Uso Arbol Decisiones
8
1 7. IDENTIFICACIÓN DE PUNTOS CRÍTICOS DE CONTROL PARA CADA UNO DE LOS PELIGROS. USO DEL ÁRBOL DE DECISIONES Esta fase del diseño del Plan HACCP es primordial, porque en ella se separa lo esen- cial de lo accesorio y porque simplifica el Sistema, centrando la atención y el control en los aspectos realmente fundamentales para la seguridad del producto. A pesar de ello, es curioso ver cómo la mayoría de estudios concretos y guías sectoria- les pasan por esta etapa de puntillas o simplemente la obvian, quizá dando por supuesto que el simple criterio personal del autor es suficiente y que las decisiones adoptadas sobre qué debe o no debe ser PCC en un proceso no requieren de justificación, explicación o sistemá- tica alguna. Probablemente, la propia dificultad intrínseca de uso de la mayoría de los árbo- les de decisiones y el hecho de que con frecuencia las contestaciones a sus preguntas con- tienen aspectos necesariamente subjetivos, influyen en que se rehuya la realización metódica de esta etapa del diseño del Sistema HACCP. Esto no debe ser así, aunque es necesario advertir de antemano de las cautelas y pre- cauciones que hay que tener en cuenta para realizar una valoración correcta de los PCCs, y de los fallos más comunes: Empleando el propio razonamiento suele suceder que se identifiquen más Puntos Críti- cos de Control (PCCs) de los realmente necesarios, debido a que de forma natural pretende- mos extremar la cautela. De esta forma se llega al establecimiento de demasiados PCCs, en vez de a la identificación de los PCCs reales del proceso. Por el contrario, fijar pocos PCCs en base a un criterio menos cauteloso sería peligroso, pues podrían producirse y salir al mercado alimentos inseguros. Por todo ello, la identificación correcta de los PCCs resulta una tarea que debe reali- zarse con extremo cuidado y de forma rigurosa. El modo de proceder lógico y estructurado para poder identificar los Puntos Críticos de Control dentro del sistema HACCP, puede ser más fácil mediante el empleo de un “Arbol de Decisiones”. La finalidad de un árbol de decisiones es determinar, mediante una secuencia ló- gica de preguntas y respuestas, si una etapa es PCC o no para un determinado peligro. En la diversa bibliografía se pueden encontrar al menos tres tipos diferentes de árboles de decisiones, que algunos autores proponen utilizar según cada momento: – Uno para materias primas e ingredientes. – Otro para productos intermedios y finales. – Y un tercero para cada etapa o fase de fabricación. En cambio, el Codex Alimentarius y la FAO/OMS propone un árbol único con dos mo- dalidades. IDENTIFICACIÓN DE PUNTOS CRÍTICOS DE CONTROL PARA CADA UNO DE LOS PELIGROS. USO DEL ÁRBOL DE DECISIONES
-
Upload
ragurtolagurtol -
Category
Documents
-
view
5 -
download
0
description
uso del arbol de desiciones haccp
Transcript of Uso Arbol Decisiones
-
17. IDENTIFICACIN DE PUNTOS CRTICOS DE CONTROL PARA CADA UNODE LOS PELIGROS. USO DEL RBOL DE DECISIONES
Esta fase del diseo del Plan HACCP es primordial, porque en ella se separa lo esen-cial de lo accesorio y porque simplifica el Sistema, centrando la atencin y el control en losaspectos realmente fundamentales para la seguridad del producto.
A pesar de ello, es curioso ver cmo la mayora de estudios concretos y guas sectoria-les pasan por esta etapa de puntillas o simplemente la obvian, quiz dando por supuesto queel simple criterio personal del autor es suficiente y que las decisiones adoptadas sobre qudebe o no debe ser PCC en un proceso no requieren de justificacin, explicacin o sistem-tica alguna. Probablemente, la propia dificultad intrnseca de uso de la mayora de los rbo-les de decisiones y el hecho de que con frecuencia las contestaciones a sus preguntas con-tienen aspectos necesariamente subjetivos, influyen en que se rehuya la realizacin metdicade esta etapa del diseo del Sistema HACCP.
