν) que suministra la bomba.
En el caso de herramientas con muchas salidas o con agujeros de diámetro grande para el refrigerante se necesitará un caudal mayor.
100
90
80
70
60
50
40
30
20
10
0

9
2. Torneado de aleaciones de níquel- Motores aeroespaciales y turbinas de gas estacionarias
Clasificación de las fases de mecanizadoEl ciclo de fabricación para el mecanizado de una pieza de HRSA se puede dividir en tres etapas diferenciadas, cada una de
ellas con requisitos específicos en cuanto a la herramienta y a la superficie mecanizada.
FSM – Primera fase de mecanizado (desbaste) – de hasta 10 mm de profundidad de corte
Las piezas de forja frecuentemente tienen una superficie rugosa, desigual y con cascarilla. Por lo general, se mecanizan en blando (la dureza típica es de 26 HRC) para obtener la forma básica de la pieza. Las calidades de metal duro con recubrimiento se utilizan con grandes avances, grandes profundidades y bajas velocidades de corte.
También se pueden utilizar las cerámicas siempre que las condiciones de la pieza y la máquina sean buenas. En este caso, las prioridades serían la productividad y el exceso de material a arrancar en el proceso total de mecanizado, se podría llegar a eliminar hasta el 80% del peso inicial, y el resto del volumen será retirado durante el proceso de acabado (FSM).
El perfil de las piezas es sencillo y se pueden utilizar portaherramientas de torne
Material a cortar
ado en general convencionales. Muchas piezas difíciles de mecanizar requieren el corte de un anillo para el análisis del material. La plaquita CoroCut en geometría TF y calidad GC1105 es óptima para esta operación.

10
ISM – Mecanizado medio (semi-desbaste, acabado) – desde 0.5 a 5 mm de profundidad de corteEn esta etapa de mecanizado, el material se encuentra en su última fase de tratamiento de endurecido y envejecimiento, (la dureza típica sería de 36 a 46 HRC), ha biendo experimentado algunos tipos de tratamiento térmico tras el proceso de acabado.
El proceso de mecanizado medio o semidesbaste conlleva el perfilado de la pieza con diferentes profundidades de corte con tolerancias moderadas, siendo muy importante la productividad al igual que la seguridad de la plaquita.
En esta área, las plaquitas de cerámica ofrecen la mayor productividad cuando la estabilidad lo permite. Debido a las formas complejas de las piezas, el mecanizado medio o semiacabado puede suponer un
Material a cortar
LSM – Ultima etapa de mecanizado (acabado) – desde 0.2 a 1 mm de pro-fundidad de corteEl acabado conlleva la menor cantidad de material arrancado, sin embargo presenta las demandas más elevadas de calidad superficial. Para esta etapa crítica de la producción, las herramientas, los recorri dos de las mismas y las condiciones de corte son a veces “certificados” por el fa bricante final del conjunto para la in du stria aeroespacial.
Estas piezas deberían mecanizarse con calidades de metal duro para asegurar las mínimas deformaciones y tensiones residua les en la superficie acabada de la pieza.
Material a cortar
Factores principales que afectan las ten-siones residuales:
Velocidad – no superior a 60 m/min para piezas difíciles.
Desgaste de la herramienta – máximo 0.2 mm – utilice S05F para una mayor duración de la herramienta.
Espesor de viruta (combinación de avance/radio) – demasiado fina (inferior a 0.1 mm) genera más calor, endurecimiento superficial – para plaquitas redondas y radios granes, aumentan el avance (consultar la página 18).
alto nivel de ranurado / desahogos y perfiles, que requieren el uso de una gran cantidad de porta herramientas.

11
CC6060, CC6065CC670 CC670
S05FGC1105 GC1105GC1115H13A H13AGC1125 GC1125GC2025 GC2135GC2035 GC1145
Menor desgate Mayor desgaste
Ángulo de posición/inclinaciónProfundidad de corteGeometríaDureza del materialEstado del materialCalidad
Plaquitas redondasMenor que el radio de puntaPositivaBlandoAcero laminadoMetal duro de grano fino con recubrimiento por PVD (GC1105)
ForjadoCVD (S05F)
C/DNMG 95 gradosSuperior al radio de puntaNegativaEndurecidoFundiciónCerámica(CC6060/CC6065/CC670)
Torneado Ranurado
Cerámica
Metal duro
Mecanismos de desgaste típicosCon calidades de metal duro destacan dos mecanismos de desgaste – la deformación plástica y desgaste en entalla. Es importante identificar cual es el más prominente
antes de seleccionar la calidad y la estrategia correctas.
El desgaste en entalla del filo de corte principal es un desgaste mecánico que se concentra dentro de la profundidad del corte. La magnitud del desgaste en entalla está directamente relacionada con:
Debido a estos factores, el desgaste en entalla es crítico para el mecanizado medio donde el material es duro y la profundidad de corte es relativamente grande.
Para reducir el desgaste en entalla, use un ángulo de posición tan pequeño como sea posible.
La deformación plástica (PD)/desgaste en incidencia uniforme – como resultado de la combinación de altas temperaturas y alta presión de corte. Este desgaste se combate utilizando una calidad específica para altas temperaturas y presiones de corte.
En caso de que se produzca un desgaste excesivo de la cara de incidencia, utilice una calidad más resistente al desgaste o reduzca la velocidad de corte.
Resistencia al desgaste en incidencia Resistencia a altas temperatruras
Mayor tenacidad
12
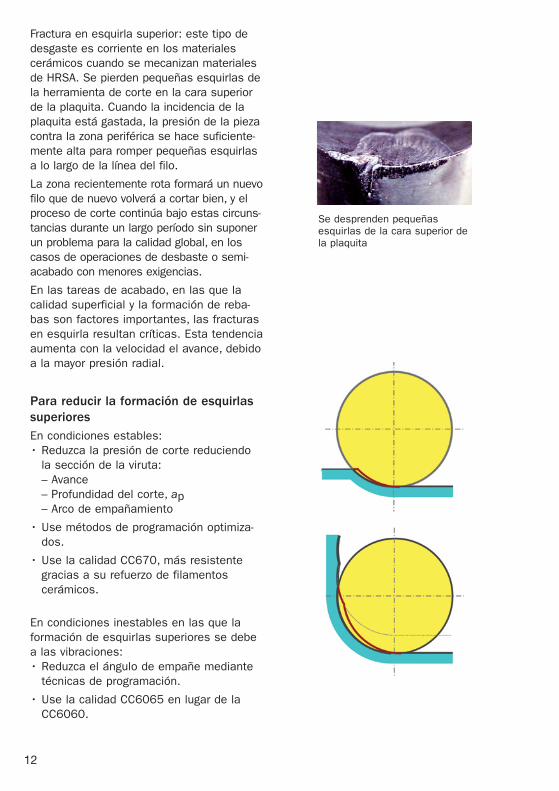
Fractura en esquirla superior: este tipo de desgaste es corriente en los materiales cerámicos cuando se mecanizan materiales de HRSA. Se pierden pequeñas esquirlas de la herramienta de corte en la cara superior de la plaquita. Cuando la incidencia de la plaquita está gastada, la presión de la pieza contra la zona periférica se hace suficientemente alta para romper pequeñas esquirlas a lo largo de la línea del filo.
La zona reciente mente rota formará un nuevo filo que de nuevo volverá a cortar bien, y el proceso de corte continúa bajo estas circunstancias durante un largo período sin suponer un problema para la calidad global, en los casos de operaciones de desbaste o semiacabado con menores exigencias.
En las tareas de acabado, en las que la calidad superficial y la formación de rebabas son factores importantes, las fracturas en esquirla resultan críticas. Esta tendencia aumenta con la velocidad el avance, debido a la mayor presión radial.
Para reducir la formación de esquirlas superioresEn condiciones estables:•Reduzca la presión de corte reduciendo
la sección de la viruta: – Avance – Profundidad del corte, ap– Arco de empañamiento
•Use métodos de programación optimizados.
•Use la calidad CC670, más resistente gracias a su refuerzo de filamentos cerámicos.
En condiciones inestables en las que la formación de esquirlas superiores se debe a las vibraciones:•Reduzca el ángulo de empañe mediante
técnicas de programación.
•Use la calidad CC6065 en lugar de la CC6060.
Se desprenden pequeñas esquirlas de la cara superior de la plaquita
13
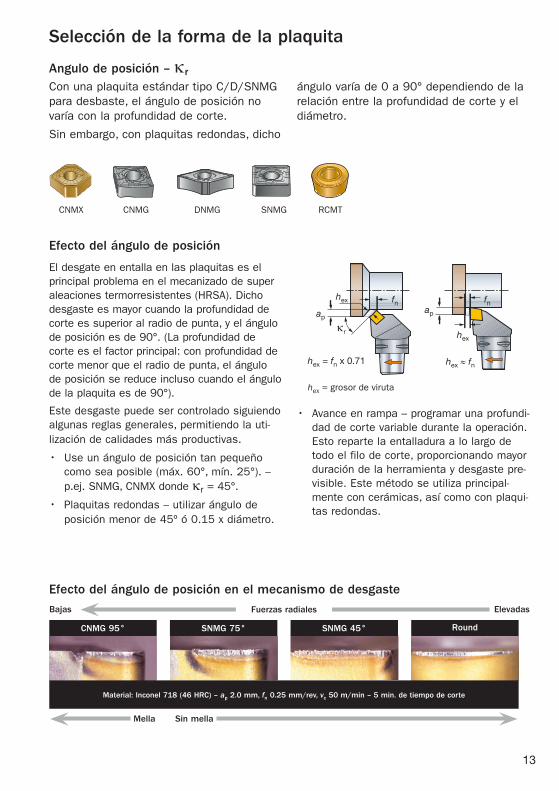
CNMG DNMG SNMGCNMX
kr
fn
hex ≈ fn
hex
hex
fnapap
RCMT
hex = fn x 0.71
El desgate en entalla en las plaquitas es el principal problema en el mecanizado de super aleaciones termorresistentes (HRSA). Dicho desgaste es mayor cuando la profundidad de corte es superior al radio de punta, y el ángulo de posición es de 90°. (La profundidad de corte es el factor principal: con profundidad de corte menor que el radio de punta, el ángulo de posición se reduce incluso cuando el ángulo de la plaquita es de 90°).
Este desgaste puede ser controlado siguiendo algunas reglas generales, permitiendo la utilización de calidades más productivas.
• Use un ángulo de posición tan pequeño como sea posible (máx. 60°, mín. 25°). – p.ej. SNMG, CNMX donde kr = 45°.
• Plaquitas redondas – utilizar ángulo de posi ción menor de 45º ó 0.15 x diámetro.
• Avance en rampa – programar una profundidad de corte variable durante la operación. Esto reparte la entalladura a lo largo de todo el filo de corte, proporcionando mayor duración de la herramienta y desgaste previsible. Este método se utiliza principalmente con cerámicas, así como con plaquitas redondas.
Selección de la forma de la plaquita
Angulo de posición – kr
Con una plaquita estándar tipo C/D/SNMG para desbaste, el ángulo de posición no varía con la profundidad de corte.
Sin embargo, con plaquitas redondas, dicho
ángulo varía de 0 a 90° dependiendo de la relación entre la profundidad de corte y el diámetro.
Fuerzas radiales ElevadasBajas
SNMG 45° Round
Material: Inconel 718 (46 HRC) – ap 2.0 mm, fn 0.25 mm/rev, vc 50 m/min – 5 min. de tiempo de corte
SNMG 75°
Mella Sin mella
Efecto del ángulo de posición
Efecto del ángulo de posición en el mecanismo de desgaste
hex = grosor de viruta
CNMG 95°
14
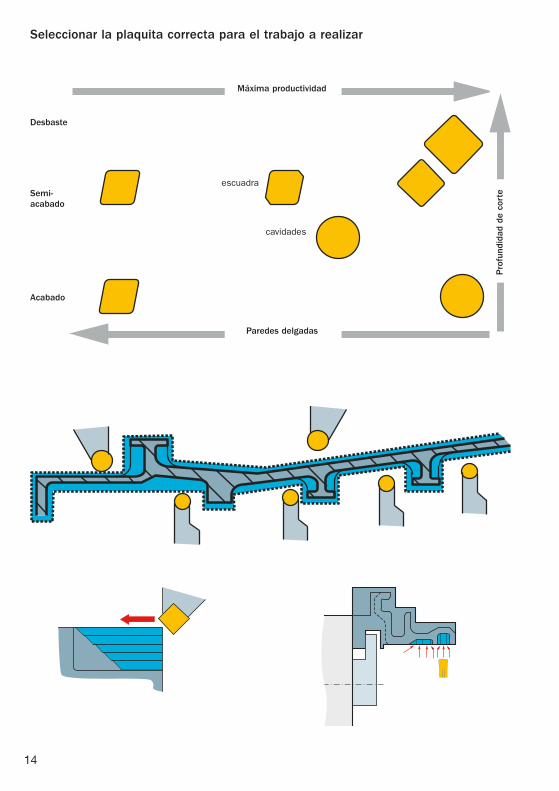
Desbaste
Semi-acabado
Acabado
Máxima productividad
Pro
fund
idad
de
cort
e
Paredes delgadas
cavidades
escuadra
Seleccionar la plaquita correcta para el trabajo a realizar

15
Plaquita Xcel – mecanizado de alta productividad en escuadra
Una solución nueva y esencial de herra mientas para torneado en semidesbaste a 90º combina una multitud de ventajas en diseño que, hasta ahora, no estaban disponibles en una única herramienta: plaquita cuadrada y plaquita rómbica:
•reducidoefectodeentallaeincrementodel avance en comparación con las plaquitas rómbicas.
•fuerzasradialesbajasyreducidoespesorde viruta en comparación con las plaquitas redondas.
•mayoraccesibilidadenespaciosestrechosque las plaquitas cuadradas, además de
poder mecanizar en dos direcciones y proporcionar un fácil reglaje para posicionar correctamente el filo de corte.
Mayor vida de la herramienta, mecanizado seguro y mayores datos de corte: las mayores ventajas disponibles en una sola herramienta.
Se ofrecen dos tamaños de bisel, aptos para profundidades de corte de hasta 2,7 mm en la etapa intermedia de mecanizado, ISM. Estos tamaños están disponibles en varias calidades, todas ellas con un acreditado buen comportamiento en materiales ISO S.
Código de plaquita Máx ap mm
CNMX 1204A1SM 1.7CNMX 1204A2SM 2.7
Tipo C CNMX-SM Tipo S SNMG
Recomendaciones de calidad – primera elección<35 HRC S05F>35 HRC GC1105Titanio H13ACon base de hierro GC2015
Ejemplos de mecanizado
Carcasa
Anillo

16
20
15
10
5
0
A C E G
HFDB
A B
C D
E
F G
H
S05F
CNMG
GC1105 S05F
CNMX
GC1105 S05F GC1105 S05F
GC1105
CNMG GC1105 CNMG S05F CNMX GC1105 CNMX S05F
Las plaquitas se pueden montar en porta estándar CNMG, pero se requiere una placa de apoyo adicional para adaptarse a la geometría de la plaquita.
Nuevas placas de apoyo
5322 23407 para portas TMax P con diseño de palanca5322 23408 para portas CoroTurn RC
Prueba de vida de la herramienta – Inconel 718 (46 HRC) – ap 1.7 mm, fn 0.25 mm/r
min
vc 50 m/min
6 min 12 min
6 min 2 min 12 min 18 min
6 min 2 min
vc 50 m/min
vc 40 m/min
vc 40 m/min
vc 50 m/min
vc 40 m/min

17
Torneado de super aleaciones termorresistentes
Xcel permite doblar la productividad en las super aleaciones termorresistentes con base de níquel, incrementando los datos de corte y la vida útil de la herramienta.
ResultadoIncremento de la productividad superior al 100 %Reducción del tiempo de corte: desde 8 min a 3.5 min
DatosMaterial: NIMONIC PE 16Anillo, diámetro 650 mmProfundidad de corte: 1.7 mm
Plaquita:
Avance:Velocidad de corte:Número de piezas/filo de corte:
Otro fabricante
Otro fabricante
0.2 mm/r32 m/min 1 pieza
Xcel
CNMX 12 04 A2SM calidad GC10050.3 mm/r50 m/min2 piezas

18
iC kr
ap
Plaquitas redondas y CoroCut® con geometría -RO
Las plaquitas redondas son las más robustas de todas las placas disponibles, permitiendo obtener alta productividad. Las piezas típicas de la industria aeroespacial suelen ser de tamaño grande, así como
muchos de los radios de los que están compuestas y con perfiles armónicos di señados para eliminar los puntos críticos, permitiendo el uso de plaquitas redondas.
Angulo de posición – kr
Se obtiene el mejor rendimiento cuando el ángulo de posición es inferior a 45º, lo que proporciona una profundidad de corte de 0.15 x el diámetro de la plaquita (la profundidad máxima de corte no debe ser superior a 0.25 x el diámetro).
Cuando haya que aplicar profundidades de corte mayores del 25% de su diámetro, es mejor utilizar plaquita cuadrada con un ángulo de posición constante de 45º.
Nota: este principio también es aplicable a plaquitas convencionales cuando la profundidad de corte es menor que el radio de punta.
coskr =(0.5iC–ap)
0.5iC
19
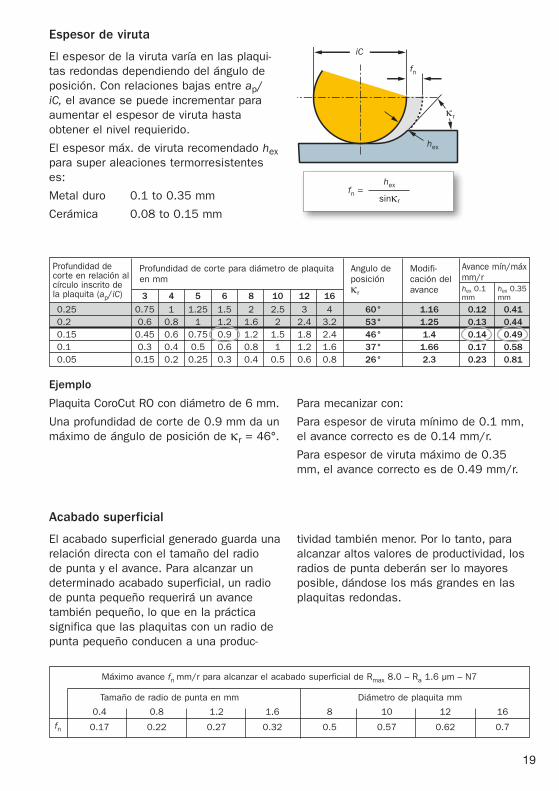
fn
hex
kr
fn
iC
Espesor de viruta
El espesor de la viruta varía en las plaquitas redondas dependiendo del ángulo de posi ción. Con relaciones bajas entre ap/iC, el avance se puede incrementar para aumentar el espesor de viruta hasta obtener el nivel requierido.
El espesor máx. de viruta recomendado hex para super aleaciones termorresistentes es:
Metal duro 0.1 to 0.35 mm
Cerámica 0.08 to 0.15 mm
3 4 5 6 8 10 12 16
0.25 0.75 1 1.25 1.5 2 2.5 3 4 60° 1.16 0.12 0.410.2 0.6 0.8 1 1.2 1.6 2 2.4 3.2 53° 1.25 0.13 0.440.15 0.45 0.6 0.75 0.9 1.2 1.5 1.8 2.4 46° 1.4 0.14 0.490.1 0.3 0.4 0.5 0.6 0.8 1 1.2 1.6 37° 1.66 0.17 0.580.05 0.15 0.2 0.25 0.3 0.4 0.5 0.6 0.8 26° 2.3 0.23 0.81
Profundidad de corte en relación al círculo inscrito de la plaquita (ap/iC)
Profundidad de corte para diámetro de plaquita en mm
Angulo de posición kr
Modificación del avance
Avance mín/máx mm/rhex 0.1 mm
hex 0.35 mm
Plaquita CoroCut RO con diámetro de 6 mm.
Una profundidad de corte de 0.9 mm da un máximo de ángulo de posición de kr = 46°.
Para mecanizar con:
Para espesor de viruta mínimo de 0.1 mm, el avance correcto es de 0.14 mm/r.
Para espesor de viruta máximo de 0.35 mm, el avance correcto es de 0.49 mm/r.
El acabado superficial generado guarda una relación directa con el tamaño del radio de punta y el avance. Para alcanzar un determinado acabado superficial, un radio de punta pequeño requerirá un avance también pequeño, lo que en la práctica significa que las plaquitas con un radio de punta pequeño conducen a una produc
tividad también menor. Por lo tanto, para alcanzar altos valo res de productividad, los radios de punta deberán ser lo mayores posible, dándose los más grandes en las plaquitas redondas.
0.4 0.8 1.2 1.6 8 10 12 16
0.17 0.22 0.27 0.32 0.5 0.57 0.62 0.7
Tamaño de radio de punta en mm Diámetro de plaquita mm
Máximo avance fn mm/r para alcanzar el acabado superficial de Rmax 8.0 – Ra 1.6 µm – N7
Ejemplo
Acabado superficial
fn =hex
sinkr

20
+–
+
–+
Recomendaciones de aplicación
‘Empañe excesivo’ – es un problema que ocurre en el torneado axial o perfilado en escuadras con plaquitas redondas. Debido al fuerte empañe de la plaquita se producen altas fuerzas de corte y conviene reducir el avance. Para aminorar este problema, deben utilizarse procesos de programación optimizados en combinación con los menores radios de plaquita posibles.
Recomendaciones:
1) Nunca penetrar radialmente de manera directa.
2) Contornear hacia el interior y hacia el exterior.
3) Desbaste – radio programado del mismo tamaño que el diámetro de la plaquita.
4) Acabado – diámetro de plaquita máx. 1.75 veces el radio programado.
Diámetro de placa demasiado grande para el diámetro de la pieza
Aumentar el radio de la pieza, reducirlo en la última pasada
Diámetro de placa pequeño
Dependiendo de las características de la pieza a mecanizar, la operación debe dividirse en dos etapas de manera que la cara frontal y el diámetro no sean mecanizados simultáneamente, ya que ello aumentará la profundidad de corte y causará un empañe excesivo.
Debido al problema del empañe excesivo en el radio, es necesario reducir el avance ya que aumenta la profundidad de corte. Cuanto mayor sea la diferencia entre el radio de la pieza y el de la plaquita, menos habrá que reducir el avance. Sin embargo, un buen punto de partida sería reducir el avance a la mitad en el mecanizado de los radios.
Recomendaciones de programación
Dividiendo la pieza en zonas a mecanizar más manejables, se establece un método más aceptable para todos los tipos de perfiles requeridos. Puede ser cambiada la dirección de las pasadas cuando se utilizan plaquitas CoroCut y RCGX para un mejor aprovechamiento del filo.
‘Ensanchado de ranuras’50% fn máx
fn máx
50% fn máx
Cara y diámetro
Sólo diámetro
Radio programado = diámetro de plaquita

21
GC1105 S05F (GC1105)
1115 1105
1105 S05F
S05F
S05F
1105
1105 S05FS05F
S05F
6060
6065
6701115
La selección de calidades cuando se mecanicen super aleaciones termorresistentes no debería plantearse en términos de acabado y desbaste. La deformación plástica (PD) se produce en todas las operaciones, sin embargo la formación de desgaste en entalla varía en función del ángulo de posición de la plaquita.
En la práctica esto significa que la forma de la plaquita afecta a la selección de una calidad óptima.Para una calidad de uso en general, la primera elección sería trabajar en todas las áreas con la calidad GC1105.
El diagrama muestra la elección de calidad más productiva en relación con la forma de la plaquita.
Mecanismos de desgaste por área
8
5
0.5
8
5
0.5
8
5
0.5
Calidad optimizada por área
Forma optimizada por área
90º 75º 60º 45º 30º 15º
Profundidad de corte (ap) mm
90º 75º 60º 45º 30º 15º
90º 75º 60º 45º 30º 15º
Profundidad de corte (ap) mm
Profundidad de corte (ap) mm
Angulo de posición (kr)
Angulo de posición (kr)
Desbaste = 26 HRC
Angulo de posición (kr)
= Acabado = 46 HRC
Tenacidad/PD – corte intermitenteDeformación plástica – corte continuo
Desgaste en entalla = se sitúa al final de la profundidad de pasada
Deformación plástica y en mella
Deformación plástica
GC2015 – corte intermitente GC1105/cerámica – corte continuo
Deformación plástica y en entallaGC1105GC1115(GC1125 Interrumpido)
Deformación plásticaCerámicaS05F (GC1105)
2015 inter-mitente
Productividad – Q cm
3/min
Materiales de corte
Semi desbaste 46 HRC

22
Calidades de plaquita de cerámica
45º >45º
Las plaquitas de cerámica proporcionan una excelente productividad en operaciones de desbaste, semiacabado y acabado. Su campo de aplicación es muy diferente a las plaquitas de metal duro debido a:• Resistenciaalasaltastemperaturas–
permite altas velocidades de corte para producir una buena formación y rotura de la viruta.
• Bajatenacidad–puedeproducirlaformación de fisuras en el filo, fractura en las capas superiores y desgaste en entalla.
Ambos factores significan que para obtener una aplicación óptima, deben seguirse las siguientes recomendaciones:• Optimiceunángulodeposiciónaproxi
mado de 45° para reducir el desgaste en entalla si se utilizan plaquitas redondas o cuadradas.
• Elgrosordelavirutaobtenidadebeestar entre 0,08 y 0,15 mm.
• Técnicasdeprogramaciónoptimizadas: para reducir el desgaste en entalla a la
entrada en la pieza y pasadas lo más largas posible.
controlar el radio de corte en las esquinas.
Existen dos tipos de cerámicas desarrolladas para su uso en super aleaciones termorresis t entes (HRSA):
• Sialón – (Silicio, Aluminio, Oxígeno, Nitrógeno) – se trata de una mezcla de nitruro de silicio y óxido de aluminio. Se caracteriza por su gran estabilidad química y resistencia al desgaste en entalla:
CC6060 – la mejor elección para grandes longitudes de pasada en materiales con superficie limpia con plaquitas redondas del tipo RNGN y para hacer perfiles y cavidades con técnicas de programación optimizada.
CC6065: optimizada para desbaste pesado, fresado axial y mecanizado directo en esquinas.
• Cerámica con filamentos – para proporcionar una mayor tenacidad y resistencia en el núcleo en comparación con la cerámica tradicional, incluidas las fibras:
CC670 – primera elección para el mecanizado de piezas de forja con superficie rugosa, cascarilla y excentricidad.
Cerámicas Metal duro
0.5 mm
10–80 mm

23
CC670CC6065
CC6060
vc
hex
CC6065
CC6060
CC670
Consideraciones de programación
Consideraciones de material
Tenacidad del núcleo
Áreas de aplicación de las calidades
Programación de mecanizado en escuadra / refrentado
Programación con laminado hacia adentro y laminado hacia afuera de la esquina
Corteza, cascarilla, excentricidad
Forjado de alta calidad Material pre-mecanizado
Resistencia al desgaste en entalla
Desbaste (etapa inicial de mecanizado) – 26 HRC
Semiacabado (etapa intermedia de mecanizado) – 46 HRC
Datos de corteSe recomienda equilibrar la velocidad para generar el suficiente calor en la zona de corte y reblandecer la viruta, sin embargo ésta no debe ser demasiado elevada para que no resulte perjudicial a la cerámica.
Seleccione el avance adecuado para que el espesor de viruta no sea tan elevado que dé lugar al autotemple en la pieza, ni tan bajo que genere fisuras térmicas en el filo de corte.
Los altos avances y grandes profundidades de corte requieren la reducción de la velocidad de corte.
Estos datos pueden cambiar dependiendo de la dureza del material de la pieza y del tamaño del grano.
Corta vida útil de la herramienta – temperaturas de corte demasiado elevadas
Fisuras térmicas en el filo de corte – temperatura de corte demasiado baja
Mat
eria
les
de p
ieza
que
se
auto
tem
plan
al m
ecan
izar
Fisu
ras
térm
icas
en
el f
ilo d
e co
rte
– al
ta
pres
ión
de c
orte
CC670 200 a 300 m/min 2 mm 0.1 a 0.15 mm/rCC6065 200 a 250 m/min 2 mm 0.15 a 0.2 mm/rCC6060 250 a 300 m/min 2 a 3 mm 0.15 a 0.2 mm/r
Calidad Velocidad de corte, vc Profundidad de corte, ap Avance, fn
Recomendaciones de datos de corte iniciales (RNGN 12, RCGX 12) – Inconel 718 (38 a 46 HRC)
400
300
200
100
00.05 0.1 0.15 0.2

24
fn/2 fn fn/2
Consejos de aplicación para las plaquitas de cerámica
Selección de plaquita•Utilizar siempre que sea posible plaquitas
redondas o cuadradas con ángulo de posición pequeño y radio de punta grande.
•Utilizar siempre la plaquita con geometría más robusta.
•Las plaquitas gruesas propocionan una mayor resistencia.
Achaflanado previo
•Tiene un efecto positivo en la plaquita al comenzar a trabajar, evitando el desgaste en entalla y el astillamiento.
•Para evitar el desgaste en entalla, utilice una dirección del avance de 90° con respecto al chaflán.
Torneado en escuadra:•�ecaniceconunmovimientodeinterpo�Mecanice con un movimiento de interpo
lación hasta la escuadra con un radio el doble que el de la plaquita para prevenir el incremento de la profundidad de corte.
•Al acercarse a una escuadra, reduzca el avance en un 50% (fn/2) debido al incremento de la profundidad de corte.
ElevadaBaja
Baja ElevadaProductividad
Fuerzas radiales
Consejos de aplicación para plaquitas redondas
Presión de corte demasiado alta
Causa Solución
Fisuras en el desprendimiento
Resolución de problemas – mecanismos de desgaste
Reducir el avance
Reducir la profundidad de pasada (ap) en las plaquitas redondas
Utilizar CC670
Material de herramienta de corte
sensible a las superaleaciones termorresistentes (HRSA)
Causa Solución
Desgaste en entalla
Técnicas de programación específicas
Reducir el ángulo de posición
Se recomienda utilizar CC6060, CC6065

25
Mella de desgasteEl desgaste en entalla se puede minimizar con una buena planificación y algunas recomenda ciones generales:
•Useplaquitasredondassiemprequeseaposible; asegúrese de la relación entre la profundidad de corte ap y el diámetro de la plaquita no supere el 25%.
•Utilizarunángulodeposiciónde45ºcuando la profundidad de corte supere el 25% Ci.
•Sepuedeincluirenlaprogramaciónunaacción de rodear (Roll over action) la esquina para eliminar la necesidad de biselado previo y reducir al mínimo el desgaste en entalla. Habrá un punto de contacto donde incide la plaquita sobre la cascarilla/superficie dura de la esquina del componente y otro punto distinto en la línea de ap.
•Elavanceenrampaaseguraquelosdaños al filo de corte se distribuyan en su superficie. La profundidad de corte (P.O.D.) deberá variar entre 25% Ci y 15% (no avanzar en rampa hasta diámetro cero).
•Comoalternativa,sepuedenaplicarpasadas múltiples variando la profundidad de corte.
•ParaplaquitasRCGX/RPGX,programarenambas direcciones para aprovechar más filos en la plaquita.
mm mm
6.35 0.9 9.52 1.412.70 1.919.06 2.825.40 3.8

