
UNIVERSIDAD DE GUAYAQUIL FACULTAD DE INGENIERIA...
82
UNIVERSIDAD DE GUAYAQUIL FACULTAD DE INGENIERIA INDUSTRIAL DEPARTAMENTO ACADEMICO DE GRADUACIÓN SEMINARIO DE GRADUACIÓN TESIS DE GRADO PREVIO A LA OBTENCIÓN DEL TITULO DE INGENIERO INDUSTRIAL AREA SISTEMAS INTEGRADOS DE GESTIÓN TEMA ANALISIS DE RIESGOS EN EL AREA DE ELECTROSOLDADOS DE ANDEC AUTOR BAZURTO DILLON VIDAL VALENTIN DIRECTOR DE TESIS ING. IND. AGUILAR ZEVALLOS ENRIQUE 2010 - 2011 GUAYAQUIL – ECUADOR
Transcript of UNIVERSIDAD DE GUAYAQUIL FACULTAD DE INGENIERIA...
UNIVERSIDAD DE GUAYAQUIL FACULTAD DE INGENIERIA INDUSTRIAL DEPARTAMENTO ACADEMICO DE GRADUACIÓN
SEMINARIO DE GRADUACIÓN
TESIS DE GRADO
PREVIO A LA OBTENCIÓN DEL TITULO DE
INGENIERO INDUSTRIAL
AREA
SISTEMAS INTEGRADOS DE GESTIÓN
TEMA
ANALISIS DE RIESGOS EN EL AREA DE ELECTROSOLDADOS DE ANDEC
AUTOR
BAZURTO DILLON VIDAL VALENTIN
DIRECTOR DE TESIS
ING. IND. AGUILAR ZEVALLOS ENRIQUE
2010 - 2011
GUAYAQUIL – ECUADOR

La responsabilidad de los hechos, ideas y doctrinas expuestos en esta
tesis corresponden exclusivamente al autor.
Bazurto Dillon Vidal Valentín
C.I. 0912596749

AGRADECIMIENTO
Agradezco el apoyo incondicional de mi esposa que no me dejo
desfallecer en mis días difíciles con el cansancio de mi trabajo, a mis
amigos de clases, mis compañeros de trabajo de Andec, aquella persona
que confió en mí y me motivo a ingresar a esta faculta el Ing. Isaac Orrala,
a mi profesor tutor que con su experiencia y dedicación supo darnos la
guía necesaria para llegar a la meta.
DEDICATORIA
El terminar este reto de incorporarme no había sido posible gracias al
apoyo incondicional de mi familia en especial de mi esposa y mis hijos, a
mi madre quien con sus enseñanzas de mis primeros pasos y con la
ayuda de mi abuelo me guiaron en mi adolescencia a enfrentar este gran
reto de llegar a la meta. A mis maestros que con sus enseñanzas me
llenaron de conocimiento.
INDICE GENERAL
N°°°° Descripción Pág.
Prologo 01
CAPITULO I INTRODUCCION
N°°°° Descripción Pág.
1.2 . Antecedentes
1.3 Contexto del Problema 03
1.3.1 Datos generales de la empresa 03
1.3.2. Localización 04
1.3.3. Identificación según Código Internacional 05
1.3.4. Descripción de los Productos 06
1.3.5. Filosofía estratégica 07
1.3.5.1. Cultura Corporativa 08
1.3.5.2. Misión 08
1.3.5.3. Visión 08
1.3.5.4. Principios 08
1.3.5.5. Política de calidad 09
1.3.5.6. Política Empresarial 09
1.4. Descripción general del problema 09
1.5. Objetivos 10
1.5.1. Objetivo general 10
1.5.2. Objetivos específicos del trabajo 10
1.6. Justificativos 10
1.7. Marco Teórico 10
1.7.1. Método Fine 11
1.7.2. Diagrama de pareto 14

1.7.3. Método de Gretener 15
1.7.3.1. Objetivo y campo de aplicación 15
1.7.3.2. Tipo de edificaciones 15
1.7.3.3. Elaboración del método 17
1.7.3.3.1 Definiciones 17
1.7.3.4. Designación de los peligros inherentes al contenido 19
1.7.3.5. Designación de los peligros inherentes al edificio 20
1.7.3.6. Medidas normales 21
1.7.3.7. Medidas especiales 21
1.7.3.8. Medidas de protección inherentes a la construcción 21
1.7.3.9. Peligro de activación A 22
1.7.3.10. Riesgo de incendio aceptado 23
1.8. Metodología 24
CAPITULO II SITUACION ACTUAL
N°°°° Descripción Pág.
2.1. Recursos productivos 25
2.2. Procesos de Producción 28
2.3. Factores de riesgo 36
2.3.1. Condiciones de trabajo 37
2.3.2. Datos estadísticos 38
2.4. Registro de problemas 39
CAPITULO III ANALISIS Y DIAGNÓSTICO
N°°°° Descripción Pág.
3.1. Evaluación de los Riesgos Identificados 40
3.2. Análisis de los riesgos identificados 40
3.2.1. Proceso de electro soldados 41
3.2.1.1. Abastecimiento de materia prima 41
3.2.1.2. Abastecimiento a máquina Beta System 42
3.2.1.3. Verificación de caídas de varillas 43
3.2.1.4. Pre-almacenamiento de producto terminado 43
3.2.2. Proceso de conformados 44
3.2.2.1. Abastecimiento a máquina de conformados 44
3.2.2.2. Elaboración de conformados de vigas 45
3.2.2.3. Almacenamiento de conformados de vigas 46
3.3. Priorización de los factores de riesgo 50
3.4. Análisis del método de gretener 51
3.4.1. Áreas de evaluación del riesgo de incendio 51
3.4.2. Desarrollo del método 52
3.4.2.1. Nave industrial de elaboración de conformados 52
3.4.2.2. Carga térmica mobiliaria 52
3.4.2.3. Carga de incendio inmobiliaria 52
3.4.2.4. Nivel de planta 52
3.4.2.5. Superficie del compartimiento 53
3.4.2.6. Extintores portátiles 53
3.4.2.7. Hidrantes interiores 53
3.4.2.8. Fiabilidad de aportación de agua 54
3.4.2.9. Longitud de mangueras 54
3.4.2.10 Personal instruido 54
3.4.3. Medidas especiales 54
3.4.3.1. Detección del fuego 54
3.4.3.2. Transmisión de alarmas 55
3.4.3.3. Disponibilidad de bomberos 55
3.4.3.4. Tiempo de intervención 55
3.4.3.5. Instalación de extinción 55
3.4.4. Medidas inherentes a la construcción 56
3.4.4.1. Estructura portante 56
3.4.4.2. Fachadas 56
3.4.4.3. Suelos y techos 56
3.4.4.4. Superficie de células cortafuegos 56
3.5. Riesgo de incendio efectivo 57
3.6. Peligro de activación A 57
3.7. Situación de peligro para personas 57

CAPITULO IV PROPUESTA
N°°°° Descripción Pág.
4.1. Introducción 59
4.2. Propuesta técnica 59
CAPITULO V EVALUACION ECONOMICA
N°°°° Descripción Pág.
5.1. Introducción 61
5.2. Análisis costo-beneficio 62
CAPITULO VI CONCLUSIONES Y RECOMENDACIONES
N°°°° Descripción Pág.
6.1. Introducción 63 6.2. Recomendaciones 63
INDICE DE CUADROS
N°°°° Descripción Pág.
1. Identificación del CIIU) 06
2. Descripción de los productos alambrón 07
3. Descripción de los productos mallas 08
4. Escala de Valoración de Factores de Riesgo 12
5. Escala de Factor de Ponderación 13
6. Instrumento para recolección de información 14
7. Designación básica de los factores de peligro 21
8. Factores de riesgo en producción de mallas 44
9. Factores de riesgo en producción de conformados 44
10. Principales riesgos identificados 45
11. Panorama de fact. de riesgo proceso electromalla 53
12. Panorama de fact. de riesgo proceso conformados 54
13. Priorización de los factores de riesgo 55
14. Priorización de los principales factores de riesgo 56
15. Evaluación del método de Gretener 64
16. Factor de riesgo en maquina Betasystem 65
17. Factor de riesgo en almac. de prod. Terminado 66
18. Proforma de costos de adecuación de máquina 68
19. Proforma de montaje de maquina 68
20. Análisis de costo-beneficio 69
RESUMEN
TEMA: Análisis de Riesgos en el área de Electrosoldados de Andec
AUTOR: Bazurto Dillon Vidal Valentín
El proyecto tiene la finalidad de presentar en forma clara el desarrollo de las actividades en el área de Electro-soldados de Andec. Siendo el objetivo principal reducir los riesgos de la empresa y que sus autoridades hagan conciencia de la gran responsabilidad que tienen de preservar la salud e integridad de sus trabajadores y afiliados. La metodología que se utilizo para la identificación de los factores es el Panorama de Factores de Riesgo que es el reconocimiento pormenorizado de los factores de riesgo a que están expuestos los distintos grupos de trabajadores en la empresa, conjuntamente con el modelo de evaluación como es el método Fine que se realiza a través de la valoración matemática llamada grado der peligrosidad. Como recomendación concerniente del análisis de la gestión a la empresa Andec, se ha determinado la alternativa de implementar un programa de capacitación en manejo seguro en maquinas y herramientas, para lo cual se ha determinado en un análisis costo-beneficio de un retorno de $3.1, lo que significa que la propuesta es factible, ya que al ocurrir un accidente y/o enfermedad profesional y le declaren la responsabilidad Patronal a la empresa tendría que cubrir muchos gastos, entre ellos es el aumento de 2.5% de recargo en la prima de Seguro de Riesgo de Trabajo, pensiones, gastos médicos, etc. La gerencia debe proporcionar un lugar de trabajo a salvo de accidentes, poner a disposición del trabajador los equipos de seguridad, la gerencia debe estar consciente de que no pueden hacer cumplir las reglas de seguridad, sino cuenta con la colaboración del empleado. La participación activa de, los trabajadores en la labor continua de prevención de accidentes es un factor esencial para el éxito de cualquier programa de prevención de accidentes.
Vidal Valentín Bazurto Dillon Ing. Ind. Enrique Aguilar Z. Autor de Tesis Director de Tesis

PROLOGO
La presente tesis, que tiene su origen en el análisis de los factores
de riesgo, calificados como consecuentes a un accidente de trabajo o
enfermedad profesional, los distintos tipos de riesgo que pueden
producirse entre partes vinculadas, proponiendo las soluciones más
adecuadas para cada una de ellas, y analizando de manera
pormenorizada según la normativa vigente.
Dentro de este enfoque, la normativa del decreto 2393 Código de
Trabajo, Reglamento de Seguridad y Salud de los Trabajadores y
mejoramiento del Medio Ambiente de trabajo se configura como un punto
de partida en el desarrollo de la tesis.
Este carácter de un análisis exhaustivo y preciso, de los factores de
riesgo expuestos de una forma clara, ordenada y completamente
actualizada, que permite encontrar respuesta en relación a la prevención
de accidentes con el procedimiento de valoración ajuste a la acción
preventiva y correctiva.
En todo caso, la solución adoptada supone, como se ha dicho, un
cambio radical respecto a los actos y condiciones inseguras que se han
venido cometiendo en la consecución de las actividades productivas.
CAPÍTULO I
INTRODUCCIÓN
1.2 Antecedentes.
En este capítulo se va a estudiar y analizar los riesgos principales y factores
que están presente en los procesos de electro soldado del área de laminación en
frio de la empresa ANDEC S.A. que por motivo del proceso mismo representa un
riesgo potencial para la salud e integridad física y mental para los colaboradores.
El progreso, el bienestar y el éxito han sido, son y serán el premio, a la
constancia y al deseo de aportar al desarrollo del País.
Probablemente eso tuvo en mente un grupo de empresarios que
visionariamente el 19 de octubre de 1969 firmaron la creación de una pequeña
planta de laminación de varillas de acero en la región costa del país.
En sus inicios surgió para llenar un vacío en la industria de la construcción,
ya que era necesario contar con una institución que abasteciera el mercado y
fuente generadora de plaza de trabajo; así ANDEC S.A. inicio sus operaciones en
1969 con 1.500 ton. mensual. Hoy su capacidad instalada le permite producir
240.000 ton. Anuales.
A lo largo de su historia, Andec S.A. ha abastecido al mercado con un total
de 1'790.720.526 ton. de acero en todos sus productos.
Una de las áreas más nuevas dentro del complejo siderúrgico es el Área de
Electro Soldad, que inicio sus actividades en el año 1984, con el nombre de
Electromallas teniendo una maquina de utilización manual, con 14 colaboradores
con una producción de 50 ton. mensuales. Actualmente hay una máquina
automatizada de procedencia Italiana con una productividad de 150 ton.
Mensuales y otras maquinas complementarias, como dobladoras, cortadoras y
formadoras de estribos. El mercado crece y ANDEC S.A. con él, previo a la
necesidad de satisfacer a las grandes constructoras de interés habitacional y a
todos sus clientes nacionales.
1.3 Contexto del problema
1.3.1 Datos Generales de la Empresa
La Empresa ANDEC S.A. Cuenta con un terreno que comprende un área de
aproximadamente 29 Has.. Esta dirigida por el grupo empresarial Holding DINE
(Dirección de Industrias del Ejército)
Las gerencias que integran esta empresa son:
Gerencia General, Responsabilidad Social, Talento Humano, Financiera,
Operaciones y Comercial. Existen 4 naves industriales donde se efectúan los
siguientes procesos
NAVE # 1: División de Laminación EN DONDE se encuentra instalado el
tren laminador con un total de 22 cajas laminadoras y una mesa de enfriamiento
automatizada, cizalla “Germán”, atadora de paquetes, pesajes del producto y el
monoblock es una bobinadora donde se fabrican alambres menores de 10mm. Una
atadora de rollos y un formador de cinco rollos luego son transportados y
almacenados.
En la nave # 2: se realiza el abastecimiento de palanquillas de acero hacia el
horno de ladrillos refractarios y con tres zonas de calentamiento con tres
quemadores cada uno, el horno “Brobu” tiene capacidad para 40 toneladas en su
capacidad y con la ayuda de cilindros hidráulicos son ingresados, se realizan
montajes y mantenimiento de cajas laminadoras con la ayuda de volteadores
hidráulicos, cambio de rodillos y desmontajes, cabina de operación del tren

laminador, maquinarias de trefilado y grafilado, enderezadoras, evacuación y
almacenaje de producto terminado “paquetes de varillas”.
Nave # 3: cuenta con una maquina “Beta System” que realiza la
fabricación de las mallas, cortadora de malla, dobladora de viga y dobladora de
estribos, para la elaboración de conformados.
División de Acería, tiene como materia prima al desecho metálico
“chatarra” cuenta con una nave industrial y esta distribuida de la siguiente
manera: horno de arco eléctrico KGYV, horno cuchara DANIELLI, colada
continua, refractario.
División de Captación de Materia prima cuenta con dos Prensas móviles
modelo “Sierra” de procedencia Americanas y dos prensas estables de
compactación y corte, Vezzani y Sierra 700. Tiene equipos pesados para la
movilización de chatarra hacia la Aceria.
ANDEC S.A. en su nomina cuenta con 750 personas, que están distribuidas,
en el 80 % obreros y el 20 % empleados, tienen una base en la educación,
formación, habilidades y experiencia apropiadas para el desempeño de cada una
de sus actividades. A su vez el personal se encuentra en continua capacitación.
En el mercado local actualmente cuenta con una participación del 75% y a
nivel nacional es del 52%.
Los competidores han incrementado sus ventas debido a la importación de
productos sumamente económicos, pero que carecen de una certificación oficial
de los sistemas de calidad
1.3.2 Localización.
Las instalaciones del Complejo Siderúrgico ANDEC S.A., de acuerdo a la
Nomenclatura Urbana de la ciudad de Guayaquil, se encuentran ubicadas en el

cuadrante sur-este de esta ciudad., en la Av. Raúl Clemente Huerta entre Callejón
de la Muerte y la Ría (junto a las Esclusas). Las coordenadas centrales UTM del
polígono de ubicación de las instalaciones son 625.962 E y 9’750.513 N.
FOTO # 1 LOCALIZACIÓN DE ANDEC S.A.
Fuente: Internet Elaborado por: Vidal Bazurto Dillon
CUADRO # 1
1.3.3 Identificación del CIIU (Codificación Internacional Uniforme).
FABRICACIÓN DE LOS METALES COMUNES.
CÓDIGO
DESCRIPCIÓN
2710
Fabricación de productor primarios de hierro y acero.
ANDEC S.A.
COBALSA AV. RAUL CLEMENTE

