UNIVERSIDAD DE GUAYAQUIL FACULTAD DE INGENIERÍA...
95
UNIVERSIDAD DE GUAYAQUIL FACULTAD DE INGENIERÍA INDUSTRIAL DEPARTAMENTO ACADÉMICO DE TITULACIÓN TRABAJO DE TITULACIÓN PREVIO A LA OBTENCIÓN DEL TÍTULO DE INGENIERO INDUSTRIAL ÁREA SISTEMAS INTEGRADOS DE GESTIÓN TEMA “ESTUDIO ERGONÓMICO EN EL PROCESO DE ENSAMBLAJE DEL BLOQUE CONTRAPESO EN LA FABRICACIÓN DE COCINAS EN LA EMPRESA MABE ECUADOR S.A.” AUTOR LUZURIAGA RAMÓN LUIS ALBERTO DIRECTOR DEL TRABAJO ING. IND. UGALDE VICUÑA JOSÉ WILLIAM, Mg. 2017 GUAYAQUIL – ECUADOR
Transcript of UNIVERSIDAD DE GUAYAQUIL FACULTAD DE INGENIERÍA...
UNIVERSIDAD DE GUAYAQUIL FACULTAD DE INGENIERÍA INDUSTRIAL
DEPARTAMENTO ACADÉMICO DE TITULACIÓN
TRABAJO DE TITULACIÓN PREVIO A LA OBTENCIÓN DEL TÍTULO DE
INGENIERO INDUSTRIAL
ÁREA SISTEMAS INTEGRADOS DE GESTIÓN
TEMA
“ESTUDIO ERGONÓMICO EN EL PROCESO DE ENSAMBLAJE DEL BLOQUE CONTRAPESO EN LA
FABRICACIÓN DE COCINAS EN LA EMPRESA MABE ECUADOR S.A.”
AUTOR
LUZURIAGA RAMÓN LUIS ALBERTO
DIRECTOR DEL TRABAJO ING. IND. UGALDE VICUÑA JOSÉ WILLIAM, Mg.
2017
GUAYAQUIL – ECUADOR

ii
DECLARACIÓN DE AUDITORÍA
“La responsabilidad del contenido de este trabajo de Titulación, me corresponde exclusivamente; y el patrimonio intelectual del mismo a la
Facultad de Ingeniería Industrial de la Universidad de Guayaquil”
Luzuriaga Ramón Luis Alberto
C.C.: 0705288769

iii
DEDICATORÍA
Dedico este proyecto de tesis a Dios y a mis padres. A Dios porque ha estado conmigo a cada paso que doy, cuidándome y dándome fortaleza
para continuar, a mis padres, quienes a lo largo de mi vida han velado por
mi bienestar y educación siendo mi apoyo en todo momento. Depositando
su entera confianza en cada reto que se me presentaba sin dudar ni un solo
momento en mi inteligencia y capacidad. A mi esposa, quien me ha
apoyado incondicionalmente en las buenas y en las malas. Es por ellos que soy lo que soy ahora. Los amo con mi vida.

iv
AGRADECIMIENTO
Quiero agradecer primeramente a Dios por su gran amor y sabiduría, a mis
padres porque ellos estuvieron en los días difíciles de mi vida como estudiante, a todos mis profesores que me enseñaron a superarme como
estudiante y a mi esposa que me ha brindado su amor, cariño, respeto y
apoyo en todo momento.
Estoy seguro que mis metas sin todos ustedes no podrán dar frutos en el
futuro y por ende debo de esforzarme cada día más para ser mejor persona, mejor hijo, mejor esposo y mejor profesional, gracias nuevamente a todos
ustedes.

v
ÍNDICE GENERAL
No. Descripción Pág. PRÓLOGO 1
CAPÍTULO I
INTRODUCCIÓN
No. Descripción Pág.
1.1. Antecedentes 2
1.1.1. Objeto de estudio 2
1.1.2. Campo de acción 4
1.2. Justificativo 5
1.2.1. Situación Problemática 5
1.2.2. Clasificación Industrial CIIU 4 Ecuador 6
1.2.3. Productos que manufactura 8
1.2.4. Delimitación del Problema 8
1.2.5. Formulación del Problema 8
1.2.6. Causas del Problema 9
1.3. Objetivos 9
1.3.1. Objetivos Generales 9
1.3.2. Objetivos Específicos 9
1.4. Marco Teórico 9
1.4.1. Marco Histórico 10
1.4.2. Marco Conceptual 13
1.4.2.1. Importancia de la Ergonomía 13
1.4.2.2. Factores ergonómicos 13
1.4.2.2.1. Movimientos repetitivos 13
1.4.2.2.2. Manipulación de cargas (MMC) 14
1.4.2.2.3. Posturas forzadas 16

vi
No. Descripción Pág. 1.4.3. Marco Referencial 18
1.4.3.1. Términos utilizados en Seguridad y Salud Ocupacional 19 1.5. Marco Metodológico 23
1.6. Marco Legal 29
1.6.1. Reglamento del Seguro de Riesgos del Trabajo 29
1.6.2. Reglamento de Seguridad y Salud de los Trabajadores
y mejoramiento del Medio ambiente de Trabajo 30
1.7. La Empresa 30
1.7.1. Datos Generales 30
1.7.1.1 Ubicación Geográfica 31
1.7.1.2. Sistema Organizacional 31
1.7.1.3. Productos 32
1.7.1.4. Servicios 32 1.7.2. Recursos 33
1.7.2.1. Recursos Humanos 33
1.7.2.2. Recursos Tecnológicos 34
1.7.3. Procesos 36
1.7.3.1 Mapa de Procesos 36
1.7.3.2. Diagrama de Flujo de operaciones 37 1.7.3.4. Indicadores de gestión 38
CAPÍTULO II
SITUACIÓN ACTUAL
No. Descripción Pág. 2.1. Compromiso Institucional con la Seguridad Industrial 39
2.2. Análisis de los puestos de trabajo 39
2.2.1. Matriz de Identificación de riesgos 41
2.2.2. Indicadores de Gestión de Seguridad Industrial 41
2.3. Evaluación de riesgos: Método RULA 42
2.4. Resultados de la evaluación 46
2.5. Análisis y diagnóstico 47

vii
No. Descripción Pág. 2.5.1. Diagrama Causa-Efecto 47
2.5.2. Impacto económico de los problemas detectados 49 2.5.3. Diagnóstico Situación actual 51
CAPÍTULO III
PLANTEAMIENTO DE LAS SOLUCIONES
No. Descripción Pág. 3.1. Análisis de los resultados de la evaluación ergonómica 52
3.2. Análisis del riesgo de los trabajadores 53 3.3. Propuesta del Plan de mejoras ergonómicas 55
3.4. Análisis económico del Plan de mejoras ergonómicas 56
3.5. Planificación de las mejoras ergonómicas 57
3.6. Factibilidad del Plan de mejoras ergonómicas 59
3.7. Conclusiones y Recomendaciones 59 3.7.1. Conclusiones 59
3.7.2. Recomendaciones 61
ANEXOS 62
BIBLIOGRAFÍA 80

viii
ÍNDICE DE TABLAS
No. Descripción Pág. 1 Modelos de cocinas de inducción que fabrica Mabe 6
2 Modelos de cocinas a gas que fabrica Mabe 7
3 Factores de riesgo de la MMC 15
4 Distribución del personal de Mabe S.A. 34
5 Maquinarias y Equipos de Metalistería 35
6 Maquinarias y Equipos de acabados 35
7 Equipos de Ensamble 36
8 Lista de Indicadores 38
9 Valores invertidos en la salud de los trabajadores 50
10 Cálculo de la sanción de responsabilidad patronal 51 11 Impacto total de problemas detectados 51
12 Clasificación de riesgos 52
13 Inconvenientes ergonómicos 53
14 Resultado de la evaluación ergonómica Rula 55
15 Costos para el Plan de mejoras ergonómicas 56
16 Resumen del crédito bancario 57 17 Plan de mejoras ergonómicas 58

ix
ÍNDICE DE IMÁGENES
No. Descripción Pág. 1 Bloque contrapeso 8
2 Movimientos repetitivos 14
3 Inclinación lateral y rotación axial 17
4 Pronación, suspinación, flexión y extensión 17
5 Flexión, extensión, desviación ulnar y desviación
radial.
18
6 Ubicación de Mabe Ecuador S.A. 31
7 Equipo de Serviplus 33
8 Formato para evaluar Puestos de trabajo 40
9 Malas posturas del operario 43 10 Análisis de brazo, antebrazo, muñeca 43
11 Análisis de cuello, tronco, piernas 45
12 Bloque contrapeso 48
13 Postura ensamble Bloque contrapeso 48
14 Estación de trabajo ensamble bloque contrapeso 49

x
ÍNDICE DE DIAGRAMAS
No. Descripción Pág. 1 Organigrama de Mabe Ecuador S.A. 32
2 Mapa de procesos Mabe Ecuador 36
3 Diagrama Causa-Efecto 47

xi
ÍNDICE DE ANEXOS
No. Descripción Pág. 1 Norma INEN: NTE INEN 2259 63
2 Resolución C.D. 513: Reglamento del Seguro General
de Riesgos del Trabajo 64
3 Decreto Ejecutivo 2393: Reglamento de Seguridad y
Salud de los Trabajadores y Mejoramiento del Medio
Ambiente de Trabajo. 67
4 Diagrama de Proceso de Mabe Ecuador 70
5 Evaluación RULA 71
6 Resolución C.D.513: Reglamento del Seguro General
del Riesgos del Trabajo 78 7 Proforma para el Plan de mejoras ergonómicas 79
xii
AUTOR: LUZURIAGA RAMÓN LUIS ALBERTO TÍTULO: ESTUDIO ERGONÓMICO EN EL PROCESO DE
ENSAMBLAJE DEL BLOQUE CONTRAPESO EN LA FABRICACIÓN DE COCINAS EN LA EMPRESA MABE ECUADOR S.A.
DIRECTOR: ING. IND. UGALDE VICUÑA JOSÉ WILLIAM, Mg
RESUMEN
El proyecto de investigación tiene como objetivo minimizar o eliminar una condición de riesgo ergonómico en el proceso de ensamble del bloque contrapeso para la fabricación de cocinas en Mabe esto debido a que varios operarios estaban presentando molestias musculo-esqueléticas que afectaban su capacidad productiva. En este puesto de trabajo no se ha realizado ninguna evaluación de ergonomía, esto llevo a que se comience a investigar y sugerir un plan para disminuir o eliminar este riesgo ergonómico. Con estos antecedentes se decidió empezar con una evaluación ergonómica mediante el método RULA (Rapid Upper Limb Assessment), este es un método práctico de aplicación y evaluación. Dentro de las actividades productivas que realizan los operarios que ensamblan el bloque contrapeso se observan movimientos inadecuados al manipular ese material, esto representa demanda física alta por el peso, los movimientos repetitivos, por lo tanto tienen más exposición a los riesgos ergonómicos. El desarrollo de la investigación empezó por la observación directa del operario y sus actividades que realiza para este proceso, se grabaron videos y se tomaron imágenes durante el tiempo de operación, estas mismas se utilizaron para aplicar el método de evaluación ergonómica.
PALABRAS CLAVES: Ergonómico, Rula, Evaluación, Capacitación,
Riesgo, Movimientos repetitivos, Implementación Seguridad y Salud Ocupacional.
Luzuriaga Ramón Luis Alberto Ing. Ind. Ugalde Vicuña José William, MGs C.C. 0705288769 Director del Trabajo

xiii
AUTHOR: LUZURIAGA RAMÓN LUIS ALBERTO SUBJECT: ERGONOMIC STUDY IN THE ASSEMBLY PROCESS OF
COUNTERWEIGHT BLOCK IN THE KITCHENS MANUFACTURE COMPANY MABE ECUADOR S.A.
DIRECTOR: IND. ENG. UGALDE VICUÑA JOSÉ WILLIAM, Mg
ABSTRACT
The research project aims to minimize or eliminate an ergonomic risk condition in the assembly process of the counterweight block for the manufacture of kitchens in Mabe this because several operators presenting musculoskeletal discomforts affecting their productive capacity. No ergonomics assessment has been carried out at this workplace, and this has led to the investigation, and suggests the implementation of a plan to reduce or eliminate this ergonomic risk. With this background it was decided to start with an ergonomic evaluation using the Rapid Upper Limb Assessment (RULA) method, this is a practical method of application and evaluation. Within the productive activities carried out by the workers who assemble the counterweight block, inadequate movements are observed when manipulating this material, this represents high physical demand due to weight, repetitive movements, therefore they have more exposure to ergonomic risks. The development of the research began with the direct observation of the operator and activities performed for this process, videos were recorded and images were taken during the operation time, these were used to apply the ergonomic evaluation method.
KEY WORDS: Ergonomics, RULA, Evaluation, Training, Risk,
Repetitive movements, Implementation, Safety and Occupational Health
Luzuriaga Ramón Luis Alberto Ind. Eng. Ugalde Vicuña José William, Mg I.D.: 0705288769 Director of Work
PRÓLOGO
El presente trabajo es un estudio ergonómico en el proceso de
ensamblaje del bloque contrapeso en la fabricación de cocinas en la
empresa Mabe Ecuador S.A., se determinó la importancia que da la
empresa para minimizar o eliminar riesgos en estaciones de trabajo, también se hallaron diferentes conceptos del significado de ergonomía de
algunos autores y se tomó de referencia algunos métodos de evaluación
ergonómicos como JSI, RULA, OWAS, EPR, REBA, GINSHT, etc., también
el reglamento del Seguro General de Riesgos del Trabajo, el Decreto
Ejecutivo 2393: Reglamento de Seguridad y Salud de los Trabajadores y
Mejoramiento del Medio Ambiente de Trabajo.
En el Capítulo II se observa la situación actual del puesto de trabajo
mencionado donde Mabe tiene un formato de evaluación de puestos de
trabajo llamado ERS (evaluación de riesgos de seguridad) que es donde se
explica claramente que acciones debe de hacer el operario en el puesto de
trabajo y se elige el método RULA que se orienta hacia la revisión de posturas en condiciones de trabajo que generan fatiga, esto sirve para
evaluar la estación del ensamble contra peso. Se obtiene los resultados de
la evaluación y se realiza un análisis y diagnóstico, por último, se detalla el
impacto económico de los problemas detectados.
En el Capítulo III se plantean soluciones que bajen o se eliminen los
riesgos en la estación de trabajo de estudio, que dentro del resultado la
clasificación de riesgos resulta una puntuación de 7+ y un nivel de acción
4, indicando que se necesita corregir la postura de manera inmediata, luego
se calcula costos para las mejoras y construyendo un plan de trabajo para
mejorar las condiciones de los operarios que trabajan en estas estaciones.

CAPÍTULO I INTRODUCCIÓN
1.1 Antecedentes
1.1.1 Objeto de estudio
Pedro Mondelo (2012), en su libro Ergonomía 1 Fundamentos
manifiesta un antecedente de la ergonomía como se describe:
El término ergonomía proviene de las palabras
griegas ergon (trabajo) y nomos (ley o norma); la primera referencia a la ergonomía aparece recogida en el libro del polaco Wojciech Jastrzebowki (1857) titulado Compendio de Ergonomía o de la ciencia del trabajo basada en verdades tomadas de la naturaleza, que según traducción de Pacaud (1974) dice: “para empezar un estudio científico del trabajo y elaborar una concepción de la ciencia del trabajo en tanto que disciplina, no debemos supeditarla en absoluto a otras disciplinas científicas,… para que esta ciencia del trabajo, que entendemos en el sentido no unilateral del trabajo físico, de labor, sino de trabajo total, recurriendo simultáneamente a nuestras facultades físicas, estéticas, racionales y morales…”. (p. 61)
La ergonomía en los últimos años ha suscitado el interés de un gran
número de especialistas de todas las ramas de la ciencia: ingeniería,
medicina, psicología, sociología, arquitectura, diseño, etc.