26
GC1105
H13A
GC1115
S05F
Calidades de plaquita de metal duroGC1105Se trata de una calidad de metal duro, de grano fino, recubierta con TiAlN por PVD, con buenas propiedades de dureza en caliente y tenacidad. A pesar de estar optimizada para plaquitas con ángulo de posición de 95°, es una calidad de uso general que ofrece un eficaz rendimiento en las áreas FSM, ISM y LSM.
Su recubrimiento le confiere una adherencia extremadamente satisfactoria, necesaria para avances y profundidades de corte bajos. SGF es una plaquita rectificada con filos agudos, que combinada con la calidad GC1105 tiene un comportamiento sobresaliente en acabados exigentes con avances bajos de piezas sensibles a la vibración.
GC1115Se trata de una calidad de metal duro con micrograno, que ofrece una gran seguridad en aquellas tareas que son exigen una mayor tenacidad del filo, es decir, que causa menos problemas de desgaste en entalla y de martilleo de virutas.
El recubrimiento por PVD contiene TiAlN, lo que le confiere una gran tenacidad al filo, así como óxido de cromoaluminio, que la hace
resistente a la formación del filo de aportación y de cráteres. El justo equilibrio entre la tenacidad y la resistencia al desgaste convier te a la calidad GC1115 en la elección idónea también para condiciones inestables.
S05FCalidad de metal duro con grano fino, recubierta con CVD, manteniendo sus cualidades de dureza a alta temperatura. Está optimizada para aplicaciones con ángulo de posición de 45º (en forma cuadrada, redonda, CoroCut RO y acabado). El recubrimiento CVD aporta una excelente barrera térmica permitiendo una alta productividad y larga duración del filo en operaciones de semiacabado y acabado.
Se trata de una calidad para optimizar la productividad la cual no permite operaciones con ángulos de posición mayores de 75º debido a su baja resistencia a la formación dde desgaste en entalla.
Cuando necesite una solución más segura en operaciones que requieren un filo más tenaz
Cuando necesite mayor resistencia al calor y al desgaste con ángulos de posición inferiores a 75°
Cuando necesite la mayor tenacidad o una calidad sin recubrimiento
Primera elección
27
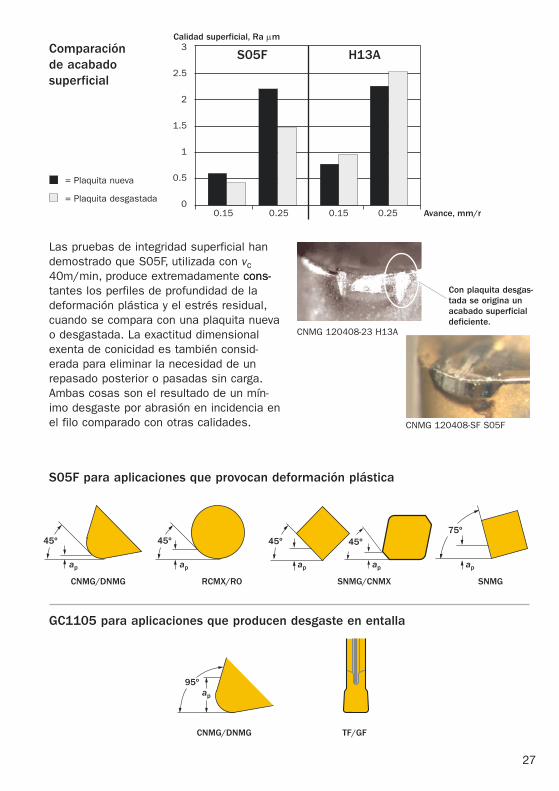
CNMG/DNMG RCMX/RO SNMG/CNMX SNMG
CNMG/DNMG TF/GF
ap ap ap ap ap
ap
S05F H13A
Con plaquita desgas -tada se origina un acabado superficial deficiente.
Las pruebas de integridad superficial han demostrado que S05F, utilizada con vc 40m/min, produce extremadamente consconstantes los perfiles de profundidad de la deformación plástica y el estrés residual, cuando se compara con una plaquita nueva o desga s tada. La exactitud dimensional exenta de conicidad es también considerada para eliminar la necesidad de un repasado posterior o pasadas sin carga. Ambas cosas son el resultado de un mínimo desgaste por abrasión en incidencia en el filo comparado con otras calidades.
Calidad superficial, Ra mm
Avance, mm/r
= Plaquita nueva
= Plaquita desgastada
Comparación de acabado superficial
45º
GC1105 para aplicaciones que producen desgaste en entalla
S05F para aplicaciones que provocan deformación plástica
45º 45º75º
95º
45º
3
2.5
2
1.5
1
0.5
00.15 0.25 0.15 0.25
CNMG 12040823 H13A
CNMG 120408SF S05F
28
fn
lm
Dm1
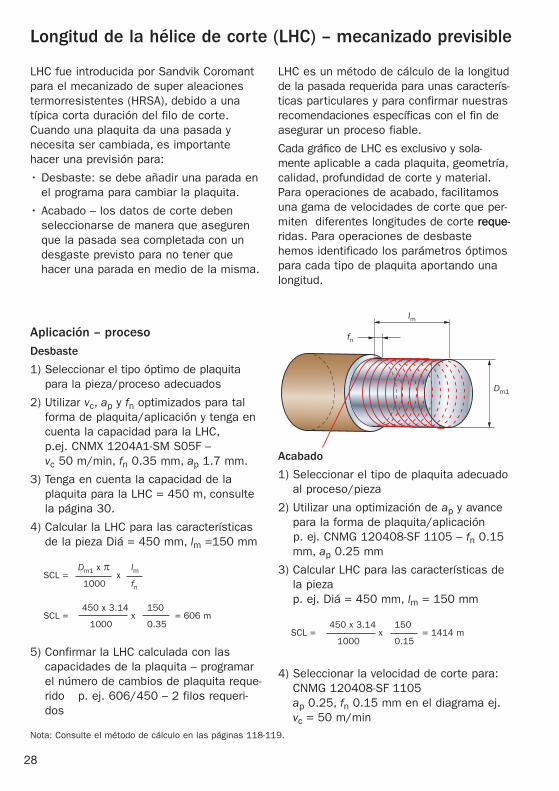
Longitud de la hélice de corte (LHC) – mecanizado previsible
LHC fue introducida por Sandvik Coromant para el mecanizado de super aleaciones termorresistentes (HRSA), debido a una típica corta duración del filo de corte. Cuando una plaquita da una pasada y necesita ser cambiada, es importante hacer una previsión para:
•Desbaste:sedebeañadirunaparadaenel programa para cambiar la plaquita.
•Acabado–losdatosdecortedebenseleccionarse de manera que aseguren que la pasada sea completada con un desgaste previsto para no tener que hacer una parada en medio de la misma.
LHC es un método de cálculo de la longitud de la pasada requerida para unas características particulares y para confirmar nuestras recomendaciones específicas con el fin de asegurar un proceso fiable.
Cada gráfico de LHC es exclusivo y solamente aplicable a cada plaquita, geometría, calidad, profundidad de corte y material. Para operaciones de acabado, facilitamos una gama de velocidades de corte que permiten diferentes longitudes de corte requerequeridas. Para operaciones de desbaste hemos identificado los parámetros óptimos para cada tipo de plaquita aportando una longitud.
Aplicación – procesoDesbaste
1) Seleccionar el tipo óptimo de plaquita para la pieza/proceso adecuados
2) Utilizar vc, ap y fn optimizados para talforma de plaquita/aplicación y tenga en cuenta la capacidad para la LHC, p.ej. CNMX 1204A1SM S05F – vc 50 m/min, fn 0.35 mm, ap 1.7 mm.
3) Tenga en cuenta la capacidad de la plaquita para la LHC = 450 m, consulte la página 30.
4) Calcular la LHC para las características de la pieza Diá = 450 mm, lm =150 mm
5) Confirmar la LHC calculada con las capacidades de la plaquita – programar el número de cambios de plaquita requerido p. ej. 606/450 – 2 filos requeridos
SCL = Dm1 x π x
lm 1000 fn
SCL = 450 x 3.14 x
150 = 606 m 1000 0.35
SCL = 450 x 3.14 x
150 = 1414 m 1000 0.15
Acabado
1) Seleccionar el tipo de plaquita adecuado al proceso/pieza
2) Utilizar una optimización de ap y avance para la forma de plaquita/aplicación p. ej. CNMG 120408SF 1105 – fn 0.15 mm, ap 0.25 mm
3) Calcular LHC para las características de la pieza p. ej. Diá = 450 mm, lm = 150 mm
4) Seleccionar la velocidad de corte para: CNMG 120408SF 1105 ap 0.25, fn 0.15 mm en el diagrama ej. vc = 50 m/min
Nota: Consulte el método de cálculo en las páginas 118119.
29
BB B C
DE
E
A
A
BB
B
C
D
EE
CNGG 120408SGF 1105
CNMG 120408SF 1105
CNMG 120408SF S05F
CNMG 120408SM 1105
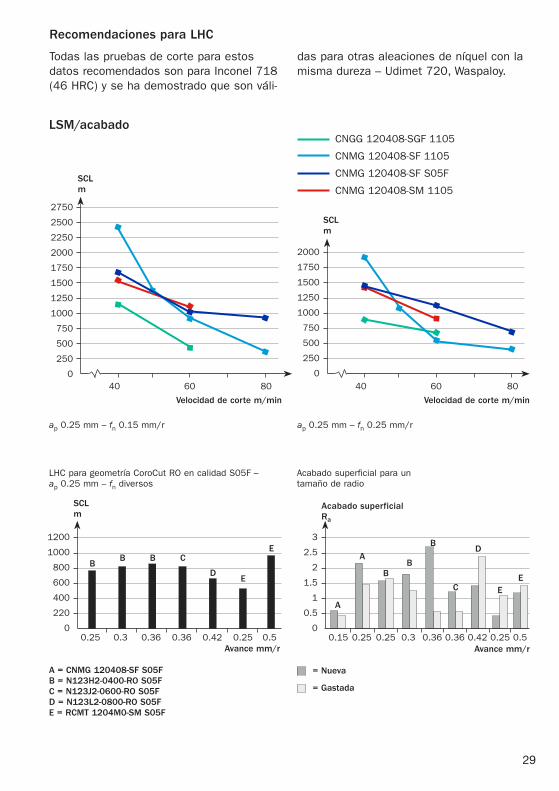
Recomendaciones para LHC
Todas las pruebas de corte para estos datos recomendados son para Inconel 718 (46 HRC) y se ha demostrado que son váli
das para otras aleaciones de níquel con la misma dureza – Udimet 720, Waspaloy.
SCLm
Velocidad de corte m/min
ap 0.25 mm – fn 0.15 mm/r ap 0.25 mm – fn 0.25 mm/r
SCLm
Velocidad de corte m/min
LSM/acabado
LHC para geometría CoroCut RO en calidad S05F – ap 0.25 mm – fn diversos
SCLm
Avance mm/r
= Nueva
= Gastada
Acabado superficialRa
Avance mm/r
Acabado superficial para un tamaño de radio
A = CNMG 120408-SF S05F B = N123H2-0400-RO S05F C = N123J2-0600-RO S05F D = N123L2-0800-RO S05F E = RCMT 1204M0-SM S05F
2750
2500
2250
2000
1750
1500
1250
1000
750
500
250
040 60 80
2000
1750
1500
1250
1000
750
500
250
040 60 80
1200
1000
800
600
400
220
00.25 0.3 0.36 0.36 0.42 0.25 0.5
3
2.5
2
1.5
1
0.5
00.15 0.25 0.25 0.3 0.36 0.36 0.42 0.25 0.5

30
vc ap fn SCL Q Qtotm/min mm mm/r min m cm3/min cm3
50 2 0.25 5 250 25 125
50 2.7 0.35 9 450 47 425
50 3 0.35 9 450 53 473
50 5 0.35 9 450 88 788
50 2 0.5 5 250 50 250
250 2 0.2 4 1000 100 400
Desbaste
45º
>45º
95º
45º
Vida de la herramienta
CNMX 1204A2-SM S05F
SNMG 120408-SMR S05F
RCMT 1204M0-SM S05F
RNGN 120700 T01020 6060
CNMG 120408-SMR 1105
SNMG 190616-SM S05F

31
-SGF
CoroCut® QCut
SF
SGF
MF
*CGTUM
SM
MM
MRSM
QM
QM
GF
RO
RO
TF
TF
4G
4P
4P
5E
SM 1)
1)
SMR
SMR
SM
Xcel
ap
fn
-SMR
-SF
-SM
Geometrías y rompe virutasRecomendaciones para geometría de corte:
Area de aplicación
Gama de avances, mm
Redondeado del filo
Geometría requerida
Geometría recomendada
Torneado en general Ranurado
Doble cara Positiva
PrensadaRectificada
Prensada ángulo de desprendimiento positivo
Prensada – faceta primaria
Tamaño medio
1) Para las plaquitas angulares CoroCut, consulte la página 37.Nota: las plaquitas rectificadas SGF y *CGTUM deben utilizarse en piezas con paredes delgadas para minimizar las fuerzas de corte y por ende el riesgo de distorsión.
ISM 0.15 to 0.25
LSM 0.1 to 0.2 Pequeña
FSM 0.20 to 0.4
De medio a pequeño
Primera elección
Alta velocidad de avance, intermitencias
Menor esfuerzo de la herramienta
Rotura de virutas
Geometrías ISO S
Recomendaciones de primera elección para torneado general con plaquitas de doble cara
32
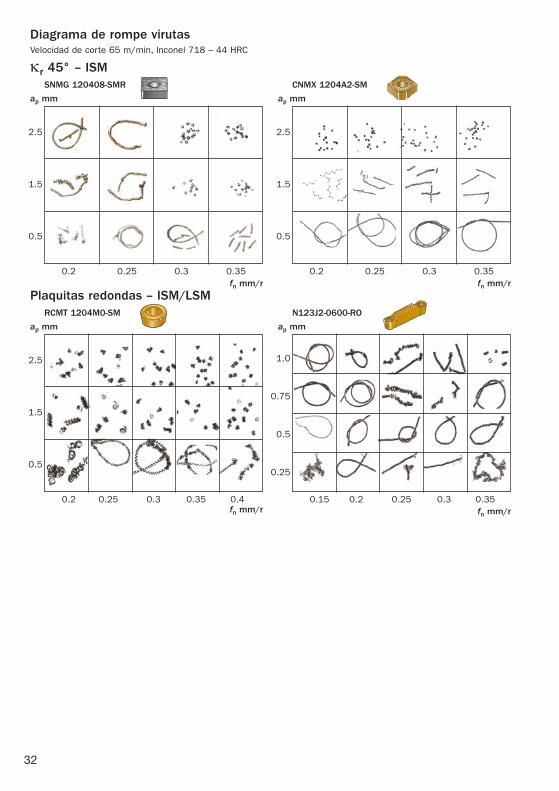
Diagrama de rompe virutasVelocidad de corte 65 m/min, Inconel 718 – 44 HRC
ap mm
fn mm/r
ap mm
fn mm/r
ap mm
fn mm/r
ap mm
fn mm/r
Plaquitas redondas – ISM/LSM
2.5
1.5
0.5
0.2 0.25 0.3 0.35
2.5
1.5
0.5
0.2 0.25 0.3 0.35 0.4
1.0
0.75
0.5
0.25
0.15 0.2 0.25 0.3 0.35
2.5
1.5
0.5
0.2 0.25 0.3 0.35
SNMG 120408-SMR
RCMT 1204M0-SM N123J2-0600-RO
CNMX 1204A2-SM
kr 45° – ISM

33
ap mm
fn mm/r
ap mm
fn mm/r
ap mm
fn mm/r
ap mm
fn mm/r
ap mm
fn mm/r
ap mm
fn mm/r
2.0
1.0
0.5
0.25
0.15 0.2 0.25 0.15 0.2 0.25
2.0
1.0
0.5
0.25
0.15 0.2 0.35
2.0
1.0
0.5
0.25
0.15 0.2 0.35
2.0
1.0
0.5
0.25
0.15 0.2 0.25
2.0
1.0
0.5
0.25
0.15 0.2 0.25
2.0
1.0
0.5
0.25
VBGT 160408-UM DNGG 150608-SGF
CNMG 120408-SM CNMG 120408-SMR
CNMG 120408-SFCNGG 120408-SGF
kr 95° – ISM
kr 95° – LSM

34
Tipo de plaquita Régimen de arranque de material, cm3/min
Comentarios
Utilizar ángulo de posición de 45° para reducir el espesor de viruta desgaste en entalla.
Utilizar ángulo de posición de 45° para reducir el espesor de viruta el desgaste en entalla – primera elección en forjados de buena calidad.
Utilizar plaquitas redondas siempre que sea posible para reducir desgaste en entalla.Utilizar plaquitas posi tivas para operaciones de cajeado.
Donde sean posibles grandes profundidades de corte.
Utilice siempre que sea posible un ángulo de posición inferior a 75° para reducir el desgaste en entalla, es decir, utilice RCMT redonda, SNMG cuadrada y CNMX.
Para ángulo de posición de 90°.
Perfilado
Primera elección
Segunda elección
Velocidad de corte, m/min
Avance, mm/r
Profundidad de corte, mm
Utilizar la velocidad acorde a la LHC requerida para cada operación.
Utilizar plaquita rectificada SGF para piezas con paredes delgadas.
Valores de partida recomendados para super aleaciones termorresistentes con base de níquelTorneado en general
GC1105 30–40 0.3–0.4 Up to 10 120
CC670 200
ISM CC6060 200–300 0.1–0.2 1 to 3 120
CC6060 200–250 0.1–0.2 1 to 3 80
GC1105 40–60 0.3–0.45 3 to 5 90
GC1105 40–60 0.2–0.45 1 to 3 50
0.2–0.35 1 to 3 50
0.2–0.5 1 to 3
50
40–60 0.15–0.25
1 to 3 25
150–200 0.15–0.2 Up to 5
0.25–0.5LSM GC1105 40–60 0.25 to 0.5
40–80 0.15 0.25 S05F
40–60 0.15 0.25GC1105
GC1105
GC1115
CC6065
CC6065
S05F
S05F
GC1105
S05F
CC6065
SNMG 15, 19 SMR
RNGN 19
SNGN 19
RNGN 12
RPGX
SNMG 15, 19 SMR
RCMT SM
CNMX SM
RCMT SM
*NMG SF
*NGG SGF
FSM
GC1105 40–60 0.25–0.35
3 to 5 90S05F SNMG 15, 19 SM
GC1115
GC1115
SNMG SMR
SNMG SM
DNMG SM
SNMG SM
0.2–0.35 1 to 2.5
50
SNMG SMR
DNMG SMR

35
Ranurado y perfilado
GC1105 GC1125 40– 60 0.1–0.15
TF
5E
S05F GC1105 40– 60 0.2–0.4
RO
4P
CC670 200–400 0.05–0.1
150.23
GC1105 GC1125 40– 60 0.1–0.15
GF
4G
S05F GC1105 40– 60 0.15–0.35
RO
4P
ISM
LSM
Para ranurado en desbaste – utilzar el mayor radio posible.
Para pefilados.
Para ranurado en desbaste en condiciones buenas.
Para ranurado en acabado. Utilizar radio 0.4 donde sea posible.
Para pefilado en acabado.
Máx ap 0.15 x D
0.25 to 0.5
0.25 to 0.5
Tipo de plaquita
ComentariosFase de mecanizado
Primera elección
Segunda elección
Velocidad de corte, m/min
Avance, mm/r
Profundidad de corte, mm

36
1 2
5°
Dentro de la familia de productos de Sandvik Coromant, la gama disponible de plaquitas y portaherramientas no está limitada solamente a los productos que aparecen en catálogo. Existen herramientas diseñadas de manera específica de acuerdo a las necesidades o requerimientos impuestos por el cliente mediante el servicio “Tailor Made”, permitiéndole realizar operaciones de mecanizado particulares.
Dicho servicio aportará una cotización y plano dentro de 24 horas, especificando los requerimientos del cliente, proporcionando la herramienta terminada en un plazo aproximado 1020 días. El pedido puede ser trami tado vía Internet, asegurando una respuesta rápida a las propuestas del cliente.
Encontrará más detalles acerca de la oferta de Tailor Made y los formularios de pedido en las publicaciones de Sandvik Coromant, y en nuestro portal de Internet
www.coromant.sandvik.com.
Tailor Made
Ranurado en acabado con Tailor Made CoroCut.
Tailor Made con CoroCut.
Ranurado en acabado con radio pequeño.
37
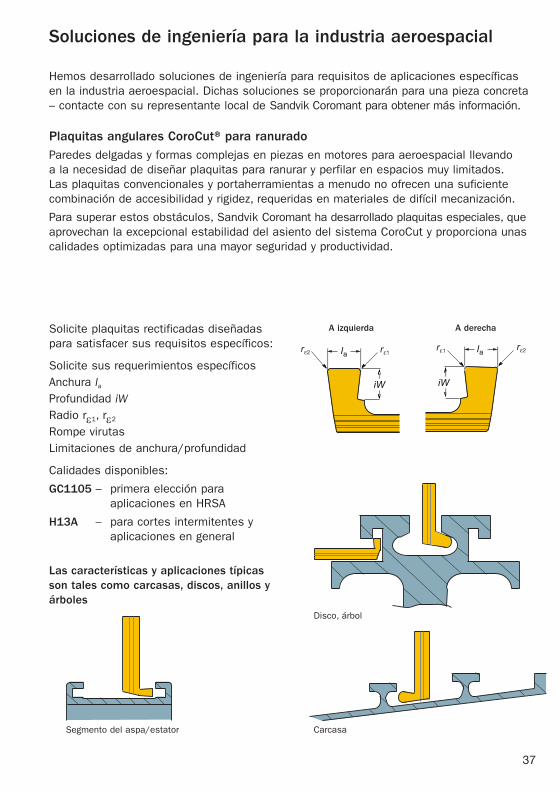
Solicite plaquitas rectificadas diseñadas para satisfacer sus requisitos específicos:
Solicite sus requerimientos específicosAnchura laProfundidad iWRadio rε1, rε2
Rompe virutasLimitaciones de anchura/profundidad
Calidades disponibles:
GC1105 – primera elección para aplicaciones en HRSA
H13A – para cortes intermitentes y aplicaciones en general
A izquierda A derecha
Las características y aplicaciones típicas son tales como carcasas, discos, anillos y árboles
Segmento del aspa/estator Carcasa
Disco, árbol
Soluciones de ingeniería para la industria aeroespacial
Hemos desarrollado soluciones de ingeniería para requisitos de aplicaciones específicas en la industria aeroespacial. Dichas soluciones se proporcionarán para una pieza concreta – contacte con su representante local de Sandvik Coromant para obtener más información.
Plaquitas angulares CoroCut® para ranuradoParedes delgadas y formas complejas en piezas en motores para aeroespacial llevando a la necesidad de diseñar plaquitas para ranurar y perfilar en espacios muy limitados. Las plaquitas convencionales y portaherramientas a menudo no ofrecen una suficiente combina ción de accesibilidad y rigidez, requeridas en materiales de difícil mecanización.
Para superar estos obstáculos, Sandvik Coromant ha desarrollado plaquitas especiales, que aprovechan la excepcional estabilidad del asiento del sistema CoroCut y proporciona unas calidades optimizadas para una mayor seguridad y productividad.

38
GS RS
RG...-BG LX...-BG
NX...-BG
Area de aplicación
Avance:
Ranura completa – 0.05 a 0.1 mm/r
Perfilado – 0.05 a 0.2 mm/r
Máxima profundidad de ranura iW, mm
Ancho de plaquita - la, mm
= asiento de plaquita L
= asiento de plaquita H
Gama estándar:
•�odelosde90°aderechayaizquierda
•TamañosdeasientoHyL
•Anchos(la) de 2, 3 y 4 mm
•GeometríasGSyRS
Plaquitas estándar y piezas en bruto para rectificado por usted mismo
Está disponible de serie toda una gama de plaquitas CoroCut 90º, tanto a derecha como a izquierda, en la calidad GC1115.
Para que pueda efectuar usted mismo el rectificado, se ofrecen piezas en bruto en las calidades H13A, H10F y H10.
Piezas en bruto de 90°
•TamañosdeasientoHyL
•Ancho(la) de 6 mm
•Piezasenbrutoa45°yconperfilenT
•TamañodeasientoL
•Ancho(la) de 6 mm
12
10
8
6
4
2
02 4 6

39
Ranurado profundo y perfiladosLos discos y piezas de turbina tienen cavidades profundas las cuales han de ser mecanizadas desde desbaste a acabado después de ser unidas. La gran profundidad en relación a la anchura requerida significa para la herramienta que existe una alta tendencia a la vibración.
La solución de lamas está desarrollada para optimizar esta difícil aplicación ofreciendo máxima rigidez y minimizando el riesgo de vibraciones, permitiendo una alta productividad donde se requieran herramientas largas y esbeltas.
•�ecanismoantivibratorioincorportadoenla lama.
•AdaptadorparaelhusilloCoromantCapto® (C6 o C8).
•�angooval.
•Acoplamientoestriado.
•Lamasuperior.
•Refrigerantesuperioreinferior.
Mecanismo antivibratorio
Se aplica una solución patentada cuando la relación longitud – anchura de la lama es superior a 5:1. Los discos de metal duro son montados en la lama produciendo un efecto de amortiguación de las vibraciones generadas por el proceso de mecanizado. El efecto conseguido es como la típica relación de 4 veces la profundidad respecto a la anchura.
Efecto en la plaquita
Cerámica RCGX 090700 T01020 670
vc 250 m/min, ap 1.5 mm
fn 0.15 mm/r (G1), fn 0.075 mm/r (G2/G3)
No amortiguado Amortiguado

40
S-RCMX 090700-SMSe monta en portaherramientas para cerámica que reducen tanto el número de herramientas requerido como los cambios de las mismas:
•Operacionesdeacabado
•Producciónmixtadetitanioysuper aleaciones termorresistentes
Una solución segura con rompe virutas que aporta un excelente control de viruta y productividad.
SRCMX 060600SM, diám. 6 mm
SRCMX 090700SM, diám. 9 mm
SRCMX 120700SM, diám. 12 mm
S05F – primera elección en super aleaciones termorresistentes
H13A – primera elección para titanio
S-SNMM-SRUna geometría optimizada para el mecanizado de materiales termorresistentes, con cascarilla de forja, en condiciones suaves (26 HRC). Para obtener grandes profundidades de corte y minimizar el corte irregular en la cascarilla, recomendamos utilizar: plaquita cuadrada con iC 19 o 25 – kr 75°
SSNMM 250924SR 2015 ó 2025 SSNMM 190616SR 2015 ó 2025
S-WCMX-GMGeometría optimizada con excelente control de viruta. Alta productividad en fresado axial.
•Pararanuradoanchoyprofundo:16mm
•Plaquitasatornilladas,sinsujeción superior
•Sepuedeutilizarconsuministroderefri�gerante a alta presión (HPC) o a presión ultraalta (UHPC).
SWCMX 120408GM
GC1105: primera elección para aplicaciones en HRSA H13A: primera elección para aplicaciones en titanio

41
Plaquitas de cerámica para ranurar CSGX Montadas en portaherramientas con asiento en V RCGX/RPGX.
CSGX 060608 T01020 670, anchura 6.35 mm
CSGX 090708 T01020 670, anchura 9.75 mm
CSGX 120708 T01020 670, anchura 12.7 mm
Alto régimen de arranque de metal – uso efectivo en:
•�ecanizadoenesquinascóncavasdespués de la plaquita cuadrada
•Ensanchadoderanuras–utilizarelmétodo de almena
Ranuras de SelladoPortaherramientas especial para plaquitas estándar.
440 310211R44 opción a derecha
440 310211L45 opción a izquierda
•Optimizadoparaconseguirunabuenaestabilidad y precisión en cortes de perfilado.
•Boquilladealtapresión
•Buencontroldevirutas
•Profundidaddecorte(ar) de 8 mm
N123E20200RO ancho de 2,0 mm
GC S05F: primera elección para aplicaciones en HRSA

42
Desbaste – 26 HRC
Eliminación de la cascarilla. kr 75º para gran profundidad de corte (ap).
Desbaste – 26 HRC
Material limpio.
Desbaste – 26 HRC
Eliminación del anillo de prueba.
SSNMM 190616 SR GC2015 20 10.00 0.60 20 120 400 SSNMM 250924 SR GC2015 20 15.00 0.60 20 180 400
Plaquita Geometría
Calidad Velocidad de corte, m/min
Avance, mm/r
Profundidad de corte, mm
Vida de la herramienta, min*
LHC, m
Régimen de arranque de material, cm3/min
SNMG 190616 SM GC1105 40 8.00 0.40 15 128 600 RNGN 190700 CC6065 200 5.00 0.25 5 250 1000
*Para Inconel 718 (26 HRC).
*Para Inconel 718 (26 HRC).
Realizar ranura de 2 mm en sentido radial para extraer un anillo de prueba
Ranurar verticalmente hasta calar la anterior ranura para extraer el anillo de prueba
Penentrar a través de la ranura previamente realizada con una plaquita de metal duro de 1 mm de ancha
Cerámica 6.35 mm 150.23 063508 T01020 CC670
vc 300 m/min fn 0.07 mm/r
Metal duro 6 mm N123K206000004TF 1105
vc 50 m/min fn 0.12 mm/r
Soluciones Sandvik Coromant para las piezas más comunes
Plaquita Geometría
Calidad Velocidad de corte, m/min
Avance, mm/r
Profundidad de corte, mm
Vida de la herramienta, min*
LHC, m
Régimen de arranque de material, cm3/min

