UNIVERSIDAD DE GUAYAQUIL FACULTAD DE INGENIERIA...
67
UNIVERSIDAD DE GUAYAQUIL FACULTAD DE INGENIERIA INDUSTRIAL DEPARTAMENTO ACADÉMICO DE TITULACIÓN TRABAJO DE TITULACIÒN PREVIO A LA OBTENCIÓN DEL TÍTULO DE INGENIERO INDUSTRIAL ÁREA SISTEMAS PRODUCTIVOS TEMA ELABORACIÓN DE UN PLAN DE MANTENIMIENTO PREVENTIVO PARA COMPRESORES DE TORNILLO KAESER DE LA EMPRESA CASJUCA C.A. AUTOR INGA PISCO YORYI RAÚL DIRECTOR DEL TRABAJO ING. IND. CORONADO WINDSOR OMAR KAYYAN, MSC. 2018 GUAYAQUIL – ECUADOR
Transcript of UNIVERSIDAD DE GUAYAQUIL FACULTAD DE INGENIERIA...

UNIVERSIDAD DE GUAYAQUIL FACULTAD DE INGENIERIA INDUSTRIAL
DEPARTAMENTO ACADÉMICO DE TITULACIÓN
TRABAJO DE TITULACIÒN PREVIO A LA OBTENCIÓN DEL TÍTULO DE
INGENIERO INDUSTRIAL
ÁREA SISTEMAS PRODUCTIVOS
TEMA ELABORACIÓN DE UN PLAN DE MANTENIMIENTO
PREVENTIVO PARA COMPRESORES DE TORNILLO KAESER DE LA EMPRESA CASJUCA C.A.
AUTOR INGA PISCO YORYI RAÚL
DIRECTOR DEL TRABAJO
ING. IND. CORONADO WINDSOR OMAR KAYYAN, MSC.
2018
GUAYAQUIL – ECUADOR

ii
DECLARACIÓN DE AUTORÍA
“La responsabilidad del contenido de este Trabajo de Titulación, me
corresponde exclusivamente; y el patrimonio intelectual del mismo a la
Facultad de Ingeniería Industrial de la Universidad de Guayaquil.”
INGA PISCO YORYI RAÚL
C.C. 0916377468

iii
DEDICATORIA
La perseverancia, constancia, disciplina, compromiso y actitud es
lo que me caracterizó para cumplir con este proyecto, es por este motivo
que al seguir avanzando en mi vida profesional dedico este trabajo a Dios
por brindarme sabiduría e inteligencia y guiarme cada día en la
culminación de este proyecto, a mi familia por el cariño y apoyo
incondicional.

iv
AGRADECIMIENTO
Agradezco de todo corazón a Dios, por acompañarme todos los
días de mi vida. A mis padres, por estar en cada momento junto a mí y
brindarme sus consejos, fuerzas para seguir adelante en el cumplimiento
de mis propósitos, y a mi tutor por guiarme en cada proceso para
terminar la tesis.

v
ÍNDICE GENERAL
Nº Descripción Pág.
PRÓLOGO 1
CAPÌTULO I
INTRODUCCIÓN
Nº Descripción Pág.
1.1 Antecedentes del problema 2
1.2 Planteamiento del problema 2
1.3 Descripción general de la empresa 3
1.4 Filosofía estratégica 3
1.4.1 Misión 3
1.4.2 Visión 4
1.5 Localización y ubicación geográfica de la empresa 4
1.6 Estructura organizacional de la empresa 5
1.7 Logística 6
1.8 Mantenimiento 7
1.9 Abastecimiento 8
1.10 Formulación y sistematización 9
1.10.1 Sistematización del problema 9
1.11 Objetivos de la investigación 9
1.11.1 Objetivo general 9
1.11.2 Objetivos específicos 10
1.12 Justificación e importancia 10
1.13 Delimitación de la investigación 10
1.14 Hipótesis 11
1.14.1 Variable independiente 11
1.14.2 Variables dependientes 11

vi
Nº Descripción Pág.
1.14.3 Operacionalización de las variables 12
1.15 Marco teórico 12
1.16 Marco Conceptual 17
1.17 Marco Histórico 18
1.18 Marco Referencial 20
1.19 Marco Contextual 21
1.20 Marco Legal 21
1.20.1 COPCI 21
1.20.2 Constitución de la República del Ecuador 21
1.21 Marco ambiental 22
1.22 Metodología 23
CAPÍTULO II
ANÀLISIS Y DIAGNÒSTICO DEL PROBLEMA
Nº Descripción Pág.
2.1 Situación Actual de la empresa 24
2.2 Producción y mercado que atiende 24
2.3 Análisis interno de la empresa 25
2.4 Cadena de valor 25
2.5 Investigación y desarrollo 25
2.6 Abastecimiento 25
2.7 Adquisiciones internacionales 26
2.8 Fortalezas y debilidades de la empresa 26
2.9 Matriz E.F.I Evaluación de Factores Internos 26
2.10 Análisis del entorno 27
2.10.1 Análisis de atractividad 27
2.10.2 Matriz Evaluación de Factores Externos (E.F.E) 29
2.11 Matriz FODA 29
2.11.1 Estrategias intensivas 30
2.11.2 Estrategias de diferenciación 30
2.11.3 Precio 30

vii
Nº Descripción Pág.
2.11.4 Estrategia de Mantenimiento 31
2.11.5 Plaza 31
2.11.6 Procesos 31
2.11.7 Personas 31
2.12 Diagnóstico 31
2.13 Diagrama Causa-Efecto (ISHIKAWA) 32
2.14 Estructura Organizativa 33
2.15 Análisis e Identificación de los problemas 34
2.16 Costos asignados a los problemas 37
2.16.1 Impacto económico 37
CAPÍTULO III
DESARROLLO DE LA PROPUESTA DE SOLUCIÓN
Nº Descripción Pág.
3.1 Delimitación de la solución del problema 37
3.2 Planteamiento de alternativas de solución 37
3.3 Propuesta 38
3.3.1 Beneficios del mantenimiento preventivo 39
3.3.2 Repuestos de Compresores de tornillo 39
3.3.3 Costo de la Contratación del Ing. Industrial 40
3.4 Estudio Financiero 41
3.5 Flujo de caja 41
3.6 Valor Actual Neto (VAN) 42
3.7 Tasa Interna de Retorno (TIR) 43
3.8 Cálculo de recuperación de la inversión 44
3.9 Conclusiones 44
3.10 Recomendaciones 45
GLOSARIO DE TÉRMINOS 46
ANEXOS 47
BIBLIOGRAFÍA 53

viii
ÍNDICE DE CUADROS
Nº Descripción Pág.
1 Logística 7
2 Mantenimiento 8
3 Abastecimiento 9
4 Operacionalización 12
5 Lista de ventas por países 24
6 Fortalezas y debilidades 26
7 Evaluación de factores internos 27
8 Evaluación de factores externos 29
9 Matriz Foda 30
10 Identificación de problemas 32
11 Cronograma de mantenimiento 35
12 Sueldo del personal 36
13 Partes de compresores de tornillo 40
14 Inversión fija 41
15 Flujo de caja 42
16 Valor actual neto 43
17 Tasa interna de retorno 43
18 Recuperación de la inversión 44

ix
ÍNDICE DE IMAGEN
Nº Descripción Pág.
1 Ubicación de la Casjuca 4

x
ÍNDICE DE DIAGRAMAS
Nº Descripción Pág.
1 Proceso de la Hoja de Tabaco 5
2 Estructura Organizacional 6
3 Cinco Fuerzas de Porter 28
4 Diagrama Causa-Efecto (ISHIKAWA) 33
5 Estructura organizativa 33

xi
ÍNDICE DE ANEXOS
Nº Descripción Pág.
1 Croquis Casjuca 48
2 Cotización de Computadora 49
3 Cotización Muebles y Enseres 50
4 Cotización de Compresor 51
5 Ficha de mantenimiento preventivo 52

xii
AUTOR: INGA PISCO YORYI RAÚL TEMA: ELABORACIÒN DE UN PLAN DE MANTENIMIENTO
PREVENTIVO PARA COMPRESORES DE TORNILLO KAESER DE LA EMPRESA CASJUCA C.A.
DIRECTOR: ING. IND. CORONADO WINDSOR OMAR KAYYAN, MSC.
RESUMEN
El objetivo de la presente tesis de grado es elaborar un plan de mantenimiento preventivo para compresores de tornillo Kaeser de la empresa Casjuca, para minimizar los mantenimientos correctivos y tiempos improductivos debido a fallas en máquinas y equipos en la planta de producción. Para la realización de este trabajo de investigación, se desarrolló un estudio de la problemática que tiene la empresa y se llegó a la determinación de los principales problemas mediante el uso de varias técnicas de ingeniería, entre ellas el Diagrama Causa – Efecto (Ishikawa), y la matriz FODA, los cuales son: paralización constante del proceso, falta de capacitación y entrenamiento y mala organización en el mantenimiento realizados a los equipos. La metodología utilizada en esta investigación fue el método deductivo, recopilación de información directa existente en la empresa, encuestas al personal técnico y operativo de la planta; estos permitieron resaltar los problemas antes mencionados. El resultado que se logra obtener con la propuesta de elaborar un plan de mantenimiento preventivo para compresores de tornillo, es evitar la pérdida de horas de personas trabajando y maquinas paradas, de esta manera maximizar los recursos existentes, mejorando la productividad del área de producción de la hoja de tabaco de la empresa Casjuca.
PALABRAS CLAVES: Mantenimiento, Productivo, Preventivo, Eficiencia,
Eficacia, Fiabilidad, Organización, Recursos.
Inga Pisco Yoryi Raúl Ing. Ind. Coronado Windsor Omar Kayyan, Msc. C.C. 0916377468 Director del Trabajo

xiii
AUTHOR: INGA PISCO YORYI RAÚL SUBJECT: DEVELOPMENT OF A PREVENTIVE MAINTENANCE
PLAN FOR SCREW COMPRESSORS KAESER OF THE COMPANY CASJUCA C.A.
DIRECTOR: IND. ENG. CORONADO WINDSOR OMAR KAYYAN, MSC.
ABSTRACT
The objective of this thesis is to develop a preventive maintenance plan for Kaeser screw compressors from the company Casjuca, to minimize corrective maintenance and downtime due to faults in machines and equipment in the production plant. To carry out this research work, a study of the problems of the company was developed and the main problems were determined through the use of several engineering techniques, including the Cause - Effect Diagram (Ishikawa), and the SWOT matrix, which are: constant paralysis of the process, lack of training and poor organization in the maintenance of the equipment. The methodology used in this investigation was the deductive method, compilation of direct information existing in the company, surveys to the technical and operational staff of the plant; these allowed highlighting the aforementioned problems. The result that can be obtained with the proposal of developing a preventive maintenance plan for screw compressors is to avoid the loss of hours of people working and machines stopped, in this way to maximize the existing resources, improving the productivity of the production area of the tobacco leaf of the company Casjuca. KEY WORDS: Maintenance, Productive, Preventive, Efficiency, Efficiency, Reliability, Organization. Resources.
Inga Pisco Yoryi Raúl Ind. Eng. Coronado Windsor Omar Kayyan, Msc. I.D. 0916377468 Director of Work

