Tarea Específica 3 Procesos Industriales

of 40
Transcript of Tarea Específica 3 Procesos Industriales
-
8/18/2019 Tarea Específica 3 Procesos Industriales
1/40
PROCESOSINDUSTRIALES
-
8/18/2019 Tarea Específica 3 Procesos Industriales
2/40
INDICE
ESTAÑADO PAG 3-8ELECTRÓLISIS PAG 9-14
METALIZACIÓN PAG 15-24
CEMENTACIÓN PAG 25-32
CHAPEADO PAG 33-40
-
8/18/2019 Tarea Específica 3 Procesos Industriales
3/40
ESTAÑADO
-
8/18/2019 Tarea Específica 3 Procesos Industriales
4/40
DEFINICIÓN:
El E!"#"$% es un recubrimiento metálico de &!"#%, realizado mediante baño electrolítico,que se da sobre piezas metálicas, ya sean de acero, latón, cobre o zamak, y que sirve paraaumentar su '&(!&)*(" " +" %,($"*(), la corrosión o el desgaste, mejorar la soldabilidad, ypara mejorar su aspecto en elementos ornamentales.
T(.% $& &!"#"$%:
Estañado por contacto.Estañado por amalgama.Estañado por inmersión u oxidación.Estañado en baño en caliente.Estañado electrolítico.Estañado en baño undido.
P'%*&% $& &!"#"$% .%' *%)!"*!%:
!e deposita sobre un metal "especialmente #ierro$ una capa de estaño undido.
%ara estañar por dentro un recipiente cualquiera se limpia bien y se trata con ácido sul&ricodiluido, y despu's se rota con arena ina. !e calienta a continuación al uego #asta el punto deusión del estaño, se espolvorea con resina, y se llena #asta la mitad con estaño granuladopuro y undido, cubierto con resina para que no se oxide. !e da vueltas al recipiente en todasdirecciones para que el estaño pase por todos sus puntos( se quita entonces el estañosobrante "que es la mayor parte$ y con una muñequilla se rota la supericie para igualar lacapa depositada. !i es preciso se repite la operación.
)as vasijas que se estañan de este modo son ordinariamente de cobre y latón, peroprocediendo con cuidado puede tambi'n estañarse el #ierro de esta manera, teniendo siempreen cuenta que la vasija debe estar la bastante caliente para que el estaño contenido en lemisma se mantenga undido.
P'%*&% $& & !"#"$% .%' "/"+"/":
*ctualmente se usa muy poco este procedimiento, que consiste en aplicar a la supericiemetálica, bien limpia y seca, una película de amalgama pastosa de estaño, y exponer despu'sel objeto al calor, para que se volatilice el mercurio, dejando el estaño ad#erido al metal.
P'%*&% $& & !"#"$% .%' ()/&'() %,($"*():
I)/&'(): %ar estañar un objeto "mejor si es de #ierro, latón o cobre$ por esteprocedimiento se prepara un baño disolviendo + partes de alumbre amoniaco "sulatoalumínico y sulato amoniaco$ y - partes de cloruro estañoso undido en partes deagua caliente. En cuanto #ierve la solución, se sumergen en la misma los objetos previamentedecapados y lavados en agua, quedando inmediatamente cubiertos con una capa de estaño decolor blanco mate, que puede abrillantarse despu's. %ara reponer el estaño que vadepositando sobre los objetos se agregan a la solución, de vez en cuando, pequeñascantidades de cloruro de estaño. /ambi'n puede estañarse de este modo el zinc, pero lomismo que con el #ierro, el deposito no es suiciente para evitar la oxidación del metal.*l estañar zinc por este procedimiento puede sustituirse el alumbre amoniaco por otroalumbre, o emplearse solamente el sulato aluminico( la experiencia #a demostrado que nopuede #acerse lo mismo con #ierro, undición o acero.)os objetos grandes estañados de esta manera se abrillantan con un cepillo o grata
O,($"*(): El 0ejor deposito se obtiene empleando el baño siguiente y poniendo los objetosen contacto con una tira de zinc, que tambi'n se sumerge en el liquido1 bitar trato potásico -2
partes, agua 2 partes, protocloruro de estaño una parte.*ntes de usar este baño debe #ervirse unos cuantos minutos.
-
8/18/2019 Tarea Específica 3 Procesos Industriales
5/40
P'%*&% $& &!"#"$% &) *"+(&)!&:
%roceso en el que la pieza metálica a se sumerge en un baño undido de estaño( tras laremoción la pieza queda recubierta de estaño. )a pieza metálica debe tener una temperaturade usión más alta que el estaño. )a inmersión en caliente unciona para ormar capas detransición sobre la pieza a tratar que proporcionan una excelente ad#esión del recubrimiento.
%ara obtener la protección del estaño operan dos mecanismos, la protección de barrera, para lacual el recubrimiento simplemente unciona como un escudo para el metal que esta debajoprotección de sacriicio, en la cual el recubrimiento se corroe mediante un proceso electroquímico para preservar el metal y proporcionando una protección no tóxica
El recubrimiento de estaño en caliente se aplica mediante tecnología puntera usando unproceso de inmersión en caliente #dt "#ot dip tinned$. El espesor de la capa de estaño secontrola mediante unas cuc#illas de aire, un proceso libre de contacto que da cómo resultadounas supericies con acabados de gran calidad.
P'%*&% $& &!"#"$% &+&*!'%+!(*%:
Es un m'todo de electro deposición, proceso de crear una reacción química que cree una inacapa de metal sobre la base de otro metal. En el caso de estaño electrolítico, el metal base esgeneralmente de acero, mientras que el recubrimiento metálico es el estaño.Este proceso tiene más de años.
)a mayoría de las láminas de estaño se producen por electro deposición de una ina capa deestaño sobre el acero. )a naturaleza no tóxica de las sales de estaño, #ace a la lámina deestaño &til como material contenedor de alimentos. El estaño ".e.m estándar de 3 .-+4 5$ yel #ierro ".e.m estándar de 3,22- 5$ poseen un comportamiento electro químico muy similar.)igeros cambios en la disponibilidad del oxígeno y en las concentraciones de los iones que seorman en la supericie provocarán cambios en sus polaridades relativas. 6ajo condiciones deexposiciones atmos'ricas, el estaño es normalmente catódico para el acero. %or eso, si elexterior de un trozo de una lámina de estaño perorada se expone a la atmósera, se corroeráel acero y no el estaño
7onsta de los siguientes componentes1
8!92 -: gr.;l!92!n gr.;l*ditivos orgánicos "reinadores de grano y abrillantantes$>,> ? "seg&n @AB -C2 o @AB EB 4-$
-
8/18/2019 Tarea Específica 3 Procesos Industriales
6/40
%reparación previa1
)as piezas #an de pasar previamente por un proceso de preparación de la supericie.Este proceso consiste1
@esengrasado y activado1
El desengrase se eect&a generalmente y en unción de la suciedad de la pieza por inmersiónen una solución alcalina caliente , posteriormente es aconsejable un desengrasado electrolíticopara activar la pieza y eliminar los restos de tensioactivos del proceso anterior procedi'ndose asu posterior neutralizado en una solución ácida. D con sus correspondientes lavadosintermedios.
