







Idiomas
Páginas
Jurídico


ESCUELA POLITÉCNICA NACIONAL
FACULTAD DE INGENIERÍA ELÉCTRICA
ESTUDIO TÉCNICO SOBRE LA SITUACIÓN DEL
SECTOR INDUSTRIAL
DE LA PROVINCIA DE PICHINCHA
Tesis previa a la obtención del Titulo de Ingenieros en
Electrónica y Control
JESSY MALDONADO GANGOTENA
Electrónica y Telecomunicaciones
ARTURO GÁNDARA AILLON
Quito, Octubre de 1998
> f
CERTIFICACIÓN
Certifico que el presentetrabajo ha sido realizado ensu totalidad por los señoresMarcelo Arturo GándaraAillón y Jessy TámaraMaldonado Gangotena.
Ing. Edwin Nieto RíosDirector de tesis
DEDICATORIA
A mis padres por su gran sacrificio, a miesposo y mis hijos por su constante apoyo
J.M.
A toda mi familia, y a Pauli, Daniy Ma. Alejandra (gato)
A.G.
AGRADECIMIENTOS
A todas las personas que nos facilitaron el ingreso a sus
empresas, por la entrega y el tiempo que nos dedicaron.
A David Ortega por su valiosa ayuda en la elaboración del
programa de computación.
A todos quienes colaboraron con nosotros desinteresadamente
para ayudarnos a terminar esta tesis.
Y por fin, al Ing. Edwin Nieto R. por su infinita paciencia
para dirigir este trabajo.

ÍNDICE
PAGINA
INTRODUCCIÓN
CAPITULO 1: CONCEPTOS GENERALES SOBRE INSTRUMENTACIÓN 1
1.1 DEFINICIONES BÁSICAS 2
1.1.1 Definiciones sobre control de procesos 31.1.2 Dispositivos que intervienen en el control 91.1.3 Principios de Funcionamiento 10
1.1.3.1 Transductores 111.1.3.2 Circuitos de Acondicionamiento de la señal 221.1.3.3 Controladores 261.1.3.4 Actuadores 29
1.2 VARIABLES FÍSICAS INVOLUCRADAS EN PROCESOS INDUSTRIALES 32
1.2.1 Variables térmicas 321.2.1.1 Temperatura 321.2.1.2 Calor 34
1.2.2 Variables de Mecánica de fluidos 341.2.2.1 Presión 341.2.2.2 Nivel y Caudal 35
1.2.3 Variables de Mecánica de Sólidos 361.2.3.1 Peso 361.2.3.2 Velocidad 361.2.3.3 Densidad . 371.2.3.4 Humedad y Punto de Rocío 371.2.3.5 Viscosidad 38
1.2.4 Variables eléctricas 38
1.3 EQUIPAMIENTO ELECTRÓNICO UTILIZADO EN LA INDUSTRIA 39
1.3.1 Instrumentos de medición de temperatura 391.3.1.1 Instrumentos que se basan en la variación de resistencia 39
de un metal1.3.1.2 Instrumentos que se fundamentan en la variación de re- 40
sistencia de un semiconductor1.3.1.3 Instrumentos que utilizan el efecto de una fuerza electro- 40
motriz (f.e.m.)1.3.1.4 Instrumentos que se basan en la intensidad de radiación 40
emitida por un cuerpo1.3.2 Instrumentos de medición de presión 41
> • 1.3.2.1 Elementos electromecánicos 411.3.2.2 Elementos electrónicos 43
1.3.3 Instrumentos de medición de caudal 441.3.3.1 Mediciones volumétricas basadas en la velocidad 451.3.3.2 Mediciones de caudal basadas en la fuerza 461.3.3.3 Mediciones de caudal que se basan en la tensión inducida 46
1.3.4 Instrumentos de medición de nivel 471.3.4.1 Medidores de nivel de líquidos 47
i * 1.3.4.2 Medidores de nivel de sólidos 491.3.5 Instrumentos de medición de magnitudes de mecánica de sólidos 51
1.3.5.1 Medidores de peso 511.3.5.2 Medidores de velocidad angular 521.3.5.3 Instrumentos par medir densidad 531.3.5.4 Instrumentos para medir humedad, punto de rocío y visco- 54
sidad1.3.6 Instrumentos de medición eléctrica 57
h « CAPITULO 2: IDENTIFICACIÓN DEL SECTOR INDUSTRIAL ECUATORIANO 61
2.1 SITUACIÓN TÉCNICA DE LA INDUSTRIA 62
2.1.1 Cronología del desarrollo de la industria en el Ecuador 632.1.2 Avance tecnológico 682.1.3 Necesidad de una evaluación del equipamiento electrónico 80
2.2 MÉTODO DE EVALUACIÓN DE LA CAPACIDAD TÉCNICA DE LA INDUSTRIA 82
2.2.1 Método estadístico escogido: muestreo 8211 * 2.2.2 Bases para la elaboración de la encuesta 87
2.3 SELECCIÓN DE LAS INDUSTRIAS A VISITARSE 90
2.3.1 Condiciones requeridas en la industria 902.3.2 Listado de industrias 92

CAPITULO 3: PROCESAMIENTO Y EVALUACIÓN DE RESULTADOS 94
3.1 DESARROLLO DE LAS ENCUESTAS 95
3.1.1 Evaluación de las visitas 96> • 3.1.2 Dificultades encontradas 98
3.2 EVALUACIÓN DE RESULTADOS 102
3.2.1 Programa de computación utilizado 1023.2.2 Presentación de resultados 108
3.3 CUADROS ESTADÍSTICOS 140IÍ
3.3.1 Identificación de la industria 1413.3.2 Tipo de producción 1473.3.3 Análisis de personal técnico 1513.3.4 Equipamiento técnico 1593.3.5 Operación y Mantenimiento 2153.3.6 Observaciones generales 219
CAPITULO 4: CONCLUSIONES Y RECOMENDACIONES 223» é
4.1 CONCLUSIONES 224
4.2 RECOMENDACIONES 229
ANEXOS 231
ANEXO A 232ANEXO B 239ANEXO C 243ANEXO D 247ANEXO E 249
BIBLIOGRAFÍA 251

INTRODUCCIÓN
Es inevitable reconocer que el Ecuador, al igual que
muchos de los países llamados subdesarrollados, se ha ido
rezagando cada vez más, en cuanto a ciencia y tecnología se
refiere, de los principales centros de producción e
investigación del mundo. Las causas son muy variadas: la
crisis y la recesión económica que afrontamos, los escasos
incentivos para la ejecución de nuevos proyectos, la falta de
recursos económicos disponibles para investigaciones adecuadas
a la realidad del país, y otras de diversa índole, que poco a
poco han contribuido a que nuestra sociedad no encuentre la
mejor manera de enfrentar sus problemas y proponer soluciones
valederas a las diferentes situaciones que diariamente se ve
obligada a confrontar.
En el campo de la tecnología, prácticamente nos hemos
visto en la necesidad de "comprar" los productos de otros
países para solventar nuestras necesidades, sin detenernos a
considerar si son o no adecuados a la realidad que vivimos.
Esto ha influido por tanto, a crear un estado de excesiva
dependencia tecnológica del extranjero, considerando además en
forma apresurada, que la mano de obra nacional no es calificada

para el montaje, operación o mantenimiento de complicados
sistemas electrónicos, sino sólo para las obras menores de
infraestructura, tales como construcciones civiles o
instalaciones eléctricas.
Se vuelve entonces urgente la participación de los centros
de investigación del país (Universidades), las que en
conjunción de metas con los sectores productivos (Industrias),
encuentren mecanismos gue promuevan una verdadera coordinación
de esfuerzos en ambos sectores, con la finalidad de visualizar
claramente cuáles son los verdaderos requerimientos
tecnológicos del país y promuevan las soluciones más viables,
adaptadas a la realidad, tanto en el campo científico y técnico
como en el aspecto económico y de optimización de recursos.
Es bajo esta óptica que consideramos realizar este trabajo
de investigación sobre el sector industrial de la provincia de
Pichincha, en lo que se refiere a equipamiento electrónico,
personal técnico, mantenimiento y problemas más comunes que se
presentan en la realización del trabajo diario, con la
finalidad de obtener una evaluación confiable sobre la
verdadera situación de los centros productivos ecuatorianos.
Hemos decidido entonces realizar encuestas personales en
industrias situadas en Pichincha, en busca de datos precisos
sobre la calidad y cantidad de equipamiento electrónico que
poseeen, así como del personal técnico responsable del
"funcionamiento de cada planta. Toda la información obtenida

pretendemos procesarla y cuantificaria por medio de un programa
de computación, para permitir un rápido acceso a ella, pudiendo
brindar así una verdadera utilidad a quienes se encuentren
involucrados en el desarrollo de investigaciones en este campo.
Aspiramos por último, a que este estudio pueda ser
valedero, y contribuya a la creación y funcionamiento de un
laboratorio de Calibración, Contrastación y Pruebas de equipo
electrónico, en la Facultad de Ingeniería Eléctrica de la
Escuela Politécnica Nacional; el mismo que podría ayudar en la
resolución de los diferentes problemas técnicos que enfrenta
actualmente la industria nacional, para que no se vea obligada
a recurrir a personal calificado en el exterior, con el
consiguiente gasto de grandes cantidades de dinero, y pueda más
bien comprobar que la ingeniería nacional se encuentra
capacitada para resolver sus propias dificultades.

CAPITULO 1
CONCEPTOS GENERALES SOBRE INSTRUMENTACIÓN

En la actualidad, debido a la apertura de mercados a nivel
internacional y a la alta competitividad existente, es
necesario la obtención de productos que tengan una gran
calidad, con características constantes y cuyas cantidades sean
suficientes, de manera de satisfacer las exigentes demandas de
los consumidores. Para cumplir con éxito estos requisitos los
procesos han adquirido una complejidad tal, que no es posible
manejarlos manualmente, sino que se hace necesaria su
automatización, con la utilización de instrumentos que permitan
controlar y medir diferentes variables involucradas en ellos.
1.1. DEFINICIONES BÁSICAS
Es necesario en primer lugar determinar algunos conceptos
utilizados en sistemas de control de procesos e
instrumentación, que son básicamente los que se van a encontrar
en el equipamiento electrónico del sector industrial.
1.1.1. DEFINICIONES SOBRE CONTROL DE PROCESOS
Fundamentalmente se llama "sistema" a un conjunto de
elementos físicos que se asocian para cumplir un objetivo
común. Se entiende por "controlar" a la acción deliberada de
alterar el valor de una variable con la finalidad de que cumpla
unas condiciones prefijadas. Por tanto un "sistema de control"
pretende intervenir sobre diferentes variables dadas, para
satisfacer con ello, las especificaciones que permitan el
cumplimiento de una acción determinada. Un sistema de control
debe ser estable, con una velocidad de respuesta
suficientemente rápida tendiente a amortiguarse, y debe tratar
de minimizar los errores hasta reducirlos teóricamente a cero.
"Planta" es un sistema físico real al cual se lo necesita
controlar. La acción voluntaria de ejercer el control sobre
una planta para que cumpla con su función, y que implica la
utilización de valores numéricos, se denomina "proceso".
En un proceso se tienen variables de entrada que son
funciones del tiempo, las mismas que se las puede conocer y
manipular, pero además de estas señales existen otras, que
actúan de manera aleatoria y tienen un comportamiento incierto
llamadas perturbaciones. Una "perturbación" por tanto se toma
como una señal interna o externa a la planta que pretende
alterar el valor de la señal de salida.
Un sistema básico de control se lo representa así:

PERTURBACIONES
SEÑAL
ENTRADAP R O C E S O
SEÑAL DE
SALIDA
FIGURA 1.1 SISTEMA BÁSICO DE LAZO ABIERTO
A este sistema se lo conoce también como un sistema de
lazo abierto en el cual la señal de entrada funciona eu una
base de tiempos, y a la señal de salida no se la mide ni se la
compara con la señal de entrada. En la figura 1.2 se puede
observar un sistema real de lazo abierto, con dispositivos de
control incorporados.
SEÑAL DE
ENTRA6 AACTUADOR x PROCESO
-"
ELEMENTO DE
MEDICIÓN2hs*
INDICADOR0
REGISTRADOR
SEÑAL DE
SALIDA''
FIGURA 1.2 SISTEMA REAL DE LAZO ABIERTO
En cambio en un sistema de lazo cerrado, también conocido
como sistema con "realimentación" o regulado, la señal de
salida actúa sobre el mecanismo de control para reducir las
diferencias entre las señales de entrada y salida debidas a las
perturbaciones, con la finalidad de disminuir el error.
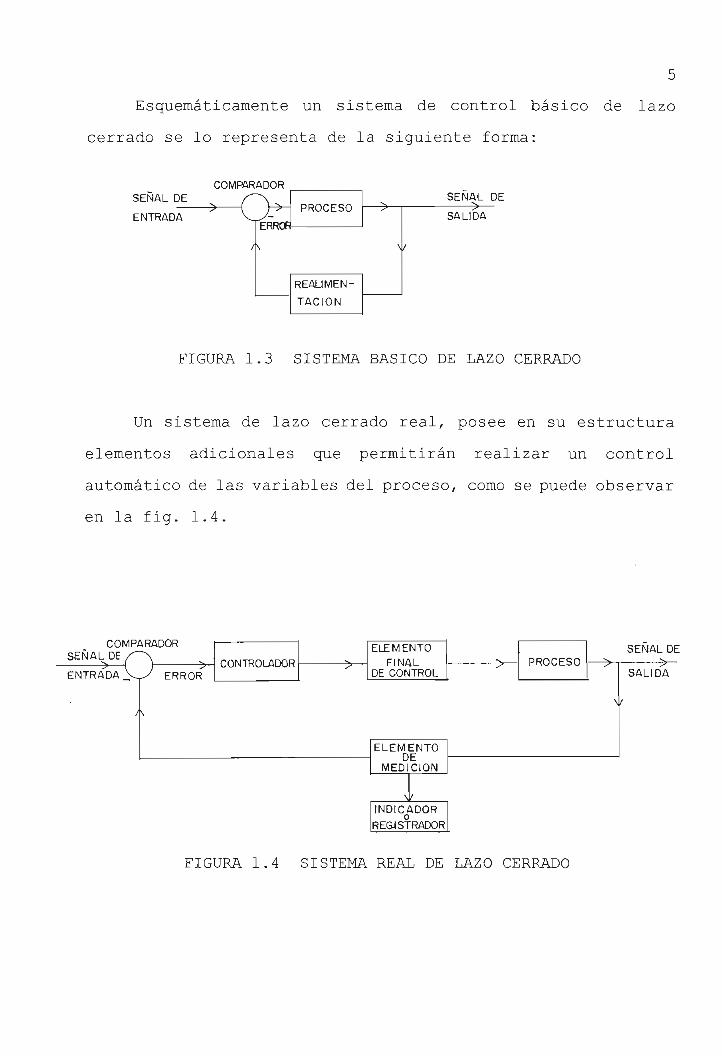
Esquemáticamente un sistema de control básico de lazo
cerrado se lo representa de la siguiente forma:
COMPARADORSEÑAL DE
ENTRADA
SEÑAL DE
FIGURA 1.3 SISTEMA BÁSICO DE LAZO CERRADO
Un sistema de lazo cerrado real, posee en su estructura
elementos adicionales que permitirán realizar un control
automático de las variables del proceso, como se puede observar
en la fig. 1.4.
SEÑAL DE>—ENTRADA \
Í4UUK
ERRORCONTROLADOR ,-"
ELEMENTOFINAL
DE CONTROLs
SEÑAL DE
v
SALIDA
FIGURA 1.4 SISTEMA REAL DE LAZO CERRADO

6
Para verificar que un sistema de control funcione
adecuadamente y con parámetros aceptables es necesario la
utilización de instrumentos, con lo cual el trabajo manual del
operador se reduce, ya que en la mayor parte de su tiempo se
limita a inspeccionar el proceso respectivo. A los
instrumentos de control se los programa de acuerdo a valores
predefinidos, de manera que por si solo el dispositivo
mantendrá la variable en forma constante y no alterará el
producto; el operador con la ayuda de los instrumentos de
medición va obteniendo la información de como se está
realizando el proceso. Es importante considerar que en muchos
casos la lectura de un instrumento puede presentar diferencias
entre el valor leido y el valor real de la variable, lo cual se
conoce como "error", y que se ocasiona por ruido, diferencia de
tiempo de respuesta o limitaciones en el diseño del aparato.
La complejidad de los actuales dispositivos de control da
lugar a la aparición de la Instrumentación como una rama de la
electrónica, necesaria para el estudio de los equipos que
permiten la automatización de los procesos. Los instrumentos
se identifican a través de sus características básicas de
funcionamiento, las cuales se detallan a continuación:
a. - Campo de Medida: Es el rango de medida que tiene el
instrumento fijado entre un límite superior y otro
inferior. Si el cero está excluido de estos límites se
llama campo de medida con supresión de cero

7
b.- Alcance: Corresponde a la diferencia entre el límite
superior y el límite inferior del campo de medida.
c.- Precisión: Es la tolerancia que presenta el instrumento
al medir o transmitir la señal. A través de la precisión
se establece los límites en los errores; y se puede
establecer de las siguientes maneras:
en porcentaje del alcance
en unidades de la variable medida
en porcentaje de la lectura realizada
en porcentaje del valor máximo del campo de medida
en porcentaje de la longitud de la escala
La precisión no es igual en todo el campo de medida,
pudiendo variar de un sector a otro.
d. - Zona muerta: Es el conjunto de valores dentro de los
cuales no se produce una respuesta en el instrumento, es
decir, a pesar de que la variable cambia, esto no se
registra en el instrumento. Este valor viene dado en
porcentaje del alcance.
e. - Sensibilidad: Es la razón entre la variación de la
lectura y la alteración que sufre la variable medida; se
expresa en porcentaje del alcance del instrumento.
f.- Repetibilidad: Se refiere a la capacidad que tiene el
instrumento para repetir mediciones iguales dentro de las

mismas condiciones, y también se la expresa como un
porcentaj e del alcance.
g.- Histéresis: Corresponde a la máxima diferencia que existe
entre dos mediciones realizadas para un mismo valor,
recorriendo el campo de medida tanto en forma ascendente
como en forma descendente.
En un proceso se necesita de varias etapas para poder
ejercer un control adecuado, en las cuales se usan los
siguientes tipos de elementos:
1. Elemento de Medición: Está en contacto directo con la
variable controlada y registra los cambios que se producen
en ella.
2. Elemento de Comparación o Control: En esta etapa la señal
se compara con un valor predefinido. En caso de existir
una diferencia entre los dos valores, ésta es
inmediatamente corregida por el elemento de control que
acondiciona la señal.
3. Elemento Final o Actuador: Una vez que la señal llega del
elemento de control, éste modifica las variables
necesarias para obtener un proceso constante, y opera
sobre el elemento final para ejecutar alguna acción física
en el proceso, el cual se mantiene en forma ordenada e
9
invariable, sin necesidad de que el operario tenga que
intervenir en él.
1.1.2. DISPOSITIVOS QUE INTERVIENEN EN EL CONTROL
En las etapas mencionadas antes, los instrumentos se
identifican inicialmente por la función que realizan dentro de
cada una de ellas, de la siguiente forma:
a.- Sensor: Forma parte del elemento de medición y por medio
de la absorción de energia del medio controlado, permite
detectar el estado de la variable (presión, temperatura,
deslizamiento, nivel, etc.), y enviar una señal de salida que
puede ser principalmente neumática o eléctrica.
b. - Transmisor: Permite enviar la señal detectada por el
sensor a distancia. Es un enlace entre el elemento de medición
y el elemento de comparación y control.
c.- Transductor: Permite que las señales provenientes de los
cambios de la variable detectadas por el sensor se conviertan
en una señal de salida proporcional a la variable. Esta señal
generada puede ser modificada para adaptarla a la siguiente
etapa en caso de ser requerido. Las señales que recibe el
transductor pueden ser variaciones de magnitudes mecánicas de
cualquier tipo, mientras a la salida se obtienen principalmente
señales eléctricas o neumáticas.

10
d.- Convertidor: Realiza la función de un transductor, con la
particularidad de que las señales de entrada y salida deben ser
lineales, como por ejemplo un convertidor P/1 que transforma
una entrada neumática en una salida eléctrica.
e.- Receptor: Se ubica en un instrumento de medida que puede
ser un indicador o registrador, y que permite obtener las
variaciones de la variable en forma visual o impresa
respectivamente.
f.- Controlador: Permite comparar la señal obtenida con un
valor predefinido. En caso de existir una diferencia entre
estos dos valores, ésta es corregida para enviar una señal
acondicionada hacia el elemento final de control. Si el
elemento solamente realiza la comparación de las señales sin
tomar ninguna acción, se conoce como comparador.
g.- Actuador: Forma parte del elemento final, de manera que al
recibir la señal acondicionada del controlador, modifica las
variables necesarias para mantener el proceso constante.
1.1.3 PRINCIPIOS DE FUNCIONAMIENTO
A continuación se va a explicar más detalladamente los
principios de funcionamiento de algunos de estos elementos, los
mismos que son generales para los diferentes instrumentos que
se utilizan en la industria.
111.1.3.1. TRANSDUCTORES
Se definen como dispositivos electromecánicos que
permiten convertir una señal que representa una magnitud
mecánica en su respectiva correspondencia con señal eléctrica.
Para elegir un transductor se debe considerar su linealidad,
rango, sensibilidad y sus limites de temperatura de operación,
y dependen del sensor que tengan incorporado.
Se utilizan diferentes configuraciones en el diseño de
transductores, tales como:
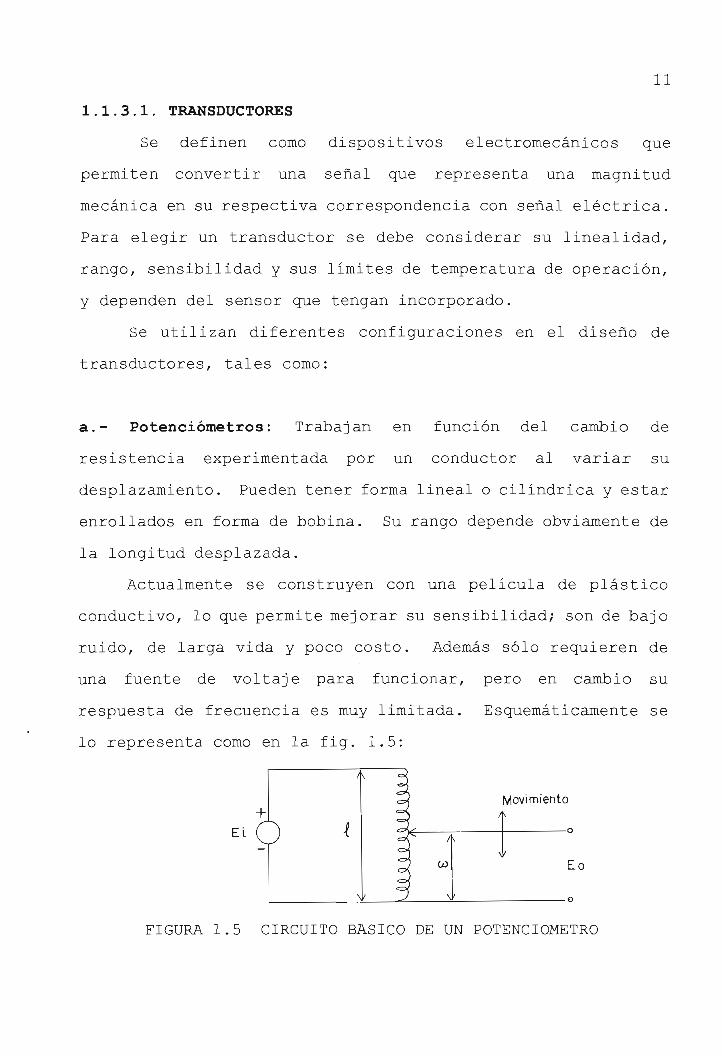
a. - Potenciómetros: Trabaj an en función del cambio de
resistencia experimentada por un conductor al variar su
desplazamiento. Pueden tener forma lineal o cilindrica y estar
enrollados en forma de bobina. Su rango depende obviamente de
la longitud desplazada.
Actualmente se construyen con una película de plástico
conductivo, lo que permite mejorar su sensibilidad; son de bajo
ruido, de larga vida y poco costo. Además sólo requieren de
una fuente de voltaje para funcionar, pero en cambio su
respuesta de frecuencia es muy limitada. Esquemáticamente se
lo representa como en la fig. 1.5:
EL
Movimiento
00 Elo
FIGURA 1.5 CIRCUITO BÁSICO DE UN POTENCIÓMETRO

12
b.- Transformador Diferencial: También se utiliza para medir
desplazamiento, basado en el principio de inductancia variable.
El más común es el llamado transformador diferencial variable
lineal (TDVL) que contiene tres bobinas montadas sobre un
aislante con un núcleo móvil, que es el que refleja las
diferencias de desplazamiento. Su esquema eléctrico se
representa en la fig. 1.6:
Ei Primario
Secundario
Secundario El
FIGURA 1.6 CIRCUITO ESQUEMÁTICO DE TRANSFORMADOR
DIFERENCIAL VARIABLE LINEAL
Este es un sensor pasivo que requiere una excitación de
corriente alterna, y como puede trabajar con voltajes y
frecuencias ajustables, se requiere acondicionar la señal para
obtener una salida de voltaje DC, con un circuito típico tal
como el mostrado en la fig. 1.7:

13
FIGURA 1.7 DIAGRAMA DE BLOQUES DEL TRANSFORMADOR
DIFERENCIAL VARIABLE LINEAL
Con el grado de miniaturización que se ha alcanzado
últimamente, se han podido construir los llamados
transformadores diferenciales de corriente directa con sensor
incorporado, que funcionan con baterías o una fuente regulada
y proveen una señal de salida amplificada. Se tiene también el
transformador diferencial variable rotatorio para medir
desplazamientos angulares.
Todos ellos presentan grandes ventajas como sensores para
medir desplazamiento, ya que al no tener contacto de partes
mecánicas entre el núcleo y las bobinas, se elimina la fricción
reduciéndose considerablemente la histéresis y se prolonga la
vida útil del dispositivo. Se los utiliza como transductores
realimentados en servocontroladores.
14
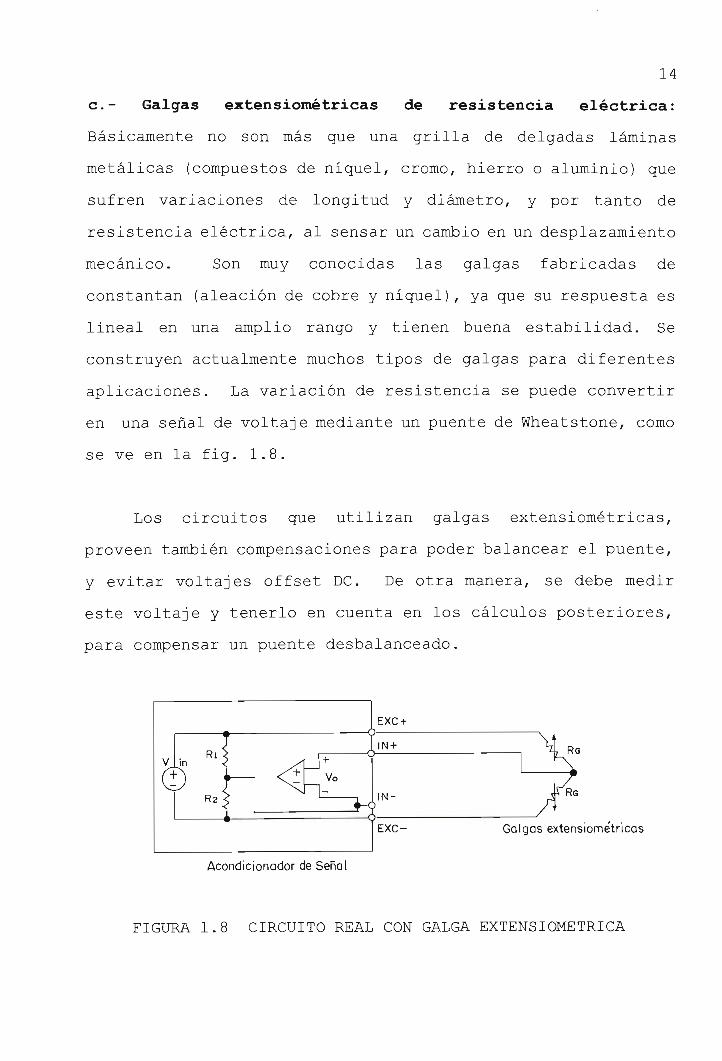
c. - Galgas extensiométricas de resistencia eléctrica:
Básicamente no son más que una grilla de delgadas láminas
metálicas (compuestos de níquel, cromo, hierro o aluminio) que
sufren variaciones de longitud y diámetro, y por tanto de
resistencia eléctrica, al sensar un cambio en un desplazamiento
mecánico. Son muy conocidas las galgas fabricadas de
conatantán (aleación de cobre y níquel), ya que su respuesta es
lineal en una amplio rango y tienen buena estabilidad. Se
construyen actualmente muchos tipos de galgas para diferentes
aplicaciones. La variación de resistencia se puede convertir
en una señal de voltaje mediante un puente de Wheatstone, como
se ve en la fig. 1.8.
Los circuitos que utilizan galgas extensiométricas,
proveen también compensaciones para poder balancear el puente,
y evitar voltajes offset DC. De otra manera, se debe medir
este voltaje y tenerlo en cuenta en los cálculos posteriores,
para compensar un puente desbalanceado.
Galgas extensiométricas
Acondicionador de Señal
FIGURA 1.8 CIRCUITO REAL CON GALGA EXTENSIOMETRICA

15
d.- Sensores capacitivos: Constan de dos láminas metálicas
separadas por un dieléctrico como en la fig. 1.9. Permiten
sensar el desplazamiento mediante el movimiento de separación
"h" entre las placas o de variación de sección transversal "a",
al mover las placas horizontalmente. En ambos casos varia la
capacitancia, la cual se puede medir como un voltaje de salida
por medio de puentes de capacidad balanceados.
C
FIGURA 1.9 SENSOR CAPACITIVO
Tienen la ventaja de una gran estabilidad y sensibilidad,
ya que sólo se requiere una fuerza mínima para variar las
condiciones del circuito inicial, y no se ven influidos por
cambio de presión o temperatura. Un circuito típico para medir
la variación de capacidad se observa en la fig. 1.10, donde se
obtiene un voltaje directo a la salida.
EL
_
\^J
AC y
_/*
T3
SENSOR C
ACOPLADORDE
APACITIVO
AMPÜFÍCADOR DE MODULADOR
FIGURA 1.10 CIRCUITO DE MEDICIÓN DE CAMBIOS DE CAPACIDAD

16
d.- Sensores de corriente de Eddy: Funcionan en base a medir
corrientes inducidas en una lámina conductora por el flujo
magnético producido por el sensor, el' cual contiene una bobina
que trabaja a frecuencias altas (1 MHz) . Estas corrientes
(llamadas de Eddy) son función de la distancia de separación
entre la bobina y la superficie que contiene la lámina.
Los cambios en estas corrientes se miden con un puente de
inductancias, en el cual la bobina generadora del campo es el
brazo activo del puente (esta bobina cambia su inductancia con
el movimiento de acercar o alejar la lámina) . De la
conductividad del material de la lámina depende la sensibilidad
del dispositivo y por tanto su señal de salida. No son muy
influenciables por la temperatura y tienen la ventaja de no
entrar en contacto fisico con el proceso objeto de la medición.
Un circuito tipleo de medición con un sensor de corriente de
Eddy se ve en la fig. 1.11.
LAMINA
SISTEMA ELECTRÓNICO
PORTADORA DE ALTA FRECUENCIA
PUENTE DE IMPEDANCIAS
DEMODULADOR
SALIDA
.BOBINA INACTIVA
DESPLAZAMIENTO •BOBINA ACTIVA-t *"
FIGURA 1.11 CIRCUITO CON SENSOR DE CORRIENTE DE EDDY
f. - Sensores piezoelectricos: Se basan en materiales
piezoeléctricos, que tienen la propiedad de generar un voltaje

17
cuando experimentan una deformación. Si se coloca un par de
electrodos en los extremos del material, como se ve en la fig.
1.12, se puede detectar este voltaje.
Presión
Flf>rtrnr|n <*— -^ 1 1
Cristalpiezoeléctnco
^~~~Y///S/ ) [A.h_ $_ 1
ch
c
/\/// ////// /A^ t t
Electrodo * Presiónt !
FIGURA 1.12 DEFORMACIÓN DE UN CRISTAL PIEZOELECTRICO
Se utilizan mucho los cristales de cuarzo como materiales
piezoeléctricos, debido a su gran estabilidad y baja
sensibilidad mecánica, aunque más económicos son los de
titanato de Bario. Normalmente el sensor piezoeléctrico actúa
como un generador y requiere luego un acoplador de impedancias.
g. - Sensores fotoeléctricos: Se basan en la propiedad de
ciertos materiales de convertir una radiación óptica incidente
en una variable eléctrica (voltaje o corriente). Son de tres
tipos: Fototubo, fotoresistencia y fotodiodo semiconductor.
Se utilizan cuando el sensor no puede entrar en contacto físico
con la variable medida.
Los fototubos, representadas en la fig. 1.13, contienen un
cátodo fabricado de plata, oxígeno y cesio como material
fotoemisor, que permite generar una corriente eléctrica que
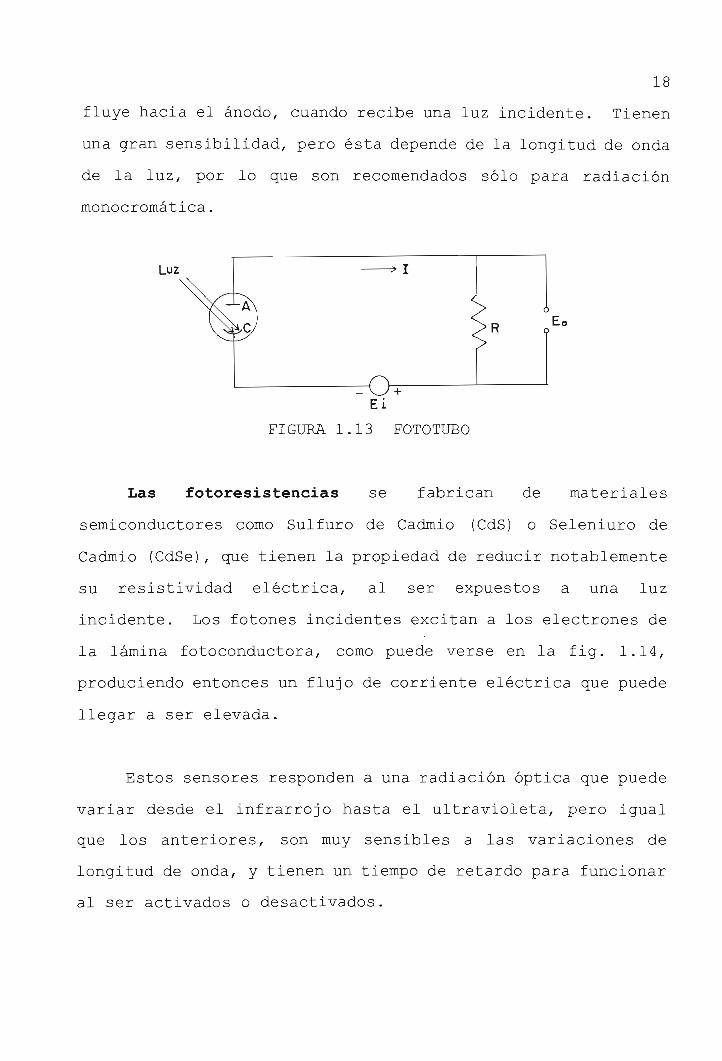
18
fluye hacia el ánodo, cuando recibe una luz incidente. Tienen
una gran sensibilidad, pero ésta depende de la longitud de onda
de la luz, por lo que son recomendados sólo para radiación
monocromática.
Luz
Ei
FIGURA 1.13 FOTOTUBO
Las fotoresistencias se fabrican de materiales
semiconductores como Sulfuro de Cadmio (CdS) o Seleniuro de
Cadmio (CdSe), que tienen la propiedad de reducir notablemente
su resistividad eléctrica, al ser expuestos a una luz
incidente. Los fotones incidentes excitan a los electrones de
la lámina fotoconductora, como puede verse en la fig. 1.14,
produciendo entonces un flujo de corriente eléctrica que puede
llegar a ser elevada.
Estos sensores responden a una radiación óptica que puede
variar desde el infrarrojo hasta el ultravioleta, pero igual
que los anteriores, son muy sensibles a las variaciones de
longitud de onda, y tienen un tiempo de retardo para funcionar
al ser activados o desactivados.

19
Luz
FIGURA 1.14 FOTORESISTENCIA
Los fotodiodos se basan en la tecnología miniaturizada de
fabricación de transistores y presentan grandes ventajas como
un amplio rango de utilización, alta sensibilidad, respuesta
rápida, bajo ruido y excelente linealidad. Cuando se ilumina
el área activa de un fotodiodo se produce una corriente entre
las regiones P y N, lo que se llama efecto fotovoltaico. Si se
utiliza como sensor, se aplica una polarización inversa entre
las zonas P y N, y el dispositivo trabaja como generador de
corriente. De esta manera se tiene mucha más sensibilidad que
como fotodiodo.
El circuito eléctrico típico de este dispositivo se ve en
la fig. 1.15., donde la conexión marcada con el No. 1 se puede
utilizar en sistemas que no requieran un amplio ancho de banda,
o de otra manera se emplea la conexión No. 2. Se utilizan
mucho en ambientes donde no se puede tener una accesibilidad
fácil a la variable física medida.