PRÓLOGO
El presente trabajo de investigación tiene como objetivo el de dar a
conocer a los directivos de la empresa CASJUCA C.A., los problemas que
ha tenido la empresa en el proceso de producción del cultivo de la hoja de
tabaco, realizando una investigación profunda en el área de producción
de la empresa, también proporcionar una guía de mantenimiento más
técnico y actualizado adecuado a las necesidades de la empresa.
Para esto se elaboró el trabajo en tres partes permitiendo conocer
el problema, justificación, objetivos, marco referencial así como los
métodos utilizados y los resultados obtenidos una vez concluido el
proceso de investigación.
Primer Capítulo: Correspondiente al problema, marco teórico,
abarca toda la información conceptual, histórica y legal del tema motivo
de estudio en el presente trabajo.
Segundo Capítulo: Se describe y define la metodología de
investigación que se adoptó para la realización del presente trabajo
además de las técnicas de recolección de datos e información otorgada
para posteriormente realizar el análisis de la misma.
Tercer Capítulo: En este capítulo se describe la propuesta a
presentar en las cuales se van mostrar las conclusiones y
recomendaciones que, en base a los resultados del análisis previamente
realizado, se pone a consideración de la directiva de la empresa Casjuca
así como también de los Anexos correspondientes al tema en estudio.

CAPÍTULO I
INTRODUCCIÓN
1.1. Antecedentes del problema
La empresa Casjuca C.A., requiere de un plan de mantenimiento
preventivo para los compresores de tornillo kaeser con el objetivo de
eliminar las paradas no programadas en el proceso de la selección de la
hoja de tabaco. La empresa Casjuca no cuenta con un plan de
mantenimiento preventivo, lo cual el jefe de logística lo programa de
acuerdo a las horas de trabajo por lo que nace la necesidad de proponer
un programa de mantenimiento.
1.2. Planteamiento del Problema
Casjuca C.A., desde su creación e inicio de sus operaciones
productivas ha estado englobado en un ambiente de problemas y
falencias de producción que se han convertido en la rutina del trabajo
diario implicando en los procesos y demás actividades productivas. El
departamento de mantenimiento es adiestrado por el Jefe de Logística
con una amplia experiencia en el campo, pero se dedica exclusivamente a
la planificación de la producción y no al control de las tareas de
mantenimiento, dejando la responsabilidad a manos de personas que no
son calificados y que han adquirido sus conocimientos en forma empírica
con los años de experiencia, estos solo se dedican a reparar las
maquinas, procurando como resultado ausencia de información y
registros históricos de las tareas de mantenimientos. El sistema
productivo es de vital importancia para la empresa Casjuca, debido a que

Introducción 3
sus procesos operativos se encuentran relacionados con el
mantenimiento preventivo, para evitar paradas no programadas.
El departamento de mantenimiento no dispone de un plan de
mantenimiento preventivo que minimice los mantenimientos correctivos de
los compresores. El mantenimiento que se realiza en la empresa es solo
correctivo, ya que se procede a reparar la maquina una vez que se
presentan los problemas mecánicos o electrónicos y no se llevan
procedimientos documentados de las tareas de mantenimiento realizadas
a las máquinas y equipos.
1.3. Descripción general de la empresa
La empresa Casjuca C.A., es una empresa que se dedica a la
producción del cultivo de la hoja de tabaco con altos estándares de
calidad. Las operaciones se desarrollan en la Provincia Cotopaxi, cantón
La Maná lugar que presenta las mejores condiciones climáticas del país
para la producción, y la oficina está ubicada en el cantón Guayaquil, km
25.5 vía Perimetral.
Los directivos de la empresa con un espíritu visionario
emprendieron este ambicioso proyecto, la empresa está orientada a
desarrollar una agricultura de precisión en todo el proceso productivo,
aplicando para tal fin tecnología moderna y un recurso humano
competente, factores que permiten obtener un producto de calidad, con
altos índices de productividad.
1.4. Filosofía estratégica
1.4.1. Misión
Ser una empresa que maximice su valor, responsable con la
comunidad y con el medio ambiente, líder en calidad, productividad,

Introducción 4
innovación y gestión en el cultivo, cosecha, curado, fermentación,
escogida y exportación de la hoja de tabaco para capa de cigarros, así
como mantener nuestro talento humano capacitado y dotarles de las
condiciones de trabajo ideales para lograr el máximo desarrollo de su
potencial profesional y humano.
Aportar al desarrollo del país mediante la inversión de capital, la
creación de fuentes de trabajo, el pago de impuestos y la generación de
divisas a través de nuestras exportaciones a los distintos mercados del
mundo.
1.4.2 Visión
Satisfacer las necesidades de hojas para capa de tabaco de todos
los fabricantes de cigarros en el mundo a través de una hoja para capa
de alta calidad con un alto valor percibido.
1.5 Localización y Ubicación Geográfica de la Empresa
Casjuca C.A., está ubicada en el km 25.5 vía Perimetral, Lotización
Inmaconsa calle Eucaliptos y Tecas, y la hacienda está ubicada en el
Cantón La Maná provincia Cotopaxi.
IMAGEN Nº 1
UBICACIÓN DE CASJUCA
Fuente: Google Maps Elaborado por: Inga Pisco Yoryi Raúl

Introducción 5
1.6 Estructura organizacional de la empresa
Casjuca C.A., es una compañía anónima y de carácter familiar, en
su organización se observa una estructura funcional y vertical de los
niveles jerárquicos encabezados por la Junta General de Accionistas,
teniendo un Presidente y Gerente General los cuales toman las
decisiones en la organización. Después se encuentran Jefes
departamentales, mandos medios, personal técnico y operativo de planta.
A continuación se detalla el proceso de la hoja de tabaco, se inicia
con la selección de la semilla en el cantón La Maná, luego se la
transfiere a un semillero, trasplante, cosecha, secado, fermentación y
finalmente se realiza la selección y empaque.
DIAGRAMA Nº 1
PROCESO DE LA HOJA DE TABACO
Fuente: Información de la empresa CASJUCA C.A Elaborado por: Inga Pisco Yoryi Raúl

Introducción 6
DIAGRAMA Nº 2
ESTRUCTURA ORGANIZACIONAL
Fuente: Información de la empresa CASJUCA C.A Elaborado por: Inga Pisco Yoryi Raúl
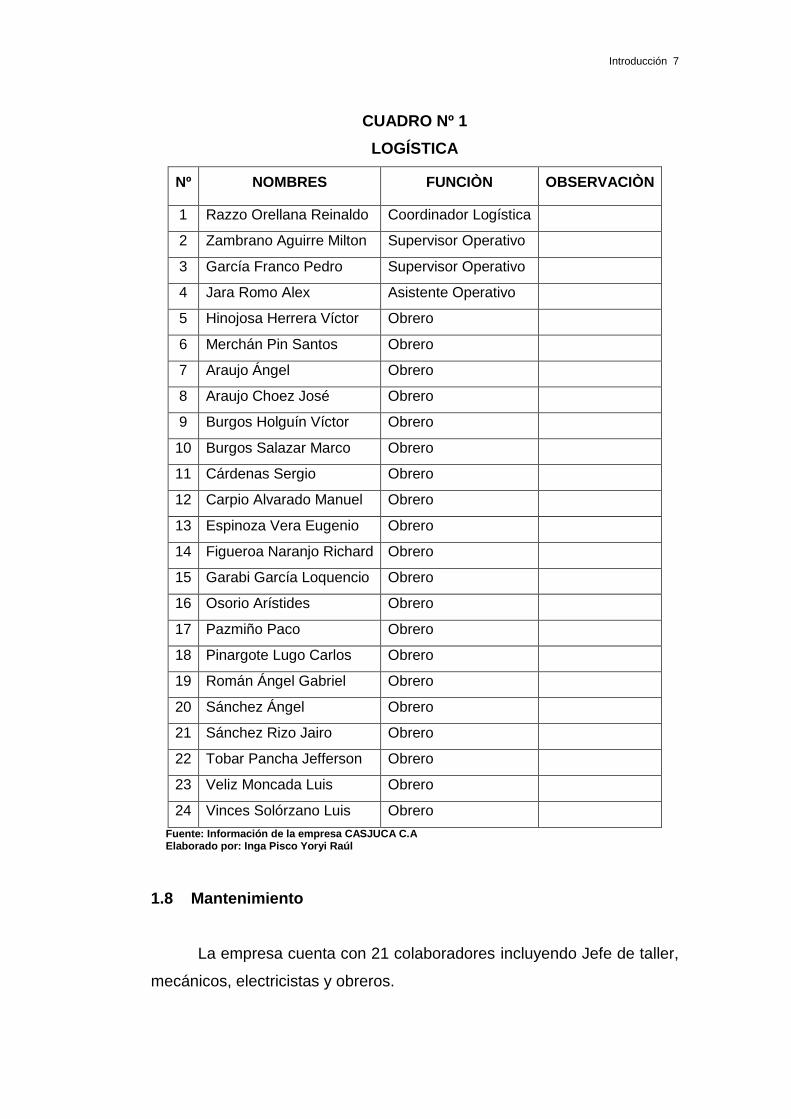
1.7 Logística
La empresa cuenta con 24 colaboradores incluyendo coordinador
de logística, supervisor operativo, asistente operativo y obreros.
Introducción 7
CUADRO Nº 1
LOGÍSTICA
Nº NOMBRES FUNCIÒN OBSERVACIÒN
1 Razzo Orellana Reinaldo Coordinador Logística
2 Zambrano Aguirre Milton Supervisor Operativo
3 García Franco Pedro Supervisor Operativo
4 Jara Romo Alex Asistente Operativo
5 Hinojosa Herrera Víctor Obrero
6 Merchán Pin Santos Obrero
7 Araujo Ángel Obrero
8 Araujo Choez José Obrero
9 Burgos Holguín Víctor Obrero
10 Burgos Salazar Marco Obrero
11 Cárdenas Sergio Obrero
12 Carpio Alvarado Manuel Obrero
13 Espinoza Vera Eugenio Obrero
14 Figueroa Naranjo Richard Obrero
15 Garabi García Loquencio Obrero
16 Osorio Arístides Obrero
17 Pazmiño Paco Obrero
18 Pinargote Lugo Carlos Obrero
19 Román Ángel Gabriel Obrero
20 Sánchez Ángel Obrero
21 Sánchez Rizo Jairo Obrero
22 Tobar Pancha Jefferson Obrero
23 Veliz Moncada Luis Obrero
24 Vinces Solórzano Luis Obrero
Fuente: Información de la empresa CASJUCA C.A Elaborado por: Inga Pisco Yoryi Raúl
1.8 Mantenimiento
La empresa cuenta con 21 colaboradores incluyendo Jefe de taller,
mecánicos, electricistas y obreros.

