
UNIVERSIDAD DE LOS ANDES — TESIS Extracci´on y · PDF filede PET y refuerzo de...
146
DEPARTAMENTO DE INGENIER ´ IA CIVIL Y AMBIENTAL FACULTAD DE INGENIER ´ IA — UNIVERSIDAD DE LOS ANDES — TESIS Extracci´onycaracterizaci´onmec´ anica de las fibras de bamb´ u(Guadua angustifolia ) para su uso potencial como refuerzo de materiales compuestos. Presentada a la Universidad de los Andes, para optar por el t´ ıtulo de Magister en Ingenier´ ıa Elaborada por : MARTIN ESTRADA MEJIA Dirigida por : Fernando Ram´ ırez Rodr´ ıguez Evaluada por : Juan Francisco Correal Daza : Andrea del Pilar Maldonado Romero : Jorge Alberto Medina Perilla Universidad de los Andes Enero de 2010
Transcript of UNIVERSIDAD DE LOS ANDES — TESIS Extracci´on y · PDF filede PET y refuerzo de...

DEPARTAMENTO DE INGENIERIA CIVIL Y AMBIENTALFACULTAD DE INGENIERIA
— UNIVERSIDAD DE LOS ANDES —
TESIS
Extraccion y caracterizacion mecanica de las fibrasde bambu (Guadua angustifolia) para su uso
potencial como refuerzo de materiales compuestos.
Presentada a la Universidad de los Andes, para optar por el tıtulo de Magister enIngenierıa
Elaborada por : MARTIN ESTRADA MEJIA
Dirigida por : Fernando Ramırez Rodrıguez
Evaluada por : Juan Francisco Correal Daza: Andrea del Pilar Maldonado Romero: Jorge Alberto Medina Perilla
Universidad de los Andes
Enero de 2010


a Natalia


Tabla de contenido
Lista de tablas IX
Lista de figuras XII
Agradecimientos XIII
Resumen XV
Introduccion XIX
1. Antecedentes 11.1. Fibras naturales . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
1.1.1. Plantas fibrosas . . . . . . . . . . . . . . . . . . . . . . . . . . . 4Maderas latifoliadas . . . . . . . . . . . . . . . . . . . . . . . . 5Maderas conıferas . . . . . . . . . . . . . . . . . . . . . . . . . . 5Plantas no maderables y bambu . . . . . . . . . . . . . . . . . . 5
1.1.2. Las fibras en el culmo . . . . . . . . . . . . . . . . . . . . . . . 81.1.3. Procesos de extraccion de fibras naturales . . . . . . . . . . . . 12
Recuperacion del licor negro . . . . . . . . . . . . . . . . . . . . 131.2. Matrices polimericas . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15
1.2.1. Polietileno teraftalato (PET) . . . . . . . . . . . . . . . . . . . . 17Reciclaje del PET . . . . . . . . . . . . . . . . . . . . . . . . . . 19
1.2.2. Policloruro de vinilo (PVC) . . . . . . . . . . . . . . . . . . . . 201.3. Micromecanica de compuestos reforzados con fibras . . . . . . . . . . . 22
1.3.1. Modelos de campo medio . . . . . . . . . . . . . . . . . . . . . . 23Modelo de la inclusion equivalente de Eshelby . . . . . . . . . . 24Modelo Mori–Tanaka . . . . . . . . . . . . . . . . . . . . . . . . 26
1.3.2. Aproximaciones lımites . . . . . . . . . . . . . . . . . . . . . . . 28Aproximacion de Voigt . . . . . . . . . . . . . . . . . . . . . . . 28Aproximacion de Reuss . . . . . . . . . . . . . . . . . . . . . . . 28Lımites de Hill . . . . . . . . . . . . . . . . . . . . . . . . . . . 29
v

Tabla de contenido MIC 2010-I-7
2. Fibras de guadua 312.1. Materiales y metodos . . . . . . . . . . . . . . . . . . . . . . . . . . . . 31
2.1.1. Caracterizacion quımica . . . . . . . . . . . . . . . . . . . . . . 322.1.2. Digestion . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 332.1.3. Propiedades mecanicas . . . . . . . . . . . . . . . . . . . . . . . 37
2.2. Resultados y discusion . . . . . . . . . . . . . . . . . . . . . . . . . . . 392.2.1. Caracterizacion quımica y digestion . . . . . . . . . . . . . . . . 392.2.2. Propiedades mecanicas . . . . . . . . . . . . . . . . . . . . . . . 42
3. Modelacion polımero–fibras 493.1. Metodos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 49
3.1.1. Propiedades equivalentes . . . . . . . . . . . . . . . . . . . . . . 503.1.2. Efecto de la orientacion de las inclusiones . . . . . . . . . . . . . 523.1.3. Propiedades mecanicas probabilısticas . . . . . . . . . . . . . . . 54
3.2. Resultados y discusion . . . . . . . . . . . . . . . . . . . . . . . . . . . 553.2.1. Validacion del modelo . . . . . . . . . . . . . . . . . . . . . . . 55
Compuesto epoxico-vidrio . . . . . . . . . . . . . . . . . . . . . 56Compuestos PEHD-fique y PEHD-canamo . . . . . . . . . . . . 58Funcion de densidad de probabilidad . . . . . . . . . . . . . . . 60
3.2.2. Modelaciones . . . . . . . . . . . . . . . . . . . . . . . . . . . . 623.3. Aplicaciones potenciales . . . . . . . . . . . . . . . . . . . . . . . . . . 65
3.3.1. Sistema constructivo de viviendas . . . . . . . . . . . . . . . . . 67
4. Conclusiones 714.1. Conclusiones . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 724.2. Conclusiones principales . . . . . . . . . . . . . . . . . . . . . . . . . . 744.3. Trabajo futuro . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 74
4.3.1. Fibras . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 754.3.2. Compuestos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 754.3.3. Mecanica computacional . . . . . . . . . . . . . . . . . . . . . . 76
A. Propiedades mecanicas de polımeros 77
B. Procedimientos de laboratorio 81B.1. Extraccion de las fibras de Guadua . . . . . . . . . . . . . . . . . . . . 81
B.1.1. Proceso Kraft . . . . . . . . . . . . . . . . . . . . . . . . . . . . 81B.2. Caracterizacion quımica de la Guadua . . . . . . . . . . . . . . . . . . 83
B.2.1. Determinacion de fibra en detergente acido (FDA) . . . . . . . . 83B.2.2. Determinacion de lignina, celulosa y sılice . . . . . . . . . . . . 85
B.3. Caracterizacion fısica de las fibras . . . . . . . . . . . . . . . . . . . . . 89B.3.1. Contenido de humedad . . . . . . . . . . . . . . . . . . . . . . . 89B.3.2. Absorcion de humedad . . . . . . . . . . . . . . . . . . . . . . . 91B.3.3. Densidad aparente . . . . . . . . . . . . . . . . . . . . . . . . . 92
vi

Tabla de contenido MIC 2010-I-7
B.3.4. Analisis de termogravimetrıa . . . . . . . . . . . . . . . . . . . . 95B.4. Caracterizacion mecanica de las fibras y la interfaz . . . . . . . . . . . 98
B.4.1. Ensayo de tension en las fibras . . . . . . . . . . . . . . . . . . . 98B.4.2. Extraccion (pull-out) . . . . . . . . . . . . . . . . . . . . . . . . 102
B.5. Caracterizacion mecanica del material compuesto . . . . . . . . . . . . 105B.5.1. Tension en el compuesto . . . . . . . . . . . . . . . . . . . . . . 105B.5.2. Compresion en el compuesto . . . . . . . . . . . . . . . . . . . . 108B.5.3. Flexion en el compuesto . . . . . . . . . . . . . . . . . . . . . . 111
vii


Lista de Tablas
1. Concentraciones de licor blanco. . . . . . . . . . . . . . . . . . . . . . . xv
1.1. Inventario de recursos fibrosos. . . . . . . . . . . . . . . . . . . . . . . . 41.2. Propiedades mecanicas de diferentes fibras naturales. . . . . . . . . . . 11
2.1. Obtencion de fibras naturales en trabajos previos. . . . . . . . . . . . . 342.2. Condiciones de coccion para la extraccion de haces de fibra de guadua. 362.3. Composicion quımica de diferentes especies de bambu. . . . . . . . . . 402.4. Valores estadısticos de la resistencia y modulo de elasticidad de haces
de fibra de guadua. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 422.5. Correlaciones de Pearson y Spearman entre condiciones de licor blanco
y propiedades mecanicas de fibras. . . . . . . . . . . . . . . . . . . . . . 432.6. Propiedades mecanicas de haces de fibra de bambu. . . . . . . . . . . . 45
3.1. Propiedades mecanicas de las fibras de vidrio y una matriz epoxica. . . 563.2. Propiedades mecanicas de las fibras de fique y canamo y una matriz de
polietileno de alta densidad. . . . . . . . . . . . . . . . . . . . . . . . . 593.3. Propiedades elasticas de los materiales utilizados en las modelaciones. . 63
A.1. Propiedades fısicas y mecanicas de polımeros. . . . . . . . . . . . . . . 78A.2. Propiedades opticas y termicas de polımeros. . . . . . . . . . . . . . . . 79
B.1. Reactivos necesarios para el procedimiento FDA. . . . . . . . . . . . . 84B.2. Reactivos necesarios para la determinacion de lignina. . . . . . . . . . . 86
ix


Lista de Figuras
1. Resultados de resistencia a tension ! y modulo de elasticidad E. . . . . xvi
2. Modulo de elasticidad equivalente de un material de PVC reforzado confibras naturales. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . xvii
1.1. Clasificacion de materiales compuestos por tipo, orientacion y geometrıadel refuerzo. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
1.2. Partes de una planta de bambu. . . . . . . . . . . . . . . . . . . . . . . 61.3. (a) Plantacion (guadual), (b) Trozas, y (c) Partes del culmo de guadua
[1]. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 71.4. Diferentes formas de haces vasculares en secciones transversales de la
pared del culmo. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 81.5. Microestructura de las fibras. (a) Fibras de madera y (b) Fibras de bambu. 91.6. Esquema del proceso de recuperacion de residuos. . . . . . . . . . . . . 141.7. Representacion quımica del poliester termoplastico comun. Con n = 1
para PET y n = 2 para PBT [2]. . . . . . . . . . . . . . . . . . . . . . 181.8. Representacion quımica del policloruro de vinilo (PVC) [2]. . . . . . . . 211.9. Esquema del metodo de la inclusion equivalente de Eshelby para calcular
el tensor de concentracion de la deformacion (A(i)dil). . . . . . . . . . . . 27
2.1. Probeta para ensayos de tension de fibras de guadua. . . . . . . . . . . 382.2. Curvas obtenidas de esfuerzo contra deformacion de haces vasculares. . 392.3. Micrografıas SEM del area transversal de haces de fibra de guadua. . . 392.4. Lıneas de tendencia entre el area transversal y la resistencia y modulo
de elasticdad de los haces de fibra. . . . . . . . . . . . . . . . . . . . . 442.5. Resultados resistencia a tension !u. (a) Plot de probabilidad, (b) Dia-
grama de frecuencia y pdf (Se ensayaron 80 muestras). . . . . . . . . . 462.6. Resultados modulo de elasticidad a tension E. (a) Plot de probabilidad,
(b) Diagrama de frecuencia y pdf (Se ensayaron 80 muestras). . . . . . 47
3.1. Diferentes formas que puede tomar una elipsoide. . . . . . . . . . . . . 503.2. Orientacion general de una inclusion respecto a unos ejes globales. . . . 52
xi

Lista de figuras MIC 2010-I-7
3.3. Componentes de elasticidad de un compuesto epoxico-vidrio con fibrasorientadas en la misma direccion: resultados propios y resultados repor-tados por Jin H. Huang [3]. . . . . . . . . . . . . . . . . . . . . . . . . 57
3.4. Componentes de elasticidad de un compuesto epoxico-vidrio con fibrasorientadas aleatoriamente: resultados propios y resultados reportadospor Jin H. Huang [3]. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 58
3.5. Modulo de elasticidad de un compuesto PEHD-fique: (a) resultados pro-pios y (b) resultados reportados por Fabian R. Velandia [4]. . . . . . . 60
3.6. Modulo de elasticidad de un compuesto PEHD-canamo: resultados pro-pios y resultados reportados por Fabian R. Velandia [4]. . . . . . . . . . 60
3.7. Grafico de frecuencia y pdf lognormal para un modulo de elasticidadconstante de 20 GPa. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 61
3.8. Modulo de elasticidad de un polımero reforzado con fibras de moduloconstante, utilizando el valor constante e integrando la funcion de den-sidad de probabilidad. . . . . . . . . . . . . . . . . . . . . . . . . . . . 62
3.9. Modulo de elasticidad equivalente de materiales compuestos con matrizde PVC y refuerzo de vidrio y varias fibras naturales. . . . . . . . . . . 64
3.10. Modulo de elasticidad equivalente de materiales compuestos con matrizde PET y refuerzo de vidrio y varias fibras naturales. . . . . . . . . . . 65
3.11. Resultados de la simulacion del compuesto de polietileno de alta densi-dad (PEHD) con refuerzo de fibras de guadua. . . . . . . . . . . . . . . 68
B.1. Localizacion de las muestras en el horno de secado. . . . . . . . . . . . 90B.2. Ejemplo de curva registrada en una prueba termogravimetrica. . . . . . 98B.3. Sistema de mordaza utilizado en el ensayo. . . . . . . . . . . . . . . . . 99B.4. Determinacion del ajuste del montaje en ensayos de tension. . . . . . . 102B.5. Esquema general del ensayo: (a) Fijo en la base y (b) Restringido supe-
riormente. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 103B.6. Esquemas de curva tıpicos de ensayos de extraccion de fibras: (a) Un
ensayo y (b) Resultado de muchos ensayos. . . . . . . . . . . . . . . . . 104B.7. Esquema de probeta para ensayos de tension en materiales compuestos. 106B.8. Esquema de probeta para ensayos de compresion en materiales compuestos.109
xii

Agradecimientos
Quiero agradecer a la Universidad de los Andes, por la formacion academica que
me brindo en el pregrado y la maestrıa en ingenierıa civil. A los profesores del area
de estructuras y materiales, quienes sembraron en mı el gusto por esa rama de la
ingenierıa; espero haber colmado sus espectativas. Con Andrea y las personas que
estuvieron siempre dispuestas a ayudar y guiar el rumbo de este trabajo, aun en esos
momentos cuando la investigacion parecio perderse de vista, les estoy sinceramente
agradecido.
Los laboratorios de la Universidad colaboraron inmesamente en el desarrollo de
este trabajo. Edna, John, Rocıo y Olga Lucıa acompanaron el proceso en el laborato-
rio de Ingenierıa Ambiental. Alejandro, Jose y Alberto no dudaron nunca en ayudar
para llevar a cabo los ensayos en el laboratorio integrado de estructuras de Ingenierıa
Civil. Dery, por supuesto, fue indispensable con su conocimiento en el uso del micros-
copio. A todos ellos debo agradecer profundamente, ya que se convirtieron en autores
indispensables de esta investigacion.
Agradezco a toda mi familia. Estuvieron atentos a cualquier necesidad y enrique-
cieron el trabajo enormemente con discusiones y charlas sobre el trabajo.
Natalia fue indispensable cada instante.
Por ultimo, quiero dar las gracias a Fernando. Dirigio rigurosa y ordenadamente
xiii

Agradecimientos MIC 2010-I-7
todo el proceso de investigacion, cuidando hasta el mas pequeno detalle. Deposito,
ademas, toda su confianza en mı y en un proyecto de investigacion que tuvo que desa-
rrollarse tarde.
xiv
Resumen
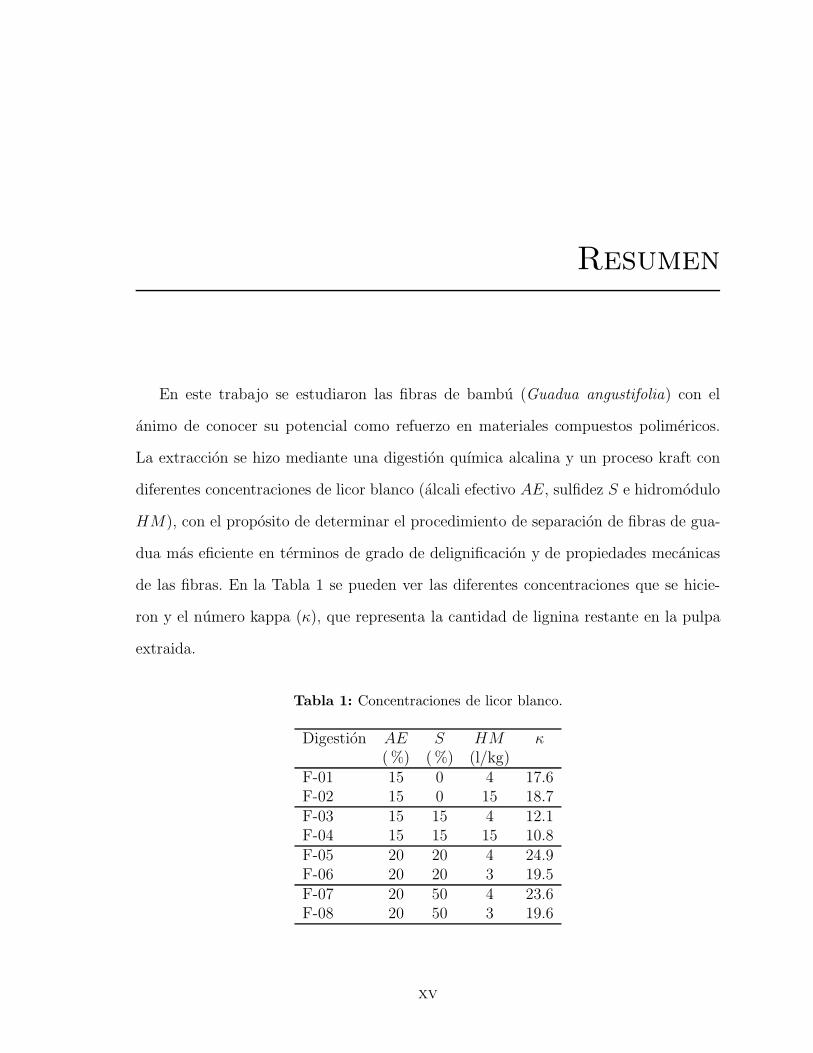
En este trabajo se estudiaron las fibras de bambu (Guadua angustifolia) con el
animo de conocer su potencial como refuerzo en materiales compuestos polimericos.
La extraccion se hizo mediante una digestion quımica alcalina y un proceso kraft con
diferentes concentraciones de licor blanco (alcali efectivo AE, sulfidez S e hidromodulo
HM), con el proposito de determinar el procedimiento de separacion de fibras de gua-
dua mas eficiente en terminos de grado de delignificacion y de propiedades mecanicas
de las fibras. En la Tabla 1 se pueden ver las diferentes concentraciones que se hicie-
ron y el numero kappa ("), que representa la cantidad de lignina restante en la pulpa
extraida.
Tabla 1: Concentraciones de licor blanco.
Digestion AE S HM "( %) ( %) (l/kg)
F-01 15 0 4 17.6F-02 15 0 15 18.7F-03 15 15 4 12.1F-04 15 15 15 10.8F-05 20 20 4 24.9F-06 20 20 3 19.5F-07 20 50 4 23.6F-08 20 50 3 19.6
xv

Resumen MIC 2010-I-7
Posteriormente los haces vasculares de guadua, extraidos con los procesos alcalino y
kraft, se sometieron a ensayos de tension para determinar su resistencia y rigidez. Los
resultados se caracterizaron en una funcion de densidad de probabilidad lognormal.
0 200 400 600 800 1000 12000
0.5
1
1.5
2
2.5
x 10!3
De
nsi
dad
Esfuerzo último,
Lognormal
0 20 40 60 80 100 120 140 1600
0.005
0.01
0.015
0.02
De
nsi
dad
Módulo de elasticidad,
Lognormal
Figura 1: Resultados de resistencia a tension ! y modulo de elasticidad E.
Se implemento un modelo micromecanico para encontrar las propiedades mecani-
cas de un material compuesto reforzado con fibras orientadas aleatoriamente, al cual se
le introdujo la caracterizacion probabilıstica de la rigidez de las fibras. Finalmente se
hicieron modelaciones numericas que permitieron validar el modelo teorico implemen-
tado y ver algunas caracterısticas importantes de los haces de fibra de guadua como
refuerzo mecanico de materiales compuestos polimericos.
Se pudo ver en los resultados de las simulaciones que las fibras de guadua tienen un
gran potencial para ser utilizadas como refuerzo de materiales compuestos polimeri-
cos. La rigides de los compuestos de guadua resulta comparable a la de los polımeros
reforzados con fibras de vidrio.
xvi

10 20 30 40 50 60 70 80 900
5
10
15
20
25
30
Relacion de volumen, vf (%)
Mo
du
lo d
e e
last
icid
ad,
Matriz: PVC
FiqueCanabisAgaveYute
CáñamoVidrio
Guadua
Figura 2: Modulo de elasticidad equivalente de un material de PVC reforzadocon fibras naturales.

Introduccion
Durante mis estudios de pregrado y maestrıa en ingenierıa civil, me interese es-
pecialmente por el estudio de las estructuras y los materiales. Despues de investigar
sobre sistemas constructivos y materiales novedosos, haciendo enfasis en la guadua
laminada1, me di cuenta de que se presenta una situacion especial con el uso de los
materiales en el mundo y especialmente en Colombia: Existen objetos y estructuras que
se ven sometidos a solicitaciones estructurales muy exigentes para los que algunos ma-
teriales convencionales no son eficientes, lo que lleva en ocasiones a sobredimensionar
elementos. El estudio del comportamiento de los materiales compuestos ante diferentes
solicitaciones mecanicas es un buen avance en el camino hacia el desarrollo de tecno-
logıas y materias primas que permitan disenar y fabricar materiales que proporcionen
respuestas estructurales especıficas.
Los materiales compuestos permiten utilizar una gran cantidad de materias primas,
cuyo comportamiento no se conoce en profundidad. Este problema limita su diseno y
utilizacion en aplicaciones como las estructuras de edificaciones. Por otro lado, las
personas que tienen la iniciativa de fabricar y utilizar materiales compuestos con re-
fuerzo natural no siempre tienen a la mano las herramientas de analisis que permiten
la modelacion y el entendimiento del material. A partir de esta situacion y estos dos
1Me refiero a mi tesis de pregrado “Exploracion del diseno y construccion de elementos estructurales
de guadua laminada” dirigida por Juan F. Correal.
xix

Introduccion MIC 2010-I-7
inconvenientes surgio la siguiente pregunta de investigacion:
¿Cual es el potencial de las fibras de bambu Guadua angustifolia como refuerzo
estructural de materiales compuestos polimericos?
Para dar respuesta a esa pregunta se planteo como objetivo principal de esta inves-
tigacion: estudiar el potencial de las fibras de la Guadua angustifolia como refuerzo de
materiales compuestos polimericos. Para lograrlo se desarrollaron los siguientes objeti-
vos especıficos:
1. Extraer las fibras de guadua con un metodo que tenga una afectacion mınima
sobre las propiedades mecanicas del material.
2. Caracterizar las propiedades fısicas y mecanicas de las fibras obtenidas.
3. Encontrar relaciones entre las propiedades de las fibras, que evidencien el efecto
positivo o negativo de los procedimientos de extraccion en las caracterısticas
mecanicas del compuesto.
4. Implementar un modelo micromecanico basado en leyes constitutivas, para re-
presentar un material compuesto polimerico reforzado con fibras de guadua.
5. Comparar el comportamiento mecanico de un material compuesto polimerico
reforzado con fibras de guadua con el de un mismo material reforzado con otras
fibras naturales.
Estos objetivos se desarrollaron durante el ano 2009 en la Universidad de los Andes y
sus procedimientos, supuestos y resultados se explican en tres capıtulos: marco teorico,
fibras de guadua y modelo micromecanico. La estructura de esos capıtulos se explica a
continuacion.
En el primer capıtulo se contextualiza teoricamente al lector en las teorıas y re-
vision bibliografica pertinente sobre maderas, bambu y materiales compuestos. Como
xx

Introduccion MIC 2010-I-7
primera medida se explicaran algunos aspectos generales de las maderas que se uti-
lizan en la produccion de fibras y se aclara que, si bien la guadua es un vegetal no
maderable, se utiliza regularmente en situaciones de alta exigencia estructural, por sus
extraordinarias propiedades de tamano, resistencia y estructura interna2, entre otras.
La microestructura de esta planta tiene una distribucion diferente a la de la madera, lo
que la hace especialmente resistente en el sentido longitudinal. Esto se debe a que las
celulas fibrosas encargadas de la resistencia mecanica de la guadua son largas y estan
localizadas estrategicamente para optimizar su trabajo. Como segunda medida, se pre-
senta una breve informacion sobre las matrices polimericas que mas se utilizan en la
fabricacion de compuestos reforzados con fibras, puesto que el comportamiento mecani-
co del material depende directamente de la simbiosis refuerzo–matriz, y no solamente
de las fibras. Como tercera y ultima medida se expondran las teorıas de micromecani-
ca mas relevantes para el desarrollo de este trabajo. Los modelos de campo medio se
acomodan facilmente al desarrollo de este problema, y es por eso que el modelo de
Mori–Tanaka, utilizando la inclusion elastica de Eshelby, sera la base para el calculo
de las propiedades mecanicas equivalentes del material en estudio. Adicionalmente, se
tendra en cuenta el procedimiento planteado por Jin H. Huang [3], en el que se incluye
la orientacion aleatoria de la inclusion.
En el segundo capıtulo se explicaran las metodologıas experimentales que se utili-
zan para obtener las fibras de guadua y caracterizarlas en terminos quımicos, fısicos y
mecanicos. Los procedimientos se rigieron en lo posible por normas tecnicas certificadas
y se realizaron en los laboratorios de la Universidad de los Andes. Primero se explica
el procedimiento que se utilizo para extraer las fibras de guadua sin afectar sus propie-
dades mecanicas en exceso. Esto se hizo en los laboratorios de Ingenierıa Ambiental,
2La guadua fue utilizada para la construccion durante toda la colonizacion de los pueblos cafeterosde Colombia, sin embargo, aunque se ha demostrado que responde de manera satisfactoria a lasexigencias estructurales mas altas, se le considera como un producto que suple la falta de otrosmateriales [5].
xxi

Introduccion MIC 2010-I-7
bajo la supervision de las ingenieras Andrea Maldonado y Edna Lorena Delgado. Pos-
teriormente se hizo la caracterizacion quımica y fısica del matrial bruto y de las fibras
extraidas en el mismo lugar. Por ultimo, se hicieron ensayos de tension al material
extraido en los laboratorios de Ingenierıa Civil. Estos se hicieron bajo la supervision
de los ingenieros Fernando Ramırez y Juan Francisco Correal. Esta parte de la tesis se
hizo en conjunto con el estudiante de la maestrıa en ingenierıa civil, Andres Mauricio
Rincon, quien adelanta su trabajo sobre concreto reforzado con fibras de guadua.
El ultimo capıtulo de esta tesis explica la manera como se implemento el modelo
micromecanico de Mori–Tanaka para calcular las propiedades mecanicas equivalentes
de un polımero reforzado con diferentes cantidades de fibra. Se utilizaron resultados
de dos investigaciones sobre materiales compuestos fibros para validar el modelo im-
plementado, el cual se aplico a compuestos reforzados con fibras de guadua y de otras
plantas comunmente utilizadas como refuerzo de este tipo de materiales. Ademas se
explica el potencial de los materiales polimericos reforzados con fibras de guadua en
aplicaciones estructurales.
xxii
Capıtulo 1
Antecedentes
Las industrias aeronautica, aeroespacial, automovilıstica y deportiva han demos-
trado que es necesario producir materiales con propiedades superiores a las de los
materiales convencionales. Esta necesidad se cubre, en buena medida, con la creacion
de materiales compuestos que se ajustan a los requerimientos especıficos de estas in-
dustrias, en terminos de comportamiento y propiedades.
En la naturaleza es comun la presencia de materiales compuestos. La madera, por
ejemplo, es un material compuesto de fibras de celulosa embebidas en una matriz de
lignina, y los huesos de los mamıferos estan formados por una matriz porosa mineral
reforzada con fibras de colageno [6]. Para el hombre tampoco es nuevo este concepto; los
ladrillos de adobe, utilizados desde hace milenios, no son mas que una matriz de arcilla
cocinada que se refuerza con fibras de pasto; y el hormigon, presente desde la epoca de
los romanos y de gran importancia en la actualidad para la construccion de edificios, es
tambien un material compuesto de cemento, arena y piedras. En las ultimas decadas
la industria de los materiales compuestos ha crecido rapidamente, como consecuencia
de la fabricacion de fibras de alta resistencia y el mejoramiento de los procedimientos
de obtencion de fibras naturales.
1

