
TESIS DE LICENCIATURA ELABORACIÓN Y EVALUACIÓN DE …biblio.uabcs.mx/tesis/TE2812.pdf · 2.3.2...
86
TESIS DE LICENCIATURA ELABORACIÓN Y EVALUACIÓN DE LA CALIDAD DE HARINA DE RESÍDUOS DE LA ALMEJA MANO DE LEÓN Nodipecten subnodosus (Sowerby, 1835) OBTENIDA A TRES DIFERENTES TEMPERATURA DE SECADO QUE COMO REQUISITO PARA OBTENER EL TÍTULO DE INGENIERO EN PESQUERÍAS PRESENTA: ANABELL GUADALUPE FLORES FÉLIX DIRECTORA: Dra. ANA ISABEL BELTRAN LUGO LA PAZ BAJA CALIFORNIA SUR, OCTUBRE DE 2012
Transcript of TESIS DE LICENCIATURA ELABORACIÓN Y EVALUACIÓN DE …biblio.uabcs.mx/tesis/TE2812.pdf · 2.3.2...

TESIS DE LICENCIATURA
ELABORACIÓN Y EVALUACIÓN DE LA CALIDAD DE HARINA DE
RESÍDUOS DE LA ALMEJA MANO DE LEÓN Nodipecten subnodosus (Sowerby,
1835) OBTENIDA A TRES DIFERENTES TEMPERATURA DE SECADO
QUE COMO REQUISITO PARA OBTENER EL TÍTULO DE
INGENIERO EN PESQUERÍAS
PRESENTA:
ANABELL GUADALUPE FLORES FÉLIX
DIRECTORA:
Dra. ANA ISABEL BELTRAN LUGO
LA PAZ BAJA CALIFORNIA SUR, OCTUBRE DE 2012

RESUMEN
La almeja mano de león (Nodipecten subnodosus) es una de las especies de moluscos
pectínidos de mayor importancia comercial en México. El mayor porcentaje de la captura
de esta especie se desperdicia ya que solo se comercializa el músculo aductor (callo). Este
músculo representa solo el 8.15 % de la biomasa total del recurso, por lo cual resulta
conveniente buscar una alternativa que permita lograr un mayor aprovechamiento. En el
presente trabajo se propone como alternativa la utilización de los resíduos de almeja mano
de león para la elaboración de harina, adaptando la metodología de elaboración de harina de
pescado comercial. Tomando en cuenta que dentro del proceso de elaboración de harina de
pescado, la etapa de secado es la que ocasiona disminución de la calidad de la harina, las
harinas de residuos de N. subnodosus se elaboraron empleando tres diferentes temperaturas
de secado: 750C, 950C ó 1050C. Se evaluaron los rendimientos obtenidos en el desconche
comercial así como en la elaboración de las harinas. Por otra parte, la calidad de las harinas
obtenidas fue analizada y comparada con una muestra de harina comercial de pescado. Los
parámetros de calidad que se evaluaron fueron: análisis químico proximal, el cual incluyó
el contenido de humedad, cenizas, proteína cruda, y lípidos totales; así como el contenido
de nitrógeno no proteico, la determinación de arena, el análisis de color y la capacidad de
hidratación.
1

El rendimiento obtenido en la elaboración de harina de residuos de almeja mano de león fue
del 7%, los parámetros de calidad evaluados y en los cuales se encontraron cambios
significativos fueron: Un mayor contenido de humedad en la harina de mayor temperatura
de secado respecto a las harinas obtenidas a 950C ó 750C, en el contenido de cenizas no se
obtuvieron cambios significativos entre las diferentes harinas de residuos de almeja mano
de león pero fue significativamente menor al de la harina de pescado comercial lo cual
muestra una ventaja para las primeras. En el parámetro de proteínas crudas se encontró que
la harina con mayor contenido de proteína es la harina de secado 750C la cual contiene
62% de proteínas crudas y la de menor porcentaje de proteínas cruda es la harina de secado
de 1050C la cual contiene 57%. En los análisis de lípidos y nitrógeno no proteico, no se
encontraron cambios significativos (P < 0.05) entre las harinas de almeja mano de león. En
el análisis de arenas se encontró que la harina de mayor temperatura de secado 1050C
contiene mayor porcentaje de arena (0.454%) que la harina de temperatura de secado de
750C (0.350% ). En el análisis del color de las harinas se observó que la harina secada a
750C fue mas luminosa y una tonalidad mas clara que la de 1050C. En el análisis de
capacidad de hidratación se encontró que la harina de almeja mano de león con temperatura
de secado de 750C tiene mayor capacidad de hidratación que las harinas de 950C y 1050C.
Los resultados muestran que la harina de residuos de almeja mano de león con mayor
calidad es la harina elaborada con una temperatura de secado de 750C respecto a las
harinas de secado 950C y 1050C.
2
Comparando la harina de pescado producida en la región con la harina de residuos de
almeja mano de león de mejor calidad, se obtuvo que estas contenían el mismo porcentaje
de proteínas crudas sin embargo presentó ventajas con respecto a la capacidad de retención
de agua. Por lo anterior se concluye que los resíduos de la almeja mano de león representan
una materia prima muy adecuada para su aprovechamiento en la elaboración a pequeña
escala de harinas que pueden incorporarse como ingrediente proteico para la preparación de
alimentos balanceados.
3

DEDICATORIA
Me gustaría dedicar esta tesis con todo mi amor a muchas personas especiales para mí,
A mi padre José Luis Flores Aguilar, que me dio su amor y me enseño a no darme
por vencida antes las adversidades que se nos presentan en nuestra vida diaria, gracias
padre y espero no defraudar la confianza que me tenias padre, te llevo con migo en mi
corazón y en mi mente. Gracias papi.
A mi madre Sra. Martha Beatriz Félix, por todo su amor y su apoyo incondicional.
A si mismo a mi esposo Francisco J. López U. por su compresión, amor y su apoyo gracias
mi amor y a mi hijo José Carlos López Flores que es mi motorcito de vida te amo mi niño.
Y a mis hermanos y sobrinos con todo mi amor y sobre todo a Dios por las bendiciones
que me ha dado en mi vida.
4

AGRADECIMIENTOS
Un sinceró a agradecimiento a mi directora de tesis Dra. Ana Isabel Beltrán Lugo
por todo el tiempo que me ha dado, por su sugerencia e ideas, por su respaldo incondicional
y por su amistad.
Un agradecimiento especial al Dr. César Arturo Ruíz Verdugo y QBR. Ramona
Lauterio García, por su asesoría y apoyo para realización de la tesis.
Un agradecimiento a mis compañeros de laboratorio Paola N. Cruz Segura y
Cinthya Palma C .Por su ayuda en el laboratorio de alimento marinos de la Universidad
Autónoma de Baja California Sur. Así mismo agradezco al Ing. Manuel Oseguera
Chazaro jefe del departamento de ingeniería en pesquería, por su apoyo.
Un sincero agradecimiento a los pescadores de la localidad de Guerrero Negro baja
california sur, por su cooperación en la elaboración de la tesis, así como a la cooperativa
pesquera Luis Gómez Z por su apoyo en la investigación de dicha tesis.
Muchas gracias a todos ustedes que fueron de suma importancia en la elaboración
de la tesis
5
INDICE DE CONTENIDO Pagina
6

RESUMEN IDEDICATORIA IVAGRADECIMIENTOS VÍNDICE DE CONTENIDO VIÍNDICE DE TABLAS IXÍNDICE DE FIGURAS XI
1. INTRODUCCIÓN 12. ANTECEDENTES 5
2.1 Biología de la especie N. subnodosus 52.2 Aspectos relacionados con la pesquería de la almeja mano de león 72.3 Principales aspectos en la producción industrial de harina de pescado 122.3.1 Etapas involucradas en el proceso de elaboración de harina de pescado
para pienso12
2.3.2 Principales especies con la que se elabora la harina de pescado 162.3.3 Producción a nivel mundial 182.3.4 Principales productores 192.3.5 Principales países exportadores e importadores 192.3.6 Precio de la harina y mercado 20
2.3.7 Parámetros de calidad de la harina de pescado 21
3. OBJETIVOS 233.1 Objetivo general 233.24.
Objetivos específicosJUSTIFICACION
23 24
5. MATERIALES Y MÉTODOS 255.1 Obtención y manejo de organismos experimentales y de los resíduos 255.2 Determinación de variables morfométricas y rendimientos 275.3 Colecta y manejo de los subproductos de almeja mano de león 285.4 Fabricación de la harina de subproducto de almeja mano de león 295.4.1 Descongelación 295.4.2 Cocción 305.4.3 Prensado 30
5.4.4 Secado 315.4.5 Molienda y almacenamiento de la harina de almeja mano de león 315.5 técnicas para el análisis de calidad 335.5.1 Análisis químico proximal 335.5.1.1 Determinación de porcentaje de humedad 335.5.1.2 Determinación de cenizas 345.5.1.3 Determinación de proteína cruda 35
7

5.5.1.4 Lípidos totales 375.5 .2 Determinación de nitrógeno no proteico 39
5.5 .3 Determinación de arena 415.5 .4 Análisis de color por medio de colorímetría de triestímulo 425.5 .5 Capacidad de hidratación (CH) de la harina 436. RESULTADOS Y
DISCUSIÓN44
6.1 Características morfométricas de los organismos de Almeja Mano de León
44
6.2 Rendimiento obtenido en el desconche comercial
45
6.3 Rendimientos obtenidos en la elaboración de harina de residuos de almeja mano de león. (N. subnodosus)
47
6.4 Análisis químico proximal 486.4.1 Determinación de humedad 496.4.2 Determinación de cenizas 516.4.3 Determinación de proteína
cruda52
6.4.4 Determinación de lípidos 54
6.5 Determinación de nitrógeno no proteico
56
6.6 Determinación de Arenas en Harina de residuos de almeja mano de León
59
6.7 Análisis de color 606.8 Capacidad de hidratación de
la harina64
7. CONCLUSIÓNES 668. LITERATURA CITADA 67
ÍNDICE DE TABLAS Página
Tabla 1. Cooperativas Pesquera registradas en Guerrero negro BCS, año de su registro, su producción (tm), embarcaciones de que disponen y número de socios
8
8

Tabla 2. Producción Mundial de Harina de Pescado. (1000 t) 18Tabla 3. Especificaciones de calidad de la harina de pescado de acuerdo con
Servicios de Sanidad Animal de la República Argentina22
Tabla 4. Características morfométricas de la almeja mano de león (N. subnodosus), utilizadas en el experimento
44
Tabla 5. Rendimientos obtenidos en el desconche de la almeja mano de león (N. subnodosus). Los valores representan la media ± la desviación estándar
46
Tabla 6. Composición química proximal de los residuos de almeja mano de León (Materia prima) y de la torta de prensa obtenida.
55
Tabla 7. Análisis químico proximal de las harinas obtenidas de residuos de almeja mano de león (N. subnodosus) a diferente temperatura de secado, compara con harina de pescado
55
Tabla 8. Nitrógeno no proteico de materia prima y torta de prensa 58
Tabla 9. Contenido de nitrógeno no proteico (NNP) en las harinas obtenidas a partir de residuos de almeja mano de león, elaboradas a tres diferentes temperaturas de secado y comparadas con harina de pescado
58
Tabla 10. Determinación del contenido de arenas en harinas de residuo de almeja mano de león a tres diferentes temperaturas de secado, comparada con harina comercial de pescado
59
Tabla 11. Evaluación del color de la Materia prima. Almeja mano de león (N. subnodosus). Donde G.M= gónada masculina, G.F= gónada femenina, G.D= glándula digestiva.
62
Tabla 12. Evaluación del color del homogenizado de la materia prima y torta de prensa.
62
Tabla 13. Evaluación del color de las harinas de residuo de almeja mano de león a tres diferentes temperaturas de secado, comparada con harina comercial de pescado
63
Tabla 14. Capacidad de hidratación de la harina de residuos de almeja mano de León (N.subnodosus) a tres diferentes temperaturas de secado, comparada con harina comercial de pescado
65
9
INDICE DE FIGURAS Pagina
Figura 1. Fotografía donde se muestra la anatomía general de N. subnodosus 5Figura 2. Verificación de la talla de la almeja mano de león 10Figura 3. Prototipo de casa construida con bloques ecológicos de conchas de
almeja mano de león. 11Figura 4. Principales países importadores del Perú 20Figura 5. Ubicación de la laguna de Guerrero Negro BCS 25Figura 6. Análisis de variables morfométricas, realizados en la cooperativa
pesquera Luis Gómez Z 27Figura 7. Imágenes representativas de la forma en la cual se realiza el
desconche comercial y manejo del subproducto de la almeja mano de león. 28
Figura 8. Diseño del experimento para la elaboración y evaluación de la calidad de la harina de residuos de la almeja mano de león 32
Figura 9. Imagen del equipo de extracción Soxhlet. 38Figura 10. Imagen del colorímetro Konica Minolta CR-400 utilizado para la
obtención de los parámetros de color. 42Figura 11. Imágenes del procedimiento de determinación de la capacidad de
hidratación 43Figura 12. Rendimientos obtenidos en el proceso de elaboración de harina de
resíduos de almeja mano de león. 48Figura 13. Espacio de color CIELAB 1976 63
10

11

1. INTRODUCCIÓN
La almeja mano de león (Nodipecten subnodosus), es la especie de mayor talla de
molusco bivalvo de la familia Pectinidae en aguas tropicales del oeste Americano. Su
distribución geográfica se localiza desde la Laguna Ojo de Liebre en la costa Noroccidente
de Baja California Sur, México, hasta la costa de Perú (Keen, 1971).
En el Pacifico mexicano, la captura comercial de almeja mano de león se realiza
únicamente en la localidad de Guerrero Negro, Baja California Sur. Este recurso se
encuentra dentro de la Laguna Ojo de Liebre la cual se ubica dentro de la reserva de la
biosfera del Vizcaíno, por lo que el aprovechamiento de los recursos naturales de esta
Laguna es preferentemente para los pobladores de la localidad (Morales-Hernández y
Cáceres-Martínez, 1996).
La temporada de captura de este recurso consiste en dos periodos, siendo uno de
ellos en verano (mayo-julio) y el otro en invierno (diciembre). En la temporada de verano
se captura una cuota aproximada de 14 tm y en invierno de 2 tm. Las cuotas de captura y
las tallas tienden a cambiar así como el número de embarcaciones utilizadas ya que están
sujetas a los estudios de biomasa que realiza el Centro Regional de Investigaciones
Pesqueras (CRIP). Para la temporada de verano 2009 se registraron 7 cooperativas y 29
permisionarios.
1
A cada cooperativa se le otorgó un permiso para seis embarcaciones y de una
embarcación por permisionario libre, para cubrir la cuota de captura 400 organismos por
día con una talla mínima de 14 cm de ancho de concha.
La mayor parte de la captura de la almeja mano de león se desperdicia ya que
solamente el músculo aductor (callo) es la parte de la biomasa que se comercializa y esta
ocupa el 8.15% de la biomasa del organismo; por lo anterior resultaría óptimo buscar una
alternativa para el uso de los resíduos que se generan a partir de este recurso.
2