Introducción 8
CUADRO Nº 2
MANTENIMIENTO
Nº NOMBRES FUNCIÓN OBSERVACIÓN
1 Villao José Luis Jefe Taller Mecánico Hacienda
2 Quimis Nelson Mecánico Hacienda
3 Meza Mera Edison Saúl Mecánico Hacienda
4 Cedeño Macías Carlos Mecánico Hacienda
5 Casa Cevallos Víctor Electricista Taller Hacienda
6 Pilaguano Sigcha Wilson Mecánico Hacienda
7 Pilatasig José Manuel Vulcanizador Hacienda
8 Veliz Macías Jorge Obrero Hacienda
9 Cedeño José Obrero Hacienda
10 Intriago Héctor Obrero Hacienda
11 Saltos Reina Filiberto Electricista Hacienda
12 Paucar Pedro Electricista Hacienda
13 Jiménez Cevallos Fabio Electricista Hacienda
14 Andrade Aurelio Mecánico Planta
15 Intriago Ramón Mecánico Planta
16 Arévalo Jorge Mecánico Planta
17 Blacio Alfredo Obrero Planta
18 Moreira Darwin Obrero Planta
19 Magayon Rudy Obrero Planta
20 Castro Juan Obrero Planta
21 Castro Walter Obrero Planta
Fuente: Información de la empresa CASJUCA C.A Elaborado por: Inga Pisco Yoryi Raúl
1.9 Abastecimiento
La empresa cuenta con 8 colaboradores incluyendo Coordinador
de Compras, bodegueros, asistente operativo y obreros.

Introducción 9
CUADRO Nº 3
ABASTECIMIENTO
Nº NOMBRES FUNCIÒN OBSERVACIÒN
1 Luna Mabel Coordinador Compras
2 Monroy David Coordinador Compras
3 Albarracin Edison Bodeguero Materiales
4 Barros Andrés Asistente Operativo
5 Tuarez Villamar Nery Obrero – varios HDA
6 Tuarez Montes Ricardo Obrero – Combustible
7 Aguilera Villanueva María Obrero – varios HDA
8 Campos Javier Obrero – químicos HDA
Fuente: Información de la empresa CASJUCA C.A Elaborado por: Inga Pisco Yoryi Raúl
1.10. Formulación y Sistematización
¿Cuáles son los factores que inciden en el mantenimiento de
compresores de tornillo de la empresa Casjuca?
1.10.1. Sistematización del Problema
¿Por qué investigar los tipos de compresores de tornillo?
¿Para qué analizar el mantenimiento de compresores de tornillo?
¿Por qué indagar las diversas formas de compresores de tornillo?
1.11. Objetivos de la Investigación
1.11.1 Objetivo General
Elaboración de un plan de mantenimiento preventivo para
compresores de tornillo kaeser para la empresa Casjuca C.A.

Introducción 10
1.11.2 Objetivos Específicos
Conocer la situación actual de la empresa en cuanto al mantenimiento
preventivo y elaborar el diagnóstico.
Diagnosticar los problemas identificados mediante el análisis FODA y
utilizando técnicas de ingeniería como el diagrama causa – efecto.
Elaborar el método propuesto de los procesos seleccionados en el
desarrollo de la investigación.
Identificar los problemas más frecuentes mediante la observación
directa a los procesos de producción.
1.12. Justificación e Importancia
El presente análisis a realizarse se da por la necesidad de conocer
por parte del gerente de la empresa Casjuca falencias que tengan en el
departamento de mantenimiento. La problemática situación que afecta la
selección de la hoja de tabaco, justifica la realización de este trabajo que
demuestra la posibilidad de disminuir o eliminar los mantenimientos
correctivos al proponer una solución que objetivamente reduzca las
paralizaciones constantes del proceso debido a las fallas de máquinas y
equipos que provocan la ineficiencia de la planta productiva y generan
tiempos improductivos. Existiendo la posibilidad de proponer un programa
de mantenimiento preventivo para los compresores de tornillo Kaeser para
la empresa Casjuca C.A. Dentro del sistema operativo de la empresa se
identificará los factores internos que causan que el mantenimiento tenga
fallas, el poder conocer si se puede mejorar la eficiencia y eficacia de los
mecánicos, es decir mejorar los métodos de trabajo actuales.
1.13. Delimitación de la Investigación
Las delimitaciones en este proyecto se generarían al momento de
la investigación de campo cuando se presente la propuesta ante los

Introducción 11
directivos de la empresa Casjuca, puede existir la colaboración e interés
en la ejecución y desarrollo, en un entorno completamente positivo, para
mejorar los procesos de la empresa, enfocándose al mantenimiento
preventivo de los compresores de tornillo.
Campo: Departamento de Mantenimiento de la empresa.
Área: Sistemas productivos.
Aspecto: Programa de Mantenimiento.
Tema: Propuesta de un programa de mantenimiento preventivo para
compresores de tornillo kaeser de la empresa Casjuca C.A.
Problema: Fallas de máquinas y equipos (paralización constantes del
proceso de la selección de la hoja de tabaco).
1.14. Hipótesis
Si se realiza una propuesta de mantenimiento preventivo para
compresores de tornillo para la empresa Casjuca se podría mejorar los
procesos operativos, entonces la empresa podrán evitar riesgo de
accidentes, contaminación del medio y paradas no programadas.
1.14.1. Variable Independiente
Fallas de las maquinas
Costos de mantenimiento
Tiempo perdido de las maquinas
Funcionamiento de los equipos
Disponibilidad de repuestos
Recursos para mantenimiento
1.14.2. Variables Dependiente
Planeación del mantenimiento

Introducción 12
Organización del mantenimiento.
1.14.3. Operacionalizacion de las variables
CUADRO Nº 4
OPERACIONALIZACIÒN
ELABORACION DE UN PLAN DE MANTENIMIENTO PREVENTIVO PARA COMPRESORES DE TORNILLO KAESER DE LA EMPRESA
Nº VARIABLES DEFINICION INDICADORES
1 Fallas de las maquinas Numero de fallas Registros
2 Costo de mantenimiento Costo por mes Facturas
3 Tiempo perdido de las
maquinarias Horas perdidas por paradas
no programadas Registros
4 Funcionamiento de los
equipos Horas de
producción/maquinarias Registros
Mediciones
5 Disponibilidad de repuestos Inventario de almacén de
repuesto Registro
Nº VARIABLES DEFINICION INDICADORES
6 Recursos para mantenimiento
Numero de repuestos Número de horas / mes
registros
7 Planeación de mantenimiento
Número de actividades a realizar.
Recursos disponibles
Documento y registros
8 Organización del mantenimiento
Recursos a utilizar Entrevistas
Fuente: Información de la empresa CASJUCA C.A Elaborado por: Inga Pisco Yoryi Raúl
1.15. Marco Teórico
El presente capitulo tiene como objetivo explicar los conceptos
básicos que serán usados en el análisis de la situación de la empresa y
sobre los cuales se pretende elaborar un plan de mantenimiento
preventivo para compresores de tornillo en la empresa Casjuca.
Principios básicos de compresores
Un compresor es una máquina de fluido que está construida para
aumentar la presión y desplazar cierto tipo de fluidos llamados
compresibles, tales como gases y vapores Esto se realiza a través de un
intercambio de energía entre la máquina y el fluido, en el cual el trabajo
ejercido por el compresor es transferido a la sustancia que pasa por él

Introducción 13
convirtiéndose en energía de flujo, aumentando su presión y energía
cinética impulsándola a fluir.
Al igual que las bombas, los compresores también desplazan
fluidos, pero a diferencia de las primeras que son máquinas hidráulicas,
éstos son máquinas térmicas, ya que su fluido de trabajo es compresible,
sufre un cambio apreciable de densidad y, generalmente, también de
temperatura; a diferencia de los ventiladores y los sopladores, los cuales
impulsan fluidos, pero no aumentan su presión, densidad o temperatura
de manera considerable. Se conoce como presión de trabajo a la fuerza
distribuida sobre una superficie, también se ha de recordar las unidades
en que se miden estas presiones kg/cm², lb/in², Pa, Bar. Sus instrumentos
en físicos para medir son los llamados manómetros, los cuales miden la
diferencia de presión en el punto considerado y la presión atmosférica,
luego se encuentran los Vacuo metros estos miden las presiones por
debajo de la presión atmosférica, estos instrumentos si bien no suelen
diferir en construcción de los manómetros miden la “depresión” o “vacío”
en centímetros de mercurio (cmHg)
Definición del compresor
El término se utiliza para nombrar a una máquina que, a través de
un aumento de la presión, logra desplazar fluidos compresibles, como los
gases.
Clasificación de compresores por su origen
De acuerdo al método de intercambio de energía, los compresores
pueden dividirse en distintos tipos, los compresores rotativos (con tornillos
giratorios) o los compresores rotodinámicos (que apelan a un rodete con
palas), entre otros