43
Semi-acabado – 46 HRC
Desbaste con alta profundidad de corte.
Semi-acabado – 46 HRC
Mecanizado de esquinas cóncavas –Cerámica.
Metal duro.
SNMG 190616 SM S05F 50 5.00 0.35 8 87.5 400 SNMG 120408 SMR S05F 50 3.00 0.35 8 52.5 400
*Para Inconel 718 (46 HRC).
RNGN 120700 CC6060 250 2.00 0.2 4 100 1000 RNGN 120700 CC6065 250 2.00 0.2 3 100 750
CNMX 1204A1 SM S05F 50 1.50 0.35 8 29.75 400 CNMX 1204A2 SM S05F 50 2.50 0.35 8 47.25 400
*Para Inconel 718 (46 HRC).
*Para Inconel 718 (46 HRC).
Angulo máx de avance en rampa
40° para DSDNN 25° para DSSNL/R
Plaquita Geometría
Calidad Velocidad de corte, m/min
Avance, mm/r
Profundidad de corte, mm
Vida de la herramienta, min*
LHC, m
Régimen de arranque de material, cm3/min
Plaquita Geometría
Calidad Velocidad de corte, m/min
Avance, mm/r
Profundidad de corte, mm
Vida de la herramienta, min*
LHC, m
Régimen de arranque de material, cm3/min
Plaquita Geometría
Calidad Velocidad de corte, m/min
Avance, mm/r
Profundidad de corte, mm
Vida de la herramienta, min*
LHC, m
Régimen de arranque de material, cm3/min
44
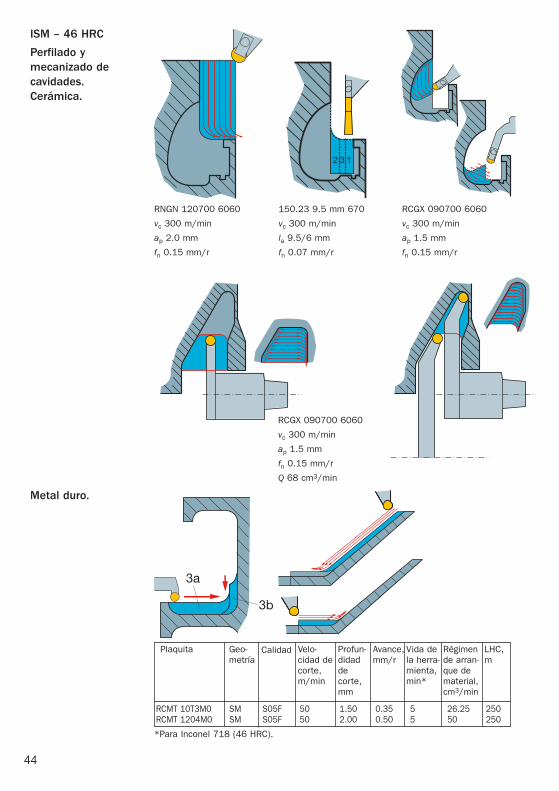
ISM – 46 HRC
Perfilado y mecanizado de cavidades.Cerámica.
Metal duro.
RNGN 120700 6060
vc 300 m/min
ap 2.0 mm
fn 0.15 mm/r
150.23 9.5 mm 670
vc 300 m/min
la 9.5/6 mm
fn 0.07 mm/r
RCGX 090700 6060
vc 300 m/min
ap 1.5 mm
fn 0.15 mm/r
RCGX 090700 6060
vc 300 m/min
ap 1.5 mm
fn 0.15 mm/r
Q 68 cm3/min
RCMT 10T3M0 SM S05F 50 1.50 0.35 5 26.25 250 RCMT 1204M0 SM S05F 50 2.00 0.50 5 50 250
*Para Inconel 718 (46 HRC).
Plaquita Geometría
Calidad Velocidad de corte, m/min
Avance, mm/r
Profundidad de corte, mm
Vida de la herramienta, min*
LHC, m
Régimen de arranque de material, cm3/min
45
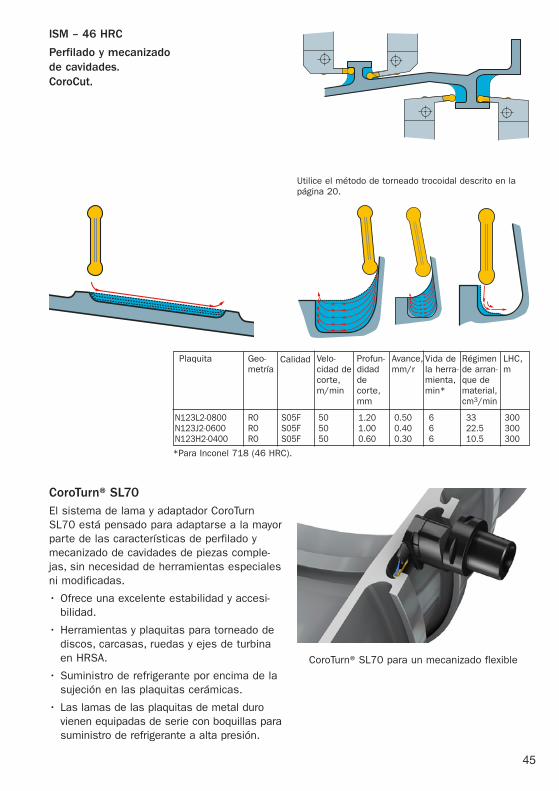
ISM – 46 HRC
Perfilado y mecanizado de cavidades. CoroCut.
N123L20800 RO S05F 50 1.20 0.50 6 33 300 N123J20600 RO S05F 50 1.00 0.40 6 22.5 300 N123H20400 RO S05F 50 0.60 0.30 6 10.5 300
*Para Inconel 718 (46 HRC).
Utilice el método de torneado trocoidal descrito en la página 20.
Plaquita Geometría
Calidad Velocidad de corte, m/min
Avance, mm/r
Profundidad de corte, mm
Vida de la herramienta, min*
LHC, m
Régimen de arranque de material, cm3/min
CoroTurn® SL70El sistema de lama y adaptador CoroTurn SL70 está pensado para adaptarse a la mayor parte de las características de perfilado y mecanizado de cavidades de piezas complejas, sin necesidad de herramientas especiales ni modificadas.
•Ofrece una excelente estabilidad y accesibilidad.
•Herramientas y plaquitas para torneado de discos, carcasas, ruedas y ejes de turbina en HRSA.
•Suministro de refrigerante por encima de la sujeción en las plaquitas cerámicas.
•Las lamas de las plaquitas de metal duro vienen equipadas de serie con boquillas para suministro de refrigerante a alta presión.
CoroTurn® SL70 para un mecanizado flexible

46
Semi-acabado – 46 HRC
Ranuras anchas.
Ranuras estrechas.
Ranuras estrechas de radio completo.
150.230635 T01020 CC670 300 6.35 0.07 3 133.4 900150.230950 T01020 CC670 300 9.50 0.07 3 199.5 900CSGX 090708 T01020 CC670 300 9.50 0.07 3 199.5 900N123K206000004 TF GC1105 50 6.00 0.12 8 36 400N123L208000008 TF GC1105 50 8.00 0.15 8 60 400
*Para Inconel 718 (46 HRC).
N123G20300004 GF GC1105 50 3.00 0.07 8 10.5 400N123G20300004 TF GC1105 50 3.00 0.10 8 15 400
*Para Inconel 718 (46 HRC).
N123F20300 RO S05F 50 3.00 0.08 12 12 600
*Para Inconel 718 (46 HRC).
Plaquita Geometría
Calidad Velocidad de corte, m/min
Avance, mm/r
Profundidad de corte, mm
Vida de la herramienta, min*
LHC, m
Régimen de arranque de material, cm3/min
Plaquita Geometría
Calidad Velocidad de corte, m/min
Avance, mm/r
Profundidad de corte, mm
Vida de la herramienta, min*
LHC, m
Régimen de arranque de material, cm3/min
Plaquita Geometría
Calidad Velocidad de corte, m/min
Avance, mm/r
Profundidad de corte, mm
Vida de la herramienta, min*
LHC, m
Régimen de arranque de material, cm3/min

47
Semi-acabado – 46 HRC
Ranuras de sellado: portaherramientas especiales, plaquitas estándar.
Lamas para ranurar en discos/turbinas.
Ranuras en aloja-mientos en el estator.
N123H204000004TF 1105
vc 40 m/min
fn 0.1 mm/r
N123G20300RO S05F
vc 50 m/min
ap 0.5 mm
fn 0.25 mm/r
Plaquitas especiales CoroCut GC1105
vc 50 m/min
ap 0.5 mm
fn 0.25 mm/r
Plaquita CoroCut 90° con GC1115
vc 30 m/min
la 2 mm
fn 0.1 mm/r
Plaquita CoroCut 90° con GC1115
vc 30 m/min
ap 0.25 mm
fn 0.15 mm/r
N123E20200RO S05F
vc 50 m/min
ap 0.5 mm
fn 0.25 mm/r
48
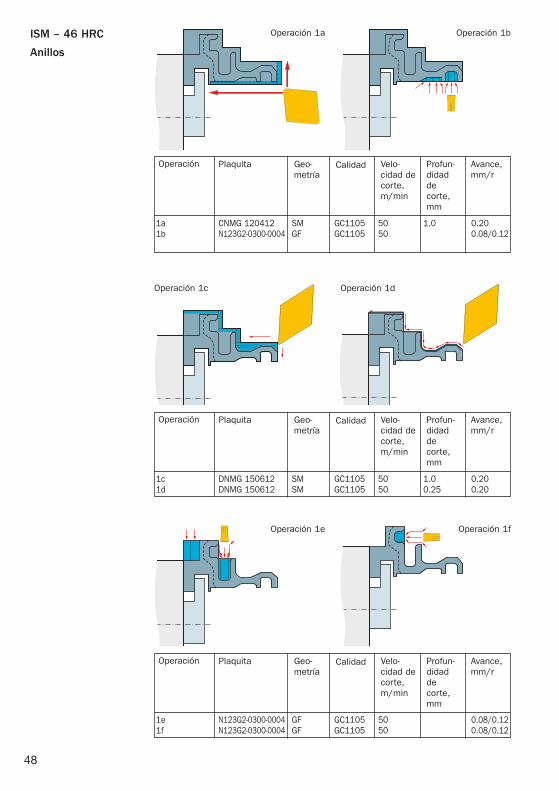
ISM – 46 HRC
Anillos
1a CNMG 120412 SM GC1105 50 1.0 0.20 1b N123G203000004 GF GC1105 50 0.08/0.12
Operación
Operación 1a Operación 1b
1c DNMG 150612 SM GC1105 50 1.0 0.20 1d DNMG 150612 SM GC1105 50 0.25 0.20
Operación 1c Operación 1d
1e N123G203000004 GF GC1105 50 0.08/0.121f N123G203000004 GF GC1105 50 0.08/0.12
Operación 1e Operación 1f
Plaquita Geometría
Calidad Velocidad de corte, m/min
Avance, mm/r
Profundidad de corte, mm
Operación Plaquita Geometría
Calidad Velocidad de corte, m/min
Avance, mm/r
Profundidad de corte, mm
Operación Plaquita Geometría
Calidad Velocidad de corte, m/min
Avance, mm/r
Profundidad de corte, mm

49
Semi-acabado – 46 HRC
Paredes delgadas/inestables.
Mecanizado interior.
CNMG 120408 SM GC1105 50 1.50 0.20 5 15 250 CNMG 120408 SM GC1105 50 1.00 0.20 5 10 250
*Para Inconel 718 (46 HRC).
DNMG 150608SM 1105vc 50 m/min, ap 2 mm, fn 0.15 mm/r
Selección del tipo de barra
DNMG 150608SM 1105vc 50 m/min, ap 2 mm, fn 0.15 mm/r
RNGN 120400 T01020 6060vc 200 m/min, ap 2 mm, fn 0.15 mm/r
1 Ø 2 Ø 3 Ø 4 Ø 5 Ø 6 Ø 7 Ø 8 Ø 9 Ø 10 Ø
Plaquita Geometría
Calidad Velocidad de corte, m/min
Avance, mm/r
Profundidad de corte, mm
Vida de la herramienta, min*
LHC, m
Régimen de arranque de material, cm3/min
Para prolongaciones hasta 14 x dmm use las barras de mandrinar reforzadas de metal duro de Silent Tools.
Barras de mandrinar antivibratorias de acero
Barras de mandrinar de acero
Barras de mandrinar de acero

50
Acabado – 46 HRC
Plaquitas redondas.
CoroCut.
Piezas de paredes delgadas.
RCMT 1204M0 SM S05F 40 0.25 0.50 20 5 800 RCMT 10T3M0 SM S05F 40 0.25 0.45 20 4.5 800 RCMT 0803M0 SM S05F 40 0.25 0.40 20 4 800
*Para Inconel 718 (46 HRC).
N123J20600 RO S05F 40 0.25 0.35 20 3.5 800 N123H20500 RO S05F 40 0.25 0.30 20 3 800 N123H20400 RO S05F 40 0.25 0.25 20 2.5 800 N123G30300 RO S05F 40 0.25 0.20 20 2 800
*Para Inconel 718 (46 HRC).
CNGG 120404 SGF GC1105 40 0.25 0.10 20 1 800 CNGG 120408 SGF GC1105 40 0.25 0.15 50 1.5 2000
*Para Inconel 718 (46 HRC).
Plaquita Geometría
Calidad Velocidad de corte, m/min
Avance, mm/r
Profundidad de corte, mm
Vida de la herramienta, min*
LHC, m
Régimen de arranque de material, cm3/min
Plaquita Geometría
Calidad Velocidad de corte, m/min
Avance, mm/r
Profundidad de corte, mm
Vida de la herramienta, min*
LHC, m
Régimen de arranque de material, cm3/min
Plaquita Geometría
Calidad Velocidad de corte, m/min
Avance, mm/r
Profundidad de corte, mm
Vida de la herramienta, min*
LHC, m
Régimen de arranque de material, cm3/min
51
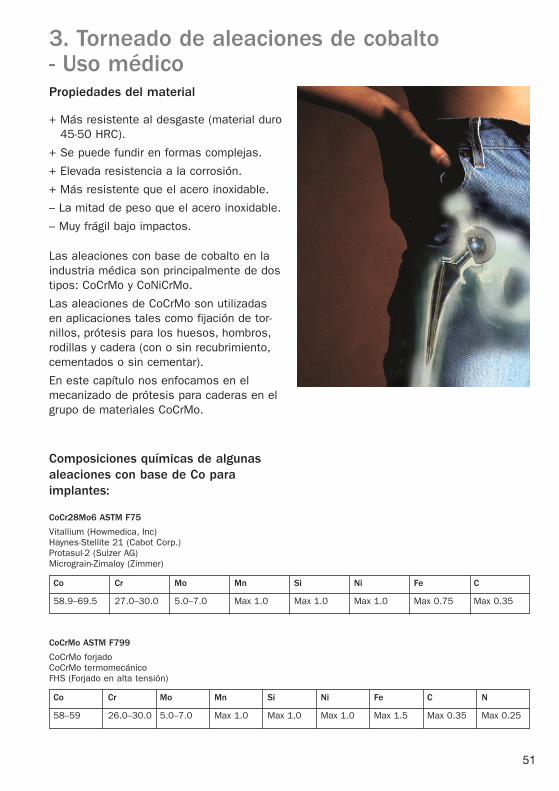
3. Torneado de aleaciones de cobalto - Uso médico
+ Más resistente al desgaste (material duro 4550 HRC).
+ Se puede fundir en formas complejas.
+ Elevada resistencia a la corrosión.
+ Más resistente que el acero inoxidable.
– La mitad de peso que el acero inoxidable.
– Muy frágil bajo impactos.
Las aleaciones con base de cobalto en la industria médica son principalmente de dos tipos: CoCrMo y CoNiCrMo.
Las aleaciones de CoCrMo son utilizadas en aplicaciones tales como fijación de tornillos, prótesis para los huesos, hombros, rodillas y cadera (con o sin recubrimiento, cementados o sin cementar).
En este capítulo nos enfocamos en el mecanizado de prótesis para caderas en el grupo de materiales CoCrMo.
Composiciones químicas de algunas aleaciones con base de Co para implantes:
CoCr28Mo6 ASTM F75
Vitallium (Howmedica, Inc) HaynesStellite 21 (Cabot Corp.) Protasul2 (Sulzer AG) MicrograinZimaloy (Zimmer)
Co Cr Mo Mn Si Ni Fe C
58.9–69.5 27.0–30.0 5.0–7.0 Max 1.0 Max 1.0 Max 1.0 Max 0.75 Max 0.35
CoCrMo ASTM F799
CoCrMo forjadoCoCrMo termomecánicoFHS (Forjado en alta tensión)
Co Cr Mo Mn Si Ni Fe C N
58–59 26.0–30.0 5.0–7.0 Max 1.0 Max 1.0 Max 1.0 Max 1.5 Max 0.35 Max 0.25
Propiedades del material

52
Condiciones de la piezaLas forjas se fabrican partiendo de fundición o de barra. Esto tiene influencia en el pro ceso, mientras la fundición en bruto tiene menos creces a quitar, la corteza dura, con cierto grado de ovalización, puede originar dificultades si la plaquita no está suficientemente metida en el material. El material de barra tiene más creces a mecanizar y normalmente se realiza una operación de taladrado para descargar de material – consulte la solución de ingeniería en la página 58.
Limitaciones del mecanizadoEl método del proceso y la productividad están limitados por un bajo grado de maquina bilidad del material, siendo difícil el acceso a la cavidad esférica y también una fijación inestable. Normalmente la fundición tiene una espiga para fijación mientras se mecaniza el interior. Esta espiga es eliminada posteriormente.
Fase de mecanizado – clasificaciónProceso/operación 1 – Copa interior
•Taladradoendesbaste–barra.
•Torneadoendesbaste–hasta1mmdeprofundidad de corte.
•Torneadoensemi�acabado–0.1–0.15mm de profundidad de corte.
•Torneado en acabado – 0.05–0.15 mm de profundidad de corte.
•Eliminarlaespiga.
Proceso/operación 2 – Copa exterior
•Torneadoendesbaste–dehasta1mmde profundidad de corte.
•Torneadoensemi�acabado–0.1–0.25mm de profundidad de corte
•Torneado en acabado – 0.05–0.15 mm de profundidad de corte.
•Tronzar–barra.
Consideraciones del proceso

53
Desgaste en entalla
Un desgaste mecánico localizado al final de la profundidad de corte, que reduce la duración del filo drásticamente y produce rebabas en las piezas.
Solución: Se trata de una aplicación relacionada con el desgaste que es fácilmente resuelto mediante el cambio del ángulo de posición (forma de la plaquita) además de la calidad de la plaquita.
Desgaste por abrasión
Principalmente causado por las partículas duras del material de la pieza que erosiona el filo de corte.
Formación de cráter
Generada por el material desprendido de la cara de la viruta debido a la acción erosionante de las partículas duras.
Solución: Seleccionar una geometría de corte positiva. Reducir la velocidad para obtener una baja temperatura.
Mecanismos típicos de desgaste

54
iC kr
ap
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18
Observando los mecanismos de desgaste se puede apreciar que la reducción del ángulo de posición (kr) tiene dos claras ventajas:
•Reduccióndeladesgasteenentalladando una duración más previsible con produc tividad optimizada.
•Reduccióndelespesordeviruta–conuna plaquita de tipo V o D, el espesor de viruta (hex) es el mismo que el avance y el empañe del filo es igual que la profundidad de corte. Usando una profundidad de corte por debajo del radio de la punta de la plaquita, se reduce el espesor de viruta en relación con el avance y aumenta el empañe sobre el filo. Esto produce un resultado final de una menor temperatura y en consecuencia una mayor capacidad de productividad.
Cuanto mayor es el radio de punta de la plaquita, más se reduce el ángulo de posición para una misma profundidad de corte – en términos prácticos una plaquita redonda.
El diagrama de abajo muestra el efecto del radio de la punta en la duración del filo. Un aumento de hasta 6 veces con la misma calidad.
Desgaste,mm
Tiempo de corte,min
Material CoCr28Mo6, vc 50 m/min, fn 0.15 mm/r, ap 1 mm (CNMG 1204xxQM 1105)
Radio de punta 0.8 mm
Radio de punta 1.2 mm
Radio de punta 1.6 mm
Radio de punta 3.2 mm
Vida de la herramienta: 3 min. Radio: 0.8 mm
Vida de la herramienta: 18 min. Radio: 3.2 mm
Efecto del radio de punta
Selección de la forma de la plaquita
0.40
0.35
0.30
0.25
0.20
0.15
0.10
0.05
0

55
Para aprovechar las ventajas ofrecidas por la aplicación de grandes radios, Sandvik Coromant ha desarrollado una amplia gama de herra mientas pioneras en los procesos tradicionales, aportando a la vez productividad y duración de filo.
Disponibles en dos tipos:
DCMT 7 16DCMT 11 20Redonda 8 16Redonda 10 20
vc 70 m/min, fn 0.1 mm/r, ap 0.5 mm, material cromo cobalto
Portaherramientas: A20MADXCL 11RPlaquita: DCGT 11T308UM 1115
Portaherramientas: A20MSRXDL 08RPlaquita: R3000828EPL 1030
1 pieza. 10 piezas.
Herramientas optimizadas para mecanizado interior
Tipo de plaquita
Tamaño de plaquita, mm
Barra para mandrinar diámetro, mm
56
9876543210
12
10
8
6
4
2
0
Forma redonda de plaquita•R300�0828E�PL1030o1010
•R300�1032E�PL1030o1010
+ rectificada periféricamente.
+ corte suave.
+ menor vibración / fuerzas de corte
• R300�0828E�PH,1030
• R300�1032E�PH,1030
+ prensado directo.
+ necesita fijación estable.
0.1 mm
15°15°
0.2 mm
Tiempo de mecanizado, min
Avance, fn mm/r0.1 0.15
Efecto del avanceRefrentado CromocobaltoDc 46 mm, vc 70 m/min, ap 0.5 mm, GC1030
Ejemplo:
Con vc 70 m/min, fn 0.1 mm/r, el tiempo por pasada será de 29 seg.
Con vc 70 m/min, fn 0.15 mm/r, el tiempo por pasada será de 20 seg.
Dc 46 mm
= R3000828EPL
= R3000828MPH
Tiempo de mecanizado, min
Velocidad, vc m/min50 60 70 80
Efecto de la velocidadRefrentado CromocobaltoDc 46 mm, fn 0.1 mm/r, ap 0.5 mm, GC1030
Ejemplo:
Con vc 50 m/min, fn 0.1 mm/r, el tiempo por pasada será de 41 seg.
Con vc 80 m/min, fn 0.1 mm/r, el tiempo por pasada será de 25 seg.
Dc 46 mm
= R3000828EPL
= R3000828MPH
57
Torneado en desbaste
Hasta 1.0
Torneado en semiacabado
Exterior
Torneado en acabado
Desbaste
Interior
Hasta 1.0
Hasta 1.0
Interior
Exterior
Interior
Exterior
Tronzado
Ranurado
*S05F no recomendada para refrentar hasta el centro.
Recomendaciones de partida para super aleaciones termorresistentes con base de cobalto
Tipo de plaquitaRégimen de arranque de material, cm3/min
Fase de mecanizado
Primera elección
Segunda elección
Velocidad de corte, m/min
Avance, mm/r
Profundidad de corte, mm
PL GC1010
PH GC1030
50–80 0.1–0.15
12 R30008
SM GC1105
9 RCMT 10SM S05F*
40–60 0.1–0.15
RO GC1105
9 N123J20600RO S05F*
40–60 0.1–0.15
PL GC1010
0.1–0.3 3 R30008
UM GC1115
50–80 0.1–0.15
UM GC1105
40–60 0.08–0.1
0.1–0.25 1.5 DCGT 11DCGT 07
SM GC1105
0.1–0.25 2.25 RCMT 10SM S05F*
40–60 0.1–0.15
RO GC1105
0.1–0.25 2.25 N123J20600RO S05F*
40–60 0.1–0.15
GC1105 0.1–0.25 1.8 DNGGS05F* 40–60 0.08–0.12
PM CT530
0.05–0.15 1.1 R30008PL GC1010
40–60 0.08–0.12
PF CT5015
0.05–0.15 0.9 DCMTDCGT
UM GC1115
40–60 0.08–0.1
GC1105 0.05–0.15 1.35 DNGGS05F* 40–60 0.08–0.12
CM GC1125
GF GC1105
–
–
N123G203000002
N123G203000002
40–60
40–60
0.05–0.1
0.05–0.1
RO CB7015
0.05–0.10 N123J10600180230 0.04– 0.08
RO GC1105
0.05–0.15 N123J2060060100 0.1– 0.15

58
•GC1105–Recubrimientoexclusivodelgado PVD (AlNTi) con un sustrato duro de grano fino. – Excelente adhesión al sustrato incluso
sobre los filos vivos, mantiene la dureza en caliente.
•GC1115–Exclusivorecubrimientodeóxido por PVD sobre metal duro con micrograno. – Buena resistencia a la formación de
filo de aportación y de cráteres. Idónea para las condiciones más inestables.
•GC1025–�etalduroconmicrogranorecubierto por PVD. – Buena resistencia al choque térmico y al desgaste en entalla. Primera elección para tareas de tronzado.
•GC1030–RecubrimientoexclusivoporPVD (AlNTi) multicapas. – Resistencia al desgaste optimizada
sobre la calidad GC1025 con la misma tenacidad. Alta seguridad del filo de corte.
•GC1010–�etalduroconmicrogranorecubierto por PVD. – Resistente a la deformación plástica
y al desgaste de flanco gracias a su dureza en caliente.
•GGC5015–Calidaddecermetsinrecubrimiento. – Excelente resistencia a la formación de
filo de aportación y a la deformación plástica.
•S05F–CapadelgadaderecubrimientoCVD sobre un sustrato duro de grano fino. – Para aplicaciones donde el desgaste en
entalla no es un problema significativo, p. ej., plaquita redonda y acabado con un ángulo de posición pequeño.
•CT530–Calidadcermetsinrecubri�miento. – Para operaciones de acabado.
•CB7015–Calidaddenitrurodeborocúbico (CBN) recubierta por PVD con aglutinante cerámico para cortes continuos. – Para conseguir un buen acabado super
ficial.
Solución de ingeniería
Desarrollada para optimizar el desbaste de barras.
•BrocaCoromantUespecial – diám. 2235 mm – WCMX, GC1020, H13A
•Recomendacionesdedatosdecortedepartida para titanio y cromo cobalto. – Velocidad vc = 5080 m/min.– Avance fn = 0.080.12 mm/r.
Calidades de plaquita de metal duro

59
Soluciones Sandvik Coromant de piezas típicasCazoletas con requerimientos de pequeños radios y/o amarre estable (diá. mín. = 34 mm)
Desbaste Portaherramientas: A20MSRXDR 08R Plaquita: R3000828EPL 1030 Datos de corte: vc = 50–80 m/min, fn = 0.1–0.15 mm/r, ap ≤ 1 mm
Desbaste Portaherramientas: A20MSRXDR 08R Plaquita: R3000828EPL 1030/1010 Datos de corte: vc = 50–80 m/min, fn = 0.1–0.15 mm/r, ap ≤ 1.5 mm
Semi-acabado Portaherramientas: A20MSDXCR 11R Plaquita: DCGT11T308UM 1105 Datos de corte: vc = 40–60 m/min, fn = 0.08–0.1 mm/r, ap = 0.1–0.25 mm
Acabado Portaherramientas: A20MSDXCR 11R Plaquita: DCGT11T308UM 1105 Datos de corte: vc = 40–60 m/min, fn = 0.08–0.1 mm/r, ap = 0.05–0.15 mm
Produciendo cabezas de material laminado Produciendo cabezas de material forjado
Cazoletas sin restricciones de radios y/o amarre estable (diá. mín. = 34 mm)
Desbaste Portaherramientas: SRDCN 2020K 10A Plaquita: RCMT 10 T3 MOSM 1105 Datos de corte: vc = 40–60 m/min, fn = 0.1–0.15 mm/rev, ap ≤ 1 mm
Desbaste Portaherramientas: RF123J132525MB Plaquita: N123J20600RO 1105 Datos de corte: vc = 40–60 m/min, fn = 0.1–0.15 mm/rev, ap ≤ 1 mm
Acabado Portaherramientas: RF123J132525MB Plaquita: N123J10600RE 7025 Datos de corte: vc = 180–230 m/min, fn = 0.04–0.08 mm/r, ap = 0.05–0.10 mm
Acabado Portaherramientas: RF123J132525MB Plaquita: N123J10600RE 7025 Datos de corte: vc = 180–230 m/min, fn = 0.04–0.08 mm/r, ap = 0.05–0.10 mm
Tronzado Portaherramientas: RF123F201616B Plaquita: N123F202500002CM 1105 Datos de corte: vc = 40–60 m/min, fn = 0.05–0.1 mm/rev
Acabado Portaherramientas: A20MSRXDR 08R Plaquita: R3000828EPL 530 Datos de corte: vc = 40–60 m/min, fn = 0.08–0.12 mm/r, ap = 0.05–0.15 mm
Semi-acabado Portaherramientas: A20MSRXDR 08R Plaquita: R3000828EPL 1030/1010 Datos de corte: vc = 50–80 m/min, fn = 0.1–0.15 mm/r, ap = 0.1–0.3 mm