A
TPolarización
20
Vo= I/ RF
RL
FIGURA 1.15 CIRCUITO ELECTRÓNICO DEL FOTODIODO
h.- Detectores de temperatura por resistencia (RTD): Se basan
en la variación de resistencia que presentan los metales con la
variación de la temperatura. El metal más usado es el platino
por ser uno de los metales más estables, menos sensible a
contaminarse y puede trabajar en grandes rangos de temperatura.
Estos dispositivos tienen una reistencia nominal de 100 ohmios
a 0°C, y requieren fuentes de corriente de alta precisión,
amplificación elevada y con una conexión de 4 hilos, como la
mostrada en la fig. 1.16, minimiza los errores por resistencia
del hilo.
FIGURA 1.16
CONFIGURACIÓN DE
4 HILOS PARA RTD?s
Ve
21
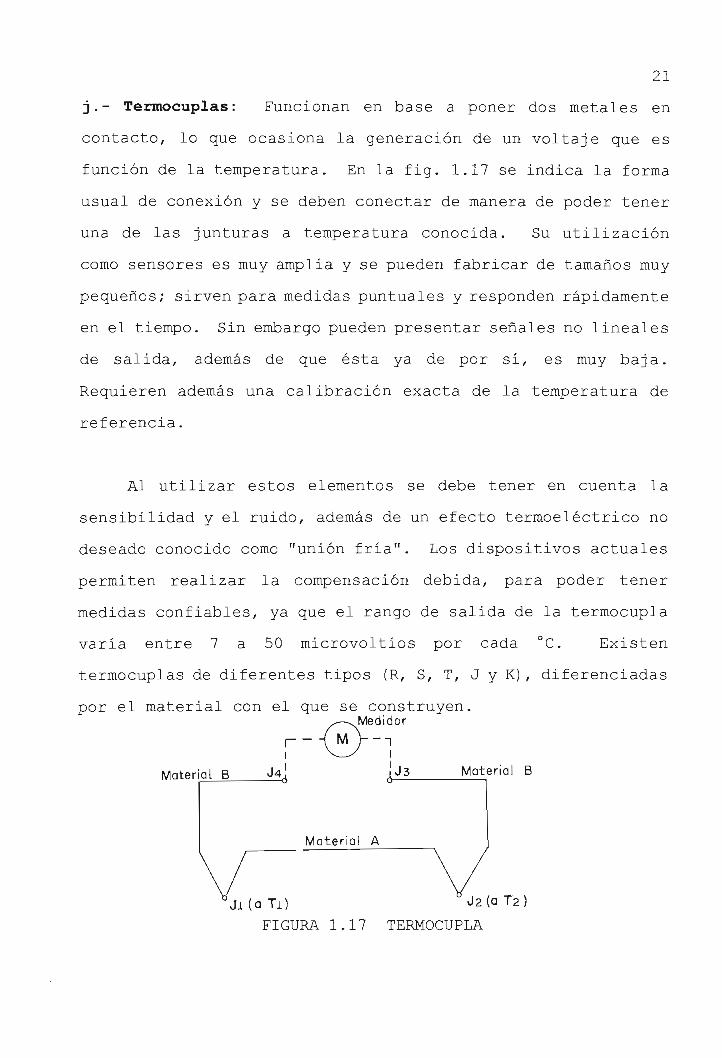
j. - Termocuplas: Funcionan en base a poner dos metales en
contacto, lo que ocasiona la generación de un voltaje que es
función de la temperatura. En la fig. 1.17 se indica la forma
usual de conexión y se deben conectar de manera de poder tener
una de las junturas a temperatura conocida. Su utilización
como sensores es muy amplia y se pueden fabricar de tamaños muy
pequeños; sirven para medidas puntuales y responden rápidamente
en el tiempo. Sin embargo pueden presentar señales no lineales
de salida, además de que ésta ya de por sí, es muy baja.
Requieren además una calibración exacta de la temperatura de
referencia.
Al utilizar estos elementos se debe tener en cuenta la
sensibilidad y el ruido, además de un efecto termoeléctrico no
deseado conocido como "unión fría". Los dispositivos actuales
permiten realizar la compensación debida, para poder tener
medidas confiables, ya que el rango de salida de la terrnocupla
varía entre 7 a 50 mi ero volt ios por cada °C. Existen
termocuplas de diferentes tipos (R, S, T, J y K) , diferenciadas
por el material con el que se construyen.,—^Medidor
r~ \M\--\l B ¿4\s Material B
Material A
'ji (a Ti) J2(a T2
FIGURA 1.17 TERMOCUPLA

22
1.1.3.2. CIRCUITOS DE ACONDICIONAMIENTO DE LA SEÑAL
Las señales eléctricas que se obtienen a la salida de los
sensores o transductores, no pueden ser inicialmente utilizadas
por ser medidas muy bajas, contaminadas con ruido y no aisladas
en muchos casos, lo que obliga a usar circuitos especiales para
"acondicionar" estas señales al entrar a las siguientes etapas.
Estos circuitos son:
a.- Amplificadores: Los amplificadores son usados en la mayoria
de los sistemas ya que se requiere incrementar los niveles de
señal de los transductores en señales que puedan ser grabadas
por los registradores y que permitan accionar al actuador. En
algunos casos se usa un solo amplificador, pero hay otros en
los que es necesario usar amplificadores en cascada a los
cuales se les denomina amplificadores de alta ganancia.
Se tienen amplificadores de de o amplificadores de ac y se
usan siempre y cuando la señal de voltaje a ser amplificada
esté referida a tierra. Se debe tener cuidado con la
frecuencia de la señal de entrada, ya que existen ciertas
frecuencias altas en las cuales la ganancia va a ser menor que
en frecuencias bajas.
Los amplificadores diferenciales en cambio tienen dos
señales de entrada, cada uno con referencia a tierra, y una
señal de salida también con referencia a tierra. Son usados en

23
la mayoría de circuitos por sus excelentes características de
respuesta de frecuencia, de ganancia y de impedancia de
entrada.
b.- Amplificadores Operacionales: Con la ayuda de
amplificadores operacionales se puede obtener amplificadores de
señal con o sin inversión, pero los más utilizados son los
amplificadores diferenciales, en los cuales se debe poner un
circuito adicional para calibrar el valor del voltaje offset,
de modo que el voltaje de salida sea cero cuando las dos
entradas estén referidas a tierra. Además se pueden usar los
siguientes circuitos para aplicaciones especificas:
Seguidor de Voltaje: Se utiliza en sensores
piezoeléctrieos, donde se necesita un circuito con alta
impedancia de entrada y ganancia 1, el cual funciona como un
aislador entre el transmisor y el registrador, impidiendo la
fuga de carga de los transductores.
Sumadores: Se usan cuando se necesita la suma de señales
provenientes de varios transductores.
Integradores y Derivadores: Se utilizan cuando se
requieren la integración o derivación de la señal de entrada,
aunque hay que protegerlos del ruido para evitar errores.
c.- Filtros: Se hace necesario que la señal que llega de los
transductores sea filtrada, ya que ésta viene acompañada de
ruido normalmente proveniente de los 50 o 60 Hz. de la

24
corriente eléctrica. Los filtros a usarse deben eliminar el
ruido pero no deben distorsionar ni atenuar la señal del
transductor. Entre los tipos de filtros se tiene el RL, el RC
pasaaltos, el RC pasabajos, pasabandas, etc.
d.- Moduladores y Demoduladores de amplitud: Se pueden usar
moduladores de amplitud para obtener mejor estabilidad y baja
energia en la transmisión de señales a larga distancia. El uso
de filtros RC pasaaltos permite eliminar el ruido. Se debe
tomar en cuenta que en el punto de recepción para separar la
señal inicial de la portadora se hace necesario el proceso de
demodulación de la misma, que incluye rectificar y filtrar
dicha señal, esta vez con un filtro pasabajos.
En la fig. 1.18 se puede observar el procedimiento:
FIGURA 1.18 MODULACIÓN Y DEMODULACIÓN
e.- Convertidores A/D Y D/A: La señal que entrega el
transductor es analógica, pero existen actualmente aparatos muy

25
sofisticados como los sistemas computarizados de adquisición de
datos que permiten analizar las señales con mayor facilidad,
rapidez y exactitud, y que por manejar señales digitales hace
necesaria la conversión analógica-digital y viceversa. Además
esto facilita luego la multiplexación de señales.
Hay algunos diseños de convertidores, pero los que más se
comercializan son los de aproximaciones sucesivas que se usan
para altas velocidades y los de doble pendiente para
velocidades bajas, teniendo estos últimos mayor precisión y
estabilidad lineal.
f.- Convertidores P/I e I/P: Existe en una gran cantidad de
industrias configuraciones mixtas que incluyen sistemas
neumáticos y eléctricos, por lo que se hace necesaria la
utilización de convertidores de presión a corriente y
viceversa. Las señales neumáticas tienen un rango de 3 a 15
psi y las señales eléctricas son de 4 a 20 mA de c.c..
g.- Aisladores: Existen actualmente dispositivos que permiten
tener un efectivo aislamiento respecto de tierra, para
preservar las señales y evitar potenciales no deseados. Estos
aparatos no tienen una conexión física o cableada entre la
fuente de las señales y el medidor, sino que se basan en
transformadores o en técnicas de acoplamiento óptico o
capacitivo. Tienen utilidad cuando las magnitudes que se van
26
a medir, se encuentran en ambientes que pueden influir altos
voltajes sobre el circuito.
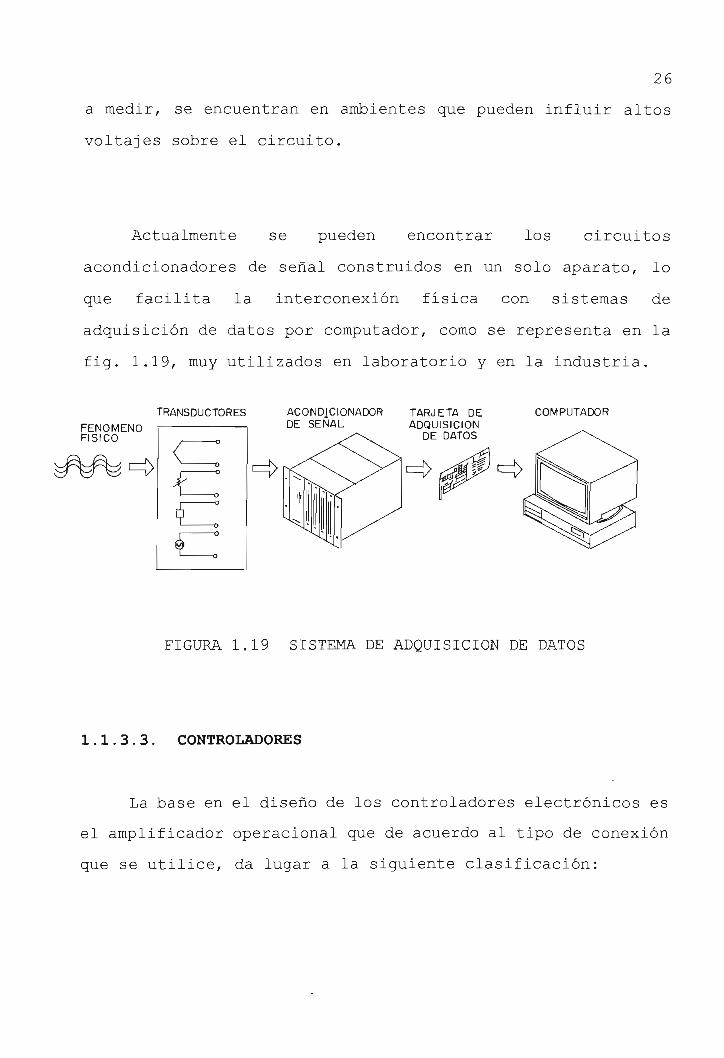
Actualmente se pueden encontrar los circuitos
acondicionadores de señal construidos en un solo aparato, lo
que facilita la interconexión fisica con sistemas de
adquisición de datos por computador, como se representa en la
fig. 1.19, muy utilizados en laboratorio y en la industria.
TRANSDUCTORES
FENÓMENOFÍSICO
ACONDICIONADORDE SEÑAL
TARJETA DEADQUISICIÓN
DE DATOS
COMPUTADOR
FIGURA 1.19 SISTEMA DE ADQUISICIÓN DE DATOS
1.1.3.3 CONTROLADORES
La base en el diseño de los controladores electrónicos es
el amplificador operacional que de acuerdo al tipo de conexión
que se utilice, da lugar a la siguiente clasificación:

27
a.- Control Todo o nada: Este controlador es muy sensible,
debido a las características que presenta el amplificador
operacional. Su esquema se puede observar en la fig. 1.20, en
el cual la relación de R2/Ri nos indica la zona muerta, la cual
será más pequeña conforme esta relación aumente.
A
BRi
Vo
R2
FIGURA 1.20 CONTROL TODO O NADA
b.- Control proporcional de tiempo variable: Si al controlador
todo o nada se le adicionan otros elementos como se indica en
la fig. 1.21, se cambia su funcionamiento obteniéndose un
control de tiempo variable.
Ci
FIGURA 1.21 CONTROL PROPORCIONAL DE TIEMPO VARIABLE
c.- Control proporcional: En este control se puede de tener la
conexión básica como consta en la fig. 1.22a, o se puede tener

28
un control proporcional derivativo (fig. 1.22b) o un control
proporcional integral (fig. 1.22c) o un control más completo
que incluye el derivativo y el integral llamado PID (fig.
1.22d) .
A
B
Q) CONTROL PROPORCIONAL BÁSICO
b) CONTROL PROPORCIONAL DERIVATIVO
Ci
CONTROL PROPORCIONAL INTEGRAL
d) CONTROL P I Ó
FIGURA 1.22 CONTROL PROPORCIONAL

29
d.- Controladores digitales: Estos controladores tienen como
parte principal un microprocesador, lo cual permite un control
más amplio y completo dentro de un proceso. Facilita el ajuste
del punto de comparación sin necesidad de sacar del panel al
instrumento, la fijación de los valores para los controles PID
y para alarmas, autodiagnóstico del aparato, filtrado de la
señal de entrada, etc.
Sin embargo actualmente se tiende a la utilización de un
controlador universal que se lo consigue con la utilización de
computadores especiales del tipo industrial, los mismos que
pueden controlar varios procesos a la vez y de una manera más
rápida y exacta, facilitando además información del sitio de
posibles fallos.
1.1.3.4. ACTUADORES
Dentro de los actuadores se encuentran las válvulas de
control, bombas dosificadoras, actuadores de velocidad variable
y actuadores electrónicos.
a.- Válvulas de control: Las válvulas de control pueden ser
accionadas por sistemas neumáticos o sistemas eléctricos. En
el caso eléctrico, estas válvulas constan de un cuerpo y de un
servomotor. Estos motores se acoplan al vastago de la válvula
y tienen la facilidad de moverla de la posición abierta a
30
cerrada o viceversa en un minuto. Además se puede controlar
los movimientos de estos motores de la siguiente manera:
- Control todo o nada: Para obtener este movimiento es
necesario la utilización de un motor unidireccional, de esta
manera el motor se detendrá al accionar un switch de final de
posición que se encuentra en la válvula e igual funcionamiento
tendrá en sentido contrario.
- Control flotante: Este control se logra mediante un motor
bidireccional y 2 switches de fin de posición. El motor girará
en uno u otro sentido indistintamente según lo indique el
controlador y se parará únicamente cuando se accionen uno de
los switches.
- Control Proporcional: Es necesario la utilización de un
motor bidireccional, 2 switches de fin de posición, un relé y
un potenciómetro. Este último se encuentra en el controlador
y su variación dependerá de la variable que se está midiendo.
En cambio el relé se encuentra en el motor y es el que
equilibra el sistema dependiendo de la señal que recibe del
potenciómetro de una manera flotante; y, el motor, al igual que
el control anterior, se parará cuando se accionen uno de los 2
switches de paro.
b. - Bombas dosificadoras: Estos actuadores se utilizan en el
control de pH, tratamiento de aguas, en la industria
alimenticia, etc. Estas bombas, como su nombre lo indica,

31
permiten el paso de cantidades exactas o predeterminadas de
líquidos en un proceso.
c.- Actuadores de velocidad variable: Controlan velocidad en
compresores, ventiladores, centrífugas, etc. y tienen la
ventaja de no absorber energía como las válvulas de control.
d.- Actuadores electrónicos: Existen procesos en los cuales el
control de la variable debe tener una gran precisión, tales
como los hornos, máquinas de hilar, máquinas de extrusión,
etc., en los cuales se hace necesario la utilización de una
mejor tecnología, que se consigue a través de la electrónica
con los siguientes elementos:
- Amplificador Magnético Saturable: Consiste en un núcleo
laminado, un bobinado de carga y un bobinado de control. La
saturación del núcleo depende de la corriente que circula por
el bobinado de control, esto a su vez alterará la impedancia
del circuito de carga, ya que ésta es inversamente proporcional
a la saturación del núcleo, y se podrá controlar el punto de
arranque de acuerdo a la curva de imantación.
- Rectificadores Controlados de Silicio (SCR): Estos circuitos
reemplazan al anterior por ocupar menos espacio, tener mejor
velocidad de respuesta, mayor precisión, etc. Se utilizan
tíristores, un motor shunt de corriente continua y un circuito
de control. Este último puede ser por control de fase o por
cruce de la señal por cero. Cuando se tiene un control por

32
ángulo de fase es necesario la utilización de dos SCR1 s en
sentido contrario para aprovechar las señales positivas como
las negativas y se usan en cargas resistivas e inductivas.
Cuando se usa el control por cruce de la señal por cero se debe
usar carga resistiva.
1.2. VARIABLES FÍSICAS INVOLUCRADAS EN PROCESOS
INDUSTRIALES
Las variables físicas más importantes con la que se
trabaja en procesos industriales son las variables térmicas, de
mecánica de fluidos, de mecánica de sólidos y eléctricas, las
mismas que van a ser detalladas a continuación.
1.2.1 VARIABLES TÉRMICAS
Se definen principalmente dos variables térmicas
importantes, que aunque parezcan similares deben diferenciarse:
temperatura y calor.
1.2.1.1. TEMPERATURA: Temperatura es intuitivamente el grado
de calor que experimenta un sistema. Normalmente al
transcurrir un tiempo relativamente largo, durante el cual
varios cuerpos se mantienen en contacto, todos entran en
equilibrio térmico, es decir igualan su temperatura. Al
adoptar una escala de valores para representar este hecho

33
físico, se puede determinar una magnitud que permite ser
medida. Para realizarlo, es necesario tomar algún parámetro
como pueden ser las características de un determinado elemento
y usarlas como punto de referencia para comparar las
propiedades térmicas del resto de cuerpos con la del escogido;
tal es el caso del mercurio.
Se pueden entonces construir diferentes tipos de
instrumentos de medición de temperatura, aprovechando también
otras propiedades físicas que se ven afectadas por la
alteración del equilibrio térmico de los cuerpos, tales como la
presión de un gas, el volumen de un fluido, la longitud o la
resistencia eléctrica de un metal o la capacidad de irradiación
de algunos elementos. Es necesario encontrar las relaciones
correctas entre estas variaciones físicas y la temperatura, lo
que permite representar numéricamente un valor para ella,
aunque a veces deban hacerse complicados cálculos matemáticos
para obtenerlo.
Es importante también definir que la intensidad con la
cual un cuerpo emite energía es proporcional a la cuarta
potencia de la temperatura ( W = kT4 ) , lo que da lugar a los
pirómetros ópticos o de radiación total. Esta propiedad es muy
conveniente para poder trabajar en ambientes peligrosos, donde
es más fácil medir la intensidad de energía radiante, antes que
directamente la temperatura.

34
1.2.1.2. CALOR: Se entiende por calor a la energía que fluye
o se transfiere entre dos sistemas, y que se debe
exclusivamente a una diferencia de temperatura entre ellos.
A esta energía que circula se la denomina flujo calórico,
el mismo que se debe a la mayor agitación térmica de las
moléculas ubicadas en el sector con mayor temperatura, las
cuales comparten su vibración con las restantes moléculas,
produciéndose así un flujo, lo que determina que al final del
proceso las temperaturas tiendan a equilibrarse.
1.2.2 VARIABLES DE MECÁNICA DE FLUIDOS
Básicamente en procesos de control intervienen los
siguientes tipos de variables de mecánica de fluidos: presión,
caudal y nivel.
1.2.2.1. PRESIÓN: Una característica física de los fluidos,
sean estos líquidos o gases, al estar contenidos en un
recipiente cerrado, es la de estar sujetos a la aplicación de
una fuerza superficial perpendicular al nivel del fluido, la
cual medida por unidades de área, se define como presión.
Según el Principio de Pascal la presión ejercida sobre un
fluido en estas condiciones, se transmite por igual a todos los
puntos del fluido y a las paredes del recipiente que lo
contiene, sin experimentar pérdidas.
35
Se definen a su vez diferentes tipos de presión,
diferenciadas más bien por su aplicación práctica antes que por
su concepto, entre las cuales se encuentran:
La presión atmosférica ej ercida sobre un obj eto en
cualquier punto de la tierra, debida al peso de la
atmósfera.
A su vez en un punto cualquiera de un fluido, a la
aplicación de la presión real se la denomina presión
absoluta.
Si a esta presión se la toma como referencia y se mide
sobre ella la presión de un fluido (llamada presión real),
la diferencia se conoce como presión manométrica.
En base a estas definiciones y tomando como elemento
'referencial a una columna de mercurio, se construyen los
barómetros como dispositivos para la medición de la presión.
Se utilizan también los manómetros de diferentes tipos y una
gran variedad de aparatos que aprovechan las propiedades de
compresibilidad de los gases para establecer relaciones
numéricas que permiten medir la presión.
1.2.2.2. NIVEL Y CAUDAL: Son magnitudes físicas que permiten
evaluar el comportamiento o reacción de fluidos líquidos o
gaseosos, al ser sometidos a mediciones en movimiento (caudal)
o en reposo (nivel). Intuitivamente ambos conceptos resultan
evidentes para el ser humano, sin embargo se han creado una

36
gran cantidad de sofisticados dispositivos para poder medirlos,
ya que no siempre es posible tener accesibilidad, por lo que la
obtención de las medidas de caudal y nivel deben hacerse a
través de métodos indirectos, recurriendo a la ayuda de otras
propiedades físicas tales como el desplazamiento, la presión
diferencial, el área variable, la velocidad, la fuerza y la
tensión inducida. Actualmente con instrumentos electrónicos se
ha logrado altísima precisión en las medidas.
1.2.3 VARIABLES DE MECÁNICA DE SOLIDOS
Entre éstas se deben definir algunas magnitudes que son
necesarias de medirse o controlarse en la industria tales como
el peso, la velocidad, la densidad, humedad, punto de rocío y
viscosidad, para elementos sólidos o semisolidos.
1.2.3.1. PESO: Se define como la fuerza con la que un cuerpo es
atraído por la tierra y que como se conoce, depende de su masa
y de la fuerza de gravedad. Normalmente la medida del peso se
la realiza por comparación con magnitudes patrón definidas con
anterioridad.
1.2.3.2. VELOCIDAD: Es la magnitud que expresa el movimiento
relativo de un cuerpo referente a un punto definido como cero
al que se lo considera en posición estática; movimiento
ocasionado por la aceleración experimentada por dicho cuerpo al
aplicársele algún tipo de fuerza. En el sector industrial

37
puede requerirse mediciones tanto de velocidad lineal (cinta
transportadora) o velocidad circular (rotación de una pieza
sobre su propio eje).
1.2.3.3. DENSIDAD: Se define como la masa por unidad de
volumen de un elemento, y varia normalmente por la temperatura
y la presión. Se mide para líquidos o gases y se expresa en un
valor referido a valores standard predeterminados, tales como
la densidad del agua (para líquidos) o la del aire (para
sólidos).
1.2.3.4. HUMEDAD Y PUNTO DE ROCIÓ: La humedad se define como
la cantidad de vapor de agua existente en el aire seco, medidos
en la misma unidad (p. ej. 0,1 Kg de agua en 1 Kg. de aire).
Para obtener el valor de porcentaje de humedad se compara con
la humedad del aire en condiciones de saturación. Si la
comparación se realiza entre la presión parcial del vapor de
agua y la presión total del vapor en saturación, medidos a la
misma temperatura, se llama humedad relativa. Cuando se mide
la humedad en sólidos se toma como referencia en lugar del aire
seco, la unidad (p. ej . 1 Kg.) del material sólido luego de ser
secado.
El punto de rocío expresa la temperatura a la cual, el
vapor de agua presente en el aire o en un gas, entra en
condensación y se convierte en líquido. Esta es una magnitud
bastante especial y difícil de medir en condiciones normales.

38
1.2.3.5. VISCOSIDAD: Es una magnitud aplicable a elementos
semi-sólidos, y que expresa la resistencia que presenta dicho
elemento a entrar en movimiento o a sufrir deformación, al ser
sometido a una fuerza transversal o cortante.
1.2.4 VARIABLES ELÉCTRICAS
Entre las principales variables eléctricas que se
consideran en instrumentación están la intensidad de corriente,
diferencia de potencial o voltaje, potencia activa, potencia
reactiva, resistencia, frecuencia, etc.
Al aplicar a un conductor una diferencia de potencial, se
ocasiona un desplazamiento de cargas eléctricas conocido como
corriente eléctrica cuya intensidad se define como la variación
de carga en un instante de tiempo. A su vez la diferencia de
potencial o voltaje es el trabajo necesario para desplazar una
unidad de carga de un punto a otro en un campo eléctrico. Para
relacionar la intensidad de corriente con el voltaje se utiliza
la Ley de Ohm.
El producto de la diferencia de potencial por la
intensidad de corriente da lugar a la potencia eléctrica
instantánea. Si la potencia es positiva se asume que existe
una fuente que suministra energía la cual a su vez se define
como la integral en el tiempo de la potencia eléctrica
instantánea.

39
Cabe indicar que al suministrar energía a una carga
eléctrica, ésta se puede comportar de tres distintas maneras:
si disipa energía es una carga resistiva pura, si la almacena
en un campo magnético es una carga inductiva y si lo hace en un
campo eléctrico es una carga capacitiva.
1.3. EQUIPAMIENTO ELECTRÓNICO UTILIZADO EN LA
INDUSTRIA
Entre el equipamiento electrónico que se analizará se
tienen los instrumentos de medición de temperatura, presión,
caudal, nivel, peso, velocidad, densidad, humedad, punto de
rocío, viscosidad y eléctricos, más utilizados en la industria.
1.3.1 INSTRUMENTOS DE MEDICIÓN DE TEMPERATURA
Estos instrumentos se clasifican de acuerdo a uno de los
siguientes fenómenos físicos que se ven influidos por la
temperatura:
1.3.1.1 Instrumentos que se basan en la variación de
resistencia de un metal (níquel, cobre o platino) enrrollado en
un hilo muy fino en forma de bobina, entre material aislante.
La variación de resistencia al entrar en contacto con un medio
de diferente temperatura se fundamenta en el principio de
dilatación.

40
En todo caso cualquier metal que se pretenda usar debe
presentar altos coeficientes de resistencia-temperatura y
resistividad, y una relación lineal entre ellos, para que se
garantice la sensibilidad del instrumento.
1.3.1.2 Instrumentos que se fundamentan en la variación de
resistencia de un semiconductor que tiene un coeficiente de
temperatura de resistencia negativo, y que se conocen como
termistores. Tienen una variación rápida y elevada de
resistencia para pequeños cambios de temperatura, y se suelen
fabricar con óxidos de níquel, manganeso, hierro, cobalto,
cobre y otros.
1.3.1.3 Instrumentos que utilizan el efecto de una fuerza
electromotriz (fem) inducida por la unión física de dos metales
distintos, y que se denominan termopares. Al formar un
circuito eléctrico con dos metales y tener dos uniones (una
fría de referencia y una caliente o de medida de la temperatura
deseada) , se produce la circulación de una pequeña corriente en
el circuito, la cual es detectable por un galvanómetro. Esta
corriente induce una fem la cual es directamente proporcional
a la temperatura.
1.3.1.4 Instrumentos que se basan en la intensidad de radiación
emitida por un cuerpo, llamados pirómetros de radiación.
Funcionan por el principio de Stefan-Boltzmann que dice que la
intensidad de energía radiante que emite la superficie de un

41
cuerpo es proporcional a la cuarta potencia de la temperatura
absoluta del cuerpo. Tienen la ventaja de que permiten medir
la temperatura de un cuerpo a distancia, en función de la
longitud de onda de la radiación emitida, y pueden ser
pirómetros ópticos o de radiación total. Los pirómetros
ópticos miden la radiación luminosa emitida, mientras los
otros, tratan de captar la cantidad total de radiación emitida
por el cuerpo.
1.3.2 INSTRUMENTOS DE MEDICIÓN DE PRESIÓN
Debido al gran rango de presiones que se puede tener al
medir un proceso especifico, los instrumentos para registrarlas
también son muy variados y se clasifican en: electromecánicos
y electrónicos.
1.3.2.1 Los elementos electromecánicos combinan las
posibilidades de elementos mecánicos como el tubo Bourdon,
espiral, diafragma o fuelle, que a través de algún mecanismo de
palancas puedan convertir la presión en un desplazamiento
mecánico, que con la ayuda de un transductor permitan tener una
señal medible fácilmente. Según su funcionamiento pueden ser:
a.- Transmisores electrónicos de equilibrio de fuerzas:
Consisten en circuitos electrónicos con realimentación, que se
adaptan al elemento mecánico, para producir una señal eléctrica
de salida, la cual puede ser función de la variación de la

42
inductancia, la resistencia o la capacitancia del elemento al
ser sometido a una presión.
b. - Galgas extensiométricas: Se basan en el principio del
cambio de resistencia que experimenta un hilo conductor al
variar su longitud y diámetro, al verse sometido a una presión.
Pueden ser de dos tipos: las que se denominan cementadas,
donde el hilo en forma de bucle está enrrollado en una base de
cerámica, papel o plástico; y las no cementadas, en las que los
hilos sólo se sujetan entre una armazón fija o móvil. En
cualquiera de las dos configuraciones, los hilos de la galga
forman parte de un puente de Wheatstone, que permite detectar
una fem al producirse un desequilibrio en el mismo. En general
las galgas pueden usarse en medidas estáticas o dinámicas y
tienen una buena respuesta de frecuencia, aunque presentan una
señal de salida débil, son sensibles a vibraciones y no son
estables por largo tiempo.
c.- Transductores piezoeléctricos: En éstos la zona que entra
en contacto con la presión ejercida, está fabricada de un
material piezoeléctrico (cuarzo o titanato de bario), el cual
se deforma y genera una diferencia de potencial. Son útiles
para medidas dinámicas, aunque son sensibles a los cambios de
temperatura y su señal de salida es también débil, por lo que
requieren normalmente de amplificación.

43
1.3.2.2 Elementos electrónicos que se utilizan principalmente
para medidas de gran vacio, basados en ciertos instrumentos
mecánicos o electromecánicos a los que se les añaden los
componentes necesarios para procesar electrónicamente las
señales. Se clasifican de la siguiente forma:
a.- Transductores mecánicos de fuelle y diafragma.
b.- Transductores térmicos: Funcionan en base a establecer una
relación entre la energía emitida por una superficie calentada
por un filamento con una corriente constante, y un gas a baja
presión absoluta. Son a su vez de tres tipos:
- De termopar: Utiliza la diferencia entre dos termopares: el
uno colocado al vacio y el otro que detecta la corriente que
circula por el filamento, cuya temperatura es inversamente
proporcional a la presión absoluta del gas. La diferencia
entre las dos señales de salida es proporcional a la presión
medida.
- Pirani: Usa un principio similar al anterior, pero utiliza
un puente de Wheatstone que compara las resistencias de dos
filamentos de tungsteno, colocados el uno en contacto con el
gas y el otro al vacio. En este caso la resistencia del
filamento que está en contacto con el gas, es la que es
proporcional a la presión.

44
- Bimetálico: Funciona con el principio del transductor
bimetálico ya conocido, pero colocado al vacio y con una escala
para señalar las variaciones.
c.- Transductores de ionización: Se basan en la formación de
iones por choques moleculares o electrónicos. La velocidad con
que se forman los iones, llamada corriente iónica, es
proporcional a la presión.
1.3.3 INSTRUMENTOS DE MEDICIÓN DE CAUDAL
Se refieren a las medidas de caudal en líquidos y gases en
procesos industriales, por medio de elementos de medición que
son normalmente transductores. Las magnitudes a considerarse
son volumétricas. Cuando se trata de medir el flujo en
líquidos o gases, los instrumentos deben entrar en contacto
directo con el fluido. El flujo se mide por las variaciones de
presión que se producen cuando cambia el caudal, lo que se.
consigue colocando un obstáculo en el camino del fluido; este
obstáculo viene a ser el elemento primario y al elemento
medidor se le denomina entonces secundario.
Las mediciones volumétricas se las realiza principalmente
con elementos que originan una presión diferencial debida al
paso de un fluido. El cálculo se lo efectúa a través de
fórmulas basadas en uno de los siguientes parámetros: la
presión diferencial, el área variable, la velocidad, la fuerza,

45
el voltaje inducido o por el sistema de torbellino. Otra
manera de calcular directamente el caudal en volumen del fluido
es a través de los métodos de desplazamiento.
1.3.3.1 En mediciones volumétricas basadas en la velocidad, se
tienen varios tipos de instrumentos:»
a.- El medidor de turbina funciona en base a un rotor que gira
con una velocidad proporcional al caudal, según circula el
fluido. El rotor se equilibra hidrodinámicamente por su forma
y asi se evita la colocación de piezas de sujeción que
ocasionarían rozamiento. Para registrar la velocidad de la
turbina se tienen dos tipos de transductores:
- El de reluctancia, en el que el movimiento de las palas de la
turbina por la velocidad del fluido, ocasiona un cambio de la
reluctancia en un campo magnético permanente, variando por
tanto el voltaje inducido en una bobina captadora, el cual es
proporcional a la velocidad.
- El de inductancia, en el que el rotor lleva incorporado el
imán y por tanto el campo magnético giratorio induce una
corriente proporcional en la bobina captadora.
Se tiene en ambos casos una señal eléctrica inducida
proporcional al caudal del fluido.
b.- El transductor ultrasónico mide el caudal por diferencias
de velocidades del sonido, cuando éste se propaga en el sentido

46
del flujo y en el sentido opuesto. Requiere un emisor y un
receptor de las ondas de sonido y se puede medir también la
diferencia de fases o de frecuencias entre las mediciones. Usa
un transductor piezoeléctrico para la emisión y recepción de
las ondas y es adecuado para fluidos con sólidos en suspensión.
1.3.3.2 Para mediciones de caudal basadas en la fuerza, se
tiene el medidor de placa, que introduce una placa en el centro
del tubo, la cual queda sometida directamente al empuje del
liquido. La placa se conecta a un transmisor neumático de
equilibrio de fuerzas o a una galga exten^siométrica, que
permite medir la variación de la resistencia eléctrica de la
placa debido a la fuerza o empuj e del fluido. Sirven para
líquidos con pequeños sólidos en suspensión.
1.3.3.3 Las mediciones de caudal que se basan en la tensión
inducida, se realizan mediante el llamado medidor magnético,
que se fundamenta en el principio de Faraday, que dice que la
tensión que se induce a través de un conductor, cuando éste se
mueve a través de un campo magnético, es proporcional a la
velocidad del conductor. En este caso el conductor es el
fluido, y se requiere también una tensión de referencia que se
toma directamente de las bobinas que generan el campo
magnético. Además se debe considerar la conductividad del
liquido, pues ésta puede limitar la medición si no es lo
suficientemente alta. Como la conductividad de los gases es

47
muy baja, este dispositivo no sirve para medir caudales de
gases.
1.3.4 INSTRUMENTOS DE MEDICIÓN DE NIVEL
Se dividen básicamente en medidores de nivel de líquidos
y sólidos, y debido a las adaptaciones que pueden hacerse a los
dispositivos mediante el uso de transmisores electrónicos y
microprocesadores, se pueden tener medidas muy confiables y con
un alto grado de precisión.
1.3.4.1 MEDIDORES DE NIVEL DE LÍQUIDOS: Estos instrumentos se
basan en las características eléctricas del fluido y son de
varios tipos:
a. - Medidor de nivel conductivo: Funciona en base a uno o
varios electrodos que se colocan en el tanque que contiene un
líquido conductivo, y que cierran el circuito eléctrico el
momento que se mojan por la subida del nivel del fluido. Están
conectados a relés eléctricos o electrónicos que pueden sensar
la señal generada. Se utilizan normalmente como dispositivos
de alarma y su limitación está dada por la longitud de los
electrodos.
b.- Medidor de capacidad: Funciona creando un capacitor entre
un electrodo introducido en el fluido y la pared del tanque.
La variación de esta capacidad es susceptible de medirse y se

48
altera con la subida o bajada del nivel del liquido. Sirve
para líquidos conductores y no conductores y para calcular la
capacidad se debe considerar la influencia de las diferentes
constantes dieléctricas de los materiales que forman el
electrodo, el recubrimiento, el tanque y también la del fluido;
las que pueden alterarse debido a causas como la variación de
la temperatura. Tienen un qran rango de medida.
c.~ Medidor ultrasónico de nivel: Se basa en la emisión de
ondas ultrasónicas a 20 KHz desde la parte superior del tanque,
para recibirlas en un sensor lueqo de que sean reflejadas en la
superficie del fluido. El tiempo transcurrido entre la emisión
y la recepción de la señal permite indicar en un registrador el
nivel del líquido. Sirven para todo tipo de fluidos, pero
pueden indicar lecturas erróneas si la superficie reflectante
no es regular como sucede en el caso de la presencia de
burbujas o espuma.
d. - Medidor de láser: funciona con el mismo principio del
anterior y el haz de luz es dirigido mediante un espejo sobre
la superficie del fluido, para recibirlo luego en un
fotodetector sensible; de igual manera el tiempo transcurrido
indica el nivel del líquido. Otro mecanismo funciona a base de
rayos gamma disparados lateralmente sobre el fluido desde
fuentes radioactivas y que son recogidos en el otro extremo por
un placa receptora. El principio se fundamenta en el hecho de
que ya que la transmisión de los rayos es inversamente

49
proporcional a la masa del líquido en el tanque, la radiación
que se detecta en el receptor es también inversamente
proporcional al nivel del liquido. Ambos sistemas son muy
sofisticados y costosos, y presentan el inconveniente de
requerir un montaje blindado y protecciones especiales. Sirven
en cambio para todo tipo de fluidos ya que jamás el dispositivo
entra en contacto con ellos, y son recomendables para
mediciones muy difíciles y peligrosas como las de metales
fundidos.
1.3.4.2 MEDIDORES DE NIVEL DE SOLIDOS: Se utilizan en tanques
donde se almacenan productos agrícolas, industriales o materias
primas. Pueden ser medidores de nivel de punto fijo o
continuo.
a. - Los medidores de nivel de punto fijo son a su vez de 2
tipos:
- Los medidores conductivo y capacitivo funcionan de igual
manera que sus similares para detección de nivel en líquidos.
Trabajan en silos de carbón activo y sirven básicamente como
dispositivos de alarma.
- Detector de paletas: Consiste en un motor síncrono que
maneja un sistema de paletas colocadas sobre un eje vertical en
el tanque. Al detectar sólidos, las paletas se traban, los
engranajes giran en sentido contrario y el motor se detiene,

50
enviando a su vez una señal de alarma. Cuando baja el nivel,
se liberan las paletas y se activa nuevamente el mecanismo.
Trabajan en tanques abiertos o cerrados a baja presión, como en
materiales granulosos o carbón.
b.- Entre los detectores de nivel continuos figuran los
siguientes:
- Detector de sondeo electromecánico: Por medio de un motor y
un sistema de poleas se hace chocar levemente un peso móvil,
colocado en una cuerda sujeta al extremo superior, con los
sólidos del tanque. Cada vez que esto sucede el peso rebota
hacia arriba y vuelve a iniciar el ciclo. Cada contacto se
registra, lo que da la indicación del nivel; siendo un sistema
barato y fácil de armar.
- Medidor de báscula: Funciona en base al método de pesar
continuamente el tanque contenedor, para ver cuanto material
aloja, y si se sabe el peso del tanque vacio, se tiene
inmediatamente la indicación del nivel. Si la báscula se
adapta a una galga extensiométrica, puede obtenerse mediante un
computador un registro instantáneo del nivel. Implementado de
esta forma el sistema resulta caro y puede trabajar a grandes
temperaturas y presiones.
- Medidor capacitivo: Trabaja igual que los anteriores de este
mismo tipo, y las medidas dependen de la densidad de los

51
sólidos y de que éstos no se adhieran en el electrodo
introducido. Sirve para materiales aislantes, granulosos o en
polvo.
- Los medidores de nivel ultrasónico y de radiación funcionan
de la misma forma que sus similares para la medición de
líquidos, esto es registrando el tiempo que se demora un haz en
recorrer el camino desde una fuente emisora hasta un receptor.
Son aptos para sólidos corrosivos, peligrosos o explosivos.
Son muy costosos y pueden adaptarse a sistemas de control
electrónicos o neumáticos.
1.3.5 INSTRUMENTOS DE MEDICIÓN DE MAGNITUDES DE MECÁNICA DE
SOLIDOS
Entre las magnitudes que van a ser analizadas tenemos el
peso, la velocidad angular, la densidad, la humedad, el punto
de roció y la viscosidad.
1.3.5.1 MEDIDORES DE PESO
Entre los instrumentos para la medición del peso se tienen
aquellos que están basados principalmente en galgas
extensiometricas. Estos dispositivos se colocan junto a una
superficie de elasticidad conocida, sobre la cual descansa el
peso a medirse. La elongación produce una variación en la
resistencia eléctrica de la galga, la cual se detecta a través

52
de un Puente de Wheatstone. Estos instrumentos facilitan las
medidas a distancia.
1.3.5.2 MEDIDORES DE VELOCIDAD ANGULAR
En la medición de velocidad angular se usan los tacómetros
eléctricos, los mismos que se clasifican de acuerdo a la señal
que emite el transductor, sea analógica o digital, de la
siguiente forma:
a.- Tacómetro de corrientes parásitas: Se fundamenta en hacer
girar un imán dentro de una cápsula de aluminio; este imán
produce corrientes parásitas en el aluminio, generando un par
proporcional a la velocidad que se está midiendo.
b.- Tacómetro de corriente alterna: En este caso el imán gira
dentro de un estator con bobina induciendo una corriente
alterna proporcional a la velocidad.
c.- Tacómetro de corriente continua: En estos el estator es de
imán permanente y el momento en que se produce el giro del
rotor se obtiene un voltaje continuo que se puede medir en las
escobillas y que es proporcional a la velocidad.
d,- Tacómetro de frecuencia: Estos no tienen contacto directo
con la pieza giratoria, sino que usan transductores que
entregan impulsos proporcionales a la velocidad de giro. Los

53
transductores pueden ser electromagnéticos, capacitivos u
ópticos.
1.3.5.3 INSTRUMENTOS PARA MEDIR DENSIDAD
Para realizar estas mediciones tenemos los siguientes
instrumentos:
a.- Refractómetro: Se hace incidir un rayo de luz proveniente
de una lámpara de filamento de tungsteno, con un ángulo
determinado sobre un liquido, de manera que el rayo se
refracte. Al mismo tiempo al rayo de luz se lo hace pasar por
un prisma rotativo y de allí a un detector y comparador en el
cual se equipara con la señal refractada; una vez detectado el
ángulo critico de refracción se amplifica la señal,
conociéndose indirectamente la densidad del liquido. Se usan
también fibras ópticas para la comparación de los rayos y se
emplea normalmente en fluidos limpios.
b.- Método de radiación: Con una fuente emisora de rayos gamma
se bombardea el liquido hasta que absorba cierta cantidad de
radiación. Se contabiliza la radiación no absorbida y con la
ayuda de fórmulas fisicas se calcula la densidad. Puede usarse
en cualquier liquido, pero tiene como inconveniente el blindaje
de la fuente radioactiva y las radiaciones que podrían escapar
del instrumento.