Esto no debe ser as, aunque es necesario advertir de antemano de las cautelas y pre-cauciones que hay que tener en cuenta para realizar una valoracin correcta de los PCCs, yde los fallos ms comunes:
Empleando el propio razonamiento suele suceder que se identifiquen ms Puntos Crti-cos de Control (PCCs) de los realmente necesarios, debido a que de forma natural pretende-mos extremar la cautela. De esta forma se llega al establecimiento de demasiados PCCs, envez de a la identificacin de los PCCs reales del proceso.
Por el contrario, fijar pocos PCCs en base a un criterio menos cauteloso sera peligroso,pues podran producirse y salir al mercado alimentos inseguros.
Por todo ello, la identificacin correcta de los PCCs resulta una tarea que debe reali-zarse con extremo cuidado y de forma rigurosa.
El modo de proceder lgico y estructurado para poder identificar los Puntos Crticos deControl dentro del sistema HACCP, puede ser ms fcil mediante el empleo de un Arbol deDecisiones. La finalidad de un rbol de decisiones es determinar, mediante una secuencia l-gica de preguntas y respuestas, si una etapa es PCC o no para un determinado peligro.
En la diversa bibliografa se pueden encontrar al menos tres tipos diferentes de rbolesde decisiones, que algunos autores proponen utilizar segn cada momento:
Uno para materias primas e ingredientes. Otro para productos intermedios y finales. Y un tercero para cada etapa o fase de fabricacin.
En cambio, el Codex Alimentarius y la FAO/OMS propone un rbol nico con dos mo-dalidades.
IDENTIFICACIN DE PUNTOS CRTICOS DE CONTROL PARA CADA UNO DE LOS PELIGROS. USO DEL RBOL DE DECISIONES
-
Con el fin de evitar confusiones y favorecer la familiarizacin con la terminologa y utili-zacin del mismo, nosotros usaremos un rbol nico: el general del Codex Alimentarius y laOrganizacin Mundial de la Salud, del que hemos eliminado la primera pregunta (Existenpeligros en esta etapa?), por su obviedad (teniendo en cuenta que el rbol de decisiones seaplica a cada peligro de cada etapa, la respuesta a esta pregunta siempre ser S), y parafavorecer la simplificacin.
Para su utilizacin correcta, el rbol de decisiones debe aplicarse en cada una de lasetapas del diagrama de flujo, para cada uno de los peligros identificados y sus medidas pre-ventivas.
El rbol de decisiones debe usarse con flexibilidad y sentido comn, sin perder la visindel conjunto del proceso de fabricacin a la hora de responder a las preguntas.
A continuacin se indica el Arbol de Decisiones que vamos a utilizar.
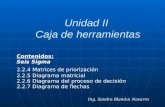
RBOL DE DECISIONES PARA PCCS
Contesta a las preguntas en el orden indicado, para cada peligro de cada etapa.
2
MANUAL PRCTICO PARA EL DISEO E IMPLANTACIN DE SISTEMAS HACCP
Existen medidas preventivaspara este peligro?
Modificar la etapa, el proceso o el producto
Elimina esta etapa el peligro o lo reduce a un nivel
aceptable?
Puede tener lugar unacontaminacin o aumentar el
peligro hasta un nivelinaceptable?
Puede una etapa posterioreliminar el peligro o reducirlo
hasta un nivel aceptable?
S
NO
NO
S
S
NO
S
S
NO
NO
Es necesario el controlen esta etapa para la
seguridad del producto?
No es un PCC STOP
No es un PCC STOP
No es un PCC STOP
PUNTO CRTICO
DE CONTROL
STOP : La etapa no constituye un PCC. Psese al siguiente Peligro.
-
En el rbol de decisiones sobre PCCs que usaremos hay cuatro preguntas fundamentales,que son las que se indican a continuacin, y que se deben contestar de la siguiente forma:
Pregunta 1 (La llamaremos P1): Existen medidas preventivaspara este peligro?
Se contestar S, si existen medidas preventivas en este momento o si hemos previsto suinstauracin en la fase anterior del estudio (Anlisis de peligros y medidas preventivas paraellos). En este caso, pasaremos a la P2.
Si la respuesta es NO, es decir, si no hay medidas preventivas posibles ni se puedeninstaurar, entonces debemos preguntarnos si es necesario el control en esta etapa para la se-guridad del producto.