En la actualidad la utilización de resíduos para la elaboración de subproductos contribuye a
solventar diversos problemas tanto de orden económico como ecológico (Mendoza et al.,
2000)
• La reducción del costo del alimento balanceado para la acuacultura
considerando que es factible introducir fuentes proteicas de calidad adecuada y bajo costo
(Kearns et al., 1988 citados por Mendoza et al., 2000)
• La reducción de los gastos de transporte de los subproductos hacia los
rellenos sanitarios (Gill, 1989 citado por Mendoza et al., 2000).
• La reducción de los grandes volúmenes de desechos orgánicos derivados de
diferentes industrias, lo que contribuye a la disminución del costo ambiental que causan
tanto la acumulación como la quema de desperdicios (Woodroofe, 1993 citado por
Mendoza et al., 2000).
• La alimentación representa el mayor costo de operación de las granjas
acuícolas, pudiendo oscilar entre el 40 al 60% dentro de los costos variables de producción
en el cultivo de salmónidos (Anderson et al., 1997 citado por Mendoza et al., 2000) y en un
50% en el caso de los peneidos (Lawrence y Lee, 1997 citado por Mendoza et al., 2000). El
uso de la harina de pescado como el principal ingrediente empleado como fuente de
proteína es lo que eleva esos costos. Por lo cual se han realizado una gran diversidad de
estudios tendientes a buscar alternativas de alimentación sustituyendo la harina de pescado
por fuentes de proteína de menor costo.
La alta calidad de la harina de pescado hace difícil encontrar una sustitución
adecuada, sin embargo aunque sea de forma parcial existe la posibilidad de poder disminuir
los niveles de harina de pescado mediante la inclusión de otras fuentes proteicas
debidamente complementadas para cubrir los requerimientos en aminoácidos esenciales
3

(De la Higuera, 1985). En la actualidad existen varios estudios publicados de reemplazo de
harina de pescado con harinas a partir de diferentes desperdicios.
Esta investigación ha sido planteada con el propósito de adaptar la metodología de
elaboración a nivel comercial de harina de pescado para elaborar harinas a nivel laboratorio
a partir de resíduos del desconche de la almeja mano de león. Asimismo al tomar en cuenta
que dentro del proceso de elaboración de harinas de pescado, la etapa de secado es la que
ocasiona disminución de la calidad de la misma, se elaboraron harinas a partir de
resíduos de almeja mano de león a tres diferentes temperaturas de secado y se comparó su
calidad con la de una harina de pescado obtenida comercialmente.
2. ANTECEDENTES
4

2.1. Biología de la especie Nodipecten subnodosus
N. subnodosus es conocida con los nombres comunes de almeja mano de león o almeja
garra de león. Está constituida por dos valvas simétricas que se caracterizan por dos
aurículas en cuyo centro se encuentra la charnela, su cuerpo está recubierto por el manto
que es el responsable de la formación de la concha. Esta especie tiene el músculo aductor
colocado en posición central, rodeando a este se encuentran las gónadas o sistema
reproductor y por debajo la masa visceral que contiene el sistema digestivo. Las branquias
se localizan entre la gónada y el manto, como se indica en la Figura 1 (Morales-Hernández
y Cáceres-Martínez, 1996).
Son organismos hermafroditas funcionales (Reinecke, 1996), esto es, presenta una
porción de gónada hembra y otra de macho que maduran en forma simultánea. El ciclo
reproductivo de esta especie sigue los patrones descritos para otros pectínidos en donde se
pueden diferenciar perfectamente 5 estadios: indiferenciado, en desarrollo o gametogénesis,
maduro, en desove y desovado (Morales-Hernández y Cáceres-Martínez, 1996). En su ciclo
de vida, los gametos son liberados al medio en donde se realiza la fecundación, después de
una hora se pueden observar las primeras divisiones celulares, que permitirán alcanzar el
estadio trocófora después de aproximadamente 9 a 10 horas. Las larvas veliger temprano o
de charnela recta se presentan a las 18 h de desarrollo, a 25°C el estadio larvario tiene una
duración de 11 días aproximadamente, después de los cuales se puede observar que las
larvas presentan mancha ocular y pie funcional. A partir de este momento las larvas
pediveliger se fijan a sustratos filamentosos para iniciar su metamorfosis, a partir de la cual
5

se inicia la etapa de juvenil la cual ya tiene una forma similar a la del adulto. Esta especie
tiene una longevidad estimada de aproximadamente 5 años (Morales-Hernández y Cáceres-
Martínez, 1996).
6

2.2 Aspectos relacionados con la pesquería de la almeja mano de león
La pesquería de la almeja mano de león inició entre finales de la década de los años 70´s e
inicio de los 80´s. Sin embargo, las primeras estadísticas oficiales datan del año 1991
cuando la Oficina de Pesca de Guerrero Negro reportó una producción de 5 tm. Desde 1991
y hasta 1995, el desarrollo y crecimiento de la pesquería fue gradual, alcanzando en ese
lapso una producción de 35 tm. A partir de 1993 la autorización de permisos y el esfuerzo
aplicado para la extracción del recurso se otorgó en función a la disponibilidad de la
biomasa estimada en las evaluaciones, con capturas de 35 a 15 tm de 1995 al 2000. La
máxima captura de 35 tm se registró en 1999 (Morales-Hernández y Cáceres-Martínez,
1996). La producción del 2009 al 2011 osciló entre la 14 tm y 17 tm dependiendo de los
estudios de biomasa que realiza el Centro Regional de Investigaciones Pesqueras (CRIP).
En los años 1980 al 2000, no existían plantas procesadoras de este recurso debido al
carácter artesanal de la misma, esta actividad se realizaba en locales acondicionados o en
casas habitación. Se disponía únicamente de una pequeña planta para la producción de hielo
y un cuarto frío con capacidad insuficiente para captar la producción diaria durante la
temporada de pesca. (Morales-Hernández y Cáceres-Martínez, 1996).
7
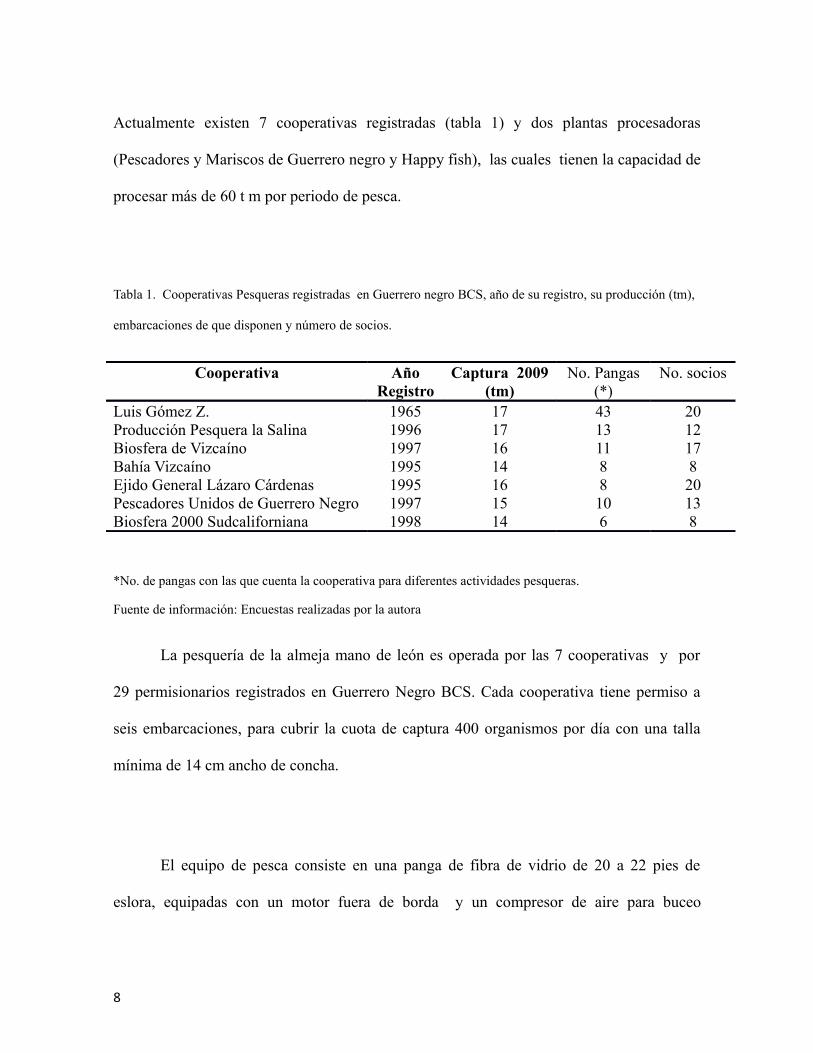
Actualmente existen 7 cooperativas registradas (tabla 1) y dos plantas procesadoras
(Pescadores y Mariscos de Guerrero negro y Happy fish), las cuales tienen la capacidad de
procesar más de 60 t m por periodo de pesca.
Tabla 1. Cooperativas Pesqueras registradas en Guerrero negro BCS, año de su registro, su producción (tm),
embarcaciones de que disponen y número de socios.
Cooperativa AñoRegistro
Captura 2009(tm)
No. Pangas(*)
No. socios
Luis Gómez Z. 1965 17 43 20Producción Pesquera la Salina 1996 17 13 12Biosfera de Vizcaíno 1997 16 11 17Bahía Vizcaíno 1995 14 8 8Ejido General Lázaro Cárdenas 1995 16 8 20Pescadores Unidos de Guerrero Negro 1997 15 10 13Biosfera 2000 Sudcaliforniana 1998 14 6 8
*No. de pangas con las que cuenta la cooperativa para diferentes actividades pesqueras.
Fuente de información: Encuestas realizadas por la autora
La pesquería de la almeja mano de león es operada por las 7 cooperativas y por
29 permisionarios registrados en Guerrero Negro BCS. Cada cooperativa tiene permiso a
seis embarcaciones, para cubrir la cuota de captura 400 organismos por día con una talla
mínima de 14 cm ancho de concha.
El equipo de pesca consiste en una panga de fibra de vidrio de 20 a 22 pies de
eslora, equipadas con un motor fuera de borda y un compresor de aire para buceo
8

semiautónomo (Hooka). La tripulación está constituida por un buzo, motorista y cabo vida
o jabero. Los organismos son extraídos manualmente y colocados en la jaba la cual está
construida con malla de red y un aro de manguera para mantener abierto unos de los
extremos y facilitar la recolección al buzo; cuando ésta se llena el buzo jala el cabo sujeto
al cinturón de plomo, indicándole al cabo de vida que suba la jaba a la panga. (Morales-
Hernández y Cáceres-Martínez, 1996).
Cuando la jaba se encuentra en la panga, se utiliza una tabla graduada (Figura 2) en
la cual las almejas son colocadas para verificar que cumplan con la talla mínima de captura
establecida en 14 cm. Aquellos organismos que no tengan esta talla mínima deben ser
arrojadas al mar nuevamente. El procedimiento se repite hasta cumplir con la cuota de
captura por día de pesca.
El desconche es realizado por el jabero y el motorista, los cuales separan el callo
de la concha y del resto (gónadas, manto, branquias, hepatopáncreas) de la biomasa para
posteriormente lavarlo y trasportarlo a las diferentes plantas procesadoras.
9

La mayor parte de la captura de la almeja mano de león se desperdicia ya que sólo el
músculo aductor (callo), es el que se utiliza para consumo humano directo lo cual
representa solo el 8.15% de la biomasa del recurso.
Previo a la comercialización del musculo aductor, éste es prelavado en una mezcla de agua
con hielo, posteriormente se clasifica por tallas y se coloca en charolas para glasearlas,
congelarlas y empacarlas para su exportación. Los principales demandantes de este
producto son los mercados europeos y Estados Unidos de Norteamérica, en donde el
kilogramo de callo alcanza hasta $160,00 pesos MN.
Actualmente existe un proyecto piloto que consiste en la utilización de la concha de
la almeja mano de león para la elaboración de bloques para construcción. La fabricación de
estos bloques considerados como bloques ecológicos consiste en colocar las conchas en un
10

molde de madera en posición vertical, colocando las dos valvas unidas e intercalándole
cemento entre cada una de la conchas. Una vez que el molde está seco se desmonta el
molde, quedando un bloque compacto y más ligero y de menor costo que un bloque
convencional. Otra ventaja es que este tipo de bloque no le afecta la humedad y se pueden
emplastar para que tenga el efecto de una casa construida con bloque de cemento
convencional. La Figura 3 (a) muestra un prototipo de vivienda construida con este tipo de
bloques. Existen otros posibles usos que se le pueden dar al recurso para aprovecharlo al
máximo, por ejemplo utilizar la concha para elaborar artesanías como lámparas (Figura 3
b), cuadros etc., los residuos también se pueden utilizar para la fabricación de chorizo o en
la elaboración de harina para piensos.
(a)
(b)
Figura 3. Prototipo de casa construida con bloques ecológicos de conchas de almeja mano de león.
2.3Principales aspectos en la producción industrial de harina de pescado
11

La harina de pescado se define como “Un producto procesado que tiene como materia
prima peces o partes de ellos, de los cuales se han extraído parcialmente los aceites y al
que le han sido agregados los solubles de pescado” (Fenucci, 2007). En esta sección se
presentarán los principales aspectos relacionados con la producción de la harina de
pescado a nivel industrial.
2.3. 1 Etapas involucrados en el proceso de elaboración de harina de pescado para
pienso
El principal método de elaboración de harina de pescado es el método de la
prensadura en húmedo. Las principales fases de este método consisten en la cocción, el
prensado, la separación de líquidos obtenidos durante el prensado y su posterior
concentración mediante evaporación, así como el secado de los sólidos de prensa con lo
cual se obtiene la harina como producto final.
El proceso de cocción tiene por objeto la coagulación de las proteínas y la ruptura
de las células de grasas. El método más corriente consiste en cocer el pescado en un aparato
de vapor, por el que pasa de modo continuo. El calor suele transmitirse directamente desde
una camisa y un transportador calentado de tornillo rotativo. El tiempo de cocción varía
dependiendo de la especie, pero el sistema más generalizado de cocción es de 95 a 1000C
por un tiempo de 15 a 20 minutos (FAO 1975).
12