Introducción 3
La aplicación científica de los conocimientos que aporta esta ciencia, se ha revelado como un elemento importante para la reducción de accidentes y de lesiones, en el incremento de la productividad, la calidad del producto y calidad de vida del trabajador, motivo por el cual se buscan soluciones que ayuden a reducir las posibilidades de accidentes y las enfermedades profesionales mediante la mejora sistemática de las condiciones de trabajo. (Pedro
Mondelo, 2012, pág. 61)
Según lo investigado existen estudios ergonómicos en Europa y
Estados Unidos, demostrando así que en esa parte del mundo si le dan la importancia debida a la ergonomía, según lo que menciona Van der Haar (2001) en su libro La Higiene Ocupacional en América Latina: Una guía
para su desarrollo. En el Ecuador existe una cantidad reducida de
especialistas en ergonomía y poco interés sobre la seguridad en el trabajo.
Niebel & Freivalds (2009), denomina a la ergonomía como sigue:
El concepto de ergonomía se ha introducido en
el lenguaje industrial, porque representa áreas de oportunidad latentes para todas aquellas organizaciones con aspiraciones de crecimiento económico, competitivo y humano. En el crecimiento económico se contemplan las disminuciones en el pago por cuotas de indemnización y absentismo causadas por accidentes de trabajo, así como el aumento de la productividad resultado de un análisis de economía de movimientos. Por otra parte, el desarrollo de nuevas técnicas de trabajo, innovaciones del diseño de equipos, máquinas y el aumento de la
Introducción 4
calidad, alienta al crecimiento competitivo de la empresa. Mientras que el crecimiento humano se reconoce a partir de la importancia que la organización estima hacia su capital humano a través de la motivación y atención continua de las condiciones bajo las que se laboran (p. 213).
1.1.2 Campo de Acción
Campo de la ergonomía: Wolfgang (2015), menciona un concepto
de ergonomía que recalca las ventajas de la ergonomía, reflejándose de
muchas formas como lo dice a continuación:
Las ventajas de la ergonomía pueden reflejarse de muchas formas distintas: en la productividad y en la calidad, en la seguridad y la salud, en la fiabilidad, en la satisfacción con el trabajo y en el desarrollo personal. Tampoco lo es obtener los resultados deseados a pesar del mal diseño del puesto, en lugar de obtenerlos con el apoyo de un buen diseño. El objetivo de la ergonomía es garantizar que el entorno de trabajo esté en armonía con las actividades que realiza el trabajador. Este objetivo es válido en sí mismo, pero su consecución no es fácil por una serie de razones. El operador humano es flexible y adaptable y aprende continuamente, pero las diferencias individuales pueden ser muy grandes. Algunas diferencias, tales como las de constitución física y fuerza, son evidentes, pero hay otras, como las diferencias culturales, de estilo o de habilidades que son más difíciles de identificar. (p. 29.4)

Introducción 5
La ergonomía de producto: La intervención ergonómica se puede
hacer distintos momentos, entre los que distinguimos dos grandes
categorías: a) ergonomía de concepción (o ergonomía de diseño), que trata de imponer medidas oportunas para que las condiciones de trabajo sean
las más adecuadas a las características del individuo; b) ergonomía de
corrección, o ergonomía correctora de la concepción inicial, actuado sobre
problemas concretos que surgen el en curso del proceso de trabajo.
(Jouvencel, 2010, pág. 97)
Ergonomía de la producción: Puede afirmarse que la ergonomía
es una actividad multidisciplinaria estructurada a partir de la contribución
de las ciencias que se ocupan del ser humano en condiciones laborales. La
actividad de investigación se apoya en la anatomía, antropometría,
fisiología, biomecánica, ingeniería y psicología del trabajo, entre otras. Hay, por lo menos, dos posiciones respecto al alcance de la ergonomía: la
primera postura la considera como una ciencia y argumenta que los
trabajos experimentales realizados en diferentes ámbitos, esto es, del ser
humano y su relación con el trabajo, buscan las bases y los criterios para
otorgarle a la ergonomía una jerarquía científica; la otra posición afirma que
la ergonomía es una técnica aplicada a las condiciones de trabajo en sectores donde se requieren decisiones prácticas, con un soporte directo y
urgente para mantenerlo o mejorar la productividad. (García, 2012, pág.
102)
1.2 Justificativo
1.2.1 Situación Problemática
Mabe Ecuador S.A. está interesada en minimizar o eliminar el riesgo
ergonómico en las estaciones de trabajo que manejan el bloque
contrapeso, donde se realizará un estudio ergonómico para determinar en
qué condiciones laboran y proponer una mejora que solucione dicho riesgo.

Introducción 6
1.2.2 Clasificación Industrial – CIIU 4 Ecuador
Dentro de la clasificación uniforme de actividades económicas “CIIU” la empresa que se pretende formar está dentro del siguiente enunciado:
C2750.03 Fabricación de equipo de cocina y calefacción de uso
doméstico no eléctrico: calentadores de ambiente, cocinillas, parrillas,
cocinas, hornos, calentadores de agua (calefones), aparatos de cocina y
calentadores de platos no eléctricos. (INEC, 2017)
1.2.3 Productos que manufacturan
Mabe Ecuador S.A. fabrica alrededor de 214 modelos de cocinas a
gas e inducción (ver Tabla Nº 1) que son para diferentes países como Colombia, Chile, Bolivia, Perú, México, Centroamérica y Ecuador, tanto
cocinetas, cocinas o estufas, parrilla de empotre y en diferentes tamaños
como 20”, 24”, 55cm, 60cm y 76cm. En la siguiente lista se diferencian los
modelos a gas e inducción.
TABLA N° 1
MODELOS DE COCINAS DE INDUCCIÓN QUE FABRICA MABE
Fuente: Mabe Ecuador S.A.
Elaborado por: Luzuriaga Ramón Luis Alberto
MODELO DESCRIPCIÓNANDES60IEX0 COCINA INDUC 60 MABE INOX.ANDES60IEZ0 COCINA INDUC 60 MABE INOX.CMI6035N0 PARR INDUCCION MABE 5.2WCMI6047N0 PARRILLA ELECTRICA INDUCCIÓN MABE VIDRIOCMI6047N0C PARRILLA ELECTRICA INDUCCIÓN MABE VIDRIOCMI6054SD-0C PARRILLA ELECTRICA INDUCCIÓN MABE VIDRIOCMI6054SD-0CA PARR INDUCCION MABE 5.2WCMI6054SD-0EC PARRILLA ELECTRICA INDUCCIÓN MABE VIDRIOINGENIOUS60IEB0 COCINAS INDUCCIÓN 60 MABEINGENIOUS60IEFG0 COCINAS INDUCCIÓN 60 MABEINGENIOUS60IEIG0 COCINA INDUC 60 MABE INOX.INGENIOUS60IEX0 COCINAS INDUCCIÓN 60 MABEINGENIOUS60IEZ0 COCINAS INDUCCIÓN 60 MABEINGENIOUS60IX0CA COCINAS INDUCCIÓN 60 MABEINGENIOUS76IEX0 COCINAS INDUCCIÓN 76 MABE INOX

Introducción 7
Lo que fabrica Mabe en relación a productos de inducción son 15
modelos para producción local y exportación (Centroamérica).
TABLA N° 2
MODELOS DE COCINAS A GAS QUE FABRICA MABE
Fuente: Mabe Ecuador S.A. Elaborado por: Luzuriaga Ramón Luis Alberto
MODELO DESCRIPCIÓN MODELO DESCRIPCIÓN MODELO DESCRIPCIÓNCCN20BIB0 COCINA 20 CONTINENTAL BLANCA CLV20ABX-2 COCINA 20" LUFERCA BLANCA ANDES76OI1 COCINA 76 MABE INOXIDABLECCN20BID0 COCINA 20 CONTINENTAL BLANCA CRV20CBX-3 COCINA 20" REGINA BLANCA ANDES76VI1 COCINA 76 MABE INOXIDABLECCN20GIB0 COCINA 20 CONTINENTAL GRIS CRV20CGX-1 COCINA 20" REGINA GRAFITO ANDES76XI1 COCINA 76 MABE INOXIDABLECCN20IID0 COCINA 20 CONTINENTAL INOX CRV20CNX-3 COCINA 20" REGINA NEGRA INGENIOUS760MB0 COCINA 76 MABE BLANCACDK20EBX-0 COCINA 20 DAKO BLANCA EMV20ABX.-4 COCINA 20" MABE BLANCA INGENIOUS760MG0 COCINA 76 MABE INOXCDK20EBX-0K COCINA 20 DAKO BLANCA EMV20DBX.-4 COCINA 20" MABE BLANCA INGENIOUS761MB0 COCINA 76 MABE BLANCACDK20EGX-0 COCINA 20 DAKO BLANCA TX1-1VE COCINA 20 MABE INOXIDABLE INGENIOUS761MX0 COCINA 76 MABE INOX.CDK20EGX-0K COCINA 20 DAKO GRAFITO CLV20ANX-1 COCINA 20" LUFERCA NEGRA INGENIOUS762MG0 COCINA 76 MABE GRAFITOEMP20FBX-2 COCINA 20" MABE BLANCA TX1VK01 COCINA 20 MABE INOXIDABLE INGENIOUS763MX0 COCINA 76 MABE INOXIDABLEEMI20FGX-0 COCINA GAS 51CM MABE GRIS TX3-4CH COCINA 24 MABE INOXIDABLE INGENIOUS764MX0 COCINA 76 MABE INOXIDABLEEAG2006BIB1 COCINA 20" ATLAS BLANCA TX4-0CH COCINA 24 MABE INOXIDABLE INGENIOUS760AG0 COCINA 76 MABE GRAFITO EAG2006GIB0 COCINA 20" ATLAS GRAFITO CMC5510BCH-2 COCINA 55 MABE BLANCA INGENIOUS763AX0 COCINA 76 MABE INOXIDABLEEAG2006LIB1 COCINA 20" ATLAS BISQUE CMC5515GCH-2 COCINA 55 MABE GRAFITO INGENIOUS767AX0 COCINA 76 MABE INOXIDABLEEAG2006NIB1 COCINA 20" ATLAS NEGRA CMC5520GCH-2 COCINA 55 MABE GRAFITO INGENIOUS7610EB0 COCINA 76 MABE BLANCAECG2006BIB1 COCINA 20" CETRON BLANCA CMC5530ICH-2 COCINA 55 MABE INOXIDABLE INGENIOUS7610EG0 COCINA 76 MABE INOX.ECG2006GIB0 COCINA 20" CETRON GRAFITO EMP5515GP-0 COCINA 55 MABE GRAFITO INGENIOUS7610EX0 COCINA 76 MABE INOX.ECG2006LIB1 COCINA 20" CETRON BISQUE ANDES60HB1 COCINA 60 MABE BLANCA INGENIOUS7620EX0 COCINA 76 MABE INOX.ECG2006NIB1 COCINA 20" CETRON NEGRA ANDES60HI1 COCINA 60 MABE INOXIDABLE INGENIOUS7630EX0 COCINA 76 MABE INOXIDABLEEIG5104BIB1 COCINA 20 IEM BLANCA ANDES60HN1 COCINA 60 MABE NEGRO INGENIOUS760PB1 COCINA 76 MABE BLANCAEMG5106BIB1 COCINA 20" MABE BLANCA ANDES60TI1 COCINA 60 MABE INOXIDABLE INGENIOUS760PG1 COCINA 76 MABE GRAFITOEMG5106GIB1 COCINA 20" MABE GRAFITO INGENIOUS6000CAB0 COCINA 60 MABE BLANCA INGENIOUS760PX2 COCINA 76 MABE INOX.EMG5106LIB1 COCINA 20" MABE BISQUET INGENIOUS6000CAN0 COCINA 60 MABE NEGRA INGENIOUS7610PX1 COCINA 76 MABE INOX.EMG5106NIB1 COCINA 20" MABE NEGRO INGENIOUS6000MB0 COCINA 60 MABE BLANCA INGENIOUS7615PX1 COCINA 76 MABE INOX.EMG5115BIS2 COCINA 20" MABE BLANCA INGENIOUS6000PB COCINA MABE 60CM BLANCO INGENIOUS761PX1 COCINA 76 MABE INOX.EMG5115LIS2 COCINA 20" MABE BISQUE INGENIOUS6000PG COCINA MABE 60CM GRAFITO INGENIOUS7630PX1 COCINA 76 MABE INOX.EMG5115NIS2 COCINA 20" MABE NEGRO INGENIOUS6000PX COCINA MABE 60CM INOXIDABLE INGENIOUS763PX1 COCINA 76 MABE INOX.EMG5125BIS3 COCINA 20" MABE BLANCA INGENIOUS600VB0 COCINA 60 MABE BLANCA INGENIOUS767PX1 COCINA 76 MABE INOXEMG5125GIS3 COCINA 20" MABE GRAFITO INGENIOUS6010CAB0 COCINA 60 MABE BLANCA INGENIOUS760VB0 COCINA 76 MABE BLANCAEMG5125LIS3 COCINA 20" MABE BISQUE INGENIOUS6010EG0 COCINA 60 MABE GRAFITO INGENIOUS760VG0 COCINA 76 MABE GRAFITOENG5104BIB1 COCINA 20" NEDOCA BLANCA INGENIOUS6010MG0 COCINA 60 MABE GRAFITO INGENIOUS763VX0 COCINA 76 MABE INOXIDABLEENG5104LIB1 COCINA 20" NEDOCA BISQUE INGENIOUS6010PG COCINA MABE 60CM GRAFITO INGENIOUS767VX0 COCINA 76 MABE INOXIDABLEENG5104NIB1 COCINA 20" NEDOCA NEGRA INGENIOUS6010PX COCINA MABE 60CM INOXIDABLE INGENIOUS760VBK COCINA 76 MABE BLANCATX1-0CA COCINA 51CM MABE INOX INGENIOUS6020CAB0 COCINA 60 MABE BLANCA INGENIOUS763VXK COCINA 76 MABE INOXIDABLECCC20AGGXN-5 COCINA GAS 52CM CENTRALES GRAFITO INGENIOUS6020CAG0 COCINA 60 MABE GRAFITO CA20T-BB COCINETA ATLAS BLANCA C/TCCC20AGXN-5 COCINA GAS 52CM CENTRALES GRAFITO INGENIOUS6020EB1 COCINA 60 MABE GRAFITO CC20TL-0 COCINETA CETRON BISQUE C/TCCC20SGGXN-5 COCINA GAS 52CM CENTRALES GRAFITO INGENIOUS6020EG2 COCINA 60 MABE BLANCA CC20TB-0 COCINETA CETRON BLANCA C/TCCC20SGNXN-5 COCINA GAS 52CM CENTRALES NEGRO INGENIOUS6020MB0 COCINA 60 MABE BLANCA CM51TBX0 COCINETA MABE BLANCA C/T CCC20SGXXN-4 COCINA GAS 52CM CENTRALES INO INGENIOUS6020MX0 COCINA 60 MABE INOXIDABLE CMG6044SD-0CL PARRILLA 43CM MABE 4 QUEMADORESCCC20ANXN-4 COCINA GAS 52CM CENTRALES NEGRO INGENIOUS6020PX COCINA MABE 60CM INOXIDABLE CMG6044LD-0CL PARRILLA 43CM MABE 4 QUEMADORESCIC20AGGI-4 COCINA GAS IBG 52CM GRAFITO INGENIOUS6025PX COCINA MABE 60CM INOXIDABLE CMG6044LA-0CON PARRILLA 43CM MABE 4 QUEMADORESEMC20GGXN-5 COCINA GAS MABE 52CM GRAFITO INGENIOUS6030PX COCINA MABE 60CM INOXIDABLE CMG6044SA-0CON PARRILLA 43CM/MABE 4Q/STÁNDARTX1G-5CON COCINA GAS MABE 52CM INOX INGENIOUS6035CAX0 COCINA 60 MABE INOXIDABLE CMG6054SA-0CON PARRILLA 50CM/ MABE 4Q/STÁNDARCCC20GCGXN-4 COCINA 52CM CENTRALES GABINETE GRIS INGENIOUS6035MX0 COCINA 60 MABE INOXIDABLE CMG6054LA-0CON PARRILLA 50CM/ MABE 4Q/LUJOCCC20GTGXN-5 COCINA 52CM CENTRALES GABINETE GRIS INGENIOUS6035PX COCINA MABE 60CM INOXIDABLE CMM6054SA-0CON PARRILLA 50CM/ MABE 4Q/MIXTACIC20GTGI-4 COCINA GABINETE 52CM IBG GRIS INGENIOUS603CG1 COCINA GAS 60CM MABE GRAFITO CMM6054SC-0CON CUB 60CM MABE 4Q/MIXTA GAS NAT 220VTX1G-4CONK COCINA 20 MABE INOXIDABLE INGENIOUS603CX2 COCINA GAS 60CM MABE INOX CMG6044KM-0CON PARRILLA 43CM MABEEMC20GGXN-4K COCINA 20" MABE GRAFITO INGENIOUS603VG0 COCINA 60 MABE GRAFITO CMG6043KM-0CON PARRILLA 43CM MABECCC20AGGXN-4K COCINA 20" GRAFITO CENTRALES INGENIOUS603VGK COCINA 60 MABE GRAFITO CMG6054FA-0CON CUB 60CM MABE 4Q GAS NAT INOXCCC30KXX-4 COCINA GAS 76CM CENTRALES INOX INGENIOUS6050PX COCINA MABE 60CM INOXIDABLE CGG6054LA-0CON PARRILLA 50CM GE 4QCCC30KXX-3K COCINA 76 CENTRALES INOX. CKD INGENIOUS605VX0 COCINA 60 MABE INOXIDABLE CMG6044SA-1EC PARRILLA 43CM MABE 4 QUEMADORESCMC20ABX-5 COCINA 20" MABE BLANCA INGENIOUS605VXK COCINA 60 MABE INOXIDABLE CMG6054SA-1EC PARRILLA 50CM MABE 4 QUEMADORESCMC20AGX-5 COCINA 20" MABE GRAFITO INGENIOUS6060EX1 COCINA 60 MABE INOXIDABLE CMG6054LA-1EC PARRILLA 50CM MABE 4 QUEMADORESCMC20ANX-2 COCINA 20 MABE NEGRO INGENIOUS6060MG0 COCINA 60 MABE GRAFITO CGG6054LA-0EC PARRILLA 50CM GE 4QCMC20FGX-0 COCINA 20 MABE GRAFITO INGENIOUS606CX6 COCINA GAS 60CM MABE INOX PI6003I PARRILLA 43CM IEM 3 QUEMADORESTX5120EX1 COCINA 20" MABE INOXIDABLE INGENIOUS606CXK1 COCINA MABE 60CM INOXIDABLE PI6004I PARRILLA 43CM IEM 4 QUEMADORESEM5100EB0 COCINA 20" MABE BLANCA INGENIOUS6072PX COCINA MABE 60CM INOXIDABLE PM6005I1 PARRILLA 50CM MABE 4 QUEMADORESEM5110EB0 COCINA 20" MABE BLANCA INGENIOUS6075MX0 COCINA 60 MABE INOXIDABLE CMG6044LC-0PE PARRILLA 43CM MABE 4 QUEMADORESEMI20HBX-0 COCINA 20" MABE BLANCA INGENIOUS6079PX COCINA MABE 60CM INOXIDABLE CMG6044SC-1PE PARRILLA 43CM MABETX1-3MI COCINA 20 MABE INOXIDABLE INGENIOUS607VN0 COCINA 60 MABE NEGRA CMG6054LC-1PE PARRILLA 60CM INOX MABEEMP5110BP0 COCINA 20" MABE BLANCA INGENIOUS6080PX COCINA MABE 60CM INOXIDABLE CGG6054LC-0PE PARRILLA 50CM GE 4QEMP5115BP0 COCINA 20" MABE BLANCA INGENIOUS6090PX COCINA 60 MABE INOXIDABLE CMG6044SA-0VE PARRILLA 43CM MABE 4 QUEMADORESEMP5120GP0 COCINA 20 MABE GRAFITO INGENIOUS6095PX COCINA MABE 60CM INOXIDABLE CMG6054SA-0VE PARRILLA 50CM MABE 4 QUEMADORESEMP5130GP0 COCINA 20" MABE GRAFITO INGENIOUS609CX2 COCINA GAS 60CM MABE INOX CMG6054LA-0VE PARRILLA 50CM MABE 4 QUEMADORESTX5110P0 COCINA 20 MABE INOXIDABLE INGENIOUS609VX0 COCINA 60 MABE INOXIDABLE CMM6054SA-0VE PARRILLA 50CM MABE 4 QUEMADORESTX5130P0 COCINA 20 MABE INOXIDABLE ANDES76HB1 COCINA 76 MABE BLANCA CGG6054LA-0VE PARRILLA 50CM GE 4QTX5150P0 COCINA 20 MABE INOXIDABLE ANDES76HN1 COCINA 76 MABE NEGRA HMFM6036EI0 HORNO MF 60 MABE INOX ELECTRIC

