Universidad Dr. José Matías Delgado Facultad de...
62
1 Universidad Dr. José Matías Delgado Facultad de Agricultura e Investigación Agrícola “Julia Hill de O´sullivan” Monografía Especializada GESTIÓN DE LA CALIDAD E INOCUIDAD DE ALIMENTOS CASO PRÁCTICO: APLICACIÓN DE PROCEDIMIENTOS OPERACIONALES DE ESTANDARIZACIÓN Y SANITIZACIÓN EN LA EMPRESA JAMONES Y EMBUTIDOS AMERICANOS Presentado por: Celina Belis Calderón Javier Enrique. Mangandi David Alberto Torres Para optar al grado de: Ingeniera en Alimentos Ingeniero en Alimentos Ingeniero en Alimentos Antiguo Cuscatlán, 14 junio de 2010
Transcript of Universidad Dr. José Matías Delgado Facultad de...
1
Universidad Dr. José Matías Delgado Facultad de Agricultura e Investigación Agrícola
“Julia Hill de O´sullivan”
Monografía Especializada
GESTIÓN DE LA CALIDAD E INOCUIDAD DE ALIMENTOS CASO PRÁCTICO: APLICACIÓN DE PROCEDIMIENTOS OPERACIONALES DE
ESTANDARIZACIÓN Y SANITIZACIÓN EN LA EMPRESA JAMONES Y EMBUTIDOS AMERICANOS
Presentado por: Celina Belis Calderón
Javier Enrique. Mangandi David Alberto Torres
Para optar al grado de: Ingeniera en Alimentos Ingeniero en Alimentos Ingeniero en Alimentos
Antiguo Cuscatlán, 14 junio de 2010
2
ÍNDICE
INTRODUCCIÓN .................................................................................................. CAPÍTULO I: GESTIÓN DE LA CALIDAD E INOCUIDAD ..................................2 1.1 El control de la calidad, evolución y etapas.....................................................2 1. 2. La gestión de la calidad.................................................................................3 1.3 ¿Qué es ISO 9000? ........................................................................................3 1.4 Diferentes ISO´S .............................................................................................3 1.5 Beneficios de ISO 9000...................................................................................4 1.6 Principios de la Gestión de la Calidad (NORMA ISO 9000) ............................4 1.7 Etapas para la implementación de un Sistema de Gestión de Calidad ..........6 CAPÍTULO II: INOCUIDAD DE LOS ALIMENTOS...............................................8 2.1 Buenas Prácticas de Fabricación de Manufactura (BPM) ...............................8 CAPÍTULO II: INOCUIDAD DE LOS ALIMENTOS...............................................8 2.1 Buenas Prácticas de Fabricación de Manufactura (BPM) ...............................8 CAPÍTULO III: ISO 22000 .....................................................................................11 3.1 Alcance............................................................................................................52 Referencias Normativas ........................................................................................12 3.3 Términos y Definiciones ..................................................................................12 3.3.1 inocuidad de los alimentos ....................................................................12 3.3.2 Cadena alimentaria ...............................................................................12 3.3.3 Peligro relacionado con la inocuidad de los alimentos ..........................2 3.3.4 Política de inocuidad de los alimentos...................................................12 3.3.5 Producto final.........................................................................................12 3.3.6 Diagrama de flujo ..................................................................................12 3.3.7 Medida de control ..................................................................................12 3.3.8 Punto de control crítico..........................................................................13 3.3.9 Límite crítico ..........................................................................................13 3.3.10 Monitoreo.............................................................................................13 3.3.11 Corrección ...........................................................................................13 3.3.12 Acción correctiva .................................................................................13 3.3.13 Validación............................................................................................13 3.3.14 Actualización ..............................................................................................13 3.4. Sistema de gestión de inocuidad de los alimentos.........................................13 3.4.1 Requisitos de la documentación............................................................13 3.4.2 Control de documento ...........................................................................14 3.5. Política de inocuidad de alimentos .................................................................14 3.6 Planificación y obtención de productos inocuos ..............................................14 3.6.1 Programas prerrequisitos (PPRs)...........................................................14 3.6.2 Pasos Preliminares para permitir el análisis de peligros ........................15 3.6.3 Características de los productos finales .................................................15 3.6.4 Diagramas de flujo, etapas de proceso y medidas de control ................15 3.6.5 Análisis de peligro ..................................................................................15

3
3.6.6 Establecimiento de los programas prerrequisitos (PPRs) Operacionales .......................................................................................16 3.6.7 Establecimiento del plan HACCP ..........................................................16 3.7 Unos de los requisitos de HACCP son los POES ..........................................18 3.8 ¿Qué son los POES? ......................................................................................18 CAPÍTULO IV: CASO PRÁCTICO .......................................................................21 4.1 Diagnóstico......................................................................................................21 4.2 Empresa Embutidos Americanos ...................................................................25 4.3 Documentación ..............................................................................................25 4.4 Determinación de procedimientos ..................................................................26 4.5 Manual de POES............................................................................................26 4.6 Capacitación....................................................................................................26 CAPÍTULO V: RESULTADOS..............................................................................27 5.1 MANUAL DE PROCEDIMIENTOS OPERATIVOS ESTANDARIZADOS DE SANITIZACION Y LIMPIEZA: “JAMONES Y EMBUTIDOS AMERICANOS” ........................................................27 CONCLUSIONES..................................................................................................52 RECOMENDACIONES .........................................................................................53 BIBLIOGRAFÍA .....................................................................................................54 GLOSARIO............................................................................................................55 ANEXO..................................................................................................................57
4
INTRODUCCIÓN
Los requerimientos de calidad e inocuidad de los alimentos para el consumo y comercialización han ido en aumento, tanto en el ámbito nacional como internacional. Estas exigencias están llevando a las empresas productoras de alimentos a determinar ajustes a los procesos de producción y elaboración que permitan asegurar la vida útil de los productos. Esto solamente se puede lograr mediante el control y prevención tanto en peligros de contaminación, como en la pérdida de calidad del producto a lo largo de la cadena de procesamiento y distribución de alimentos . La adopción que las empresas alimenticias hacen de programas como los Procesos Operativos de Sanitización y Estandarización (POES ), así como de Sistemas de Gestión de la Calidad y la Inocuidad como las normas ISO 9001 e ISO 22000 respectivamente, van en aumento actualmente. Dichos sistemas han surgido como respuesta a la pérdida de confianza que muestran los consumidores respecto a la elaboración de los alimentos y a la necesidad de asegurar la salud de los mismos, como una preocupación constante, de las autoridades correspondientes. Los Procedimientos Operacionales Estandarizados son una serie de pasos que se deben seguir para garantizar que los procesos de fabricación de alimentos cumplan con estándares previamente establecidos. Esto permite que los productos cuenten con una calidad uniforme y además se avala que los operarios cumplan con los requisitos mínimos necesarios para la operación del equipo, esto con el fin de evitar accidentes durante la elaboración. Según Glez (2003), el desarrollo de POES, es una medida de control tomada de las normas de calidad ISO (Organización Internacional de Estandarización) por sus siglas en inglés ISO, la cual se basa en documentación de todos los procesos, es por ello que puede servir tanto para las empresas que ya cuentan con el sistema ISO, como para las que están interesadas en obtenerlo; además este método es la base para la implementación de HACCP. El presente trabajo tiene la finalidad de llevar a la práctica un sistema de POES en la empresa de JAMONES Y EMBUTIDOS AMERICANOS. Así también, con el propósito de obtener un beneficio tanto en la calidad de sus productos como en la reducción de sus costos de producción, se llevará a cabo una capacitación y se elaborará un manual de procedimientos. Los objetivos que persigue el documento son: Revisar las bases de un programa de limpieza y sanitización. Aprender a diseñar un POES. Implementar un sistema eficaz de monitoreo y verificación de los POES.
5
CAPÍTULO I
GESTIÓN DE LA CALIDAD E INOCUIDAD. 1.1 El control de la Calidad, evolución y etapas. Se entiende como control de calidad el proceso seguido mediante el cual se puede medir la calidad real, compararla con las normas o especificaciones previstas y actuar sobre las diferencias producidas. Este proceso ha evolucionado a lo largo del tiempo. Pueden considerarse las siguientes etapas: 1° ETAPA. Calidad mediante Inspección Comienza aplicarse en los inicios de la producción en serie en las fábricas. En ellas se elaboran piezas intercambiables que posteriormente serán ensambladas en una frecuencia preestablecida de las instrucciones. (La primera línea de ensamblaje la introdujo Henry Ford, dividió operaciones complejas en procedimientos sencillos que podían realizar obreros no especializados). La inspección consiste en el conteo y verificación (contar, medir, detectar errores, reparar) del 100% de los productos después de fabricados según especificaciones. En esta intervención se separan los buenos de los malos. Para mejorar la calidad se adoptan: Criterios de aceptación y de medición de fallas. Medidas para la corrección de los defectos. La calidad se considera responsabilidad de la dirección y una función
independiente. Auditorías del producto. 2° ETAPA. Control de los procesos La idea que impulsó esta etapa era que al inspeccionar todos los productos era costoso y que los no conformes producían pérdidas de tiempo, de material y económicas. En esta etapa se trata de inspeccionar el proceso de fabricación para prevenir o evitar que salgan defectuosos. Se enfatiza sobre: La uniformidad de los pasos de producción. La aplicación del análisis estadístico del proceso (distribución de valores límites
del control, mejora continua) para mantener la variación de calidad. Aplicación de las técnicas de muestreo. 3° ETAPA. Control Integral (aseguramiento) de la calidad Comienza a implantarse por los años 50. Aquí se pretende implicar en la gestión o control de calidad a todas las áreas o secciones de la empresa relacionadas con los productos a fabricar: proveedores, compras, proyecto, fabricación, montaje, ventas y servicios posventas. Se valoran los costes de eficacia (sobre todo de los alimentos dañados, materiales
de desecho, tiempo invertido en retrabado, etc.), la inspección y la ingeniería de la fiabilidad y el concepto de cero defectos.
6
Todas y cada una de las áreas deben de tener bien definidas las funciones y responsabilidades relacionadas con la calidad.
Se comienza a utilizar técnicas de predicción (análisis modal de fallas y efectos). Aparecen los comités de control integrados por todas las áreas de la empresa. Se empieza hablar de la eficacia total (hacer las cosas bien y a la primera). 4° ETAPA. Calidad total como estrategia de competitividad Es una evolución de la etapa anterior debido a la fuerte competencia japonesa y a la superior calidad de sus productos en los mercados internacionales. En esta etapa se considera: Pasa a ser de interés para la alta dirección. Se relaciona con la rentabilidad. Se define desde el punto de vista del cliente. Se refiere a todas las actividades de la empresa. Es responsabilidad de todos y cada uno de los operarios. Cada operario es, a su vez proveedor y cliente de otros. Los trabajadores debe hacer bien su trabajo y a la primera (cero defectos). Debe buscarse la excelencia en el trabajo a desempeñar. 1. 2. La gestión de la calidad. Es un conjunto de elementos mutuamente relacionados o que interactúan para establecer la política y los objetivos de la calidad y para lograr dichos propósitos, para dirigir y controlar una organización con respecto a ISO 9000: 2000. 1.3 ¿Qué es ISO 9000? Es un término genérico, aplicado a una serie de estándares patrocinados por la Organización Internacional para la Estandarización que especifican los sistemas de calidad que deben establecerse por las compañías de fabricación y servicios. ISO 9000 es un sistema para establecer, documentar y mantener un método que asegure la calidad del producto o servicio final de un proceso. Nació en el año de 1987 en la Comunidad Europea como una necesidad para controlar la calidad de los productos o servicios de las empresas. 1.4 Diferentes ISO´S ISO 9000: 1994: Compuesta por las normas ISO 9000, 9001, 9002, 9003 y 9004. Estas normas engloban los conceptos y las definiciones básicas y explica cómo seleccionar y usar las normas en la serie, así como modelos de sistema de calidad actuales que un proveedor debe implementar para certificarse en el estándar internacional. También representan una guía para aquellas empresas que quieren implementar el ISO 9000 por sus beneficios inherentes, pero no quieren estar en obligación
7
contractual o que se les impongan condiciones que están asociadas con la certificación. ISO 14000: Son estándares (de ecología) para empresas que manejan productos nocivos al medio ambiente. ISO 9000: 2000 Es un sistema de gestión de calidad que representa la revisión realizada a la norma de 1994. Esta nueva versión comprende los ISO 1,2 y 3 en la misma. A partir de su emisión en diciembre del 2000 cualquier empresa tiene la opción de certificarse en la versión 1994 o la 2000. Las normas ISO 9000: 2000 son un conjunto de reglas y directrices Internacionales que sirven como base para el establecimiento de dicho sistema. La ISO 9000:2000 fueron revisadas por el comité técnico ISO/ TC 176, gestión y aseguramiento de la calidad, en el que han participado representantes de los organismos nacionales de normalización y representantes del sector empresarial de los siguientes países: Argentina, Brasil, Chile, Colombia, Costa Rica, Ecuador, España, Estados Unidos de Norte América, México, Perú, Uruguay y Venezuela. La versión española de ISO 9000 del año 2000 son las normas UNE-EN-ISO 9000 del año 2000 publicadas por AENOR con la misma fecha. 1.5 Beneficios de ISO 9000 Cuando una organización cuenta con una certificación en ISO 9000 generalmente experimenta: Aumento en la aceptación de los clientes. Reducciones en costos de operación. Implementación de un sistema o modelo de trabajo controlado y documentado. Un mejoramiento continuo en la manera de trabajar
¿Con qué norma deberá certificar?
ISO 9001: para empresas que deben asegurar la calidad en el diseño del producto, desarrollo,
proceso de producción, instalaciones y servicios post-venta.
ISO 9002: para empresas que sólo necesitan asegurar la calidad en la producción, la instalación y
el servicio post-venta.
ISO 9003: para asegurar la calidad en la inspección y en los ensayos finales.