Por su parte, el prensado tiene por objeto reducir el contenido de grasa y agua que
contiene la materia prima con el fin de lograr que la harina seca tenga un contenido de
grasa suficientemente bajo y/o obtener la máxima cantidad de aceite como producto
separado. (Ramírez- Granados 1975). En la industria de la harina de pescado se emplean
dos tipos de prensa continua, las cuales son la prensa monohelicoidal y la prensa de doble
tornillo. Debido a que la temperatura influye en la viscosidad del aceite y en la
consiguiente facilidad de eliminación del mismo en la pasta o torta de prensa, durante el
prensado se debe evitar el enfriamiento de la pasta por lo cual la prensa debe funcionar a
una temperatura y a una velocidad adecuada al tipo y a las condiciones de la materia prima
de que se trate. (FAO, 1975).
Separación de los líquidos de prensadura. El líquido de prensa contiene la mayor
parte del agua procedente de los tejidos del pescado y sustancias solubles del pescado como
la sal y vitamina B. El líquido de prensa también tiene partículas y aceite de pescado; la
cantidad de aceite de pescado es igual a la grasa contenida originalmente en el pescado,
menos la que queda en la torta de prensa. Hay dos forma de tratar el agua de prensa, uno de
ellos es separar los sólidos insolubles mediantes tamices vibradores y luego recuperar el
aceite que se separa en los tanques de sedimentación. (Ramírez- Granados, 1975).
La otra forma es mediante centrifugas horizontales (decantadores), y la separación
del aceite, los residuos viscosos líquidos y los lodos finos se lleva a cabo en centrifugadoras
de disco verticales. Las ultima impurezas quedan separadas del aceite mediante una
centrifuga (clarificadora) (FAO 1975).
13

La evaporación de los residuos viscosos (Agua de cola), se hace mediante
evaporación, cuidando especialmente la temperatura ya que las vitaminas del complejo B se
pueden degradar fácilmente. Una vez concentrada el agua de cola es posteriormente
incorporada a la torta de prensa para obtener harinas integrales (Ramírez- Granados1975).
La desecación consiste en el suministro de suficiente calor para la evaporación de
determinada cantidad de agua. La temperatura de secado no debe de exceder de 900C. Se
espera que cuando la harina salga del secado tenga una humedad de 9 y 10%. Existen gran
variedad de secadores, reflejando la importancia del cuidado y manejo de esta etapa del
proceso; ya que de ella dependerá en gran medida la calidad de la harina obtenida (FAO
1975). Existen dos métodos de secado estos son los siguientes
• Secador rotativo directo: Secador de llama o secador directo del aire
caliente. En este tipo de secador, el aire caliente producido por gases diluidos en aire está
en contacto directo con la torta de prensa a secar. Este sistema presenta peligro de
contaminación y de secado por exceso de calor si no son manejadas apropiadamente.
• Secador de vapor indirecto: la mezcla a secar se agrega continuamente en un
cilindro el cual es calentado indirectamente por aire caliente (vapor). Se utiliza también un
sistema de contracorriente de aire para facilitar la eliminación del vapor de agua. (Fenucci
et al., 2007).
14
Molturación y almacenamiento de la harina. El propósito de la molienda ó molturación es
obtener una harina que tenga las siguientes características:
Que no presente partículas que no pasen a través de determinado tamiz
estándar normalmente el Taylor No.8
Que no contenga huesos largos
No es recomendable hacer pasar la harina por el tamiz sin antes darle una
molienda previa, ya que entonces la harina tendrá un elevado porcentaje de partículas de
tamaño muy cercano al máximo y tendrá una mala apariencia (Ramírez- Granados1975).
Incorporación de antioxidantes. Las harinas de pescado reactivas (propensas a la
oxidación de sus lípidos) se estabilizan por medio de antioxidante inmediatamente después
de la fabricación y pueden almacenarse a granel o distribuirse en cuanto estén ya
refrigeradas. La cantidad de antioxidante necesaria varía en función de la especie que se
trate (FAO 1975).
El almacenamiento de la harina de pescado es generalmente en sacos de 50 kilos y
puede estar abiertos y cosidos o contener válvulas incorporadas. Los sacos suelen ser de
arpillera o también de papel en múltiples capas, con o sin revestimiento de plástico,
dependiendo del clima que se trate. Los métodos de almacenamiento varía en función de
muchos factores, como las condiciones climáticas, la capacidad de producción, el empleo
de antioxidantes y los sistemas de trasporte y mercado (FAO 1975).
15

2.3.2 Principales especies con las que se elabora la harina de pescado
La harina de pescado se elabora de una gran variedad de recurso marinos, en donde
se destacan tres siguientes grupos principales:
El grupo de peces que se capturan con la única finalidad de producir harina. Estas
especies no tienen demanda o casi nula demanda para consumo humano directo, son
principalmente especies pequeñas con alto contenido de lípidos y por lo general alta
proporción de huesos y espinas, dentro de ellas se puede presentar gran variedad en el
contenido de proteínas y cenizas (Sandbol, 1993), por ejemplo los clupeidos que
constituyen la fuente más importante para la producción de la harina, así como anchovetas,
sardinas y los escombridos como caballa, jurel, el capelon, lanzón (FAO 1975).
La materia prima constituída por vísceras y despojos de la industria de consumo:
Esta materia prima procede de la industria de consumo humano. Las harinas que se
obtienen a partir de estos recursos típicamente presentan un bajo contenido en proteínas y
grasas y un alto contenido en cenizas (Sandbol, 1993). Se pueden mencionar por ejemplo
las vísceras y residuos de tunidos, elasmobranquios, salmónidos, bacalao entre otros (FAO
1975).
16

Los subproductos de otros tipos de actividades de la pesca: estos tipos de peces se
obtienen de la pesca incidental, provocando una gran variación en su composición
(Sandbol, 1993).
De acuerdo a la materia prima que se utilice se obtienen harinas de diferentes
tonalidades, una de ella es la harina blanca, esta se obtiene de gadiformes tipos bacalao, ya
que estos poseen bajo contenido de lípidos; por el contrario las harinas elaboradas a partir
de clupeidos y escombridos presentan un color marrón debido a su gran contenido de grasa
(Fenucci 2007).
17

2.3.3 Producción a nivel mundial
La producción mundial de harina de pescado en 2005 fue de 3.5 millones de
toneladas tm. Para el 2006 la producción mundial disminuyó a 2.8 millones de toneladas tm
(tabla 2). Esto debido a diferentes factores como el fenómeno del niño, lo que provocó una
disminución en las capturas de pelágicos menores, por lo tanto menor producción
ocasionando un incremento en el precio de la harina en el mercado (FAO, Globefish, 2007).
Tabla 2. Producción Mundial de Harina de Pescado. (1000 tm)
PaísesProductores 2001 2002 2003 2004 2005 2006
Perú 1844 1929 1219 1983 2126 1456
Chile 698 834 667 935 815 776
Dinamarca 299 311 246 359 222 213
Noruega 216 227 196 212 154 176
Islandia 283 300 271 204 179 162
Total 3970 4376 3388 3593 3496 2783
Fuente: FAO Globefish, 2007
La producción mundial de harina de pescado cayó bruscamente en el 2010 debido a
la disminución de las capturas en la producción. Este disminuyó un 27% en América del
18

sur, mientras que la producción europea aumentó en un 39%, gracias al incremento en las
capturas principalmente en Noruega (FAO, Globefish 2010).
La demanda de harina de pescado no se ha incrementado notablemente debido a
que su cantidad en las dietas ha disminuido, ya que la tendencia actual es reemplazarle en la
medida posible por otras harinas como por ejemplo soja, langostilla, subproductos de
carnes, calamar etc. (Tacón, 1995; Naylor et al., 2000 citado por (Fenucci et al., 2007).
2.3.4. Principales productores
La producción mundial de harina de pescado se encuentra en 10 países, siendo el
Perú el principal productor de harina de pescado con el 30%, como se puede observar en la
tabla 2. Chile con el 15%, Dinamarca, Noruega, Islandia. (FAO, Globefish 2007).
2.3.5 Principales países exportadores e importadores
Los principales países exportadores de harina de pescado es el Perú 53%, siendo el
mayor productor de harina de pescado, siguiendo Chile, la Unión Europea e Islandia que en
conjunto suman el 80% de la producción mundial.
Perú en el 2010 exportó 1.5 millones de toneladas, donde su producción anual de
los últimos 20 años ha crecido 6% y ha decrecido un -0,670 en los últimos 10 años. Los
19

principales destinos a los cuales Perú exporta harina de pescado se pueden observar el la
Figura 4.
Fuente: FAO, Globefish 2010
2.3.6 Precio de la harina y mercado
La harina de pescado suele venderse con una denominación específica, que varía
según la especie de pescado que se ha empleado como materia prima (Fenucci 2007). El
valor comercial de la harina en el comercio, se evalúa principalmente por el contenido de
proteína cruda y se toma además en cuenta el contenido de grasas, agua y cenizas como
indicadores de calidad con base a la cual se establece su precio (Tabla 3) (FAO 1975).
Los precios en el 2006 se mantenían en 1250 dólares por tonelada, para el 2007 los
precios de la harina de pescado disminuyeron a un nivel de 1050 dólares por tonelada. En
el 2008 el precio aumento 1210 dólares por tonelada debido al incrementar la demanda por
parte de china (FAO, Globefish, 2007). En febrero de 2009 los precios de la harina Primer
peruana alcanzaron un nivel récord de $ 1800 Dólares por tonelada, pero en el trascurso del
año 2010 los precios bajaron a niveles entre 1300 y 1400 dólares por tonelada (FAO,
Globefish, 2010). Esto debido a diferentes factores como la menor producción debido a la
disminución de la captura de la materia prima, así como la disminución de la demanda de la
20
industria de la acuicultura debido a la tendencia de sustituir la harina de pescado por otras
fuentes de proteínas más baratas ( FAO, Globefish 2010).
Los precios de la harina de pescado muestran fluctuaciones en diversos períodos,
debido a diversos factores, tanto ambientales como de nuevas tendencias de remplazar en la
medida posible, por otras harinas como por ejemplo soja, langostilla, subproductos de
carnes, calamar etc. (Fenucci et al., 2007).
2.3.7 Parámetros de calidad de la harina de pescado
La calidad de la harina de pescado en el comercio mundial se evalúa mediante unos
métodos normalizados de análisis que recurren a técnicas físicas, químicas, biológicas y
organolépticas.
La evaluación física consiste en dos criterios; el primero es el tamaño de partículas
de la harina, el cual consiste que el 100% tiene que pasar por un tamiz Tyler N0. 8, el
segundo criterio físico es el color el cual debe ser preferentemente claro, pero este depende
en gran medida de la especie que se trate y del procesamiento de fabricación del mismo
(FAO, 1975)
Los análisis químicos más utilizados para la evaluación de la calidad se basan en
parámetros tales como el contenido de proteínas crudas, grasas brutas, humedad, cenizas o
sal. (Sandbol, 1993.) La harina de pescado se clasifica en dos grupos, primera calidad y
segunda calidad dependiendo del contenido de proteínas del mismo (Fenucci et al., 2007).
21

Tabla 3. Especificaciones de calidad de la harina de pescado de acuerdo con Servicios de Sanidad Animal de
la República Argentina.
Clasificación
ProteínaMínima
(%)
HumedadMáxima
(%)
GrasaMáxima
(%)
ClorurosMáximo
(%)
ArenaMáxima
(%)
Primera 60 10 8 5 2
Segunda 40 10 10 10 3
Fuente: Fenucci et al. (2007)
La evaluación biológica consiste en dos métodos uno de ellos es en vivo y el otro es
en vitro, los cuales consiste en evaluar la digestibilidad de la proteína en el animal
analizado; así como su crecimiento y reproducción (García, 2000).
La evaluación organoléptica consiste en evaluar la calidad de la carne del animal
que fue alimentado con una dieta a la cual se le incorporó la harina de pescado. Esta
evaluación tiene como objetivo asegurarse de que no se incorporó el olor o sabor de la
harina de pescado. (FAO, 1975).
3. OBJETIVOS
22

3.1 Objetivo general
Evaluación de la harina de los residuos de almeja mano de león (N. subnodosus),
como una alternativa para el aprovechamiento integral de este recurso.
3.2 Objetivos específicos
• Determinar el rendimiento que se obtenga en la elaboración de harina de resíduos de almeja
mano de león.
• Determinar el valor nutricio de la harina de resíduos de almeja mano de león mediante el
análisis de su composición química proximal
• Evaluar y comparar la harina obtenida de los desperdicios de almeja mano de león con
harina de pescado comercial producida en la región de Baja California Sur.
4. JUSTIFICACIÓN
Una alternativa que se propone para el aprovechamiento de los residuos de la
almeja mano de león (N. subnodosus) es la elaboración de harina, la cual podría ser
utilizada como ingrediente para la elaboración de alimento balanceado con diferentes usos.
23

Con ello se evitaría la contaminación ambiental para la región, además de que se traduciría
en la reducción de los costos de operación ya que evitaría el gasto que por la utilización de
los rellenos sanitarios tienen que realizar los diferentes productores de almeja mano de león
Otro beneficio que podrían obtener es ayudar a minimizar los costos de alimentación a los
avicultores ya que esta harina podría ser utilizada en sus granjas avícolas de la región.
5. MATERIALES Y MÉTODOS
5.1Obtención y manejo de organismos experimentales y de los resíduos
24

Para el desarrollo del presente trabajo se obtuvieron los organismos de almeja mano
de león de la laguna de Guerrero Negro, Baja California Sur, México (Figura 5). Estos
organismos fueron extraídos manualmente por buceo semiautomático por los pescadores
locales. El transporte de la zona de pesca al Puerto Chaparrito BCS fue en costales
cebolleros. Al llegar al puerto éstos fueron supervisados para comprobar que cumplieran
con las medidas de extracción (14cm de ancho). Posteriormente se trasportaron en los
costales al matadero de la Sociedad Cooperativa Pesquera Luis Gómez Z.
Una muestra de 30 organismos fue seleccionada al azar para la determinación de las
variables morfométricas. Por otra parte, después de que los pescadores llevaron a cabo el
desconche comercial, se tomó una muestra de aproximadamente 20 kg de residuos, los
cuales se colocaron en dos bolsas de plástico y posteriormente se congelaron para evitar su
deterioro. Una vez congelados los residuos de almeja mano de león se colocaron en una
hielera y se trasladaron a la ciudad de La Paz, Baja California Sur. Las muestras de almeja
semidescongelada fueron nuevamente sometidas a congelación a - 20° C hasta su posterior
uso para la elaboración de las harinas.
25