Capıtulo 1 MIC 2010-I-7
Un material compuesto se compone de dos o mas materiales llamados fases; la fase
que proporciona la forma del elemento se denomina matriz y lo que se encuentra embe-
bido en ella se llama refuerzo. Los materiales que son reforzados con fibras largas suelen
tener las mejores propiedades mecanicas, a la vez que presentan un comportamiento
fuertemente anisotropico y requieren tecnologıas de fabricacion complejas y sofistica-
das. Por el contrario, los materiales reforzados con partıculas y fibras cortas suelen
acercarse a un material isotropico, proporcionan un aumento de las propiedades mas
moderado y se fabrican con tecnologıas semejantes a las empleadas en los materiales
convencionales.
Los materiales compuestos por dos fases se pueden clasificar en tres categorıas,
dependiendo del tipo, la orientacion y la geometrıa del refuerzo (ver Figura 1.1). Los
compuestos reforzados con partıculas de varios tamanos y distribuidas aleatoriamente
dentro de la matriz, se consideran materiales quasi-homogeneos y quasi-isotropicos, a
una escala mucho mas grande que la de las partıculas (escala macro). Los compuestos
reforzados con fibras cortas se refieren a aquellos con inclusiones de fibras discontinuas;
tienen una relacion de aspecto grande1 y pueden estar alineadas en una sola direccion
(material ortotropico a escala macro) o aleatoriamente orientadas (material isotropico
a escala macro). Por ultimo, los compuestos que se refuerzan con fibras largas tienen
el refuerzo continuo en todo el material, y este puede estar alineado en una o varias
direcciones (ortotropico e isotropico, respectivamente) [7]. Es importante mencionar
que, a diferencia de los materiales compuestos reforzados con fibras continuas, aquellos
que se refuerzan con fibras discontinuas son de facil fabricacion.
Las propiedades mecanicas de un material compuesto dependen de las de cada fa-
se y del comportamiento de las interfaces, ası como de la proporcion volumetrica, la
geometrıa y la distribucion espacial del refuerzo en la matriz del compuesto. Para deter-
1La relacion de aspecto se refiere a la relacion entre la longitud de la fibra y su diametro (l/").
2

Capıtulo 1 MIC 2010-I-7
Refuerzo conpartículas
Anisotrópico Isotrópico
Refuerzo con "brasdiscontinuas o cortas
Refuerzo con "brascontinuas o largas
Figura 1.1: Clasificacion de materiales compuestos por tipo, orientacion y geo-metrıa del refuerzo.
minar las propiedades mecanicas de un material compuesto a partir de la informacion
del refuerzo y la matriz por separado, se requieren modelos teoricos (mas adelante se
explican brevemente) que den cuenta de la relacion entre la microestructura del ma-
terial y su comportamiento macroscopico. Estos modelos permiten entender mejor los
mecanismos de deformacion y falla de los materiales actuales, y proceder al diseno
de nuevos materiales compuestos con una microestructura optima para la aplicacion
deseada [7].
1.1. Fibras naturales
Las fibras naturales estan presentes en el material vegetal fibroso (plantas), como
resultado de la fotosıntesis. Existen, ademas, otras fibras naturales que no son frecuen-
temente utilizadas en la ingenierıa, como la seda, el pelo, las plumas, etc.
Las propiedades mecanicas de las fibras naturales se comenzaron a aprovechar alre-
dedor del ano 6000 a.c. en el refuerzo de ceramicas y momias [8]. Mas tarde, los lienzos
para pinturas y los textiles de numerosas calidades fueron los protagonistas en el uso
de fibras naturales, que eran impregnadas en resinas y mieles con sal para prolongar
3

Capıtulo 1 MIC 2010-I-7
su vida util.
Mas recientemente, las fibras de asbesto se anunciaron como un producto peligroso
para la salud [9], por lo que se ha incrementado la busqueda de materiales renovables
y sostenibles que sean competitivos en calidad, precio y resistencia para reemplazar
este y otros materiales contaminantes. Las fibras naturales juegan un papel importan-
te en esta area, ya que se pueden obtener facilmente y permiten fabricar materiales
con tecnicas conocidas y de bajo costo, utilizando mano de obra poco calificada [9].
Adicionalmente, las fibras pueden ser procesadas quımicamente para obtener mejores
propiedades mecanicas o adherencia en la interfaz con la matriz.
1.1.1. Plantas fibrosas
No todas las plantas se consideran “plantas fibrosas”. Dentro de esta clasificacion
se encuentran tres grandes grupos: las maderas latifoliadas, las maderas conıferas y las
plantas no maderables, entre las cuales se destacan los bambues. La Tabla 1.1 muestra
un inventario de las especies productoras de fibras mas importantes en el mundo,
aunque es necesario mencionar que los datos consignados allı son solo un estimativo de
la cantidad real, y esta construido a partir de diferentes documentos.
Tabla 1.1: Inventario de recursos fibrosos.
Recurso Toneladas en el mundoMadera 1 750 000 000Paja (trigo, arroz, pasto) 1 145 000 000Tallos (maız, sorgo) 970 000 000Bagazo de cana de azucar 75 000 000Otras canas 30 000 000Bambu 30 000 000Algodon 15 000 000Yute y canamo 11 000 000Otros 7 080 000
Fuente: Organizacion de las Naciones Unidas para la Agricultura
y la Alimentacion (FAO, por su sigla en ingles).
4

Capıtulo 1 MIC 2010-I-7
Maderas latifoliadas
Una parte de la estructura anatomica de este tipo de maderas, que puede llegar a
ser del orden del 50 % en volumen, esta compuesta por vasos y poros que distribuyen
sales minerales y agua a todas las regiones de la planta. Por otro lado, existe un alto
porcentaje de volumen (entre 40 % y 60 %) ocupado por celulas fibrosas encargadas
de la resistencia mecanica y la densidad general del material [10]. Las fibras que se
obtienen de estas plantas son consideradas “fibras cortas”, que son las que tienen una
longitud de hasta 1 mm aproximadamente.
Maderas conıferas
Su estructura anatomica esta constituida de manera homogenea por elementos lla-
mados traqueidas, que pueden ocupar hasta el 90 % del volumen del arbol y tienen la
funcion de resistencia mecanica y conduccion de nutrientes [10]. Estas maderas dan
lugar a las llamadas “fibras largas”2 (aproximadamente 3 mm).
Plantas no maderables y bambu
En los ecosistemas hay un sinnumero de plantas y animales que, asociados con
los arboles de valor comercial reconocido o “maderables”, aportan numerosos bienes
y servicios: productos alimenticios, forrajes, materiales para curacion, construccion,
retencion de agua, captura de carbono, extraccion de materias primas o refugio a otras
especies. Estos organismos forman parte de complejas redes de relaciones biologicas, que
crean las condiciones necesarias para el equilibrio y la preservacion de los ecosistemas
forestales en bosques y selvas [11].
Dentro de las especies no maderables que hay en Colombia, es muy comun encon-
trar plantas de bambu. Esta es una planta que pertenece a la familia de los pastos
2La mayorıa de estas plantas tiene hojas en forma de aguja (pinos, por ejemplo).
5

Capıtulo 1 MIC 2010-I-7
Poaceae y al genero Bambusoidae. Este pasto gigante pertenece a la familia de las
gramıneas, como el arroz, el trigo y el maız3. La especie de bambu mas abundante del
paıs es la Guadua angustifolia4, cosa muy positiva si se considera que tiene las mejores
propiedades fısico-mecanicas del mundo entre bambues y una durabilidad extraordina-
ria [12]. Ademas, su velocidad de crecimiento es sorprendente, pues puede cosecharse
cada cuatro o seis anos, a diferencia de la mayorıa de maderas, que tardan aproxima-
damente veinte anos en alcanzar su madurez [12]. La guadua se ha utilizado para la
construccion de edificaciones gracias a su alta relacion entre resistencia y peso, y a su
acelerado crecimiento [13]. Actualmente la parte alta de la guadua, llamada varillon
(ver Figura 1.2), se descarta para usos estructurales exigentes. Esto se debe a su re-
ducido diametro, que limita las conexiones con los elementos por medio de pernos y
genera grandes deformaciones, pero posee un porcentaje alto de fibras y bajo de lignina
lo que es favorable para la extraccion de fibras de refuerzo.
Copo
Varillón
Sobrebasa
Basa
Cepa
Rizoma
Figura 1.2: Partes de una planta de bambu.
3De las aproximadamente mil especies de bambu que existen en el mundo, America posee quinien-tas.
4En el texto se le llamara sımplemente “guadua”, como le dicen comunmente en Colombia.
6

Capıtulo 1 MIC 2010-I-7
La guadua, con biotipos como “Cebolla”, “Castilla”, “Macana” y “Rayada negra”,
se localiza entre los 0 y los 2200 metros sobre el nivel del mar Sin embargo, logra
un mejor desarrollo cuando crece entre los 900 y los 1600 metros sobre el nivel del
mar, con precipitacion anual de 2000 mm a 2500 mm, humedad ambiental del 80 % y
temperaturas cercanas a los 20 !C. En estas condiciones logra tallos mas gruesos, con
diametros grandes y alturas generosas, de aproximadamente 30 m [12].
El culmo de bambu consta de dos partes principales: los nodos y los internodos.
Las celulas de estas dos zonas de la guadua se comportan diferente, sobre todo en su
direccion, tamano y cantidad. Ası, los internodos contienen celulas orientadas axial-
mente, mientras que en los nodos se encuentran en sentido transversal, lo cual facilita
el transporte de nutrientes y demas sustancias a traves de las membranas nodales [14].
En la Figura 1.3 se ilustran las partes generales de la planta.
a) b)
Nodo
Internodo
Diafragma
Pared delculmo
c)
Figura 1.3: (a) Plantacion (guadual), (b) Trozas, y (c) Partes del culmo deguadua [1].
El culmo de una planta de bambu es un material compuesto natural funcionalmente
gradado, ya que la densidad de fibras cerca a la pared externa es mayor que la de la
pared interna, donde se encuentran mas separadas. En la region internodal las fibras
se encuentran alineadas con el eje longitudinal del culmo, mientras que en la zona de
los nodos su orientacion varıa enormemente, lo que le permite a la planta desplazar
7

Capıtulo 1 MIC 2010-I-7
los nutrientes en todas las direcciones. No es facil extraer los haces vasculares sin
deteriorar las propiedades mecanicas de las fibras; al retirar la lignina de la planta
se afecta tambien la celulosa, lo que aumenta la fragilidad de las fibras y reduce su
resistencia mecanica. Por lo tanto, la utilizacion masiva de fibras de bambu para reforzar
compuestos debe venir de la mano con la estandarizacion de un proceso optimo de
extraccion de fibras o haces vasculares.
1.1.2. Las fibras en el culmo
La pared del culmo de una guadua consiste en celulas de “parenquima” (50 % del
volumen) y “haces vasculares”, que a su vez se componen de tejidos conductores (10 %)
y fibras (40 %) [14]. La cantidad de celulas de parenquima y de haces vasculares varıa
respecto a la altura y el radio de la planta5. Los haces vasculares tienen variadas formas
y tamanos, como se ilustra en la Figura 1.4, los cuales cambian segun su localizacion
dentro de la planta y la especie. Estos haces se encuentran separados por celulas de
parenquima, y su estructura consiste en tubos de xilema y floema rodeados por fibras.
ParenquimaHaz vascular FibrasParenquima Xilema Floema
Par
ed
de
l cu
lmo
Figura 1.4: Diferentes formas de haces vasculares en secciones transversales dela pared del culmo.
5En la parte baja de la planta hay mas tejidos conductores que en la parte alta. Por otro lado,en la parte externa de la pared del culmo se ve una concentracion de fibras mayor a la de la parteinterna.
8

Capıtulo 1 MIC 2010-I-7
Las fibras de bambu contribuyen con 40 % a 50 % del volumen total del culmo y con
60 % a 70 % del peso de la planta. Como estan localizadas en los internodos, forman
una capa protectora alrededor de los haces vasculares. Cerca a los nodos las fibras son
cortas, mientras que hacia la zona central del internodo las fibras son largas. Ademas,
tienen capas concentricas de celulosa y hemicelulosa, con una orientacion del tejido
diferente en cada una de ellas, como se muestra en la Figura 1.5 (b) (Sl se refiere a
un tejido longitudinal y St a uno transversal). Las fibras de madera, por el contrario,
tienen cuatro niveles de capas, los cuales albergan de manera ordenada las fibras que
constituyen el siguiente nivel (ver Figura 1.5 (a)). Estas fibras se encuentran dentro de
una matriz de lignina, y los espacios entre lamelas, macrofibras, microfibras y micelas,
tambien estan ocupados por este componente [15].
Lamela
Micelas
Macro!brilla
Lumen
b)a)
Micro!brilla
Figura 1.5: Microestructura de las fibras. (a) Fibras de madera y (b) Fibras debambu.
Los principales componentes quımicos que se ven implicados en el comportamiento
mecanico y estructural de las plantas, son la celulosa, la hemicelulosa y la lignina. La
celulosa, que constituye gran parte de la materia vegetal de la biosfera, es el principal
elemento de las fibras vegetales, ya que forma el esqueleto en la pared de las fibras
y les proporciona resistencia mecanica. La celulosa es un polisacarido integrado por
unidades de glucopiranosa y se compone de carbono, hidrogeno y oxıgeno. Asimismo
9

Capıtulo 1 MIC 2010-I-7
es un polımero lineal ordenado de tal forma que los enlaces de hidrogeno aumentan la
longitud y la resistencia mecanica de las fibras [15].
La hemicelulosa se encuentra alrededor de las fibras de celulosa y se cristaliza con
ellas, uniendolas en grupos de varias fibras de celulosa dentro de una matriz de hemi-
celulosa. Esto contribuye a la rigidez y capacidad mecanica de la pared celular de las
plantas. La hemicelulosa se compone de varios azucares (como xilosa, glucosa y manosa,
entre otros), los cuales forman estructuras aleatorias (se conoce como un polisacarido
amorfo) [15].
La lignina constituye del 20 % al 30 % de la materia organica del reino vegetal [10],
y se le considera uno de los componentes principales de la madera, ya que le suministra
sus propiedades unicas de elasticidad. Se trata de un polımero aromatico heterogeneo
que forma parte de los tejidos de sosten de los vegetales; sus principales funciones son
formar la lamela que adhiere las fibras unas con otras y favorecer el flujo de agua hacia
la parte superior de la planta, gracias a su caracter hidrofobico. La lignificacion pasa
ası a ser una consecuencia no solo del desarrollo de conduccion del agua, sino tambien
de la necesidad de soportar una copa situada muy por encima del nivel del suelo. Su
composicion quımica no se conoce con exactitud, ya que es un polımero natural con
muchas uniones aleatorias, pero se ha llegado a la conclusion de que esta compuesta
por unidades de fenilpropano enlazadas en tres dimensiones [15].
Las fibras naturales muestran numerosas ventajas cuando son comparadas con fibras
sinteticas, entre las que se destacan que son biodegradables, renovables y abundantes.
Particularmente, el bambu es considerado uno de los ultimos recursos vegetales sote-
nibles que no ha sido masivamente explotado [16, 17]. Asimismo, se ha demostrado
que las fibras naturales son una buena opcion para usarlas como refuerzo de materiales
compuestos polimericos, porque sus propiedades mecanicas son muy satisfactorias (ver
Tabla 1.2) y se pueden obtener facilmente.
10

Capıtulo 1 MIC 2010-I-7
Tabla 1.2: Propiedades mecanicas de diferentes fibras naturales.
Fibra ! # E Ref.(MPa) ( %) (GPa)
Manila 529–754 1.0–3.5 8.0–20.0 [18]500 7 12 [19]764 3 30.1–6.5 [20]764 2.6 6.2 [21]
Coco 220 15–25 6 [22]131–175 15–40 4.0–6.0 [18]95–118 23.9–51.4 2.8 [23]
107 37.7 2.8 [24]Lino 800–1500 1.2–1.6 60–80 [22]
1339 3.27 54 [25]343–1035 2.7–3.2 27.6 [26]
Yute 400–800 1.8 10–30 [22]533 1.0–1.2 20–22 [27]
393–773 1.5–1.8 26.5 [28]Agave 600–700 2–3 38 [22]
568–640 3.0–7.0 9.0–16.0 [18]458 4.5 15.2 [23]363 5.2 15.2 [24]
511–635 2.0–2.5 9.4–22.0 [26]Canabis 223 1.5 14.5 [29]Canamo 550–900 1.6 70 [22]
270 1.0 23.5 [30]534–900 1.6–3.5 30–90 [31]
900 2.6 34.0 [32]
La literatura muestra que el desarrollo de polımeros reforzados con fibras naturales
involucra cuatro areas generales de investigacion:
1. Delignificacion y separacion de fibras.
2. Caracterizacion mecanica de fibras.
3. Caracterizacion de la interfaz fibra-matriz.
4. Evaluacion de las propiedades equivalentes del compuesto.
11

Capıtulo 1 MIC 2010-I-7
Pese a sus excelentes propiedades mecanicas [13], su rapido crecimiento y su caracter
biodegradable [16], las fibras de bambu no han sido un foco de interes en el estudio
de los materiales compuestos. Es necesario, pues, estudiar los metodos de extraccion
y propiedades mecanicas de las fibras para tener la posibilidad de utilizarlas como
refuerzo de materiales compuestos.
1.1.3. Procesos de extraccion de fibras naturales
Las fibras se encuentran fuertemente ligadas a los otros componentes de la planta y
el proceso de separarlas debe hacerse con sumo cuidado, ya que se busca el menor dano
posible. Se han desarrollado procesos mecanicos, biologicos y quımicos de separacion
de fibras, por lo que se deben estudiar a fondo las propiedades del material para decidir
la estrategia mas adecuada en cada caso.
Los procesos mecanicos consisten en extraer las fibras manualmente o con ayuda de
rocas y molinos. Usualmente se aplican en materiales blandos como el banano [20] o
en fibras separadas como las cortezas de coco, pero tambien se pueden utilizar rodillos
o molinos mas precisos que permitan la extraccion de fibras de otras plantas como la
cana de azucar, el yute o el canamo [8]. Estos procesos suelen ser poco eficientes ya
que danan las fibras y no separan bien los componentes desechables.
En los procesos biologicos se utiliza la produccion de enzimas de diferentes orga-
nismos (como bacterias) para descomponer la lignina adherida a las fibras. El proceso
suele durar de 2 a 3 semanas, aunque es posible obtener fibras en menor tiempo si se
mantiene la materia prima en un ambiente calido y humedo. Debido a que requiere
grandes cantidades de agua, se considera un proceso ineficiente en comparacion con
los demas metodos. Ademas, el agua contiene microorganismos que pueden afectar
el procedimiento de separacion de fibras, produciendo problemas como mas demora,
rompimiento de las fibras y afectacion de propiedades, entre otros [8].
12

Capıtulo 1 MIC 2010-I-7
El principio de los procesos quımicos es separar los tres componentes principales
de la materia prima vegetal, es decir, la celulosa, la hemicelulosa y la lignina. En
la practica, son efectivos para eliminar la mayor parte de la lignina, pero tambien
degradan cierta cantidad de celulosa, de manera que las fibras resultantes del proceso de
despulpeo no corresponden al total del material fibroso original en la planta (se obtiene
entre el 40 % y 50 % del material fibroso, aproximadamente)6. Este procedimiento es
muy complejo en terminos quımicos, puesto que la lignina es insoluble en todos los
solventes y, por lo tanto, no se puede disolver directamente sino que se deben romper
los enlaces covalentes que la unen con la hemicelulosa [15]. El rompimiento de los
enlaces se hace gracias a una solucion quımica conocida como “licor blanco” y el lıquido
resultante de la digestion quımica se llama “licor negro”, el cual es considerado un
residuo peligroso por su alto contenido de reactivos, lignina, hemicelulosa, celulosa y
resinas. Sin embargo, se puede tratar por medio de un proceso de combustion en un
horno de recuperacion.
Recuperacion del licor negro
La decision de que hacer con el licor negro debe tener en cuenta consideraciones de
seguridad y sanidad que eviten la contaminacion o el dano de organismos. A continua-
cion se explica uno de los procesos que se realizan para recuperar este residuo.
El ciclo de recuperacion consta de tres procesos principales, que se resumen en la
Figura 1.6.
Evaporacion: Consiste en evaporar el lıquido residual con calor. Durante este proce-
dimiento se produce un numero reducido de reacciones quımicas, lo cual mantiene
estable el proceso. El resultado es un aumento de la concentracion de solidos en
el licor de 20 % a 80 %, aproximadamente.
6Esto produce rendimientos mas bajos que los procedimientos mecanicos.
13

Capıtulo 1 MIC 2010-I-7
Por ultimo se debe filtrar el residuo resultante para extraer los solidos condensa-
dos.
Combustion: Este procedimiento se lleva a cabo en una “caldera de recuperacion”
y consiste en someter los residuos a temperaturas muy elevadas, de tal manera
que algunos componentes se evaporen (CO2, N2, O2, H2O, SO2, CO, NO, entre
otros) y otros se fundan (Na2CO3, Na2S, Na2SO4, NaCl, NaOCN , entre otros).
Despues de pasar por la camara de recuperacion, los residuos lıquidos se mezclan
con agua y se filtran para retirar impurezas. La sustancia lıquida que resulta de
este proceso se llama “licor verde”.
Caustificacion: El licor verde se mezcla con cal (CaO). Esto genera reacciones quımi-
cas que lo transforman en licor blanco, por lo que es posible reutilizarlo en dife-
rentes procedimientos como en la extraccion de fibras, empezando el ciclo nueva-
mente.
COMBUSTIÓN
EVAPORACIÓN
CICLO DE RECUPERACIÓN
DIGESTIÓ
N
CAUSTIFICACIÓN
Licor blancoAstillas de
guadua
Licor negro+ sólidos+ agua
Licor negro
Vapores +Licor verde
Figura 1.6: Esquema del proceso de recuperacion de residuos.
14

Capıtulo 1 MIC 2010-I-7
1.2. Matrices polimericas
Las matrices mas utilizadas actualmente son las polimericas, metalicas y ceramicas.
Las polimericas (termoestables o termoplasticas) representan cerca del 90 % de los
compuestos, ya que las otras se consideran necesarias unicamente en aplicaciones en las
que no solo se requiere una buena resistencia, sino que intervienen altas temperaturas
[7, 33].
Los principales roles de la matriz, especialmente en los materiales compuestos de
alto desempeno, son proveer un soporte para las fibras de refuerzo y transmitir local-
mente el esfuerzo que viaja de una fibra a otra. Adicionalmente, la matriz le da al
material su forma, apariencia, superficie y resistencia al ambiente, y protege las fibras
ante agentes externos para que ellas se encarguen de soportar la mayorıa de cargas
estructurales. El estudio de materiales compuestos avanzados que proporcionan pro-
piedades mecanicas superiores a los materiales convencionales abre un nuevo horizonte
en la ingenierıa de materiales, ya que es posible desarrollar en ellos ventajas como la
resistencia a la corrosion, aislamiento electrico, reduccion de costos de fabricacion y
manufactura, reduccion de la expansion termica y resistencia a la fatiga, entre otras
[34]. Algunas de las anteriores caracterısticas dependen directamente de la matriz que
se escoje, por lo que resulta necesario entender el comportamiento y propiedades de
los materiales que se encuentran a disposicion para este fin.
El estudio de la oferta de matrices posibles es un trabajo extenso y complejo. A
partir de las recomendaciones de otros trabajos [34] segun los cuales se tilda a los
polımeros de ser los materiales mas utilizados en compuestos, esta investigacion se
limita al estudio de las matrices polimericas, que tienen dos ramas principales: las
termoplasticas y las termoestables.
Los polımeros termoplasticos estan compuestos por cadenas lineales de moleculas
15

Capıtulo 1 MIC 2010-I-7
con fuertes enlaces intramoleculares, pero debiles enlaces intermoleculares. Este tipo
de plasticos tienen la caracterıstica particular de que una vez polimerizados pueden
ablandarse o derretirse con calor para cambiar su forma. Este procedimiento no afecta
exageradamente sus propiedades, lo cual los hace muy practicos para ser reutilizados.
Por otra parte, son mas compatibles que los termoestables con metodos de fabricacion
como el moldeado por inyeccion y el formado en caliente, ademas de que pueden ser
procesados mas rapido. Lamentablemente su procesamiento no es facil de controlar
cuando son polımeros cristalinos o semi-cristalinos, pues tienen una corta vida por
fatiga y dependen altamente de los cambios de temperatura. Entre los polımeros ter-
moplasticos mas utilizados en la industria de los materiales compuestos se encuentran
el polietileno, poliestireno, nylon y policarbonatos, entre otros [33].
Las resinas termoestables son aquellas que cambian irreversiblemente bajo la in-
fluencia del calor, la luz, agentes fotoquımicos y agentes quımicos. Debido a que su
estructura molecular forma una red tridimensional espacial, entrelazada con fuertes
enlaces covalentes, pasan de un material fluido y soluble a otro rıgido e insoluble. La
estructura reticulada genera el aspecto de una unica molecula, ya que su forma se man-
tiene fija. Esto le proporciona al material unas propiedades mecanicas, termicas y de
resistencia quımica especiales, que lo convierten en una buena opcion para ser utilizado
como matriz de materiales compuestos. Algunos ejemplos de este tipo de material son
el poliester no saturado, el vinilester, las resinas epoxicas, las poliamidas y el fenol
formaldehıdo [33].
Las matrices polimericas existen de muchas caracterısticas y la mejor posibilidad
para utilizar en un material no resulta evidente. A continuacion se explican algunas
propiedades del polietileno teraftalato (PET) y el policloruro de vinilo (PVC), por
considerar que son dos polımeros altamente utilizados en el mundo, que el PET es
facilmente reciclable y que el PVC es economico y de facil obtencion, por ser el unico
16

Capıtulo 1 MIC 2010-I-7
polımero que se fabrica en Colombia. El Anexo A presenta un listado de propieda-
des de varios polımeros termoplasticos y termoestables, pero el estudio riguroso del
comportamiento de ellos no es un objetivo de esta tesis.
1.2.1. Polietileno teraftalato (PET)
Fue producido por primera vez en 1941 por los cientıficos britanicos Whinfield y
Dickson, quienes lo patentaron como polımero para la fabricacion de fibras, ya que In-
glaterra estaba en guerra y tenıa la apremiante necesidad de encontrar sustitutos para
el algodon proveniente de Egipto. A partir de 1946 se empezo a utilizar industrialmen-
te como fibra y su uso textil ha proseguido hasta el presente. En 1952 se comenzo a
emplear en forma de laminas delgadas para envasar alimentos, pero la aplicacion que le
significo su principal mercado fue en envases rıgidos, en la decada del 70. Pudo abrirse
camino gracias a su particular aptitud para la fabricacion de envases de bebidas poco
sensibles al oxıgeno como el agua mineral [33]. Su facilidad para ser orientado y crista-
lizado permite fabricar elementos de alta resistencia mecanica. En estado desorientado
sus propiedades no son tan favorables, lo que sugiere el uso de refuerzo con fibras o
partıculas que se encarguen de la resistencia mecanica [35].
El PET es un polımero termoplastico que se fabrica con derivados del petroleo,
gas y aire (sus proporciones aproximadas son 64 %, 23 % y 13 % respectivamente). Por
un lado se extrae paraxileno del petroleo y se oxida con el aire para generar acido
teraftalatico (PTA) y por otro lado el gas natural provee el etileno que despues es
oxidado con aire para formar etilenglicol (EG) [36]. Pertenece al grupo de materiales
sinteticos denominados poliesteres y su representacion quımica se puede ver en la Figura
1.7.
Este polımero tiene la cadena polimerica mas rıgida posible para un termoplastico
con una excepcional combinacion de propiedades mecanicas y termicas. Estas carac-
17