Introducción 8
El total de modelos a gas que fabrica Mabe es de 198, que están
listados en el cuadro anterior.
1.2.4 Delimitación del problema
Por la problemática que genera trabajar con el bloque contrapeso
para las cocinas que se ensamblan en Mabe, se desea abarcar las dos
líneas (gas e inducción) donde se arman estufas, ya que son las que
fabrican modelos con ese material.
IMAGEN N° 1
BLOQUE CONTRAPESO
Fuente: Mabe Ecuador S.A. Elaborado por: Luzuriaga Ramón Luis Alberto
Los modelos que contienen este material son las cocinas de 20” y
de 60 cm para Chile, también los modelos para Ecuador de 60 cm llevan el
bloque contrapeso, que desde febrero del 2017 ha sido implementado para
nuestro país por un cambio en la norma ecuatoriana, se adjunta en el Anexo
#1 el detalle de la norma donde la cocina tiene que cumplir una prueba de
vasculamiento , dado a esto se incrementó la producción y la frecuencia de
trabajo para colocar el bloque contrapeso, dificultando a los operarios su trabajo. 1.2.5 Formulación del problema
Los operarios que trabajan en las estaciones llamadas Ensamble
bloque contrapeso + deflector horno con código de estación EG16D donde

Introducción 9
se coloca el bloque contrapeso, pueden contraer una enfermedad
profesional ya que el peso del bloque fluctúa entre 8 y 15 kilos y las posturas
que asumen no son las adecuadas.
1.2.6 Causas del problema
A continuación, se presentan tres problemas que afectan el proceso
del ensamble del bloque contrapeso:
Peso del bloque sobrepasa los límites establecidos en el Decreto
Ejecutivo 2393.
Aumento de la frecuencia de ensamble del bloque contrapeso.
Posturas inadecuadas que se genera en el proceso.
1.3 Objetivos
1.3.1 Objetivo General
Realizar el estudio ergonómico en la estación del ensamble del
bloque contrapeso en la empresa Mabe Ecuador S.A.
1.3.2 Objetivos Específicos Conocer la situación actual del puesto de trabajo
Evaluar el puesto de trabajo con el método RULA.
Proponer mejoras para minimizar o eliminar el riesgo ergonómico
1.4 Marco Teórico
En la investigación científica, la elaboración del marco teórico y
conceptual asume un papel básico. Este, como se verá más adelante,
integra los conocimientos del investigador y se constituye en el fundamento

Introducción 10
del análisis, del método utilizado, de la discusión y de las conclusiones de
la investigación. (Rodriguez, 2015, pág. 57)
El marco teórico y conceptual es la exposición
resumida, concisa y pertinente del conocimiento científico y de hechos empíricamente acumulados acerca de nuestro objeto de estudio; se elabora desde la perspectiva de una ideología y un marco de referencia determinados. Su preparación en cuanto al proceso de análisis y síntesis permite precisar, metodológicamente nuestro problema y la hipótesis correspondiente. (Rodriguez, 2015, pág. 57)
1.4.1 Marco Histórico
Van der Haar (2001), describe parte de la historia de la ergonomía
así:
La preocupación por las condiciones laborales insalubres y sus consecuencias adversas para la salud humana llevo a principios del siglo XX al establecimiento de las primeras leyes en el ámbito de la salud ocupacional en varios países latinoamericanos. Ya en 1927, los delegados a la VIII Conferencia Sanitaria Panamericana habían reconocido la importancia de la salud ocupacional para el desarrollo económico y social de la Región. (p. 9)
Varios estudios de evaluación de riesgos laborales a finales de 1940
y 1950 demostraron la existencia de grandes problemas de salud
ocupacional en América Latina. Esta situación motivó en los años
siguientes, la creación de instituciones nacionales de salud ocupacional en
varios países latinoamericanos tales como Chile, Perú, Bolivia y Cuba. Con
Introducción 11
el apoyo internacional y la colaboración de la OPS consiguieron el
equipamiento, infraestructura y la formación necesaria y se convirtieron así
en centros de referencia y de capacitación. Fue en estos centros donde el desarrollo de la higiene ocupacional tuvo un progreso significativo. (Van der
Haar, 2001, pág. 10)
Van der Haar (2001), menciona los avances en la salud ocupacional
que: Desafortunadamente, el avance de la salud
ocupacional, bastante exitosa hasta los años 60 y 70, no siguió con el mismo ritmo debido en parte a los cambios políticos, sociales y económicos que afectaron a América Latina. Mediante una encuesta realizada entre profesionales de varios países latinoamericanos se detectó como uno de mayores obstáculos para el desarrollo de la higiene ocupacional, la existencia de un gran desconocimiento sobre los objetivos y alcances de esta disciplina y sobre la problemática acerca de las enfermedades ocupacionales, debido a la ausencia o incompleto registro de esta. (p. 11)
Historia de la Ergonomía
Etimológicamente, el término “ergonomía” proviene del griego “nomos”, que significa norma, y “ergo”, que significa trabajo. Podría proponerse que la ergonomía debería desarrollar “normas” para una concepción prospectiva del diseño más encaminada hacia el futuro. Al contrario de la “ergonomía correctiva”, la idea de la ergonomía prospectiva se basa en aplicar recomendaciones ergonómicas que

Introducción 12
tienen en cuenta, simultáneamente, los márgenes de beneficios (Laurig 1992).
El término ergonomía empezó a utilizarse alrededor de 1950, cuando
las prioridades de la industria en desarrollo comenzaron a anteponerse a
las prioridades de la industria militar. Singleton (1982) describe
detalladamente el desarrollo de la investigación y sus aplicaciones, a lo
largo de los 30 años siguientes. Algunas organizaciones de las Naciones
Unidas, en especial la OIT y la OMS, comenzaron su actividad en este
campo en el decenio de 1960. El principal objetivo de la industria
inmediatamente después de la posguerra, al igual que el de la ergonomía,
era el aumento de la productividad. Este era un objetivo viable para la
ergonomía, ya que gran parte de la productividad industrial estaba
determinada directamente por el esfuerzo físico de los trabajadores: la velocidad del montaje y la proporción de movimientos y levantamientos de
pesos determinaban la magnitud de la producción. (Wolfgang, 2015)
Wolfgang (2015), menciona ciertos criterios por la preocupación de
la ergonomía en la industria y menciona que:
Cuando las cosas se producen con mayor rapidez, las posibilidades de accidentes aumentan. Así, la preocupación de la industria y el objetivo de la ergonomía comenzaron a cambiar, poco a poco, de la productividad a la seguridad; esto ocurrió entre los años 60 y principios de los 70. Durante este tiempo, gran parte del sector de fabricación cambió de la producción por lotes a la producción en cadena y en proceso y, como consecuencia, la función del operador también cambió de la participación directa a las labores de control e inspección. Esto disminuyó la frecuencia de los accidentes, al alejar al operador de la

Introducción 13
escena de acción, pero en ocasiones, aumentó la gravedad de los accidentes debido a la velocidad y energía inherentes al proceso. (p.29.3)
1.4.2 Marco Conceptual
1.4.2.1 Importancia de la Ergonomía
Es evidente que las ventajas de la ergonomía pueden reflejarse de
muchas formas distintas: en la productividad y en la calidad, en la seguridad
y la salud, en la fiabilidad, en la satisfacción con el trabajo y en el desarrollo
personal. Este amplio campo de acción se debe a que el objetivo básico de
la ergonomía es conseguir la eficiencia en cualquier actividad realizada con
un propósito, eficiencia en el sentido más amplio, de lograr el resultado deseado sin desperdiciar recursos, sin errores y sin daños en la persona
involucrada o en los demás. No es eficaz desperdiciar energía o tiempo
debido a un mal diseño del trabajo, del espacio de trabajo, del ambiente o
de las condiciones de trabajo. Tampoco lo es obtener los resultados
deseados a pesar del mal diseño del puesto, en lugar de obtenerlos con el
apoyo de un buen diseño. (Singleton W. , 2013)
1.4.2.2 Factores Ergonómicos
En este estudio se revisará factores ergonómicos tales como
movimientos repetitivos, manipulación manual de cargas y posturas
forzadas, que serán objeto de análisis.
1.4.2.2.1 Movimientos repetitivos
Se define como movimientos repetitivos a los movimientos
constantes dentro de las actividades laborales que incluyen la acción
conjunta de los músculos, huesos, las articulaciones y los nervios de una

Introducción 14
parte del cuerpo y provoca en esta misma zona fatiga muscular,
sobrecarga, dolor y, por último, lesión. (INSHT MR, 2017)
IMAGEN N° 2 MOVIMIENTOS REPETITIVOS
Fuente: OIT Elaborado por: Luzuriaga Ramón Luis Alberto
Se entiende por movimiento repetitivo cuando se produce alguna de
las dos características siguientes: (INSHT MR, 2017)
El ciclo principal que se repite tiene una duración inferior a los 30 seg.
Más del 50% del ciclo repetitivo es invertido por el movimiento
responsable de la fricción irritante.
Los trastornos musculo esqueléticos que originan los movimientos
repetidos afectan con más frecuencia a los miembros superiores, como, por
ejemplo, manos, muñecas, dedos, etc. (INSHT MR, 2017)
1.4.2.2.2 Manipulación manual de cargas (MMC)
De acuerdo con el Real Decreto 487/1997 del Instituto nacional de Seguridad e Higiene en el Trabajo de España en la guía técnica (2012), dice:

Introducción 15
Se entiende por manipulación manual de cargas cualquier operación de transporte o sujeción de una carga por parte de uno o varios trabajadores, como el levantamiento, la colocación, el empuje, la tracción o el desplazamiento, que por sus características inadecuadas entrañe riesgos, en particular dorso lumbares, para los trabajadores. Según la guía tecnica MMC del Instituto Nacional de Seguridad e Higiene en el Trabajo de España existen algunas obligaciones que el empresario debe de considerar. (p. 3)
TABLA N° 3
FACTORES DE RIESGO DE LA MMC
Características de la Carga
Cuando la carga es demasiado pesada o grande. Cuando es voluminosa o difícil de sujetar. Cuando está e equilibrio inestable o su contenido corre riesgo
de desplazarse. Cuando está colocada de tal modo que debe sostenerse o
manipularse a distancia del tronco o con torsión o inclinación del mismo.
Cuando la carga, debido a su aspecto exterior o a su consistencia, puede ocasionar lesiones al trabajador, en particular en caso de golpe.
Esfuerzo físico necesario
Cuando es demasiado importante. Cuando no puede realizarse más que por un movimiento de
torsión o de flexión del tronco. Cuando puede acarrear un movimiento brusco de la carga. Cuando se realiza mientras el cuerpo está en posición
inestable. Cuando se trate de alzar o descender la carga con necesidad
de modificar el agarre.
Características del medio de
trabajo
Cuando el espacio libre, especialmente vertical, resulta insuficiente para el ejercicio de la actividad de que se trate.
Cuando el suelo es irregular y, por tanto, puede dar lugar a tropiezos o bien es resbaladizo para el calzado que lleve el trabajador.
Cuando la situación o el medio de trabajo no permiten al trabajador a manipulación manual de cargas a una altura segura y en una postura correcta.
Cuando el suelo o el plano de trabajo presentan desniveles que implican la manipulación de la carga en niveles diferentes.
Cuando el suelo o el punto de apoyo son inestables.

Introducción 16
Cuando la temperatura, humedad o circulación del aire son inadecuadas.
Cuando la iluminación no sea adecuada. Cuando exista exposición a vibraciones.
Exigencias de la actividad
Esfuerzos físicos demasiado frecuentes o prolongados en los que intervenga en particular la columna vertebral.
Periodo insuficiente de reposo fisiológico o de recuperación. Distancias demasiado grandes de elevación, descenso o
transporte. Ritmo impuesto por un proceso que el trabajador no pueda
modular.
Factores individuales de
riesgo
La falta de aptitud física para realizar las tareas en cuestión. La inadecuación de las ropas, el calzado u otros efectos
personales que lleve el trabajador. La insuficiencia o inadaptación de los conocimientos o de la
formación La existencia previa de patología dorso lumbar.
Fuente: Guía Técnica MMC/INSHT Elaborado por: Luzuriaga Ramón Luis Alberto
1.4.2.2.3 Posturas forzadas
Las posturas y movimientos que se realizan en las diferentes actividades laborales, pueden tener carácter dinámico y/o estático. Algunas
de estas posturas o movimientos al ser inadecuados o forzados pueden
generar problemas para la salud si se realizan con frecuencias altas o
durante periodos prolongados de tiempo. Identificar si esta condición de
trabajo o peligro está presente en un puesto de trabajo permite determinar
si puede comportar un riesgo significativo, dependiendo de la presencia de los factores de riesgo: cómo identificar el peligro y factores de riesgo.
(INSHT PF, 2013)
Factores de riesgo de las posturas forzadas
Frecuencia de movimientos Duración de la postura Posturas de tronco Posturas de cuello
Posturas de la extremidad superior
Posturas de la extremidad inferior

Introducción 17
IMAGEN N° 3 INCLINACIÓN LATERAL Y ROTACIÓN AXIAL
Fuente: INSHT Elaborado por: Luzuriaga Ramón Luis Alberto
Se presenta una figura de las posturas de la extremidad superior,
como, por ejemplo: pronación, supinación, flexión, extensión.
IMAGEN N° 4
PRONACIÓN, SUPINACIÓN, FLEXIÓN Y EXTENSIÓN
Fuente: INSHT Elaborado por: Luzuriaga Ramón Luis Alberto
De acuerdo al Instituto Nacional de Seguridad e Higiene en el Trabajo de España en la guía técnica (2012), menciona que:
Respecto a la Muñeca, hay cuatro posturas de
las muñecas que, si se realizan de forma forzada durante un tiempo considerable, pueden repercutir en un nivel de riesgo significativo. Las posturas de la