En caso de no considerarlo necesario, entonces no estamos ante un PCC y podemos pa-sar a considerar el siguiente peligro. Sin embargo, si esta consideracin de innecesario sedebe a que va a existir un control posterior, debemos asegurarnos de que efectivamente seaplica dicho control.
Pero si fuera necesario el control en esta etapa para la seguridad del producto, el equi-po HACCP debe plantearse la modificacin de la etapa, del proceso o del producto, de for-ma que sea posible el control para la seguridad del alimento. Por ejemplo, imaginemos queel transporte hasta el punto de venta de las tartas de nata que estamos elaborando se realizaen un vehculo isotermo, que tarda hasta 3 horas en ocasiones en acabar todo el reparto. Pu-diramos considerar que esto no es una medida preventiva suficiente; dicho de otro modo,que no elimina o reduce el peligro de multiplicacin microbiana durante el transporte hastaun nivel aceptable. En caso de hacer esta valoracin, habra que concluir que la respuesta ala P1 es NO. En cuanto a la cuestin de si es o no necesario el control de esta etapa parala seguridad del producto, la respuesta sera S; por tanto, de este razonamiento dirigidopor el rbol de decisiones habra que concluir que es necesario modificar esta etapa, es de-cir, contar con un transporte frigorfico.
Una vez hechos los cambios necesarios en el proceso o en el producto, se volver a re-plantear nuevamente la P1 para el peligro que estamos tratando.
Pregunta 2 (La llamaremos P2): Elimina esta etapa el peligro o loreduce a un nivel aceptable?
Existe una segunda manera de formular esta pregunta, que es Est especficamente di-seada esta etapa para eliminar el peligro o reducirlo a un nivel aceptable?. Quiz esta se-gunda formulacin pueda aclarar mejor el sentido real de esta pregunta.
Es frecuente la confusin en su interpretacin, pensando conjuntamente en cada peligrocon sus medidas preventivas correspondientes como figuras asociadas, y considerando si alaplicar dichas medidas preventivas se reduce o elimina el peligro en cuestin o no. Esta noes la interpretacin correcta de esta pregunta.
Para evitar este error y entender exactamente el sentido de la pregunta, se debe pensarsi la etapa en s est concebida o no para eliminar ese peligro. As, por ejemplo, una etapade almacenamiento frigorfico de un producto perecedero est concebida para disminuir oeliminar el crecimiento microbiano, o una etapa de esterilizacin comercial de una conservaest concebida para eliminar cualquier contaminacin microbiolgica anteriormente produ-cida.
3
IDENTIFICACIN DE PUNTOS CRTICOS DE CONTROL PARA CADA UNO DE LOS PELIGROS. USO DEL RBOL DE DECISIONES
-
Sin embargo, una etapa de amasado no est concebida para evitar peligros como lacontaminacin de la masa por el recipiente o la amasadora, ni una etapa de despiece decarne est pensada para eliminar o reducir el peligro de contaminacin microbiolgica delas piezas obtenidas debido a las manos del operario. Debemos tener esto en cuenta parapoder contestar correctamente a esta pregunta, o de lo contrario llegaremos a conclusioneserrneas sobre la determinacin de los PCCs.
Es necesario tener en cuenta los factores tcnicos de la etapa del proceso (tales comotemperatura o tiempo estandarizados para la misma, pH obtenido, concentracin de sal, l-mite de deteccin en caso de detectores de metales, etc.), relacionndolos correcta y racio-nalmente con el peligro definido en esa etapa. Para ello, puede ser necesario, al igual queen la definicin de los peligros y las medidas preventivas, contar con apoyo de informacinbibliogrfica, de expertos, etc.
Si la respuesta a esta pregunta es S, entonces esta etapa es PCC para el peligro ana-lizado. Lo anotaremos y pasaremos a estudiar la siguiente etapa o peligro.
Si la respuesta es NO, entonces pasaremos a la P3.
Pregunta 3 (La llamaremos P3): Puede tener lugar unacontaminacin o aumentar el peligro hasta un nivel inaceptable?