2731
Fundición de hierro y acero.
FABRICACION DE PRODUCTOS ELABORADOS DE METALES EXECTO
MAQUINARIAS Y EQUIPOS.
CÓDIGO
DESCRIPCIÓN
2811
Fabricación de productos metálicos de uso estructural
Fuente: Internet Elaborado por: Vidal Bazurto Dillon
1.3.4 Descripción de los productos.
Existen una gama extensa de productos electro soldados que se usan en
varias ocupaciones constructivas como cerrajería y construcciones civiles y otras,
entre estos están la mallas electrosoldadas, columnas prefabricadas, y
conformados que se utilizan en el mercado de la construcción.
A continuación se detalla los tipos de mallas que se fabrican y las tablas de
los pesos teóricos:
CUADRO # 2 TABLAS DE PESOS TEÓRICOS
EMA ALAMBRES
DIAMETRO NOMINAL SECCION Unidades
TIPO mm kg / m mm2 Long. Transv. 4,0 10 G 4,0 0,099 12,566 24 62 4,5 10 G 4,5 0,125 15,904 24 62 5,0 10 G 5,0 0,154 19,635 24 62 5,5 10 G 5,5 0,187 23,758 24 62 6,0 10 G 6,0 0,222 28,274 24 62 7,0 10 G 7,0 0,302 38,485 24 62 8,0 10 G 8,0 0,395 50,265 24 62
4,0 15 G 4,0 0,099 12,566 16 42
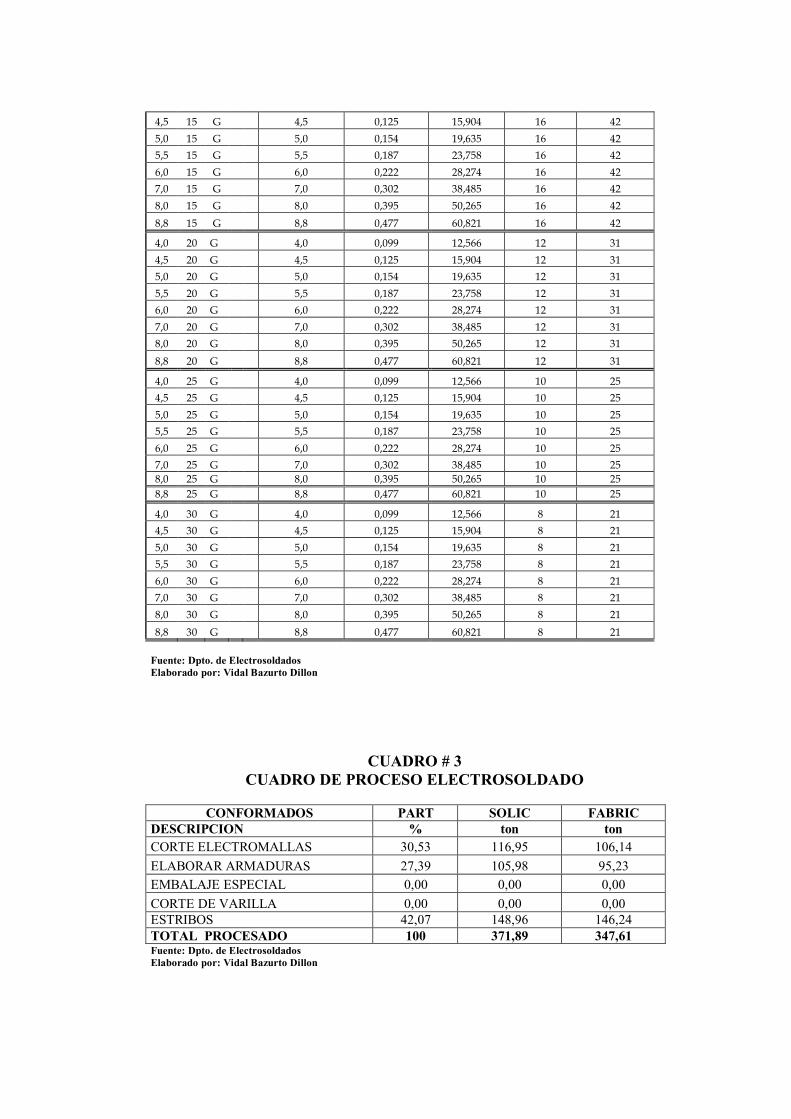
4,5 15 G 4,5 0,125 15,904 16 42 5,0 15 G 5,0 0,154 19,635 16 42 5,5 15 G 5,5 0,187 23,758 16 42 6,0 15 G 6,0 0,222 28,274 16 42 7,0 15 G 7,0 0,302 38,485 16 42 8,0 15 G 8,0 0,395 50,265 16 42 8,8 15 G 8,8 0,477 60,821 16 42
4,0 20 G 4,0 0,099 12,566 12 31 4,5 20 G 4,5 0,125 15,904 12 31 5,0 20 G 5,0 0,154 19,635 12 31 5,5 20 G 5,5 0,187 23,758 12 31 6,0 20 G 6,0 0,222 28,274 12 31 7,0 20 G 7,0 0,302 38,485 12 31 8,0 20 G 8,0 0,395 50,265 12 31 8,8 20 G 8,8 0,477 60,821 12 31
4,0 25 G 4,0 0,099 12,566 10 25 4,5 25 G 4,5 0,125 15,904 10 25 5,0 25 G 5,0 0,154 19,635 10 25 5,5 25 G 5,5 0,187 23,758 10 25 6,0 25 G 6,0 0,222 28,274 10 25 7,0 25 G 7,0 0,302 38,485 10 25 8,0 25 G 8,0 0,395 50,265 10 25 8,8 25 G 8,8 0,477 60,821 10 25
4,0 30 G 4,0 0,099 12,566 8 21 4,5 30 G 4,5 0,125 15,904 8 21 5,0 30 G 5,0 0,154 19,635 8 21 5,5 30 G 5,5 0,187 23,758 8 21 6,0 30 G 6,0 0,222 28,274 8 21 7,0 30 G 7,0 0,302 38,485 8 21 8,0 30 G 8,0 0,395 50,265 8 21 8,8 30 G 8,8 0,477 60,821 8 21
Fuente: Dpto. de Electrosoldados Elaborado por: Vidal Bazurto Dillon
CUADRO # 3 CUADRO DE PROCESO ELECTROSOLDADO
Fuente: Dpto. de Electrosoldados Elaborado por: Vidal Bazurto Dillon
CONFORMADOS PART SOLIC FABRIC DESCRIPCION % ton ton CORTE ELECTROMALLAS 30,53 116,95 106,14 ELABORAR ARMADURAS 27,39 105,98 95,23 EMBALAJE ESPECIAL 0,00 0,00 0,00 CORTE DE VARILLA 0,00 0,00 0,00 ESTRIBOS 42,07 148,96 146,24 TOTAL PROCESADO 100 371,89 347,61

1.3.5 Filosofía Estratégica (Dpto. de Desarrollo Organizacional de Andec)
ANDEC S.A., cuenta con un Dpto. de Desarrollo Organizacional encargado
de revisar y mantener los cambios que la organización establezca, para enfrentar
los cambios que se generan en el negocio del Acero.
1.3.5.1 Cultura Corporativa.
Mantener los más altos principios y valores gerenciales y administrativos en
la elaboración de productos fabricados de hierro. Proveer al público el mejor
producto en acero para la edificación de estructuras civiles a nivel nacional.
Produciendo con los mejores estándares de gestión.
1.3.5.2 Misión - ANDEC S.A.
Para ANDEC S.A. la misión es una filosofía de mucha ayuda en su
organización tanto es así que todos son participes de cumplir para llegar a la meta
propuesta por los lideres organizacionales.
“Fabricar y entregar oportunamente productos de acero de calidad
certificada a precios competitivos para satisfacer a nuestros clientes”
1.3.5.3 Visión – ANDEC S.A.
El no tener una visión en una empresa es como no saber a dónde se quiere
llegar, por ello la visión es tener una proyección de futuro de 10 años y tiene que
ser monitoreada por los ejecutivos de la empresa.
“Líder Nacional en la Industria del Acero para la construcción, a fin de
satisfacer las necesidades del mercado interno e incursionar en el internacional
con calidad, servicio y protección al medio ambiente.”
A fin de ofrecer:
Ø Al Inversionista, una adecuada rentabilidad,
Ø Al Trabajador, seguridad y bienestar,
Ø Al País, apoyo a su desarrollo y crecimiento socioeconómico.
1.3.5.4 PRINCIPIOS
Ø Liderazgo empresarial.
Ø Calidad total.
Ø Servicio al cliente interno y externo.
Ø Creatividad e innovación tecnológica.
Ø Lealtad consigo mismo y con la empresa.
Ø Apoderamiento del personal.
Ø Fe positiva y mística en el trabajo.
Ø Comunicación doble vía.
Ø Respeto a las personas y políticas de la empresa.
Ø Crecimiento empresarial y beneficios al personal.
Ø Reconocimiento al desempeño de las personas.
Ø Responsabilidad en su trabajo.
1.3.5.5 Políticas de Calidad de la Empresa
Satisfacer al cliente fabricando productos de Acero de alta calidad, con
forme a normas técnicas y legales; cumpliendo los objetivos propuestos y
permanente mejora.
1.3.5.6 Política Empresarial
ANDEC S.A. como empresa Siderúrgica se compromete a mantener y
mejorar el bienestar de su Talento Humano, enmarcado dentro del concepto de
Responsabilidad Social, aplicando una adecuada planificación e implementación
de programas de Seguridad y Salud en el Trabajo, para prevenir, controlar los
riesgos y mejorar la calidad de vida. Cumpliendo con las normas y
procedimientos establecidos con la legislación vigente.
1.4 Descripción General del Problema
En el año 1994 el mercado de la construcción se estaba revolucionando
con la utilización de nuevos métodos de construcción, utilizados en el país vecino
Colombia, de esta manera ANDEC S.A. invierte en la adquisición de una maquina
de mallas electro soldadas. Una vez que realice la inspección y ubicando las
aéreas criticas de electro soldado y con bases estadísticas de accidentabilidad e
índice de enfermedades ocupacionales investigadas y proporcionadas por el área
de seguridad industrial y unidad medica de ANDEC S.A., se determina que
existen factores de riesgos. Con el estudio de estos vamos eliminar en un gran
porcentaje de ellos.
1.5 Objetivos
1.5.1 Objetivo General
Determinar y analizar los principales factores de riesgos en la elaboración
de electro mallas en la empresa Andec S.A. y Proporcionar las herramientas
adecuadas de Seguridad Industrial y Salud Ocupacional, de modo que garantice el
menor riesgo posible para sus empleados.
1.5.2 Objetivos Específicos del Trabajo
Ø Identificar los factores de riesgos que afectan al proceso de Electro
soldado y conformados.
Ø Establecer un estudio de las actividades, para prevenir las enfermedades
ocupacionales producidas por los riegos en diferentes actividades.
Ø Determinar el tiempo de exposición de los trabajadores en los ambientes
de fabricación.
1.6 Justificativos.
El presente estudio servirá para identificar y minimizar los niveles de
riesgos laborales, que se producen durante los procesos de fabricación de mallas
electro soldadas conformadas de vigas y estribos en el proceso de Laminación en
Frio.
1.7 Marco Teórico.
El desarrollo de un trabajo de Higiene y Seguridad Industrial implica una
serie de definiciones y términos asociados a las actividades relacionadas con el
área que requieren ser explicados para facilitar la comprensión de ellos veamos a
continuación algunos de estos conceptos.
1.7.1 Método FINE
Es un método sencillo que permite establecer prioridades entre las distintas
situaciones de riesgo en función del peligro causado. Tal sistema de prioridad se e
basa en la utilización de una formula simple para calcular el peligro en cada
situación de riesgos y de este modo llegar a una acción correctora. La gravedad
del peligro debido a un riesgo reconocido se calcula por medio de una evaluación
numérica considerando tres factores: las consecuencias de un posible accidente
debido al riesgo, la exposición a la causa básica y la probabilidad de que ocurra la
secuencia completa del accidente y sus consecuencias. La fórmula del grado de
peligrosidad.
VALORACIÓN FACTORES DE RIESGOS GENERADORES DE ACCIDENTES (2)
GRADO DE PELIGROSIDAD (GP) = C*P*E
GP: Grado de Peligrosidad C: Consecuencia P: Probabilidad E: Exposición

CUADRO # 4 ESCALAS PARA LA VALORACIÓN DE FACTORES DE RIESGO QUE
GENERAN ACCIDENTES DE TRABAJO Valor Consecuencias (*)
10 Muerta y/o daños mayores a 400 millones de pesos** 6 Lesiones incapacidades permanentes y/o daños entre 40 y 399 millones de pesos 4 Lesiones con incapacidades no permanentes y/o daños hasta 40 y 39 millones de pesos 1 Lesiones con heridas leves, contusiones, golpes y/o pequeños daños económicos
Valor Probabilidad 10 Es el resultado más probable y esperado si la situación de riesgo tiene lugar 7 Es completamente posible, nada extraño. Tiene una probabilidad de actualización del
50% 4 Sería una coincidencia rara. Tiene una probabilidad de actualización del 20% 1 Nunca ha sucedido en muchos años de exposición al riesgo pero es concebible.
Probabilidad del 5% Valor Exposición
10 La situación de riesgo ocurre continuamente o muchas veces al día 6 Frecuentemente una vez al día 4 Ocasionalmente o una vez por semana 1 Remotamente posible
Fuente: Método Fine Elaborado por: Vidal Bazurto Dillon
VALORACION FACTORES DE RIESGO GENERADORES DE ACCIDENTES
INTERPRETACIÓN DEL GRADO DE PELIGROSIDAD
GP BAJO MEDIO ALTO
300 6OO 1000
VALORACION FACTORES DE RIESGO
GENERADORES DE ACCIDENTES
GRADO DE REPERCUSION - GR
GR: Grado de Repercusión ( GR ) = GP * FP GP: Grado de Peligrosidad
FP: Factor de Ponderación % Expuesto = # Trab. Expuesto * 100%
# Total Trabajadores
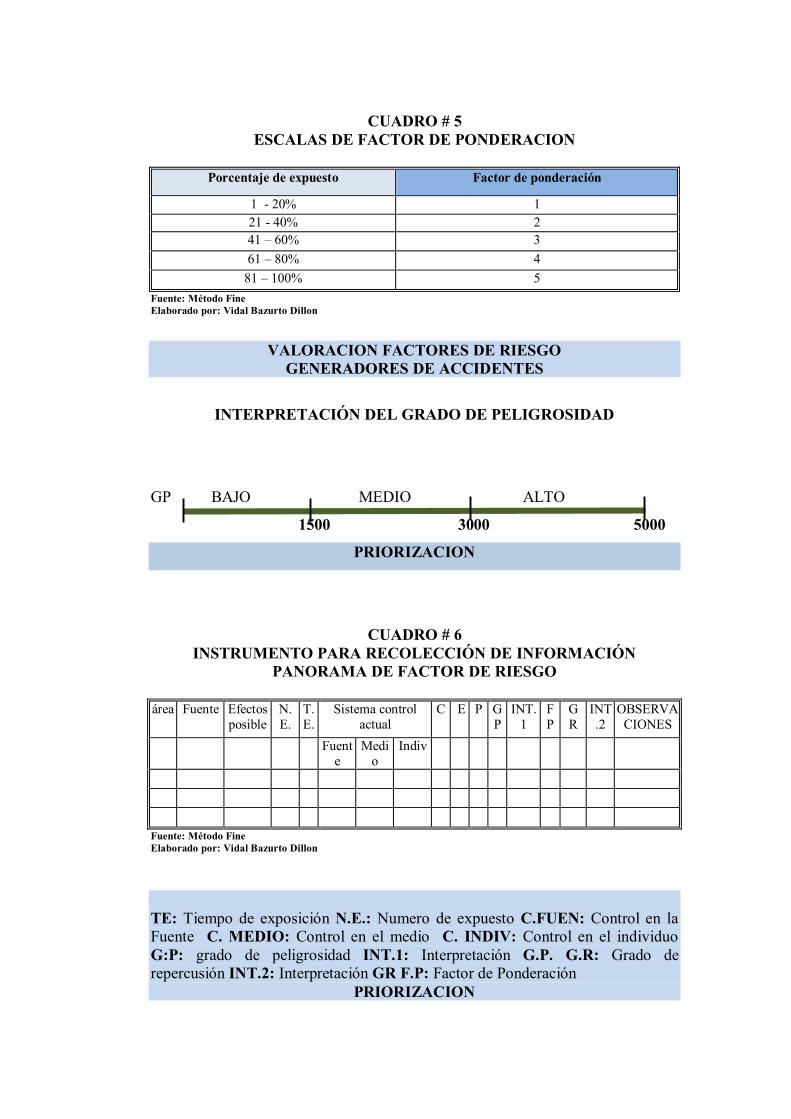
CUADRO # 5 ESCALAS DE FACTOR DE PONDERACION
Porcentaje de expuesto Factor de ponderación
1 - 20% 1 21 - 40% 2 41 – 60% 3 61 – 80% 4
81 – 100% 5 Fuente: Método Fine Elaborado por: Vidal Bazurto Dillon
VALORACION FACTORES DE RIESGO GENERADORES DE ACCIDENTES
INTERPRETACIÓN DEL GRADO DE PELIGROSIDAD
GP BAJO MEDIO ALTO
1500 3000 5000
PRIORIZACION
CUADRO # 6 INSTRUMENTO PARA RECOLECCIÓN DE INFORMACIÓN
PANORAMA DE FACTOR DE RIESGO
área Fuente Efectos posible
N. E.
T. E.
Sistema control actual
C E P GP
INT.1
F P
G R
INT.2
OBSERVACIONES
Fuente
Medio
Indiv
Fuente: Método Fine Elaborado por: Vidal Bazurto Dillon TE: Tiempo de exposición N.E.: Numero de expuesto C.FUEN: Control en la Fuente C. MEDIO: Control en el medio C. INDIV: Control en el individuo G:P: grado de peligrosidad INT.1: Interpretación G.P. G.R: Grado de repercusión INT.2: Interpretación GR F.P: Factor de Ponderación
PRIORIZACION
INTERPRETACION
· ALTO: Intervención inmediata de Terminación o tratamiento del riesgo
· MEDIO: Interpretación a corto plazo · BAJO: Intervención a largo plazo o Riesgo tolerable
ETAPA DE CONTROL
CRITERIOS DE SELECCIÓN DE SISTEMAS DE CONTROL:
· La gravedad potencial de la perdida · Probabilidad de ocurrencia de la perdida · El costo del control · El grado probable del control · Alternativas de control · Justificación de la medida de control
GUIA PARA LA TOMA DE DECISIONES CLASIFICACION DE LA EXPOSICION
1. ¿Cuál es la gravedad potencial de la perdida al llegar a ocurrido el accidente?
A. Grave B. Seria C. Leve
PROBABILIAD DE OCURRENCIA
1. ¿Cuál es la probabilidad de que ocurra una perdida a partir de la exposición o peligro?
A. Alta B. Moderna C. Baja
COSTO DEL CONTROL
1. ¿Cuál será el costo del control recomendado?
A. Alta B. Medio C. Bajo
GRADO DE CONTROL
1. ¿Qué grado de control se lograra mediante esta inversión?
A. Sustancial o total ( 67 – 100% ) B. Moderado ( 34 – 66% ) C. Bajo ( 1 – 33% )
ALTERNATIVAS
· ¿Cuáles son los controles alternativos JUSTIFICACION
· ¿Por qué se sugiere este? 1.7.2 Diagrama de Pareto
El diagrama de pareto es una grafica en donde se organizan diversas
clasificaciones de datos por órdenes descendentes, de izquierda a derecha por
medio de barras sencillas después de haber reunido los datos para clasificar las
causas de modo que se pueda asignar un orden de prioridades.
Mediante el diagrama de Pareto se pueden detectar los problemas que tienen
más relevancia mediante la aplicación del principio de Pareto (pocos vitales,
muchos triviales) que dice que hay muchos problemas sin importancia frente a
solos unos graves, ya que por lo general, el 80% de los resultados totales se
originan en el 20% de los elementos. Se utiliza principalmente cuando se desea
buscar las causas principales
1.7.3 Método de Gretener (Facultad de Ingeniería Industrial) 1.7.3.1 Objetivo y Campo de Aplicación del Método
Todo edificio está expuesto al peligro de incendio. El desarrollo de los
incendios tiene lugar a consecuencia de numerosos factores que influyen en los
mismos y que pueden actuar dificultando la propagación o favoreciéndola y, por
ello mismo, tener una influencia sobre los daños resultantes positiva o negativa.