54
c.- Medidor de ultrasonido: Se coloca un emisor-receptor de
sonido dentro del liquido o fuera de él y se mide la velocidad
de propagación de las ondas sonoras a través del liquido. De
esta manera indirectamente se calcula el valor de la densidad
del fluido. El uso de este medidor es restringido por las
variaciones de la viscosidad y compresibilidad de los líquidos.
1.3.5.4 INSTRUMENTOS PARA MEDIR HUMEDAD, PUNTO DE ROCIÓ Y
VISCOSIDAD
Estas magnitudes son considerablemente más difíciles de
evaluar y los siguientes son algunos de los métodos que se
utilizan para realizar mediciones indirectas:
1. Para medir la humedad en aire y gases se usa el método de la
célula de cloruro de litio. Se coloca una célula humedecida de
cloruro de litio en una rejilla de láminas de oro, y se
determina la resistencia eléctrica que presenta este compuesto,
la cual variará de acuerdo a los cambio de humedad que se
detecten. Estos valores de resistencia se comparan en gráficos
existentes para diferentes temperaturas ambientales y se
calcula el porcentaj e de humedad relativa al que corresponde.
No se utiliza en atmósferas que contengan polvo o estén
contaminadas. La duración de estos instrumentos es corta.
2. Para medir la humedad en sólidos existen los siguientes
métodos:

55
a.- Método de conductividad eléctrica: Se coloca en la muestra
dos electrodos por los cuales se hace circular una corriente,
siendo éstos parte de un Puente de Wheatstone, el cual tiene un
indicador de humedad, de manera que se obtiene una lectura
directa de la misma. Los inconvenientes de este método son los
contactos de los electrodos, la temperatura y el contacto con
el material, pero permite realizar medidas repetitivas.
b. - Método de capacidad: Se coloca el material entre dos
electrodos a manera de dieléctrico. Este condensador es parte
de un oscilador que alimenta un puente para medir capacidades,
con lo cual se puede determinar la constante dieléctrica del
material, la misma que variará seqún la humedad que contenga.
c.- Método de infrarrojos: Se lo utiliza principalmente en la
detección de humedad de papel. Consiste en colocar el papel
entre una fuente de rayos infrarrojos y un detector. El agua
capta mayor cantidad de radiación infrarroja que la celulosa,
por lo cual el detector medirá la radiación no absorbida; la
diferencia de radiaciones entre la fuente y la que llega al
detector dará una lectura indirecta de la humedad.
d. - Método de radiación: En este caso se hace incidir
radiación de una fuente de neutrones sobre el material. Esta
radiación al chocar con los átomos de hidrógeno, se refleja y
se contabiliza con la ayuda de un detector dando una lectura
indirecta de la humedad. El inconveniente de este método es el

56
trabajar con elementos radioactivos, lo cual supone un costo
elevado asi como extremadas medidas de seguridad.
3. Para medir el punto de roció se utilizan los siguientes
sistemas:
a.- Célula de cloruro de litio: Se humedece una tela con
cloruro de litio y con ella se recubre una bobina. Enrrollados
a esta tela se tiene dos hilos que se conectan al secundario de
un transformador, permitiendo que la corriente circule a través
de la tela. El cloruro de litio tiene la propiedad de ser más
conductor cuando la humedad es alta, por lo que la bobina
recibirá más corriente y la temperatura también aumentará.
Cuando existe un equilibrio en la temperatura de la bobina se
tiene también la temperatura del punto de roció. No se utiliza
para hacer mediciones de gases que estén contaminados con
cloro, sales, dióxido de azufre o amoniaco.
b.- Sistema de condensación en un espejo: Consiste en calentar
o refrigerar un espejo que se encuentra dentro de una cámara a
través de la cual circula el gas. Se colocan dos células
fotoeléctricas a ciertas distancias, de manera que produzcan un
empañamiento regular en el espejo, mientras se mide las
temperaturas del mismo para detectarlas en un registrador.
4. Para medir la viscosidad en un liquido se tiene el siguiente
instrumento:

57
Se introduce un cuerpo de forma definida en el líquido y
se la hace girar por medio de un motor. La viscosidad será
proporcional al ángulo de desviación que existirá entre el eje
del motor y el del cuerpo introducido. Esta es una medición
totalmente indirecta y a través de fórmulas matemáticas se
puede obtener entonces el valor de la viscosidad.
1.3.6 INSTRUMENTOS DE MEDICIÓN ELÉCTRICA
Para medidas de magnitudes eléctricas los instrumentos que
se utilizan pueden ser analógicos o digitales.
Los primeros instrumentos analógicos que se fabricaron se
basaban en principios electromagnéticos, que utilizando
mecanismos de imán fijo y bobina móvil de acuerdo al principio
de D'Arsonval, permitieron la construcción del llamado
Galvanómetro, del cual se derivaron algunos dispositivos de
medición, tales como el amperímetro y el voltímetro de aguja.
La aparición del transistor permitió la incorporación de
tecnología electrónica en todos los instrumentos, mejorando
notablemente sus características de respuesta, aunque de todas
formas siguieron siendo del tipo analógico. Con el desarrollo
de circuitos integrados complejos se fabrican en la actualidad
instrumentos de medición muy sofisticados del tipo digital.
Entre los principales instrumentos de medición eléctrica se
tienen:
58
a.- Voltímetro: Se utiliza para realizar medidas de voltaje.
La resistencia interna de estos dispositivos viene dada en
ohmios/voltio, característica que resulta fundamental para
obtener una medida con exactitud, ya que en algunos circuitos
eléctricos el aparato de medición podría representar una carga
significativa. Los voltímetros que se utilizan en laboratorios
son generalmente portátiles y más exactos que los usados en la
industria, pero los instrumentos para tableros requieren de una
mayor robustez, tienen que ser herméticos y presentar una
suficiente compatibilidad electromagnética.
Los voltímetros pueden realizar diferentes tipos de
medidas, esto es lectura de promedios, amplitud pico a pico y
valor rms.
b.- Amperímetro: Sirve para medir corriente eléctrica continua
o alterna. Tanto en el laboratorio como en la industria se
pueden utilizar micro y miliamperímetros, de acuerdo al rango
de corriente que se desea medir. Para realizar mediciones de
corrientes altas se usan transformadores de corriente, debido
a las restricciones de temperatura y a las distorsiones de onda
que se puedan producir. Al igual que los voltímetros, existen
amperímetros para medir promedios, valor pico pico y valor rms.
c.- Ohmetro: Es un aparato que se usa para medir directamente
la resistencia eléctrica. Se tienen óhmetros en serie y en
paralelo. Los primeros tienen una mayor aplicación, ya que su
59
campo de medida es grande, no así los óhmetros en paralelo que
se los utiliza para medir resistencias bajas.
Para medir resistencias de valores muy altos se utiliza el
megaóhmetro, cuyo principio es igual al del óhmetro en serie,
pero posee dos bobinas colocadas a 90° y solidarias entre sí,
lo que permite evitar falsas lecturas. Su campo de medida
puede superar los 10.000 Megaohmios y se los utiliza
principalmente para medir aislamiento de motores y
transformadores, de líneas de transmisión, de aisladores, de
cables, etc.
d.- Vatímetro: Se lo utiliza para medir potencia activa. Si
la medición se realiza en circuitos de corriente continua se
tendrá una mayor rapidez en su lectura y una gran precisión.
Se tienen también en la industria instrumentos que miden la
potencia reactiva (varímetro) y el factor de potencia
(cosfímetro) .
e.- Osciloscopio: Es uno de los instrumentos más completos
para realizar mediciones tanto en señales alternas como
continuas. Se obtienen datos cuantitativos y cualitativos
sobre las señales medidas, obteniéndose registros de voltaje,
corriente, frecuencia, amplitud, desfase entre señales, pulsos,
transitorios, etc..

60
f.~ Multimetro: Se caracteriza por la versatilidad que presta
en la medición de las principales magnitudes eléctricas tales
como voltaje DC, voltaje AC, corriente DC, corriente AC,
resistencia, y en la actualidad vienen equipados también para
medir directamente capacitancias, continuidad, verificación de
diodos, transistores, temperatura, frecuencia.
g.- Instrumentos de candado: Son amperímetros, voltímetros o
vatímetros que tienen la particularidad de que no se los
conecta físicamente al circuito como los demás instrumentos,
sino que se coloca al conductor entre un anillo o candado y se
obtiene la lectura directamente, lo cual es útil en mediciones
en donde no se permiten desconectar los circuitos.
61
CAPITULO 2
IDENTIFICACIÓN DEL SECTOR INDUSTRIAL ECUATORIANO

62
Una vez que se han revisado conceptos teóricos sobre
instrumentación, en lo referente a definiciones básicas,
variables y magnitudes a medirse y equipamiento probable que
puede encontrarse en la industria, a continuación se va a
realizar un análisis sobre la situación particular de la
industria ecuatoriana, en lo que se refiere a su historia,
desarrollo y posicionamiento dentro del marco general de la
realidad del país. Se estudiará además en el presente
capitulo la forma de evaluar la capacidad técnica alcanzada
por el sector fabril y se determinarán las empresas a ser
visitadas con el objeto de tener una visión concreta del
equipamiento electrónico disponible en el sector industrial
de la provincia de Pichincha.
2.1 SITUACIÓN TÉCNICA DE LA INDUSTRIA
Para facilitar el desarrollo ordenado de este tema se
van a tratar a continuación los siguientes subtítulos:
- Cronología del Desarrollo de la Industria en el Ecuador
- Avance tecnológico
- Necesidad de una evaluación del equipamiento electrónico
63
2.1.1.- CRONOLOGÍA DEL DESARROLLO DE LA INDUSTRIA EN EL
ECUADOR
La situación de la industria ecuatoriana en los momentos
actuales, no puede analizarse con objetividad, sino se
realiza antes una revisión histórica de los factores más
relevantes que han determinado el desarrollo socio-económico
del Ecuador en las últimas décadas.
Hasta los años 50 el Ecuador habia seguido un modelo
agroexportador, entendido no como una política de estado,
sino más bien dictado por la conveniencia y los intereses de
las empresas dedicadas al cultivo y exportación de banano,
café y cacao en la región de la Costa. Pero las condiciones
de comercialización de estos productos (perecibles,
dependientes de cambios climáticos y sujetos a una fuerte
competencia de precios en el mercado internacional) , hicieron
que, para mediados de la década (1955), esta seudo estructura
industrial colapse, demostrando entonces que se tenia una
economía con serios desequilibrios estructurales que había
generado un incremento de las actividades manufactureras de
tipo casero, en detrimento de la producción de bienes
manufacturados. Predominaban hasta 1950, aparte de las
mencionadas, las industrias textiles y se habían incorporado
la farmacéutica y la de fertilizantes. Además se habían
afianzado las industrias del cemento y del azúcar. Pero la
crisis del banano de estos años frenó cualquier intento de
mayor desarrollo.

64
Como resultado directo de estas circunstancias, se creó
en la época una conciencia para cambiar el modelo de
desarrollo e iniciar procesos planificados qu-e conduzcan a
una real elevación de la calidad de vida de los ecuatorianos.
El Estado trató de apoyar el despegue industrial y dictó
leyes para facilitar este objetivo. A finales de los 50's
y principios de los 60's surgieron leyes como la de Fomento
Industrial, de Compañías, de Parques Industriales, de Pesca,
etc., creándose por consiguiente los instrumentos jurídicos
y las instituciones encargadas de aplicarlos, con la
finalidad de guiar y planificar un desarrollo industrial
sostenido. Se aprueba entonces el Primer Plan de Desarrollo
Económico y Social, tratando de implementar un proceso de
industrialización basado en la sustitución de importaciones,
la mejor utilización de los recursos naturales y el
mejoramiento de la productividad.
En 1963, la Junta Militar de Gobierno propone modificar
el proceso de acumulación, incentivando el desarrollo
industrial y cambiando las estructuras precarias de las
haciendas de la Sierra. Para ello se conforma un sector
empresarial protegido y beneficiado por el Estado y la
industria fabril comienza a tener peso en la economía. Se
concibe entonces a la industrialización como el paso anterior
inmediato al progreso económico.
En la década de 1970 el Estado comienza a actuar en
calidad de empresario industrial, como resultado de acuerdos
subregionales (Pacto Andino) y del incremento de recursos

65
debido a la explotación petrolera. Se dictan leyes de apoyo
y fomento a la industria nacional, a través de medidas
fiscales, crediticias, arancelarias y de precios. Como
producto de esta política, el Ecuador alcanza en 1975 el
mayor índice de incremento en inversión de su historia, y la
participación del sector industrial en la economía general,
supera para 1977, incluso las expectativas que se habían
propuesto en el Plan Integral de Transformación y Desarrollo
concebido por las dictaduras de Rodríguez Lara y el
Triunvirato Militar.
El gran problema que se da luego se origina en una
dependencia semicolonial de EEUU, vinculada obviamente a una
dependencia política. La guerra comercial desatada por las
grandes potencias occidentales, hace bajar los precios
internacionales de algunos rubros básicos en las
exportaciones ecuatorianas, tales como el petróleo, el café
y los productos del mar, haciendo que a principios de los
80f s, se comienze a sufrir escasez de divisas. Como las
importaciones no disminuyeron, debido en gran parte a las
exoneraciones de impuestos de que gozaban ciertos sectores
empresariales para traer insumos y materias primas, se
produjo un grave desequilibrio en la balanza de pagos,
teniendo que recurrirse al endeudamiento externo en forma
desmesurada.
Se conoce a esta época (años 1980-1990) como la "década
perdida" para los países de menor desarrollo relativo que,
como el Ecuador, no lograron consolidar ni afianzar un

66
despegue en el campo industrial, aunque sea con tecnología
importada, debido al hecho de no poder soportar las presiones
y la competencia de los mercados externos, sumándose al mismo
tiempo, graves conflictos internos en el campo laboral y
social: bajo salario real, bajo poder adquisitivo,
desequilibrio cada vez mayor en los ingresos de las mayorías
ricas frente a las minorías pobres, expedición de leyes
laborales irreales y ultraproteccionistas, que pretendiendo
beneficiar y defender al obrero, lo único que lograron fue
la conformación de grupos de presión privilegiados
(sindicatos públicos y privados), mientras - la gran masa
trabajadora de clase media y baja no vio un real mejoramiento
de su calidad de vida.
Lógicamente todos estos factores repercutieron en un
deterioro de la economía nacional, derivándose de ello, una
disminución de la inversión interna y externa, lo que obligó
al país a paralizar o nunca ejecutar proyectos considerados
de vital importancia para el desarrollo (como es el caso de
la represa Paute - Mazar) . Es por eso que se hace imperativo
en los momentos actuales, el diseño de políticas industriales
nacionales, encaminadas hacia objetivos concretos, y que
necesariamente deberán estar influidas por las tendencias
globalizantes de desarrollo económico vigentes hoy en el
mundo. Un ejemplo del lento avance del Ecuador dentro del
proceso de industrialización, lo representa el casi ningún
crecimiento del índice de producción industrial frente al
Producto Nacional Bruto (PNB):

67
Producción industrial años 1950-60: 15,5 % del PNB
1979: 17 % del PNB
1980: 20 % del PNB
En cuanto a la participación del sector industrial en la
economía del país hay un crecimiento de:
5 % anual entre 1965-73
8,1 % anual entre 1975-84
-0,8 % anual entre 1983-87
Este claro deterioro de los índices económicos determinó
una disminución de la capacidad de inversión (1990), por lo
que se procuró entonces una participación más activa en los
acuerdos sub-regionales como el Pacto Andino. El Plan
Nacional de Desarrollo Económico y Social 1989-1992 propone
entonces "reorientar el proceso de industrialización, dando
prioridad a las industrias productoras de bienes de consumo
masivo y de exportación".
Según las recomendaciones de analistas expertos,
actualmente el Ecuador debería plantear la
"internacionalización de la industria", es decir la inserción
del país en acuerdos regionales o continentales, en procesos
de 6-7 años, que le permitan una mayor apertura hacia
mercados internacionales, para tratar de llegar a un balance
estable entre la óptima utilización de los recursos
naturales, atendiendo los requerimientos del mercado interno,
y generando a su vez excedentes exportables.
2.1.2.- AVANCE TECNOLÓGICO
Cabe indicar en primer lugar que para el Ecuador, al
igual que para cualquier país, el crecimiento del sector
industrial debe considerarse como el verdadero motor de la
economía, debido a los efectos multiplicadores que produce;
así por ejemplo:
- permite interrelacionar el ingreso con la demanda, por lo
que un mayor ritmo de crecimiento, impulsa necesariamente a
todo el sistema económico;
- contribuye al progreso tecnológico, por las exigencias que
genera en el mercado sobre proveedores confiables con
artículos de calidad; y
requiere recursos humanos preparados y en constante
capacitación.
De esta manera los efectos sobrepasan al propio sector
y lo proyectan como actor de relaciones con otras áreas de
la economía.
La capacidad industrial ecuatoriana debe medirse en
términos de tecnología, de capacitación humana (técnica y
administrativa), máquinas e instrumental, control y
experiencia en el manejo del sector. Es conveniente en este
punto referirse a lo que ha sido tradicionalmente la
estructura del funcionamiento industrial en el país a lo
largo de las últimas décadas, que re ve reflejado en el
cuadro 2.1:

69
ESTRUCTURA DE LA OCUPACIÓN FABRIL(en porcentajes sobre el total)
CIIU RAMAS DE ACTIVIDAD 1966 1985
A.- BIENES DE CONSUMO 56.7 56.5
311-312 Productos Alimenticios 27 23.9313 Industria de bebidas 5.5 5.4314 Industria de tabaco 0.7 1.1
322-324 Calzado, vestuario, etc. 2.7 4.4331 Maderas y corcho 4.3 3.2332 Muebles y accesorios 2.3 2.6342 Imprentas, editoriales 5.9 3.6352 Fabricación de otros productos químicos 5.7 5.5361 Objetos de barro, loza, porcelana 0.2 0.8
356-385 Industrias manufactureras diversas 2.4 6
B.- BIENES INTERMEDIOS 40.1 36.9
321 Fabricación de textiles 24.2 15323 Cuero y productos de cuero 1.3 1341 Papel y productos de papel 2 3351 Sustancias químicas industriales 0.6 1.5
353-354 Derivados de petróleo y carbón 3.7 1.5355 Productos de caucho 1.8 1.6
362-369 Vidrio y prod. minerales no metálicos 3.7 5.3371-372 Industrias metálicas básicas 0.2 1.6
381 Productos metálicos 2.6 6.4
C.- BIENES DE CAPITAL 3.2 6.6
382 Construc. de maquinaria excepto eléctrica 0.1 0.8383 Construc. de maquinaria eléctrica 1 4.3384 Material de transporte 2.1 1.5
TOTAL INDUSTRIA FABRIL 100 100
CUADRO 2.1

70
Resulta evidente entonces que en la industria
ecuatoriana predominan las actividades productoras de bienes
de consumo y bienes intermedios, lo que daría como resultado
una estructura de desarrollo fundada básicamente en:
Productos alimenticios: productos del mar, aceites y
mantecas vegetales, azúcar, cacao, chocolate, confitería y
derivados.
- Textiles: confecciones artesanales o fabriles que en muy
pocos casos alcanzan niveles de calidad que los haga
exportables.
- Productos químicos: resinas sintéticas, pinturas, barnices,
lacas, farmacéuticos (medicamentos), jabones, perfumes, papel
y plásticos.
- Productos minerales no metálicos: cemento, cal, yeso,
objetos de loza, porcelana, envases y productos de vidrio.
Productos metálicos: principalmente acero y hierro,
cosntrucción de estructuras metálicas prefabricadas o
ensamblaje y armado de kits de componentes importados (CKDfs
de los automóviles).
En el primer caso (alimentos) se nota claramente que son
dependientes de ventajas comparativas (el clima, el terreno
cultivable, la ubicación geográfica del país) y muy

71
dependientes de variables exógenas (heladas, plagas o caída
de precios en el mercado internacional), y al igual que los
textiles, son productos con un escaso valor agregado.
En los casos de los químicos y los productos minerales
metálicos y no metálicos, no constituyen realmente industrias
que incorporen progreso técnico o un desarrollo en diseño e
ingeniería. Es por esto que el sector mantiene prácticamente
la misma participación en el PNB que hace años, y el
desarrollo global del país más bien se ha sustentado en la
exportación petrolera (materia prima no renovable) y en la
construcción (actividad generadora de empleo pero rubro no
exportable).
Además la dependencia externa en materia tecnológica
constituye una de las principales restricciones para el
avance del proceso de industrialización, por lo que las
actividades productoras de bienes intermedios y de capital
se han retrasado. Basta observar los cuadros comparativos
expuestos a continuación (Figuras 2.1 a 2.6), que reflejan
la estructura del sistema industrial ecuatoriano frente a la
de otras regiones del mundo. Estos cuadros son generales y
preparados por la Organización de las Naciones Unidas para
el Desarrollo Industrial (ONUDI).
Del análisis de los gráficos, basados todos en los
mismos parámetros, de acuerdo a la clasificación por
divis ones de la CIIU, pueden desprenderse varias
observaciones:

* •
FIG
UR
A
2.1
EL
CA
MB
IO E
STR
UC
TUR
AL
EN
LA
IND
US
TRIA
AM
ER
ICA
DE
L N
OR
TE
(197
0-19
87)
FIGURA 2.2
EL CAMBIO ESTRUCTURAL EN LA INDUSTRIA
EUROPA OCCIDENTAL (1970-1987)
372
381
382
371
383
384
356
372
381
382
371
383
384
356
355
353+354
321+324
323+324
351+352
355
353+354
321+324
323+324
351+352
CLAVES
CLAVES
31 321-
322
323-
324
33 34 351-
352
353-
354
355
Alim
ento
sT
extil
esIn
dust
ria d
el c
uero
Mad
eras
y m
uebl
esP
apel
e im
pren
tas
Pro
duct
os q
uím
icos
Pet
róle
o y
car
bón
Pro
duct
os d
el c
auch
o
356
36 371
372
381
382
383
384
Pro
duct
os p
lást
icos
Pro
d. m
iner
ales
no
met
al.
Hie
rro
y ac
ero
Met
ales
no
ferr
osos
Pro
duct
os m
etál
icos
Maq
uina
ria e
xc.
eléc
trica
Maq
uina
ria e
léct
rica
Mat
eria
l de
tran
spor
te
31 321-
322
323-
324
33 34 351-
352
353-
354
355
Alim
ento
sT
extil
esIn
dust
ria d
el c
uero
Mad
eras
y m
uebl
esP
apel
e im
pren
tas
Pro
duct
os q
uím
icos
Pet
róle
o y
car
bón
Pro
duct
os d
el c
auch
o
¡356 36 371
372
381
Í382
383
384
Pro
duct
os p
lást
icos
Pro
d. m
iner
ales
no
met
al.
Hie
rro
y ac
ero
Met
ales
no
ferr
osos
Pro
duct
os m
etál
icos
Maq
uina
ria e
xc.
eléc
tric
aM
aqui
naria
elé
ctric
aM
ater
ial d
e tra
nspo
rte

FIG
UR
A
2.3
EL
CA
MB
IO E
ST
RU
CT
UR
AL
EN
LA
IN
DU
ST
RIA
EU
RO
PA
OR
IEN
TAL
(1
970-
1987
)
FIGURA 2.4
EL CAMBIO ESTRUCTURAL EN LA INDUSTRIA
JAPÓN (1970-1987)
372
381
382
371
383
384
356
372
383
371
356
355
353+354
321+322
323+324
351+352
355
353+354
321+322
323+324
351+352
33
CLAVES
CLAVES
31 321-
322
323-
324
33 34 351-
352
353-
354
355
Alim
ento
sT
extil
esIn
dust
ria d
el c
uero
Mad
eras
y m
uebl
esP
apel
e im
pren
tas
Pro
duct
os q
uím
icos
Pet
róle
o y
car
bón
Pro
duct
os d
el c
auch
o
356
36 371
372
381
382
383
384
Pro
duct
os p
lást
icos
Pro
d. m
iner
ales
no
met
al.
Hie
rro
y a
cero
Met
ales
no fe
rroso
sP
rodu
ctos
met
álic
osM
aqui
naria
exc
. el
éctr
ica
Maq
uina
ria e
léct
rica
Mat
eria
l de
tran
spor
te
31 321-
322
323-
324
33 34 351-
352
353-
354
355
Alim
ento
sT
extil
esIn
dust
ria d
el c
uero
Mad
eras
y m
uebl
esP
apel
e im
pren
tas
Pro
duct
os q
uím
icos
Pet
róle
o y
car
bón
Pro
duct
os d
el c
auch
o
356
36 371
372
381
382
383
384
Pro
duct
os p
lást
icos
Pro
d. m
iner
ales
no
met
al.
Hie
rro
y ac
ero
Met
ales
no fe
rroso
sP
rodu
ctos
met
álic
osM
aqui
naria
exc
. el
éctr
ica
Maq
uina
ria e
léct
rica
Mat
eria
l de
tra
nspo
rte
-o w

FIG
UR
A
2.5
EL
CA
MB
IO E
ST
RU
CT
UR
AL
EN
LA
IN
DU
ST
RIA
AM
ER
ICA
LA
TIN
A
(197
0-19
87)
FIGURA 2.6
ESTRUCTURA DE LA INDUSTRIA
ECUADOR (1987)
372
381
382
371
383
384
356
372
381
383
371
356
355
353+354
321+322
323+324
351+352
355
353+354
321+322
323+324
351+352
33
CLAVES
CLAVES
31 321-
322
323-
324
33 34 351-
352
353-
354
355
Alim
ento
sT
extil
esIn
dust
ria d
el c
uero
Mad
eras
y m
uebl
esP
apel
e im
pren
tas
Pro
duct
os q
uím
icos
Pet
róle
o y
car
bón
Pro
duct
os d
el c
auch
o
356
36 371
372
381
Í382 383
384
Pro
duct
os p
lást
icos
Pro
d. m
iner
ales
no m
etal
.H
ierr
o y
ace
roM
etal
es n
o f
erro
sos
Pro
duct
os m
etál
icos
Maq
uina
ria e
xc.
eléc
tric
aM
aqui
naria
elé
ctric
aM
ater
ial
de tr
ansp
ort
e
31 321-
322
323-
324
33 34 351-
352
353-
354
355
Alim
en
tos
Text
iles
Indu
stria
del
cuero
Mad
eras
y m
uebl
esP
apel
e im
pren
tas
Pro
duct
os q
uím
icos
Pet
róle
o y
car
bón
Pro
duct
os d
el c
auch
o
356
36 371
372
381
382
383
384
Pro
duct
os p
lást
icos
Pro
d. m
iner
ales
no m
etal
.H
ierr
o y
ace
roM
etal
es n
o fe
rroso
sP
rodu
ctos
met
álic
osM
aqui
naria
exc
. el
éctr
ica
Maq
uina
ria e
léct
rica
Mat
eria
l de
tran
spor
te
75
- Las diferentes regiones del mundo tienden a desarrollar sus
industrias aprovechando sus recursos naturales por su
ubicación geográfica, o explotando su experiencia tradicional
de muchos años en investigaciones de ciertas áreas.
- Países como EEUU y Japón se especializan en productos donde
pueden aplicar su tecnología de punta: plásticos y
sintéticos, construcción de maquinaria eléctrica y
electrónica, y producción de químicos.
- El desarrollo de las industrias en Europa es parejo,
acentuándose también en productos sintéticos y máquinas
eléctricas así como material de transporte. Esto les permite
satisfacer todas sus necesidades y aplicarse por consiguiente
en investigaciones avanzadas.
- En América Latina, la expansión industrial va de la mano
con la teoría muy nuestra, de tratar de hacer "un poco de
todo". Se muestra eso sí, un interesante desarrollo en
sectores donde se puede avanzar aprovechando la riqueza
natural de los suelos, como es el caso de la producción de
químicos, hierro, aceros, petróleo, carbón, que se extraen
de minerales metálicos y no metálicos. Además se incursiona
en la construcción de maquinaria no eléctrica (o
electromecánica en el mejor de los casos) y en el ensamblaje
de componentes prefabricados.
- El panorama para el Ecuador demuestra lamentablemente un
considerable retraso en casi todas las áreas de desarrollo

76
industrial, destacándose en cambio en productos de escaso
valor agregado como los alimenticios, volviéndose al caso de
un aprovechamiento de las ventajas geográficas naturales,
pero muy susceptibles a factores externos, como se ha
analizado anteriormente con detalle. Se tiene también algún
grado de adelanto en la producción de químicos (basado
principalmente en la industria petrolera) y de minerales no
metálicos (cemento, arcilla, yeso).
Dentro de la realidad interna, se deben tomar en cuenta
también otros factores que han dificultado el despegue
industrial, relacionados con el bajo desarrollo que
experimenta en general el pais, y que pueden resumirse en:
- falta de servicios de infraestructura básica: redes viales,
redes de distribución eléctrica y de telecomunicaciones;
- desabastecimiento y escasez de materias primas, teniendo
que depender constantemente de importaciones de maquinarias
y equipos;
mercados de consumo muy pequeños y de lento crecimiento;
- inflación y muchas medidas económicas proteccionistas y
restrictivas: subsidios, aranceles, altos intereses
bancarios, etc.;
- inadecuada política laboral;
- dificultades para la exportación
Otro aspecto que se debe tomar en cuenta, es que en
general, cualquier adelanto que se ha logrado como fruto de
un incipiente progreso industrial, ha beneficiado a sectores

77
sociales altos y medio-altos, mientras los grupos de medianos
y bajos ingresos no han mejorado significativamente su
capacidad de compra. El consumidor normal ecuatoriano actúa
en el mercado de acuerdo a su poder adquisitivo, su nivel
educacional y su hábito de gasto, y por su nivel salarial la
población gasta principalmente en bienes primarios y no en
manufacturados; por lo que el tamaño del mercado no favorece
la industrialización en gran escala. Esto influye en la
conformación de las estructuras empresariales para la
creación de industrias (la mayoria se localizan
principalmente en Pichincha, Guayas y Azuay), y muestran
marcadas diferencias en sus procesos productivos, tales como:
- diferente productividad empresarial
- diferente utilización de la capacidad instalada
- diferente nivel tecnológico
- diferente capacitación del personal y mano de obra
calificada
- diferente localización geográfica que influye en:
- cercanía a fuentes de materia prima
- cercanía a mercados
- utilización de servicios de infraestructura
Definitivamente el modelo de desarrollo planteado por
el Estado, basado en la sustitución de importaciones, sólo
ha logrado cumplirse en bienes primarios de consumo, tales
como: alimentos, bebidas, tabaco, textiles, calzado y
vestuario, madera y corcho, muebles, cueros y pieles
diversas; pero no ha resultado en productos químicos,

78
metálicos, maquinaria eléctrica y material de transporte.
La estructura de la industria nacional para 1990 sigue siendo
muy similar a la de mediados de la década de 1960. El
desarrollo muestra muy baja competitividad y el resultado es
una gran vulnerabilidad a la competencia externa. El impulso
que recibe la industria se da por el lado de la demanda
interna (77,4%), por el proceso de sustitución de
importaciones (11%) y por el mecanismo de exportaciones
(11,6%) .
Entre 1985-1992 se redujo la demanda interna y el
crecimiento industrial fue negativo. La demanda generada
1ocalmente, de por si no induce calidad ni competitividad.
Además en bienes intermedios y de capital, se tiene una
relación que varia entre el 57 al 87% de productos importados
frente a los nacionales, y se produce un fenómeno extraño:
algunas veces las industrias importan insumes por un valor
mayor al producto que pretenden aparentemente sustituir como
importación, por lo que en un 60% de casos, los precios de
venta al consumidor resultan comparables a los de los mismos
artículos en Estados Unidos. Es obvio que en la rama de
productos de tecnología avanzada, los problemas resultan aún
más complejos, y se puede decir que el proceso de sustitución
de importaciones para bienes de capital, no ha funcionado en
absoluto.
La industria ecuatoriana sigue mostrando las
características típicas de países que recién tratan de
iniciar procesos de desarrollo:

79
- gran peso de industrias tradicionales
- escasa incorporación tecnológica
- alta protección para evitar competencia
Para el decenio de 1990 resulta muy difícil que el
Ecuador, al no haber variado sus políticas para enfrentar una
nueva economía globalizadora, pueda crecer a un ritmo
superior al índice de crecimiento de la población (2,8%) .
Por las condiciones del país y con el impulso adecuado, se
haría más factible un despegue industrial con incorporación
de tecnología y mano de obra calificadas, más bien en áreas
como la metalmecánica (maquinado de precisión), químico -
farmacéuticas, plásticos, confección, textiles y calzado, y
procesamiento de alimentos elaborados; antes que en
industrias pesadas (conocidas como básicas) tales como la
siderurgia, la metalurgia o la petroquímica. Se pretende
también estimular actualmente actividades agropecuarias, de
turismo y minería, en detrimento de otras tradicionales como
la construcción. Pero no es clara la participación del
sector industrial en los planes de desarrollo nacional a
partir de 1993, por falta de políticas claras y definidas,
con proyección de trabaj ar por resultados. Corresponde
entonces al Estado la formulación de los grandes objetivos
nacionales y de los mecanismos para alcanzarlos, entre los
cuales es parte fundamental la formulación de estas políticas
industriales a largo plazo, mientras es obligación del sector
privado la instrumentación y aplicación de ellas, para ser
parte activa en la ejecución del desarrollo nacional.
80
2.1.3.- NECESIDAD DE UNA EVALUACIÓN DEL EQUIPAMIENTO
ELECTRÓNICO
Con estos antecedentes, se crea la necesidad de investigar
más a fondo el problema del retraso tecnológico en el Ecuador,
para analizar las causas y sus posibles soluciones. La
Universidad debe aportar con estudios y evaluaciones realizados
en la misma industria de manera de sacar cuadros estadísticos,
cuadros comparativos, etc., con el objetivo de ir interactuando
en los problemas de mayor prioridad.
Con la evaluación presentada en este trabajo, se pretende
ayudar a la introducción de tecnología de punta en la industria
y asesoramiento técnico en estas nuevas áreas, facilitando así
que la Universidad forme a sus profesionales con la capacidad
y talentos necesarios para enfrentar los nuevos retos, así como
podría también aportar con programas de educación continua para
los profesionales que se encuentran ya trabajando en la
industria y necesitan seguir preparándose para enfrentar de
mejor manera estos cambios. Se debe analizar además, por otro
lado, cuáles son los criterios empresariales del momento sobre
la realidad tecnológica en cada uno de los sectores, cuál es la
tendencia de la industria en un mundo de cambios tan radicales
y en los cuales los industriales ecuatorianos no cuentan con
grandes recursos económicos.
81
Esto promoverá una interrelación Universidad-Industria ya
que la universidad necesita de recursos para poder desarrollar
sus proyectos pero a cambio puede facilitar asesoramiento a
costos razonables para la industria. Para coordinar un proceso
de formación académica eficiente, la industria podria aportar
económicamente en la educación de profesionales que satisfagan
sus necesidades, lo que conllevarla a un ahorro significativo
de recursos humanos y económicos. Con estudios similares al
del presente trabajo, realizados periódicamente, la Universidad
también puede ir encaminando a los estudiantes hacia áreas en
las que el pais y las industrias van solicitándolo, generando
un mayor desarrollo industrial al tener personal más capacitado
y por ende un mayor crecimiento económico.
La Escuela Politécnica Nacional en su empeño de trabajar
en beneficio del pais ha venido estableciendo programas
técnicos que favorezcan a esta interrelación universidad-
industria de una manera eficaz y dinámica. Es por esto que la
Facultad de Ingeniería Eléctrica ha decidido realizar un
estudio del equipamiento electrónico e instrumental de la
industria, a fin de conocer la realidad nacional en este
aspecto con miras a la formación de un Laboratorio de
Calibración, Contrastación y Pruebas, para de esta forma evitar
que la industria recurra a técnicos extranjeros, con la
consiguiente pérdida de tiempo y dinero, dando posibilidad a
que la Facultad obtenga sus propios ingresos y mejore su
infraestructura. Pero este procedimiento debe realizarse en
82
forma paulatina, razón por la cual se ha escogido la Provincia
de Pichincha para iniciar esta evaluación, debido a que la EPN
tiene un mayor contacto con los industriales de esta provincia
y de esta forma determinar la factibilidad de implementar este
laboratorio.
2.2 MÉTODO DE EVALUACIÓN DE LA CAPACIDAD TÉCNICA DE LA
INDUSTRIA
Para evaluar las condiciones técnicas de funcionamiento
del sector industrial de Pichincha se plantea el análisis a
través de los siguientes subtemas:
- Método estadístico escogido: maestreo
- Bases para la elaboración de la encuesta
2.2.1.- MÉTODO ESTADÍSTICO ESCOGIDO: MOESTREO
Debido a la gran cantidad de industrias que se encuentran
en la provincia de Pichincha, no se podría realizar un censo
completo de la población, por lo que se ha determinado realizar
la evaluación a través de un muestreo, para de esta forma
estimar valores específicos del conjunto. Se tomarán
industrias tipo de cada sector industrial de las cuales
esperamos extraer información que sea característica de la
población completa. Dentro de la técnica del muestreo se ha
escogido realizar una encuesta, que permitirá tener un

83
contacto directo con las industrias, ya que se realizarán
entrevistas personales para llenar un cuestionario. El costo
es reducido frente a un censo completo que involucraría más
tiempo, y se obtiene una mayor rapidez, ya que los datos son
recolectados y resumidos con mayor facilidad.
En favor del método escogido se debe señalar que las
encuestas se consideran como una forma de predicción y son un
requerimiento complementario para realizar planes operativos,
presupuestos, guias y/o proponer políticas a seguirse. El
grado de conf labilidad para evitar que la encuesta sea
demasiado aleatoria o subjetiva, y pase a ser una muestra
razonada, se incrementa por estos factores:
cuantas más respuestas se logren, mejor;
- la ponderación en cada sector debe ser balanceada para que no
se distorsionen los resultados;
- las empresas visitadas deben ser representativas de su
sector específico;
- se debe garantizar que la información obtenida sólo se
utilizará en la elaboración de este documento.
La encuesta podrá contener preguntas de tipo cualitativo
y cuantitativo, y todas ellas deberán ser excluyentes entre sí.
Al final se evaluará las respuestas de la siguiente forma:
- cuantitativamente: datos cercanos a la realidad con pequeños
porcentaj es de error
- cualitativamente: definición y variaciones de tendencias

84
Los resultados dependerán del diseño de la muestra y de la
combinación particular de los elementos que resultaran
seleccionados. En el diseño de la muestra se deben seguir
ciertas etapas, interrelacionadas entre sí, que ayudarán a
elaborar un adecuado cuestionario y obtener la información
deseada. Los pasos del diseño a seguir son:
a. - Objetivos del muestreo: En este paso se establece
claramente cual es la finalidad del muestreo, hacia dónde debe
ser orientado el cuestionario y qué datos serán de mayor
utilidad para conseguir esta meta. En esta* tesis se busca
proporcionar un análisis estadístico de la situación de las
industrias en la provincia de Pichincha para la implementación
de un Laboratorio de Calibración, Contrastación y Pruebas de
instrumentación electrónica, además de verificar qué tipo de
capacitación se da al personal técnico, de manera que la
Escuela Politécnica Nacional esté en capacidad de brindar su
apoyo y trabajar conjuntamente con la industria.
b.- Planificación de la investigación: Se debe establecer qué
tipo de información se requiere para una ejecución
satisfactoria del objetivo. Si se desea implementar un
laboratorio es necesario obtener datos técnicos tales como
voltajes de potencia y de control que se utilizan en las
industrias, si la instrumentación electrónica forma parte de
sistemas automáticos o manuales, o se trata de sistemas
análogos o digitales, características propias de cada

85
instrumento y si se posee información técnica de los mismos a
través de manuales. Se debe conocer qué tipo de
instrumentación es la más usada para ir enfocando el respaldo
técnico adecuado.
c.- Población a ser maestreada: En este punto se selecciona
la fracción de la población total en la cual se va a realizar
el muestreo. Esta fracción debe representar al conjunto y debe
además ser la fracción sobre la cual se desea obtener la
información. En este caso se ha decidido tomar varias
empresas de Pichincha que representan a sectores industriales
característicos, como población a ser muestreada.
d.- Elaboración de la encuesta: Una vez establecidos los
objetivos, se van a elaborar las preguntas que nos permitan
obtener los datos pertinentes para el presente estudio. La
encuesta no debe ser muy extensa y debe permitir además un
fácil análisis de las respuestas. En el punto 2.2.2 se
determinan los parámetros que se va a seguir en la encuesta
sobre equipamiento electrónico.
e.- Método de medición: Una vez estructurada la encuesta se
debe definir si las encuestas se realizarán por
correspondencia, por teléfono, por entrevistas personales, se
selecciona y se da entrenamiento al personal para la
realización de las encuestas. En un caso tan concreto como
éste se hace necesario realizarlo a través de entrevistas
86
personales ya que se necesita un conocimiento técnico tanto del
entrevistado como del entrevistador para obtener una
información certera y adecuada.
f.- Prueba Piloto: Es necesario realizar varias pruebas del
cuestionario en una muestra pequeña, de esta forma los
resultados obtenidos pueden producir cambios en la encuesta
final. Además se analiza cuál ha sido el manejo de las
operaciones de campo. Posteriormente se detallarán las pruebas
piloto realizadas a esta encuesta.
g.- Organización del trabajo de campo: Se inicia ya un trabajo
masivo sobre la población muéstral, pero es necesario ir
supervisando el trabajo que se va realizando y se hace una
verificación anticipada de la calidad de las respuestas de
manera de corregir la encuesta en caso de ser necesario.
h.~ Manejo de datos: Cuando el trabajo de campo se ha
terminado es necesario la edición de los cuestionarios
obtenidos para todas las etapas de la encuesta. De esta forma
los datos pueden ser codificados de la forma más simple. En el
caso presente la información obtenida se la procesará a través
de un programa de computación.
i. - Análisis de los datos: Se establecerán qué tipo de
análisis se requieren, los cuadros estadísticos y comparativos

87
que se desean obtener, y se preparará un informe final del
estudio.
2.2.2.- BASES PARA LA ELABORACIÓN DE LA ENCUESTA
Inicialmente se elaboraron varios modelos de encuestas,
con las cuales se realizaron pruebas piloto, que se centraron
en tres industrias de Quito (Fábrica EKI, Novopan y Tennis) .
Luego de analizar los resultados que se estaban obteniendo a
través de los formatos planteados, se depuró y configuró una
estructura de encuesta definitiva. Esta se dividió en los
siguientes seis Ítems, que facilitan la recolección y análisis
de los datos:
a.- IDENTIFICACIÓN DE LA INDUSTRIA: En esta parte de la
encuesta se tienen preguntas que proporcionan una información
general de la industria, esto es, su ubicación dentro de la
provincia, dirección y teléfonos, así como el nombre de la
persona entrevistada. Se hace necesario conocer el tiempo de
operación que lleva la empresa ya que esto dará una idea del
desarrollo que ha tenido y la incidencia que posee el hecho de
ser una industria privada o pública.
b. - TIPO DE PRODUCCIÓN: Aquí se busca enfocar el sector al
cual pertenece la industria, tanto por su producto como por su
tamaño; y el mercado que abarca la producción, ya que estos

datos permitirán establecer sectores de mayor desarrollo; si
las industrias que exportan sus productos están o no dentro de
las normas internacionales para ser aceptadas en el exterior.
c.- FORMACIÓN ACADÉMICA DEL PERSONAL: Existe ya en la Escuela
Politécnica Nacional una tesis de grado sobre el perfil
profesional de los ingenieros, pero se ha querido aportar con
datos adicionales a este trabajo. Se pretende verificar si los
ingenieros trabajan en puestos de decisión dentro de la
industria, qué importancia le da la industria a la capacitación
técnica, tanto a nivel profesional como del resto de personal
técnico. Se desea conocer además si dentro de los ingenieros,
los eléctricos y electrónicos están formando parte importante
dentro del área técnica de la industria.
d. - EQUIPAMIENTO ELECTRÓNICO DE LA INDUSTRIA: Este i tem
constituye la parte fundamental de la tesis puesto que en ella
se obtienen datos técnicos de los equipos electrónicos que
existen dentro de las diferentes plantas industriales.
Interesa conocer principalmente su procedencia, los voltajes
típicos que se utilizan tanto en potencia como en control, si
son análogos o digitales, si son automáticos o manuales. Es
fundamental conocer el tiempo de operación que tienen, sus
problemas y si el personal de la industria posee la capacidad
de resolverlos. Además se elabora un listado adicional de
instrumentación en el que se incluyen características
principales de sensores, controladores, transductores,
89
registradores, etc. y se verifica si dicha instrumentación la
utilizan únicamente como señal de alarma o está incluida dentro
de un proceso autocontrolado.
e. - OPERACIÓN Y MANTENIMIENTO: Una vez que se conocen los
equipos electrónicos que poseen las industrias, es importante
saber qué sucede dentro de la operación y mantenimiento de los
mismos. Esto dará una idea de si la industria tiene el
personal calificado para su funcionamiento o si recurre a
técnicos extranjeros para solucionar problemas. Se analizará,
con estos datos, la importancia de un mantenimiento preventivo
y la calibración respectiva de la instrumentación electrónica,
asi como también del control de calidad del producto terminado.
fr- OBSERVACIONES GENERALES: En este último punto se hacen
preguntas encaminadas a verificar la disposición que presentan
las personas que manejan las diversas industrias, frente a la
posibilidad real de que la Escuela Politécnica Nacional pueda
prestarle sus servicios en el asesoramiento y capacitación para
solucionar problemas técnicos y de mano de obra calificada para
manejar equipos complejos.
En el Anexo A se presenta el modelo de la encuesta tipo
utilizada, luego de realizadas las pruebas piloto respectivas
y de evaluar la funcionalidad de la misma.