60
Fresado de super aleaciones termo resistentes (HRSA)Cuando se fresan super aleaciones, se deben observar ciertos requerimientos en el proceso.
• El fresado de aleaciones termo resistentes frecuentemente requiere equipamientos más rígidos y potentes que los aceros al carbono.
• La precisión en la fresa en sentido radial y axial es esencial para mantener una carga constante por diente, suavizar la operación y prevenir desgastes prematuros y desiguales de los dientes.
• Los filos de corte deben ser agudos con un redondeado controlado para su optimizado con el fin de prevenir la adherencia de la viruta en la salida de corte.
• El número de dientes en contacto durante el ciclo de corte debe ser el mayor posible. Esto permitirá una buena productividad si la estabilidad es suficientemente buena.
• La velocidad de corte en las super aleaciones es generalmente baja. Es práctica común emplear una velocidad relativamente baja con avance bastante moderado por diente para obtener un espesor de viruta no menor de 0.1 mm, previniendo el endurecimiento por trabajo del material.
• El refrigerante se debe aplicar en cantidades generosas alrededor del filo de corte cuando la velocidad de corte es baja, para reducir la adherencia de las virutas. En el caso de las superaleaciones termorresistentes (HRSA) se recomienda suministrar el refrigerante a través del husillo de la máquina herramienta. El uso de refrigerante a alta presión (HPC) prolonga la duración de la herramienta (no se utiliza refrigerante en el fresado con materiales cerámicos).
• La geometría de corte debe ser siempre positiva.
• Para profundidades de corte menores de 5 mm, el ángulo de entrada debe ser menor de 45°. En la práctica se recomiendan plaquitas redondas positivas.
• En diseños de fresas especiales es fundamental calcular el alojamiento de viruta en cada diente para permitir una buena evacuación.
• El desgaste en incidencia no debe exceder 0.2 mm para R390, 0.3 mm para placa redonda en carburo y 0.6 mm en cerámica. De lo contrario, el deterioro puede incrementarse rápidamente con resultados catastróficos. Una buena práctica es cambiar los filos en intervalos frecuentes para garantizar un proceso se guro.
• El fresado en concordancia se suele utilizar para lograr el mínimo espesor de viruta en la salida de corte del diente, reduciendo el riesgo de adherencia.
• El mecanizado de super aleaciones en base de hierro, y soluciones tratadas en base de níquel (Inconel 625), generalmente resulta más fácil que las de base de níquel y cobalto.
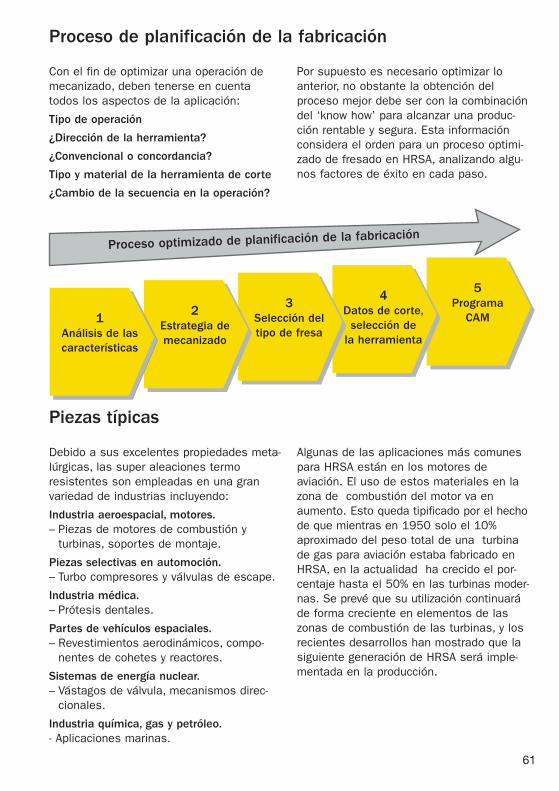
61
Proceso de planificación de la fabricación
Con el fin de optimizar una operación de mecanizado, deben tenerse en cuenta todos los aspectos de la aplicación:
Tipo de operación
¿Dirección de la herramienta?
¿Convencional o concordancia?
Tipo y material de la herramienta de corte
¿Cambio de la secuencia en la operación?
Por supuesto es necesario optimizar lo anterior, no obstante la obtención del proceso mejor debe ser con la combinación del ‘know how’ para alcanzar una producción rentable y segura. Esta información considera el orden para un proceso optimizado de fresado en HRSA, analizando algunos factores de éxito en cada paso.
Proceso optimizado de planificación de la fabricación
1Análisis de las características
2Estrategia de mecanizado
3Selección del tipo de fresa
4Datos de corte,
selección de la herramienta
5Programa
CAM
Piezas típicas
Debido a sus excelentes propiedades metalúrgicas, las super aleaciones termo resisten tes son empleadas en una gran variedad de industrias incluyendo:
Industria aeroespacial, motores. – Piezas de motores de combustión y
turbinas, soportes de montaje.
Piezas selectivas en automoción.– Turbo compresores y válvulas de escape.
Industria médica. – Prótesis dentales.
Partes de vehículos espaciales.– Revestimientos aerodinámicos, compo
nentes de cohetes y reactores.
Sistemas de energía nuclear. – Vástagos de válvula, mecanismos direc
cionales.
Industria química, gas y petróleo. Aplicaciones marinas.
Algunas de las aplicaciones más comunes para HRSA están en los motores de aviación. El uso de estos materiales en la zona de combustión del motor va en aumento. Esto queda tipificado por el hecho de que mientras en 1950 solo el 10% aproximado del peso total de una turbina de gas para aviación estaba fabricado en HRSA, en la actualidad ha crecido el porcentaje hasta el 50% en las turbinas modernas. Se prevé que su utilización continuará de forma creciente en elementos de las zonas de combustión de las turbinas, y los recientes desarrollos han mostrado que la siguiente generación de HRSA será implementada en la producción.
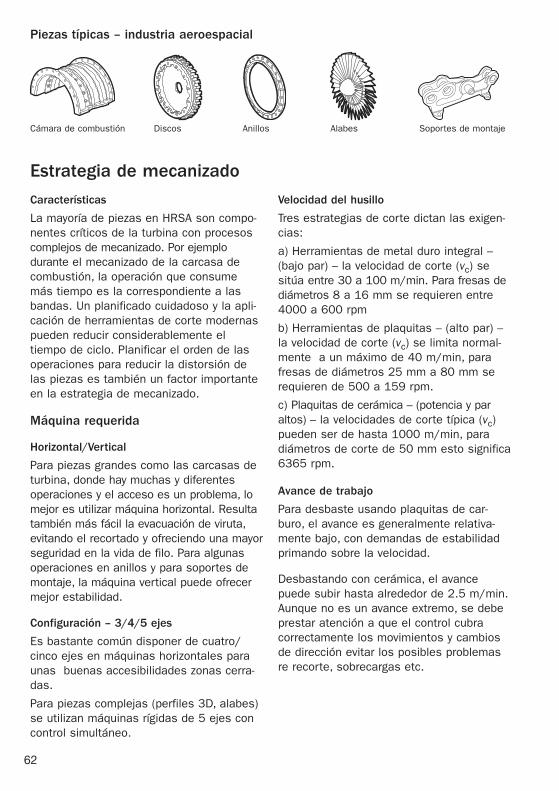
62
Piezas típicas – industria aeroespacial
Cámara de combustión Discos Anillos Alabes Soportes de montaje
Estrategia de mecanizado
Características
La mayoría de piezas en HRSA son componentes críticos de la turbina con procesos complejos de mecanizado. Por ejemplo durante el mecanizado de la carcasa de combustión, la operación que consume más tiempo es la correspondiente a las bandas. Un planificado cuidadoso y la aplicación de herramientas de corte modernas pueden reducir considerablemente el tiempo de ciclo. Planificar el orden de las operaciones para reducir la distorsión de las piezas es también un factor importante en la estrategia de mecanizado.
Máquina requerida
Horizontal/Vertical
Para piezas grandes como las carcasas de turbina, donde hay muchas y diferentes opera ciones y el acceso es un problema, lo mejor es utilizar máquina horizontal. Resulta también más fácil la evacuación de viruta, evitando el recortado y ofreciendo una mayor seguridad en la vida de filo. Para algunas operaciones en anillos y para soportes de montaje, la máquina vertical puede ofrecer mejor estabilidad.
Configuración – 3/4/5 ejes
Es bastante común disponer de cuatro/cinco ejes en máquinas horizontales para unas buenas accesibilidades zonas cerradas.
Para piezas complejas (perfiles 3D, alabes) se utilizan máquinas rígidas de 5 ejes con control simultáneo.
Velocidad del husillo
Tres estrategias de corte dictan las exigencias:
a) Herramientas de metal duro integral – (bajo par) – la velocidad de corte (vc) se sitúa entre 30 a 100 m/min. Para fresas de diámetros 8 a 16 mm se requieren entre 4000 a 600 rpm
b) Herramientas de plaquitas – (alto par) – la velocidad de corte (vc) se limita normalmente a un máximo de 40 m/min, para fresas de diámetros 25 mm a 80 mm se requieren de 500 a 159 rpm.
c) Plaquitas de cerámica – (potencia y par altos) – la velocidades de corte típica (vc) pueden ser de hasta 1000 m/min, para diámetros de corte de 50 mm esto significa 6365 rpm.
Avance de trabajo
Para desbaste usando plaquitas de carburo, el avance es generalmente relativamente bajo, con demandas de estabilidad primando sobre la velocidad.
Desbastando con cerámica, el avance puede subir hasta alrededor de 2.5 m/min. Aunque no es un avance extremo, se debe prestar atención a que el control cubra correc tamente los movimientos y cambios de dirección evitar los posibles problemas re recorte, sobrecargas etc.

63
Demandas de potencia /par de torsión.
Básicamente, las demandas de potencia varían con las creces de material, espesor de viruta, geometría de cote y velocidad. El mayor índice de arranque de viruta (Q cm3/min) supone la mayor demanda de potencia.
Con velocidades en desbaste mucho mas bajas que para materiales menos exóticos, es de gran importancia asegurarse de que la potencia y el par están disponibles a bajas rpm (una máquina con estos factores insuficientes creará fluctuaciones en el espesor de viruta con el consiguiente rendimiento inestable).
El diagrama siguiente ilustra sobre una máquina típica con baja potencia con número de revoluciones bajo.
Acoplamiento a husillo
La mayoría de las aleaciones HRSA se auto endurecen durante el mecanizado y tienen alta resistencia además de ser pastosos algo que no es típico en otros materiales. Equipamientos robustos y conos ISO 50 (o equivalente), son las recomendaciones básicas frente a estos problemas.
Refrigerante
Inadecuado en otros muchos materiales, el refrigerante en este caso se recomienda siempre para ayudar en arranque de viruta, control de calor en el filo de corte y prevenir el recorte
de viruta. Una presión alta (70 bares) aplicada a través de husillo/herramienta y exterior, ha mostrado ventajas comparada con la baja presión.
Amarres
El perfil y la sujeción de las piezas tienen una gran importancia. Los componentes aeroespaciales son frecuentemente de paredes delgadas y con perfiles complicados que fácilmente se distorsionan y vibran. Esta es generalmente la razón por la que requieren sistemas de fijación complicados para evitar vibraciones y soportar los esfuerzos en el sentido del mecanizado.
Herramientas con geometrías positivas y corte suave, pueden ayudar a que la operación resulte mas segura y con menor distorsión.
Estabilidad
Las condiciones y la estabilidad de la máquina afectan a la calidad superficial y pueden perjudicar a la vida de la herramienta. Un desgaste excesivo de los rodamientos del husillo o en el mecanismo de avance puede ocasionar una estructura pobre de la superficie. Así mismo, asegurando la estabilidad de la máquina, otros factores como el voladizo de la herramienta son fundamentales. El acopla miento Coromant Capto, los adaptadores antivibratorios etc., merecen ser considerados.
PckW
Riesgo de potencia escasa con diámetros grandes y baja velocidad.
nm/min

64
CoroMill® 300 CoroMill® 245 CoroMill® 390
CoroMill® 300 CoroMill® 390 CoroMill® Plura CoroMill® 316
SR120R/CoroMill® 300C
Concepto de fresaEl fresado es un método moderno y universal de mecanizado. Durante los cinco últimos años, mano a mano con los desarrollos de máquinas, el fresado se ha involucrado en los métodos de mecanizado con una amplia gama de configuraciones. La elección del concepto de fresa puede cubrir múltiples aplicaciones convencionales. El fresado se convierte en el gran aspirante a producir agujeros, roscas, cavidades, y superficies que normalmente se hacen por torneado, taladrado o roscado con macho (ver el capítulo de “agujeros”). Los desarrollos en herramientas han contribuido también a crear nuevas posibilidades de beneficios en productividad, seguridad y mantenimiento de calidad, principalmente con plaquita intercambiable
en carburo y cerámica. La meta es disponer de una estrategia escogida para máquina, herramienta y elemento a mecanizar que permitan el máximo arranque de viruta (Q cm3/min) combinado con una vida económica.
En fresado existen muchas variables a considerar:
Dc – diámetro de corte
zn – número de dientes efectivo
kr – Angulo de entrada
ap máx. – máxima profundidad de corte
ae máx. – máximo empañe radial
Fresas para ranurarPlaquitas redondas 90º Metal duro integral Cabeza intercambiable
Tipos de diseñosFresas para planear
Plaquitas redondas 45º 90º
Fresa con plaquitas cerámicas Punta esférica
CoroMill® fresa de punta esférica 216

65
+–
El diámetro de la fresa se selecciona más o menos por la operación y la capacidad de la máquina. Elegir plaquitas de cerámica, carburo o metal duro integral depende de los cálculos de productividad, requerimientos superficiales y limitaciones en el proceso (máquina, sujeciones etc.). El tipo de plaquita y ángulo de posición (redonda,
45º, o 90º) y el número de dientes tendrán un efecto decisivo sobre la estrategia de mecanizado, y finalmente sobre la vida de filo y Q. Por lo tanto las caracte rísticas del mecanizado y la estrategia de mecanizado influirán en el concepto y estilo a elegir.
Dirección del fresadoDurante la operación de fresado, la pieza avanza a favor o en contra de la rotación afectando el inicio y final del corte. En fresado hacia arriba o contraposición (también llamado convencional) – el espesor de viruta empieza en cero y aumenta hasta el final del corte. Se producen altas fuerzas de corte que tienden a separar la herramienta de la pieza. El diente es forzado a penetrar en corte, creando un efecto de bruñido y endurecimiento en la superficie.
• En el fresado hacia abajo o concordancia (también llamado en trepado) – el diente empieza con mayor espesor de viruta. Esto elimina el efecto de bruñido y reduce el endurecimiento superficial.
Utilice siempre este sistema para materi-ales HRSA con plaquitas de metal duro.
Proceso de fresado
Fresado en concordanciaFresado en contraposición
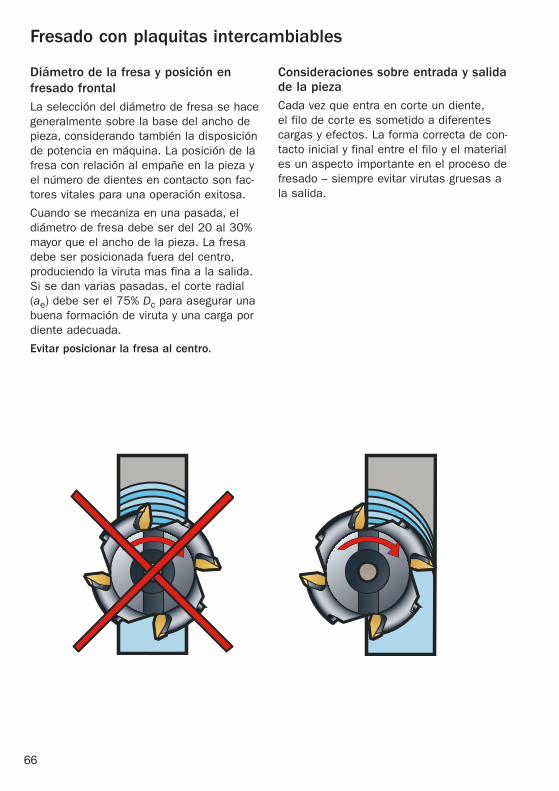
66
Fresado con plaquitas intercambiables
Diámetro de la fresa y posición en fresado frontalLa selección del diámetro de fresa se hace generalmente sobre la base del ancho de pieza, considerando también la disposición de potencia en máquina. La posición de la fresa con relación al empañe en la pieza y el número de dientes en contacto son factores vitales para una operación exitosa.
Cuando se mecaniza en una pasada, el diámetro de fresa debe ser del 20 al 30% mayor que el ancho de la pieza. La fresa debe ser posicionada fuera del centro, produ ciendo la viruta mas fina a la salida. Si se dan varias pasadas, el corte radial (ae) debe ser el 75% Dc para asegurar una buena formación de viruta y una carga por diente adecuada.
Evitar posicionar la fresa al centro.
Consideraciones sobre entrada y salida de la piezaCada vez que entra en corte un diente, el filo de corte es sometido a diferentes cargas y efectos. La forma correcta de contacto inicial y final entre el filo y el material es un aspecto importante en el proceso de fresado – siempre evitar virutas gruesas a la salida.

67
+–
Cuando se fresa perfilando, el posicionado de la fresa puede estar predefinido, mientras que en el fresado frontal, donde la posición es más flexible cabe la posibilidad de elegir una aplicación errónea:
1) ae no debe ser mayor de 75% del diámetro de la fresa, y no menos del 30% – al menos 2 dientes en contacto (si zn > 2).
2) La fresa debe estar descentrada, lo más cerca posible de espesor de viruta cero en la salida.
3) La entrada en corte debe ser programada cuidadosamente hasta que la fresa alcance el máximo empañe por uno de los siguientes métodos:
Reducción de avance en la entrada
Viruta fina en la salida hasta que la fresa empaña por completo
Entrada “Rodada”, pasadas sucesivas en paralelo
Prog. rad. = (De) + 22
También fresando piezas con grandes superficies, seleccionar recorrido de la herramienta para mantenerla en contacto completo en lugar de dar pasadas paralelas. Cuando cambie la dirección, incluir movimiento radial para
mantener la fresa en movimiento, evitando giro sin corte y tendencias al traqueteo.
Debajo, plaquitas gastadas con las mismas condiciones de corte y vida en Waspalloy demuestran el impacto de mantener la fresa en contacto con la pieza.
Varias entradas/salidas. Contacto constante.
2 mm
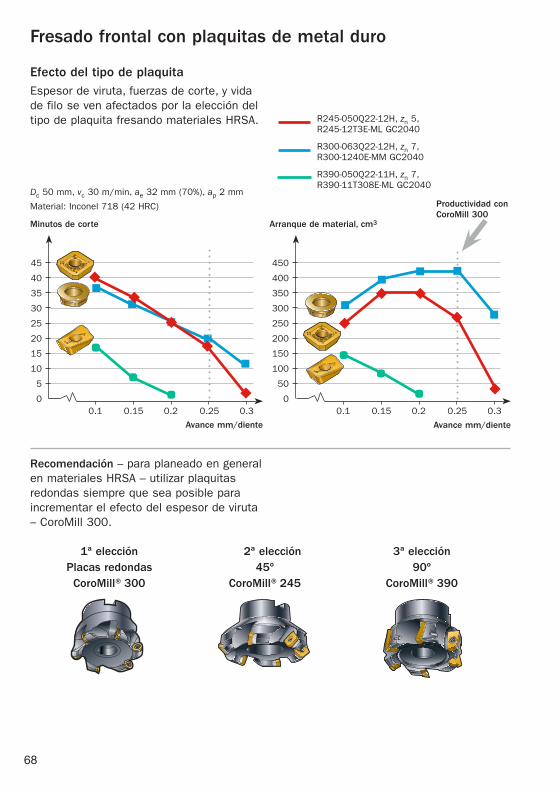
68
45
40
35
30
25
20
15
10
5
0
Efecto del tipo de plaquitaEspesor de viruta, fuerzas de corte, y vida de filo se ven afectados por la elección del tipo de plaquita fresando materiales HRSA.
Recomendación – para planeado en general en materiales HRSA – utilizar plaquitas redondas siempre que sea posible para incrementar el efecto del espesor de viruta – CoroMill 300.
1ª elección 2ª elección 3ª elección Placas redondas 45º 90º CoroMill®300 CoroMill®245 CoroMill®390
Fresado frontal con plaquitas de metal duro
450
400
350
300
250
200
150
100
50
00.1 0.15 0.2 0.25 0.3
R245050Q2212H, zn 5, R24512T3EML GC2040
R300063Q2212H, zn 7, R3001240EMM GC2040
R390050Q2211H, zn 7, R39011T308EML GC2040
Dc 50 mm, vc 30 m/min, ae 32 mm (70%), ap 2 mm
Material: Inconel 718 (42 HRC)
Avance mm/diente
Minutos de corte
0.1 0.15 0.2 0.25 0.3
Avance mm/diente
Arranque de material, cm3
Productividad con CoroMill 300

69
S30T
GC2040
GC1030 S40T
Desgaste en incidencia
Desgaste rápido causando mal acabado superficial o fuera de tolerancia.
Causa: Velocidad de corte muy alta o insuficiente resistencia al desgaste.
Solución: Reducir la velocidad de corte. Seleccionar una calidad más resistente al desgaste.
Causa: Viruta demasiado fina.
Solución: Aumentar el avance.
Desgaste en entalla
Produce mal acabado y riesgo de rotura de filo.
Causa: Trabajar materiales endurecidos.
Solución: Seleccionar placa redonda/reducir ap.
Las causas más comunes de fallo en la herra mienta son un desgaste excesivo, entalladuras en el filo y la incapacidad de obtener el acabado y las tolerancias requeridas. Otros factores que contribuyen son la craterización excesiva y la destrucción del filo por rotura. HRSA tienden a auto endurecerse haciendo que en las pasadas sucesivas se produzca el desgaste en entalla.
Patrones típicos de desgaste en el fresado de HRSA
Calidad en metal duro recubierto por PVDTiAlN para el fresado de superaleaciones termorresistentes a velocidades medias. Buena resistencia a la formación de filo de aportación y a la deformación plástica.
Calidad de metal duro tenaz recubierta por MT CVD para el fresado de aleaciones fundidas. Buena resistencia a las altas temperaturas.
Calidades complementariasPrimera elección
La combinación de un metal duro con micrograno con un recubrimiento por PVD resistente al desgaste permite conseguir filos de corte muy agudos, resistentes a la fatiga y al microastillado. Permite conseguir mayores velocidades de corte y mayor duración de la herramienta.
La combinación de un metal duro cementado de alta tenacidad con un fino recubrimiento por CVD produce una calidad capaz de soportar las vibraciones y otras condiciones difíciles del corte. Permite conseguir una mayor duración de la herramienta y una gran seguridad.

70
E-PL E-MM M-MMCoroMill® 300
100
80
60
40
20
0 GC2030 S30T GC2040 S40T GC1030 R3001240EMM R3001240EPL R3001240EMM R3001240EPL R3001240EPM
CoroMill®300 – el concepto de fresado frontal con placa redonda positivaTres geometrías principales disponibles para CoroMill 300 cuando se mecaniza HRSA:
Filos agudos y con precisión. Geometría positiva con refuerzo de filo. Primera elección con S30T.
Gran agudeza de filo y precisión en combinación con seguridad. Primera elección para aplicaciones con S40T.
Buena elección para condiciones generales. Seguridad del filo reforzada con la calidad GC2040 respecto a las geometrías EPL y EMM.
Recomendaciones de calidades / geometrías para el fresado HRSA Herramienta R300063Q2212H zn 7, Dc 51 mm, vc 30 m/min, ae 36 mm, ap 1.5 mm, fz 0.2 mm/diente, hex 0.12 mm Material: Inconel 718 (40 HRC)
Minutos de corte
= Promedio de tiempo en corte
Buenas condiciones
Primera elección Condiciones difíciles
Recomendación: La mayor duración de la herramienta y la mayor cantidad total de material arrancado se obtienen con la plaquita GC1030 EPM.

71
20
16
12
8
4
0
Efecto de la velocidad de corte, vc
Herramienta R300063Q2212H, insert R3001240EPL S40T zn 7, Dc 51 mm, ae 36 mm, ap 2 mm, fz 0.24 mm/diente, hex 0.18 mm,Material: Inconel 718 (44 HRC)
Minutos de corte
= Promedio de tiempo en corte
= Promedio de volumen arrancado
La velocidad superficial junto con la dureza del material son los factores con mayor influencia en la duración de la herramienta cuando se mecanizan superaleaciones. La velocidad de corte es el factor más importante para determinar la vida de filo cuando se mecanizan super aleaciones termorresis tentes. Las temperaturas de corte típicas para HRSA van de 750 a 1020ºC. Estas tempera turas son
suficientemente altas para la oxida ción y el auto endurecido, constituyéndose en factores para el desgaste total de la herra mienta.
Los resultados debajo, muestran como el incremento de 5 m/min en la velocidad de corte reducen la vida de herramienta y el total de material arrancado en un 30% aproximadamente.
Total de metal arrancado, cm3
Recomendación: En desbaste con plaquitas de metal duro, no se deben superar las velocidades siguientes (para materiales más duros, seleccione el valor más bajo):
Primera elección:
GC1030 max vc 3035 m/minS40T max vc 2530 m/min
Calidades complementarias:
S30T max vc 3035 m/minGC2040 max vc 2530 m/min
250
200
150
100
50
0 vc 25 m/min vc 30 m/min vc 35 m/min

72
fz
hex
iC
Efecto del avance por diente, fzComo en otros tipos de materiales, el avance y la profundidad de corte son importantes para la vida de filo cuando se mecanizan HRSA. El valor de avance por diente se calcula desde la recomendación del máximo espesor de viruta (hex) – éste se varía en función de los siguientes dos factores:
0.1 0.15 0.20.25 60° 1.16 0.12 0.17 0.230.2 53° 1.25 0.13 0.19 0.250.15 46° 1.4 0.14 0.21 0.280.1 37° 1.66 0.17 0.25 0.330.05 26° 2.3 0.23 0.34 0.46
Promedio de profundidad de corte, ae/Dc
Angulo de entrada, a Modificación del valor, fn fz mm/diente obteniendo espesor de viruta en mm:
Plaquitas redondas
Espesor máximo de viruta hex = fz × sin kr
hex = fz × √ 4ap – ( 2ap )2
iC iC
Esto es la relación entre el ancho de pieza en corte con el diámetro de la fresa. Es en la práctica la superficie que se mecaniza cubierta por la herramienta. Cuando ae es inferior al la mitad del diámetro, el espesor máximo se reduce con respecto a fz – consecuentemente el avance puede ser aumentado.
Ancho de corte (ae)/empañe radial
Empañe radial, (ae/Dc)
El ángulo de entrada (kr) aplicado
hex hex hex
Para plaquitas con ángulo de entrada de 45º y redondas el efecto de viruta fina permite mayor avance que con kr 90º.
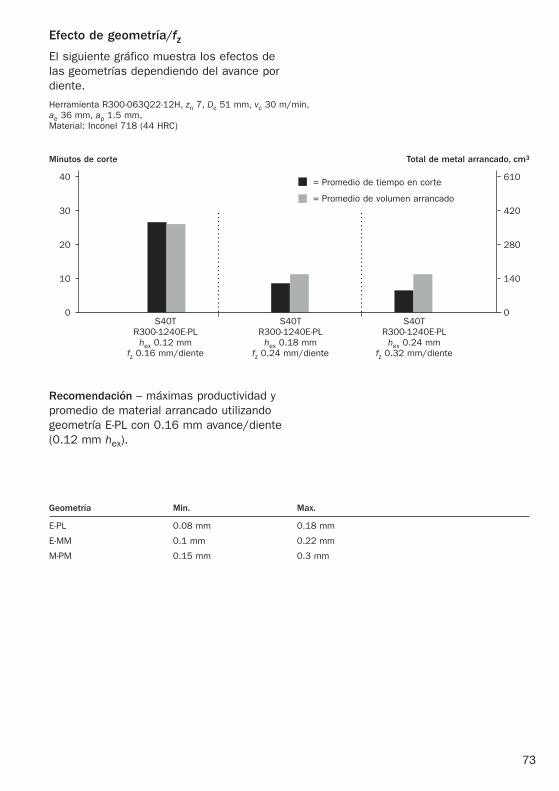
73
40
30
20
10
0
EMM
MPM
EPL
Herramienta R300063Q2212H, zn 7, Dc 51 mm, vc 30 m/min, ae 36 mm, ap 1.5 mm, Material: Inconel 718 (44 HRC)
Minutos de corte
S40T S40T S40T R3001240EPL R3001240EPL R3001240EPL hex 0.12 mm hex 0.18 mm hex 0.24 mm fz 0.16 mm/diente fz 0.24 mm/diente fz 0.32 mm/diente
= Promedio de tiempo en corte
= Promedio de volumen arrancado
El siguiente gráfico muestra los efectos de las geometrías dependiendo del avance por diente.
Total de metal arrancado, cm3
Recomendación – máximas productividad y promedio de material arrancado utilizando geometría EPL con 0.16 mm avance/diente (0.12 mm hex).
Geometría Min. Max.
Efecto de geometría/fz
0.1 mm
0.15 mm
0.22 mm
0.3 mm
0.08 mm 0.18 mm
610
420
280
140
0

74
iC kr
ap
80
60
40
20
0
Efecto de ap/ángulo de entrada
En fresado frontal, los valores correctos de profundidad de corte/ángulo de entrada, repercuten en la vida de la herramienta y la productividad. A pesar de las limita ciones en profundidad cuando se utilizan placas redondas, sigue siendo el método más productivo mecanizando HRSA. A diferencia de los componentes típicos de las estructuras aerospaciales en titanio, las HRSA tienden
a geometrías que requieren alto arranque de metal, pero no con grandes profundidades de corte, como por ejemplo palas, carcasas etc. Esto permite la optimización del ángulo de entrada variando la profundidad de corte.
8 10 12 16
0.25 2 2.5 3 4 60°0.2 1.6 2 2.4 3.2 53°0.15 1.2 1.5 1.8 2.4 46°0.1 0.8 1 1.2 1.6 37°0.05 0.4 0.5 0.6 0.8 26°
Promedio profundidad de corte ap/iC
Profundidad de corte para diámetro de plaquita, en mm
Angulo de entrada kr
Recomendaciones de calidades/geometrías para el fresado HRSA
Herramienta R300063Q2212H, plaquita R3001240EMM 2040 zn 7, Dc 51 mm, vc 30 m/min, ae 36 mm, fz 0.3 mm/dienteMaterial: Inconel 718 (40 HRC)
Minutos de corte
= Promedio de tiempo en corte
= Promedio de volumen arrancado
Total de metal arrancado, cm3
Recomendación – la profundidad de corte más productiva es 1 mm, esto proporciona un ángulo de entrada de 33º fresando con plaquita redonda.
ap 1.0 mm ap 1.5 mm ap 2.0 mm hex 0.16 mm hex 0.18 mm hex 0.21 mm
1120
840
560
280
0

75
100
80
60
40
20
0
Efecto de la dureza en función de la calidad y la geometría, E-PL 1030
Se puede ver como en materiales más duros las nueva combinación de calidad y geometría EPL 1030 soporta el calor creado durante el corte mucho mejor que EPL S40T. El substrato más duro combinado con la micro geometría optimizada tienen mejor resistencia al desgaste en entalla y a la deformación plástica.
Herramienta R300063Q2212H, Dc 51 mm, fz 0.24 mm/diente, hex 0.18 mm, ap 2 mm, ae 36 mm, vc 30 m/min Material: Inconel 718
Minutos de corte
S30T EPL S40T EPL GC1030 EPM GC1030 EPL GC2040 EMM GC1030 EPM Lote más seguro (44 HRC) Lote más duro (46 HRC)
= Promedio de tiempo en corte
= Promedio de volumen arrancado
Total de metal arrancado, cm3
Dureza 40 HRC
Dureza 46 HRC
EPM 1030 – 24 min EPL 1030– 36 min
EMM 2040 – 25 min EPM 1030 – 55 min EPL S30T – 10 min EPL S40T – 33 min
Dureza 44 HRC
1750
1400
1050
700
350
0

