VIJAY THESIS PRESENTATION
58
1 EPOXY NANOCOMPOSITES FOR ENCHANCED FIRE RETARDANCY AND METAL- METAL BONDING PROPERTIES OF AIRCRAFT/AUTOMOTIVE ALUMINUM ALLOYS A Thesis by: Vijay Sai Swarna
-
Upload
vijay-sai-swarna -
Category
Documents
-
view
36 -
download
3
Transcript of VIJAY THESIS PRESENTATION

1
EPOXY NANOCOMPOSITES FOR ENCHANCED FIRE RETARDANCY AND METAL-METAL BONDING PROPERTIES OF AIRCRAFT/AUTOMOTIVE
ALUMINUM ALLOYS
A Thesis by:Vijay Sai Swarna

2
“Delaying the aircraft’s descent by only two minutes is likely to make the
difference between a successful landing and evacuation, and a complete loss of
the aircraft and its occupants”
Federal Aviation Administration (FAA)

3
Presentation Outline1. General Background
1.1. Introduction
1.2 Motivation
1.3 Objective
2. Literature Review
3. Experimental Methodology
4. Results and discussion
4.1. Surface morphology analysis
4.2. Thermogravimetric analysis
4.3. Differential scanning calorimetry
4.4. Metal to metal adhesive lap joint tests
4.5. Fire retardant tests
5. Conclusion
6. Future work
7. References

4
Introduction • Adhesives are of two types strong adhesives and weak adhesives.• Strong adhesives solidify by chemical reaction, mainly epoxies.• Weak adhesives solidify by phase change due to heat treatments, mainly
thermoplastic adhesives.
There are several types of adhesives• Epoxy: These give a very durable bond between materials and are very
useful in structural applications.• Polyurethane: These are used for low load bearing structure's and can be
applied by means of a machine. • Anaerobic: These are synthetic acrylic resins which become harder in
the absence of oxygen. They are primarily utilized in aerospace and automotive industries.
• Hot melts: These are thermoplastic elastomers which can bare low loads at elevated temperatures without producing creep in structural joints.

5
Introduction • Epoxy monomers (resins) contain vinyl groups which are used for
producing functional oligomers [1].• The linear and cross-linked epoxy polymers are obtained by the reaction of
the epoxy monomers with commoners (hardeners) • They can be produced by step growth or chain growth polymerization.• Step growth polymerization: They proceed with a step by step elementary
reactions between reactive sites forming a covalent bond between functional group. They can produce linear and cross-linked polymers depending upon the condition of functional or multi functional reactants.
• Chain growth polymerization: They are characterized by the initiation Process. In case of epoxy, the initiation is taken up by either cation or anion.
• The main controllability of functional group depends upon on the concentration of chain transfer and temperature.
• General properties of epoxy are less emission of volatile products, modifiable, high adhesion [2].

6
Adhesive Joints (Single - Lap Joints)• Adhesive joints play major role in aerospace, automotive, maritime,
construction.
• The primary advantage of adhesive joints over mechanical joints (fasteners) is that they considerably reduce concentrated loads, vibrational stresses, fatigue failures, corrosion resistance, high stiffness to weight ratios, damage tolerance, high energy absorption qualities and so on [4]
• Most of the loads are effectively transferred to the end zones and have a minimum load concentration in bond line.
• The ultimate bond strength of an adhesive mainly depends upon the adhesive and adherend thickness, adherent surface preparation and modulus of the adherent.
• Slightest modifications in the adhesive thickness can affect the lap joint performance.
• As bonded joints are subjected to tensile, compressive, shear, peel stress or combination of them.
• The strength of an adhesive bond depends on the type of adhesive used, bond line thickness, adhesive preparation, yield strength of adhesive, etc.

7
Applications of Adhesives in Aerospace • According to a survey fastener's approximately
cost 1/3 of aircraft cost [3].• All varieties of aircraft structures use adhesive
bonding for minimizing the weight. • Adhesive bonding is primarily used in fuselage
skins, wings, honeycomb structures, elevators, ailerons, trim tabs and spoilers.
• Machining the holes for fastening will deteriorate the structural integrity.
• Adhesives can easily spread through the whole joint and then eliminates the stress concentrations.
Application of adhesives in aerospace

8
Applications of Adhesives in Automotive
• Adhesives are applied in structural members and closures.
• Adhesives in automotive can also be used as sealants.
• They reduce the corrosion, fatigue, noise, and reduce weight, thus contributing low fuel consumptions.
• The automotive industry undergoes a chemical conversion process for better adhesive bonding [5].
• They are used in bumpers, windshields, brake liners, window seals and so on. Applications of adhesives

9
Applications of Adhesives
• High temperature resistant.• Flight control surface seals.• Bonding metal and fiber reinforced composite materials.• Resistance to cyclic fatigue.• Superior durability and toughness.