Capıtulo 1 MIC 2010-I-7
C C O CH2n
O
[ ]( ) OCH2
O
Figura 1.7: Representacion quımica del poliester termoplastico comun. Conn = 1 para PET y n = 2 para PBT [2].
terısticas le dan al PET la posibilidad de utilizarse para aplicaciones en areas como la
electrica y la electronica, y en productos como envases para bebidas, pelıculas, cintas
magnetica, aislantes electricos, fibras, perfiles decorativos, tuberıas y accesorios para
carros, entre otros [33]. Por otro lado, esta cadena retrasa el grado de cristalizacion,
lo que puede causar algunos problemas si se utiliza como resina para el moldeo por
inyeccion [35].
El polietileno tereftalato es un material duro, fuerte y de dimensiones estables que
absorbe muy poca agua. Es altamente resistente a soluciones acuosas, acidos debiles,
bases, gasolina y productos de limpieza. Adicionalmente, posee buenas propiedades
electricas, incluyendo alta resistencia dielectrica, constante dielectrica consistente y
bajo factor de disipacion, entre otras. Su estructura varıa de amorfo a cristalino. Puede
ser muy transparente e incoloro pero en secciones gruesas suele ser opaco y blanquecino.
Por otro lado, este polımero es sensible a los oxidantes alcalinos y bases fuertes a
altas temperaturas. Algunas propiedades caracterısticas de este polımero parcialmente
cristalizado son [2, 35]:
– Alta transparencia, y admite algunos colorantes.
– Alta resistencia y rigidez.
– Caracterısticas favorables en deformacion a largo plazo (creep).
– Superficie dura (puede pulirse).
18

Capıtulo 1 MIC 2010-I-7
– Alta estabilidad dimensional.
– Buenas propiedades electricas.
– Alta resistencia quımica y termica.
– Reciclable, aunque tiende a disminuir su viscosidad.
Reciclaje del PET
Los recursos del planeta para la fabricacion de los productos que utilizamos dia-
riamente se acaban poco a poco, lo que nos alienta a buscar metodos que ayuden a
desacelerar este proceso. Cada vez se utilizan mas materiales reutilizables, se reduce la
fabricacion de elementos que se desechan rapidamente y se busca utilizar menos mate-
rial para cada artıculo, bajo la premisa de que fabricar una botella de 2 l requiere menos
material que 2 botellas de 1 l. Otra posibilidad es el empleo de materiales con mayor
resistencia para utilizar menos materia prima. Esto se hizo con las bolsas de basura,
las cuales comenzaron siendo fabricadas con polietileno de baja densidad (PELD) y un
espesor de 0,08 mm, mientras que ahora es posible lograr espesores de 0,017 mm si se
fabrican con polietileno de alta densidad (PEHD) [33].
Los materiales reciclados se clasifican en dos grupos: a aquellos que han sido des-
tinados al reciclaje desde un comienzo se les conoce como recilados por planta, y los
que se reciclan porque las personas los utilizan y despues los descartan como basura
son los reciclados postconsumo. Se afirma que entre el 8 % y el 17 % de los productos
plasticos son reciclados (principalmente PET y PEHD). Estos priductos representan el
26 % de todos los empaques descartados por el hombre, lo que corresponde al 8 % del
total de desperdicios generados por el hombre7 [33].
7Los paquetes representan el 30 % del total de desperdicios del hombre [33].
19

Capıtulo 1 MIC 2010-I-7
El PET, el PEHD y el aluminio se reciclan facilmente8, sin embargo, la recoleccion
del material usado no es una tarea facil, ya que se ha visto que la manera mas eficiente
de hacerlo es hacer que los consumidores reconozcan el producto y lo separen. La meto-
dologıa que se ha seguido para incentivar este proceso en algunas empresas recicladoras
de aluminio es pagar por el material viejo y se ha visto que, al incluir este valor en el
costo de produccion, resulta mas economico reciclar que producir material nuevo. En
el campo de los plasticos este proceso no siempre resulta favorable, porque el costo de
produccion de elementos reciclados puede resultar mas alto que el de elementos con
material nuevo. Una excepcion es el PET utilizado en botellas. Se estima que si el
costo de fabricacion de una botella es de 100 %, el de recoleccion serıa de 12.6 % y el de
reprocesado de 54.4 %, para un total de 67 % en la produccion de botellas recicladas.
Lo que resulta en un 33 % menos que el costo de fabricacion [33].
En el area de la ingenierıa no se han hecho muchos estudios sobre la utilizacion del
PET reciclado para la fabricacion de estructuras, pero en una tesis de la Universidad
de los Andes que estudio un “prototipo de un sistema constructivo para viviendas de
bajo costo a partir de plastico reciclado”, se afirma que una construccion para vivienda
hecha en este material reforzado con fibras de guadua puede generar un ahorro de 22 %
a 38 % frente a los sistemas tradicionales de construccion [37].
1.2.2. Policloruro de vinilo (PVC)
En 1912 los quımicos F. Klatte y E. Zacharias hicieron el primer monomero de
cloruro de vinilo, mezclando cloruro de hidrogeno con acetileno. Al siguiente ano estos
dos personajes ganaron una patente por polimerizar el cloruro de vinilo, lo que dio lugar
al policloruro de vinilo. A partir de los anos veinte, y a medida que se conocıan sus
propiedades y facilidades de utilizacion, se incremento el uso de este material. Hoy en
8El 31 % de las botellas de PET y el 57 % de las de PEHD que se utilizan en el mundo son recicladas.
20

Capıtulo 1 MIC 2010-I-7
dıa este plastico se fabrica agregando clorina al etileno [2]. Su representacion quımica
se puede ver en la Figura 1.8.
C
H
H
C
H
Cl
[ ]
Figura 1.8: Representacion quımica del policloruro de vinilo (PVC) [2].
El PVC es el tercer polımero termoplastico mas producido en el mundo9 y es el
mas versatil de los plasticos, puesto que debe ser formulado para su procesamiento.
La formulacion del PVC permite modificar las propiedades del material para obtener
la aplicacion deseada (por ejemplo la rigidez, pasando por aplicaciones que van desde
tubos y perfiles rıgidos para utilizar en construccion hasta bolsas flexibles y tubos
venoclınicos para la dosificacion de sangre). Esta versatilidad tambien se evidencia en
la posibilidad de ser procesado de multiples maneras: inyeccion, extrusion, moldeado
por compresion, entre otros [38].
Una caracterıstica importante que se debe tener en cuenta en el uso del PVC para
materiales compuestos es que su caracter polar lo hace compatible con la celulosa del
refuerzo, mientras que otros polımeros requieren de agentes de acople para asegurar el
buen comportamiento de la interfaz entre fibra y matriz [38]. Este polımero se divide,
segun el metodo de produccion, en policloruro de vinilo plastificado (PVC-P) o poli-
cloruro de vinilo rıgido (PVC-U). Algunas de las caracterısticas de estos PVC se listan
a continuacion [2].
– Policloruro de vinilo plastificado (PVC-P):
- Flexibilidad ajustable para muchas aplicaciones.
9Aproximadamente 36 millones de toneladas al ano para el 2006 [38].
21

Capıtulo 1 MIC 2010-I-7
- Puede ser muy dependiente de la temperatura.
- Buenas propiedades electricas en el rango de bajas frecuencias.
- La resistencia quımica depende de la formulacion.
– Policloruro de vinilo rıgido (PVC-U):
- Alta resistencia mecanica, rigidez y dureza.
- Baja resistencia al impacto si no esta bien formulado.
- Buenas propiedades electricas en el rango de bajas frecuencias.
- Alta resistencia quımica.
- Autoextinguible despues de remover la fuente de ignicion.
1.3. Micromecanica de compuestos reforzados con
fibras
Las teorıas de micromecanica en materiales compuestos tienen como objetivo de-
terminar las propiedades mecanicas macroscopicas equivalentes del material, partiendo
del conocimiento de las propiedades mecanicas de los materiales de cada fase. En es-
te procedimiento tambien intervienen las propiedades geometricas del refuerzo y su
distribucion, ası como algunas condiciones de interaccion entre las fases [7].
Ademas de las propiedades macroscopicas, los estudios de modelos micromecani-
cos proporcionan ecuaciones constitutivas basadas fısicamente, que pueden utilizarse
para el analisis de elementos fabricados con el material modelado bajo diferentes soli-
citaciones estructurales [6]. A un nivel mas preciso, estas teorıas permiten modelar el
comportamiento de fenomenos locales, como la generacion de fisuras o la interaccion
entre dos o mas partıculas.
22

Capıtulo 1 MIC 2010-I-7
Existen numerosos modelos micromecanicos para materiales compuestos y cada
uno de ellos hace diferentes aproximaciones para resolver el ejercicio. A continuacion
se exponen algunos de estos modelos, resenados en el libro “Mechanics of Composite
Materials” [39]. Las variables en negrita representan tensores de cuarto grado y no
matrices.
1.3.1. Modelos de campo medio
Los modelos de campo medio suponen que los esfuerzos y deformaciones de un
material compuesto se pueden representar por la suma de las medias volumetricas de
esfuerzo o deformacion (!(f) o #(f), respectivamente) de cada fase. De esta manera
se tiene que, dentro de un volumen caracterıstico (V ) en donde coexisten N fases
aleatoriamente distribuidas con volumen V (f), las propiedades medias de tales fases se
pueden calcular como
!(f) =1
V (f)
!
V (f)
!(f) dV y #(f) =1
V (f)
!
V (f)
#(f) dV, (1.1)
en donde V ="N
f=1 V (f). De esta manera, la ley constitutiva para un material ho-
mogeneo en el rango elastico se puede expresar como
!(f) = C(f)#(f) y #(f) = S(f)!(f), (1.2)
en donde C(f) y S(f) son los tensores de rigidez y flexibilidad10 de la fase f , respecti-
vamente.
Los esfuerzos y deformaciones medias o efectivas (! y #) en el material compuesto
se obtienen sumando los esfuerzos y deformaciones medias de cada fase (calculadas con
la Ecuacion 1.1), dentro del volumen representativo:
10Los tensores de rigidez y flexibilidad se relacionan de la siguiente manera: C = S!1 y S = C!1.
23

Capıtulo 1 MIC 2010-I-7
! =N
#
f=1
vf !(f) y # =
N#
f=1
vf #(f), (1.3)
en donde vf representa la fraccion de volumen de la fase f (vf = V (f)/V ). A esta
operacion se le conoce como homogenizacion. De manera inversa, los esfuerzos y de-
formaciones medias de cada fase se obtienen a partir de las propiedades efectivas, por
medio de tensores de concentracion de esfuerzos y deformacion (A(f) y B(f), respecti-
vamente) para cada fase. Matematicamente se expresan como
!(f) = B(f)! y #(f) = A(f)#, (1.4)
con"
f vfA(f) = I y"
f vfB(f) = I, en donde I es la matriz identidad o unitaria.
Esto resulta de gran utilidad para resolver el problema de las propiedades efectivas, ya
que al combinar las Ecuaciones 1.3 y 1.4 se puede escribir la ley constitutiva para el
material compuesto de la siguiente forma:
! = C# ! C =N
#
f=1
vfC(f)A(f) y # = S! ! S =
N#
f=1
vfS(f)B(f). (1.5)
Allı se ve claramente que las propiedades efectivas del material compuesto se de-
terminan en el momento que se conocen los tensores de concentracion (A(f) y B(f)),
en funcion de la microestructura del volumen representativo que se esta estudiando.
Modelo de la inclusion equivalente de Eshelby
La mayorıa de modelos para resolver los tensores de deformacion y esfuerzo aso-
ciados a un material compuesto estan basados en el trabajo de Eshelby (1957) sobre
el comportamiento de una inclusion elastica en forma elipsoidal (refuerzo) embebida
24

Capıtulo 1 MIC 2010-I-7
en un medio elastico infinito (matriz ). La region elipsoidal (!) que esta dentro del
medio elastico cambia de forma y genera esfuerzos dentro y fuera de ella. El comporta-
miento de este proceso es complejo, pero se puede resolver analıticamente con algunas
suposiciones iniciales.
Si se denomina #" a la deformacion libre (eigenstrain) de la elipse al estar aislada, la
deformacion total # de la inclusion es uniforme y se relaciona linealmente con #" como
# = SH#", (1.6)
en donde SH es el tensor de Eshelby para la inclusion elipsoidal en funcion de la
geometrıa de la region y las propiedades elasticas de la matriz. Ademas, el esfuerzo en
la superficie de la inclusion es el mismo que aquel en la superficie de la region elipsoidal
de la matriz, y se obtiene directamente aplicando la ley de Hooke como
!(i) = C(i) (#" #") = C(i) (SH " I) #". (1.7)
Si el conjunto inclusion/matriz se encuentra sometido a una deformacion efectiva
#0, la deformacion de la inclusion puede calcularse si se asume un elipsoide ficticio que
tiene propiedades elasticas iguales a la matriz. Esta inclusion ficticia tambien sufre una
deformacion libre #", de manera que sus esfuerzos y deformaciones estan dados por
#(i)fict = #0 + # y !(i)
fict = C(m)$
# + #0 " #"%
, (1.8)
en donde los superındices (m) y (i) corresponden a las propiedades o efectos asociados
a la matriz y la inclusion, respectivamente.
Los esfuerzos y deformaciones de la inclusion real se expresan como
#(i)real = #0 + # y !(i)
real = C(i)$
# + #0 " #"%
. (1.9)
25

Capıtulo 1 MIC 2010-I-7
Se sabe que los esfuerzos y deformaciones de las inclusiones real y ficticia deben ser
iguales, ası que si se igualan las Ecuaciones 1.8 y 1.9 es posible calcular la deformacion
libre #" con la expresion:
#" =&$
C(i) "C(m)%
+ C(m)'#1 $
C(i) " C(m)%
#0
=(
I " SH$
C(m)%#1 $
C(m) " C(i)%
)
#1#0
= A(i)dil#
0.
(1.10)
Por comparacion con la Ecuacion 1.4, se obtiene el tensor de concentracion A(i)dil
para una inclusion elipsoidal:
A(i)dil =
(
I " SH$
C(m)%#1 $
C(m) "C(i)%
)
#1. (1.11)
Finalmente, las propiedades elasticas efectivas del material, segun el modelo de
Eshelby, se obtienen con la siguiente expresion:
C = C(m) + vi
$
C(i) " C(m)%
(
I + SH$
C(m)%#1 $
C(i) " C(m)%
)
#1. (1.12)
La Figura 1.9 expresa de manera resumida el procedimiento de este metodo.
Modelo Mori–Tanaka
El modelo de Mori y Tanaka (1973) se basa en el concepto de la inclusion de Eshelby
y considera un medio efectivo afectado por inclusiones que estan en un lugar cercano
respecto al lugar de aplicacion de la deformacion. Este modelo fue replanteado por Ben-
veniste en 1987 [40], para encontrar el tensor de concentracion de la deformacion de la
26

Capıtulo 1 MIC 2010-I-7
RealFicticio
Figura 1.9: Esquema del metodo de la inclusion equivalente de Eshelby para
calcular el tensor de concentracion de la deformacion (A(i)dil).
inclusion (A(i)MT ) por interpolacion entre los correspondientes tensores de concentracion
del caso diluido (A(i)dil).
Este metodo asume que la deformacion promedio en las inclusiones se aproxima por
la solucion de una sola inclusion en una matriz infinita. La solucion de esta aproxima-
cion tiene la forma de la Ecuacion 1.4, en donde A(i)dil se resuelve como el problema de
una partıcula independiente embebida en una matriz elastica infinita. Si se combinan
las Ecuaciones 1.3 y 1.4, se tiene que
# =N
#
f=1
vf #(f)
#(f) = A(f)dil #
# A(i)MT = A(i)
dil
$
vmI + viA(i)
%#1,
(1.13)
en donde los superındices (m) y (i) corresponden a las propiedades o efectos asociados
a la matriz y la inclusion, respectivamente.
Por ultimo, las propiedades elasticas efectivas del material, segun el modelo Mori–
Tanaka, se obtienen con la siguiente expresion:
27

Capıtulo 1 MIC 2010-I-7
C = C(m) + vi
$
C(i) "C(m)%
A(i)$
vmI + viA(i)
%#1. (1.14)
1.3.2. Aproximaciones lımites
Existen teorıas que utilizan diferentes suposiciones para facilitar la resolucion del
problema elastico de un material compuesto, ya que proporcionan los lımites superior
e inferior de las propiedades elasticas efectivas. Estos tensores son aproximaciones muy
utiles para dimensionar el problema, es decir, para conocer el rango de valores en el
que se encuentra el resultado.
Aproximacion de Voigt
Las aproximaciones de Voigt suelen ser la manera mas sencilla de encontrar las
propiedades elasticas efectivas de un material compuesto, ya que no requiere calcular
los tensores de concentracion. En 1889 Voigt propuso asumir que la deformacion en
todo el compuesto es uniforme, de tal manera que #(f) = #, lo cual lleva a que A(f) = I
(segun la Ecuacion 1.4). Ası, las propiedades buscadas se calculan como
C =N
#
f=1
vfC(f). (1.15)
Aproximacion de Reuss
De manera similar a la aproximacion de Voigt, Reuss propuso en 1929 asumir que
todas las fases del compuesto se encuentran sometidas a un esfuerzo uniforme e igual
al esfuerzo promedio (!(f) = !). Esto implica que B(f) = I (segun la Ecuacion 1.4) y
las propiedades se calculan como,
28

Capıtulo 1 MIC 2010-I-7
S =N
#
f=1
vfS(f). (1.16)
Lımites de Hill
En el ano 1952 Hill demostro, basado en la teorıa del trabajo interno y externo,
que las respuestas que se obtienen a partir de las aproximaciones de Voigt (1889) y
Reuss (1929) (isodeformacion e isotension, respectivamente) corresponden a las cotas
superiores e inferiores de las propiedades elasticas efectivas. Estas cotas se conocen
como los lımites de Hill, y se pueden expresar como
*
N#
f=1
vfS(f)
+#1
$ C $N
#
f=1
vfC(f). (1.17)
29


Capıtulo 2
Fibras de guadua
En este capıtulo se registran los procedimientos y resultados obtenidos en el estu-
dio de los haces vasculares de guadua. Se utilizo un proceso de digestion quımica a
base de hidroxido de sodio y sulfuro de sodio para fragmentar la lignina y extraer los
haces de fibra. Posteriormente se hizo su caracterizacion quımica, fısica y mecanica,
con el proposito de demostrar el potencial de estas fibras como material de refuerzo de
polımeros en aplicaciones estructurales y como material de ingenierıa ambientalmente
amigable. Dado que los resultados de resistencia y rigidez de los haces de fibra se acomo-
daban mejor a una caracterizacion estadıstica que a una determinista, se planteo una
funcion de densidad de probabilidad para caracterizar estas dos propiedades.
2.1. Materiales y metodos
En esta investigacion se utilizo una especie de bambu llamada Guadua angustifolia,
proveniente de Caicedonia (departamento del Valle del Cauca, Colombia). Esta region
es especialmente favorable para la cosecha de guadua, ya que esta localizada a una
altitud de 1100 metros sobre el nivel del mar y la temperatura promedio es de 22 !C.
31
Capıtulo 2 MIC 2010-I-7
Las fibras de guadua se extrajeron de varillones (ver Figura 1.2) cortados durante la
madurez de la planta, a los 4 anos de edad. Antes de ser procesadas para la extraccion
de haces, las trozas de guadua tenıan un diametro externo de 4,5 cm a 10 cm, y el
espesor de la pared del culmo era de 0,4 cm a 1,8 cm.
A continuacion se explican los procedimientos que se siguieron durante la caracteri-
zacion quımica del material, la extraccion de haces vasculares y los ensayos de tension.
Los procedimientos y requerimientos de cada metodo se encuentran documentados en
el Anexo B.
2.1.1. Caracterizacion quımica
La caracterizacion quımica de la guadua consiste en determinar la cantidad de los
diferentes componentes que conforman el material, es decir, el contenido de lignina,
celulosa y hemicelulosa de la guadua antes del proceso de digestion. Con este proposito
se secaron los culmos de guadua al aire libre durante tres semanas aproximadamente, se
molieron y se paso el material resultante por un tamiz, para retirar pedazos demasiado
grandes. Luego, se hizo la caracterizacion por medio de dos metodos: Van Soest1 y
normas ASTM.
Los metodos Van Soest parten del residuo de procedimientos previos. Primero es
necesario hacer una digestion de la fibra en detergente acido (ADF), en la que se so-
lubilizan la hemicelulosa y otras sustancias organicas e inorganicas contenidas en la
guadua por medio de una solucion de acido sulfurico diluido. En el residuo de este
proceso se encuentra el contenido de celulosa y lignina, oxidando esta ultima con per-
manganato. Separadamente se le hace una digestion en detergente neutro (NDF) a la
guadua molida, utilizando una solucion de sulfato de sodio para delignificar el material.
Finalmente, el contenido de hemicelulosa en el bambu se encuentra por la diferencia
1Los metodos Van Soest son conocidos como los metodos de detergente.
32

Capıtulo 2 MIC 2010-I-7
de peso de los residuos de NDF y de ADF despues de la oxidacion con permanganato.
Teniendo en cuenta el gran contenido de extractivos en el material bruto [41] y el
hecho de que esta condicion no es considerada en los metodos de detergente, se hizo una
segunda caracterizacion utilizando las normas ASTM D1106-07 [42] y ASTM D1109-
07 [43]. Estos metodos permiten encontrar el grado de solubilidad del material en una
solucion caliente de hidroxido de sodio concentrado al 1 %, ası como el contenido de
lignina insoluble en acido que se encuentra en el culmo. El contenido de lignina se
determina encontrando el residuo insoluble que queda despues de hidrolizar todos los
carbohidratos del material vegetal con ayuda de acidos fuertes. Dichos acidos no son
capaces de disolver todos los extractivos que existen dentro del culmo de la guadua,
ası que la muestra se dejo libre de estas sustancias con acido sulfurico al 72 %, de
acuerdo con la norma ASTM D1105-07 [44].
Adicionalmente, se determino el contenido de agua en el culmo y las fibras extraidas
con los procedimientos de la norma ASTM D4442-07 [45], que permiten calcular la
humedad por la diferencia de peso de la muestra antes y despues de secarla en un
horno a 105 !C. Este procedimiento se realiza por duplicados con un blanco2 durante
el tiempo que se requiere para que el peso de la muestra seca sea estable.
2.1.2. Digestion
La seleccion del proceso mas adecuado de extraccion de las fibras depende del mate-
rial bruto que se este tratando3; la disponibilidad de los equipos, laboratorios, reactivos
y medios de seguridad del personal; y la integridad requerida de las fibras, segun el uso
que se les vaya a dar. Existen muchas tecnicas de extraccion de fibras naturales, como
2Un blanco es un procedimiento quımico que se hace sin ninguna muestra, con el fin de ver si losreactivos producen alguna variacion en los resultados. Es comun hacer esto en procesos quımicos conmaterial organico, por su gran variabilidad.
3Madera blanda, madera dura o no madera.
33

Capıtulo 2 MIC 2010-I-7
los procesos mecanicos, semimecanicos, quimicomecanicos, termomecanicos y quımicos.
Los ultimos dos permiten obtener fibras mas largas que los dos primeros metodos y
no afectan excesivamente las propiedades mecanicas de la pulpa resultante, siempre y
cuando se lleven a cabo con cuidado y precision [46]. Ademas, la pulpa que se obtiene
a partir de los procesos quımicos requiere un tratamiento mecanico posterior a la di-
gestion para lograr la separacion total de las fibras. A pesar de lo anterior, los metodos
quımicos alkalino y kraft son los mas utilizados en la delignificacion de la madera para
usos como el papel o refuerzo de polımeros, debido al buen estado fısico y mecanico de
las fibras que se obtienen.
El bambu no es una madera y el proceso de extraccion de sus fibras no ha sido
estudiado con la profundidad necesaria para lograr un metodo estandar. Sin embargo,
algunos trabajos que han investigado las fibras naturales como refuerzo de materiales
compuestos proponen la utilizacion de una solucion alcalina para deshacer la lignina
que contiene el material bruto y separar las fibras (ver Tabla 2.1). Conforme a esto,
los metodos quımicos alcalinos son el punto de arranque para lograr la estandarizacion
del proceso de extraccion de fibras de bambu.
Tabla 2.1: Obtencion de fibras naturales en trabajos previos.
Fibras Producto utilizado Ref.Yute NaOI4 [47]Bambu NaOH [48]Fique NaOH [4]Banano A mano [20]Yute NaOH [49]Yute NaOH [50]Yute C6H5OH [51]Yute C6H5OH + NaOH [26]Yute NaOH [52]Palma de aceite NaOH [53]Palma de aceite NaOH [54]
34

Capıtulo 2 MIC 2010-I-7
En esta investigacion se separaron los haces de fibra de guadua con dos procesos
de digestion: alcalino y kraft, por considerar que son los metodos que mas se utilizan
y el resultado que otros autores han encontrado ha sido satisfactorio en terminos de
propiedades mecanicas. El metodo alcalino rompe los enlaces entre las moleculas de
lignina por medio de una solucion lıquida de hidroxido de sodio (NaOH), mientras que
el kraft (que es una modificacion del alcalino) utiliza NaOH y sulfuro de sodio (Na2S)
para digerir la guadua. La presencia de este segundo reactivo es importante porque
estabiliza la celulosa y hace las veces de catalizador en la reaccion, lo que acelera el
proceso de digestion y reduce el ataque de un ambiente tan corrosivo a las fibras de
celulosa [55].
Otros catalizadores de la reaccion son el calor y la alta presion. En esta investigacion
se utilizo una autoclave modelo All-American 50X-120 para el proceso de digestion,
con la cual se mantuvo la temperatura controlada entre 105 !C y 115 !C y la presion
interna alrededor de 1,5 MPa. Se hicieron digestiones con diferentes formulaciones de
licor blanco4 (ver Tabla 2.2), con el fin de encontrar relaciones entre la cantidad o
concentracion de reactivos y las propiedades mecanicas de los haces de guadua.
La pulpa que resulto despues del proceso de digestion se dejo enfriar por una hora a
temperatura ambiente. Luego se separo del licor negro con ayuda de una malla de nylon
y se lavo con abundante agua deionizada varias veces, hasta que el agua salio trans-
parente. Esto se hizo para asegurar que la pulpa no quedara con un ambiente muy
alcalino, para lo cual se utilizaron tiras de papel indicadoras de pH. Posteriormente,
las fibras lavadas se separaron manualmente sobre toallas absorventes, y se secaron al
aire libre durante un tiempo mınimo de un dıa antes de preparar las probetas de las
pruebas mecanicas.
A todos los procesos de digestion realizados se les determino el grado de delignifi-
4El licor blanco se refiere a la solucion acuosa con la que se realiza el proceso de digestion. Allı sesumerge el material bruto para obtener las fibras.
35

Capıtulo 2 MIC 2010-I-7
Tabla 2.2: Condiciones de coccion para la extraccion de haces de fibra de gua-dua.
Digestion AE S HM " Micrografıas( %) ( %) (l/kg)
F-01 15 0 4 17.6F-02 15 0 15 18.7
F-03 15 15 4 12.1F-04 15 15 15 10.8
F-05 20 20 4 24.9F-06 20 20 3 19.5
F-07 20 50 4 23.6F-08 20 50 3 19.6
cacion que lograron, por medio de la medicion de numero kappa (") y segun la norma
ASTM D3376-05 [56]. Esta norma se refiere a la norma TAPPI T236 [57] y determina el
numero kappa, el cual corresponde al volumen de permanganato de potasio que consu-
me una pulpa vegetal. El consumo de permanganato se asocia a la cantidad de lignina
que queda en la pulpa, de manera que este numero se puede utilizar para calificar el
grado de delignificacion que se alcanzo en una digestion.
En el licor blanco utilizado para la extraccion de haces, el alcali efectivo (AE) se
refiere a la concentracion de componentes alcalinos en una solucion, expresados como
equivalentes de Na2O, y esta dado por [58]
EA = NaOH +1
2Na2S; (2.1)
36