76
CoroMill® 300
30
25
20
15
10
5
040 43 46 HRC
R300-1240E-MM 2040
Sumario – Fresado frontal usando plaquitas de metal duro en HRSA
• CoroMill 300 (fresa con plaquita redonda) ofrece un rendimiento óptimo.
• La calidad S40T/GC1030 tiene el mejor rendimiento.
• Use geometría EMM/EPL excepto con carga máxima (>0.3 mm/diente), donde MMH ofrece mejor resistencia de filo.
• El aumento de velocidad de corte reduce la vida significantemente; 25 m/min ofrece el mejor equilibrio de vida de filo y productividad.
• Las fresas de paso reducido con suministro de refrigerante a través del husillo permiten la máxima productividad.
• La duración de la herramienta se reduce al aumentar la profundidad axial del corte (ap). No obstante, no tiene tanta influencia sobre el volumen de virutas arrancado, pues cuando se mecaniza con ap = 1 mm se consigue un 30% más de volumen que con 1,5 mm.
• Parámetros óptimos:
Plaquita GC1030 E-PM
0.2 mm/diente de avance
25 m/min velocidad de corte
1 mm profundidad de corte axial
La mejor tenacidad/seguridad
Plaquita S40T E-PL
0.2 mm/avance diente
Velocidad de corte 25 m/min
Profundidad de corte axial 1 mm
Máxima productividad/vida útil de la herramienta
Efecto de la dureza del material
Las pequeñas variaciones en la dureza del material tienen una influencia importante en la duración de la herramienta.
minHerramienta R300063Q2212H, Dc 51 mm, fz 0.24 mm/diente, hex 0.18 mm, ap 2 mm, ae 36 mm, vc 30 m/min Material: Inconel 718
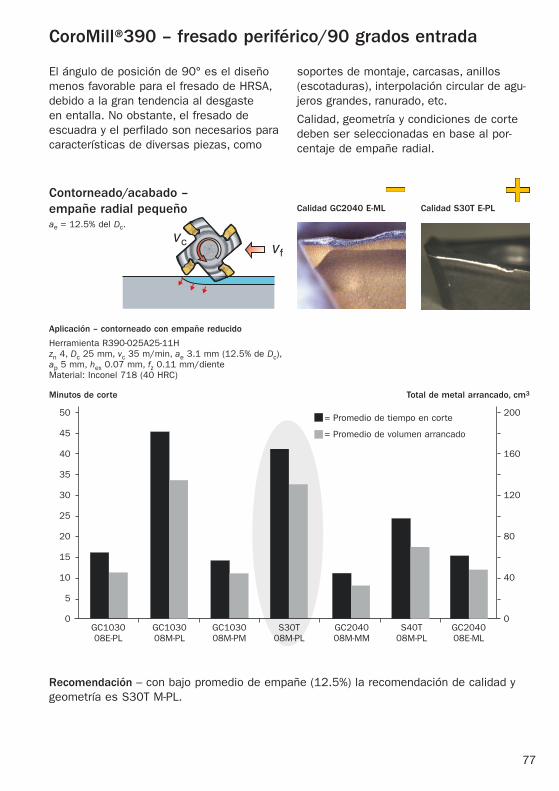
77
+–
50
45
40
35
30
25
20
15
10
5
0 GC1030 GC1030 GC1030 S30T GC2040 S40T GC2040 08EPL 08MPL 08MPM 08MPL 08MMM 08MPL 08EML
El ángulo de posición de 90° es el diseño menos favorable para el fresado de HRSA, debido a la gran tendencia al desgaste en entalla. No obstante, el fresado de escuadra y el perfilado son necesarios para características de diversas piezas, como
soportes de montaje, carcasas, anillos (escotaduras), interpolación circular de agujeros grandes, ranurado, etc.
Calidad, geometría y condiciones de corte deben ser seleccionadas en base al porcentaje de empañe radial.
Aplicación – contorneado con empañe reducido
Herramienta R390025A2511H zn 4, Dc 25 mm, vc 35 m/min, ae 3.1 mm (12.5% de Dc), ap 5 mm, hex 0.07 mm, fz 0.11 mm/diente Material: Inconel 718 (40 HRC)
Minutos de corte
= Promedio de tiempo en corte
= Promedio de volumen arrancado
Total de metal arrancado, cm3
Recomendación – con bajo promedio de empañe (12.5%) la recomendación de calidad y geometría es S30T MPL.
Calidad GC2040 E-ML Calidad S30T E-PL
CoroMill®390 – fresado periférico/90 grados entrada
Contorneado/acabado – empañe radial pequeñoae = 12.5% del Dc.
200
160
120
80
40
0

78
CoroMill® 390
+–
50
45
40
35
30
25
20
15
10
5
0 S30T S30T GC1030 S40T GC2040 S30T GC2040 08EML 08MPM 08MPM 08MPL 08MMM 08MPL 08EML
Aplicación – aumento de empañe radial/condiciones extremas
Herramienta R390025A2511H zn 4, Dc 25 mm, vc 35 m/min, ae 19 mm (75% de Dc), ap 5 mm, hex 0.07 mm, fz 0.07 mm/dienteMaterial: Inconel 718 (40 HRC)
Minutos de corte
= Promedio de tiempo en corte
= Promedio de volumen arrancado
Total de metal arrancado, cm3
Recomendación – se ha alcanzado vida más larga y promedio de empañe del 75% utilizando plaquita S30T MPL.
Calidad S30T E-PLCalidad GC1030 M-PL
Fresado frontal – empañe grandeae = 25 a 75% del Dc.
200
160
120
80
40
0

79
50
40
30
20
10
0
Efecto del espesor de viruta, hex
Herramienta R390025A2511H zn 4, Dc 25 mm, vc 25 m/min, ap 5 mm,Material: Inconel 718 (44 HRC)
Recomendación
Para pequeño empañe radial, calidad/geometría S30T EML espesor de viruta 0.07 mm.Para gran empañe radial, calidad/geometría S30T EML espesor de viruta 0.1 mm.
Minutos de corte
hex 0.07 mm hex 0.13 mm hex 0.07 mm hex 0.1 mm hex 0.13 mm fz 0.11 mm/diente fz 0.20 mm/diente fz 0.07 mm/diente fz 0.1 mm/diente fz 0.13 mm/diente ae 3.1 mm (12.5% de Dc) ae 12.5 mm (50% de Dc) S30T E-ML S30T E-ML
= Promedio de tiempo en corte
= Promedio de volumen arrancado
Total de metal arrancado, cm3
200
160
120
80
40
0

80
125
100
75
50
25
0
Efecto de la velocidad de corte, vc
La selección de la velocidad de corte para el fresado en escuadra de superaleaciones termorresistentes (HRSA) se debe efectuar con especial cuidado. Reduzca la velocidad de corte si aumenta la profundidad radial.
Herramienta R390025A2511H zn 4, Dc 25 mm, ap 5 mm, Material: Inconel 718 (40 HRC)
vc 35 m/min vc 30 m/min vc 25 m/min vc 35 m/min vc 30 m/min vc 25 m/min hex 0.07 mm, fz 0.11 mm hex 0.11 mm, fz 0.11 mm ae 3.1 mm (12.5% de Dc) ae 12.5 mm (50% de Dc) S30T E-ML S30T E-ML
= Promedio de tiempo en corte
= Promedio de volumen arrancado
Recomendación
Los promedios más altos de vida y arranque de material se han alcanzado utilizando S30T EML a 25 m/min. La placa más productiva incrementando velocidad, S30T EML con 35 m/min, 50% de empañe y avance de 0.1 mm /diente.
Minutos de corteTotal de metal
arrancado, cm3
250
200
150
100
50
0
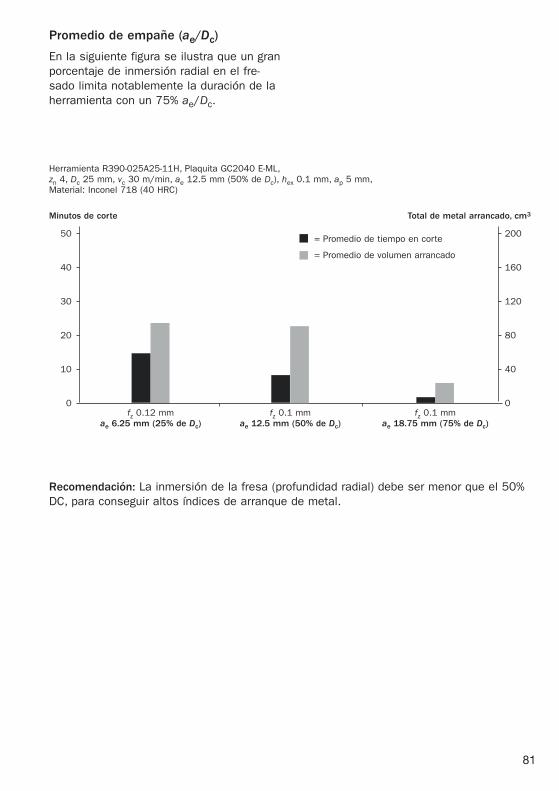
81
50
40
30
20
10
0
Promedio de empañe (ae/Dc)
En la siguiente figura se ilustra que un gran porcentaje de inmersión radial en el fresado limita notablemente la duración de la herramienta con un 75% ae/Dc.
Herramienta R390025A2511H, Plaquita GC2040 EML, zn 4, Dc 25 mm, vc 30 m/min, ae 12.5 mm (50% de Dc), hex 0.1 mm, ap 5 mm, Material: Inconel 718 (40 HRC)
Minutos de corte
fz 0.12 mm fz 0.1 mm fz 0.1 mm ae 6.25 mm (25% de Dc) ae 12.5 mm (50% de Dc) ae 18.75 mm (75% de Dc)
= Promedio de tiempo en corte
= Promedio de volumen arrancado
Total de metal arrancado, cm3
Recomendación: La inmersión de la fresa (profundidad radial) debe ser menor que el 50% DC, para conseguir altos índices de arranque de metal.
200
160
120
80
40
0

82
CoroMill® 390
Sumario – fresado periférico con 90º de posición en materiales HRSA
Contorneado/interpolación circular de agujero existente
• Calidad S30T trabaja mejor con poco empañe.
• Para calidad S30T las geometrías EML dan mejor rendimiento en las condiciones empleadas.
• ae = 12.5% de Dc, fz 0.11 mm (hex 0.07 mm)
Inmersión/ranurado/progresión en rampa circular crecientes
• Con mayores relaciones de empañe, la calidad S30T EML tiene el mejor rendimiento.
• ae = 50% de Dc, fz 0.1 mm (hex 0.1 mm)
Las herramientas cerámicas tienen mucha mas resistencia al calor que las de metal duro convirtiéndose en una opción excelente para mecanizar HRSA, donde las altas temperaturas están presentes. Las cerámicas generalmente trabajan a velocidades 20 ó 30 veces superiores al metal duro, aunque con avances más bajos, lo que mejorará la productividad. Tienen gran tendencia al desgaste en entalla, por lo que se emplean principalmente plaquitas redondas para garantizar un ángulo de entrada bajo. Las cerámicas tienen un efecto negativo sobre la integridad superficial, por lo tanto no se utilizan cuando la pieza está próxima a su acabado.
La falta de tenacidad de la cerámica aconseja también la utilización de plaquitas redondas para prevenir desgaste en entalla.
La principal aplicación del fresado con cerámica está en carcasas de turbina y equipa mientos para perforación en industria petrolera, debido a los altos promedios de arranque sobre las placas de carburo combi nadas con grandes excesos de material (creces).
Programa de herramientas – (Por favor contacte con su servicio local Sandvik Coromant para pedidos).
Fresado con cerámica

83
S-R120R
CoroMill 300C
D3 Dc D5m l1
Coromant Capto
12 50 SR120R038C512X03 3 38 C5 50 70
63 SR120R051C612X04 4 51 C6 63 70
80 SR120R068C612X05 5 68 C6 63 72
Paso, (X) Tamaño
RNGN 120700 5412 034021 5680 04901 RNGN 120400 5412 034021 5680 04901 176.1851 3213 010206 174.1870
Plaquita LlaveBrida Placa de apoyoTornillo de la placa de apoyo
Llave para tornillo de placa de apoyo
Paso, (X) Tamaño
Plaquita LlaveBrida
Mango cilíndrico
Eje
D3 Dc l1 l2
Coromant Capto 9 36 R300C036C309M 4 27 C3 40 9 44 R300C044C409M 4 35 C4 4012 36 R300C036C312M 3 24 C3 5012 44 R300C044C412M 4 32 C4 5012 54 R300C054C512M 4 42 C5 50
6 20 R300C020A1606M 3 14 120 6 25 R300C025A2006M 4 19 160 6 32 R300C032A2506M 4 26 200 9 25 R300C025A2009M 3 16 160 9 32 R300C032A2509M 3 23 200 9 40 R300C040A3209M 4 31 20012 32 R300C032A2512M 3 20 20012 40 R300C040A3212M 4 28 20012 50 R300C050A3212M 4 38 200 12 40 R300C040Q1612M 4 28 5012 50 R300C050Q2212M 4 38 50
RPNG 060300E 172.98251 174.1862RPNG 090300E 172.98261 174.1863RPNG 120400E 172.98271 174.1864

84
Cuando se utilizan plaquitas cerámicas en el fresado, normalmente no es necesario aplicar refrigerante. De hecho, en la mayor parte de las operaciones el uso de refrigerante tiene un efecto negativo en la duración de la herramienta. Esto se debe al aumento del choque térmico que produce la refrigeración y el calentamiento de la zona de corte, al entrar y salir la plaquita de la pieza, lo que hace aumentar la posibilidad de formación de esquirlas superiores en el material cerámico.
No obstante, una pequeña cantidad de MQL (Minimum Quantity Lubrication) podría tener un efecto positivo al disipar el calor del proceso de mecanizado.
Abajo un ejemplo del efecto desgaste/vida de cerámica con y sin refrigerante. Ambas plaquitas han trabajado con los mismos parámetros y durante el mismo tiempo.
Refrigerante y fresado con cerámica
Efecto de la velocidad de corte, vc
Sin refrigerante Con refrigerante
Cuando se fresa con cerámica, debido a la intermitencia de corte, la operación genera menos cantidad de calor que el torneado. Por ésta razón se adoptan las velocidades de 7001000 m/min cuando se fresa, comparadas con 200300 m/min en torneado. Las altas velocidades de corte empleadas fresando con plaquitas de cerámica incrementan
la tempera tura de las virutas haciendo éstas quebradizas.
La velocidad de corte debe estar equilibrada para crear suficiente temperatura en el filo de corte, pero no tan alta que cree desequilibrio en la cerámica. Velocidad muy baja puede ocasionar desconchados, mientras que muy alta puede resultar un fracaso de las plaquitas.
Desconchado de filo Desgaste equilibrado
Fresa con cerámica, Calidad de plaquita CC6060, zn 4, D3 63 mm, vc 700 m/min, ae 32 mm, fz 0.1 mm/diente, ap 1.5 mm, Material: Waspalloy
Fresa con cerámica, Calidad de plaquita CC6060, zn 4, D3 63 mm, vc 1000 m/min, ae 32 mm, fz 0.1 mm/diente, ap 1.5 mm, Material: Waspalloy
Recomendación – 1000 m/min, muestra ser la velocidad más equilibrada.
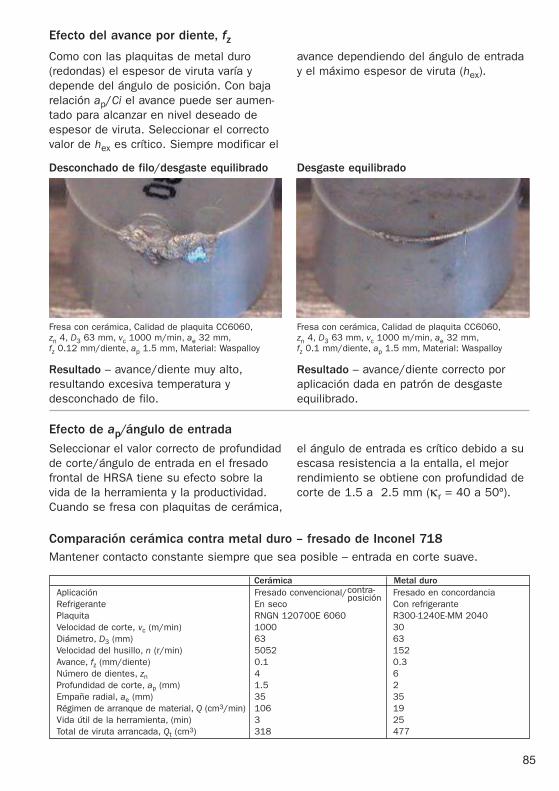
85
Efecto del avance por diente, fzComo con las plaquitas de metal duro (redondas) el espesor de viruta varía y depende del ángulo de posición. Con baja relación ap/Ci el avance puede ser aumentado para alcanzar en nivel deseado de espesor de viruta. Seleccionar el correcto valor de hex es crítico. Siempre modificar el
avance depen diendo del ángulo de entrada y el máximo espesor de viruta (hex).
Desconchado de filo/desgaste equilibrado Desgaste equilibrado
Fresa con cerámica, Calidad de plaquita CC6060, zn 4, D3 63 mm, vc 1000 m/min, ae 32 mm, fz 0.12 mm/diente, ap 1.5 mm, Material: Waspalloy
Fresa con cerámica, Calidad de plaquita CC6060, zn 4, D3 63 mm, vc 1000 m/min, ae 32 mm, fz 0.1 mm/diente, ap 1.5 mm, Material: Waspalloy
Resultado – avance/diente muy alto, resultando excesiva temperatura y desconchado de filo.
Resultado – avance/diente correcto por aplicación dada en patrón de desgaste equilibrado.
Efecto de ap/ángulo de entrada
Seleccionar el valor correcto de profundidad de corte/ángulo de entrada en el fresado frontal de HRSA tiene su efecto sobre la vida de la herramienta y la productividad. Cuando se fresa con plaquitas de cerámica,
el ángulo de entrada es crítico debido a su escasa resi s tencia a la entalla, el mejor rendimiento se obtiene con profundidad de corte de 1.5 a 2.5 mm (kr = 40 a 50º).
Comparación cerámica contra metal duro – fresado de Inconel 718Mantener contacto constante siempre que sea posible – entrada en corte suave.
AplicaciónRefrigerantePlaquitaVelocidad de corte, vc (m/min)Diámetro, D3 (mm)Velocidad del husillo, n (r/min)Avance, fz (mm/diente)Número de dientes, znProfundidad de corte, ap (mm)Empañe radial, ae (mm)Régimen de arranque de material, Q (cm3/min)Vida útil de la herramienta, (min)Total de viruta arrancada, Qt (cm3)
Fresado convencional/En secoRNGN 120700E 606010006350520.141.5351063318
Fresado en concordanciaCon refrigeranteR3001240EMM 204030631520.362351925477
Cerámica Metal durocontraposición
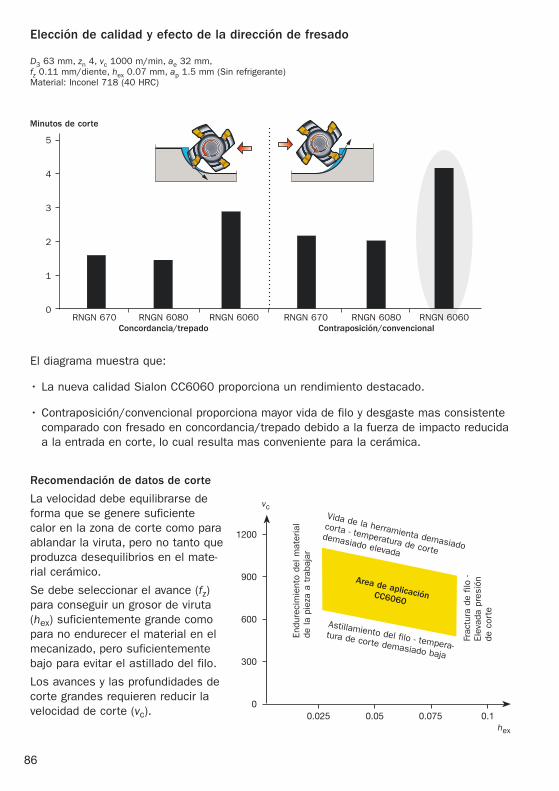
86
vc
hex
Elección de calidad y efecto de la dirección de fresado
D3 63 mm, zn 4, vc 1000 m/min, ae 32 mm, fz 0.11 mm/diente, hex 0.07 mm, ap 1.5 mm (Sin refrigerante)Material: Inconel 718 (40 HRC)
5
4
3
2
1
0 RNGN 670 RNGN 6080 RNGN 6060 RNGN 670 RNGN 6080 RNGN 6060 Concordancia/trepado Contraposición/convencional
Minutos de corte
El diagrama muestra que:
• La nueva calidad Sialon CC6060 proporciona un rendimiento destacado.
• Contraposición/convencional proporciona mayor vida de filo y desgaste mas consistente comparado con fresado en concordancia/trepado debido a la fuerza de impacto reducida a la entrada en corte, lo cual resulta mas conveniente para la cerámica.
Vida de la herramienta demasiado
corta temperatura de corte
demasiado elevada
Astillamiento del filo temperatura de corte demasiado baja
Endu
reci
mie
nto
del m
ater
ial
de la
pie
za a
tra
baja
r
Frac
tura
de
filo
El
evad
a pr
esió
n de
cor
teRecomendación de datos de corte
La velocidad debe equilibrarse de forma que se genere suficiente calor en la zona de corte como para ablandar la viruta, pero no tanto que produzca desequilibrios en el material cerámico.
Se debe seleccionar el avance (fz) para conseguir un grosor de viruta (hex) suficientemente grande como para no endurecer el material en el mecanizado, pero suficientemente bajo para evitar el astillado del filo.
Los avances y las profundidades de corte grandes requieren reducir la velocidad de corte (vc).
Area de aplicación CC6060
1200
900
600
300
00.025 0.05 0.075 0.1
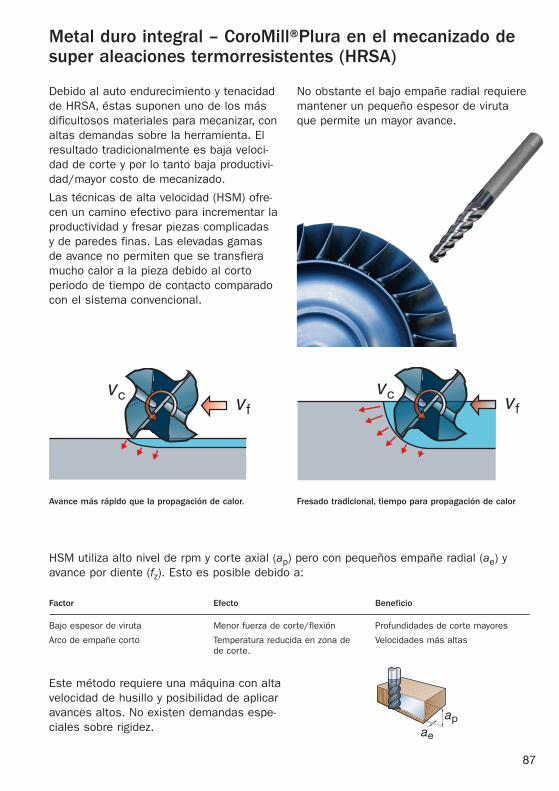
87
Debido al auto endurecimiento y tenacidad de HRSA, éstas suponen uno de los más dificultosos materiales para mecanizar, con altas demandas sobre la herramienta. El resultado tradicionalmente es baja velocidad de corte y por lo tanto baja productividad/mayor costo de mecanizado.
Las técnicas de alta velocidad (HSM) ofrecen un camino efectivo para incrementar la productividad y fresar piezas complicadas y de paredes finas. Las elevadas gamas de avance no permiten que se transfiera mucho calor a la pieza debido al corto perio do de tiempo de contacto comparado con el sistema convencional.
No obstante el bajo empañe radial requiere mantener un pequeño espesor de viruta que permite un mayor avance.
Metal duro integral – CoroMill®Plura en el mecanizado de super aleaciones termorresistentes (HRSA)
Avance más rápido que la propagación de calor. Fresado tradicional, tiempo para propagación de calor
Factor
Bajo espesor de viruta
Arco de empañe corto
Menor fuerza de corte/flexión
Temperatura reducida en zona de de corte.
Efecto Beneficio
Profundidades de corte mayores
Velocidades más altas
HSM utiliza alto nivel de rpm y corte axial (ap) pero con pequeños empañe radial (ae) y avance por diente (fz). Esto es posible debido a:
Este método requiere una máquina con alta velocidad de husillo y posibilidad de aplicar avances altos. No existen demandas especiales sobre rigidez.
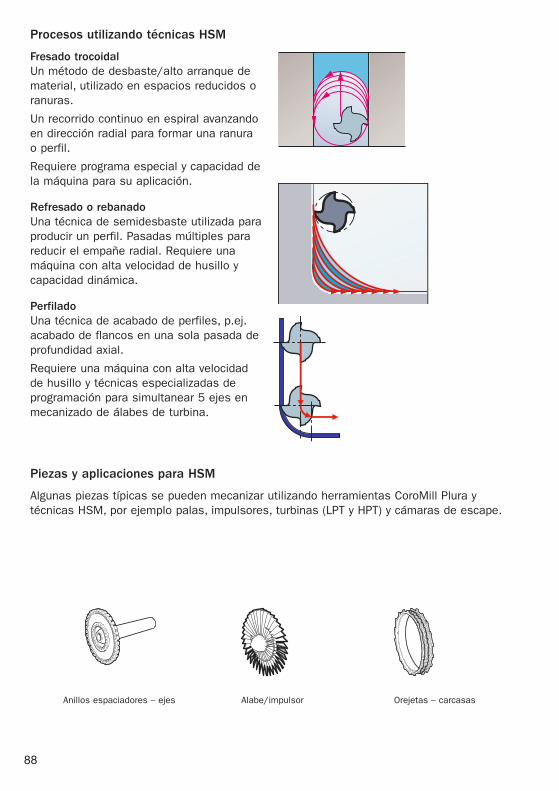
88
Procesos utilizando técnicas HSM
Fresado trocoidalUn método de desbaste/alto arranque de material, utilizado en espacios reducidos o ranuras.
Un recorrido continuo en espiral avanzando en dirección radial para formar una ranura o perfil.
Requiere programa especial y capacidad de la máquina para su aplicación.
Refresado o rebanadoUna técnica de semidesbaste utilizada para producir un perfil. Pasadas múltiples para reducir el empañe radial. Requiere una máquina con alta velocidad de husillo y capacidad dinámica.
PerfiladoUna técnica de acabado de perfiles, p.ej. acabado de flancos en una sola pasada de profundidad axial.
Requiere una máquina con alta velocidad de husillo y técnicas especializadas de programa ción para simultanear 5 ejes en mecanizado de álabes de turbina.
Piezas y aplicaciones para HSM
Algunas piezas típicas se pueden mecanizar utilizando herramientas CoroMill Plura y técnicas HSM, por ejemplo palas, impulsores, turbinas (LPT y HPT) y cámaras de escape.
Anillos espaciadores – ejes Alabe/impulsor Orejetas – carcasas

89
Fresado en concordancia (trepado). Fresado en contraposición (convencional).
Recomendaciones de aplicación
Fresado en concordanciaEn la mayoría de los casos es más favorable que el fresado en contraposición. Cuando el filo de corte entra en contacto con la pieza en concordancia, el espesor de viruta tiene el máximo valor, mientras que en fresado convencional es cero. La vida de filo es generalmente mas corta en el con
vencional o contraposición, debido a que se genera una temperatura considerablemente más alta por el rozamiento del diente en la entrada. Las fuerzas de corte radiales son también mas elevadas en este sistema.
Evitar flexión excesivaSe debe aplicar un corte radial (ae) reduci do para evitar flexión excesiva de la herramienta de corte y mantener la tolerancia y precisión geométrica en la pieza mecanizada. Es importante utilizar una herra mienta con el máximo diámetro de núcleo (alta resistencia a la flexión).
l = voladizoDc = diámetro de herramientaF = Fuerza radial δ = flexiónE = módulo de rigidez de la herramienta
20% reducción de voladizo disminuye la flexión de la herramienta en 50%.20% aumento Dc (10 a 12 mm) reduce la flexión de la herramienta en 50%.
δ ≈F x l3
E x (π x Dc4)

90
Sujeción de la herramientaUno de los criterios principales cuando se deciden herramienta y montaje es tener el menor salto radial posible. De esta forma se mantiene una viruta uniforme en cada filo de corte, y por lo tanto una distribución de la carga uniforme. El salto total (TIR) no debe ser más de 10 micras.
¡Una buena regla a considerar es ‘Por cada 10 micras añadidas de salto radial, se reduce la vida de herramienta en 50%’!
La aplicación de CoroGrip® de gran potencia o reducido es importante debido a:
Mínimo salto radial aumento de vida de herramienta.
Estabilidad reducción de vibraciones permitiendo
mayores profundidades de corte.
Fuerza de amarre resiste el tiro axial con gran hélice de
corte.
Programación de la gama de avance (avance periférico y central de la herramienta)
Programando con el avance al centro de la herramienta, el mismo debe ser reducido en radios internos o movimiento circular (G2 o G3) o utilizar compensación de radio, debido a que la periferia de la herramienta
tiene que moverse fuera del centro para la misma rotación angular.
Vida de herramienta
TIR
Avance constante Avance reducido para radios
vfm = n x fz x zn
Dvf = Dm – Dc
Dvf
Dmvf = x vfm

91
2520151050
20
13
7
Mecanismos de desgaste
El desgaste típico observado sobre herramien tas CoroMill Plura en el caso de Inconel es más bien micro desmoronado que desgaste en incidencia. La línea de filo empieza a astillarse antes de llegar a su total destrucción. La transición entre el micro astillado y destrucción es expo
nencial, por tanto una vez que se observa el desgaste en la herramienta debe ser cambiada de inmediato. Esto se puede monitorizar con la potencia/carga con instrumento de medida o por ruido.
Herramienta R216.2412050AK26P 1620, vc 75 m/min, hex 0.04 mm, ap 10 mm, ae 0.5 mm, fz 0.1 mm/diente, 15 minutos en corte, Material: Inconel 718 (42 HRC)
Diseño optimizado y parámetros de corte
Número de filos (zn)El Inconel es un material pegajoso que puede causar problemas con el atasco de virutas en los canales de la herramienta. Es por tanto, incluso con HSM, importante considerar que el bajo empañe radial con virutas finas y fresas periféricas multicanal (como las utilizadas en aceros templados) no están recomendadas.
La producción de viruta fina puede resultar
catastrófica si se pega en los filos, pudien do ocasionar la rotura de la herramienta. El equilibrio debe estar por tanto entre la productividad (multicanal) y la segu ridad (menor nº de canales). Cuatro canales han mostrado ser la mejor elección en una gama de diámetros de 8 a 12 mm.
La comparación en fresas periféricas se muestra en el gráfico.
Vida de filo contra número de canales. vc 100 m/min, ap 10 mm, hex 0.02 mm, ae 0.5 mm, fz 0.05 mm/dienteMaterial: Inconel 718 (42 HRC)
Vida de herramienta, min
R216.3412050AK26P R216.3612050AK26L R215.3C12030AC26H 1620/4 Canales 1620/6 Canales 1610/12 Canales

92
x x
x x
Angulo de héliceEl ángulo de hélice de una fresa periférica se define como el ángulo de corte relativo al eje central de la herramienta. La hélice influye al rendimiento de la herramienta afectando principalmente al flujo de viruta y a las fuerzas de corte, determinando la longitud de contacto del filo de corte para la profundidad de corte elegida.
Un mayor ángulo de hélice da una mayor longitud de corte, permitiendo mayor vida y también una gradual entrada y salida con la pieza en corte. Esto reduce las fuerzas radiales que tienden a separar la herramienta y la pieza.
El resultado es una acción de corte más suave con menos flexión. En la mayoría de los casos la hélice grande se recomienda para operaciones de acabado, y la hélice pequeña para desbaste por la resistencia añadida.
Una hélice de 50 grados resulta óptima para fresado de Inconel cuando el corte radial (ae) es menor del 20% del diámetro de la fresa Dc, por ejemplo en trocoidal, refresado y acabado.
30° 45° 60°
Angulo de hélice
θ = 30°θ = 50°
Dc = 12 mmθ = 30°LCE = 37 mm
Dc = 12 mmθ = 50°LCE = 49 mm
θ = 40° θ = 60°
LCELCE
p D p D
El diagrama muestra el aumento de la longitud de corte (LCE) cuando el ángulo de hélice se incrementa.
Un ángulo de hélice alto aumenta la tendencia de la herramienta a desplazarse fuera del portafresas. Los portapinzas CoroGrip están preparados para soportar estas fuerzas.