10
Motivation• Adhesive failure is the major issue in structural applications, and this could
be improved by incorporating nanomaterials into pristine adhesives.• The adhesives have usually poor thermal stability at high temperatures and
this can be improved by nanomaterial reinforcements• Nanomaterials are used in many fields, such as sports, aerospace, health,
mechanical, electrical, thermal, electronics, and chemical due to their exceptional properties.
• Polymeric nanocomposites, which are made up of graphene nanomaterials improved mechanical and electrical properties and thermal stability[6,7].
• Preparation of polymeric nanocomposites is a challenging duty, as nanomaterials have high aspect ratios resulting in agglomerations and clustering.
• Researchers have developed different mechanical and chemical processes which can disperse these nanomaterials into the polymeric structures.
• Three roll mill and chemical functionalization are used for effective dispersion of nanomaterials into a polymer matrix.

11
Objective• To use the graphene nano flakes to improve fire retardancy, thermal
stability and mechanical properties.• To improve surface roughness using different surface preparation
techniques. • Mechanical testing of epoxy nano composites.

12
Literature Review• Researchers, Peipei Li, Yaping Zheng Li and his coworkers used the
functionalization techniques and exfoliation techniques for improving the flame retardancy of the epoxy by graphene powder inclusions. They have attained v2 rating for fire retardant tests [8].
• Sasha stankovich and his coworkers conducted several experiments on the graphene oxide and its exfoliation using hydrazine hydrate to improve reduction of oxygen content there by enhancing the surface area of graphene sheets [9] .
• Zhao and Hoa reported that dispersion, braking of particles, particle size showed no effect on Young’s Modulus. The volume of nanomaterials used to make a composite played a major role as they increased the surface area which results in lower interfacial bonds between polymer and nanomaterials[10].
• Kahiwagi conducted many experiments to determine the thermal stability and the behavior of the carbon nanotube inclusion into the polymer matrix. He observed that cnt were helpful in providing a potential barrier for fire retardancy by forming char[11].
• .

13
Literature Review• Yi used three roll milling process and achieved better mechanical and
functional properties of polymeric nanocomposite. They set the roller speed of 250rpm with a gap of 1μm for 5 minutes mixing process of polymer and nanomaterials and stated that pass times of the mixtures play an important role in the better dispersion process [12].
• Koo and his coauthors claimed that char can be acted as the thermal barrier for carbon nano fiber composite [13].
• Ciprino, claimed that multi walled of carbon nanotubes of 4wt%were very useful in improved fire retardancy [14].
• Wang experienced fire retardancy of epoxy by adding 1wt% of graphene oxide [15].
• Guo did experimentation on the graphene inclusions and found that they are very helpful. TGA results from his samples showed a 20% decrease in mass loss rate [16].
• R.Vedajado, improved the thermal stability by incorporation of carbon nanotubes [17].

14
Experimental
• Surface preparation• Surface etching process• Functionalization of graphene• Three roll milling• Preparation of mold• Scanning electron microscopy• Lap joint preparation• Differential scanning calorimetry• Thermo gravimetric analysis• UL-94 tests

15
Surface Preparation
• Surface preparation plays a major role in the performance of any adhesively bonded joints.
• The adherend used are aluminum 2024-T3 which is heat treated.
• This grade of aluminum is mostly used in the aerospace industry due to its exceptional properties.
• The samples are machined according to the102mm x 25mm x 1.62mm.
• They are sanded using the surface roughness.
• Then they are cleaned with acetone and prepared for the etching process.
Prepared aluminum plates

16
Surface Etching Process
• The process of etching is mainly used for enhancing the improvements in surface roughness.
• The samples of aluminum are cleaned with acetone to remove dirt and dried in oven before etching process.
• The solution of etch is prepared using the 96% concentrated sulfuric acid, distilled water and sodium bicarbonate.
• The molarity of 531ml water, 125ml sulfuric acid and 62.5 grams of sodium dichromate was 3M.
• The solution reaches to the temperature of 60ºC by itself due to chemical reaction.
Flipping the aluminum plates.