En unción del metal base a tratar los procedimientos de preparación deberán ser especíicos yen algunos casos, requerirán operaciones añadidas, como por ejemplo el *l, que se precisa deuna amalgama intermedia, en metales aleados"latón, bronce$ que precisan la deposición deuna capa intermedia de cu, o en el caso de piezas con una presencia de óxido un decapadoácido
6año electrolítico1@ebido a que el metal de base tiene una carga negativa y los iones de estaño en el baño unacarga positiva, los dos serán magn'ticamente atraídos el uno al otro. )os iones de estaño sedesplazan #acia el metal a recubrir, y cuando #acen contacto con el, los iones vuelven alestado metálico y están unidos al metal. * medida que más y más iones de estaño se ad#ierenal metal, se orma un revestimiento sobre el mismo. 7uanto más tiempo el metal estesumergido en el baño, el espesor de la capa de estaño en su supericie será mayor.na vez retirado del baño, el proceso de estañado electrolítico se #a completado.
)as concentraciones de los componentes del baño electrolítico principal se controlanperiódicamente, y se añaden los reactivos necesarios y se reponen los ánodos gastados"cuando son solubles en la disolución electrolítica$.
)os tanques de recubrimiento se limpian completamente una o dos veces al año, usando agua
y detergente.
-
8/18/2019 Tarea Específica 3 Procesos Industriales
7/40
M"!&'("+& " +% & & .&$& ".+(*"' &+ &!"#"$%:
*luminio y sus aleaciones, cobre y aleaciones, acero inoxidables y aceros al carbono.
P'%.(&$"$& *"'"*!&'!(*":
*lta resistencia a la corrosión, desgaste y al deslustrado, mejora la soldabilidad, su aspecto enelementos ornamentales, blando y d&ctil, conductividad muy buena y aspecto brillante.
"#% $& &!"#"$%:
)os mas empleados son el1 Estañado alcalino, !ulato de estaño "Este se obtiene de ladestilación de soluciones de sulato de estaño electrolíticas que se abrican del estaño metal>>.>?. Es un producto químico con una pureza superior, por lo cual se aplica principalmentepara baño de bronce electrolíticos para el aluminio anodizado$. y el 8alogenado de estaño.
T(.% $& ".+(*"*(): * toda la pieza o de orma localizadaFotativo1 )as piezas se meten en un tambor, indicado para pequeñas piezas.Estático1 )as piezas se cuelgan en ganc#os, indicado para piezas grandes o delicadas
C%)*+():!e emplea básicamente en la industria el'ctrica y electrónica, industria naval y depuradorasteniendo tambi'n aplicaciones en otros sectores como automoción, material de saneamiento eindustria alimentaría por su características no toxicas. 7omo protector y como revestimientoornamental de los metales, en especial de los que son susceptibles de corrosión como el #ierroy el acero.
!e utiliza como recubrimiento en elementos de cocina, evaporadores de rigoríicos, partes delavadoras, cintas metálicas, puede ser utilizado como alternativa al níquel en piezas que exijanla ausencia del mismo, para proteger alambres conductores de cobre y de #ierro contra elataque a la corrosión atmos'rica y como lamina de estaño utilizada en las GlatasG para comiday bebida.
-
8/18/2019 Tarea Específica 3 Procesos Industriales
8/40
E/.'&" &."#%+":7A0!* 3 7A0!* 3 7AB/*! 0E/+MlpgL%*2>+MdqLesta?7+?6-adoNenNcalienteMsourceLblMotsLsx=p2vbsxmMsigLA6U5H9PyHaECT8/B0+Fe/0yRM#lLesMsaLOMvedLa#JEHj9rt!F4P0*#U0UoJ8!kP6tDR4*EAJ/*7SvLonepageMqLesta?7+?6-ado?en?calienteMLalse
#ttp1;;Hebcac#e.googleusercontent.com;searc#KqLcac#e1k#2dTdBm=rcU1HHH.raulybarra.com;notijoya;bibliotecaTarc#ivosT-.-;notijoyaT-.-;arc#ivosnotijoya:;:recubrimientosTmetalicos.#tmNMcdLCM#lLesMctLclnkMglLes
-
8/18/2019 Tarea Específica 3 Procesos Industriales
9/40
ELECTRÓLISIS
-
8/18/2019 Tarea Específica 3 Procesos Industriales
10/40
DEFINICION:
)a electrólisis es un proceso donde la energía el'ctrica cambiará a energía química.
)a electrólisis se produce en un aparato que recibe el nombre de celda el'ctrica, la cual estáormada por una cuba que contiene el electrólito y en el que están sumergidos los electrodos,generalmente metálicos, y que están conectados a un generador el'ctrico. El electrodoconectado al polo positivo es el ánodo y el conectado al polo negativo es el cátodo. Esta celda
es un circuito el'ctrico cerrado, en el que se tienen, por una parte, los conductores metálicos ypor otra parte, los conductores ormados por las sales undidas o por las disolucioneselectrolíticas. )a corriente consiste en un lujo de electrones en la parte metálica del circuito yun lujo de iones en la parte líquida y se muestra en la siguiente imagen1
=ue descubierta accidentalmente en -: por Qilliam Bic#olson mientras estudiaba eluncionamiento de las baterías. En -:+2 el ísico y químico ingl's 0ic#ael =araday desarrolló ypublicó las leyes de la electrólisis que llevan su nombre y acuñó los t'rminos.
%ara predecir las reacciones de la electrólisis se utiliza la serie electromotriz3electroquímica.sted puede encontrar en esta tabla "v'ase un ragmento abajo$ los elementos periódicos porsus potenciales estándares "E$. El potencial estándar demuestra la capacidad, con respecto a
los iones de #idrógeno, para ceder electrones. En esta tabla el potencial estándar del#idrógeno es . )os otros elementos tienen un potencial estándar positivo o negativo. Esosigniica que los elementos con un potencial negativo serán más áciles de oxidar que el#idrógeno y los elementos con un potencial positivo serán más diíciles de oxidar que el#idrógeno.