93
20
52
4035302520151050
80
70
60
50
40
30
20
10
0
Geometría de esquinaEl desgaste principal observado en el caso de HSM en Inconel es el micro astillado del filo de corte. Una fresa periférica de radio, debido al aumento de resistencia es siempre mejor comparada con la de chaflán de esquina.
Comparación entre chaflán y radio de las fresas periféricas. vc 100 m/min, ap 10 mm, hex 0.02 mm, ae 0.5 mm, fz 0.05 mm/dienteMaterial: Inconel 718
Minutos
R216.2412050GAK26P R216.3412050AK26P 1620/R3 1620/Chaflán
= Total metal arrancado
= Vida de filocm3
Velocidad de corte (vc)Debido al empañe radial relativamente bajo en HSM se puede utilizar una velocidad de corte mayor de la normal (vc), 75 a 100 m/min ofrecen el mejor balance entre productividad y vida de filo. El gráfico muestra la diferencia en rendimiento con respecto a la velocidad de corte.
75 100 125Velocidad de corte, m/min
Vida de herramienta, min
Vida de filo contra velocidad de corteR216.2412050GAK26P 1620, ap 10 mm, ae 0.5 mm, hex 0.02 mm, fz 0.05 mm/dienteMaterial: Inconel 718
80
70
60
50
40
30
20
10
0
73
27

94
1009080706050403020100
3525 22
11
1009080706050403020100
2216
11
minmin
Espesor de viruta (hex)El bajo empañe radial reduce el espesor de viruta comparado con el avance por diente. Utilizar el espesor de viruta adecuado es vital en la optimización del fresado en acabado, refresado o trocoidal.
Se puede observar en el diagrama como la reducción del espesor de viruta reduce a su vez el material arrancado debido a que se
produce más rozamiento que corte. Igualmente la vida de filo cae en más del 50% cuando el espesor se aumenta de 0.04 a 0.052 mm (25%). El mejor resultado se obtiene con un espesor de 0.04 mm.
0.02 0.03 0.04 0.052Espesor de viruta,
mm
Vida de filo contra espesor de viruta – ae 0.5 mm (4% de Dc)R216.2412050GAK26P 1620 vc 75 m/min, ap 10 mm, Material: Inconel 718
7074
87
59
0.028 0.04 0.055Espesor de viruta,
mm
Vida de filo contra espesor de viruta – ae 1.0 mm (8% de Dc)R216.2412050GAK26P 1620 vc 75 m/min, ap 10 mm Material: Inconel 718
Vida de filo
Total metal arrancado
8794
66
El espesor de viruta es un factor afectado por el avance por diente y el ángulo de entrada (empañe radial y diámetro de herramienta).
Cada diseño de filo de corte tiene un espesor de viruta óptimo para una operación en parti cular (0.04 mm para CoroMill Plura en Inconel). La gama de avances seleccionada debe proporcionar la relación óptima para los empañes radiales relativos (ae).
8 10 12 16
20.0% 1.6 2 2.4 3.2 53° 1.3 0.0517.5% 1.4 1.75 2.1 2.8 49° 1.3 0.0515.0% 1.2 1.5 1.8 2.4 46° 1.4 0.0612.5% 1 1.25 1.5 2 41° 1.5 0.0610.0% 0.8 1 1.2 1.6 37° 1.7 0.07 7.5% 0.6 0.75 0.9 1.2 32° 1.9 0.08 5.0% 0.4 0.5 0.6 0.8 26° 2.3 0.09 2.5% 0.2 0.25 0.3 0.4 18° 3.2 0.13
Relación profundidad de corte y diámetro ae/Dc
Profundidad de corte para diámetro, mm Angulo de entrada kr
Corrección de avance
Avance fz para 0.04 hex
fz 0.1 mm/diente
fz 0.08 mm/diente
1009080706050403020100
cm3
1009080706050403020100
cm3

95
1009080706050403020100
2216
1118
12
min
Corte radial (ae)Para aplicaciones de desbaste, se puede observar en el diagrama como el máximo de material total arrancado, cuando se mecaniza con velocidad y espesor de viruta constante se puede alcanzar con ae = 1.0 mm.
Esto se puede equiparar a un 8 ae/Dc y puede ser utilizado como base cuando se requieren operaciones de desbaste.
0.5 0.75 1 1.25 1.5Corte radial, ae
mm
Total de material arrancado y vida de filo contra corte radialR216.2412050GAK26P 1620, vc 75 m/min, ap 10 mm, hex 0.04 mmMaterial: Inconel 718
Vida de filo
Total metal arrancado
8794
77
90
77
Ancho
Profundidad ap
w
ae
Ancho de ranura
max
1009080706050403020100
cm3
Fresado trocoidalEste es un proceso establecido en materiales templados y en aluminio. El proceso tiene pocas demandas de estabilidad y puede ser muy productivo y seguro. Es ventajoso, especialmente cuando las piezas son grandes y el costo exige una solución segura y productiva.
Selección de parámetrosComo puede observarse, durante el fresado trocoidal, el máximo valor de ancho en corte – ae max no es igual que la relación pro gramada‘w’.
El máximo corte radial (ae) máx. no debe exceder el 20% del diámetro de la herramienta.
Recomendaciones iniciales para fresado trocoidal
Diámetro de fresa, mm Dc = 65% ancho de ranuraRelación programada, mm w = 8% Dc
Profundidad axial, mm ap = 1 a 1.5 x Dc
Velocidad de corte, m/min vc = 75Avance/diente, mm fz = 0.05
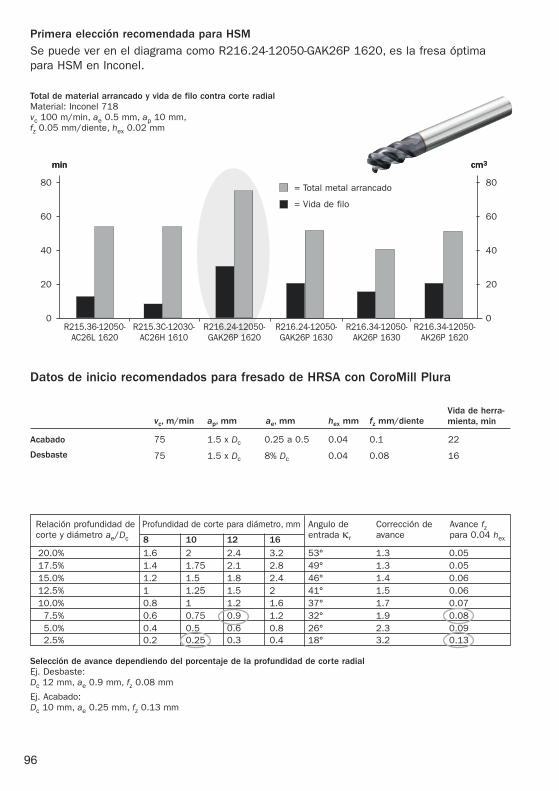
96
80
60
40
20
0
80
60
40
20
0
min
R215.3612050 R215.3C12030 R216.2412050 R216.2412050 R216.3412050 R216.3412050 AC26L 1620 AC26H 1610 GAK26P 1620 GAK26P 1630 AK26P 1630 AK26P 1620
= Total metal arrancado
= Vida de filo
cm3
Primera elección recomendada para HSMSe puede ver en el diagrama como R216.2412050GAK26P 1620, es la fresa óptima para HSM en Inconel.
Total de material arrancado y vida de filo contra corte radialMaterial: Inconel 718 vc 100 m/min, ae 0.5 mm, ap 10 mm, fz 0.05 mm/diente, hex 0.02 mm
8 10 12 16
20.0% 1.6 2 2.4 3.2 53° 1.3 0.0517.5% 1.4 1.75 2.1 2.8 49° 1.3 0.0515.0% 1.2 1.5 1.8 2.4 46° 1.4 0.0612.5% 1 1.25 1.5 2 41° 1.5 0.0610.0% 0.8 1 1.2 1.6 37° 1.7 0.07 7.5% 0.6 0.75 0.9 1.2 32° 1.9 0.08 5.0% 0.4 0.5 0.6 0.8 26° 2.3 0.09 2.5% 0.2 0.25 0.3 0.4 18° 3.2 0.13
Datos de inicio recomendados para fresado de HRSA con CoroMill Plura
Acabado 75 1.5 x Dc 0.25 a 0.5 0.04 0.1 22
75 1.5 x Dc 8% Dc 0.04 0.08 16Desbaste
vc, m/min ap, mm ae, mm hex mm fz mm/diente
Selección de avance dependiendo del porcentaje de la profundidad de corte radialEj. Desbaste: Dc 12 mm, ae 0.9 mm, fz 0.08 mm
Ej. Acabado: Dc 10 mm, ae 0.25 mm, fz 0.13 mm
Relación profundidad de corte y diámetro ae/Dc
Profundidad de corte para diámetro, mm Angulo de entrada kr
Corrección de avance
Avance fz para 0.04 hex
Vida de herra-mienta, min
min cm3

97
20
15
10
5
0
Acabado
Vida de herra-mienta, min
vc, m/min ap, mm ae, mm hex mm fz mm/diente
Total de material arrancado y vida de filo contra corte radialMaterial: Inconel 718 (43 HRC) vc 75/100 m/min, ae 0.5 mm, ap 6.5 mm, fz 0.05 mm/diente, hex 0.02 mm
= Total metal arrancado
= Vida de filo
min cm3
31612SM4501203P 1030 31612SM4501203P 1030 75 m/min 100 m/min
Cabezas intercambiables: CoroMill®316 en el mecanizado de HRSACoroMill 316 es un complemento del programa existente de metal duro. Esta geometría de plaquita se fundamenta en las herramientas CoroMill Plura.
• Para tareas de desbaste, semiacabado y acabado de mecanizado general.
• Solución más económica que las opciones CoroMill Plura para los diámetros más grandes.
• Con distintas geometrías y mangos.
• Apta para tareas que necesiten largos alcances, por ejemplo, para cavidades profundas.
• Alta precisión en acabado con grandes prolongaciones.
Datos de corte iniciales recomendados para fresado de HRSA con CoroMill 316
Diámetro de fresa
25
20
15
10
5
0
6 8 10 12 16 20 25 32 42
75 >6.5 0.25 to 0.5 0.02 0.05 17

98
Carcasa de turbina
Soluciones en función de la pieza o la característica
Solución Fresado en desbaste de la banda de plato
Material Inconel 718 Fresa R300050Q2212H Diámetro de fresa, D3 50 mmPlaquita R3001204EPL 1030 Número de dientes, zn 5Velocidad de corte, vc 35 m/minRevoluciones de husillo, n 223 r/minAvance de mesa, vf 311 mm/minAvance por diente, fz 0.25 mmProfundidad de corte axial, ap 2.5 mmProfundidad de corte radial, ae 38 mmMaterial arrancado, Q 27.7 cm3/min
Solución Fresado en desbaste del fondo de la sección a mecanizar
Material Inconel 718 Fresa SR210R068C612X05 Diámetro de fresa, D3 80 mmPlaquita RNGN 120700E 6060 Número de dientes, zn 5Velocidad de corte, vc 1000 m/minRevoluciones de husillo, n 4136 r/minAvance de mesa, vf 2068 mm/minAvance por diente, fz 0.1 mmProfundidad de corte axial, ap 2 mmProfundidad de corte radial, ae 50 mmMaterial arrancado, Q 207 cm3/min

99
Solución Mecanizado de radio
Material Inconel 718 Fresa R21620B25050 Diámetro de fresa, Dc 20 mmPlaquita R21620T3EM 2040 Número de dientes, zn 2Velocidad de corte, vc 50 m/minRevoluciones de husillo, n 447 r/minAvance de mesa, vf 143 mm/minAvance por diente, fz 0.15 mmProfundidad de corte axial, ap 3 mmProfundidad de corte radial, ae 35 mmMaterial arrancado, Q 5 cm3/min
Solución Acabado cara brida ignición
Material Inconel 718 Fresa R300050Q2208H Diámetro de fresa, Dc 50 mmPlaquita R3000828EPL 1030 Número de dientes, zn 8Velocidad de corte, vc 45 m/minRevoluciones de husillo, n 259 r/minAvance de mesa, vf 622 mm/minAvance por diente, fz 0.26 mmProfundidad de corte axial, ap 0.7 mmProfundidad de corte radial, ae 38 mmMaterial arrancado, Q 17 cm3/min
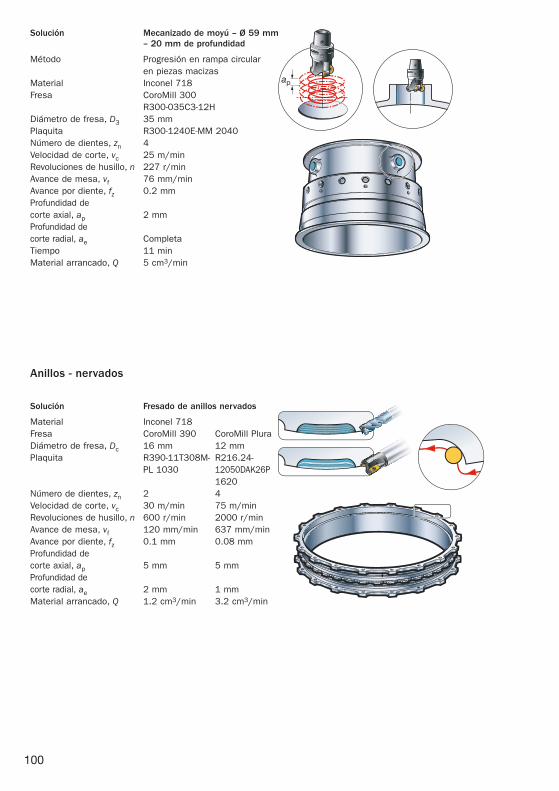
100
Anillos - nervados
Solución Fresado de anillos nervados
Material Inconel 718 Fresa CoroMill 390 CoroMill Plura Diámetro de fresa, Dc 16 mm 12 mmPlaquita R39011T308M R216.24 PL 1030 12050DAK26P 1620 Número de dientes, zn 2 4Velocidad de corte, vc 30 m/min 75 m/minRevoluciones de husillo, n 600 r/min 2000 r/minAvance de mesa, vf 120 mm/min 637 mm/minAvance por diente, fz 0.1 mm 0.08 mmProfundidad de corte axial, ap 5 mm 5 mmProfundidad de corte radial, ae 2 mm 1 mmMaterial arrancado, Q 1.2 cm3/min 3.2 cm3/min
Solución Mecanizado de moyú – Ø 59 mm – 20 mm de profundidad
Método Progresión en rampa circular en piezas macizas
Material Inconel 718 Fresa CoroMill 300 R300035C312H Diámetro de fresa, D3 35 mmPlaquita R3001240EMM 2040 Número de dientes, zn 4Velocidad de corte, vc 25 m/minRevoluciones de husillo, n 227 r/minAvance de mesa, vf 76 mm/minAvance por diente, fz 0.2 mmProfundidad de corte axial, ap 2 mmProfundidad de corte radial, ae CompletaTiempo 11 min Material arrancado, Q 5 cm3/min

101
Solución Ranurado
Método Fresado trocoidal Material Inconel 718 Fresa R216.2408050 EAK19P 1620 Diámetro de fresa, Dc 8 mmNúmero de dientes, zn 4Velocidad de corte, vc 75 m/minRevoluciones de husillo, n 3000 r/minAvance de mesa, vf 200 mm/minAvance por diente, fz 0.05 mmProfundidad de corte axial, ap 8 mmProfundidad de corte radial, w 0.67 mmTiempo 5.64 minMaterial arrancado, Q 1.0 cm3/min
Solución Mecanizado de blisks Desbaste Acabado
Método Fresado axial Fresado en punto Material Inconel 718 Inconel 718 Fresa R230.2416000AP096H1 Fresa integral cónica Xceed (fresa Gannet) especial de punta esférica Diámetro de fresa, Dc 16 mm 7 mmNúmero de dientes, zn 4 4Velocidad de corte, vc 50 m/min 75 m/minRevoluciones de husillo, n 995 r/min 3410 r/minAvance de mesa, vf 60 mm/min 546 mm/minAvance por diente, fz 0.015 mm 0.04 mmProfundidad de corte axia, ap 4.8 mm 0.23 mmProfundidad de corte radial, w 16 mm 0.5 mmMaterial arrancado, Q 28 cm3/min –

102
CoroMill®300 R3000828EPL GC1030 1 30 0.18 R3001240EPL G1030 2.5 30 0.25 R3001240EMM GC2040 2.5 25 0.25 R3001648EMM GC2040 4 70% de Dc 25 0.30
CoroMill®245kr 45° R24512T3EML GC2040 3 30 0.20
CoroMill®390kr 90° R39011T308EML GC2040 5 30 0.10
Planeado
Elección de la herramienta Velocidad de corte vc m/min
Avance fz mm/diente
Datos de corte iniciales recomendados
Profundidad de corte máx.
ap mm
AplicaciónTipo
Redonda Bajo a medio ap
Medio a alto ap
Contra respaldo
CoroMill®390 para ranurar16–40 R39011T308MPL GC1030 8 12.50% 35 0.1016–40 R39011T308EML GC2040 8 50–75% 35 0.0725–40 R39017408MPL GC1030 14 12.50% 35 0.1025–40 R39017408EML GC2040 14 50–75% 35 0.07
CoroMill®Plura6–20 R216.24xx050AKxxP GC1620 2 x Dc 8% 75 0.046–20 R216.24xx050AKxxP GC1620 2 x Dc
Fresado lateral
Elección de la herramienta Velocidad de corte vc m/min
Espesor máx. de viruta hex mm
Profundidad de corte máx. ap mm
Corte radialae/Dc
Diám. de corte Dc mm
CoroMill®39016–40 R39011T308EML GC2040 8 25–35 0.1025–40 R390170408EML GC2040 14 25–35 0.10
CoroMill®Plura6–20 R216.24xx050AKxxP GC1620 0.5 x Dc 75 0.05
Fresado de ranuras completas
Elección de la herramienta Velocidad de corte vc m/min Avance fz mm/diente
Profundidad de corte máx. ap mm
Diám. de corte Dc mm
Corte radial ae mm

103
6–8 80–200 N/L/R331.1A04WL GC1030 35 0.07 8–10 80–200 N/L/R331.1A05WL GC1030 35 (N/L/R331.1A) 10–15 80–200 N/L/R331.1A08WL GC1030 RCHT 10T3M0PL GC1030 35 15–20.5 100–315 N/L/R331.1A11WL GC1030 RCHT 1204M0PL GC1030 35 0.12 (RCHT) 20.5–26.5 160–315 N/L/R331.1A14WL GC1030 RCHT 1606M0PL GC1030 35
Fresado abierto de ranuras
CoroMill®331 Fresas de disco Velocidad de corte vc m/min
FresaDiámetro
mmAncho mm
Tamaño de plaquita N331 Plaquita redonda
Fresado con cerámica RNGN 120700E 2.0 70% de Dc 1000 0.10 CC6060
Fresado con cerámica
Elección de la herramientaAplicaciónTipo
Redonda Bajo a medio ap
Velocidad de corte vc m/min
Avance fz mm/diente
Profundidad de corte máx.
ap mm
Corte radial ae mm
Espesor máx. de viruta hex mm

104
El taladrado de super aleaciones termorresis t entes (HRSA) se puede dividir en 5 áreas dife rentes:
Agujeros pasantes menores de Ø 16 mm para montajeEn turbinas para la industria aeroespacial: las carcasas, bridas, anillos, discos, ejes, etc., tienen normalmente agujeros relativamente pequeños de idénticas dimensiones mecanizados en grandes cantidades. A me nudo tienen un diámetro y limitaciones que requieren el uso de brocas integrales de metal duro.Para aplicaciones críticas, el agujero se hace normalmente en hasta 5 pasos para garantizar una óptima calidad y repetibilidad.
1. taladrado
2. mandrinado (utilizando una fresa) para garantizar la concentricidad
3. mandrinado en acabado (utilizando una fresa)
4. achaflanado a la entrada
5. achaflanado posterior
Se trata de una de las operaciones finales de mecanizado, por lo tanto, la fiabilidad adquiere la máxima importancia, y como puede haber cientos de agujeros en la misma pieza, hablamos naturalmente de un proceso largo.
Agujeros pasantes de Ø 12 a Ø 60 mm en piezas establesSe utilizan brocas de plaquita intercambiable tanto en tornos como en centros de mecanizado para la operación de desbaste de piezas robustas para las industrias de petróleo y gas, rodamientos e ingeniería mecánica. A continua ción se pueden llevar a cabo operaciones de mandrinar y tornear.
Taladrado de super-aleaciones termorresistentes (HRSA)Tipos de agujeros y métodos de taladrado

105
Agujeros pasantes de Ø 20 a Ø 80 mm en piezas de paredes delgadas o piezas inestables
Las carcasas aeroespaciales son piezas grandes con paredes finas, con agujeros de buje de gran diámetro; emplee la progresión en rampa circular para mecanizar los agujeros. Este método, a pesar de no ser tan rápido como el taladrado, tiene la ventaja de generar bajas fuerzas de corte axiales, proporcionando la máxima seguridad en el proceso.
Agujeros pasantes de Ø 60 a Ø 110 mm con una profundidad de hasta 4 x diámetro
El trepanado en torno se utiliza como método para conservar el piloto interno para fabricar otros componentes debido al alto costo de estos materiales, sobre todo en las industrias de petróleo y gas, rodamientos, donde se requiere producir tubos y anillos. Este método reduce también la potencia necesaria y el tiempo de fabricación. En agujeros más profundos la barra es trepanada desde ambos extremos.
Agujeros profundos – >10 x diámetro
En la industria de petróleo y gas, así como en las turbinas para la industria aeroespacial, los ejes tienen agujeros profundos. Se utilizan brocas para taladrado profundo con plaquita intercambiable, lo que requiere un casquillo guía o un agujero previo para comenzar.
Después del taladrado, se utilizan barras para mandrinar antivibratorias o cabezas especiales para mandrinar con patines guía para terminar el agujero.
Tradicionalmente en esta operación se han utilizado máquinas especiales de taladrado / mandrinado profundo, sin embargo, estas operaciones se realizan ahora en centros de tornofresado o MultiTarea.

106
Herramientas para taladrar
Taladrado
Diám. de agujero 3.0 a 20.0 mm
Diám. de agujero 14.0 a 63.5 mm
Diám. de agujero 25 a 65 mm Diám. de agujero 63.5 a 130* mm
Metal duroCoroDrill DeltaC R846
Plaquita intercambiableCoroDrill 880
Agujeros profundosCoroDrill 800 TMax 424.10
Trepanado
Diám. de agujero 60 a 110* mmTMax U 416.7
Progresión en rampa circular en piezas macizas
diám. de herramienta de 16 a 40 mm Diám. de agujero >28 mm diám. de herramienta de 25 a 80 mm Diám. de agujero >38 mm
CoroMill Plura R216.34 CoroMill 39011 CoroMill 30012
Fresado circular. Agujero pretaladrado
diám. de herramienta de 4 a 20 mm Diám. de agujero >5 mm diám. de herramienta de 16 a 40 mm Diám. de agujero >20 mm
Diám. de agujero >7 mm Diám. de agujero >11.7 mm Diám. de agujero >27 mm
diám. de herramienta de 6 a 20 mm Diám. de agujero ≥M4
Diámetro de acabadoCoroMill Plura CoroMill 390
Achaflanado posteriorCoroTurn XS + Coromant Capto CoroMill 327 Achaflanado UMax
Fresado de roscaCoroMill Plura
Mandrinado (herramienta rotativa)
Diám. de agujero 35 a 260 mm Diám. de agujero 23 a 167 mm
CoroBore 820 – desbaste CoroBore 825 – acabado
Mandrinado (pieza rotativa)
Diám. barra 25 a 50 mm Diám. de agujero >32 mm Diám. barra 6 a 40 mm Diám. de agujero >8.5 mm Diám. barra 16 a 60 mm Diám. de agujero >20 mm
Diám. barra 16 a 60 mm Diám. de agujero >20 mm Diám. barra 80 a 300 mm Diám. de agujero >100 mm
CoroTurn RC CoroTurn 107 CoroTurn SL
CoroTurn SL CoroTurn SLQC
*Disponibles diámetros mayores bajo pedido especial del cliente.
Barras de mandrinar amortiguadas Silent Tools

107
Fresa y diámetro de agujero
Este proceso requiere una herramienta con capacidad de corte axial. La selección de diámetro es muy importante cuando se utilizan herramientas que no tienen corte al centro. El diámetro de la fresa menos el radio de plaquita no debe exceder la mitad del diámetro del agujero. Esto garantiza la ausencia de tetones.
Dvf = Dm – D3 Avances programados• vfm – cuando se utilice compensación de
radio
• vf – cuando se utilice avance en el centro
Progresión en rampa circular en piezas macizas
EjemploDm = 58D3 = 35vc = 25fz = 0.2Dvf = 18
ap = 2zn = 4n = 227vfm = 182vf = 76
Centrar la herramienta con el centro de la pieza – Dvf
Mín. Dm = (D3 – 0.5iC) x 2
Dm
2Máx. D3 = + 0.5iC
Régimen de avance
Se debe reducir el avance en aplicaciones de interiores debido a que el movimiento en la periferia de la herramienta es más rápido que en el centro. La programación del avance en la mayoría de máquinas fresadoras / sistemas de CAM se basa en el eje del husillo haciendo necesario un cálculo manual.
vfm = n x fz x zn
El fresado de agujeros es un proceso flexible capaz de mecanizar toda una gama de tamaños de agujero con una sola fresa. Las fuerzas axiales de corte que genera son bajas y admite bien las entradas y salidas intermitentes, que constituyen un problema al mecanizar superficies curvas como las de las carcasas.
Dvf
Dm
vf = x vfm
Paso
El paso axial (ap) por revolución se determina por la máx. profundidad de corte limitada por el tipo de fresa (0.15 x iC para plaquitas redondas).

108
5% 10% 15% 20% 25%
20%
40%
60%
80%
10
9
8
7
6
5
4
3
2
1
0
fz = fz
sinθ
Los perímetros internos de agujeros se pueden acabar mediante fresado circular, como alternativa al mandrinado, en función de los requisitos de acabado superficial. En este tipo de aplicaciones internas, la velocidad de avance (vf) se debe reducir respecto al fresado en línea recta.
• En aplicaciones internas, la periferia de la herramienta se moverá con mayor rapidez que el centro de la misma. La programa ción del avance (mm/min) en la mayoría de las fresadoras / sistemas CAM se basa en el centro del husillo.
• El empañe radial (ae) aumenta a diferencia de un fresado frontal que aumenta el espesor de viruta, hex.
• El efecto de ambos factores se incrementa con el aumento del diámetro de fresa en relación con el tamaño del agujero.
• La reducción de avance correcta se puede selección en el diagrama.
• Para una mayor estabilidad se recomienda utilizar Dc = 0.4 x Dm y reducir el avance al 50% del avance normal.
Factor de reducción del avance en función de la relación Dc/Dm para obtener un espesor de viruta constante.
vfm = n x fz x zn
Dvf
Dm
vf = x vfm
Porcentaje ae/Dc
Factor de reducción del avance
Fresado circular de agujeros existentes

109
CoroMill®327
CoroTurn®XS
1. Centre la herramienta sobre el agujero tala drado, y mueva la misma (vc 75) axial mente hasta la posición Z que coincida con el inicio del chaflán (Z = altura de la pieza – tamaño del chaflán).
2. Haga avanzar la herra mienta a través del agujero hasta la posición posterior del inicio del chaflán, desplace radialmente hasta tocar el material realizando el chaflán correspondiente (Y = radio de agujero).
3. Interpolar 360° (fz 0.1 mm).
4. Retroceder hasta el centro del agujero.
5. Retirar la herramienta.
Secuencia de programación
Adaptador Plaquita Tamaño mín. de agujero Profundidad máx. de agujero
Cuando se mecanizan piezas de motores aeroespaciales una de las tareas más peliagudas, pero a la que a menudo no se presta suficiente atención, es la eliminación de rebabas de los agujeros.
Una herramienta de biselado inverso como CoroMill 327 o CoroTurn XS permite aumentar la productividad al tiempo que facilita un proceso repetible, mecanizado y seguro, lo que evita la necesidad de la eliminación manual de rebabas y del uso de herramientas especiales.
La herramienta CoroTurn XS se debe utilizar con un adaptador Coromant Capto para conseguir la holgura adecuada para aplicaciones giratorias.
Punto cero de reglaje de la longitud y radios de la herramienta.
Achaflanado posterior/rebarbado
Adaptador Plaquita Tamaño mín. de agujero Profundidad máx. de agujero
06 327R0612045CH 11.7 40
12 327R1220045CH 21.7 85
C4CXS4705 CXS05T045205215R 7 15 CXS05T045205220R 20
C4CXS4706 CXS06T045206220R 8 20 CXS06T045206225R 25
C4CXS4707 CXS07T045207220R 9 20 CXS07T045207240R 40

110
CoroMill® Plura CoroMill® 327 CoroMill® 328
Fresado de roscasMuchos agujeros en carcasas para turbinas para la industria aeroespacial llevan roscas. Mecanizar la rosca en agujeros pequeños puede resultar una operación muy difícil. Esta operación se puede llevar a cabo utilizando un macho de roscar para mecanizar la rosca. Sin embargo en los materiales HRSA (super aleaciones termorresistentes) esto puede causar problemas de atasco de viruta provocando la rotura del macho de roscar y finalmente una costosa reclamación de un componente muy caro. Otro método es utilizar fresas de roscar.
Las opciones principales para fresado de roscas con herramientas Sandvik Coromant son el roscado con un diente con CoroMill 327 y CoroMill 328 y el roscado multidiente con CoroMill® Plura.
Cada una de las herramientas es capaz de generar roscas distintas con el mismo paso.
Paso0.7 – 3 mm
28 – 10 t.p.i.1 – 4.5 mm 24 – 5 t.p.i.
1.5 – 6 mm 16 – 4 t.p.i.
Diámetro de fresa (Dc), mm
3.2 – 19 11.7 – 21.7 39 – 80
Roscado con un solo diente
CoroMill®327
Diseñada para agujeros mayores de 12 mm, CoroMill 327 incluye plaquitas para roscas métricas, UN y Whitworth.
Las plaquitas frontales presentan un montaje muy firme gracias a su colocación sobre ranuras; asimismo, el suministro de refrigerante a través de la herramienta ayuda a la evacuación de viruta, lo que favorece un rendimiento seguro y continuo. CoroMill 327 se presenta con la versátil calidad GC1025, para todo tipo de material.
CoroMill 327 dispone de mangos Weldon, de acero o de metal duro.
Ø 3,2 Ø 39Ø 11.7

111
CoroMill®Plura
Esta herramienta multidiente mecaniza las roscas de una sola pasada y proporciona una forma de rosca de perfil completo, en las opciones de 60° métrica, UNC/UNF y NPT/NPTF.
Está pensada para tamaños de rosca pequeños, y se ofrece en dos calidades optimizadas, con o sin suministro de refrigerante. Es la herramienta idónea para la fabricación en serie.
Roscado multidiente
CoroMill®328
Para agujeros mayores de 39 mm, CoroMill 328 incluye plaquitas para roscas métricas y UN. Las plaquitas se montan en una cavidad que proporciona una colocación segura y estable; presentan tres filos de corte y los cuerpos de fresa son de paso grande. CoroMill 328 se presenta con la versátil calidad GC1025, para todo tipo de material.
CoroMill 328 dispone de mangos Weldon, en eje y en ranura.
Consideraciones principalesPara conseguir los mejores resultados en el fresado de roscas, se deben tener siempre en cuenta las siguientes cuestiones:
Selección del diámetro de corte:
• Un diámetro de corte pequeño ayuda a conseguir roscas de alta calidad.
La trayectoria de la herramienta es importante:
• La trayectoria de la herramienta proporciona roscas a derecha o izquierda, mediante fresado hacia abajo o hacia arriba.
• La fresa se debe introducir y extraer siempre en una trayectoria suave, es decir, laminando hacia y desde el corte.
Atención al avance por diente:
• Trabaje siempre con un valor pequeño de avance por diente (espesor de viruta muy pequeño) para conseguir la mejor calidad.
Calcule siempre el avance correcto que necesita el software de la máquina:
• El objetivo es garantizar una carga correcta sobre la plaquita.
Se pueden necesitar varias pasadas de penetración:
• En aplicaciones exigentes puede ser necesario dividir la operación en varias pasadas de penetración para conseguir la mejor calidad de la rosca.
Nota: Facilitamos información detallada sobre el fresado de roscas en la Guía de aplicación de roscado, C2920:031. Si desea más información, póngase en contacto con su distribuidor Sandvik Coromant.