17
Materials Used for Experiments
• Magnolia 6380 A/B Epoxy• Graphene N006-010-P• Aluminum 2024-T3

18
Surface Etching Process
• The aluminum plates were immersed slowly into the solution.
• The plates are flipped on each side for every 5 minutes.
• The solution is neutralized by using the sodium bicarbonate.
• The aluminum plates are dried in the oven for 30 minutes at 70ºC.
• This will help in reducing the toxicity level of the solution.
• This procedure is carried out for all the aluminum plates prior to adhesive bonding.
The etching solution on heating element at 60°C

19
Functionalization of Graphene Nanomaterials
• The Graphene N006-010-P nanomaterials were used in this research.
• The graphene powder has a carbon content of 95.0%, which makes it looks like a black or greyish in color.
• It has a thickness of 10-20nm, x-y dimension of 5.0μm and have the surface area around 110 m2/gm.
• The graphene nano platelets were exfoliated using the acetone.
• The mixture was made up of 15gms of graphene and 50 ml of acetone.
• They were stirred using sonication process till the evaporation of acetone. T

20
Preparation of Epoxy Nanocomposites
• The dispersion is one of the most crucial stages in preparation of epoxy nano composites
• Three roll milling method is used for preparation of epoxy nanocomposites.
• Three roll milling method is used for better dispersion not only limited to nanotechnology but also in color, food, cosmetics, adhesives, chemical, pharmaceutical industries.
• The three rollers named as feed, center and apron with a roller speed ratio of 1:3:9.
• They produce extremely high shear forces between the rollers, which aid in better dispersion.
Three roll milling
Video of making epoxy nano composites

21
Preparation of Epoxy Nanocomposites
• The machine is calibrated for tray and nip gap errors.• Then the epoxy is introduced in appropriate weight ratios 100:27.• Graphene nanomaterials are added to the epoxy according to weight
percentages of 0.5,1,2,3 and 5.• The epoxy mixing cycles range from 30 to 50 times.• This procedure is repeated for all epoxy nanocomposite samples.
Basic mixing mechanism of three roll mill

22
Preparation of Mold
• The traditional molding of epoxy nanocomposite into a desired size is a challenge, due to the high viscosity of the epoxy.
• The mold design was designed using CATIA v5.• The code for machining process was generated using MASTER CAM
software. • Then mold was machined using the milling machine.• To steel mold is prepared for production of epoxy nanocomposites.• The mold consists of 6 slots, which can produce a batch in one round.• The slots have a tolerance of 1mm, for easy removal of material from
the mold.

23
Preparation of Mold
• The samples are prepared according to dimension given by UL-94 test procedures.
• The dimensions of slot each slot are 14mm x 126mm.
Drafting of mold design, 3D model of mold in catia

24
Preparation of Single Lap Joints
• Aerospace and automotive industries use single lap joint theory for evaluating the mechanical attributes of an epoxy.
• Typical aircraft skin and automotive parts are bonded using lap joints, aircraft skin is mostly fixed using lap joint.
• Single lap joints prepared to find out the lap shear strength of an epoxy nano composite.
• ASTM D1002 standard was followed for making the aluminum panels.• The average bond line thickness of specimens was ranging from
0.020mm to 0.022mm, which meet the standards of both ASTM and aerospace requirements.
• Tests for single lap joints were carried out with a loading rate of 0.05 in/min, till the sample was broken.

25
Preparation of Single Lap Joints
• The prepared sample using the ASTM standard.

26
Preparation of Single Lap Joints
• The samples were prepared using the binder clips which are considered to be the best practice.
• The curing temperature is 80°C, which is held for 2 hours.
• Then the sample is completely cured for 1 day at room temperature.
Sample preparation procedure

27
Differential Scanning Calorimetry (DSC)
• The DSC tests were carried out to analyze the thermal properties of epoxy nano composites.
• The tests were carried out on Q 1000 TA Instrument.
• The tests were mainly conducted to find out the glass temperature.
• The glass transition temperature shifts were analyzed.
• The epoxy nano composites of 0wt%, 1wt%, 2wt%, 3wt% and 5wt% were tested.
Q 1000 DSC Instrument