90
2.3.- SELECCIÓN DE LAS INDUSTRIAS A VISITARSE
Una vez elaborada la encuesta, se procedió a seleccionar
la fracción de la población total de industrias existentes en
la provincia de Pichincha, para poder realizar visitas
personales a c/u de ellas. Para esto se acudió a los
Directorios de Industriales publicados por la Cámara de
Industrias, Cámara de Comercio y a las páginas amarillas de la
Guía Telefónica.
2.3.1.- CONDICIONES REQUERIDAS EN LA INDUSTRIA
De acuerdo a la clasificación del INEC, la industria en el
Ecuador se subdivide en los siguientes tipos:
1.- Mataderos de ganado, procesamiento de embutidos y
faenamiento de aves
2.- Elaboración de productos lácteos
3.- Procesamiento de frutas y vegetales
4.- Procesamiento de pescado
5.- Industria del aceite de palma
6.- Ingenios azucareros
7.- Producción de alcohol etílico
8.- Producción de cerveza
9.- Industria textil, manufactura de lana, algodón, nylon,
acrílico y poliester
10.- Industria de cueros (curtidurías)
91
11.- Manufactura de madera terciada (aserraderos, talleres)
12.- Manufactura de pasta kraft y papel
13.- Industria de productos químicos básicos: ácido
clorhídrico, sulfúrico y amoníaco
14.- Producción de fertilizantes y plaguicidas
15.- Producción de resinas y plásticos
16,- Producción de pinturas, barnices y lacas
17.- Industria farmacéutica
18.- Industria de jabones y detergentes
19.- Industria de goma animal
20.- Industria de explosivos
21.- Refinación de petróleo crudo: producción, tratamiento,
transporte
22.- Productos asfálticos: pavimentos
23.- Productos de caucho: llantas
24.- Industria de cerámica
25.- Industria de vidrio
26.- Industria de cemento
27.- Elaboración de productos de asbesto
28.- Industria siderúrgica
29.- Fundición de aluminio
30.- Fundición de cobre
31.- Industria de latón y bronce
32.- Fundición de plomo
33.- Galvanoplastia
34.- Enseres domésticos
35.- Plantas termoeléctricas

92
Analizando esta información y considerando los tipos de
producción que se puede encontrar en la provincia de Pichincha,
se decidió concentrar el objetivo del presente trabajo en los
siguientes subsectores: Alimenticio, Automotriz, Eléctrico,
Farmacéutico, Gráfico, Maderero, Metalmecánico, Petrolero,
Pinturas, Plásticos, Químico, Tabacalero, y Textil.
Dentro de estos subsectores y basándose en los Directorios
indicados, se seleccionó un conjunto de industrias
representativas de c/u de ellos. Se trató de que las empresas
seleccionadas sean conocidas y reúnan las condiciones de
tecnología, mercado y capacidad económica suficiente, para que
la encuesta que se realice pueda ser útil, en lo que se refiere
a la recolección de información confiable, sobre todo en
equipamiento electrónico. Por esta razón se consideró que
deben representar principalmente a los sectores de gran y
mediana industria, ya que en nuestro medio, el sector conocido
como pequeña industria trabaja básicamente a nivel de talleres
artesanales que utilizan, en el mejor de los casos, maquinaria
electromecánica, por lo que la posibilidad de encontrar equipos
con tecnología electrónica es muy baja.
2.3.2.- LISTADO DE INDUSTRIAS
De acuerdo a los condicionamientos anteriores, se
seleccionó inicialmente a 184 industrias de la provincia de
Pichincha como susceptibles de ser visitadas, constituyéndose
93
por lo tanto en el Universo total de este trabajo. De éstas se
escogió 63 industrias como fracción de la población para
realizar la toma de muestras (en este caso las encuestas
personales), considerando que es un número representativo del
conjunto.
En el Anexo B se detalla el listado de industrias
seleccionadas para realizar la encuesta planteada.
»94
CAPITULO 3
PROCESAMIENTO Y EVALUACIÓN DE RESULTADOS

95
Al haberse cumplido el tiempo que llevó el trabajo de
campo (realización de las encuestas) con resultados diversos,
se va a proceder a la evaluación general de los mismos/ sea a
través de cuadros estadísticos, básicamente para los datos
cuantitativos, como por medio de la determinación de ciertas
tendencias para los resultados obtenidos en el plano
cualitativo. Se va a analizar aqui las dificultades
encontradas para llevar a cabo visitas personales a los centros
industriales en Pichincha, asi como la gran cantidad de datos
obtenidos del trabajo.
3.1 DESARROLLO DE LAS ENCUESTAS
Una vez definido el formato de encuesta a realizarse y el
listado inicial de industrias que podrían ser visitadas, se
procedió a redactar las respectivas cartas de solicitud para
poder ingresar a las empresas, avalizadas con la Certificación

96
de la Facultad de Ingeniería Eléctrica, de que la información
obtenida será utilizada exclusivamente en la elaboración de la
presente Tesis de Grado. Las cartas indicadas constan en el
Anexo C. Cuando se comenzó a tener respuestas positivas a este
requerimiento, se realizó las visitas personales a cada
industria, con los resultados que pueden verse a continuación.
3.1.1 EVALUACIÓN DE LAS VISITAS
Se puede decir inicialmente que luego de realizadas las
encuestas a las empresas seleccionadas, se ha obtenido un
relativo éxito en la recopilación de datos. La experiencia
recogida en este campo puede calificarse de dos maneras.
1.- Cuantitativamente los resultados pueden evaluarse asi:
- Visitas planificadas: 63 (100%)
- Visitas realizadas: 53 (84% de las planificadas)
- Encuestas exitosas: 45 (85% de las visitas realizadas)
- Encuestas no exitosas: 8 (15% de las visitas realizadas)
En el numeral siguiente (3.1.2) se van a explicar las
causas por las cuales no se pudo cumplir el 100% del objetivo
planteado inicialmente. Sin embargo se considera que un
porcentaje de 85% de visitas planificadas y ejecutadas
completamente, es valedero para el efecto de este trabajo.
Cabe destacar además que las visitas se las realizó a centros

97
fabriles distribuidos en la provincia de Pichincha, esto es
Quito y sus valles aledaños: Cumbayá, Tumbaco y San Rafael
(donde se encuentra la mayor concentración de industrias como
es lógico); Santo Domingo de los Colorados, Machachi, Alóag,
Cayambe y El Quinche.
2. - Cualitativamente se pueden señalar las siguientes
particularidades encontradas en las visitas:
a.- La mayor parte de las industrias visitadas se mostraron muy
receptivas a la encuesta presentada y colaboraron de la mejor
manera posible en las respuestas a las preguntas planteadas;
permitiéndonos el acceso a las respectivas plantas industriales
de montaje y fabricación, donde la atención se realizó en un
gran número por personas especializadas del ramo.
b. - En un porcentaj e menor de empresas no se nos permitió
entrar a la planta por razones internas propias, pero
colaboraron también con la encuesta, llenando los datos
generales personalmente y los datos técnicos a través de sus
archivos de computación.
c.- En una pequeña cantidad de industrias, a pesar de ser
concertadas las citas para la visita y de habernos hecho
presentes en el lugar, no se accedió a proporcionar ninguna
información, y menos aún realizar una visita a la planta, por
razones prácticamente desconocidas.

98
d.- Por último hubo un grupo también pequeño de industrias, que
no respondió favorablemente al requerimiento de realizar la
visita ni la encuesta, indicando que no podían ayudarnos por
motivos internos o simplemente negándose a atender la solicitud
escrita ni las llamadas telefónicas realizadas.
3.1.2 DIFICULTADES ENCONTRADAS
En general se puede hablar de una buena acogida por parte
del sector industrial a una encuesta como la planteada, y una
apertura relativamente grande para responder con interés las
preguntas, por la mayor parte de las empresas visitadas.
Las dificultades que se encontraron para realizar este
trabajo de campo, podrían resumirse así:
a.- Incluso para las visitas consideradas anteriormente como
exitosas, hubo que realizar numerosas gestiones, hasta lograr
el contacto con la persona adecuada y obtener la respectiva
autorización y programación del día y hora en que se nos podía
recibir. Hubo casos en los que se llegó a ir a la industria
hasta tres veces para poder ser atendidos, con el consiguiente
gasto de recursos para movilizarnos a sitios que, en la mayor
parte de los casos, se encuentran alejados del sector urbano de
Quito.
99
b.- El caso de las industrias que por diferentes razones no nos
permitieron tener acceso a ningún tipo de información, incluso
a pesar de habernos citado a la planta, nos provocó una
considerable pérdida de tiempo y dinero, ocasionada por la
realización de gestiones que a la postre resultaron inútiles.
c. - Dentro de las industrias visitadas, los problemas para
llenar la encuesta se centraron básicamente en los siguientes
aspectos:
- Bajo nivel tecnológico del equipamiento. Se podría considerar
de manera rápida que un 60% de las plantas industriales
trabajan con maquinaria electromecánica antigua (20-30 años)
adaptada en algunos casos para funcionar, con sus respectivos
indicadores y controles manuales para ser manejados por un
operador. Un 30% de empresas tienen incorporados cierto tipo
de automatismos, más bien orientados a la supervisión de
procesos (sensores, medidores, registradores, etc.); mientras
apenas un 10% de industrias utilizan equipamiento moderno con
maquinaria nueva, que permite a su vez la supervisión y el
control de los procesos en forma totalmente automática (PLC,
controles por computador, etc.). Se debe considerar también
que las condiciones económicas y de mercado restringen mucho el
crecimiento o la mejora de la producción.
- En algunos casos existe un desconocimiento del funcionamiento
real de los equipos, por parte de las personas que dirigen la
100
parte técnica de la planta, y que se limitan a tomar acciones
sólo en caso de presentarse algún tipo de fallo.
- En ciertas empresas, el desorden y la no existencia de
condiciones adecuadas de trabajo, tanto para los equipos como
para el propio personal operador, influyó en la recopilación de
mejor información. Por ejemplo, no se tienen a mano diagramas
o manuales de las máquinas, el equipo es a veces casi
inaccesible físicamente, sólo existe una persona que sabe cómo
funciona en verdad la máquina, etc. Incluso cuando se tienen
automatismos con PLC, casi nadie está seguro de la programación
que se realizó.
A pesar de estos limitantes, se insistió sin embargo, para
llenar las encuestas de la mejor manera posible, aunque muchos
datos tuvimos que tomarlos personalmente haciendo nuestra
propia investigación de un determinado equipo instalado.
Se debe indicar además que, al concluir el trabajo en c/u
de las industrias visitadas, decidimos llenar un primer informe
con nuestra apreciación general de la empresa, con la finalidad
de obtener información adicional que refuerce el resultado de
las encuestas. Un modelo de esta hoja de informe se puede ver
en el Anexo D. Estas observaciones, que no se refieren
necesariamente a la parte técnica del trabajo, se resumen en el
cuadro 3.1 que puede verse a continuación.
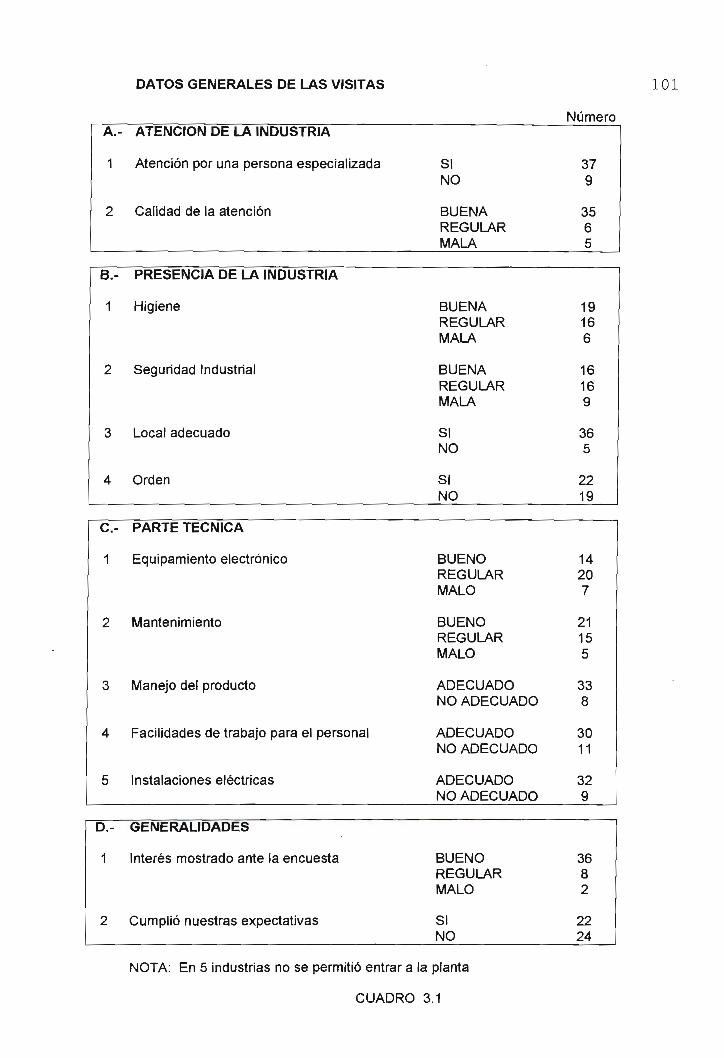
DATOS GENERALES DE LAS VISITAS 101
NúmeroA.-
1
2
ATENCIÓN DE LA INDUSTRIA
Atención por una persona especializada
Calidad de la atención
SINO
BUENAREGULARMALA
379
3565
B.- PRESENCIA DE LA INDUSTRIA
1 Higiene
2 Seguridad Industrial
3 Local adecuado
4 Orden
BUENAREGULARMALA
BUENAREGULARMALA
SINO
SINO
19166
16169
365
2219
C.- PARTE TÉCNICA
1 Equipamiento electrónico
2 Mantenimiento
3 Manejo del producto
4 Facilidades de trabajo para el personal
5 Instalaciones eléctricas
BUENOREGULARMALO
BUENOREGULARMALO
ADECUADONO ADECUADO
ADECUADONO ADECUADO
ADECUADONO ADECUADO
14207
21155
338
3011
329
D.-
1
2
GENERALIDADES
Interés mostrado ante la encuesta
Cumplió nuestras expectativas
BUENOREGULARMALO
SINO
3682
2224
NOTA: En 5 industrias no se permitió entrar a la planta
CUADRO 3.1

102
3.2 EVALUACIÓN DE RESULTADOS
Una vez terminadas las encuestas se va a realizar el
análisis de los resultados obtenidos, para lo cual se
explicará inicialmente el programa de computación que se ha
utilizado, en base al que se obtienen todos los reportes y
gráficos que se presentan a continuación.
3.2.1 PROGRAMA DE COMPUTACIÓN UTILIZADO
Se investigó la existencia de algunos programas de
computación que permitan un análisis estadístico de los datos
obtenidos en las encuestas. Al no encontrar algo
satisfactorio se determinó realizar, con ayuda de un técnico
especialista en sistemas, un programa que se adapte a
nuestras necesidades y nos permita obtener información desde
varios puntos de vista. Este se lo desarrolló para trabajar
en Microsoft Windows 95, y en la base de datos Microsoft
Access 2.0, para facilitar el uso de los datos por cualquier
persona. La disposición de los menús y submenús, hacen que
el programa sea muy versátil y muy sencillo en su manejo.
En el menú principal se tienen tres áreas diferentes
como se puede observar en el cuadro 3.2 que nos muestra la
disposición que lleva la pantalla:
- Datos
- Reportes fijos
- Reportes variables

103
Estudio técnico sobre la situación delsector industrial en Pichincha
Datos Reportes Fijos Reportes Variables
Industria |
Sector
Variable
J
Clase
CUADRO 3.2 PANTALLA MENÚ PRINCIPAL
Las tres áreas diferentes que se mencionan son:
a) DATOS: Para la introducción de los datos preliminares
obtenidos en la investigación de campo, se escoge esta
opción. Estos pueden ser susceptibles a modificación,
aumento o eliminación.
Al escoger "Industria" el programa ingresa en una nueva
pantalla, la misma que se muestra en el cuadro 3.3., donde
se guarda la información general de las industrias.
Además de esta pantalla se pueden escoger dos submenús
que son "Departamentos" y "Equipos".
En el primero de los nombrados se tiene información
respecto al organigrama y personal técnico de la industria
de acuerdo al cuadro 3.4.

INDUSTRIANúmero:
Tipo: |Privada
Añosoper.:
Entrevistado: Ing. Pablo Almeida
Producción:
Sector:
Departamentos | ¡ Kqiiifros•¡MIII BBCMMHEHIH^MBtt Mi MMW |ri—| u^MM^_^^HM
Ingenieros: [Extranjera
Tecnólogos: Extranjera
Bachilleres Técnicos: Interna
Bachilleres: Interna
•T$i!CfiftM>iBRiÉriMfe
Montaje realizado por: Nacionales
Mantenimiento preventivo?: Í~JttB
Técnicos extranjeros?:
Calibración?:
104
Lugar: InternacionalTMB
Laboratorio calidad?: I S
CUADRO 3.3 INGRESO DE DATOS GENERALES
DEPARTAMENTONombre Nivel principal
Personas a sucargo
Producción
Técnico
Mantenimiento
Producción de trabajos
Producción de Imprenta
Ing. Electrónico
Ingeniero
Icnlg. Electromecánico
[ng. Electrónico
Industria Gráfica
130
4
8
80
30
CUADRO 3.4 DATOS DEPARTAMENTO TÉCNICO
EQUIPONombre Tipo de equipo Procedencia
Voltaje de Voltaje depotencia control
ETipo
IMPRESORA OFFSET Automático SA 440 24 Híbrido
Valores
Variable Tipo Clase Inicial Final Unidad
Nivel
PresiónTemperatura
Velocidad
Velocidad
Presencia
Temperatura
Presión
Velocidad
Presencia
Sensor
Sensor
Sensor
Sensor
Medidor
Sensor
Controlador
Controlador
Controlador
Sensor
íotores Humectadores
ManómetroTermocupla
Capacitivo
Tacómetro
Inductivos
PLC'S
PLC'S
PLC'S
Ópticos
0,00
0,0030,00
0,00
0,00
0,00
30,00
0,00
0,00
0,00
100,00
100,00
300,00
30,00
100,00
0,00
300,00
100,00
30,00
0,00
V
asi
>cA
RPMu
3C
3SÍ
A
u
CUADRO 3.5 DATOS DE EQUIPOS E INSTRUMENTOS

105
La pantalla de "Equipos" que se muestra en el cuadro 3.5
se presenta dividida en dos partes, de las cuales, en la
parte superior se encuentra información de los equipos
existentes en la industria, su nombre y sus características
fundamentales mientras en la parte inferior se tienen los
instrumentos que utilizan cada uno de estos equipos para el
control del proceso.
En la opción "Sector" consta el listado de los sectores
industriales que se ha visitado. Dentro de "Variable" se
tiene un listado general de las diferentes variables que se
manipulan en los procesos industriales.
Y finalmente, en "Clase" se encuentran los nombres de
los diferentes principios físicos en.los cuales se basan los
instrumentos para su funcionamiento.
b) REPORTES FIJOS: En este campo se han establecido
reportes específicos que se los obtiene únicamente a través
de listados, de tres maneras.
Bajo el nombre de "Listado de Industrias", se adquiere
el reporte en el cual constan datos generales de la industria
(nombre, ubicación, dirección, etc.).
En "Sector Industrial" se tiene un reporte sobre el
sector al que pertenece la industria, en el cual consta el
tipo de producción, el nombre, el tamaño, los años de
operación y si se realiza calibración de equipos.

106
A continuación se tiene los reportes de "Industria e
Instrumentación", que a diferencia de los dos anteriores se
puede escoger diferentes criterios para la elaboración de los
listados, esto es el sector de la industria, el tipo de
instrumento, las variables, la clase del instrumentos y su
rango de medición.
En el programa desarrollado se puede escoger de uno en
uno los Ítems, o si se coloca un asterisco (*) se elegirá el
campo total.
c) REPORTES VARIABLES: En este menú existen dos
alternativas: reportes de 2 características o de 3
características.
Estos reportes dan una gran flexibilidad en el manejo
de los datos y cuadros estadísticos porque permiten obtener
los resultados en listados, barras o pastel. Los criterios
para la obtención de reportes se los da el usuario en función
del análisis y resultados que desea obtener. Las opciones
principales que se tienen son: CLASE, EQUIPO, INDUSTRIA,
INSTRUMENTOS, SECTOR, VARIABLE.
- En CLASE únicamente se puede escoger el nombre.
- En EQUIPO se tiene el nombre del equipo; si es automático,
semiautomático o manual; la procedencia, los voltajes de
potencia y de control que utiliza; y si es análogo, digital
o híbrido.
- En INDUSTRIA existe la opción de escoger el nombre, la

107
ubicación, la dirección, el teléfono, el tipo de industria
(Pública o Privada), años de operación, nombre del
entrevistado, tamaño de la industria (grande, mediana o
pequeña), mercado que abarca la producción (internacional,
nacional o local), montaje (Técnicos extranjeros, nacionales
o ambos) , si se realiza mantenimiento preventivo, si recurren
o no a técnicos extranjeros, si hacen calibración de equipos,
el lugar en donde lo hacen (internacional, nacional o local),
si tienen laboratorio de control de calidad, capacitación de
ingenieros, tecnólogos, bachilleres técnicos y bachilleres,
y si éstos lo hacen en el extranjero, en el país o
internamente.
- Luego se tiene INSTRUMENTOS con submenú sobre el tipo
(sensor, actuador, etc.)/ los valores iniciales y finales de
medición y sus unidades.
- Dentro de SECTOR únicamente se puede elegir el tipo de
producción (alimenticio, automotriz, etc.).
- Y por último en VARIABLE sólo se puede seleccionar el
nombre de la variable (temperatura, nivel, presión, etc).
Cabe destacar que para la elaboración de un reporte
(listado) o cuadro (gráfico) que se necesite evaluar, el
programa permite ingresar la información cruzada entre
cualesquiera de los campos indicados, hasta un máximo de 3.
Esto es, se puede escoger por ejemplo, los campos de
sector industrial (alimenticio, farmacéutico, etc.) con tipo
de instrumentos que utilizan (sensor, controlador, etc.) y
con la variable que se desea medir (temperatura, presión,

108
etc.) . Se puede obtener entonces un listado o un gráfico de
pastel o barras (en 2 ó 3 dimensiones) , que indique por
ejemplo:
- Sensores de temperatura en la industria química; o
- Actuadores de presión en todo el sector industrial; o
- Todos los instrumentos que miden velocidad en el sector
farmacéutico; etc.
Al colocar asterisco (*) en un campo dado, se toman todos los
Ítems contenidos en ese campo.
X
3.2.2. PRESENTACIÓN DE RESULTADOS
Cuando se ha terminado de ingresar a través de la
pantalla DATOS toda la información conseguida en las
encuestas, producto de las visitas exitosas realizadas, se
está en condiciones de obtener cualquier tipo de reportes o
gráficos acerca de datos del sector industrial evaluado.
Se va a comenzar con los siguientes cuadros, obtenidos
del menú REPORTES FIJOS:
- Listado de industrias (cuadro 3.6 en pág. 110), donde se
tiene la información general, esto es, nombre, ubicación,
dirección, telefono y nombre del entrevistado en c/u de las
empresas que nos recibieron.
- Del menú SECTOR INDUSTRIAL, se obtiene el cuadro 3.7 (en
págs. 111-112), que indica las industrias clasificadas por

109
sectores de producción, y aporta datos sobre el tamaño de c/u
(pequeña, mediana o gran industria), los años de operación
que tiene, y si realiza calibración de sus equipos (marcado
con una X).
- Usando el otro menú INDUSTRIA E INSTRUMENTACIÓN, se puede
ver el listado más general posible (cuadro 3.8 en págs. 113
hasta 132) , donde se tiene toda la información técnica a la
que se tuvo acceso en cada industria; esto es:
a. Tipo de empresa (pública o privada), Tamaño (pequeña,
mediana o gran industria) y Tipo de producción (alimenticio,
automotriz, etc.)
b. Tipos de instrumentos encontrados (sensor, medidor, etc.)/
qué es lo que miden (variable: temperatura, presión, etc.)
y con qué clase de dispositivo lo hacen (termocupla,
presostato, etc.)
c. El valor inicial, el valor final y la unidad con los que
trabajan los dispositivos indicados.
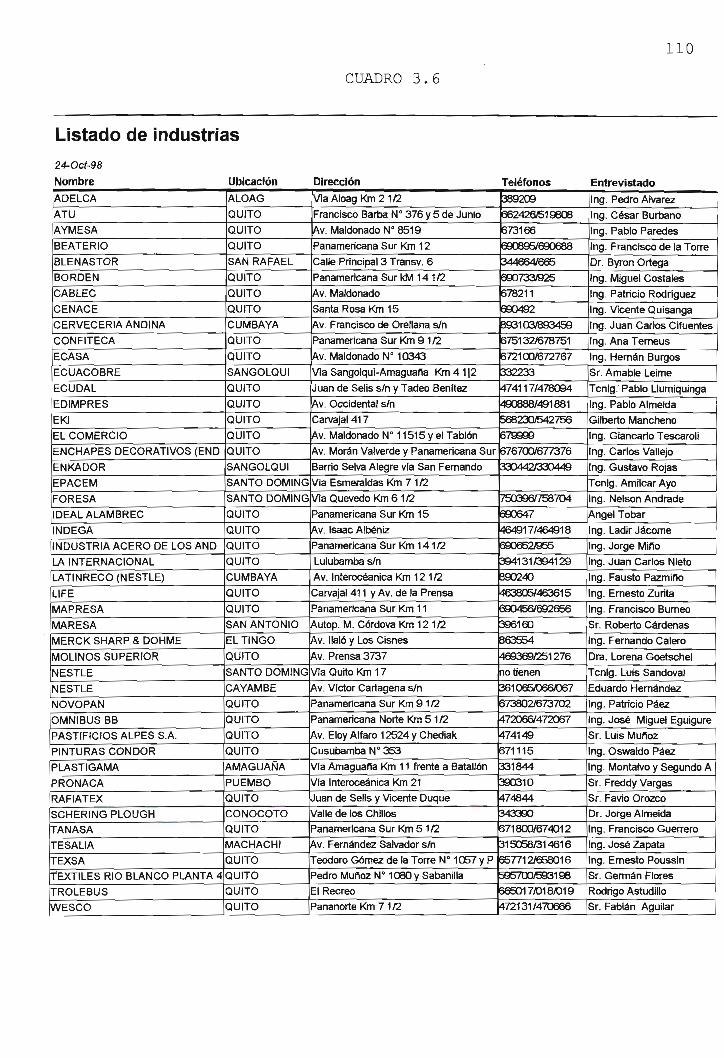
CUADRO 3.6
110
Listado de industrias24-Oct-98
Nombre Ubicación Dirección Teléfonos EntrevistadoADELCA
ATU
AYMESA
BEATERÍOBLENASTOR
BORDEN
CABLEOCENACE
CERVECERÍA ANDINA
CONFITECA
ECASAECUACOBRE
ECUDALEDIMPRES
EKI
EL COMERCIOENCHAPES DECORATIVOS (END
ENKADOR
EPACEMFORESA
IDEAL ALAMBREC
INDEGAINDUSTRIA ACERO DE LOS AND
LA INTERNACIONAL
LATINRECO (NESTLE)
LIFEMAPRESA
MARESAMERCK SHARP & DOHMEMOLINOS SUPERIOR
NESTLE
NESTLENOVOPAN
ÓMNIBUS BB
PASTIFICIOS ALPES S.A.PINTURAS CÓNDOR
PLASTIGAMA
PRONACARAFIATÉXSCHERING PLOUGHTANASATESALIATEXSATEXTILES RIO BLANCO PLANTA 4
TROLEBÚSWESCO
ALOAGQUITO
QUITOQUITO
SAN RAFAEL
QUITOQUITO
QUITO
CUMBAYAQUITO
QUITOSANGOLQUI
QUITO
QUITOQUITO
QUITO
QUITOSANGOLQUI
SANTO DOMINGSANTO DOMING
QUITO
QUITOQUITO
QUITO
CUMBAYAQUITO
QUITO
SAN ANTONIO
EL TINGOQUITOSANTO DOMING
CAYAMBEQUITOQUITO
QUITO
QUITOAMAGUAÑA
PUEMBOQUITOCONOCOTOQUITO
MACHACHIQUITOQUITOQUITOQUITO
Vía Aloag Km 2 1/2
Francisco Barba N° 376 y 5 de Junio
Av. MaldonadoN°8519Panamericana Sur Km 1 2
Calle Principal 3 Transv. 6Panamericana Sur KM 14 1/2Av. Maldonado
Santa Rosa Km 15
Av. Francisco de Orellana s/n
Panamericana Sur Km 9 1/2
Av. Maldonado NQ 10343Via Sangolqui-A maguaría Km 4 1 12
Juan de Selis s/n y Tadeo Benftez
Av. Occidental s/n
Carvajal 41 7Av. Maldonado N° 1 1515 y el Tablón
Av. Moran Valverde y Panamericana SurBarrio Selva Alegre vía San FernandoVía Esmeraldas Km 7 1/2
Vía Quevedo Km 6 1/2
Panamericana Sur Km 15
Av, Isaac AlbénizPanamericana Sur Km 14 1/2Lulubamba s/n
Av. Interoceánica Km 12 1/2
Carvajal 41 1 y Av. de la Prensa
Panamericana Sur Km 1 1Autop. M. Córdova Km 12 1/2
Av. Haló y Los CisnesAv. Prensa 3737
Vía Quito Km 1 7Av. Víctor Cartagena s/n
Panamericana Sur Km 9 1/2Panamericana Norte Km 5 1/2
Av. Eloy Alfaro 1 2524 y ChediakCusufoamba N° 353
Vía Amaguaña Km 1 1 frente a BatallónVía Interoceánica Km 21
Juan de Selis y Vicente DuqueValle de los ChillosPanamericana Sur Km 5 1/2Av. Fernández Salvador s/nTeodoro Gómez de ía Torre N° 1057 y PPedro Muñoz N° 1 080 y SabanillaEl RecreoPananorteKm71/2
389209562426)519808S73166
690895/690688
344664/665690733)925578211
090492
393103/893459575132/678751
572100/672767
332233
474117/4780941490888/491881
568230)542756679999
676700/677376330442/330449
750396/758704
690647464917/464918
690652/955394131/394129
B90240463805/463615
690456/692656
396160863554
469369/251276no tienen
361065)066/067
573802/673702472066/472067
474149
371 115
331844
390310474844343390571800/674012315058/314616557712/658016
39570aS93198365017)018)019472131/470666
Ing. Pedro AlvarezIng. César Burbano
Ing. Pablo Paredes
Ing. Francisco de la TorreDr. Byron OrtegaIng. Miguel Costales
ng. Patricio Rodríguez
ng. Vicente Quisanga
ng. Juan Garios Cifuentesng. Ana Terneus
ng. Hernán BurgosSr. Amable Leime
Tcnlg.' Pablo Llumiquínga
ng. Pablo Almeida
Gilberto Manchenong. Giancario Tescaroli
ng. Carlos Vallejong. Gustavo Rojas
Tcnlg. Amilcar Ayo
ng. Nelson AndradeÁngel Tobarng. Ladir Jácome
ng. Jorge Mino
ng. Juan Carlos Nietong. Fausto Pazmifio
ng. Ernesto Zurita
ng. Francisco Bumeo
Sr. Roberto Cárdenasng. Femando Calero
Dra. Lorena Goetschel
Tcníg. Luis SandovalEduardo Hernández
ng. Patricio Páez
ng. José Miguel EguigureSr. Luis Muñoz
ng. Oswaldo Páez
ng. Montalvo y Segundo ASr. Freddy VargasSr. Favio Orozco>. Jorge Almeidang. Francisco Guerrero
ng. José Zapatang. Ernesto PoussinSr. Germán FloresRodrigo AstudilloSr. Fabián Aguilar