Introducción 18
muñeca son: la flexión, la extensión, la desviación radial y la desviación ulnar o cubital. (p.3)
IMAGEN N° 5
FLEXIÓN, EXTENSIÓN, DESVIACIÓN ULNAR Y DESVIACIÓN RADIAL
Fuente: INSHT Elaborado por: Luzuriaga Ramón Luis Alberto
1.4.3 Marco referencial
La seguridad industrial. - Es el sistema de disposiciones obligatorias que tienen por objeto la prevención y limitación de riesgos, así como la protección contra accidentes capaces de producir daños a las personas, a los bienes o al medio ambiente derivados de la actividad industrial o de la utilización, funcionamiento y mantenimiento de las instalaciones o equipos y de la producción, uso o consumo, almacenamiento o rehecho de los productos industriales. (EUSKADI, 2013)
Salud ocupacional. – Enciclopedia OIT (2013) “Es el
conjunto de actividades asociado a disciplinas multidisciplinarias, cuyo objetivo es la promoción y mantenimiento del más alto grado posible de bienestar físico, mental y social de los trabajadores de todas las profesiones”. (p. 29.6)
Introducción 19
La Seguridad e Higiene industrial. - Es un área encaminada a formar profesionales capaces de analizar, evaluar, organizar, planear, dirigir e identificar factores que afectan de manera crucial la seguridad e higiene en el ambiente laboral, así como para desarrollar e implementar las medidas para prevenir y mitigar las emergencias en su centro de trabajo. (OIT,
2013)
Riesgo Ergonómico. - La ergonomía es una
pieza clave dentro del mundo laboral, ya que permite adaptar el trabajo a las capacidades y las posibilidades del ser humano. Y es que, existen características del ambiente de trabajo que son capaces de generar una serie de trastornos o lesiones: es lo que denominamos riesgos ergonómicos. (IBV, 2016)
Estos riesgos ergonómicos, que pueden llegar a ser de diversa
índole, como por ejemplo un esfuerzo excesivo físico y postural en el
trabajo, aspectos psicosociales relacionados con una deficiente organización de las acciones a realizar, una formación ergonómica
inadecuada… afectan irremediablemente a la productividad de los
empleados, y como consecuencia a la rentabilidad de la empresa. Para
evitarlo, es muy importante adoptar medidas preventivas que reduzcan los
riesgos ergonómicos. (IBV, 2016)
1.4.3.1 Términos utilizados en seguridad industrial y salud
ocupacional
Condiciones de trabajo.- Son las normas que fijan los requisitos para la defensa de la salud y la vida de los trabajadores en los establecimientos y lugares
Introducción 20
de trabajo y las que determinan las prestaciones que deben percibir los hombres por su trabajo. (Hernández
Alonso, 2005, pág. 94) Medio ambiente de trabajo.- Se concibe como las
condiciones físicas a aquellas que se encuentran en el lugar de trabajo. (Hernández Alonso, 2005, pág. 94)
Seguridad. - Es el conjunto de normas, obras y
acciones así como los instrumentos técnicos y legislativos requeridos para proteger la vida humana y la propiedad del hombre de la acción de fenómenos destructivos, tanto de los provocados por la naturaleza como los originados por la actividad humana. (Hernández Alonso, 2005, pág. 94)
Seguridad en el trabajo. - Esla aplicación
racional y con inventiva de las técnicas que tienen por objeto el diseño de: instalaciones, equipos, maquinarias, procesos y procedimientos de trabajo; capacitación, adiestramiento, motivación y administración de personal, con el propósito de abatir la incidencia de accidentes capaces de generar riesgos en la salud, incomodidades e ineficiencias entre trabajadores o daños económicos a las empresas y consecuentemente a los miembros de la comunidad. (Hernández Alonso, 2005, pág. 94)
Higiene. - Es la disciplina que estudia y
determina las medidas para conservar y mejorar la salud, así como para prevenir las enfermedades. (Hernández Alonso, 2005, pág. 94)

Introducción 21
Higiene en el trabajo. - Es la aplicación racional y con inventiva de las técnicas que tienen por objeto el reconocimiento, evaluación y control de aquellos factores ambientales que se originan en el lugar de trabajo, que puedan causar enfermedades, perjuicios a la salud e incomodidades entre los trabajadores o miembros de una comunidad. La higiene no solo evita las enfermedades, sino además procura el máximo desarrollo de los individuos y ayuda para que el hombre sea sano, fuerte y bien preparado física y mentalmente. La seguridad y la higiene industrial son entonces el conjunto de conocimientos científicos y tecnológicos destinados a localizar, evaluar, controlar y prevenir las causas de los riesgos en el trabajo a que están expuestos los trabajadores en el ejercicio o con motivo de su actividad laboral. (Hernández Alonso,
2005, pág. 96)
Salud. - OMS (2013) “Es un estado de completo
bienestar físico, mental y social, y no solamente la ausencia de afecciones o enfermedades”. (p. 100)
Peligro. - Cualquier condición de la que se
pueda esperar con certeza que cause lesiones o daños a la propiedad y/o al medio ambiente y es inherente a las cosas materiales o equipo (aire compromiso, troqueladoras, recipientes a presión, etc.), está relacionado directamente con una condición insegura. (Hernández Alonso, 2005, pág. 96)
Riesgo. - Es la posibilidad de pérdida y el grado
de probabilidad de estas pérdidas. La exposición a una

Introducción 22
posibilidad de accidente es definida como correr un riesgo y depende directamente de un acto o una condición insegura. (Hernández Alonso, 2005, pág. 97)
Ergonomía. - Significa literalmente el estudio o la
medida del trabajo. En este contexto, el término trabajo significa una actividad humana con un propósito; va más allá del concepto más limitado del trabajo como una actividad para obtener un beneficio económico, al incluir todas las actividades en las que el operador humano sistemáticamente persigue un objetivo. (Wolfgang, 2015)
Accidente. - Es toda suspensión no programada
dentro de un proceso. Instantáneo, estados patológicos, lapso breve y es un fenómeno imprevisible. (Hernández Alonso, 2005, pág. 97)
Enfermedad ocupacional. - Es toda aquella
alteración en la salud de un trabajador originada por el manejo o exposición a agentes químicos, biológicos o lesiones físicas presentes en su lugar de trabajo. (Hernández Alonso, 2005, pág. 97)
RULA. – La Universidad Politécnica de Valencia
(2015) “El método de evaluación RULA tiene como objetivo evaluar la exposición de los trabajadores a factores de riesgo que originan una elevada carga postural y que pueden ocasionar trastornos en los miembros superiores del cuerpo”. (p. 1)

Introducción 23
1.5 Marco Metodológico
El marco metodológico es la explicación de los mecanismos utilizados para el análisis de nuestra problemática de investigación. Por lo
general, se trata del tercer capítulo de la tesis y es el resultado de la
aplicación, sistemática y lógica, de los conceptos y fundamentos expuestos
en el marco teórico. Es importante comprender que la metodología de la
investigación es progresiva, por lo tanto, no es posible realizar el marco
metodológico sin las fundamentaciones teóricas que van a justificar el
estudio del tema elegido. (Normas APA, 2017)
JSI (Job Strain Index). Método propuesto originalmente por Moore
y Garg del Departamento de Medicina Preventiva del Medical College de
Wisconsi, en Estados Unidos (Moore & Garg, 1995). Permite diagnosticar desórdenes traumáticos en las extremidades superiores, sean estos la
mano, la muñeca, el antebrazo y el codo, expuestos a movimientos
continuos y posturas demandantes de sobre esfuerzo. Se basa en el
análisis de seis variables dentro de los cuales se encuentra: la intensidad
del esfuerzo, la duración del esfuerzo por ciclo de trabajo, el número de
esfuerzos realizados en un minuto de trabajo, la desviación de la muñeca respecto a la posición neutra, la velocidad para desarrollar la tarea y la
duración por jornada de trabajo. (CARRASCO, 2010)
RULA. Método desarrollado por los doctores McAtamney y Corlett
de la Universidad de Nottingmham (McAtamney & Corlett, 1993). La
evaluación se orienta hacia la revisión de posturas en condiciones de
trabajo que generan fatiga, dividiendo el análisis en dos grupos, las
extremidades superiores comprenden el grupo A y las extremidades
inferiores el grupo B. Debido a que el procedimiento establece la
determinación de los ángulos que se forman entre las partes del cuerpo, el
primer paso es la observación apoyada de fotografías, videos o
electrogoniómetros. Sugiere dividir el estudio en el lado derecho o izquierdo

Introducción 24
del operador o en caso de requerir más información, considerar ambos
perfiles, siendo en este caso el punto de decisión la consideración del
evaluador al detectar las zonas donde incidan la mayor cantidad de posturas inadecuadas. El resultado se determina con la relación de
puntajes, considerando, además, el tipo de actividad muscular desarrollada
y la fuerza aplicada, a partir del cual se derivarán las recomendaciones
pertinentes según el nivel de riesgo precisado. (CARRASCO, 2010)
OWAS (Ovako Working Analysis System). Propuesto por los
autores finlandeses Osmo Karhu, Pekka Kansi y Likka Kuorinka, publicado en la revista especializa "Applied Ergonomics" (Karhu, Kansi, & Kuorinka,
1977). Este método revisa la carga postural de forma sencilla y eficaz a
través de la comparación con posturas preestablecidas de piernas, brazos
y espalda. La identificación de éstas se codifica y evalúa en la clasificación
de riesgos según la categoría que ocupe cada dígito, sin embargo, esta práctica no permite identificar la gravedad de cada posición. (CARRASCO,
2010)
EPR (Evaluación Postural Rápida). Nombrado en su tesis
Carrasco (2010), menciona que:
Se basa en el sistema de valoración del método
LEST, permite examinar las posturas observadas de un trabajador considerando que éste puede adoptar alguna de las 14 posiciones genéricas preestablecidas, el resultado se obtiene subjetivamente por el evaluador. La deducción del riesgo sólo indica si es necesario un estudio más detallado por algún otro método o si no existe ninguna complicación, debido a que sólo es una herramienta de análisis preliminar. (p.
26)

Introducción 25
Check List OCRA (Occupational Repetitive Action). Nombrado
en su tesis Carrasco (2010), menciona que:
Permite la evaluación de movimientos
repetitivos de las extremidades superiores del cuerpo considerando factores como la frecuencia, la duración, la fuerza, la postura y el tiempo de recuperación; obteniendo a través de éstos, el índice Check List OCRA, mismo que representa mediante un código de colores, las medidas a tomar de acuerdo al nivel de riesgo correspondiente. Cabe mencionar que incluye situaciones en el que el trabajador tiene necesidad de rotar e incluso alcanza a revisar el riesgo global a un conjunto de puestos. Los resultados proporcionados deben evaluarse por otros métodos antes de tomar medidas correctivas en el puesto de trabajo. (p. 26)
REBA (Rapid Entire Body Assessment). Nombrado en su tesis
Carrasco (2010), menciona que:
Presentado por Sue Hignett y Lynn McAtamney
en el año 2000, se trata de un método que recopila información del método RULA y el NIOSH principalmente. Divide el análisis en dos grupos de igual forma que el RULA, empero, considera otros factores de suma importancia como la carga, el tipo de agarre y la actividad muscular. Mediante la identificación de los ángulos formados por el cuerpo, asigna una puntuación que finalmente se relaciona en una tabla para obtener el valor final, determinando así el nivel de riesgo y la urgencia de establecer acciones correctivas en beneficio del trabajador. Cada

Introducción 26
puntuación permite al evaluador conocer las principales causas de desgaste o fatiga para puntualizar las zonas en las que se deba llevar a cabo las modificaciones. (p. 26)
LEST (Laboratorio de Economía y Sociología del Trabajo).
Nombrado en su tesis Carrasco (2010), menciona que:
Desarrollado por F. Guélaud, M.N. Beauchesne,
J. Gautrat y G. Roustang en 1978. Procedimiento de carácter general y de valoración objetiva que transige evaluar el conjunto de factores relativos al contenido del trabajo que pueden tener repercusión tanto sobre la salud como sobre la vida personal de los trabajadores. Considera 16 variables agrupadas en 5 dimensiones: entorno físico, carga física, carga mental, aspectos psicosociales y tiempo de trabajo. La evaluación se basa en las puntuaciones obtenidas para cada una de las 16 variables consideradas. (p. 27)
ANACT. Elaborado por la Agencia Nacional para la Mejora de las Condiciones de Trabajo de Francia. Como método subjetivo que es, se
basa en la convicción de que los trabajadores, sea cual sea su función, son los mejores expertos de sus condiciones de trabajo.
Este método intenta descubrir situaciones críticas al analizar las
condiciones de trabajo, sirviéndose de las exigencias que comporta un
puesto de trabajo.
Comprende en su proceso de análisis etapas como conocer y
comprender a la empresa, Análisis Global de la situación, encuestas sobre
el terreno y Análisis del estado actual de las condiciones de trabajo en cada
sección. (CARRASCO, 2010)

Introducción 27
Ergonomic Workplace Analysis (EWA). El análisis ergonómico del
puesto de trabajo ha sido diseñado especialmente para las actividades
manuales de la industria y la manipulación de materiales, a pesar de estar dirigido a la industria, no está enfocado para trabajos en cadena, como
otros métodos tradicionales (L.E.S.T.). Dentro de los ítems que contempla
se encuentran: Puesto de trabajo, Actividad física general, Levantamiento
de cargas, Posturas de trabajo y movimientos, Riesgo de accidente,
Contenido del trabajo, Autonomía, Comunicación del trabajador y contactos
personales, Toma de decisiones, Repetitividad del trabajo, Atención,
Iluminación, Ambiente térmico y Ruido. (CARRASCO, 2010)
RENUR. Es un método objetivo y global, desarrollado por el Servicio
de Condiciones de trabajo de la Regié Nationale des Usines Renault, en
1979. Pretende evaluar las condiciones de trabajo, permitiendo comparar diversas soluciones y elegir una de ellas, para que, mediante correcciones
técnicas se puedan rectificar los aspectos más inadecuados del trabajo. En
concreto, los objetivos prioritarios del método RNUR son Mejorar la
seguridad y el entorno, Disminuir la carga de trabajo física y nerviosa,
Reducir la presión de trabajo repetitivo o en cadena, Crear una proporción
creciente de puestos de trabajo con un contenido elevado. (CARRASCO, 2010)
SNOOK. Diseñado por S.H. Snook y V.M Ciriello en 1978. El estudio
incluye un conjunto de tablas con los pesos máximos aceptables para
diferentes acciones como el levantamiento, el descenso, el empuje, el
arrastre y el trasporte de cargas, diferenciados por géneros. A raíz de
nuevos experimentos, los mismos autores publicaron en 1991 la revisión
de dichas tablas bajo el título "The design of manual handling tasks: revised
tables of maximum acceptable weights and forces". (CARRASCO, 2010)
NIOSH. En 1981 el Instituto para la Seguridad
Ocupacional y Salud del Departamento de Salud y

Introducción 28
Servicios Humanos publicó una primera versión de la ecuación NIOSH; posteriormente, en 1991 hizo pública una segunda versión en la que se recogían los nuevos avances en la materia, permitiendo evaluar levantamientos asimétricos, con agarres de la carga no óptimos y con un mayor rango de tiempos y frecuencias de levantamiento. Básicamente son tres los criterios empleados para definir los componentes de la ecuación: biomecánico, fisiológico y psicofísico. (CARRASCO, 2010)
GINSHT (Guía técnica para la manipulación manual de cargas del
INSHT). Nombrado en su tesis Carrasco (2010), menciona que:
Desarrollado por el Instituto Nacional de
Seguridad e Higiene en el Trabajo (INSHT, 2010). El método parte de un valor máximo de peso recomendado, en condiciones ideales, llamado Peso teórico, a partir del cual y tras considerar las condiciones específicas del puesto, tales como el peso real de la carga, el nivel de protección deseado, las condiciones ergonómicas y características individuales del trabajador, obtiene un nuevo valor de peso máximo recomendado, llamado Peso aceptable, que garantiza una actividad segura para el trabajador. (p. 29)
FANGER. Nombrado en su tesis Carrasco (2010), menciona que:
Propuesto en 1973 por P.O. Fanger. Este método
es en la actualidad uno de los más extendidos para la estimación del confort térmico. A partir de la

Introducción 29
información relativa a la vestimenta, la tasa metabólica, la temperatura del aire, la temperatura radiante media, la velocidad relativa del aire y la humedad relativa o la presión parcial del vapor de agua, el método calcula dos índices denominados Voto medio estimado y Porcentaje de personas insatisfechas, valores ambos, que aportan información clara y concisa sobre el ambiente térmico al evaluador. (p. 29)
1.6 Marco Legal
Dentro del marco legal para este proyecto será adaptado por algunas
legislaciones y reglamentos como por ejemplo los que a continuación se
detalla:
1.6.1 Resolución C.D. 513: Reglamento del Seguro General de
Riesgos del Trabajo
Dentro de este reglamento se trabajará con ciertos artículos que
mencionan:
“Las enfermedades Profesionales u Ocupacionales” donde en el
artículo nueve considera los factores de riesgo de las Enfermedades
Profesionales u Ocupacionales. El artículo 10 habla sobre la exposición al
riesgo específico. (IESS, 2016, págs. 23-27)
En el Capítulo III, articulo 14 menciona los parámetros técnicos para la evaluación de Factores de Riesgo. Articulo 15 el monitorea y análisis.
(IESS, 2016, págs. 23-27)

Introducción 30
Avanzando con el capítulo XI, articulo 15 La prevención de riesgos.
Articulo 52 menciona las actividades preventivas en los lugares del trabajo.
(IESS, 2016, págs. 23-27)
Los detalles de cada artículo se encuentran en el anexo #2.
1.6.2 Decreto Ejecutivo 2393: Reglamento de Seguridad y Salud
de los Trabajadores y Mejoramiento del Medio Ambiente de Trabajo
Con este decreto relacionaremos este trabajo con los siguientes
artículos, como por ejemplo el Artículo 5 que detalla sobre las
dependencias de Riesgo del Trabajo y sus funciones del Comité
Interinstitucional, vigilancia del medio ambiente laboral y realizar estudios sobre prevención de riesgos; y el Artículo 11 que indica las obligaciones de
los empleadores. (IESS D. E., 2014, págs. 54-58-69)
En el Capítulo V: MANIPULACIÓN Y ALMACENAMIENTO, en el
Artículo. 128 indica sobre la manipulación de los materiales, el transporte,
el peso máximo dependiendo la edad. (IESS D. E., 2014, págs. 54-58-69)
Los detalles de cada artículo se encuentran en el anexo #2.
1.7 La Empresa
1.7.1 Datos Generales
En el año de 1970 nació electrodomésticos DUREX C.A. que inició
sus operaciones en el barrio del camal de Guayaquil, donde sus fundadores
fueron Luis Orrantia, Francisco Icaza, Ernesto Estrada, Plutarco Avilés,
entre otros.