28
Differential Scanning Calorimetry
• 3 samples were tested for each weight percentage of epoxy nanocomposite.
• Hermetic and premium pans were used for wet and cured epoxy nanocomposite.
• Samples cured at of 83ºC and 103ºC were tested and compared.
• A wet sample of the pure epoxy was also tested.
• All the experiments were conducted with a temperature range of -100°C to 350°C.
• The ramp temperature reached the highest point at a heating rate of 10°C/minute.
Preparing samples

29
Thermogravimetric Analysis (TGA)
• The TGA tests were carried out to find out the weight changes and mass loss of an epoxy nanocomposite.
• Q500 TA Instrument was used to carry out the tests.
• The tests were carried out in a nitrogen environment condition starting from 0ºC to 1000 ºC at 10 ºC/min.
• It is also used to determine the thermal stability.• Epoxy nano composites prepared with 0.5%, 1%,
2%, 3% and5% graphene inclusions were tested.
QA 500 TGA Machine

30
Thermogravimetric Analysis
• The samples are prepared into small bits, so that they fit properly into the pans.
• The mass loss was compared between the different weight percentages of graphene inclusions.
Samples prepared for Thermogravimetric analysis

31
UL-94 Flame Retardant Tests• As per Federal Aviation Administration
(FAA)’s regulation Title 14 CFR (Code of Federal Regulations) Part 25, all the interiors and finished parts should meet this criteria.
• Vertical burn tests were conducted on different weight percent of epoxy nano composites.
• The Bunsen burner tube has 3/8-inch I.D. (inner diameter).
• It is connected to the supplied fuel—most generally propane gas with 2 ½ +/- ¼ psi between the supply source and the burner.
• Flow rate is controlled by a knob.
• The minimum required temperature must be 1550 ºC.
Bunsen burner flame temperatures

32
UL-94 Flame Retardant Tests
Classification of ratings for ul-94 tests
Polymer testingUsing UL-94 test
procedure

33
Results and Discussion
• Surface morphology analysis
• Thermogravimetric analysis
• Differential scanning calorimetry
• Metal to metal adhesive lap joint tests
• Fire retardant tests

34
Surface Morphology Analysis Before Burn
SEM analysis of pure epoxy and 0.5wt% epoxy nanocomposite

35
Surface Morphology Analysis Before Burn
SEM analysis of 2wt% and 3wt% epoxy nanocomposites

36
Surface Morphology Analysis Before Burn
• The dispersions of nanomaterials plays a key role in enhancing the material properties.
• This figure shows the perfect dispersion of graphene nano platelets in to the epoxy.
SEM analysis of 5wt% epoxy

37
Surface Morphology Analysis after Burn
• Formation of char and bubbles show intumescence.• Results obtained from the SEM show that nano materials were very
useful in making this epoxy nano campsites.
Formation of char and bubbles

38
Thermogravimetric Analysis
• The samples are made of 0.5%,1%,2%,3% and5% graphene inclusions.• The samples were for TGA were prepared at 80ºC and 104ºC.• The temperature increments were 10ºC/min.
Overlay of TGA results

39
Thermogravimetric Analysis
TGA analysis of the epoxy nanocomposite

40
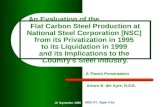
Thermogravimetric Analysis
• The graphene inclusions enhanced the mass loss rate.• When compared with 0.5 wt% and 5wt% mass loss rate
percentage reduced by 6.4029%
0.5wt% 1wt% 2wt% 3wt% 5wt%5254565860626466687072
62.86
70.24
61.77 61.91
58.96
Mass loss
Mass loss percentage Linear (Mass loss percentage )
DIFFERENT WEIGHT Percentage of graphene inclusions
Perc
enta
ge o
f mas
s los
t

41
Thermogravimetric Analysis
0.5wt% 1wt% 2wt% 3wt% 5wt%424
426
428
430
432
434
436
438
440
442
444
439.06
433.05431.48
442.73 442.73
Material decomposition temperature vs Different weight per -centages of graphene inclusions
Material decomposition temperature Linear (Material decomposition temperature )
Different weight percentages of graphene INCLUSIONS
Mat
eria
l dec
ompo
sition
tem
pera
ture
These are the comparison of temperatures at which the samples totally burnt.