-
8/18/2019 Tarea Específica 3 Procesos Industriales
11/40
-
8/18/2019 Tarea Específica 3 Procesos Industriales
12/40
)os aniones 7lY son atraídos por el ánodo "electrodo positivo$ y, una vez allí, se oxidan a cloromolecular.)os cationes de BaN son atraídos por el cátodo "electrodo negativo$, reduci'ndose a átomosneutros, que al ser menos denso que el undido, lotará
El valor negativo de εº indica que la reacción no es espontánea y debe orzarse con ayuda deuna pila cuya uerza electromotriz sea, en la práctica, mayor que 2ZC 5.
. Electrolisis de disoluciones acuosas.
7omo su nombre lo indica, se procede a partir de la disolución de sales en agua, con lo cual sepuede obtener la disolución iónica de la sal sin tener que elevar su temperatura, lo cualrepresenta un a#orro tanto de energía como de dinero. !in embargo, el medio acuosointerviene de orma determinante en el proceso electrolítico y puede suceder que si elpotencial estándar de reducción de la sustancia es menor que el correspondiente al agua, seobtenga oxigeno o #idrógeno en lugar de la sustancia deseada.
En los dos casos anteriores se utilizan electrodos inertes, es decir, electrodos que soloparticipan ungiendo como la supericie en la cual se lleva a cabo la reducción "cátodo$ o laoxidación "ánodo$.)a electrolisis de disoluciones acuosas es la base de numerosos procesos de extracción yabricación importantes en la industria moderna. /al es el caso de la sosa caustica, que seproduce por la electrolisis de una disolución de sal com&n en agua. )a reacción da comoresultado cloro y sodio( este <imo reacciona a su vez con el agua de la pila electrolítica yproduce sosa caustica e #idrógeno.
-
8/18/2019 Tarea Específica 3 Procesos Industriales
13/40
+. Electrolisis con electrodos activos
Existe este tipo de electrolisis en el que se utilizan electrodos activos, entendiendo que tanto elánodo como el cátodo participan en la reacción.)a galvanoplastia es otra aplicación industrial electrolítica, se basa en el proceso de electrodeposición de un metal sobre una supericie que precisa un recubrimiento resistente y
duradero, para de esta orma mejorar sus características. 7on ello se consigue proporcionar nosolo dureza, sino duración y belleza.)a electroquímica #a avanzado y desarrollado nuevas t'cnicas para colocar capas de materialsobre los electrodos, aumentando de esta orma su eiciencia.
C%)*+(%):
)os procedimientos electrolíticos constan de interesantes y &tiles aplicaciones en el campo dela industria.*lgunas de estas aplicaciones son1
3)a abricación de metales activos, como son los elementos pertenecientes a los dos primeros
grupos de la tabla periódica, así como tambi'n el aluminio, y elementos no metálicos, como esel caso del #idrógeno o el cloro.3)a abricación o síntesis de compuestos como el #idróxido de sodio.3)os recubrimientos de tipo metálicos
-
8/18/2019 Tarea Específica 3 Procesos Industriales
14/40
3)a puriicación de elementos metálicos, como puede ser por ejemplo, el caso del cobre.E/.'&" &."#%+":
#ttp1;;HHH.aquaespana.org;
#ttp1;;HHH.electrometal.es;
ENLACES:
#ttp1;;HHH.lenntec#.es;electrolisis.#tm#ttp1;;HHH.ecured.cu;Electr?7+?6+lisis#ttp1;;quimica.laguia.com;metalurgia;aplicaciones3industriales3de3la3electrolisis#ttps1;;lidiaconlaquimica.Hordpress.com;-P;:;-+;procesos3electroliticos;
-
8/18/2019 Tarea Específica 3 Procesos Industriales
15/40
METALIZACIÓN
-
8/18/2019 Tarea Específica 3 Procesos Industriales
16/40
DEFINICION:
)a metalización es un proceso para la creación de recubrimientos supericiales uncionales. En
el cual un material de revestimiento metálico o no metálico inamente dividido es depositadoen orma undida o semi3undida sobre un substrato "material base$ para ormar un depósito.
T(.% $& /&!"+(6"*():
M&!"+(6"*() .%' "+!% 7"*%:
na vez colocada la pieza a metalizar en los dierentes tipos de bastidores, se procede aaplicarle, en nuestra sección presurizada, un lacado robotizado preparatorio para unapremetalización. *simismo esta sección se encarga de aplicar tambi'n el tratamientopostmetalización, consistente en un proceso similar al anterior pero esta vez con un barniz olaca posterior.
Estas piezas premetalizadas son secadas en #ornos estáticos a temperaturas que oscilan entrePV y 4V, durante un período de tiempo aproximado de C minutos, que varía seg&n losdierentes tipos de plásticos.
na vez secadas son introducidas en la cámara de vacío donde se producen una serie dedescargas de eluvios, que limpian las piezas de impurezas, lo que mejora la ad#erencia delmetal a evaporar, en la mayoría de los casos de aluminio.7on dic#as descargas se desprenden del ilamento de aluminio, iones y electrones que c#ocancontra la supericie de la pieza.
)os tiempos oscilan entre C y - minutos, dependiendo del tipo de material.Este eecto de limpieza y mejora de la ad#erencia se debe a varias causas1-. )as partículas que c#ocan contra las piezas, arrancan restos de gas y agua que extrae labomba.. )as piezas se calientan.+. 7on el c#oque de los iones se arrancan átomos de la supericie de las piezas, por lo que'stas resultan ligeramente asperizadas y las capas vaporizadas, adquieren mejor ad#erenciasin p'rdida de brillo.El bombardeo de electrones e iones orma g'rmenes para la posterior condensación de la capa.
na vez eectuada la limpieza de eluvios y #asta alcanzar el vacío de trabajo necesario para elevaporizado, se sigue evacuando #asta que se inicia la rotación de la noria, donde seencuentran los bastidores con las piezas ormando una especie de jaula. El aluminio se calienta#asta que se vaporiza y condensa sobre las piezas.
7on esto termina el proceso de metalización #abiendo originado un eecto relectante sobre laspiezas, como si uera un espejo. * continuación se extraen 'stas y se airea la instalación,procedi'ndose a una nueva ase de barnizado para protegerlas con una laca especial,resistente a la abrasión, al perume o al alco#ol.
-
8/18/2019 Tarea Específica 3 Procesos Industriales
17/40
Material
de Aporte
Unidad deProyección
Fuente de
Energía
SUBSTRATO
PARTICULA
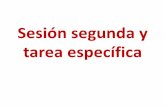
M&!"+(6"*() .%' !&'/%'%*("$%: Este se utiliza para la aplicación de capas metálicas sobre los más diversos materiales.