8
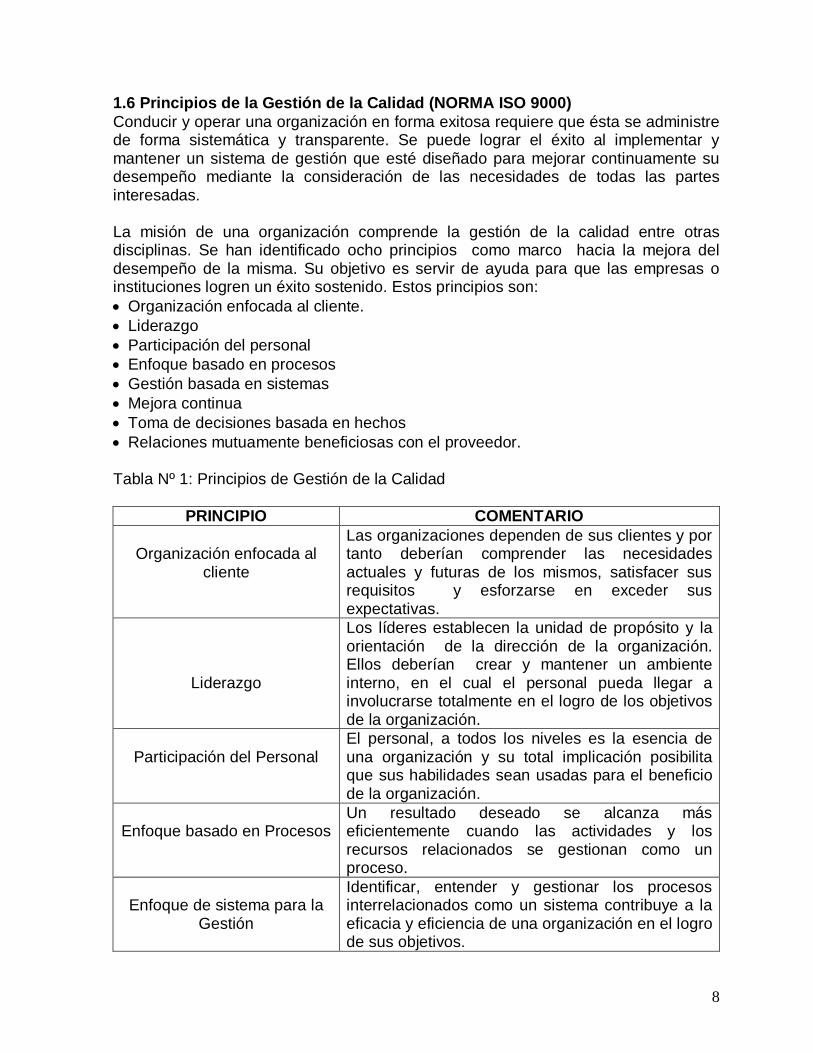
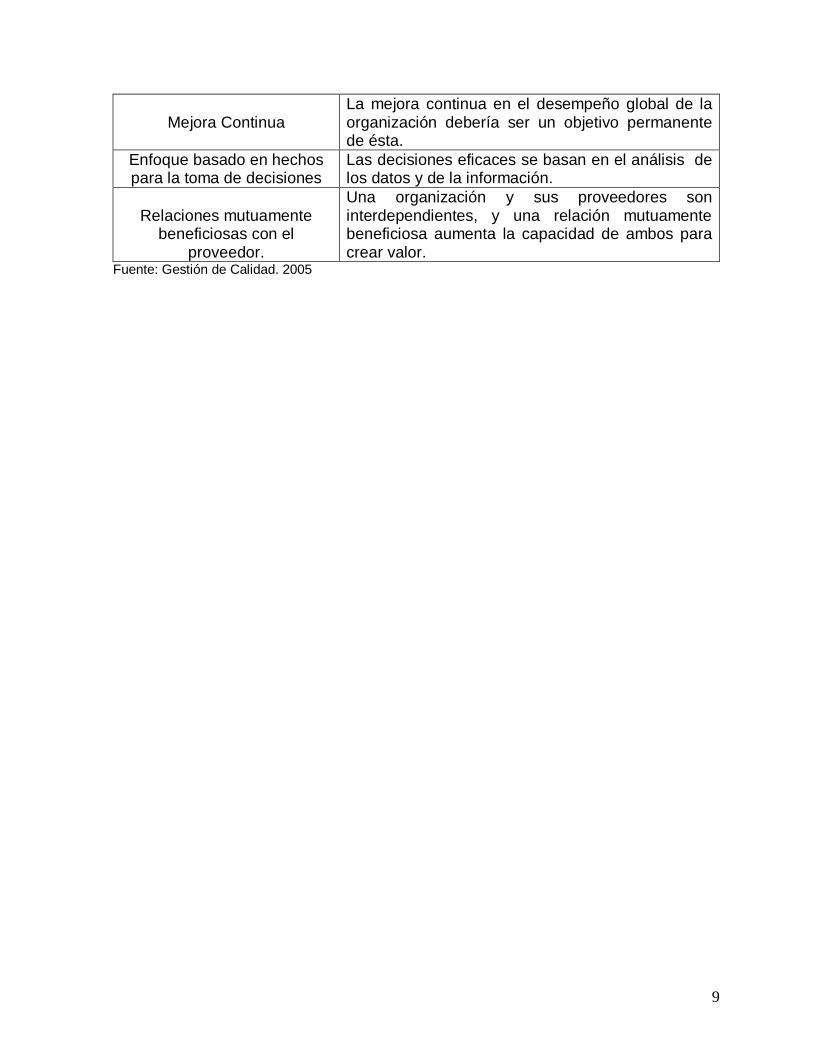
1.6 Principios de la Gestión de la Calidad (NORMA ISO 9000) Conducir y operar una organización en forma exitosa requiere que ésta se administre de forma sistemática y transparente. Se puede lograr el éxito al implementar y mantener un sistema de gestión que esté diseñado para mejorar continuamente su desempeño mediante la consideración de las necesidades de todas las partes interesadas. La misión de una organización comprende la gestión de la calidad entre otras disciplinas. Se han identificado ocho principios como marco hacia la mejora del desempeño de la misma. Su objetivo es servir de ayuda para que las empresas o instituciones logren un éxito sostenido. Estos principios son: Organización enfocada al cliente. Liderazgo Participación del personal Enfoque basado en procesos Gestión basada en sistemas Mejora continua Toma de decisiones basada en hechos Relaciones mutuamente beneficiosas con el proveedor. Tabla Nº 1: Principios de Gestión de la Calidad
PRINCIPIO COMENTARIO
Organización enfocada al cliente
Las organizaciones dependen de sus clientes y por tanto deberían comprender las necesidades actuales y futuras de los mismos, satisfacer sus requisitos y esforzarse en exceder sus expectativas.
Liderazgo
Los líderes establecen la unidad de propósito y la orientación de la dirección de la organización. Ellos deberían crear y mantener un ambiente interno, en el cual el personal pueda llegar a involucrarse totalmente en el logro de los objetivos de la organización.
Participación del Personal
El personal, a todos los niveles es la esencia de una organización y su total implicación posibilita que sus habilidades sean usadas para el beneficio de la organización.
Enfoque basado en Procesos
Un resultado deseado se alcanza más eficientemente cuando las actividades y los recursos relacionados se gestionan como un proceso.
Enfoque de sistema para la
Gestión
Identificar, entender y gestionar los procesos interrelacionados como un sistema contribuye a la eficacia y eficiencia de una organización en el logro de sus objetivos.
9
Mejora Continua
La mejora continua en el desempeño global de la organización debería ser un objetivo permanente de ésta.
Enfoque basado en hechos para la toma de decisiones
Las decisiones eficaces se basan en el análisis de los datos y de la información.
Relaciones mutuamente
beneficiosas con el proveedor.
Una organización y sus proveedores son interdependientes, y una relación mutuamente beneficiosa aumenta la capacidad de ambos para crear valor.
Fuente: Gestión de Calidad. 2005

10
1.7 Etapas para la implementación de un Sistema de Gestión de Calidad Diagnóstico: Es la etapa inicial donde se determinan los recursos con los que se
cuentan; la conveniencia de contratar un asesor externo, desarrollar personal internamente o ambos; identificar la interferencia de algún proyecto; mostrar el compromiso de un personal.
Compromiso: En esta etapa se debe concienciar en todos los niveles de la
importancia de iniciar el proyecto. La alta dirección de la organización debe estar comprometida; de lo contrario el plan quedará sólo en buenas intenciones.
Planeación: En esta etapa se definen los tiempos de cada una de las actividades
a realizar que serían los siguientes puntos del 4 al 9. En promedio un proyecto de ISO9000 lleva entre 1 y 1,5 años en implementarse. Si la organización está familiarizada con manuales, procedimientos, control de formatos, etc. posiblemente el periodo baje entre 6 y 10 meses.
Capacitación: Esta etapa generalmente se inicia con una capacitación de
sensibilización para todo el personal para que conozca el alcance del trabajo y lo que se espera de cada área. En el transcurso del estudio se deben impartir diferentes cursos de acuerdo a la necesidad de cada organización.
Documentación: Aquí se establece por escrito a través de manuales cada una de
las políticas de la organización y su manera de cumplir la norma o estándar. También se definen los procedimientos e instrucciones de trabajo de los procesos operativos.
Implementación: En esta fase se llevan a la práctica todas las políticas definidas y
los procedimientos desarrollados. Es una de las etapas más difíciles e involucra la participación de todo el personal.
Auditorias Internas: son un ejercicio para conocer el grado de implementación del
sistema y detectar evidencias sobre incumplimientos en la documentación, en los registros o en el conocimiento del personal, así como las oportunidades de mejora. Se suele llevar a cabo por empleados de la propia organización. Esta es la etapa límite para seleccionar una compañía certificadora una vez que la empresa esté lista para recibir una auditoria.
Pre-Auditoría: son auditorias de certificación real sólo que no tiene validez para
registro. Sirve como ejercicio de preparación para la certificación. La realiza la compañía certificadora para evaluar el grado de cumplimiento del sistema de calidad. Algunas organizaciones no la hacen, pero es recomendable para ubicar dónde se flaquea.
Certificación: La compañía certificadora evalúa el grado de cumplimiento de todos
los requisitos a cumplir. Los resultados tienen validez de acreditación. Las
11
auditorias de certificación tienen validez para registro. En el caso de cumplir con todos los requisitos, el organismo certificador emite una constancia con duración de tres años y bajo la condición de cumplir los acuerdos pactados.
Visita de Seguimiento: Son las visitas acordadas con el organismo certificador.
Normalmente se realizan dos inspecciones al año pero el requisito mínimo es al menos una anual.-
- http: // www.monografías.com/trabajos 27_Implementación de los sistemas [ Consultado el 19/03/10 ].
12
CAPITULO II
INOCUIDAD DE LOS ALIMENTOS Es la condición que garantiza que los alimentos no causarán daño a las personas cuando se preparen o consuman de acuerdo con el uso al que se destinan. La inocuidad es uno de los cuatros grupos básicos de características que, junto con las nutricionales, las organolépticas y las comerciales componen la calidad de los mismos. Hay numerosos peligros de naturaleza física, química o microbiológica que pueden provocar la pérdida de la inocuidad. Dada la fuerte relación que existe entre este aspecto y la salud de los consumidores, su cuidado adquiere importancia fundamental. Existen básicamente dos sistemas de aseguramiento de la calidad: BPM1 y HACCP2. Actualmente las BPM son de carácter obligatorio tanto en el ámbito nacional como en la mayor parte del mercado internacional. Mientras tanto, el HACCP aún no resulta tan limitante para participar en el comercio mundial de alimentos. En Argentina no es obligatorio y tampoco en el Mercosur, aunque sí lo es en la Unión Europea y en los Estados Unidos. 2.1 Buenas Prácticas de Manufactura (BPM) Específicamente las BPM aseguran que las condiciones de manipulación y elaboración protejan a los alimentos del contacto con los peligros y la proliferación, en ellos, de agentes patógenos. A lo largo de toda la cadena alimentaria, las buenas prácticas observan el cuidado del ambiente de elaboración de alimentos, el estado de los equipos y la actitud de los manipuladores. Por su parte el HACCP asegura que los procesos se desarrollen dentro de los límites que garantizan que los productos sean inocuos. Los dos sistemas se encuentran interrelacionados porque las BPM son un prerrequisito básico para la puesta en marcha de un HACCP, y los objetivos de ambos sistemas se superponen en el cuidado del proceso Las BPM están basadas en el análisis de riesgos y comprenden prácticas destinadas a prevenir y controlar los peligros para la inocuidad del producto, para las fases de adecuación y procesamiento del mismo, se considera un mínimo impacto sobre el medio ambiente la fauna, la flora y la salud de los trabajadores. La implementación de las BPM se basa fundamentalmente en la aplicación de los principios generales de higiene de los alimentos del Codex Alimentarius, los códigos
1 BPM: Buenas Prácticas de Manufactura 2 HACCP: Análisis de Peligros y Puntos Críticos de Control
13
de prácticas pertinentes y la legislación correspondiente en materia de Inocuidad. A su vez, se identifica los principios esenciales de higiene aplicables a lo largo de toda la cadena alimentaría. Los programas de BPM incluyen recomendaciones en las siguientes áreas: Requisitos para el diseño de la infraestructura e instalaciones; Programas de mantenimiento de instalaciones y equipos y saneamiento; Control de operaciones, incluyendo control de los peligros para los alimentos,
higiene, control de plagas, control de las materias primas, empacado, calidad del agua, control de la temperatura, manejo y supervisión, documentación y registros, procedimientos de rechazo y retiro de productos no inocuos;
Higiene del personal Trasporte Información sobre el producto e información al consumidor: Identificación del
producto y etiquetado. Capacitación del personal. Las BPM son una herramienta básica para la obtención de productos seguros para el consumo humano, que se centralizan en la higiene y forma de manipulación. Técnicamente la calidad de las materias primas, no debe comprometer el desarrollo de las Buenas Prácticas de Manufactura. Las materias primas deben ser almacenadas en condiciones apropiadas que aseguren la protección contra contaminantes. El depósito debe estar alejado de los productos terminados para impedir la contaminación cruzada. Además, deben tenerse en cuenta las condiciones óptimas de almacenamiento como: temperatura, humedad, ventilación e iluminación. El transporte debe prepararse especialmente teniendo en cuenta los mismos principios higiénicos-sanitarios que se consideran para la corporación. Respecto de los establecimientos hay que tener en cuenta su estructura e higiene: La estructura no tiene que estar ubicada en zonas inundables, que contengan olores objetables, humo, polvo, gases, luz y radiación que puedan afectar la calidad del producto que se elaboran. Todos los utensilios, los equipos y los edificios deben mantenerse en buen estado de limpieza, de conservación y de funcionamiento. Con respecto al personal, que manipulan alimentos se aconseja reciban capacitación sobre”Hábitos y Manipulación Higiénica”. Esta es responsabilidad de la empresa y debe ser adecuada y continua. Debe controlarse el estado de salud y la aparición de posibles enfermedades contagiosas entre los trabajadores. Por esto los empleados que están en contacto con los alimentos, deben someterse a exámenes médicos, no sólo previamente al ingreso como también periódicamente. Cualquier persona que perciba síntomas de enfermedad tiene que comunicarlo inmediatamente a su superior. Asimismo, cualquiera que sufra una herida no puede manipular alimentos o superficies en contacto con el producto. Es indispensable el lavado de manos en forma frecuente y minuciosa con un agente de limpieza
14
autorizado, con agua potable y con cepillo. Este debe hacerse antes de realizar el trabajo, inmediatamente después de haber hecho uso de los retretes, después de haber tocado material contaminado y todas las veces que sea necesario. Deben existir indicadores que obliguen a cumplir con lo que se mencionó anteriormente; así como, llevar un control que garantice su observancia. Todo el personal que tiene contacto con alimentos debe mantener la higiene personal, debe llevar ropa protectora, calzado adecuado y cubre cabeza. Todos deben ser lavables o descartables. No debe trabajarse con anillos, colgantes, relojes y pulseras durante la manipulación de materias primas y alimentos. El aseo también involucra conductas que puedan dar lugar a la contaminación, como comer, fumar, salivar u otras prácticas antihigiénicas. Se recomienda no dejar la ropa en el sector de producción ya que las prendas son fuertes contaminantes. Referido a la limpieza en la elaboración de un alimento, hay que tener en cuenta varios aspectos. Las materias primas utilizadas no deben contener parásitos, microorganismos o sustancias tóxicas descompuestas o extrañas. Todas deben ser inspeccionadas antes de utilizarlas. Debe prevenirse la contaminación cruzada que consiste en evitar el contacto entre materias primas y productos ya elaborados, entre alimentos o materias primas con sustancias arruinadas. Los manipuladores deben lavarse las manos y así evitar cualquier tipo de contagio. Y si se sospecha de algún daño debe aislarse el producto y lavar adecuadamente todos los equipos y utensilios que hayan tomado contacto con el mismo. El agua utilizada debe ser potable y debe haber un sistema independiente de distribución de agua recirculada que pueda identificarse fácilmente. La elaboración debe ser llevada a cabo por empleados capacitados y supervisados por personal técnico. Todos los procesos deben realizarse sin demoras ni contaminaciones. Los recipientes deben tratarse adecuadamente y deben respetarse los métodos de conservación. (FAO/OMS3, año 1993). El material destinado al envasado y empaque, deben estar libre de contaminantes y no debe permitir la migración de sustancias tóxicas. Deben inspeccionarse siempre con el objetivo de tener la seguridad de que se encuentra en buen estado. En esta área sólo deben permanecer los recipientes adecuados. Deben mantenerse documentos y registros de los procesos de elaboración, producción y distribución, y conservarlos durante un periodo superior a la duración mínima del alimento. Con respecto al almacenamiento y transporte de materias primas y producto final, se deben realizar en condiciones óptimas para impedir la contaminación y/o la proliferación de microorganismos. Durante este paso deben realizarse una inspección periódica de producto terminado y se deben dejar en un lugar aparte de las materias primas.
3 FAO/OMS: Organización de las Naciones Unidas para la Agricultura y la Alimentación.

15
Para las empresas alimentarias los beneficios de implantar las BPM se traducen fundamentalmente en el cumplimiento de normativas y reglamentos nacionales o internacionales, en la mejora de la gestión de la calidad y la inocuidad en la empresa, lo cual se traduce en eficiencia y organización y lo que es aún más importante, la reducción de las posibilidades de llevar al mercado productos contaminados con la consecuente pérdida de reputación como proveedor confiable de productos de calidad.
16
CAPITULO III
ISO 22000 La ISO 22000 es una norma que permite implementar una mejora en la seguridad alimentaria a lo largo de la cadena de suministros, todo esto con el fin de alcanzar una armonización internacional. La norma ISO 22000 busca asegurar la protección del consumidor reforzar la seguridad alimentaria, fomentar la cooperación entre la industria y gobiernos, así como mejorar el rendimiento del coste de la cadena del suministro. Dentro de la norma de la norma 22000 se encuentran elementos claves que abarcan de una manera completa y específica todos los pasos relacionados con dicha seguridad, dichos requisitos son para desarrollar lo siguiente: Un sistema de HACCP según Codex Alimentarius. Buenas prácticas de fabricación o de prerrequisitos. Un sistema de gestión. La ISO 22000 puede ser acoplada a las diferentes cadenas de suministros que facilite así la creación e implementación de diseño de un sistema de gestión de seguridad alimentaria. Esta norma se puede aplicar independientemente de otras relacionadas con gestión. Esta norma integra los principios del sistema de análisis de peligros y puntos de control crítico (HACCP) y los pasos de aplicación desarrollados por la comisión del CODEX Alimentarius. Por medio de requisitos auditables combinan el plan (HACCP) con prerrequisitos (PPRs) Este estudio de peligros es la clave para lo que se conoce como gestión de inocuidad de los alimentos eficaz. La ISO 22000 rige un documento para llevar los acontecimientos de problemas que deben identificarse y controlarse por una organización particular y por que otros no necesitan llevar dicho control y a la vez está prevista para abordar aspectos relacionados únicamente con inocuidad de los alimentos. 3.1. Alcance Esta norma plantea requisitos para un sistema de gestión de inocuidad dentro de la cadena alimentaria para controlar los peligros con el objeto de asegurar que el producto esté libre de contaminantes para el consumo humano. Estos son: Planificar, implementar, operar, mantener y actualizar un sistema de gestión de
inocuidad de alimentos. Demostrar conformidad con los requisitos legales o reglamentos que sean
aplicables. Evaluar y valorar los requisitos de los clientes y demostrar conformidad con lo
acordado mutuamente, y así aumentar la satisfacción en ambas partes.