42
Differential Scanning Calorimetry
0.5 wt% 1 wt% 2wt% 3wt% 5wt%109
110
111
112
113
114
115
116
117
118
119
112.145
113.36113.895 114.055
118.25Average glass trasition temperature
Average glass trasition temperature Linear (Average glass trasition temperature )
Different weight percentages OF GRAPHENE INCLUSIONS
Aver
age
glas
s tem
pera
ture
s of c
ured
epo
xy

43
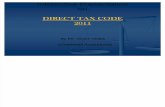
Differential Scanning Calorimetry
0.5 wt% 1 wt% 2wt% 3wt% 5wt%143
143.5
144
144.5
145
145.5
146
146.5
147
145.295
145.595
146.665
145.18
144.435
Average peak temperature
Average peak temperature Linear (Average peak temperature )
Different weight percentages of graphene inclusions
Exot
herm
ic p
eak
tem
pera
ture

44
• Glass transition temperatures of the epoxy were improved gradually with the inclusion of graphene nanomaterials. The heating rate was ramp type with increment of 10ºC/ min.
• The glass transition temperature was is shifted 110°C to 117°C which is 6.36% increment.
Differential Scanning Calorimetry

45
Fire Retardancy Tests
• UL-94 test procedure was followed to carry out the fire retardancy tests of an epoxy nanocomposite.
• UL-94 tests were conducted on the pure epoxy as well as the epoxy nano composite with the graphene inclusions of 0wt%,0.5wt%, 1wt%, 2wt%, 3wt% and 5wt%.
SPECIMEN NAME UL-94V-0 RATING
UL-94V-1 RATING
UL-94V-2 RATING
PURE EPOXY
0.5wt%
1wt%
2wt%
3wt% 5wt%

46
Fire Retardancy Tests
UL-94 Fire retardancy test on epoxy nano composite

47
• The pure epoxies failed in the fire tests as well as 0.5wt%, 1wt% and 2wt% and classified as V-2 rating.
• None of the samples achieved V-0 ratings.• 3wt% and 5wt% epoxies achieved the fire retardant property with a V-
1 rating, which has moderate level of fire.
Pure sample burnt
Fire Retardancy Tests
3wt% and 5wt% burned samples
Comparison of 1wt%, 2wt%, 3wt% and 5wt%

48
Metal to Metal Single Lap Joint Test• The MTS tensile tests were conducted on five different samples with
various weight percentages of graphene Nano flakes, including 0, 0.5, 1, 2, and 3wt%.
• The bond line thickness was maintained constant in all the specimens.• Results from the single lap joint tests depicted that the load bearing
capacity and lap shear strength of adhesive joints were improved by the additions of 0.5wt% and 1wt% nanomaterials in the adhesive joints.
• After the lab shear tests, the broken surfaces of the nanocomposite epoxy adhesives between the Al coupons were investigated in detail for the failure analysis.
• It was observed that the major failures were the cohesive failure into the epoxy adhesives, and some few failures were adhesive failures.

49
Metal to Metal Single Lap Joint Test
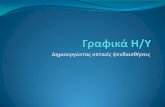
pure epoxy 0.5wt% 1wt% 2wt% 3wt%0
10
20
30
40
50
60
70
80
40.7243.5295
73.673
35.8385 34.3845
Average shear strength
Average shear strength Linear (Average shear strength )
Different weight percentages of graphene inclusions
Aver
age
shea
r str
engt
h in
( m
pa)

50
• There was an increment of 3% by load bearing capacity between baseline and 0.5wt% graphene samples in the adhesive, and
• There was a 68% increment between baseline and 1wt%, which has been the highest improvements among these tests.
• There was a gradual decrease of 14%-15% in load bearing capacity in 2wt% and 3wt% graphene nano inclusions when compared to the base line tests.
Metal to Metal Single Lap Joint Test

51
• Most samples show cohesive failure.• And a pure adhesive failure was also experienced by some samples.
Metal to Metal Single Lap Joint Test
Pure adhesive failure of an epoxy sampleAdhesive and cohesive failures of epoxy nano composite samples

52
Conclusion• The thermal stability, fire retardancy and mechanical properties were
improved by inclusion of graphene nano inclusions.• The glass transition temperature was found to be approximately as 85°C
from the wet samples tested using the differential scanning calorimetry. • The glass transition temperature was shifted 110°C to 117°C which is
6.36% increment.• The TGA results show 6.2% decrease in mass loss rate.• 3% load bearing capacity was improved by 0.5wt% graphene inclusions.• 68% load bearing capacity was improved by 3 wt% graphene inclusions.

53
Future Scope
• Fem analysis of single lap joints with nanomaterial inclusions.
• Peel tests for epoxy nano composites.• 45° fire retardant tests for epoxy nanocomposites
should be evaluated.• Single walled and multi walled carbon nanotubes be
introduced for enhancing the properties of epoxy.