Capıtulo 2 MIC 2010-I-7
la sulfidez (S) es la concentracion de Na2S en una solucion alcalina, expresada como
equivalentes de Na2O y se calcula como [58]
S =Na2S
NaOH + 12Na2S
; (2.2)
y el hidromodulo (HM) representa la cantidad de agua en la digestion, incluyendo
aquella contenida en las astillas de guadua y en la solucion alcalina, y esta dada por
[58]
HM =VH2O
Wastillas
. (2.3)
2.1.3. Propiedades mecanicas
Algunos de los haces de fibra obtenidos en los procesos de digestion se ensayaron a
tension para encontrar sus propiedades mecanicas, especıficamente la resistencia a la
tension (!u) y el modulo de elasticidad en tension (E). Las pruebas fueron elaboradas
con base en las normas ASTM D1557-03 [59] y ASTM D3822-07 [60]. Allı se explica
el mismo procedimiento para ensayar fibras naturales a tension, el cual se describe
brevemente a continuacion.
Estos ensayos se hicieron sobre haces vasculares (ver Figura 1.4) y no sobre una
unica fibra por la dificultad asociada a realizar estos procedimientos en elementos muy
pequenos, ya que las fibras separadas tienen un diametro y longitud promedio de 10µm
y 3 mm, respectivamente. Se preparo la probeta dejando secar la fibra al aire libre y
montandola en un carton de soporte (ver Figura 2.1) para evitar danarla durante el
montaje en el gato. Este proceso se hizo 24 horas antes del ensayo con una resina epoxica
rıgida, similar a la que se recomienda en los anexos de la norma ASTM D3822-07 [60].
En el laboratorio se midio la longitud libre de la fibra (lo) con un calibrador digital,
37

Capıtulo 2 MIC 2010-I-7
con una presicion de 0,5 mm. Despues se monto la probeta en una maquina TRITECH
100, teniendo el cuidado de alinear la fibra con el eje de accion de la maquina. Por
ultimo se fijo la probeta y se corto el carton sin hacer contacto con el haz, para evitar
deteriorarlo.
Una vez comenzados los ensayos, la cabeza del gato se movio a una velocidad
constante de 0,5 mm/min. Se midio la fuerza aplicada con una celda de carga LC509-
005 de capacidad 2.3 kg. Y se registraron el desplazamiento de la cabeza del gato y la
carga aplicada constantemente hasta el momento de la rotura de la fibra, para calcular
la curva de esfuerzo-deformacion de cada probeta.
Cartón Haz de fibraAdhesivo(resina epóxica rígida)Línea de corte
Figura 2.1: Probeta para ensayos de tension de fibras de guadua.
La resistencia a la tension !u de los haces se calculo como la relacion entre la carga de
fractura y el area transversal de cada muestra. El modulo de elasticidad, por otra parte,
se obtuvo de calcular la pendiente de la region lineal de la curva esfuerzo-deformacion
de cada probeta, como se muestra en la Figura 2.2.
La determinacion de las propiedades mecanicas de los haces de guadua requirieron
la medicion del area transversal de cada probeta. Para este fin se tomaron micrografıas
con un microscopio electronico de barrido (SEM), como las que se muestran en la
Figura 2.3, las cuales se procesaron para obtener el contorno de la seccion transversal
y medir el area requerida.
38

Capıtulo 2 MIC 2010-I-7
0 0.005 0.01 0.015 0.02 0.025 0.030
100
200
300
400
500
600
700
800
900
Deformacion,
Esfu
erz
o ú
ltim
o,
Figura 2.2: Curvas obtenidas de esfuerzo contra deformacion de haces vascula-res.
Figura 2.3: Micrografıas SEM del area transversal de haces de fibra de guadua.
2.2. Resultados y discusion
2.2.1. Caracterizacion quımica y digestion
Los resultados de la caracterizacion quımica (contenido de lignina, celulosa y holo-
celulosa5) de otras especies de bambu y los encontrados en esta investigacion por los
5La holocelulosa es toda la porcion polisacarida de los vegetales, que esta compuesta de celulosa yhemicelulosa, y se puede determinar cuando la lignina y los extractivos son removidos del material en
39

Capıtulo 2 MIC 2010-I-7
dos metodos se encuentran en la Tabla 2.3.
Tabla 2.3: Composicion quımica de diferentes especies de bambu.
Especie Lignina Celulosa Holocelulosa Ref.( %) ( %) ( %)
Bambusa pervariabilis 23.63 52.14 - [62]B. pervariabilis + D. latiflorus 22.05 - 67.83 [62]Bambusa procera 25.8 - 68.6 [63]Bambusa vulgaris 26.9 66.5 - [14]Dendrocalamus latiflorus 21.03 44.59 - [62]Gigantochloa aspera 25.5 61.3 - [14]Gigantochloa levis 24.2 62.9 - [14]Phyllostachys pubescens 24.7 54.1 - [14]Whangee 23.22 52.45 70.23 [64]Yunnanicus 25.52 52.7 70.28 [64]Indian species 22.0 - 32.2 - - [14]Other species 19.8 - 26.6 61.9 - 70.4 - [14](Unknown) 32.2 60.8 - [65](Unknown) 37 - 63 [16](Unknown) 32.2 60.8 - [66]Guadua angustifolia (Van Soest) 15.21 60.83 71.39Guadua angustifolia (ASTM) 23.75 - 24.97
El contenido de humedad del culmo de guadua y de las fibras extraıdas fue de
4.12 % y 9.71 %, respectivamente. Comparativamente, una investigacion realizada en
la Universidad Nacional de Colombia, sede Manizales [67], reporto un contenido de
humedad en las fibras de guadua de 7.13 %, lo cual es solo 2.58 % menor que el valor
encontrado en este estudio. Esta diferencia se explica por el hecho de que Moreno obtuvo
las fibras por medio de un proceso mecanico, es decir, sin incluir ningun lıquido. Es
importante tener en cuenta el contenido de agua en las fibras porque se ha visto que la
humedad presente en las fibras afecta de manera negativa sus propiedades mecanicas
[68], ası que se debe extraer la mayor cantidad posible de agua antes de utilizarlas como
refuerzo en otro material.
bruto [61]. %holocelulosa = %hemicelulosa + %celulosa [61].
40

Capıtulo 2 MIC 2010-I-7
Una ventaja de los metodos detergentes frente a los ASTM es la capacidad de deter-
minar explıcitamente el contenido de hemicelulosa y celulosa, ya que con los metodos
ASTM solo se obtiene el contenido de lignina y de holocelulosa. El contenido de ligni-
na, hemicelulosa y celulosa calculado con los metodos Van Soest y ASTM se muestra
en la Tabla 2.3, en donde se puede ver que son significativamente diferentes. El con-
tenido de lignina obtenido con los metodos ASTM se encuentra dentro del rango de
valores recopilados para otras especies de bambu, pero el contenido de celulosa y hemi-
celulosa es menor al reportado por otros autores. Infortunadamente los otros estudios
[14, 16, 62, 63, 64, 65, 66] no revelan el metodo utilizado para llevar a cabo la caracte-
rizacion quımica del material.
El mayor contenido de hemicelulosa obtenido por medio del metodo Van Soest puede
estar relacionado con los extractivos presentes en el culmo, ya que estos consumen parte
de los reactivos y por lo tanto incrementan los costos de operacion y reducen la eficiencia
del ensayo. Debido a esto, la cantidad de extractivos en el culmo debe ser una variable
a considerar en futuras investigaciones sobre las propiedades de las fibras de guadua y
el proceso de digestion de la guadua.
El efecto que AE, S y HM producen en el numero kappa se puede ver en la Tabla
2.2. En esta investigacion la extraccion de haces vasculares fue llevada a cabo con una
temperatura constante de 110 ± 5 !C durante un tiempo de 4 h. El " mas pequeno se
obtuvo para la digestion con S de 15 % y AE de 15 %. Los resultados mostraron que
para valores constantes de AE, el incremento de S causa una reduccion en el numero
kappa, lo que significa un mejor proceso de digestion (ver micrografıas en la Tabla 2.2).
Una investigacion relacionada con el efecto de la temperatura y el tiempo de coccion en
el numero kappa concluyo que mayores tiempos de coccion incrementan la disolucion
de lignina en el material y que las variaciones en la temperatura durante la digestion
no tienen un efecto importante sobre ", mientras que el incremento de la temperatura
41

Capıtulo 2 MIC 2010-I-7
durante la extraccion puede afectar las propiedades mecanicas de las fibras [63].
2.2.2. Propiedades mecanicas
La Tabla 2.4 muestra los valores maximos, mınimos y promedio de las propiedades
mecanicas, junto con el coeficiente de variacion correspondiente al grupo de fibras
ensayado en cada digestion. Se puede ver que los resultados experimentales de estas
propiedades no presentan diferencias significativas entre las distintas condiciones: no
se ve un aumento o disminucion evidente de las propiedades mecanicas con el cambio
de una variable del licor blanco, por lo que no es posible evaluar directamente la mejor
formulacion de licor blanco para la digestion en terminos de propiedades mecanicas de
las fibras. En consecuencia, se evaluo el efecto de AE, S y HM sobre !u y E, a partir
del analisis de las correlaciones de Pearson y Spearman. Los resultados se muestran en
la Tabla 2.5.
Tabla 2.4: Valores estadısticos de la resistencia y modulo de elasticidad de hacesde fibra de guadua.
Digestion !u !u(min) !u(max) COV!u E Emin Emax COVE
(MPa) (MPa) (MPa) ( %) (GPa) (GPa) (GPa) ( %)F-01 607.46 281.42 846.06 41 21.92 15.03 28.74 27F-02 420.04 242.54 711.55 46 23.80 18.98 31.43 26F-03 592.06 223.82 995.21 48 22.44 14.34 25.27 20F-04 568.28 206.02 1151.91 77 20.27 10.22 32.01 49F-05 485.29 187.61 1031.58 56 24.23 7.89 59.72 71F-06 427.38 218.76 814.88 46 52.31 14.61 128.23 60F-07 420.31 215.98 836.66 42 81.58 14.22 150.23 48F-08 407.70 234.30 768.71 42 45.70 15.83 87.36 50Todas 461.79 187.61 1151.91 49 44.04 7.89 150.23 75
La relacion entre !u y AE es inversamente proporcional, ası que mayores niveles
de AE resultan en bajos valores de resistencia a la tension. Este comportamiento se
explica por el hecho de que el NaOH no solo ayuda en el proceso de delignificacion,
42

Capıtulo 2 MIC 2010-I-7
Tabla 2.5: Correlaciones de Pearson y Spearman entre condiciones de licor blan-co y propiedades mecanicas de fibras.
Correlacion Var. 1 Var. 2 Coef. correlacion SignificanciaPearson !u AE -0.256 0.020
!u Area -0.288 0.010E S 0.520 0.001E HM -0.311 0.004E Area -0.294 0.008" S 0.359 0.002
Spearman !u AE -0.254 0.021!u Area -0.248 0.027E S 0.560 0.001E HM -0.380 0.001E Area -0.364 0.001" S 0.473 0.001
sino que tambien ataca la celulosa de la planta, afectando la resistencia mecanica de
las fibras de guadua. Siendo ası, se puede obtener un incremento de !u reduciendo la
concentracion de AE y manteniendo constantes S y HM .
El modulo de elasticidad tiene una relacion directamente proporcional a S, de ma-
nera que altos valores de E en la fibras se obtienen con altas concentraciones de S. La
sulfidez acelera el proceso de delignificacion, reduciendo el tiempo de coccion. Por lo
tanto, la celulosa se mantiene expuesta al NaOH por menos tiempo y el dano que este
reactivo le produce a las fibras es menor. Contrariamente, la relacion entre E y HM es
inversamente proporcional, de manera que a medida que aumenta HM se obtiene un
menor modulo de elasticidad. Este comportamiento se explica por el hecho de que ma-
yores HM implican un mayor contenido de reactivos por unidad de masa de material
bruto.
Tambien se hicieron correlaciones para determinar la relacion entre el area trans-
versal de los haces vasculares y sus propiedades mecanicas. En la Tabla 2.5 se puede ver
que los resultados son significantes. Se encontro una relacion inversa entre las propie-
43

Capıtulo 2 MIC 2010-I-7
dades mecanicas y el area transversal de los haces, de manera que !u y E aumentan a
mediada que el area decrece (ver Figura 2.4). Este comportamiento coincide con repor-
tes de otras fibras naturales estudiadas como las de [69]. Los haces vasculares con area
transversal pequena poseen menos defectos que aquellos mas grandes, lo que deteriora
las propiedades mecanicas de este material. Por lo tanto, los haces delgados poseen
mayor capacidad estructural.
Área
200
00 0.01 0.02 0.03 0.04 0.05 0.06
400
600
800
20
0
40
60
80
Figura 2.4: Lıneas de tendencia entre el area transversal y la resistencia ymodulo de elasticdad de los haces de fibra.
Se encontro que la forma de la seccion transversal de los haces no es circular ni
regular en la mayorıa de los casos, por lo que fue necesario calcular el area mediante
procesamiento de imagenes. Como los haces de fibra no tienen una seccion transversal
constante a lo largo de toda su longitud, un valor promedio de esta medida no sera una
buena aproximacion para el area en el punto de falla, ası que la medicion se debe
hacer lo mas cercana al punto de rotura. No es posible medir el area antes de la falla,
debido a la incertidumbre de la localizacion de este punto y al dano en la superficie
de fractura de los haces ensayados. Todo esto genera potenciales fuentes de error en
el area transversal de las probetas, que afectan el calculo de !u y E en las fibras de
guadua. Esta dificultad ha sido reportada por otros investigadores respecto a otras
fibras naturales [68, 55], por lo que se va a realizar una comparacion directa de las
propiedades mecanicas encontradas en esta tesis y las encontradas por ellos.
44

Capıtulo 2 MIC 2010-I-7
Las Tablas 1.2 y 2.6 muestran las propiedades de tension de varias fibras naturales
y de bambu, respectivamente, en donde se puede ver que el rango de valores obtenido
para los haces vasculares de guadua es similar al de las otras especies. El modulo de
elasticidad promedio de las fibras de guadua (44 GPa) es mayor que el de la mayorıa de
fibras, excepto por el lino y el canamo, mientras que la resistencia a tension se encuentra
dentro del mismo orden de magnitud de las fibras naturales de otras plantas.
Tabla 2.6: Propiedades mecanicas de haces de fibra de bambu.
!u (MPa) E (GPa) Ref.370.1 - 644.8 27 [16]
441 35.9 [66]600 46 [70]
341 - 503 19.67 - 35.91 [55]512 - 769 25.08 - 29.20 [71]50 - 220 1.5 - 8 [72]461.79 44.04 Esta investigacion
Las propiedades de tension de las fibras de guadua muestran una gran variabilidad,
aun cuando las fibras fueron extraıdas de la misma planta. El modulo de elasticidad
varıa entre 8 GPa y 150 GPa y la resistencia entre 187 MPa y 1152 MPa, con coeficien-
tes de variacion de 74.8 % y 44.4 %, respectivamente6. Esta gran dispersion entre los
resultados obtenidos indica que no deben definirse de manera determinista, sino que se
debe hacer uso de una aproximacion probabilıstica para obtener una funcion de densi-
dad de probabilidad (pdf) que describa la distribucion de !u y E y permita incorporar
estos resultados en un modelo micromecanico que calcule las propiedades mecanicas
equivalentes de un material compuesto reforzado con fibras de guadua. Se probaron
diferentes pdf , con el animo de encontrar la que mejor se ajustara a los datos obtenidos
en los ensayos, y se decidio asignar una distribucion lognormal, cuyos parametros y
6Cabe remarcar que en otros estudios se ha encontrado una variabilidad parecida entre los datos[68].
45

Capıtulo 2 MIC 2010-I-7
curva se encuentran en las Figuras 2.5 y 2.6 y su funcion esta dada por la ecuacion
$(x) =1
x!%
2%exp
*
"(lnx " µ)2
2!2
+
, (2.4)
en donde x es la variable en consideracion, µ es el parametro de media, y ! el parametro
de varianza. Es importante tener en cuenta que estos parametros corresponden a la
media y varianza de la variable aleatoria w = ln x, la cual tiene una distribucion
normal, y no de la variable de estudio.
0 200 400 600 800 1000 12000
0.5
1
1.5
2
2.5
x 10!3
Den
sid
ad
Datos
Lognormal
200 300 400 500 600 700 800 900 1000 1100
0.0050.01
0.050.1
0.25
0.5
0.75
0.90.95
0.990.995
Datos
Prob
abili
dad
LognormalWeibull
a) b)
Figura 2.5: Resultados resistencia a tension !u. (a) Plot de probabilidad, (b)Diagrama de frecuencia y pdf (Se ensayaron 80 muestras).
46

0 20 40 60 80 100 120 140 1600
0.005
0.01
0.015
0.02
Den
sid
ad
Datos
Lognormal
20 40 60 80 100 120 1400.0050.01
0.050.1
0.25
0.5
0.75
0.90.95
0.990.995
Prob
abili
dad
Datos
LognormalWeibull
a) b)
Figura 2.6: Resultados modulo de elasticidad a tension E. (a) Plot de probabili-dad, (b) Diagrama de frecuencia y pdf (Se ensayaron 80 muestras).


Capıtulo 3
Modelacion polımero–fibras
En este capıtulo se explica la manera como se modelo un material compuesto po-
limerico reforzado con fibras naturales, especialmente de guadua. Se hicieron mode-
laciones con distintas matrices (termoplasticas y termoestables) y con varias fibras
naturales diferentes a la guadua, para ver la diferencia entre ellas. Teniendo en cuenta
que los metodos de fabricacion de muchas piezas restringen la posibilidad de orientar
las fibras, se implemento una funcion de densidad de probabilidad de orientaciones para
integrar en el espacio. Finalmente se muestran resultados comparativos entre diferen-
tes fibras y matrices, con el fin de dar a conocer el potencial mecanico de las fibras de
guadua frente a otras fibras naturales.
3.1. Metodos
Los modelos constitutivos, es decir, los modelos de comportamiento mecanico im-
plementados en el marco de la mecanica del medio continuo constituyen la herramienta
de analisis mas utilizada actualmente para estudiar el comportamiento de los materia-
les utilizados en la ingenierıa. Sin duda, esta es la herramienta mas util para simular
49

Capıtulo 3 MIC 2010-I-7
el comportamiento de estos materiales, por lo que se implemento un modelo numeri-
co de micromecanica para materiales compuestos reforzados con fibras, cuya principal
hipotesis se refiere a que los materiales de cada fase son continuos y elastico-lineales.
Bajo estos lineamientos se desarrollo una rutina que permite encontrar las propiedades
elasticas de un material compuesto reforzado con fibras. El modelo teorico utilizado fue
el de Mori-Tanaka, cuyos principios se explicaron anteriormente. Su implementacion se
hizo escribiendo un programa en MatLab R2008a durante el desarrollo de la tesis.
3.1.1. Propiedades equivalentes
Una manera de representar la forma del refuerzo en los compuestos es con una
elipsoide. Este volumen tiene tres ejes principales (a1, a2 y a3), los cuales pueden variar
para generar esferas, discos o fibras, como se ve en la Figura 3.1.
Esfera Disco Disco Fibra
Figura 3.1: Diferentes formas que puede tomar una elipsoide.
Con el volumen representativo para la forma del refuerzo de fibras se desarrollo una
funcion cuyos datos de entrada son las propiedades mecanicas de las fases que compo-
nen al compuesto y las caracterısticas globales del material que se quiere representar,
como la fraccion de volumen que ocupan las fibras dentro de la matriz, los angulos de
50

Capıtulo 3 MIC 2010-I-7
orientacion del refuerzo y la relacion de aspecto de las fibras. Esta funcion calcula el
tensor de concentracion A(i)dil, que permite encontrar las propiedades mecanicas de un
compuesto reforzado con inclusiones elipsoidales que se encuentran muy dispersas en
la matriz, de forma tal que aquellos materiales cuya fraccion de volumen sea pequena
se veran bien representados, a diferencia de los que tienen una gran cantidad de re-
fuerzo. Grandes cantidades de fibra en una matriz tienen una alta probabilidad de que
las inclusiones esten muy cerca unas de otras, por lo que aquellas que se encuentran
dentro de una region cercana a la fibra de analisis afectan las propiedades elasticas de
la matriz. Esto lleva a que el calculo de las propiedades equivalentes por medio del
tensor de concentracion diluido resulte errado.
Con el proposito de superar esta limitacion se utilizo la teorıa de Mori–Tanaka,
en la cual se analiza una inclusion equivalente de Eshelby embebida en una matriz
cuyas propiedades mecanicas son el resultado del analisis de un compuesto diluido.
Luego, se calculo el tensor de concentracion de la deformacion de la inclusion A(i)MT
por interpolacion entre los tensores de concentracion diluidos A(i)dil, por medio de la
expresion
A(i)MT = A(i)
dil
$
vmI + viA(i)
%#1. (3.1)
Finalmente, se encontraron las propiedades elasticas del material compuesto refor-
zado con inclusiones elipsoidales con la expresion
C = C(m) + vi
$
C(i) " C(m)%
A(i)$
vmI + viA(i)
%#1. (3.2)
51

Capıtulo 3 MIC 2010-I-7
3.1.2. Efecto de la orientacion de las inclusiones
El moldeado de una pieza o la extrusion de un perfil son dos de los metodos mas
practicados para crear elementos con estos materiales. Dado que con estos metodos
de fabricacion de piezas no es facil controlar la orientacion de las fibras dentro de la
matriz, es preciso incluir en el calculo de las propiedades elasticas del material una
funcion de distribucion de probabilidad para la orientacion de las inclusiones.
Para tener en cuenta el efecto de orientacion de las inclusiones en el modelo de Mori–
Tanaka es posible hacer una transformacion de ejes a partir del modelo original, en la
que se incluya una funcion de densidad de probabilidad controlada por tres angulos1
que determinen la orientacion de la inclusion (ver Figura 3.2).
x3
x1
x2
x1’
x2’
x3’
Figura 3.2: Orientacion general de una inclusion respecto a unos ejes globales.
Se asume un material compuesto con coordenadas globales x1, x2 y x3, en donde
las inclusiones estan orientadas aleatoriamente con coordenadas locales x$
1, x$
2 y x$
3. De
manera que, siendo u$
i y uj los vectores unitarios de los sistemas de coordenadas locales
y globales, respectivamente, la relacion entre ellos es de la forma
1La orientacion puede estar controlada unicamente por dos angulos si las fibras tienen secciontransversal circular, de manera que pueden girar libremente alrededor de su propio eje sin alterar laspropiedades elasticas del material.
52
Capıtulo 3 MIC 2010-I-7
u$
i = aijuj , (3.3)
en donde la matriz de transformacion aij esta definida por
aij =
,
-
-
-
-
.
rmp " sq "rq " smp np
rmq + sp "smq + rp nq
"rn sn m
/
0
0
0
0
1
, (3.4)
en donde m = cos(&), n = sin(&), p = cos('), q = sin('), r = cos(() y s = sin((). Las
propiedades elasticas del material con una fibra orientada aleatoriamente (C(&,',())
se pueden calcular con ayuda del tensor de transformacion aij :
Cijkl(&,',() = airajsaktaluCrstu. (3.5)
Por otro lado, si se asume que la orientacion de las fibras no depende de su locali-
zacion en el compuesto (es decir, que el material es homogeneo a una escala mayor al
tamano tıpico de las fibras), las propiedades efectivas del material pueden calcularse
integrando para el rango de &, ' y (:
C =
!
"
!
#
!
$
C(&,',()$(&,',() sin(&) d' d& d(, (3.6)
en donde $(&,',() es la funcion de densidad de probabilidad de orientacion de las
inclusiones y el termino sin(&) es necesario para integrar sobre la superficie de la esfera
que se genera con los rangos establecidos en la integral [3]. La funcion $(&,',() se
acerca a una constante cuando se asume que las fibras pueden estar orientadas en
cualquier direccion, y toma la forma de
$(&,',() &1
K, (3.7)
53

Capıtulo 3 MIC 2010-I-7
en donde K depende unicamente de los lımites de integracion de &, ' y (. Finalmente
la funcion de densidad de probabilidad de orientacion de las fibras es una constante
igual a
pdforientacion ! $(&,',() =1
8%2. (3.8)
3.1.3. Propiedades mecanicas probabilısticas
Se dijo antes que las propiedades mecanicas de las fibras de guadua se describen
mas acertadamente de manera probabilista que determinista. Para esto se utilizo una
funcion de densidad de probabilidad pdf lognormal, la cual describe una funcion de
frecuencias para el modulo de elasticidad y el esfuerzo ultimo a la tension. Por lo tanto
a cada valor de E le corresponde un tensor de elasticidad C(i)(E) para las fibras, que
se puede calcular con ayuda de las constantes de Lame.
Se asume por un momento que el material esta reforzado con fibras que tienen un
modulo de elasticidad E y se calculan las propiedades elasticas del material con la
Ecuacion 3.2, que queda de la siguiente manera
C(E) = C(m) + vi
$
C(i)(E) " C(m)%
A(i)(E)$
vmI + viA(i)(E)
%#1, (3.9)
en donde C(i)(E) y A(i)(E) son los tensores de elasticidad y concentracion de defor-
maciones de las fibras que dependen del modulo E.
Si se asume que la distribucion del refuerzo en el ecompuesto es homogenea, se
puede afirmar que las propiedades equivalentes del material no dependen de la forma
del compuesto y no cambian de un lugar a otro de la pieza. En consecuencia, el tensor
elastico del material resultante se puede calcular integrando la ecuacion anterior para
un rango de E:
54

