T.O. Automatas
18
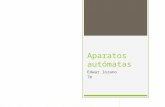
1. DESCRIPCIÓN DEL FUNCIONAMIENTO DEL SISTEMA Y DE CADA UNO DE LOS ELEMENTOSQUE LO COMPONEN. Este apartado lo vamos a dividir en tres subapartados: descripción de cada uno de los elementos del proceso, descripción del proceso y fases del proceso. DESCRIPCIÓN DE CADA UNO DE LOS ELEMENTOS: En la siguiente figura se muestra la estación de trabajo instalada en una célula flexible, la cual se encargará de descargar el conjunto según sea la pieza válida o no. Esta estación de trabajo consta de: - Estación de descarga: Es el lugar donde se deposita la pieza para que comience el proceso de clasificación. - Tope de paro: El tope de paro tiene la función de detectar la pieza situada en la estación de descarga, mediante el detector inductivo B1. - Cilindro A: Este cilindro solo se puede mover horizontalmente. Realiza la función de desplazar la pinza horizontalmente. Este cilindro es neumático de doble efecto, por lo tanto, necesitaremos dos electroválvulas, Y1 (cilindro recogido) e Y2 (cilindro extendido). - Cilindro B: Este cilindro solo se puede mover verticalmente. Realiza la función de desplazar la pinza verticalmente. Este cilindro es neumático de doble efecto, por lo tanto, necesitaremos dos electroválvulas, Y3 (cilindro abajo) e Y4 (cilindro subido). - Pinzas: Las pinzas tienen la función de sujetar el conjunto desde la estación de descarga hasta la cinta transportadora. Estas pinzas son neumáticas de doble efecto, por lo tanto necesitaremos dos electroválvulas, Y5 (pinza abierta) e Y6 (pinza cerrada). - Cinta de transporte: Tiene la función de mandar el conjunto a laizquierda si es bueno, Y7 (motor izquierda) y a la derecha si es malo, Y8 (motor derecha). El accionamiento de dicha cinta se hace mediante un motor reductor. DESCRIPCIÓN DEL PROCESO: La estación de descarga del conjunto está compuesta por un manipulador de dos ejes, una pinza de sujeción de gran apertura, todos de accionamiento neumático mediante cilindros de doble efecto y una cinta de transporte para la descarga de las
-
Upload
juan-marquez -
Category
Documents
-
view
15 -
download
1
description
ejercicio feedback
Transcript of T.O. Automatas
1. DESCRIPCIN DEL FUNCIONAMIENTO DEL SISTEMA Y DE CADA UNO DE LOS ELEMENTOSQUE LO COMPONEN.Este apartado lo vamos a dividir en tres subapartados: descripcin de cada uno de los elementos del proceso, descripcin del proceso y fases del proceso.DESCRIPCIN DE CADA UNO DE LOS ELEMENTOS:En la siguiente figura se muestra la estacin de trabajo instalada en una clula flexible, la cual se encargar de descargar el conjunto segn sea la pieza vlida o no.
Esta estacin de trabajo consta de:- Estacin de descarga: Es el lugar donde se deposita la pieza para que comience el proceso de clasificacin.- Tope de paro: El tope de paro tiene la funcin de detectar la pieza situada en la estacin de descarga, mediante el detector inductivo B1.- Cilindro A: Este cilindro solo se puede mover horizontalmente. Realiza la funcin de desplazar la pinza horizontalmente. Este cilindro es neumtico de doble efecto, por lo tanto, necesitaremos dos electrovlvulas, Y1 (cilindro recogido) e Y2 (cilindro extendido).- Cilindro B: Este cilindro solo se puede mover verticalmente. Realiza la funcin de desplazar la pinza verticalmente. Este cilindro es neumtico de doble efecto, por lo tanto, necesitaremos dos electrovlvulas, Y3 (cilindro abajo) e Y4 (cilindro subido).- Pinzas: Las pinzas tienen la funcin de sujetar el conjunto desde la estacin de descarga hasta la cinta transportadora. Estas pinzas son neumticas de doble efecto, por lo tanto necesitaremos dos electrovlvulas, Y5 (pinza abierta) e Y6 (pinza cerrada).