0aquina y pistola termorociado
)a metalización comprende el calentamiento del material de aporte, ya sea en orma de polvoo de alambre, #asta obtener un estado undido o semi3undido. Este material se transporta
mediante una corriente de gas o de aire comprimido para su depósito, creando una estructuraen la supericie de un determinado substrato.
@urante el proceso se emplea una uente generadora de calor y un material de aporte que sealimenta en orma de polvo o de alambre. 7on la ayuda de la uente de calor, el material deaporte que se alimenta, se unde y se proyecta sobre la supericie previamente preparada.
En siguiente igura se presenta un diagrama esquemático del proceso de metalización. En elcual se puede apreciar la partícula del material de aporte "polvo o alambre$ trasladándose, porla energía suministrada por la uente de poder del equipo, desde la unidad de proyección"pistola o antorc#a del equipo$, #asta el substrato o material base a metalizar.
-
8/18/2019 Tarea Específica 3 Procesos Industriales
18/40
En la metalización o termorociado ocurren dos etapas deinidas1
*tomización y @eposición.
En la atomización tiene lugar el rompimiento del material de aporte undido líquido en [gotitas\ y en la deposición se presentan dos momentos1 ".-$ donde la gotita está viajando einteract&a con el gas de atomización y ".$ donde la gotita impacta e interact&a con el
substrato.
)a siguiente igura ilustra la sección transversal típica de un substrato despu's de aplicado elmaterial de aporte "revestimiento$ mediante el proceso de rociado t'rmico. El substrato poseeuna alta rugosidad, la cual permite aumentar el área rociada, y por ende aumentar la ad#esióndel revestimiento al substrato. En el depósito se encuentra tambi'n, la presencia de poros,inclusiones de óxido, propios del proceso. )a ad#esión entre capas del revestimiento está dadapor la resistencia co#esiva entre sus partículas.
!ección transversal de un depósito /ermorociado
)a naturaleza del proceso es sinergística, o sea, existen diversas variables y componentesinvolucrados, los cuales, actuando juntos y apropiadamente aplicados, producen un eectomayor, lo que se traduce en una metalización óptima.
)a pistola de aspersión, genera el calor necesario, utilizando gases combustibles o un arcoel'ctrico, cuando los materiales sólidos son calentados, ellos cambian a un estado plástico oundido y son acelerados por un gas comprimido. )as partículas calentadas son impulsadas#acia el substrato y c#ocan con su supericie, en donde se aplanan y orman inas partículaslenticulares que se solidiican, conormándose y ad#iri'ndose a las irregularidades de lasupericie preparada, y entre sí, ormando una estructura laminar. )a unión entre el depósitorociado t'rmicamente y el substrato puede ser mecánica, metal&rgica, química, ísica o unacombinación de estas ormas.
)as variaciones básicas del proceso de rociado t'rmico ocurren en los materiales utilizadospara la aspersión, en el m'todo de calentamiento y en el m'todo de propulsión de losmateriales #acia el substrato.
)os revestimientos rociados t'rmicamente tienen tres aspectos básicos1
!6!/F*/9!
)os substratos donde los revestimientos son aplicados incluyen metales, cerámicas, vidrios,polímeros y maderas. Bo todos los materiales de aspersión pueden ser aplicados sobre todos
los substratos, algunos requieren t'cnicas especiales. )a preparación del substrato antes de laaspersión es requerida para todas las variaciones del proceso y es virtualmente la misma paracada proceso.
-
8/18/2019 Tarea Específica 3 Procesos Industriales
19/40
@os pasos importantes son la limpieza de la supericie, para eliminar la contaminación quedisminuirá la unión del revestimiento al substrato y el mantenimiento de rugosidad supericialo irregularidades que permitirán la ad#esión del revestimiento y crear una mayor área desupericial eectiva.
)a preparación adecuada del substrato antes de la aplicación del revestimiento es la etapa máscrítica que incidirá en la resistencia de la unión, por ende en la ad#esión del revestimiento al
substrato.
EB)*7E @E BA]B
)a unión entre el revestimiento y el substrato puede ser mecánica, química, metal&rgica, ísicao una combinación de estas. )a ad#esión depende de una serie de actores, tales como elmaterial del revestimiento, condición del substrato, grado de rugosidad de la supericie,limpieza, temperatura de la supericie antes y despu's de la aspersión y velocidad de impactode la partícula.
E!/F7/F* @E) FE5E!/A0AEB/9
)a estructura depositada y la química del revestimiento rociado t'rmicamente al ambiente, sondierentes de aquellas del mismo material en orma manuacturada antes de ser rociadost'rmicamente. )as dierencias en la estructura y la química son debidas a la naturaleza delrevestimiento, la reacción con los gases del proceso y la atmósera en el entorno del material,cuando está en el estado undido. En el caso de que el aire u oxígeno sean usados como gasesdel proceso, óxidos del material aplicado son ormados y se #acen parte integral delrevestimiento.
)os revestimientos de metal tienden a ser porosos, rágiles y a tener una dureza dierente a ladel substrato, en unción de la presencia de poros. )a estructura rociada t'rmicamente de losrevestimientos será similar en su naturaleza laminar, pero presentará características variables,dependiendo del proceso, de la t'cnica empleada y del tipo de material aplicado. )a densidaddel depósito rociado varía con la velocidad de las partículas y la temperatura de la uente decalor del proceso de metalización seleccionado.En la /abla -, se presenta los rangos de temperatura de aplicación del material de aporte, deacuerdo a la uente de calor usada, en los dierentes procesos de metalización. @e esta tablase observa que tanto para los distintos tipos de combustibles, así como, para el proceso arcspray "uente arco el'ctrico$, la temperatura de aplicación oscila entre los ,P a +, ^7.
/abla -1 /emperatura de uentes de calor para los dierentes procesos de 0etalización
=EB/E/E0%EF*/F*"^7$
%ropano, 9xígeno ,P4 ,42
Ias Batural, 9xígeno ,P+: Y ,C+P
8idrógeno, 9xígeno ,44 ,4>
%ropileno, 9xígeno ,:2+
0*%%_, 9xígeno ,>C
*cetileno, 9xígeno +, +,-
*rco El'ctrico ,P Y +,
*rco %lasma , :,
_ Ias1 0etil *cetileno %ropadieno
-
8/18/2019 Tarea Específica 3 Procesos Industriales
20/40
)a /abla , indica la velocidad promedio de las partículas de material de aporte que adquierenen su etapa de deposición cuando impactan e interact&an con el substrato. Esta velocidad estáen unción del proceso de metalización empleado y la uente de energía usada.