17
Comunicar eficazmente los asuntos relacionados con la norma a sus proveedores, clientes y a otras partes interesadas pertinentes en la cadena alimentaria.
Asegurarse de que la organización es conforme con la política establecida. Demostrar tal conformidad a las partes interesadas pertinentes, y buscar la
certificación o registro de su método de gestión de inocuidad de una organización externa, o hacer una auto-evaluación o auto-declaración de conformidad con esta norma.
3.2 Referencias Normativas Para referencias fechadas, sólo se aplica la edición citada. Para referencias no fechadas, se aplica la última edición del documento referenciado (incluida cualquier enmienda). NTC-ISO 9000:2000, Sistemas de gestión de calidad. Fundamentos y vocabulario. 3.3 Términos y Definiciones Para el propósito de esta norma, se aplican los términos y definiciones presentadas en la ISO 9000 y son los siguientes:
3.3.1 inocuidad de los alimentos Concepto que implica que un alimento no causará daño al consumidor cuando se prepara o consume de acuerdo con su uso previsto.
3.3.2 Cadena alimentaria Secuencia de las etapas y operaciones involucradas en la producción, procesamiento, distribución, almacenamiento y manipulación de un alimento y sus ingredientes, desde su producción primaria hasta consumo.
3.3.3 Peligro relacionado con la inocuidad de los alimentos Condición o agente biológico, químico o físico en los alimentos, con el potencial de causar efectos adversos para la salud.
3.3.4 Política de inocuidad de los alimentos Intenciones y dirección generales de una organización relacionadas con la inocuidad de los alimentos
3.3.5 Producto Final Producto que no se someterá a ningún proceso ni transformación adicional por parte de la organización
3.3.6 Diagrama de flujo Presentación esquemática y sistemática de la secuencia de etapas y las interacciones entre estas.
3.3.7 Medida de control Acción o actividad que se puede usar para prevenir o eliminar un peligro relacionado con la inocuidad de los alimentos para reducirlo a un nivel aceptable.
18
3.3.8 Punto de control crítico Paso en el cual se puede aplicar un control, y que es esencial para prevenir o eliminar un peligro relacionado con la inocuidad de los alimentos o reducirlo a un nivel aceptable
3.3.9 Límite crítico Criterio que separa la aceptabilidad de la inaceptabilidad
3.3.10 Monitoreo Conducción de una secuencia planificada de observaciones o mediciones para evaluar si las medidas de control están operando según lo previsto
3.3.11 Corrección Acción para eliminar una no conformidad detectada.
3.3.12 Acción correctiva Acción tomada para eliminar la causa de una no conformidad detectada u otra situación indeseable.
3.3.13 Validación Obtención de evidencia que las medidas de control gestionadas por el plan APPCC y por los programas prerrequisitos operacionales son capaces de ser eficaces.
3.3.14 Actualización Actividad inmediata o planificada para asegurar la aplicación de la información más reciente. 3.4. Sistema de gestión de inocuidad de los alimentos Es necesario que hoy en día las organizaciones establezcan y documenten dicho sistema según requerimientos de la norma. Es importante que toda organización que va a utilizarla, defina un alcance en el cual se especifique producto, procesos y lugar de producción, esto con el fin cumplir los siguientes objetivos: Asegurar que los peligros de inocuidad de los alimentos sean identificados,
evaluados y controlados y así evitar que los productos ya terminados generen un daño a los consumidores.
Transmitir toda la información necesaria a toda la cadena alimentaria. Dar a conocer la información sobre el desarrollo, la implementación y actualización
sobre dicho sistema, todo esto a través de la organización. Evaluar periódicamente, y así determinar el momento necesario para una
actualización. 3.4.1 Requisitos de la documentación Toda documentación relacionada con el sistema de gestión de calidad debe incluir lo siguiente: Declaraciones documentadas de una política de inocuidad de los alimentos
19
Los procedimientos documentados y registros exigidos por esta norma Documentación necesaria para el aseguramiento de un eficaz desarrollo de una
documentación y actualización de dicho sistema
3.4.2 Control de documento Es necesario establecer ciertos procesos o procedimientos que estén documentados y que permitan definir los controles precisos para: Aprobar escritos antes de su emisión Revisar y actualizar cuando se requiera Asegurar cambios y el estado actual de estos. Asegurar que las versiones aplicables están disponibles Asegurar que permanecen legibles e identificables Asegurar que la documentación de origen externo están identificados y que su
distribución esté controlada Evitar el uso de manuscritos obsoletos Es importante establecer y mantener registros con el propósito de facilitar evidencia de conformidad con requisitos y con la operación eficaz del sistema de gestión de inocuidad de los alimentos. 3.5. Política de inocuidad de alimentos Se debe establecer y comunicar la política de inocuidad de los alimentos y a su vez asegurar que se cumpla con lo siguiente: Ser apropiada para el papel que realiza la organización en la cadena alimentaria. Que sea conforme tanto con los requisitos legales y reglamentarios como los
acordados con los clientes. Debe ser comunicada y puesta en práctica en todos los niveles de la organización. Ser revisada constantemente. 3.6 Planificación y Obtención de productos inocuos Es importante que toda organización implemente, opere y asegure la eficacia de todas las actividades que han sido planificadas y estén pendientes de cualquier cambio que pueda suceder. Esto incluye programas prerrequisitos (PPRS) así como también operacionales o plan HACCP.
3.6.1 Programas prerrequisitos (PPRs) En la organización se deben establecer prerrequisitos que permitan controlar la probabilidad de introducir peligros para la inocuidad de alimentos así como la contaminación biológica, química, física y cruzada. A su vez los (PPRs) deben ser acoplados a las necesidades de la organización e implementados a través de todo el sistema de producción. Las organizaciones para establecer programas deben tomar en cuenta la construcción y distribución y planta de edificaciones, instalaciones ya sea de espacio de trabajo como para los empleados y otros servicios. Toda organización debe tener

20
medidas para prevenir la contaminación, debe existir: limpieza y saneamiento, control de plagas, higiene personal, etc.
3.6.2 Pasos Preliminares para permitir el Análisis de Peligros Debe existir dentro de la organización un personal encargado sobre la inocuidad de los alimentos, el cual debe tener conocimiento y experiencia en lo relacionado al desarrollo e implementación de dicho sistema. Esto abarca los productos, procesos, equipos y peligros relacionados con esta condición, y debe ser responsable de mantener registros que demuestran que poseen la capacidad para realizar dicho trabajo. Características del producto: Materias prima, ingredientes y materiales en contacto del producto: Deben existir documentos que detallen todas las materias primas e ingredientes que estén en contacto con el producto y así realizar un análisis de peligro. Se deben tener en cuenta las características biológicas, químicas y físicas así como la composición de ingredientes formulados, aditivos incluyendo origen, método de producción, método de embalaje y entrega, condiciones de almacenamiento y vida en estantería, etc.
3.6.3 Características de los productos finales Las características de todos productos que se rija bajo esta norma, y así poder realizar un análisis de peligro debe brindar información sobre el nombre del producto, la composición, características biológicas, físicas y químicas, vida útil, tipo de almacenamiento, embalaje, etiquetado y distribución.
3.6.4 Diagramas de flujo, Etapas de proceso y medidas de control Se deben elaborar diagramas de flujo para todos los productos y categorías de proceso que abarcan el sistema de inocuidad de alimentos con el fin de proporcionar una base para la evaluación de los peligros. Estos deben incluir todo lo relacionado a la secuencia de los pasos en la operación, proceso contratado externamente, punto en el que se introduce la materia prima, ingredientes, productos intermedios, puntos donde ocurren reproceso y reciclajes, etc.
3.6.5 Análisis de peligro Se debe llevar a cabo un análisis de peligro para determinar cuales son los que necesitan ser controlados, el nivel y las medidas de vigilancia. Todos los riesgos deben ser reconocidos para así determinar cuáles son los niveles aceptados. La identificación debe hacerse en base a la investigación preliminar, experiencia y formación externa, información de la cadena alimentaria relacionada a la inocuidad de los alimentos, que pueden ser pertinentes para los productos finales, intermedios, y en el momento de consumo. Cuando los peligros ya son encontrados se deben considerar los pasos previos y posteriores a la operación equipos, servicios y los eslabones precedentes en la cadena alimentaria.

21
La evaluación de peligros en la inocuidad de alimentos debe determinar si su eliminación o reducción de riesgos a niveles aceptables es primordial para la producción de un producto. La selección de las medidas de control debe ser basada con un estudio y ser capaz de prevenir, eliminar y reducir, y se debe clasificar en cuanto a que su gestión se necesita hacer a través de PPR operacionales o mediante el plan HACCP. La selección y categorización se deben llevar a cabo a través de evaluaciones en relación a su efecto sobre los peligros a su viabilidad para su monitoreo, su lugar dentro del sistema en relación con otras prevenciones, la probabilidad de fallas, la severidad de las consecuencias en caso de errores en su funcionamiento y a su vez se debe determinar si la medida de control es establecida o aplicada específicamente para eliminar o reducir el nivel de riesgo.
3.6.6 Establecimiento de los programas prerrequisitos (PPRs) operacionales El documento de los prerrequisitos operacionales debe contener información sobre los peligros a controlar, medidas de prevenciones, procedimiento y registro de monitoreo, acciones correctivas, responsabilidades y autoridades.
3.6.7 Establecimiento del plan HACCP El plan HACCP debe estar documentado y debe incluir información sobre los peligros que se deben controlar en el PCC( puntos críticos de control) , las medidas a tomar, los límites críticos, los procedimientos de monitoreo, acciones correctivas si es necesario así como responsabilidades y registros. La determinación de los límites críticos para los PCC es necesaria para el monitoreo con el fin de demostrar que está bajo control. Todo sistema de vigilancia debe constar de procedimientos que cubran las mediciones u observaciones que suministren resultados en un estipulado tiempo, los dispositivos usados, los métodos de calibración, frecuencias de chequeo, responsabilidad y autoridad relacionada con éste y evaluación así como requisitos. 4
4 Norma Técnica Colombiana NTC-ISO 22000.
22
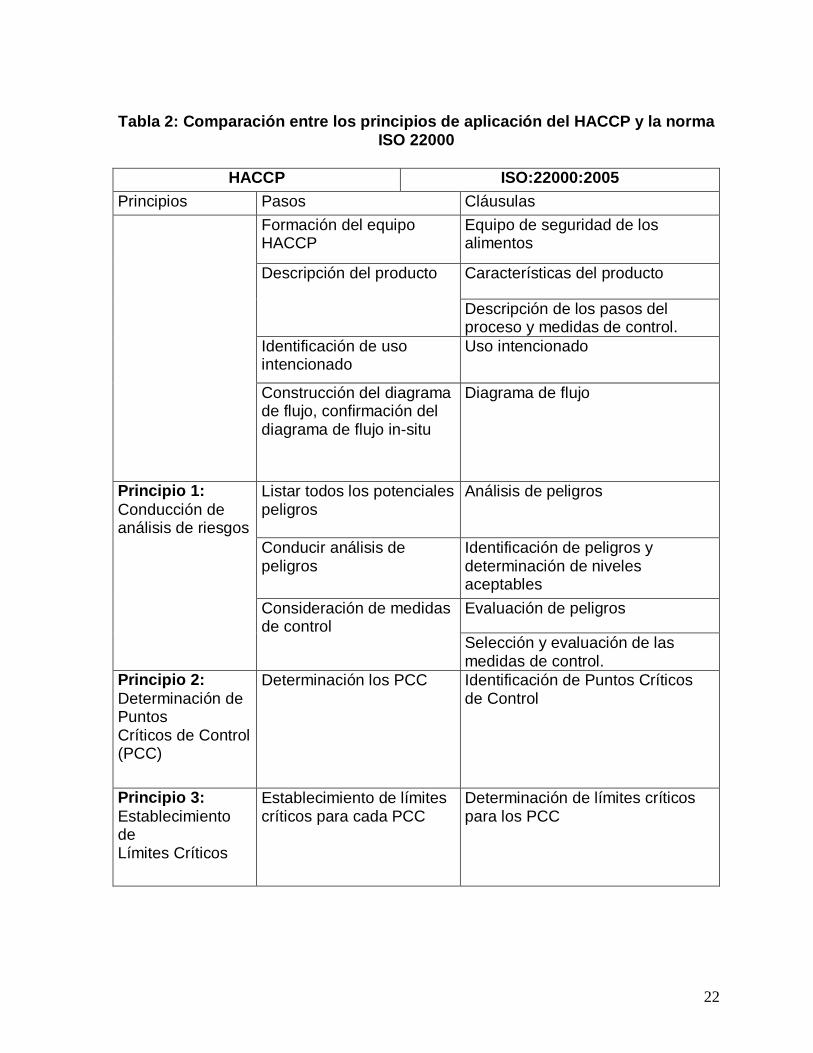
Tabla 2: Comparación entre los principios de aplicación del HACCP y la norma ISO 22000
HACCP ISO:22000:2005 Principios Pasos Cláusulas
Formación del equipo HACCP
Equipo de seguridad de los alimentos
Características del producto Descripción del producto
Descripción de los pasos del proceso y medidas de control.
Identificación de uso intencionado
Uso intencionado
Construcción del diagrama de flujo, confirmación del diagrama de flujo in-situ
Diagrama de flujo
Listar todos los potenciales peligros
Análisis de peligros
Conducir análisis de peligros
Identificación de peligros y determinación de niveles aceptables Evaluación de peligros
Principio 1: Conducción de análisis de riesgos
Consideración de medidas de control
Selección y evaluación de las medidas de control.
Principio 2: Determinación de Puntos Críticos de Control (PCC)
Determinación los PCC Identificación de Puntos Críticos de Control
Principio 3: Establecimiento de Límites Críticos
Establecimiento de límites críticos para cada PCC
Determinación de límites críticos para los PCC
23
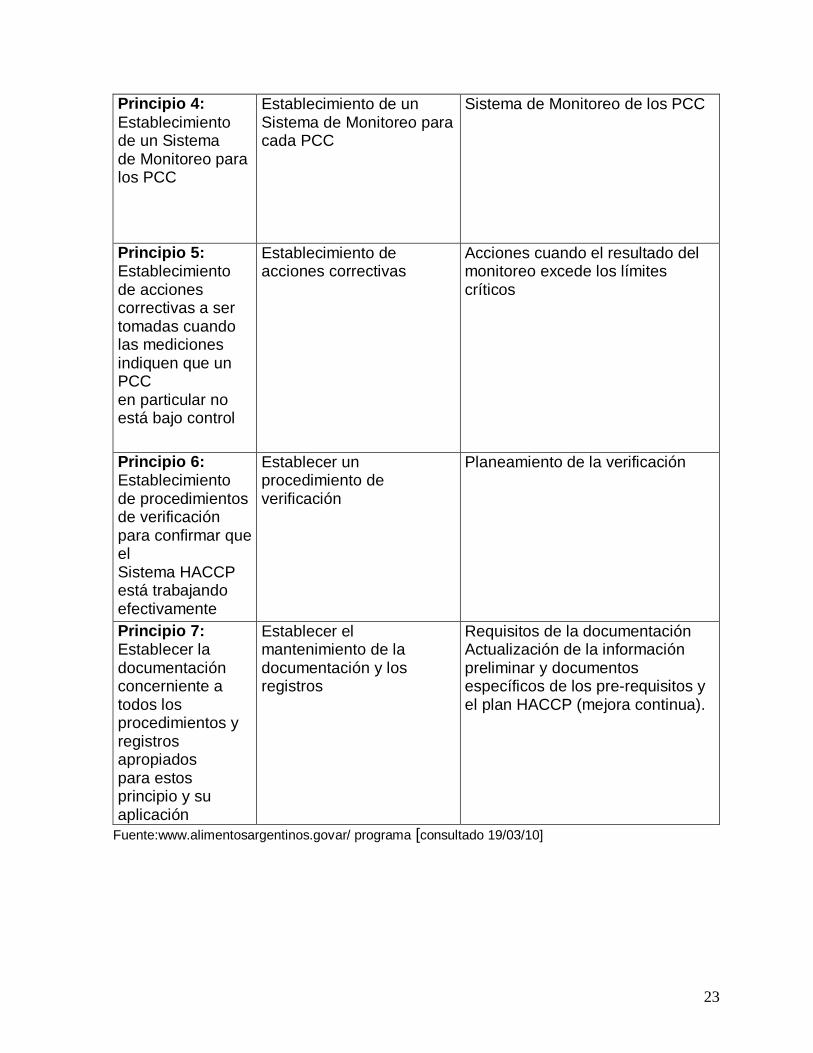
Principio 4: Establecimiento de un Sistema de Monitoreo para los PCC
Establecimiento de un Sistema de Monitoreo para cada PCC
Sistema de Monitoreo de los PCC
Principio 5: Establecimiento de acciones correctivas a ser tomadas cuando las mediciones indiquen que un PCC en particular no está bajo control
Establecimiento de acciones correctivas
Acciones cuando el resultado del monitoreo excede los límites críticos
Principio 6: Establecimiento de procedimientos de verificación para confirmar que el Sistema HACCP está trabajando efectivamente
Establecer un procedimiento de verificación
Planeamiento de la verificación
Principio 7: Establecer la documentación concerniente a todos los procedimientos y registros apropiados para estos principio y su aplicación
Establecer el mantenimiento de la documentación y los registros
Requisitos de la documentación Actualización de la información preliminar y documentos específicos de los pre-requisitos y el plan HACCP (mejora continua).