- Cinta de transporte: Tiene la funcin de mandar el conjunto a laizquierda si es bueno, Y7 (motor izquierda) y a la derecha si es malo, Y8 (motor derecha). El accionamiento de dicha cinta se hace mediante un motor reductor.DESCRIPCIN DEL PROCESO:La estacin de descarga del conjunto est compuesta por un manipulador de dos ejes, una pinza de sujecin de gran apertura, todos de accionamiento neumtico mediante cilindros de doble efecto y una cinta de transporte para la descarga de las unidades. Esta cinta de transporte girar a la derecha si el montaje del eje en el rodamiento es incorrecto y hacia la izquierda si el montaje es correcto. Para la discriminacin del montaje se utiliza un sensor de barrera, el cual tiene la funcin de limitar la altura a la que el eje debe ser montado en el rodamiento, si el eje no corta la barrera de luz entre el emisor y el receptor ese eje estar bien montado, por tanto el motor de la cinta de transporte girar a la izquierda, y en el caso contrario, en el que el eje corte la barrera de luz la cinta de transporte girar a la derecha.El manipulador de dos ejes consta de un cilindro vertical y otro horizontal, de accionamiento neumtico, en ambos cilindros necesitaremos dos electrovlvulas biestables, en el cilindro de desplazamiento horizontal A para los movimientos de izquierda a derecha, en el cilindro vertical B para los movimientos de arriba hacia abajo y, en la pinza de gran apertura C para los movimientos abrir y cerrar.Los movimientos a controlar son:- Desplazamiento horizontal del cilindro A.- Desplazamientovertical del cilindro B.- Apertura y cierre de la pinza C.- Movimiento de la cinta de transporte en un sentido o en otro.El accionamiento de la cinta de transporte se realiza mediante un motor reductor contemplndose dos sentidos de giro, para ello necesitaremos dos contactores, B11 (giro izquierda) y B12 (giro derecha).En la cinta de transporte tambin podemos encontrar un detector inductivo, B10, que nos va a decir cuando esta la pieza encima de la cinta transportadora.Tambin dispondremos de una serie de detectores para determinar las posiciones y estados de la mquina. Por un lado dispondremos de un final de carrera nombrado como tope de paro que nos indicar la presencia de la pieza, B1. El cilindro A y B dispondrn de dos detectores que indicarn sus posiciones. Los detectores del cilindro A son, B4 (cilindro recogido) y B5 (cilindro extendido) y los detectores del cilindro B son, B2 (cilindro arriba) y B3 (cilindro abajo). La pinza C dispondr a su vez de otros dos detectores, B6 (pinza abierta) y B7 (pinza cerrada).Como elemento de seguridad se ha conectado una seta de emergencia que parar el proceso.Por ltimo, la mquina dispondr de un pulsador de marcha con el que iniciaremos la secuencia de funcionamiento a desarrollar.
FASES DEL PROCESO:1. El palet de transporte llega a la estacin de descarga (donde se encuentra el conjunto cilindros pinza en el grfico mostrado ms abajo) y es retenido por un tope que enva una seal de presencia al PLC y tipo de pieza (buena/ mala).2. El proceso se inicia por primera vez al apretar el pulsador de marcha y tener confirmacin del objeto en la estacin de descarga.3. El manipulador se desplaza cogiendo el conjunto y lo deposita en la cinta de transporte, que acumular piezas correctas en un lado e incorrectas en otro (izquierda buenas, derecha malas, desplazamiento de cinta controlado por tiempo).4. Una vez finalizado el posicionamiento del conjunto, el manipulador regresa a la posicin inicial, el tope libera el palet y ste marcha hacia el inicio de un nuevo ciclo de montaje dentro de la clula.5. Como elemento de seguridad se ha conectado una seta de emergencia que parar el proceso. El rearme del proceso se realizar quitando la seta de emergencia y pulsando de nuevo el botn de marcha, continuando el proceso a partir del punto de parada.Una vez explicadas las fases del proceso vamos a detallar cual sera el estado inicial de este proceso:1. El cilindro B se encuentra abajo.2. El cilindro A se encuentra estirado.3. La pinza C abierta.4. El palet se encuentra en el inicio del ciclo de montaje dentro de la clula.A continuacin explicamos cada uno de los pasos que debe seguir el proceso de la estacin de descarga. El conjunto se divide en los siguientes pasos:1. El palet llega a la estacin de descarga y es retenido por un tope de paro.2. Pulsar el pulsador de marcha (tener confirmacin del palet en la estacin de descarga).3. Se cierra la pinza cogiendo el conjunto.4. Subir elcilindro B hasta el fin del avance.5. Desplazar el cilindro A hacia la izquierda hasta el fin del avance.6. Bajar el cilindro B hasta el fin del avance.7. Depositar el conjunto en la cinta transportadora.8. Abrir la pinza para liberar el conjunto.9. Desplazar la cinta de transporte cinco segundos hacia la izquierda si la pieza es buena o desplazar la cinta de transporte cinco segundos hacia la derecha si la pieza es mala.10. Regresar al estado inicial.