Introducción 31
DUREX C.A. llevó su trayectoria durante 55 años hasta que en
agosto de 1995 fue absorbida por el grupo Mabe, marca mexicana donde
su nombre deriva de las siglas de sus fundadores Egon Mabardi y Francisco Berrondo, desde allí la empresa se llamó Mabe Ecuador S.A., cambiando
su razón social, adoptando el sistema de calidad ISO9001-2000, como una
decisión estratégica para la satisfacción del cliente y la mejora continua de
sus procesos incrementando la eficiencia en la organización.
1.7.1.1 Ubicación Geográfica
La ubicación geográfica de Mabe Ecuador S.A. está en el km 14.5
vía a Daule en la entrada a Pascuales.
Está ubicada en la zona industrial que le permite obtener todos los servicios básicos como agua, energía eléctrica, alcantarillado, red de
telefonía, internet, etc. También cuenta con vías de fácil acceso.
IMAGEN N° 6
UBICACIÓN DE MABE ECUADOR S.A.
Fuente: Mabe Ecuador S.A. Elaborado por: Luzuriaga Ramón Luis Alberto
1.7.1.2 Sistema Organizacional
Mabe Ecuador S.A. tiene un sistema organizacional de forma lineal,
en donde las de decisiones las toma el Gerente General, también las

Introducción 32
responsabilidades, autoridad y funciones ya están asignadas a cada
gerente y jefe de todas las áreas, financiera, administrativa y de planta.
DIAGRAMA N° 1
ORGANIGRAMA DE MABE ECUADOR S.A.
Fuente: Mabe Ecuador S.A. Elaborado por: Luzuriaga Ramón Luis Alberto
1.7.1.3 Productos
Mabe Ecuador S.A. fabrica una variedad de productos a gas e
inducción que son para diferentes países como Colombia, Chile, Bolivia, Perú, México, Centroamérica y Ecuador, tanto cocinetas, cocinas o estufas,
parrilla de empotre y en diferentes tamaños como 20”, 24”, 55cm, 60cm y
76cm.
1.7.1.4 Servicios
Dentro de Mabe Ecuador S.A. cuenta con servicio post venta
llamado SERVIPLUS que es un equipo especializado en línea blanca, esta

Introducción 33
área cuenta con profesionales capacitados para brindar un servicio
oportuno y de alta calidad en productos dentro y fuera de garantía.
SERVIPLUS tiene 25 centros de servicio a nivel nacional: Guayaquil,
Quito, Cuenca, Esmeralda, Manta, Portoviejo Bahía de Caráquez, Milagro,
Babahoyo, Quevedo, Santo Domingo, Machala, Loja, Ibarra, Ambato,
Riobamba. Macas, Puyo, Tenas y Lago Agrio.
También cuenta con un call center propio donde los clientes son
atendidos separando citas para que los técnicos vayan a revisar los
artefactos.
IMAGEN N° 7
EQUIPO DE SERVIPLUS
Fuente: Mabe Ecuador S.A.
Elaborado por: Luzuriaga Ramón Luis Alberto
1.7.2 Recursos
1.7.2.1 Recursos Humanos
El área de Recursos Humanos tiene como objetivo seleccionar y
capacitar a todo el personal que ingresa a la empresa asegurando que sea
la persona idónea para el puesto que se necesite.

Introducción 34
TABLA N° 4 DISTRIBUCIÓN DEL PERSONAL DE MABE ECUADOR S.A.
Área TOTAL
METALISTERIA 63 ESMALTE 39 PINTURA 28 ENSAMBLE 100 ALMACEN GENERAL 15 COMPRAS 9 CONTROL DE PRODUCCION 4 CALIDAD 15 GERENCIA DE PLANTA 1 LEAN MANUFACTURING 3 INGENIERIA DE DISEÑO 8 MANTENIMIENTO 19 MANUFACTURA 3 DISCPACITADOS PLANTA 14 RECURSOS HUMANOS 5 SEGURIDAD INDUSTRIAL 2 FINANZAS 23 VENTAS 5 SERVIPLUS 17 TOTAL 373
Fuente: Mabe Ecuador S.A.
Elaborado por: Luzuriaga Ramón Luis Alberto
1.7.2.2 Recursos Tecnológicos
Dentro de los recursos tecnológicos que tiene Mabe Ecuador S.A. se
puede mencionar por parte del proceso inicial, metalistería con prensas,
acabados que se subdivide en esmaltado que tiene instalado secadores a
gas, hornos de curado y Pintura que tiene un túnel de fosfatizado,
secadores, cabinas de pinturas y hornos de curado, y por último ensamble
que trabaja con bandas transportadoras.
A continuación, se presenta un cuadro de todos los equipos y
maquinarias:
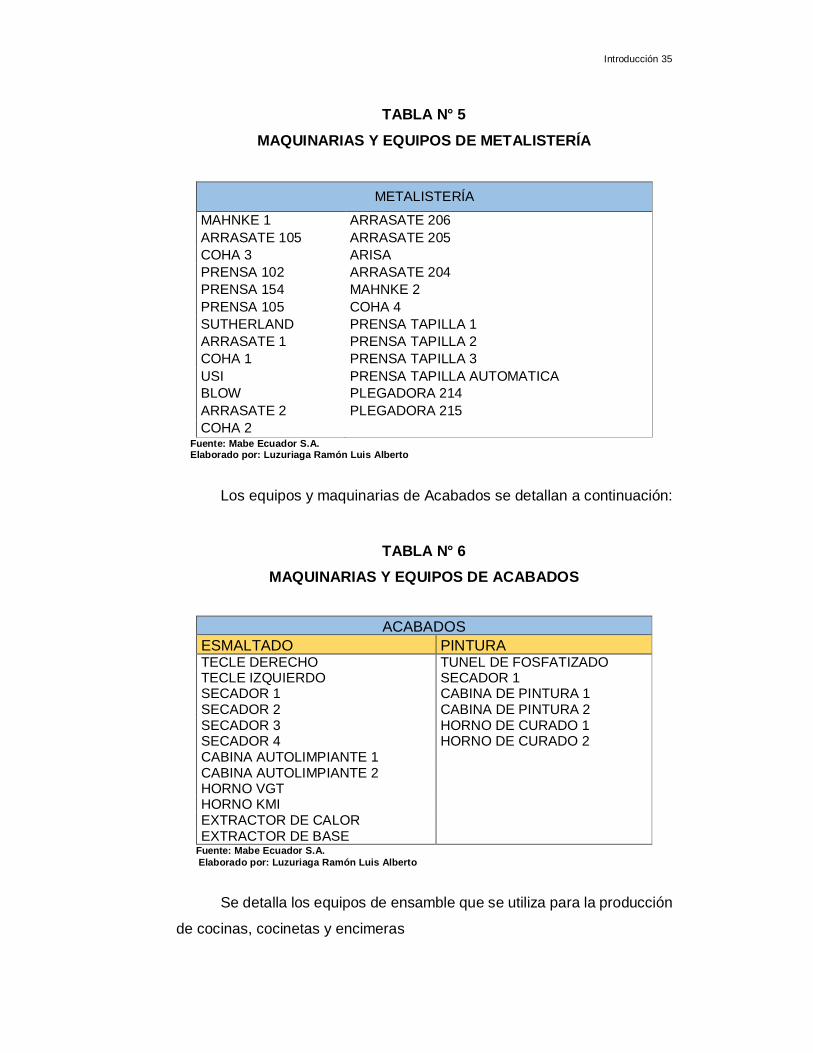
Introducción 35
TABLA N° 5 MAQUINARIAS Y EQUIPOS DE METALISTERÍA
METALISTERÍA
MAHNKE 1 ARRASATE 206 ARRASATE 105 ARRASATE 205 COHA 3 ARISA PRENSA 102 ARRASATE 204 PRENSA 154 MAHNKE 2 PRENSA 105 COHA 4 SUTHERLAND PRENSA TAPILLA 1 ARRASATE 1 PRENSA TAPILLA 2 COHA 1 PRENSA TAPILLA 3 USI PRENSA TAPILLA AUTOMATICA BLOW PLEGADORA 214 ARRASATE 2 PLEGADORA 215 COHA 2
Fuente: Mabe Ecuador S.A. Elaborado por: Luzuriaga Ramón Luis Alberto
Los equipos y maquinarias de Acabados se detallan a continuación:
TABLA N° 6
MAQUINARIAS Y EQUIPOS DE ACABADOS
ACABADOS ESMALTADO PINTURA TECLE DERECHO TUNEL DE FOSFATIZADO TECLE IZQUIERDO SECADOR 1 SECADOR 1 CABINA DE PINTURA 1 SECADOR 2 CABINA DE PINTURA 2 SECADOR 3 HORNO DE CURADO 1 SECADOR 4 HORNO DE CURADO 2 CABINA AUTOLIMPIANTE 1 CABINA AUTOLIMPIANTE 2 HORNO VGT HORNO KMI EXTRACTOR DE CALOR EXTRACTOR DE BASE
Fuente: Mabe Ecuador S.A. Elaborado por: Luzuriaga Ramón Luis Alberto
Se detalla los equipos de ensamble que se utiliza para la producción
de cocinas, cocinetas y encimeras

Introducción 36
TABLA N° 7 EQUIPOS DE ENSAMBLE
ENSAMBLE LÍNEA TRANSPORTADORA E1 LÍNEA TRANSPORTADORA E2 LÍNEA TRANSPORTADORA E3 CABINA DE INDUCCIÓN
Fuente: Mabe Ecuador S.A. Elaborado por: Luzuriaga Ramón Luis Alberto
1.7.3 Procesos
1.7.3.1 Mapa de Procesos
Mabe Ecuador S.A. tiene varias áreas que conforman todo el
proceso productivo, a continuación, se presenta un mapa del proceso
productivo y luego se describe el proceso para detallar las actividades que
realizan las áreas.
DIAGRAMA N° 2 MAPA DE PROCESOS MABE ECUADOR
Fuente: Mabe Ecuador S.A.
Elaborado por: Luzuriaga Ramón Luis Alberto

Introducción 37
1.7.3.2 Diagrama de flujo de operaciones
Dentro del proceso productivo Mabe Ecuador este inicia con la fabricación de partes y piezas metálicas en metalistería donde embuten,
perforan, cortan de forma perimetral, entregándole ciertas piezas a el área
de esmalte como son los espaldares, marco de horno, laterales de horno,
techo, piso, etc. Estas partes entran al proceso de Decapado para eliminar
la grasa y lubricante que contiene el material, luego pasa a la cadena del
secador donde se sumergen las piezas en el esmalte líquido para ser
colgados y enviados al secador que lleva una temperatura entre 95 y
110°C.
Terminando este proceso los trabajadores transfieren las piezas a la
cadena de curado y viajan al Horno llamado VGT que llega a tener una temperatura entre 825 a 850°C para que todo el material que pase por aquí
llegue a curarse o quemarse donde queda un acabado porcelanizado.
Por otro lado, en metalistería también se fabrican partes que van al
área se pintura como son los lateral externo, frente de perilla,
complementos, retal, etc., también existen partes que son fabricadas por
proveedores externos como cornisas superior e inferior, apliques puerta,
etc.
Estos mismos entran al túnel de fosfatizado con una temperatura de
85°C que también es un proceso para eliminar las grasas y lubricantes de
las piezas, luego pasan por el secador que tiene una temperatura de 80°C,
para iniciar el proceso automático de pintado electroestática por aspersión,
aplicando la pintura que corresponda, ya sea blanca, negra, gris, bisque o
plata, una vez pintadas las piezas llegan al horno de curado que contiene
una temperatura entre 230 a 240°C, cuando los materiales salen del horno
son transportados a la bodega de acabados así como los que son
esmaltados. Estos frentes son serigrafiados o sea que se pinta un arte para
saber ciertas funcionalidades de la cocina.

Introducción 38
Todos estos materiales son llevados también a la bodega de
acabados donde posteriormente se los llevará al área de ensamble. Al área
de ensamble llegan todas las piezas fabricadas que pasaron por esmalte, pintura, serigrafía donde van a ser ensamblas junto con las partes
compradas que despachan los proveedores kanban y la bodega de materia
prima, donde existen dos líneas que ensamblan cocinas, una línea de CKD
y dos celdas una de cocineta y otra de encimera.
El último proceso es el almacenaje donde personal de la Bodega de
Producto Terminado toma todas las cocinas ensambladas para llevarlas a
estibar y luego a distribuirla. Ver Anexo 4
1.7.4 Indicadores de Gestión
En Mabe se llevan muchos indicadores de gestión, esto es para
medir, controlar y cambiar ciertas áreas o procesos que en algún momento
no llegan al objetivo de cada indicador. A continuación, se presentará los
indicadores de producción como ejemplo de los demás indicadores:
TABLA N° 8
LISTA DE INDICADORES INDICADOR OBJETIVO Accidentes 0
Rotación y ausentismo 2%
Yield 98%
Luces Rojas 2
Cumplimiento diario 98%
Auditoria 5`S 85%
Tiempos muertos 8% Fuente: Mabe Ecuador S.A.
Elaborado por: Luzuriaga Ramón Luis Alberto
Estos indicadores son revisados semanalmente para evaluar en
qué condiciones se encuentran nuestro proceso de fabricación de cocinas.

CAPÍTULO II SITUACIÓN ACTUAL
2.1 Compromiso Institucional con la Seguridad Industrial
Mabe como compañía multinacional lleva a cabo un gran despliegue
de análisis, prevención y hasta vigilancia en lo que respecta a la Seguridad
Industrial y para ello creó, desde sus inicios en Ecuador, la política
Empresarial de EHS que lleva su reglamento interno de Seguridad y Salud
en el trabajo. En su primer párrafo menciona lo siguiente:
“Para Mabe Ecuador S.A. es prioridad la Seguridad y la Salud
ocupacional de sus empleados y está comprometida a destinar los recursos necesarios para el funcionamiento y mejora continua del sistema de gestión
de EHS, buscando mejorar la calidad de vida de sus empleados, a través
de la identificación de peligros, evaluación y control de riesgos y la mejora
en el desempeño. Para lograrlo, la empresa se acoge a la legislación y otros
requisitos vigentes.
La participación y compromiso de todos los empleados, visitantes y
contratistas son fundamentales para el funcionamiento del sistema de
gestión de EHS.” (Mabe Ecuador, 2017)
2.2 Análisis de puestos de trabajo
Para el análisis del puesto de trabajo se describirá las actividades
que incurre el operario al trabajar con el bloque contrapeso, para esto, la
empresa tiene un formato llamado ERS (Evaluación de riesgos de
seguridad), que determina cuales son los riesgos en los puestos de trabajo
incluyendo los ergonómicos, de cada una de sus actividades.
Situación actual 40
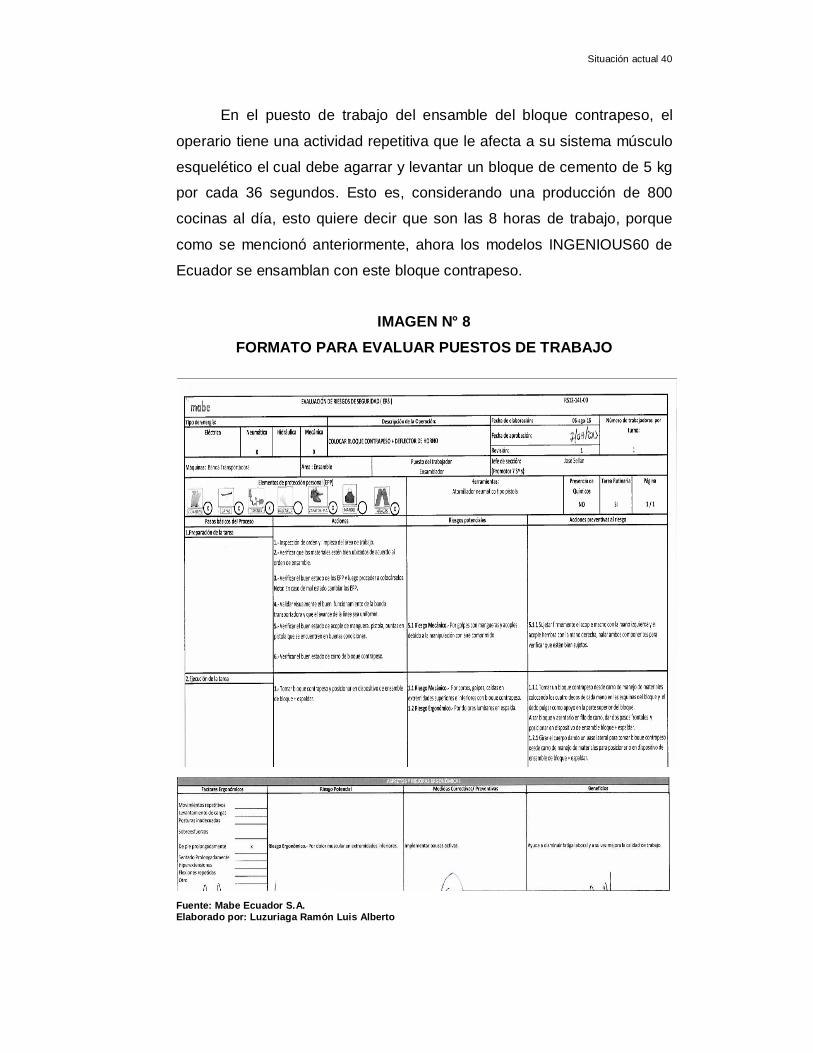
En el puesto de trabajo del ensamble del bloque contrapeso, el
operario tiene una actividad repetitiva que le afecta a su sistema músculo
esquelético el cual debe agarrar y levantar un bloque de cemento de 5 kg por cada 36 segundos. Esto es, considerando una producción de 800
cocinas al día, esto quiere decir que son las 8 horas de trabajo, porque
como se mencionó anteriormente, ahora los modelos INGENIOUS60 de
Ecuador se ensamblan con este bloque contrapeso.
IMAGEN N° 8
FORMATO PARA EVALUAR PUESTOS DE TRABAJO
Fuente: Mabe Ecuador S.A. Elaborado por: Luzuriaga Ramón Luis Alberto
Situación actual 41
Características del bloque
Para seguir con el análisis se detallará las características del bloque contrapeso:
El bloque contrapeso está hecho de cemento
Recubierto de láminas galvanizadas
Perforaciones para ensamblar en el chasis de la cocina
Sus dimensiones son: 50 cm x 12 cm x 8 cm
2.2.1 Matriz de identificación de riesgos
En Mabe se trabaja con una matriz de identificación de riesgos
dentro del mismo formato del ERS (Evaluación de riesgos de seguridad), aquí se encierran todos los posibles riesgos que tenga el puesto de trabajo,
estos riesgos pueden ser: mecánicos, eléctricos, ergonómicos, pero en este
caso se hará énfasis de los riesgos ergonómicos. Todo lo descrito se puede
observar en la figura del formato para evaluar puesto de trabajo.
2.2.2 Indicadores de gestión de la Seguridad Industrial
A nivel continental Mabe comenzó a implementar desde el 2010 un
sistema de Gestión de Seguridad, Higiene y Salud, adquirió muchas
herramientas de seguridad industrial y los desarrolló.
Desde ese año se ha venido trabajando los indicadores de seguridad
aquí en Ecuador, estos indicadores se manejan en el sistema de gestión llamado SISTEMA GEHS (Sistema de Gestión de Medio Ambiente
[Environment], Salud [Health] y Seguridad [Security]), donde se dividen en
elementos que van del 1 al 20 y el elemento que lleva lo que es ergonomía
es el 17, aquí se tiene una lista de actividades de todos los procesos que
lleva Mabe, donde se evalúan periódicamente las estaciones más críticas