Capıtulo 3 MIC 2010-I-7
C =
!
E
C(E)$(E) dE, (3.10)
en donde $(E) es la funcion de densidad de probabilidad que describe el modulo de
elasticidad de las fibras y esta dada por la ecuacion de una pdf lognormal, por ser esta
la distribucion que mejor se ajustaba a los resultados encontrados. La forma de esta
funcion es
$(x) =1
x!%
2%exp
*
"(ln x " µ)2
2!2
+
, (3.11)
como se explico en el Capıtulo 2.
3.2. Resultados y discusion
Con el fin de mostrar el potencial de las fibras de guadua como material de refuerzo
para compuestos polimericos, a continuacion se discuten los resultados numericos de
las propiedades equivalentes de un material compuesto reforzado con diferentes fibras.
Posteriormente se muestran los resultados del modulo de elasticidad de compuestos
con diferentes matrices reforzados con fibras de guadua, de manera que se puede ver
la variedad de usos que puede tener un material con este tipo de refuerzo.
3.2.1. Validacion del modelo
Desafortunadamente no se dispuso del tiempo requerido para ejecutar los proce-
dimientos de laboratorio que permitieran ensayar un material compuesto reforzado
con fibras de guadua. Sin embargo, el modelo numerico desarrollado se utilizo para
representar las propiedades mecanicas de materiales que fueron estudiados en otras
investigaciones, con el proposito de verificar el buen funcionamiento del modelo.
55
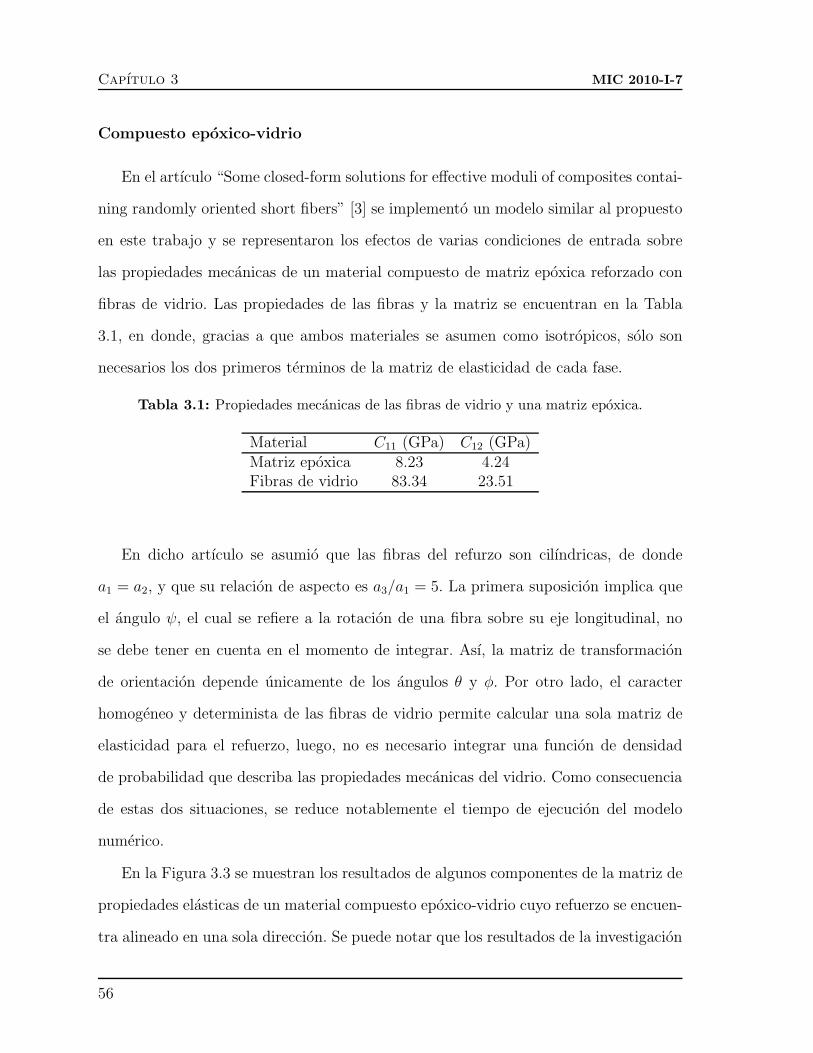
Capıtulo 3 MIC 2010-I-7
Compuesto epoxico-vidrio
En el artıculo “Some closed-form solutions for e"ective moduli of composites contai-
ning randomly oriented short fibers” [3] se implemento un modelo similar al propuesto
en este trabajo y se representaron los efectos de varias condiciones de entrada sobre
las propiedades mecanicas de un material compuesto de matriz epoxica reforzado con
fibras de vidrio. Las propiedades de las fibras y la matriz se encuentran en la Tabla
3.1, en donde, gracias a que ambos materiales se asumen como isotropicos, solo son
necesarios los dos primeros terminos de la matriz de elasticidad de cada fase.
Tabla 3.1: Propiedades mecanicas de las fibras de vidrio y una matriz epoxica.
Material C11 (GPa) C12 (GPa)Matriz epoxica 8.23 4.24Fibras de vidrio 83.34 23.51
En dicho artıculo se asumio que las fibras del refurzo son cilındricas, de donde
a1 = a2, y que su relacion de aspecto es a3/a1 = 5. La primera suposicion implica que
el angulo (, el cual se refiere a la rotacion de una fibra sobre su eje longitudinal, no
se debe tener en cuenta en el momento de integrar. Ası, la matriz de transformacion
de orientacion depende unicamente de los angulos & y '. Por otro lado, el caracter
homogeneo y determinista de las fibras de vidrio permite calcular una sola matriz de
elasticidad para el refuerzo, luego, no es necesario integrar una funcion de densidad
de probabilidad que describa las propiedades mecanicas del vidrio. Como consecuencia
de estas dos situaciones, se reduce notablemente el tiempo de ejecucion del modelo
numerico.
En la Figura 3.3 se muestran los resultados de algunos componentes de la matriz de
propiedades elasticas de un material compuesto epoxico-vidrio cuyo refuerzo se encuen-
tra alineado en una sola direccion. Se puede notar que los resultados de la investigacion
56

Capıtulo 3 MIC 2010-I-7
de Jin H. Huang (cırculos grises en la Figura 3.3) [3] se asemejan de manera satisfacto-
ria a los resultados obtenidos con el modelo propuesto en esta tesis (lıneas punteadas
y solida en la Figura 3.3). Adicionalmente se ve que, gracias a la alineacion del refuer-
zo con el eje global 1, la componente C11 aumenta significativamente a medida que
aumenta la cantidad de fibras en la matriz.
100
5
10
15
20
25
30
15 20 25 30 35 40 45 50
(Huang, 2001)
Figura 3.3: Componentes de elasticidad de un compuesto epoxico-vidrio confibras orientadas en la misma direccion: resultados propios y resul-tados reportados por Jin H. Huang [3].
En la Figura 3.4 se muestran los resultados de dos componentes de la matriz de
propiedades elasticas de un material compuesto epoxico-vidrio con las fibras de refuerzo
orientadas aleatoriamente indistintamente a su localizacion. Se puede ver que las curvas
obtenidas con el modelo que aquı se propone (lıneas punteada y solida en la Figura
3.4) coinciden con las que reporta Jin H. Huang en su artıculo (cırculos grises en la
Figura 3.4) [3]. Cabe hacer notar que debido a la orientacion aleatoria del refuerzo, el
caracter isotropico del material genera cambios menos pronunciados en las propiedades
mecanicas que los que se ven en el material con fibras alineadas en una sola direccion.
57

Capıtulo 3 MIC 2010-I-7
100
5
10
15
20
25
15 20 25 30 35 40 45 50
(Huang, 2001)
Figura 3.4: Componentes de elasticidad de un compuesto epoxico-vidrio confibras orientadas aleatoriamente: resultados propios y resultadosreportados por Jin H. Huang [3].
Compuestos PEHD-fique y PEHD-canamo
En uno de los capıtulos de la tesis de maestrıa “Estimacion de modulo de elasti-
cidad en materiales compuestos de matriz polimerica y fibras naturales cortas” [4], se
comparo el modelo propuesto por el autor de ese trabajo con otros modelos existentes
y algunos datos experimentales. Las comparaciones se hicieron para materiales com-
puestos con matriz de polietileno de alta densidad (PEHD) y fibras naturales cortas
de diferentes plantas. Para efectos de la validacion del modelo aca implementado se
escogieron dos de los resultados reportados por dicho autor: PEHD reforzado con fibras
de fique, por ser el material que Velandia estudio en su tesis y PEHD reforzado con
fibras de canamo, por ser una de las fibras naturales mas resistentes. Las propiedades
mecanicas de las fases de estos dos materiales se muestran en la Tabla 3.2 y corres-
ponden a las utilizadas por Velandia en la tesis antes mencionada [4] y por Symington
en su trabajo “Tensile testing of cellulose based natural fibers for structural composite
applications” [68].
Los resultados del modulo de elasticidad de las fibras de fique2 presentaron una
2En el trabajo de Velandia se diferencian como FF.
58

Capıtulo 3 MIC 2010-I-7
Tabla 3.2: Propiedades mecanicas de las fibras de fique y canamo y una matrizde polietileno de alta densidad.
Material E (GPa)Matriz PEHD 1.0Fibras de fique 11.9Fibras de canamo 46.9
dispersion alta, de manera que Velandia propuso caracterizar esta propiedad con una
funcion de distribucion de probabilidad (pdf). Las dos mejores aproximaciones fueron
las distribuciones normal y weibull, pero implemento el modelo teorico asumiendo
unicamente la distribucion normal y tomo el promedio de E en lugar de una pdf
normal.
En la Figura 3.5 se encuentran los resultados del modulo de elasticidad de un com-
puesto cuya matriz es PEHD y cuyo refuerzo son fibras de fique, en funcion de la
fraccion de volumen en el compuesto. El modelo propuesto en esta tesis, sin tener
en cuenta la distribucion de probabilidad (lınea punteada) arroja unos resultados que
se encuentran en un punto intermedio entre el modelo propuesto por Velandia (lınea
discontinua) y los datos experimentales (cırculos grisess). Tambien se puede ver en
la Figura 3.5 que la modelacion hecha utilizando la funcion de densidad de probabi-
lidad normal (lınea continua) y no el valor promedio se acerca aun mas a los datos
experimentales.
Posteriormente, Velandia hizo la misma comparacion entre su modelo y los modelos
existentes para compuestos reforzados con diferentes fibras naturales. En la Figura 3.6
se encuentran los resultados del modelo aca propuesto y los del trabajo de Velandia
para un material cuya matriz es PEHD y su refuerzo son fibras de canamo. Se puede
notar que el modelo que se implemento en esta tesis se acerca mas a los datos ex-
perimentales que el modelo propuesto por Velandia. Si bien la curva de resultados no
59

Capıtulo 3 MIC 2010-I-7
0 5 10 15 200
0.5
1
1.5
2
2.5
3
3.5
4
Modelo de Velandia
Modelo propio:
Modelo propio:
Datos experimentales Velandia
Figura 3.5: Modulo de elasticidad de un compuesto PEHD-fique: (a) resultadospropios y (b) resultados reportados por Fabian R. Velandia [4].
coincide perfectamente con los datos experimentales de la tesis citada, la cercanıa entre
los diferentes resultados es satisfactoria.
0 10 20 30 40 500
5
10
15
20
25
Modelo de Velandia
Modelo propio:
Modelo propio:
Datos experimentales Velandia
Figura 3.6: Modulo de elasticidad de un compuesto PEHD-canamo: resultadospropios y resultados reportados por Fabian R. Velandia [4].
Funcion de densidad de probabilidad
La implementacion de funciones de densidad de probabilidad que describan las pro-
piedades mecanicas del refuerzo no es comun, pero, se vio que la mejora manera de
representar el modulo de elasticidad de las fibras de guadua es con una distribucion
probabilıstica lognormal. El modelo numerico que se implemento en esta investiga-
60

Capıtulo 3 MIC 2010-I-7
cion tiene en cuenta la descripcion probabilıstica de E y a continuacion se hace una
comparacion que demuestra el buen funcionamiento del modelo.
Para efectos de la comparacion que se intenta realizar se definio un modulo de
elasticidad contante de 20 GPa. El valor constante se puede representar con una funcion
de densidad de probabilidad definida de la siguiente manera: los parametros µ y ! de
la pdf se pueden calcular con las expresiones
µ = ln (E [x]) "1
2ln
2
1 +V ar [x]
E [x]2
3
y !2 = ln
2
1 +V ar [x]
E [x]2
3
, (3.12)
en donde el valor esperado E [x] y la varianza V ar [x] del modulo de elasticidad son
20 GPa y 0 GPa2, respectivamente, por tratarse de un valor constante. La grafica de
frecuencia de este modulo de elasticidad y su funcion de densidad de probabilidad
normal se muestran en la Figura 3.7, en donde se encuentran los parametros de la
distribucion lognormal.
19 19.5 20 20.5 210
0.25
0.5
0.75
1
1.25
Modulo de elasticidad,
Den
sid
ad
Figura 3.7: Grafico de frecuencia y pdf lognormal para un modulo de elastici-dad constante de 20GPa.
La funcion de densidad resulta, entonces, tener un valor igual a la unidad para
61

Capıtulo 3 MIC 2010-I-7
x = 20 y un valor de cero (0) para el resto de posibles valores de x. Se hicieron dos
simulaciones con el modelo implementado: por un lado se tomo el valor constante y por
el otro se integro la pdf con los parametros calculados. En la Figura 3.8 se puede notar
que los resultados son iguales en los dos casos, lo que demuestra que la implementacion
de funciones de densidad de probabilidad en el modulo de elasticidad del refuerzo se
hizo acertadamente.
10 20 30 40 50 60 70 80 904
5
6
7
8
9
10
11
12
13
Relacion de volumen, vf (%)
Mod
ulo
de
elas
tici
dad
,
Figura 3.8: Modulo de elasticidad de un polımero reforzado con fibras de modu-lo constante, utilizando el valor constante e integrando la funcionde densidad de probabilidad.
3.2.2. Modelaciones
Con el animo de mostrar que las fibras de guadua tienen un alto potencial para
ser utilizadas como refuerzo de materiales polimericos, se obtuvieron unos resultados
comparativos con el modelo implementado en esta tesis. Las propiedades elasticas de
los materiales utilizados en las modelaciones se pueden ver en la Tabla 3.3, donde se
registra el modulo de elasticidad de las matrices y fibras naturales principales, ası como
de las fibras de vidrio para efectos comparativos. Es preciso aclarar que, como se dijo
en la Seccion 1.3, el modelo implementado en esta tesis asume que la adherencia entre
62

Capıtulo 3 MIC 2010-I-7
refuerzo y matriz es perfecta. Por lo tanto el tema del comportamiento de la interfaz
entre constituyentes debera ser estudiado con profundidad si se pretende investigar el
comportamiento de un compuesto especıfico.
Tabla 3.3: Propiedades elasticas de los materiales utilizados en las modelacio-nes.
Material E (GPa)Matriz PVC 2.25Matriz PET 3.10Fibras de fique 11.9Fibras de canabis 14.5Fibras de agave 20.2Fibras de yute 22.5Fibras de canamo 46.9Fibras de vidrio 72.9
El modulo de elasticidad de las fibras de guadua se incluyo en la modelacion a
traves de una funcion de densidad de probabilidad, como se dijo en el Capıtulo 2. Dicha
distribucion corresponde a una lognormal con parametros de media µ y varianza ! de
3.53 y 0.72, respectivamente, de manera que la ecuacion que describe la distribucion
del modulo de elasticidad de las fibras de guadua es
$(E) =1
E0,72%
2%exp
*
"(ln E " 3,53)2
2 ' 0,722
+
. (3.13)
Esta ecuacion se implemento integrando el modelo micromecanico para valores de
E entre 0 GPa y 200 GPa. De esta manera se tienen en cuenta aquellas fibras que
tienen un modulo de elasticidad dentro del rango dicho con un valor correspondiente
de densidad de probabilidad (por ejemplo: para E = 10 GPa se tiene $(E) = 0,0129,
para E = 23 GPa se tiene $(E) = 0,0207, o para E = 150 GPa se tiene $(E) =
0,0004). Una manera de ver este efecto consiste en suponer que a cada valor de E le
corresponde un cierto peso o importancia en el material, con lo cual el compuesto que
63

Capıtulo 3 MIC 2010-I-7
se esta representando es un material en donde la probabilidad de encontrar fibras con
una rigidez especıfica esta dada por la pdf implementada en el modelo.
Las Figuras 3.9 y 3.10 muestran el modulo de elasticidad de un compuesto isotropico
reforzado con fibras orientadas aleatoriamente, en funcion de la fraccion de volumen
(vf) de inclusiones dentro de la matriz. En ambos casos se evidencia que la rigidez del
material resultante aumenta a medida que se introducen mas fibras en el material, con
lo que se confirma que las fibras ejercen una funcion de reforzamiento de la matriz y
permiten someter el material a solicitaciones estructurales mas exigentes.
10 20 30 40 50 60 70 80 900
5
10
15
20
25
30
Relacion de volumen, vf (%)
Mod
ulo
de
elas
tici
dad
,
Matriz: PVC
FiqueCanabisAgaveYute
CáñamoVidrio
Guadua
Figura 3.9: Modulo de elasticidad equivalente de materiales compuestos conmatriz de PVC y refuerzo de vidrio y varias fibras naturales.
En ambas figuras se puede notar que los compuestos reforzados con fibras poco
rıgidas (fique, canabis, agave y yute) aumentan su modulo de elasticidad de manera
casi constante entre vf de 10 % y 90 %. Por el contrario, si el compuesto se refuerza con
fibras rıgidas (canamo y guadua), el aumento de E es casi constante hasta una vf de
50 % aproximadamente, pero a partir de este valor el aumento de rigidez se incrementa
notablemente. En consecuencia, se puede afirmar que las propiedades mecanicas de
los materiales compuestos con adherencia perfecta entre matriz y refuerzo se ven mas
favorecidas cuando la cantidad de fibras es alta que cuando la mayorıa del volumen
64

Capıtulo 3 MIC 2010-I-7
esta ocupado por la matriz.
10 20 30 40 50 60 70 80 905
10
15
20
25
30
35
Relacion de volumen, vf (%)
Mo
du
lo d
e el
asti
cid
ad,
FiqueCanabisAgaveYute
CáñamoVidrio
Guadua
Matriz: PET
Figura 3.10: Modulo de elasticidad equivalente de materiales compuestos conmatriz de PET y refuerzo de vidrio y varias fibras naturales.
Como se observa en las Figuras 3.9 y 3.10, las fibras de guadua y de canamo son
comparables en el aspecto mecanico a las fibras de vidrio, puesto que se demuestra que
los materiales compuestos reforzados con esos tres tipos de fibras son similares hasta
un contenido de fibras de 60 % para una matriz de PVC y hasta 50 % para una matriz
de PET.
3.3. Aplicaciones potenciales
Desde hace siglos, la humanidad ha utilizado las fibras naturales para diversas apli-
caciones como la fabricacion de papel, carton, tableros y textiles, o en materiales de
construccion como el refuerzo de bahareque y ladrillos de adobe. Con la aparicion de
los polımeros, desde comienzos del siglo XIX las aplicaciones se han ido incermentando,
pero al mismo tiempo, el requerimiento de continuidad y alta resistencia en el refuerzo
ha aumentado el interes en el desarrollo de fibras sinteticas, como las de vidrio, las cua-
les han desplazado paulatinamente las fibras naturales en algunos usos. El resultado
65

Capıtulo 3 MIC 2010-I-7
de este cambio de materia prima en el refuerzo de materiales ha acelerado notable-
mente el consumo energetico en el mundo y ha generado contaminacion a raiz de los
procesos industriales requeridos para fabricar dichas fibras. Esto ha animado a utilizar
nuevamente materia prima vegetal en la fabricacion y refuerzo de materiales [73].
Las aplicaciones mas representativas de los materiales compuestos modernos co-
menzaron con la fabricacion de elementos para la industria aeronautica. Actualmente
su uso se sigue expandiendo hacia las areas automotriz, marina, energetica, infraes-
tructura, militar, biomedica y recreacional, entre otras [7]. Las fibras sinteticas ofrecen
propiedades mas consistentes que las naturales, sin embargo, el refuerzo biodegradable
tiene ventajas como el bajo peso, bajo costo, es ambientalmente amigable, y en el caso
de las fibras de guadua, tiene propiedades mecanicas comparables con algunas fibras
fabricadas por el hombre [73]. Gracias a estas caracterısticas, los materiaes compuestos
polimericos reforzados con fibras de guadua tienen numerosas aplicaciones, que estan
limitadas por la matriz y la cantidad de refuerzo que se utiliza; no por la proveniencia
de las fibras.
El metodo de fabricacion tambien es una caracterıstica que determina el uso de la
pieza y la naturaleza de las constituyentes del compuesto. Los polımeros termoestables
y termoplasticos son diferentes, por lo que se utilizan metodos distintos para la fabri-
cacion de elementos con estos materiales. Por otro lado las caracterısticas fısicas de las
fibras tambien restringen la posibilidad de fabricacion de algunas piezas, puesto que
propiedades como la temperatura de degradacion del refuerzo, se deben tener en cuen-
ta en el procesado de la pieza. Estas particularidades hacen que el caracter largo pero
discontinuo de las fibras de guadua no permita fabricar cosas con refuerzo orientado y
continuo. Por esto, las piezas que se pueden fabricar con refuerzo de fibras de guadua
son aquellas cuyo proceso de fabricacion sea el moldeo a presion, moldeo por inyeccion
y extrusion. Aun con dichas limitaciones, la variedad de matrices disponibles hace que
66

Capıtulo 3 MIC 2010-I-7
los compuesos polimericos reforzados con fibras de guadua tengan muchas aplicaciones.
Sin embargo se va a explicar su potencial en un uso estructural.
3.3.1. Sistema constructivo de viviendas
Esteban Martınez en su tesis de pregrado llamada Prototipo de un sistema construc-
tivo para viviendas de bajo costo a partir de plastico reciclado [37], complemento una
investigacion elaborada por el Departamento de Ingenierıa Civil y Ambiental de la
Universidad de los Andes, en la cual se desarrollo un sistema constructivo de viviendas
a base de muros estructurales modulares. Martınez elaboro el diseno arquitectonico de
todos los elementos de una casa tıpica con modulos de dimensiones basadas en una
serie numerica, con el proposito de lograr la compatibilidad entre todos los elementos
estructurales y no estructurales.
Martınez realizo un analisis de costos con el cual concluyo que la construccion de
una vivienda con el sistema de paneles plasticos reforzados con fibra de guadua ahorra,
en promedio, un 27.3 % del costo total, comparada con la construccion de una vivienda
tradicional de mamposterıa [37]. Los analisis no tienen en cuenta algunos aspectos
constructivos que favorecen aun mas el sistema propuesto: la reduccion en cimentacion,
gracias a que el material es mas liviano; la reduccion en uso de maquinaria, por lo que
los paneles son prefabricados; los costos relacionados al ahorro en mano de obra y
al mayor rendimiento, ya que una construccion con muros prefabricados requiere de
menos trabajo y se construye mas rapido que una de mamposterıa. La propuesta de
vivienda resulta llamativa desde el punto de vista economico, lo cual es un buen paso
en la proposicion de soluciones a los problemas de vivienda del paıs.
Desde el punto de vista estructural, las fibras de guadua colaboran enormemente.
Segun Martınez, sin especıficar la cantidad de refuerzo, el material compuesto de poli-
etileno de alta densidad (PEHD) con fibras de guadua tiene un modulo de elasticidad
67

Capıtulo 3 MIC 2010-I-7
de 2,0 GPa a 2,2 GPa y una resistencia a la tension entre 14 MPa y 25 MPa. El autor
afirma que esas propiedades son suficientes para controlar las deformaciones y resistir
las cargas vivas y muertas asociadas a la vivienda. En la Figura 3.11 se muestra la
simulacion del compuesto PEHD-guadua para una cantidad de refuerzo entre 10 % y
90 % del volumen. Se puede ver que el modulo se supera rapidamente a medida que la
cantidad de refuerzo se incrementa: con una fraccion de volumen de 30 % de fibras se
duplica la rigidez requerida por Martınez. La resistencia a tension resulta mucho ma-
yor a lo que reporta Martınez, ya que el PEHD sin refuerzo alguno resiste un esfuerzo
a la tension de 26 MPa aproximadamente; las fibras de guadua aumentan este valor
significativamente a medida que se incrementa su cantidad dentro del compuesto.
10 20 30 40 50 60 70 80 900
5
10
15
20
Mod
ulo
de
elas
tici
dad
,
10 20 30 40 50 60 70 80 900
100
200
300
400
500
Esfu
erzo
últ
imo
,
Esfuerzo
Modulo
Relacion de volumen, vf (%)
Matriz: PEHDRefuerzo: guadua
Figura 3.11: Resultados de la simulacion del compuesto de polietileno de altadensidad (PEHD) con refuerzo de fibras de guadua.
Se puede concluir de la Figura 3.11 que es posible construir piezas con diferentes
propiedades mecanicas. Esto debe tenerse en cuenta, puesto que una construccion no
tiene los mismos requerimientos estructurales en todos sus elementos. Por ejemplo los
paneles que conforman las losas de piso deben reducir la deformacion y vibracion con
un modulo de elasticidad alto, mientras que los muros no estructurales permiten mas
68
Capıtulo 3 MIC 2010-I-7
flexibilidad.
Esta es solo una de las posibles aplicaciones estructurales de este material, sin
embargo, se ha visto que es posible utilizar las fibras de guadua como refuerzo estruc-
tural de polımeros hasta alcanzar propiedades mecanicas extraordinarias. Por lo tanto
existen numerosas aplicaciones para estos materiales, siempre y cuando el metodo de
fabricacion lo permita.
69


Capıtulo 4
Conclusiones
En este trabajo se estudiaron las fibras de bambu (Guadua angustifolia) con el
animo de conocer su potencial como refuerzo en materiales compuestos polimericos.
La extraccion se hizo mediante una digestion quımica alcalina y un proceso kraft con
diferentes concentraciones de alcali efectivo AE, sulfidez S e hidromodulo HM , con el
proposito de determinar el procedimiento de separacion de fibras de guadua mas efi-
ciente en terminos de grado de delignificacion y de propiedades mecanicas de las fibras.
Posteriormente los haces vasculares de guadua, extraidos con los procesos alcalino y
kraft, se sometieron a ensayos de tension para determinar su resistencia y rigidez. Los
resultados se caracterizaron en una funcion de densidad de probabilidad lognormal.
Se implemento un modelo micromecanico para encontrar las propiedades mecanicas
de un material compuesto reforzado con fibras orientadas aleatoriamente, al cual se
le introdujo la caracterizacion probabilıstica de la rigidez de las fibras. Finalmente se
hicieron modelaciones numericas que permitieron validar el modelo teorico implemen-
tado y ver algunas caracterısticas importantes de los haces de fibra de guadua como
refuerzo mecanico de materiales compuestos polimericos.
71

Capıtulo 4 MIC 2010-I-7
4.1. Conclusiones
El contenido de lignina, celulosa y hemicelulosa de varias especies de bambu es
similar, por lo que el proceso de extraccion de fibras puede ser estandarizado, sin
embargo, la implementacion de un proceso estandar en una especie desconocida debe
estar precedida de una caracterizacion quımica.
Las correlaciones que se hicieron entre las propiedades mecanicas de las fibras y
AE, S y HM arrojaron resultados significantes. Se encontro que la resistencia !u y el
modulo de elasticidad E se incrementan cuando el AE es menor. Este comportamiento
ocurre porque el hidroxido de sodio no solo ayuda a desprender las moleculas de lignina
en el proceso de delignificacion, sino que tambien ataca la celulosa de las fibras, lo cual
deteriora su comportamiento mecanico.
El incremento de la sulfidez, con valores constantes de alcali efectivo, reduce el
numero kappa ". Esto significa que el proceso de delignificacion es mejor, puesto que el
sulfuro de sodio estabiliza la celulosa y reduce el dano excesivo de las fibras. Ademas se
encontro que la sulfidez esta ıntimamente relacionada con las propiedades mecanicas:
al aumentar el valor de S se ve que la resistencia y rigidez de los haces se incrementan,
lo cual se explica por el hecho de que el sulfuro de sodio actua como catalizador de la
reaccion de delignificacion y acelera el proceso. De esta manera la digestion se puede
hacer en menos tiempo y las fibras se ven expuestas al hidroxido de sodio por periodos
mas cortos.
Tambien se encontro que altos valores de HM hacen que las propiedades mecanicas
no sean muy satisfactorias, lo cual se explica por el hecho de que el material bruto que
se digiere con un alto HM esta expuesto a una gran cantidad de licor blanco, es decir,
con un alto contenido de reactivos que deterioran la celulosa.
El rango de valores de resistencia y modulo de elasticidad obtenidos en esta investi-
72

Capıtulo 4 MIC 2010-I-7
gacion es comparable a aquellos reportados para otras especies de bambu y otras fibras
naturales. Este hecho confirma el gran potencial de los haces vasculares de Guadua
angustifolia para ser utilizados como refuerzo en materiales compuestos.
Los resultados de resistencia y rigidez de los haces de fibra de guadua presentaron
una alta dispersion. En consecuencia se caracterizaron las propiedades mecanicas por
medio de una aproximacion probabilıstica y no determinista. Se propuso una funcion
de densidad de probabilidad lognormal para determinar el modulo de elasticidad y el
esfuerzo a la tension de los haces de guadua, la cual se puede incorporar facilmente en
un modelo micromecanico para encontrar las propiedades efectivas de un compuesto
reforzado con este tipo de fibras.
La comparacion de los resultados del modelo numerico implementado con los mo-
delos propuestos por otros autores, mostro que las curvas obtenidas con el modelo de
este trabajo representan satisfactoriamente el comportamiento de los materiales com-
puestos polimericos reforzados con fibras naturales. Por lo tanto, se valido el modelo
para representar este tipo de materiales.
Las modelaciones de compuestos polimericos reforzados con varias fibras naturales
mostraron que las fibras de guadua proporcionan una mejorıa notable en el material
a medida que se aumenta la fraccion de volumen. Se vio que los materiales reforzados
con fibras de guadua obtienen valores de rigidez mas altos que aquellos reforzados con
otras fibras naturales, lo cual verifica el potencial de estas fibras para ser utilizadas
como refuerzo de polımeros.
Las modelaciones mostraron que los polımeros reforzados con haces de guadua son
comparables en rigidez con aquellos reforzados con fibras de vidrio. Esto verifica la
aptitud de las fibras de guadua, y de las fibras naturales en general, para reemplazar
las fibras fabricadas por el hombre en el refuerzo estructural de materiales.
73