2. DIMENSIONADO DEL PLC (ENTRADAS, SALIDAS, ETC.).Conociendo el diagrama tcnico y elementos que vamos a controlar mediante el PLC, el primer paso sera establecer el dimensionado de entradas y salidas necesarias y sus caractersticas. En nuestro caso, la tensin de alimentacin de los detectores y electrovlvulas ser de 24V en C.C.Las entradas y salidas que tenemos, son:- Entradas: 12 entradas digtales, 24 Vcc.- Salidas: 8 salidas digtales, 24 Vcc.Estos factores sern determinantes en el caso de trabajar con un autmata modular, ya que deberamos tenerlos en cuenta de cara a realizar la adquisicin de las cartas de entradas y salidas.Nuestro autmata es del tipo compacto con entradas y salidas digitales integradas perteneciente a la serie S7-300, y concretamente la CPU 314. La secuencia de funcionamiento de la maquina ser la siguiente:- Llegada del conjunto a la estacin de descarga con la mquina en reposo.- Presencia del conjunto e identificacin del conjunto en bueno o malo.-Accionamiento del pulsador S1.- Se cierra la pinza para sujetar el conjunto.- El cilindro B sube hasta el final.- El cilindro A se recoge hasta el final.- El cilindro B baja hasta el final del avance.- Se deposita el conjunto en la cinta transportadora.- Se abre la pinza y suelta el conjunto una vez depositado en la cinta transportadora.- La cinta transportadora girar hacia la izquierda si el conjunto es bueno y si es malo, la cinta transportadora girar hacia la derecha.- Los cilindros A y B vuelven a la posicin inicial, con la pinza abierta.
La configuracin de nuestro autmata es la siguiente:- Slop n 1: PS 307 10 A. Fuente de alimentacin carga 120/230V AC: 24V DC/10A.- Slop n 2: CPU 314. Memoria central 24KB; 0,3ms/1000 instr.; conexin MPI; configuracin en varias filas, hasta 32 mdulos, firmware V1.0- Slop n 3: Vaco.- Slop n 4: Entradas digtales, DI 16xDC24V. Mdulo de entradas digtales DI 16 24V, en grupos de 16, high speed, soporta sincronismo al ciclo.- Slop n 5: Salidas digtales, DO 16xRelais. Mdulo de salidas digtales 16REL 24V DC/2A, 120V/A, en grupo de 16.
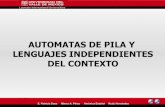
3. ESQUEMA DEL PROCESO (GRAFCET).Conociendo la secuencia procederamos a realizar el GRAFCET que se ajuste al funcionamiento descrito:
0
REPOSOB1. ETAPA 01
PRESENCIA PIEZAB1. B8. ETAPA 1 B1. B9. ETAPA 12
PIEZA BUENA
2
PIEZA MALAB1. S1. ETAPA23
CIERRE PINZAB7. ETAPA 34
SUBIDA CILINDRO BB2.ETAPA 45
RECOGIDA CILINDRO AB4. ETAPA 56
BAJADA CILINDRO BB4. B3. ETAPA 67
APERTURA PINZAB10. B6. ETAPA 78
PRESENCIA DE PIEZA EN CINTAB11. B10. B8 ETAPA 8 B12. B10. B9. ETAPA 89
MOTOR GIRA A IZQUIERDAS
9
MOTOR GIRA A DERECHASB10. ETAPA 910
SUBIDA CILINDRO BB2. ETAPA 1011
EXTENSIN CILINDRO AB5. ETAPA 1212
BAJADA CILINDRO BB1.B3.B5.B6.