/abla 1 5elocidad promedio de impacto de las partículas de material de aporte al substrato
))*0* Y %9)59
))*0* Y *)*06FE
))*0* Y 859=
@E/9B*7A]B
*F79 E)`7/FA79
%)*!0* @E 6*U* EBEFI*
%)*!0* @E *)/* EBEFI* 2 4 : -
5elocidad "m;s$
@e esta tabla se determina que la velocidad de las partículas que impactan al substrato, en elproceso de metalización a aplicar para la recuperación del eje de motor, oscila entre - a +m;s. )a mayor de velocidad de partículas al substrato, la tiene el proceso de metalización porllama 859= "8ig# 5elocity 9xi =uel$.
)os procesos de metalización se clasiican de acuerdo con el m'todo de generación de calor.
0etalización en =río utiliza la energía el'ctrica como uente de calor.7omprende grupos1
Irupo A1 El'ctrico *rco El'ctrico, *rc !pray "/*=*$ *rco El'ctrico con %ropulsión "Uet$
Irupo AA1 %lasma %lasma de *rco Bo3/ranserido "%!%$ %lasma de *rco /ranserido "%/*$
0etalización en 7aliente utiliza gases combustibles como uente de calor.7omprende + procesos1
)lama "9xígeno3*cetileno$ 859= @etonación
0ateriales de *plicación1 en orma de polvo, varilla o alambre.
*ceros al 7arbono Winc*ceros Anoxidables1 !erie +, 2 0onel "*leaciones de Bíquel$6abbit "*leación de 6ronce$ *luminio7arburos de1 7romo, /ungsteno, /itanio 7obre7erámicos "]xidos de *luminio, Wirconio, 7romo$ 6ronce0olibdeno %olímerosBylon
En la /abla + se indica las características químico Y mecánicas de los materiales de aporte másusados en la industria, para el proceso de termorociado por *rc !pray.
7ada alambre tiene su aplicación en unción de las condiciones de operación, ambientales y
servicio a las que está expuesto el substrato a metalizar.
)os alambres de zinc, son muy usados en grandes cantidades en la industria metal&rgica parael galvanizado de tuberías.
-
8/18/2019 Tarea Específica 3 Procesos Industriales
21/40
-
8/18/2019 Tarea Específica 3 Procesos Industriales
22/40
M&!"+(6"*() $('&*!" UDIUE DP .+:
%roceso avanzado t'cnicamente de metalización directa, especialmente ormulado para *6! o*6!;%7, para aplicaciones decorativas en la metalización del plástico. El proceso elimina la
utilización del níquel químico, cobre por inmersión y proceso de cobre las# "opcional$ previoal cobre ácido, que son necesarios para el pretratamiento del proceso de metalizaciónconvencional. /ambi'n puede utilizarse en la metalización de algunos materiales como el %%.
-
8/18/2019 Tarea Específica 3 Procesos Industriales
23/40
-
8/18/2019 Tarea Específica 3 Procesos Industriales
24/40
E/.'&" &."#%+":
IF*%A0E, !.)#ttp1;;HHH.grapime.com
0E/*)AW*@9! IAB`!www.metalizadosgines.com
!EFI*6A#ttp1;;HHH.sergabi.com
ENLACES:
#ttp1;;HHH.centrem.cat;ecomu;admin;mailing;upiles;;neHsletters;itxers;*+--CC+4.pd #ttp1;;HHH.metalizadosgines.com;metalizacion3y3acabados3por3alto3vacio;#ttp1;;HHH.grapime.com;metalizado.p#pSad3image3#ttp1;;HHH.telstar3vacuum.com;productos;metalizacion?al?vacio.#tmKlanguageLes#ttp1;;HHH.tbaargentina.com.ar;productoTarcspray.#tm#ttp1;;HHH.grupocobos.com.mx;metalyzinc;metalizado.#tm
#ttp1;;HHH.quiminet.com;articulos;el3proceso3de3metalizacion3:4-C.#tm#ttp1;;HHH.sergabi.com;metalizacion;
-
8/18/2019 Tarea Específica 3 Procesos Industriales
25/40
CEMENTACIÓN
-
8/18/2019 Tarea Específica 3 Procesos Industriales
26/40
DEFINICION:
)a cementación es un proceso de tratamiento termoquímico austenítico. @urante el transcursode este proceso se enriquece la capa exterior del componente con 7arbono "carburación$o con 7arbono y Bitrógeno "carbonitruración$ con el objetivo de mejorar las propiedadesmecánicas de la capa exterior del componente.
!e somete el carbono elemental a altas temperaturas ">3>PV7$, para que se produzca sudiusión dentro del material de la pieza. Iracias a la cementación la pieza tendrá dos capas1supericie cementada y n&cleo sin cementar. @espu's de la cementación la pieza se somete atemple y revenido a bajas temperaturas. El n&cleo, debido al bajo contenido de carbono, noadmite temple, queda tenaz y puede trabajar bajo cargas dinámicas, y la zona peri'ricaadquiere temple a una proundidad de cerca de - mm #aci'ndose resistente al desgaste porrozamiento. 7abe señalar que la cementación en lo posible debe usarse en aceros en los cualesno pueda crecer muc#o el grano y se pueda templar directamente.
ACEROS DE CEMENTACIÓN:
!on apropiados para cementación los aceros de baja contenido de carbono, que conserven
la tenacidad en el n&cleo. El cromo acelera la velocidad de penetración del carbono.)os aceros al cromo níquel tienen buenas cualidades mecánicas y responden muy bien a esteproceso. na concentración de níquel por encima del P? retarda el proceso de cementación.
PROCESO DE LA CEMENTACIÓN:
)a cementación comprende tres etapas1
En la primera etapa las piezas son expuestas a una atmósera que contiene 7arbono o 7arbonoy nitrógeno a una temperatura de entre :P y -.P ^7.
En la segunda etapa se puede producir inmediatamente el temple "cementación$ a partir deesa temperatura, o bien despu's de un enriamiento intermedio y un recalentamiento a unatemperatura de cementación especíica del material.
)a tercera etapa, el revenido, sirve principalmente para aliviar tensiones internas y reducir lasensibilidad al agrietamiento durante el subsiguiente rectiicado.
-
8/18/2019 Tarea Específica 3 Procesos Industriales
27/40
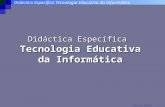
Posibles secuencias de temperatura-tiempoen la cementación
A = Cementación directaB = Cementación simpleC = Cementación después de conversiónisotérmicaD = Cementación doble
7apa cementada
!e da el nombre de capa cementada a la zona que despu's de la cementación queda con uncontenido de carbono superior a la del acero y recibe el nombre de capa dura la zonasupericial que despu's del <imo tratamiento queda con una dureza superior a P:34FockHell37, y que suele corresponder a la zona cuyo porcentaje de carbono es superior a.P3.: ? de carbono.
