Tema 7 (I)

of 29
-
Upload
abel-pacheco -
Category
Documents
-
view
15 -
download
0
Transcript of Tema 7 (I)
-
5/25/2018 Tema 7 (I)
1/29
Lessons 7 to 9: Process & layout i. Strategy
Operations
Management
-
5/25/2018 Tema 7 (I)
2/29
The objective of a process strategy is to build aproduction process that meets customerrequirements and product specifications withincost and other managerial constraints (such as
quality, efficiency, flexibility)
Process: Is any part of an organization that
takes inputs and transforms them into outputs
Aim of a process strategy
-
5/25/2018 Tema 7 (I)
3/29
According to Krajewski and Ritzman (1999):
1. Process choice (how resources are organized toimplement the flow strategy)
2. Vertical integration
3. Customer involvement
4. Resource flexibility
5. Capital intensity
Major decisions for effective processes
Process Structure
Product-process position(manufacturing)
Layout
Resource Flexibility
Specialized
Enlarged
Customer Involvement
Low involvement
High involvement
Effective Process
Design
Strategy for Change
Process reengineering
Process improvement
Capital Intensity
Low automation
High automation
Make-to-order
Assemble-to-order
Make-to-stock
Project, job, batch, line, continuous
-
5/25/2018 Tema 7 (I)
4/29
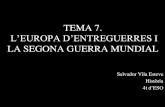
It brings together: Volume, Product customization, Process characteristics
Product-process matrix
(1) (2) (3) (4) (5)
One o f a k ind Low vo lum e, Mu l tip le Few m ajo r High vo lum e
products, m ade low products products, high
to cu stomer stan dar di zati on mo derate h ig her stan dar di zati on ,o rder vo lum e vo lum e comm od i ty
products
Process
Character ist ics
(1)
Complex and high ly
customized process,
uni que sequence oftasks
(2)
Jumb led flows,comp lex work wi th
m any exceptions
(3)
Disconn ected lin ef lows, mo derately
comp lex work
(4)
Connected l ine,
rout ine work
(5)
Cont inuous
f lows, highly
repetit ive work
Less
Comp
lex
ity,
Less
Divergence,
More
Line
Flows
Less Customization and Higher Volume
Product Design
Cont inuous
process
Project
process
Line
process
Batch
process
Job
process
Flexibi l i ty (High )
Uni t Cost (High)
Flexibi l i ty (Low)
Uni t Cost (Low )
-
5/25/2018 Tema 7 (I)
5/29
Source: J.G. Monks Op erations Management, Adapted from Ro bert Hay
and Steven Wheelwrigh t, Restoring Competit ive Edge: Competing
throu gh Manufactu ring (New York: Jo hn Wiley & So ns, 1984).
-
5/25/2018 Tema 7 (I)
6/29
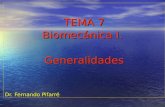
OM in action: Process strategy
Source: Krajewski and Ritzman, Operations Management (1999)
-
5/25/2018 Tema 7 (I)
7/29
According to Heizer & Render:
Four basic strategies (there are many ways they may be
implemented):
1. Process focus
2. Repetitive focus
3. Product focus4. Mass customization
Types of process strategies
-
5/25/2018 Tema 7 (I)
8/29
Projects
Job shops(mach ine, prin t,
ho sp itals, restaurants)Arno ld Palmer Hospi ta l
Repetit ive(autos, moto rcyc les,home appl iances)Har ley-Davidson
(commercialbaked good s,
steel, glass , beer)Frito-Lay
High Varietyone or fewunits per run,(allows
customization)
Changes inModulesmodest runs,standardizedmodules
Changes inAttributes(such as grade,quality, size,thickness, etc.)long runs only
Mass Custom izat ion(dif f icul t to achieve,bu t huge rewards)
Del l Computer
LowVolume
HighVolume
Volume
Assemblyl ine
Cont inuous process
Variety
ProcessFocus
Product
Focus
Volume and variety based strategy
-
5/25/2018 Tema 7 (I)
9/29
In term ittent vs Con tinuous
(Focus Funct ion) (Focus F low)
Produc t ion sys tems
Project process
Process that focuses on making one-of-a-kind
products.
Intermittent process
Process that produces products in small lot sizes (e.g.,
job and batch operations).