Introducción 14
La diferencia entre estos dos tipos de compresores es que los de
desplazamiento positivo reducen el volumen del fluido de trabajo para
incrementar la presión, mientras que los dinámicos convierten la energía
cinética en aumento de presión.
Compresores de pistón
Como su nombre lo sugiere, el funcionamiento de los compresores
a pistón se basa en el movimiento continuo de uno o más pistones. Los
pistones aspiran aire en una primera etapa y luego lo comprimen en una
segunda. En esencia, utilizan el mismo principio de un motor automotor a
explosión.
Compresores de tornillo
Los compresores de mono tornillo están compuestos por un solo
rotor helicoidal y dos satélites que se encuentran en planos
perpendiculares al mono tornillo. El aumento de presión se produce por el
engrane entre los satélites y el mono tornillo y la reducción del espacio
entre ellos.
Los compresores de doble tornillo están formados por dos ejes,
uno denominado Macho que posee perfiles convexos los cuales encajan
en los perfiles cóncavos del otro eje denominado Hembra. El aumento de
presión se produce por la reducción progresiva del volumen entre el
alojamiento y las cavidades de los rotores a medida que el aire avanza a
lo largo del compresor.
Los modelos disponibles de esta gamma abarcan unidades móviles
y estacionarias. Asimismo podemos encontrar equipos que poseen
sistemas de velocidad variable para aumentar la eficiencia en trabajos en
los que la demanda de fluido no es constante. En este caso se trabaja con

Introducción 15
unidades estacionarias las cuales suministran aire comprimido a las
herramientas.
Aire comprimido
Se puede definir el aire comprimido como una determinada masa
de aire que se encuentra a una presión superior a la atmosférica. Se trata
de aprovechar la capacidad de compresión que tiene el aire atmosférico,
para usarlo como energía o para acumularlo en un recipiente con la idea
de un uso posterior. La capacidad de compresión del aire atmosférico se
explica por las leyes de los gases. Posiblemente la que mejor define al
aire comprimido es la de Boyle-Mariotte, que dice: la presión que se
ejerce por una determinada fuerza es inversamente proporcional al
volumen de una masa gaseosa, considerando que la temperatura se
mantenga constante. Esta masa de gas es el aire atmosférico, que está
formado por una mezcla de gases, entre los que destacan el nitrógeno, el
oxígeno y el vapor de agua. En menor cantidad, se pueden encontrar
múltiples gases como el hidrógeno, el dióxido de carbono o el ozono.
Precaución para compresores de aire comprimido
Hay que tener presente la seguridad del operario al trabajar en los
mantenimientos, ya que a pesar de que esta unidad no tiene un riesgo de
trabajo muy alto, sin embargo las posibilidades del mismo están
presentes. Debido a que el aire compresado es muy útil en el área del
trabajo, pero puede ser peligroso si no se usa correctamente.
Mantenimiento preventivo
El mantenimiento preventivo mantiene en funcionamiento los
equipos mediante la supervisión de planes a realizarse en puntos
específicos, este mantenimiento también es conocido como
mantenimiento planificado lo que significa como sinónimo mantenimiento

Introducción 16
preventivo, la empresa Casjuca actualmente no cuenta con un
cronograma de actividades, es por esta razón que se pretende elaborar
un programa de mantenimiento preventivo en cual se detallan las
herramientas, materiales, los días, las horas y los repuestos a emplearse
en dicho mantenimiento como también se detalla el personal encargado
de cada una de las operaciones. El mantenimiento preventivo para
compresores de tornillo evita las paradas no programadas, las cuales se
generan debido a que todo el personal está acostumbrado a hacer
trabajar las maquinas por largos periodos de tiempo ocasionando fallas en
las maquinas.
Mantenimiento correctivo
Se emplea el mantenimiento correctivo cuando los equipos se han
paralizado por una falla en el sistema, el costo es mayor porque algunos
casos figuran la reposición total del equipo.
Mantenimiento predictivo
El objetivo del mantenimiento predictivo es detectar y analizarlos
antecedentes de las fallas de los equipos, con el fin de que no vuelvan a
suceder en el futuro. Este mantenimiento tienes muchas ventajas ya que
impide la aparición de fallas imprevistas minimizando los efectos.
Jorge Valdez (2009) se refiere al mantenimiento cada vez que se
realice una inspección profunda de las partes de los equipos, diligenciar el
formato de componentes de las maquinas generando una lista de
repuesto e insumos por máquina, ya que, esta información es importante
para la gestión del almacén de mantenimiento. (Valdez, 2009)
Realizar una evaluación general de los proveedores de externos de
servicio de mantenimiento y determinar si realmente son competentes al
momento de ofrecer sus servicios. (Valdez, 2009)

Introducción 17
Implementar y mantener actualizados los indicadores de
mantenimiento, ya que, estos son indispensables para ejercer un mejor
control sobre la gestión del mantenimiento de los equipos. (Valdez, 2009)
Enrique Chang Nieto (2008) considera que el mantenimiento es
desarrollar actividades de integración entre la alta gerencia y el personal
operativo. Al igual que el caso anterior, esta alternativa permitirá mejorar,
la situación de personal poco comprometido por temas motivacionales y
así mejorar el compromiso de los operadores hacia sus equipos y las
jefaturas. (Chang, 2008)
Lograr la participación del personal operativo en la implementación
de soluciones.
La participación del personal lo motivará y minimizará las demoras
en la implementación de soluciones actuales y futuras haciendo más
eficiente el proceso de cambio. (Chang, 2008)
1.16 Marco Conceptual
Compresor de tornillo: el compresor de tornillo es un compresor
de desplazamiento positivo, basa su tecnología en el desplazamiento del
aire a través de las cámaras que se crean con el giro simultáneo y en
sentido contrario.
Aire comprimido: aire cuyo volumen ha sido disminuido por
compresión para utilizarlo al expandirse.
Compresores: máquina de fluido que está construida para
aumentar la presión y desplazar cierto tipo de fluidos llamados
compresibles, tales como gases y vapores.
Mantenimiento: conservación de los compresores de aire

Introducción 18
comprimido para evitar su degradación.
Tecnología: Es el conjunto de conocimientos propios de una
técnica. Conjunto de instrumentos, recursos técnicos o procedimientos
empleados en un determinado campo o sector.
Productividad: Capacidad o grado de producción por unidad de
trabajo superficie de tierra cultivada equipo industrial.
Estrategias: Es un proceso regulable conjunto de las reglas que
aseguran una decisión óptima en cada momento.
Competitividad: Se define como la capacidad de generar la mayor
satisfacción de los consumidores fijado un precio o la capacidad de poder
ofrecer un menor precio fijado una cierta calidad, es decir la optimización
de la satisfacción o el precio fijado.
Valor Agregado: En términos económicos, el valor agregado es el
valor económico o valor adicional que adquieren los bienes y servicios al
ser transformados durante el proceso productivo, es decir el valor
económico que un determinado proceso productivo adiciona al ya
plasmado en las materias primas utilizadas en la producción.
1.17 Marco Histórico
A finales del siglo XVIII y comienzo del XIX durante la revolución
industrial con las primeras máquinas se iniciaron los trabajos de
reparación y de igual manera los conceptos de competitividad, costos
entre otros. De la misma manera empezaron a tenerse en cuenta el
término de falla y comenzaron a darse cuenta que esto producía paras en
la producción. Tal fue la necesidad de empezar a controlar estas fallas
que hacia los años 20 ya empezaron a aparecer las primeras estadísticas
sobre tasas de falla en motores en las máquinas. (Nieto, 2009)

Introducción 19
Por lo cual podemos concluir que la historia del mantenimiento va
de la mano con el desarrollo técnico – industria, ya que con las primeras
máquinas se empezó a tener la necesidad de las primeras reparaciones.
La mayoría de las fallas que se presentaban en ese entonces eran el
resultado del abuso o de los grandes esfuerzos a los que eran sometidos
las maquinas. En ese entonces el mantenimiento se hacía hasta cuando
ya era imposible seguir usando el equipo. Hasta 1914, el mantenimiento
tenía importancia secundaria y era ejecutado por el mismo personal de
operación y producción. (Nieto, 2009)
Con el advenimiento de la primer guerra mundial y de la
implementación de una producción en serie, las fabricas pasaron a
establecer programas mínimos de producción por lo cual empezaron a
sentir la necesidad de crear equipo que efectuaran el mantenimiento a las
máquinas de la línea de producción en el menor tiempo posible.
Así surgió un órgano subordinado a la operación, cuyo objetivo
básico era la ejecución del mantenimiento hoy conocido como
MANTENIMIENTO CORRECTIVO. (Nieto, 2009)
Fue hasta 1950 que un grupo de ingenieros japoneses iniciaron un
nuevo concepto en mantenimiento que simplemente seguía las
recomendaciones de los fabricantes de equipo acerca de los cuidados
que se debían tener en la operación y mantenimiento de máquinas y sus
dispositivos. Esta nueva forma o tendencia de mantenimiento se llamó
MANTENIMIENTO PREVENTIVO. (Nieto, 2009).
A partir de 1966 con el fortalecimiento de las asociaciones
nacionales de mantenimiento creadas a final del periodo anterior, y que la
sofisticación de los instrumentos de protección y medición, la ingeniería
de mantenimiento, pasa a desarrollar criterios de predicción de fallas,
visualizando de esta manera la optimización de la actuación de los
equipos de ejecución del mantenimiento. (Nieto, 2009).

Introducción 20
Estos criterios fueron conocidos como MANTENIMIENTO
PREDICTIVO los cuales fueron asociados a métodos de planeamiento y
control de mantenimiento. Como así también hay otros tipos de
mantenimiento como el MANTENIMIENTO PRODUCTIVO que fue una
nueva tendencia que determinaba una perspectiva más profesional. Se
asignaron más responsabilidad a la gente relacionada con el
mantenimiento y se hacían consideraciones acerca de la confiabilidad y el
diseño del equipo de la planta. (Nieto, 2009).
Diez años, tomo lugar la globalización del mercado creando nuevos
modelos de mantenimiento para justamente lograr una mejor calidad y
una mejor excelencia. Estos modelos son: TPM, 5S, KAISSEN Y RCM.
(Nieto, 2009).
1.18 Marco Referencial
En la empresa Casjuca se ha realizado una investigación profunda
en el área sistema integrados de gestión y sus procesos de producción,
toda la información que se encuentra en este documento es inédita de la
empresa. A continuación se detalla las siguientes tesis de grado referente
al mantenimiento preventivo que me han valido de guía en el desarrollo
de este proyecto.
Tesis: “Elaboración de un Plan de Mantenimiento Predictivo y
Preventivo en Función de la Criticidad delos Equipos del Proceso
Productivo de una Empresa Empacadora de Camarón”.
Tesis: “Diseño de un plan de mantenimiento preventivo para la
empresa Extruplas s.a.”
Tesis: “Diseño e implementación de un sistema de mantenimiento
industrial asistido por computador para la empresa cubiertas del
ecuador kubiec s.a. en la planta Esthela”.