Capıtulo 4 MIC 2010-I-7
4.2. Conclusiones principales
1. Las propiedades mecanicas de las fibras de guadua dependen, en buena parte
de la formulacion del licor blanco en el proceso de digestion. Se encontro que
la formulacion de digestion mas adecuada para extraer las fibras de Guadua
angustifolia es:
Hidromodulo 3 l/kg
Alcali efectivo 15 %
Sulfidez 20 %
2. La dispersion de los resultados es tan alta que la resistencia y rigidez de las
fibras se deben describir de manera probabilıstica y no determinista. Por eso se
describieron las propiedades mecanicas de las fibras de Guadua angustifolia con
una distribucion lognormal y no con el promedio.
3. Las propiedades mecanicas de las fibras de Guadua angustifolia son similares
a las de otras especies de bambu y mas altas que las de la mayorıa de fibras
naturales utilizadas. En consecuencia, tienen el potencial para ser uno de los
mejores refuerzos naturales de materiales compuestos.
4.3. Trabajo futuro
El uso de materiales naturales en la ingenierıa se incrementa a medida que se estudia
su comportamiento y propiedades estructurales. Esta investigacion es una contribucion
a los primeros pasos para conocer las propiedades y el comportamiento de la guadua
y los materiales compuestos reforzados con fibras naturales. Es pertinente continuarla,
pues se ha visto que las fibras naturales tienen un buen potencial que debe estudiarse en
74

Capıtulo 4 MIC 2010-I-7
profundidad con investigaciones rigurosas. A continuacion se exponen algunos puntos
que se consideran importantes para investigar en el futuro.
4.3.1. Fibras
Los extractivos dentro de la planta son componentes que pueden reaccionar y consu-
mir los reactivos de la digestion, lo cual disminuye la velocidad de digestion. El proceso
de delignificacion de una planta de bambu debe considerar una adecuada cuantificacion
de los extractivos, y para ello es importante incluir este componente en la caracteriza-
cion de la planta.
Se deben tener en cuenta las propiedades quımicas de las diferentes especies de
bambu para estandarizar el proceso de extraccion de sus fibras. Es importante continuar
con la caracterizacion quımica de estas plantas, de manera que se tenga informacion
suficiente para generalizar y estandarizar procesos y caracterısticas.
Las fibras naturales para refuerzo estructural de polımeros pueden tener diferentes
tamanos. Sin embargo, aquellas relativamente delgadas y pequenas mejoran su adhe-
rencia a la matriz. Actualmente es difıcil hacer ensayos de tension a fibras con escala
nanometrica, pero se debe desarrollar la tecnologıa y dispositivos necesarios para ello.
Esto permitira caracterizar las propiedades mecanicas de las fibras de bambu separa-
damente y no de los haces vasculares, lo cual reducira la dispercion de los resultados.
4.3.2. Compuestos
El modelo implementado en esta investigacion constituye una aproximacion para
encontrar las propiedades equivalentes de materiales compuestos reforzados con adhe-
rencia perfecta entre la matriz y el refuerzo. En el estudio de materiales compuestos
particulares se debe considerar la interfaz de sus constituyentes, y realizar ensayos
experimentales que permitan conocer el comportamiento de esta parte del material.
75

Capıtulo 4 MIC 2010-I-7
Los materiales compuestos naturales enfocados a una aplicacion especıfica requieren
de estudios particulares. En el estudio futuro de materiales orientados a usos especıficos
es necesario hacer pruebas de laboratorio en probetas del compuesto: tension, compre-
sion, cortante, impacto, etc. En el Anexo B se encuentran los principales ensayos de
laboratorio que se deben realizar para el estudio de materiales con aplicaciones especıfi-
cas.
4.3.3. Mecanica computacional
Es importante tener en mente que los modelos micromecanicos constitutivos, ba-
sados en la mecanica de medios continuos, permiten representar o simular las propie-
dades mecanicas de materiales compuestos. Estos modelos aportan una descripcion
macroscopica del material, y como tal involucran variables cuyo sentido fısico difıcil-
mente puede asociarse a las interacciones reales entre constituyentes. En consecuencia,
el siguiente paso dentro del marco de la mecanica computacional es desarrollar una he-
rramienta de analisis diferente que permita entender lo que realmente esta ocurriendo
a escala micro.
76

Anexo A
Propiedades mecanicas de
polımeros
En este anexo se encuentran tablas con una recopilacion de propiedades de diferentes
polımeros termoplasticos y termoestables [2].
77

Anexo A MIC 2010-I-7
Tabla
A.1
:P
ropied
ades
fısicasy
mecan
icasde
polım
eros.
Pro
pie
dades
fısicas
Pro
pie
dades
mecanic
as
Polım
ero
Abre
v.
Densid
ad
Abs.
agua
Resist.
tensio
nElo
ng.ro
tura
Mod.te
nsio
nR
esist.
impacto
Impacto
con
muesc
a(g
/cm
3)
%(2
4h)
(MPa)
(%
)(M
Pa)
(kJ/m
2)
(kJ/m
2)
Polie
tileno
-baja
densid
ad
PE-L
D0.9
14
-0.9
28
!0.0
18
-23
300
-1000
200
-500
no
no
Polie
tileno
-alta
densid
ad
PE-H
D0.9
4-0.9
6!
0.0
118
-35
100
-1000
700
-1400
no
no
EVA
EVA
0.9
2-0.9
50.0
5-0.1
310
-20
600
-900
7-120
no
no
Polip
ropile
no
PP
0.9
0-0.9
07
0.0
1-0.0
321
-37
20
-800
1100
-1300
no
3-
17
Polib
ut-1
-eno
PB
0.9
05
-0.9
2!
0.0
230
-38
250
-280
250
-350
no
4-
no
Poliiso
butile
no
PIB
0.9
1-0.9
3!
0.0
12
-6
"1000
-no
no
Poli-4
-metilp
ent-1
-eno
PM
P0.8
30.0
125
-28
13
-22
1100
-1500
--
Ionom
ero
s-
0.9
4-0.9
60.0
-0.4
21
-35
250
-500
180
-210
--
Polic
loru
rode
vin
ilo-rıg
ido
PV
C-U
1.3
8-1.5
50.0
4-
0.4
50
-75
10
-50
1000
-3500
"20
-no
2-
50
Polic
loru
rode
vin
ilo-pla
stico
PV
C-P
1.1
6-1.3
50.1
5-0.7
510
-25
170
-400
-no
no
Polie
stireno
PS
1.0
50.0
3-
0.1
45
-65
3-
43200
-3250
5-
20
2-
2.5
Estire
no/acrilo
nitril
copolım
ero
SA
N1.0
80.2
-0.3
75
53600
8-
20
2-
3Estire
no/polib
uta
die
no
SB
1.0
50.0
5-
0.6
26
-38
25
-60
1800
-2500
10
-80
5-
13
Acrilo
nitril/
polib
ut./
estire
no
AB
S1.0
4-1.0
60.2
-0.4
532
-45
15
-30
1900
-2700
70
-no
7-
20
AN
/A
Nela
stom
ero
s/estire
no
ASA
1.0
4-
32
40
1800
no
18
Polim
etilm
eta
crila
toPM
MA
1.1
7-
1.2
0.1
-0.4
50
-77
2-
10
2700
-3200
18
2Poliv
inilc
arb
azole
PV
K1.1
90.1
-0.2
20
-30
-3500
52
Polia
ceta
lPO
M1.4
1-1.4
20.2
2-0.2
562
-70
25
-70
2800
-3200
100
8Polite
trafluoro
etile
no
PT
FE
2.1
5-
2.2
025
-36
350
-550
410
no
13
-15
Tetra
fluoro
etile
no/exafluoro
etile
no
copolım
ero
FEP
2.1
2-2.1
7!
0.1
22
-28
250
-330
350
--
Politrifl
uoro
clo
retile
no
PC
TFE
2.1
-2.1
20
32
-40
120
-175
1050
-2100
no
8-
10
Etile
no/te
trafluoro
etile
no
E/T
FE
1.7
0.0
335
-54
400
-500
1100
--
Polia
mid
a6
PA
61.1
31.3
-1.9
70
-85
200
-300
1400
no
no
Polia
mid
a66
PA
66
1.1
41.5
77
-84
150
-300
2000
no
15
-20
Polia
mid
a11
PA
11
1.0
40.3
56
500
1000
no
30
-40
Polia
mid
a12
PA
12
1.0
20.2
556
-65
300
1600
no
10
-20
Polia
mid
a6-3
-TPA
6-3
-T1.1
20.4
70
-84
70
-150
2000
no
13
Polic
arb
onato
PC
TFE
1.2
0.1
656
-67
100
-130
2100
-2400
no
20
-30
Polie
tileno
tetre
ftala
toPET
1.3
70.3
47
50
-300
3100
no
4Polib
utile
no
tetre
ftala
toPB
T1.3
10.0
840
15
2000
no
4Polife
nile
nete
rm
odifi
cado
PPE
1.0
60.0
655
-68
50
-60
2500
no
-Polisu
lfona
PSU
1.2
40.0
250
-100
25
-30
2600
-2750
--
Poly
phenyle
nesu
lfide
PPS
1.3
40.0
275
33400
--
Poly
ary
lsolfo
ne
PA
S1.3
61.8
90
13
2600
--
Poly
eth
ersu
lfone
PES
1.3
70.4
385
30
-80
2450
--
Poly
ary
leth
er
PA
E1.1
40.2
553
25
-90
2250
--
Phenol/
form
ald
ehyde,gra
do
31
PF
1.4
0.3
-1.2
25
0.4
-0.8
5600
-12000
"6
"1.5
Ure
a/fo
rmald
ehyde,gra
do
131
UF
1.5
0.4
-0.8
30
0.5
-1
7000
-10500
"6.5
"2.5
Mela
min
e/fo
rmald
ehid
e,gra
do
152
MF
1.5
0.1
-0.6
30
0.6
-0.9
4900
-9100
"7
"1.5
Unsa
tura
ted
poly
este
rre
sin,gra
do
802
UP
2.0
0.0
3-
0.5
30
0.6
-1.2
14000
-20000
"4.5
"3
Poly
dia
llyphth
ala
te(G
F)
mold
ing
com
pound
PD
AP
1.5
1-1.7
80.1
2-0.3
540
-75
-9800
-15500
--
Silic
on
resin
mold
ing
com
pound
SI
1.8
-1.9
0.2
28
-46
-6000
-12000
--
Poly
imid
em
old
inPIB
1.4
30.3
275
-100
4-
923000
-28000
--
Epoxy
resin
,gra
do
891
EP
1.9
0.0
5-
0.2
30
-40
421500
"8
"3
Poly
ure
thane
castin
gre
sinPU
1.0
50.1
-0.2
70
-80
3-
64000
--
PU
-ela
stom
ero
ste
rmopla
sticos
PU
1.2
0.7
-0.9
30
-40
400
-450
700
no
no
Poliu
reta
no
lineal
PU
1.2
1-
30
35
1000
-3500
no
3Fib
ravulc
aniz
ada
VF
1.1
-1.4
57
-9
85
-100
--
20
-120
-C
ellu
lose
aceta
te,gra
do
432
CA
1.3
638
32200
65
15
Cellu
lose
pro
pio
nate
CP
1.1
9-1.2
31.2
-2.8
14
-55
30
-100
420
-1500
no
6-
20
Cellu
lose
aceto
buty
rate
,gra
do
413
CA
B1.1
80.9
-3.2
26
41600
no
30
-35
78

Anexo A MIC 2010-I-7
Tabla
A.2
:P
ropie
dad
esop
tica
sy
term
icas
de
pol
ımer
os.
Pro
pie
dades
Opti
cas
Pro
pie
dades
term
icas
Polım
ero
Abre
v.
Ind.re
fraccio
nTra
nsp
are
ncia
Tem
p.se
rvic
ioTem
p.deflexio
nC
oef.
expansi
on
Cond.te
rmic
aC
alo
resp
.m
ax
(!C
)m
ın.(!
C)
(!C
)(1
06/K
)(W
/m
K)
(kJ/kgK
)Polieti
leno
-baja
densi
dad
PE-L
D1.5
1tr
ansp
80
-90
-50
-250
0.3
2-0.4
2.1
-2.5
Polieti
leno
-alt
adensi
dad
PE-H
D1.5
3opaco
90
-120
-50
60
-70
200
0.3
8-0.5
12.1
-2.7
EVA
EVA
-tr
ansp
-opaco
65
-60
-160
-200
0.3
52.3
Polipro
pileno
PP
1.4
9tr
ansp
-opaco
140
-30
85
-100
150
0.1
7-0.2
22
Polibut-
1-e
no
PB
-opaco
130
070
150
0.2
1.8
Poliis
obuti
leno
PIB
-opaco
80
-50
-120
0.1
2-0.2
-Poli-4
-meti
lpent-
1-e
no
PM
P1.4
6opaco
180
0-
117
0.1
72.1
8Io
nom
ero
s-
1.5
1tr
ansp
120
-50
-120
0.2
42.2
Policlo
ruro
de
vin
ilo
-rı
gid
oPV
C-U
1.5
2-1.5
5tr
ansp
-opaco
75
-100
-575
-110
70
-80
0.1
4-0.1
70.8
5-0.9
Policlo
ruro
de
vin
ilo
-pla
stic
oPV
C-P
-tr
ansp
-opaco
55
-65
-20
40
150
-210
0.1
50.9
-1.8
Poliest
ireno
PS
1.5
9tr
ansp
60
-80
-10
78
-99
70
-80
0.1
81.3
Est
ireno/acri
lonit
rilcopolım
ero
SA
N1.5
7tr
ansp
95
-20
-80
-90
0.1
81.3
Est
ireno/polibuta
die
no
SB
-opaco
60
-80
-20
77
-95
70
-80
0.1
81.3
Acri
lonit
ril/
polibut.
/est
ireno
AB
S-
opaco
85
-100
-40
95
-110
60
-110
0.1
81.3
AN
/A
Nela
stom
ero
s/est
ireno
ASA
-tr
ansp
-opaco
85
-90
-40
92
80
-110
0.1
81.3
Polim
eti
lmeta
cri
lato
PM
MA
1.4
9tr
ansp
85
-100
-40
70
-100
70
0.1
81.4
7Polivin
ilcarb
azole
PV
K-
opaco
170
-100
180
-0.2
9-
Poliaceta
lPO
M1.4
8opaco
110
-140
-60
160
-173
90
-110
0.2
5-0.3
1.4
6Polite
trafluoro
eti
leno
PT
FE
1.3
5opaco
300
-200
-100
0.2
51
Tetr
afluoro
eti
leno/exafluoro
eti
leno
copolım
ero
FEP
1.3
4tr
ansp
-opaco
250
-100
-80
0.2
51.1
2Politr
ifluoro
clo
reti
leno
PC
TFE
1.4
3tr
ansp
-opaco
180
-40
-60
0.2
20.9
Eti
leno/te
trafluoro
eti
leno
E/T
FE
1.4
transp
-opaco
220
-190
-40
0.2
30.9
Poliam
ida
6PA
61.5
3tr
ansp
-opaco
140
-180
-30
180
80
0.2
91.7
Poliam
ida
66
PA
66
1.5
3tr
ansp
-opaco
170
-200
-30
200
80
0.2
31.7
Poliam
ida
11
PA
11
1.5
2tr
ansp
-opaco
140
-150
-70
175
130
0.2
31.2
6Poliam
ida
12
PA
12
-tr
ansp
-opaco
140
-150
-70
165
150
0.2
31.2
6Poliam
ida
6-3
-TPA
6-3
-T1.5
3tr
ansp
130
-140
-70
145
80
0.2
31.6
Policarb
onato
PC
TFE
1.5
8tr
ansp
160
-100
138
60
-70
0.2
11.1
7Polieti
leno
tetr
eft
ala
toPET
-tr
ansp
-opaco
200
-20
188
70
0.2
41.0
5Polibuti
leno
tetr
eft
ala
toPB
T-
opaco
165
-30
178
60
0.2
11.3
Polife
nilenete
rm
odifi
cado
PPE
-opaco
150
-30
148
60
0.2
31.4
Polisu
lfona
PSU
1.6
3tr
ansp
-opaco
200
-100
-54
0.2
81.3
Poly
phenyle
nesu
lfide
PPS
-opaco
300
--
55
0.2
5-
Poly
ary
lsolfone
PA
S1.6
7opaco
300
--
47
0.1
6-
Poly
eth
ers
ulfone
PES
1.6
5tr
ansp
260
--
55
0.1
81.1
Poly
ary
leth
er
PA
E-
transp
-opaco
160
--
65
0.2
61.4
6Phenol/
form
ald
ehyde,gra
do
31
PF
-opaco
140
--
30
-50
0.3
51.3
Ure
a/fo
rmald
ehyde,gra
do
131
UF
-opaco
100
--
50
-60
0.4
1.2
Mela
min
e/fo
rmald
ehid
e,gra
do
152
MF
-opaco
120
--
50
-60
0.5
1.2
Unsa
tura
ted
poly
est
er
resi
n,gra
do
802
UP
-opaco
200
--
20
-40
0.7
1.2
Poly
dia
llyphth
ala
te(G
F)
mold
ing
com
pound
PD
AP
-opaco
190
-250
-50
-10
-35
0.6
-Silic
on
resi
nm
old
ing
com
pound
SI
-opaco
250
-50
-20
-50
0.3
-0.4
0.8
-0.9
Poly
imid
em
old
inPIB
-opaco
400
-200
-50
-63
0.6
-0.6
5-
Epoxy
resi
n,gra
do
891
EP
-opaco
180
--
11
-35
0.8
80.8
Poly
ure
thane
cast
ing
resi
nPU
-tr
ansp
100
--
10
-20
0.5
81.7
6PU
-ela
stom
ero
ste
rmopla
stic
os
PU
-tr
ansp
-opaco
110
-40
-150
1.7
0.5
Poliure
tano
lineal
PU
-tr
ansp
-opaco
80
-15
100
210
1.8
0.4
Fib
ravulc
aniz
ada
VF
-opaco
180
-30
--
--
Cellulo
seaceta
te,gra
do
432
CA
1.5
transp
80
-40
50
-63
120
0.2
21.6
Cellulo
sepro
pio
nate
CP
1.4
7tr
ansp
80
-120
-40
100
110
-130
0.2
11.7
Cellulo
seaceto
buty
rate
,gra
do
413
CA
B1.4
7tr
ansp
80
-120
-40
60
-75
120
0.2
11.6
79

Anexo A MIC 2010-I-7
80

Anexo B
Procedimientos de laboratorio
B.1. Extraccion de las fibras de Guadua
B.1.1. Proceso Kraft
El proceso Kraft tambien se conoce como pulpeo Kraft o pulpeo al sulfato y es usado
en la produccion de pulpa o pasta de celulosa. Su nombre deriva del aleman kraft, que
significa “fuerza”. Fue desarrollado por el sueco Carl Dahl en 1884 y actualmente se
usa para la elaboracion del 80 % del papel producido a nivel mundial [74].
El proceso implica la utilizacion de hidroxido de sodio (NaOH) y sulfuro de sodio
(Na2S) para extraer la lignina de las fibras de la madera, usando grandes recipientes
a presion llamados digestores. El lıquido que se separa, llamado licor negro, es concen-
trado por evaporacion y quemado en una caldera de recuperacion para generar vapor
de alta presion, que puede utilizar para las necesidades de vapor de la planta o para
la produccion de energıa electrica. La porcion inorganica del licor negro es usada para
regenerar el NaOH y el Na2S para usarlos nuevamente en el pulpeo [74].
La mezcla de reactivos NaOH +Na2S +H2O se llama licor blanco y debe suminis-
81

Anexo B MIC 2010-I-7
trarse con precision. El alcali efectivo (AE) se refiere a la concentracion de componentes
alcalinos en una solucion, expresados como equivalentes de Na2S, y esta dado por [58]
EA = NaOH +1
2Na2S; (B.1)
la sulfidez (S) es la concentracion de Na2S en una solucion alcalina, expresada como
equivalentes de Na2O y se calcula como [58]
S =Na2S
NaOH + 12Na2S
; (B.2)
y el hidromodulo (HM) representa la cantidad de agua en la digestion, incluyendo
aquella contenida en las astillas de guadua y en la solucion alcalina, y esta dada por
[58]
HM =VH2O
Wastillas
. (B.3)
El equipo que se debe utilizar en el ensayo se describe a continuacion.
Digestor.
Recipientes de vidrio.
Pinzas.
Malla de nylon.
Desecador.
El procedimiento general que se sigue para llevar a cabo el ensayo es el siguiente:
1. Se cortan las astillas, cuidandose de que queden lo mas delgadas posible para que
los quımicos penetren bien en la materia vegetal.
82

Anexo B MIC 2010-I-7
2. Se pesan o miden los reactivos y las astillas que se van a introducir en el digestor.
3. Se mezclan las astillas con los reactivos (licor blanco) dentro de un recipienta de
vidrio, puesto que el ambiente alcalino es muy corrosivo y puede danar el digestor.
4. Se introduco el recipiente en el digestor y se cierra bien para que no haya fugas
y se pierda la presion interna.
5. Se prende el digestor durante el tiempo deseado (aproximadamente 3 h).
6. Se deja enfriar y se retira el recipiente del digestor.
7. Las fibras se separan del licor negro y se lavan con abundante agua deionizada
hasta que se neutralice el pH de la pulpa.
8. Se introduce la pulpa limpia en un desecador, para secar y separar las fibras.
B.2. Caracterizacion quımica de la Guadua
B.2.1. Determinacion de fibra en detergente acido (FDA)
El metodo de la fibra detergente acida determina el complejo ligno-celuloso y sılico
mediante la digestion de la muestra seca en un detergente (bromuro de cetil trime-
tilamonio) con un amortiguador acido. El resultado de este metodo puede dar una
estimacion del contenido de hemicelulosa en la muestra. El residuo del procedimiento
FDA esta conformado por celulosa, lignina, cutina y cenizas insolubles, como silicio.
Este metodo se emplea como paso preliminar para la determinacion del contenido de
lignina en una muestra.
El equipo que se debe utilizar en el ensayo se describe a continuacion.
Digestor de reflujo.
83

Anexo B MIC 2010-I-7
Vasos de Berzelius de 600 ml.
Crisoles de filtro de vidrio (capacidad de 40 ml a 50 ml).
Molino con criba de 1 mm.
Balanza analıtica.
Bomba vacıo.
Estufa a 105 !C.
Desecador.
Filtros.
Los reactivos necesarios se listan en la Tabla B.1.
Tabla B.1: Reactivos necesarios para el procedimiento FDA.
Reactivo Formula CantidadBromuro de cetil trimetil amonio CH3(CH2)15N(CH3)3B 20 gAcido sulfurico (0.5M) H2SO4 27,7 mlAgua destilada H2O —Acetona CH3COCH3 —
El procedimiento general que se sigue para llevar a cabo el ensayo es el siguiente:
1. Pesar 0,5 g de muestra molida y pasada por un tamiz de 1 mm, en un vaso de
Berzelius.
2. Agregar 100 ml de solucion de detergente acido a temperatura ambiente.
3. Calentar en el digestor a temperatura alta hasta que la solucion hierva durante
5 min o 6 min.
84

Anexo B MIC 2010-I-7
4. Reducir la temperatura para que la solucion mantenga ebullicion constante.
5. Mantener el reflujo durante 60 min, desde el momento en que se inicia la ebulli-
cion.
6. Filtrar en un crisol con filtro de vidrio de peso conocido. Con una varilla de vidrio
se afloja la capa de muestra que se compacta en el fondo del crisol.
7. Lavar con agua hirviendo dos veces y repetir el lavado con etanol hasta que
desaparezca el color. Succionar con la bomba de vacıo.
8. Secar los crisoles en la estufa a 105 !C durante 12 h aproximadamente, enfriar en
un desecador y pesar.
El porcentaje de fibra detergente acida en base parcialmente seca se determina como
%FDA =Wcrisol+fibra " Wcrisol
Wmuestra
' 100. (B.4)
B.2.2. Determinacion de lignina, celulosa y sılice
Se utiliza el residuo del procedimiento de la determinacion de fibra en detergente
acdo (FDA) y se utiliza una solucion de permanganato de potasio para determinar
el contenido de lignina. Posteriormente se utiliza el residuo para la determinacion del
contenido de celulosa y silicio.
El equipo que se debe utilizar en el ensayo se describe a continuacion.
Molino con criba de 1 mm.
Tamiz de 1 mm.
Digestor de reflujo.
85

Anexo B MIC 2010-I-7
Vasos de Berzelius de 600 ml.
Crisoles de filtro de vidrio (capacidad de 40 ml a 50 ml).
Balanza analıtica.
Bomba de vacıo.
Estufa a 105 !C.
Desecador.
Embudo.
Bandeja.
Mufla a 500 !C.
Varilla de vidrio.
Los reactivos necesarios se listan en la Tabla B.2.
Tabla B.2: Reactivos necesarios para la determinacion de lignina.
Reactivo Formula CantidadPermanganato de potasio KMnO4 10 gAgua destilada H2O 200 mlNitrato ferrico nonahidratado Fe(NO3)3 9H2O 12 gNitrato de plata AgNO3 0,3 gAgua destilada H2O 200 ml
Acido acetico glacial C2H4O2 (1,02 g/ml) 1000 mlAcetato de potasio KC2H3O2 (0,78 kg/l) 10 gAlcohol T-butılico (CH3)3COH 800 ml
Acido oxalico anhidro C2H2O4H2O 50 gEtanol del 95 % CH3CH2OH 700 mlAcido clorıdrico concentrado HCL 50 mlAgua destilada H2O 250 ml
El procedimiento general que se sigue para llevar a cabo el ensayo es el siguiente:
86

Anexo B MIC 2010-I-7
1. Utilizar el residuo de FDA aplicando el peso original de la muestra.
2. Poner los crisoles que contienen el residuo de FDA en una bandeja de vidrio o
peltre de poca profundidad que contenga 2 o 3cm de altura de agua frıa. Las
fibras dentro de los crisoles no deben mojarse.
3. Agregar a los crisoles aproximadamente 25 ml de la solucion combinada de per-
manganato de potasio (mezclar las primeras dos soluciones con una relacion de
2:1 en volumen, respectivamente, y luego con la tercera solucion) sin llenarlos
demasiado. Se ajusta el nivel del agua en la bandeja para reducir la corriente de
paso de solucion a traves de los crisoles.
4. Con una varilla de vidrio re mezcla y se deshacen los grumos, banando las partıcu-
las adheridas a las paredes con la solucion de permanganato.
5. Se deja reposar los crisoles durante 90± 10 min a una temperatura de 20± 5 !C.
Si es necesario, se agrega mas solucion de permanganato para conservar el nivel.
El color morado se debe conservar constantemente.
6. Llevar los crisoles al matraz de filtracion, esperar hasta que se decanten las
partıculas grandes y hacer el vacıo.
7. Poner los crisoles en bandejas de vidrio limpias y llenarlos hasta la mitad con la
solucion desmineralizadora (corresponde a la cuarta solucion), despues de 5 min
se filtra la porcion lıquida remanente y se llena de nuevo hasta la mitad, evitando
el derrame por produccion excesiva de espuma. Si el filtrado es color cafe oscuro
se debe repetir el llenado hasta la mitad por tercera vez.
8. Lavar las paredes internas de los crisoles con una corriente fina de solucion desmi-
neralizadora, hasta que el color de la fibra sea blanco. Este proceso puede durar
de 20 min a 30 min.
87
Anexo B MIC 2010-I-7
9. LLenar y lavar el contenido de los crisoles con alcohol etılico del 80 %, filtrar y
repetir dos veces mas.
10. Lavar y filtrar la muestra con acetona.
11. Secar los crisoles en la estufa a 105 !C durante 12 h aproximadamente, enfriar en
un desecador y pesar.
12. El contenido de lignina se calcula sobre la base de la perdida en peso original de
la fibra. El calculo es de la forma
%lignina =WresiduoFDA " WresiduoPermanganato
Wmuestra
' 100. (B.5)
13. El contenido de celulosa se obtiene incinerando los crisoles a 500 !C durante 3 h,
y posteriormente se enfrıa en un desecador y se pesa. El calculo es de la forma
%celulosa =WresiduoPermanganato " WresiduoIncineracion
Wmuestra
' 100. (B.6)
14. Para obtener el contenido de sılice se lavan las cenizas residuales del analisis de
celulosa con acido bromhıdrico concentrado hasta que desaparezca todo el color,
se lava con acetona y se filtra. Posteriormente se incinera a 500 !C por 3 h, se
enfrıa en un desecador y se pesa. El calculo del porcentaje de sılice tiene la forma
%silice =Wcrisol+residuoIncineracion " Wcrisol
Wmuestra
' 100. (B.7)
88