Line-flow process
Continuous process that produces high volume,
highly standardized products (e.g., assembly-line and
continuous operations). Source: J.G. Monks Operations Management
-
5/25/2018 Tema 7 (I)
10/29
Fixed-position (project) layout
Process-oriented layout (job-shop, functional layout)
Product-oriented layout (flow-shop layout, line layout)
Work-cell layout
Facility Layout
. Facility layout can be defined as the process by which the
physical arrangement of human and capital resources,related to the flow of materials are determined, including
placement of departments, workstations, machines, and
stock-holding points.
-
5/25/2018 Tema 7 (I)
11/29
Facilities are organized around specific activitiesor processes
General purpose equipment and skilled personnel
High degree of product flexibility
Typically high costs and low equipment utilization
Product flows may vary considerably makingplanning and scheduling a challenge
Low volume, high variety, intermittent processes
Many inputs, many different outputs
Strategy: 1. Process focus (job process)
-
5/25/2018 Tema 7 (I)
12/29
A project process lies at the high-customization, low-
volume end of the process-choice continuum. The sequence of operations and the process involved
in each one are unique to each process, creating one-of-a-kind products or services made specifically tocustomer order
Firms with project processes sell themselves on thebasis of their capabilities rather than on specificproducts.
Projects tend to be complex, take a long time and belarge
Close coordination
Resources are assembled (at particular stages) andthen released
Flexible flow strategy, work flows defined each new
project
Strategy: 1b. Project process
-
5/25/2018 Tema 7 (I)
13/29
Product remains in one place
Workers and equipment come to site
Addresses the layout requirements of large, bulky
projects such as ships and buildings
The product, because of its size and/orweight, remains in one location and
processes are brought to it.
Fixed position layout
-
5/25/2018 Tema 7 (I)
14/29
Like machines and equipment are grouped together
Flexible and capable of handling a wide variety ofproducts or services
Scheduling can be difficult and setup, materialhandling, and labor costs can be high
Low utilization (5-25%)
Process-oriented layout(process layout, functional layout)
Layout Type
Process Similar operations are performed in acommon or functional area, regardless ofthe product in which the parts are used.
FoundryMillingmachines
LathesGrinding
Painting Drills
Office
Welding
Forging
-
5/25/2018 Tema 7 (I)
15/29
Deals with low-volume, high-variety production (also called jobshop or intermittent production)
Process-oriented layout(process layout, functional layout)
-
5/25/2018 Tema 7 (I)
16/29
Facilities may be organized as assembly lines
Characterized by modules with parts and assembliesmade previously. Modules may be combined for manyoutput options (customization)
Modules give the economic advantage of a
continuous process and the advantage of makingmany outputs with not many inputs
Less flexibility than process-focused facilities butmore efficient
Strategy: 2. Repetitive focus
-
5/25/2018 Tema 7 (I)
17/29
(modular)
Harley Davidson
Automobile
Assembly
Line
Strategy: repetitive focus
-
5/25/2018 Tema 7 (I)
18/29
Differs from the job process with respect to volume,
variety and quantity: higher volumes; narrower rangeof products; variety is achieved more through anassemble-to-order strategy than the job processsmake-to-order; production lots are handled in largerquantities or batches than they are with job
processes. A batch of one product is processed and then
production is switched to the next one.
Intermediate flow strategy. Average or moderatevolume and variety too great to devote resources to
each product. Jumbled flow pattern, with no standardsequence of operations through the facility. Somesegments of the process have a line flow.
Strategy: 2. Batch process
-
5/25/2018 Tema 7 (I)
19/29
Facilities are organized by product
High volume but low variety of products (additionof standard options to the main product).
Long or continuous production runs enableefficient processes
Typically high fixed cost but low variable cost
Generally less skilled labor
Line flow strategy (or intermediate flow strategywhen mass customization or assemble-to-order are
pursued).
High utilization (70-90%)
Easier scheduling
Low flexibility and specialized equipment
Strategy: 3. product focus/line process
-
5/25/2018 Tema 7 (I)
20/29
Few Inputs
(corn, potatoes, water,seasoning)
Output variations in size,shape, and packaging
(low-volume, high variety,continuous process)
Frito-Lay
Strategy: product focus
Automobile
Assembly
Line
-
5/25/2018 Tema 7 (I)
21/29
Nucor Steel Plant
Cont
inuouscas
ter
Continuous c ast steelsheared into 24-ton slabs
Hot tunnel furnace - 300 ft
Hot mi l l for finish ing, cool ing, and coi l ing
Scrapsteel
Ladle of mol ten steel
Electr icfurnace
Strategy: 3b. Continuous process
The extreme end of high-volume, standardized productionwith rigid line flows.
Usually one primary material moves without stopping throughthe facility.