Introducción 21
1.19 Marco Contextual
El presente trabajo de titulación se realizó en la provincia del
Guayas, Zona 8 del desarrollo económico, en Guayaquil se realizaron
ciertas investigaciones dentro de la empresa Casjuca C.A.
1.20 Marco Legal
1.20.1 Código Orgánico de la Producción, Comercio e Inversiones
La base legal está dada por el CÓDIGO ORGÁNICO DE LA
PRODUCCIÓN, COMERCIO E INVERSIONES, ley orgánica que apoya al
proceso productivo en las etapas de producción, distribución, comercio e
inversiones que están orientadas al Buen Vivir y otorga incentivos
tributarios y no tributarios. Para el marco legal de esta investigación Marco
Arévalo Cevallos (2011) señala lo siguiente:
Art. 1: Ámbito: Se rigen por la presente normativa todas las
personas naturales y jurídicas y demás formas asociativas que desarrollen
una actividad productiva, en cualquier parte del territorio nacional.
(Cevallos, 2011).
1.20.2 Constitución de la República del Ecuador
La constitución de la República del Ecuador, aprobada por la
Asamblea Nacional Constituyente y el Referéndum aprobatorio, que se
encuentra publicado en el Registro Oficial Nº 449 del lunes 20 de octubre
del 2008.
Capitulo III: Calidad del aire y de la contaminación acústica
Art. 113.- Toda actividad laboral, productividad, industrial,
comercial, recreativa y de diversión; así como las viviendas y otras

Introducción 22
instalaciones y medios de transporte, deben cumplir con lo dispuesto en
las respectivas normas y reglamentos sobre prevención y control, a fin de
evitar la contaminación por ruido, que afecte a la salud humana. (Oficial,
2008).
Respecto al artículo 113 no se está aplicando del todo en la
empresa Casjuca, no existe una clasificación de los residuos sólidos
urbanos o residuos sólidos no peligrosos.
Es muy importante estimular el reciclaje para evitar futuras
contaminación del medio ambiente.
1.21 Marco Ambiental
Para los efectos de la aplicación de la Ley Orgánica para la
Regulación y Control de Tabaco y este reglamento, se entenderá por:
Todas las sustancias liberadas cuando se da al producto el uso
para el que está destinado. Por ejemplo, en el caso de los cigarrillos y de
otros productos de tabaco que se consumen por combustión, por
"emisiones" se entiende las sustancias que forman parte del humo. En el
caso de los productos de tabaco para uso oral sin humo, por "emisiones"
se entiende las sustancias liberadas durante el proceso de mascado o
chupado y, en lo que al uso nasal se refiere, las sustancias liberadas por
las partículas durante el proceso de inhalación. (648, 2012)
El Ministerio de Salud Pública mediante acuerdo ministerial
regulará el contenido y emisiones de los productos de tabaco. La
información correspondiente que se entregue a la Autoridad Sanitaria
Nacional por parte de la industria del tabaco dentro de este proceso
regulatorio, será actualizada anualmente hasta el 30 de junio de cada
año. La Autoridad Sanitaria Nacional definirá la información que debe ser
difundida a la población, a fin de precautelar su salud. (648, 2012)
Introducción 23
1.22 Metodología
La modalidad del desarrollo de esta investigación es de campo, ya
que se tomaran causas y números de paralizaciones de los compresores
de tornillo en la producción de la hoja de tabaco en la empresa Casjuca,
donde es necesario describir el acontecimiento de los hechos que ahí
suscitan justamente como todos los aspectos concernientes al
esclarecimiento del problema objeto de estudio. Los métodos para realizar
este trabajo serán la observación directa, el método descriptivo y el
método deductivo.
Método Descriptivo: El jefe de logística es quien se encarga de
contratar al personal externo para realizar el mantenimiento correctivo de
las máquinas, pero no lleva un control adecuado.
Método Deductivo: El método deductivo es aquel que parte de los
datos generales aceptados como valederos, para deducir por medio del
razonamiento lógico, varias teorías, es decir; parte de verdades
previamente establecidas como principios generales, para luego aplicarlo
a casos individuales y comprobar así su validez.
Recolección de la información: a través de entrevistas a
empleados y personal técnico, por contacto y observación directa con el
medio a investigar, recopilación de información y datos contenidos en los
reportes diarios de producción del área en estudio.
Razones para la Elaboración de la Propuesta: Entre los
aspectos de la propuesta de solución del problema será la preparación del
ambiente de la empresa para iniciar impartiendo cursos de inducción y
seminarios acerca de técnicas del mantenimiento industrial. Fijando
objetivos dentro de un calendario de actividades y llevando un control de
todas las operaciones, que serán realizadas por grupos de personas o
equipos de trabajo del área en estudio que se convertirá en piloto para
implementación de la propuesta.

CAPÌTULO II
ANÀLISIS Y DIAGNÒSTICO DEL PROBLEMA
2.1. Situación Actual de la Empresa
La empresa Casjuca tiene todas las condiciones adecuadas y
servicios básicos necesarios tales como: agua potable, energía eléctrica,
servicios telefónicos y un buen ambiente laboral para todo el personal de
la empresa que brindan la facilidad para realizar sus operaciones
productivas y administrativas.
2.2. Producción y Mercado que atiende
La principal producción de la empresa es la hoja de tabaco que se
comercializan a los diferentes clientes.
A continuación se observará el cuadro N° 5 acerca de las lista de
ventas por países.
CUADRO Nº 5
LISTA DE VENTA POR PAISES
REPUBLICA DOMINICANA $ 200.000,00
INDONESIA $ 100.000,00
HOLANDA $ 200.000,00
ESTADOS UNIDOS $ 300.000,00
ALEMANIA $ 250.000,00
SRILANKA $ 200.000,00
FILIPINAS $ 300.000,00
Fuente: Información de la empresa CASJUCA C.A Elaborado por: Inga Pisco Yoryi Raúl

Análisis y Diagnóstico del Problema 25
2.3. Análisis Interno de la Empresa
En este presente trabajo, utilizaremos como herramienta la Cadena
de Valor de Michael Porter, en este modelo se maneja en la mayoría de
las empresas para analizar el desempeño de cada una de las funciones
con relación a las ejecutadas por la competencia.
2.4. Cadena de Valor
La cadena de valor es esencialmente una forma de análisis de la
actividad empresarial mediante la cual descomponemos una empresa en
sus partes constitutivas, buscando identificar fuentes de ventaja
competitiva en aquellas actividades generadoras de valor.
Esa ventaja competitiva se logra cuando la empresa desarrolla e
integra las actividades de su cadena de valor de forma menos costosa y
mejor diferenciada que sus rivales.
2.5. Investigación y Desarrollo
Casjuca es una empresa que se dedica a la producción de la hoja
de tabaco y con un número alto en exportaciones a diferentes países, el
lugar de trabajo de la empresa es excelente para sus trabajadores pero
las máquinas para la producción de hoja de tabaco son ineficientes en
ciertas ocasiones causando pérdidas irreparables para la empresa.
2.6. Abastecimiento
El abastecimiento representa la compra de insumos que serán
usados en la cadena de valor de la empresa.

Análisis y Diagnóstico del Problema 26
2.7. Adquisiciones Internacionales
Las adquisiciones internacionales las realiza el departamento de
importaciones, se inicia con la compra de los insumos utilizados en el
proceso de elaboración de la hoja de tabaco, luego de la compra se
remite la factura al departamento contable para su posterior ingreso al
sistema. Esta actividad se realiza de manera eficiente y eficaz gracias al
personal con un alto nivel académico.
2.8. Fortalezas y Debilidades de la Empresa Casjuca
CUADRO Nº 6
FORTALEZAS Y DEBILIDADES
Fortalezas Debilidades
Aceptación de precios
Paralizaciones constantes de los
compresores de tornillo durante el
proceso de producción
Confianza con los clientes Personal técnico y operativo no
capacitado
Gobernador en la
comercialización de la hoja de
tabaco
Faltas de estrategias de
comunicación
Excelente calidad Falta de marketing.
Fuente: Información de la empresa CASJUCA C.A Elaborado por: Inga Pisco Yoryi Raúl
2.9. Matriz E.F.I (evaluación de factores internos)
La matriz de evaluación de factores internos es una herramienta
para formular estrategias, resume y evalúa las fuerzas y debilidades más
importantes dentro de las áreas funcionales de una empresa y además
ofrece una base para identificar y evaluar las relaciones entre dichas
áreas. A continuación detallamos la matriz de factores internos de la
empresa Casjuca.