CUADRO 3.7
Sector Industrial
111
Tipo deproducción
Nombre Tamaño Años deoperación
Calibraciónde equipos?
Alimenticio CERVECERÍA ANDINACONFITECA
ECUDAL
EPACEMINDEGA
LATINRECO (NESTLE)
MOLINOS SUPERIORNESTLE
NESTLE
PASTIFICIOS ALPES S.A.
PRONACATESALIA
Gran IndustriaGran Industria
Gran IndustriaMediana Industria
Gran Industria
Gran IndustriaGran Industria
Gran Industria
Pequeña IndustriaMediana Industria
Gran Industria
Gran Industria
23
31
20
25
20
14
15
25
15
10
17
94
mHElBHBBlHDHHH
Cuenta: 12
Cuenta: 2
Cuenta: 4
Porcentaje: 26,09%Automotriz
Eléctrico
AYMESAMAR ESA
ÓMNIBUS BB
Gran Industria
Gran Industria
Gran Industria
25
18
21
Cuenta: 3 PorcentaCENACE Gran Industria 1
yms
je: 6,52%
DCuenta: 1 Porcentaje: 2,17%
Farmacéutico BLENASTORLIFE
MERCK SHARP &DOHME
SCHERING PLOUGH
Mediana Industria
Gran Industria
Mediana IndustriaMediana Industria
17
50
22
18
tá
HElm
Cuenta: 4 Porcentaje: 8,70%
Gráfico IEDIMPRESEL COMERCIO
Gran Industria
Mediana Industria
14
91ym
Porcentaje: 4,35%Maderero ENCHAPES DECORATIVOS (ENDES
FORESA
MAPRESANOVOPAN
Gran Industria
Gran IndustriaGran Industria
Gran Industria
20
14
25
16
Porcentaje: 8,70%Metalmecánico ADELCA
ATU
CABLEC
ECASA
ECUACOBREIDEAL ALAMBRECINDUSTRIA ACERO DE LOS ANDES
Gran IndustriaGran Industria
Gran Industria
Gran Industria
Mediana IndustriaGran IndustriaGran Industria
30
56
31
33
25
53
22
Cuenta: 7 Porcentaje: 15,22%
Petrolero BEATERÍO Gran Industria 23 ElCuenta: 1 Porcentaje: 2,17%
Pinturas PINTURAS CÓNDORWESCO
Gran IndustriaMediana Industria
25
54HB
Cuenta: 2 Porcentaje: 4,35%
Plásticos PLASTIGAMARAFIATEX
Mediana IndustriaMediana Industria
3
4mH
Cuenta: 2 Porcentaje: 4,35%
Químico BORDEN Gran Industria 20 VIL£J
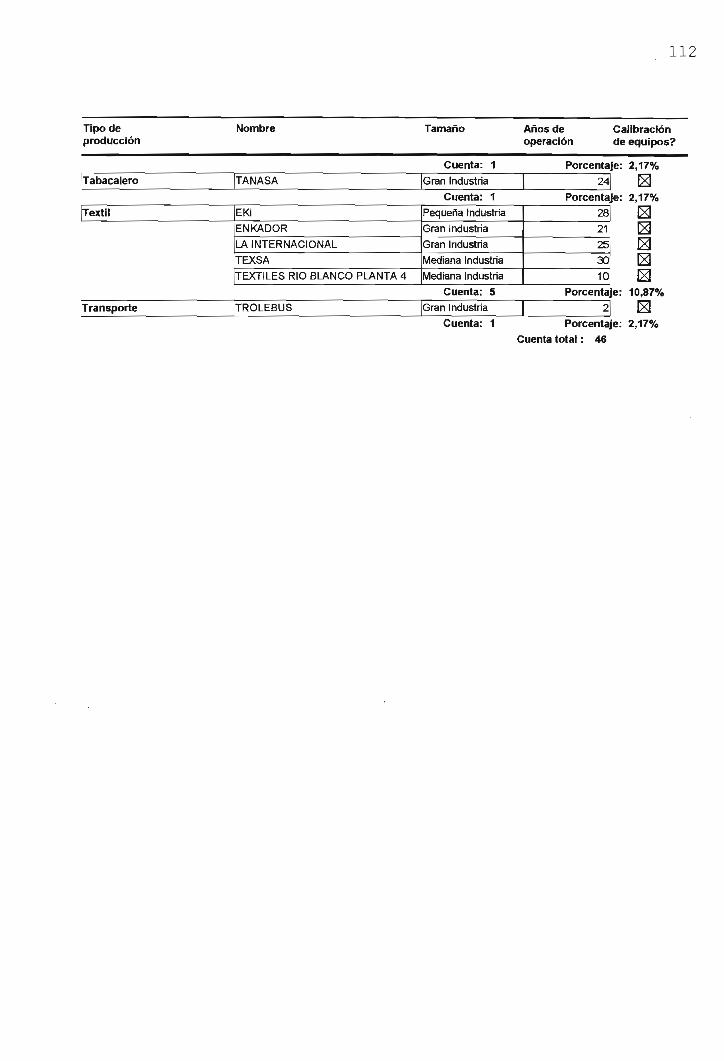
112
Tipo deproducción
Nombre Tamaño Años deoperación
Calibraciónde equipos?
Cuenta: 1 Porcentaje: 2,17%Tabacalero TAN ASA Gran Industria 24! H
Cuenta: 1 Porcentaje: 2,17%
Textil EKI
ENKADOR
LA INTERNACIONAL
TEXSA
TEXTILES RIO BLANCO PLANTA 4
Pequeña Industria
Gran Industria
Gran Industria
Mediana Industria
Mediana Industria
28
21
25
30
10
HHHHH
Cuenta: 5
Transporte TROLEBÚS Gran Industria
Cuenta: 1
Porcentaje: 10,87%
H2,17%Porcentaje
Cuenta total: 46
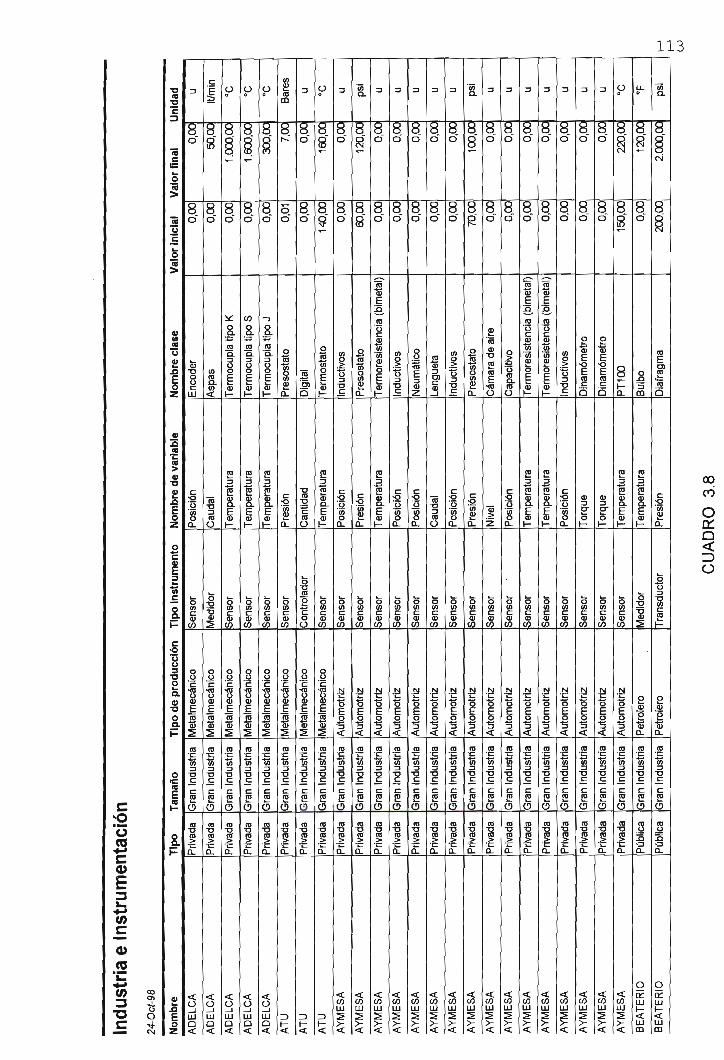
Indu
stria
e In
stru
men
taci
ón
41 *
24-O
ct-9
8
Nom
bre
Tip
o
Tam
año
Tip
o d
e p
roducc
ión
Tip
o in
stru
men
to
Nom
bre
de v
aria
ble
Nom
bre
cla
seV
alo
r in
icia
l V
alo
r fin
alU
nid
ad
AD
ELC
A
AD
ELC
A
AD
ELC
A
AD
ELC
A
AD
ELC
A
AT
U
AT
U
AT
U
AY
ME
SA
AY
ME
SA
AY
ME
SA
AY
ME
SA
AY
ME
SA
AY
ME
SA
AY
ME
SA
AY
ME
SA
AY
ME
SA
AY
ME
SA
AY
ME
SA
AY
ME
SA
AY
ME
SA
AY
ME
SA
AY
ME
SA
AY
ME
SA
BE
AT
ER
ÍO
BE
AT
ER
ÍO
Priva
da
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priva
da
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priva
da
Púb
lica
Púb
lica
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n (n
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Met
a (m
ecán
ico
Met
alm
ecán
ico
Met
alm
ecán
ico
Met
alm
ecán
ico
Met
alm
ecán
ico
Met
aim
ecán
ico
Met
alm
ecán
ico
Met
alm
ecán
ico
Aut
omot
riz
Aut
omot
riz
Aut
omot
riz
Aut
omot
riz
Aut
omot
riz
Aut
omot
riz
Aut
omot
riz
Aut
omot
riz
Aut
omot
riz
Aut
omot
riz
Aut
omot
riz
Aut
omot
riz
Aut
omot
riz
Aut
omot
riz
Aut
omot
riz
Aut
omot
riz
Pet
role
ro
Pet
role
ro
Sen
sor
Med
idor
Sen
sor
Sen
sor
Sen
sor
Sen
sor
Con
trola
dor
Sens
or
Sen
sor
Sen
sor
Sen
sor
Sen
sor
Sen
sor
Sen
sor
Sen
sor
Sen
sor
Sen
sor
Sen
sor
Sen
sor
Sen
sor
Sens
or
Sens
or
Sens
or
Sen
sor
Med
idor
íransd
uct
or
Pos
ició
n
Cau
dal
Tem
pera
tura
Tem
pera
tura
Tem
pera
tura
Pre
sión
Can
tidad
Tem
pera
tura
Pos
ició
n
Pre
sión
Tem
pera
tura
Pos
ició
n
Pos
ició
n
Cau
dal
Pos
ició
n
Pre
sión
Niv
el
Pos
ició
n
Tem
pera
tura
Tem
pera
tura
Pos
ició
n
Tor
que
Tor
que
Tem
pera
tura
Tem
pera
tura
Pre
sión
Enc
oder
Asp
as
Ter
moc
upla
tipo
K
Ter
moc
upla
tipo
S
Ter
moc
upla
tipo
J
Pre
sost
ato
Dig
ital
Ter
mos
tato
Indu
ctiv
os
Pre
sost
ato
Ter
mor
esis
tenc
ia (bi
met
al)
Indu
ctiv
os
Neu
mát
ico
Leng
üeta
Indu
ctiv
os
Pre
sost
ato
Cám
ara
de a
ire
Cap
aciti
vo
Ter
mor
esis
íenc
ia (bi
met
al)
Ter
mor
esis
tenc
ia (bi
met
al)
Indu
ctiv
os
Din
amóm
etro
Din
amóm
etro
PT10
0
Bul
bo
Dia
fragm
a
0,00
0,00
0,00
0,00
0,00
0,01
0,00
140,
00
0,00
60,0
0
0,00
0,00
0,00
0,00
0,00
70,0
0
0,00
0,00
0,00
0,00
0,00
0,00
0,00
150,
00
0,00
200,
00
0,00
50,0
0
1.00
0,00
1.60
0,00
300,
00
7,00
0,00
160,
00
0,00
120,
00
0,00
0,00
0,00 o,oq
0,00
100,
00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
220,
00
120,
00
2.00
0,00
u
It/m
in
°C °c °cB
ares u °C u psi u u u u u psi
u u u u u u u °c °F psi
CU
AD
RO
3.
8

Nom
bre
Tipo
Ta
mañ
oT
ipo
de
pro
du
cció
n
Tip
o i
nst
rum
ento
N
ombr
e d
e va
riab
leN
ombr
e cl
ase
Val
or
inic
ial
Val
or
final
Uni
dad
BE
AT
ER
ÍO
BE
AT
ER
ÍO
BE
AT
ER
ÍO
BE
AT
ER
ÍO
BE
AT
ER
ÍO
BE
AT
ER
ÍO
BE
AT
ER
ÍO
BE
AT
ER
ÍO
BE
AT
ER
ÍO
BE
AT
ER
ÍO
BE
AT
ER
ÍO
BLE
NA
ST
OR
BLE
NA
ST
OR
BLE
NA
ST
OR
BO
RD
EN
BO
RD
EN
BO
RD
EN
BO
RD
EN
BO
RD
EN
BO
RD
EN
BO
RD
EN
BO
RD
EN
CA
BLE
O
CA
BLE
C
CA
BLE
O
CA
BLE
C
CA
BLE
C
CA
BLE
C
CA
BLE
C
CA
BLE
C
Púb
lica
Púb
lica
Púb
lica
Púb
lica
Púb
fica
Púb
lica
Púb
lica
Púb
lica
Púb
lica
Púb
lica
Púb
lica
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priva
da
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n in
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Med
iana
Ind
ust
Med
iana
Indu
st
Med
iana
Indu
st
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Pet
role
ro
Pet
role
ro
Pet
role
ro
Pet
role
ro
Pet
role
ro
Pet
role
ro
Pet
role
ro
Pet
role
ro
Pet
role
ro
Pet
role
ro
Pet
role
ro
Far
mac
éutic
o
Far
mac
éutic
o
rarm
acé
utic
o
Quí
mic
o
Quí
mic
o
Quí
mic
o
Quí
mic
o
Quí
mic
o
Quí
mic
o
Quí
mic
o
Quí
mic
o
Met
alm
ecán
ico
Met
alm
ecán
ico
Met
alm
ecán
ico
Met
alm
ecán
ico
Met
alm
ecán
ico
Met
afm
ecán
ico
Met
alm
ecán
ico
Met
alm
ecán
ico
"ran
sduc
tor
Med
idor
Act
uado
r
vled
idor
Tra
nsdu
ctor
Act
uado
r
Act
uado
r
Sen
sor
vled
idor
vled
idor
vled
idor
Sen
sor
Sen
sor
Sen
sor
Sen
sor
Sen
sor
vled
idor
vled
idor
Sen
sor
Sen
sor
vled
idor
Reg
istra
dor
Sen
sor
Sen
sor
Med
idor
Con
trota
dor
vled
idor
Sens
or
Con
trola
dor
Sen
sor
Tem
pera
tura
Pre
sión
Pre
sión
Pre
sión
Gra
veda
d es
pecí
fica
Pre
sión
Pre
sión
Pre
sión
Cau
dal
Pre
sión
Pre
sión
Pre
senc
ia
Pos
ició
n
Tem
pera
tura
Niv
el
Pre
senc
ia
Tem
pera
tura
Tem
pera
tura
Tem
pera
tura
Tem
pera
tura
Tem
pera
tura
Tem
pera
tura
Pos
ició
n
Pre
senc
ia
Vol
taje
Vol
taje
Pres
ión
Vel
ocid
ad
Vel
ocid
ad
Pre
sión
Bul
bo
Dia
fragm
a
Ele
ctro
hidr
áulíc
o
Dia
fragm
a
Prin
cipi
o S
ónic
o
Arr
anca
dor
inve
rsor
Cor
rient
e el
éctr
ica
Dia
fragm
a
Tra
nsm
isor
de
puls
os
Dia
fragm
a
Dia
fragm
a
Ópt
icos
Ópt
icos
Ter
moc
upla
Ele
ctro
do tr
ansm
isor
Ópt
icos
Ter
moc
upla
tip
o J
Ter
moc
upla
tip
o J
Ter
moc
upla
Ter
moc
upla
Ter
moc
upla
Ter
moc
upla
tipo
J
Mag
nétic
o
Ele
ctro
mec
ánic
o
Vol
tímet
ro
Tra
nsfo
rmad
or
Man
ómet
ro
Tac
ómet
ro
Em
brag
ue e
léct
rico
Gal
gas
Ext
ensi
omét
ricas
0,00
0,00
0,00
0,00
0,00
0,00
0,00
900,
00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
15,0
0
20,0
0
6,00
400,
00
0,00
15,0
0
0,03
0,00
0,00
32,0
0
0,00
1.00
0,00
0,00
0,00
0,00
300,
00
0,00
300,
00
0,00
0,00
20,0
0
2.30
0,00
0,00
1.50
0,00
2.00
0,00
0,00
0,00
300,
00
0,00 o,oo¡
92,0
0
95,0
0
6,00
40Q
,OC
400,
00
92,0
d
0,03
0,00
60,0
0
33,0
0
10.0
00,0
0
1.50
0,00
0,00
0,O
C
u psi
u psi
u u mA
psi
Bar
rií/h
psi
psi
u u °C u u °C °C °c °F °F °C mm U V V psi
RP
M u u

Nom
bre
Tipo
T
amañ
oT
ipo
de
prod
ucci
ón
Tip
o i
nst
rum
ento
N
ombr
e d
e va
riab
leN
ombr
e cl
ase
Val
or
inic
ial
Val
or
final
Uni
dad
CA
BLE
O
CA
BLE
C
CA
BLE
O
CA
BLE
C
CA
BLE
C
CA
BLE
C
CA
BLE
C
CA
BLE
C
CA
BLE
C
CA
BLE
C
CA
BLE
C
CA
BLE
C
CE
RV
EC
ER
ÍA A
ND
INA
CE
RV
EC
ER
ÍA A
ND
INA
CE
RV
EC
ER
ÍA A
ND
INA
CE
RV
EC
ER
ÍA A
ND
INA
CE
RV
EC
ER
ÍA A
ND
INA
CE
RV
EC
ER
ÍA A
ND
INA
CE
RV
EC
ER
ÍA A
ND
INA
CE
RV
EC
ER
ÍA A
ND
INA
CE
RV
EC
ER
ÍA A
ND
INA
CE
RV
EC
ER
ÍA A
ND
INA
CE
RV
EC
ER
ÍA A
ND
INA
CE
RV
EC
ER
ÍA A
ND
INA
CE
RV
EC
ER
ÍA A
ND
INA
CE
RV
EC
ER
ÍA A
ND
INA
CE
RV
EC
ER
ÍA A
ND
INA
CE
RV
EC
ER
ÍA A
ND
INA
CE
RV
EC
ER
ÍA A
ND
INA
CE
RV
EC
ER
ÍA A
ND
INA
Priv
ada
Priv
ada
3riv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priva
da
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priva
da
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priva
da
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n in
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Met
al m
ecán
ico
Met
atm
ecán
ico
Met
alm
ecán
ico
Met
alm
ecán
ico
Met
alm
ecán
ico
Met
alm
ecán
ico
Met
alm
ecán
ico
Met
alm
ecán
ico
Met
alm
ecán
ico
Met
alm
ecán
ico
Met
alm
ecán
ico
Met
alm
ecán
ico
Alim
entic
io
Alim
entic
io
Alim
entic
io
Alim
entic
io
Alim
entic
io
Alim
entic
io
Alim
entic
io
Alim
entic
io
Alim
entic
io
Alim
entic
io
Alim
entic
io
Alim
entic
io
Alim
entic
io
Alim
entic
io
Alim
entic
io
Alim
entic
io
Alim
entic
io
Alim
entic
io
Sens
or
Sen
sor
Med
idor
Sen
sor
Sens
or
Tra
nsdu
ctor
Sen
sor
Con
trola
dor
Con
trola
dor
Med
idor
Sen
sor
Con
trola
dor
vled
idor
Tra
nsdu
ctor
Med
idor
vled
idor
Sen
sor
Sen
sor
vledi
dor
Sen
sor
Tra
nsdu
ctor
Con
trola
dor
vled
idor
Sen
sor
Con
trola
dor
Sen
sor
Reg
istra
dor
vled
idor
Sen
sor
Reg
istra
dor
Tem
pera
tura
Tem
pera
tura
Ten
sión
Dis
tanc
ia
Cap
acita
ncia
Cap
acita
ncia
PH Cor
rient
e
Vel
ocid
ad
Cor
rient
e
Niv
el
Pre
sión
Tem
pera
tura
Pre
sión
Pre
sión
Vac
io
Tem
pera
tura
Pos
ició
n
Tem
pera
tura
Tem
pera
tura
Pre
sión
Pre
sión
Pre
sión
Pre
sión
Pre
sión
Pre
sión
Tem
pera
tura
Tem
pera
tura
Tem
pera
tura
Tem
pera
tura
Ter
moc
upla
tip
o J
Ter
mos
tato
Ele
ctró
nico
Dio
do L
áser
Cap
aciti
vo
Señ
al e
léct
rica
Son
da
Tra
nsfo
rmad
or
Ele
ctró
nico
Am
perí
met
ro
Bar
ras
PLC
'S
Bul
bo
Dia
fragm
a
Man
ómet
ro
Pre
sost
ato
PT
100
Cap
acitiv
o
Bul
bo
Bul
bo
Dia
fragm
a
PLC
'S
Man
ómet
ro
Pre
sión
Dife
renc
ial
PLC
'S
Dia
fragm
a
PT
100
Ter
moc
upla
Ter
moc
upla
PT
100
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
3,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
400,
00
0,00
100,
00
0,00
0,00
0,00
0,00
0,00
0,00
6,00
0,00
1,50
100,
00
200,
00
200,
00
30,0
0
100,
00
0,00
200,
00
200,
00
15,0
0
0,00
30,0
0
0,00
0,00
0,00
100,
00
100,
00
100,
00
100,
00
°c u % u u u u u u KA u
bare
s
°C PS
I
PS
I
Kg/
cm2
°C U °C °c PS
I
u psi
u u u °C °C °C °c

*
Nom
bre
Tipo
T
amañ
oTi
po d
e p
rod
ucc
ión
T
ipo
ins
trum
ento
N
ombr
e d
e va
riab
leN
ombr
e cl
ase
Val
or
inic
ial
Val
or
final
Uni
dad
CE
RV
EC
ER
ÍA A
ND
INA
CE
RV
EC
ER
ÍA A
ND
INA
CE
RV
EC
ER
ÍA A
ND
INA
CE
RV
EC
ER
ÍA A
ND
INA
CE
RV
EC
ER
ÍA A
ND
INA
CE
RV
EC
ER
ÍA A
ND
INA
CE
RV
EC
ER
ÍA A
ND
INA
CE
RV
EC
ER
ÍA A
ND
INA
CE
RV
EC
ER
ÍA A
ND
INA
CE
RV
EC
ER
ÍA A
ND
INA
CE
RV
EC
ER
ÍA A
ND
INA
CO
NF
ITE
CA
CO
NF
ITE
CA
CO
NF
ITE
CA
CO
NFI
TEC
A
CO
NF
ITE
CA
CO
NF
ITE
CA
CO
NF
ITE
CA
CO
NF
ITE
CA
CO
NF
ITE
CA
CO
NF
ITE
CA
CO
NF
ITE
CA
CO
NF
ITE
CA
CO
NF
ITE
CA
CO
NF
ITE
CA
CO
NF
ITE
CA
EC
AS
A
EC
AS
A
EC
AS
A
EC
AS
A
Priva
da
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priva
da
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priva
da
Priv
ada
Priv
ada
Priva
da
Priv
ada
Priv
ada
Priv
ada
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n in
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n in
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Alim
entic
io
Alim
entic
io
Alim
entic
io
Alim
entic
io
Alim
entic
io
Alim
entic
io
Alim
entic
io
Alim
entic
io
Alim
entic
io
Alim
entic
io
Alim
entic
io
Alim
entic
io
Alim
entic
io
Alim
entic
io
Alim
entic
io
Alim
entic
io
Alim
entic
io
Alim
entic
io
Alim
entic
io
Alim
entic
io
Alim
entic
io
Alim
entic
io
Alim
entic
io
Alim
entic
io
Alim
entic
io
Alim
entic
io
Met
al m
ecán
ico
Met
al m
ecán
ico
Met
alm
ecán
ico
Met
alm
ecán
ico
Reg
istra
dor
Med
idor
Sen
sor
Sen
sor
Tra
nsdu
ctor
Reg
istra
dor
Sen
sor
Con
trola
dor
vled
idor
Sen
sor
Fra
nsdu
ctor
vled
idor
Sen
sor
Sens
or
Act
uado
r
Sen
sor
Sen
sor
Sen
sor
Sen
sor
Sen
sor
Sen
sor
Reg
istra
dor
vled
idor
Sen
sor
Sen
sor
Act
uado
r
Med
idor
Sens
or
Sen
sor
Sen
sor
Tur
bide
z re
lativ
a
Tur
bide
z re
lativ
a
Cau
dal
Cau
dal
Pre
sión
Tem
pera
tura
Tem
pera
tura
Tem
pera
tura
Pre
sión
Niv
el
Cau
dal
Tem
pera
tura
Niv
el
Tem
pera
tura
Pre
senc
ia
Pre
senc
ia
Pre
senc
ia
Pre
senc
ia
Tem
pera
tura
Tem
pera
tura
Pre
sión
Tem
pera
tura
Pre
sión
Tem
pera
tura
Pres
ión
Pres
ión
Tem
pera
tura
Tem
pera
tura
Pos
ició
n
Tem
pera
tura
Fot
ores
iste
ncia
Fot
ores
iste
ncia
Bob
inas
mag
nétic
as
Bob
inas
mag
nétic
as
Pre
sión
Dife
renc
ial
PT
100
Bul
bo
PT
100
Man
ómet
ro
Cap
aciti
vo
Mag
nétic
o
Ter
moc
upla
Vál
vula
de
Pre
sión
Ter
moc
upla
Señ
al e
léct
rica
Ópt
icos
Ópt
icos
Ópt
icos
Ter
moc
upla
Ter
moc
upla
Man
ómet
ro
Ter
moc
upla
Man
ómet
ro
Ter
moc
upla
Man
ómet
ro
Mic
rosw
itch
Ter
moc
upía
Ter
moc
upla
Mic
ropr
oces
ador
Ter
moc
upla
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
45,0
0
0,00
0,00
0,00
0,00
110,
00
130,
00
0,00
0,00
0,00
0,00
0,00
0,00
200,
00
0,00
0,00
160,
00
100,
00
100,
00
180,
00
54,0
0
0,00
100,
00
11,0
0
100,
00
160,
00
0,00
0,00
136,
00
15,0
0
55,0
0
0,00
0,00
0,00
0,00
155,
00
150,
00
0,00
100,
00
ioo,o
d10
0,00
10,0
0
0,00
300,
00
200,
00
0,00
190,
00
u U Lt/h
Lt/h U °c °c °c PS
I u u °c It °c u u u u °C °C u "C
bare
s
"C
Bar
es u °F °F u °C
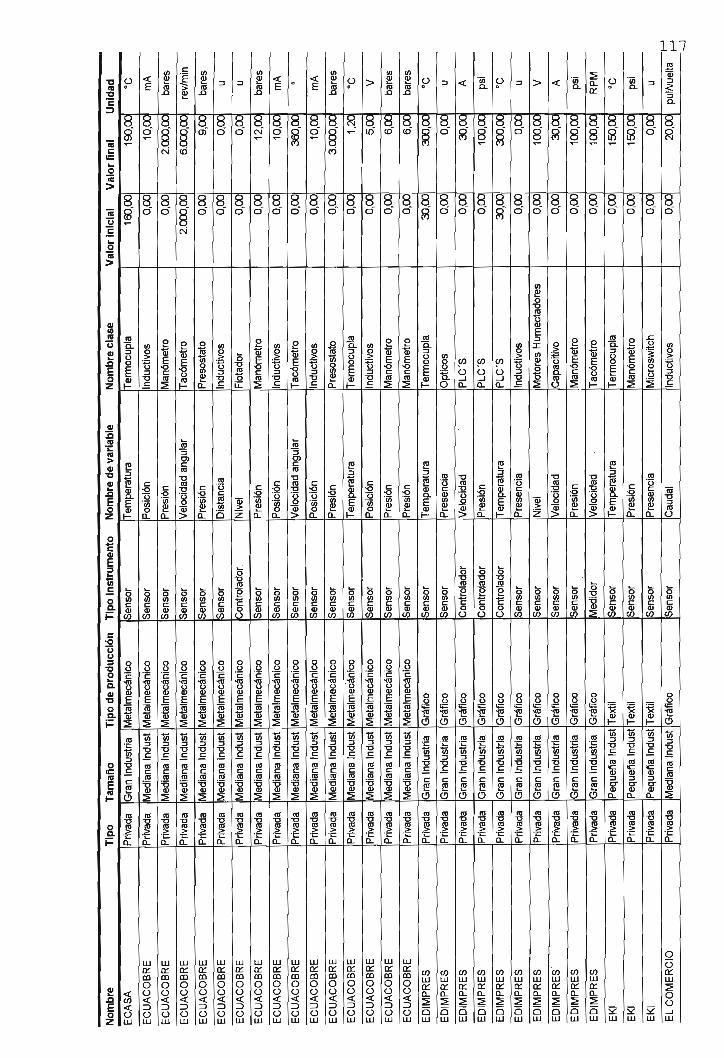
* *
Nom
bre
Tip
o
Tam
año
Tip
o d
e p
rod
ucc
ión
T
ipo
Ins
trum
ento
N
ombr
e d
e va
riab
leN
ombr
e cl
ase
Val
or
inic
ial
Val
or
final
Un
idad
E C
AS
A
EC
UA
CO
BR
E
EC
UA
CO
BR
E
EC
UA
CO
BR
E
EC
UA
CO
BR
E
EC
UA
CO
BR
E
EC
UA
CO
BR
E
EC
UA
CO
BR
E
EC
UA
CO
BR
E
EC
UA
CO
BR
E
EC
UA
CO
BR
E
EC
UA
CO
BR
E
EC
UA
CO
BR
E
EC
UA
CO
BR
E
EC
UA
CO
BR
E
EC
UA
CO
BR
E
ED
IMP
RE
S
ED
IMP
RE
S
ED
IMP
RE
S
ED
IMP
RE
S
ED
IMP
RE
S
ED
IMP
RE
S
ED
IMP
RE
S
ED
IMP
RE
S
ED
IMP
RE
S
ED
IMP
RE
S
EK
I
EK
I
EK
I
EL
CO
ME
RC
IO
Priv
ada
Priv
ada
3riv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Viv
ada
3riv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Gra
n In
dust
ria
vled
iana
Ind
ust
Med
iana
Indu
st
Med
iana
Indu
st
Med
iana
Ind
ust
Med
iana
Ind
ust
Med
iana
Ind
ust
Med
iana
Ind
ust
Med
iana
tnd
ust
Med
iana
Indu
st
Med
iana
fndu
st
Med
iana
Ind
ust
Med
iana
Ind
ust
Med
iana
Ind
ust
vled
iana
Ind
ust
Med
iana
indu
st
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n in
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Pequ
eña
Indu
st
Peq
ueña
Ind
ust
Pequ
eña
Indu
st
Med
iana
Ind
ust
Met
al m
ecán
ico
Met
alm
ecán
tco
Met
alm
ecán
ico
Met
al m
ecán
ico
Met
alm
ecán
ico
Met
atm
ecán
ico
Met
alm
ecán
ico
Met
alm
ecán
ico
Met
alm
ecán
ico
Met
alm
ecán
ico
Met
alm
ecán
ico
Met
alm
ecán
ico
Met
alm
ecán
ico
Met
alm
ecán
ico
Met
alm
ecán
ico
Met
alm
ecán
ico
Grá
fico
Grá
fico
Grá
fico
Grá
fico
Grá
fico
Grá
fico
Grá
fico
Grá
fico
Grá
fico
Grá
fico
Tex
til
Tex
til
Tex
til
Grá
fico
Sen
sor
Sen
sor
Sen
sor
Sen
sor
Sen
sor
Sen
sor
Con
troia
dor
Sen
sor
Sen
sor
Sen
sor
Sen
sor
Sen
sor
Sen
sor
Sen
sor
Sen
sor
Sen
sor
Sen
sor
Sens
or
Con
troia
dor
Con
irola
dor
Con
troia
dor
Sen
sor
Sen
sor
Sens
or
Sen
sor
Med
idor
Sens
or
Sen
sor
Sen
sor
Sen
sor
Tem
pera
tura
Pos
ició
n
Pre
sión
Vel
ocid
ad a
ngul
ar
Pre
sión
Dis
tanc
ia
Niv
el
Pre
sión
Pos
ició
n
Vel
ocid
ad a
ngul
ar
Pos
ició
n
Cre
stón
Tem
pera
tura
Pos
ició
n
Pre
sión
Pre
sión
Tem
pera
tura
Pre
senc
ia
Vel
ocid
ad
Pres
ión
Tem
pera
tura
Pre
senc
ia
Niv
el
Vel
ocid
ad
Pre
sión
Vel
ocid
ad
Tem
pera
tura
Pre
sión
Pre
senc
ia
Cau
dal
Ter
moc
upla
nduc
tivos
Man
ómet
ro
Tac
ómet
ro
Pre
sost
ato
nduc
tivos
Flo
tado
r
Man
ómet
ro
nduc
tivos
Tac
ómet
ro
nduc
tivos
Pre
sost
ato
Ter
moc
upla
Indu
ctiv
os
Man
ómet
ro
Man
ómet
ro
Ter
moc
upla
Ópt
icos
PLC
'S
PLC
'S
PLC
'S
Indu
ctiv
os
Mot
ores
Hum
ecta
dore
s
Cap
acitivo
Man
ómet
ro
Tac
ómet
ro
Ter
moc
upla
Man
ómet
ro
Mic
rosw
itch
Indu
ctiv
os
160,
00
0,00
0,00
2.00
0,00
0,0
0
0,00
0,00
0,00
0,0
0
0,0
0
0,00
0,00
0,00
0,00
0,00
0,00
30,0
0
0,00
0,00
0,00
30,0
0
0,00
0,00
0,00
0,0
0
0,00
0,00
0,00
0,00
0,00
190,
00
10,0
0
2.00
0,00
6.00
0,00
9,00
0,00
0,00
12,0
0
10,0
0
360,
0d
10,0
0
3.00
0.0C 1,20
5,00
6,00
6,00
300,
00
0,00
30,0
0
100,
00
300,
OC
0,O
C
100,
00
30,0
0
100,
00
100,
OC
150,
00
150,
00
0,00
20,0
0
°C mA
bare
s
rev/
min
bare
s
u u
bare
s
mA 0 mA
bare
s
°C V
bare
s
bare
s
°C u A psi
°C u V A psi
RP
M
°C psi
u
pul/v
uelta

Nom
bre
Tip
o
Tam
año
Tip
o d
e p
rod
ucc
ión
T
ipo
inst
rum
ento
N
om
bre
de
var
iab
leN
ombr
e cl
ase
Valo
r in
icia
l Va
lor
final
Uni
dad
EL
CO
ME
RC
IO
EL
CO
ME
RC
IO
EL
CO
ME
RC
IO
EL
CO
ME
RC
IO
EL
CO
ME
RC
IO
EL
CO
ME
RC
IO
EL
CO
ME
RC
IO
EL
CO
ME
RC
IO
EL
CO
ME
RC
IO
EL
CO
ME
RC
IO
EL
CO
ME
RC
IO
EL
CO
ME
RC
IO
EL
CO
ME
RC
IO
EL
CO
ME
RC
IO
EL
CO
ME
RC
IO
EN
CH
AP
ES
DE
CO
RA
TIV
OS
(E
ND
ES
EN
CH
AP
ES
DE
CO
RA
TIV
OS
(E
ND
ES
EN
CH
AP
ES
DE
CO
RA
TIV
OS
{EN
DE
S
EN
CH
AP
ES
DE
CO
RA
TIV
OS
(EN
DE
S
EN
CH
AP
ES
DE
CO
RA
TIV
OS
(EN
DE
S
EN
CH
AP
ES
DE
CO
RA
TIV
OS
(EN
DE
S
EN
CH
AP
ES
DE
CO
RA
TIV
OS
(E
ND
ES
EN
CH
AP
ES
DE
CO
RA
TIV
OS
(E
ND
ES
EN
CH
AP
ES
DE
CO
RA
TIV
OS
(EN
DE
S
EN
CH
AP
ES
DE
CO
RA
TIV
OS
(EN
DE
S
EN
CH
AP
ES
DE
CO
RA
TIV
OS
(EN
DE
S
EN
CH
AP
ES
DE
CO
RA
TIV
OS
(E
ND
ES
EN
CH
AP
ES
DE
CO
RA
TIV
OS
(E
ND
ES
EN
CH
AP
ES
DE
CO
RA
TIV
OS
(EN
DE
S
EN
CH
AP
ES
DE
CO
RA
TIV
OS
(EN
DE
S
Priv
ada
Priva
da
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priva
da
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priva
da
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Med
iana
Indu
st
Med
iana
Ind
ust
Med
iana
Ind
ust
Med
iana
Ind
ust
Med
iana
Ind
ust
Med
iana
Indu
st
Med
iana
Indu
st
Med
iana
Ind
ust
Med
iana
Ind
ust
Med
iana
Ind
ust
Med
iana
indu
st
Med
iana
Indu
st
Med
iana
Ind
ust
Med
iana
Indu
st
Med
iana
ind
ust
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n in
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n in
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n in
dust
ria
Gra
n In
dust
ria
Grá
fico
Grá
fico
Grá
fico
Grá
fico
Grá
fico
Grá
fico
Grá
fico
Grá
fico
Grá
fico
Grá
fico
Grá
fico
Grá
fico
Grá
fico
Grá
fico
Grá
fico
Mad
erer
o
Mad
erer
o
Mad
erer
o
Mad
erer
o
Mad
erer
o
Mad
erer
o
Mad
erer
o
Mad
erer
o
Mad
erer
o
Mad
erer
o
Mad
erer
o
Mad
erer
o
Mad
erer
o
Mad
erer
o
Mad
erer
o
Act
uado
r
Act
uado
r
Sen
sor
Sen
sor
Act
uado
r
Sen
sor
Sen
sor
Sen
sor
Sen
sor
Sen
sor
Sen
sor
Sen
sor
Sen
sor
Sen
sor
Sen
sor
Med
idor
Reg
istra
dor
Con
trofa
dor
Med
idor
vled
idor
vled
idor
Con
trola
dor
Con
trola
dor
Sen
sor
Reg
istra
dor
Reg
istra
dor
vled
idor
Med
idor
Med
idor
fran
sduc
tor
Cau
dal
Velo
cida
d
Pos
ició
n
Dre
senc
ia
Vel
ocid
ad
Con
duct
ivid
ad
Vel
ocid
ad
Posi
ción
Pre
senc
ia
Pre
senc
ia
Vel
ocid
ad
Cau
dal
Pre
senc
ia
Pre
senc
ia
Son
ido
Cor
rient
e
Tem
pera
tura
tiem
po
PH Vol
taje
Vol
taje
Tem
pera
tura
Pre
sión
Pre
sión
Con
duct
ivid
ad
Con
duct
ivid
ad
Pes
o
Hum
edad
Cor
rient
e
Cau
dal
PLC
'S
PLC
'S
Ópt
icos
nduc
tivos
PLC
'S
Cel
das
de c
ondu
ctiv
idad
Hnc
oder
nduc
tivos
nduc
tivos
Ópt
icos
Dig
ital
Neu
mát
ico
Ópt
icos
Ópt
icos
Fre
cuen
cia
Am
perí
met
ro
Ter
moc
upla
Ele
ctro
mec
ánic
o
Pot
enci
ómet
ro
Vof
t [m
etro
Vol
tímet
ro
Ter
moc
upla
Tub
o B
ourd
on
Tub
o B
ourd
on
Ele
ctro
do t
rans
mis
or
Ele
ctró
nico
•Ele
ctró
nico
Ele
ctró
nico
Am
perí
met
ro
Ele
ctró
nico
0,0
0
0,00
0,0
0
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
10,0
0
4,00
0,00
0,00
6,00
0,00
0,00
5,00
1.43
0,00
0,00
0,00
1.75
0,00
999,
00
1.43
0,00
0,00
0,00
0,00
1 .7
50,0
0
5,00 o.oq
0,00
0,00
225,
00
115,
00
30,0
0
14,0
0
600,
00
500,
00
150,
0fj
300,
00
600,
00
20,0
0
10.0
00,0
0
150,
00
30,0
0
125,
00
500,
00
psi
RP
M u u
RP
M
mic
ros
RP
M u u u
RP
M
psi
u u u A °C min u V V °c
Kg/
cm2
bare
s
mic
roS/
cm
mic
roS
/cm
Kgf % A
m3/
h

Nom
bre
Tip
o
Tam
año
Tip
o d
e p
rod
ucc
ión
T
ipo
inst
rum
ento
N
ombr
e d
e v
aria
ble
No
mb
re c
lase
Val
or
inic
ial
Val
or
final
Unid
ad
EN
CH
AP
ES
DE
CO
RA
TIV
OS
(E
ND
ES
EN
CH
AP
ES
DE
CO
RA
TIV
OS
(EN
DE
S
EN
CH
AP
ES
DE
CO
RA
TIV
OS
(EN
DE
S
EN
CH
AP
ES
DE
CO
RA
TIV
OS
(EN
DE
S
EN
CH
AP
ES
DE
CO
RA
TIV
OS
(E
ND
ES
EN
CH
AP
ES
DE
CO
RA
TIV
OS
(EN
DE
S
EN
KA
DO
R
EN
KA
DO
R
EN
KA
DO
R
EN
KA
DO
R
EN
KA
DO
R
EN
KA
DO
R
EN
KA
DO
R
EN
KA
DO
R
EN
KA
DO
R
EP
AC
EM
EP
AC
EM
EP
AC
EM
EP
AC
EM
EP
AC
EM
EP
AC
EM
EP
AC
EM
EP
AC
EM
EP
AC
EM
EP
AC
EM
FO
RE
SA
FO
RE
SA
FO
RE
SA
FO
RE
SA
FO
RE
SA
Priva
da
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priva
da
Priv
ada
Priva
da
Priv
ada
Priv
ada
Driv
ada
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n in
dust
ria
Med
iana
indu
st
Med
iana
Indu
st
Med
iana
ind
ust
Med
iana
Ind
ust
Med
iana
Ind
ust
Med
iana
Ind
ust
Med
iana
Indu
st
Med
iana
Ind
ust
Med
iana
Ind
ust
Med
iana
Ind
ust
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Mad
erer
o
Mad
erer
o
Mad
erer
o
Mad
erer
o
Mad
erer
o
Mad
erer
o
Tex
til
Tex
til
Tex
til
Tex
til
Tex
til
Tex
til
Tex
til
Tex
til
Tex
til
Alim
entic
io
Alim
entic
io
Alim
entic
io
Alim
entic
io
Alim
entic
io
Alim
entic
io
Alim
entic
io
Alim
entic
io
Alim
entic
io
Alim
entic
io
Mad
erer
o
Mad
erer
o
Mad
erer
o
Mad
erer
o
Mad
erer
o
Tran
sd.u
cíor
Tra
nsdu
ctor
Tra
nsdu
ctor
Med
idor
Reg
istra
dor
Reg
istra
dor
Sen
sor
Med
idor
Con
trola
dor
Sen
sor
Sen
sor
Sen
sor
Sens
or
Con
trola
dor
Sen
sor
Sen
sor
Con
trola
dor
Med
idor
Med
idor
Sen
sor
Con
trola
dor
vted
idor
Sen
sor
Sen
sor
Con
trola
dor
Sen
sor
Sen
sor
Sen
sor
Sen
sor
Sen
sor
Cau
dal
Cau
dal
Niv
el
nten
sida
d Lu
mín
ica
iem
po
Pre
sión
Tem
pera
tura
Pre
sión
Pre
senc
ia
Tem
pera
tura
Pre
sión
Pre
senc
ia
3 re
séñe
la
Tem
pera
tura
Niv
el
Niv
el
Tem
pera
tura
Cor
rient
e
Cor
rient
e
Tem
pera
tura
Tem
pera
tura
Tem
pera
tura
Tem
pera
tura
Pre
sión
Vel
ocid
ad
Tem
pera
tura
Tem
pera
tura
Pre
sión
^res
enci
a
Tem
pera
tura
Ele
ctró
nico
Ele
ctró
nico
Flo
tado
r
Luxó
met
ro
Ele
ctro
mec
ánic
o
Tub
o B
ourd
on
Term
ocup
la
Man
ómet
ro
Ele
ctró
nico
Ter
moc
upla
Dia
fragm
a
Indu
ctiv
os
Ópt
icos
Ter
mop
ar
nduc
tivos
Flo
tado
r
Ter
moc
upla
Am
perí
met
ro
Am
perí
met
ro
Term
ocup
la
Ter
moc
upla
Ter
moc
upla
Ter
moc
upla
Man
ómet
ro
Tac
ómet
ro
Ter
moc
upla
Ter
moc
upla
Pres
osta
to
Ópt
icos
Ter
moc
upla
0,00
0,00
0,00
0,00
0,00
0,00
180,
00
0,00
0,00
160,
00
0,00
0,00
0,00
0,00
0,00
0,00
100,
00
0,00
0,00
200,
00
0,00
0,00
0,00
110,
00
40,0
0
100,
00
0,00
150,
00
0,00
0,00
700,
00
15,0
0
0,20
600,
00
30,0
0
300,
00
200,
00
15,0
0
0,00
200,
00
100,
00
0,00
0,00
200,
00
0,00
0,00
150,
00
200,
00
40,0
0
235,
00
5,00
100,
00
5,00
120,
00
60,0
0
180,
00
100,
00
180,
00
0,00
45,0
0
m3/
h
m3/
h
bare
s
luxe
s
min
psi
°c psi u °C pa u u °C u u
0 C A A °C °C °C °C mA
RP
M
°C °C
bare
s
u °C