The process is often capital intensive and opearted round theclock to maximize utilization
Fit perfectly a line flow strategy
-
5/25/2018 Tema 7 (I)
22/29
1. Volume is adequate for high equipment utilization
2. Product demand is stable enough to justify high
investment in specialized equipment3. Product is standardized or approaching a phase of life
cycle that justifies investment
4. Supplies of raw materials and components are adequateand of uniform quality
Organized around products or families of similar high-volume,low-variety products. Seeks the best personnel and machineutilizations in repetitive or continuous productions
Product(Flow-shop layout)
Equipment/operations are locatedaccording to the progressive steps requiredto make the product.
Repetitive and product layout/line layout
-
5/25/2018 Tema 7 (I)
23/29
1. Low variable cost per unit
2. Low material handling costs
3. Reduced work-in-process inventories
4. Easier training and supervision5. Rapid throughput
Advantages
1. High volume is required2. Work stoppage at any point ties up the
whole operation
3. Lack of flexibility in product or productionrates
Disadvantages
Repetitive and product layout/line layout
Layout of a production line
-
5/25/2018 Tema 7 (I)
24/29
The rapid, low-cost production of goods and service to
satisfy increasingly unique customer desiresCombines the flexibility of a process focus with theefficiency of a product focus
Strategy: 4. Mass customization
Many parts andcomponent inputs
Many output versions(custom PCs and notebooks)
Many modules
(chips, hard drives,software, cases)
(high-volume, high-variety)
Dell Computer
Mass Customization
Effectiveschedulingtechniques
Rapidthroughputtechniques
Repetitive Focus
Flexible peopleand equipment
Process-FocusedHigh variety, low volume
Low utilization (5% to 25%)General-purpose equipment
Product-FocusedLow variety, high volume
High utilization (70% to 90%)Specialized equipment
ModulartechniquesAccommodating
Product andProcess Design
ResponsiveSupply Chains
-
5/25/2018 Tema 7 (I)
25/29
Mass customization atJapans National Bicycle Co.
CAM
CAM
CAM
TUBE CUTTING
FRONT ASSEMBLY
REAR ASSEMBLY
3-D MEASUREMENT
Quality Assurance
Marketing
ORDER DATA
INCLUDINGCUSTOMERS
MEASUREMENTS
AND OPTIONS
CAD
COMPUTER
INSTRUCTIONSPAINTINGASSEMBLY
2-WEEK LEAD TIME
-
5/25/2018 Tema 7 (I)
26/29
One-Worker, Multiple-Machines (OWMM) Cell
Work cell layout: Arranges machinery and equipment to focuson production of a single product or group of related products
Group Technology(GT) or Cellular
Groups of dissimilar machines are brought
together in a work cell to perform tasks on afamily of products that share commoninterests.
Alternative strategies and hybrid layouts
5. (Group Technology) cells:
Cellular manufacturing
-
5/25/2018 Tema 7 (I)
27/29
People and machines are organized in cells that
focus on single products or product groups (grouptechnology identifies products that have similarcharacteristics).
Cells can be reconfigured as designs or volumechanges
Alternative strategies and hybrid layouts
11 22 33 444
55
66
77
889910101111
1 2
34
5 6
8
9
10
117
11 22 33 444
55
66
77
889910101111
1 2
34
5 6
8
9
10
117
Current layout - straightlines make it hard to balancetasks because work may notbe divided evenly
Improved layout - in Ushaped work cell, withcross-trained work.Cells may reduce employeemovement and spacerequirements whileenhancing communication,reducing the number of workers, and facilitating
inspection
-
5/25/2018 Tema 7 (I)
28/29
Alternative strategies and hybrid layouts
Advantages of cell manufacturing:
1. Reduced work-in-process inventory2. Less floor space required
3. Reduced raw material and finished goodsinventory
4. Reduced direct labor
5. Heightened sense of employee participation6. Increased use of equipment and machinery
7. Reduced investment in machinery and equipment
Requirements:
1. Identification of families of products2. A high level of training, flexibility and empowerment
of employees
3. Being self-contained, with its own equipment andresources
4. Quality at each station in the cell
-
5/25/2018 Tema 7 (I)
29/29
6. Flexible Manufacturing System (FMS)
Alternative strategies and hybrid layouts
Computer controls both the workstation and the material handlingequipment
Enhance flexibility and reduced waste
Can economically produce low volume at high quality
Reduced changeover time and increased utilizationComputer-Integrated Manufacturing (CIM) (Extension of FMS)