Análisis y Diagnóstico del Problema 27
CUADRO Nº 7
EVALUACION DE FACTORES INTERNOS
Fo
rta
leza
s
Factores críticos para el éxito
peso
Califi
ca
ció
n
To
tal p
on
dera
do
Aceptación de precios 0,04 4 0.16
Confianza con los clientes 0,04 3 0.12
Gobernador en la comercialización de la
hoja de tabaco 0,04 3 0.12
Excelente calidad 0,03 3 0.09
Deb
ilid
ad
es Paralizaciones constantes de los
compresores de tornillo durante el
proceso de producción
0,20 1 0.2
Personal técnico y operativo no
capacitado 0,12 2 0.24
Faltas de estrategias de comunicación 0,16 2 0.32
Falta de marketing. 0.37 1 0.37
TOTAL 1,00 1.62
Fuente: Información de la empresa CASJUCA C.A Elaborado por: Inga Pisco Yoryi Raúl
2.10. Análisis del Entorno
2.10.1 Análisis De Atractivita
El modelo de análisis de la competencia de las cinco fuerzas de
Porter es utilizado por muchas empresas como instrumento para la
elaboración de estrategias.
Según Porter, se puede decir que la naturaleza de la competencia
de una industria, está compuesta por las siguientes fuerzas:

Análisis y Diagnóstico del Problema 28
DIAGRAMA Nº 3
CINCO FUERZAS DE PORTER
Fuente: Google Elaborado por: Inga Pisco Yoryi Raúl
1. Revalidad entre empresas competidoras: la rivalidad entre los
competidores ocurre debido a que uno o más competidores sientes la
presión o ven la oportunidad de mejorar su posición.
2. Poder de negociación de los clientes: en industrias con pocos
compradores y pocos vendedores, el poder de negociación de los
vendedores es igual al poder de negociación de los compradores.
3. Poder de negociación de los proveedores: los proveedores pueden
ejercer poder de negociación sobre los participantes de la industria si
amenazan con incrementar los precios o disminuir la calidad de los
productos o servicios comprados.
4. Ingreso de nuevos competidores: por lo general, un nuevo competidor
no ingresara a un segmento estratégico o de mercado si las barreras
de ingreso son altas y si se puede esperar una fuerte reacción
competitiva de las empresas ya establecidas.
5. Desarrollo potencial de productos sustitutos: la aparición de productos
sustitutos normalmente sigue una tendencia, mientras que en una
industria, los competidores se concentran entre ellos, otra empresa
crea un nuevo producto, sobre la base de la innovación tecnológica u
otros factores, que puede sustituir al producto ya existente.

Análisis y Diagnóstico del Problema 29
2.10.2 Matriz Evaluación de Factores Externos (EFE)
La matriz de evaluación de los factores externos permite a los
estrategas resumir y evaluar información económica, social, cultural,
demográfica, ambiental, política, gubernamental, jurídica, tecnológica y
competitiva.
A continuación detallamos la matriz de evaluación de factores
externos, donde se muestra la calificación y el total ponderado de las
oportunidades y amenazas encontradas.
CUADRO Nº 8
EVALUACION DE FACTORES EXTERNOS
Factores determinantes del éxito
Pe
so
Cali
fic
ació
n
To
tal
Po
nd
era
do
op
ort
un
idad
es Incremento de la demanda 0.08 4 0.32
Diversidad de proveedores 0.10 4 0.40
Precios competitivos 0.10 3 0.30
Créditos de los proveedores 0.16 3 0.48
am
en
aza
s
Alta competencia 0.20 2 0.40
Inflación 0.12 3 0.36
Nuevos impuestos 0.12 3 0.36
Existencia de productos sustitutos 0.12 3 0.36
Total 1.00
2.98
Fuente: Información de la empresa CASJUCA C.A Elaborado por: Inga Pisco Yoryi Raúl
2.11. Matriz FODA
A continuación detallamos las fortalezas, oportunidades,
debilidades y amenazas de la empresa Casjuca.

Análisis y Diagnóstico del Problema 30
CUADRO Nº 9
MATRIZ FODA
Fortalezas Debilidades
Líder en la comercialización de la
hoja de tabaco.
Paralizaciones constantes de las
maquinas durante el proceso de
producción.
Alta competitividad en precio y
variedad.
Baja utilización de la capacidad
instalada.
Trato personalizado a clientes que
visitan la empresa.
Personal técnico y operativo no
capacitado ni motivado.
Oportunidades Amenazas
Incremento de la demanda. Alta competencia
Diversidad de proveedores. Inflación
Precios competitivos. Nuevos impuestos
Créditos de los proveedores. Existencia de productos sustitutos.
Fuente: Información de la empresa CASJUCA C.A Elaborado por: Inga Pisco Yoryi Raúl
2.11.1. Estrategias Intensivas
Mejoramiento de la calidad del producto.
Desarrollo de nuevos productos (innovaciones).
Selección de excelentes proveedores de materias primas.
Desarrollo de estrategias para captar nuevos mercados.
2.11.2. Estrategias de diferenciación
Integración de personal capacitado en marketing.
Productos realizados con material de calidad.
Excelente diseño y presentaciones.
2.11.3. Precio
Visitas periódicas a proveedores para evitar las especulaciones de los
precios.
Lanzamiento de promociones.
Optimización de los recursos.

Análisis y Diagnóstico del Problema 31
2.11.4. Estrategia de Mantenimiento
Capacitación y evaluación constantes al personal operativo y de
mantenimiento.
Evitar paralizaciones y tiempos improductivos.
Incentivos para premiar al mejor operador de la planta.
Implementación de un programa de mantenimiento preventivo.
2.11.5. Plaza
Aprovechar el crecimiento del mercado
Llegar a los mercados donde la competencia es escasa.
2.11.6. Procesos
Disminución de desperdicios
Invertir en tecnología moderna
Mejorar índices de productividad
2.11.7. Personas
Satisfacción del cliente
Reingeniería para una mejor asignación de funciones
Manejar y resolver los problemas de forma inmediata
2.12. Diagnóstico
Los inconvenientes que tiene actualmente la empresa que han
afectado el proceso de producción de la hoja de tabaco han sido
identificados en este proyecto, los cuales originan ineficiencias y perdidas
a la empresa son los siguientes:

Análisis y Diagnóstico del Problema 32
CUADRO Nº 10
IDENTIFICACIÓN DE PROBLEMAS
Problema Paralizaciones constantes del proceso
Área Operaciones
Causas
Mantenimiento deficiente
Averías mecánicas, eléctricas y
refrigeración
Fallas de operación y de proceso
Falta de repuestos
Efectos
Paralizaciones de máquinas y
equipos
Retrasos en la producción
Problema Falta de un programa de capacitación y entrenamiento al personal
Área Talento humano
Causas
Personal no capacitado
Falta de motivación e interés
Manipulación inadecuada de las
maquinas
Efectos
Retrasos en la producción
Baja eficiencia en la planta
Baja calidad del producto
Fuente: Información de la empresa CASJUCA C.A Elaborado por: Inga Pisco Yoryi Raúl
2.13. Diagrama causa – efecto (Ishikawa)
El diagrama causa – efecto es una forma de organizar y
representar las diferentes teorías propuestas sobre las causas de un
problema, se lo conoce también como diagrama de Ishikawa o diagrama
de espina de pescado y se utiliza en las fases de diagnóstico y solución
de la causa.
En este diagrama detallamos las causas de los problemas que
tiene esta empresa de una forma lógica. Las causas de los problemas que
derivan en el retraso del proceso de producción, ocasionan tiempos
improductivos y generan costos elevados en lo que respecta a
mantenimiento de los compresores de tornillo.

Análisis y Diagnóstico del Problema 33
DIAGRAMA Nº 4
DIAGRAMA CAUSA – EFECTO (ISHIKAWA)
Fuente: Información de la empresa CASJUCA C.A Elaborado por: Inga Pisco Yoryi Raúl
2.14. Estructura Organizativa
DIAGRAMA Nº 5
ESTRUCTURA ORGANIZATIVA
Fuente: Información de la empresa CASJUCA C.A Elaborado por: Inga Pisco Yoryi Raúl

Análisis y Diagnóstico del Problema 34
El talento humano es muy importante para la empresa,
preocupado por su bienestar el departamento de RRHH es motivado
mensualmente con charlas y conferencias.
La empresa cuenta con un departamento de talento humano
dirigida por una psicóloga y su asistente la cual ayuda al mejoramiento de
las metas trazadas por la empresa, referente a la contratación y al
bienestar de todos los colaboradores de la empresa.
2.15. Análisis e Identificación de los problemas
El problema de la falta del control del mantenimiento preventivo se
debe a gran parte al personal de técnico:
No se cuenta con una estadística de los mantenimientos realizados.
La falta de colaboración del técnico cuando se va realizar
mantenimiento por no parar el equipo, porque esto le afecta en la
producción.
Según el cuadro podremos ver como se está fallando en el control
de los mantenimientos de los compresores de tornillo.
Como mencionamos anteriormente la falta de colaboración del
personal técnico hace que no se cumpla con los mantenimientos
preventivos de acuerdo a las horas, esto está `produciendo paradas en
los compresores y en algunas casos ya pasan hacer mantenimientos
correctivos.
En algunos casos el no tener datos estadísticos de las horas de
trabajo, el equipo .emite una señal y manda a apagar el equipo
producción retrasos en la producción y pérdidas para la producción.

Análisis y Diagnóstico del Problema 35
CUADRO N° 11
CRONOGRAMA DE MANTENIMIENTO
Equipo
ENE FEB MAR ABR MAY JUN JUL AGO SEP OCT NOV DIC
No Operaciones
1 PURGAR FILTRO Y CAMBIO DE MANTA
FILTRANTE
2 LIMPIEZA DE FILTRO DE
AIRE Y TENSION DE BANDAS
3 CHEQUEO DE PARTES
ELECTRICAS Y MECANICAS
4 CONTROL DE NIVEL DE
ACEITES Y CHEQUEO DE FUGAS
5 CAMBIO DE FILTRO DE
AIRE Y ACEITE
6 LIMPIEZA DE
ENFRIADOR Y GENERAL DEL EQUIPO
M.P. Programado
Fuente: Investigación de campo Elaborado por: Inga Pisco Yoryi Raúl
2.16. Costos asignados a los problemas
2.16.1 Impacto económico
Como se ha mencionado la falta de control hace que falle el
mantenimiento preventivo creando pérdidas para la empresa.
Por lo que se debe contratar una persona que se encargue de
administrar los mantenimientos.
Hay que considerar que la persona que se contrate deberá va
generar gastos los primeros meses .luego veremos que su contratación
va a traer beneficios económicos para la organización.