Nom
bre
Tip
o
Tam
año
Tip
o d
e p
rod
ucc
ión
T
ipo
inst
rum
ento
N
ombr
e d
e va
riab
leN
ombr
e cl
ase
Val
or
inic
ial
Val
or
final
Uni
dad
FO
RE
SA
FO
RE
SA
FO
RE
SA
FO
RE
SA
FO
RE
SA
FO
RE
SA
FO
RE
SA
FO
RE
SA
FO
RE
SA
IDE
AL
ALA
MB
RE
C
IDE
AL
ALA
MB
RE
C
IDE
AL
ALA
MB
RE
C
IDE
AL
ALA
MB
RE
C
IDE
AL
ALA
MB
RE
C
IDE
AL
ALA
MB
RE
C
IDE
AL
ALA
MB
RE
C
IDE
AL
ALA
MB
RE
C
IDE
AL
ALA
MB
RE
C
IDE
AL
ALA
MB
RE
C
IDE
AL
ALA
MB
RE
C
IDE
AL
ALA
MB
RE
C
IDE
AL
ALA
MB
RE
C
IDE
AL
ALA
MB
RE
C
IDE
AL
ALA
MB
RE
C
IND
EG
A
IND
EG
A
IND
EG
A
IND
EG
A
IND
EG
A
IND
EG
A
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priva
da
Priv
ada
Priv
ada
Priv
ada
Priva
da
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Mad
erer
o
Mad
erer
o
Mad
erer
o
Mad
erer
o
Mad
erer
o
Mad
erer
o
Mad
erer
o
Mad
erer
o
Mad
erer
o
Met
a Im
ecán
ico
Met
al m
ecán
ico
Met
a Im
ecán
ico
Met
alm
ecán
ico
Met
alm
ecán
ico
Met
alm
ecán
ico
Met
alm
ecán
ico
Met
alm
ecán
ico
Met
alm
ecán
ico
Met
alm
ecán
ico
Met
alm
ecán
ico
vlet
al m
ecán
ico
Met
alm
ecán
ico
Met
alm
ecán
ico
Met
alm
ecán
ico
Alim
entic
io
Alim
entic
io
Alim
entic
io
Alim
entic
io
Alim
entic
io
Alim
entic
io
Sen
sor
Sen
sor
Med
idor
Med
idor
Sen
sor
Sen
sor
Med
idor
Med
idor
Sen
sor
Sen
sor
Act
uado
r
Con
trola
dor
Sen
sor
Sen
sor
Sen
sor
Con
írola
dor
Sen
sor
Con
trola
dor
Sen
sor
Con
trola
dor
Sen
sor
Act
uado
r
Sen
sor
Sen
sor
Con
trola
dor
Med
idor
Sen
sor
Sen
sor
Sen
sor
Sen
sor
Pre
senc
ia
Pre
sión
Pre
sión
Pre
sión
Pre
sión
pres
ión h
idrá
ulic
a
Pre
sión
Tem
pera
tura
Pre
senc
ia
Tem
pera
tura
Cor
rient
e
Cor
rient
e
Pre
senc
ia
Vel
ocid
ad
Pre
senc
ia
Tem
pera
tura
Pre
senc
ia
Fre
cuen
cia
Tem
pera
tura
Tem
pera
tura
PH PH Tem
pera
tura
Pre
sión
Vel
ocid
ad
Pre
sión
Pre
senc
ia
Vel
ocid
ad
Pre
senc
ia
Pre
senc
ia
Ópt
icos
Pre
sost
ato
Man
ómet
ro
Man
ómet
ro
Man
ómet
ro
Pre
sost
ato
Pre
sost
ato
Ter
moc
upla
Ópt
icos
Ter
mor
esis
tenc
ia (b
imet
al}
Mot
or D
C
Tac
ómet
ro
nduc
tivos
Tac
ómet
ro
Mic
rosw
itch
Mic
ropr
oces
ador
Indu
ctiv
os
Mic
ropr
oces
ador
Ter
moc
upla
Ter
moc
upla
Ele
ctro
do t
rans
mis
or
Ele
ctro
válv
ula
Ter
mor
esis
tenc
ia (
bim
etal
)
Dia
fragm
a
PLC
'S
Man
ómet
ro
Indu
ctiv
os
PLC
'S
Ópt
icos
Mag
nétic
o
0,00
100,
00
0,00
0,00
100,
00
100,
00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
180,
00
400,
00
400,
00
120,
00
120,
00
150,
00
300,
00
0,00
40,0
0
0,00
2.00
0,00
0,00
2.00
0,00
0,00
420,
00
10,0
0
60,0
0
420,
00
420,
00
0,O
Q
0,00
40,0
0
0,00
0,00
10,0
0
0,00
0,00
0,00
0,00
u
bare
s
bare
s
bare
s
bare
s
bare
s
psi
°C u °C U
RP
M U
RP
M U °c V Hz
°C °c u u °C u u
bare
s
u u u u
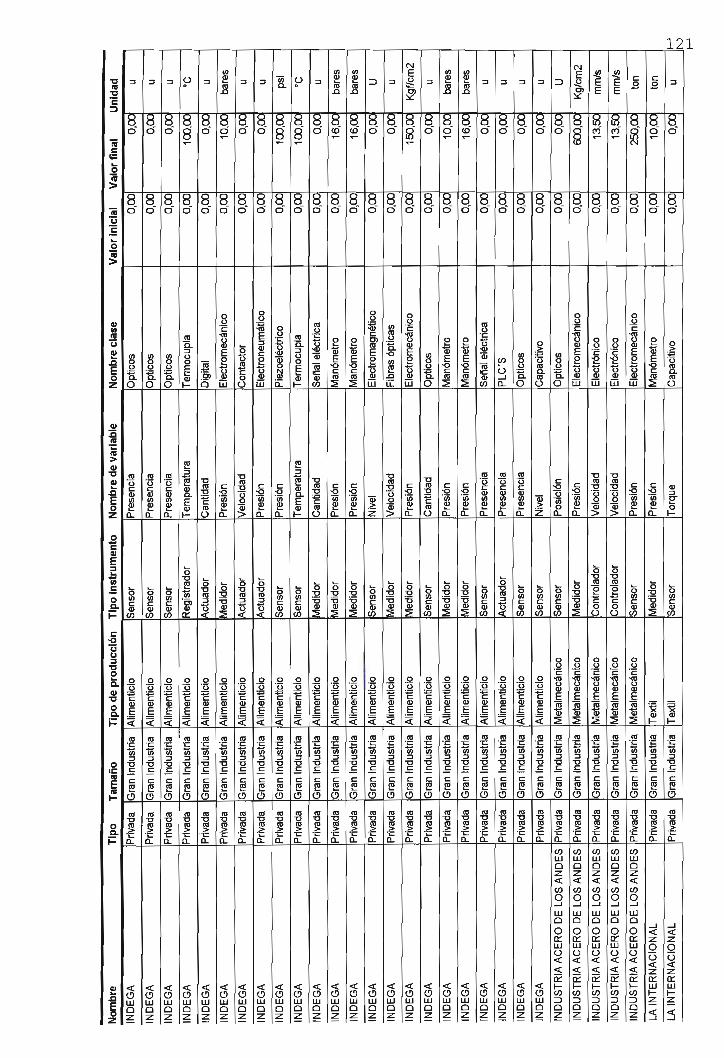
Nom
bre
Tip
oTam
año
Tip
o d
e p
roducc
ión
T
ipo
Inst
rum
ento
N
om
bre
de
var
iab
leN
om
bre
cla
seV
alo
r in
icia
l V
alo
r fin
alU
nid
ad
IND
EG
A
IND
EG
A
IND
EG
A
IND
EG
A
IND
EG
A
IND
EG
A
IND
EG
A
IND
EG
A
IND
EG
A
IND
EG
A
IND
EG
A
IND
EG
A
IND
EG
A
IND
EG
A
IND
EG
A
IND
EG
A
IND
EG
A
IND
EG
A
IND
EG
A
IND
EG
A
IND
EG
A
IND
EG
A
IND
EG
A
IND
US
TR
IA A
CE
RO
DE
LO
S A
ND
ES
IND
US
TR
IA A
CE
RO
DE
LO
S A
ND
ES
IND
US
TR
IA A
CE
RO
DE
LO
S A
ND
ES
IND
US
TRIA
AC
ER
O D
E L
OS
AN
DE
S
IND
US
TR
IA A
CE
RO
DE
LO
S A
ND
ES
LA IN
TE
RN
AC
ION
AL
LA I
NT
ER
NA
CIO
NA
L
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priva
da
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n in
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Alim
entic
io
Alim
entic
io
Alim
entic
io
Alim
entic
io
Alim
entic
io
Alim
entic
io
Alim
entic
io
Alim
entic
io
Alim
entic
io
Alim
entic
io
Alim
entic
io
Alim
entic
io
Alim
entic
io
Alim
entic
io
Alim
entic
io
Alim
entic
io
Alim
entic
io
Alim
entic
io
Alim
entic
io
Alim
entic
io
Alim
entic
io
Alim
entic
io
Alim
entic
io
Met
alm
ecán
ico
Met
al m
ecán
ico
Met
alm
ecán
ico
Met
alm
ecán
ico
Met
alm
ecán
ico
Tex
til
Tex
til
Sen
sor
Sen
sor
Sen
sor
Reg
istra
dor
Act
uado
r
Med
idor
Act
uado
r
Act
uado
r
Sen
sor
Sen
sor
Med
idor
Med
idor
Med
idor
Sen
sor
Med
idor
Med
idor
Sen
sor
Med
idor
Med
idor
Sen
sor
Act
uado
r
Sen
sor
Sen
sor
Sen
sor
Med
idor
Con
trola
dor
Con
trola
dor
Sen
sor
Vle
dido
r
Sen
sor
Pre
senc
ia
'resé
ñela
3res
enci
a
Tem
pera
tura
Can
tidad
3res
ión
Vel
ocid
ad
Pre
sión
3res
ión
Tem
pera
tura
Can
tidad
Pre
sión
Pre
sión
Niv
el
Vel
ocid
ad
Pre
sión
Can
tidad
Pre
sión
Pre
sión
Pre
senc
ia
Pre
senc
ia
Pre
senc
ia
Niv
el
Pos
ició
n
Pre
sión
Vel
ocid
ad
Velo
cidad
Pres
ión
Cre
stón
Tor
que
Ópt
icos
Ópt
icos
Ópt
icos
Ter
moc
upla
Dig
ital
Ele
ctro
mec
ánic
o
Con
tact
or
Ele
ctro
neum
átlc
o
Pie
zoel
éctri
co
Ter
moc
upla
Señ
al e
léct
rica
Man
ómet
ro
Man
ómet
ro
Ele
ctro
mag
nétic
o
Fib
ras
óptic
as
Ele
ctro
mec
ánic
o
Ópt
icos
Man
ómet
ro
Man
ómet
ro
Señ
al e
léct
rica
PLC
'S
Ópt
icos
Cap
aciti
vo
Ópt
icos
Ele
ctro
mec
ánic
o
Ele
ctró
nico
Ele
ctró
nico
Ele
ctro
mec
ánic
o
Man
ómet
ro
Cap
aciti
vo
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
100,
00
0,00
10,0
0
0,00
0,00
100,
00
100,
00
0,00
16,0
0
16,0
0
0,00
0,00
150,
00
0,00
10,0
0
16,0
0
0,00
0,00
0,00
0,00
0,00
600,
00
13,5
0
13,5
0
250,
00
10,0
0
0,00
u u u °c u
bare
s
u u psi
°C u
bare
s
bare
s
U u
Kgf
/cm
2
u
bare
s
bare
s
u u u u U
Kg/
cm2
mm
/s
mm
/s
ton
ton u

Nom
bre
Tip
o
Tam
año
Tip
o d
e pr
oduc
ción
T
ipo
ins
trum
ento
N
ombr
e d
e va
riab
leN
ombr
e cl
ase
Val
or
Inic
ial
Val
or
final
Un
idad
LA
INT
ER
NA
CIO
NA
L
LA I
NT
ER
NA
CIO
NA
L
LA
INT
ER
NA
CIO
NA
L
LA IN
TE
RN
AC
ION
AL
LA IN
TE
RN
AC
ION
AL
LA I
NT
ER
NA
CIO
NA
L
LA IN
TE
RN
AC
ION
AL
LA IN
TE
RN
AC
ION
AL
LA
INTE
RN
AC
ION
AL
LA IN
TE
RN
AC
ION
AL
LA I
NT
ER
NA
CIO
NA
L
LA IN
TE
RN
AC
ION
AL
LA I
NT
ER
NA
CIO
NA
L
LA
INT
ER
NA
CIO
NA
L
LA
INTE
RN
AC
ION
AL
LA IN
TE
RN
AC
ION
AL
LA IN
TE
RN
AC
ION
AL
LA IN
TE
RN
AC
ION
AL
LA I
NT
ER
NA
CIO
NA
L
LA
INT
ER
NA
CIO
NA
L
LA
INT
ER
NA
CIO
NA
L
LA IN
TE
RN
AC
ION
AL
LAT
INR
EC
O (
NE
ST
LE)
LAT
INR
EC
O (
NE
ST
LE)
LIFE
LIFE
LIFE
LIFE
LIFE
LIFE
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Tex
til
Tex
til
Tex
til
Tex
til
Tex
til
Tex
til
Tex
til
Tex
til
Tex
til
Tex
til
Tex
til
Tex
til
Tex
til
Tex
til
Tex
til
Tex
til
Tex
til
Tex
til
Tex
til
Tex
til
Tex
til
Tex
til
Alim
entic
io
Alim
entic
io
Far
mac
éutic
o
Far
mac
éutic
o
Far
mac
éutic
o
Far
mac
éutic
o
Far
mac
éutic
o
Far
mac
éutic
o
Sen
sor
Sen
sor
Act
uado
r
Sen
sor
Reg
istra
dor
Sen
sor
Sen
sor
Med
idor
Med
idor
Act
uado
r
Sen
sor
Sen
sor
Sen
sor
Sen
sor
Sen
sor
Sen
sor
Sen
sor
Sen
sor
Sen
sor
Sen
sor
Sen
sor
Sen
sor
Con
trola
dor
Reg
istra
dor
Con
trola
dor
Con
trola
dor
Sen
sor
Con
trola
dor
Med
idor
Con
trola
dor
Vel
ocid
ad
Tem
pera
tura
Vel
ocid
ad
Hum
edad
Tem
pera
tura
Pre
senc
ia
Dis
tanc
ia
Cor
rient
e
Vel
ocid
ad
Hum
edad
Pos
ició
n
Pre
senc
ia
Dis
tanc
ia
Dis
tanc
ia
Tem
pera
tura
Pre
senc
ia
Can
tidad
Pre
sión
Can
tidad
Pre
senc
ia
Dis
tanc
ia
Fue
rza
Hum
edad
Hum
edad
Pre
sión
Tem
pera
tura
Pre
senc
ia
Pre
sión
Pre
sión
Pre
sión
Tac
ómet
ro
Ter
moc
upla
Ser
vom
otor
Ter
moc
upla
Ter
moc
upla
Ópt
icos
Ele
ctro
mec
ánic
o
Am
perím
etro
Tac
ómet
ro
Dia
fragm
a
Ele
ctro
mec
ánic
o
Ópt
icos
Cap
aciti
vo
Ópt
icos
Ter
moc
upla
Mag
nétic
o
Var
illa
Man
ómet
ro
Cél
ula
Fot
oelé
ctric
a
Ultr
ason
ido
Cap
acitivo
Ten
sor
Hig
róm
etro
Hig
róm
etro
Man
ómet
ro
RT
D'S
Ópt
icos
Man
ómet
ro
Man
ómet
ro
Man
ómet
ro
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
30,0
0
0,00
0,00
0,00
0,00
0,00
0,00
0,00
200,
00
0,00
200,
00
200,
00
0,00
0,00
25,0
0
300,
00
0,00
0,00
0,00
0,00
0,00
100,
00
0,00
0,00
1.00
0,00
0,00
0,00
0,00
50,0
0
100,
00
35,0
0
16,0
0
10,0
0
0,00
16,0
0
150,
00
160,
00
u 'C u °c °c u u A
m/m
in
u u u u u QC u u Pa u u u gr % % bar
°C u bar
Ib/p
ulg2
psi

Nom
bre
Tipo
T
amañ
oT
ipo
de
prod
ucci
ón
Tip
o in
stru
men
to
Nom
bre
de
vari
able
Nom
bre
clas
eV
alo
r In
icia
l V
alo
r fin
alU
nida
d
LIF
E
LIFE
LIF
E
LIF
E
LIF
E
LIFE
LIFE
LIFE
UFE
LIFE
LIFE
LIFE
LIFE
LIFE
LÍFE
LIFE
LIFE
LIFE
UFE
LIF
E
LIFE
UF
E
LIFE
LIFE
LIFE
LIFE
LIFE
LIFE
LIFE
LIFE
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Far
mac
éutic
o
Far
mac
éutic
o
Far
mac
éutic
o
Far
mac
éutic
o
:arm
acéu
tico
Far
mac
éutic
o
Far
mac
éutic
o
Far
mac
éutic
o
Far
mac
éutic
o
Far
mac
éutic
o
Far
mac
éutic
o
Far
mac
éutic
o
Far
mac
éutic
o
Far
mac
éutic
o
Far
mac
éutic
o
Far
mac
éutic
o
Far
mac
éutic
o
Far
mac
éutic
o
Far
mac
éutic
o
Far
mac
éutic
o
Far
mac
éutic
o
Far
mac
éutic
o
Far
mac
éutic
o
Far
mac
éutic
o
Far
mac
éutic
o
Far
mac
éutic
o
Far
mac
éutic
o
Far
mac
éutic
o
Far
mac
éutic
o
Far
mac
éutic
o
Sen
sor
Con
trola
dor
Reg
istra
dor
Med
idor
Sen
sor
Med
idor
Con
trola
dor
Med
idor
Med
idor
Med
idor
Sen
sor
Med
idor
Med
idor
Med
idor
Vle
dido
r
vled
idor
vied
idor
Vle
dido
r
vled
idor
Con
trola
dor
Con
trola
dor
Con
trola
dor
vled
idor
vled
idor
Med
idor
vled
idor
Med
idor
Sen
sor
Reg
istra
dor
Con
trola
dor
Pre
sión
Tem
pera
tura
Vac
ío
Pre
sión
Pre
senc
ia
Pre
sión
Pre
sión
Pre
sión
Pre
sión
Vol
taje
Pre
senc
ia
Tem
pera
tura
Pre
sión
Pre
sión
Pre
sión
Pre
sión
Pre
sión
Pre
sión
Tem
pera
tura
Pre
sión
Vel
ocid
ad
Pre
sión
Vel
ocid
ad
Pre
sión
Tem
pera
tura
Tem
pera
tura
Pre
sión
Pre
sión
Tem
pera
tura
Pre
sión
Pre
sost
ato
RT
D'S
Man
ómet
ro
Man
ómet
ro
nduc
tivos
Man
ómet
ro
Man
ómet
ro
Man
ómet
ro
Man
ómet
ro
Vol
tímet
ro
Cap
aciti
vo
RT
D'S
Man
ómet
ro
Man
ómet
ro
Man
ómet
ro
Man
ómet
ro
Man
ómet
ro
Man
ómet
ro
Ter
mor
esis
tenc
ía (b
imet
aí)
Man
ómet
ro
Tac
ómet
ro
Man
ómet
ro
Tac
ómet
ro
Man
ómet
ro
Bul
bo
Bul
bo
Man
ómet
ro
Man
ómet
ro
RT
D'S
Man
ómet
ro
0,20
60,0
0
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
10,0
0
0,00
0,00
0,00
0,00
0,00
2,80
250,
00
100,
00
4,00
0,00
60,0
0
170,
00
30,0
0
10,0
0
150,
00
0,00
40,0
0
30,0
0
4,00
760,
00
30,0
0
200,
00
30,0
0
300,
00
150,
00
20,0
0
10,0
0
60,0
0
30,0
0
120,
00
150,
00
60,0
0
30,0
0
300,
00
16,0
0
bar
°F
mm
Hg
bar u
Kg/
cm2
psi
psi
bar
V u °C bar
Kg/
cm2
mm
Hg
Ib/p
ulg2
psi
psi
°C psi
RP
M
bare
s
RP
M
psi
°C °C
Ib/p
ulg2
psi
°C bar

Nom
bre
Tip
o
Tam
año
Tip
o d
e pr
oduc
ción
T
ipo
inst
rum
ento
N
om
bre
de
vari
able
Nom
bre
clas
eV
alo
r in
icia
l V
alo
r fin
alU
nid
ad
UFE
LIFE
LIFE
LIFE
LIFE
LIFE
LIFE
LIFE
LIFE
LIFE
LIFE
LIFE
LIFE
LIFE
LIFE
LIFE
LIFE
LIFE
UFE
UFE
LIFE
LIFE
LIFE
LIFE
UFE
LIFE
LIFE
UFE
LIFE
LIFE
priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Viv
ada
3riv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priva
da
Priv
ada
Priv
ada
Priv
ada
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n in
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n in
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Far
mac
éutic
o
Far
mac
éutic
o
Far
mac
éutic
o
Far
mac
éutic
o
Far
mac
éutic
o
Far
mac
éutic
o
Far
mac
éutic
o
Far
mac
éutic
o
Far
mac
éutic
o
Far
mac
éutic
o
Far
mac
éutic
o
Far
mac
éutic
o
Far
mac
éutic
o
Far
mac
éutic
o
Far
mac
éutic
o
Far
mac
éutic
o
Far
mac
éutic
o
Far
mac
éutic
o
Far
mac
éutic
o
Far
mac
éutic
o
Far
mac
éutic
o
Far
mac
éutic
o
Far
mac
éutic
o
Far
mac
éutic
o
Far
mac
éutic
o
Far
mac
éutic
o
Far
mac
éutic
o
Farm
acéu
tico
Far
mac
éutic
o
Far
mac
éutic
o
Med
idor
Con
trola
dor
Med
idor
Med
idor
Con
trola
dor
Con
trota
dor
Med
idor
Med
idor
Reg
istra
dor
vled
idor
Vle
dido
r
Med
idor
Con
trola
dor
Con
trola
dor
Con
trola
dor
Reg
istra
dor
Con
trola
dor
vled
idor
vled
idor
Con
trola
dor
vled
idor
Med
idor
Med
idor
Sen
sor
Med
idor
Med
idor
Med
idor
Sen
sor
Con
trol
ador
Con
trola
dor
Pre
sión
Pre
sión
Tem
pera
tura
Pre
sión
Tem
pera
tura
Tem
pera
tura
Pre
sión
Pre
sión
Tem
pera
tura
Dre
sión
Pre
sión
Cor
rient
e
Pre
sión
Pre
sión
Tem
pera
tura
Tem
pera
tura
Tem
pera
tura
Pre
sión
Cor
rient
e
Pre
sión
Cor
rient
e
Pre
sión
Tem
pera
tura
Pre
senc
ia
Vel
ocid
ad
Tem
pera
tura
Tem
pera
tura
Pre
senc
ia
Pres
ión
Pre
sión
Man
ómet
ro
Man
ómet
ro
Bul
bo
Man
ómet
ro
RT
D'S
Ter
moc
upla
tipo
T
Man
ómet
ro
Man
ómet
ro
Bul
bo
Man
ómet
ro
Man
ómet
ro
Am
perí
met
ro
Man
ómet
ro
Man
ómet
ro
Ter
moc
upla
tipo
K
Ter
moc
upla
tip
o S
Bul
bo
Man
ómet
ro
Am
perí
met
ro
Man
ómet
ro
Am
perí
met
ro
Man
ómet
ro
Bul
bo
Mag
nétic
o
Tac
ómet
ro
Bul
bo
Ter
moc
upla
tip
o J
Cap
aciti
vo
Man
ómet
ro
Man
ómet
ro
0.0
0
0,00
0,0
0
0,00
0,00
0,00
0,00
0,00
50,0
0
0,00
0,00
0,00
0,00
0,00
0,00
10,0
0
20,0
0
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
60,0
0
12,0
0
150,
00
60,0
0
160,
00
160,
00
6,00
4,00
150,
00
60,0
0
3,00
20,0
0
200,
00
10,0
0
150,
00
150,
00
180,
00
200,
00
25,0
0
160,
00
80,0
0
76,0
0
120,
00
0,00
20.0
00,0
0
250,
00
450,
00
0,00
12,0
0
150,
00
Ib/p
ulg2
Kg/
cm2
°C psi
°C °cK
g/cm
2
Kg/
cm2
ecIb
/pul
g2
Kg/
cm2
mA
psi
bare
s
°C °C °C psi
mA
psi
mA
cmH
g
°C u
RP
M
°C °C u
Kg/
cm2
psi

Nom
bre
Tip
o
Tam
año
Tip
o d
e p
rod
ucc
ión
T
ipo
inst
rum
ento
N
ombr
e d
e va
riab
leN
ombr
e cl
ase
Val
or
Inic
ial
Val
or
final
Uni
dad
LIFE
UFE
LIFE
LIFE
UF
E
LIFE
LIF
E
LIFE
LIFE
UF
E
UF
E
LIFE
LIFE
UFE
LIFE
LIFE
MA
PR
ES
A
MA
PR
ES
A
MA
PR
ES
A
MA
PR
ES
A
MA
PR
ES
A
MA
PR
ES
A
MA
PR
ES
A
MA
PR
ES
A
MA
PR
ES
A
MA
PR
ES
A
MA
RE
SA
MA
R E
SA
MA
RE
SA
MA
RE
SA
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Viv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priva
da
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priva
da
Priv
ada
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n in
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Far
mac
éutic
o
Far
mac
éutic
o
Far
mac
éutic
o
Far
mac
éutic
o"
Far
mac
éutic
o
:arm
acé
utic
o
Far
mac
éutic
o
Far
mac
éutic
o
Far
mac
éutic
o
Far
mac
éutic
o
Far
mac
éutic
o
Far
mac
éutic
o
Far
mac
éutic
o
Far
mac
éutic
o
Far
mac
éutic
o
Far
mac
éutic
o
Mad
erer
o
Mad
erer
o
Mad
erer
o
Mad
erer
o
Mad
erer
o
Mad
erer
o
Mad
erer
o
Mad
erer
o
Mad
erer
o
Mad
erer
o
Aut
omot
riz
Aut
omot
riz
Aut
omot
riz
Aut
omot
riz
Med
idor
Con
trola
dor
Med
idor
Med
idor
Con
trola
dor
Sen
sor
Med
idor
Con
trola
dor
Med
idor
Con
trol
ador
Con
trola
dor
Con
trola
dor
Con
trola
dor
vled
idor
Med
idor
Med
idor
Sen
sor
Reg
istra
dor
Sen
sor
Sen
sor
Sen
sor
Reg
istra
dor
vled
idor
Med
idor
Sen
sor
Sen
sor
Con
trola
dor
Reg
istra
dor
vled
idor
Con
trola
dor
Pre
sión
Pre
sión
Pre
sión
Pre
sión
Pre
sión
Tem
pera
tura
3res
ión
Pre
sión
Pre
sión
Vel
ocid
ad
Pre
sión
Tem
pera
tura
Pre
sión
Pre
sión
Pre
sión
Pre
sión
Tem
pera
tura
Tem
pera
tura
Pre
sión
Hum
edad
Pre
sión
Pre
sión
Pre
sión
Tem
pera
tura
Tem
pera
tura
Tem
pera
tura
Tem
pera
tura
Tem
pera
tura
Vol
taje
Tem
pera
tura
Man
ómet
ro
Man
ómet
ro
Man
ómet
ro
Man
ómet
ro
Man
ómet
ro
RT
D'S
Man
ómet
ro
Man
ómet
ro
Man
ómet
ro
Tac
ómet
ro
Man
ómet
ro
Ter
moc
upla
Man
ómet
ro
Man
ómet
ro
Man
ómet
ro
Man
ómet
ro
Ter
moc
upla
Ter
moc
upla
Pre
sost
ato
Hig
róm
etro
Pre
sost
ato
Pre
sost
ato
Pre
sost
ato
Ter
moc
upla
Ter
moc
upla
Ter
moc
upla
Ter
mos
tato
Ter
moc
upla
Vol
tímet
ro
Ter
mos
tato
0,0
0
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
20,0
0
0,00
0,00
0,00
0,00
0,00
0,00
0,00
100,
00
120,
00
0,00
0,00
0,00
0,00
0,00
0,00
100,
00
130,
00
130,
00
0,00
0,00
10,0
0
12,0
0
16,0
0
60,0
0
100,
00
300,
00
100,
00
200,
00
30,0
0
40,0
0
10,0
0
120,
00
14,0
0
100,
00
60,0
0
16,0
0
450,
00
130,
00
150,
00
25,0
0
180,
00
180,
00
180,
00
250,
00
60,0
0
130,
00
150,
00
150,
00
600,
00
60,0
0
Kg/
cm2
psi
bar
psi
psi
°C psi
psi
psi
RP
M
Kg/
cm2
°C bar
psi
psi
bar
°C °C psi
% psi
psi
psi
°C °F °C °c °c V °c

Nom
bre
Tipo
T
amañ
oTi
po d
e p
rod
ucc
ión
T
ipo
inst
rum
ento
N
om
bre
de
vari
able
No
mb
re c
lase
Val
or
inic
ial
Val
or f
ina!
Un
idad
MA
RE
SA
MA
RE
SA
MA
RE
SA
ME
RC
K S
HA
RP
&D
OH
ME
ME
RC
K S
HA
RP
&D
OH
ME
ME
RC
K S
HA
RP
&D
OH
ME
ME
RC
K S
HA
RP
&D
OH
ME
ME
RC
K S
HA
RP
&D
OH
ME
ME
RC
K S
HA
RP
&D
OH
ME
ME
RC
K S
HA
RP
&D
OH
ME
ME
RC
K S
HA
RP
&D
OH
ME
ME
RC
K S
K'.Í
..-'¿
OO
HM
E
ME
RC
K S
HA
RP
&D
OH
ME
ME
RC
K S
HA
RP
&D
OH
ME
ME
RC
K S
HA
RP
&D
OH
ME
ME
RC
K S
HA
RP
&D
OH
ME
ME
RC
K S
HA
RP
&D
OH
ME
ME
RC
K S
HA
RP
&D
OH
ME
ME
RC
K S
HA
RP
&D
OH
ME
ME
RC
K S
HA
RP
&D
OH
ME
ME
RC
K S
HA
RP
&D
OH
ME
ME
RC
K S
HA
RP
&D
OH
ME
ME
RC
K S
HA
RP
&D
OH
ME
ME
RC
K S
HA
RP
&D
OH
ME
ME
RC
K S
HA
RP
&D
OH
ME
MO
LIN
OS
SU
PE
RIO
R
MO
LIN
OS
SU
PE
RIO
R
MO
LIN
OS
SU
PE
RIO
R
MO
LIN
OS
SU
PE
RIO
R
MO
LIN
OS
SU
PE
RIO
R
Priv
ada
Priv
ada
Priv
ada
3riv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Viv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Driv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Med
iana
Indu
st
Med
iana
Ind
ust
Med
iana
Ind
ust
Med
iana
Ind
ust
Med
iana
Indu
st
Med
iana
Ind
ust
Med
iana
Ind
ust
Med
iana
Ind
ust
Med
iana
Indu
st
Med
iana
Ind
ust
vled
iana
Ind
ust
Med
iana
Ind
ust
Med
iana
Indu
st
Med
iana
Indu
st
Med
iana
Ind
ust
Med
iana
Ind
ust
Med
iana
Ind
ust
Med
iana
Indu
st
Med
iana
Ind
ust
Med
iana
Ind
ust
Med
iana
Ind
ust
Med
iana
Indu
st
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Aut
omot
riz
Aut
omot
riz
Aut
omot
riz
Far
mac
éutic
o
rarm
acéu
tico
Far
mac
éutic
o
Far
mac
éutic
o
Far
mac
éutic
o
:arm
acéu
tico
Farm
acéu
tico
Far
mac
éutic
o
Far
mac
éutic
o
Far
mac
éutic
o
Far
mac
éutic
o
Far
mac
éutic
o
Far
mac
éutic
o
Far
mac
éutic
o
Far
mac
éutic
o
Far
mac
éutic
o
Farm
acéu
tico
Far
mac
éutic
o
Far
mac
éutic
o
Far
mac
éutic
o
Far
mac
éutic
o
Far
mac
éutic
o
Alim
entic
io
Alim
entic
io
Alim
entic
io
Alim
entic
io
Alim
entic
io
Vle
dido
r
Med
idor
Sen
sor
Sen
sor
Sen
sor
Med
idor
Med
idor
Con
trola
dor
Con
trola
dor
Con
trola
dor
Con
trola
dor
vled
idor
Con
trola
dor
Sen
sor
Sen
sor
Con
trola
dor
Med
idor
Con
trola
dor
Con
trola
dor
vled
idor
Med
idor
Sen
sor
vled
idor
Con
trola
dor
vled
idor
Med
idor
Sen
sor
Reg
istra
dor
Sen
sor
Sen
sor
Pre
sión
Tem
pera
tura
Pre
sión
fluor
esce
ncia
mov
imie
nto
Pes
o
Vis
cosi
dad
Tem
pera
tura
Tem
pera
tura
Tem
pera
tura
Tem
pera
tura
Pes
o
Tem
pera
tura
Tem
pera
tura
Pre
sión
Tem
pera
tura
Pes
o
Tem
pera
tura
Tem
pera
tura
Tem
pera
tura
Abs
orba
ncia
Con
duct
ivid
ad
PH
Hum
edad
Hum
edad
Pre
sión
Pre
senc
ia
Vel
ocid
ad
Cau
dal
Niv
el
Dia
fragm
a
Ter
moc
upla
Man
ómet
ro
Ray
o ul
trav
iole
ta
Tac
ómet
ro
Gal
gas
Ext
ensi
omét
ricas
Ter
móm
etro
Dife
renc
ial
Ter
mop
ar
Ter
moc
upla
Ter
moc
upla
Ter
mop
ar
Gal
gas
Ext
ensi
omét
ricas
Ter
mos
tato
Cro
nóm
etro
ele
ctró
nico
Pre
sost
ato
Ter
mos
tato
Gal
gas
Ext
ensi
omét
ricas
Ter
moc
upta
tipo
J
Ter
moc
upla
Bul
bo
Det
ecto
r de
abs
orbe
ncia
Cel
das
de c
ondu
ctiv
idad
Dife
renc
ia d
e po
tenc
ial
Hig
róm
etro
Pot
enci
al
Man
ómet
ro
Mic
rosw
itch
Cam
bio
de fr
ecue
ncia
Flu
jóm
etro
Mic
rosw
itch
0,00
20,0
0
0,00
0,00
0,00
0,00
0,00
37,0
0
30,0
0
0,00
0,00
0,00
10,0
0
0,00
0,00
13,0
0
0,00
0,00
0,00
0,00
8.00
0,00
0,10
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
200,
00
125,
00
3.00
0,00
0,00
0,00
300,
00
0,01
37,0
d
200,
00
200,
00
5,00
15,0
0
30,O
Q
0,00
760,
00
29,0
0
1.50
0,00
60,0
0
60,0
0
120,
00
2.00
0,00
0,05
14,0
0
100,
00
0,00
400,
00
0,00
72,0
0
1,00
0,00
0,00
Kg/
cm2
°C
Ib/c
m2
u u Kg °c °c °c °c °c Kg °c u
mm
Hg
°C gr °C "C °C nm
mic
roS
u % u
mba
r
u Hz
GL u