Situación actual 42
y se forma un equipo de trabajo para eliminar o disminuir los riesgos, en
este caso el ergonómico en la estación del bloque contrapeso.
Los indicadores son medidos mediante un SCORE CARD que
significa una lista de preguntas que se hacen para evaluar la gestión de
cada elemento, arrojando un resultado que será para saber en qué
situación lo está y si hay que gestionar algún cambio para que no se caiga
el elemento.
2.3 Evaluación de riesgos: Método RULA
El método R.U.L.A (Rapid Upper Limb Assessment) en su traducción
al castellano “evaluación rápida de la extremidad superior”, Según: Carrasco (2010) recalca que:
Es un método de evaluación ergonómica
elaborado y validado en la Universidad de Nottingmham, por Lynn McAtamney y E.N. Corlett. Fue publicado en la revista especializada Applied Ergonomist en el año 1993. La evaluación se orienta hacia la revisión de posturas en condiciones de trabajo que generan fatiga, dividiendo el análisis en dos grupos, las extremidades superiores comprenden el grupo A y las extremidades inferiores el grupo B. Debido a que el procedimiento establece la determinación de los ángulos que se forman entre las partes del cuerpo, el primer paso es la observación apoyada de fotografías, videos o electrogoniómetros.
(p. 25)
Antes de realizar la evaluación, se presentan fotos de las posturas
que toman los operarios que trabajan en esa estación.

Situación actual 43
IMAGEN N° 9 MALAS POSTURAS DEL OPERARIO
Fuente: Mabe Ecuador S.A. Elaborado por: Luzuriaga Ramón Luis Alberto
Evaluación:
A. Análisis de brazo, antebrazo y muñeca
IMAGEN N° 10 ANÁLISIS DE BRAZO, ANTEBRAZO, MUÑECA

Situación actual 44
Fuente: Método RULA Elaborado por: Luzuriaga Ramón Luis Alberto B. Análisis de cuello, tronco y pierna
IMAGEN N° 11
ANÁLISIS DE CUELLO, TRONCO, PIERNAS

Situación actual 45
Fuente: Mabe Ecuador S.A. Elaborado por: Luzuriaga Ramón Luis Alberto Resumen de los datos

Situación actual 46
2.4 Resultados de la evaluación
Como resultado de la evaluación con el método RULA, la estación
EG16D llamada Ensamble bloque contrapeso + deflector horno, tiene un
alto nivel de riesgo ergonómico ya que se debe mejorar el puesto de trabajo
con cambios inmediatos y concretos en determinadas posturas y plantear el rediseño del puesto.
Una de las puntuaciones altas es la muñeca llegando al nivel más
alto que es cuatro, porque el operario tiene un movimiento desviado radial
con extensión de más de 15° que puede producirse una enfermedad
profesional llamada, el síndrome del túnel carpiano.

Situación actual 47
Y la otra puntuación más alta con respecto al análisis de cuello,
tronco y piernas es la del tronco, llegando a cinco, donde casi llega al nivel
máximo, esto quiere decir que el operario toma una postura de inclinación del tronco de más de 60° hacia adelante que prácticamente, por la
repetitividad de la actividad y el peso del bloque puede causarle una lesión
en la espalda baja llamada lumbalgia.
2.5 Análisis y Diagnóstico
2.5.1 Diagrama Causa - Efecto
El diagrama causa-efecto es un gráfico que muestra las relaciones
entre una característica y sus factores o causas. Es así la representación
gráfica de todas las posibles causas de un fenómeno. Una vez elaborado, el diagrama causa-efecto representa de forma ordenada y completa todas
las causas que pueden determinar cierto problema y constituye una
utilísima base de trabajo para poner en marcha la búsqueda de sus
verdaderas causas, es decir, el auténtico análisis causa-efecto. (Galgano,
1992)
DIAGRAMA N° 4 DIAGRAMA CAUSA-EFECTO
Fuente: Investigación propia Elaborado por: Luzuriaga Ramón Luis Alberto

Situación actual 48
Lo que se traduce en este análisis, es que el riesgo ergonómico en
la estación del ensamble del bloque contrapeso en la línea E1 de ensamble
tiene diferentes causas en materiales, método y medio ambiente.
En materiales menciona que el bloque contrapeso, por tener 5 kilos
aproximadamente, se vuelve muy pesado por la frecuencia de la actividad.
IMAGEN N° 12
BLOQUE CONTRAPESO
Fuente: Mabe Ecuador S.A.
Elaborado por: Luzuriaga Ramón Luis Alberto
En el método, se resume que el método de trabajo no es el adecuado
ya que el operario hace una inclinación de 60° del tronco y sus muñecas hacen una torsión al tomar el bloque contrapeso, a esto se lo llama mala
postura.
IMAGEN N° 13 POSTURA ENSAMBLE BLOQUE CONTRAPESO
Fuente: Mabe Ecuador S.A. Elaborado por: Luzuriaga Ramón Luis Alberto

Situación actual 49
Y en el medio ambiente se puede manifestar que el operario no tiene
una estación de trabajo adecuada porque el espacio es reducido.
IMAGEN N° 14
ESTACIÓN DE TRABAJO ENSAMBLE BLOQUE CONTRAPESO
Fuente: Mabe Ecuador S.A. Elaborado por: Luzuriaga Ramón Luis Alberto
2.5.2 Impacto económico de problemas detectados
El riesgo ergonómico de la estación del ensamble del bloque
contrapeso o de cualquier otro puesto de trabajo no es un problema menor,
ya que se generan varios costos directos que se relacionan con servicios
de salud privado, sistemas de pensiones por incapacidad o muerte,
considerando también los costos que asumen los familiares para hacer
frente a esta clase de problemas llamados también enfermedades
profesionales. Se agrega a la lista del impacto económico los costos
indirectos como pérdidas o atrasos en la producción, esto puede ser por ausentismo, enfermedad, accidentes o mortalidad. Esto se refleja en una
baja en la productividad de los operarios ya que cuando regresan de algún
accidente o con enfermedades resultantes del trabajo hay también pérdidas
e inconvenientes para buscar otra persona que cubra ese puesto de trabajo
porque ya no puede ejercer las actividades que se realizan en dicho puesto.
Algunas estimaciones sugieren que los costos resultantes de accidentes de trabajo para las empresas pueden ser cuatro veces mayores que los costos