Análisis y Diagnóstico del Problema 36
CUADRO N° 12
SUELDO PARA PERSONAL
Sueldo del talento humano que se va a contratar
Designación Incentivo # colaborador Sueldo
mensual
Sueldo
anual
Jefe de
mantenimiento 1.800 1 2.000 24.000
TOTAL 24.000
Fuente: Investigación de campo Elaborado por: Inga Pisco Yoryi Raúl

CAPÌTULO III
DESARROLLO DE LA PROPUESTA DE SOLUCIÓN
3.1. Delimitación de la Solución del Problema
En este capítulo se presenta la propuesta para solucionar el
problema más relevante encontrando en el capítulo anterior y que se
requiere una solución adyacente.
Para solucionar este problema, el cual ha afectado la eficiencia
productiva, se deberá utilizar las técnicas adecuadas en el área de
procesos para minimizar las perdidas y buscar mejoras en los índices de
productividad.
3.2. Planteamiento de Alternativas de Solución del Problema
Luego de realizar un análisis cuidadoso, se logró identificar que el
problema que representa perdida para la empresa son las paralizaciones
constantes del proceso de producción de la hoja de tabaco, con un
proceso bajo de improductividad que tiene la planta.
La mayor parte de los problemas que existe en la compañía son la
falta de control de los mantenimientos, y el seguimiento desde su último
mantenimiento hasta el próximo esto genera que la vida útil del
compresor disminuya.
Con este sistema ya mencionado se buscar que la gerencia de
mantenimiento de la empresa Casjuca se dé cuenta que la necesidad de
comprar nuevas máquinas sería de gran beneficio, ya que servirá de un
mejor seguimiento desde su venta hasta su puesta en marcha.

Desarrollo de la Propuesta de Solución 38
3.3. Propuesta
La propuesta para este trabajo es contratación de una persona
Capacitada en el área de producción para tener un excelente producto.
Para tener una mejora en los sistemas de trabajo y para suprimir
pérdidas ocasionadas dentro de la empresa, la solución es la contratación
de una persona capacitada y con experiencia, también un sistema de
Gerencia de Mantenimiento que busca la mejora continua de la
maquinaria y el logro del 100% de eficiencia del proceso de producción,
implicando a toda el área de talento humano de la empresa Casjuca.
La contratación de una persona que se supervise el control de
mantenimiento, porque en la actualidad los mecánicos llevan un control
empírico y no se lleva control de las horas de mantenimiento de un
compresor. Esta persona debe tener experiencia en control y
seguimiento del mantenimiento, el perfil de este Ing. industrial especialista
en mantenimiento debe tener los siguientes conocimientos.
Habilidades
Diseñar
Evaluar
Calcular
Actitudes
Creativo
Innovador
Habilidad para resolver problemas
Honestidad, responsabilidad
Ser líder

Desarrollo de la Propuesta de Solución 39
Responsabilidades
Elaborar un plan de mantenimiento preventivo y correctivo.
Organizar, y elaborar planes de mejora continua
Ser responsable por la seguridad industrial de sus colaboradores
Otorgar a sus colaboradores de herramientas necesarias para su
trabajo
Ser vigilante de que se cumpla las normas de seguridad en cada tarea
que desempeñan.
Custodiar que las ordenes de trabajo se cumplan en el tiempo
requerido.
3.3.1 Beneficios del Mantenimiento Preventivo
Orden, disciplina y estandarización
Incluir en únicos los procesos a todos los niveles de organización.
Cambio cultural, mayor responsabilidad, disciplina y respeto.
Se creara un ambiente de aprendizaje permanente.
La participación, colaboración y creatividad del personal será esencial.
Mejora del medio ambiente.
Mejora de la calidad del producto
Empresa más competitiva
Reducción de costos
Fiabilidad de maquinarias
3.3.2 Repuestos de Compresores de Tornillo
Los repuestos de estos compresores demoran tiempo en arribar ya
que son importados, esta demora retrasa el mantenimiento y para las
máquinas la cual prestan el suministro de aire, a continuación se detalla
lista de insumos que se necesita para el mantenimiento de compresores
de tornillo.

Desarrollo de la Propuesta de Solución 40
CUADRO Nº 13
PARTES DE COMPRESORES DE TORNILLO
COMPRESOR DE TORNILLO KAESER
Filtro de aire
Filtro de aceite
Filtro separador
Aceite rojo Injectfluid
Kit de válvulas Pres.Min
Kit de válvulas de descarga
Kit de válvula chek + Osv
Kit de válvula de admisión
Kit de montaje
Kit de válvula drenaje
Kit válvula termostática
Electroválvula solenoide de admisión
Overhaul Motor
Kit de Overhaul elemento
Kits de montaje
Kit de bujes y retenedor
Fuente: Información de la empresa CASJUCA C.A Elaborado por: Inga Pisco Yoryi Raúl
3.3.3. Costo de la contratación del Ingeniero Industrial
Para el caso de la contratación de una persona capacitada
académicamente y con una preparación de tercer nivel para llevar un
control de los mantenimientos, las inspecciones, y seguimientos de los
equipos. El costo que tendrá esta persona será de acuerdo a las
competencias que hay en el mercado laboral.

Desarrollo de la Propuesta de Solución 41
CUADRO Nº 14
INVERSION FIJA
Inversión fija
Detalles Costos
Sueldo del nuevo ingeniero 2000
Computadora 1060
Silla ergonómica 95
Escritorio 340
Total 3495
Fuente: Información de la empresa CASJUCA C.A Elaborado por: Inga Pisco Yoryi Raúl
3.4. Estudio Financiero
Los objetivos de esta etapa son ordenar y sistematizar la
información de carácter monetario para poder realizar la evaluación de
este proyecto. El estudio financiero nos permite conocer la situación
actual financiera de la empresa en todas sus etapas.
El estudio tiene como una finalidad tomar decisiones para la
inversión que se va a realizar en cualquier campo de la empresa, en este
caso de análisis se lo hará para la contratación de una persona
capacitada para dirigir, diseñar, vigilar que el mantenimiento preventivo se
cumpla en todas su fases, hasta la culminación del trabajo. Mediante el
análisis podremos conocer si la propuesta va ser rentable o no con los
cálculos pertinentes.
3.5. Flujo de Caja
El flujo de caja hace referencia a las salidas y entradas netas de
dinero que tiene una empresa en un periodo determinado, el flujo de caja
facilita información acerca de la capacidad de la empresa para pagar
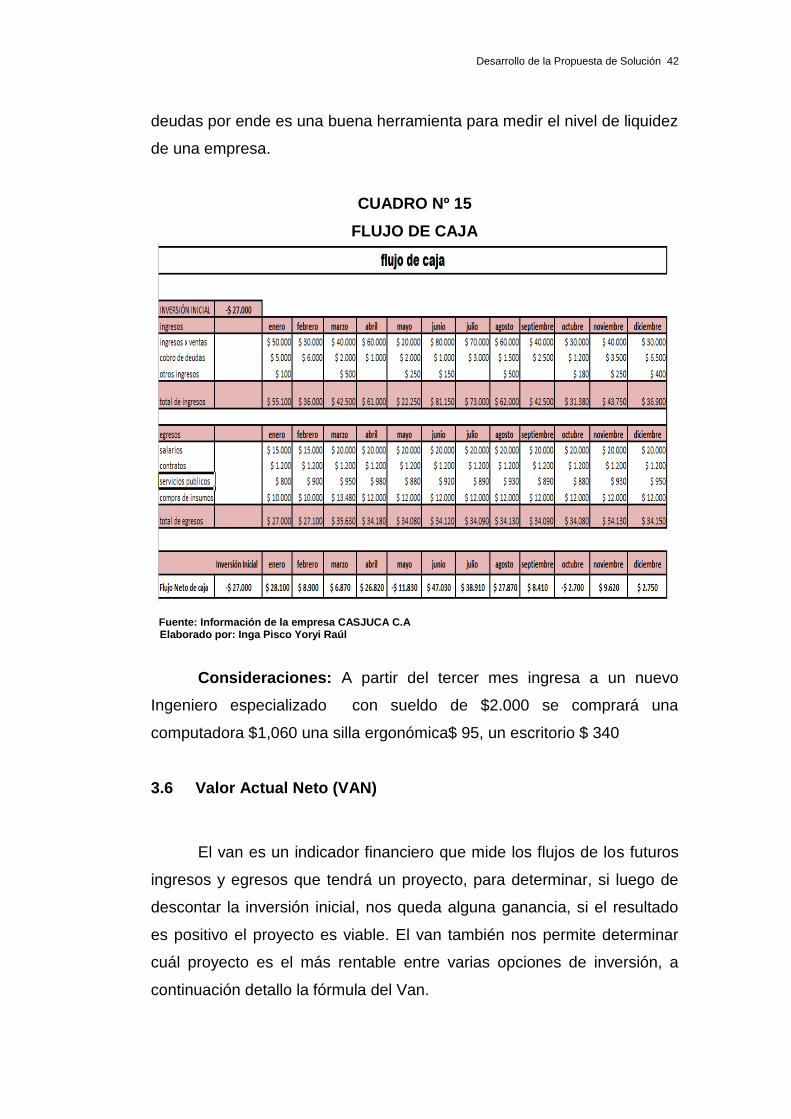
Desarrollo de la Propuesta de Solución 42
deudas por ende es una buena herramienta para medir el nivel de liquidez
de una empresa.
CUADRO Nº 15
FLUJO DE CAJA
Fuente: Información de la empresa CASJUCA C.A Elaborado por: Inga Pisco Yoryi Raúl
Consideraciones: A partir del tercer mes ingresa a un nuevo
Ingeniero especializado con sueldo de $2.000 se comprará una
computadora $1,060 una silla ergonómica$ 95, un escritorio $ 340
3.6 Valor Actual Neto (VAN)
El van es un indicador financiero que mide los flujos de los futuros
ingresos y egresos que tendrá un proyecto, para determinar, si luego de
descontar la inversión inicial, nos queda alguna ganancia, si el resultado
es positivo el proyecto es viable. El van también nos permite determinar
cuál proyecto es el más rentable entre varias opciones de inversión, a
continuación detallo la fórmula del Van.