Anexo B MIC 2010-I-7
B.3. Caracterizacion fısica de las fibras
B.3.1. Contenido de humedad
Basado en el metodo A de la norma ASTM D4442 [45].
Esta practica pretende encontrar el contenido de agua dentro de una muestra de
un material similar a la madera, expresada como un porcentaje de su masa en seco1,
por lo que el valor encontrado puede exceder el 100 %. La norma que se utiliza para
guiar este ensayo contiene varios metodos, pero se utiliza el A que corresponde al mas
preciso y permite tener confianza en los datos encontrados. La metodologıa que se sigue
esta basada en diferencias de pesos humedos y secos de la misma muestra.
El equipo que se debe utilizar en el ensayo se describe a continuacion.
Horno: Se requiere un horno que permita mantener una temperatura estable de
103 ± 2 !C durante el tiempo que se requiera para que las muestras se sequen
completamente. Se aconseja que la humedad relativa del laboratorio este por de-
bajo de 70 % y que el horno sea ventilado para no acumular humedad evaporada
en su interior.
Para que el proceso de secado sea confiable es necesario localizar ocho (8) muestras
por vez en los tercios del horno respecto a la altura, profundidad y ancho (ver
Figura B.1). Este esquema localiza cuatro (4) muestras en cada una de las dos
bandejas del horno.
Balanza: La masa de la muestra se debe obtener en una balanza con una precision
de 1 % del peso, por esto, es necesario escoger con cuidado las muestras antes de
registrar mediciones.
1Es comun encontrar documentos donde expresan el contenido de humedad como un porcentajede la masa de la muestra mojada.
89

Anexo B MIC 2010-I-7
b
a
a/3a/3
a/3
b/3b/3
b/3h/3
h/3
h/3
h
Figura B.1: Localizacion de las muestras en el horno de secado.
El procedimiento general2 que se sigue para llevar a cabo el ensayo es el siguiente:
1. Las probetas se dejan en un ambiente estable hasta que no absorban ni expulsen
humedad (ASTM D4933 [75]). Las probetas se introducen en recipientes hermeti-
cos si es necesario esperar largo tiempo entre el pesado y el secado en horno.
2. Se pesan las probetas humedas en la balanza previamente descrita y se registra
el valor (Wmojada).
3. Las probetas se localizan en el horno a 103±2 !C durante un periodo aproximado
de 3 horas, o hasta que el cambio de peso sea menor a 2 veces la precision de la
balanza.
4. Se pesan las probetas ya secas, sin confundir su numeracion (Wseca).
El contenido de humedad se calcula como sigue:
2Se utiliza el procedimiento A de la norma ASTM D4442.
90

Anexo B MIC 2010-I-7
CH =Wmojada " Wseca
Wseca
' 100, (B.8)
en donde CH corresponde al porcentaje de agua en la muestra respecto a la masa
de la probeta seca.
B.3.2. Absorcion de humedad
Basado en el metodo D de la norma ASTM D5229 [76].
Los materiales que se ven expuestos a una condicion de humedad, diferente a la suya
propia, se ven obligados a recoger o soltar agua para estabilizarse con el ambiente. Esta
practica pretende ver la manera como el material absorbe humedad del ambiente a lo
largo del tiempo hasta llegar al equilibrio. La humedad reportada se expresa como un
porcentaje de la masa seca de la muestra en observacion.
El equipo que se debe utilizar en el ensayo se describe a continuacion.
Horno: Se requiere un horno que permita mantener una temperatura estable de
103 ± 2 !C durante el tiempo que se requiera para que las muestras se sequen
completamente. Se aconseja que la humedad relativa del laboratorio este por de-
bajo de 70 % y que el horno sea ventilado para no acumular humedad evaporada
en su interior.
Balanza: La masa de la muestra se debe obtener en una balanza con una precision
de 1 % del peso, por esto, es necesario escoger con cuidado las muestras antes de
registrar mediciones.
El procedimiento general3 que se sigue para llevar a cabo el ensayo es el siguiente:
3Se utiliza el procedimiento D de la norma ASTM D5229.
91

Anexo B MIC 2010-I-7
1. Antes de comenzar el horno se estabiliza en una temperatura de 25 !C, aproxima-
damente. Esta temperatura se mantiene estable durante todo el ensayo. El horno
que se utiliza permite la libre circulacion de humedad ambiental.
2. Un instante antes de poner la probeta dentro del horno se pesa para registrar el
“peso base” (Wb), que se utiliza en los calculos.
3. Se determina un intervalo de tiempo para pesar la muestra varias veces (Wi)
hasta que el peso sea estable. La probeta no puede permanecer por fuera del
horno durante un tiempo largo (aproximadamente 5 min) para no cambiar mucho
la temperatura, ya que esto afecta el comportamiento de la muestra respecto a
la humedad.
El cambio de masa (CM) y el contenido de humedad (CH) de la probeta se calculan
como
CM =
4
4
4
4
Wi " Wb
Wb
4
4
4
4
' 100,
CH =Wi " Wseca
Wseca
' 100.
(B.9)
B.3.3. Densidad aparente
Basado en el metodo A de la norma ASTM D3800 [77].
La densidad de las fibras es util en la evaluacion de nuevos materiales y resulta ser
una propiedad comunmente reportada en la caracterizacion fısica de fibras. Tambien
es una propiedad util para determinar la resistencia y el modulo de un grupo de fibras
o un filamento individual. El proposito de este ensayo es calcular la densidad aparente
de las fibras que se utilizan como refuerzo en materiales compuestos por medio del
metodo de Arquımedes, el cual utiliza la diferencia de peso de la probeta en aire y en
92

Anexo B MIC 2010-I-7
agua para determinar su densidad con ayuda de la fuerza de empuje ejercida por el
lıquido hacia el objeto.
El equipo que se debe utilizar en el ensayo se describe a continuacion.
Termometro: Se utiliza para medir la temperatura durante el ensayo. Debe tener una
precision de 0,1 !C.
Balanza: La muestra se debe pesar fuera y dentro del agua con una precision de
0,0001 g.
Gato: Se utiliza para bajar y subir la probeta sin afectar las mediciones con la balanza.
Debe ser preciso para no afectar los datos recolectados.
Lıquido: El lıquido en el que se sumerge la probeta no debe tener la capacidad de
disolver el material de la fibra. El agua es una buena opcion por tener la capa-
cidad de humedecer las fibras naturales sin disolverlas, y por tener una densidad
conocida.
Pieza de densidad estandar: Se requiere un material con densidad conocida, como
una pieza de vidrio (de 2,2 g/ml aproximadamente), para calibrar los calculos.
Esto se hace porque las propiedades del lıquido pueden cambiar con efectos ex-
ternos, como la temperatura ambiente.
Aspiradora: Utilizada para el desecador.
Contenedor: El recipiente debe resistir el lıquido sin sufrir cambios. Se recomienda
utilizar un contenedor de vidrio.
Lıquido de inmersion: El lıquido utilizado no debe disolver el recipiente pero sı debe
poder mojar la muestra. Debe tener una gravedad especıfica menor que aquella
del especimen.
93

Anexo B MIC 2010-I-7
El procedimiento general que se sigue para llevar a cabo el ensayo es el siguiente:
1. Localizar el recipiente en la balanza, debajo del gancho cuya funcion es sostener
la muestra.
2. Calibracion de densidad estandar: Se llena el recipiente con agua y se espera
hasta que se estabilice su temperatura y se registra M1 en la balanza. Se baja el
gancho hasta la posicion de muestra sumergida y se registra M2. Se sube el gancho
y se seca. Se pone la pieza de densidad estandar y se registra M3. Se sumerge la
pieza y se registra M4. Medir la temperatura del agua con una precision de 0,1 !C
para registrar la densidad de este lıquido a esa temperatura.
3. Calibracion del lıquido de inmersion: Se llena el recipiente con el lıquido
(agua con metanol o 1,2 diclorobenzeno) y se espera hasta que se estabilice su
temperatura y se registra M5 en la balanza. Se baja el gancho hasta la posicion
de muestra sumergida y se registra M6. Se sube el gancho y se seca. Se pone la
pieza de densidad estandar y se registra M7. Se sumerge la pieza y se registra
M8.
4. Densidad de las fibras: Seleccionar una muestra representativa de fibra con
una masa aproximada de 0,15 g, y enroyar los extremos para evitar que se abran
las microfibras. Se registra M9 en la balanza. Se baja el gancho hasta la posicion
de muestra sumergida y se registra M10. Se sube el gancho y se seca. Se pone la
fibra y se registra M11. Se sumerge y se registra M12.
Se deben hacer los siguientes calculos para determinar la densidad de las fibras:
94

Anexo B MIC 2010-I-7
$s =(M3 " M1) $w
(M3 " M1) " (M4 " M2), (B.10)
$l =((M7 " M5) " (M8 " M6)) $s
(M7 " M5), (B.11)
$f =(M11 " M9) $l
(M11 " M9) " (M12 " M10), (B.12)
en donde $w, $s, $l y $f son las densidades del agua, la pieza estandar, el lıquido de
inmersion y la fibra, respectivamente.
B.3.4. Analisis de termogravimetrıa
Basado en la norma ASTM E1131 [78].
El metodo que se describe a continuacion permite calcular la cantidad de material
volatil en lıquidos o solidos, con un rango de temperatura entre la temperatura ambiente
y 1000 !C. Este proceso se basa en una tecnica empırica que utiliza la termogravimetrıa
en donde la masa de una sustancia se registra a medida que se calienta a una velocidad
constante, y se grafica.
El equipo que se debe utilizar en el ensayo se describe a continuacion.
Termobalanza: Debe tener la posibilidad de elevar la temperatura a una velocidad
constante entre 25 !C y 1000!C. Es necesario que permita medir la temperatura
en un instante cualquiera con una precision de ±1 !C, y medir electronicamente
la masa de la muestra con una precision de ±1 µm. Finalmente debe permitir que
la muestra se mantenga dentro de una atmosfera controlada.
Controlador de temperatura: Es necesario que se pueda controlar la velocidad de
aumento de temperatura. Se debe calentar la muestra durante un tiempo mınimo
de 100 min a un cambio de temperatura que oscile entre 10 !C/min y 100!C/min.
95

Anexo B MIC 2010-I-7
Lector: Se requiere poder registrar al menos la masa, la temperatura y el tiempo
durante toda la duracion del ensayo.
Contenedores: El recipiente que contenga la muestra durante el ensayo no debe ver-
sa afectado en ningun momento. De lo contrario, los resultados no reflejan el
comportamiento de la muestra sola.
Mecanismo de flujo de gas: Debe tener la capacidad de cambiar el ambinte entre
un gas inerte y uno reactivo.
El procedimiento general que se sigue para llevar a cabo el ensayo es el siguiente:
1. Establecer el flujo de los gases inerte (nitrogeno) y reactivo (aire u oxıgeno) a
una relacion entre 10 ml/min y 100 ml/min.
2. Reemplazar el gas de purga por el gas inerte.
3. Tarar la balanza.
4. Introducir la muestra en el recipiente y cerrar el aparato. Se debe utilizar una
maza entre 10 mg y 30 mg.
5. Registrar la masa inicial. Si el registro de masa se hace en porcentajes, se debe
ajustar la masa a 100 %.
6. Comenzar a calentar la muestra a la temperatura deseada entre 10 !C y 100 !C,
y registrar continuamente la maza y la temperatura del especımen.
7. Una vez la masa de la muestra se estabiliza, aproximadamente entre 600 !C y
950 !C se debe cambiar el ambiente inerte de nitrogeno al ambiente reactivo de
oxıgeno.
96

Anexo B MIC 2010-I-7
8. Continuar calentando hasta observar que el cambio de masa de la muestra se
estabiliza de nuevo, e introducir el gas inerte de purga.
La cantidad en porcentaje de materia altamente volatil en la muestra se calcula con
la siguiente expresion:
V =W " R
W' 100 %, (B.13)
en donde W es la masa inicial de la muestra, y R es la masa que se registro en la primera
meseta de la grafica, o en la temperatura X(ver Figura B.2). La cantidad de materia
medianamente volatil corresponde a la perdida de masa entre la primera meseta y la
meseta de cambio de atmosfera, o entre la temperatura X y la temperatura Y (ver
Figura B.2), y se calcula con la siguiente expresion:
O =R " S
R' 100 %, (B.14)
en donde S es la masa correspondiente a la meseta de cambio de atmosfera. El material
combustible se puede calcular con la siguiente expresion:
C =S " T
W' 100 %, (B.15)
en donde T es la masa medida en la ultima meseta antes de terminar el ensayo, o en
la temperatura Z (ver Figura B.2). Finalmente, el contenido de cenizas en la muestra
corresponde a las sustancias que no se degradaron en el ensayo y se calcula con la
expresion:
A =T
W' 100 %. (B.16)
97
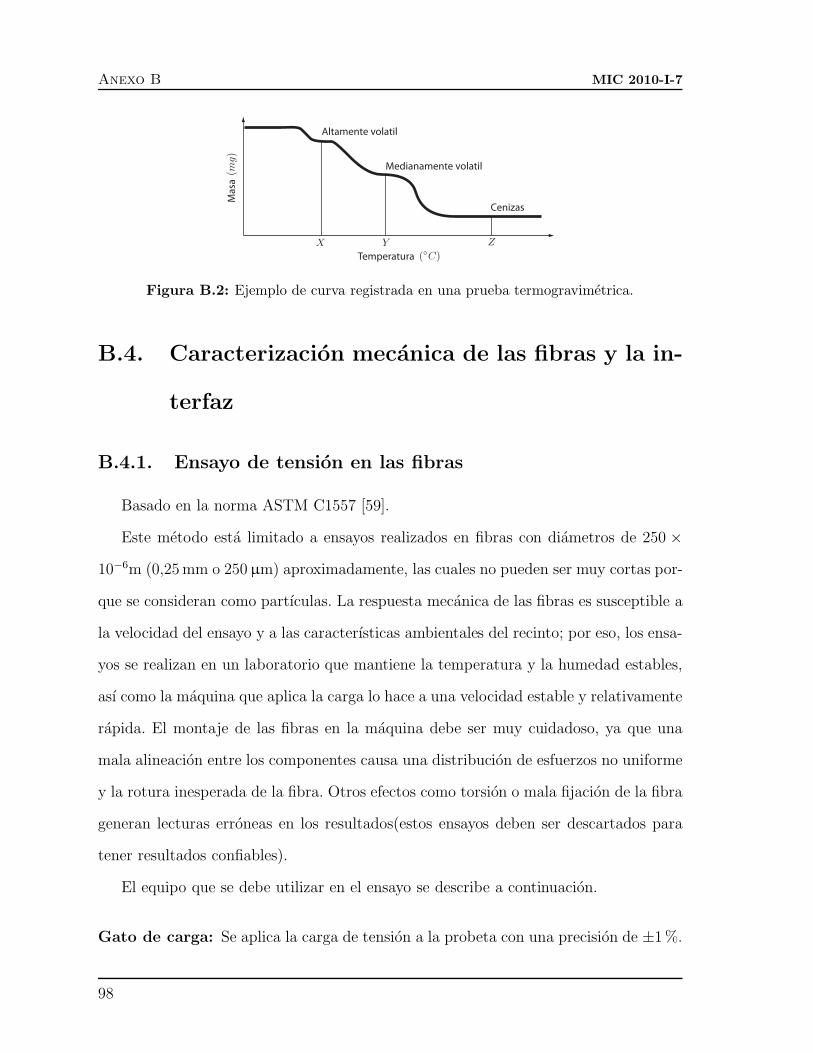
Anexo B MIC 2010-I-7
Altamente volatil
Medianamente volatil
Cenizas
Mas
a
Temperatura
Figura B.2: Ejemplo de curva registrada en una prueba termogravimetrica.
B.4. Caracterizacion mecanica de las fibras y la in-
terfaz
B.4.1. Ensayo de tension en las fibras
Basado en la norma ASTM C1557 [59].
Este metodo esta limitado a ensayos realizados en fibras con diametros de 250 '
10#6m (0,25 mm o 250 µm) aproximadamente, las cuales no pueden ser muy cortas por-
que se consideran como partıculas. La respuesta mecanica de las fibras es susceptible a
la velocidad del ensayo y a las caracterısticas ambientales del recinto; por eso, los ensa-
yos se realizan en un laboratorio que mantiene la temperatura y la humedad estables,
ası como la maquina que aplica la carga lo hace a una velocidad estable y relativamente
rapida. El montaje de las fibras en la maquina debe ser muy cuidadoso, ya que una
mala alineacion entre los componentes causa una distribucion de esfuerzos no uniforme
y la rotura inesperada de la fibra. Otros efectos como torsion o mala fijacion de la fibra
generan lecturas erroneas en los resultados(estos ensayos deben ser descartados para
tener resultados confiables).
El equipo que se debe utilizar en el ensayo se describe a continuacion.
Gato de carga: Se aplica la carga de tension a la probeta con una precision de ±1 %.
98

Anexo B MIC 2010-I-7
Se puede estimar la carga de rotura con datos de estudios previos.
Mordazas: El sistema de sujecion de las fibras debe ser capaz de mantener la alinea-
cion de la probeta con la lınea de accion de la maquina para evitar un dano en la
probeta durante el ensayo. Este sistema debe permitir una tolerancia que cumpla
la siguiente expresion:
) =l050
, (B.17)
en donde ) es la tolerancia en metros y l0 la longitud de la fibra en metros.
El sistema de sujecion recomendado por la norma guıa consiste en un carton (u
otro material similar como papel) con tres huecos y la fibra adherida alineada
con su eje longitudinal (ver Figura B.3).
Cartón Haz de fibraAdhesivo(resina epóxica rígida)Línea de corte
Figura B.3: Sistema de mordaza utilizado en el ensayo.
Recolector de informacion: El equipo que recolecta la informacion debe hacerlo
con una precision de ±1 % en carga aplicada y deformacion de la probeta. Esto
permite realizar curvas de deformacion contra esfuerzo para analizar los datos
conociendo el comportamiento mecanico de la fibra.
El procedimiento general que se sigue para llevar a cabo el ensayo es el siguiente:
1. Separacion y seleccion de las fibras sanas. La presencia de dobleces y grietas
afectan el resultado (las fibras que tengan estos defectos no se tienen en cuenta).
99

Anexo B MIC 2010-I-7
2. Montaje de la fibra en las mordazas. Se tiene en cuenta la alineacion de la fibra
antes y despues de estar montada en la maquina.
3. Medicion de la longitud libre de la fibra con una precision de ±1 % o de ±5 '
10#4 m.
4. Para obtener la maxima resistencia de la fibra en 30 s aproximadamente se aplica
la tension a una velocidad relativamente alta. El movimiento del piston del gato en
el primer ensayo se fija en 8' 10#6 m/s y posteriormente se modifica la velocidad
para obtener la falla en el tiempo recomendado por la norma.
5. Se verifica que todos los aparatos implicados esten calibrados y funcionando co-
rrectamente. Tambien se revisa nuevamente la alineacion de la fibra.
6. Se comienza el ensayo a una velocidad constante y se detiene despues de la
rotura de la fibra. En este paso es importante asegurarse de que los aparatos
de recoleccion de datos registren correctamente sus mediciones.
7. Despues de la falla de la fibra se desmonta la probeta teniendo el cuidado de
grabar la informacion recolectada con un nombre claro.
Los resultados registrados por el laboratorio arrojan la informacion necesaria para
realizar algunos calculos que permiten determinar las propiedades que se quieren en
esta investigacion.
El esfuerzo a tension de las fibras de bambu se calcula con la siguiente ecuacion:
T =F
A, (B.18)
en donde !T es el esfuerzo a tension en pascales (Pa), F es la fuerza aplicada que
registra el ensayo (en N) y A corresponde al area transversal de la fibra (en m2) que se
100

Anexo B MIC 2010-I-7
calcula con el diametro previamente medido en microscopio. El esfuerzo calculado con
la Ecuacion B.18 se grafica contra la deformacion calculada como
# =#l
l0, (B.19)
en donde # es la deformacion, #l el alargamiento de la fibra (en m) y l0 la longitud
inicial de la fibra (en m). La medicion del alargamiento de la fibra es un valor difıcil
de obtener, pues las medidas que requieren de una precision muy alta se ven afectadas
por diferentes factores (como ajustes de la maquina, entre otros). Los “errores” que se
puedan cometer en este procedimiento no se pueden eliminar completamente, pero es
posible hacer una correccion de los datos respecto a los ajustes del gato y la celda ası:
#L = #l + CSF, (B.20)
en donde, #L corresponde al desplazamiento del piston del gato (en m) que se
mide con los deformımetros del laboratorio, #l el alargamiento de la fibra (en m)
para calcular la deformacion con la Ecuacion B.19 y CS es un valor de desplazamiento
asociado a los ajustes en el montaje (en N/m).
Si se mira con mas detalle a la Ecuacion B.19 se tiene que
# =#l
l0=
!
E=
F
EA, (B.21)
de donde, si se combinan las Ecuaciones B.20 y B.21, se tiene lo siguiente:
#L
F=
#l
F+ CS =
l0EA
+ CS. (B.22)
El anterior manejo de ecuaciones se hace con el siguiente proposito. Al registrar los
datos en un eje de coordenadas donde las abscisas son l0/A y las ordenadas #L/F , se
101

Anexo B MIC 2010-I-7
obtiene una lınea recta con pendiente constante igual a 1/E y una intercepcion con el
eje vertical en el valor de CS (ver Figura B.4).
l0 / A (m )-1
!L
/ F
(m
/N)
Cs: Ajustes del montaje
E
1
Figura B.4: Determinacion del ajuste del montaje en ensayos de tension.
De esta manera se retoma la Ecuacion B.20 para corregir el alargamiento de la fibra
registrado por el laboratorio.
# #l = #L " CSF. (B.23)
B.4.2. Extraccion (pull-out)
Esta practica consiste en extraer una fibra que se encuentra parcialmente intro-
ducida en un bloque de la matriz que se utiliza para el compuesto. Con el bloque de
matriz fijo, la fibra se carga en tension hasta que se rompa la fibra o se deslice del
polımero. Datos de carga y desplazamiento deben registrarse constantemente durante
todo el procedimiento [79].
El equipo que se debe utilizar en el ensayo se describe a continuacion.
Gato de carga: Se aplica la carga de tension a la probeta con una precision de ±1 %.
Se puede estimar la carga de rotura con datos de estudios previos.
102

Anexo B MIC 2010-I-7
(a)
P
L
P
(b)
Fibra
MatrizL
Figura B.5: Esquema general del ensayo: (a) Fijo en la base y (b) Restringidosuperiormente.
Mordazas: El sistema de sujecion de las fibras debe ser capaz de mantener la alinea-
cion de la probeta con la lınea de accion de la maquina para evitar un dano en
la probeta durante el ensayo.
Recolector de informacion: El equipo que recolecta la informacion debe hacerlo
con una precision de ±1 % en carga aplicada y deformacion de la probeta. Esto
permite realizar curvas de deformacion contra esfuerzo para analizar los datos
conociendo el comportamiento mecanico de la fibra.
El procedimiento general que se sigue para llevar a cabo el ensayo es el siguiente:
1. Antes de comenzar la fabricacion de las probetas se mide el diametro (d) de las
fibras que se van a utilizar, teniendo el cuidado de marcarlas claramente para no
confundirlas.
2. Se fabrican las probetas con tiempo suficiente para que el curado del polımero
este completo en el momento de realizar la prueba (aproximadamente 2 dıas). Se
debe registrar la longitud de penetracion de la fibra (L).
3. Se hace el montaje, teniendo cuidado de alinear muy bien la fibra con la lınea de
accion del gato.
103
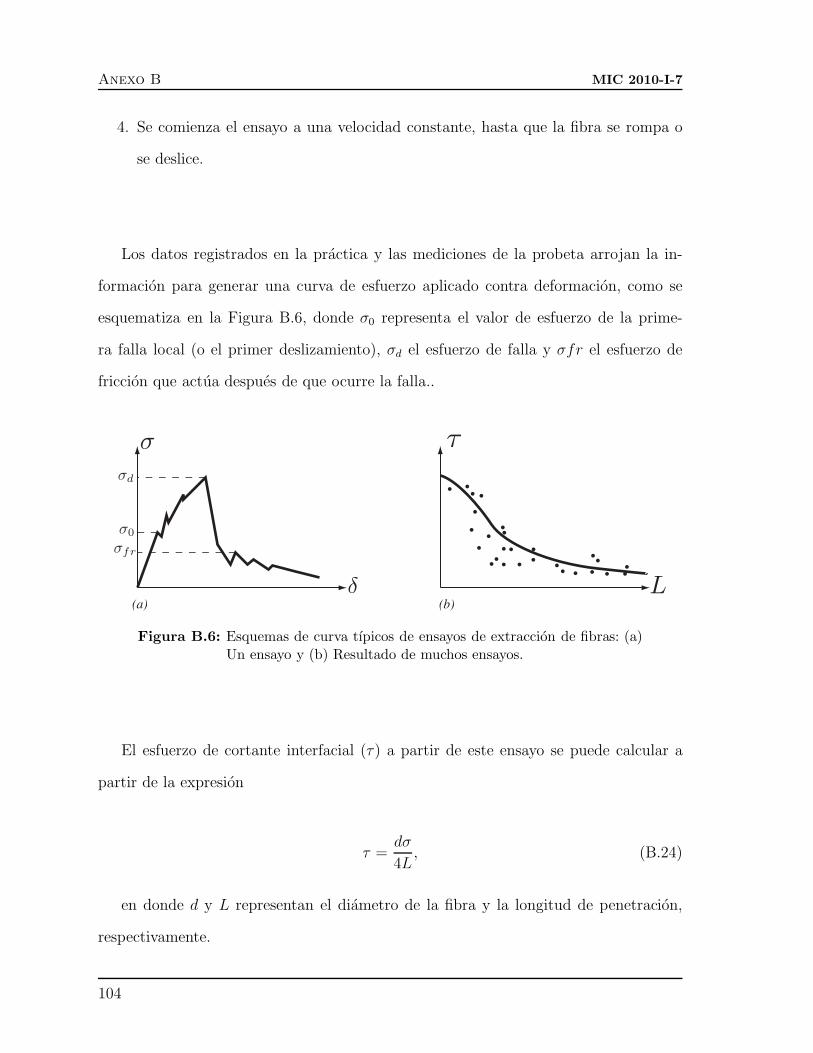
Anexo B MIC 2010-I-7
4. Se comienza el ensayo a una velocidad constante, hasta que la fibra se rompa o
se deslice.
Los datos registrados en la practica y las mediciones de la probeta arrojan la in-
formacion para generar una curva de esfuerzo aplicado contra deformacion, como se
esquematiza en la Figura B.6, donde !0 representa el valor de esfuerzo de la prime-
ra falla local (o el primer deslizamiento), !d el esfuerzo de falla y !fr el esfuerzo de
friccion que actua despues de que ocurre la falla..
(a) (b)
Figura B.6: Esquemas de curva tıpicos de ensayos de extraccion de fibras: (a)Un ensayo y (b) Resultado de muchos ensayos.
El esfuerzo de cortante interfacial (*) a partir de este ensayo se puede calcular a
partir de la expresion
* =d!
4L, (B.24)
en donde d y L representan el diametro de la fibra y la longitud de penetracion,
respectivamente.
104