El método supone el estricto cumplimiento de determinadas reglas generales
de seguridad – tales como la referente al respeto de la distancia de seguridad entre
edificios vecinos – y, sobre todo, de las medidas de protección de las personas -
tales como vías de evacuación, iluminación de seguridad, etc.- así como las
prescripciones correspondientes a las instalaciones técnicas. Todo estos factores,
se considera que no pueden sustituirse por otro tipo de medidas.
El procedimiento permite considerar los factores de peligro esenciales y
definir las medidas necesarias para cubrir el riesgo. La evaluación del riesgo
representa una ayuda para la toma de decisiones en lo concerniente a la
valoración, control y comparación de conceptos de protección.
Todos los cálculos detallados a continuación se refieren al conjunto de
edificios o partes del edificio que construyen compartimientos cortafuegos
separados de manera adecuada.
1.7.3.2 Tipo de Edificaciones.
Antes de empezar a explicar los factores que intervienen en el cálculo
deberemos definir el tipo de edificio con el que estamos trabajando. Se distinguen
tres tipos de edificaciones según influencia en la propagación del fuego:
Tipo Z: Construcción en células cortafuegos que dificultan y limitan la
propagación horizontal y vertical del fuego. El comportamiento engloba una
única planta y esta se encuentra dividida en sectores pequeños resistentes al fuego
(“formación de células”), de una superficie máxima de 200m2.
Los elementos portantes y tabiquerías deben presentar una resistencia al
fuego suficiente que permita garantizar la estabilidad de la construcción y de la
célula durante la combustión total de la carga térmica contenida. Las cajas de
escaleras, los conductos técnicos y cuales quiera otras conexiones verticales deben
estar compartimentadas. Los cerramientos resistentes al fuego de las cajas de
escaleras pueden colocarse en zonas adyacentes a los pasillos, siempre que la

carga térmica de la caja de la escaleras y del corredor sea despreciable (Qm < 100
MJ/m2).
En los edificios provistos de ventilación y de climatización, la concepción
técnica de estas instalaciones debe evitar que un fuego pueda propasarse a otro
compartimiento cortafuego.
Tipo G: Construcción de gran superficie que permite y facilita la
propagación horizontal y no la vertical del fuego. El compartimiento corta fuego
se extiende a una planta entera o a sectores de gran superficie de la misma manera
que es posible una extensión del fuego en sentido horizontal mientras que dicha
extensión esta dificultada en sentido vertical por medidas constructivas. Los
elementos portantes y tabiquerías tales como estructura, fachadas, techos, etc.
Deben presentar una resistencia al fuego suficiente, adaptada a la carga térmica
Las cajas de escaleras, los conductos técnicos y otras conexiones verticales
deben estar compartimentadas. En los edificios provistos de ventilación
climatización, la concepción técnica de estas instalaciones debe evitar que el
fuego pueda propagarse a otros compartimientos cortafuego.
Tipo V: Construcción de gran volumen que favorece y acelera la
propagación horizontal y vertical del fuego. Los edificios a los que no se les
puede atribuir al tipo Z ni el tipo G, deben calificarse en la categoría tipo V. Se
trata de edificios o de partes del mismo cuya separación entre pisos es insuficiente
o inexistente.
- Edificios cuyas conexiones verticales están enteramente abiertas (cajas de
escaleras, escaleras mecánicas, instalaciones de transporte verticales y
conductos verticales diversos).
- Edificación cuyas instalaciones de climatización contribuyen a una
extensión rápida del fuego al conjunto de la construcción.
- Edificios que incluyen galerías abiertas.
- Edificios cuya estructura, paredes y suelos no ofrecen ninguna resistencia
al fuego.
- Edificios cuya estructura presenta una resistencia al fuego insuficiente.
1.7.3.3 Elaboración del Método de Gretener 1.7.3.3.1 Definiciones Riesgo de incendio: La definición del riesgo de incendio comprende la noción de exposición,
que incluye, a su vez, la magnitud, no medible exactamente, de la probabilidad de
ocurrencia de un siniestro.
Exposición al riego de incendio: La noción de exposición al riesgo de incendio se define como relación entre
los peligros potenciales las medidas de protección tomadas. La exposición al
riesgo se refiere a un compartimento o al conjunto de un edificio.
Seguridad contra el incendio: La seguridad contra el incendio de un compartimento o en un edificio se
considera suficiente, cuando el riesgo de incendio existente no sobrepasa el que se
considera como aceptable. Este riesgo aceptable se corresponde con los objetivos
de protección definidos. Una construcción puede, según ello, calificarse de
“segura contra el incendio”, cuando está concebida de manera que se aseguren las
dificultades técnicas para la propagación de un incendio.
Compartimentos cortafuego:
Un compartimento cortafuego es una parte del edificio, separada del
conjunto por medio de paredes, suelos, techos y cierres, de manera que, en caso de
iniciarse en él un incendio, éste quede limitado, con toda probabilidad al
compartimento y que una propagación del fuego a locales, pisos o partes de
edificios vecinos previsiblemente, no pueda tener lugar. La superficie de un
compartimento cortafuego en un edificio o parte de éste es aquella limitada por
fachadas o elementos interiores resistentes al fuego.
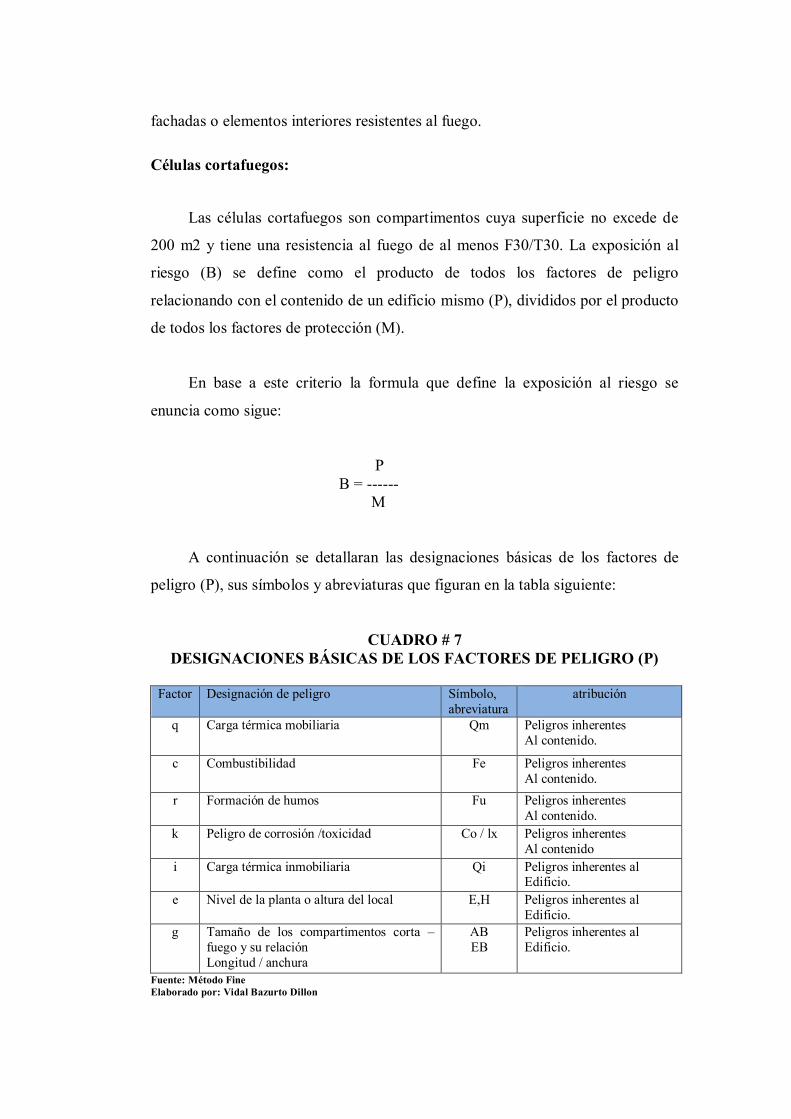
Células cortafuegos:
Las células cortafuegos son compartimentos cuya superficie no excede de
200 m2 y tiene una resistencia al fuego de al menos F30/T30. La exposición al
riesgo (B) se define como el producto de todos los factores de peligro
relacionando con el contenido de un edificio mismo (P), divididos por el producto
de todos los factores de protección (M).
En base a este criterio la formula que define la exposición al riesgo se
enuncia como sigue:
P B = ------
M A continuación se detallaran las designaciones básicas de los factores de
peligro (P), sus símbolos y abreviaturas que figuran en la tabla siguiente:
CUADRO # 7 DESIGNACIONES BÁSICAS DE LOS FACTORES DE PELIGRO (P)
Factor Designación de peligro Símbolo,
abreviatura atribución
q Carga térmica mobiliaria Qm Peligros inherentes Al contenido.
c Combustibilidad Fe Peligros inherentes Al contenido.
r Formación de humos Fu Peligros inherentes Al contenido.
k Peligro de corrosión /toxicidad Co / lx Peligros inherentes Al contenido
i Carga térmica inmobiliaria Qi Peligros inherentes al Edificio.
e Nivel de la planta o altura del local E,H Peligros inherentes al Edificio.
g Tamaño de los compartimentos corta – fuego y su relación Longitud / anchura
AB EB
Peligros inherentes al Edificio.
Fuente: Método Fine Elaborado por: Vidal Bazurto Dillon

1.7.3.4 Designación de los peligros inherentes al contenido
Carga de incendio mobiliaria Qm: (factor q)
La carga de incendio mobiliaria Qm comprende, para cada compartimiento
cortafuego, la cantidad total de calor desprendida en la combustión completa de
todas las materias mobiliarias, dividida por la superficie del suelo del
compartimiento cortafuego considerado (unidad: MJ/m2).
Combustibilidad – grado de peligro Fe: (Factor c)
Este término cuantifica la inflamabilidad y la velocidad de combustión de las
materias combustibles.
Peligro de humos Fu (Factor r )
Este término se refiere a las materias que arden desarrollando un humo
particularmente Intenso.
Peligro de corrosión de toxicidad Co: (Factor k)
Este término hace referencia a las materias que producen al arder cantidades
importantes de gases corrosivos o tóxicos.
1.7.3.5 Designación de los peligros inherentes al edificio
Carga térmica inmobiliaria Qi (factor i)
Este término permite tener en cuenta la parte combustible contenida en los
diferentes elementos de la construcción (estructural, techos, suelos y fachadas) y
su influencia en la propagación previsible del incendio.
Nivel de la planta, respecto a la altura útil del edificio E: (factor e)
En el caso de inmuebles de varios pisos, este término cuantifica, en función
de la situación de las plantas, las dificultades presumibles que tienen las personas
que habilitan el establecimiento para evacuarlo, así como la complicación de la
intervención de los bomberos.
En caso de edificios de una planta, este término cuantifica, en función de la
altura útil del local, las dificultades, crecientes en función de la altura, a las que
los equipos de bomberos se han de enfrentar para desarrollar los trabajos de
extinción. Tiene en cuenta el hecho de que la carga de Incendio presente en el
local, influirá en la evolución del Incendio.
Dimensión de la superficie del compartimiento: (Factor g)
Este término cuantifica la probabilidad de propagación horizontal de un
incendio. Cuando más importantes son las dimensiones de un comportamiento
cortafuego (AB) más desfavorables son las condiciones de lucha contra el fuego.
La relación longitud/anchura de los compartimientos cortafuego de grandes
dimensiones, influencia las posibilidades de acceso de los bomberos. Los tres
factores de que pende la seguridad o medidas de protección (M) son:
1.7.3.6 Medidas Normales (N): (n1, n2, n3, n4, n5 )
Las lagunas existentes en cuanto a las medidas generales de protección se
evalúan por medio de los factores n1 a n5.
Estos factores son los siguientes:
§ n1 Extintor portátiles.
§ n2 Hidrantes interiores (bocas de incendio equipadas) (BIE).
§ n3 Fiabilidad de las fuentes de agua para extinción.
§ n4 Longitud de los conductos para transporte de agua ( distancias a los
hidrantes exteriores).
§ n5 Personal instruido en materia de extinción de Incendios.
1.7.3.7 Medidas Especiales (S): (s1, s2, s3, s4, s5, s6)
Los factores s1 a s6 permiten evaluar todas las medidas complementarias
de protección establecidas con vista a la detección y lucha contra el fuego, a saber:
§ s1 Detección del fuego.
§ s2 Transmisión de la alarma.
§ s3 Disponibilidad de bomberos (cuerpos oficiales de bomberos y
bomberos de empresa.
§ s4 Tiempo para la intervención de los cuerpos de bomberos oficiales
§ s5 Instalaciones de Extintores.
§ s6 Instalaciones de evacuación de calor y de humo.
1.7.3.8 Medidas inherentes a la construcción (F): (f1, f2, f3, f4)
El peligro de propagación de un incendio puede, en gran medida, limitarse
considerablemente gracias a la elección juiciosa de los materiales, asi como a la
implantación de las medidas constructivas apropiadas (creación de células
cortafuego). Las medidas constructivas más importantes se evalúan por medios
los factores f1….f4. El factor global F, producto de los factores f1, representa la
resistencia al fuego, propiamente dicha, del inmueble.
§ f1 Resistencia al fuego de la estructura portante del edificio.
§ f2 Resistencia al fuego de las separaciones entre plantas.
§ f3 Resistencia al fuego de las separaciones entre plantas teniendo en
Cuenta las comunicaciones verticales.
§ f4 Dimensiones de las células cortafuego, teniendo en cuenta las
superficies vidriadas utilizadas como dispositivos de evacuación
del calor.
Se calcula el riesgo de incendio efectivo (R) que es el resultado del valor de
la exposición al riesgo (B), multiplicado por el factor A (peligro de activación)
que cuantifica la posibilidad de ocurrencia de un incendio:
P
R =B.A ------------------
N.S.F
El de incendio efectivo se calcula para el compartimiento corta fuego más
grande o el más peligroso de un edificio.
1.7.3.9 Peligro de activación A
El peligro de activación cuantifica la probabilidad de que un incendio se
pueda producir. En la práctica, se define por la evacuación de las posibles fuentes
de iniciación cuya energía calorífica o de ignición puede que comience un proceso
de combustión.
El peligro de activación depende, por una parte, de los factores que se
derivan de la explotación misma del edificio, es decir de los focos de peligro
propios de la empresa, que pueden ser de naturaleza:
Ru = 1.3*PHF
- Térmica
- Eléctrica
- Mecánica
- Química
Por otra parte depende de las fuentes de peligro originadas por factores
humanos, tales como:
- Desorden

- Mantenimiento incorrecto
- Indisciplina en la utilización de soldadura, oxicorte y trabajos a fuego
libre
- Fumadores, etc.
Una vez calculado el R (Riesgo efectivo), se hallara el Ru (Riesgo
aceptado).
1.7.3.10 Riesgo de Incendio Aceptado Ru
Por cada construcción debe tomarse en consideración un cierto riesgo de
incendio. El riesgo de incendio aceptable debe definirse en cada caso ya que el
nivel de riesgo admisible no puede tener el mismo valor para todos los edificios.
El método recomienda fijar el valor limite admisible (riesgo de incendio
aceptado), partiendo de un riesgo normal corregido por medio de un factor que
tenga en cuenta el mayor o menor peligro para las personas.
Rn= 1,3 = Riesgo de incendio normal
PH, E = Factor de corrección del riesgo normal, en función del numero de
personas y del nivel de la planta a que se aplique el método
< 1 para peligro de personas elevado.
PH, E = 1 para peligros de personas normal
> para peligros de personas bajo.
Quedando expresada en formula de la siguiente forma:
Ru = Rn * PH, F
La valoración del nivel de seguridad contra incendio se hace por la
comparación del riesgo de incendio efectivo (R), con el riesgo de incendio
aceptado (Ru), obteniendo el factor “seguridad contra el incendio y”, el cual se
expresa de tal forma que:
Ru
Y - --------------- >1 seguridad Suficiente
R <1 seguridad insuficiente
Si Ru < R, y por tanto y < 1, el edificio o el compartimento cortafuego esta
insuficiente protegido contra el incendio. Entonces es necesario formular nuevos
conceptos de protección, mejor adaptados a la carga de incendio y controlarlos
por medio del presente método.
1.8 Metodología.
El presente Análisis de Riesgos estará basado en la recolección de
información y utilización de las siguientes herramientas.
v Entrevistas con los representantes del área de Electro Soldado.
v Estadísticas de accidentes del área a investigar
v Utilización de información del reglamento de Seguridad
Industrial.
v Instrumentos de medición.
v Manuales de procedimientos.
CAPÍTULO II.
SITUACIÓN ACTUAL DE LA EMPRESA
2.1 Recursos productivos
En la actualidad en ANDEC S.A. se encuentra laborando 700 personas que
trabajan directamente para la empresa tanto en funciones administrativas y
gerenciales como en funciones operativas.
La Gerencias General, tiene 5 dependencias que son:
- Gestión de Calidad
- Desarrollo Organizacional
- Sistemas
- Asesoría Jurídica
- Auditoria
- Presupuesto
La Gerencia de Responsabilidad, tiene 3 dependencias que son:
- Seguridad Industrial
- Gestión Ambiental
- Seguridad Física
La Gerencia de Operaciones, tiene 5 dependencias que son:
- División Acería
- División Maestranza
- División Laminación Caliente
- Laminación en frio
- División Mantenimiento
La Gerencia de Logística, tiene 5 dependencias que son:
- Bodega
- Mantenimiento y Adecuaciones
- Comercio Exterior
- Adquisiciones Locales
La Gerencia de Comercialización, Tiene 2 dependencias que son:
- Despacho Guayaquil
- Ventas Nacionales y Locales
- Despacho Quito
La gerencia Financiera, tiene, 5 dependencias que son:
- Contabilidad
- Cajas
- Cobranza
- Facturación
Debido a que el presente estudio se lo realizara en el Dpto. de electro
soldado es conveniente analizar el recurso humano que labora en esta área. Para
ello es necesario describir los números de trabajadores, fijos y temporales. Y el
cargo que ocupan.
La empresa ANDEC S.A. posee varios bienes entre los que se pueden
mencionar los siguientes:
- Vehículos
- Terrenos
- Maquinas industriales
- Materia prima
- Equipos de oficinas