Fuente:www.alimentosargentinos.govar/ programa [consultado 19/03/10]
24
3.7 Unos de los requisitos de HACCP son los POES La higiene es una herramienta clave para asegurar la inocuidad de los productos que se manipulan en las plantas productoras de alimentos e involucra una infinidad de prácticas esenciales tales como limpieza y sanitización de las superficies en contacto, la limpieza del personal y el manejo integrado de plagas entre otras. Una manera eficiente y segura de llevar a cabo las operaciones de saneamiento es la implementación de los procedimientos operativos estandarizados de saneamiento (POES). 3.8 ¿Qué son los POES? Son los procedimientos operativos estandarizados que describen las tareas de saneamiento. Se aplican antes, durante y después de las operaciones de elaboración llevando un respectivo registro y monitoreo. La aplicación de POES es un requerimiento fundamental para la implementación de sistemas de certificación que aseguren la calidad e inocuidad de los alimentos. Para su aplicación al igual que en los sistemas de calidad, la selección y capacitación de personal responsable es de suma importancia. Cada local debe contar con su propio manual de POES donde se describen todos los pasos de limpieza y desinfección que se realizan en los procesos, los cuales deben ser suficientes para prevenir la contaminación o adulteración de los alimentos que allí se manipulan. Una vez desarrollado, será firmado y fechado por un empleado responsable/ supervisor con autoridad superior. Esta firma significa que el establecimiento implementará dicho sistema. Los Procedimientos Operativos de Estandarización y Sanitización deben identificar los métodos de saneamiento pre operacional y deben diferenciar las actividades de limpieza que se realizan durante las operaciones. Estas actividades pre operacionales serán identificados como tales, indicarán como mínimo los pasos de aseo de las superficies e instalaciones en contacto con los alimentos, equipamiento e utensilios. Se deberán describir la forma de sanitización diaria que el lugar realizará durante los procesamientos para prevenir la contaminación directa de productos o su alteración. Los procedimientos establecidos deberán incluir: La limpieza y desinfección de equipos y utensilios durante los intervalos en la
producción. La higiene de personal: hace referencia a la higiene de las prendas de vestir
externas y guantes, cobertores de cabello, lavado de manos, estado de salud, etc. Manejo de los agentes de limpieza y desinfección en áreas de elaboración de
productos. Los POES deben ser monitoreados, verificados y en caso de considerarse
necesario, revisados con cierta frecuencia. Estos procedimientos se realizan para todas las operaciones y todos los turnos de
actividad.
25
Una planta elaboradora debe disponer de los siguientes pasos de saneamiento en: Mano Líneas de producción. Áreas de recepción, depósitos de materias primas, intermedios y productos
terminados. Bandejas, carros, ductos de entrada y extracción de aire, campanas, cisternas. Líneas de transferencia internas y externas a la planta- Cámaras frigoríficas y heladeras. Lavaderos. Superficies en contacto con alimentos, incluyendo, básculas, balanzas
contenedores. Instalaciones sanitarias y vestuarios. Comedor del personal. Los POES deben identificar procedimientos de saneamiento pre operacionales y deben diferenciarse de las actividades que se realizarán durante los procesos. La importancia de este punto radica en que la higiene constituye un reflejo de los conocimientos, actitudes, políticas de la dirección y los mandos medios. La mayoría de los problemas asociados con una limpieza inadecuada podría evitarse con la selección, formación activa y motivación del equipo que labora en la planta. 5
5 Márquez Salazar B. Elaboración de Procedimientos Operacionales Estandarizados. En PROTEINA S.A.
26
CAPITULO IV
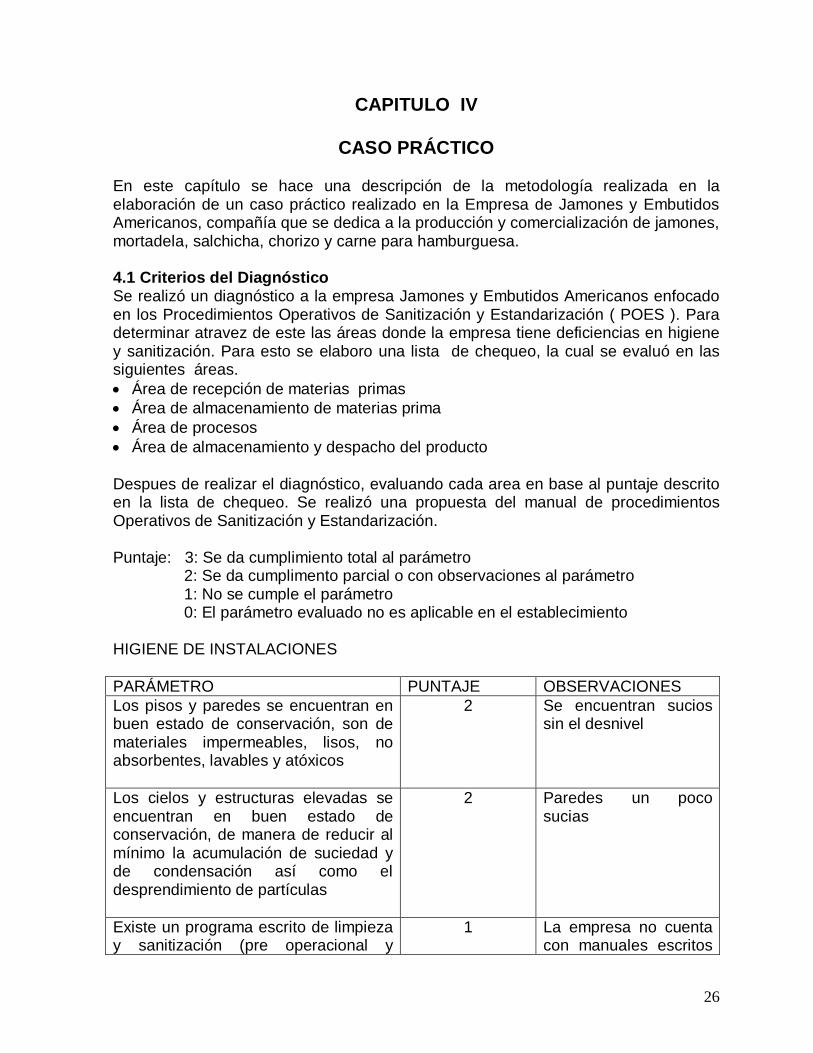
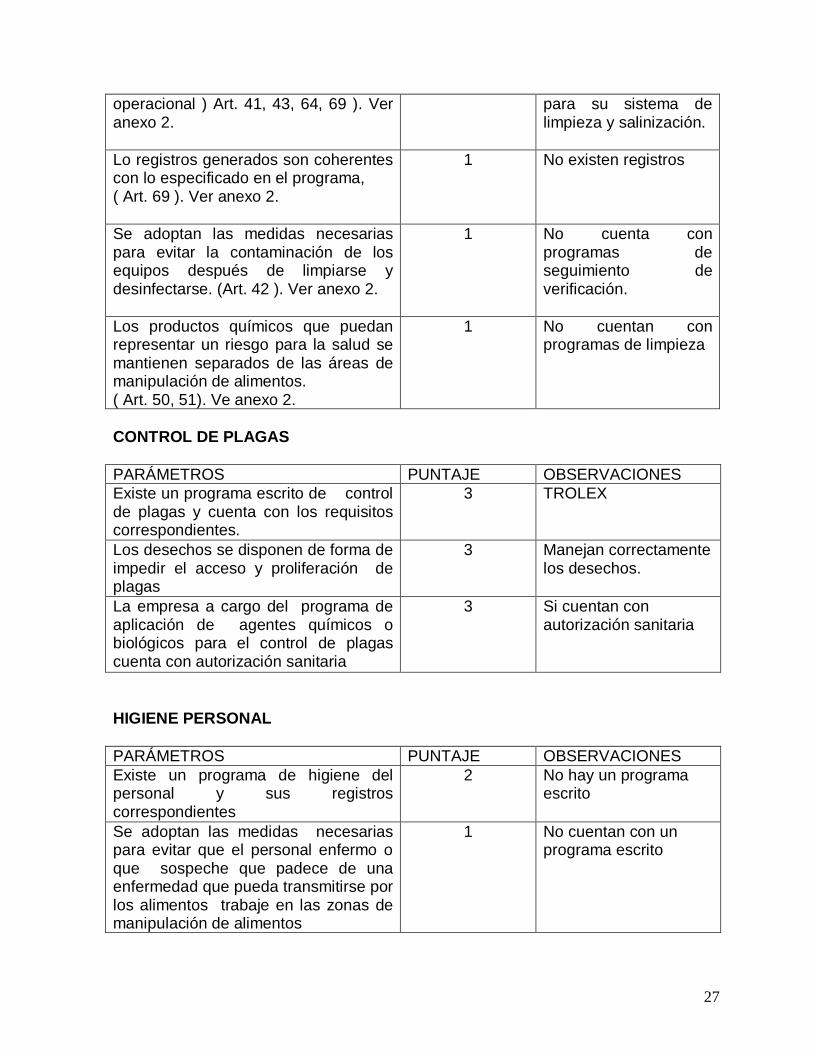
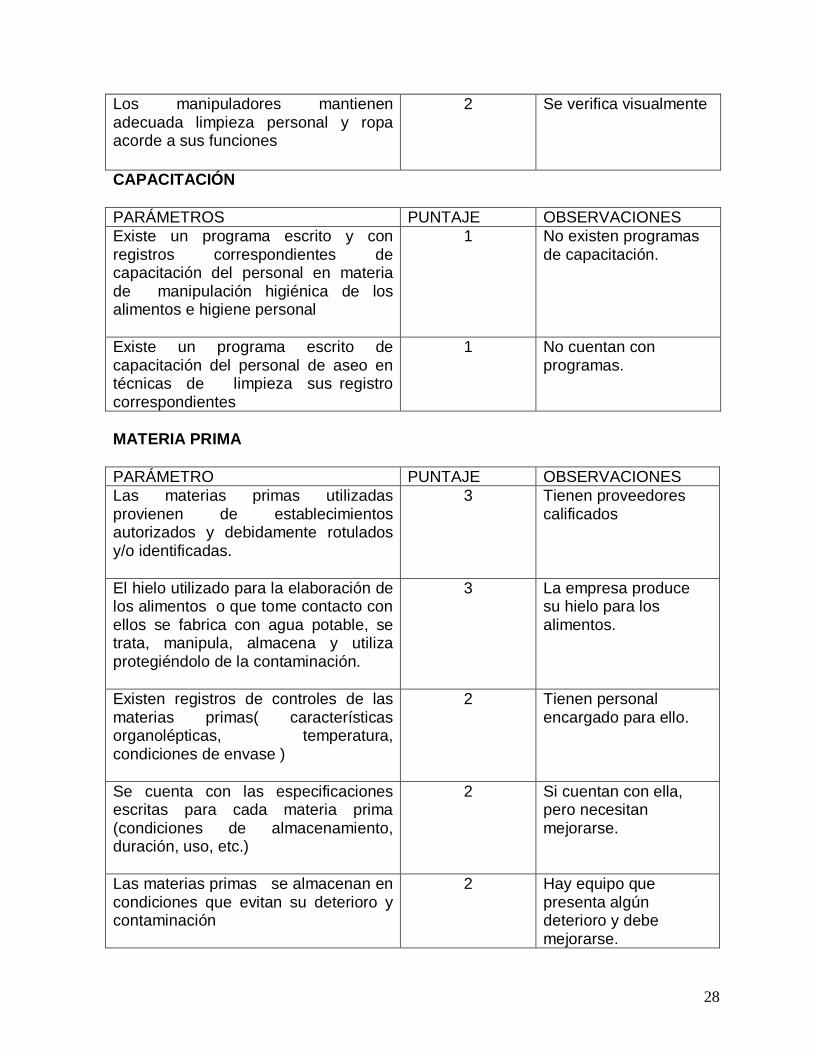
CASO PRÁCTICO En este capítulo se hace una descripción de la metodología realizada en la elaboración de un caso práctico realizado en la Empresa de Jamones y Embutidos Americanos, compañía que se dedica a la producción y comercialización de jamones, mortadela, salchicha, chorizo y carne para hamburguesa. 4.1 Criterios del Diagnóstico Se realizó un diagnóstico a la empresa Jamones y Embutidos Americanos enfocado en los Procedimientos Operativos de Sanitización y Estandarización ( POES ). Para determinar atravez de este las áreas donde la empresa tiene deficiencias en higiene y sanitización. Para esto se elaboro una lista de chequeo, la cual se evaluó en las siguientes áreas. Área de recepción de materias primas Área de almacenamiento de materias prima Área de procesos Área de almacenamiento y despacho del producto Despues de realizar el diagnóstico, evaluando cada area en base al puntaje descrito en la lista de chequeo. Se realizó una propuesta del manual de procedimientos Operativos de Sanitización y Estandarización. Puntaje: 3: Se da cumplimiento total al parámetro 2: Se da cumplimento parcial o con observaciones al parámetro 1: No se cumple el parámetro 0: El parámetro evaluado no es aplicable en el establecimiento HIGIENE DE INSTALACIONES PARÁMETRO PUNTAJE OBSERVACIONES Los pisos y paredes se encuentran en buen estado de conservación, son de materiales impermeables, lisos, no absorbentes, lavables y atóxicos
2 Se encuentran sucios sin el desnivel
Los cielos y estructuras elevadas se encuentran en buen estado de conservación, de manera de reducir al mínimo la acumulación de suciedad y de condensación así como el desprendimiento de partículas
2 Paredes un poco sucias
Existe un programa escrito de limpieza y sanitización (pre operacional y
1 La empresa no cuenta con manuales escritos
27
operacional ) Art. 41, 43, 64, 69 ). Ver anexo 2.
para su sistema de limpieza y salinización.
Lo registros generados son coherentes con lo especificado en el programa, ( Art. 69 ). Ver anexo 2.
1 No existen registros
Se adoptan las medidas necesarias para evitar la contaminación de los equipos después de limpiarse y desinfectarse. (Art. 42 ). Ver anexo 2.
1 No cuenta con programas de seguimiento de verificación.
Los productos químicos que puedan representar un riesgo para la salud se mantienen separados de las áreas de manipulación de alimentos. ( Art. 50, 51). Ve anexo 2.
1 No cuentan con programas de limpieza
CONTROL DE PLAGAS PARÁMETROS PUNTAJE OBSERVACIONES Existe un programa escrito de control de plagas y cuenta con los requisitos correspondientes.
3 TROLEX
Los desechos se disponen de forma de impedir el acceso y proliferación de plagas
3 Manejan correctamente los desechos.
La empresa a cargo del programa de aplicación de agentes químicos o biológicos para el control de plagas cuenta con autorización sanitaria
3 Si cuentan con autorización sanitaria
HIGIENE PERSONAL PARÁMETROS PUNTAJE OBSERVACIONES Existe un programa de higiene del personal y sus registros correspondientes
2 No hay un programa escrito
Se adoptan las medidas necesarias para evitar que el personal enfermo o que sospeche que padece de una enfermedad que pueda transmitirse por los alimentos trabaje en las zonas de manipulación de alimentos
1 No cuentan con un programa escrito
28
Los manipuladores mantienen adecuada limpieza personal y ropa acorde a sus funciones
2 Se verifica visualmente
CAPACITACIÓN PARÁMETROS PUNTAJE OBSERVACIONES Existe un programa escrito y con registros correspondientes de capacitación del personal en materia de manipulación higiénica de los alimentos e higiene personal
1 No existen programas de capacitación.
Existe un programa escrito de capacitación del personal de aseo en técnicas de limpieza sus registro correspondientes
1 No cuentan con programas.
MATERIA PRIMA PARÁMETRO PUNTAJE OBSERVACIONES Las materias primas utilizadas provienen de establecimientos autorizados y debidamente rotulados y/o identificadas.
3 Tienen proveedores calificados
El hielo utilizado para la elaboración de los alimentos o que tome contacto con ellos se fabrica con agua potable, se trata, manipula, almacena y utiliza protegiéndolo de la contaminación.