* *
Nom
bre
Tipo
Ta
mañ
oTi
po d
e pr
oduc
ción
Ti
po i
nst
rum
ento
N
om
bre
de
vari
able
Nom
bre
clas
eV
alo
r In
icia
l V
alo
r fin
alU
nid
ad
MO
LIN
OS
S
UP
ER
IOR
MO
LIN
OS
SU
PE
RIO
R
MO
LIN
OS
SU
PE
RIO
R
MO
LIN
OS
SU
PE
RIO
R
NE
STL
E
NE
ST
LE
NE
ST
LE
NE
ST
LE
NE
STL
E
NE
ST
LE
NE
ST
LE
NE
STL
E
NE
ST
LE
NE
ST
LE
NE
ST
LE
NE
STL
E
NE
ST
LE
NE
ST
LE
NE
ST
LE
NE
STLE
NE
ST
LE
NE
ST
LE
NE
STLE
NE
ST
LE
NE
ST
LE
NE
ST
LE
NE
ST
LE
NE
ST
LE
NE
ST
LE
NE
ST
LE
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Driv
ada
Priv
ada
Driv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Peq
ueña
Ind
ust
Peq
uerla
Ind
ust
Peq
ueña
Indu
st
Peq
ueña
In
dust
Peq
ueña
Ind
ust
Peq
ueña
Ind
ust
Peq
ueña
Ind
ust
Peq
ueña
Ind
ust
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Alim
entic
io
Alim
entic
io
Alim
entic
io
Alim
entic
io
Alim
entic
io
Alim
entic
io
Alim
entic
io
Alim
entic
io
Alim
entic
io
Alim
entic
io
Alim
entic
io
Alim
entic
io
Alim
entic
io
Alim
entic
io
Alim
entic
io
Alim
entic
io
Alim
entic
io
Alim
entic
io
Alim
entic
io
Alim
entic
io
Alim
entic
io
Alim
entic
io
Alim
entic
io
Alim
entic
io
Alim
entic
io
Alim
entic
io
Alim
entic
io
Alim
entic
io
Alim
entic
io
Alim
entic
io
Sen
sor
Act
uado
r
Reg
istra
dor
Med
idor
Tra
nsdu
ctor
Con
trola
dor
Med
idor
Con
trola
dor
Reg
istra
dor
Con
trola
dor
Con
trola
dor
Sen
sor
Sen
sor
Sen
sor
Con
trola
dor
Tra
nsdu
ctor
Sen
sor
Sen
sor
vled
idor
Sen
sor
Con
trola
dor
Med
idor
vled
idor
Sen
sor
Con
trola
dor
vled
idor
Tra
nsdu
ctor
Med
idor
Con
trola
dor
Med
idor
Pos
ició
n
Pos
ició
n
Vel
ocid
ad
Cau
dal
Niv
el
Tem
pera
tura
Pre
sión
Pre
sión
Tem
pera
tura
Tem
pera
tura
Tem
pera
tura
Pre
sión
Tem
pera
tura
Can
tidad
Tem
pera
tura
Áng
ulo
Pre
senc
ia
Pre
senc
ia
Tem
pera
tura
Pes
o
Por
cent
aje
de s
ólid
os
Cau
dal
Niv
el
Tem
pera
tura
Pes
o
Por
cent
aje
de s
ólid
os
Pre
sión
Pre
sión
Pre
sión
Tem
pera
tura
Mic
rosw
itch
Señ
al e
léct
rica
Cam
bio
de f
recu
enci
a
Flu
jóm
etro
Neu
mát
ico
RT
D'S
Pre
sost
ato
Pre
sost
ato
Ter
moc
upla
Ter
moc
upla
Ter
moc
upla
Pre
sost
ato
Ter
mor
esis
tenc
ia
(bim
etal
)
Cél
ula
Fot
oelé
ctric
a
RT
D'S
Mic
ropr
oces
ador
Ópt
icos
Indu
ctiv
os
Bul
bo
Opt
oaco
plad
or
Señ
al e
léct
rica
Leng
üeta
Man
ómet
ro
Bul
bo
Gal
gas
Exí
ensi
oméí
rica
s
Cor
iolis
is
Cer
ámic
a
Cer
ámic
a
Cer
ámic
a
Ter
mop
ar
0,00
0,00
0,00
0,00
0,00
114,
00
0,00
0,00
0,00
1,00
75,0
0
50,0
0
0,00
0,00
140,
00
0,00
0,00
0,00
0,00
0,00
4,00
0,00
3,00
0,00
0,00
0,00
0,00
0,00
0,00
250,
00
0,00 o,o
d10
0,00
1.00
0,00
0,00
114,
00
30,0
0
20,0
0
o,od
3,00
80,0
0
75,0
0
0,00!
0,00
160,
00
0,00
0,00
0,00
4,00 o,od
20,0
0
1.00
0,00
15,0
0
10,0
0
0,00
100,
00
250,
00
250,
00
250,
00
400,
00
u u Hz
GL u QC
bare
s
bare
s
diar
io
8C °C psi
U u °C u u u °c u mA
m3
psi
°C u %
bare
s
bare
s
bare
s
°C
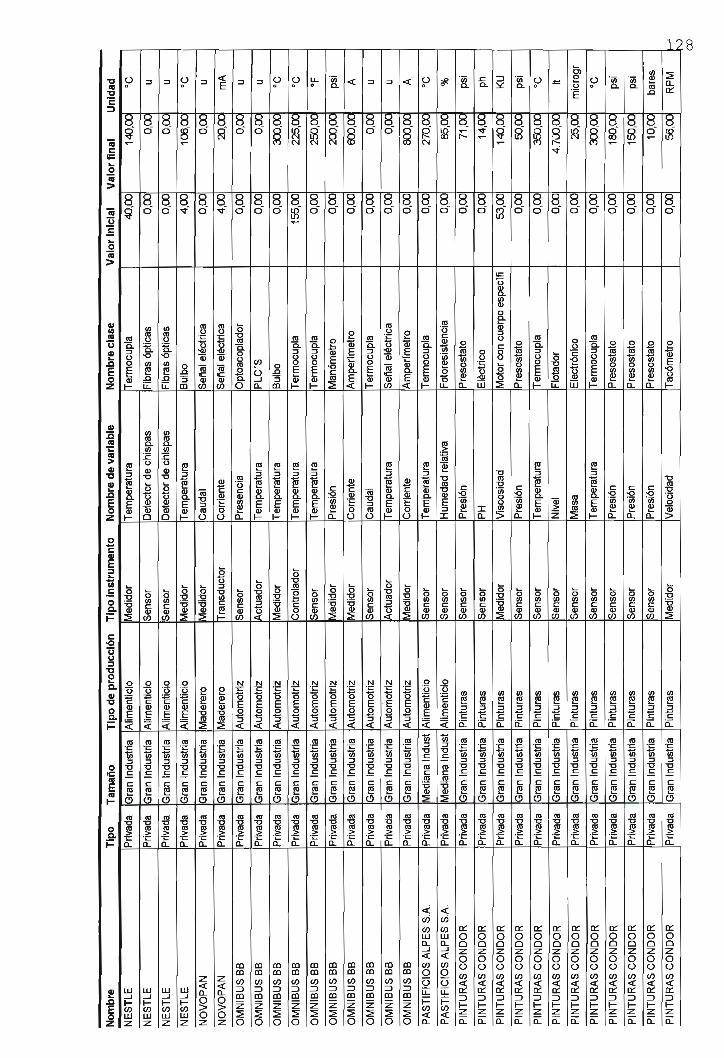
Nom
bre
Tip
o
Tam
año
Tip
o d
e pr
oduc
ción
T
ipo
ins
trum
ento
N
ombr
e d
e va
riab
leN
ombr
e cl
ase
Val
or
inic
ial
Val
or
final
Uni
dad
NE
ST
LE
NE
ST
LE
NE
ST
LE
NE
ST
LE
NO
VO
PA
N
NO
VO
PA
N
ÓM
NIB
US
BB
ÓM
NIB
US
BB
ÓM
NIB
US
BB
ÓM
NIB
US
BB
ÓM
NIB
US
BB
ÓM
NIB
US
BB
ÓM
NIB
US
BB
ÓM
NIB
US
BB
ÓM
NIB
US
BB
ÓM
NIB
US
BB
PA
ST
IFIC
IOS
AL
PE
S S
.A.
PA
ST
IFIC
IOS
ALP
ES
S.A
.
PIN
TU
RA
S C
ÓN
DO
R
PIN
TU
RA
S C
ÓN
DO
R
PIN
TU
RA
S C
ÓN
DO
R
PIN
TU
RA
S C
ÓN
DO
R
PIN
TU
RA
S C
ÓN
DO
R
PIN
TU
RA
S C
ÓN
DO
R
PIN
TU
RA
S C
ÓN
DO
R
PIN
TU
RA
S C
ÓN
DO
R
PIN
TU
RA
S C
ÓN
DO
R
PIN
TU
RA
S C
ÓN
DO
R
PIN
TU
RA
S C
ÓN
DO
R
PIN
TU
RA
S C
ÓN
DO
R
Priv
ada
3riv
ada
Priv
ada
Priv
ada
Viv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Driv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Med
iana
Ind
ust
Med
iana
Indu
st
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Alim
entic
io
Alim
entic
io
Alim
entic
io
Alim
entic
io
Mad
erer
o
Mad
erer
o
Aut
omot
riz
Aut
omot
riz
Aut
omot
riz
Aut
omot
riz
Aut
omot
riz
Aut
omot
riz
Aut
omot
riz
Aut
omot
riz
Aut
omot
riz
Aut
omot
riz
Alim
entic
io
Alim
entic
io
Pin
tura
s
Pin
tura
s
Pin
tura
s
Pin
tura
s
Pin
tura
s
Pin
tura
s
Pin
tura
s
Pin
tura
s
Pin
tura
s
Pin
tura
s
Pin
tura
s
Pin
tura
s
Med
idor
Sen
sor
Sen
sor
Med
idor
Med
idor
Tra
nsdu
ctor
Sen
sor
Act
uado
r
Med
idor
Con
trola
dor
Sen
sor
Med
idor
Med
idor
Sen
sor
Act
uado
r
vled
idor
Sen
sor
Sen
sor
Sen
sor
Sen
sor
vled
idor
Sen
sor
Sen
sor
Sen
sor
Sen
sor
Sen
sor
Sen
sor
Sen
sor
Sen
sor
Med
idor
Tem
pera
tura
Det
ecto
r de
chi
spas
Det
ecto
r de
chi
spas
Tem
pera
tura
Cau
dal
Cor
rient
e
Pre
senc
ia
Tem
pera
tura
Tem
pera
tura
Tem
pera
tura
Tem
pera
tura
Pre
sión
Cor
rient
e
Cau
dal
Tem
pera
tura
Cor
rient
e
Tem
pera
tura
Hum
edad
rela
tiva
Pre
sión
PH
Vis
cosi
dad
Pre
sión
Tem
pera
tura
Niv
el
Mas
a
Tem
pera
tura
Pre
sión
Pre
sión
Pre
sión
Vel
ocid
ad
Ter
moc
upla
Fib
ras
óptic
as
Fib
ras
óptic
as
Bul
bo
Señ
al e
léct
rica
Señ
al e
léct
rica
Opt
oaco
plad
or
PL
C'S
Bul
bo
Ter
moc
upla
Ter
moc
upla
Man
ómet
ro
Am
perím
etro
Ter
moc
upla
Señ
al e
léct
rica
Am
perí
met
ro
Ter
moc
upla
Fot
ores
iste
ncia
Pre
sost
ato
Elé
ctric
o
Mot
or c
on c
uerp
o es
pecl
fi
Pre
sost
ato
Ter
moc
upla
Flo
tado
r
Ele
ctró
nico
Ter
moc
upla
Pre
sost
ato
Pre
sost
ato
Pre
sost
ato
Tac
ómet
ro
40,0
0
0,00
0,00
4,00
0,00
4,00
0,00
0,00
0,00
155,
00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
53,0
0
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
140,
00
0,00
0,00
106,
00
0,00
20,0
0
0,00 o,od
300,
00
225,
00
250,
00
200,
00
600,
00
0,00
0,00
800,
00
270,
00
85,0
0
71,0
0
14,0
0
140,
00
50,0
0
350,
00
4.70
0,00
25,oq
300.
0C
180,
00
150,
00
10,0
0
56,0
0
°C u u °C u mA u u °C QC °F psi
A u u A °C % psi
ph KU psi
°C It
mic
rogr
°C psi
psi
bare
s
RP
M
co

Nom
bre
Tip
o
Tam
año
Tip
o d
e p
rod
ucc
ión
T
ipo
ins
trum
ento
N
ombr
e d
e va
riab
leN
ombr
e cl
ase
Val
or
inic
ial
Val
or
final
Uni
dad
PIN
TU
RA
S C
ÓN
DO
R
PIN
TU
RA
S C
ÓN
DO
R
PIN
TU
RA
S C
ÓN
DO
R
PIN
TU
RA
S C
ÓN
DO
R
PIN
TU
RA
S C
ÓN
DO
R
PIN
TU
RA
S C
ÓN
DO
R
PIN
TU
RA
S C
ÓN
DO
R
PIN
TU
RA
S C
ÓN
DO
R
PIN
TU
RA
S C
ÓN
DO
R
PIN
TU
RA
S C
ÓN
DO
R
PLA
ST
IGA
MA
PLA
ST
IGA
MA
PLA
ST
IGA
MA
PLA
ST
IGA
MA
PLA
ST
IGA
MA
PLA
ST
IGA
MA
PLA
ST
IGA
MA
PR
ON
AC
A
PR
ON
AC
A
PR
ON
AC
A
PR
ON
AC
A
PR
ON
AC
A
PR
ON
AC
A
PR
ON
AC
A
PR
ON
AC
A
RA
FIA
TE
X
RA
FIA
TE
X
RA
FIA
TE
X
RA
FIA
TE
X
RA
FIA
TE
X
Priva
da
Priv
ada
Priv
ada
Priv
ada
3riv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
3riv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priva
da
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priva
da
Priva
da
Priva
da
Priv
ada
Priva
da
Priva
da
Priv
ada
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Med
iana
Ind
ust
Med
iana
Ind
ust
Med
iana
Ind
ust
Med
iana
Ind
ust
Med
iana
Ind
ust
Med
iana
Ind
ust
Med
iana
Ind
ust
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Med
iana
Ind
ust
Med
iana
Indu
st
Med
iana
Ind
ust
Med
iana
Ind
ust
Med
iana
Ind
ust
Pin
tura
s
Pint
uras
Pin
tura
s
Pin
tura
s
Pin
tura
s
Pin
tura
s
Pin
tura
s
Pin
tura
s
Pin
tura
s
Pin
tura
s
Plá
stic
os
Plá
stic
os
Plá
stic
os
Plá
stic
os
Plá
stic
os
Plá
stic
os
Plá
stic
os
Alim
entic
io
Alim
entic
io
Alim
entic
io
Alim
entic
io
Alim
entic
io
Alim
entic
io
Alim
entic
io
Alim
entic
io
Plá
stic
os
Plá
stic
os
Plá
stic
os
Plá
stic
os
Plá
stic
os
Med
idor
Sen
sor
Sen
sor
Sen
sor
Sen
sor
Sen
sor
Sen
sor
Sen
sor
Sen
sor
Sen
sor
Sen
sor
Con
trola
dor
Con
trola
dor
Con
trola
dor
Sen
sor
Med
idor
Sen
sor
Sen
sor
Med
idor
Sen
sor
Sen
sor
Sen
sor
Sen
sor
Med
idor
Med
idor
Sen
sor
Act
uado
r
Sen
sor
Sen
sor
Con
trota
dor
Cau
dal
Niv
el
Pre
sión
Niv
el
Pre
sión
Tem
pera
tura
Tem
pera
tura
Tem
pera
tura
Pre
sión
Tem
pera
tura
Niv
el
Tem
pera
tura
Vac
io
Tem
pera
tura
Pos
ició
n
Pre
sión
Tem
pera
tura
Niv
el
Cau
dal
Pre
senc
ia
Pre
senc
ia
Vel
ocid
ad
Tem
pera
tura
Pes
o
Pes
o
Tem
pera
tura
Pre
senc
ia
Pre
senc
ia
Pre
senc
ia
Vel
ocid
ad
Asp
as
Flo
tado
r
Dia
fragm
a
Flo
tado
r
Dia
fragm
a
Ter
moc
upla
Ter
moc
upla
Ter
moc
upla
Pre
sost
ato
Ter
moc
upla
Indu
ctiv
os
Ter
moc
upla
Mot
or D
C
PID
Infr
arro
jos
Man
ómet
ro
Ter
moc
upla
Ele
ctro
mec
ánic
o
Ele
ctró
nico
Mot
or c
on p
alet
a
Indu
ctiv
os
Indu
ctiv
os
Ter
moc
upla
Cel
das
elec
trón
icas
Cel
das
elec
tróni
cas
Piró
met
ros
PLC
'S
Ópt
icos
Ópt
icos
Indu
ctiv
os
0,00 1,00
0,0
0
1,00
0,00
0,00
0,00
0,00
0,00
10,0
0
0,00
180,
00
0,00
0,00
0,00
0,00
160,
00
0,00
0,00
0,00
0,00
60,0
0
0,00
0,00
0,00
270,
00
0,00
0,00
0,00
0,00
12,0
0
20,0
0
80,0
0
4,00
60,0
0
260,
00
200,
00
300,
00
125,
00
35,0
0
0,00
190,
00
2,00
0,00
0,00
0,00
16,0
0
190,
00
0,00
80,0
0
0,00
0,00
80,0
0
150,
00
100,
00
1.80
0,00
280,
00
0,00
0,00
0,00
36,0
0
gl/m
in
It psi
It psi
°C °C °C psi
°C u °C RP
M
U u
bare
s
°C u
lit/m
in
u u
RP
M
°C Ib Kg °C u u u
m/m
in

'•
Nom
bre
Tip
o
Tam
año
Tip
o d
e p
roducc
ión
Tip
o in
stru
men
to
Nom
bre
de v
aria
ble
Nom
bre
cla
seV
alo
r in
icia
l V
alo
r fin
alU
nid
ad
RA
FIA
TE
X
RA
FIA
TE
X
RA
FIA
TE
X
RA
FIA
TE
X
RA
FIA
TE
X
SC
HE
RIN
G P
LOU
GH
SC
HE
RIN
G P
LOU
GH
SC
HE
RIN
G P
LOU
GH
SC
HE
RIN
G P
LOU
GH
SC
HE
RIN
G
PLO
UG
H
TA
NA
SA
TA
NA
SA
TA
NA
SA
TA
NA
SA
TA
NA
SA
TA
NA
SA
TA
NA
SA
TA
NA
SA
TA
NA
SA
TA
NA
SA
TA
NA
SA
TA
NA
SA
TA
NA
SA
TA
NA
SA
TA
NA
SA
TA
NA
SA
TE
SA
LIA
TE
SA
LIA
TE
SA
LIA
TE
SA
LIA
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Med
iana
Indu
st
Med
iana
Irtd
ust
Med
iana
Ind
ust
Med
iana
ind
ust
Med
iana
Ind
ust
Med
iana
Ind
ust
Med
iana
Ind
ust
Med
iana
Ind
ust
Med
iana
Ind
ust
Med
iana
Ind
ust
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Plá
stic
os
Plá
stic
os
Plá
stic
os
Plá
stic
os
Plá
stic
os
Far
mac
éutic
o
Far
mac
éutic
o
Far
mac
éutic
o
Far
mac
éutic
o
Far
mac
éutic
o
Tab
acal
ero
Tab
acal
ero
Tab
acal
ero
Tab
acal
ero
Tab
acal
ero
Tab
acal
ero
Tab
acal
ero
Tab
acal
ero
Tab
acal
ero
Tab
acal
ero
Tab
acal
ero
Tab
acal
ero
Tab
acal
ero
Tab
acal
ero
Tab
acal
ero
Tab
acal
ero
Alim
entic
io
Alim
entic
io
Alim
entic
io
Alim
entic
io
Con
trola
dor
Sen
sor
Sen
sor
Sen
sor
Sen
sor
Med
idor
Sen
sor
Med
idor
Sen
sor
Sen
sor
Sen
sor
Sen
sor
Sen
sor
Con
trola
dor
vled
idor
Med
idor
Sen
sor
Sen
sor
Tra
nsdu
ctor
Con
trola
dor
vled
idor
Sen
sor
Sen
sor
Con
trola
dor
Sen
sor
Tra
nsdu
ctor
Con
trola
dor
'
Sen
sor
Act
uado
r
Sen
sor
Vel
ocid
ad
Vel
ocid
ad
Vel
ocid
ad
Tem
pera
tura
Tem
pera
tura
Res
istiv
idad
3 re
séñe
la
nten
sida
d Lu
mín
ica
Pre
senc
ia
Pre
senc
ia
Tem
pera
tura
Pre
senc
ia
Pre
senc
ia
Pre
sión
Tem
pera
tura
Pre
sión
Tem
pera
tura
Mas
a
Pre
sión
Pre
sión
Cau
dal
Hum
edad
Pre
senc
ia
Hum
edad
Pre
sión
Pre
sión
Hum
edad
Tem
pera
tura
Tem
pera
tura
Tem
pera
tura
nduc
tivos
nver
sor
de f
recu
enci
a
nduc
tivos
Piró
met
ros
Piró
met
ros
Dig
ital
Ópt
icos
Ele
ctro
mec
ánic
o
Ópt
icos
Ópt
icos
Bul
bo d
e e
xpan
sión
Ópt
icos
Ópt
icos
Pre
sión
Dife
renc
ial
Bul
bo
Man
ómet
ro
Bul
bo d
e ex
pans
ión
Flu
jóm
etro
de
mas
a
Pre
sión
Dife
renc
ial
Ele
ctró
nico
rlujó
metro
Ref
lexi
ón d
el e
spec
tro d
e 1
Indu
ctiv
os
Señ
al e
léct
rica
Tub
o V
entu
ri
Pie
zoel
éctri
co
Ter
moc
upla
Ter
moc
upla
PL
C'S
Ter
moc
upla
0,00
5,00
44,0
0
0,00
140,
00
0,00
0,00
0,00
0,00
. 0,
00
20,0
0
0,00
0,00
0,00
0,00
0,00
20,0
0
0,00
3,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
: 31
0,00
310,
00
0,00
150,
00
120,
00
30,0
0
100,
00
160,
00
20,0
0
0,00
18,0
0
0,00
0,00
30,0
0
0,00
0,00
15,0
0
120,
00
150,
00
30,0
0
400,
00
15,0
0
160,
00
400,
00
0,00
0,00
0,00
15,0
0
100,
00
100,
00
200,
00
200,
00
100,
00
m/m
in
Hz
m/m
in
°C °C
ígao
hm io
s/en
u
Iux/
cm2
u u *C u u psi
°C
Ib/in
2
°C Kg/
h
psi
psi
It/h u u u psi
psi % °C °C °c
I-1 CJ
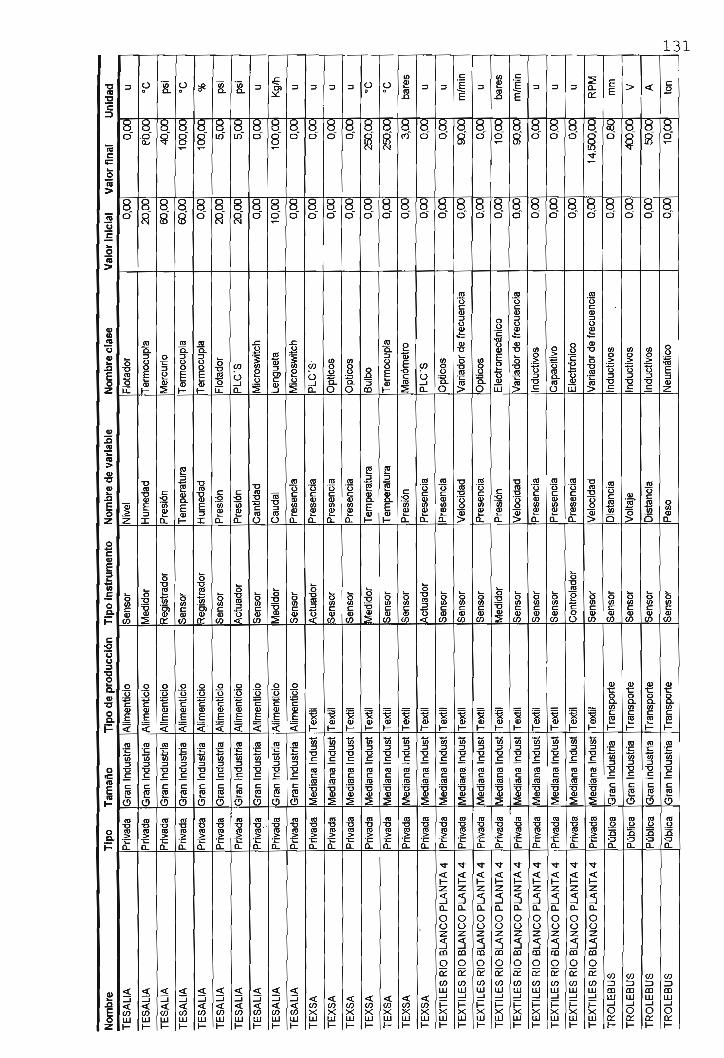
Nom
bre
Tip
o
Tam
año
Tip
o d
e p
roducc
ión
Tip
o in
stru
men
to
Nom
bre
de v
aria
ble
Nom
bre
cla
seV
alor
Inic
ial
Val
or
final
Unid
ad
TE
SA
LIA
TE
SA
LIA
TE
SA
LIA
TE
SA
LIA
TE
SA
LIA
TE
SA
LIA
TE
SA
LIA
TE
SA
LIA
TE
SA
LIA
TE
SA
LIA
TE
XS
A
TE
XS
A
TE
XS
A
TE
XS
A
TE
XS
A
TE
XS
A
TE
XS
A
TE
XT
ILE
S R
IO B
LAN
CO
PLA
NT
A 4
TE
XT
ILE
S R
IO B
LAN
CO
PLA
NT
A 4
TE
XT
ILE
S R
IO B
LAN
CO
PLA
NT
A 4
TE
XT
ILE
S R
IO B
LAN
CO
PLA
NT
A 4
TE
XT
ILE
S R
IO B
LAN
CO
PLA
NT
A 4
TE
XT
ILE
S R
IO B
LAN
CO
PLA
NT
A 4
TE
XT
ILE
S R
IO B
LAN
CO
PLA
NT
A 4
TE
XT
ILE
S R
IO B
LAN
CO
PL
AN
TA
4
TE
XT
ILE
S R
IO B
LAN
CO
PLA
NT
A 4
TR
OLE
BÚ
S
TR
OLE
BÚ
S
TR
OLE
BÚ
S
TR
OLE
BÚ
S
Priv
ada
Driv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Viv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Driv
ada
Púb
lica
Púb
lica
Púb
lica
Púb
lica
Gra
n I
ndus
tria
Gra
n I
ndus
tria
Gra
n I
ndus
tria
Gra
n In
dust
ria
Gra
n I
ndus
tria
Gra
n In
dust
ria
Gra
n Ind
ustri
a
Gra
n I
ndus
tria
Gra
n In
dust
ria
Gra
n Ind
ustri
a
Med
iana
Ind
ust
Med
iana
Ind
ust
Med
iana
Ind
ust
Med
iana
Indu
st
Med
iana
Ind
ust
Med
iana
Indu
st
Med
iana
Ind
ust
Med
iana
Ind
ust
Med
iana
Ind
ust
Med
iana
Ind
ust
Med
iana
Indu
st
Med
iana
Ind
ust
Med
iana
Ind
ust
Med
iana
Indu
st
Med
iana
Ind
ust
Med
iana
Ind
ust
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n I
ndus
tria
Gra
n In
dust
ria
Alim
entic
io
Alim
entic
io
Alim
entic
io
Alim
entic
io
Alim
entic
io
Alim
entic
io
Alim
entic
io
Alim
entic
io
Alim
entic
io
Alim
entic
io
Tex
til
Tex
til
Tex
til
Tex
til
Tex
til
Tex
til
Tex
til
Tex
til
Tex
til
Tex
til
Tex
til
Tex
til
Tex
til
Tex
til
Tex
til
Tex
til
Tra
nspo
rte
Tra
nspo
rte
Tra
nspo
rte
Tra
nspo
rte
Sen
sor
Med
idor
Reg
istra
dor
Sen
sor
Reg
istra
dor
Sen
sor
Act
uado
r
Sen
sor
Med
idor
Sen
sor
Act
uado
r
Sen
sor
Sen
sor
Med
idor
Sen
sor
Sen
sor
Act
uado
r
Sen
sor
Sen
sor
Sen
sor
vted
ídor
Sen
sor
Sen
sor
Sen
sor
Con
trola
dor
Sen
sor
Sen
sor
Sen
sor
Sen
sor
Sen
sor
Niv
el
Hum
edad
Pre
sión
Tem
pera
tura
Hum
edad
Pre
sión
Pre
sión
Can
tidad
Cau
dal
Pre
senc
ia
Pre
senc
ia
Pre
senc
ia
Pre
senc
ia
Tem
pera
tura
Tem
pera
tura
Pre
sión
Pre
senc
ia
Pre
senc
ia
Vel
ocid
ad
Pre
senc
ia
Pre
sión
Vel
ocid
ad
Pre
senc
ia
Pre
senc
ia
Pre
senc
ia
Vel
ocid
ad
Dis
tanc
ia
Vol
taje
Dis
tanc
ia
Pes
o
Flo
tado
r
Ter
moc
upla
vler
curío
Ter
moc
upla
Ter
moc
upla
Flo
tado
r
PLC
'S
Mic
rosw
itch
Leng
üeta
Mic
rosw
itch
PLC
'S
Ópt
icos
Ópt
icos
Bul
bo
Ter
moc
upia
Man
ómet
ro
PLC
'S
Ópt
icos
Var
iado
r de
frec
uenc
ia
Ópt
icos
Ele
ctro
mec
ánic
o
Var
iado
r de
fre
cuen
cia
Indu
ctiv
os
Cap
acitivo
Ele
ctró
nico
Var
iado
r de
frec
uenc
ia
Indu
ctiv
os
Indu
ctiv
os
Indu
ctiv
os
Neu
mát
ico
0,00
20,0
0
60,0
0
60,0
0
0,00
20,0
0
20,0
0
0,00
10,0
0
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
P0,
00
40,0
0
100,
00
100,
00
5,00
5,00
0,00
100,
00
0,00
0,00
0,00
0,00
250,
0d
250,
00
3,00 o,od
0,00
90,0
0
0,00
10.0
C
90,0
0
0,00 o.od
0,00
14.5
00,0
0
0,80
400,
00
50,0
0
10,0
0
u °c psi
°c % psi
psi
u
Kg/
h
u u u u °C °C
bare
s
u u
m/m
in
u
bare
s
m/m
in
u u u
RP
M
mm V A ton

Nom
bre
Tipo
Ta
mañ
oT
ipo
de
prod
ucci
ón
Tip
o i
nst
rum
ento
N
ombr
e d
e va
riab
leN
ombr
e cl
ase
Val
or
inic
ial
Val
or
final
Uni
dad
TR
OLE
BÚ
S
TR
OLE
BÚ
S
TR
OLE
BÚ
S
TR
OLE
BÚ
S
TRO
LEB
ÚS
TR
OLE
BÚ
S
TR
OLE
BÚ
S
TR
OLE
BÚ
S
TR
OLE
BÚ
S
TR
OLE
BÚ
S
TR
OLE
BÚ
S
TR
OLE
BÚ
S
TR
OLE
BÚ
S
TR
OLE
BÚ
S
TRO
LEB
ÚS
TR
OLE
BÚ
S
TR
OLE
BÚ
S
TR
OLE
BÚ
S
TR
OLE
BÚ
S
TR
OLE
BÚ
S
TR
OLE
BÚ
S
WE
SC
O
WE
SC
O
WE
SC
O
WE
SC
O
WE
SC
O
WE
SC
O
Púb
lica
Públ
ica
Públ
ica
Públ
ica
Públ
ica
Públ
ica
Púb
lica
Públ
ica
Públ
ica
Públ
ica
Públ
ica
Públ
ica
Públ
ica
Públ
ica
Públ
ica
Públ
ica
Púb
lica
Púb
lica
Púb
lica
Púb
lica
Púb
lica
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n in
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n in
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Med
iana
Indu
st
Med
iana
Ind
ust
Med
iana
Ind
ust
Med
iana
ind
ust
Med
iana
Indu
st
Med
iana
Ind
ustT
rans
porte
Tra
nspo
rte
Tra
nspo
rte
Tra
nspo
rte
Tra
nspo
rte
Tra
nspo
rte
Tra
nspo
rte
Tra
nspo
rte
Tra
nspo
rte
Tra
nspo
rte
Tra
nspo
rte
Tra
nspo
rte
Tra
nspo
rte
Tra
nspo
rte
Tra
nspo
rte
Tra
nspo
rte
Tra
nspo
rte
Tra
nspo
rte
Tra
nspo
rte
Tra
nspo
rte
Tra
nspo
rte
Pin
tura
s
Pin
tura
s
Pin
tura
s
Pin
tura
s
Pin
tura
s
Pin
tura
s
Con
trola
dor
Sen
sor
Sen
sor
Sen
sor
Sen
sor
Sen
sor
Sen
sor
Con
trola
dor
Sen
sor
Med
idor
vled
idor
Con
trola
dor
Sen
sor
Sen
sor
Con
trola
dor
Sen
sor
Sen
sor
Sens
or
Sen
sor
vled
idor
Med
idor
vled
idor
Sen
sor
Reg
istra
dor
vled
idor
Med
idor
Med
idor
Pot
enci
a
Dis
tanc
ia
Tem
pera
tura
Vel
ocid
ad
Cor
rient
e
Tem
pera
tura
Dis
tanc
ia
Cor
rient
e
Cor
rient
e
Pres
ión
Vol
taje
Ace
lera
ción
Cor
rient
e
Vol
taje
Vol
taje
Tem
pera
tura
Vel
ocid
ad
Ace
lera
ción
Dis
tanc
ia
Pre
sión
Pot
enci
a
Cor
rient
e
Tem
pera
tura
Pot
enci
a
Cor
rient
e
Cor
rient
e
Can
tidad
Dig
ital
nduc
tivos
Tér
mic
o
nduc
tivos
Tér
mic
o
Res
istiv
os
nduc
tivos
Dig
ital
Res
istiv
os
Dia
fragm
a
Indu
ctiv
os
Dig
ital
Indu
ctiv
os
Indu
ctiv
os
Dig
ital
Res
istiv
os
Indu
ctiv
os
Dig
ital
Indu
ctiv
os
Dia
fragm
a
Indu
ctiv
os
Am
perím
etro
Ter
moc
upla
Vat
ímet
ro
Am
perí
met
ro
Ampe
rímet
ro
Am
perí
met
ro
0,0
0
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
50,0
0
0,00
0,00
0,00
0,00
16,0
0
0,80
104,
00
4.00
0,00
2,50
200,
00
0,80
500,
00
2.50
0,00
10,0
0
1.00
0,O
C
150,
0d
1.00
0,00
1.00
0,00
560,
00
200,
00
4.00
0,00
1,50
0,80
10,0
0
12,0
0
25,0
0
120,
00
0,00
300,
00
8,00
25,0
0
bite
s
mm °C R
PM
A °C mm A A
bare
s
V Hz A V V °C R
PM
cm/s
2
mm
bare
s
dígi
tos
A °C u mA A A
OJ

133
Como se puede deducir claramente, los cuadros
presentados reflejan el verdadero estado de la
instrumentación electrónica y equipamiento con el que se
encuentra dotada básicamente la industria en la provincia de
Pichincha, y consideramos que sirven como una base de trabajo
para futuros proyectos de implementación de laboratorios
afines con la rama.
Como adicional, se incluyen algunos ejemplos de la
flexibilidad que tiene este menú de REPORTES FIJOS -
INDUSTRIA E INSTRUMENTACIÓN, para presentar sólo datos
parciales requeridos por el usuario, para que no se vea en
la obligación de tener que abrir todo el archivo grande, si
desea únicamente una información particular. Este proceso
lo puede realizar seleccionando sólo los Ítems que requiere
en cada campo y no la opción asterisco (*) que es la total.
Los ejemplos mencionados se los presenta asi:
- Cuadro 3.9 (pág. 134): Tipos de sensores en la industria
automotriz
- Cuadro 3.10 (pág. 135): Medidores de temperatura en la
industria farmacéutica
- Cuadro 3.11 (pág. 135): Controladores de presión que
utilizan PLC's en la industria en general
- Cuadro 3.12 (pág. 136): Actuadores de velocidad en la
industria en general
- Cuadro 3.13 (pág. 136) : Tipos de registradores en el sector
maderero
-Cuadro 3.14 (págs. 137-138): Tipos de instrumentos
inductivos en la industria en general

Indu
stria
e In
stru
men
taci
ón24
-Oct
-98
Nom
bre
Tipo
T
amañ
oTip
o d
e p
rod
ucc
ión
Ti
po I
nst
rum
ento
N
ombr
e d
e v
aria
ble
No
mb
re c
lase
Val
or
Inic
ial
Val
or
fin
alU
nida
d
AY
ME
SA
AY
ME
SA
AY
ME
SA
AY
ME
SA
AY
ME
SA
AY
ME
SA
AY
ME
SA
AY
ME
SA
AY
ME
SA
AY
ME
SA
AY
ME
SA
AY
ME
SA
AY
ME
SA
AY
ME
SA
AY
ME
SA
AY
ME
SA
MA
R E
SA
ÓM
NIB
US
BB
ÓM
NIB
US
BB
ÓM
NIB
US
BB
Priva
da
Priva
da
Priva
da
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n Ind
ustri
a
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n Ind
ustri
a
Gra
n Ind
ustri
a
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Aut
omot
riz
Aut
omot
riz
Aut
omot
riz
Aut
omot
riz
Aut
omot
riz
Aut
omot
riz
Aut
omot
riz
Aut
omot
riz
Aut
omot
riz
Aut
omot
riz
Aut
omot
riz
Aut
omot
riz
Aut
omot
riz
Aut
omot
riz
Aut
omot
riz
Aut
omot
riz
Aut
omot
riz
Aut
omot
riz
Aut
omot
riz
Aut
omot
riz
Sen
sor
Sen
sor
Sen
sor
Sen
sor
Sen
sor
Sen
sor
Sen
sor
Sen
sor
Sen
sor
Sen
sor
Sen
sor
Sen
sor
Sen
sor
Sen
sor
Sen
sor
Sen
sor
Sen
sor
Sen
sor
Sen
sor
Sen
sor
Nivel
Pre
sión
Tem
pera
tura
Pos
ició
n
Pos
ició
n
Cau
dal
Pos
ició
n
Tem
pera
tura
Pos
ició
n
Pos
ició
n
Tem
pera
tura
Tem
pera
tura
Pos
ició
n
Tor
que
Tor
que
Pre
sión
Pre
sión
Pre
senc
ia
Cau
dal
Tem
pera
tura
Cám
ara d
e a
ire
Pre
sost
ato
Ter
mor
esis
tenc
ia (
bim
etal
)
nduc
tivos
Neu
mát
ico
Leng
üeta
Indu
ctiv
os
PT10
0
Indu
ctiv
os
Cap
aciti
vo
Ter
mor
esis
tenc
ia (bi
met
al)
Ter
mor
esis
tenc
ia (b
imet
al)
Indu
ctiv
os
Din
amóm
etro
Din
amóm
etro
Pre
sost
ato
Man
ómet
ro
Opt
oaco
plad
or
Ter
moc
upla
Ter
moc
upla
0,00
60,0
0
0,00
0,00
0,00
0,00
0,00
150,
00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
70,0
0
0,00
0,00
0,00
0,00
0,00
120,
00
0,00
0,00
0,00
0,00 o,oc
220,
00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
100,
00
3.00
0,00
0,00
0,00
250,
00
u psi u u u u u °c u u u u u u u psi
Ib/c
m2
u u °F
CU
AD
RO
3.
9LO

Indu
stria
e In
stru
men
taci
ón24
-Oct
-98
Nom
bre
Tip
o
Tam
año
Tip
o d
e p
rod
ucc
ión
T
ipo
in
stru
men
to
No
mb
re d
e va
riab
leN
om
bre
cfa
seV
alo
r in
icia
l V
alo
r fin
alU
nid
ad
UF
E
I
LIFE
LIFE
UFE
UFE
LIFE
LIFE
LIFE
ME
RC
K S
HA
RP
&D
OH
ME
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n I
ndus
tria
Med
iana
Ind
ust
Far
mac
éutic
o
Far
mac
éutic
o
Far
mac
éutic
o
Far
mac
éutic
o
Far
mac
éutic
o
Far
mac
éutic
o
Far
mac
éutic
o
Far
mac
éutic
o
Far
mac
éutic
o
Med
idor
Med
idor
Med
idor
vled
idor
vled
idor
vled
idor
Med
idor
Med
idor
Med
idor
Tem
pera
tura
Tem
pera
tura
Tem
pera
tura
Tem
pera
tura
Tem
pera
tura
Tem
pera
tura
Tem
pera
tura
Tem
pera
tura
Tem
pera
tura
RT
D'S
Ter
moc
upla
tipo
J
Bul
bo
Bul
bo
Ter
mor
esis
tenc
ia (bi
met
al)
Bul
bo
Bul
bo
Buf
bo
Bul
bo
0,00
0,00
0,00
0,0
0
0,00
10,0
0
0,00
0,00
0,0
0
40,0
0
450,
00
250,
00
120,
00
300,
00
120,
00
150,
00
150,
00
120,
00
°C °C °C °C °C °C °C °c °c
CU
AD
RO
3.
10
Indu
stria
e In
stru
men
taci
ón24
-OCÍ
-98
Nom
bre
Tipo
T
amañ
oT
ipo
de
pro
du
cció
n
Tip
o in
stru
men
to
No
mb
re d
e va
riab
leN
ombr
e cl
ase
Val
or
inic
ial
Val
or
final
Un
idad
CA
BLE
C
CE
RV
EC
ER
ÍA A
ND
INA
CE
RV
EC
ER
ÍA A
ND
INA
ED
IMP
RE
S
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n I
ndus
tria
Gra
n In
dust
ria
Met
alm
ecán
ico
Atim
entic
io
Alim
entic
io
Grá
fico
Con
trola
dor
Con
trola
dor
Con
trola
dor
Con
trola
dor
Pre
sión
Pre
sión
Pre
sión
Pre
sión
PLC
'S
PLC
'S
PLC
'S
PLC
'S
0,00
0,00
0,00
0,00
1,50
0,00
0,00
100,
00
bare
s
u u pst
CU
AD
RO
3.
11
UJ
en