112
Datos de corte iniciales recomendados
CoroDrill®Delta-C R846 3– 6 Calidad GC1220, 30 a 40 bares, 0.06–0.12 6–10 excentricidad máx. 0.02 mm 20–30
CoroDrill®880
14–44 Plaquita periférica = LM H13A 20–30 0.04–0.10 Plaquita central = LM 1044
Taladrado de agujeros cortos
Elección de herramienta Velocidad de corte vc m/min Avance fn mm/r
Diám. de taladrado Dc mm
CoroDrill®800 Plaquita central – GC102525–43 Plaquita intermedia – GC1025 15–25 0.09–0.2543–65 Plaquita periférica – GC1025 0.20–0.30 Patín guía – PM1
T-Max 424.10 Plaquita central, 23 GC1025 Plaquita intermedia, 63.5–184 23 GC1025/H13A 20–30 0.15–0.30 Plaquita periférica, 23 H13A Patín guía – S2
Taladrado profundo
Elección de herramienta Velocidad de corte vc m/min Avance fn mm/r
Diám. de taladrado Dc mm
T-Max U 416.760–110 WCMX 06T308R53 1020 25 0.10
Trepanado
Elección de herramienta Velocidad de corte vc m/min Avance fn mm/r
Diám. de taladrado Dc mm
(tamaños mayores bajo petición)

113
16 26 20 34 25 44 R39011T331EML 2040 2 30 0.10 32 58 40 74
25 38 32 52 34 56 35 58 40 68 42 72 R3001240EMM 2040 2 30 0.20 50 88 52 92 63 114 66 120 80 148
Progresión en rampa circular en piezas macizas
Selección de plaquita Velocidad de corte vc
m/min
Avance* fz mm/diente
Profundidad de corte máx./paso ap mm
Diámetro de fresa
Concepto de fresa
CoroMill®390 fresa para
ranurar
Diám. mín. de agujero
Dm min mm
CoroMill®300
*Reduzca el avance cuando programe con el avance en el eje.
80% 60% 40% 20%
CoroMill®Plura 4 5 R216.2304050CAK11P 1620 4 0.3 5 6.25 R216.2305050CAK13P 1620 5 0.4 6 7.5 R216.2406050CAK13P 1620 6 75 0.5 0.08 8 10 R216.2408050EAK19P 1620 8 0.6 10 12.5 R216.2410050EAK22P 1620 10 0.8 7.6 3.4 2 1.4 12 15 R216.2412050GAK26P 1620 12 1.0
CoroMill®39016 20 R39011T308MPM 1030 2.0 20 25 2.5 25 31 10 30 3.1 0.1 32 40 4.0 40 50 5.0
Fresado circular a partir de un agujero pretaladrado
Elección de herramienta Velocidad de corte
vc m/min
Avance* fz
mm/diente
Corte radial óptimo ae mm
Diám. mín. de agujero
Dc = 80% Dm
Dm mm
Diám. de fresa
Dc mm
Profundidad
de corte máx./paso
ap mm
*Reduzca el avance cuando programe con el avance en el eje.
Factor de reducción del avance cuando utilice el avance
en el eje: diámetro de fresa relativo al
agujero Dc/Dm
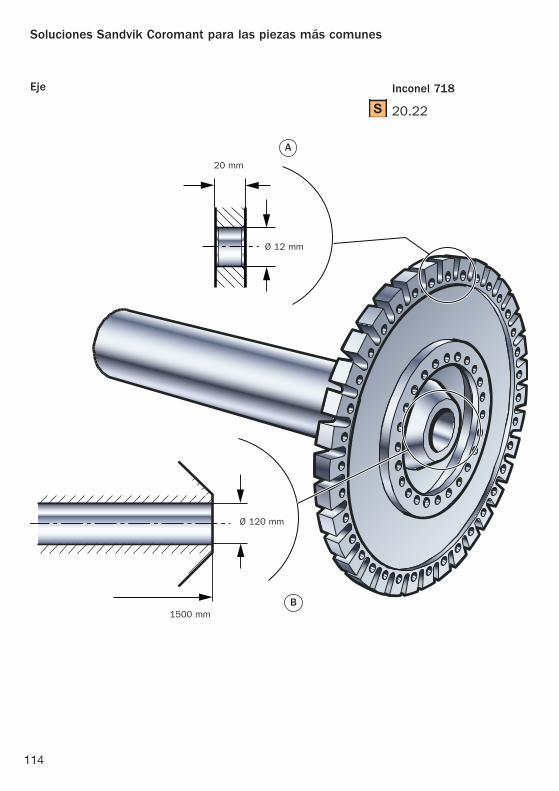
114
B
A
20.22
Soluciones Sandvik Coromant para las piezas más comunes
Eje
Ø 12 mm
20 mm
1500 mm
Ø 120 mm
Inconel 718

115
Mecanizado de agujeros en la industria aeroespacial – turbinas
3. Biselado Plaquita 327R06-1212045-CH 1025Cuerpo 32712b30EC06vc 75 m/min fz 0.1 mm/diente
2. Mandrinado de acabadoAlternativa 1CoroMill Plura R216.24 – Ø 12.00 mm R216.2412050CAK26P 1620vc 40 m/minfn 0.2 mm/r
1. Taladrado CoroDrill Delta-C R846 – Ø 11.00 mm R846110030A1A 1220vc 25 m/minfn 0.1 mm/r
OPERACION AØ 12 mm, profundidad de agujero 20 mm
1. Taladrado T-Max 424.10 DHD, Ø 110 mmCalidad de la plaquita B2D1vc 43 m/min fn 0.23 mm/r
2. Mandrinado de desbaste: agujero Ø 119.5 mm CoroTurn SL: barra de mandrinar Silent Tools, Ø 80 mmDNMG 15060823 1105vc 40 m/min fn 0.2 mm/rap 2.0 mm
3. Mandrinado de acabado: agujero Ø 120.0 mm CoroTurn SL: barra de mandrinar Silent Tools, Ø 80 mmDNMG 150608SM 1105vc 40 m/min fn 0.2 mm/r ap 0.25 mm
OPERACION BØ 120 mm, profundidad de agujero 1500 mm
2. Mandrinado de acabadoAlternativa 2Barra de mandrinar R429Plaquita TCEX 06T1 02LF 1105vc 35 m/minfn 0.08 mm/r

116
C
B
A
CMC 20.22
D
Soluciones para las piezas más comunes
Carcasa
Ø 60 mm
Ø 22 mm
20 m
m
5 mm
Ø 8.00 mm
15 mm
5/1624 UNF
Waspalloy

117
1. TaladradoCoroDrill 880 – Ø 21.00 mmPlaquita central – LM 1044 Plaquita periférica – LM 1044vc 30 m/min fn 0.05 mm/r
2. Fresado circular: agujero Ø 22 mm CoroMill Plura R216.24 – Ø 12.00 mm R216.2412050CAK26P 1620vc 75 m/minae 0.5 mm fz 0.1 mm/dienteap 10 mm
3. Biselado Coromant Capto CoroTurn XS C4CXS4706 CXS06T045206225R 1025vc 75 m/min fz 0.1 mm/diente
1. Taladrado CoroDrill Delta-C R846 – Ø 7.00 mm R846070030A1A 1220vc 25 m/minfn 0.1 mm/r
2. Mandrinado de acabadoCoroMill Plura R216.24 – Ø 8.00 mm R216.2412050CAK26P 1620vc 40 m/minfn 0.2 mm/r
3. BiseladoCoromant Capto CoroTurn XS C4CXS4705 CXS05T045205220R 1025vc 75 m/min fz 0.1 mm/diente
2. Fresado circular: agujero Ø 60 mm CoroMill Plura R216.24 – Ø 12.00 mm R216.2412050CAK26P 1620vc 75 m/minfz 0.1 mm/dienteap 10 mm
1. Progresión en rampa circular: agujero Ø 59 mmCoroMill 300 – Ø 35 mmR30012400EMM 2040vc 25 m/min fz 0.2 mm/diente ap 2.0 mm
3. Biselado Coromant Capto CoroTurn XS C4CXS4706 CXS06T045206225R 1025vc 75 m/min fz 0.1 mm/diente
1. Taladrado CoroDrill Delta-C R846 – Ø 6.90 mm R846069030A1A 1220vc 25 m/minfn 0.1 mm/r
3. Fresado de roscas CoroMill Plura R217.33C060240AC13N 1630vc 75 m/minfz 0.07 mm/diente
2. Biselado Coromant Capto CoroTurn XS C4CXS4705 CXS05T045205220R 1025vc 75 m/min fz 0.1 mm/diente
OPERACION DØ 8 mm, profundidad de agujero 5 mm
OPERACION AØ 22 mm, profundidad de agujero 20 mm
OPERACION BØ 60 mm, profundidad de agujero 20 mm
OPERACION C5/16-24 UNF, profundidad de agujero 15 mm
Fabricación de agujeros en la industria aeroespacial - turbinas

118
Torneado
Dm = Diámetro mecanizado mm
vc = Velocidad de corte m/min
n = Velocidad de husillo r/min
Tc = Tiempo de mecanizado min
Q = Régimen de arranque del metal cm3/min
lm = Longitud mecanizada mm
Pc = Potencia neta kW
kc 0,4 = Fuerza de corte específica para N/mm2
virutas de 0.4 mm de espesor
fn = Avance por revolución mm/r
κr = Angulo de posición grado
Rmax = Profundidad del perfil µm
rε = Radio de punta de la plaquita mm
ap = Profundidad del corte mm
hex = Espesor máx. de viruta mm
SCL = longitud de la hélice de corte m
Terminología y unidades
LHC (Longitud de la hélice de corte) – datos en mm – el resultado en m
Torneado exterior e interior Refrentado Corte cónico
Cómo calcular: lm2
FórmulasVelocidad de corte (m/min)
Revoluciones del husillo (r/min)
Régimen de arranque de material (cm3/min)
Tiempo de mecanizado (min)
Requisitos de potencia (kW)
Profundidad de la huella (µm) max
Espesor máx. de viruta
Constante n
Formas de plaquita: C, D, S, T, V, W
Plaquitas redondas
Tiempo de mecanizado (min)
Datos técnicos
SCL = Dm x π x lm
1000 fnSCL =
Dm1+Dm2 x π x lm1
2 1000 fn( ) SCL = Dm1+Dm2 x π x lm2
2 1000 fn( )
lm2 = √ (lm1)2 + (Dm1 - Dm2)2
2
vc =Dm × π × n
1000n = vc × 1000 π × Dm
Q = vc × ap × fn
Pc = vc × ap × fn× kc 0.4 0.4 0.29
60 × 103 f n × sin κr
R = fn2× 125
rε
hex = fn × sin κrhex = fn × √ 4ap – ( 2ap )2
SCLvc
Tc =
iC iC
Tc = l m
fn × n

119
Fresado
Dcap = Diámetro de corte a la profundidad real de corte, mm
lm = Longitud mecanizada mm
ap = Profundidad de corte mm
ae = Ancho de corte mm
vc = Velocidad de corte m/min
Q = Volumen de arranque de viruta cm3/min
Tc = Tiempo de mecanizado min
zn = Número total de dientes de la fresa filos
fz = Avance por diente mm
fn = Avance por revolución mm
vf = Avance de la mesa (velocidad de avance) mm/min
hex = Espesor máx. de viruta mm
hm = Espesor medio de viruta mm
zc = Número efectivo de dientes filos
kc1 = Fuerza de corte específica (para hex =1 mm) N/mm2
n = Velocidad del husillo r/min
Pc = Potencia de corte neta kW
κr = Angulo de posición grados
mc = Aumento de la fuerza específica de corte (kc)en función del espesor de viruta
iC = Círculo inscrito
γ0 = Angulo de desprendimiento de virutas
Avance por revolución (mm/r)
Avance por diente (mm)
Tabla de avances (velocidad de avance) (mm/min)
Revoluciones del husillo(r/min)
Velocidad de corte (m/min)
Terminología y unidades
Formulas
Tiempo de mecanizado (min)
Espesor medio de viruta (mm)cuando ae/Dc ≥ 0.1
Potencia neta(kW)
Régimen de arranque de material (cm3)
Fuerza de corte específica (N/mm2)
Espesor medio de viruta (mm)(fresas de disco) cuando ae/Dc ≤ 0.1
vf = fz × n × zn
fz = vf
n × zc
n = vc × 1000
π × Dcap
vc = Dcap × π × n 1000
fn = vf
n
Tc = lm vf
Q = ap × ae × vf
1000
kc = kc1 × hm-mc ×
Pc = ap × ae × vf × kc
60 × 106
hm = sin κr × 180 × ae × fz
π × Dcap × arcsin ( ae ) Dcap
hm ≈ fz ae
Dcap√
1 - γ0( 100 )
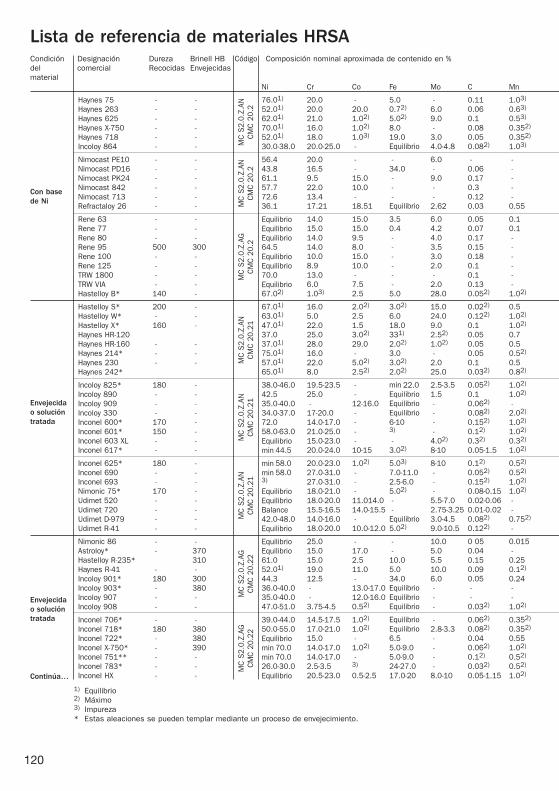
120
USA USA UK Ni Cr Co Fe Mo C Mn Si Al Ti SAE AMS BS ANFOR Werkst. Nr DIN 1706
Haynes 75 76.01) 20.0 5.0 0.11 1.03) 1.02) 0.4 0.52) Haynes 263 52.01) 20.0 20.0 0.72) 6.0 0.06 0.63) 0.42) 0.62) 2.42) 0.22) 5886 N07263 Haynes 625 62.01) 21.0 1.02) 5.02) 9.0 0.1 0.53) 0.52) 0.42) 0.42) 3.7 5666 N06625 Haynes X750 70.01) 16.0 1.02) 8.0 0.08 0.352) 0.352) 0.8 2.5 1.5 5542 NC15TNbA N07750 Haynes 718 52.01) 18.0 1.03) 19.0 3.0 0.05 0.352) 0.352) 0.5 0.9 5.109 5662/5664 N07718 Incoloy 864 30.038.0 20.025.0 4.04.8 0.082) 1.03) 0.61.0 0.41.0 S35135
Nimocast PE10 56.4 20.0 6.0 9.0 HC202 NC20N13 Nimocast PD16 43.8 16.5 34.0 0.06 1.2 1.2 5397 HC204 NK15CAT LW2.4674 NiFe33Cr17Mo Nimocast PK24 61.1 9.5 15.0 9.0 0.17 5.5 4.7 1.0 3146 SNiCr13Al16MoNb Nimocast 842 57.7 22.0 10.0 0.3 5391A HC203 NC13AD 2.4670 SNiCr13Al16MoNb SS071712 Nimocast 713 72.6 13.4 0.12 6.2 1.0 2.3 5931A HC203 NC13AD GNiCr13A16MoNb Refractaloy 26 36.1 17.21 18.51 2.62 0.03 0.55 0.23 0.21 2.66 0.019 Z6NKCDT38
Rene 63 14.0 15.0 3.5 6.0 0.05 0.1 0.2 3.8 2.5 3.5 Rene 77 15.0 15.0 0.4 4.2 0.07 0.1 0.1 4.3 3.3 Rene 80 14.0 9.5 4.0 0.17 3.0 5.0 Rene 95 500 300 64.5 14.0 8.0 3.5 0.15 2.5 3.5 NC14K8 Rene 100 10.0 15.0 3.0 0.18 5.5 4.7 NiCo15Cr10MoAlTi Rene 125 8.9 10.0 2.0 0.1 4.7 2.5 4.05 TRW 1800 70.0 13.0 0.1 6.0 0.06 10.5 TRW VIA 6.0 7.5 2.0 0.13 5.4 1.0 6.3 NiTa9Co8W6CrAl Hastelloy B* 140 67.02) 1.03) 2.5 5.0 28.0 0.052) 1.02) 1.02) 0.352) 5396A 5396 ND37FeV 2.4800 SNiMo30 N10001
Hastelloy S* 200 67.01) 16.0 2.02) 3.02) 15.0 0.022) 0.5 0.4 0.25 1.0352) Hastelloy W* 63.01) 5.0 2.5 6.0 24.0 0.122) 1.02) 1.02) 0.6* 5755 N10004 Hastelloy X* 160 47.01) 22.0 1.5 18.0 9.0 0.1 1.02) 1.0 0.60802) 5390A 5390 NC22FeD 2.4603 N06002 Haynes HR120 37.0 25.0 3.02) 331) 2.52) 0.05 0.7 0.6 0.1 3.404 N08120 Haynes HR160 37.01) 28.0 29.0 2.02) 1.02) 0.05 0.5 2.75 0.5 2.02) N12160 Haynes 214* 75.01) 16.0 3.0 0.05 0.52) 0.22) 4.5 0.122) DIN 177444 No 2.4646 N07214 Haynes 230 57.01) 22.0 5.02) 3.02) 2.0 0.1 0.5 0.4 0.3 14.035 5891 DIN 177444 No 2.4733 N06230 Haynes 242* 65.01) 8.0 2.52) 2.02) 25.0 0.032) 0.82) 0.82) 0.52)
Incoloy 825* 180 38.046.0 19.523.5 22.0 2.53.5 0.052) 1.02) 0.52) 0.22) 0.61.2 3.0 3007276 NC21FeDU 2.4858 NiCr21Mo N08825 Incoloy 890 42.5 25.0 1.5 0.1 1.02) 1.8 0.1 1.02) 1.0 N08890 Incoloy 909 35.040.0 1216.0 0.062) 0.250.5 0.152) 1.31.8 5.0 N19909 Incoloy 330 34.037.0 1720.0 0.082) 2.02) 0.751.5 0,06* 1.4886 N08330 Inconel 600* 170 72.0 14.017.0 610 0.152) 1.02) 0.52) 0.5152) 5540 5580 307276 NC15Fe 2.4816 NiCr15Fe N06600 Inconel 601* 150 58.063.0 21.025.0 3) 0.12) 1.02) 0.52) 11.7 1.0152) 5715 2.4851 NiCr23Fe N06601 Inconel 603 XL 15.023.0 4.02) 0.32) 0.32) 2.02) 0.52) 0.52) 0.1 Inconel 617* 44.5 20.024.0 1015 3.02) 810 0.051.5 1.02) 1.02) 0.81.5 0.62) 1.02) 2.4663a N06617
Inconel 625* 180 58.0 20.023.0 1.02) 5.03) 810 0.12) 0.52) 0.52) 0.42) 0.42) 4.0 5666 NC22FeDNB 2.4856 NiCr22Mo9Nd N06625 Inconel 690 58.0 27.031.0 7.011.0 0.052) 0.52) 0.52) 0.5152) 2.4642 N06690 Inconel 693 3) 27.031.0 2.56.0 0.152) 1.02) 0.52) 2.44 1.02) 1.0 N06693 Nimonic 75* 170 18.021.0 5.02) 0.080.15 1.02) 1.02) 0.20.6 0.52) HR5, 203,4 NC20T 2.4630 NiCr20Ti N06075 Udimet 520 18.020.0 11.014.0 5.57.0 0.020.06 1.82.3 2.93.25 1.0 Udimet 720 15.516.5 14.015.5 2.753.25 0.010.02 2.252.75 4.755.25 1.5 Udimet D979 42.048.0 14.016.0 3.04.5 0.082) 0.752) 0.752) 0.751.3 2.73.3 4.0 N09979 Udimet R41 18.020.0 10.012.0 5.02) 9.010.5 0.122) 1.41.8 3.03.3 0.012) N07041
Nimonic 86 25.0 10.0 0 05 0.015 0.03 Astroloy* 370 15.0 17.0 5.0 0.04 4.0 3.5 0.025 N13017 Hastelloy R235* 310 61.0 15.0 2.5 10.0 5.5 0.15 0.25 0.6 3.0 2.0 AISI 686 Haynes R41 52.01) 19.0 11.0 5.0 10.0 0.09 0.12) 0.5* 1.5 3.1 0.006 Incoloy 901* 180 300 44.3 12.5 34.0 6.0 0.05 0.24 0.12 0.15 2.7 0.15 5660 ZSNCDT42 LW2.4662 NiFe33Cr14MoTi N09901 Incoloy 903* 380 36.040.0 13.017.0 0.31.15 1.01.85 3.0 N19903 Incoloy 907 35.040.0 12.016.0 0.070.35 0.22) 1.31.8 5.0 N19907 Incoloy 908 47.051.0 3.754.5 0.52) 0.032) 1.02) 0.52) 0.751.25 1.21.8 3.5 N09908
Inconel 706* 39.044.0 14.517.5 1.02) 0.062) 0.352) 0.352) 0.42) 1.52 3.4 N09706 Inconel 718* 180 380 50.055.0 17.021.0 1.02) 2.83.3 0.082) 0.352) 0.352) 0.20.8 0.651.15 5.3 5383 5589 HR8 NC19FeNB LW 2.4668 NiCr19Fe19NbMo N07718 Inconel 722* 380 15.0 6.5 0.04 0.55 0.2 0.6 2.4 30.0 5541 NC16FeTi NiCr16FeTi N07722 Inconel X750* 390 70.0 14.017.0 1.02) 5.09.0 0.062) 1.02) 0.52) 0.41.0 2.252.75 1.5 5542G 5582 NC16FeTNb 2.4669 NiCr16FeTi N07750 Inconel 751** 70.0 14.017.0 5.09.0 0.12) 0.52) 0.91.5 22.6 1.0 N07751 Inconel 783* 26.030.0 2.53.5 3) 2427.0 0.032) 0.52) 0.52) 5.06.0 0.10.4 3.5 R30783 Inconel HX 20.523.0 0.52.5 17.020 8.010 0.051.15 1.02) 1.02) 1.0 2.4665 N06002
MC
S2.
0.Z.
AN
CM
C 2
0.2
MC
S2.
0.Z.
AN
CM
C 2
0.2
MC
S2.
0.Z.
AG
CM
C 2
0.2
MC
S2.
0.Z.
AN
CM
C 2
0.21
MC
S2.
0.Z.
AN
CM
C 2
0.21
MC
S2.
0.Z.
AN
CM
C 2
0.21
MC
S2.
0.Z.
AG
CM
C 2
0.22
MC
S2.
0.Z.
AG
CM
C 2
0.22
Lista de referencia de materiales HRSA Condición delmaterial
Designación comercial
Dureza Brinell HBRecocidas Envejecidas
Código Composición nominal aproximada de contenido en %
Con base de Ni
Envejecida o solución tratada
Envejecida o solución tratada
Continúa…
Equilibrio Equilibrio Equilibrio Equilibrio Equilibrio Equilibrio
Equilibrio min
min min Equilibrio Equilibrio Balance Equilibrio
Equilibrio Equilibrio
Equilibrio min min Equilibrio
1) Equilibrio2) Máximo3) Impureza* Estas aleaciones se pueden templar mediante un proceso de envejecimiento.
Equilibrio
Equilibrio
min Equilibrio Equilibrio Equilibrio
Equilibrio
Equilibrio EquilibrioEquilibrio
Equilibrio Equilibrio
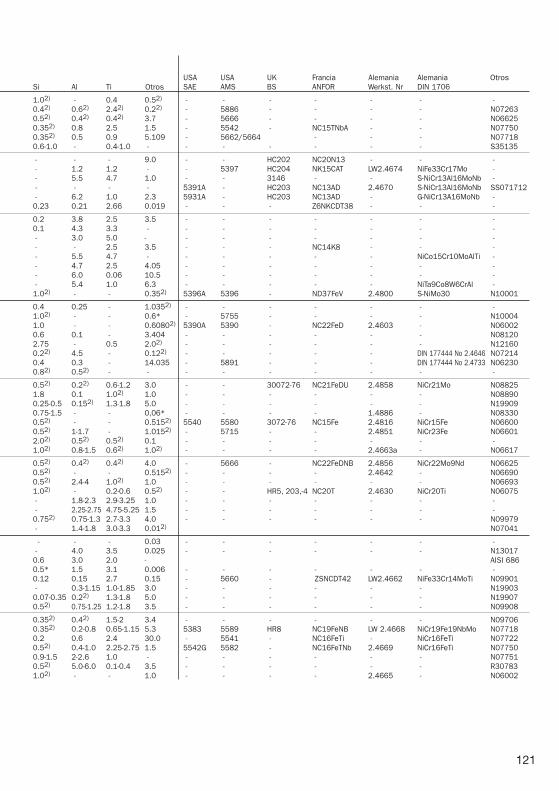
121
USA USA UK Ni Cr Co Fe Mo C Mn Si Al Ti SAE AMS BS ANFOR Werkst. Nr DIN 1706
Haynes 75 76.01) 20.0 5.0 0.11 1.03) 1.02) 0.4 0.52) Haynes 263 52.01) 20.0 20.0 0.72) 6.0 0.06 0.63) 0.42) 0.62) 2.42) 0.22) 5886 N07263 Haynes 625 62.01) 21.0 1.02) 5.02) 9.0 0.1 0.53) 0.52) 0.42) 0.42) 3.7 5666 N06625 Haynes X750 70.01) 16.0 1.02) 8.0 0.08 0.352) 0.352) 0.8 2.5 1.5 5542 NC15TNbA N07750 Haynes 718 52.01) 18.0 1.03) 19.0 3.0 0.05 0.352) 0.352) 0.5 0.9 5.109 5662/5664 N07718 Incoloy 864 30.038.0 20.025.0 4.04.8 0.082) 1.03) 0.61.0 0.41.0 S35135
Nimocast PE10 56.4 20.0 6.0 9.0 HC202 NC20N13 Nimocast PD16 43.8 16.5 34.0 0.06 1.2 1.2 5397 HC204 NK15CAT LW2.4674 NiFe33Cr17Mo Nimocast PK24 61.1 9.5 15.0 9.0 0.17 5.5 4.7 1.0 3146 SNiCr13Al16MoNb Nimocast 842 57.7 22.0 10.0 0.3 5391A HC203 NC13AD 2.4670 SNiCr13Al16MoNb SS071712 Nimocast 713 72.6 13.4 0.12 6.2 1.0 2.3 5931A HC203 NC13AD GNiCr13A16MoNb Refractaloy 26 36.1 17.21 18.51 2.62 0.03 0.55 0.23 0.21 2.66 0.019 Z6NKCDT38
Rene 63 14.0 15.0 3.5 6.0 0.05 0.1 0.2 3.8 2.5 3.5 Rene 77 15.0 15.0 0.4 4.2 0.07 0.1 0.1 4.3 3.3 Rene 80 14.0 9.5 4.0 0.17 3.0 5.0 Rene 95 500 300 64.5 14.0 8.0 3.5 0.15 2.5 3.5 NC14K8 Rene 100 10.0 15.0 3.0 0.18 5.5 4.7 NiCo15Cr10MoAlTi Rene 125 8.9 10.0 2.0 0.1 4.7 2.5 4.05 TRW 1800 70.0 13.0 0.1 6.0 0.06 10.5 TRW VIA 6.0 7.5 2.0 0.13 5.4 1.0 6.3 NiTa9Co8W6CrAl Hastelloy B* 140 67.02) 1.03) 2.5 5.0 28.0 0.052) 1.02) 1.02) 0.352) 5396A 5396 ND37FeV 2.4800 SNiMo30 N10001
Hastelloy S* 200 67.01) 16.0 2.02) 3.02) 15.0 0.022) 0.5 0.4 0.25 1.0352) Hastelloy W* 63.01) 5.0 2.5 6.0 24.0 0.122) 1.02) 1.02) 0.6* 5755 N10004 Hastelloy X* 160 47.01) 22.0 1.5 18.0 9.0 0.1 1.02) 1.0 0.60802) 5390A 5390 NC22FeD 2.4603 N06002 Haynes HR120 37.0 25.0 3.02) 331) 2.52) 0.05 0.7 0.6 0.1 3.404 N08120 Haynes HR160 37.01) 28.0 29.0 2.02) 1.02) 0.05 0.5 2.75 0.5 2.02) N12160 Haynes 214* 75.01) 16.0 3.0 0.05 0.52) 0.22) 4.5 0.122) DIN 177444 No 2.4646 N07214 Haynes 230 57.01) 22.0 5.02) 3.02) 2.0 0.1 0.5 0.4 0.3 14.035 5891 DIN 177444 No 2.4733 N06230 Haynes 242* 65.01) 8.0 2.52) 2.02) 25.0 0.032) 0.82) 0.82) 0.52)
Incoloy 825* 180 38.046.0 19.523.5 22.0 2.53.5 0.052) 1.02) 0.52) 0.22) 0.61.2 3.0 3007276 NC21FeDU 2.4858 NiCr21Mo N08825 Incoloy 890 42.5 25.0 1.5 0.1 1.02) 1.8 0.1 1.02) 1.0 N08890 Incoloy 909 35.040.0 1216.0 0.062) 0.250.5 0.152) 1.31.8 5.0 N19909 Incoloy 330 34.037.0 1720.0 0.082) 2.02) 0.751.5 0,06* 1.4886 N08330 Inconel 600* 170 72.0 14.017.0 610 0.152) 1.02) 0.52) 0.5152) 5540 5580 307276 NC15Fe 2.4816 NiCr15Fe N06600 Inconel 601* 150 58.063.0 21.025.0 3) 0.12) 1.02) 0.52) 11.7 1.0152) 5715 2.4851 NiCr23Fe N06601 Inconel 603 XL 15.023.0 4.02) 0.32) 0.32) 2.02) 0.52) 0.52) 0.1 Inconel 617* 44.5 20.024.0 1015 3.02) 810 0.051.5 1.02) 1.02) 0.81.5 0.62) 1.02) 2.4663a N06617
Inconel 625* 180 58.0 20.023.0 1.02) 5.03) 810 0.12) 0.52) 0.52) 0.42) 0.42) 4.0 5666 NC22FeDNB 2.4856 NiCr22Mo9Nd N06625 Inconel 690 58.0 27.031.0 7.011.0 0.052) 0.52) 0.52) 0.5152) 2.4642 N06690 Inconel 693 3) 27.031.0 2.56.0 0.152) 1.02) 0.52) 2.44 1.02) 1.0 N06693 Nimonic 75* 170 18.021.0 5.02) 0.080.15 1.02) 1.02) 0.20.6 0.52) HR5, 203,4 NC20T 2.4630 NiCr20Ti N06075 Udimet 520 18.020.0 11.014.0 5.57.0 0.020.06 1.82.3 2.93.25 1.0 Udimet 720 15.516.5 14.015.5 2.753.25 0.010.02 2.252.75 4.755.25 1.5 Udimet D979 42.048.0 14.016.0 3.04.5 0.082) 0.752) 0.752) 0.751.3 2.73.3 4.0 N09979 Udimet R41 18.020.0 10.012.0 5.02) 9.010.5 0.122) 1.41.8 3.03.3 0.012) N07041
Nimonic 86 25.0 10.0 0 05 0.015 0.03 Astroloy* 370 15.0 17.0 5.0 0.04 4.0 3.5 0.025 N13017 Hastelloy R235* 310 61.0 15.0 2.5 10.0 5.5 0.15 0.25 0.6 3.0 2.0 AISI 686 Haynes R41 52.01) 19.0 11.0 5.0 10.0 0.09 0.12) 0.5* 1.5 3.1 0.006 Incoloy 901* 180 300 44.3 12.5 34.0 6.0 0.05 0.24 0.12 0.15 2.7 0.15 5660 ZSNCDT42 LW2.4662 NiFe33Cr14MoTi N09901 Incoloy 903* 380 36.040.0 13.017.0 0.31.15 1.01.85 3.0 N19903 Incoloy 907 35.040.0 12.016.0 0.070.35 0.22) 1.31.8 5.0 N19907 Incoloy 908 47.051.0 3.754.5 0.52) 0.032) 1.02) 0.52) 0.751.25 1.21.8 3.5 N09908
Inconel 706* 39.044.0 14.517.5 1.02) 0.062) 0.352) 0.352) 0.42) 1.52 3.4 N09706 Inconel 718* 180 380 50.055.0 17.021.0 1.02) 2.83.3 0.082) 0.352) 0.352) 0.20.8 0.651.15 5.3 5383 5589 HR8 NC19FeNB LW 2.4668 NiCr19Fe19NbMo N07718 Inconel 722* 380 15.0 6.5 0.04 0.55 0.2 0.6 2.4 30.0 5541 NC16FeTi NiCr16FeTi N07722 Inconel X750* 390 70.0 14.017.0 1.02) 5.09.0 0.062) 1.02) 0.52) 0.41.0 2.252.75 1.5 5542G 5582 NC16FeTNb 2.4669 NiCr16FeTi N07750 Inconel 751** 70.0 14.017.0 5.09.0 0.12) 0.52) 0.91.5 22.6 1.0 N07751 Inconel 783* 26.030.0 2.53.5 3) 2427.0 0.032) 0.52) 0.52) 5.06.0 0.10.4 3.5 R30783 Inconel HX 20.523.0 0.52.5 17.020 8.010 0.051.15 1.02) 1.02) 1.0 2.4665 N06002
OtrosOtrosAlemaniaAlemaniaFrancia