Figura 5. Ubicación de la Laguna de Guerrero Negro BCS: Costa del Océano Pacifico, sobre los paralelos 280
55 12” y 280 07 14” Latitud Norte los 1140 01 58” y 1140 09 05” Longitud Oeste (Google Earth 2009).
5.2 Determinación de variables morfométricas y rendimientos.
Al llegar al matadero (Soc. Cooperativa Pesquera Luis Gómez Z), se seleccionaron
30 organismos. Posteriormente se pasó a la disección del organismo, donde se tomaron las
26
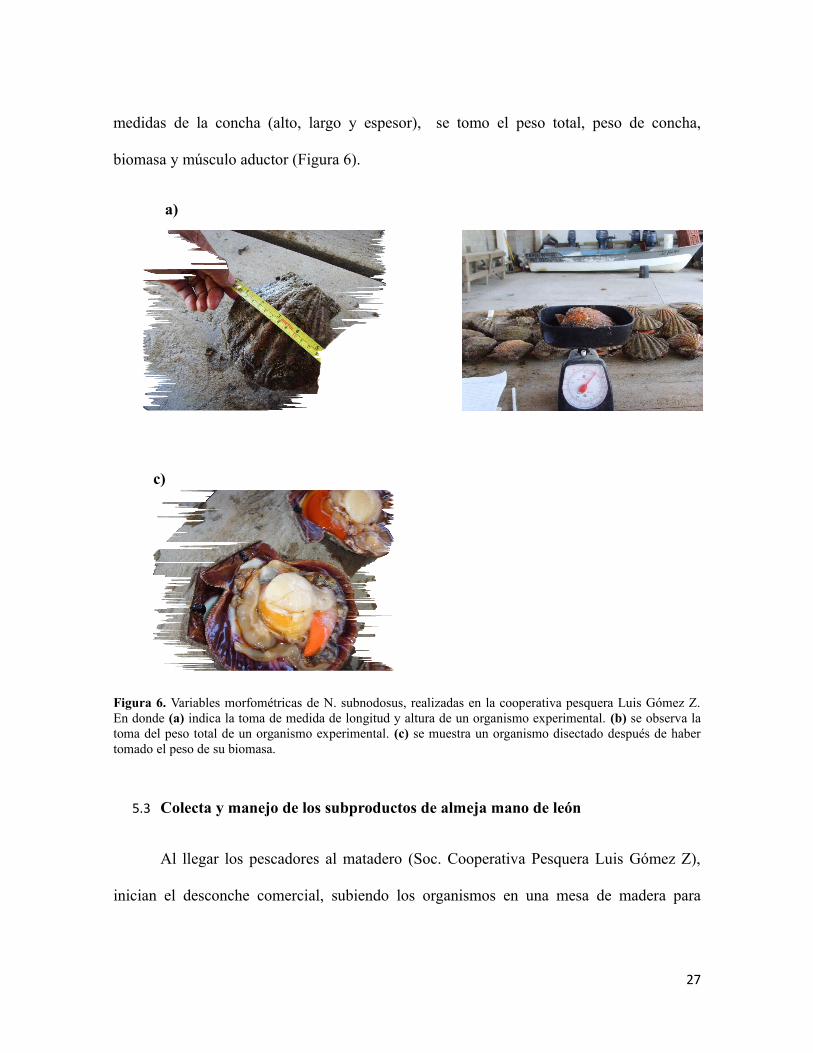
medidas de la concha (alto, largo y espesor), se tomo el peso total, peso de concha,
biomasa y músculo aductor (Figura 6).
a)
c)
Figura 6. Variables morfométricas de N. subnodosus, realizadas en la cooperativa pesquera Luis Gómez Z. En donde (a) indica la toma de medida de longitud y altura de un organismo experimental. (b) se observa la toma del peso total de un organismo experimental. (c) se muestra un organismo disectado después de haber tomado el peso de su biomasa.
5.3 Colecta y manejo de los subproductos de almeja mano de león
Al llegar los pescadores al matadero (Soc. Cooperativa Pesquera Luis Gómez Z),
inician el desconche comercial, subiendo los organismos en una mesa de madera para
27

separar la biomasa de la concha, posteriormente la biomasa se coloca en una tina grande,
para proceder a la separación del musculo aductor (callo) del resto de la biomasa. Los
callos son colocados en un recipiente el cual es pesado y colocado en un cuarto frio para su
posterior empaque y distribución. El resto de la biomasa (residuos) se coloca en un tambo
para más tarde llevarlo junto con las conchas a un relleno sanitario dentro de la comunidad
de Guerrero Negro.
5.4 Fabricación de la harina de subproducto de
almeja mano de león.
28
Los residuos se trasportaron en dos bolsas de plástico dentro de una hielera. Al
llegar al Laboratorio de Alimentos Marinos de la Universidad Autónoma de Baja
California Sur, campus La Paz, los residuos de Nodipecten subnodosus, se almacenaron
en congelación y previamente a su uso se descongelaron en refrigeración durante toda
la noche para conservar su frescura.
Se llevaron a cabo dos corridas experimentales mediante el método de
prensadura en húmedo (FAO 1975) con ligeras modificaciones para poderla realizar a
nivel de laboratorio. Estas adaptaciones se relacionan con el equipo y los materiales
utilizados en el laboratorio en sustitución del equipo industrial. A continuación se
describe el proceso de elaboración de la harina de residuos de almeja mano de león en
cada uno de los pasos más relevantes, los cuales también se indican en el diagrama de
flujo (Figura 8).
5.4.1. Descongelación
La descongelación se llevó a cabo en refrigeración durante toda la noche a 7 C0.
Cabe mencionar que uno de los principales problema en la elaboración de harina industrial
es la conservación de su materia prima, debido a que la materia prima es traída de zonas
remotas y resulta difícil evitar una descomposición parcial, esto ocasiona una harina de
menor calidad.
5.4.2 Cocción
29
La cocción tiene por objeto la coagulación de las proteínas y la ruptura de las
células grasas (FAO 1975). La cocción se llevó a cabo en una olla de vapor con control de
presión. La temperatura y tiempo de cocción fue 950C ± 20C por un tiempo de 15 minutos.
5.4.3 Prensado
El prensado tiene por objetivo la reducción del contenido de grasa y aceite de la
materia prima para obtener una harina con menor cantidad de grasa y evitar la oxidación de
la harina. Si se obtiene una cocción optima la eliminación del contenido de grasa y agua
en la materia prima será más eficiente (FAO 1975).
El prensado se realizó en dos etapas, la primera etapa consistió en colocar la materia
prima ya cocida y escurrida en un molino para carne el cual homogeneizó la materia prima
y ejerció una presión sobre la masa enviando esta hacia un estoquinete colocado a la
salida del molino. Una vez colocada toda la torta de prensa en él el estoquinete fue
nuevamente puesto a presión en una prensa para jamón. Posteriormente la torta de prensa
obtenida se dividió en tres para someterla al secado.
5.4.4 Secado
30

El secado consiste en el suministro de suficiente calor para la evaporación de
determinada cantidad de agua. Se espera que cuando la harina salga del secado tenga una
humedad entre 9 y 10% (Ramírez-Granados, 1975)
Los lotes de torta de prensa se sometieron a secado indirecto el cual se llevó a cabo
en tres diferentes estufas de aire con control de temperatura. Las temperaturas
seleccionadas para cada uno de los lotes fueron de 75 ó 95 ó 105 °C. Las temperaturas de
95 ó 105 °C fueron seleccionadas con base a que éstas son las temperaturas entre las cales
fluctuan los procesos comerciales, la temperatura de 75 °C fue seleccionada como una
temperatura a la cual se consideraba que ofrecería mejor calidad de la harina. El tiempo de
secado varió para los diferentes lotes de secado ya que se pretendío obtener humedades
finales similares y dentro de lo establecido para harina de pescado. El contenido de
humedad aproximado fue monitoreado durante el proceso de secado mediante el pesado
cada hora de submuestras de torta de prensa colocadas en las estufas.
5.4.5 Molienda y almacenamiento de la harina
La molienda se llevó acabo en un pulverizador y se tamizó a 250 micras y se
almacenó en bolsas Ziploc donde se mantuvieron hasta su posterior uso en los diferentes
análisis.
31

Figura 8. Diseño del experimento para la elaboración y evaluación de la calidad de la harina de resíduos de
almeja mano de león. NNP=nitrógeno no protéico, CRA=capacidad de retención de agua, CH=capacidad de
hidratación,
32

5.5 Técnicas para el análisis de calidad
5.5.1 Análisis químico proximal
5.5.1.1 Determinación de porcentaje de humedad
En general, el contenido de humedad de un alimento es el agua total que se
encuentra en la misma. Determinar el porcentaje de agua de un alimento es un factor muy
importante debido a que el agua es responsable de las reacciones que pueden aumentar o
disminuir la calidad nutritiva de los alimentos. (Badui-Dergal, 1999).
La determinación de humedad se llevó a cabo por el método gravimétrico descrito
oficialmente por la AOAC (1984), y siguiendo las recomendaciones de (Woyewoda et
al., 1986). El análisis consistió en pesar aproximadamente 7 g de muestra y colocarlos en
una charola de aluminio puesta a peso constante, la cual se introdujo a una estufa Marca
BINDER durante un tiempo de 4 horas a una temperatura de 1000C. El porcentaje de
humedad se calculó utilizando la siguiente fórmula.
% humedadPérdida de pesoPeso de la muestra x 100
33

34

5.5.1.2 Determinación de Cenizas
En el análisis de los alimentos, las cenizas se definen como el residuo inorgánico
que se obtiene al incinerar la materia orgánica en un producto cualquiera. La determinación
del contenido de cenizas en los alimentos es por tanto un indicador del contenido total de
minerales y materia inorgánica, microelementos que cumplen funciones metabólicas
importantes en el organismo. (Zumbado, 2004).
La determinación de cenizas se llevó a cabo por el método gravimétrico descrito por
la AOAC (1984) y recomendado por Woyewoda et al. (1986). Se pesó 3 g de muestra sobre
un crisol puesto previamente a peso constante, posteriormente se colocó el crisol con la
muestra sobre la parilla de un digestor eléctrico marca LABCONCO con el propósito de
“quemar la muestra” hasta el punto que ya no desprendiera humo, después se introdujo a
una mufla a una temperatura 5500C por un tiempo de 4.5 minutos. Este análisis se realizó
por triplicado.
Los valores del contenido de cenizas se obtuvieron utilizando la siguiente ecuación:
% Cenizas=A M x 100
Donde:
35

A= Peso en gramos de las cenizas obtenidas.
M= Pesos en gramos de la muestra.
5.5.1.3 Determinación de proteína cruda
La gran importancia que tienen las proteínas es que proporcionan aminoácidos
esenciales para el organismo. (Badui-Dergal, 1999). Por lo tanto la proteína es el
ingrediente más costoso en la dieta de animales de crianza. (Akiyama et al., 1992, citado
por García, 2000) ya que la calidad de este resulta critica para la respuesta de crecimiento.
(Sudaryno et al. 1995, citado por García, 2000).
La determinación de proteínas se llevó acabo de acuerdo al método Microkjeldahl
descrito por la AOAC (1984) aplicando las recomendaciones descritas por Woyewoda et
al. (1986). El cual se llevó acabo de la siguiente manera; para la materia prima y torta de
prensa se pesaron 0.2 g de muestra y para las muestras respectivas de harinas 0.1 g. Las
cuales fueron introducidas al matraz Kjeldhal de 100 mL, luego se le añadieron 2.6 g de la
mezcla catalizadora (sulfato de potasio y oxido de mercurio) y 2.5 mL ácido sulfúrico
concentrado y se colocaron en el digestor LABCONCO, en donde se llevó a cabo la
descomposición de la materia orgánica, para convertirse a sulfato de amonio. La digestión
se llevó a cabo hasta que se observó un color cristalino (verde-azulosa) (Nielsen, 2003).
Posteriormente la muestra digerida que contiene al nitrógeno en forma de sulfato de amonio
es incorporada al destilador donde se le agrega 15 mL de una mezcla de hidróxido de sodio
con tiosulfato de sodio, el cual lo alcaliniza y lo convierte en amonio. En la parte terminal 36
del destilador se colocó un vaso de precipitado de 100 mL que contenía dos gotas de
indicador mixto y 10 mL de ácido bórico al 5% el cual atrapa al amonio. La cantidad de
nitrógeno de amonio en la solución es cuantificada por titulación.
La titulación se realizó con ácido clorhídrico 0.02 N hasta observar un vire de color
violeta a verde (Nielsen, 2003).
El porcentaje de proteína cruda se determinó de la siguiente manera:
%Proteina=%NF
Donde:
%N= Porcentaje de nitrógeno obtenido.
F= proteínas (6.25)= esta es la constante para proteínas generales. Este factor se obtiene
asumiendo que una mezcla de proteína pura contiene 16% de nitrógeno.
Factor=100 g Proteinas16g Nitrogeno=6.25
37