- Subestación eléctrica
Vehículos.- ANDEC S.A. posee vehículos livianos para movilización de
ejecutivos, mensajería y visitas, los pesados para la transportación de la materia
prima del centro de acopio y de los patios a la planta industrial
Terreno.- la organización tiene una extensión de 290.120 mts2 donde se
encuentran las instalaciones administrativas, operativas y para almacenar los
desechos sólidos industriales un terreno en la provincia de Santa Elena, Comuna
Villingota.
Maquinas Industriales.- para el proceso la empresa cuenta con las
principales maquinarias que a continuación detallamos.
v Cabezales volquetes y plataforma 5 u/n
v Grúas multi garras y Lorain 10 u/n
v Volquetes 5 u/n
v Horno de arco eléctrico
v Horno de cuchara
v Un tren laminador
v Procesadora de malla automática
v Horno de calentamiento
v Tornos de control numérico 5 u/n
v Una ambulancia
v Varios compresores
v Subestación eléctrica
v Una maquina de extracción calidad
v Un espectrómetro ( laboratorio químico)
Materia prima.- La palanquilla en un 50% de ella es local el restante se
importa, a empresas como Sidor (Venezuela), y otros países.
Equipos de oficinas.- En este grupo se puede describir todo los equipos
necesarios que se utilizan para desarrollar su trabajo, muebles, copiadoras aires
acondicionado fotocopiadoras
Subestación eléctrica.- es de suma importancia para los procesos ya que se
necesita voltajes alto, para las maquinarias.
2.2 Proceso de Producción
Para iniciar el proceso de Laminación se inspecciona la materia prima
(palanquilla de Acero), que es un producto semi terminado, preparado por el
proceso de acería o comprado a terceros. La palanquilla es sometida a un proceso
de selección, corte y acondicionamiento, para ingresar al horno de calentamiento.
FOTO # 2
MATERIA PRIMA
Fuente: Dpto. de Seguridad Industrial Elaborado por: Vidal Bazurto Dillon La palanquilla debe tener ciertas medidas de acuerdo al Laminador de que
se disponga, y cierta calidad, según el tipo de varillas a fabricar. En el proceso de
acería, la palanquilla es de 130 x 130 mm de sección, con longitud variable (2,5 a
4,0 metros) de acuerdo al diámetro de la varilla que se quiera obtener.
Se fabrica acero de diferentes calidades: SAE 1006, SAE 1008, SAE 1010,
SAE 1015, SAE 1026, SAE 1030, SAE 1040-M, SAE 1040.
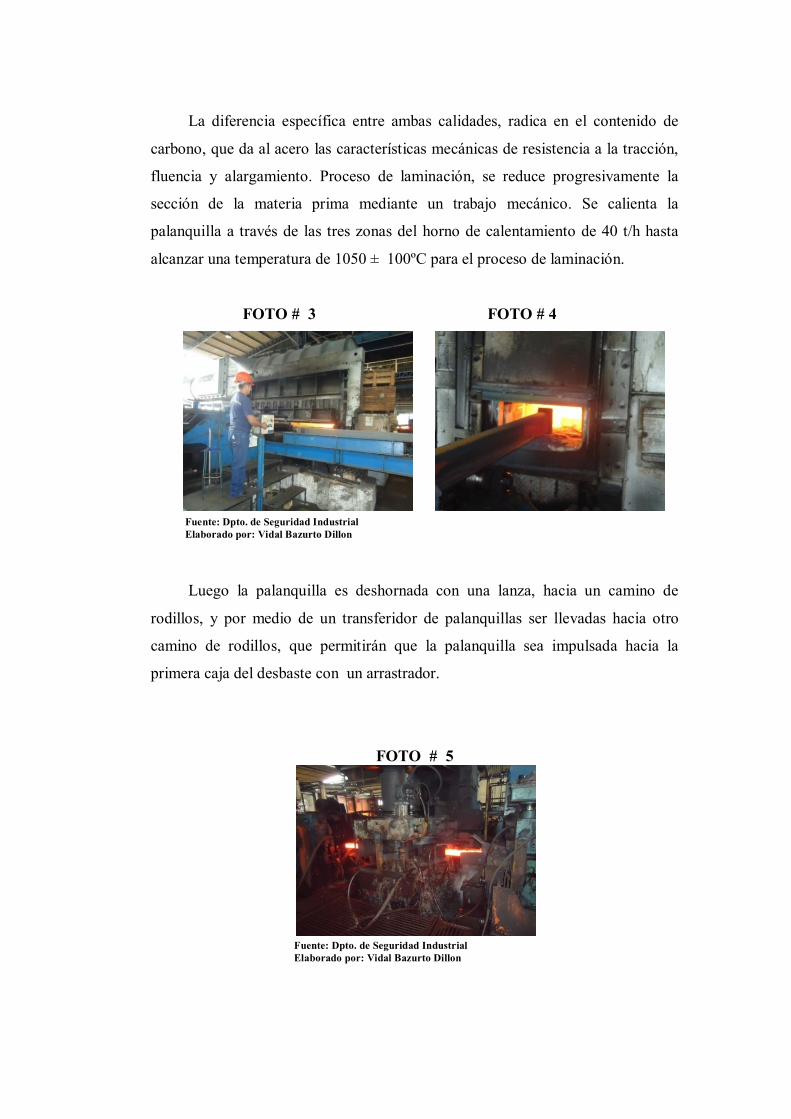
La diferencia específica entre ambas calidades, radica en el contenido de
carbono, que da al acero las características mecánicas de resistencia a la tracción,
fluencia y alargamiento. Proceso de laminación, se reduce progresivamente la
sección de la materia prima mediante un trabajo mecánico. Se calienta la
palanquilla a través de las tres zonas del horno de calentamiento de 40 t/h hasta
alcanzar una temperatura de 1050 ± 100ºC para el proceso de laminación.
FOTO # 3 FOTO # 4
Fuente: Dpto. de Seguridad Industrial Elaborado por: Vidal Bazurto Dillon Luego la palanquilla es deshornada con una lanza, hacia un camino de
rodillos, y por medio de un transferidor de palanquillas ser llevadas hacia otro
camino de rodillos, que permitirán que la palanquilla sea impulsada hacia la
primera caja del desbaste con un arrastrador.
FOTO # 5
Fuente: Dpto. de Seguridad Industrial Elaborado por: Vidal Bazurto Dillon

Ingresada la palanquilla en la primera pasada del desbaste, el proceso de
laminación será continuo, pasando por el tren intermedio y finalizando en el tren
acabador de acuerdo a formas preestablecidas de los productos tallados en los
rodillos.
FOTO # 6
Fuente: Dpto. de Seguridad Industrial Elaborado por: Vidal Bazurto Dillon Al final de los trenes, del desbaste y tren intermedio se encuentran ubicadas
cizallas volantes, que permiten realizar el corte de cabeza en la barra y estas a su
vez se las utiliza en caso de algún problema en le proceso para mandar a
chatarración. Terminada la laminación, el producto terminado en el caso de barras
corrugadas desde 12 mm en adelante pasan por el proceso TEMPCORE, donde el
producto cambiará su grado de dureza según parámetros de presión de agua y
cantidad de tubos, establecidas por el Dpto. de Gestión de Calidad; caso contrario
pasara sin dicho tratamiento y se utilizará el grado del material adecuado, para
dichos productos.
FOTO # 7
Fuente: Dpto. de Seguridad Industrial Elaborado por: Vidal Bazurto Dillon

A continuación del proceso TEMPCORE el producto ya terminado, es
cortado en cizalla volante según longitud programada de 36 m hasta 48 m, para
ser transportada a la placa de enfriamiento por medio de un camino de rodillos.
FOTO # 8
Fuente: Dpto. de Seguridad Industrial Elaborado por: Vidal Bazurto Dillon
El producto luego de ser cortado, es transportado por un camino de rodillos
y cae a la mesa, con un tiempo de zancón, para luego de forma galopante pasar
hasta un camino de rodillos igualadores y de ahí a la cizalla de corte en frío del
producto, donde será cortado a longitudes comerciales de 6, 9 ó 12 m., luego
proceder al el embalaje y evacuación del producto, utilizando equipo pesado.
FOTO # 9 FOTO # 10
Fuente: Dpto. de Seguridad Industrial Elaborado por: Vidal Bazurto Dillon

Segunda Línea de Laminación
Para la segunda línea se procede de igual forma el laminado desde la caja No. 1
hasta la 15, para luego la barra ser desviada por un guiado hacia las cajas pre
terminadoras 16 y 17 o directamente a las cajas del Monoblock; la barra antes de
ingresar al Monoblock debe pasar por una cizalla de discos para el corte de la punta y
cola, en caso de problemas en el proceso se activa automáticamente su chatarrización.
FOTO # 11
Fuente: Dpto. de Seguridad Industrial Elaborado por: Vidal Bazurto Dillon El producto terminado después de haber sido laminado en el Monoblock es
conducido por un guiado hacia el arrastrador y después a la Bobinadora en donde el
producto es transformado en espiras, las mismas que caen a un camino de rodillos en
movimiento. El producto es enfriado por unos electro ventiladores colocados debajo
del camino de rodillos, hasta caer al formador de rollos y luego el producto es
embalado y evacuado con grúa área o montacargas y llevado Asia la nave # 2
FOTO # 12
Fuente: Dpto. de Seguridad Industrial Elaborado por: Vidal Bazurto Dillon
Proceso de laminación en frio (Enderezado)
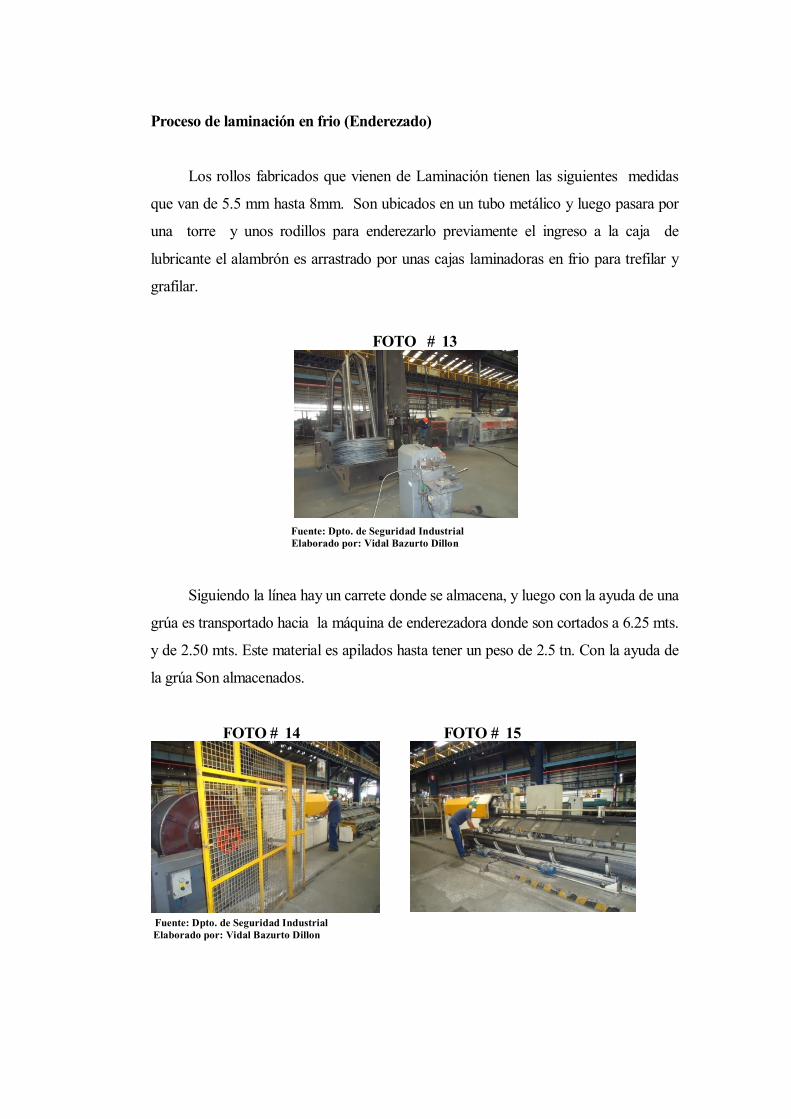
Los rollos fabricados que vienen de Laminación tienen las siguientes medidas
que van de 5.5 mm hasta 8mm. Son ubicados en un tubo metálico y luego pasara por
una torre y unos rodillos para enderezarlo previamente el ingreso a la caja de
lubricante el alambrón es arrastrado por unas cajas laminadoras en frio para trefilar y
grafilar.
FOTO # 13
Fuente: Dpto. de Seguridad Industrial Elaborado por: Vidal Bazurto Dillon Siguiendo la línea hay un carrete donde se almacena, y luego con la ayuda de una
grúa es transportado hacia la máquina de enderezadora donde son cortados a 6.25 mts.
y de 2.50 mts. Este material es apilados hasta tener un peso de 2.5 tn. Con la ayuda de
la grúa Son almacenados.
FOTO # 14 FOTO # 15
Fuente: Dpto. de Seguridad Industrial Elaborado por: Vidal Bazurto Dillon
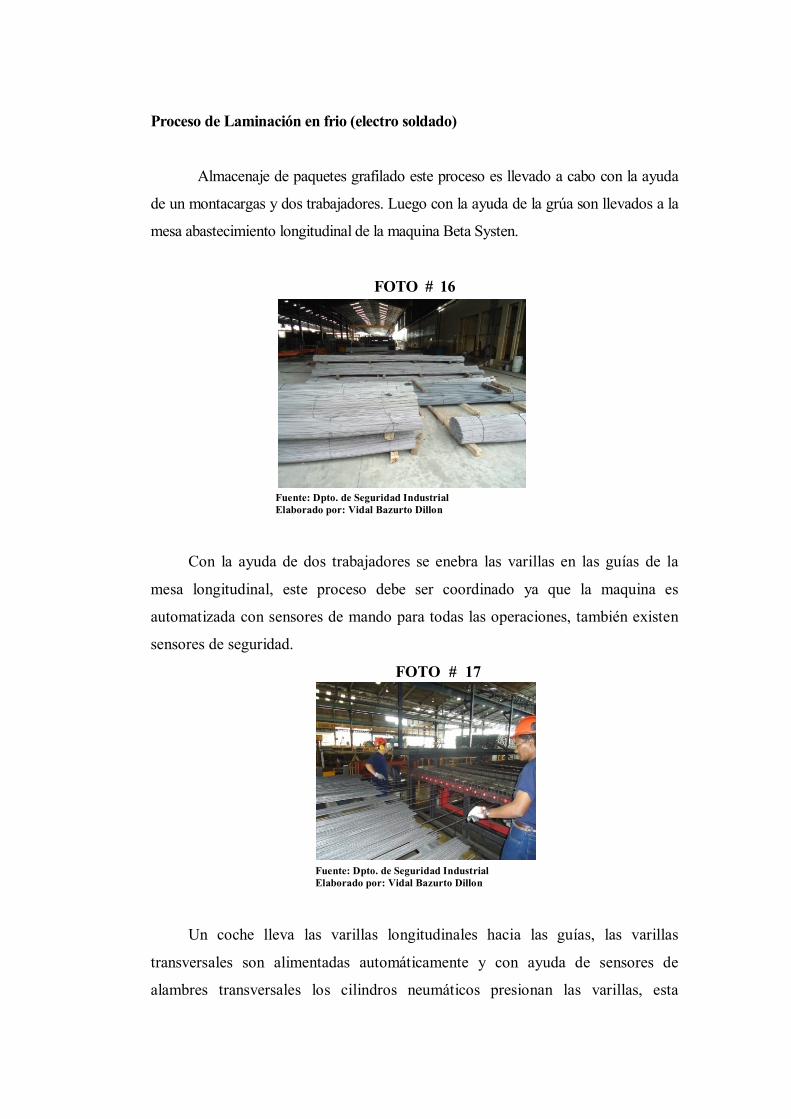
Proceso de Laminación en frio (electro soldado)
Almacenaje de paquetes grafilado este proceso es llevado a cabo con la ayuda
de un montacargas y dos trabajadores. Luego con la ayuda de la grúa son llevados a la
mesa abastecimiento longitudinal de la maquina Beta Systen.
FOTO # 16
Fuente: Dpto. de Seguridad Industrial Elaborado por: Vidal Bazurto Dillon Con la ayuda de dos trabajadores se enebra las varillas en las guías de la
mesa longitudinal, este proceso debe ser coordinado ya que la maquina es
automatizada con sensores de mando para todas las operaciones, también existen
sensores de seguridad.
FOTO # 17
Fuente: Dpto. de Seguridad Industrial Elaborado por: Vidal Bazurto Dillon Un coche lleva las varillas longitudinales hacia las guías, las varillas
transversales son alimentadas automáticamente y con ayuda de sensores de
alambres transversales los cilindros neumáticos presionan las varillas, esta

máquina utiliza corriente que es conducida por unos pedazos de cobre.o sueldan.
FOTO # 18 FOTO # 19
Fuente: Dpto. de Seguridad Industrial Elaborado por: Vidal Bazurto Dillon Con la ayuda de dos coches transportadores que están en la mesa de
evacuación uno, sujeta con unas pinzas y avanzan con la malla fabricada hasta la
mitad de la mesa de evacuación, donde el segundo coche lleva la malla hacia un
volteador.
FOTO # 20
Fuente: Dpto. de Seguridad Industrial Elaborado por: Vidal Bazurto Dillon
En el volteador se van acumulando las mallas traslapadas y luego son
evacuados con la ayuda de un camino de rodillo para luego ser trasportados con la
grúa pórtico a las bodegas.
Para realizar los trabajos de conformados es necesario la ayuda de la grua
pórtico para llevar las mallas hacia una mesa donde serán cortadas, para formar
las vigas con una dobladora de vigas de varias medidas.