3 La empresa produce su hielo para los alimentos.
Existen registros de controles de las materias primas( características organolépticas, temperatura, condiciones de envase )
2 Tienen personal encargado para ello.
Se cuenta con las especificaciones escritas para cada materia prima (condiciones de almacenamiento, duración, uso, etc.)
2 Si cuentan con ella, pero necesitan mejorarse.
Las materias primas se almacenan en condiciones que evitan su deterioro y contaminación
2 Hay equipo que presenta algún deterioro y debe mejorarse.
29
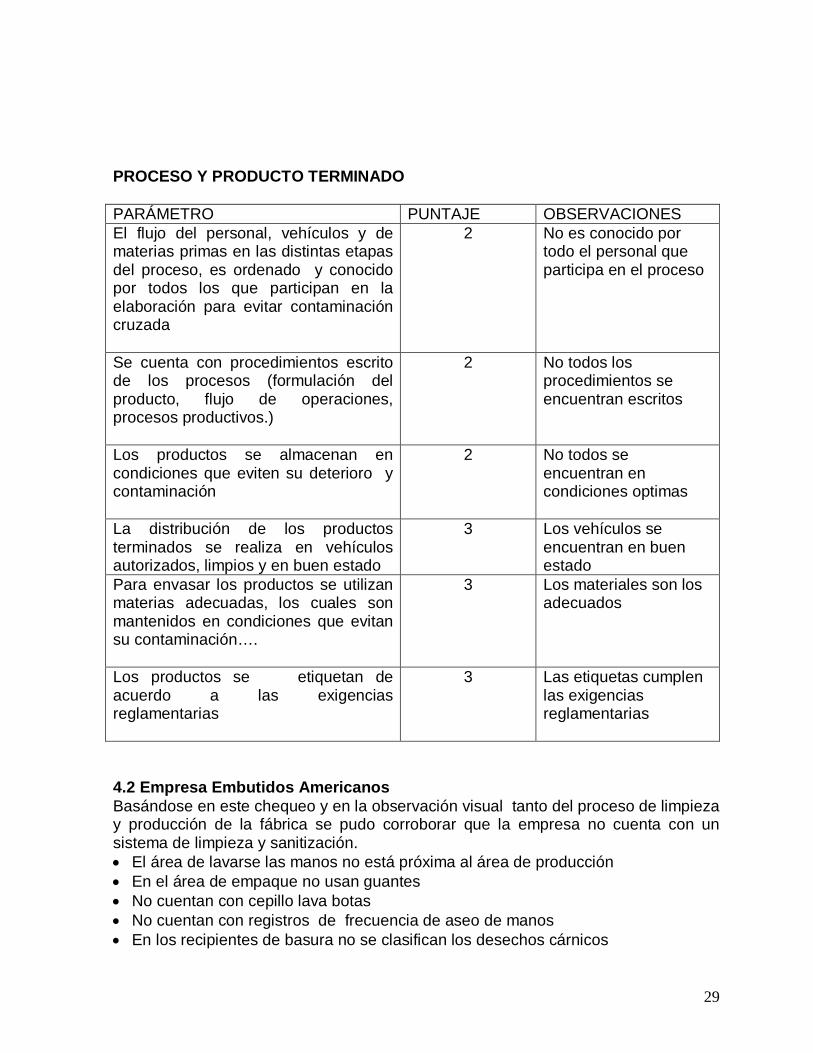
PROCESO Y PRODUCTO TERMINADO PARÁMETRO PUNTAJE OBSERVACIONES El flujo del personal, vehículos y de materias primas en las distintas etapas del proceso, es ordenado y conocido por todos los que participan en la elaboración para evitar contaminación cruzada
2 No es conocido por todo el personal que participa en el proceso
Se cuenta con procedimientos escrito de los procesos (formulación del producto, flujo de operaciones, procesos productivos.)
2 No todos los procedimientos se encuentran escritos
Los productos se almacenan en condiciones que eviten su deterioro y contaminación
2 No todos se encuentran en condiciones optimas
La distribución de los productos terminados se realiza en vehículos autorizados, limpios y en buen estado
3 Los vehículos se encuentran en buen estado
Para envasar los productos se utilizan materias adecuadas, los cuales son mantenidos en condiciones que evitan su contaminación….
3 Los materiales son los adecuados
Los productos se etiquetan de acuerdo a las exigencias reglamentarias
3 Las etiquetas cumplen las exigencias reglamentarias
4.2 Empresa Embutidos Americanos Basándose en este chequeo y en la observación visual tanto del proceso de limpieza y producción de la fábrica se pudo corroborar que la empresa no cuenta con un sistema de limpieza y sanitización. El área de lavarse las manos no está próxima al área de producción En el área de empaque no usan guantes No cuentan con cepillo lava botas No cuentan con registros de frecuencia de aseo de manos En los recipientes de basura no se clasifican los desechos cárnicos

30
Los obreros no cuentan con el equipo necesario. Todos estos factores dan la pauta que los productos que en esta empresa se elaboran no cumplen con los requisitos de calidad e inocuidad que demandan sus consumidores. Con base a la investigación realizada se procedió en primer lugar a dar una capacitación sobre el equipo, técnicas y químicos necesarios para que esta empresa realice un procedimiento completo de limpieza y sanitización en su planta de embutidos. 4.3 Documentación La documentación se llevó a cabo durante el diagnóstico que se realizó a la planta, esta fue obtenida por observación y verificación a través de la lista de chequeo en los diferentes procesos de embutidos y sobre todo por consultas hecha a los operarios. 4.4 Determinación de procedimientos Con toda la información técnica generada en la documentación se determinaron los procedimientos de cada uno de los equipos con que cuenta la empresa, en cada uno de los sectores que la conforman. Posterior a la documentación se elaboró el manual de Procedimientos Operacionales Estandarizados para la planta, el cual fue presentado a un grupo de operarios del área de producción y empaque de la empresa para que formen parte del proceso de validación. 4.5 Manual de POES Con la recopilación de los datos necesarios, se procedió a la realización del manual de POES en el cual se encontrará la información necesaria para la uniformidad en el cumplimiento de rutinas de trabajo, registrar los hechos imprevistos e incorrectos y mantener la eficacia del proceso, la seguridad y la calidad de las distintas acciones de trabajo. 4.6 Capacitación La capacitación se enfocó principalmente en conceptos generales de limpieza y sanitización, la importancia de la producción de alimentos inocuos, las ventajas del cumplimiento de estos requisitos de limpieza para la posterior certificación de las empresas de alimentos y el beneficio que tendrá la empresa al contar con estos procedimientos. La capacitación se realizó tanto a nivel operativo como administrativo. Para implementar el programa de Procedimientos Operacionales Estandarizados de Saneamiento es trascendental conocer la importancia y el rol que éste ejerce dentro de la industria alimentaria, para lograr un ambiente sanitariamente adecuado con el objetivo de prevenir la contaminación cruzada, y se sabe que los alimentos se pueden contaminar de diversas formas entre las cuales se incluyen las personas, utensilios, aéreas de trabajo superficies de equipos, aire, insectos, objetos ajenos al producto; entre otros.
31
Es así como la limpieza y la sanitización de las superficies y/o áreas de trabajos en contacto y sin perjudicar el alimento, es la medida más efectiva para la prevención de contaminación en los productos. De esta forma un programa efectivo de limpieza y salinización debe contener procedimientos responsables, equipamiento y productos específicos, así como también tener un programa de monitoreo basado en la verificación de los registros. En dicha capacitación se orientó a los operarios a realizar una evaluación en forma autocrítica de la importancia de realizar un buen desempeño en el área laboral, en el cual se examine la ruta de contaminación de las superficies y revisar los métodos para asegurar una limpieza eficiente y rigurosa de sanitización con el objetivo de gestionar correctamente los POES de una forma clara y precisa (Ver anexo 1).
32
CAPITULO V
RESULTADOS 5.1 Manual de Procedimientos Operativos Estandarizados de Sanitización y Limpieza: “Jamones y Embutidos Americanos” INTRODUCCIÓN Jamones y Embutidos Americanos es una empresa que busca la mejora continua en el área de producción de embutidos, por lo que consideró necesario adoptar normas que les garanticen que los procedimientos de fabricación de sus productos son de óptima calidad, hacer más eficientes sus sistemas de fabricación, bajar los costes por problemas de procesamiento y además garantizarle a los consumidores que los productos cumplen con los estándares establecidos por la ley. Por tal motivo, la empresa por medio de un proyecto de seminario de especialización profesional de graduación de la carrera Ingeniería en Alimentos de la Universidad Dr. José Matías Delgado desarrolló un manual de Procedimientos Operativos Estandarizados de Sanitización que será una herramienta indispensable para poder mejorar la calidad de sus productos. Al mismo tiempo darles a los empleados herramientas básicas en limpieza y desinfección de equipos. El objetivo de este proyecto fue elaborar un manual de Procedimientos Operativos Estandarizados de Sanitización. Para lograrlo se llevó a cabo un diagnóstico de cada una de las líneas de proceso y también un curso de capacitación para sus empleados. Es importante hoy en día, tomar en cuenta que la alta calidad de los productos dependerá en gran parte de la buena calidad de la materia prima usada, al mantener Procedimientos Operacionales de Sanitización y Estandarización en la elaboración y conservación de los alimentos que garantice el buen manejo de dicha materia prima. Los Procedimientos Operacionales de Estandarización y Sanitización (POES) son una serie de pasos que se deben seguir para asegurar que los procesos de fabricación de alimentos posean los estándares previamente establecidos. Esto asegura que los productos tengan una calidad uniforme y además se cerciora de que los operarios conozcan los requisitos mínimos necesarios para la elaboración de los embutidos en todo el proceso.
33
OBJETIVOS Objetivo general: Elaborar un manual de Procedimientos Operativos Estandarizados de Sanitización
( POES ) en Jamones y Embutidos Americanos. Objetivos Específicos: Realizar un diagnóstico para la elaboración de un manual de Procedimientos
Operativos Estandarizados de Sanitización ( POES ) en Jamones y Embutidos Americanos.
Capacitar al personal operativo de la planta sobre los Procedimientos a realizar. ALCANCE El manual de la Empresa Jamones y Embutidos Americanos es una guía básica que aporta los requerimientos para la ejecución de los POES en las plantas procesadoras de carnes.
34
IMPORTANCIA DE HIGIENE E INOCUIDAD EN LOS PROCESOS DE MANUFACTURA DE LOS PRODUCTOS ALIMENTICIOS La higiene es un aspecto muy importante cuando se elaboran alimentos, ésta garantiza que sean seguros para las personas que los ingieren y así evitar una intoxicación en el momento de su consumo. La inocuidad alimentaria es una palabra muy utilizada hoy en día y significa que los alimentos no producen daño alguno en el consumidor. Esta característica debe cumplirse en los productos alimenticios y se puede lograr a través de diversas prácticas, entre las más importantes se encuentran: Verificación de las instalaciones en donde se están desarrollando los productos,
asegurando que se encuentren en un sitio donde no ocurra alguna contaminación de los alimentos, es decir que no existan fuentes de polvo, insectos, humo u otro agente externo que dañe la sanidad o calidad del producto.
Limpieza y sanitización de los sitios de trabajos. Esto se refiere a que las mesas o
lugares donde se elaboren los productos tiene que limpiarse con agua y jabón antes de empezar cada jornada de trabajo y posteriormente desinfectarla con un agente sanitizante como el cloro o lejía.
Higiene del personal. Se debe contar con un equipo básico entre las personas
encargadas de elaborar los productos, entre los cuales están: mascarilla, redecilla, gabacha o delantal. Otro aspecto importante son la prácticas y normas de higiene que deben seguir: No tener joyería durante el proceso. Tener las uñas cortas de las manos. Contar con el equipo básico personal durante el proceso. Lavarse las manos correctamente antes del proceso, cada hora luego del
inicio o cuando cambien de actividad. Tener el cabello recortado. Tener buena salud.
Verificación de la calidad de la materia prima. Esto se realizará mediante la
observación de los materiales utilizados para el proceso, determinando si ésta posee las características sensoriales (aroma, color, olor y textura) deseadas y si se encuentra libre de cualquier contaminación química, biológica o física. 6
6 Folleto de inocuidad de alimentos. Ministerio de Agricultura y Ganadería (MAG).
35
CONCEPTOS GENERALES DE LOS POES Los POES son los procedimientos operativos estandarizados que describen las tareas de saneamiento y son aplicadas antes, durante y después de las operaciones de trabajo. El propósito de los POES es que desarrollan un enfoque sistemático y analítico cuidadoso de un trabajo específico de sanitización, el cual contribuye a la reducción de posibles peligros en la elaboración de alimentos; ya que minimiza el riesgo de una contaminación y a su vez, mantiene el estándar de calidad deseado en los productos. Forma para el desarrollo de un POES: Se realiza una serie de preguntas específicas las cuales facilitan el desarrollo del POES, por ejemplo: ¿Qué? ¿Cómo? ¿Cuándo? ¿Dónde? ¿Quién? etc. PASOS PARA LA REALIZACIÓN DE UN POES Identificación de los procedimientos o tareas que se llevarán a cabo en el
desarrollo. Por ejemplo: lavado y sanitización antes de entrar en contacto con el producto cárnico Y los implementos de uso para el corte de la carne (cuchillos).
Definición de equipo de trabajo que estará llevando a cabo la tarea asignada. Número de operarios, el personal de la línea de trabajo. Supervisor responsable del trabajo de los operarios o si la empresa no cuenta
con un supervisor en especial, destacar a uno de los operarios que sea designado para llevar el control y observe que todo esté en normalidad.
Personal capacitado para la evaluación de la tarea. Definir las actividades relevantes para el desarrollo del procedimiento, detallando
cuáles son los pasos a realizar y llevar a cabo la tarea específica. Definir cuál es la mejor forma de realizar la tarea asignada o su equivalente:
¿Quién es la persona indicada o experto en la realización del trabajo? Revisar la documentación correspondiente, como reglamentos y procedimientos
respectivos. Técnicas que pueden ser utilizados para facilitar su entendimiento. Por ejemplo: videos, fotografías y diagramas. Observaciones visuales de la tarea específica que se lleva a cabo desde el
principio hasta su fin. Identificar problemas que hayan ocurrido con anterioridad.
36
BENEFICIOS DE LOS POES Proporcionan al consumidor productos con una garantía de calidad sanitaria que permita al producto una mayor vida de anaquel, que conserve sus cualidades y características. La aplicación de los Procedimientos Operacionales de Sanitización y Estandarización se dividen en: Pre-operacional. Operacional.
SANEAMIENTO PRE-OPERACIONAL Consiste en procedimientos que deben dar como resultado ambientes, utensilios y equipamiento limpios antes de empezar la producción. Estos estarán libres de cualquier suciedad, deshecho de material orgánico, productos químicos u otras sustancias perjudiciales que pudieran contaminar el producto alimenticio. Los procedimientos operativos y pre-operacional detallan los pasos sanitarios diarios de una rutina para prevenir la contaminación directa del producto, los que deben incluir como mínimo, la limpieza de superficie de los equipos y utensilios que entrarán en contacto con los alimentos. Los procedimientos sanitarios adicionales para el saneamiento pre-operacional deben incluir: Identificación de los productos de limpieza y desinfectantes con el nombre
comercial, principio activo, número de lote a utilizar y nombre del responsable de efectuar las diluciones cuando estas sean necesarias.
Descripción del desarme y rearme del equipamiento antes y después de la limpieza, la identificación del producto químico aprobados y la utilización del acuerdo con las especificaciones de los rótulos, las técnicas utilizadas y la aplicación de desinfectantes a las superficies de contacto con los productos después de la limpia. Estas sustancias se utilizan para reducir o destruir bacterias que podrían haber sobrevivido al proceso de saneamiento.