Es necesario hacer una aclaracin, llegada esta pregunta: Este rbol de decisiones dela OMS y el Codex Alimentarius se dise en su momento con una visin sobre el SistemaHACCP muy centrada en los peligros microbiolgicos. A ello se debe la formulacin de estapregunta, que usa trminos como contaminacin y aumento del peligro. A pesar de esteenfoque microbiolgico, se debe adoptar una visin ms amplia, que incluya tambin los pe-ligros fsicos y los qumicos.
Para responder a esta pregunta es necesario tener en cuenta el diagrama de flujo en suconjunto, teniendo una visin general del proceso, no slo de la etapa que es objeto de es-tudio; y considerando las condiciones ambientales de la produccin y el efecto acumulativoque sobre el peligro estudiado puedan ejercer las etapas siguientes.
La informacin adicional disponible y la experiencia del equipo HACCP son importan-tes para considerar correctamente estos aspectos.
Se debe pensar al menos en las siguientes cuestiones:
Si las materias primas son fuente o no del peligro que estamos estudiando. Para ob-tener conclusiones correctas deben manejarse datos epidemiolgicos, datos sobre elcomportamiento de los proveedores, etc.
Si el ambiente o lugar donde se realiza el proceso puede ser fuente de contamina-cin, a travs de equipo, personal, vectores, etc.
Si el diseo de la planta de produccin permitir la extensin o generalizacin delpeligro, va contaminaciones cruzadas.
Si la temperatura en que se desarrolle el proceso tendr influencia sobre el aumentoo permanencia del peligro, o no.
Si los periodos de espera entre etapas o los tiempos muertos en el proceso tendrninfluencia sobre el aumento del peligro, o no.
Las variaciones de las condiciones intrnsecas del producto (pH, Aw, concentracinsalina, etc.), y su influencia sobre los posibles peligros.
El grado de dilucin del ingrediente en el conjunto del alimento, cuando considera-mos peligros potenciales presentes en una materia prima. Este punto es de especialimportancia cuando nos referimos a ingredientes muy minoritarios en la composicindel producto final.
Si realmente el peligro considerado en una etapa determinada seguir sindolo al fi-nal del proceso, o en el producto final.
4
MANUAL PRCTICO PARA EL DISEO E IMPLANTACIN DE SISTEMAS HACCP
-
En muchas ocasiones, esta pregunta del rbol de decisiones sirve para descartar racio-nalmente peligros que habamos considerado durante el anlisis de peligros, llegando a laconclusin de que, dadas las condiciones del proceso o del producto, no eran realmente pe-ligros (o tenan muy escasa significacin, por no llegar al producto final, eliminarse a lo largodel proceso de forma normal, etc.). O, cuando menos, que no es necesario establecer un PCCpara ellos.
Si la respuesta a esta pregunta es NO, entonces esta etapa no es un PCC para el peli-gro analizado. Lo anotaremos y pasaremos, a estudiar la siguiente etapa o peligro.
Si la respuesta es S, entonces pasaremos a la P4.
Pregunta 4 (La llamaremos P4): Puede una etapa posterioreliminar el peligro o reducirlo hasta un nivel aceptable?
Esta pregunta est pensada para permitir la presencia de un peligro en una etapa o eta-pas determinadas, cuando va a existir una etapa posterior que elimine o reduzca aceptable-mente dicho peligro. As se disminuye el nmero de puntos donde se ha de ejercer un control,prestando especial atencin slo a aquellos donde ste es fundamental (PCCs).
Ejemplos claros de etapas posteriores que eliminan o reducen los peligros son los trata-mientos trmicos, en el caso de contaminaciones microbianas; o los filtrados o tamizados enel caso de peligros fsicos.
Sin embargo, es necesario valorar cuidadosamente la efectividad de estas etapas, dadoque vamos a eliminar controles en algunas fases en funcin de ello. Por ejemplo, un trata-miento pasterizante tras varias etapas de manipulacin de un producto, con tiempos de es-pera entre ellas, es suficiente garanta de seguridad, hasta el punto de no considerar nece-sarios controles complementarios sobre higiene o manipulacin en las etapas previas a dichapasterizacin?. La decisin debe meditarse suficientemente, teniendo en cuenta, sobre todo,las garantas de salubridad del producto.