FOTO # 21 FOTO #22
Fuente: Dpto. de Seguridad Industrial Elaborado por: Vidal Bazurto Dillon
Un proceso adicional en electro soldado es la maquina estribadora es una
máquina de procedencia italiana, en ella se produce 30 modelos. Esta máquina es
alimentada por rollos corrugados sobre dos devanadora donde son arrastrados y
enderezados por unos rodillos hasta llegar al mandril. Este producto está siendo
adquirido por los constructores ya que hay un ahorro de tiempo en las grandes
obras.
FOTO # 23
Fuente: Dpto. de Seguridad Industrial Elaborado por: Vidal Bazurto Dillon 2.3 Factores de riesgo.-
En las inspecciones realizadas en las aéreas del proceso de electro soldado
se pudo observar que existen varios riesgos como:
Ø Riesgo Mecánicos

Ø Riesgo Físico
Ø Riesgo eléctrico
Ø Riesgo Ergonómico
Riesgo Físico.- Es aquel que puede ocasionar un accidente por ruido,
vibración, cansancio, fatiga, estrés, etc. (x).
Riesgo Mecánico.- El personal de producción como de Mantenimiento
están expuesto a riesgo mecánico, partes móviles o fijas, por ejemplo, bandas
transportadoras de agregados, los cuales pueden ocasionar atrapa miento, golpes,
lesiones y /o punsamiento. (x).
Riesgo eléctrico.- Puede ocasionar un accidente por quemadura,
electrocución, traumatismo. Ya sea por contacto directo, indirecto, tableros
eléctricos, circuito a tierra. (x).
Riesgo ergonómico.- Puede ocasionar un accidente por esfuerzo, posición
inadecuada, levantamiento de peso, movimiento repetitivo.(x).
Riesgo locativo.- Puede ocasionar un accidente el piso húmedo,
almacenamiento de materiales. (x).
2.3.1 Condiciones de trabajo
La empresa cuenta con reglamentos interno de seguridad y salud en el
trabajo, el mismo que fue aprobado en Guayaquil, 6 de marzo del 2009 y ha sido
difundido a todo el personal entregándole una copia del mismo, los trabajador
nuevo reciben una inducción de seguridad y se entrega un ejemplar y se lleva un
registro.
Aplicación del Reglamento: La Empresa es una persona jurídica
legalmente constituida, que según el objeto social constante en sus Estatutos,
actualmente tiene como actividad principal la fabricación, producción y
comercialización de varillas de Acero para la construcción, para la cual cuenta con
personal estables, altamente capacitado. Todos los empleados que actualmente
prestan, o lleguen a prestar servicios en relación de dependencia con la empresa,
se sujetaran de manera obligatoria a las disposiciones del Reglamento de
Seguridad y Salud en el Trabajo.
Objetivo del reglamento: concientizar las medidas de prevención de los
riesgos laborales, los mismo que van en perjuicios de los empleados y a su vez a
los familiares. Prescrito en el Art. 434, del código de Trabajo vigente y del
Reglamento de Seguridad y Salud en el Trabajo y mejoramiento del Medio
Ambiente de Trabajo, sus reformas, y el acuerdo Ministerial Nro. 0220 del
Registro Oficial Nro. 83 donde se publica la guía para la elaboración de
Reglamentos Internos de Seguridad y Salud. Este Reglamento también especifica
la conformación de un Comité y subcomité de Seguridad. En el reglamento se
define los siguientes aspectos: las obligaciones y prohibiciones para los
empleadores, trabajadores y empresas usuarias, y las respectivas sanciones:
responsabilidades del Gerente General, Jefes y Supervisores, Servicios Médicos,
comité y subcomités, población vulnerable Prevención de riesgo, accidentes
mayores, señalización de seguridad, vigilancia de la salud de los trabajadores
registro e investigación de accidentes e incidentes, información y capacitación, y
gestión ambiental.
2.3.2 Datos estadísticos
Los objetivos de seguridad los establece el directivo del Holding Dine, por
medio de un sistema electrónico operativo KPI, y a su vez son monitoreado por el
Dpto. Desarrollo Organizacional de ANDEC S.A., el cumplimiento de las metas
son mensuales.
- accidentes > 6 rojo re inducción
- practicas de combates contra incendio < 1 rojo
- inspección a los procesos < 2 Rojo
- Reinduccion de seguridad < 2 Rojo

GRAFICO # 1 ACCIDENTABILIDAD DEL ÁREA DE ELECTRO-SOLDADO
Fuente: Dpto. de Seguridad Industrial Fuente: Dpto. de Seguridad Industrial Elaborado por: Vidal Bazurto Dillon 2.4 Registro del problema
CUADRO # 8 FACTORES DE RIESGOS EN LA PRODUCCIÓN DE MALLAS
Fuente: Dpto. de Laminación en frio (electro-soldado) Elaborado por: Vidal Bazurto Dillon
proceso
Sub - Proceso
Tarea a analizar
Riesgo asociados
Producción de Mallas
máquina beta Systen
Almacenaje de materia prima
Actividades programadas producen riesgo de posibles contacto equipos móviles
Riesgos mecánicos Riesgo locativo
Enabrado
Actividad de abastecimiento a la máquina automática
Riesgo mecánico Riesgo eléctrico Riesgo físico
Ubicación varillas transversales
Actividad verificar la caída de las varillas transversales
Riesgo mecánico Riesgo físico
Estivada de mallas
Trabajos de amarre con alambrón junto a rodillos
Riesgo mecánico
Mantenimiento
Mantenimiento de equipos
Riesgo mecánicos Riesgo eléctrico
0
2
4
6
8
10
2008 2009 2010NUMERO DE ACC. 3 5 10
ACCIDENTES
LAMINACION EN FRIO ELECTRO SOLDADO
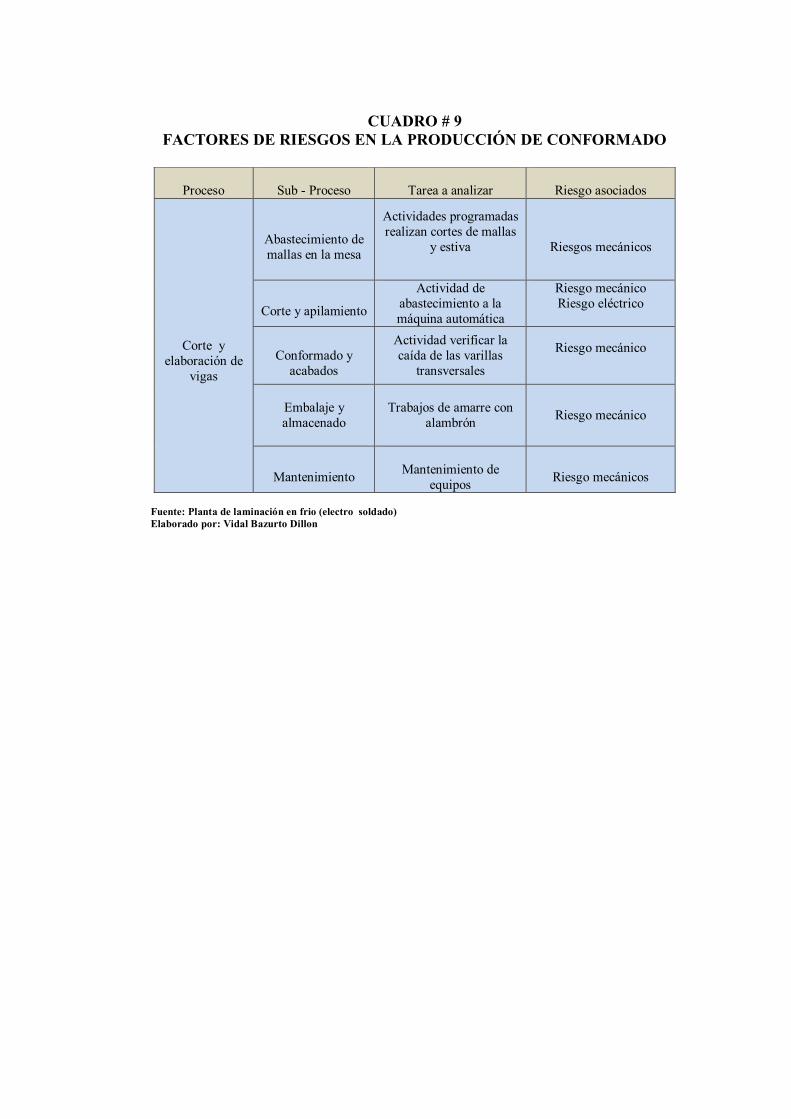
CUADRO # 9 FACTORES DE RIESGOS EN LA PRODUCCIÓN DE CONFORMADO
Fuente: Planta de laminación en frio (electro soldado) Elaborado por: Vidal Bazurto Dillon
Proceso
Sub - Proceso
Tarea a analizar
Riesgo asociados
Corte y elaboración de
vigas
Abastecimiento de mallas en la mesa
Actividades programadas realizan cortes de mallas
y estiva
Riesgos mecánicos
Corte y apilamiento
Actividad de abastecimiento a la máquina automática
Riesgo mecánico Riesgo eléctrico
Conformado y acabados
Actividad verificar la caída de las varillas
transversales
Riesgo mecánico
Embalaje y almacenado
Trabajos de amarre con alambrón Riesgo mecánico
Mantenimiento
Mantenimiento de
equipos
Riesgo mecánicos
CAPÍTULO III
ANÁLISIS Y DIAGNÓSTICO
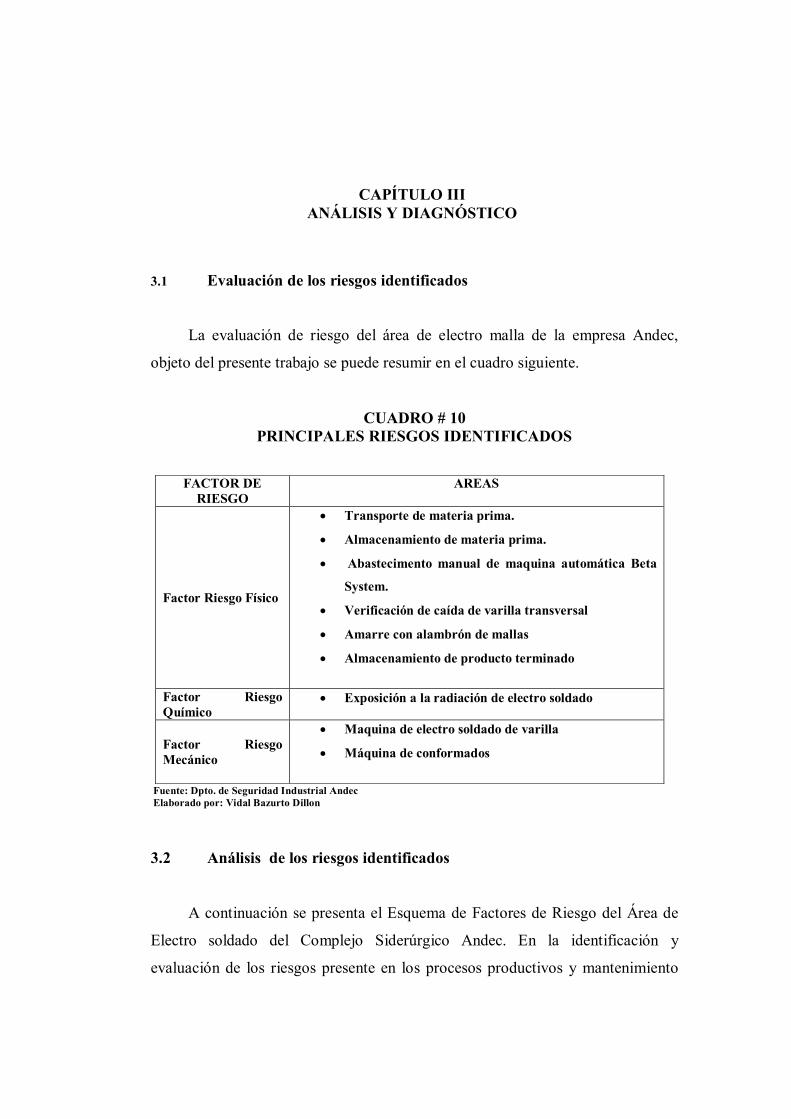
3.1 Evaluación de los riesgos identificados La evaluación de riesgo del área de electro malla de la empresa Andec,
objeto del presente trabajo se puede resumir en el cuadro siguiente.
CUADRO # 10 PRINCIPALES RIESGOS IDENTIFICADOS
Fuente: Dpto. de Seguridad Industrial Andec Elaborado por: Vidal Bazurto Dillon 3.2 Análisis de los riesgos identificados A continuación se presenta el Esquema de Factores de Riesgo del Área de
Electro soldado del Complejo Siderúrgico Andec. En la identificación y
evaluación de los riesgos presente en los procesos productivos y mantenimiento
FACTOR DE RIESGO
AREAS
Factor Riesgo Físico
· Transporte de materia prima.
· Almacenamiento de materia prima.
· Abastecimento manual de maquina automática Beta
System.
· Verificación de caída de varilla transversal
· Amarre con alambrón de mallas
· Almacenamiento de producto terminado
Factor Riesgo Químico
· Exposición a la radiación de electro soldado
Factor Riesgo Mecánico
· Maquina de electro soldado de varilla
· Máquina de conformados

de Equipos, se procederá a la realización del panorama de Riesgo William FINE.
En aéreas de Electro – Soldado.
En estas áreas existen señalización de seguridad, e implementos.
v EPP ( Casco, Gafas, Botas y protectores Auditivos
v Iluminación suficiente y necesaria
v Señalización
v Programas de mantenimiento
3.2.1 Proceso de Electro soldado El proceso inicia con el traslado de paquetes grafilados desde el área de
laminación, a través de una grúa puente, la misma que la deposita en un área
abierta cerca del cerca de almacenamiento al proceso de electro soldado. Un
montacargas recoge los paquetes grafilados y los deposita en la cabecera de la
línea de producción,
3.2.1.1 Tarea: Abastecimiento de materia prima
Factor de Riesgo: Físico
Consecuencia: La consecuencia podría causar caída de objetos al
transportar los paquetes grafilados, se le asignara el valor de 7.
Exposición: Se la considera como media se la realiza solo cuando el
proceso necesita ser abastecido, el valor asignado es de 8.
Probabilidad: Es calificada como media ya que este riesgo depende de que
el proceso necesite ser re abastecido, el valor asignado es de 7.
Grado de peligrosidad = Consecuencia x Probabilidad x Exposición
Grado de peligrosidad = 7 x 8 x 7
Grado de peligrosidad = 392 Medio
% de Expuestos = x 100
% de Expuestos = (1/3) x 100% = 33 % FP = 2
Grado de Repercusión = GP x FP
Grado de Repercusión = 392 x 2 = 784 Bajo
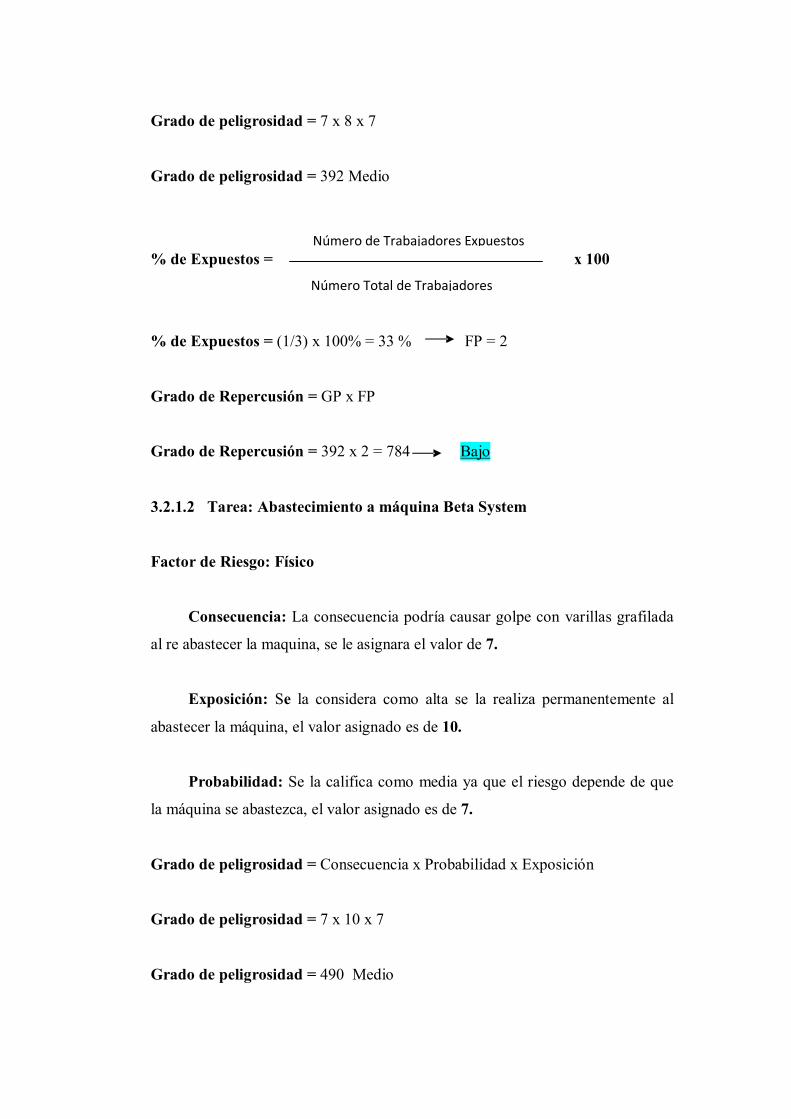
3.2.1.2 Tarea: Abastecimiento a máquina Beta System
Factor de Riesgo: Físico
Consecuencia: La consecuencia podría causar golpe con varillas grafilada
al re abastecer la maquina, se le asignara el valor de 7.
Exposición: Se la considera como alta se la realiza permanentemente al
abastecer la máquina, el valor asignado es de 10.
Probabilidad: Se la califica como media ya que el riesgo depende de que
la máquina se abastezca, el valor asignado es de 7.
Grado de peligrosidad = Consecuencia x Probabilidad x Exposición
Grado de peligrosidad = 7 x 10 x 7
Grado de peligrosidad = 490 Medio
Número de Trabajadores Expuestos
Número Total de Trabajadores