37
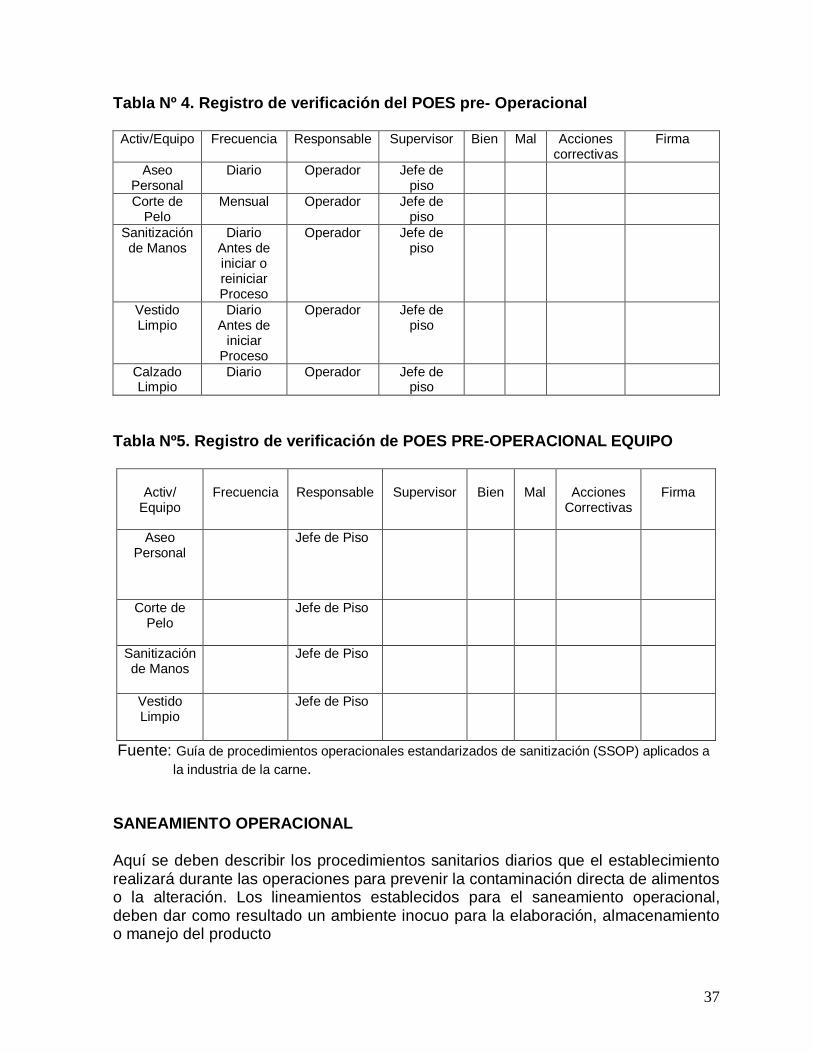
Tabla Nº 4. Registro de verificación del POES pre- Operacional Activ/Equipo Frecuencia Responsable Supervisor Bien Mal Acciones
correctivas Firma
Aseo Personal
Diario Operador Jefe de piso
Corte de Pelo
Mensual Operador Jefe de piso
Sanitización de Manos
Diario Antes de iniciar o reiniciar Proceso
Operador Jefe de piso
Vestido Limpio
Diario Antes de
iniciar Proceso
Operador Jefe de piso
Calzado Limpio
Diario Operador Jefe de piso
Tabla Nº5. Registro de verificación de POES PRE-OPERACIONAL EQUIPO
Activ/ Equipo
Frecuencia
Responsable
Supervisor
Bien
Mal
Acciones
Correctivas
Firma
Aseo Personal
Jefe de Piso
Corte de Pelo
Jefe de Piso
Sanitización de Manos
Jefe de Piso
Vestido Limpio
Jefe de Piso
Fuente: Guía de procedimientos operacionales estandarizados de sanitización (SSOP) aplicados a la industria de la carne.
SANEAMIENTO OPERACIONAL Aquí se deben describir los procedimientos sanitarios diarios que el establecimiento realizará durante las operaciones para prevenir la contaminación directa de alimentos o la alteración. Los lineamientos establecidos para el saneamiento operacional, deben dar como resultado un ambiente inocuo para la elaboración, almacenamiento o manejo del producto
38
Los procedimientos establecidos durante el proceso deben incluir: La limpieza del equipo, utensilios y desinfección durante los intervalos en la
producción. Higiene de personal: haciendo referencia a la higiene de las prendas de vestir
externas y guantes, cobertores de cabello, lavado de manos, estado de salud etc. Manejo de los agentes de limpieza y desinfección en áreas de elaboración de
productos. Los establecimientos con procesamientos complejos, necesitan normativas sanitarios para asegurar un ambiente apto y para prevenir contaminación cruzada.
PROCEDIMIENTOS OPERACIONALES ESTANDARIZADOS DE SANITIZACIÓN ESPECÍFICOS Existen dos tipos de POES que son: 1. Operaciones de limpieza y sanitización pre-operacionales: Según contacto directo con el producto. Según contacto indirecto con el producto. Sin contacto 2. Operaciones de limpieza y sanitización operacionales: Según contacto directo con el producto Según contacto indirecto con el producto Sin contacto. Dentro de cada POES hay cuatro pasos, que son: Etapas en el desarrollo del procedimiento. Procedimientos de monitoreo. Acciones correctivas y preventivas. Registros. LIMPIEZA Y SANITIZACIÓN PRE-OPERACIONAL Son todos los pasos de limpieza y sanitización que se realizan antes de los procesos de producción Cutter Embutidora Rebanadora Mezcladora Mesas de trabajo. Hornos. Guillotina. Utensilios (cuchillos, tablas de cortar, etc.)
39
SUPERFICIES EN CONTACTO DIRECTO CON EL PRODUCTO Se conoce como el contacto que existe entre el lugar donde se realizan los diferentes procesos de limpieza y sanitización y el producto cárnico. Entre los utensilios que tienen un contacto directo están: cuchillos, mesas, etc. Para la limpieza de estos objetos deben realizar los siguientes pasos: Descripción de la manera en que se debe limpiar. Equipo adecuado. Higiene personal. EQUIPOS E INSTALACIONES Desarmado y pre-limpieza del equipo a utilizar. Cada pieza debe ser identificada para facilitar su limpieza cada vez que lo requiera. USO DE PRODUCTOS QUÍMICOS REGISTRADOS Se debe identificar el nombre del químico y del equipo al que se le aplicará. Es necesario estudiar la ficha técnica que cada producto trae y así conocer el modo de aplicación, las cantidades necesarias, etc. TÉCNICAS DE LIMPIEZA Y PROCEDIMIENTOS Primero, se deben retirar todos los residuos sólidos que han quedado en las máquinas. Debe realizarse con agua potable. Los químicos utilizados para la limpieza deben estar previamente registrados, a su vez debe conocerse la temperatura del agua y el tiempo de aplicación. Por último, debe realizar un enjuague exhaustivo. USO DE PRODUCTOS SANITIZANTES Una de las razones más importantes para la aplicación de sanitizante es que ayuda a la eliminación de bacterias que han quedado en los objetos o equipos después de su limpieza. Para su utilización debe tenerse en cuenta las siguientes indicaciones: Identificación del nombre y el fabricante. El número de registro. Identificar máquinas, equipos, utensilios al que se les aplicará. Estudiar ficha técnica con el fin de conocer las cantidades adecuadas de
aplicación, tiempo de aplicación, enjuague, etc. SUPERFICIES EN CONTACTO INDIRECTO CON EL PRODUCTO Es el contacto que puede existir con agentes externos que pueden llegar a contaminar los productos cárnicos, ejemplos de estos están: mangos de cuchillos, patas de mesa, etc. Para la limpieza de los objetos que tienen contacto indirecto con las carnes se deben realizar los siguientes pasos: Descripción de la manera en que se debe limpiar y equipo. SIN CONTACTO CON EL PRODUCTO Incluye superficies y estructuras internas de la planta que forman parte de las instalaciones en las que se procesan, como las paredes, techos o cielos, etc. En la
40
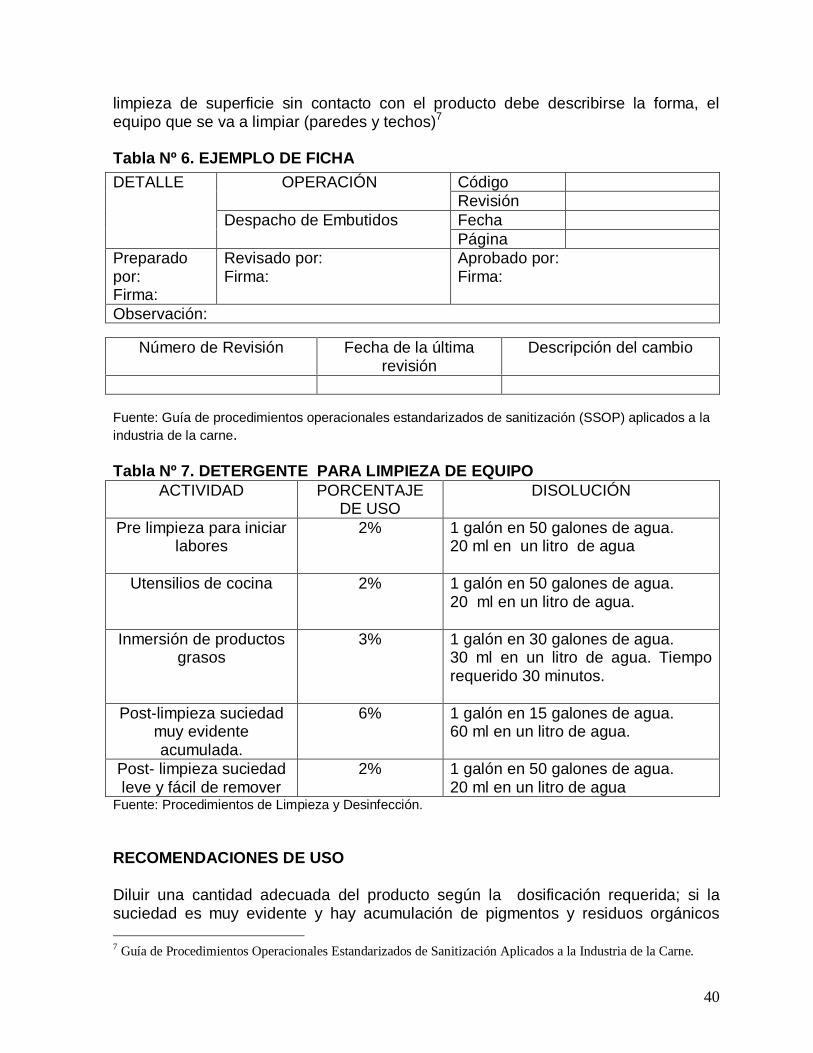
limpieza de superficie sin contacto con el producto debe describirse la forma, el equipo que se va a limpiar (paredes y techos)7 Tabla Nº 6. EJEMPLO DE FICHA
Fuente: Guía de procedimientos operacionales estandarizados de sanitización (SSOP) aplicados a la industria de la carne. Tabla Nº 7. DETERGENTE PARA LIMPIEZA DE EQUIPO
ACTIVIDAD PORCENTAJE DE USO
DISOLUCIÓN
Pre limpieza para iniciar labores
2% 1 galón en 50 galones de agua. 20 ml en un litro de agua
Utensilios de cocina 2% 1 galón en 50 galones de agua. 20 ml en un litro de agua.
Inmersión de productos grasos
3% 1 galón en 30 galones de agua. 30 ml en un litro de agua. Tiempo requerido 30 minutos.
Post-limpieza suciedad muy evidente acumulada.
6% 1 galón en 15 galones de agua. 60 ml en un litro de agua.
Post- limpieza suciedad leve y fácil de remover
2% 1 galón en 50 galones de agua. 20 ml en un litro de agua
Fuente: Procedimientos de Limpieza y Desinfección. RECOMENDACIONES DE USO Diluir una cantidad adecuada del producto según la dosificación requerida; si la suciedad es muy evidente y hay acumulación de pigmentos y residuos orgánicos 7 Guía de Procedimientos Operacionales Estandarizados de Sanitización Aplicados a la Industria de la Carne.
Código OPERACIÓN Revisión Fecha
DETALLE
Despacho de Embutidos Página
Preparado por: Firma:
Revisado por: Firma:
Aprobado por: Firma:
Observación:
Número de Revisión Fecha de la última revisión
Descripción del cambio
41
dejar en inmersión por un periodo de media hora y posteriormente retirar con mascón y enjuagar. A mayor tiempo de inmersión se pueden elaborar concentraciones más bajas para hacer efectivo el trabajo y tener un mejor rendimiento del producto.
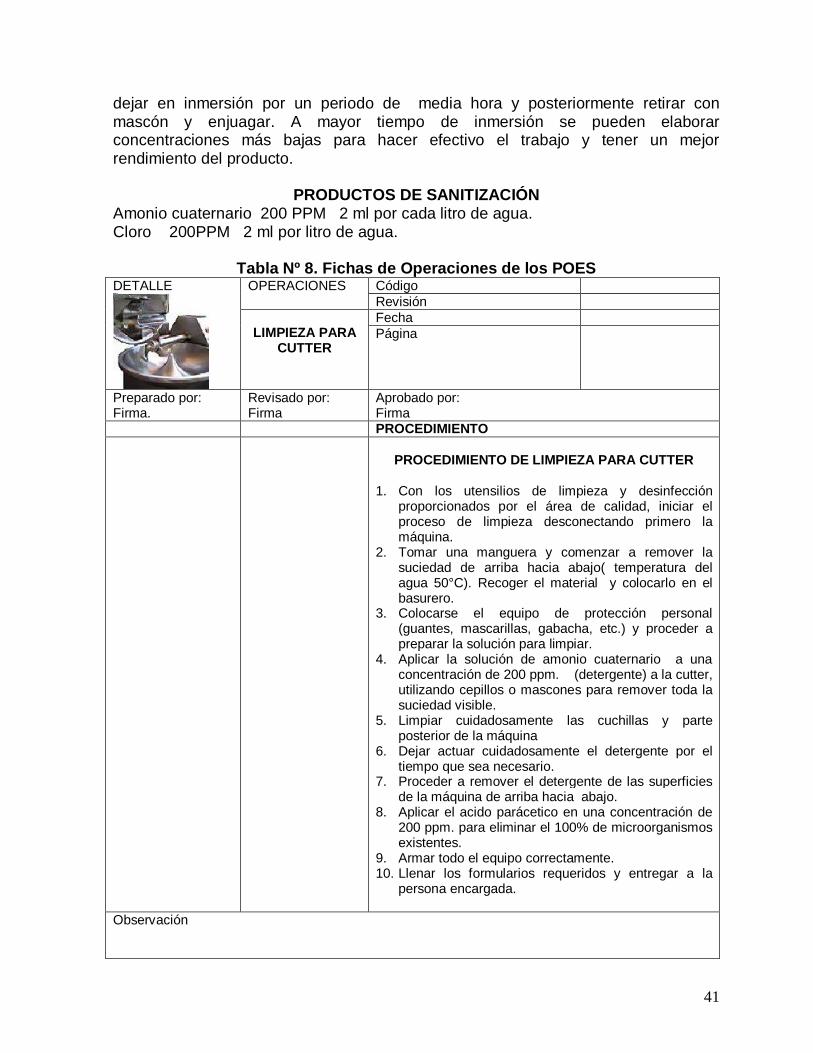
PRODUCTOS DE SANITIZACIÓN Amonio cuaternario 200 PPM 2 ml por cada litro de agua. Cloro 200PPM 2 ml por litro de agua.
Tabla Nº 8. Fichas de Operaciones de los POES
Código OPERACIONES Revisión Fecha
DETALLE
LIMPIEZA PARA
CUTTER
Página
Preparado por: Firma.
Revisado por: Firma
Aprobado por: Firma
PROCEDIMIENTO
PROCEDIMIENTO DE LIMPIEZA PARA CUTTER
1. Con los utensilios de limpieza y desinfección proporcionados por el área de calidad, iniciar el proceso de limpieza desconectando primero la máquina.
2. Tomar una manguera y comenzar a remover la suciedad de arriba hacia abajo( temperatura del agua 50°C). Recoger el material y colocarlo en el basurero.
3. Colocarse el equipo de protección personal (guantes, mascarillas, gabacha, etc.) y proceder a preparar la solución para limpiar.
4. Aplicar la solución de amonio cuaternario a una concentración de 200 ppm. (detergente) a la cutter, utilizando cepillos o mascones para remover toda la suciedad visible.
5. Limpiar cuidadosamente las cuchillas y parte posterior de la máquina
6. Dejar actuar cuidadosamente el detergente por el tiempo que sea necesario.
7. Proceder a remover el detergente de las superficies de la máquina de arriba hacia abajo.
8. Aplicar el acido parácetico en una concentración de 200 ppm. para eliminar el 100% de microorganismos existentes.
9. Armar todo el equipo correctamente. 10. Llenar los formularios requeridos y entregar a la
persona encargada.