122
USA USA UK Ni Cr Co Fe Mo C Mn Si Al Ti SAE AMS BS ANFOR Werkst. Nr DIN 1706
Jethete M252* 320 55.3 19.0 10.0 2.5 0.15 1.0 2.5 5551 2.4916 GNiCr19Co N07252 MARM 246* 270 59.5 9.0 10.0 2.5 0.15 5.5 1.5 1.5 2.4675 NiCo10W10Cr9AlTi MARM 421* 62.3 15.5 10.0 1.7 0.15 4.25 1.75 1.75 NiCr16Co10WAlTi MARM 432* 52.3 15.5 20.0 0.15 2.5 4.3 2.0 NiCo20Cr16WAlTi Nimocast 80* 69.9 20.0 2.0 5.0 0.1 1.2 2.5 3146 NC 20 TA 2.4631 NiCr20TiAl Nimocast 90* 52.9 20.0 16.5 5.0 0.1 1.3 2.4 NC 20 K17 TA 2.4632 NiCr20Co18Ti Nimonic 80A* 350 18.021.0 2.01) 3.01) 0.1 1.01) 1.01) 1.01.8 1.82.7 0.17 Hr 410,601 NC20TA 2.4631 NiCr20TiAk N07080 Nimonic 81* 200 30.0 2.0 1.0 0.3 0.05 0.5 0.5 0.9 1.8 0.26 Nimonic 90* 346 18.021.0 15.021.0 1.51) 0.131) 1.01) 1.01) 1.02.0 2.03.0 0.391) Hr 2, 202 Nc20ATV 2.4632 NiCr20Co18Ti N07090 Nimonic 91 27.030.0 19.021.0 1.01) 0.11) 1.01) 1.01) 0.91.5 1.92.7 1.6 Nimonic 105* 320 14.015.7 18.022.0 1.01) 4.55.5 0.121) 1.01) 1.01) 4.54.9 0.91.5 0.42) HR 3 NCKD20ATV 2.4634 NiCo20C15MoAlTi Nimonic 115* 350 14.016.0 13.015.5 1.01) 3.05.0 0.120.2 1.01) 1.01) 4.55.5 3.54.5 0.42) HR4 NCK15ATD 2.4636 NiCo15Cr15MoAlTi
Nimonic 901* 350 42.5 12.5 1.01) 5.75 0.11) 0.51) 0.41) 0.351) 2.9 0.62) 5660C 5661A ZSNCDT42 2.4662 NiCr15MoTi N09901 Nimonic 263* 275 19.021.0 19.021.0 0.71) 5.66.1 0.040.08 0.61) 0.41) 0.62) 1.92.4 0.32) HR10 NCK20D 2.4650 NiCr15Co19MoTi N07263 Nimonic PE16* 250 42.043.0 15.517.5 2.01) 2.83.8 0.040.06 0.21) 0.51) 1.11.3 1.11.3 0.62) HR207 NW11AC NiFe33Cr17Mo Nimonic PK33* 350 16.020.0 12.016.0 1.01) 5.09.0 0.071) 0.51) 0.51) 1.72.5 1.53.0 0.271) NC19DUV NiCr20Co16MoTi Rene 41 19.0 11.0 3.0 9.75 0.05 1.6 3.5 0.007 5399 NC19KDT 2.4973 NiCr19Co11MoTi N07041 Waspaloy 18.021.0 12.015.0 2.01) 3.55.0 0.020.11) 1.01) 0.751) 1.21.6 2.753.25 0.6 2.4654 N07001 Waspaloy* 58.0b 19.0 13.5 2.01) 4.3 0.08 0.11) 0.151) 1.5 3.0 0.161) 5544 NC20K14 LW 2.4668 NiCr19Fe19NbMo
GMR 235* 310 63.3 15.5 10.0 5.2 0.15 0.25 0.6 3.0 2.0 0.06 AISI: 686 GMR 235D* 4.5 15.5 4.5 5.0 0.15 3.5 2.5 0.05 NiCr16MoAl IN100* 350 61.6 12.5 18.5 3.2 0.07 1.2 0.5 5.0 4.75 5397 HC204 NK15CAT LW 2.4674 NiCo15Cr10MoAlTi N13100 Jessop G39* 130 67.5 19.5 5.0 3.0 0.5 4.5 NiCr20MoW Jessop G64* 220 60.7 11.0 2.0 3.0 0.15 6.0 4.0 NiCr11AlWNb Jessop G81* 300 79.3 20.0 13.0 0.05 1.3 2.3 NiCr20Co18Ti MARM 200* 69.4 9.0 10.0 0.15 5.0 2.0 1.0 NKW10CATaHf NiW13Co10Cr9AlTi
Air Resist 13 21.0 0.45 3.5 0.1 Air Resist 213 19.0 0.18 3.5 0.1 5537C KC20WN CoCr20W15Ni Altemp S 816 20.0 20.0 47.6 4.0 4.0 0.4 5534 LW 2.4989 CoCr20Ni20W FSX 414 10.0 29.0 0.25 HS 25 10.0 20.0 0.10 5537C 5759 KC20WN LW 2.4964 CoCr20W15Ni AISI:670
HS 30 16.0 24.0 51.4 1.0 6.0 0.6 0.6 0.4 5380 CoCr26Ni14Mo R30030 HS31 10.0 25.0 1.5 0.50 0.5 5382 ASTM A567 3146 KC25NW LW 2.4670 CoCr25NiW R30031 HS36 10.0 18.0 53.1 2.0 15.0 1.5 0.4 CoCr19W14NiB Jessop 832 12.0 19.0 44.0 17.0 2.0 0.8 0.3 3.5 CoCr19Fe16NiMoVNb Jessop 834 12.0 19.0 42.0 20.0 2.0 6.5 CoCr19Fe20NiMoVNb Jessop 875 21.0 66.0 11.0 2.45 CoCr21W11Nb
Jetalloy 209 10.0 20.0 52.0 1.0 15.0 2.0 0.02 5772 KC22WN CoCr22W14Ni L251 10.0 19.0 1.0 0.4 M 203 24.5 19.5 1.0 2.15 0.8 1.0 24.5 0.07 M 204 24.5 18.5 1.6 1.0 0.07 M 205 24.5 18.5 1.6 2.75 0.07 1.67
MARM 302 21.5 0.85 9.0 CoCrW10TaZrB MARM 322 21.5 0.75 0.1 0.1 0.75 1.0 6.75 CoCr22W9TaZrNb MARM 509 10.0 23.5 0.1 0.1 0.2 0.6 4.0 31463 CoCr24Ni10WtaZrB MARM 905 20.0 20.0 0.5 0.05 7.6 MARM 918 20.0 20.0 0.05 CoCr20Ni20Ta Refreactaloy 70 20.0 21.0 46.0 0.5 8.0 4.0 0.08 V36 20.0 25.0 43.2 2.4 4.0 2.0 0.6 0.5 2.29 CoCr25Ni20MoWNb
WI52 0.5 21.0 62.6 2.0 11.0 0.25 0.25 2.45 CoCr21Mo11W Jessop X40 10.0 25.0 1.5 0.50 0.5 0.5 0.5 5382 31562 LW 2.4670 CoCr25NiW ASTM: A567 Jessop X45 10.5 25.5 2.0 0.25 8.6 Jessop X50 20.5 25.5 40.3 4.0 12.0 0.75 Jessop X63 10.0 25.0 57.6 1.0 6.0 0.45
MC
S2.
0.Z.
AG
CM
C 2
0.22
MC
S2.
0.Z.
AG
CM
C 2
0.22
MC
S2.
0.C
.NS
C
MC
20.
24M
C S
3.0.
Z.AG
C
MC
20.
3M
C S
3.0.
Z.AG
C
MC
20.
3M
C S
3.0.
Z.AG
C
MC
20.
3M
C S
3.0.
Z.AG
C
MC
20.
3M
C S
3.0.
Z.AG
C
MC
20.
3
Condición delmaterial
Designación comercial
Dureza Brinell HBRecocidas Envejecidas
Código) Composición nominal aproximada de contenido en %
Envejecida o solución tratada
Con base de Co
Continued...
Equilibrio Equilibrio Equilibrio Equilibrio Equilibrio
Equilibrio Equilibrio Equilibrio Equilibrio
1) Equilibrio* Estas aleaciones se pueden templar mediante un proceso de envejecimiento.
Equilibrio Equilibrio
Fundidas o fundidas y envejecidas
Equilibrio Equilibrio Equilibrio Equilibrio
Equilibrio
Equilibrio Equilibrio EquilibrioEquilibrio
Equilibrio Equilibrio Equilibrio Equilibrio Equilibrio
Equilibrio Equilibrio

123
USA USA UK Ni Cr Co Fe Mo C Mn Si Al Ti SAE AMS BS ANFOR Werkst. Nr DIN 1706
Jethete M252* 320 55.3 19.0 10.0 2.5 0.15 1.0 2.5 5551 2.4916 GNiCr19Co N07252 MARM 246* 270 59.5 9.0 10.0 2.5 0.15 5.5 1.5 1.5 2.4675 NiCo10W10Cr9AlTi MARM 421* 62.3 15.5 10.0 1.7 0.15 4.25 1.75 1.75 NiCr16Co10WAlTi MARM 432* 52.3 15.5 20.0 0.15 2.5 4.3 2.0 NiCo20Cr16WAlTi Nimocast 80* 69.9 20.0 2.0 5.0 0.1 1.2 2.5 3146 NC 20 TA 2.4631 NiCr20TiAl Nimocast 90* 52.9 20.0 16.5 5.0 0.1 1.3 2.4 NC 20 K17 TA 2.4632 NiCr20Co18Ti Nimonic 80A* 350 18.021.0 2.01) 3.01) 0.1 1.01) 1.01) 1.01.8 1.82.7 0.17 Hr 410,601 NC20TA 2.4631 NiCr20TiAk N07080 Nimonic 81* 200 30.0 2.0 1.0 0.3 0.05 0.5 0.5 0.9 1.8 0.26 Nimonic 90* 346 18.021.0 15.021.0 1.51) 0.131) 1.01) 1.01) 1.02.0 2.03.0 0.391) Hr 2, 202 Nc20ATV 2.4632 NiCr20Co18Ti N07090 Nimonic 91 27.030.0 19.021.0 1.01) 0.11) 1.01) 1.01) 0.91.5 1.92.7 1.6 Nimonic 105* 320 14.015.7 18.022.0 1.01) 4.55.5 0.121) 1.01) 1.01) 4.54.9 0.91.5 0.42) HR 3 NCKD20ATV 2.4634 NiCo20C15MoAlTi Nimonic 115* 350 14.016.0 13.015.5 1.01) 3.05.0 0.120.2 1.01) 1.01) 4.55.5 3.54.5 0.42) HR4 NCK15ATD 2.4636 NiCo15Cr15MoAlTi
Nimonic 901* 350 42.5 12.5 1.01) 5.75 0.11) 0.51) 0.41) 0.351) 2.9 0.62) 5660C 5661A ZSNCDT42 2.4662 NiCr15MoTi N09901 Nimonic 263* 275 19.021.0 19.021.0 0.71) 5.66.1 0.040.08 0.61) 0.41) 0.62) 1.92.4 0.32) HR10 NCK20D 2.4650 NiCr15Co19MoTi N07263 Nimonic PE16* 250 42.043.0 15.517.5 2.01) 2.83.8 0.040.06 0.21) 0.51) 1.11.3 1.11.3 0.62) HR207 NW11AC NiFe33Cr17Mo Nimonic PK33* 350 16.020.0 12.016.0 1.01) 5.09.0 0.071) 0.51) 0.51) 1.72.5 1.53.0 0.271) NC19DUV NiCr20Co16MoTi Rene 41 19.0 11.0 3.0 9.75 0.05 1.6 3.5 0.007 5399 NC19KDT 2.4973 NiCr19Co11MoTi N07041 Waspaloy 18.021.0 12.015.0 2.01) 3.55.0 0.020.11) 1.01) 0.751) 1.21.6 2.753.25 0.6 2.4654 N07001 Waspaloy* 58.0b 19.0 13.5 2.01) 4.3 0.08 0.11) 0.151) 1.5 3.0 0.161) 5544 NC20K14 LW 2.4668 NiCr19Fe19NbMo
GMR 235* 310 63.3 15.5 10.0 5.2 0.15 0.25 0.6 3.0 2.0 0.06 AISI: 686 GMR 235D* 4.5 15.5 4.5 5.0 0.15 3.5 2.5 0.05 NiCr16MoAl IN100* 350 61.6 12.5 18.5 3.2 0.07 1.2 0.5 5.0 4.75 5397 HC204 NK15CAT LW 2.4674 NiCo15Cr10MoAlTi N13100 Jessop G39* 130 67.5 19.5 5.0 3.0 0.5 4.5 NiCr20MoW Jessop G64* 220 60.7 11.0 2.0 3.0 0.15 6.0 4.0 NiCr11AlWNb Jessop G81* 300 79.3 20.0 13.0 0.05 1.3 2.3 NiCr20Co18Ti MARM 200* 69.4 9.0 10.0 0.15 5.0 2.0 1.0 NKW10CATaHf NiW13Co10Cr9AlTi
Air Resist 13 21.0 0.45 3.5 0.1 Air Resist 213 19.0 0.18 3.5 0.1 5537C KC20WN CoCr20W15Ni Altemp S 816 20.0 20.0 47.6 4.0 4.0 0.4 5534 LW 2.4989 CoCr20Ni20W FSX 414 10.0 29.0 0.25 HS 25 10.0 20.0 0.10 5537C 5759 KC20WN LW 2.4964 CoCr20W15Ni AISI:670
HS 30 16.0 24.0 51.4 1.0 6.0 0.6 0.6 0.4 5380 CoCr26Ni14Mo R30030 HS31 10.0 25.0 1.5 0.50 0.5 5382 ASTM A567 3146 KC25NW LW 2.4670 CoCr25NiW R30031 HS36 10.0 18.0 53.1 2.0 15.0 1.5 0.4 CoCr19W14NiB Jessop 832 12.0 19.0 44.0 17.0 2.0 0.8 0.3 3.5 CoCr19Fe16NiMoVNb Jessop 834 12.0 19.0 42.0 20.0 2.0 6.5 CoCr19Fe20NiMoVNb Jessop 875 21.0 66.0 11.0 2.45 CoCr21W11Nb
Jetalloy 209 10.0 20.0 52.0 1.0 15.0 2.0 0.02 5772 KC22WN CoCr22W14Ni L251 10.0 19.0 1.0 0.4 M 203 24.5 19.5 1.0 2.15 0.8 1.0 24.5 0.07 M 204 24.5 18.5 1.6 1.0 0.07 M 205 24.5 18.5 1.6 2.75 0.07 1.67
MARM 302 21.5 0.85 9.0 CoCrW10TaZrB MARM 322 21.5 0.75 0.1 0.1 0.75 1.0 6.75 CoCr22W9TaZrNb MARM 509 10.0 23.5 0.1 0.1 0.2 0.6 4.0 31463 CoCr24Ni10WtaZrB MARM 905 20.0 20.0 0.5 0.05 7.6 MARM 918 20.0 20.0 0.05 CoCr20Ni20Ta Refreactaloy 70 20.0 21.0 46.0 0.5 8.0 4.0 0.08 V36 20.0 25.0 43.2 2.4 4.0 2.0 0.6 0.5 2.29 CoCr25Ni20MoWNb
WI52 0.5 21.0 62.6 2.0 11.0 0.25 0.25 2.45 CoCr21Mo11W Jessop X40 10.0 25.0 1.5 0.50 0.5 0.5 0.5 5382 31562 LW 2.4670 CoCr25NiW ASTM: A567 Jessop X45 10.5 25.5 2.0 0.25 8.6 Jessop X50 20.5 25.5 40.3 4.0 12.0 0.75 Jessop X63 10.0 25.0 57.6 1.0 6.0 0.45
OtrosOtrosAlemaniaAlemaniaFrancia

124
USA USA UK Ni Cr Co Fe Mo C Mn Si Al Ti SAE AMS BS ANFOR Werkst. Nr DIN 1706
J1650 27.0 20.0 0.2 3.8 Haynes 25* 10.0 20.0 51.01) 3.02) 0.1 1.5 0.42) 15.0 5537C 5759 KC20WN LW 2.4964 CoCr20W15Ni R30605 Haynes 188* 22.0 22.0 39.01) 3.02) 0.1 1.252) 0.35 14.03 5772 KC22WN CoCr22W14Ni R30188 Undimet 188* 20.024.0 20.024.0 3.02) 0.050.15 1.252) 0.20.5 15.0 R30188 Undimet L605* 9.011.0 19.021.0 3.02) 0.050.15 1.02.0 0.42) 16.0 R30605
HS6* 2.5 28.0 60.5 3.0 5.0 1.0 5373 R30006 HS21* 3.0 27.0 1.0 5.0 0.6 0.6 0.25 5385 3531 CoCr28Mo R30021 J1570* 350 28.0 20.0 43.0 2.0 7.0
Greek Ascoloy 300 2.0 12.0 0.19 3.15 5508 S41880 Jethete M 152** 300 2.5 12.0 1.7 0.15 0.3 5718 Z12 CND12 LW 1.4939
Crucible A286* 250 25.0 14.0 1.3 0.05 1.3 0.5 0.2 2.1 J467 5525 HR5152 Z06 NCT25 LW 1.4980 ASTM: 368 Discaloy 24* 280 26.0 13.5 2.7 0.04 0.9 0.8 0.1 1.7 (J467) 5733 Z3 NCT25 LW 1.4943 S66220 Discaloy 16256* 290 25.0 16.0 6.0 0.12 1.35 0.7 0.3 0.4 5725 Z3 NCT25 Unitemp 212* 280 25.0 16.0 0.08 0.05 0.15 0.15 4.0 0.5 Incoloy A286 280 25.5 15.0 1.25 2.1 5525 5726 HR 512 Z 3 NCT 25 1.4980 X5NiCrTi2615 S66286 665B* 280 26.0 13.5 1.5 0.08 2.85 J467 5543 1.4943 S66545 199DL* 250 9.0 18.5 1.4 0.3 1.5 0.6 0.25 1.75 5526 LW 1.4984 S63198
174PH* 250 4.0 16.5 0.7 1.0 1.0 3.57 J467 5604 1.4542 XCrNiCuNb174 S17400
Udimar 250* 17.019.0 7.08.5 4.65.1 0.032) 0.12) 0.12) 0.050.15 0.30.5 0.022) K92890 Udimar 300* 18.019.0 8.09.5 4.65.2 0.032) 0.12) 0.12) 0.050.15 0.550.8 0.022) K93120
Incoloy 800** 184 3035.0 1923.0 39.5 0.12) 0.150.6 0.150.6 1.4876 X10NiCrAlTi3220 N08800 Incoloy 803 3237.0 2529.0 0.060.1 1.52) 1.02) 0.150.6 0.150.6 S35045 Incoloy DS** 180 34.541 1719.0 0.01 0.81.5 1.92.6 0.2 0.5 1.4864 X12NiCrSi3616 Sanicro 30** 150 34.0 22.0 0.03 0.55 0.55 0.3 0.5 0.1 1.4558 X2NiCrAlTi3220 Nilo 36 36.0 0.25 0.05 0.50 0.25 0.10 0.10 0.14 1.3912 K93600 Nilo 42 42.0 0.25 1.0 0.005 0.8 0.03 0.15 A54301 1.3917 K94100
Haynes 556* 260 20.0 22.0 18.0 31.01) 3.0 0.1 1.0 0.4 0.2 3.34 5877 R30556 Multimet 155* 260 20.0 21.0 20.0 30.01) 3.0 0.12 1.5 1.02) 3.65 5769 1.4971 X12CrCoNi2120 R30155 N155* 260 20.0 21.0 20.0 3.0 0.15 1.5 0.5 1.0 5768 1.4971 X12CrCoNi2120 R30155 N156* 260 33.0 17.0 24.0 3.0 0.33 S 590* 270 20.0 21.0 20.0 4.0 0.43 5770 1.4977 X40CoCrNi2020 R30590
MC
S3.
0.Z.
AG
CM
C 2
0.3
MC
S3.
0.Z.
AG
CM
C 2
0.32
MC
SN
.N.N
.NN
C
MC
05.
3M
C M
1.O.
Z.PH
C
MC
05.
4M
C S
1.0.
U.A
N
CM
C 2
0.11
MC
S1.
0.U
.AG
C
MC
20.
12M
C P
5.0.
Z.PH
C
MC
05.
4M
C P
3.3.
Z.AN
C
MC
05.
4
Condición delmaterial
Designación comercial
Dureza Brinell HBRecocidas Envejecidas
Código)
Composición nominal aproximada de contenido en %
Recocida o solución tratada
Envejecida o solución tratada
Equilibrio Equilibrio Equilibrio Equilibrio Equilibrio Equilibrio Equilibrio Equilibrio Equilibrio
Equilibrio
Equilibrio Equilibrio
min Equilibrio Equilibrio Equilibrio Equilibrio Equilibrio
Equilibrio Equilibrio Equilibrio
1) Equilibrio2) Máximo* Estas aleaciones se pueden templar mediante un proceso de envejecimiento.** Estas aleaciones no se pueden someter a ningún tratamiento térmico.
Equilibrio Equilibrio Equilibrio
EquilibrioEnvejecida
Con base de Fe templado martensí-tico > 0.12%C
Con base de Fetemplado por preci-pitación
Envejecida o solución tratada y envejecida

125
USA USA UK Ni Cr Co Fe Mo C Mn Si Al Ti SAE AMS BS ANFOR Werkst. Nr DIN 1706
J1650 27.0 20.0 0.2 3.8 Haynes 25* 10.0 20.0 51.01) 3.02) 0.1 1.5 0.42) 15.0 5537C 5759 KC20WN LW 2.4964 CoCr20W15Ni R30605 Haynes 188* 22.0 22.0 39.01) 3.02) 0.1 1.252) 0.35 14.03 5772 KC22WN CoCr22W14Ni R30188 Undimet 188* 20.024.0 20.024.0 3.02) 0.050.15 1.252) 0.20.5 15.0 R30188 Undimet L605* 9.011.0 19.021.0 3.02) 0.050.15 1.02.0 0.42) 16.0 R30605
HS6* 2.5 28.0 60.5 3.0 5.0 1.0 5373 R30006 HS21* 3.0 27.0 1.0 5.0 0.6 0.6 0.25 5385 3531 CoCr28Mo R30021 J1570* 350 28.0 20.0 43.0 2.0 7.0
Greek Ascoloy 300 2.0 12.0 0.19 3.15 5508 S41880 Jethete M 152** 300 2.5 12.0 1.7 0.15 0.3 5718 Z12 CND12 LW 1.4939
Crucible A286* 250 25.0 14.0 1.3 0.05 1.3 0.5 0.2 2.1 J467 5525 HR5152 Z06 NCT25 LW 1.4980 ASTM: 368 Discaloy 24* 280 26.0 13.5 2.7 0.04 0.9 0.8 0.1 1.7 (J467) 5733 Z3 NCT25 LW 1.4943 S66220 Discaloy 16256* 290 25.0 16.0 6.0 0.12 1.35 0.7 0.3 0.4 5725 Z3 NCT25 Unitemp 212* 280 25.0 16.0 0.08 0.05 0.15 0.15 4.0 0.5 Incoloy A286 280 25.5 15.0 1.25 2.1 5525 5726 HR 512 Z 3 NCT 25 1.4980 X5NiCrTi2615 S66286 665B* 280 26.0 13.5 1.5 0.08 2.85 J467 5543 1.4943 S66545 199DL* 250 9.0 18.5 1.4 0.3 1.5 0.6 0.25 1.75 5526 LW 1.4984 S63198
174PH* 250 4.0 16.5 0.7 1.0 1.0 3.57 J467 5604 1.4542 XCrNiCuNb174 S17400
Udimar 250* 17.019.0 7.08.5 4.65.1 0.032) 0.12) 0.12) 0.050.15 0.30.5 0.022) K92890 Udimar 300* 18.019.0 8.09.5 4.65.2 0.032) 0.12) 0.12) 0.050.15 0.550.8 0.022) K93120
Incoloy 800** 184 3035.0 1923.0 39.5 0.12) 0.150.6 0.150.6 1.4876 X10NiCrAlTi3220 N08800 Incoloy 803 3237.0 2529.0 0.060.1 1.52) 1.02) 0.150.6 0.150.6 S35045 Incoloy DS** 180 34.541 1719.0 0.01 0.81.5 1.92.6 0.2 0.5 1.4864 X12NiCrSi3616 Sanicro 30** 150 34.0 22.0 0.03 0.55 0.55 0.3 0.5 0.1 1.4558 X2NiCrAlTi3220 Nilo 36 36.0 0.25 0.05 0.50 0.25 0.10 0.10 0.14 1.3912 K93600 Nilo 42 42.0 0.25 1.0 0.005 0.8 0.03 0.15 A54301 1.3917 K94100
Haynes 556* 260 20.0 22.0 18.0 31.01) 3.0 0.1 1.0 0.4 0.2 3.34 5877 R30556 Multimet 155* 260 20.0 21.0 20.0 30.01) 3.0 0.12 1.5 1.02) 3.65 5769 1.4971 X12CrCoNi2120 R30155 N155* 260 20.0 21.0 20.0 3.0 0.15 1.5 0.5 1.0 5768 1.4971 X12CrCoNi2120 R30155 N156* 260 33.0 17.0 24.0 3.0 0.33 S 590* 270 20.0 21.0 20.0 4.0 0.43 5770 1.4977 X40CoCrNi2020 R30590
OtrosOtrosAlemaniaAlemaniaFrancia

126
Notas

127
Notas

128
Notas

High pressure coolant machining for better productivity and results
Más informaciónEn nuestros catálogos, manuales y guías de aplicación, como PluraGuide, se ofrece información útil y se explican técnicas de aplicación. CoroGuide web es un catálogo electrónico que incluye un módulo de datos de corte (también disponible en CD), en el que encontrará recomendaciones de datos de corte para su aplicación concreta.
Infórmese sobre las últimas novedades en nuestra página web.
www.sandvik.coromant.com
www.aero-knowledge.comReconocimientoAlgunos apartadosde esta guía presentan las investigaciones técnicas llevadas a cabo pro AMRC*, esponsorizado por Sandvik Coromant
* Advanced Manufacturing Research Centre (AMRC) es una asociación que aporta excelencia científica, experiencias e innovación tecnológica en el entorno de la industria a nivel mundial, perteneciendo a la Facultad de Ingeniería de la Universidad de Sheffield.

GUÍA DE APLICACIÓN
Superaleaciones termorresistentes (HRSA)
Sede en España y Portugal:Sandvik Coromant Iberica P.E. Puerta de Madrid EsteC/ Tapiceros, 928830 - San Fernando de HenaresMadrid Correo electrónico: [email protected]
C-2920:034 SPA/01. Impreso en papel reciclable.Impreso en Suecia, AB Sandvikens Tryckeri. © AB Sandvik Coromant 2010.08


