-
8/18/2019 Tarea Específica 3 Procesos Industriales
28/40
-
8/18/2019 Tarea Específica 3 Procesos Industriales
29/40
TIPOS DE CEMENTACIÓN:
C&/&)!"*() "&%":
)as primeras cementaciónes gaseosas se llevaron a cabo con oxido de carbono, etileno,metano y gas del alumbrado y se utilizaban solo para la abricación de blindajes.
En este proceso las piezas se mantienen entre - a : #oras a temperaturas de :P a >P^ y seobtienen capas de , a -,P mm de proundidad. !olo en casos especiales como en laabricación de blindajes se emplean procesos mas largos y se obtienen capas cementadas demayor espesor.
*unque la instalaciones son bastantes complicadas y costosas, la cementación de las piezases muy sencilla y rápida( se obtienen resultados muy regulares y se pueden cementargrandes cantidades de piezas en muy poco tiempo. El empleo de este procedimiento estasustituyendo en muc#os casos a la cementación en cajas, y a la cementación en sales.En la actualidad es el m'todo de endurecimiento supericial mas utilizado en grandes talleres,abricas de automóviles, motocicletas, etc, donde se preparan cantidades muy importantes
de piezas cementadas. Esta cementación tiene ventajas considerables con respecto a la cementación en medio sólido(el proceso es dos o tres veces mas rápido, la tecnología es menos perjudicial a lasalud, y las propiedades del n&cleo sin cementar resultan mejores debido al menorcrecimiento del grano.
El proceso se realiza en #ornos especiales, en cuyo interior se inyecta como gas cementantealg&n #idrocarburo saturado tales como metano, butano, propano y otros.*l calentar a unos >3>CV7 se desprende el carbono elemental que cementa el acero.%or ejemplo al calentar metano 78233 7 N 8
7ámara de 7alentamiento, es donde inicialmente empieza en ciclo, el calentamiento puedeser el'ctrico o calentamiento a gas, trabaja #asta temperaturas de -V7 y está equipadacon un sistema de recirculación de atmosera, así como sondas de gases y termopares detemperatura para tener un control total del ciclo utilizado. 7ámara de Enriamiento, o vestíbulo de salida, equipado con un sistema de agitación deatmosera interna para el enriamiento lento de carga. 7ámara de /emple o apagado, este sistema está provisto de un mecanismo tipo ascensorpara la inmersión de la carga en el baño de aceite y equipado con agitadores para unamejor templabilidad de las piezas. )a temperatura del aceite está controlado mediante unasresistencias para elevar su temperatura y una bomba de recirculación e intercambiador decalor para bajar la temperatura del aceite.
-
8/18/2019 Tarea Específica 3 Procesos Industriales
30/40
C&/&)!"*() *%) /"!&'(" %+($":
!e utilizan diversas materias para suministrar el carbono que #a de absorber el acero durantela cementación. )as mas empleadas suelen ser el carbón vegetal, el negro animal, #uesoscalcinados, cuero, cok, etc., mezclados con carbonatos de bario, calcio y sodio. El carbono solono se emplea porque con 'l no se suelen conseguir concentraciones altas de carbono en laperieria del acero.
)a transerencia del carbono al acero, se veriica siempre por medio de los gases que sedesprenden al calentarse las mezclas cementantes a alta temperatura, siendo en estosprocesos el oxido de carbono el principal agente carburante. El proceso de cementación por el carbón vegetal, coque, etc., se explica de la siguienteorma1
El carbón a elevada temperatura, en contacto con el oxigeno del aire da oxido de carbono1 7 N 9 L 79
)uego el oxido de carbono ormado se descompone a elevada temperatura en carbono
naciente y dióxido de carbono. 79 L 7 N 79En algunos procesos "en especial cementación gaseosa$, tambi'n se realiza la cementaciónpor la acción del metano que se descompone en #idrogeno y carbono naciente 78 L 7 N 8
En todos los casos el carbono naciente que se orma es el que produce la cementación. *lestar en contacto con el #ierro a alta temperatura se combinan 7 N + =e L 7 =e
En todos los casos, para que se veriique con acilidad la absorción del carbono, es necesarioque el acero se encuentre en estado austenitico, con el #ierro en orma de gamma, condiciónque se cumple utilizando las temperaturas normales de cementación.
En este proceso se señalan tres ases dierentes1-. %roducción de carbono naciente en las proximidades de la supericie de acero.. *bsorción del carbono en la zona peri'rica del acero.+. @iusión del carbono #acia la zona central.
)os principales inconvenientes de los cementantes sólidos son1
-V. )a gran duración de la operación, generalmente demasiado larga, ya que es necesariocalentar #asta muy altas temperaturas las grandes cajas de cementación.V. El elevado consumo de combustible, necesario para calentar el cementante y las cajas.+V. El elevado coste de preparación y colocación de las piezas en las cajas.2V. )a diicultad de templar directamente las piezas desde la caja y, por tanto, la imposibilidadde emplear dispositivos automáticos para el temple al trabajar con grandes series.PV. )a irregularidad de temperaturas en el interior de las grandes cajas de cementación.)a proundidad de la capa cementada aumenta con la temperatura y con la duración de lacementación y depende tambi'n de la actividad del carburante empleado y de lacomposición del acero que se va a cementar.
C&/&)!"*() +($":
!e cementa colocando las piezas en baños de mezclas de sales undidas, "cianuro$, de modoque el carbono diunde desde el baño #acia el interior del metal. %roduce una capa másprounda, más rica en 7 y menos B. !us principales ventajas son1 eliminación de oxidación,proundidad de la supericie dura y contenido de 7 uniormes y gran rapidez de penetración( sibien posee ciertas desventajas como son1 lavado de las piezas posterior al tratamiento para
prevenir la #errumbre, revisión de la composición del baño en orma periódica y altapeligrosidad de las sales de cianuro, dado que 'stas son venenosas.
-
8/18/2019 Tarea Específica 3 Procesos Industriales
31/40
C&/&)!"*() &) "#% $& "+&:
%ara pequeños espesores este procedimiento es muc#o más rápido que la cementación conmaterias solidas, y es tambi'n mas sencillo.)as sales tienen la desventaja de ser perjudiciales, y aunque los #umos que desprenden no loson, causan molestias e irritan las vías respiratorias.