Observación
42
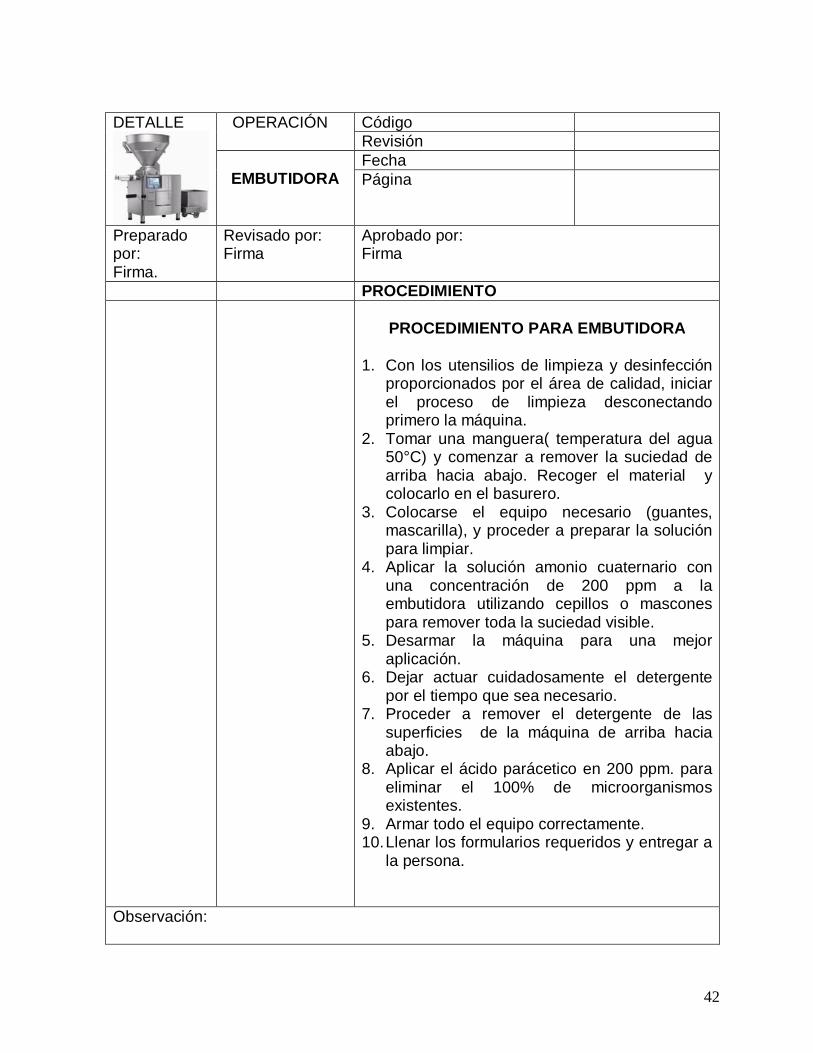
Código OPERACIÓN Revisión Fecha
DETALLE
EMBUTIDORA
Página
Preparado por: Firma.
Revisado por: Firma
Aprobado por: Firma
PROCEDIMIENTO
PROCEDIMIENTO PARA EMBUTIDORA 1. Con los utensilios de limpieza y desinfección
proporcionados por el área de calidad, iniciar el proceso de limpieza desconectando primero la máquina.
2. Tomar una manguera( temperatura del agua 50°C) y comenzar a remover la suciedad de arriba hacia abajo. Recoger el material y colocarlo en el basurero.
3. Colocarse el equipo necesario (guantes, mascarilla), y proceder a preparar la solución para limpiar.
4. Aplicar la solución amonio cuaternario con una concentración de 200 ppm a la embutidora utilizando cepillos o mascones para remover toda la suciedad visible.
5. Desarmar la máquina para una mejor aplicación.
6. Dejar actuar cuidadosamente el detergente por el tiempo que sea necesario.
7. Proceder a remover el detergente de las superficies de la máquina de arriba hacia abajo.
8. Aplicar el ácido parácetico en 200 ppm. para eliminar el 100% de microorganismos existentes.
9. Armar todo el equipo correctamente. 10. Llenar los formularios requeridos y entregar a
la persona.
Observación:
43
Código OPERACIONES Revisión Fecha
DETALLE
MÁQUINA
REBANADORA Página
Preparado por: Firma.
Revisado por: Firma
Aprobado por: Firma
PROCEDIMIENTO
PROCEDIMIENTO PARA MÁQUINA REBANADORA
1. Con los utensilios de limpieza y desinfección
proporcionados por el área de calidad, iniciar el proceso de limpieza desconectando primero la máquina.
2. Tomar una manguera(temperatura del agua 50°C) y comenzar a remover la suciedad de arriba hacia abajo. Recoger el material y colocarlo en el basurero.
3. Colocarse el equipo necesario (guantes, mascarilla), y proceder a preparar la solución para limpiar.
4. Aplicar la solución de amonio cuaternario en una concentración de 200 ppm l a la rebanadora utilizando cepillos o mascones para remover toda la suciedad visible.
5. Limpiar cuidadosamente el disco y parte posterior de la máquina.
6. Dejar actuar cuidadosamente el detergente por el tiempo que sea necesario.
7. Proceder a remover el detergente de las superficies de la máquina de arriba hacia abajo.
8. Aplicar el acido paracetico en una concentración de 200 ppm. para eliminar el 100% de microorganismos existentes.
9. Armar todo el equipo correctamente. 10. Llenar los formularios requeridos y entregar a
la persona.
Observación:
44
Código OPERACIONES Revisión Fecha
DETALLE
MÁQUINA MEZCLADORA Página
Preparado por: Firma.
Revisado por: Firma
Aprobado por: Firma
PROCEDIMIENTO PROCEDIMIENTO PARA MÁQUINA
MEZCLADORA
1. Con los utensilios de limpieza y desinfección proporcionados por el área de calidad, iniciar el proceso de limpieza desconectando primero la máquina.
2. Tomar una manguera(temperatura del agua 50°) y comenzar a remover la suciedad de arriba hacia abajo. Recoger el material y colocarlo en el basurero.
3. Colocarse el equipo necesario (guantes, mascarilla), y proceder a preparar la solución para limpiar.
4. Aplicar la solución de amonio cuaternario en una concentración de 200 ppm a la mezcladora utilizando cepillos o mascones para remover toda la suciedad visible.
5. Desarmar la máquina para una mejor aplicación.
6. Limpiar cuidadosamente el rotor y parte posterior de la máquina
7. Dejar actuar cuidadosamente el detergente por el tiempo que sea necesario.
8. Proceder a remover el detergente de las superficies de la máquina de arriba hacia abajo.
9. Aplicar el acido paracetico a una concentración de 200 ppm. para eliminar el 100% de microorganismos existentes.
10. Armar todo el equipo correctamente. Llenar los formularios requeridos y entregar a la persona.
Observación

45
Código OPERACIONES
Revisión
Fecha
DETALLE
LIMPIEZA PARA
HORNOS Página
Preparado por: Firma.
Revisado por: Firma
Aprobado por: Firma
PROCEDIMIENTO PROCEDIMIENTO DE LIMPIEZA PARA
HORNOS 1. Con los utensilios de limpieza y
desinfección proporcionados por el área de calidad, iniciar el proceso de limpieza desconectando primero la máquina.
2. Tomar una manguera(temperatura del agua 50°) y comenzar a remover la suciedad de arriba hacia abajo. Recoger el material y colocarlo en el basurero.
3. Colocarse el equipo necesario (guantes, mascarilla), y proceder a preparar la solución para limpiar.
4. Aplicar la solución de amonio cuaternario en una concentración de 200 ppm al horno utilizando cepillos o mascones para remover toda la suciedad visible.
5. Limpiar cuidadosamente los rieles y parte posterior de la máquina.
6. Dejar actuar cuidadosamente el detergente por el tiempo que sea necesario.
7. Proceder a remover el detergente de las superficies del horno de arriba hacia abajo.
8. Aplicar el acido paracetico a una concentración de 200 ppm. para eliminar el 100% de microorganismos existentes.
9. Armar todo el equipo correctamente. 10. Llenar los formularios requeridos y entregar
a la persona.
Observación
46
Código OPERACIONES
Revisión
Fecha
DETALLE
LIMPIEZA DE GUILLOTINA Página
Preparado por: Firma.
Revisado por: Firma
Aprobado por: Firma
PROCEDIMIENTO PROCEDIMIENTO DE LIMPIEZA DE
GUILLOTINA
1. Con los utensilios de limpieza y desinfección proporcionados por el área de calidad, iniciar el proceso de limpieza desconectando primero la máquina.
2. Tomar una manguera( temperatura del agua 50°C) y comenzar a remover la suciedad de arriba hacia abajo. Recoger el material y colocarlo en el basurero.
3. Colocarse el equipo necesario (guantes, mascarilla), y proceder a preparar la solución para limpiar.
4. Aplicar la solución de amonio cuaternario en una concentración de 200 ppm a la guillotina utilizando cepillos o mascones para remover toda la suciedad visible.
5. Limpiar cuidadosamente la lámina cortadora y parte posterior de la máquina.
6. Dejar actuar cuidadosamente el detergente por el tiempo que sea necesario.
7. Proceder a remover el detergente de las superficies de la máquina de arriba hacia abajo.
8. Aplicar el agente acido paracetico a una concentración de 200 ppm para eliminar el 100% de microorganismos existentes.
9. Armar todo el equipo correctamente. 10. Llenar los formularios requeridos y entregar
a la persona.
Observación
47
Código OPERACIONES
Revisión
Fecha
DETALLE
LIMPIEZA E HIGIENIZACIÓN
DEL TECHO Página
Preparado por: Firma.
Revisado por: Firma
Aprobado por: Firma
PROCEDIMIENTO PROCEDIMIENTO PARA LA LIMPIEZA E
HIGIENIZACIÓN DEL TECHO Frecuencia:
Cada seis meses
Responsable:
Personal de mantenimiento
1. Asegúrese que no habrá producción.
2. Proteja el equipo y producto que está
dentro de la planta de posible
contaminación.
3. Sacudir con escobas y cepillos el techo
y la estructura de soporte de la planta.
4. Enjuagar con agua y lavar con amonio
cuaternario en una concentración de
200 ppm las áreas que lo permitan
5. Enjuagar.
6. Dejar secar.
Observación
48
Código OPERACIONES
Revisión
Fecha
DETALLE
PROCEDIMIENTO DE ETIQUETADO Y ALMACENAMIENTO
DE INSUMOS Página
Preparado por: Firma.
Revisado por: Firma
Aprobado por: Firma
PROCEDIMIENTO PROCEDIMIENTO DE ETIQUETADO Y
ALMACENAMIENTO DE INSUMOS DE LIMPIEZA E HIGIENIZACIÓN
FRECUENCIA: Según sea requerido. RESPONSABLE: Personal de Limpieza
1. Verificar la identidad del producto
(nombre comercial e ingrediente activo).
2. Identificarlo según toxicidad a la
salud (alta, media, baja)
3. Identificar en la etiqueta el antídoto
en caso de intoxicación. 4. Verificar fecha de vencimiento
5. No utilizar envases de un producto
par almacenamiento de otro producto.
6. Diferenciar los productos de limpieza
de los productos para desinfección.
Observación
49
Código OPERACIONES Revisión Fecha
DETALLE
LIMPIEZA E HIGIENIZACIÓN DEL ÁREA DE
PROCESOS
Página
Preparado por: Firma.
Revisado por: Firma
Aprobado por: Firma
PROCEDIMIENTO
PROCEDIMIENTO DE LIMPIEZA E HIGIENIZACIÓN DEL ÁREA DE PROCESOS
Frecuencia:
Cuando sea necesario
Responsable:
Personal de Limpieza
1. Al finalizar cada lote de producción,
barrer el área de procesos
2. Recoger los residuos y depositar en el
recipiente de basura.
3. Luego de barrer, enjuagar la superficie
del área de procesamiento.
4. Lavar con agua y amonio cuaternario
5. Enjuagar con agua.
6. Eliminar el exceso de agua.
7. Dejar secar por el tiempo que sea
necesario.
Observación
50
Código OPERACIONES
Revisión
Fecha
DETALLE
HIGIENIZACIÓN DE LA BODEGA
DE MATERIA PRIMA
Página
Preparado por: Firma.
Revisado por: Firma
Aprobado por: Firma
PROCEDIMIENTO
HIGIENIZACIÓN DE LA BODEGA DE MATERIA PRIMA
Frecuencia: Dos veces por semana. Responsable: Personal de limpieza. 1. Revisar que todos los empaques y
recipientes de los ingredientes estén cerrados.
2. Eliminar todo empaque o recipiente que este vacío.
3. Ordenar y sacudir la bodega teniendo cuidado de no provocar contaminación cruzada de una materia prima a otra.
4. Barrer el piso y sacudir paredes y
estructuras de soporte. 5. Una vez cada seis meses se deberá
retirarse todo el producto de la bodega, se deberá efectuar un lavado con detergente y agua de toda la bodega para eliminar residuos fuertemente adheridos a la superficie de la misma.
6. Cuando el encargado de limpieza se
asegure que la zona está completamente limpia y seca se deberá ingresar nuevamente el producto a la bodega de forma ordenada.
Observación

51
Código OPERACIÓN Revisión Fecha
DETALLE
DESPACHO
DE EMBUTIDOS
Página
Preparado por: Firma.
Revisado por: Firma
Aprobado por: Firma
PROCEDIMIENTO PROCEDIMIENTO PARA EL DESPACHO
DE EMBUTIDOS
FRECUENCIA: Cuando sea requerido RESPONSABLE: Oficina administrativa, jefe de planta y bodega.
1. Verificar la orden de pedido. 2. Realizar el pesado del producto
solicitado y verificar la cantidad a despachar.
3. Verificar que el producto que se va a
despachar cumple con los parámetros de calidad estipulados por el comprador.
4. Asegurarse que el producto se encuentra en las condiciones necesarias de temperatura para su distribución.
Observación:
52
Código OPERACIÓN Revisión Fecha
DETALLE
LIMPIEZA
PARA MESAS DE TRABAJO
Página
Preparado por: Firma.
Revisado por: Firma
Aprobado por: Firma
PROCEDIMIENTO
PROCEDIMIENTO DE LIMPIEZA PARA MESAS DE TRABAJO
1. Con los utensilios de limpieza y desinfección
proporcionados por el área de calidad, iniciar el proceso de limpieza desconectando primero la máquina.
2. Tomar una manguera y comenzar a remover la suciedad de arriba hacia abajo. Recoger el material y colocarlo en el basurero.
3. Colocarse el equipo necesario (guantes, mascarilla), y proceder a preparar la solución para limpiar.
4. Aplicar la solución de amonio cuaternario con una concentración de 200 ppm la mesa utilizando cepillos o mascones para remover toda la suciedad visible.
5. Desarmar la máquina para una mejor aplicación.
6. Dejar actuar cuidadosamente el detergente por el tiempo que sea necesario.
7. Proceder a remover el detergente de las superficies de la máquina de arriba hacia abajo.
8. Aplicar el acido paracetico con una concentración de 200m para eliminar el 100% de microorganismos existentes.
9. Armar todo el equipo correctamente. 10. Llenar los formularios requeridos y entregar a
la persona. Observación
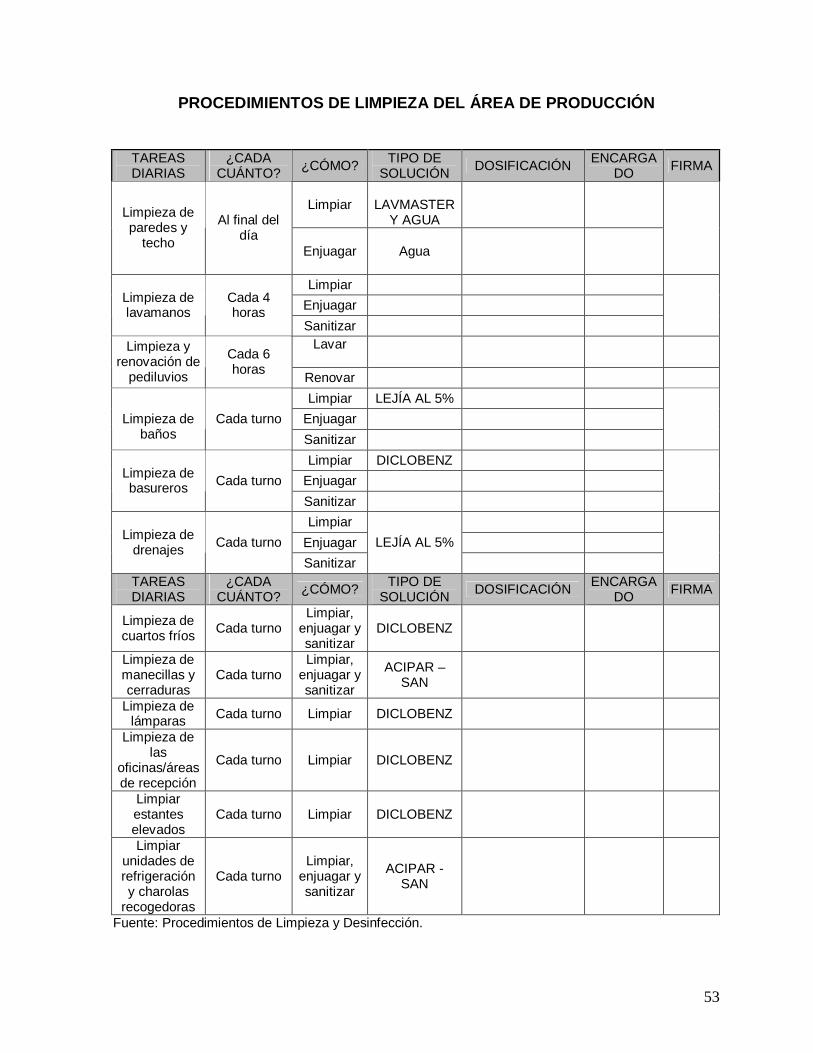
53
PROCEDIMIENTOS DE LIMPIEZA DEL ÁREA DE PRODUCCIÓN
TAREAS DIARIAS
¿CADA CUÁNTO? ¿CÓMO? TIPO DE
SOLUCIÓN DOSIFICACIÓN ENCARGADO FIRMA
Limpiar
LAVMASTER Y AGUA
Limpieza de paredes y
techo
Al final del día
Enjuagar
Agua
Limpiar Enjuagar Limpieza de
lavamanos Cada 4 horas
Sanitizar
Lavar Limpieza y
renovación de pediluvios
Cada 6 horas Renovar
Limpiar LEJÍA AL 5% Enjuagar
Limpieza de
baños Cada turno
Sanitizar
Limpiar DICLOBENZ Enjuagar Limpieza de
basureros Cada turno Sanitizar
Limpiar Enjuagar Limpieza de
drenajes Cada turno Sanitizar
LEJÍA AL 5%
TAREAS DIARIAS
¿CADA CUÁNTO? ¿CÓMO? TIPO DE
SOLUCIÓN DOSIFICACIÓN ENCARGADO FIRMA
Limpieza de cuartos fríos Cada turno
Limpiar, enjuagar y sanitizar
DICLOBENZ
Limpieza de manecillas y cerraduras
Cada turno Limpiar,
enjuagar y sanitizar
ACIPAR – SAN
Limpieza de lámparas Cada turno Limpiar DICLOBENZ
Limpieza de las
oficinas/áreas de recepción
Cada turno Limpiar DICLOBENZ
Limpiar estantes elevados
Cada turno Limpiar DICLOBENZ
Limpiar unidades de refrigeración y charolas
recogedoras
Cada turno Limpiar,
enjuagar y sanitizar
ACIPAR - SAN
Fuente: Procedimientos de Limpieza y Desinfección.