Si la respuesta a esta pregunta es NO, entonces esta etapa es PCC para el peligro ana-lizado. Lo anotaremos y pasaremos a estudiar la siguiente etapa o peligro.
Si la respuesta es S, entonces esta etapa no es PCC para el peligro estudiado. De lamisma forma, lo anotaremos en la tabla correspondiente y pasaremos a analizar la siguienteetapa o peligro.
A continuacin se comentan algunas consideraciones en relacin con los PCCs:
Al aplicar el rbol de decisiones, si inicialmente hemos establecido muchos posiblespeligros, suele suceder que tambin obtengamos muchos Puntos Crticos de Control.Lo ms frecuente es que ocurra esto en relacin con la mayora de los peligros qu-micos; tambin con los peligros fsicos cuando no disponemos en una fase posteriordel proceso de algn sistema que los elimine o evite su presencia en el producto final(detector de metales, filtrado, tamizado, etc.); y con los peligros microbiolgicos,cuando no existe una etapa posterior esterilizante (tratamiento trmico, salazonado-maduracin, etc.). El hecho de que aparezcan diez, veinte o treinta PCCs no nos debe preocupar, yaque probablemente muchos de ellos pueden ser controlados con vigilancias sencillasy comunes a todos. Mayor preocupacin supone el tener excesivas o complejas me-didas para su vigilancia, que implicasen mayor trabajo y dedicacin por parte de losencargados del control. Muchos de los Puntos Crticos de Control sobre peligros fsi-cos y qumicos se pueden mantener bajo control en base a un Plan de Mantenimien-to y otro de Limpieza, desinfeccin, desinsectacin y desratizacin bien diseados.
5
IDENTIFICACIN DE PUNTOS CRTICOS DE CONTROL PARA CADA UNO DE LOS PELIGROS. USO DEL RBOL DE DECISIONES
-
6MANUAL PRCTICO PARA EL DISEO E IMPLANTACIN DE SISTEMAS HACCP
Asimismo, los PCCs sobre peligros microbiolgicos debidos a contaminaciones pormanipuladores, maquinaria, tiles, superficies de trabajo, etc., pueden mantenersecontrolados mediante la vigilancia ejercida sobre el Plan de limpieza y desinfecciny algunas BPFs.Por ello, no temamos el hecho de tener muchos Puntos Crticos de Control, si se ha lle-gado a esa conclusin tras un trabajo metodolgicamente correcto. Peor es la ten-dencia a intentar obviarlos, pensando errneamente que slo debe haber uno o dosPCCs en cada proceso, o que el trabajo de control de los mismos ser despropor-cionado. No es as en la prctica.
Otro de los errores de metodologa que se observa con cierta frecuencia en la bi-bliografa es la indicacin de las etapas que son o no PCC sobre el propio Diagra-ma de Flujo. Suele aparecer en los mismos la indicacin a derecha o izquierda dealguna de sus etapas, que stas son PCC1 o PCC2, sin aplicar para ello el Arbol deDecisiones.Y es un error aun ms serio el decidirlo para cada etapa. La decisin de qu es o noes PCC debe hacerse para cada peligro. El Arbol de decisiones debe aplicarse acada peligro por separado y es, por tanto, perfectamente factible que una etapa seaPCC para un determinado peligro y no lo sea para otro.
Un ejemplo que sirva para aclarar esta cuestin puede ser la etapa de recepcin depescado en una conservera, en la que se han considerado los dos peligros siguien-tes en la materia prima:
1.- Contaminacin microbiolgica por grmenes patgenos.2.- Contenido excesivo de histamina.
De la aplicacin del rbol de decisiones a ambos peligros (entendiendo que han sidodiseadas medidas preventivas para ellos en la fase de recepcin), se concluye queesta etapa NO ES PCC para el peligro microbiolgico, puesto que una fase poste-rior -la esterilizacin- elimina el peligro o lo reduce a un nivel aceptable (Pregunta 4del rbol de decisiones). Sin embargo, S ES PCC para el peligro qumico, puestoque existen medidas preventivas para el mismo (Pregunta 1), la etapa de recepcinno est especficamente diseada para eliminarlo (Pregunta 2), la histamina puedemantenerse o aumentar hasta niveles inaceptables a lo largo del proceso (Pregunta3), y no hay ninguna etapa posterior que la elimine o reduzca a niveles aceptables(Pregunta 4): S es PCC para este peligro.