A cada una de las etapas le asociaremos una marca de memoria que la identifique. Posteriormente aprovecharemos estas marcas para condicionar la activacin de las salidas.Para que una etapa pueda activarse, deber cumplirse la transicin que se encuentre encima de ella, y adems deber estar activa la etapa inmediatamente anterior. Esto es un factor muy importante, ya que para que una etapa se active deber cumplirse la condicin lgica de detectores que estimemos conveniente siempre y cuando est activa la etapa anterior.Al arrancar por primera vez un autmata, el valor de las marcas de memoria es cero. Si nosotros contemplamos en todas las transiciones la condicin de que la etapa anterior est activa, al haber asociado marcas a cada una de las etapas provocar que el GRAFCET no se ponga en funcionamiento.Para solventar estos inconvenientes deberemos crear un punto de entrada al GRAFCET no condicionado a que la etapa anterior este activa. A la hora de desarrollar el programa veremos su solucin.Una vez desarrollado el GRAFCET procederamos a direccionar cada uno de losdispositivos a conectar al autmata.
4. PROGRAMACIN. LISTADO DE ENTRADAS, SALIDAS Y SIMBLICOS.Este apartado los vamos a dividir en tres subapartados: identificacin de smbolos, listado de entradas y salidas y direccionamiento de las marcas de memoria.IDENTIFICACIN DE SMBOLOS- B1: Presencia pieza estacin de descarga- B2: Cilindro B arriba- B3: Cilindro B abajo- B4: Cilindro A recogido- B5: Cilindro A extendido- B6: Pinza abierta- B7: Pinza cerrada- B8: Pieza buena- B9: Pieza mala- B10: Presencia pieza en cinta transportadora- B11: Motor a la izquierda- B12: Motor a la derecha- Y1: Cilindro A recogido- Y2: Cilindro A extendido- Y3: Cilindro B bajado- Y4: Cilindro B subido- Y5: Apertura pinza- Y6: Cierre pinza- Y7: Motor a la izquierda- Y8: Motor a la derecha
LISTADO DE ENTRADAS Y SALIDASEste es el listado de entradas y salidas que tenemos:ELEMENTOFUNCINDIRECCINTIPOS1Pulsador de inicio de cicloE 124.0EntradaB1Presencia pieza estacin de descargaE 124.1EntradaB2Cilindro B arribaE 124.2EntradaB3Cilindro B abajoE 124.3EntradaB4Cilindro A recogidoE 124.4EntradaB5Cilindro A extendidoE 124.5EntradaB6Pinza abiertaE 124.6EntradaB7Pinza cerradaE 124.7EntradaB8Pieza buenaE 125.1EntradaB9Pieza malaE 125.2EntradaB10Presencia pieza en cinta transportadoraE 125.3EntradaB11Motor a la izquierdaE 125.4EntradaB12Motor a la derechaE125.5EntradaPEParada de emergenciaE 125.6EntradaRERearme de emergenciaE 125.7EntradaY1Cilindro A recogidoA 124.0SalidaY2Cilindro A extendidoA 124.1SalidaY3Cilindro B bajadoA 124.2SalidaY4Cilindro B subidoA 124.3SalidaY5Apertura pinzaA 124.4SalidaY6Cierre pinzaA 124.5SalidaY7Motor a la izquierdaA 124.6SalidaY8Motor a la derechaA 124.7SalidaT1Temporizador
DIRECCIONAMIENTO DE LAS MARCAS DE MEMORIAUna vez establecidas las direcciones de cada uno de los dispositivos, procederamos a realizar el direccionamiento de las marcas de memoria. Esta es la tabla que muestra el direccionamiento de las marcas de memoria:ELEMENTODESCRIPCINDIRECCINETAPA 0ReposoM 0.0ETAPA 1Presencia piezaM 0.1ETAPA 2Pieza buena / Pieza malaM 0.2ETAPA 3Cierre pinzaM 0.3ETAPA 4Subida cilindro BM 0.4ETAPA 5Recogida cilindro AM 0.5ETAPA 6Bajada cilindro BM 0.6ETAPA 7Apertura pinzaM 0.7ETAPA 8Presencia de pieza en cintaM 1.0ETAPA 9Motor gira a izquierdas / Motor gira a derechasM 1.1ETAPA 10Subida cilindro BM 1.2ETAPA 11Extensin cilindro AM 1.3ETAPA 12Bajada cilindro BM 1.4
De este modo tendramos organizadas todas las variables a emplear en nuestro programa.