54
References • [1] Jin, "Synthesis and application of epoxy resins: A review," Journal of
industrial and Engineering chemistry, vol. 29, pp. 1-11, 2015• [2] P. Mohan, "A critical review: The modification, properties and
applications of epoxy resins.," Polymer-plastics technology and engineering, vol. 52, pp. 107-125, 2013.
• [3] A.M.G.Pinto, A.G. Magalhaes, "Single-Lap Joints of Similar and Dissimilar Adherends Bonded with an Acrylic Adhesive," Departamento de Engenharia Meca ˆnica, Instituto Superior de Engenharia do Porto, Porto.
• [4] Ramazan Kahraman, Mehmet sunar, "Influence of adhesive thickness and filler content on the mechanical performance of aluminum single-lap joints bonded with aluminum powder filled epoxy adhesive," Journal of Materials Processing And Technology, no. 205, pp. 183-189, 2007.
•

55
• [5] M.D. Banea,L.F.M d Silva, "Debonding on command of adhesive joints for the automotive industry," International Journal of Adhesion & Adhesives, 2015.
• [6] A. Pegoretti, A. Dorigato, "Epoxy Nanocomposite Adhesives," Europan Confernec on Composite Materials, Venice, Italy, 2012.
• [7] "New devolopments in flame retardancy of epoxy resins," Polymer Degradation and Stability, vol.88, no.10.1016 j.polymdegradstab. 2004.02.019, pp. 57-62, 20058.
• [8] Peipei Li, "Enhanced flame restardant property of epoxy composites filled with solvent free and liquid free graphene organic hybrid material decorated by zinc hydroxystannate boxes," Composites: Part A, vol. 81, no. http://dx.doi.org/10.1016/j.compositesa.2015.11.013, pp. 171-181, 2016.
• [9] Sasha Stankovich, "Synthesis of graphene based nanosheets via chemical reduction of exfoliated graphite oxide," Carbon , vol. 45, no. 2007, pp. 1558-1565, 2007.

56
• 10. Sasha Stankovich, "Synthesis of graphene based nano sheets via chemical reduction of exfoliated graphite oxide," Carbon , vol. 45, no. 2007, pp. 1558-1565, 2007.
• 11 Alberto Fina, "Catalytic fire retardant nanocomposites," Polymer degradation and stability, no. 93, pp. 1647-1655, 2008.
• 12. W Yi, J.H Jang, W Lee, M.K Um, "Mechanical and Electrical Properties of Micro/Nanocomposites via CNT Dispersed Resin Film Infusion Process," Center for Composite Materials and Department of Mechanical Engineering , Newark, 200.
• 13. J. H. Koo, C. Nguyen Khiet, J. C. Lee, W. K. Ho, M.C.Bruns, and O.A.Ezekoye, "Flammability studies of a novel class of thermoplastic elastomer nanocomposites," Journal of fire sciences, 2010.

57
• [14] B. H. Cipiriano, T. Kashiwagi, S. R. Raghavan, Y. Yang, E. A. Grulke, K. Yamamoto, J. R. Shields, and J. F. Douglas, "Effects of aspect ratio of MWNT on the flammability properties of polymer nanocomposites," Polymer, vol. 48, pp. 6086-6096, 2007.
• [15] Z. Wang, X. Z. Tang, Z. Z. Yu, P. Guo, H. H. Song, and X. S. Duc, "Dispersion of graphene oxide and its flame retardancy effect on epoxy nanocomposites," Chin J Polym Sci (Engl Ed) Chinese Journal of Polymer Science (English Edition), vol. 29, pp. 368376, 2011.
• [16] Y. Guo, C. Bao, L. Song, B. Yuan, and Y. Hu, "In situ polymerization of graphene, graphite oxide, and functionalized graphite oxide into epoxy resin and comparison study of on-the-flame behavior," Ind. Eng. Chem. Res. Industrial and Engineering Chemistry Research, vol. 50, pp. 7772-7783, 2011.

58
• [17]. Verdejo, M.M.Bernal, “Graphene filled polymer nanocomposites”, Journal of Materials and chemistry, 2011.21(10):pp.3301-3310.
• [18] Fukushima, Mararaju, “Effect of expanded Graphite/Layered silicateclay on thermal, mechanical, fire retardant properties of polylactic acid”, Polymer degradation and stability, 2010.95(6):pp.1063-1076