Calculo para determinar el porcentaje de Nitrógeno, el cual es necesario para obtener el
porcentaje de proteína de la muestra se utilizó la siguiente fórmula:
%Nitrogeno=a-bN(0.014)WX100
Donde:
a = mL de ácido utilizado para la titulación de la muestra
b = mL de ácido utilizado para la titulación del blanco
N= normalidad del ácido utilizado para la titulación.
5.5.1.4 Lípidos totales
Los lípidos son sustancias insolubles en agua, pero soluble en disolventes orgánicos
tales como cloroformo, hexano y éter de petróleo. Todo los lípidos contienen carbón,
hidrogeno y oxígeno. (Badui-Dergal, 1999).
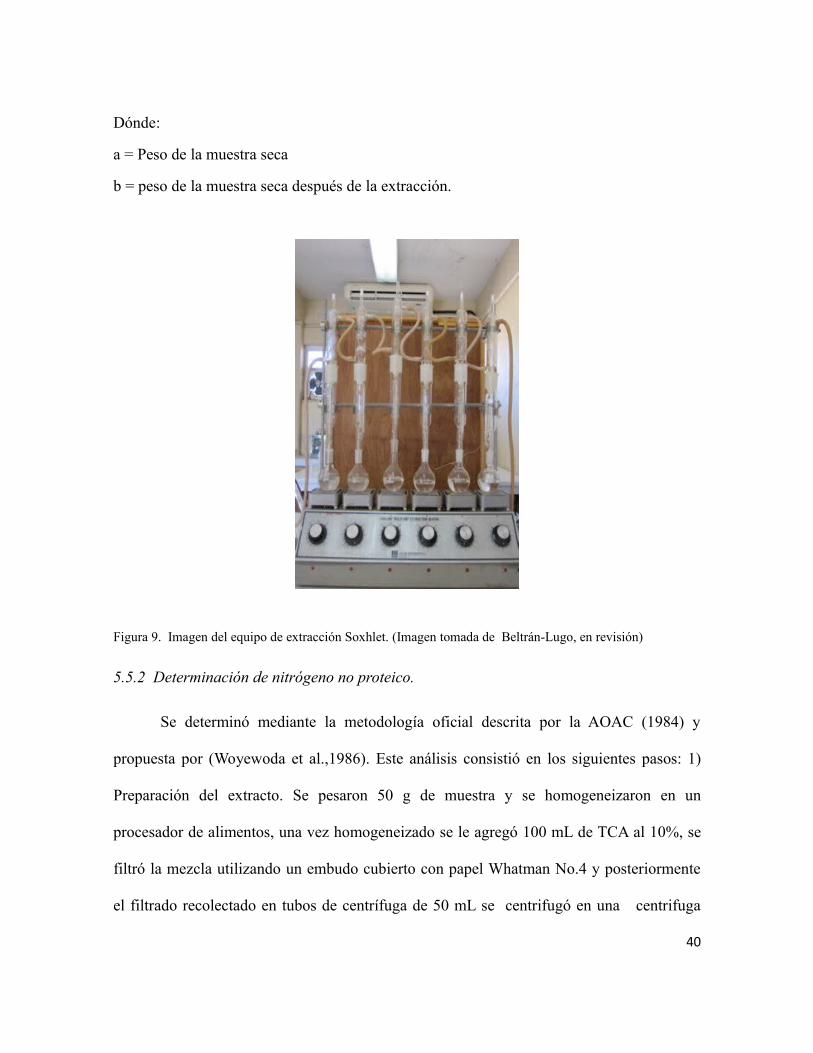
El contenido total de lípidos se determinó mediante el método soxhlet descrito por
la AOAC (1984) y propuesta por (Woyewoda et al., 1986). Se pesaron 6 g de muestra seca
dentro de un cartucho de extracción poroso y se le colocó un tapón de algodón para impedir
38

la salida de la muestra, posteriormente se introdujeron dentro del extractor LAB-LINE
MULTI UNIT EXTRACTION HEATER (Figura 9) y se agregó como solvente orgánico
no polar, 250 mL de éter de petróleo al matraz bola. El equipo se colocó en la fuente de
calor a la temperatura de ebullición del solvente, el cual se evapora y asciende por la
tubuladura lateral del extractor, se condensa y cae sobre la muestra acumulándose en el
tubo del extractor y atravesando las paredes del cartucho poroso, para hacer contacto con la
muestra y solubilizando las grasas presentes. Cuando el nivel del solvente en el tubo del
extractor sobrepasa el nivel del sifón, el extractor se descarga y pasa al matraz balón el
eter conteniendo la grasa extraída, para dar comienzo al ciclo nuevamente (evaporación del
solvente, condensación, acumulación y descarga.). Este proceso se repitió hasta que se
observó que el solvente (eter de petróleo) en contactó con la muestra tenía un color similar
al que tenía al inicio antes de que se le introdujera a la muestras de harina.
Posteriormente se colocaron los cartuchos desgrasados al ambiente para evaporar el exceso
de solvente. Por otra parte se evaporó el solvente contenido en el matraz, y finalmente
cartuchos y matraces se introdujeron en la estufa BINDER a 650C durante una hora para
evaporar completamente el éter.
El porcentaje de grasa se determinó de la siguiente manera:
% Grasa Cruda= a -b x 10039
Dónde:
a = Peso de la muestra seca
b = peso de la muestra seca después de la extracción.
Figura 9. Imagen del equipo de extracción Soxhlet. (Imagen tomada de Beltrán-Lugo, en revisión)
5.5.2 Determinación de nitrógeno no proteico.
Se determinó mediante la metodología oficial descrita por la AOAC (1984) y
propuesta por (Woyewoda et al.,1986). Este análisis consistió en los siguientes pasos: 1)
Preparación del extracto. Se pesaron 50 g de muestra y se homogeneizaron en un
procesador de alimentos, una vez homogeneizado se le agregó 100 mL de TCA al 10%, se
filtró la mezcla utilizando un embudo cubierto con papel Whatman No.4 y posteriormente
el filtrado recolectado en tubos de centrífuga de 50 mL se centrifugó en una centrifuga
40
Eppendorf modelo 5810R (Figura. 10), a 40C por 30min a 5000 rpm. 2) Digestión del
extracto de TCA. En un matraz Microkjeldahl se agregó 2.3 g de catalizador y 3 mL de
extracto de TCA obtenido, posteriormente se añadió 2.3 mL de ácido sulfúrico concentrado
y se colocó el matraz Microkjeldahl en unas parrillas de calentamiento, se suspendió el
calentamiento hasta que la espuma amenazó por subir al cuello del matraz y se le agregó
1mL de H2O2 por la pared del matraz, y se volvió a colocar el matraz en las parilla, hasta
que la solución se observó clara. 3) Destilación de la muestra. La muestra digerida se enfrió
hasta 500C aproximadamente y se le añadió 4 mL de agua destilada para luego transferirla
al destilador, se enjuagó el matraz con la muestra dos veces con agua destilada. Se colocó
en la parte terminal del digestor un vaso de precipitado de 100 mL con 5 mL de ácido
bórico saturado y 2 gotas de indicador y se le añadió 10 mL de solución NaOH/NaS2O3 al
destilador. Se destiló hasta 20 mL y se diluyó hasta 50 mL con agua destilada y
posteriormente se llevó acabo la 4) titulación con HCl 0.02 N, hasta que viró de verde a
violeta
El porcentaje del nitrógeno no proteico se calculó de la siguiente manera:
NNP=V4-V5XN2 X14.007XV6+(0.01XMXW2) V7XW2X10
41
Dónde:
M= Contenido de humedad de la muestra (%)N2= Normalidad del HCLNNP= Nitrógeno no proteico como % en pesoV4 = Volumen (mL) de HCL para titulación de la muestraV5= Volumen (mL) de HCL para titulación del blancoV6= Volumen de TCA añadido para extracción 1:2V7= Volumen de extracto de TCA añadido al matraz de digestión (muestra)W2= Peso (grs) de pescado usado en la extracción 1:2
5.5.3 Determinación Arenas
42

Las cenizas obtenidas en el análisis del contenido de ellas en la harina, fueron
utilizadas para la determinación de arenas. El cual se llevó acabo de acuerdo a la
metodología descrita por la AOAC (1984). El método consiste en colocar la muestra en un
vaso de precipitado y añadirle 75 mL de HCL 3N, el vaso fue colocado en una parrilla de
calentamiento, dejándose hervir durante 15 minutos, una vez trascurrido el tiempo este es
filtrado a través de un crisol de Gooch previamente pesado conteniendo dos hojas de papel
filtro, posteriormente fue desecado en la estufa por una hora a una temperatura 1030C.
Después se incineroó en la mufla a 5500C durante 4 horas.
Para determinar el porcentaje de arena se utilizó la siguiente formula:
% de arena=Cenizas insolubles Peso de la muestrax 100
43

5.5.4 Análisis de color por medio de colorimetría de triestímulo
El color es una propiedad de la materia directamente relacionada con el espectro de
la luz y que, por lo tanto, se puede medir físicamente en términos de su energía radiante o
intensidad, y por su longitud de onda. El ojo humano solo puede percibirlo cuando su
energía corresponde a una longitud de onda que oscila entre 380 y 780nm; es por eso que
una definición de color sea “la parte de la energía radiante que el humano percibe mediante
las sensaciones visuales que se generan por la estimulación de la retina del ojo (CIE, 1986).
La determinación de color se llevó a cabo utilizando un colorímetro Konica Minolta
CR-400 (Figura 10). Se obtuvieron los valores de L+ (Luminosidad), a+ (matiz rojo-verde)
y b+ (matiz amarillo-azul), Cromaticidad (C) y ángulo de matiz (h). A partir de estos
valores se calculó la diferencia total de color (ΔE). La medición de color se llevó acabo en
la materia prima y en el producto obtenido de las diferentes etapas del proceso. En la
materia prima se llevó acabo de la siguiente manera: Se tomaron muestras por separada de
cada uno de los componentes de dicho residuo (gónada masculina y femenina, Glándula
digestiva y manto) para su medición de color.
5.5.5 Capacidad de hidratación (CH) de la harina
44

La capacidad de hidratación de agua (CRA) de un material se puede definir como la
habilidad para mantener ligada su propia agua o bajo la influencia de fuerzas externas;
presión, cocción etc. (Lawrie 1974. Citado por García, G. 1996).
Se pesaron por cuadriplicado aproximadamente 5.0 g de la muestra y se colocaron
en cuatro tubos de centrifugación Eppendorf (Figura 11 a) previamente pesados y se agregó
4 mL de agua destilada, posteriormente fueron homogeneizados durante 2 minutos
manteniendo los tubos en un baño de hielo para evitar su calentamiento. Posteriormente las
muestras fueron introducidas a centrifugar en una centrífuga Eppendorf modelo 5810R
(Figura 11 b) empleando una fuerza de centrifugación de 2000 × g por 10 minutos.
Posterior a la centrifugación se descartó el sobrenadante y los tubos con muestra hidratada
se pesaron nuevamente.
La capacidad de hidratación, se determinó de la siguiente manera.
CH=w tubo+SEDIMENTO- (W tubo +W muestra)w muestrax 100
Donde:
Sedimento = es la muestra hidratada que obtenemos en el tubo después de descartar el sobrenadante.
45

6. RESULTADOS Y DISCUSIÓN
6.1 Características morfométricas de los organismos de almeja mano de león
Los organismos de los cuales se obtuvieron los resíduos para llevar a cabo el
presente trabajo presentaron las características morfométricas que se muestran en la Tabla
4. Estos resultados fueron obtenidos empleando una muestra de 30 organismos
seleccionados al azar. Estos organismos fueron recolectados en mayo-julio del 2010 y
cumplen con las medidas de extracción establecidas para esta especie (Morales-Hernández
y Cáceres Martínez, 1996).
Tabla 4: Características morfométricas de la almeja mano de león (N. subnodosus) utilizadas para la
obtención de los resíduos empleados para la fabricación de harinas. n=30
Parámetro morfométrico Promedio ±SD
Longitud de la concha (cm) 15.0 5 ± 0.673
Altura de la concha (cm) 14.58 ± 0.728
Peso total (g) 664.5 ± 92.2
Peso de los tejidos húmedos (g) 208.3 ± 21.7
Peso del musculo aductor (g) 55.2 ± 9.9
46

Peso de los residuos (g) 153.1 ± 23
Peso de la concha (g) 465.6 5 ± 101.6
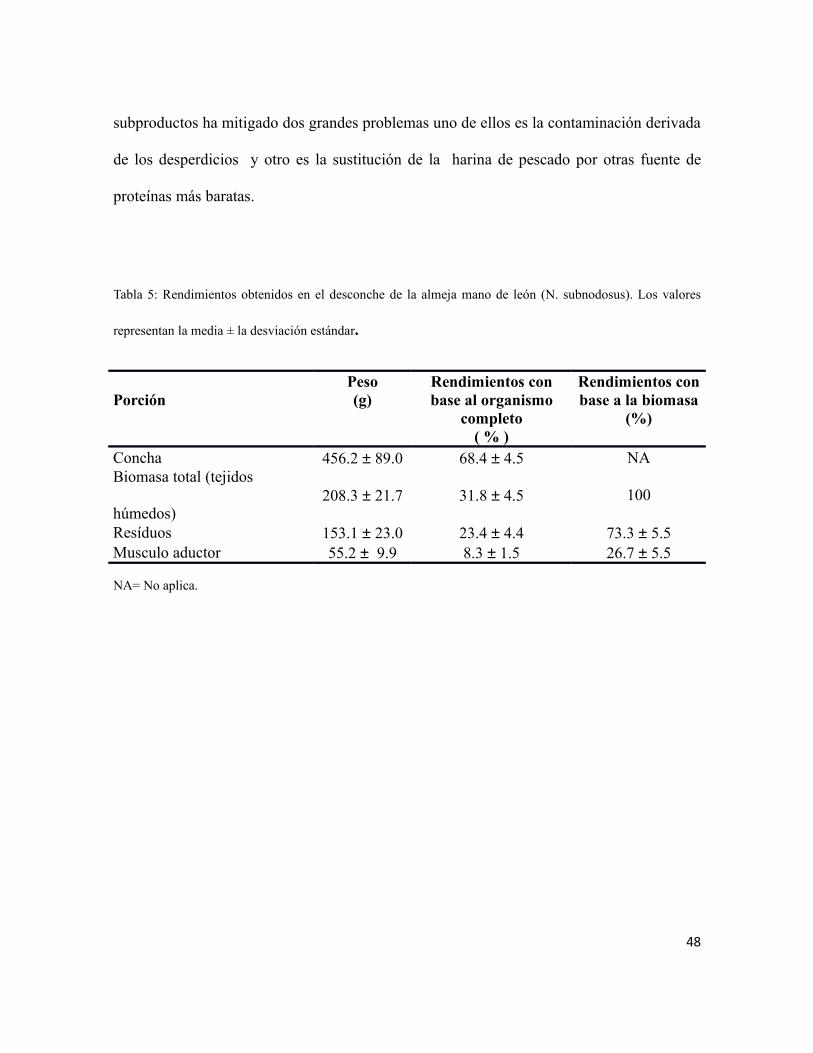
6.2 Rendimientos obtenidos en el desconche comercial
La porción que se comercializa de la almeja mano de león es el músculo aductor, el
cual tan solo representa el 8.3% de la biomasa total del organismo. De acuerdo con los
resultados obtenidos en el presente trabajo (Tabla 5) se observa que de este recurso, si se
considera el organismos completo se genera un desperdicio total del 91.8%, el cual está
constituido por la concha con el 68.4% y residuos 23.4%. Al considerar el peso de la
biomasa se otiene que de ésta se desperdicia el 73.3 ± 5.5, por lo cual resulta necesario
encontrar otras vías de utilización del subproducto para evitar tal desperdició. Como es el
caso de algunos recursos que han utilizado el subproducto para elaboración de harina para
pienso., como por ejemplo el camarón, el cual tiene un desperdicio (cabeza y exoesqueleto)
de entre 34 al 45% del peso del organismo, dependiendo de la especie y talla del mismo.
Con el desperdicio se ha fabricado harina para pienso de muy buena calidad. (Cruz et al.,
1993).
Otra harina de subproducto de gran calidad es la harina de calamar, el cual tiene un
desperdicio de entre 30 a 60% de la captura, en la manipulación y proceso dependiendo de
la especie y tamaño de la misma. (Fenucci et al., 2007). La utilización de estos
47
subproductos ha mitigado dos grandes problemas uno de ellos es la contaminación derivada
de los desperdicios y otro es la sustitución de la harina de pescado por otras fuente de
proteínas más baratas.
Tabla 5: Rendimientos obtenidos en el desconche de la almeja mano de león (N. subnodosus). Los valores
representan la media ± la desviación estándar.
PorciónPeso(g)
Rendimientos con base al organismo
completo( % )
Rendimientos con base a la biomasa
(%)
Concha 456.2 ± 89.0 68.4 ± 4.5 NABiomasa total (tejidos
húmedos)208.3 ± 21.7 31.8 ± 4.5 100
Resíduos 153.1 ± 23.0 23.4 ± 4.4 73.3 ± 5.5Musculo aductor 55.2 ± 9.9 8.3 ± 1.5 26.7 ± 5.5
NA= No aplica.
48