5. PROGRAMACIN. PROGRAMA Y COMENTARIOS.Aprovecharemos la versatilidad del equipo con el que vamos a trabajar, realizaremos un programa estructurado. Para ello haremos uso de las funciones (FC). Lasfunciones son subrutinas o programas que podemos reutilizar. En nuestro caso las emplearemos para ordenar nuestro programa:- FC1: Grafcet- FC2: Activacin de salidas Para trabajar de este modo, deberemos llamar a las funciones FC1 y FC2 desde el bloque de ejecucin cclica OB1.Comenzaremos por el FC1. Aqu programaremos la secuencia de funcionamiento, o sea, la traduccin del GRAFCET planteado a programacin en lenguaje AWL.- FC1: GrafcetETAPA O REPOSOUN E 124.1 Presencia de piezaUN M 0.0 Si no reposoUN M 0.1 Si no presencia de piezaUN M 0.3 Si no cierre de pinzaUN M 0.4 Si no sube cilindro BUN M 0.5 Si no recogida cilindro AUN M 0.6 Si no bajada cilindro BUN M 0.7 Si no apertura pinzaUN M 1.0 Si no presencia de pieza en cinta transportadoraUN M 1.3 Si no extensin cilindro AUN M 1.1 Si no motor a izquierdas / motor a derechasU E 124.5 Cilindro A estiradoU E 124.3 Cilindro B abajoU E 124.6 Pinza abiertaS M 0.0 Estamos en la etapa 0R M 1.4 Reseteamos la ltima
ETAPA 1 PRESENCIA PIEZAU E 124.1 Presencia de piezaU M 0.0 Estando en la etapa 0S M 0.1 Pasamos a la etapa 1R M 0.0 Y reseteamos la 0
ETAPA 2 PIEZA BUENA / PIEZA MALAU E 124.1 Presencia de piezaU(U E 125.1 Pieza buenaO E 125.2 Pieza mala)U M 0.1 Estando en la etapa 1S M 0.2 Pasamos a la etapa 2R M 0.1 Y reseteamos la 1
ETAPA 3 CIERRE PINZAU E 124.1 Presencia de piezaU E 124.0 Pulsador de inicioU M 0.2 Estando en la etapa 2S M 0.3 Pasamos ala etapa 3R M 0.7 Y reseteamos la 2
ETAPA 4 SUBIDA CILINDRO BU E 124.7 Pinza cerradaU M 0.3 Estando en la etapa 3S M 0.4 Pasamos a la etapa 4R M 0.3 Y reseteamos la 3
ETAPA 5 RECOGIDA CILINDRO AU E 124.7 Pinza cerradaU E 124.2 Cilindro B arribaU M 0.4 Estando en la etapa 4S M 0.5 Pasamos a la etapa 5R M 0.4 Y reseteamos la 4
ETAPA 6 BAJADA CILINDRO BU E 124.7 Pinza cerradaU E 124.2 Cilindro B arribaU E 124.4 Cilindro A recogidoU M 0.5 Estando en la etapa 5S M 0.6 Pasamos a la etapa 6R M 0.5 Y reseteamos la 5
ETAPA 7 APERTURA PINZAU E 124.3 Cilindro B abajoU E 124.4 Cilindro A recogidoU M 0.6 Estando en la etapa 6S M 0.7 Pasamos a la etapa 7R M 0.6 Y reseteamos la 6
ETAPA 8 PRESENCIA DE PIEZA EN CINTAU E 124.3 Cilindro B abajoU E 124.4 Cilindro A recogidoU E 124.6 Pinza abiertaU E 125.3 Deteccin pieza en cintaU M 0.7 Estando en la etapa 7S M 1.0 Pasamos a la etapa 8R M 0.7 Y reseteamos la 7
ETAPA 9 MOTOR A IZQUIERDAS / MOTOR A DERECHASU E 124.3 Cilindro A abajoU E 124.4 Cilindro A recogidoU E 124.6 Pinza abiertaU E 125.3 Deteccin de piezaU(U E 125.1 Pieza buenaU E 125.4 Motor giro a izquierdasU M 1.1 TemporizadorL S 5T#5SEG 5 segundosSET 1U T1O E 125.2 Pieza malaU E 125.5 Motor giro a derechasU M 1.1 TemporizadorL S 5T#5SEG 5 segundosSET 1U T1
)U M 1.0 Estando en la etapa 8S M 1.1 Pasamos a la etapa 9R M 1.0 Y reseteamos la 8
ETAPA 10 SUBIDA CILINDRO BUN E125.3 Si no hay deteccin de piezaU E 124.6 Pinza abiertaU E 124.4 Cilindro A recogidoU M 1.1 Estando en la etapa 9S M 1.2 Pasamos a la etapa 10R M 1.1 Y reseteamos la 9
ETAPA 11 EXTENSIN CILINDRO AU E 124.6 Pinza abiertaU E 124.2 Cilindro B arribaU M 1.2 Estando en la etapa 10S M 1.3 Pasamos a la etapa 11R M 1.2 Y reseteamos la 10
ETAPA 12 BAJADA CILINDRO BU E 124.6 Pinza abiertaU E 124.5 Cilindro A extendidoU M 1.3 Estando en la etapa 11S M 1.4 Pasamos a la etapa 12R M 1.3 Y reseteamos la 11Ahora deberemos programar el FC2, cuya funcin ser la activacin de salidas.