% de Expuestos = x 100
% de Expuestos = (2/3) x 100% = 67 % FP = 4
Grado de Repercusión = GP x FP
Grado de Repercusión = 490 x 4 = 1960 Medio
3.2.1.3 Tarea: Verificación de caída de varilla
Factor de Riesgo: Químico
Consecuencia: La consecuencia podría causar afecciones de visión así
como afectaciones metabólicas, se le asignara el valor de 7.
Exposición: El riesgo es continuo en virtud que el proceso es permanente
durante la totalidad de la jornada de trabajo, el valor asignado es de 8.
Probabilidad: La probabilidad es alta en virtud de la frecuencia de
ocurrencia del evento, el valor asignado es de 8.
Grado de peligrosidad = Consecuencia x Probabilidad x Exposición
Grado de peligrosidad = 7 x 8 x 8
Grado de peligrosidad = 448 Medio
% de Expuestos = x 100
Número de Trabajadores Expuestos
Número Total de Trabajadores
Número de Trabajadores Expuestos
Número Total de Trabajadores

% de Expuestos = (1/3) x 100% = 33 % FP = 2
Grado de Repercusión = GP x FP
Grado de Repercusión = 448 x 2 = 896 Bajo
3.2.1.4 Tarea: Pre almacenamiento de producto terminado
Factor de Riesgo: Físico
Consecuencia: La consecuencia podría causar caída de objetos al
transportar las mallas electro soldadas, se le asignara el valor de 7.
Exposición: La tarea es permanente durante la jornada de trabajo y
depende de la grúa puente para su correcta disposición, el valor asignado es de 9.
Probabilidad: Es calificada como alta ya que este riesgo se mantiene
durante toda la jornada de trabajo, el valor asignado es de 9.
Grado de peligrosidad = Consecuencia x Probabilidad x Exposición
Grado de peligrosidad = 7 x 9 x 9
Grado de peligrosidad = 378 Medio
% de Expuestos = x 100
% de Expuestos = (2/3) x 100% = 67% FP = 4
Grado de Repercusión = GP x FP
Número de Trabajadores Expuestos
Número Total de Trabajadores
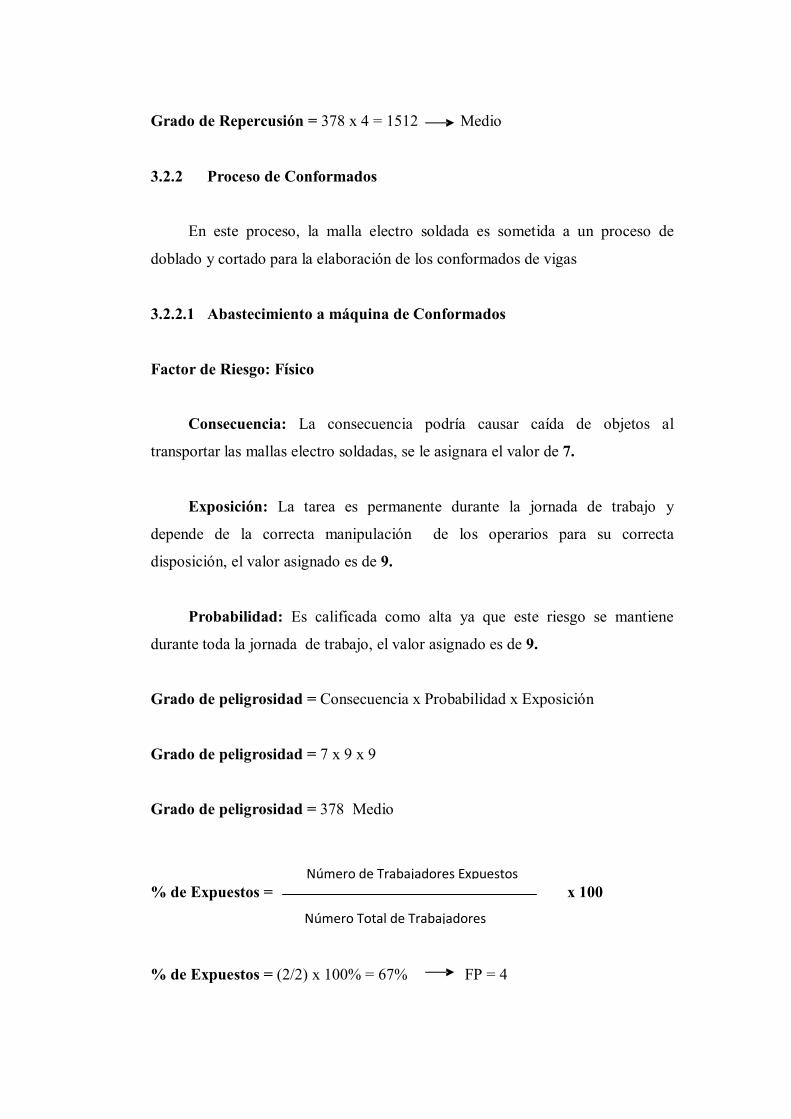
Grado de Repercusión = 378 x 4 = 1512 Medio
3.2.2 Proceso de Conformados
En este proceso, la malla electro soldada es sometida a un proceso de
doblado y cortado para la elaboración de los conformados de vigas
3.2.2.1 Abastecimiento a máquina de Conformados
Factor de Riesgo: Físico
Consecuencia: La consecuencia podría causar caída de objetos al
transportar las mallas electro soldadas, se le asignara el valor de 7.
Exposición: La tarea es permanente durante la jornada de trabajo y
depende de la correcta manipulación de los operarios para su correcta
disposición, el valor asignado es de 9.
Probabilidad: Es calificada como alta ya que este riesgo se mantiene
durante toda la jornada de trabajo, el valor asignado es de 9.
Grado de peligrosidad = Consecuencia x Probabilidad x Exposición
Grado de peligrosidad = 7 x 9 x 9
Grado de peligrosidad = 378 Medio
% de Expuestos = x 100
% de Expuestos = (2/2) x 100% = 67% FP = 4
Número de Trabajadores Expuestos
Número Total de Trabajadores
Grado de Repercusión = GP x FP
Grado de Repercusión = 378 x 4 = 1512 Medio
3.2.2.2 Elaboración de conformados de vigas
Factor de Riesgo: Físico
Consecuencia: Posible cortadura por manipulación o afectación de algún
miembro del cuerpo por una posible mala manipulación del material, se le
asignara el valor de 8.
Exposición: Se la considera como alta ya que el trabajador la realiza
durante toda su jornada de trabajo, el valor asignado es de 9.
Probabilidad: Es calificada como baja ya que este riesgo depende de la
habilidad y capacitación de los operarios, el valor asignado es de 7.
Grado de peligrosidad = Consecuencia x Probabilidad x Exposición
Grado de peligrosidad = 8 x 9 x 7
Grado de peligrosidad = 504 Medio
% de Expuestos = x 100
% de Expuestos = (2/2) x 100% = 100 % FP = 5
Grado de Repercusión = GP x FP
Número de Trabajadores Expuestos
Número Total de Trabajadores
Grado de Repercusión = 504 x 5 = 2520 Medio
3.2.2.3 Almacenamiento de Conformados de vigas
Factor de Riesgo: Físico
Consecuencia: La consecuencia podría causar caída de objetos al
transportar los conformados de vigas y al amarrarlas con alambrón, se le asignara
el valor de 5.
Exposición: La tarea es permanente durante la jornada de trabajo y
depende de la correcta manipulación de los operarios para su correcta
disposición, el valor asignado es de 8.
Probabilidad: Es calificada como alta ya que este riesgo se mantiene
durante toda la jornada de trabajo, el valor asignado es de 8.
Grado de peligrosidad = Consecuencia x Probabilidad x Exposición
Grado de peligrosidad = 5 x 8 x 8
Grado de peligrosidad = 320 Medio
% de Expuestos = x 100
% de Expuestos = (2/2) x 100% = 100% FP = 5
Grado de Repercusión = GP x FP
Grado de Repercusión = 320 x 5 = 1600 Medio
Número de Trabajadores Expuestos
Número Total de Trabajadores

Fuente N. T.de Expo Expo
Riesgo Cont. Cont. Cont.Fuente Medio Indiv.
Abastecimiento de materia
prima Riesgo físico AlturaCaída de objetos 1 3 x x 7 8 7 392 Medio 2 784 Bajo
Abastecimiento a máquina Beta SystemRiesgo físico Golpe Trauma 2 3 x x 7 10 7 490 Medio 4 1960 Medio
9 378 Medio 4 1512 Medio3 x
=
x 7 9
448 Medio 2 896 Bajaalmacenamien
to de producto terminado Riesgo físicoAltura
Caída de objetos 2
x
=
x 7 8 8
Verificación de caída de
varillaRiesgo químico Arco eléctrico
Alteración metabólica 1 3
P G.P Int. T1 FP G.R Int. T2Tarea o Actividad
Factor de Riesgo
Efectos posibles
Sistema Control Actual
C E
CUADRO # 11 PANORAMA DE FACTORES DE RIESGOS
PROCESO DE ELECTRO MALLA
Fuente: Departamento de Seguridad Industrial Andec Elaborado por: Vidal Bazurto Dillon
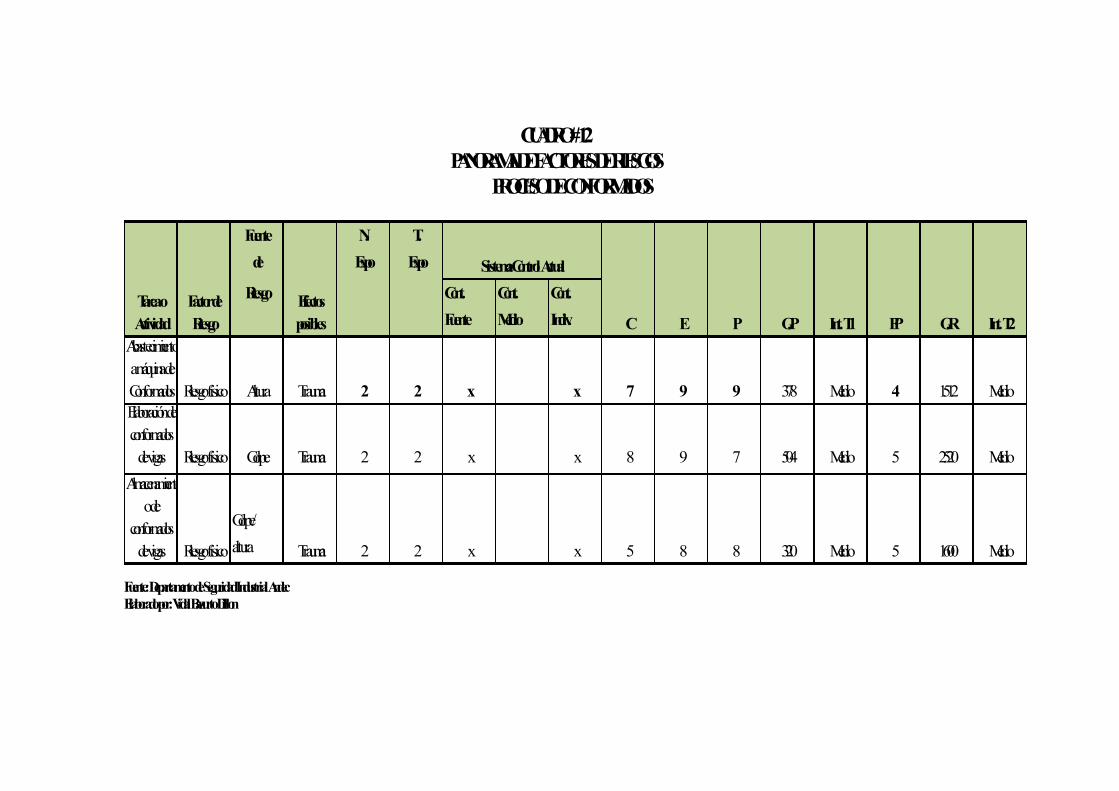
Fuente N. T.de Expo Expo
Riesgo Cont. Cont. Cont.Fuente Medio Indiv.
Elaboración de conformados de vigas Riesgo físico Golpe Trauma 2 2 x x 8 9 7 504 Medio 5 2520 Medio
Golpe/altura 320 Medio 5 1600 Mediox
=
x 5 8 8
378 Medio 4 1512 Medio
Almacenamiento de
conformados de vigas Riesgo físico Trauma 2 2
x
=
x 7 9 9
Abastecimiento a máquina de Conformados Riesgo físico Altura Trauma 2 2
P G.P Int. T1 FP G.R Int. T2Tarea o Actividad
Factor de Riesgo
Efectos posibles
Sistema Control Actual
C E
CUADRO # 12 PANORAMA DE FACTORES DE RIESGOS
PROCESO DE CONFORMADOS
Fuente: Departamento de Seguridad Industrial Andec Elaborado por: Vidal Bazurto Dillon
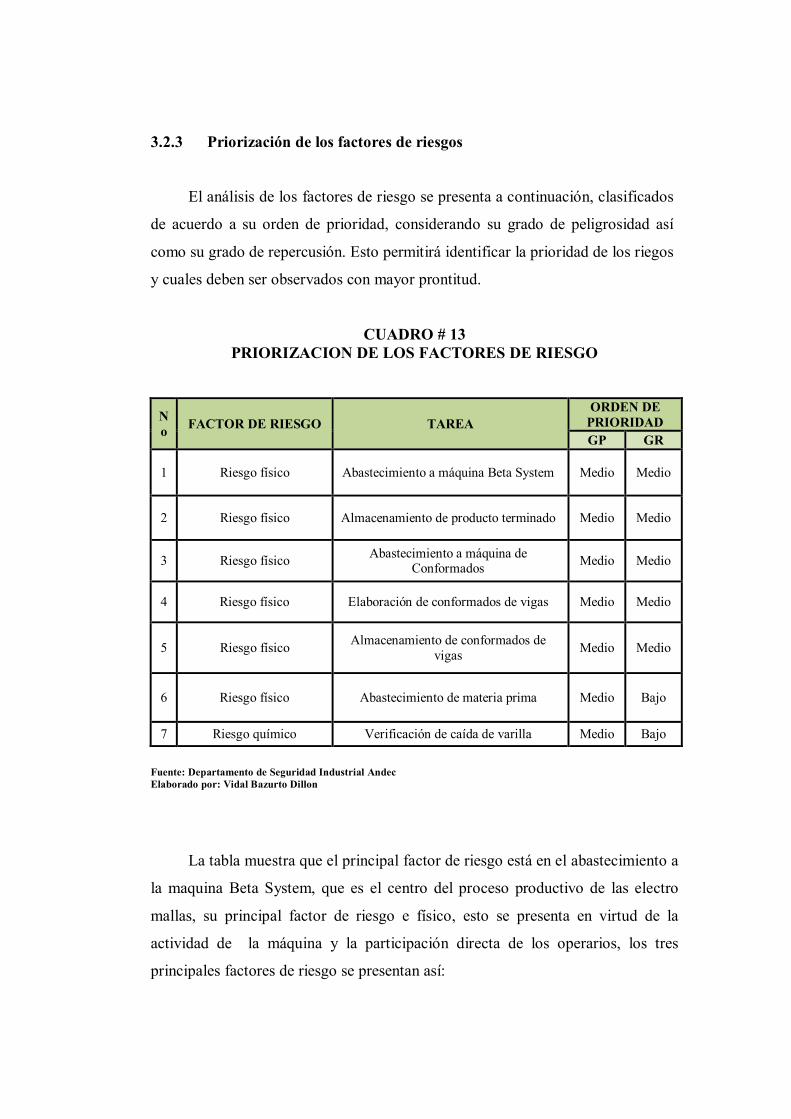
3.2.3 Priorización de los factores de riesgos
El análisis de los factores de riesgo se presenta a continuación, clasificados
de acuerdo a su orden de prioridad, considerando su grado de peligrosidad así
como su grado de repercusión. Esto permitirá identificar la prioridad de los riegos
y cuales deben ser observados con mayor prontitud.
CUADRO # 13 PRIORIZACION DE LOS FACTORES DE RIESGO
Fuente: Departamento de Seguridad Industrial Andec Elaborado por: Vidal Bazurto Dillon La tabla muestra que el principal factor de riesgo está en el abastecimiento a
la maquina Beta System, que es el centro del proceso productivo de las electro
mallas, su principal factor de riesgo e físico, esto se presenta en virtud de la
actividad de la máquina y la participación directa de los operarios, los tres
principales factores de riesgo se presentan así:
No FACTOR DE RIESGO TAREA
ORDEN DE PRIORIDAD GP GR
1 Riesgo físico Abastecimiento a máquina Beta System Medio Medio
2 Riesgo físico Almacenamiento de producto terminado Medio Medio
3 Riesgo físico Abastecimiento a máquina de Conformados Medio Medio
4 Riesgo físico Elaboración de conformados de vigas Medio Medio
5 Riesgo físico Almacenamiento de conformados de vigas Medio Medio
6 Riesgo físico Abastecimiento de materia prima Medio Bajo
7 Riesgo químico Verificación de caída de varilla Medio Bajo
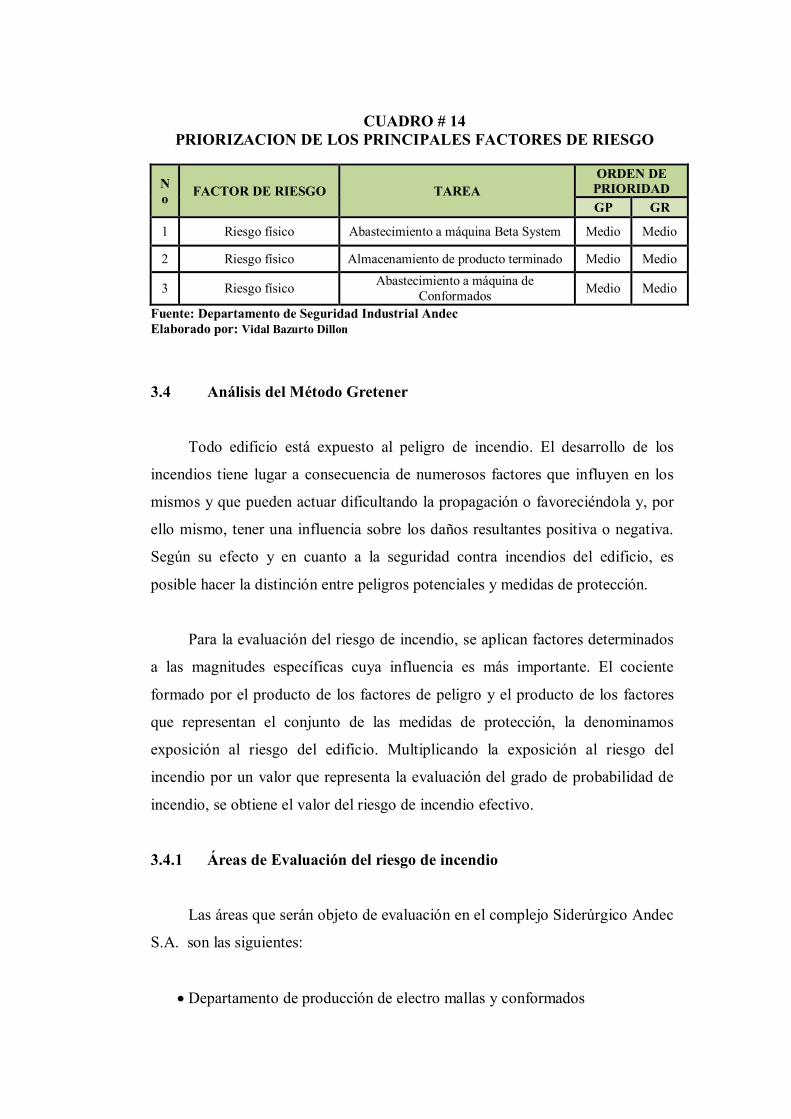
CUADRO # 14 PRIORIZACION DE LOS PRINCIPALES FACTORES DE RIESGO
No FACTOR DE RIESGO TAREA
ORDEN DE PRIORIDAD GP GR
1 Riesgo físico Abastecimiento a máquina Beta System Medio Medio
2 Riesgo físico Almacenamiento de producto terminado Medio Medio
3 Riesgo físico Abastecimiento a máquina de Conformados Medio Medio
Fuente: Departamento de Seguridad Industrial Andec Elaborado por: Vidal Bazurto Dillon
3.4 Análisis del Método Gretener
Todo edificio está expuesto al peligro de incendio. El desarrollo de los
incendios tiene lugar a consecuencia de numerosos factores que influyen en los
mismos y que pueden actuar dificultando la propagación o favoreciéndola y, por
ello mismo, tener una influencia sobre los daños resultantes positiva o negativa.
Según su efecto y en cuanto a la seguridad contra incendios del edificio, es
posible hacer la distinción entre peligros potenciales y medidas de protección.
Para la evaluación del riesgo de incendio, se aplican factores determinados
a las magnitudes específicas cuya influencia es más importante. El cociente
formado por el producto de los factores de peligro y el producto de los factores
que representan el conjunto de las medidas de protección, la denominamos
exposición al riesgo del edificio. Multiplicando la exposición al riesgo del
incendio por un valor que representa la evaluación del grado de probabilidad de
incendio, se obtiene el valor del riesgo de incendio efectivo.
3.4.1 Áreas de Evaluación del riesgo de incendio
Las áreas que serán objeto de evaluación en el complejo Siderúrgico Andec
S.A. son las siguientes:
· Departamento de producción de electro mallas y conformados