Desarrollo de la Propuesta de Solución 43
Donde el beneficio neto actualizado (BNA) es el valor actual del
flujo de caja o beneficio neto proyectado, el cual ha sido actualizado a
través de una tasa de descuento.
CUADRO Nº 16
VALOR ACTUAL NETO
Fuente: Información de la empresa CASJUCA C.A Elaborado por: Inga Pisco Yoryi Raúl
3.7 Tasa Interna de Retorno (TIR)
CUADRO Nº 17
TASA INTERNA DE RETORNO
Fuente: Información de la empresa CASJUCA C.A Elaborado por: Inga Pisco Yoryi Raúl
VAN = BNA - INVERSION

Desarrollo de la Propuesta de Solución 44
3.8 Cálculo de recuperación de la inversión
Según los caculos en el mes de junio se obtendrá la recuperación
de la inversión que es 27.179.
CUADRO Nº 18
RECUPERACIÓN DE LA INVERSIÓN
Fuente: Información de la empresa CASJUCA C.A Elaborado por: Inga Pisco Yoryi Raúl
3.9 Conclusiones
Mediante los argumentos previamente expuestos, los problemas
visualizados son la falta de control, la inexistencia de marketing, a
continuación se concluye:
1. Realizado los análisis pertinentes sobre la propuesta he podido
observar que existe la posibilidad de que obtenga más ganancias la
empresa Casjuca trabajando en los problemas existentes, que son las
paradas no programadas de los equipos (compresores de aire
comprimido).
2. El estándar de la calidad es un punto a tomar en cuenta ya que las
dificultades, ciertamente, se generan debido a las deficiencias que este
aspecto provee, se concluye que al no contar con un plan de
mantenimiento, instrucciones, los estándares bajan, es por esta razón
Desarrollo de la Propuesta de Solución 45
que la contratación de un Ing. Industrial es indispensable para la
empresa Casjuca, de esta manera la empresa podrá obtener un
producto de alta calidad y por ende la mejora de los procesos en todas
sus etapas.
3. Es imperante la producción de hoja de tabaco, en una amplia gama de
posibilidades, esta producción puede generar muchos ingresos
económicos, al punto de exportar a diversos mercados.
4. La tecnología adecuada y procesos ágiles que sustenten la producción
acorde a la demanda existente, se concluye que concretando el
mejoramiento en los procesos internos de producción y la hipotética
conversión en un producto de calidad, la empresa Casjuca puede
lograr certificaciones que justifiquen esa calidad y la reconozcan como
valor agregado.
3.10 Recomendaciones
En el proceso de este presente trabajo se aprendió mucho acerca
de la elaboración y producción de la hoja de tabaco, la economía y sus
variaciones, por ello, es necesario recomendar ciertas posibilidades a
aplicar para que el entorno en el que desarrolla esta actividad mejore su
potencial, así podemos mencionar:
1. Diseñar un plan de mantenimiento preventivo para evitar pérdidas
económicas.
2. Instaurar control de mantenimiento preventivo dentro de la empresa,
proporcionando al personal charlas y campañas.
3. El control de los desechos que se generan cuando se realizan los
respectivos mantenimientos como aceites y filtros, se debe recoger,
dichas desperdicios para luego descontaminar y reutilizar.
4. Determinar las actividades que se deban realizar de acuerdo a un
cronograma previamente elaborado con el objetivo de definir funciones
a las personas encargadas de los equipos.

GLOSARIO DE TÉRMINOS
Aire comprimido: aire cuyo volumen ha sido disminuido por
compresión para utilizarlo al expandirse.
Compresores: máquina de fluido que está construida para
aumentar la presión y desplazar cierto tipo de fluidos llamados
compresibles, tales como gases y vapores.
Compresor de tornillo: el compresor de tornillo es un compresor
de desplazamiento positivo, basa su tecnología en el desplazamiento del
aire a través de las cámaras que se crean con el giro simultáneo y en
sentido contrario.
Mantenimiento: conservación de los compresores de aire
comprimido para evitar su degradación.
Plan de mantenimiento: Un plan de mantenimiento es el conjunto
de tareas de mantenimiento programado, agrupadas o no siguiendo algún
tipo de criterio, y que incluye a una serie de equipos de la planta.
TPM: es una filosofía de mantenimiento cuyo objetivo es eliminar
las pérdidas en producción debidas al estado de los equipos, o en otras
palabras, mantener los equipos en disposición para producir a su
capacidad máxima productos de la calidad esperada, sin paradas no
programadas.

ANEXOS

Anexos 48
ANEXO Nº 1
CROQUIS CASJUCA C.A.
Fuente: Información de la empresa CASJUCA C.A Elaborado por: Inga Pisco Yoryi Raúl

Anexos 49
ANEXO Nº 2
COTIZACIÓN DE COMPUTADORA
Fuente: Información de la empresa CASJUCA C.A Elaborado por: Inga Pisco Yoryi Raúl

Anexos 50
ANEXO Nº 3
COTIZACIÓN DE MUEBLES Y ENSERES DE OFICINA
Fuente: Información de la empresa CASJUCA C.A Elaborado por: Inga Pisco Yoryi Raúl

Anexos 51
ANEXO Nº 4
COTIZACÓN DE COMPRESOR
Fuente: Información de la empresa CASJUCA C.A Elaborado por: Inga Pisco Yoryi Raúl
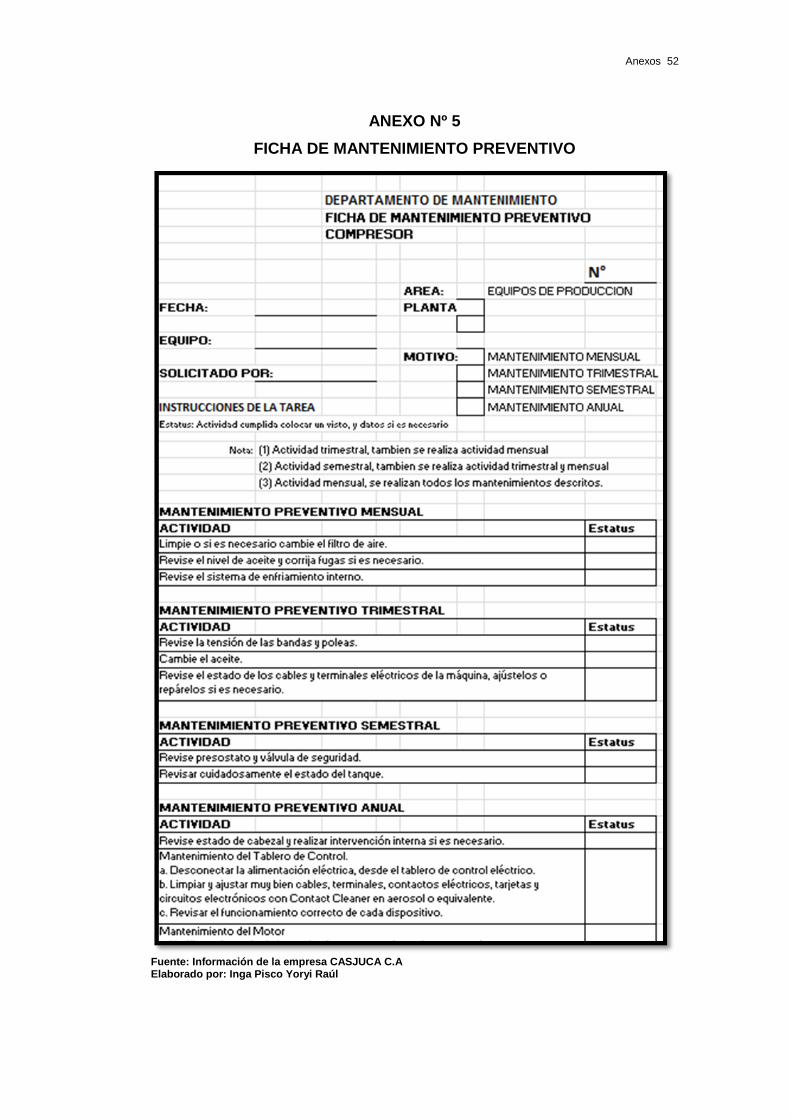
Anexos 52
ANEXO Nº 5
FICHA DE MANTENIMIENTO PREVENTIVO
Fuente: Información de la empresa CASJUCA C.A Elaborado por: Inga Pisco Yoryi Raúl

BIBLIOGRAFÍA
Carrasco, J. (1999). El método estadístico en la investigación médica.
Madrid: Madrid.
Cevallos, M. A. (2011). COPCI.
Charles de Lamb, H. J. (2002). Marketing, Sexta Edición. México:
International Thomson Editores S.A.
Cuatrecasas, L. (2005). Gestión Integral de la Calidad Implantación,
Control y Certificación. Barcelona: Gestión 2000.
FAO, C. (2 de 12 de 2015). ftp://ftp.fao.org. Obtenido de ftp://ftp.fao.org:
ftp://ftp.fao.org/codex/Meetings/CCPFV/ccpfv20/pf0004as.pdf
Festinger, L., & Katz, D. (1998). Los Métodos de Investigación en
Ciencias Sociales. Alianza.
García, F. (1986). El Análisis de la realidad social. Métodos y Técnicas
de Investigación. Madrid: Alianza.
Gutiérrez Pulido, H. (2010). Calidad Total Y Productividad. Mexico D.F:
McGRAW.
Hale, S. J. (1852). Cocina para niños. Londres: Cambridge University
Press.
Hunt, E. (2013). The baby food trought the history. Boston: Blonder.

Bibliografía 54
INEC. (2010). Instituto de Estadísticas y Censo. Recuperado el 01 de
02 de 2015, de Instituto de Estadísticas y Censo:
http://www.ecuadorencifras.gob.ec/censo-de-poblacion-y-vivienda/
648, R. O. (2012). Reglamebto a la Ley Organica para Regulacion y
Control de Tabaco. Recuperado el 2017, de
http://www.controlsanitario.gob.ec/wp-
content/uploads/downloads/2015/07/reglamento-a-la-ley-organica-
para-regulacion-y-control-del-tabaco.pdf
Chang, E. (2008). Mantenimiento Preventivo. Recuperado el 2017, de
http://repositorioacademico.upc.edu.pe/upc/bitstream/10757/27347
0/2/EChang.pdf
Nieto, S. (2009). MANTENIMIENTO INDUSTRIAL. Recuperado el 16 de
11 de 2017, de
http://mantenimientosindustriales2009.blogspot.com/2009/05/histori
a-del-mantenimiento.html
Oficial, R. (2008). Constitucion de la Republica del Ecuador.
Recuperado el 2017, de
https://www.corteconstitucional.gob.ec/images/contenidos/quienes-
somos/Constitucion_politica.pdf
Valdez, J. (2009). Mantenimiento Preventivo. Recuperado el 2017, de
http://190.242.62.234:8080/jspui/bitstream/11227/802/1/275- TTG -
DISEÑO DE UN PLAN DE MANTENIMIENTO PREVENTIVO-
PREDICTIVO APLICADO A LOS EQUIPOS DE LA EMPRESA
REMAPLAST.pdf