Por lo tanto, resultara incorrecto el indicar que la etapa de recepcin es PCC (o queno lo es). Esta equivocacin es generalmente debida al enfoque por etapas y no porpeligros; a la visin exclusivamente microbiolgica, olvidando el resto de peligros; ya la realizacin de juicios preestablecidos en relacin con qu debe ser o no PCCsin la pertinente utilizacin del rbol de decisiones.
En el caso del autocontrol de nuestro estudio, desarrollamos a continuacin en unas tablas alefecto las respuestas a cada una de las preguntas del rbol de decisiones, enunciadas para cadauno de los peligros de cada etapa, as como los comentarios necesarios para comprender mejor lasrespuestas dadas a cada pregunta.
-
7IDENTIFICACIN DE PUNTOS CRTICOS DE CONTROL PARA CADA UNO DE LOS PELIGROS. USO DEL RBOL DE DECISIONES
ETAPA PELIGRO MEDIDA PREVENTIVA P1 P2 P3 P4 PCC COMENTARIOS
Recepcin anchoa
Recepcin envases
Recepcin de sal ysalmuera
Almacenamientode sal
Almacenamientode salmuera
Almacenamientode envases (latas)
Almacenamientode elementosreutilizables(barriles, cestas,etc.)Salmuerizacininicial
Descabezado yeviscerado
Microorganismosalterantes: Proteus,Pseudomonas, etc.
Parasitosis: Anisakis
Qumicos: Histamina
Suciedad, polvo...
Restos metlicosprocedentes de lafabricacin de la lata.
Abolladuras ydeformaciones en latasCierres defectuosos
Microorganismos halfilos
Inadecuada concentracin(salinidad)
Inadecuado tamao degrano de sal
Impurezas en sal
Contaminaciones porrotura de sacos de sal
Contaminaciones porrotura de sacos de sal
Suciedad aadida(deyecciones de aves, etc.)
Suciedad por deficientelimpieza del tanque
Suciedad aadida (polvo,etc.)
Suciedad aadida
Salmuerizacin insuficienteo excesiva
Proliferacin microbianadebida al acmulo derestos orgnicos y sal en latina
Contaminacinmicrobiolgica porbranquias y contenidointestinal
Presencia de enzimasintestinales indeseables
Contaminacin pormanipuladores
Contaminacin porsuperficies y elementos detrabajo
Adicin de hielo en origen.Presencia del mismo, y 0 a4 C a la recepcin.Salazn suficiente: Nomenos del 15% de sal sobrepeso total.Grado de frescuraadecuado. Hielo.Especificaciones conproveedores.
Comprobacin visual antesdel uso.Colocacin de las latasboca abajo antes deluso.
Especificacin conproveedores
Comprobacin de laestanqueidad mediantecierres en vaco pormuestreo representativoantes del uso.
Especificaciones conproveedores
Manejo correcto de sacos
Cierre de puerta. Uso depalets.
Limpieza efectiva de tanques
Manejo correcto
Proteccin correcta duranteel almacenamiento.
Tiempo correcto desalmuerizacin
Retirada completa de restosy limpieza efectiva de latina. Salazn suficiente enfase empacado.
Educacin demanipuladores. Plan de BPFs
S NO S S NO
S NO S S NO
S NO S NO S
S NO S NO S
S S - - S
S S - - S
S S - - S
S NO S NO S
S NO S NO S
S NO S NO S
S NO S NO S
S NO S NO S
S NO S NO S
S NO S NO S
S NO S NO S
S NO S NO S
S NO S NO S
S S - - S
S NO S S NO
S NO S S NO
S NO S S NO
S NO S S NO
S NO S S NO
Control en fasede salazonado yempacado.
En los peligros deesta etapa hemosconsiderado lascomprobacionesprevias al uso comoparte integrante de laetapa de recepcin,se realizo no en elmomento preciso derecibir la mercanca
No es una etapadiseadaespecficamente parala eliminacin deestos peligros, peroninguna etapaposterior los eliminao reduce a nivelaceptable.
Igual que el anterior
Igual que el anterior
Igual que el anterior
Igual que el anterior
Control en fase desalazonado yempacado.