Situación actual 50
incurridos por la compensación a los trabajadores en función de accidentes.
(Casal, 2013). Así que desde el punto de vista de las empresas podría
haber un interés en reducir y evitar accidentes y enfermedades en el trabajo. (Casal, 2013). Dentro de los valores económicos invertidos en
salud para los trabajadores de las líneas de ensamble, E1 y E2 que es
donde se ensamblan los bloques contrapeso, en lo que va del año 2017
fueron:
TABLA N° 9
VALORES INVERTIDOS EN LA SALUD DE LOS TRABAJADORES
Fuente: Investigación propia
Elaborado por: Luzuriaga Ramón Luis Alberto
Para determinar un impacto económico que puede incurrir la
empresa cuando algún empleado llegue a tener una enfermedad
profesional, considerando que la edad promedio de los operarios es de 27
a 34 años de edad y la cantidad de trabajadores que realizan el ensamble
del bloque contrapeso son cuatro, dos en cada línea, donde a uno se lo tiene como principal y a otro como reemplazo. Este cálculo es basado en
el Capítulo VII “De la Incapacidad Permanente Total”, Artículo 33 del
Reglamento de Seguro General de Riesgos del Trabajo.
El total del impacto económico es la suma de los valores invertidos
en la salud de los trabajadores las líneas de ensamble y el cálculo de la sanción que incurriría la empresa por enfermedad profesional con
incapacidad permanente total.
Descripción CostoRayos X de columna $ 89Rayos X de toráx $ 89Examenes de laboratorio $ 47Subtotal $ 225Operarios Línea E1 y E2 81Total invertido $ 18.225
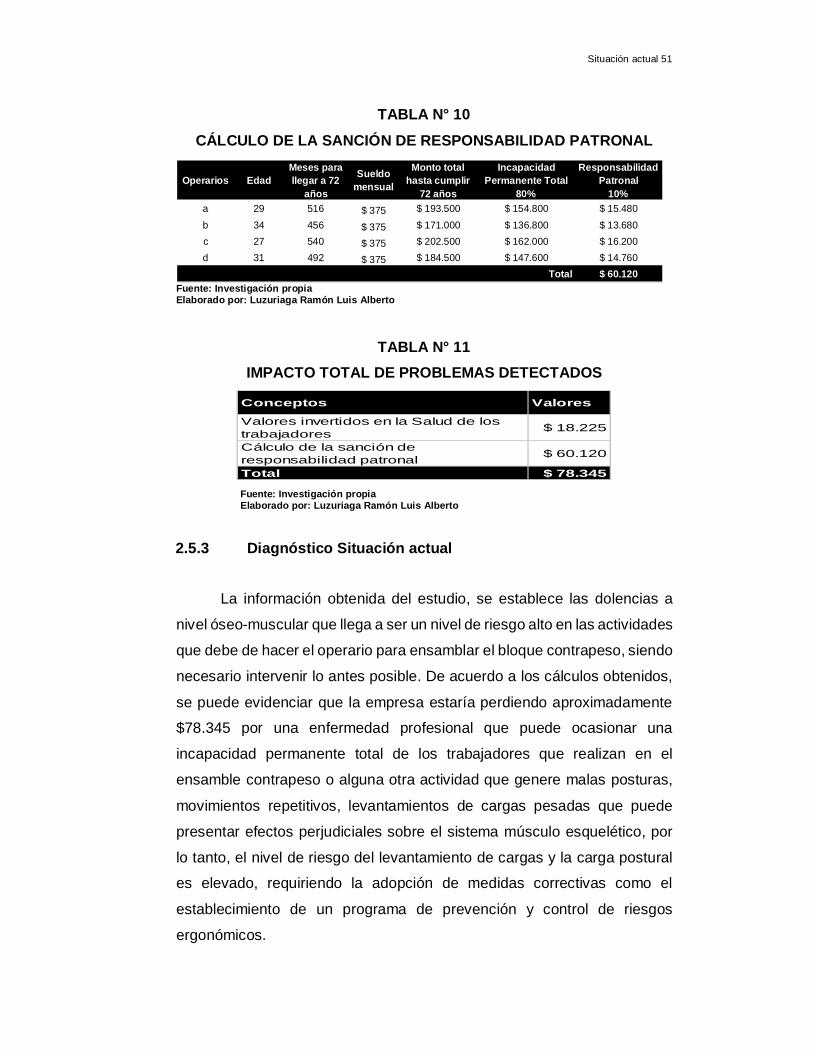
Situación actual 51
TABLA N° 10 CÁLCULO DE LA SANCIÓN DE RESPONSABILIDAD PATRONAL
Fuente: Investigación propia Elaborado por: Luzuriaga Ramón Luis Alberto
TABLA N° 11 IMPACTO TOTAL DE PROBLEMAS DETECTADOS
Fuente: Investigación propia Elaborado por: Luzuriaga Ramón Luis Alberto 2.5.3 Diagnóstico Situación actual
La información obtenida del estudio, se establece las dolencias a
nivel óseo-muscular que llega a ser un nivel de riesgo alto en las actividades
que debe de hacer el operario para ensamblar el bloque contrapeso, siendo
necesario intervenir lo antes posible. De acuerdo a los cálculos obtenidos,
se puede evidenciar que la empresa estaría perdiendo aproximadamente $78.345 por una enfermedad profesional que puede ocasionar una
incapacidad permanente total de los trabajadores que realizan en el
ensamble contrapeso o alguna otra actividad que genere malas posturas,
movimientos repetitivos, levantamientos de cargas pesadas que puede
presentar efectos perjudiciales sobre el sistema músculo esquelético, por
lo tanto, el nivel de riesgo del levantamiento de cargas y la carga postural es elevado, requiriendo la adopción de medidas correctivas como el
establecimiento de un programa de prevención y control de riesgos
ergonómicos.
Operarios EdadMeses para llegar a 72
años
Sueldo mensual
Monto total hasta cumplir
72 años
Incapacidad Permanente Total
80%
Responsabilidad Patronal
10%a 29 516 $ 375 $ 193.500 $ 154.800 $ 15.480b 34 456 $ 375 $ 171.000 $ 136.800 $ 13.680c 27 540 $ 375 $ 202.500 $ 162.000 $ 16.200d 31 492 $ 375 $ 184.500 $ 147.600 $ 14.760
$ 60.120Total
Conceptos Valores
Valores invertidos en la Salud de los trabajadores $ 18.225
Cálculo de la sanción de responsabilidad patronal $ 60.120
Total $ 78.345
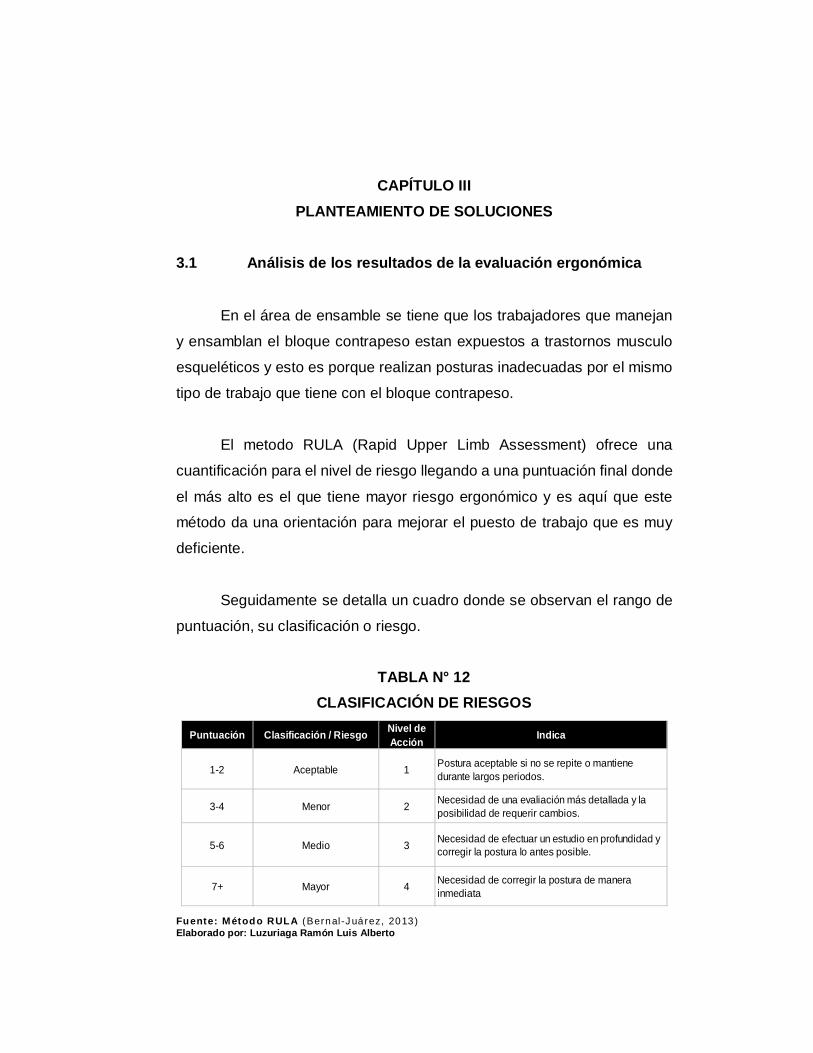
CAPÍTULO III PLANTEAMIENTO DE SOLUCIONES
3.1 Análisis de los resultados de la evaluación ergonómica
En el área de ensamble se tiene que los trabajadores que manejan
y ensamblan el bloque contrapeso estan expuestos a trastornos musculo
esqueléticos y esto es porque realizan posturas inadecuadas por el mismo
tipo de trabajo que tiene con el bloque contrapeso.
El metodo RULA (Rapid Upper Limb Assessment) ofrece una
cuantificación para el nivel de riesgo llegando a una puntuación final donde
el más alto es el que tiene mayor riesgo ergonómico y es aquí que este método da una orientación para mejorar el puesto de trabajo que es muy
deficiente.
Seguidamente se detalla un cuadro donde se observan el rango de
puntuación, su clasificación o riesgo.
TABLA N° 12
CLASIFICACIÓN DE RIESGOS
Fuente: Método RULA (Bernal-J uárez, 2013) Elaborado por: Luzuriaga Ramón Luis Alberto
Puntuación Clasificación / Riesgo Nivel de Acción Indica
1-2 Aceptable 1 Postura aceptable si no se repite o mantiene durante largos periodos.
3-4 Menor 2 Necesidad de una evaliación más detallada y la posibilidad de requerir cambios.
5-6 Medio 3 Necesidad de efectuar un estudio en profundidad y corregir la postura lo antes posible.
7+ Mayor 4 Necesidad de corregir la postura de manera inmediata
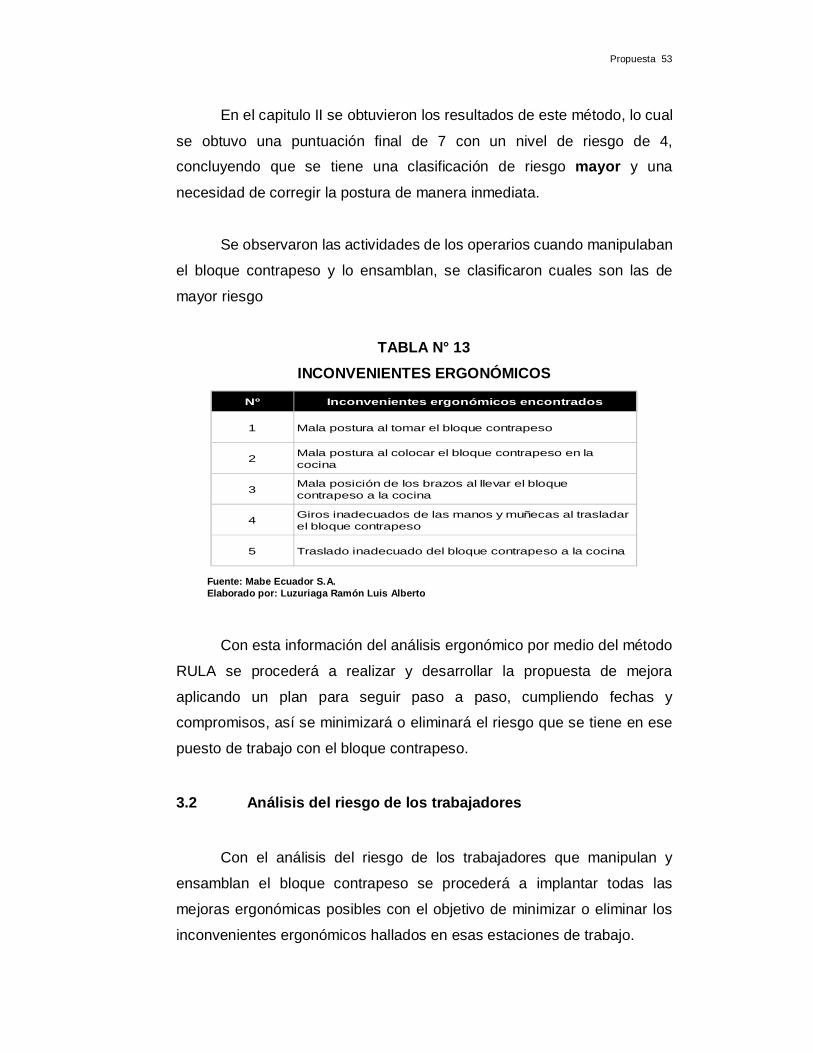
Propuesta 53
En el capitulo II se obtuvieron los resultados de este método, lo cual
se obtuvo una puntuación final de 7 con un nivel de riesgo de 4, concluyendo que se tiene una clasificación de riesgo mayor y una
necesidad de corregir la postura de manera inmediata.
Se observaron las actividades de los operarios cuando manipulaban
el bloque contrapeso y lo ensamblan, se clasificaron cuales son las de
mayor riesgo
TABLA N° 13
INCONVENIENTES ERGONÓMICOS
Fuente: Mabe Ecuador S.A. Elaborado por: Luzuriaga Ramón Luis Alberto
Con esta información del análisis ergonómico por medio del método
RULA se procederá a realizar y desarrollar la propuesta de mejora
aplicando un plan para seguir paso a paso, cumpliendo fechas y compromisos, así se minimizará o eliminará el riesgo que se tiene en ese
puesto de trabajo con el bloque contrapeso.
3.2 Análisis del riesgo de los trabajadores
Con el análisis del riesgo de los trabajadores que manipulan y
ensamblan el bloque contrapeso se procederá a implantar todas las
mejoras ergonómicas posibles con el objetivo de minimizar o eliminar los
inconvenientes ergonómicos hallados en esas estaciones de trabajo.
Nº Inconvenientes ergonómicos encontrados
1 Mala postura al tomar el bloque contrapeso
2 Mala postura al colocar el bloque contrapeso en la cocina
3 Mala posición de los brazos al llevar el bloque contrapeso a la cocina
4 Giros inadecuados de las manos y muñecas al trasladar el bloque contrapeso
5 Traslado inadecuado del bloque contrapeso a la cocina
Propuesta 54
Según (Wiesner Mora, 2016), El Instituto de Seguridad y Salud
Ocupacional de Estados Unidos de Norte América (OHSAS). Ha
determinado que por medio del factor del riesgo ergonómico podemos crear o diseñar un formato que contemple todos los análisis para mejorar el
estudio ergonómico del área por medio de los siguientes controles:
Nivel de rediseño o nivel de ingeniería.
Prácticas de trabajo a nivel administrativo.
Medidas de protección para empleados.
El nivel de rediseño o nivel de ingeniería radica en modificar, diseñar
o rediseñar, sustituir o reponer el puesto o área de trabajo, equipos,
herramientas o productos.
Estos prototipos de mejoramiento nos ayudan a mejorar el lugar de
trabajo con respecto a problemas ergonómicos para que las deficiencias
bajen considerablemente o se eliminen, por lo general se lo aplica cuando
recién se está construyendo la planta o área de trabajo. (Wiesner Mora,
2016)
Las prácticas de trabajo a nivel administrativo consisten en organizar
las prácticas de trabajo, con la participación de supervisores y empleados
que garanticen que los resultados se están dando de la mejor manera.
(Wiesner Mora, 2016)
Las medidas de protección para empleados para un mejor resultado
se lo efectúan en conjunto con los dos niveles anteriores mencionados.
Utilizar equipo de protección es el último control de prevención de riesgos
laborales ya que no tiene mucho éxito, entre los equipos de protección para
empleados tenemos: protectores para codos y rodillas, guantes, zapatos y
cualquier otro complemento para el empleado. (Wiesner Mora, 2016)

Propuesta 55
3.3 Propuesta del Plan de mejoras ergonómicas
En este apartado se evaluarán los inconvenientes que se detectaron para dar una solución definitiva, con los datos que se recogió de la
evaluación con el método RULA y el cuadro de clasificación de riesgos
ayudarán a encontrar las soluciones, a continuación, se mostrará un cuadro
que detallará las actividades de riesgo con su mejora.
TABLA N° 14
RESULTADO DE LA EVALUACIÓN ERGONÓMICA RULA
Fuente: Evaluación RULA Elaborado por: Luzuriaga Ramón Luis Alberto
Clasificación de los inconvenientes
encontradosPrevenir Solución Resultado esperado Mejora
1Mala postura al tomar el bloque
contrapeso
Elevar el contenedor de los bloques contrapeso a una
altura donde el último bloque sea tomado de forma que el
operario no tenga que flexionar el tronco hacia a delante
Eliminar la inclinación del tronco Ingenieril
2
Mala postura al colocar el bloque contrapeso en la
cocina
Elevar la mesa de trabajo donde se ensambla el bloque
contrapeso con la cocina
Se disminuye la carga postural para el tronco. Ingenieril
3
Mala posición de los brazos al llevar
el bloque contrapeso a la
cocina
4
Giros inadecuados de las manos y
muñecas al trasladar el bloque
contrapeso
5
Traslado inadecuado del
bloque contrapeso a la cocina
Colocar una balancin para trasladar de un lugar a otro al
bloque contrapeso
Evitar daños musculo esqueléticos en brazos,
tronco y muñecas. Ingenieril

Propuesta 56
3.4 Análisis económico del plan de mejoras ergonómicas
Con todos los inconvenientes hallados se presentaron soluciones para eliminar, evitar o disminuir el riesgo ergonómico que tienen los
operarios que manejan el bloque contrapeso, para implantar dichas
soluciones se debe de invertir cierto capital para no incurrir en faltas graves
que el departamento de Riesgo del Trabajo del Seguro Social vaya hacer
alguna inspección, detecte la anomalía y solicite una sanción para la
empresa.
Se mostrará un cuadro que detalla los valores para la inversión en
las mejoras que se implementaran para los inconvenientes ergonómicos.
TABLA N° 15
COSTOS PARA EL PLAN DE MEJORAS ERGONÓMICAS
Fuente: Proveedores Elaborado por: Luzuriaga Ramón Luis Alberto
Para ejecutar las mejoras que requiere la empresa, se propone
realizar un préstamo bancario con una tasa de interés del 12% anual, con
un plazo de 12 meses, con cuotas mensuales de $212.80.
Nº Solución Costo Anexos
1Modificar la altura del contenedor del bloque
contrapeso$ 1.200,00 Anexo #5
2
Modificar la altura de la mesa de trabajo donde se
ensambla el bloque contrapeso
$ 400,00 Anexo #5
3
4
5
$ 2.280,00
Adquisición de 2 balancines con su
dispositivo de agarre e instalación para cada linea
de ensamble
$ 680,00
TOTAL
Anexo #5

Propuesta 57
TABLA N° 16 RESUMEN DEL CRÉDITO BANCARIO
Fuente: Banco Central del Ecuador Elaborado por: Luzuriaga Ramón Luis Alberto
Los costos de inversión deberán estar en un rango del gasto que
permite la empresa y lo que se está planteando tampoco tendrá que pasar
valores que no son permitidos por la empresa.
Para el plan de mejoras ergonómicas se debe tener un mínimo de
costo de inversión y un mayor beneficio como minimizar las enfermedades,
atenciones médicas, productividad, entre otras. Con un beneficio para el
trabajador brindándole un ambiente de trabajo más adecuado, utilizando
herramientas que le faciliten el trabajo y no causen ninguna enfermedad
profesional, considerando que dentro del plan se van adecuar el contenedor y la mesa de trabajo para que disminuya la carga postural en sus
actividades y también evitar los daños músculo esqueléticos se adquirirá
un balancín con su respectivo dispositivo de agarre para eliminar el traslado
del bloque contrapeso con los brazos.
3.5 Planificación de las mejoras ergonómicas
Dentro de la planificación para las mejoras ergonómicas se debe
considerar actividades, beneficios, recursos, responsable y fecha de
compromiso.
Variable Concepto Valor
A Inversión plan de mejoras $ 2.280,00
B Interés nominal (BCE) 12%
C A + B $ 2.553,60
D Cuotas mensuales $ 212,80

Propuesta 58
Con estos datos se puede dar un seguimiento para la ejecución de
las mejoras ergonómicas en la planta de Mabe Ecuador en el área de
ensamble en las líneas E1 y E2.
TABLA N° 17 PLAN DE MEJORAS ERGONÓMICAS
Fuente: Investigación propia Elaborado por: Luzuriaga Ramón Luis Alberto
Oct. Nov.
1Presentar los resultados a la
gerencia de planta y a seguridad industrial
1ra semana
2 Aprobación de la gerencia del plan de mejoras Gerente de Planta 2da
semana
3 Inicio del plan de mejoras ergonómicas
Tener un puesto de trabajo sin riesgos
ergonómicos
Dpto. de Seguridad Industrial
3ra semana
4
Capacitar a los trabajadores sobre la manipulación de cargas
y sus consecuencias en los trastornos músculo-esquelético
Dar a conocer a los trabajadores
riesgos ergonómicos y
seguir las políticas de seguridad y
salud ocupacional
Sala de capacitación disponible,
computador, proyector, micrófono,
parlantes
Dpto. de Seguridad Industrial
1ra semana
5 Modificar la altura del contenedor del bloque contrapeso
Eliminar la inclinación del
tronco$ 1.200,00 Proveedor 2da
semana
6Modificar la altura de la mesa de
trabajo donde se ensambla el bloque contrapeso
Se disminuye la carga postural para el tronco.
$ 400,00 Proveedor 2da semana
7
Adquisición de 2 balancines con su dispositivo de agarre e
instalación para cada linea de ensamble
Evitar daños musculo
esqueléticos en brazos, tronco y
muñecas.
$ 680,00 Proveedor 3ra semana
Cronograma de actividades 2017Nº Actividades Baneficios a
obtenerRecurso, Equipos,
Material, Financiero Responsable

Propuesta 59
3.6 Factibilidad del Plan de Mejoras Ergonómicas
Se puede mencionar que el plan de mejoras ergonómicas es factible porque los cambios que se pretenden implementar no tienen complejidad,
no afectan al área de ensamble, no se invertirá gran cantidad de dinero,
solamente se cambiarán posiciones de los operarios que afecten a su
sistema músculo-esquelético elevando la mesa de trabajo y el contenedor,
se capacitará a los operarios para dar a conocer a los trabajadores los
riesgos ergonómicos y seguir las políticas de seguridad y salud ocupacional
para que mantengan dirección de las políticas internas de la empresa, por
último se adquirirá dos balancines con sus dispositivos de agarre para que
cuando los operarios trabajen con el bloque contrapeso tomen el bloque
con el dispositivo de agarre y por medio del balancín lo trasladen hasta
donde será ensamblado y así se evitarán daños músculo-esqueléticos en brazos, tronco y muñecas.
3.7 Conclusiones y recomendaciones
En esta sección se describirá las conclusiones correspondientes de este proyecto y se darán ciertas recomendaciones para ejecutar e
implementar de la mejor manera las soluciones de los riesgos ergonómicos.
3.7.1 Conclusiones
Todo el estudio realizado en este proyecto lleva a mejorar el
ambiente y el puesto de trabajo de los operarios para que su entorno lo
lleva a ser más productivo y tener un bienestar laboral.
Sin embargo, el profesional encargado de observar, analizar,
solucionar e implementar los puestos de trabajo es el Ingeniero Industrial,
dando propuestas de diseño del proceso considerando los riesgos