6.3 Rendimientos obtenidos en la elaboración de harina de residuos de almeja mano
de león.
El rendimiento obtenido en la elaboración de harina de residuos de almeja mano de
león fue el siguiente. El 7% de harina 87.9% de agua y 5.1% de aceite (Figura 12). El
rendimiento que usualmente se obtienen en la producción de harina de pescado es
normalmente de 22%, y un 6% de aceite y 72% de agua (Sandbol P, 1993). El menor
rendimiento que se obtuvo de la harina de almeja mano de león se atribuye a dos aspectos
que se presentaron en el presente trabajo, por una parte la materia prima usada (resíduos de
almeja mano de león) tiene un mayor contenido de humedad (82%) mientras que en el caso
del pescado la humedad fluctúa del 70 al 79% dependiendo de la especie (FAO, 1970), por
otra parte el contenido de humedad final de la harina de almeja mano de león fue inferior
5%, comparada con harina de pescado comercial que generalmente contiene 10% de
humedad.
Figura 12. Rendimientos obtenidos en el proceso de elaboración de harina de resíduos de almeja mano de
león. Los valores representan la media ± la desviación estándar. Literales diferentes en la misma columna
indican diferencias significativas (Tukey, p< 0.05).
49

6.4 Análisis químico Proximal
El análisis químico proximal se usa en la industria de las harinas para evaluar en gran
medida la calidad de las mismas. Este análisis se basa en el contenido de proteínas crudas,
grasas crudas, humedad y cenizas. Este análisis es muy valioso en los casos en que se
requiera dietas con altas concentraciones en alguno de éstos nutrientes. (Sandbol, 1993).
6.4.1 Determinación de humedad
El contenido de humedad de un alimento se refiere a toda el agua en forma global
contenida en el mismo. El agua contenida en un alimento dependen las propiedades
reológicas y de textura de este, pero también es responsable en gran medida de las
reacciones químicas, enzimáticas y microbiológicas, que son las tres principales causas del
deterioro de un producto (Badui-Dergal, 1993). Por lo tanto, retirando agua de los
alimentos o haciéndola menos disponible, se puede extender la vida útil de los mismos.
El contenido de humedad de una harina debe estar entre el 4% y el 10%. El límite
inferior debe respetarse para poder asegurar que el exceso de secado no dañe a las proteínas
aunque en el caso de harina de pescado, el límite mínimo de humedad ha sido establecido
50

6% como medida extra de seguridad. El límite superior es para garantizar que no ocurra una
actividad enzimática o microbiológica (Sandbol, 1993).
El contenido de humedad inicial de los residuos de almeja mano de león fue de
81.04 ± 0.15 %. Mediante el proceso de cocción y prensado se obtuvo una torta de prensa
con una humedad de 72.6 ± 0.73 % ( tabla 6). Al secar la torta de prensa se pretende bajar la
humedad a los niveles establecidos para harina de pescado con el fin de garantizar su
estabilidad. Esto fue eficientemente logrado, sin embargo como efecto de las diferentes
temperaturas utilizadas (750C, 950C y 1050C) la humedad final varió en función de las
temperaturas fluctuando desde 5.2 % para la temperatura de 750C hasta un 8.3% para la de
1050C (tabla 7).
Los resultados obtenidos muestran que posiblemente a la temperatura de 105 Co se
presentó un mayor grado de encapsulamiento, el cual se debe a que a altas temperaturas, se
provocan cambios físicos y químicos complejos en la superficie del alimento, entre las
reacciones que se presentan pueden mencionarse las reacciones de Maillard que conduce a
la formación de una capa superficial dura e impenetrable. Este fenómeno se denomina
“acortezamiento” ó “encapsulamiento” el cual reduce la velocidad de deshidratación y da
lugar a un alimento que es seco en la superficie y húmedo en su interior (Cañizares et al.,
2007). Por lo cual se recomienda que la temperatura de secado no rebasen los 90oC (FAO,
1975) para evitar que la harina se dañe y dar suficiente tiempo para que el agua sea
transportado del centro del alimento a la superficie del mismo.
51
6.4.2 Determinación de cenizas
Las cenizas de un alimento son los residuos inorgánicos que queda después de
calcinar la materia orgánica. El valor principal de la determinación de cenizas es que es un
método sencillo para la determinar la calidad de ciertos alimentos, ya que las cenizas de los
alimentos deberán estar comprendidas entre ciertos valores. (Kirk et al, 1996 citado por
Zumbado, 2004). El contenido de cenizas de las harinas de pescado tiene una gran
variabilidad, dependiendo de la materia prima que se use para su fabricación.
El contenido de cenizas para la harina de residuos de almeja mano de león no
fluctuaron significativamente entre las diferentes temperaturas de secado. Se obtuvo 9.9%
de cenizas para la harina de 75oC y 10.1% para las harinas de 95C0 y 105C0. (Tabla 7).
52

Respecto a la harina de pescado comercial tipo clupeidos (sardina, anchovetas.), presentan
un mayor contenido de cenizas de 20.6%, debido a la naturaleza del recurso ya que estas
especies son peces pequeños huesudos lo cual aporta mayor contenido de cenizas
6.4.3 Determinación de proteína cruda
La proteína es el nutriente más importante en la formulación de alimentos
balanceados. Idealmente los ingredientes que aportan estos nutrientes deben ser altamente
nutritivos y económicamente rentables ya que cerca del 60% del costo total de la
producción del alimento se destina a ingredientes proteicos de fuente animal y vegetal. El
aspecto nutricional es importante porque los aminoácidos que aportan la fuente proteica de
la dieta van a ser utilizados por el organismo para formar tejido y crecer (García, 2000),
Esto es muy importante para los productores de organismos ya sean acuáticos o terrestres.
53

El método clásico para la determinación de la cantidad de proteínas es el análisis
Kjeldahl. El cual determina la materia nitrogenada total. Para convertir el nitrógeno a
proteínas se empleó el factor de 6.25 el cual proviene de la consideración que la mayoría
de las proteínas tienen un aproximado de 16% de nitrógeno. (Aurand et al., 1987 citado por
Zumbado, 2004).
El contenido de proteína de los residuos de almeja mano de león (N. subnodosus), es
de 10.8%. Mediante la cocción de la materia prima la proteína se coagulan y se libera una
gran proporción de agua retenida así como los depósitos de lípidos del tejido muscular, con
lo que se facilita la eliminación de agua y de aceite mediante la prensadura (FAO, 1986),
obteniendo así una torta de prensa con mayor contenido de proteínas 18.4% (tabla 6). Al
secar la torta de prensa a diferentes temperaturas (75 oC, 95oC y 105 oC) la proteína final de
las misma varió de 62% para la temperatura de 75oC hasta un 57.9% para la de 105oC (tabla
7). Esto es debido a que a mayor temperatura de secado la proteína se degradan
(FAO,1975). Respecto a la harina de pescado comercial tipo clupeidos (sardina,
anchovetas.) presentó similar porcentaje de proteínas brutas 61.9% que la harina de
N.subnodosus.
54

6.4.4 Determinación de lípidos
En los alimentos, los lípidos juegan un importante papel, puesto que inciden de
forma directa en las características organolépticas de los productos en los cuales están
presentes, sobre todo en el sabor y la textura. Así mismo, el contenido lipídico en los
alimentos determina muchas veces su estabilidad, dado que estos nutrientes son sensibles a
sufrir procesos de oxidación (conocidos como enraciamiento) cuyos productos finales de
reacción (aldehídos y cetonas) comunican a los alimentos olores y sabores desagradables.
( Zumbado, 2004).
El contenido de lípidos de la materia prima (residuos de almeja mano de león) es de
7.4%. Mediante el proceso de fabricación de la harina se obtuvo una torta de prensa de
10.41% de lípidos (tabla 6). Al secar la torta de prensa a diferentes temperaturas de secado
55

(75oC, 95oC y 105oC), se obtuvo que la harina de 75oC contenía 10.3% de lípidos y para
las harinas de 95oC y 105oC respectivamente 9.1 y 10.5%, (tabla 7). Estos valores se
encuentran dentro de los rangos de calidad de la harina., Los cuales indican que para la
harina de pescado estos valores deben estar en un rango de 6 a 10% de lípidos totales (FAO,
1975). El contenido de lípidos varía en función de la materia prima que se trate, por
ejemplo el porcentaje de lípidos para la harina de kril es del 10.8% y la harina de residuos
de camarón en 6.2% (Goytortua et al., 2007). Esto por citar algunos ejemplo., así que si
comparamos la harina de residuos de almeja mano de león con estas harinas se encuentra
dentro del rango permitido.
Tabla 6: Composición química proximal de los residuos de almeja mano de León (Materia prima) y de la
torta de prensa obtenida. Los valores representan la media ± la desviación estándar. n= 3, superíndices
diferentes en la misma columna, indican diferencias significativas (P< 0.05).
MuestraHumedad
(%)Proteína
(%)Grasa Cruda
(%)
Materia Prima 81.04 ± 0.15b 10.8 ± 0.49a 7.49 ± 0.72a
Torta de prensa 72.6±0.73a 18.4± 2.38b 10.41 ± 0.80b
Tabla 7: Análisis químico proximal de las harinas obtenidas de residuos de almeja mano de león (N.
subnodosus) a diferente temperatura de secado, compara con harina de pescado. Los valores representan la
media ± la desviación estándar, n=3 literales diferentes en la misma columna indican diferencias significativas
(Tukey, p< 0.05).
56

MuestraHumedad
(%)Cenizas
(%)
Proteínas Crudas
(%)
Lípidos(%)
Carbohidratos*
(%)
Harina 75 5.2 ± 0.09a 9.9 ± 0.42a 62.0 ± 0.68a 10.3 ± 0.40a 8.2
Harina 95 5.8 ± 0.23b 10.1 ± 0.66a 61.6 ± 1.03a 9.1 ± 0.02a
6.6
Harina 105 8.34 ± 0.17d 10.10 ± 0.09a 57.9 ± 1.88a 10.5 ± 0.49a
12.8
H.P 6.4 ± 0.10c 20.60 ± 0.15b 61.9 ± 0.48a 4.0 ± 0.97b
7.1
H.P Harina de pescado comercial.* Carbohidratos calculados por diferencia.
6.5 Determinación de Nitrógeno no proteico
Para determinar el contenido proteico de un pienso, lo primero que suele hacerse es
determinar el contenido total de nitrógeno mediante el método químico Kjeldahl, el cual
determina nitrógeno tanto proteico como nitrógeno no proteico (Badui-Dergal, 1999).
A este valor que resulta se llama proteínas brutas, para determinar la cantidad de
proteínas crudas, ya que parte del nitrógeno analizado no se deriva de la proteína, es
necesario determinar el porcentaje de nitrógeno no proteico con el método ya descrito
anteriormente, para que sea restado al porcentaje de proteínas brutas y obtener el
porcentaje de proteínas crudas del pienso.
El contenido de NNP de la materia prima fue de 0.33% (tabla 8) lo cual indica
que la proteína pura de la materia prima (residuos de almeja mano de león) es de
57

10.47%. El cual se encuentra dentro de un parámetro aceptable ya que las proteínas de
diferentes tipos de almejas se reportan con una composición promedio de proteína de
12.77% (Dore, Ian. 1991).
La torta de prensa de residuos de almeja mano de león, se obtuvo una proteínas
cruda 18.4%, y se obtuvo que el NNP fue de 0.373% (tabla 8), obteniendo una torta de
prensa con una proteína pura de 18.02%. Como se puede observar el contenido de
proteico tanto de la materia prima como torta no se observó un cambio significativo.
Las harina de residuos de almeja mano de león con diferencial de temperatura,
mostro una diferencia significativa (P>0.05) entre las harinas de temperatura de 75 0C y
1050C, (tabla 14). Para la harina 750C se obtuvo que la proteína bruta era de 62% (tabla
7) y se obtuvo que el NNP fue de 1.503% (tabla 14), por lo cual se obtuvo una proteína
pura 60.4%., y para la harina de 1050C se obtuvo una proteína bruta de 57.9 % (tabla 7)
y 1.52 % (tabla 8) de NNP obteniendo una proteína pura de 56.3%. El incremento de
nitrógeno no proteico de la muestra de harina de temperatura de 105C0 se puede deber a
su mayor temperatura de secado ya que a mayor temperatura la materia prima se
degrada más rápido y obteniendo así mayor material nitrogenado (Badui-Dergal 1993).
Comparando la harina de pescado comercial con la harina de residuos de almeja
mano de león de temperatura de 750C se obtuvo lo siguiente, las proteínas brutas de la
harina de 750C de almeja mano de león es similar a la proteína bruta de la harina de
58

pescado (tabla 7). Pero su contenido de NNP cambio significativamente para la harina
de 750C es de 1.503% y para la harina de pescado es de 0.415% (tabla 9). Por lo cual la
harina de pescado tiene mayor contenido de proteínas puras que la harina de pescado
comercial.
Tabla 8: Nitrógeno no proteico de materia prima y torta de prensa. Los valores representan la media ± la desviación estándar, n=3, literales diferentes en la misma columna indican diferencias significativas (Tukey, p< 0.05)
Muestra NNP(%)
Materia Prima 0.330 ± 0.082a
Torta de prensa 0.373 ± 0.054a
Tabla 9: Contenido de nitrógeno no proteico (NNP) en las harinas obtenidas a partir de residuos de almeja mano de león, elaboradas a tres diferentes temperaturas de secado y comparadas con harina de pescado. Los valores representan la media ± la desviación estándar de 3 repeticiones, literales diferentes en la misma columna indican diferencias significativas (Tukey, p< 0.05).HP= harina de pescado comercial*.
59