- FC2: Activacin de salidasSET Hay emergenciaUN E 125.6 Si esta activa la setaS M 100.0 Activo la emergencia
RESET No hay emergenciaU E 125.6 Si no est activa la setaU E 125.7 Pulsan rearmeR M 100.0 Desactivo la emergencia
CILINDRO A RECOGIDO (Y1)UN M 100.0 Si no estoy en parada de emergenciaU M 0.5 Estoy en la etapa 0.5= A 124.0 Activo salida cilindro A recogido
CILINDRO A EXTENDIDO (Y2)UN M 100.0 Si no estoy en parada de emergenciaU M 1.3 Estoy en la etapa 1.3= A 124.1 Activo salida cilindro A extendido
CILINDRO B ABAJO (Y3)UN M 100.0 Si no estoy en parada de emergenciaU M 0.6 Estoy en la etapa 0.6= A 124.2 Activo salida cilindro B abajo
CILINDRO B ARRIBA (Y4)UN M 100.0 Si no estoy en parada de emergenciaU M 0.4 Estoy en la etapa 0.4= A 124.3 Activo la salida cilindro B arriba
APERTURA PINZA (Y5)UN M 100.0 Si noestoy en parada de emergenciaU M 0.7 Estoy en la etapa 0.7O M 1.3 Cilindro A estiradoO M 0.6 Cilindro B abajoO M 0.5 Cilindro A recogido= A 124.4 Activo la salida apertura pinza
CIERRE PINZA (Y6)UN M 100.0 Si no estoy en parada de emergenciaU M 0.3 Estoy en la etapa 0.3O M 1.3 Cilindro A estiradoO M 0.6 Cilindro B abajoO M 0.5 Cilindro A recogido= A 124.5 Activo salida cierre pinza
MOTOR A IZQUIERDAS (Y7)UN M 100.0 Si no estoy en parada de emergenciaU M 1.1 Estoy en la etapa 1.1O M 0.2 Pieza buena= A 124.6 Activo la salida motor a izquierdas
MOTOR A DERECHAS (Y8)UN M 100.0 Si no estoy en parada de emergenciaU M 1.1 Estoy en la etapa 1.1O M 0.2 Pieza mala= A 124.7 Activo salida motor a derechasPor ltimo, nos quedara programar el bloque de ejecucin cclica, o sea el OB1.- OB1:CALL FC 1CALL FC 2Una vez terminado nuestro programa debemos transferirlo al PLC. Para realizar esta operacin, la CPU se debe encontrar en STOP o en RUN-P. Para seleccionar el modo de funcionamiento adecuado, manipularemos el selector ubicado en el frontal de la CPU. Una vez realizada esta operacin transferiremos todos los bloques de programa, o sea, el OB1, FC1 y FC2.Una vez transferidos los bloques de programa seleccionaremos el modo RUN o RUN-P y ya podremos probar nuestra mquina.Como comentario podemos aadir que esta sera una de las muchas formas de poder resolver este problema. Ya que este tipo de programacin nos ofrece multitud de posibilidades.