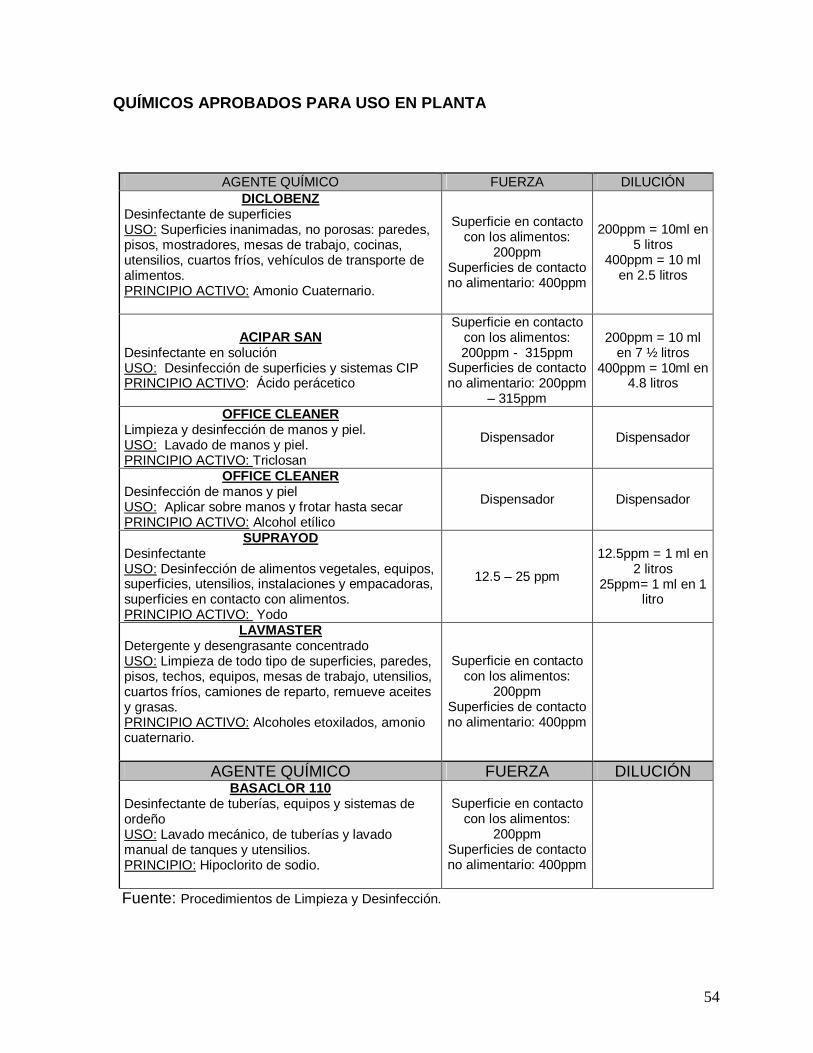
54
QUÍMICOS APROBADOS PARA USO EN PLANTA
Fuente: Procedimientos de Limpieza y Desinfección.
AGENTE QUÍMICO FUERZA DILUCIÓN DICLOBENZ
Desinfectante de superficies USO: Superficies inanimadas, no porosas: paredes, pisos, mostradores, mesas de trabajo, cocinas, utensilios, cuartos fríos, vehículos de transporte de alimentos. PRINCIPIO ACTIVO: Amonio Cuaternario.
Superficie en contacto con los alimentos:
200ppm Superficies de contacto no alimentario: 400ppm
200ppm = 10ml en 5 litros
400ppm = 10 ml en 2.5 litros
ACIPAR SAN Desinfectante en solución USO: Desinfección de superficies y sistemas CIP PRINCIPIO ACTIVO: Ácido perácetico
Superficie en contacto con los alimentos: 200ppm - 315ppm
Superficies de contacto no alimentario: 200ppm
– 315ppm
200ppm = 10 ml en 7 ½ litros
400ppm = 10ml en 4.8 litros
OFFICE CLEANER Limpieza y desinfección de manos y piel. USO: Lavado de manos y piel. PRINCIPIO ACTIVO: Triclosan
Dispensador Dispensador
OFFICE CLEANER Desinfección de manos y piel USO: Aplicar sobre manos y frotar hasta secar PRINCIPIO ACTIVO: Alcohol etílico
Dispensador Dispensador
SUPRAYOD Desinfectante USO: Desinfección de alimentos vegetales, equipos, superficies, utensilios, instalaciones y empacadoras, superficies en contacto con alimentos. PRINCIPIO ACTIVO: Yodo
12.5 – 25 ppm
12.5ppm = 1 ml en 2 litros
25ppm= 1 ml en 1 litro
LAVMASTER Detergente y desengrasante concentrado USO: Limpieza de todo tipo de superficies, paredes, pisos, techos, equipos, mesas de trabajo, utensilios, cuartos fríos, camiones de reparto, remueve aceites y grasas. PRINCIPIO ACTIVO: Alcoholes etoxilados, amonio cuaternario.
Superficie en contacto con los alimentos:
200ppm Superficies de contacto no alimentario: 400ppm
AGENTE QUÍMICO FUERZA DILUCIÓN BASACLOR 110
Desinfectante de tuberías, equipos y sistemas de ordeño USO: Lavado mecánico, de tuberías y lavado manual de tanques y utensilios. PRINCIPIO: Hipoclorito de sodio.
Superficie en contacto con los alimentos:
200ppm Superficies de contacto no alimentario: 400ppm
55
CONCLUSIONES
La realización de esta investigación, ha otorgado la oportunidad de aproximarse, a través de una investigación bibliográfica y de campo, en una planta productora de embutidos, a la situación real en que se encuentran muy probablemente buena parte de las empresas de este mismo rubro. Sin duda podrán tener problemas específicos diferentes entre sí, pero todas las empresas en el tema de la calidad, tienen la misma posibilidad y el mismo desafío de enfrentar las exigencias cada vez más grandes de los mercados nacionales e internacionales.
Desde el mayor o menor compromiso que adquiera cualquier empresa con la
calidad, así es el grado de esperanza de vida que tendrá a mediano y corto plazo de tiempo.
En la implementación de un sistema de gestión de calidad e inocuidad en una empresa el apoyo de la alta gerencia, es indispensable, pues sólo un líder de ese nivel tiene la capacidad de dirigir un proceso de este tipo y sobre todo de aceptar los cambios que se puedan realizar.
Es muy importante la implementación de un mecanismo adecuado de calidad,
como la aplicación de normas ISO y de un plan POES, que garantice que un alimento elaborado bajo estas condiciones sea totalmente inocuo y apto para el consumo humano.
Los sistemas de calidad e inocuidad buscan aumentar la responsabilidad del
sector involucrado a lo largo de la cadena alimentaria para abastecer de productos de calidad e inocuos al consumidor. Lo que se busca es obtener alimentos sanos con base en la prevención y en el control de los factores que afectan al proceso de fabricación, en lugar de hacerlo mediante el control en la inspección en el producto terminado.
La reducida atención a los temas de calidad e inocuidad por parte de la
pequeña y mediana empresa en El Salvador, plantea en este punto la necesidad de establecer normas armonizadas de obligado cumplimiento de buenas prácticas de manufactura y manipulación de alimentos.
La importancia de implementar sistemas de limpieza y sanitización como
requisitos de sistemas de calidad se traducirá a mediano plazo en la producción de alimentos sanos, la mejora del rendimiento de trabajo y principalmente el aumento en la competitividad.
56
RECOMENDACONES
Con base en el trabajo que se ha realizado, se muestra que la planta observada no cuenta con un sistema de calidad que asegure que se elaboren alimentos inocuos y seguros para los consumidores.
Por lo anterior se recomienda, la implementación de un sistema de calidad para superar las deficiencias y recuperar de esa manera la oportunidad de convertirse en una planta de embutidos con calidad y en condiciones de competir. Ante los problemas concretos identificados en la planta observada, se sugiere la
implementación de programas de sanitización y limpieza como son los Procesos Operativos de Estandarización y Sanitización (POES) aplicados a la calidad sanitaria de los embutidos.
Antes de implementar POES se debe realizar un estudio que ayude a identificar el
área o procesos en donde es necesario aplicarlo. Todos los procedimientos de POES, deben llevarse a cabo antes, durante y
después de cada una las operaciones a realizar, ya que esto permitiría asegurar la calidad de los productos elaborados.
Se considera importante que las plantas de alimentos trabajen en un programa de
formación, motivación y de cambio de actitud en los empleados, en los cuales se oriente a crear una cultura de aseo y limpieza a través de capacitaciones constantes dirigidas a todo el personal de la empresa.
Es necesario establecer un cronograma para las reuniones periódicas del equipo
de sanitización en este caso todo el personal, con el objeto de establecer las prioridades o los puntos de control de los procesos para brindar y reforzar las áreas donde hay puntos críticos de riesgo de contaminación.
Dada la importancia central que cada vez más adquiere la implementación de un
sistema de calidad en las empresas, industrias y plantas de alimentos, se recomienda que las instituciones del Estado como el Ministerio de Agricultura, de Trabajo y de Economía, subsidien recursos técnicos y financieros para incentivar a las industrias de este ramo, adoptar propuestas de requisitos y en definitiva sistemas de calidad como ISO, para que el país en su conjunto pueda elevar su competitividad en términos de calidad en los productos, con otros países de la región y de otros continentes.

57
BIBLIOGRAFÍA 1. Libros: Feigenbaun Armand V. (1994). “Control Total de la Calidad”. México. Pág. 7-16. Gryna Frank M. (2008). “Método Juran Análisis y Planeación de La Calidad” Pág.
9-22. Peach, R.W. (2001). “Manual de ISO 9000”. Colombia. Pág. 15 2. Manuales: Santacolmo Pilar, 2003. "SISTEMAS Y HERRAMIENTA PARA EL MEJORAMIENTO DE LA GESTIÓN DE LA CALIDAD Y DE LA INOCUIDAD. Pág. 16-32 Santacolmo Pilar, 2005. “ISO 9000 CALIDAD INDUSTRIAL EN PRODUCTOS Y SERVICIOS” Pág. 32-45 Palma Margot, 2003. “FOLLETO DE INOCUIDAD DE ALIMENTOS MAG”. Pág. 9-11 NTC-ISO 22000, Colombia, 2005. “SISTEMAS DE GESTIÓN DE INOCUDAD DE LOS ALIMENTOS. RQUISITOS PARA CUALQUER ORGANIZACIÓN EN LA CADENA ALIMENTARIA”. Pág. 12-17 Márquez Boris, Honduras, 2004. “Elaboración de Procedimientos Operacionales Estandarizados (POE)”. Pág. 19- 20 Asociación de Productores avícolas, Chile, 2004. “Guía de Procedimientos Operacionales Estandarizados de Sanitización (SSOP). Aplicados a la Industria de la Carne”. Pág. 27-31. Rodríguez Andrea, El Salvador, 2009. Procedimientos de Limpieza y Desinfección. Pág.48-49 3. Sitios de Internet: (www.alimentosargentinos.gov ar/ programa) [Consultado 19/03/10] (www.monografías.com/trabajos27/ Implementación de sistemas [consultado 19/03/10]
58
GLOSARIO
Contaminación: Presencia de microorganismos, sustancias químicas radioactivas
y materia prima extraña en cantidades que rebasan los límites establecidos en un producto o materia prima y que resultan perjudiciales para la salud humana.
Contaminación cruzada: Proceso en el cual los alimentos entran en contacto con
sustancias ajenas, dañinas para la salud, un ejemplo de contaminación cruzada es el contacto de la sangre de la carne con alimentos cocidos.
Desinfectante: Proceso físico o químico que mata o inactiva agentes patógenos
tales como: bacterias, virus y protozoos impidiendo su crecimiento. Desinfección: Reducción del número de microorganismos a un nivel que no da
lugar a contaminación del alimento, mediante agentes químicos, métodos físicos o ambos, higiénicamente satisfactorios. Generalmente no mata las esporas.
Detergente: Mezcla de sustancias de origen sintético, cuya función es abatir la
tensión superficial del agua, ejerciendo una acción humectante, emulsificante y dispersante. Facilitando la eliminación de mugre y mancha.
Higiene: Todas las medidas necesarias para garantizar la sanidad e inocuidad de
los productos, en todas las fases de su proceso de fabricación hasta su consumo final.
Limpieza: Conjunto de procedimientos que tienen por objeto eliminar residuos del
proceso, polvo, grasa u otra materia. Microorganismo: Organismo unicelular de tamaño microscópico. Organolépticas: Procedimiento de Operación Estándar de Sanitización: Es una descripción de
pasos para cumplir una tarea, de sanitización, que se realizan antes de las operaciones (Pre-operacional) de la producción durante la operación (operacional) proceso y que contiene una lista de equipo, piezas y utensilios que se utilizan en una operación y que forman parte de la tarea.
Sanitizar: acción de asperjar la solución sanitizante en el área señalada. Sanitizante: Producto que buscar eliminar o disminuir el mayor número de
microorganismos, y en caso que sobrevivan algunos, que éstos no afecten la calidad microbiológico del alimentos (todo proceso de sanitización debe ir precedido de una limpieza a fondo).
59
Sanitización: Acción de disminuir al máximo los patógenos a un número que no
represente riesgo al consumidor y que garantice la inocuidad a través de medios aplicados específicamente para ellos, donde inocuidad se entiende como las características de un producto que no dañe al consumidor.
Solución: Mezcla homogénea que se obtiene al disolver una o más sustancias
llamadas solutos en otra llamada disolvente. Verificación: Comprobación de la verdad o autenticidad de algo. Validación: Seguridad de algún acto.
60
ANEXO
Anexo Nº 1. Imágenes de la capacitación Procedimiento de Operación Estandarizados de Sanitización y limpieza en la empresa:
“Embutidos Americanos”
61
62
ANEXO 2 REGLAMENTOS SANITARIO DE LOS ALIMENTOS. DECRETO SUPREMO № 977/96 Artículos de requisitos de higiene de los establecimientos de elaboración de alimentos Artículo 41- Deberá establecerse para todo establecimiento de producción, elaboración y transformación de alimentos un calendario de limpieza y desinfección permanente con atención especial a las zonas, equipos y materiales de más alto riesgo. Todo personal de aseo deberá estar capacitado en técnicas de limpieza. Artículo 42.- Para impedir la contaminación de los alimentos, todo el equipo y utensilios deberán mantenerse debidamente protegidos en estantes, vitrinas, u otros, después de limpiarse y desinfectase. Artículo 43. – Deberán tomarse precauciones adecuadas para impedir que el alimento se contamine cuando las salas, el equipo y los utensilios se limpien o desinfecten. Artículo 50.- Se prohíbe la mantención de plaguicidas u otras sustancias tóxicas que puedan presentar un riesgo para la salud, en las zonas de producción, elaboración, transformación, envase y almacenamiento de alimentos. Artículo 51.- No deberá almacenarse en la zona de manipulación de alimentos ninguna sustancia que pueda contaminar los alimentos ni depositarse ropas u objetos personales en las zonas de manipulación de alimentos. Artículos de requisitos de higiene en la elaboración de los alimentos Artículo 64.- Todo el equipo que haya entrado en contacto con materia prima o con material contaminado deberá limpiarse, desinfectarse y verificarse el grado de limpieza antes de entrar en contacto con productos terminados. Artículo 69.- Aquellos establecimientos de producción, elaboración, preservación y envase de alimentos, que el servicio de salud determine, deberán realizar controles periódicos de calidad sanitaría en toda su línea de producción debiendo rechazar todo alimentos no apto para el consumo humano.