Anexo B MIC 2010-I-7
B.5. Caracterizacion mecanica del material com-
puesto
B.5.1. Tension en el compuesto
Basado en la norma ASTM D3039 [80].
Esta practica pretende encontrar las propiedades de tension de un material com-
puesto reforzado con fibras continuas o discontinuas, en donde la probeta debe ser
simetrica y balanceada respecto al eje de accion. El ensayo consiste en una probeta
de seccion rectangular constante a la que se aplica una carga longitudinalmente hasta
que ocurre la falla del material. Se recopilan datos de fuerza aplicada y desplazamiento
durante todo el ensayo.
El equipo que se debe utilizar en el ensayo se describe a continuacion.
Calibradores: Se debe medir la probeta en todas sus direcciones con una precision
de ±1 % de la distancia medida (precisiones tıpicas son del orden de ±2,5 µm).
Gato de carga: Se aplica la carga de tension a la probeta con una precision de ±1 %.
Se puede estimar la carga de rotura con datos de estudios previos. El gato debe
tener la capacidad de accionarse con desplazamiento controlado.
Recolector de informacion: El equipo que recolecta la informacion debe hacerlo
con una precision de ±1 % en carga aplicada y deformacion de la probeta. Esto
permite realizar curvas de deformacion contra esfuerzo para analizar los datos
conociendo el comportamiento mecanico de la fibra.
Mordazas: Los sujetadores de la probeta funcionan por friccion. Es necesario que la
fuerza lateral que proporcionan las mordazas sea suficiente para evitar el desli-
105

Anexo B MIC 2010-I-7
zamiento de la probeta durante el ensayo. Se recomienda utilizar mordazas que
permitan rotacion para evitar generar flexion en la probeta; es posible tener en
cuenta los efectos de flexion localizando strain gages en varios puntos de la pro-
beta.
Strain gages: Se recomienda utilizar strain gages de aproximadamente 6mm adhe-
ridos al material, cuidandose de no danar la probeta. Este equipo debe estar
debidamente calibrado y tener la capacidad de registrar datos durante todo el
ensayo.
Las probetas deben tener una tolerancia de ±1 % en todas sus dimensiones. El
tamano recomendado se muestran en la Figura B.7, aunque es posible modificar las
dimensiones para que la probeta represente el material compuesto general.
L = 250mm
b = 25mm
t = 2.5mm
Figura B.7: Esquema de probeta para ensayos de tension en materiales com-puestos.
El procedimiento general que se sigue para llevar a cabo el ensayo es el siguiente:
1. Antes de comenzar se debe tener registrado el numero de la probeta con sus
caracterısticas principales como: relacion de volumen de fibras, orientacion de las
fibras, densidad de las fibras y del polımero, etc.
2. Se debe medir con precision la longitud (L), ancho (b) y espesor (t) de la probeta,
y registrar cualquier deformacion que se vea. El ancho y el espesor se deben medir
en tres posiciones para promediar el area transversal.
106

Anexo B MIC 2010-I-7
3. Se monta la probeta en el gato con las mordazas, registrando la presion lateral
que estas ejercen sobre la probeta. Este procedimiento se hace de manera que la
probeta quede alineada con la lınea de accion del gato.
4. Los strain gages se instalan en la posicion deseada para registrar la deformacion.
5. Se comienza la aplicacion de carga con una velocidad constante de 2 mm/min
aproximadamente, de manera que se alcance la falla en un tiempo de 1 min a
10 min. Se deben registrar los datos de carga aplicada, desplazamiento de la ca-
beza del gato y deformacion durante todo el ensayo (se requiere un mınimo de
100 datos)4.
Los resultados registrados por el laboratorio arrojan la informacion necesaria para
realizar los siguientes calculos.
El esfuerzo de tension se calcula con la siguiente expresion:
!i =Pi
A, (B.25)
en donde, Pi es la fuerza aplicada en el instante i y A es el area transversal de la
probeta. Si no es posible instalar strain gages en la probeta, la deformacion por tension
se calcula como,
#i =)i
L, (B.26)
en donde, )i es el desplazamiento y L la longitud inicial del deformımetro. El modulo
de elasticidad en tension se calcula como la pendiente de la curva esfuerzo-deformacion,
ası:
4Los ensayos que se deslicen o tengan complicaciones deben ser descartados.
107

Anexo B MIC 2010-I-7
E =#!
##, (B.27)
en donde, las diferencias de esfuerzo y deformacion deben referirse a tramos apro-
ximadamente rectos de la grafica. Si se ve que el material presenta dos o mas zonas,
con diferentes pendientes, se debe reportar el modulo de cada region. Si se instala un
strain gage perpendicularmente a la aplicacion de la fuerza, el modulo de Poisson se
puede calcular con
+ = "##trans
##long
. (B.28)
B.5.2. Compresion en el compuesto
Basado en la norma ASTM D695 [81].
La practica que se explica a continuacion es aplicable a plasticos rıgidos reforzados
y no reforzados, con probetas que tienen dimensiones estandar. Este ensayo permite
encontrar el modulo de elasticidad en compresion del material en estudio, ademas de
su deformacion despues de la fluencia. Datos que permiten conocer el comportamiento
del material polimerico ante solicitaciones de compresion cercanas a la arquitectura del
ensayo.
El equipo que se debe utilizar en el ensayo se describe a continuacion.
Calibradores: Se debe medir la probeta en todas sus direcciones con una precision
de ±1 % de la distancia medida (precisiones tıpicas son del orden de ±2,5 µm).
Gato de carga: Se aplica la carga de tension a la probeta con una precision de ±1 %.
Se puede estimar la carga de rotura con datos de estudios previos. El gato debe
tener la capacidad de accionarse con desplazamiento controlado.
108

Anexo B MIC 2010-I-7
Recolector de informacion: El equipo que recolecta la informacion debe hacerlo
con una precision de ±1 % en carga aplicada y deformacion de la probeta. Esto
permite realizar curvas de deformacion contra esfuerzo para analizar los datos
conociendo el comportamiento mecanico de la fibra.
Deformımetro: Se debe tener una herramienta que permita medir el desplazamiento
relativo de compresion entre dos puntos de la probeta, con una precision de ±1 %
de la longitud del aparato.
La probeta recomendada por la norma debe tener una relacion de esbeltez de 11 a
16:1, ya que el material que se va a ensayar tiene un espesor mayor a 3,2 mm. Acorde
con esta recomendacion, la probeta propuesta se encuentra esquematizada en la Figura
B.8.
10mm
50mm
10mm
Figura B.8: Esquema de probeta para ensayos de compresion en materialescompuestos.
La practica se debe hacer a una temperatura ambiente de 23±2 !C y una humedad
relativa de 50 ± 10 %, mientras no se quiera simular una situacion especial diferente.
El procedimiento general que se sigue para llevar a cabo el ensayo es el siguiente:
109

Anexo B MIC 2010-I-7
1. Se debe medir la probeta en varias alturas para tener un area transversal prome-
dio.
2. Se acomoda la probeta entre las platinas de la maquina que ejerce la carga,
cuidandose de que este localizada en el centro para evitar excentricidades.
3. Se instala el compresometro (o aditamento para medir el desplazamiento en com-
presion) de manera que no afecte el desplazamiento de la cabeza del gato.
4. La fuerza se aplica a una velocidad constante de 1,3 ± 0,3 mm/min, mientras se
recopila la informacion de fuerza aplicada, desplazamiento del gato y deformacion
de la probeta. Cuando se alcanza el punto de fluencia del material se puede
incrementar la velocidad de desplazamiento del gato a 5 mm/min y continuar
hasta que la probeta se rompa.
Los resultados registrados por el laboratorio arrojan la informacion necesaria para
realizar los siguientes calculos.
El esfuerzo de compresion se calcula dividiendo la carga aplicada entre el area
transversal de la probeta. El esfuerzo de fluencia en compresion se calcula dividiendo
la carga aplicada en el punto de fluencia por el area transversal original de la probeta,
ası:
!i =Pi
A, (B.29)
en donde, !i, Pi y A representan el esfuerzo en el momento i, la carga aplicada
en el momento i y el area transversal, respectivamente. El modulo de elasticidad en
compresion del material se calcula con la pendiente de una lınea tangente a la primera
porcion recta de la grafica esfuerzo-deformacion:
110

Anexo B MIC 2010-I-7
E =#!
##. (B.30)
B.5.3. Flexion en el compuesto
Basado en la norma ASTM D790 [82].
Este metodo describe el procedimiento para encontrar las propiedades de flexion de
un polımero reforzado o no reforzado, utilizando probetas rectangulares. Los especıme-
nes pueden provenir de moldeo, extrusion o fresado, segun la facilidad de fabricacion.
El procedimiento se puede aplicar a todos los polımeros, siempre que fallen en algun
momento, y la falla sea externa. El procedimiento A (0,01 mm/mm min) se debe apli-
car para encontrar el modulo a flexion y el B (0,10 mm/mm min) para la resistencia
a flexion. La relacion L/d debe ser 16, amenos que se tenga algun razon para utilizar
medidas diferentes (ver Figura ??). El ensayo debe hacerse a velocidad constante hasta
que se genere la falla o hasta que se alcance una deformacion maxima de 5 %.
111


Bibliografıa
[1] Martın Estrada and Juan F. Correal. Preliminary study of the colombian bamboo
as a sustainable construction material. In Marıa Lopez, editor, Innovative ma-
terials for civil infrastructure, research and education, pages 21–24, Chile, 2008.
U.S. - South America Workshop.
[2] Hans Domininghaus. Plastics for engineers: materials, properties, applications.
Hanser Publisher, New York, 1993.
[3] Jin H. Huang. Some closed-form solutions for e"ective moduli of composites con-
taining randomly oriented short fibers. Materials Science and Engineering A,
315(1-2):11–20, 9 2001.
[4] Fabian Rodrigo Velandia. Estimacion de modulo de elasticidad en materiales com-
puestos de matriz polimerica y fibras naturales cortas. Master’s thesis, Universidad
de los Andes, 2008.
[5] Jorge Enrique Robledo. La ciudad en la colonizacion antioquena: Manizales. Edi-
torial Universidad Nacional, 1996.
113

Bibliografıa MIC 2010-I-7
[6] Javier Segurado. Micromecanica computacional de materiales compuestos refor-
zados con partıculas. PhD thesis, Universidad Politecnica de Madrid, Madrid,
2004.
[7] Isaac M. Daniel and Ori Ishai. Engineering mechanics of composite materials.
Oxford university press, 2 edition, 2006.
[8] R. M. Rowell. Natural fibres: types and properties. In Kim L. Pickering, editor,
Properties and performance of natural-fiber composites, Woodhead Publishing in
Materials, chapter 1, pages 3–66. Woodhead Publishing, Cambridge, England,
2008.
[9] Cesar Juarez, Pedro Valdez, and Alejandro Duran. Fibras naturales de lechuguilla
como refuerzo en materiales de construccion. Revista en Ingenierıa de Construc-
cion, 19:83–92, 2004.
[10] Junta del Acuerdo de Cartagena JUNAC. Manual de diseno para maderas del
grupo andino. PADT-REFORT, 2000.
[11] Gustavo de la Pena and Catarina Illsley. Los productos forestales no maderables:
su potencial economico, social y de conservacion. Ecologica, –, 2001.
[12] Luis Felipe Lopez and M. F. Silva. Comportamiento sismorresistente de estructu-
ras en bahareque. Master’s thesis, Universidad Nacional de Colombia, Manizales,
2000.
[13] Luis Felipe Lopez and Juan F. Correal. Exploratory study on the glued laminated
bamboo exploratory study on the glued laminated bamboo guadua angustifolia
kunt as a structural material. Maderas: ciencia y tecnologıa, 11(3), 2009.
114

Bibliografıa MIC 2010-I-7
[14] Walter Liese. Bamboos - Biology, silvics, properties, utilization. Deutsche Gese-
llschaft fur Technische Zusammenarbeit (GTZ) GmbH, Alemania, 1985.
[15] Juan I. Moran, Vera A. Alvarez, Viviana P. Cyras, and Analia Vasquez. Extraction
of cellulose and preparation of nanocellulose from sisal fibers. Cellulose, 15:149–
159, 2008.
[16] Abhijit P. Deshpande, M. Bhaskar Rao, and C. Lakshmana Rao. Extraction of
bamboo fibers and their use as reinforcement in polymeric composites. Journal of
applied polymer science, 76:83–92, 2000.
[17] Ryoko Tokoro, Duc Minh Vu, Kazuya Okubo, Tatsuya Tanaka, Toru Fujii, and
Takayasu Fujiura. How to improve mechanical properties of polylactic acid with
bamboo fibers. Journal of Materials Science, 43:775–787, 2008.
[18] Anthony Kelly. Concise encyclopedia of composite materials. Pergamon, 1994.
[19] Seena Joseph, M. S. Sreekala, Z. Oommen, P. Koshy, and Sabu Thomas. A
comparison of the mechanical properties of phenol formaldehyde composites rein-
forced with banana fibres and glass fibres. Composites Science and Technology,
62(14):1857–1868, 11 2002.
[20] Laly A. Pothan, Zachariah Oommen, and Sabu Thomas. Dynamic mechanical
analysis of banana fiber reinforced polyester composites. Composites Science and
Technology, 63(2):283–293, 2 2003.
[21] Laly A. Pothan and Sabu Thomas. Polarity parameters and dynamic mechanical
behaviour of chemically modified banana fiber reinforced polyester composites.
Composites Science and Technology, 63(9):1231–1240, 7 2003.
115

Bibliografıa MIC 2010-I-7
[22] Robert R. Franck. Bast and other plant fibers. CRC & Woodhead Publishing
Limited, 2005.
[23] Holmer Savastano, Vahan Agopyan, Adriana M. Nolasco, and Lia Pimentel. Plant
fibre reinforced cement components for roofing. Construction and Building Mate-
rials, 13(8):433–438, 12 1999.
[24] H. Savastano and V. Agopyan. Transition zone studies of vegetable fiber-cement
paste composites. Cement and concrete composites, 21(1):48–57, 1999.
[25] C. Baley. Analysis of the flax fibres tensile behaviour and analysis of the ten-
sile sti"ness increase. Composites Part A: Applied Science and Manufacturing,
33(7):939–948, 7 2002.
[26] Jochen Gassan and Andrzej K. Bledzki. Possibilities for improving the mechanical
properties of jute/epoxy composites by alkali treatment of fibres. Composites
Science and Technology, 59(9):1303–1309, 7 1999.
[27] V. G. Geethamma, K. Thomas Mathew, R. Lakshminarayanan, and Sabu Thomas.
Composite of short coir fibres and natural rubber: e"ect of chemical modification,
loading and orientation of fibre. Polymer, 39(6-7):1483–1491, 1998.
[28] A. P. Kumar, R. P. Singh, and B. D. Sarwade. Degradability of composites,
prepared from ethylene-propylene copolymer and jute fiber under accelerated aging
and biotic environments. Materials chemistry and physics, 92(2):458–469, 2005.
[29] S. J. Eichhorn, C. A. Baillie, L. Y. Mwaikambo, M. P. Ansell, and A. Dufrese.
Current international research into cellulosic fibers and composites. Journal of
Materials Science, 36:2107–2131, 2001.
116

Bibliografıa MIC 2010-I-7
[30] S. J. Eichhorn and R. J. Young. Composite micromechanics of hemp fibres and
epoxy resin microdroplets. Composites Science and Technology, 64(5):767–772, 4
2004.
[31] Andreas Keller. Compounding and mechanical properties of biodegradable hemp
fibre composites. Composites Science and Technology, 63(9):1307–1316, 7 2003.
[32] Zhijian Li, Xungai Wang, and Lijing Wang. Properties of hemp fibre reinforced
concrete composites. Composites Part A: Applied Science and Manufacturing,
37(3):497–505, 3 2006.
[33] A. Brent Strong. Plastics: materials and processing. Pearson Prentice Hall, Upper
Saddle River, N.J., 2006.
[34] P. A. Sreekumar. Matrices for natural-fibre reinforced composites. In Kim L.
Pickering, editor, Properties and performance of natural-fiber composites, Wood-
head Publishing in Materials, chapter 2, pages 67–126. Woodhead Publishing,
Cambridge, England, 2008.
[35] E. Alfredo Campo. Industrial polymers. Hanser, Munich; Cincinnati, 2008.
[36] Martha Paola Sanchez. Factibilidad de comercializacion de pet reciclado en la
ciudad de bogota. Master’s thesis, Universidad de los Andes, Bogota, Colombia,
2001.
[37] Esteban Martınez. Prototipo de un sistema constructivo para viviendas de bajo
costo a partir de plastico reciclado. Master’s thesis, Universidad de los Andes,
Bogota, Colombia, 2008.
117

Bibliografıa MIC 2010-I-7
[38] Mauricio Fernando Gonzalez. Desarrollo de compuestos de matriz polimerica de
pvc reforzados con fibras de cisco de cafe para la produccion de perfiles por extru-
sion. Master’s thesis, Universidad de los Andes, 2008.
[39] Jacob Aboudi. Mechanics of Composite Materials - A Unified Micromechanical
Approach. Elsevier, Amsterdam, 1991.
[40] Y Benveniste. A new approach to the application of mori-tanaka’s theory in
composite materials. Mechanics of Materials, 6(2):147–157, 6 1987.
[41] Silvana Mariani and Marco Torres. Analisis quımico cuantitativo y condiciones de
pulpaje kraft de colihue: Parte i. Bosque, 25(1):117–122, 2004.
[42] ASTM Standard D1106. Standard test method for acid-insoluble lignin in wood.
In Anual book of ASTM standards, volume 04.10 of 79.040 (Wood, sawlogs and
sawn timber), test method Fundamental Test Methods and Properties. American
Society for Testing and Materials, 2007.
[43] ASTM Standard D1109. Standard test method for 1 % sodium hydroxide solubility
of wood. In Anual book of ASTM standards, volume 04.10 of 79.040 (Wood,
sawlogs and sawn timber), test method Fundamental Test Methods and Properties.
American Society for Testing and Materials, 2007.
[44] ASTM Standard D1105. Standard test method for preparation of extractive free
wood. In Anual book of ASTM standards, volume 04.10 of 79.040 (Wood, sa-
wlogs and sawn timber), test method Fundamental Test Methods and Properties.
American Society for Testing and Materials, 2007.
[45] ASTM Standard D4442. Standard test method for direct moisture content measu-
rement of wood and wood-based materials. In Anual book of ASTM standards, vo-
118
Bibliografıa MIC 2010-I-7
lume 04.10 of 79.040 (Wood, sawlogs and sawn timber), test method Fundamental
Test Methods and Properties. American Society for Testing and Materials, 2007.
[46] Sven A. Rydholm. Pulping processes. Interscience publishers, 1965.
[47] Md. Rezaur Rahman, Md. Monimul Huque, Md. Nazrul Islam, and Mahbub Ha-
san. Improvement of physico-mechanical properties of jute fiber reinforced poly-
propylene composites by post-treatment. Composites Part A: Applied Science and
Manufacturing, 39(11):1739–1747, 11 2008.
[48] T. Mori, K. Umemura, and M. Norimoto. Manufacture of drift pins and boards
made from bamboo fiber for timber structures. In Taylor & Francis Group, editor,
Modern Bamboo Structures, pages 129–137, Londres, 2008.
[49] D. Ray, B. K. Sarkar, A. K. Rana, and N. R. Bose. The mechanical properties
of vinylester resin matrix composites reinforced with alkali-treated jute fibres.
Composites Part A: Applied Science and Manufacturing, 32(1):119–127, 1 2001.
[50] Dipa Ray, B. K. Sarkar, S. Das, and A. K. Rana. Dynamic mechanical and thermal
analysis of vinylester-resin-matrix composites reinforced with untreated and alkali-
treated jute fibres. Composites Science and Technology, 62(7-8):911–917, 6 2002.
[51] Kh. M. Mannan and M. A. I. Talukder. Characterization of raw, delignified and
bleached jute fibres by study of absorption of moisture and some mechanical pro-
perties. Polymer, 38(10):2493–2500, 5 1997.
[52] Jochen Gassan. A study of fibre and interface parameters a"ecting the fatigue
behaviour of natural fibre composites. Composites Part A: Applied Science and
Manufacturing, 33(3):369–374, 3 2002.
119

Bibliografıa MIC 2010-I-7
[53] M. S. Sreekala, M. G. Kumaran, Reethamma Joseph, and Sabu Thomas. Stress-
relaxation behaviour in composites based on short oil-palm fibres and phenol for-
maldehyde resin. Composites Science and Technology, 61(9):1175–1188, 7 2001.
[54] Maya Jacob, Sabu Thomas, and K. T. Varughese. Mechanical properties of sisal/oil
palm hybrid fiber reinforced natural rubber composites. Composites Science and
Technology, 64(7-8):955–965, 6 2004.
[55] K. Murali Mohan Rao and K. Mohana Rao. Extraction and tensile properties of
natural fibers: Vakka, date and bamboo. Composite Structures, 77(3):288–295, 2
2007.
[56] ASTM Standard D3376. Standard test methods of sampling and testing pulps to
be used in the manufacture of electrical insulation. In Anual book of ASTM stan-
dards, volume 10.02 of 85.040 (Pulps), test method Electrical Insulation. American
Society for Testing and Materials, 2005.
[57] TAPPI T236 om 85. Numero kappa en pulpa. In Fundamentos de la produccion
de pastas celulosicas. Technical Association Papers, 15 Technology Parkway South
Norcross, GA 30024, USA, 2007.
[58] C. Earl Libby. Pulp and paper science and technology : prepared under the direction
of the joint textbook committee of the paper industry, volume 2. McGraw-Hill, 1962.
[59] ASTM Standard C1557. Standard test method for tensile strength and young’s
modulus of fibers. In Anual book of ASTM standards, volume 15.01 of 81.060.30
(Advanced Ceramix), test method Ceramic matrix composites. ASTM Internatio-
nal, West Conshohocken, PA, 2003 edition, 2003.
[60] ASTM Standard D3822. Standard test method for tensile properties of single
textile fibers. In Anual book of ASTM standards, volume 07.01 of 59.060.01 (Textile
120

Bibliografıa MIC 2010-I-7
fibres in general), test method Yarns and fibers. American Society for Testing and
Materials, 2007.
[61] McGraw-Hill. Mcgraw-hill dictionary of scientific and technical terms, 2003.
[62] Xun Xu, Krishnan Jayaraman, Caroline Morin, and Nicolas Pecqueux. Life cycle
assessment of wood-fibre-reinforced polypropylene composites. Journal of Mate-
rials Processing Technology, 198(1-3):168–177, 3 2008.
[63] Man Thi Hong Vu, Hannu Pakkanen, and Raimo AlEn. Delignification of bam-
boo (bambusa procera acher): Part 1. kraft pulping and the subsequent oxygen
delignification to pulp with a low kappa number. Industrial Crops and Products,
19(1):49–57, 1 2004.
[64] Wenying Feng. Sympodial bamboo - chemical composition and fiber characteris-
tics. Technical Report 49, International Network of Bamboo and Rattan (INBAR),
2003.
[65] Seema Jain, Rakesh Kumar, and U. C. Jindal. Mechanical behaviour of bamboo
and bamboo composite. Journal of Materials Science, 27:4598–4604, 1992.
[66] Kazuya Okubo, Toru Fujii, and Yuzo Yamamoto. Development of bamboo-based
polymer composites and their mechanical properties. Composites Part A: Applied
Science and Manufacturing, 35(3):377–383, 3 2004.
[67] Luis Edgar Moreno, Efraın Eduardo Trujillo, and Lina Rocıo Osorio. Estudio
de las caracterısticas fısicas de haces de fibra de guadua angustifolia. Scientia et
technica ano XIII, 34:613–617, 2007.
121

Bibliografıa MIC 2010-I-7
[68] Mark C. Symington, W. M. Banks, Opukuro David West, and R. A. Pethrick. Ten-
sile testing of cellulose based natural fibers for structural composite applications.
Journal of Composite Materials, 43(9):1083–1108, 2009.
[69] Jerico Biagiotti, S Fiori, Luigi Torre, M A Lopez-Manchado, and Jose M Kenny.
Mechanical properties of polypropylene matrix composites reinforced with natural
fibers: A statistical approach. Polymer Composites, 25(1):26–36, 2 2004.
[70] A. K. Ray, S. K. Das, S. Mondal, and P. Ramachandrarao. Microstructural cha-
racterization of bamboo. Journal of Materials Science, 39:1055 – 1060, 2004.
[71] Luis Edgar Moreno, Lina Rocıo Osorio, and Efraın Eduardo Trujillo. Estudio de
las propiedades mecanicas de haces de fibra de guadua angustifolia. Ingenierıa y
desarrollo, 20:125–133, 2006.
[72] Mahuya Das and Debabrata Chakraborty. Evaluation of improvement of physical
and mechanical properties of bamboo fibers due to alkali treatment. Journal of
applied polymer science, 107:522–527, 2008.
[73] M. P. Staiger and N. Tucker. Natural-fibre composites in structural applications.
In Kim L. Pickering, editor, Properties and performance of natural-fiber compo-
sites, Woodhead Publishing in Materials, chapter 8, pages 269–300. Woodhead
Publishing, Cambridge, England, 2008.
[74] Angel Vian Ortuno. Introduccion a la quımica industrial. Reverte, Barcelona,
Espana, 2 edition, 1996.
[75] ASTM Standard D4933. Standard guide for moisture conditioning of wood
and wood-based materials. In Anual book of ASTM standards, volume 04.10 of
79.060.01 (Wood-based panels in general), guide Fundamental Test Methods and
Properties. American Society for Testing and Materials, 2004.
122

Bibliografıa MIC 2010-I-7
[76] ASTM Standard D5229. Standard test method for moisture absorption properties
and equilibrium conditioning of polymer matrix composite materials. In Anual
book of ASTM standards, volume 15.03 of 83.140.20 (Laminated sheets), test met-
hod Lamina and Laminate Test Methods. American Society for Testing and Ma-
terials, 1992.
[77] ASTM Standard D3800. Standard test method for density of high-modulus fi-
bers. In Anual book of ASTM standards, volume 15.03 of 49.025.60 (Textiles),
test method Constituent/Precursor Properties. American Society for Testing and
Materials, 1999.
[78] ASTM Standard E1131. Standard test method for compositional analysis by
thermogravimetry. In Anual book of ASTM standards, volume 14.02 of 71.040.40
(Chemical analysis), test method Thermal test methods and practices. American
Society for Testing and Materials, 2008.
[79] Jang Kyo Kim and Yiu Wing Mai. Engineered interfaces in fiber reinforced com-
posites. Elsevier, Oxford, 1998.
[80] ASTM Standard D3039. Standard test method for tensil properties of polymer
matrix composite materials. In Anual book of ASTM standards, volume 15.03 of
49.025.40 (Rubber and plastics), test method Lamina and Laminate Test Methods.
American Society for Testing and Materials, 2008.
[81] ASTM Standard D695. Standard test method for compresive properties of rigid
plastics. In Anual book of ASTM standards, volume 08.01 of 83.080.01 (Plastics
in general), test method Mechanical Properties. American Society for Testing and
Materials, 2008.
123

Bibliografıa MIC 2010-I-7
[82] ASTM Standard D790. Standard test method for flexural properties of unreinfor-
ced and reinforced plastics and electrical insulating materials. In Anual book of
ASTM standards, volume 08.01 of 29.035.20 (Plastic and rubber insulating ma-
terials), test method Mechanical Properties. American Society for Testing and
Materials, 2002.
124


