)a cementación con sales tiene la ventaja de que las instalaciones son sencillas y baratas. Elprecio de un #orno de sales suele ser menor que el de cualquier otro tipo de #orno.En este proceso la gran dureza supericial que adquiere el acero es debida solo a la accióndel carbono. El porcentaje de inluencia del nitrógeno es tan pequeño que puede despreciarse. !e utilizan generalmente baños de sales a base de cloruro sódico, con porcentajes variablesde cloruro y carbonato sódico a los que se añade uno o más cloruros o luoruros de bariopotasio, calcio o estroncio que act&an como agentes catalíticos aumentando notablemente lapenetración de carbono, y con ello la proundidad de la capa dura que puede variar desde , a+ mm.
7on sales con -C a +? de cianuro a temperatura variable de entre :P a
>^, se consiguen capas de espesor desde , a -,P mm.7on sales con C,P a -? de cianuro a temperaturas de :CP a >P^, seconsiguen sales de espesores variables entre - a + mm.
%ara llevar a cabo un buen proceso de cementación #ay que tener en cuenta1
-V.Rue el contenido de cianuro sea el suiciente para generar el carbono activo.V.Rue no #aya un gran aumento de carbonato sódico.+V.Rue no #aya una gran cantidad de cianato sódico.2V.Rue la temperatura de cementación sea la correcta.
-
8/18/2019 Tarea Específica 3 Procesos Industriales
32/40
E/.'&" &."#%+":
/F*/EFA6EF #ttp1;;HHH.trateriber.es6*/EF0A7 #ttp1;;HHH.bautermic.com;0E/*)A7* *FF9D9 #ttp1;;HHH.metalica3arroyo.com;
ENLACES:
#ttps1;;es.Hikipedia.org;Hiki;7ianuraci?7+?6+n#ttps1;;estudioyensayo.iles.Hordpress.com;:;--;cementacion.pd #ttp1;;HHH.trateriber.es;pd;7ementacion.pd #ttp1;;es.slides#are.net;as>-+;cementacion#ttp1;;olimpia.cuautitlan.unam.mx;paginaTingenieria;mecanica;mat;matTmec;m4;endurecimiento?supericial?del?acero.pd
-
8/18/2019 Tarea Específica 3 Procesos Industriales
33/40
CHAPEADO
-
8/18/2019 Tarea Específica 3 Procesos Industriales
34/40
DEFINICION:
El c#apeado implica el recubrimiento de una delgada capa metálica sobre la supericie de unmateria del sustrato. El sustrato por lo general es metálico, aunque existen m'todos pararecubrir partes plásticas y cerámicas.
TIPOS DE CHAPEADO:
7#apeado electrolítico o " electrodeposición $-.7#apeado en bastidor.7#apeado en barril+.7#apeado en cepillo
7#apeado electrolítico o " electroormado $7#apeado iónico7#apeado sin electricidad7#apeado mecánico " liga de c#apa $
P'%*&% $& C".&"$% &+&*!'%+!(*% % ; &+&*!'%$&.%(*()
-
8/18/2019 Tarea Específica 3 Procesos Industriales
35/40
@onde A es la corriente en amperios, / el tiempo y 7 una constante que depende del metalde la placa, el electrolito y la eiciencia del sistema y, por lo regular, se encuentra en elintervalo de .+ a 0.1 mm+/amp–s. 9bs'rvese que, para el mismo volumen de materialdepositado, cuanto más grande sea la supericie de la pieza de trabajo depositada, másdelgada será la capa.
%or lo com&n, el tiempo requerido para la electrodeposición es largo, porque la velocidad de
deposición suele ser del orden de 75 µm/hora. En general, las capas delgadas depositadas sondel orden de 1 µm (40 micro pulg) y las capas gruesas pueden ser #asta de P µm.
)as soluciones de deposición son ácidos uertes o soluciones de cianuro. *l utilizar el metal dela solución para depositar, es necesario reponerlo periódicamente, lo que se logra mediantedos m'todos principales1 en ocasiones se agregan sales de metales adicionales a la solución, ose usa un ánodo de sacrificio del metal a recubrir dentro del tanque de electrodeposición, quese disuelve a la misma velocidad con que se deposita el metal.
Existen tres ormas principales de electrodeposición1
-. En la deposición en bastidor , las partes a depositar se colocan en un bastidor, que
despu's se transporta a trav's de una serie de tanques de proceso.
. En la deposición en barril, pequeñas partes se colocan en el interior de un barrilpermeable, que a su vez se introduce en un tanque o tanques de proceso. Esta ormade electrodeposición se realiza por lo com&n con partes pequeñas, como tornillos,tuercas, engranes, accesorios, etc. El luido electrolítico puede atravesar el barril yaportar el metal para la deposición( el contacto el'ctrico se provee a trav's del barrily el contacto con otras partes.
+. En el procesamiento con cepillo, el luido electrolítico se bombea a trav's de un cepillomanual con cerdas metálicas. En este caso la pieza de trabajo puede ser muy grande,por lo que el proceso resulta apropiado para reparación o deposición en campo y puede
utilizarse para aplicar recubrimientos sobre equipos grandes sin desensamblarlos.!e puede lograr una electrodeposición simple en un solo baño o tanque de proceso, pero esmás com&n utilizar una secuencia de operaciones en una línea de deposición. %or ejemplo, lossiguientes tanques de proceso pueden ser parte de una operación de electrodeposición1
!e utilizan tanques de limpieza química y desengrasado para eliminar contaminantessupericiales y mejorar la ad#esión supericial del recubrimiento de deposición.
)as piezas de trabajo se pueden exponer a un uerte baño de ácido "solución de decapado$para reducir o eliminar el espesor del recubrimiento de óxido en la pieza de trabajo.
!e puede aplicar un recubrimiento base. Esto comprendería el mismo metal o uno dierenteal de la supericie inal. %or ejemplo, si el recubrimiento metálico deseado no sead#iere bien al sustrato, puede aplicarse un recubrimiento intermedio. *demás, si se deseanpelículas gruesas, es posible utilizar un tanque de deposición a in de desarrollarcon rapidez una película y usar un tanque posterior con aditivos abrillantadores en lasolución electrolítica para desarrollar el <imo acabado supericial.
n tanque en el que se realiza la electrodeposición inal.
!e utilizan tanques de enjuague a lo largo de la secuencia.)os tanques de enjuague son necesarios por muc#as razones. %arte de la deposición se eect&autilizando sales de cianuro para entregar los iones metálicos requeridos. !i se arrastracualquier residuo de ácido "como de un tanque de decapado$ al tanque de solución de cianuro,
se ex#ala gas venenoso de cianuro de #idrógeno.