3.4.2 Desarrollo del Método de GRETENER
3.4.2.1 Nave industrial de elaboración de electro mallas
Superficie del compartimiento cortafuego
Largo: 220 m
Ancho: 16 m
Área: 3520 m²
Tipo de Construcción: Es del Tipo G: Construcción de gran superficie que
permite y facilita la propagación horizontal pero no la vertical del fuego.
3.4.2.2 Carga Térmica Mobiliaria (Qm)
El departamento de malla electro soldadas, se encuentra junto a la planta de
producción de electrosoldados por lo que se aproxima a una carga térmica
mobiliaria de 40MJ/m2. La carga térmica mobiliaria (q) para este valor seria
igual a 0,3. Los valores de Combustibilidad (c), la formación de humos (r),
peligro de corrosión/toxicidad (k), se los determinara en la tabla de Cargas
Térmicas Mobiliarias y factores de influencia para diversas actividades.
3.4.2.3 Carga de Incendio Inmobiliaria (i)
El piso de concreto y una nueva estructura metálica en la cual se desarrolla
la actividad de electro malla, presenta un factor de carga de incendio (i)
aproximado a 1.
3.4.2.4 Nivel de Planta Factor (e)
El departamento de electro malla, esta constituida por una estructura de una
sola planta sin divisiones, cuyo valor seria de 1, ya que la altura de la nave de
industrial es de 16m.

1475.1316220
===BI
3.4.2.5 Superficie del Compartimiento (g)
Depende de la superficie del compartimiento cortafuegos, con su relación
longitud / anchura del edificio. Para este caso la superficie del compartimiento
cortafuegos será de:
Con esta relación junto con el área de la planta (3520 m²), factor
dimensional es de 1.4.
Formula: Peligro Potencial (P) = qcrk*ieg Operación: Peligro Potencial (P) = (0.3 x 1.0 x 1.0 x 1.0) (1.0 x 1.0 x 1.4) Resultado: Peligro Potencial (P) = 0.42 Medidas Normales (N)
3.4.2.6 Extintores Portátiles (n1)
El área del departamento de electro malla, cuenta con 8 extintores, de los s
cuales 3 es de CO2 de 20 lbs. marca BADGER, 2 de CO2 de 15 lbs. marca
AMEREX, 1 de CO2 de 10 lbs. marca AMEREX y 2 de PQS de 20 lbs. marca
AMEREX. Por lo expuesto en la información indicada, se puede precisar que
cumple con los requerimientos establecidos por las normas legales locales de los
diferentes entes de control. En virtud de lo cual el valor a ser asignado debe ser
de 1.

3.4.2.7 Hidratantes Interiores BIE (n2)
El departamento de electro malla no cuenta con hidrantes interiores por lo
que le corresponde un valor de 0.8.
3.4.2.8 Fiabilidad de la aportación de agua (n3)
La empresa cuenta con un equipo de dos tanqueros de 10000 galones cada
uno para labores contraincendios. Cuentan con una bomba de 2 pulgadas de 1.5
caballos cada uno, pero son de carácter normales sin equipamiento especial
contra incendio. En virtud de lo analizado se le asigna un valor de 0.5, ya que el
departamento no cuenta con mangueras e hidrantes de aportación de agua.
3.4.2.9 Longitud de mangueras (n4)
En la planta se presenta un nulo aporte de manguera agua, por ello la
aportación de longitud de manguera es de 0.5
3.4.2.10 Personal Instruido (n5)
El área de electro malla y conformados, posee un registro de las
capacitaciones del personal nuevo en el proceso, así como, actualización
periódica de conocimientos de manejo de la maquinaria e inducción de
estrategias de Seguridad Industrial. De las personas capacitadas se eligen las más
capaces y que se encuentren en condiciones de activar los diferentes procesos con
que la empresa cuenta para esta gestión de Seguridad Industrial. En condiciones
normal de trabajo el área de electro soldado ha sido clasificado con 1 para la
reacción a cualquier evento de posible siniestro.
Formula: Medidas Normales (N) = n1 x n2 x n3 x n4 x n5 Operación: Medidas Normales (N) = 1 x 0.8 x 0.5 x 0.5 x 1 Resultado: Medidas Normales (N) = 0.2
3.4.3 Medidas Especiales (S)
3.4.3.1 Detección del Fuego (s1)
La estructura orgánica de la empresa, presenta la disponibilidad de un
Inspector de Seguridad Industrial y dos guardias de seguridad física, debidamente
equipados para generar cualquier tipo de alarma en caso de que se presente el
inicio de algún siniestro. Por tal motivo, se le asigna un valor de 1 a esta variable.
3.4.3.2 Transmisión de Alarmas (s2)
La sirena general de alarma se encuentra ubicada en un sitio estratégico y
en un lugar que siempre está custodiado por un encargado de ronda. Se le asigna
un valor de 1.05.
3.4.3.3 Disponibilidad de Bomberos Oficiales y de la empresa (s3)
El Complejo Siderúrgico Andec S.A., no presenta los servicios de un
cuerpo interno de rescate contra flagelos y siniestros de índole profesional de
modo que el valor asignado por esta variable es de 1.00.
3.4.3.4 Tiempo de Intervención de Bomberos Oficiales (s4)
El cuartel o destacamento de Bomberos de Guayaquil, más cercano, se
encuentra aproximadamente a 4 kilómetros del Complejo Siderúrgico, en la Av.
25 de Julio Cerca a la Base Naval Sur. Se estima que el tiempo de reacción de
este cuerpo profesional externo esta en el orden de los 8 minutos, tiempo
registrado en simulacros organizados anteriormente por la empresa, según consta
en registros de manejos de desastres del Departamento de Seguridad Industrial y
Salud Ocupacional de la empresa. En virtud de lo expuesto se le asigna el valor
de 1 a la variable indicada.
3.4.3.4 Instalación de extinción (s5)
La empresa no registra dispositivos de rociadores automáticos. El valor
asignado a esta variable de .1
3.4.3.5 Instalación y Evacuación de Humos (s6)
El valor asignado será de 1.0 Formula: Medidas Especiales (S) = s1 x s2 x s3 x s4 x s5 x s6 Operación: Medidas Especiales (S) = 1.05 x 1.05 x 1.0 x 1.0 x 1.0 x 1.0 Resultado: Medidas Especiales (S) = 1.10 3.4.4. Medidas Inherentes a la Construcción
3.4.4.1 Estructura Portante (f1)
En estructuras portantes cuya resistencia está basada en el factor de
resistencia al fuego F30/F60, de tal modo que se le asigna el valor de 1.20.
3.4.4.2 Fachadas (f2)
El área de la nave de electro soldado, cumple con la constante que la
ventana debe ser menor a las dos terceras partes de la altura de la planta, por tal
motivo el valor asignado a esta variable es de 1
3.4.4.3 Suelos y techos (f3)
La nave industrial del área de electro malla, cumple con el concepto
principal de resistencia al fuego, al ser de un solo piso y de hormigón resistente a
altas presiones de impacto y deformación, basada en la resistencia F30/F60, por
lo que se le asigna el valor de 1.
FSNP
..
44.110.12.042.0
XXB =
3.4.4.4 Superficie de Células Cortafuegos (f4)
En virtud que la superficie corta fuego es menor a 200m2 en edificios tipo
G, se le asigna el valor de 1.2, a la variable
Fórmula: Medidas Inherentes a la Construcción = f1 x f2 x f3 x f4 Operación: Medidas Inherentes a la Construcción = 1.20 x 1 x 1.05 x 1.20 Resultado: Medidas Inherentes a la Construcción = 1.51
3.5 Riesgo de Incendio Efectivo
Exposición al Riesgo (B) = /
B = 1.26 3.6 Peligro de activación (A) El cuadro de Cargas Térmicas Mobiliarias del Anexo 1, presenta un peligro de activación de 0.85. Formula: Riesgo de Incendio Efectivo (R) = B x A Operación: Riesgo de Incendio Efectivo (R) = 1.26 x 0.85 Resultado: Riesgo de Incendio Efectivo (R) = 1.13
RRu
3.7 Situación de Peligros para Personas (PH, E) Ante la indeterminación de un valor establecido para peligro para persona se le aplica el valor de 1. Formula: Riesgo de Incendio Aceptado (Ru) = Rn x PH, E Operación: Riesgo de Incendio Aceptado (Ru) = 1.13 x 1 Resultado: Riesgo de Incendio Aceptado (Ru) = 1.13 Seguridad Contraincendios (y) = Seguridad Contraincendios (y) = 1.03

0,311111
1,40,42
10,80,50,51
0,21,051,05
1111
1,101,21
1,05
1,2
1,511,26
11,26
11,3
1,03
g Superficie del CompartimientoP PELIGRO POTENCIAL qcrk x ie g
EVALUACIÓN ACTUAL DE LOS RIESGOS DE INCENDIO EN LA EM PRESA ANDEC UTILIZANDO EL MÉTODO DE GRETENER
EDIFICIO: ANDEC LUGAR: GUAYAQUILParte de l Edificio: Planta de electrosoldados Variante : Actual
TIPO DE CONCEPTOq Carga termica Mobiliariac Combustibilidad
Compartimie nto: 1Tipo de Edificio: G
I = 220 m B= 15 mA/B = 3520 m2 I/B = 14,6
r Peligro de Humusk Peligro de Corrosioni Carga Termica Inmobiliariae Nivel de Planta
Qm = 40
n1…… .n5N M EDIDAS NORM ALESs1 Deteccion de Fuegos2 Transmision de Alarma
n1 Extintores Portatilesn2 Hidratantes Interiores BIEn3 Fuentes de Agua Fiabilidadn4 Conductos Transporte de Aguasn5 Personal Instruido en Extintores
s3 Disponibilidad de Bombeross4 Tiempo para Intervencions5 Instalacion de Extintoress6 Instalacion Evacuacion Humos
S M EDIDAS ESPECIALES s1…… .s6F <f1 Estructura Portante
f2 Fachadasf3 Forjados * Separacion de Plantas * Comunicaciones Verticalesf4 Dimensiones de las Celulas * Superficies Vidriadas
F M EDIDAS EN LA CONSTRUCCION f1…… .f4
F <F <
AZAF/AZ
B Exposicion al RiesgoA Peligro de Activacion
R RIESGO DE INCENDIO EFECTIVO B x A
P / N*S*F
y > 1 SUFICIENTE
PH,E Situacion de Peligro para Personas Ru Riesgo de Incendio Aceptado
y SEGURIDAD CONTRAINCENDIO Ru / RRu = 1,3 x PH,E
PH,E
CUADRO # 15 TABLA DE EVALUACION DEL METODO DE GRETENER
Fuente: Departamento de Seguridad Industrial Andec Elaborado por: Vidal Bazurto Dillon