Muestra NNP(%)
Harina 75 1.503 ± 0.1347b
Harina 95 1.510 ± 0.1198b
Harina 105 1.521 ± 0.133b
HP 0.415 ± 0.144a
6.6 Determinación de Arenas en Harina de residuos de almeja mano de León
(N.subnodosus)
Los valores obtenidos en el análisis de arenas en la harina de residuos de
N.subnodosus a diferentes temperaturas de secado fueron los siguientes para la harina
de secado 750C 0.350%, y para la harina 950C fue de 0.413% mientras que para la
harina de 105C0 fue de 0.454% (tabla 11). El incremento en el porcentaje de arena de la
harina 1050C se puede deber a que mayor temperatura de secado la materia orgánica se
volatiza más rápido y se agrega mayor contenido de materia inorgánico. (FAO 1976).
Respecto a la harina de pescado comercial tipo clupeidos (sardina, anchovetas.),
presento un menor contenido de arena 0.095% (tabla 11), esto debido a la naturaleza del
recurso (pelágicos), mientras las almejas son bentónicos y son organismos filtradores,
por lo cual proporciona mayor contenido de arena que una harina de pescado comercial.
60
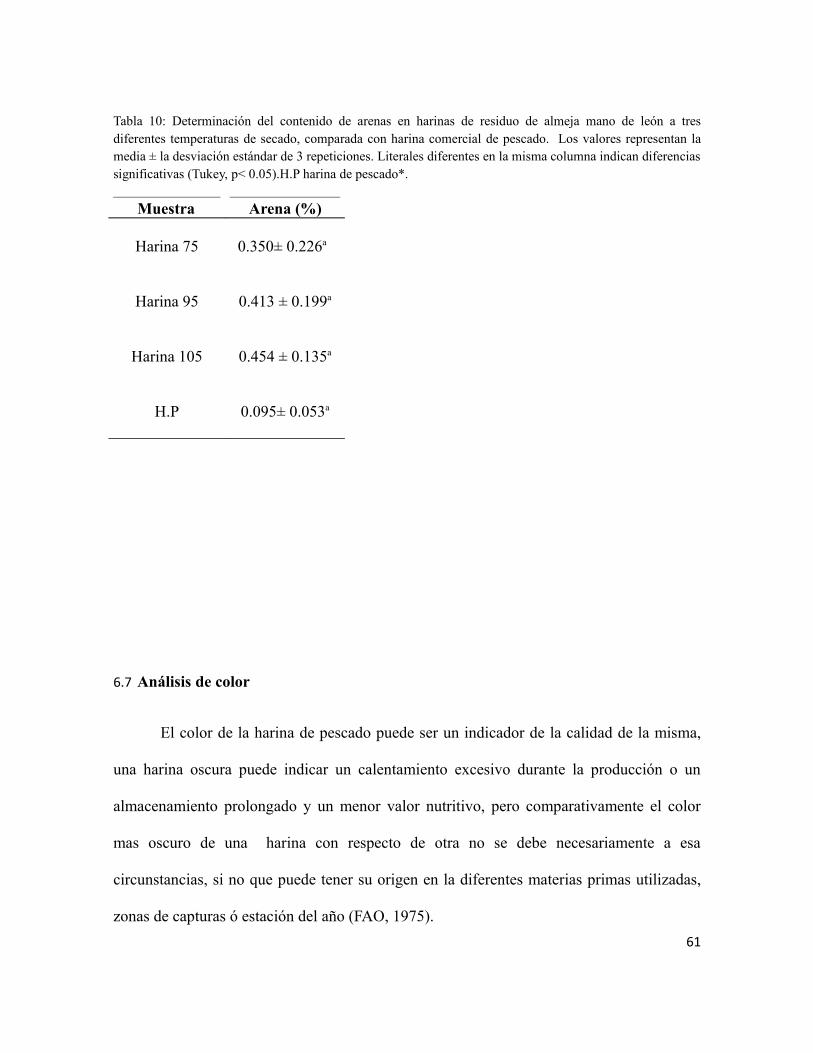
Tabla 10: Determinación del contenido de arenas en harinas de residuo de almeja mano de león a tres diferentes temperaturas de secado, comparada con harina comercial de pescado. Los valores representan la media ± la desviación estándar de 3 repeticiones. Literales diferentes en la misma columna indican diferencias significativas (Tukey, p< 0.05).H.P harina de pescado*.
Muestra Arena (%)
Harina 75 0.350± 0.226a
Harina 95 0.413 ± 0.199a
Harina 105 0.454 ± 0.135a
H.P
0.095± 0.053a
6.7 Análisis de color
El color de la harina de pescado puede ser un indicador de la calidad de la misma,
una harina oscura puede indicar un calentamiento excesivo durante la producción o un
almacenamiento prolongado y un menor valor nutritivo, pero comparativamente el color
mas oscuro de una harina con respecto de otra no se debe necesariamente a esa
circunstancias, si no que puede tener su origen en la diferentes materias primas utilizadas,
zonas de capturas ó estación del año (FAO, 1975).
61

En el presente trabajo se analizó el color como un criterio de la calidad de las
harinas de resíduos de almeja mano de león obtenida a tres temperaturas diferentes de
secado y por otra parte, con la finalidad de comparar su color con el de la harina comercial
se incluyó el análisis colorimétrico de la materia prima empleada para determinar la
influencia de los parametros de color iniciales sobre los parámetros obtenidos en el
producto terminado. Estos parámetros se presentan en la tabla 11 donde se puede observar
que los parámetros a* y b* para gónada masculina se encuentran dentro del cuadrante (rojo-
amarillo) del diagrama de espacio de color L* a* b* 1975 (Fig. 13) y para gónada
femenina se encuentra dentro del mismo cuadrante (rojo –amarillo), pero con un aumento
en la tonalidad a*, b* ocasionando un tono anaranjado más fuerte y de mayor luminosidad.
La glándula digestiva se encuentra en el cuadrante (Negro- Gris) es de un color con
luminosidad baja. El manto se encuentra dentro del cuadrante (Negro- Gris) con una
tonalidad gris-trasparente y una mayor luminosidad que la glándula digestiva como se
muestra en la tabla 11.
Determinación de color del Homogeneizado y la Torta de prensa
Las muestras a simple vista se apreciaban de un color semejante (anaranjada, café),
lo cual concuerda con los datos obtenidos de a* y b* de ambas muestras. La tonalidad de
estos parámetros se ubica en el cuadrante rojo-amarillo del diagrama espacio de color
CIELAB 1976 (Fig. 13). Pero al comparar la luminosidad como se muestra en la tabla 12,
se observa que la muestra de torta de prensa tiene mayor luminosidad lo cual no se aprecia
a simple vista. En términos generales se observó que el procedimiento de prensado
mediante el cual se eliminaron algunos componentes hidrosolubles, tuvo un efecto en el 62

color reflejado en una mayor luminosidad (mayor *L) y un tono mas claro (menor *C) en
la torta de prensa en comparación con la materia prima cocida y homogeneizada.
Determinación de color de las harinas.
Las harinas de pescado se encuentran en el cuadrante positivo a* (rojo) y
b*(amarillo). Con base a los resultados obtenidos en los parámetros de L*, a*, b* y C, se
encontró que la harina visiblemente más luminosa y mas clara fue la harina obtenida a una
temperatura de 75 C0, no encontrando diferencias en el color entre las harinas de 95 ó 105
C0 , lo anterior sirve como base para indicar de manera indirecta que la calidad de la harina
de 75 C0 presenta una mejor calidad que las obtenidas a mayores temperaturas. Por otra
parte al comparar el color de las harinas de resíduos de mano de león con el de la harina de
pescado comercial se encontró un color mas intenso en las primeras, sin embargo esto
puede ser atribuido a que la materia prima utilizada es de un color mas oscuro. Tabla 13.
Tabla 11: Evaluación del color de la materia prima. Almeja mano de león (N. subnodosus). Donde G.M=
gónada masculina, G.F= gónada femenina, G.D= glándula digestiva. Los valores representan la media ± la
desviación estándar de 3 repeticiones, literales diferentes en la misma columna indican diferencias
significativas (Tukey, p< 0.05).
Muestra L a b h C ΔH ΔE*
G.M 44.4 ± 6.3b 9.1 ± 1.5b 25.9 ± 1.4b 70.3 ± 2.8c 27.5 ± 1.7b 70.64 79.51
G.F 46.7 ± 2.5b 34.2 ± 3.0c 35.2 ± 3.04c 51.3 ± 0.9a 55.3 ± 4.2c 45.82 116.2
G.D 27.5 ± 1.9a 3.0 ± 1.3a 11.4 ± 2.2a 77.8 ± 4.8c 11.8 ± 2.4a 75.25 42.06Manto 44.9 ± 5.9b 11.3 ± 3.5b 24.3 ± 5.27b 65.3 ± 3.79b 26.9 ± 6.0b 80.72
63
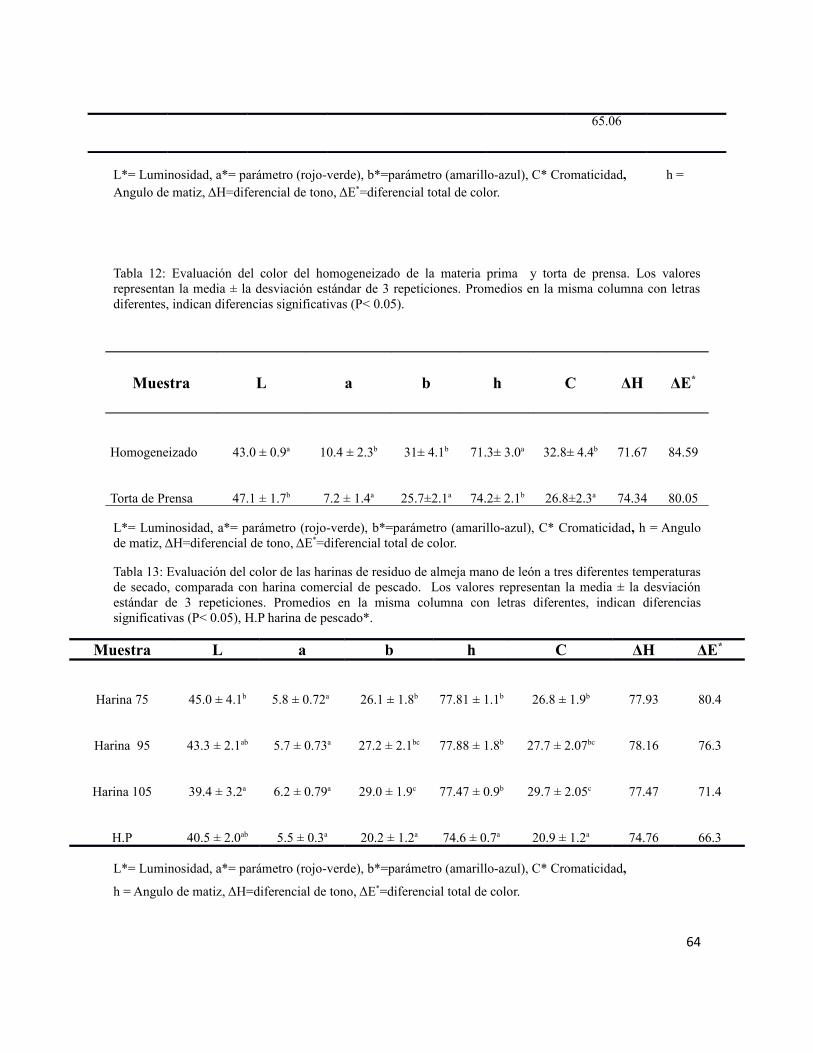
65.06
L*= Luminosidad, a*= parámetro (rojo-verde), b*=parámetro (amarillo-azul), C* Cromaticidad, h = Angulo de matiz, ΔH=diferencial de tono, ΔE*=diferencial total de color.
Tabla 12: Evaluación del color del homogeneizado de la materia prima y torta de prensa. Los valores representan la media ± la desviación estándar de 3 repeticiones. Promedios en la misma columna con letras diferentes, indican diferencias significativas (P< 0.05).
Muestra L a b h C ΔH ΔE*
Homogeneizado 43.0 ± 0.9a 10.4 ± 2.3b 31± 4.1b 71.3± 3.0a 32.8± 4.4b 71.67 84.59
Torta de Prensa 47.1 ± 1.7b 7.2 ± 1.4a 25.7±2.1a 74.2± 2.1b 26.8±2.3a 74.34 80.05
L*= Luminosidad, a*= parámetro (rojo-verde), b*=parámetro (amarillo-azul), C* Cromaticidad, h = Angulo de matiz, ΔH=diferencial de tono, ΔE*=diferencial total de color.
Tabla 13: Evaluación del color de las harinas de residuo de almeja mano de león a tres diferentes temperaturas de secado, comparada con harina comercial de pescado. Los valores representan la media ± la desviación estándar de 3 repeticiones. Promedios en la misma columna con letras diferentes, indican diferencias significativas (P< 0.05), H.P harina de pescado*.
Muestra L a b h C ΔH ΔE*
Harina 75 45.0 ± 4.1b 5.8 ± 0.72a 26.1 ± 1.8b 77.81 ± 1.1b 26.8 ± 1.9b 77.93 80.4
Harina 95 43.3 ± 2.1ab 5.7 ± 0.73a 27.2 ± 2.1bc 77.88 ± 1.8b 27.7 ± 2.07bc 78.16 76.3
Harina 105 39.4 ± 3.2a 6.2 ± 0.79a 29.0 ± 1.9c 77.47 ± 0.9b 29.7 ± 2.05c 77.47 71.4
H.P 40.5 ± 2.0ab 5.5 ± 0.3a 20.2 ± 1.2a 74.6 ± 0.7a 20.9 ± 1.2a 74.76 66.3
L*= Luminosidad, a*= parámetro (rojo-verde), b*=parámetro (amarillo-azul), C* Cromaticidad,
h = Angulo de matiz, ΔH=diferencial de tono, ΔE*=diferencial total de color.
64
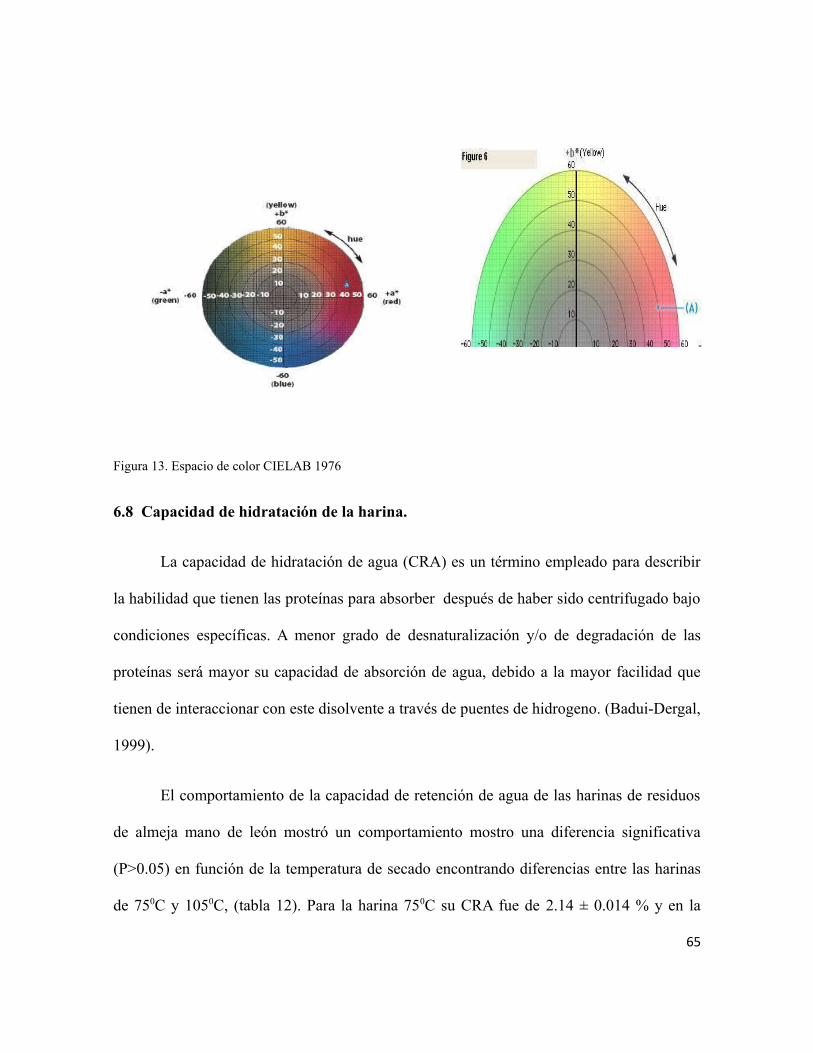
Figura 13. Espacio de color CIELAB 1976
6.8 Capacidad de hidratación de la harina.
La capacidad de hidratación de agua (CRA) es un término empleado para describir
la habilidad que tienen las proteínas para absorber después de haber sido centrifugado bajo
condiciones específicas. A menor grado de desnaturalización y/o de degradación de las
proteínas será mayor su capacidad de absorción de agua, debido a la mayor facilidad que
tienen de interaccionar con este disolvente a través de puentes de hidrogeno. (Badui-Dergal,
1999).
El comportamiento de la capacidad de retención de agua de las harinas de residuos
de almeja mano de león mostró un comportamiento mostro una diferencia significativa
(P>0.05) en función de la temperatura de secado encontrando diferencias entre las harinas
de 750C y 1050C, (tabla 12). Para la harina 750C su CRA fue de 2.14 ± 0.014 % y en la
65
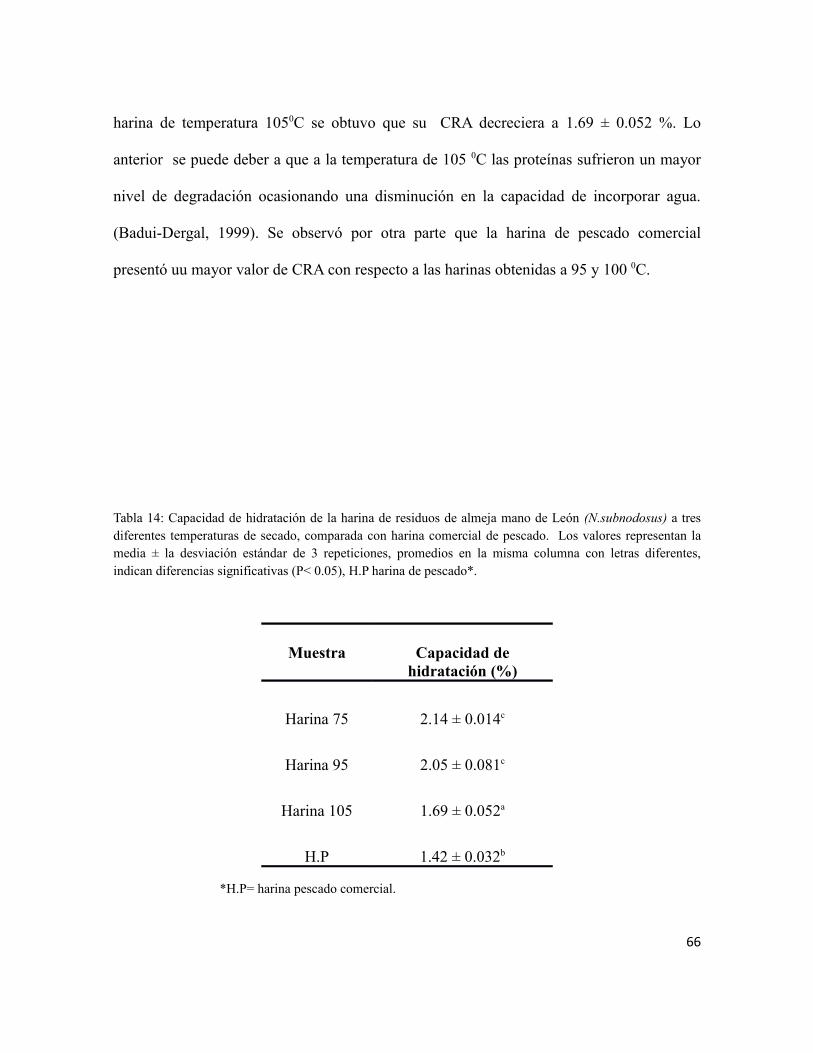
harina de temperatura 1050C se obtuvo que su CRA decreciera a 1.69 ± 0.052 %. Lo
anterior se puede deber a que a la temperatura de 105 0C las proteínas sufrieron un mayor
nivel de degradación ocasionando una disminución en la capacidad de incorporar agua.
(Badui-Dergal, 1999). Se observó por otra parte que la harina de pescado comercial
presentó uu mayor valor de CRA con respecto a las harinas obtenidas a 95 y 100 0C.
Tabla 14: Capacidad de hidratación de la harina de residuos de almeja mano de León (N.subnodosus) a tres diferentes temperaturas de secado, comparada con harina comercial de pescado. Los valores representan la media ± la desviación estándar de 3 repeticiones, promedios en la misma columna con letras diferentes, indican diferencias significativas (P< 0.05), H.P harina de pescado*.
Muestra Capacidad de hidratación (%)
Harina 75 2.14 ± 0.014c
Harina 95 2.05 ± 0.081c
Harina 105 1.69 ± 0.052a
H.P 1.42 ± 0.032b
*H.P= harina pescado comercial.
66