Propuesta 60
ergonómicos que puedan estar implícitos, por lo que aquí es donde se
aplica el ingenio de este profesional, porque tiene que evaluar que
movimientos generan dicho riesgo y buscar la manera de eliminarlo o minimizarlo.
La ergonomía es una disciplina técnica, científica y de diseño que
estudia al ser humano con respecto a su entorno laboral, esto resulta para
que el trabajador tenga un ambiente de trabajo favorable y sin riesgos,
como se lo mencionó anteriormente, incrementando su productividad sin
causarle enfermedades profesionales.
En la evaluación ergonómica por medio del método RULA a la
estación de trabajo del ensamble del bloque contrapeso, se obtuvo que el
nivel de riesgo es 4, que significa un mayor riesgo y una puntuación final de 7, que se debe de corregir la postura de manera inmediata.
Dentro de las actividades que tienen mayor riesgo en ese puesto de
trabajo se considera que puede llevar a lesiones músculo-esqueléticas a
los trabajadores, a continuación, se las detalla:
Mala postura al tomar el bloque contrapeso
Mala postura al colocar el bloque contrapeso en la cocina
Mala posición de los brazos al llevar el bloque contrapeso a la cocina
Giros inadecuados de las manos y muñecas al trasladar el bloque
contrapeso
Traslado inadecuado del bloque contrapeso a la cocina
Para eliminar la mala postura se elevará el contenedor de los
bloques contrapeso a una altura donde el último bloque sea tomado de
forma que el operario no tenga que flexionar el tronco hacia a delante, se
elevará la mesa de trabajo donde se ensambla el bloque contrapeso con la
cocina y se colocará un balancín para trasladar de un lugar a otro al bloque
Propuesta 61
contrapeso evitando daños musculo esqueléticos en brazos, tronco y
muñecas.
3.7.2 Recomendaciones
Mabe Ecuador S.A., debe de implementar el plan de mejoras
ergonómicas para evitar lesiones músculo-esqueléticas a los operarios,
dejando un tiempo prudente, realizar nuevamente la evaluación con el
método RULA y verificar que el riesgo ergonómico se minimizó o se lo
eliminó.
Extender a todas las áreas de la planta el estudio ergonómico, para
detectar otro puesto de trabajo que tenga un nivel de riesgo ergonómico
alto y evitar enfermedades profesionales que afecten a la salud del trabajador.
Crear, planificar y ejecutar un programa de vigilancia de salud
ocupacional, realizándoles exámenes médicos frecuentes a los
trabajadores, dejando registros por cada empleado.
El área de Seguridad Industrial junto con el médico de la planta,
deberán evaluar con más frecuencia todas las áreas de la planta para
detectar puestos de trabajo que lleven a enfermedades profesionales y
trastornos músculo-esqueléticos, siendo la estación del ensamble
contrapeso una de las más críticas.
Se debería confirmar que se disminuyó o eliminó el riesgo
ergonómico de ese puesto de trabajo, confirmando que se realizaron las
modificaciones, mejoras o trabajos como lo indica la tabla 17, donde se
invirtió $2.280,00

ANEXOS

Anexos 63
ANEXO N° 1 Norma INEN: NTE INEN 2259

Anexos 64
ANEXO N° 2
RESOLUCIÓN C.D. 513: REGLAMENTO DEL SEGURO GENERAL DE RIESGOS DEL TRABAJO
Capítulo II
De las Enfermedades Profesionales u Ocupacionales
Artículo 9.- Factores de Riesgo de las Enfermedades Profesionales u Ocupacionales. - Se consideran factores de riesgos
específicos que entrañan el riesgo de enfermedad profesional u
ocupacional, y que ocasionan efectos a los asegurados, los siguientes:
químico, físico, biológico, ergonómico y psicosocial.
Se considerarán enfermedades profesionales u ocupacionales las
publicadas en la lista de la Organización Internacional del Trabajo, OIT y
que constan en el Primer Anexo de la presente Resolución, así como las
establecidas en la normativa nacional; o las señaladas en instrumentos
técnicos y legales de organismos internacionales, de los cuales el Ecuador
sea parte. Artículo 10.- Relación Causa-Efecto. - Los factores de riesgo
nombrados en el artículo anterior, se considerarán en todos los trabajos en
los que exista exposición al riesgo específico, debiendo comprobarse la
presencia y acción del factor respectivo. En todo caso, será necesario
probar la relación causa-efecto.
Capítulo III
Del Accidente de Trabajo
Artículo 14.- Parámetros técnicos para la evaluación de Factores de Riesgo. - Se tomarán como referencia las metodologías

Anexos 65
aceptadas y reconocidas internacionalmente por la Organización
Internacional del Trabajo, OIT; la normativa nacional; o las señaladas en
instrumentos técnicos y legales de organismos internacionales de los cuales el Ecuador sea parte.
Artículo 15.- Monitoreo y Análisis. - La unidad correspondiente del
Seguro General de Riesgos del Trabajo, por sí misma o a petición expresa
de empleadores o trabajadores, de forma directa o a través de sus
organizaciones legalmente constituidas, podrá monitorear el ambiente
laboral y condiciones de trabajo.
Igualmente podrá analizar sustancias tóxicas y/o sus metabolitos en
fluidos biológicos de trabajadores expuestos. Estos análisis servirán para
la prevención de riesgos en accidentes de trabajo y enfermedad profesional u ocupacional.
Capítulo XI
De la Prevención de Riesgos del Trabajo
Artículo 51.- De la Prevención de Riesgos. - El Seguro General de
Riesgos del Trabajo protege al asegurado y al empleador mediante
programas de prevención de los riesgos derivados del trabajo.
El Seguro General de Riesgos del Trabajo por sí mismo dentro de
sus programas preventivos, y a petición expresa de empleadores o
trabajadores, de forma directa o a través de sus organizaciones legalmente
constituidas, podrá monitorear el ambiente laboral y las condiciones de
trabajo. Igualmente podrá analizar sustancias tóxicas y/o sus metabolitos
en fluidos biológicos de trabajadores expuestos. Estos análisis servirán
como un insumo para la implementación de los programas de control de
riesgos laborales por parte de los empleadores.

Anexos 66
Las actividades desarrolladas por el empleador a favor de la
readaptación y reinserción laboral en condiciones de Seguridad y Salud,
tendrán atención preferente en la aplicación de los programas preventivos desarrollados por las unidades de Riesgos del Trabajo.
Artículo 52.- La Dirección del Seguro General de Riesgos del
Trabajo priorizará la actividad preventiva en aquellos lugares de trabajo en
los que por su naturaleza representen mayor riesgo para la salud e
integridad física; de igual forma, difundirá información técnica y normativa
relacionada con las prestaciones de éste Seguro.

Anexos 67
ANEXO N° 3 DECRETO EJECUTIVO 2393: REGLAMENTO DE SEGURIDAD Y
SALUD DE LOS TRABAJADORES Y MEJORAMIENTO DEL MEDIO AMBIENTE DE TRABAJO
Art. 5.- DEL INSTITUTO ECUATORIANO DE SEGURIDAD
SOCIAL. - El Instituto Ecuatoriano de Seguridad Social, por intermedio de
las dependencias de Riesgos del Trabajo, tendrá las siguientes funciones
generales:
1. Ser miembro nato del Comité Interinstitucional.
2. Vigilar el mejoramiento del medio ambiente laboral y de la
legislación relativa a prevención de riesgos profesionales, utilizando los
medios necesarios y siguiendo las directrices que imparta el Comité
Interinstitucional. 3. Realizar estudios e investigaciones sobre prevención de riesgos y
mejoramiento del medio ambiente laboral.
Art. 11.- OBLIGACIONES DE LOS EMPLEADORES. - Son
obligaciones generales de los personeros de las entidades y empresas
públicas y privadas, las siguientes:
1. Cumplir las disposiciones de este Reglamento y demás normas vigentes en materia de prevención de riesgos.
2. Adoptar las medidas necesarias para la prevención de los riesgos
que puedan afectar a la salud y al bienestar de los trabajadores en los
lugares de trabajo de su responsabilidad.
3. Mantener en buen estado de servicio las instalaciones, máquinas,
herramientas y materiales para un trabajo seguro.
4. Organizar y facilitar los Servicios Médicos, Comités y
Departamentos de Seguridad, con sujeción a las normas legales vigentes.
5. Entregar gratuitamente a sus trabajadores vestido adecuado para
el trabajo y los medios de protección personal y colectiva necesarios.
6. Efectuar reconocimientos médicos periódicos de los trabajadores
en actividades peligrosas; y, especialmente, cuando sufran dolencias o

Anexos 68
defectos físicos o se encuentren en estados o situaciones que no
respondan a las exigencias psicofísicas de los respectivos puestos de
trabajo. 7. (Agregado inc. 2 por el Art. 3 del D.E. 4217, R.O. 997, 10-VIII-88)
Cuando un trabajador, como consecuencia del trabajo, sufre lesiones o
puede contraer enfermedad profesional, dentro de la práctica de su
actividad laboral ordinaria, según dictamen de la Comisión de Evaluaciones
de Incapacidad del IESS o del facultativo del Ministerio de Trabajo, para no
afiliados, el patrono deberá ubicarlo en otra sección de la empresa, previo
consentimiento del trabajador y sin mengua a su remuneración.
Título IV
MANIPULACIÓN Y TRANSPORTE
Capítulo V MANIPULACIÓN Y ALMACENAMIENTO
Art. 128. MANIPULACIÓN DE MATERIALES.
1. El transporte o manejo de materiales en lo posible deberá ser
mecanizado, utilizando para el efecto elementos como carretillas,
vagonetas, elevadores, transportadores de bandas, grúas, montacargas y
similares.
2. Los trabajadores encargados de la manipulación de carga de
materiales, deberán ser instruidos sobre la forma adecuada para efectuar
las citadas operaciones con seguridad.
3. Cuando se levanten o conduzcan objetos pesados por dos o más
trabajadores, la operación será dirigida por una sola persona, a fin de
asegurar la unidad de acción.
4. El peso máximo de la carga que puede soportar un trabajador será
el que se expresa en la tabla siguiente:
Anexos 69
Varones hasta 16 años.......................35 libras
Mujeres hasta 18 años.......................20 libras Varones de 16 a 18 años...................50 libras
Mujeres de 18 a 21 años...................25 libras
Mujeres de 21 años o más.................50 libras
Varones de más de 18 años...............Hasta 175 libras.
No se deberá exigir ni permitir a un trabajador el transporte manual
de carga cuyo peso puede comprometer su salud o seguridad.
5. Los operarios destinados a trabajos de manipulación irán provistos
de las prendas de protección personal apropiadas a los riesgos que estén
expuestos.

Anexos 70
ANEXO N° 4 DIAGRAMA DE PROCESO DE MABE ECUADOR
Fuente: Mabe Ecuador S.A. Elaborado por: Luzuriaga Ramón Luis Alberto

Anexos 71
ANEXO N° 5 EVALUACIÓN RULA

Anexos 72

Anexos 73

Anexos 74

Anexos 75
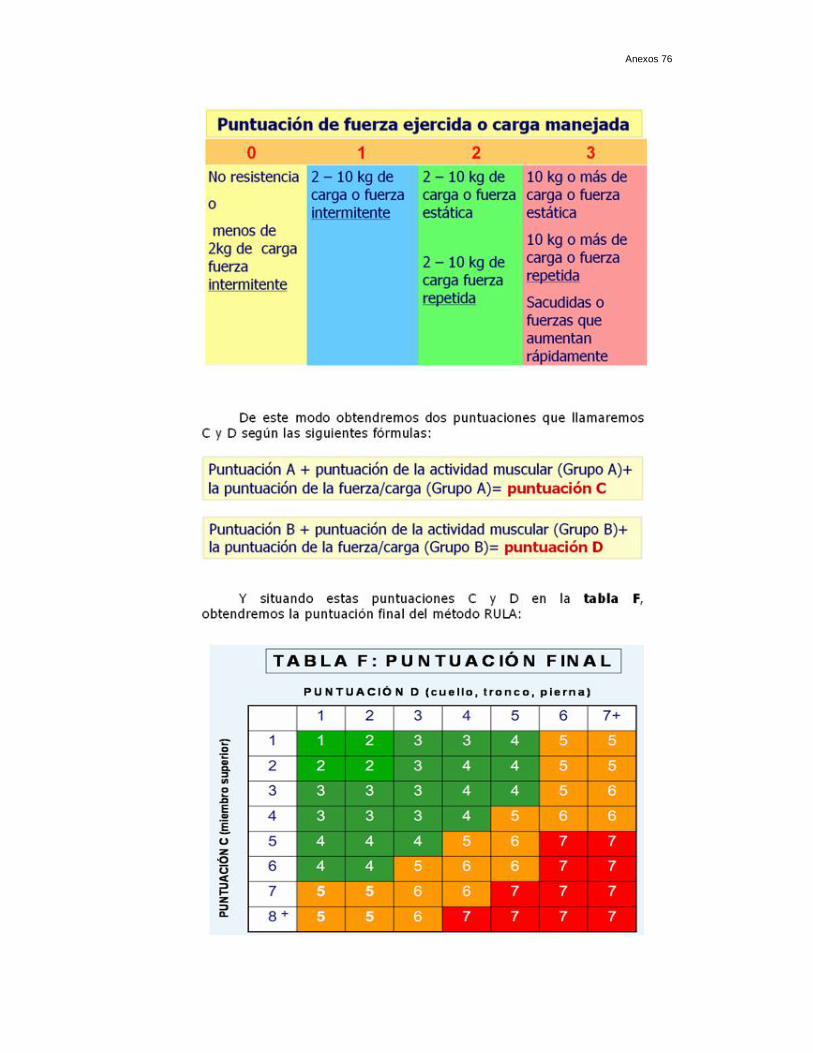
Anexos 76

Anexos 77

Anexos 78
ANEXO N° 6 RESOLUCIÓN C.D. 513: REGLAMENTO DEL SEGURO GENERAL DE
RIESGOS DEL TRABAJO

Anexos 79
ANEXO N° 7 PROFORMA PARA EL PLAN DE MEJORAS ERGONÓMICAS

Bibliografía 80
BIBLIOGRAFÍA Bernal-Juárez. (2013). Evaluación de los riesgos ergonómicos en los
puestos de trabajos involucrados en el proceso de bombeo de una
empresa concretara. México.
Carrasco, M. A. (2010). ESTUDIO ERGONÓMICO EN LA ESTACIÓN DE
TRABAJO PT0780 DE LA EMPRESA S-MEX, S.A. DE C.V.
HUAJUAPAN DE LEÓN, OAXACA: UNIVERSIDAD TECNOLÓGICA
DE LA MIXTECA .
Casal, A. C. (2013). Diseño de un programa de prevención y control para
mejorar la salud de los trabajadores de preparación de jarabes de
GBC. Guayaquil: Universidad de Guayaquil.
EUSKADI, D. d. (13 de 11 de 2013). Obtenido de
http://www.euskadi.eus/presentacion-seguridad-industrial/web01-
a2indust/es/
Galgano, A. (1992). Los 7 instrumentos de la calidad total. Madrid:
Ediciones Diaz de Santos.
García, G. (2012). La ergonomía desde la visión sistémica . Bogotá:
Universidad Nacional de Colombia .
Hernández Alonso, M. N. (2005). Seguridad e Higiene Industrial. México
D.F.: Editorial LIMUSA, S.A. de C.V.
IESS. (2016). REGLAMENTO DEL SEGURO GENERAL DE RIESGOS
DEL TRABAJO. Guayaquil: IESS.

Bibliografía 81
IBV, I. d. (22 de 02 de 2016). Ergo/IBV. Obtenido de Evaluación de riesgos
ergonómicos: http://www.ergoibv.com/blog/riesgos-ergonomicos-
medidas-para-prevenirlos/
IESS, D. E. (2014). Decreto Ejecutivo 2393: Reglamento de Seguridad y
Salud de los Trabajadores y Mejoramiento del Medio Ambiente de
Trabajo. Guayaquil: IESS.
INEC, I. N. (12 de 06 de 2017). INEC.
Obtenido de http://www.ecuadorencifras.gob.ec/institucional/home/
INSHT MR, M. r. (17 de 04 de 2017). Obtenido de
http://www.cen7dias.es/contenido.php?bol=33&id=987&sec=4
INSHT PF, P. f. (01 de 01 de 2013).
Obtenido de http://www.insht.es/portal/site/Ergonomia2
Jouvencel, M. R. (2010). El diseño como cuestión de Salud pública .
Madrid: Ediciones Diaz de Santos.
Mabe Ecuador. (2017). Reglamento Interno de Seguridad y Salud en el
Trabajo. Guayaquil: Mabe.
Normas APA. (02 de 07 de 2017).
Obtenido de http://normasapa.net/marco-metodologico-tesis/
OIT, E. s. (2013). Enciclopedia salud y seguridad en el trabajo. Madrid:
Subdirección General de Publicaciones del Ministerio de Trabajo y
Asuntos Sociales.
Pedro Mondelo, E. G. (2012). Ergonomía 1 Fundamentos. Barcelona:
Edicones UPC.
Bibliografía 82
Rodriguez, M. E. (2015). Metodologia de la Investigación. Juárez:
Universidad Juárez Autónoma de Tabasco.
Singleton, W. (2013). NATURALEZA Y OBJETIVOS DE LA ERGONOMÍA.
España: Chantal Dufresne, BA.
Van der Haar, R. &. (2001). La Higiene Ocupacional en América Latina:
Una guía para su desarrollo. Obtenido de La Higiene Ocupacional
en América Latina: Una guía para su desarrollo:
http://www.who.int/occupational_health/regions/en/oehhigiene.pdf
Wiesner Mora, A. A. (2016). Evaluaciòn de posturas ergonómicas de
operarios del área de empaque de planta de alimentos. Guayaquil:
Universidad de Guayaquil.
Wolfgang, L. y. (2015). Enciclopadia de Salud y Seguridad en el Trabajo.
Madrid: Ministerio de empleo y seguridad social.