Control en fase desalazonado yempacado.Estos peligros seeliminan mediante elsalazonadosuficiente.
-
8MANUAL PRCTICO PARA EL DISEO E IMPLANTACIN DE SISTEMAS HACCP
ETAPA PELIGRO MEDIDA PREVENTIVA P1 P2 P3 P4 PCC COMENTARIOS
Descabezado yeviscerado(continuacin)
Lavado ensalmuera yescurrido
Salazonado yempacado de latasy barriles
Maduracin
Cierre
Distribucin yventa
Manipuladoras sin anillos,pendientes ni pulseras. Plande BPFs.Retirada de las basuras
Creacin canal de depsitode restos separado.Medida adoptadaprevia a la implantacindel sistema.Empleo de parrilla separadora.Eliminacin de los restos yescamas depositados en elfondo de las tinas.Recambio de la salmuera.Eliminacin de los restosorgnicos sobrenadantes,cada 45 minutos como mx.Adicin suficiente de sal
Educacin de manipuladores.Plan de BPFs.
Colocacin de latas y cuellossobre plataformas elevadas.Medida preventivaprevia a implantacinsistemaTemp. y tiempo de maduracinespecficos segn tipo deenvase. Ver Manual de BPFs.
Uso de pesos de prensadoespecficos segn tipo deenvase. Ver Manual de BPFs.Aplicacin de Sistemasantiinsectos: Mantener cerradas todas
las aberturas al exterior Mantener en
funcionamiento los aparatosantiinsectos elctricos
Realizar programas DDDprevios al inicio de lacampaa
Eliminacin mecnica delarvas mediante lavadosemanal con salmuera.Comprobacin deestanqueidad de cierre pormuestreo representativo
Educacin de manipuladores
Manipuladoras sin anillos,pendientes ni pulseras. Plande BPFs.Especificaciones de usoindicadas en el etiquetado.
S NO S NO S
S NO S S NO
NO - - - -
S NO S S NO
S NO S S NO
S S - - S
S NO S S NO
S NO S S NO
S NO S NO S
NO - - - -
S S - - S
S S - - S
S NO S NO S
S S - - S
S NO S NO S
S NO S NO S
S NO S NO S
Modificacin en laetapa, en cuanto aldiseo de las mesasde trabajo.
Control en fasede salazonado yempacado. Estospeligros se eliminanmediante elsalazonadosuficiente.
El salazonado es unaetapa pensada paraevitar el crecimientomicrobiano.Control en la etapade maduracin.
Modificacin en laetapa, en cuanto almanejo de las latas ycuellos.
La maduracin esuna etapa pensadapara eliminar elcrecimientomicrobiano previo.
El cierre es una etapapensada para asegu-rar la estanqueidadde los envases.
Pero la vigilancia seejerce a la recepcinde envases.
Presencia de cuerposextraos (anillos,pendientes, etc.)Contaminacin debida ala acumulacin de basurasContaminacin cruzadapor restos depositadossobre las mesas
Proliferacin microbianapor el acmulo de restosorgnicos (escamas, etc.)en la tina de lavado
Proliferacin microbianapor salmuera de lavadosucia.
Crecimiento de grmenesindeseables debido aproporcin insuficiente desalContaminacin pormanipuladoresContaminacin porelementos de trabajo(tapas, etc.)Cuerpos extraos (anillos,pendientes)Contaminacin de latas ycuellos por lquido deescurrido de tinas delavado en salmuera
Maduracin inadecuadapor defecto o exceso detiempo y/o temperatura demaduracin.
Maduracin inadecuadapor defectos de peso deprensado.Presencia de larvas deinsectos
Contaminacin por cierredefectuoso
ContaminacinmicrobiolgicaCuerpos extraos (anillos,etc.)
Alteracin del producto
NDICE:

![Breve aproximacion a la tecnica de arbol de decisiones · PDF fileBreve aproximación a la técnica del Árbol de Decisiones [3] consecuencias entonces serán más exactas las predicciones](https://static.fdocuments.es/doc/165x107/5a788d447f8b9ae91b8bf47e/breve-aproximacion-a-la-tecnica-de-arbol-de-decisiones-aproximacin-a-la-tcnica-del.jpg)