CAPITULO IV
PROPUESTA TÉCNICA PARA LA RESOLUCIÓN DE LAS OPORTUNIDADES DE MEJORA
ENCONTRADA 4.1 Introducción
La propuesta estará orientada a garantizar el normal desarrollo de las
actividades industriales del personal de área de Electro Malla, de modo que
cumplan con las normativas legales vigentes. La propuesta a cada uno de los
principales factores de riegos, estará basada en los parámetros establecidos por
los lineamientos generales de la Seguridad Industria y sus Técnicas de
Prevención.
4.2 Propuesta técnica
A continuación se presentan los principales factores de riesgos encontrados
en el análisis de Riesgo del departamento de Electro Malla. Su estandarización
determino una escala de importancia por lo que quedaron de la siguiente manera:
Área: Electro soldado Tarea: Abastecimiento a máquina Beta System Factor de Riesgo: Físico
CUADRO # 16 FACTOR DE RIESGO EN MAQUINA BETA SYSTEM
No FACTOR DE RIESGO TAREA
ORDEN DE PRIORIDAD
GP GR
1 Riesgo físico Abastecimiento a máquina Beta System Medio Medio
Fuente: Departamento de Seguridad Industrial Andec Elaborado por: Vidal Bazurto Dillon
La característica principal de riesgo a la que son sometidos los obreros en
ésta área, es a posibles cortaduras en sus manos, así como posibles caídas por la
rapidez de la operación de la maquina. Una de las principales acciones para la
mejora de la actividad es mantener una adecuada organización del área así como
una correcta limpieza de materiales y desechos. Es indispensable el uso correcto
de los equipos de protección personal en vista el alto índice de probabilidad de
ocurrencia de un evento inseguro.
Rotular el área con información de operación de la máquina de electro
soldado y sus posibles acciones ante eventos inseguros de operación.
Mantener actualizados al grupo operarios, con información de las
principales Normas vigentes sobre seguridad y salud ocupacional vigente, sus
implicaciones y alcance. De modo que la capacitación sea un factor predominante
en acciones de intervención contra flagelos.
Área: Electrosoldado-conformado Tarea: Almacenamiento de producto terminado Factor de Riesgo: Físico
CUADRO # 17 FACTOR DE RIESGO EN ALMACENAMIENTO DE PRODUCTO
TERMINADO
No FACTOR DE RIESGO TAREA
ORDEN DE PRIORIDAD GP GR
2 Riesgo físico Almacenamiento de producto terminado Medio Medio
Fuente: Departamento de Seguridad Industrial Andec Elaborado por: Vidal Bazurto Dillon
Luego del proceso de electro soldado, se presenta una disposición
inadecuada del producto terminado, su almacenamiento se realiza junto al área de
conformado de vigas, en el cual están permanentemente dos operarios. La
propuesta es reubicación del área de conformado y que su abastecimiento sea en
proporciones de acuerdo a la demanda de producto.
Realizar un plan de capacitación en materia de Seguridad Proactiva.
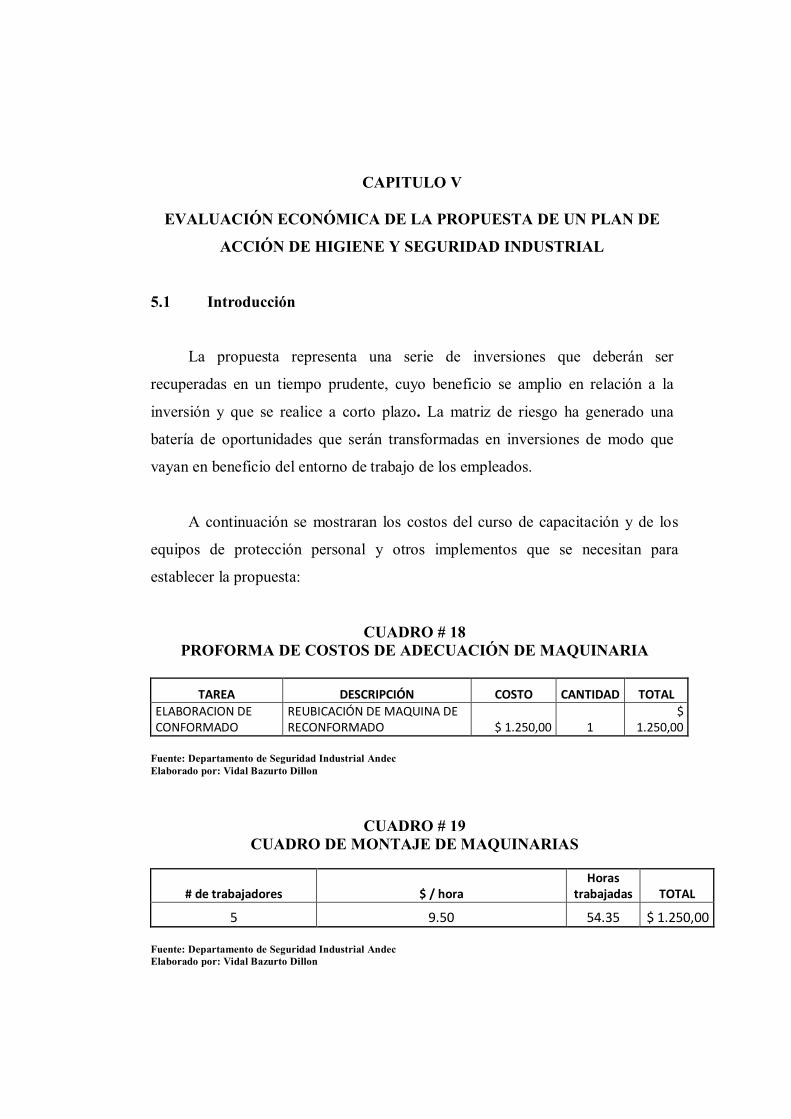
CAPITULO V
EVALUACIÓN ECONÓMICA DE LA PROPUESTA DE UN PLAN DE
ACCIÓN DE HIGIENE Y SEGURIDAD INDUSTRIAL
5.1 Introducción
La propuesta representa una serie de inversiones que deberán ser
recuperadas en un tiempo prudente, cuyo beneficio se amplio en relación a la
inversión y que se realice a corto plazo. La matriz de riesgo ha generado una
batería de oportunidades que serán transformadas en inversiones de modo que
vayan en beneficio del entorno de trabajo de los empleados.
A continuación se mostraran los costos del curso de capacitación y de los
equipos de protección personal y otros implementos que se necesitan para
establecer la propuesta:
CUADRO # 18 PROFORMA DE COSTOS DE ADECUACIÓN DE MAQUINARIA
TAREA DESCRIPCIÓN COSTO CANTIDAD TOTAL
ELABORACION DE CONFORMADO
REUBICACIÓN DE MAQUINA DE RECONFORMADO $ 1.250,00 1
$ 1.250,00
Fuente: Departamento de Seguridad Industrial Andec Elaborado por: Vidal Bazurto Dillon
CUADRO # 19 CUADRO DE MONTAJE DE MAQUINARIAS
# de trabajadores $ / hora Horas
trabajadas TOTAL
5 9.50 54.35 $ 1.250,00 Fuente: Departamento de Seguridad Industrial Andec Elaborado por: Vidal Bazurto Dillon
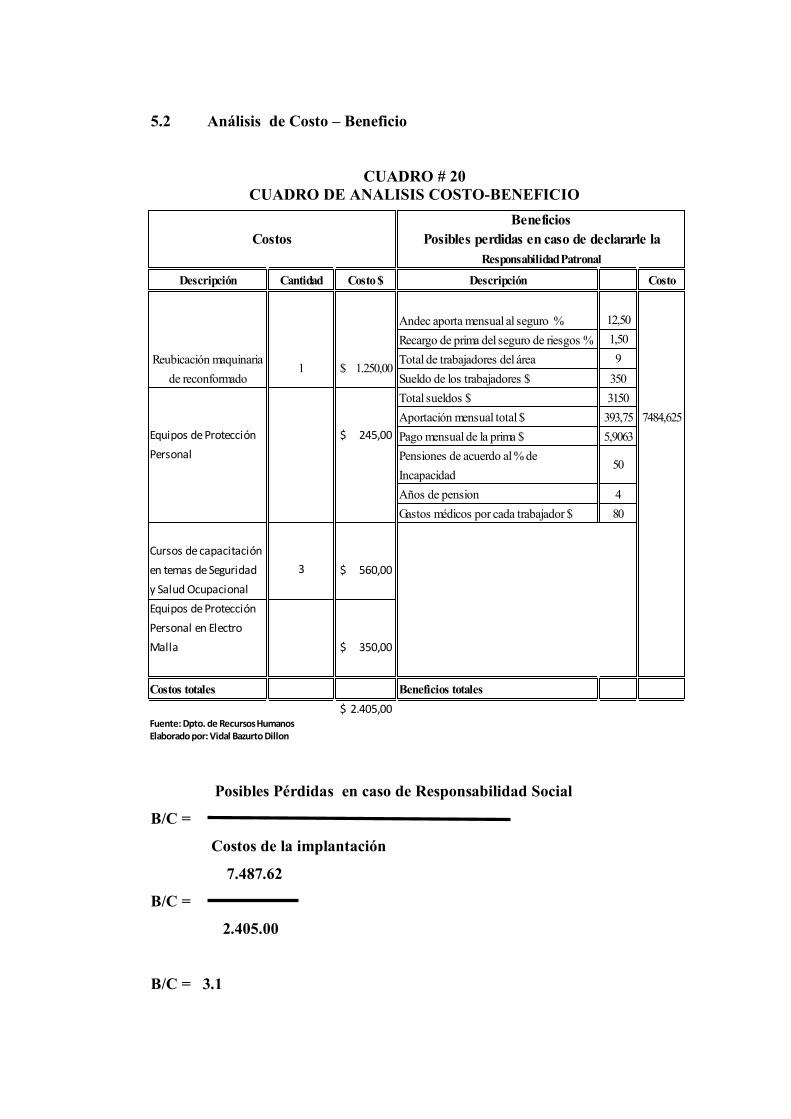
Descripción Cantidad Costo $ Descripción Costo
Andec aporta mensual al seguro % 12,50
Recargo de prima del seguro de riesgos % 1,50Reubicación maquinaria Total de trabajadores del área 9
de reconformado Sueldo de los trabajadores $ 350 Total sueldos $ 3150
Aportación mensual total $ 393,75 7484,625Equipos de Protección 245,00$ Pago mensual de la prima $ 5,9063Personal Pensiones de acuerdo al % de
IncapacidadAños de pension 4Gastos médicos por cada trabajador $ 80
Cursos de capacitación
en temas de Seguridad 3 560,00$
y Salud Ocupacional
Equipos de Protección
Personal en Electro
Malla 350,00$
Costos totales Beneficios totales2.405,00$
Fuente: Dpto. de Recursos HumanosElaborado por: Vidal Bazurto Dillon
50
Posibles perdidas en caso de declararle laResponsabilidad Patronal
Beneficios Costos
1 1.250,00$
5.2 Análisis de Costo – Beneficio
CUADRO # 20 CUADRO DE ANALISIS COSTO-BENEFICIO
Posibles Pérdidas en caso de Responsabilidad Social
B/C =
Costos de la implantación
7.487.62
B/C =
2.405.00
B/C = 3.1
CAPITULO VI
CONCLUSIONES Y RECOMENDACIONES
6.1.- Introducción
Del análisis de Riesgo del área de Electro Soldado, se obtuvo como
resultado que los factores de riesgos mecánicos y físicos, son los accidentes más
frecuentes, cortadura en las manos, traumatismo y cuerpo extraño en la vista, así
como posibles caídas por la rapidez de las operación de la maquina.
Las medidas de seguridad y salud en el trabajo, requieren una inversión
inicial de $ 2.405.00, utilizados en capacitación y compra de equipos de
seguridad y es importante la adquisición de unos maderos que tengan las medidas
estándar para mejorar el almacenamiento de la materia prima.
6.2.- Recomendaciones
Se recomienda a la organización que invierta en la solución propuesta en
esta investigación, debido a que los indicadores técnicos y económicos indican
factibilidad.
A través de la formación y capacitación del talento humano en materia de
Seguridad y Salud en el trabajo, en especial a lo referente a la seguridad de riesgo
mecánico y físicos.
La seguridad y salud en el trabajo permite mejorar los niveles de
productividad de una organización, permitiéndole ser más competitiva en el
mercado, a lo que se suma el mejoramiento de la imagen de la empresa y a la
reducción de pérdidas.


ANEXO # 1
RODRÍGUEZ YÉPEZ CLEMENTE SERAPIO CLEFI DEL ECUADOR R.U.C 09059804210001
Guantes Industriales, Cinturones Lindero y Chaquetones de Bomberos Dirección: Sauces 7 Maz. 391 Villa 14 Telf.: 2645932 Cel.:094257186
Guayaquil – Ecuador PROFORMA N° 000235 Fecha: 17 de noviembre de 2010 Ciudad: Guayaquil Cliente: ANDEC R.C.U.: 0990001340001 Dirección: Av. Raúl Clemente Huerta Telf.: Cant. D E S C R I P C I O N V.
Unitario Valor Total
400
Guantes de Operador 3.10
325.00
Nota: Precios mas I.V.A Total 1,240.00
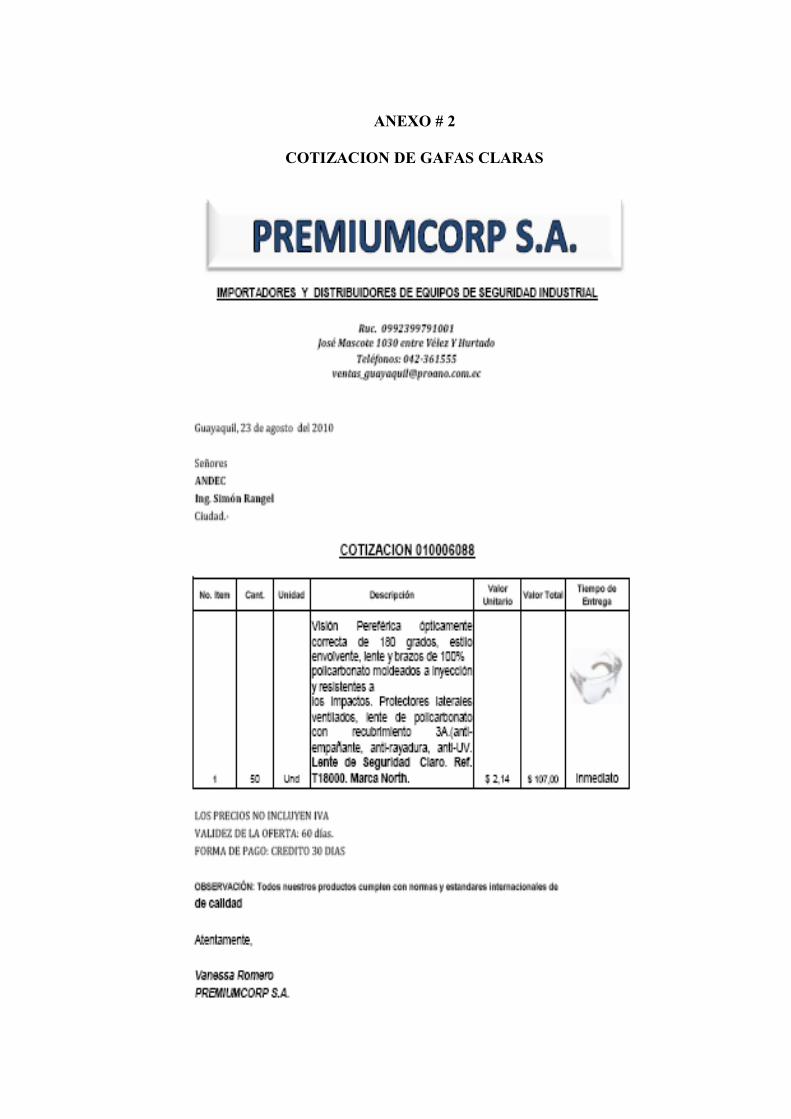
ANEXO # 2
COTIZACION DE GAFAS CLARAS

ANEXO # 3
PROFORMA DE CASCOS Y MASCARILLA
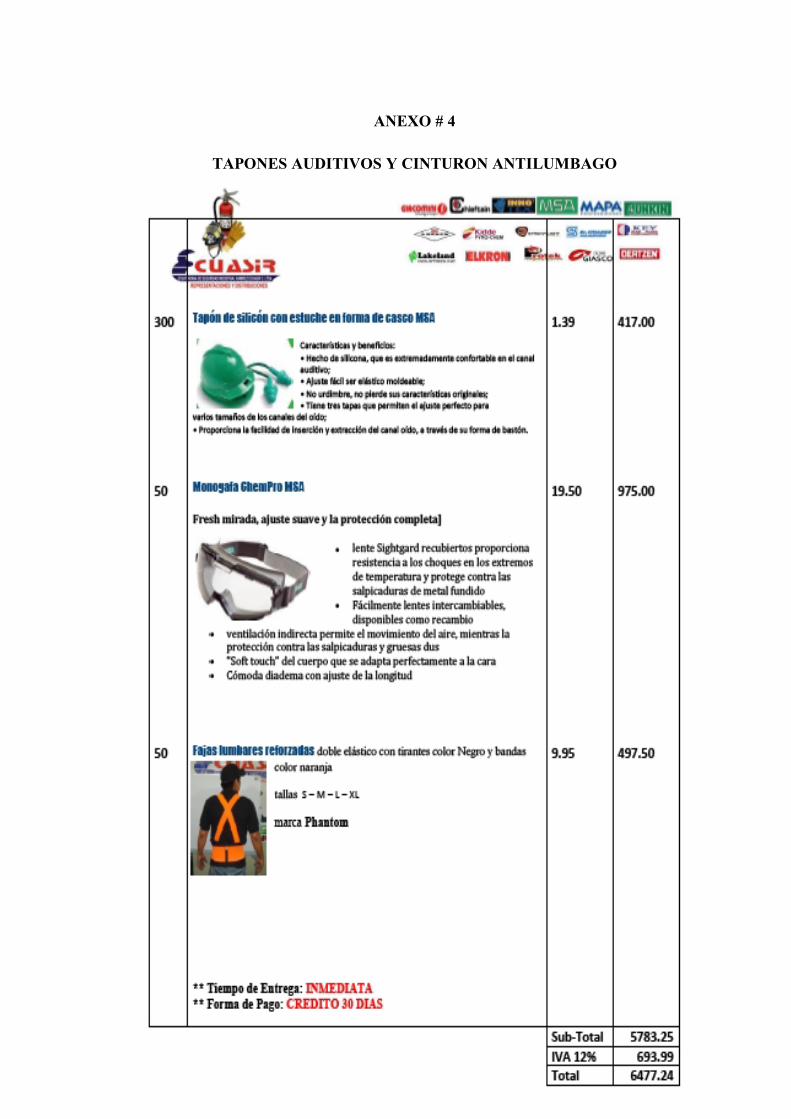
ANEXO # 4
TAPONES AUDITIVOS Y CINTURON ANTILUMBAGO
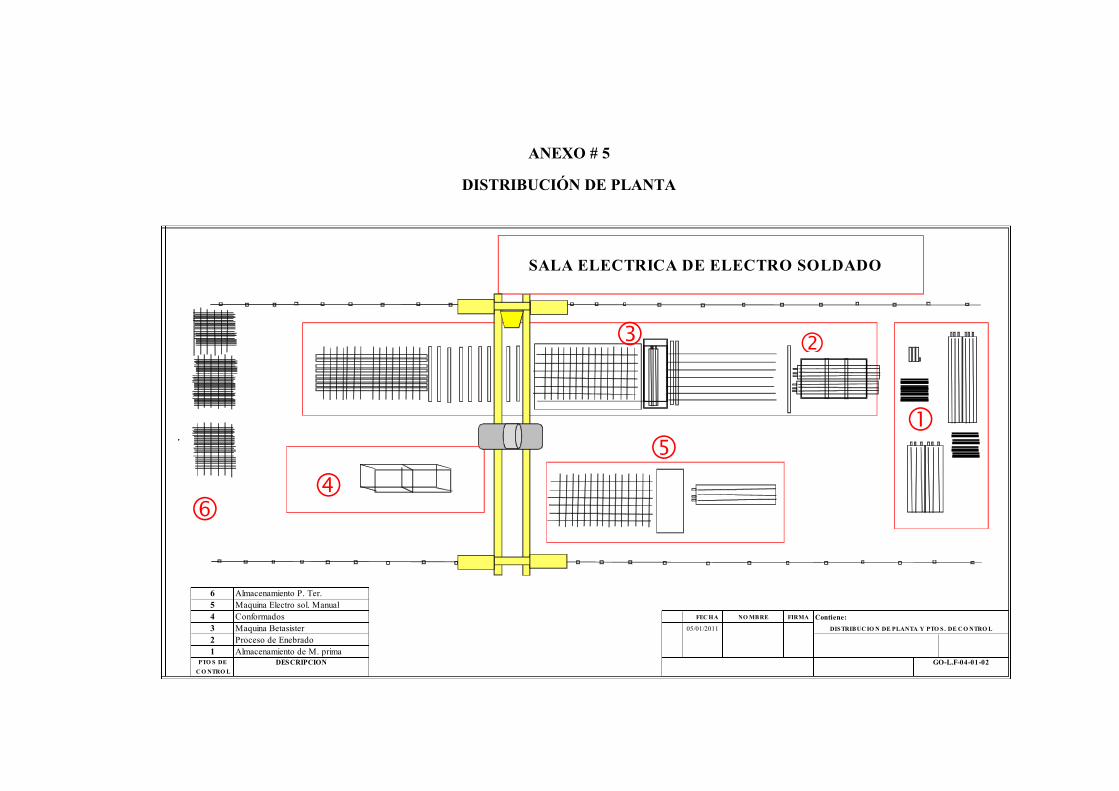
ANEXO # 5
DISTRIBUCIÓN DE PLANTA
6 Almacenamiento P. Ter.5 Maquina Electro sol. Manual4 Conformados FEC HA NO MBRE FIRMA Contiene:3 Maquina Betasister DIS TRIBUC IO N DE PLANTA Y PTO S . DE C O NTRO L
2 Proceso de Enebrado1 Almacenamiento de M. prima
PTO S DE DESCRIPCION GO-L.F-04-01-02 C O NTRO L
SALA ELECTRICA DE ELECTRO SOLDADO
05/01/2011
�
�
�
Almacenamiento Temporal
�
�
�


