7 CONCLUSIONES
• Los resultados obtenidos muestran que la harina de residuos de almeja mano de león
con mayor calidad fue la harina elaborada con diferencial de temperatura de 750C
respecto a las harinas de 950C y 1050C respectivamente. Por lo cual se demuestra
que La temperatura de secado si influyó en la calidad de la harina ya que la harina
obtenida de mayor calidad fue la harina de menor temperatura de secado.
• Estos resultados confirman que la harina de residuos de almeja mano de león puede
ser utilizada eficientemente como fuente de ingrediente proteico y de alto potencial
67

para su uso parcial en dietas para los avicultores de la región ya que ésta contienen
el mismo porcentaje proteico bruto que la harina de pescado producida en la región,
además contienen menor contenido de cenizas que la harina de pescado y mayor
capacidad de hidratación de agua, por lo cual si podría sustituir de manera parcial a
la harina de pescado producida en la región de Baja California Sur.
LITERATURA CITADA
Akiyama, D.M, Dominy, W.G., Lawrence, A, 1992. Penaeid shrimp nutrition. En Fast,
A.W. y Lester, J. (Eds). Marine Shrimp Culture: Principles and Practices. Elsevier
Science Publishers B.V Pp.535-567.
Anderson, J. S., Higgs, D. A., Beames, R. M. y Rowshandeli, M. 1997. Fishmeal quality
assessment for Atlantic salmon (Salmo salar L) reared in seawater. Aquaculture
Nutrition. 3: 25-38.
A.O.A.C.1984. Official Methods of Analysis. 14th Edición. Association of Official
Analytical Chemists. Washington D.C.
Badui-Dergal, S. 1999. Química de los alimentos. 3a. Edición. Longman de México
Editores S.A. de C.V. México, DF. 648 pp.
68

Canizares, A., Bonafine, O., Laverde, D., 2007. Deshidratacion de productores vegetales y
animales. Centro de investigación Agricolas del estado Monagas. http:
//Sian.inia.gob.ve/repositario/revista-tec/inia-a.pdf
C.I.E 1986. Colorimetría, 2nd edición. Publication C.I.E N015, 2, Viene: central bureau of
the commission internationals de L, Eclairage.
De La Higuera, M., 1985. Fuentes de proteína y de energía alternativas en acuicultura.
Trabajo presentado en el seminario sobre avances tecnológicos y necesidades en
acuicultura, organizado por la ASA /Madrid en Sep. 1985. 8 pp.
FAO. 1975. La producción de harina y de aceite de pescado. FAO fish, tech. pap, 142-154
p.
FAO Globefish, 2010, la producción mundial de harina de pescado, en:
http://www.globefish.org/fishmeal.htmL, Acceso en septiembre 20 2011.
FAO Globefish 2007; C. Bebauer, Evaluación y proyección precio harinas de pescado para
el año 2011. en: http://www.globefish.org/fishmeal.htmL Acceso en septiembre
2011.
FAO Globefish. Helga Josupeit, 2007, la producción mundial de harina de pescado, en:
http://www.thefishsite.com/articles/334/fishmeal-market-report-september-200
Acceso en septiembre 20 2011.
Fenucci, J. L. 2007. Harina de pescado en García-Galano, T., Villarreal-Colmenares, H.,
Fenucci, J. L. (Eds.) Manual de ingredientes proteicos y aditivos empleados en la
formulación de alimentos balanceados para camarones peneidos, FUDEM, pp. 18-40.
García, C.F.L., 2000. Predicción de la digestibilidad de proteína en el camarón y uso de
ingredientes proteicos de segunda generación en alimentos para acuicultura. En:
69

Civera-Cerecedo, R., Pérez-Estrada, CJ., Ricque-Marie, D. y Cruz-Suarez, L.E.
(Eds) Avances en Nutrición Acuícola IV. Memoria del IV Simposio Internacional
de Nutrición Acuícola. Noviembre 15-18, 1998. La paz B.C.S. México. pp 440-451
García, G. I.A., 1996. Métodos para incrementar la capacidad de retención de agua de la
carne en la elaboración de productos; Facultad de Zootecnia; Secretaria de
posgrado e investigación Universidad Autónoma de Chihuahua. Disponible en:
http://www.angelfire.com/ar/iagg101/docum/CRA.PDF. Acceso en Septiembre 10
2011.
García G. Tsai., Villarreal, C. H., Fenucci,J. L., 2007. Manual de ingrediente proteicos y
aditivos empleados en la formulación de alimentos balanceados para camarones
peneidos, Subprograma ii, Acuicultura, red temáticas ii. c, proyecto ii-8, EUDEM,
Argentina pp.18-40.
Gill, C., 1989. Protein from poultry wastes. Reprint from the January, 1989 issue of Feed
Management. pp. 51- 54.
Goytortua E., 2007. Harina de Krill en García-Galano, T., Villarreal-Colmenares, H.,
Fenucci, J. L. (Eds.) Manual de ingredientes proteicos y aditivos empleados en la
formulación de alimentos balanceados para camarones peneidos, FUDEM. pp.67-
73.
Kearns, G., Huber, W., Dominy, D., Freeman., 1988. Properties of extrusion cooked shrimp
feeds containing various commercial binders. Presented at the World Aquaculture
Society 19th Annual Conference. January 4-8 Waikiki, Hawaii, pp.15.
Keen, A. M. 1971. Sea Shells of Tropical West America. Marine Mollusks from Baja
California to Peru, 2nd. Ed. Stanford Univ. Press. U.S.A.
70

Lawrence, A., Lee, P., 1997. Research in the Americas. In: D´Abramo, L., D. Conklin & D.
Akiyama (eds.) Crustacean Nutrition, Advances in World. Aquaculture. The World
Aquaculture Society, Baton Rouge, LA. Vol.6:567-587.
Lawrie, R. A., 1974.The structural basis of water- holding in meat, part 1: General
principles and water uptake in meat processing. En developments in meat science,
Vol. 4 editor: Elsevier applied Science. New York, USA.
Mendoza, R., Aguilera, C., Montemayor. 2000. Utilización de subproductos avícolas en las
dietas para organismos acuáticos. PP. 398-439
http://www.uanl.mx/secciones/publicaciones/24mendo.pdf Acceso Diciembre 30
2009
Morales-Hernández, R., Cáceres-Martínez, C., 1996. Pesquería de almeja Mano de León
Lyropecten subnodosus. En: Casas-Valdez, M. y G. Ponce-Díaz (eds.) Estudio del
Potencial Pesquero y Acuícola de Baja California Sur. Vol. I: 87-111.
Naylor, R.L., Goldburs, R.J., Primavera, J.H., Kausky, N., Beveridge, M.C.M., Clay, J.,
Folke, C., Lubchenco, J., Money, H., Troell, M. 2000. Effect of aquaculture on
world fish supplies. Nature 405, 1017, 1024.
Nielsen, S.S., 2003. Food analysis laboratory manual. 1a Edición. Kluwer Academic/
Plenum Publishers, New York. 142 pp.
Sandbol, P., 1993. Nueva tecnología en la produccion de harina de pescado para piensos:
Implicaciones sobre la evaluación de la calidad, IX Curso de especialización FEDNA.
Barcelona. http: //oneproceso.webcindario.com/nueva %20 tecnologia%20 en%20 harina.pdf.
71

Reinecke, M.A., 1996. Madurez y desove de la almeja mano de león Lyropecten
subnodosus, Sowerby, 1835. (Bivalvo: Pectinidae) en laguna Ojo de Liebre, B.C.S.,
México. Centro Regional de investigación pesquera, La Paz. Int, Nal. De pesca.
Bol. Pesq. 3:17-20.
Ramírez-Granados, R. 1975. Tecnología pesquera. Estudios y difusión marítimas A.C
Recopilación Eilif Tornes, Paul George y G. Rivero, publicado en Venezuela, bajo
los auspicios del proyecto de investigación y desarrollo pesquero MAC-FAO-
PNUD. pp 179-211.
Tacon A.G.J., 1995, the potential for fishmeal substitution in aqua feeds. Infofish
international 3/95, 29-34.
Woodroofe, J. M.,1993. Dry extrusion applications in the feed industry. American Soybean
Asociación, Technical Bulletin. AQ40 1993/5:1-16.
Woyewoda, A.D., Shaw, S.J., Burns, B.,1986. Recommended Laboratory Methods for
assessment of fish. Quality. Canadian Technical Report of Fisheries and aquatic
sciences. P14-48.
Zumbado, H., 2004. Análisis químicos de los alimentos: métodos clásicos. Primera
Edición, Cuba: Editorial Universitaria del Ministerio de Educación superior. 433 p.
72

73

74


