-
8/18/2019 Tarea Específica 3 Procesos Industriales
36/40
`ste es un aspecto de seguridadimportante y los controles ambientales son undamentales enlas instalaciones de deposición. *demás, los restos de la solución de deposición contienenalgunos iones metálicos y amenudo es deseable recuperarlos capturándolos en un tanque deenjuague.
)a velocidad de deposición de la película depende de la densidad de la corriente localy no es necesariamente uniorme en una parte. )as piezas de trabajo con ormas complejas
pueden requerir una geometría alterada debido a que los espesores de deposición sonvariables, como se muestra en la igura +2.>.
)os metales comunes de deposición son cromo, níquel "protección contra la corrosión$, cadmio,cobre "resistencia a la corrosión y conductividad el'ctrica$, estaño y zinc "protección contra lacorrosión, en particular para láminas de acero$.
El cromado se realiza depositando primero el metal con cobre, despu's con níquel y por <imocon cromo. El cromado duro se eect&a directamente sobre el metal base y produce unadureza supericial de #asta C 8F7 y un espesor de casi .P mm ". pulgada$ o más.
Este m'todo se utiliza para mejorar la resistencia al desgaste y la corrosión de #erramientas,vástagos de válvulas, lec#as #idráulicas y revestimientos para cilindros de motores a diesel ypara aeronaves. /ambi'n se emplea para reconstruir partes desgastadas.
*lgunos ejemplos de electrodeposición incluyen el cobrizado de alambre de aluminio y tarjetas
de enólicos para circuitos impresos, el cromado de #erramientas manuales, el estañado deconexiones el'ctricas de cobre "para acilitar la soldadura$, el galvanizado de lámina metálica yla deposición en componentes como las matrices para el trabajo de los metales que requierenresistencia al desgaste y excoriación "soldadura en río de pequeñas piezas de la supericie dela pieza de trabajo$.
0etales como el oro, la plata y el platino son materiales de electrodeposición importantes en laindustria electrónica y en la joyería.
)os plásticos "como el *6!, polipropileno, polisulonato, policarbonato, poli'ster y nailon$tambi'n pueden ser substratos para electrodepósito. @ebido a que no son el'ctricamenteconductivos, los plásticos deben predepositarse utilizando un proceso como la deposición de
níquel sin electricidad. )as partes por recubrir pueden ser simples o complejas sin quesu tamaño sea una limitación.
-
8/18/2019 Tarea Específica 3 Procesos Industriales
37/40
C".&"$% &+&*!'%+!(*% % ; &+&*!'%=%'/"$%
-
8/18/2019 Tarea Específica 3 Procesos Industriales
38/40
C".&"$% ()(*%:
Es un t'rmino gen'rico que describe diversos procesos combinados de c#isporroteo yevaporación al vacío. n campo el'ctrico provoca una descarga de destello, generando unplasma "ig. +2.P$. )os átomos vaporizados en este proceso se ionizan sólo parcialmente.)a deposición reorzada "asistida$ por #aces iónicos tiene la capacidad de producir películasdelgadas como recubrimiento para aplicaciones de semiconductores, tribológicas y ópticas.
)as partes voluminosas se pueden recubrir en grandes cámaras, utilizando uentes de potenciade alta corriente de -P kQ y voltajes de -, en 7@. )a deposición dual de #aces iónicos es una t'cnica de recubrimiento #íbrido que combinadeposición ísica de vapor con bombardeo simultáneo de #aces de iones. Esta t'cnica da comoresultado buena ad#esión a los metales, cerámicos y polímeros.)os rodamientos e instrumentos dentales de cerámicos son ejemplos de sus aplicaciones.
C".&"$% () &+&*!'(*($"$:
Este proceso se eect&a mediante una reacción y sin el uso de una uente externa deelectricidad. )a aplicación más com&n utiliza níquel como material de deposición, aunquetambi'n emplea cobre. En la deposición de níquel sin electricidad, el cloruro de níquel "comosal metálica$ se reduce "usando #ipoosito de sodio como agente reductor$ a metal de níquelque despu's se deposita en la pieza de trabajo. )a dureza de la deposición del níquel se ubicaentre 2P y PCP 85 y posteriormente se puede tratar con calor para alcanzar - 85.El recubrimiento tiene excelente resistencia al desgaste y la corrosión.
Es posible recubrir con 'xito cavidades, oquedades y las supericies internas de tubos./ambi'n se puede utilizar la deposición sin electricidad con materiales no conductivos, comoplásticos y cerámicos. Este proceso es más costoso que la electrodeposición. !in embargo, a
dierencia de esta <ima, el espesor del recubrimiento de la deposición sin electricidad siemprees uniorme.
-
8/18/2019 Tarea Específica 3 Procesos Industriales
39/40
C".&"$% /&*>)(*% ; +(" $& *"."
-
8/18/2019 Tarea Específica 3 Procesos Industriales
40/40
EMPRESAS ESPAÑOLAS:
FE76FA0AEB/9! )]%EW !*BW, !.). #ttp1;;HHH.relosa.com
7F90*@9! )A! !. ). #ttp1;;HHH.cromadosluis.es;
ENLACES:
#ttps1;;books.google.es;booksKidLtc5l+Ctr7MpgL%*:MlpgL%*:MdqL%rocesoNdeNc#apeadoMsourceLblMotsLCDRv:4 vQtMsigLmB@H3HA0pA5=9QvDQesC6*JAgM#lLesMsaLOMvedLa#JEHjICnknWv0*#@Q6RJ8v>6iR27#@o*Rge0*ESvLonepageMqL%roceso?de?c#apeadoMLalse
#ttps1;;prezi.com;bxsPunkra;procesos3de3recubrimiento;#ttp1;;HHH.raquelserrano.com;Hp3content;iles;procesosTotrosTP.pd
#ttps1;;books.google.es;booksKidLgilDA>TJJ*o7MpgL%*>PMdqL7#apeadoM#lLesMsaLOMvedLa#JEHigp)%RWz0*#5IxRJ85qb*=HR4*EA)z*@SvLonepageMqL7#apeadoMLalse
#ttps1;;books.google.es;booksKidLtc5l+Ctr7MpgL%*:2-MlpgL%*:2-MdqLc#apeadoNmec?7+?*-nicoMsourceLblMotsLCDRv>H5zMsigLx)jIQOy)Up/!F#u8Rk-)O>O7DM#lLesMsaLOMvedLa#JEHjt>:8TWz0*#O#7poJ8Q=b6cR4*EA/*0SvLonepageMqLc#apeado?mec?7+?*-nicoMLalse