* *
Indu
stria
e In
stru
men
taci
ón25
-Oct
-98
Nom
bre
Tip
o
Tam
año
Tip
o d
e p
roducc
ión
Tip
o in
stru
mento
EL
CO
ME
RC
IO
EL
CO
ME
RC
IO
IND
EG
A
LA I
NT
ER
NA
CIO
NA
L
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Med
iana
Indu
st
Med
iana
Indu
st
Gra
n In
dust
ria
Gra
n in
dust
ria
Grá
fico
Grá
fico
Alim
entic
io
Text
il
Act
uado
r
Act
uado
r
Act
uado
r
Act
uado
r
Nom
bre d
e v
aria
ble
Vel
ocid
ad
Vel
ocid
ad
Vel
ocid
ad
Nom
bre
cla
se
PLC
'S
PLC
'S
Con
tact
or
Ser
vom
otor
Val
or in
icia
l 0,00
0,00 oía
0,00
Val
or fin
al
1.43
0,00
1.75
0,00
0,00
.. .
, °'
Uni
dad
I RP
M
RP
M u u
CU
AD
RO
3.
12
Indu
stria
e In
stru
men
taci
ón25
-Ocf
-98
Nom
bre
Tip
o
Tam
año
Tip
o d
e p
roducc
ión
Tip
o in
stru
mento
N
ombr
e d
e v
aria
ble
N
ombr
e c
lase
V
alor
inic
ial
Valo
r fin
al
Uni
dad
EN
CH
AP
ES
DE
CO
RA
TIV
OS
(E
ND
ES
EN
CH
AP
ES
DE
CO
RA
TIV
OS
(E
ND
ES
EN
CH
AP
ES
DE
CO
RA
TIV
OS
(E
ND
ES
EN
CH
AP
ES
DE
CO
RA
TIV
OS
(EN
DE
S
EN
CH
AP
ES
DE
CO
RA
TIV
OS
(EN
DE
S
MA
PR
ES
A
MA
PR
ES
A
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Mad
erer
o
Mad
erer
o
Mad
erer
o
Mad
erer
o
Mad
erer
o
Mad
erer
o
Mad
erer
o
Reg
istra
dor
Reg
istra
dor
Reg
istra
dor
Reg
istra
dor
Reg
istra
dor
Reg
istra
dor
Reg
istra
dor
tiem
po
Tem
pera
tura
Pre
sión
Con
duct
ivid
ad
Con
duct
ivid
ad
Tem
pera
tura
Pre
sión
Ele
ctro
mec
ánic
o
Term
ocup
la
Tubo
Bou
rdon
Ele
ctro
do t
rans
mis
or
Ele
ctró
nico
Term
ocup
la
Pre
sost
ato
0,00
0,00
0,00
4,00
0,00
100,
00
0,00
30,0
0
115,
00
300,
00
20,0
0
10.0
00,0
0
130,
00
180,
00
min
°C psi
mic
ro S
/cm
mic
roS
/cm
°C psi
CU
AD
RO
3.
13
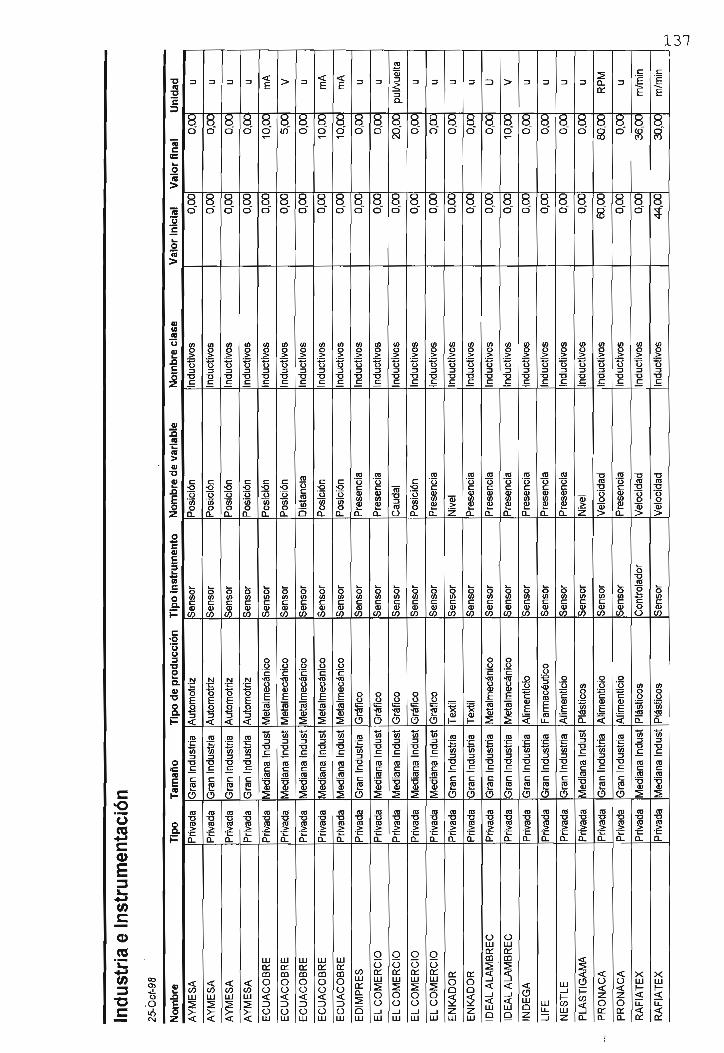
Indu
stria
e In
stru
men
taci
ón25
-OC
Í-98
Nom
bre
Tip
o T
amañ
o T
ipo
de p
rodu
cció
n T
ipo
Inst
rum
ento
N
ombr
e de
var
iabl
e N
ombr
e cl
ase
Val
or in
icia
l V
alor
fin
al
Uni
dad
AY
ME
SA
AY
ME
SA
AY
ME
SA
AY
ME
SA
EC
UA
CO
BR
E
EC
UA
CO
BR
E
EC
UA
CO
BR
E
EC
UA
CO
BR
E
EC
UA
CO
BR
E
ED
IMP
RE
S
EL
CO
ME
RC
IO
EL
CO
ME
RC
IO
EL
CO
ME
RC
IO
EL
CO
ME
RC
IO
EN
KA
DO
R
EN
KA
DO
R
IDE
AL
ALA
MB
RE
C
IDE
AL
ALA
MB
RE
C
IND
EG
A
UFE
NE
ST
LE
PLA
ST
IGA
MA
PR
ON
AC
A
PR
ON
AC
A
RA
FIA
TE
X
RA
FIA
TE
X
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priv
ada
Priva
da
Priv
ada
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Med
iana
Ind
ust
Med
iana
Ind
ust
Med
iana
Ind
ust
Med
iana
Indu
st
Med
iana
Ind
ust
Gra
n In
dust
ria
Med
iana
ind
ust
Med
iana
Ind
ust
Med
iana
Ind
ust
Med
iana
ind
ust
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Med
iana
Ind
ust
Gra
n In
dust
ria
Gra
n in
dust
ria
Med
iana
Ind
ust
Med
iana
fnd
ust
Aut
omot
riz
Aut
omot
riz
Aut
omot
riz
Aut
omot
riz
Met
aim
ecán
ico
Met
alm
ecán
ico
Met
alm
ecán
ico
Met
alm
ecán
ico
Met
alm
ecán
ico
Grá
fico
Grá
fico
Grá
fico
Grá
fico
Grá
fico
Tex
til
Tex
til
Met
alm
ecán
ico
Met
alm
ecán
ico
Alim
entic
io
Far
mac
éutic
o
Alim
entic
io
Plá
stic
os
Alim
entic
io
Alim
entic
io
Plá
stic
os
Plá
stic
os
Sen
sor
Sen
sor
Sen
sor
Sen
sor
Sen
sor
Sen
sor
Sen
sor
Sen
sor
Sen
sor
Sen
sor
Sen
sor
Sen
sor
Sen
sor
Sen
sor
Sen
sor
Sen
sor
Sen
sor
Sen
sor
Sen
sor
Sen
sor
Sen
sor
Sen
sor
Sen
sor
Sen
sor
Con
trola
dor
Sen
sor
Pos
ició
n
Pos
ició
n
Pos
ició
n
Pos
ició
n
Pos
ició
n
Pos
ició
n
Dis
tanc
ia
Pos
ició
n
Pos
ició
n
Pre
senc
ia
Pre
senc
ia
Cau
dal
Pos
ició
n
Pre
senc
ia
Niv
el
Pre
senc
ia
Pre
senc
ia
Pre
senc
ia
Pre
senc
ia
Pre
senc
ia
Pre
senc
ia
Niv
el
Vel
ocid
ad
Pre
senc
ia
Vei
ocid
ad
Vel
ocid
ad
Indu
ctiv
os
indu
ctiv
os
Indu
ctiv
os
Indu
ctiv
os
Indu
ctiv
os
Indu
ctiv
os
Indu
ctiv
os
indu
ctiv
os
Indu
ctiv
os
Indu
ctiv
os
Indu
ctiv
os
Indu
ctiv
os
Indu
ctiv
os
indu
ctiv
os
Indu
ctiv
os
Indu
ctiv
os
Indu
ctiv
os
Indu
ctiv
os
Indu
ctiv
os
Indu
ctiv
os
Indu
ctiv
os
indu
ctiv
os
Indu
ctiv
os
Indu
ctiv
os
Indu
ctiv
os
Indu
ctiv
os
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
60,0
0
0,00
0,00
44,0
0
0,00
0,00
0,00
0,00
10,0
0
5,00
0,00
10,0
0
10,0
0
0,00
0,00
20,0
0
0,00
0,00
0,00
0,00
0,00
10,0
0
0,00
0,00
0,00
0,00
80,0
0
0,00
36,0
0
30,0
0
u u u u mA V u mA
mA u u
pul/v
uelta
u u u u U V u u u u
RP
M u
m/m
in
m/m
in
^J

Nom
bre
Tipo
Ta
mañ
oTi
po d
e pr
oduc
ción
Ti
po in
stru
men
to
Nom
bre
de v
aria
ble
Nom
bre
clas
eV
alor
ini
cial
V
alor
fin
alU
nida
d
RA
FIA
TE
X
TA
NA
SA
TEX
TILE
S R
IO B
LAN
CO
PLA
NTA
4
TR
OLE
BÚ
S
TR
OLE
BÚ
S
TR
OLE
BÚ
S
TR
OLE
BÚ
S
TRO
LEB
ÚS
TR
OLE
BÚ
S
TR
OLE
BÚ
S
TR
OLE
BÚ
S
TR
OLE
BÚ
S
TR
OLE
BÚ
S
TR
OLE
BÚ
S
TRO
LEB
ÚS
Priv
ada
Priv
ada
Priv
ada
Púb
lica
Púb
lica
Púb
lica
Púb
lica
Púb
lica
Púb
lica
Púb
lica
Púb
lica
Púb
lica
Púb
lica
Púb
lica
Púb
lica
Med
iana
Ind
ust
Gra
n In
dust
ria
Med
iana
Indu
st
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Gra
n In
dust
ria
Plá
stic
os
Taba
cale
ro
Tex
til
Tra
nspo
rte
Tra
nspo
rte
Tra
nspo
rte
Tra
nspo
rte
Tra
nspo
rte
Tra
nspo
rte
Tran
spor
te
Tran
spor
te
Tra
nspo
rte
Tra
nspo
rte
Tra
nspo
rte
Tran
spor
te
Con
trola
dor
Sen
sor
Sen
sor
Sen
sor
Sen
sor
Sen
sor
Sen
sor
Sen
sor
Sen
sor
Sen
sor
Sen
sor
Sen
sor
Med
idor
Med
idor
Sen
sor
Vel
ocid
ad
Pre
senc
ia
Pre
senc
ia
Dis
tanc
ia
Dis
tanc
ia
Vel
ocid
ad
Dis
tanc
ia
Dis
tanc
ia
Vol
taje
Vel
ocid
ad
Vol
taje
Cor
rient
e
Vol
taje
Pot
enci
a
Dis
tanc
ia
nduc
tivos
Indu
ctiv
os
Indu
ctiv
os
Indu
ctiv
os
Indu
ctiv
os
Indu
ctiv
os
Indu
ctiv
os
indu
ctiv
os
Indu
ctiv
os
Indu
ctiv
os
Indu
ctiv
os
Indu
ctiv
os
Indu
ctiv
os
Indu
ctiv
os
Indu
ctiv
os
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
150,
00
0,00
0,00
0,80
0,80
4.00
0,00
0,80
0,80
400,
00
4.00
0,00
1.00
0,00
1.00
0,00
1.00
0,00
12,0
0
50,0
0
m/m
in
u u mm
mm
RP
M
mm
mm V
RP
M V A V
dígi
tos
A
CU
AD
RO
3.
14
i-1 w co

139
Con los datos que se obtienen de estas tablas de
listados, se puede hacer básicamente una evaluación
cuantitativa de los mismos.
Es importante notar en los ejemplos anteriores, que el
programa permite una visualización rápida de variables e
instrumentos típicos utilizados en la industria y sus rangos
de funcionamiento, pero no un conteo por separado de ellos.
Además con la opción de poder disponer de datos por
sectores de producción, se pueden ver los intrumentos que con
más frecuencia están implementados en los equipos, y también
las magnitudes físicas que son importantes de medirse,
controlarse o registrarse en c/u de los sectores; de lo cual
es fácil determinar que el manejo de variables tales como
temperatura, presión, presencia, caudal y velocidad resulta
fundamental.
Se debe destacar que bajo la columna "Clase" se tabulan
los datos no sólo del tipo de dispositivo de control
existente, sino en muchos casos del principio con el que
funciona, porque lo identifica mejor y está de acuerdo a las
respuestas obtenidas en las encuestas.
En la columna "Unidad" se prefirió mantener las unidades
exactas que están indicadas en los aparatos, puesto que no
tiene mucho sentido transformarlas a una sola unidad de
referencia (como el S.I. por ejemplo), ya que la información
140
se volvería demasiado difícil de analizar y no tendría
utilidad práctica. Cuando se presenta "u" en esta columna,
se refiere a magnitudes no medibles de otra manera, tales
como Presencia donde el instrumento simplemente da indicación
de "sí" o "no"; o en algunos casos no se pudo determinar la
unidad exacta de trabajo de una máquina, por imposibilidad
física o desconocimiento del operador.
Para obtener listados y cuadros más específicos, sobre
cualesquiera de las características técnicas de equipos
involucrados en este estudio, se va a ver en el numeral
siguiente, como el programa puede establecer datos numéricos,
gráficos de pasteles o barras y conteos de los ítems
seleccionados.
3.3 CUADROS ESTADÍSTICOS
Se van a obtener en este punto varios reportes
variables, que nos dejan ver resultados diferentes que van
a ser analizados en orden, de acuerdo al esquema de preguntas
establecido originalmente en la encuesta.
En el Anexo E, se incluye un diccionario de los palabras
claves que utiliza el programa para la identificación de los
respectivos campos, y que resulta útil para la comprensión
sobretodo de los listados que se van a presentar a
continuación.
141
3.3.1.- IDENTIFICACIÓN DE LA INDUSTRIA:
En las págs. 142-143-144 se presenta un listado de las
industrias visitadas y su ubicación, listado que a la vez
se resume en el cuadro 3.15 (pág. 144) y en el que se observa
que el 63,63% de las empresas están ubicadas en la ciudad de
Quito, y el 6,81% se encuentra en Santo Domingo de los
Colorados que vendría a ser la segunda ciudad en importancia
dentro de la provincia de Pichincha. Tomando como referencia
Quito y sus valles aledaños (Cumbayá, San Rafael, Tumbaco)
se determina que el 86,36% del sector industrial se encuentra
en el Cantón Quito y apenas el 13,64% están en los otros
cantones. Estos resultados de la muestra concuerdan con el
universo de industrias planteado, ya que en los listados de
la Cámara de Industriales de Pichincha se notaba la
concentración de las mismas en Quito y sus alrededores.
Se presenta además un listado en el cual se determina
el tipo de industrias visitadas (págs. 145-146),
conjuntamente con un gráfico de pastel que se muestra en el
cuadro 3.16, donde se observa que el 95% de industrias
pertenecen al sector privado y el 5% al sector público.
Estos resultados se dan, debido a que la empresa privada
tiene una mayor apertura, mientras que en la empresa pública
el acceso es restringido y muy complicado.
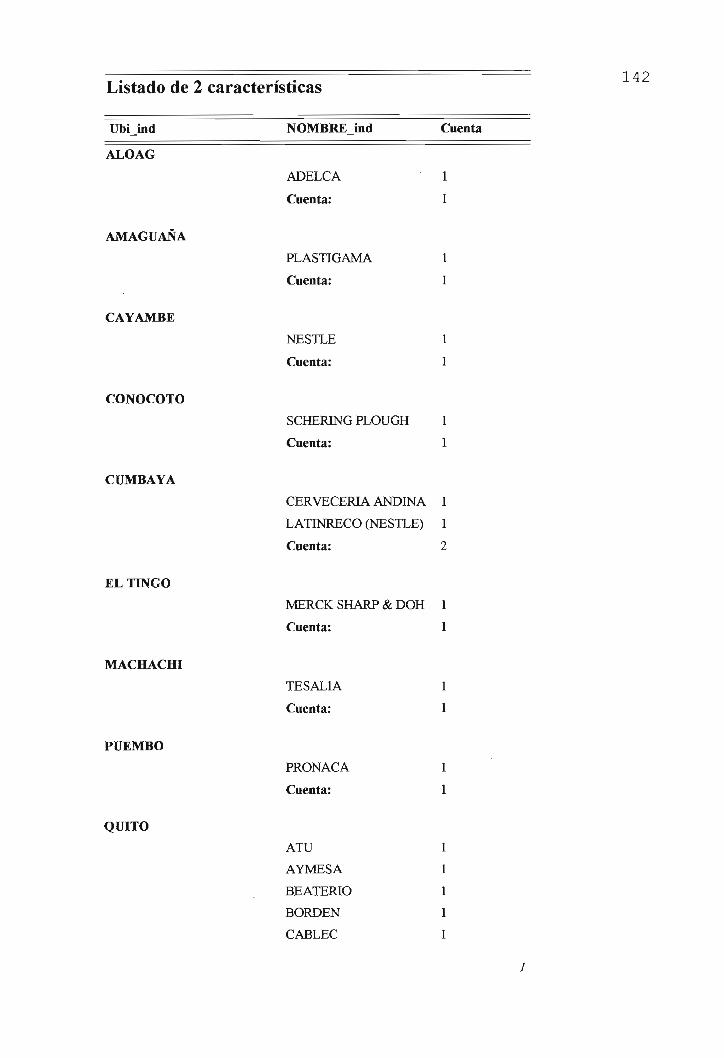
Listado de 2 características 142
Ubi ind NOMBRE ind Cuenta
ALOAG
AMAGUANA
CAYAMBE
CONOCOTO
CUMBAYA
EL TINGO
MACHACHI
PUEMBO
QUITO
ADELCA
Cuenta:
PLASTIGAMA
Cuenta:
NESTLE
Cuenta:
SCHERING PLOUGH 1
Cuenta: 1
CERVECERÍA ANDINA 1
LATINRECO (NESTLE) 1
Cuenta: 2
MERCK SHARP & DOH 1
Cuenta: 1
TESALIA
Cuenta:
PRONACA
Cuenta:
ATU
AYMESA
BEATERÍO
BORDEN
CABLEC
1
1
1
1
1
1
1
1
1

Ubi ind NOMBRE ind Cuenta 143
SAN ANTONIO DE PICHI
SAN RAFAEL
SANGOLQUI
SANTO DOMINGO DE LOS
1
1
1
1
1
ENCHAPES DECORATI i
IDEAL ALAMBREC 1
INDEGA 1
LA INTERNACIONAL 1
LIFE 1
MAPRESA 1
MOLINOS SUPERIOR 1
NOVOPAN 1
ÓMNIBUS BB 1
PASTIFICIOS ALPES S.A 1
PINTURAS CÓNDOR 1
RAFIATEX 1
TANASA 1
TEXSA 1
TEXTILES RIO BLANCO 1
TROLEBÚS 1
WESCO 1
Cuenta: 28
MARESA
Cuenta:
BLENASTOR
Cuenta:
ECUACOBRE
ENKADOR
Cuenta:
EPACEM
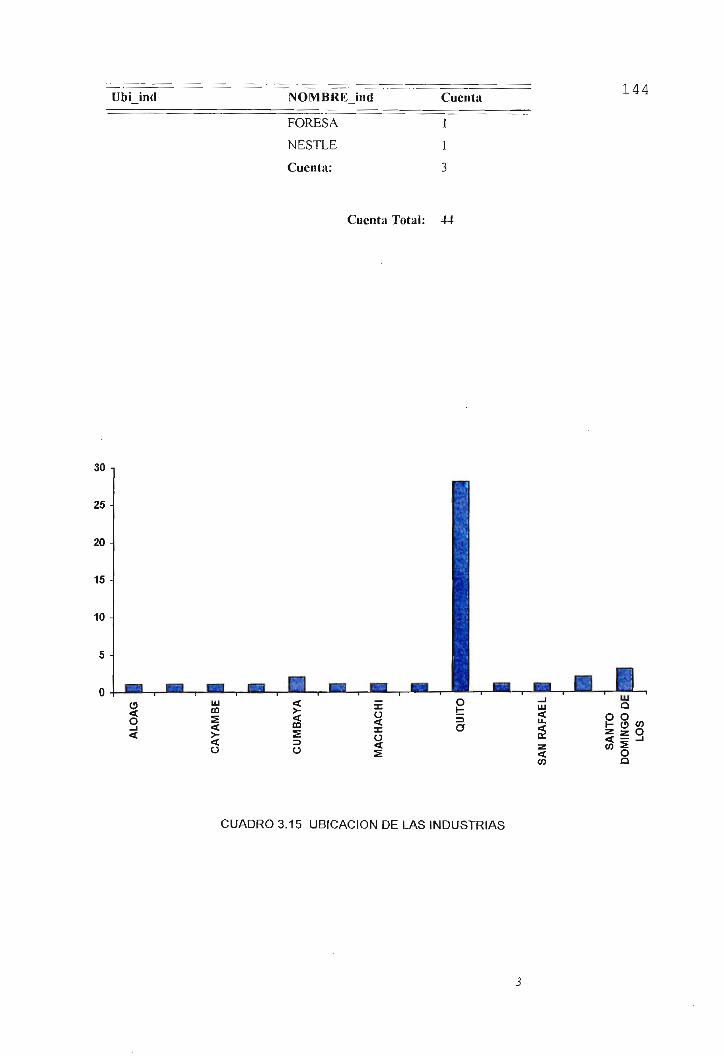
Ubi ind NOMBRE Jnd
FORESA
NESTLE
Cuenta:
Cuenta
1
1
3
144
Cuenta Total: 44
30 -
25
20
15 -
10
5 -
O rz\g . E3. E^ . esa
1 LUCQ
1ü
<>-
Siü
0rf2o<
O O D
E
<co
O W
s 3
CUADRO 3.15 UBICACIÓN DE LAS INDUSTRIAS

Listado de 2 características
145
TIPO ind NOMBRE ind Cuenta
Privada
ADELCA
ATO
AYMESA
BLENASTOR
BORDEN
CABLEC
CONFITECA 1
ECASA 1
ECUACOBRE 1
EDIMPRES 1
EKI 1
EL COMERCIO 1
ENCHAPES DECORATI 1
ENKADOR 1
EPACEM 1
FORESA 1
IDEAL ALAMBREC 1
INDEGA 1
INDUSTRIA ACERO DE 1
LA INTERNACIONAL 1
LATINRECO (NESTLE) 1
LIFE 1
MAPRESA 1
MARESA 1
MERCK SHARP & DOH 1
MOLINOS SUPERIOR 1
NESTLE 2
NOVOPAN 1
ÓMNIBUS BB 1
PASTIFICIOS ALPES S.A 1
PINTURAS CÓNDOR 1
PLASTIGAMA 1
PRONACA i

146
TIPO ¡mi
Pública
NOMBRE ind Cuenta
1RAFIATEX
SCHERJNG PLOUGH
TANASA
TESALIA
TEXSA
TEXTILES RIO BLANCO 1
WESCO 1
Cuenta: 42
BEATERÍO
TROLEBÚS
Cuenta:
Cuenta Total: 44
Privada95%
CUADRO 3.16 TIPO DE INDUSTRIAS
147
3.3.2.- TIPO DE PRODUCCIÓN:
Como se observa en los gráficos de los cuadros 3.17 y
3.18 (pág. 148), el sector alimenticio es el que predomina
en la provincia de Pichincha con el 25% y le sigue en
importancia el sector metalmecánico con el 16%. Esto
coincide con la estructura de la industria ecuatoriana.de!
año 1.987 que se indicó en la figura 2.6; es decir, se
mantiene el predominio de los sectores alimenticio,
metalmecánico, textil y maderero (industrias primarias).
En el cuadro 3.20 (pág. 149) se aprecia que las empresas
visitadas en su mayoría pertenecen a la gran industria,
porque es aquí en donde se puede encontrar la mayor cantidad
de instrumentación electrónica.
En cuanto al mercado que abarca la producción, se
presentan los resultados en los cuadros 3.19 (pág. 149) y
3.21 (pág. 150), donde se ve que el 60.87% de industrias
exportan sus productos, además de cubrir los mercados
locales, regionales y nacionales. Estos resultados son
alentadores ya que la apertura de fronteras y la
globalización están incentivando el mejoramiento de las
industrias en la provincia.
El mayor intercambio comercial en lo referente a
exportaciones ecuatorianas, se lo realiza con Colombia
(23,38%) y en un menor porcentaje con Perú (14,29%), lo cual
se da debido a la cercanía con estos países.

148
12
10
6 -
4 -
2 -
o'o¡co»
noo3
oro
oo*='2O
o'E•roo£ O
"
o_Q¡
O
"5o.
cE O
xO)
ro
Oí•eaw
ra
CUADRO 3.17 INDUSTRIAS VISITADAS POR SECTORES
QuímicJabaCtfalero TextilPlásticos 2% 2% 11%
Pinturas5%
Petrolero
Transporte2%
Metalmecánico16%
Alimenticio25%
Maderero9%
Farmacéutico9%
Automotriz7%
CUADRO 3.18 DISTRIBUCIÓN INDUSTRIAL EN PICHINCHA

149
30
25
20 -
15
10 -
5 -
ro
O
CUADRO 3,19 MERCADO QUE ABARCA LA PRODUCCIÓN
Mediana Industria27% Pequeña Industria
5%
Gran Industria68%
CUADRO 3.20 SECTORES DE LA INDUSTRIA

MERCADO INTERIMACIOIMAL QUE ABARCA LA PRODUCCIÓN
150
Número Porcentaje
A.-
12
INDUSTRIAS QUE EXPORTAN PRODUCTOS
SíNO
TOTAL
2818
46
60.8739.13
100.00
B.-
12345678910111213141516171819
PAÍSES A LOS QUE SE EXPORTA
ColombiaPerúGuatemalaPanamáEstados UnidosEspañaRusiaCanadáCubaMéxicoVenezuelaSoliviaChileJapónPuerto RicoItaliaCentro AméricaSud AméricaPacto Andino
181122611211929321213
23.3814.292.602.607.791.301302.601.301.3011.692.6011.693.902.601.302.601.303.90
CUADRO 3.21

151
3.3.3.- ANÁLISIS DEL PERSONAL TÉCNICO
En la industria de nuestra provincia se tiene un 65% de
empresas que dan una buena importancia a su organización
interna en la parte técnica, como se observa en el cuadro
3.22 (pág. 152). Esto es concordante con el nivel académico
de los responsables de áreas técnicas que en un 74,74% son
personas de estudios universitarios superiores que dirigen
las diferentes jefaturas. Dentro de este grupo hay un
predominio de los Ing. Mecánicos que en el 35,57% ocupan
puestos de responsabilidad, lo que no ocurre con los Ings.
Eléctricos y Electrónicos que sumados los dos apenas llegan
a un 9,28%. En cuanto a la importancia de los cargos que
desempeñan los Ing. Eléctricos y Electrónicos se obtiene que
el 38,89% de ellos tienen un nivel muy importante y apenas
un 5,56% es poco importante, esto refleja que las actividades
que realizan estos profesionales son aceptados por los
industriales por su eficacia y responsabilidad.
Cabe resaltar que los empresarios si están conscientes
de que sus trabajadores necesitan tener una capacitación
continua para estar actualizados técnicamente. Esto se
demuestra en los resultados obtenidos en los listados y
cuadros de las págs. 153 a 158 y que se resumen en la
siguiente tabla:
Capacitación Interna Nacional Extranjera
Ingenieros 22,73% 2,27% 75,00%
Tecnólogos 38,64% 43,18% 18,18%
Bach. Técnico 54,54% 40,91% 4,55%
Bachiller 59,09% 38,64% 2,27%

ANÁLISIS DE PERSONAL TÉCNICO EN LA INDUSTRIA152
Número Porcentaje
A.-
123
ESTRUCTURA DEL PERSONAL TÉCNICO
BUENAMEDIANAREGULAR
TOTAL
3097
46
65.2219.5615.22
100.00
B.-
12345678910111213141516171819202122232425
NIVEL ACADÉMICO DE RESPONSABLES
Ingeniero IndustrialIngeniero EléctricoIngeniero ElectrónicoIngeniero MecánicoIngeniero QuímicoIngeniero CivilIngeniero en AlimentosIngeniero ComercialIngeniero AeronáuticoIngeniero NavalIngeniero TextilArquitectoDoctor en Química y FarmaciaDoctoren QuímicaEconomistaAdministradorDoctoren MicrobiologíaTecnólogo electromecánicoTecnólogo electrónicoTecnólogo gráficoTecnólogo mecánicoTecnólogo en mantenimiento ind.Estudiante universitarioBachiller técnicoBachiller
TOTAL
DE ÁREAS TÉCNICAS
899
6919421114177111931353196
194
4.12. 4.64
4.6435.579.792.061.030.520.520.522.060.523.613.610.520.520.524.641.550.521.552.581.559.793.09
100.00
C.-
1234
NIVEL DE IMPORTANCIA DEL ING.
Muy importanteImportanteMedianamente importantePoco importante
TOTAL
ELÉCTRICO 0 ELECTRÓNICO
7551
18
38.8927.7827.785.56
100.00
CUADRO 3.22
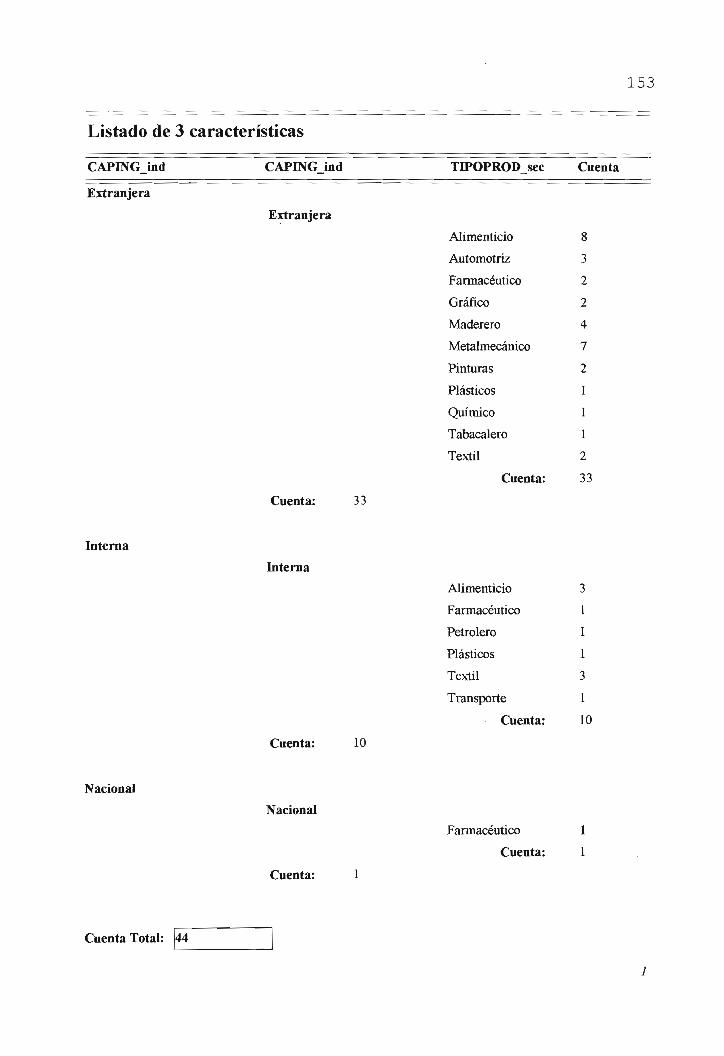
153
Listado de 3 características
CAPINGJnd CAPINGJnd TIPOPROD_sec
Extranjera
Extranjera
Alimenticio
Automotriz
Farmacéutico
Gráfico
Maderero
Metalmecánico
Pinturas
Plásticos
Químico
Tabacalero
Textil
Cuenta:
Cuenta: 33
Interna
Interna
Alimenticio
Farmacéutico
Petrolero
Plásticos
Textil
Transporte
Cuenta:
Cuenta: 10
Nacional
Nacional
Farmacéutico
Cuenta:
Cuenta
8
3
2
2
4
7
2
1
1
1
2
33
3
1
1
1
3
1
10
1
1
Cuenta: 1
Cuenta Total: 44
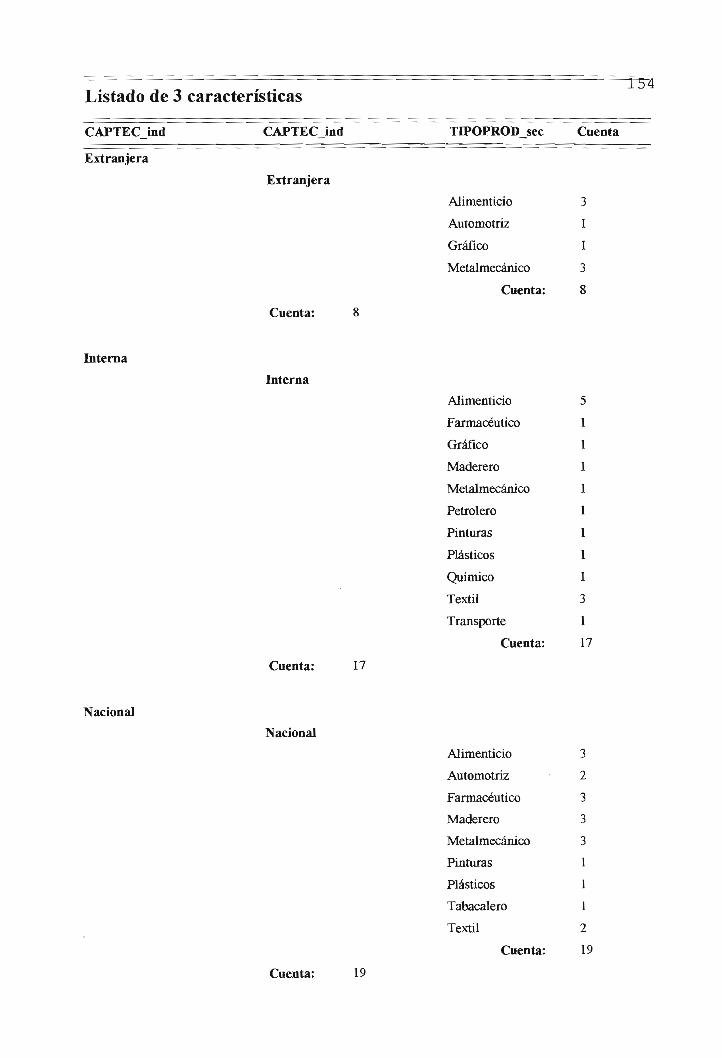
Listado de 3 características
CAPTEC ind CAPTEC ind
Extranjera
Extranjera
Interna
Cuenta:
Interna
TIPOPROD sec
Alimenticio
Automotriz
Gráfico
Metalmecánico
Cuenta:
Alimenticio
Farmacéutico
Gráfico
Maderero
Metalmecánico
Petrolero
Pinturas
Plásticos
Químico
Textil
Transporte
Cuenta:
Cuenta
5
1
1
1
1
1
1
1
1
3
1
17
Cuenta: 17
Nacional
Nacional
Alimenticio 3
Automotriz 2
Farmacéutico 3
Maderero 3
Metalmecánico 3
Pinturas 1
Plásticos 1
Tabacalero 1
Textil 2
Cuenta: 19
Cuenta: 19

Listado de 3 características
CAPBATJnd CAPBAT_ind TIPOPROD_sec
Extranjera
Extranjera
Automotriz
Metalmecánico
Cuenta:
Cuenta: 2
Interna
InternaAlimenticio
Automotriz
Farmacéutico
Gráfico
Maderero
Metalmecánico
Petrolero
Plásticos
Químico
Textil
Transporte
Cuenta:
Cuenta: 24
Nacional
Nacional
Alimenticio
Automotriz
Farmacéutico
Maderero
Metalmecánico
Pinturas
Plásticos
Tabacalero
Textil
Cuenta:
ISí
Cuenta
1
1
2
7
1
1
2
2
3
1
1
1
4
1
24
4
1
3
2
3
2
1
1
1
18
Cuenta: 18

;- ~ " " "- ~ " • - • • " " — ~ ~ ~ ~ - - - rstListado de 3 características
CAPBACJnd CAPBACJnd TIPOPROD_sec
Extranjera
Extranjera
Automotriz
Cuenta:
Cuenta: 1
Interna
Interna
Alimenticio
Automotriz
Farmacéutico
Gráfico
Maderero
Metalmecánico
Petrolero
Plásticos
Químico
Textil
Transporte
Cuenta:
Cuenta: 26
Nacional
Nacional
Alimenticio
Automotriz
Farmacéutico
Maderero
Metalmecánico
Pinturas
Plásticos
Tabacalero
Textil
Cuenta:
Cuenta
1
1
7
1
2
2
3
3
1
1
1
4
1
26
4
1
2
1
4
2
1
1
1
17
Cuenta: 17

CUADRO 3.23 CAPACITACIÓN DE INGENIEROS
157
CUADRO 3.24 CAPACITACIÓN DE TECNOLOGOS
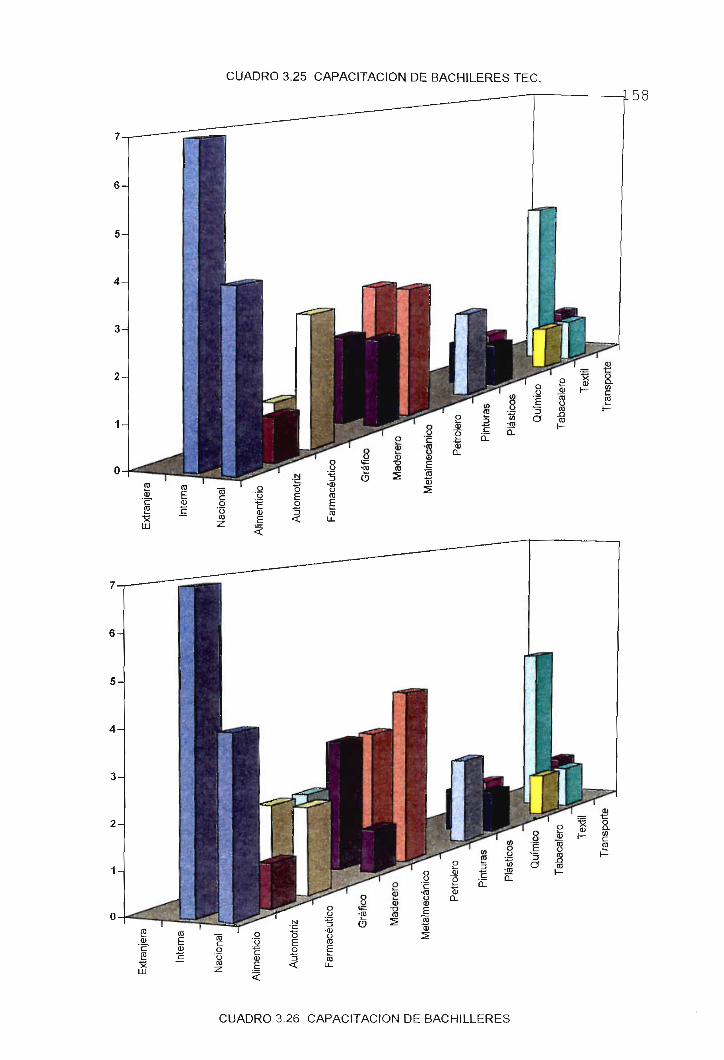
CUADRO 3.25 CAPACITACIÓN DE BACHILERES TEC.
158
CUADRO 3.26 CAPACITACIÓN DE BACHILLERES

159
3.3.4.- EQUIPAMIENTO TÉCNICO:
Por ser ésta la parte más importante del trabajo,
proceden aquí varias evaluaciones:
a.- Los equipos provienen principalmente de Estados Unidos
( 30,26% ), de Alemania ( 20,51% ), de Italia ( 11,79% ) y
de Suiza ( 7,18% ). Si se analiza por continentes se
establece que la compra de tecnología se la realiza
principalmente de Europa ( 56,92% ) y de América del Norte
( 30,26% ). Referencia de estos resultados se observa en los
listados de las págs. 160 a 165. En la pág. 166 se muestra
dos ejemplos de estos resultados:
CUADRO 3.27: Equipos por sector que provienen de Alemania
CUADRO 3.28: Procedencia de equipos por sectores
b.- Estos equipos funcionan con los siguientes voltajes:
Potencia Control
110 V 12 V
220 V 24 V
380 V 110 V
440 V 220 V
como se muestra en los cuadros 3.29 y 3.30 de la pág. 167,
de los que resulta evidente que un laboratorio que pretenda
atender a equipos industriales, deberá estar dotado
básicamente de conexiones de 110, 220 y 440 V, mientras las
fuentes para voltajes de control pueden ser las conocidas de
12 y 24 V.

Listado de 3 características
TIPOPROD_sec NOMBREJnd PROCEDENCIA_e
Alimenticio
CERVECERÍA ANDINA
Suiza
USA
Cuenta:
CONFITECA
Francia
Italia
USA
Cuenta:
EPACEM
Bélgica
Brasil
Hong Kong
Cuenta:
INDEGA
Alemania
USA
Cuenta:
LATINRECO (NESTLE)
Suiza
Cuenta:
MOLINOS SUPERIOR
Alemania
Suiza
Cuenta:
NESTLE
Alemania
Dinamarca
Ecuador
Europa
Holanda
Italia
USA
Cuenta:
Cuenta
2
8
10
2
3
1
6
2
1
1
4
2
4
6
1
1
1
3
4
1
4
1
1
1
1
2
11
PASTIFICIOS ALPES S.A.
Italia

TIPOPROD sec NOMBRE ind PROCEDENCIA e Cuenta
Automotriz
PRONACA
TESALIA
Cuenta: 52
AYMESA
MARESA
ÓMNIBUS BB
Cuenta: 12
Cuenta: 2
Alemania 3
Cuenta: 3
Argentina 2
USA 3
Cuenta: 5
Alemania
Brasil
España
USA
Cuenta:
Argentina
Italia
USA
Cuenta:
España
Cuenta:
3
1
2
1
7
1
1
1
3
2
2
Farmacéutico
BLENASTOR
LIFE
Alemania
Cuenta:
Alemania
Italia
USA
Cuenta:
MERCK SHARP & DOHME
Alemania
1
1
8
8
9
25
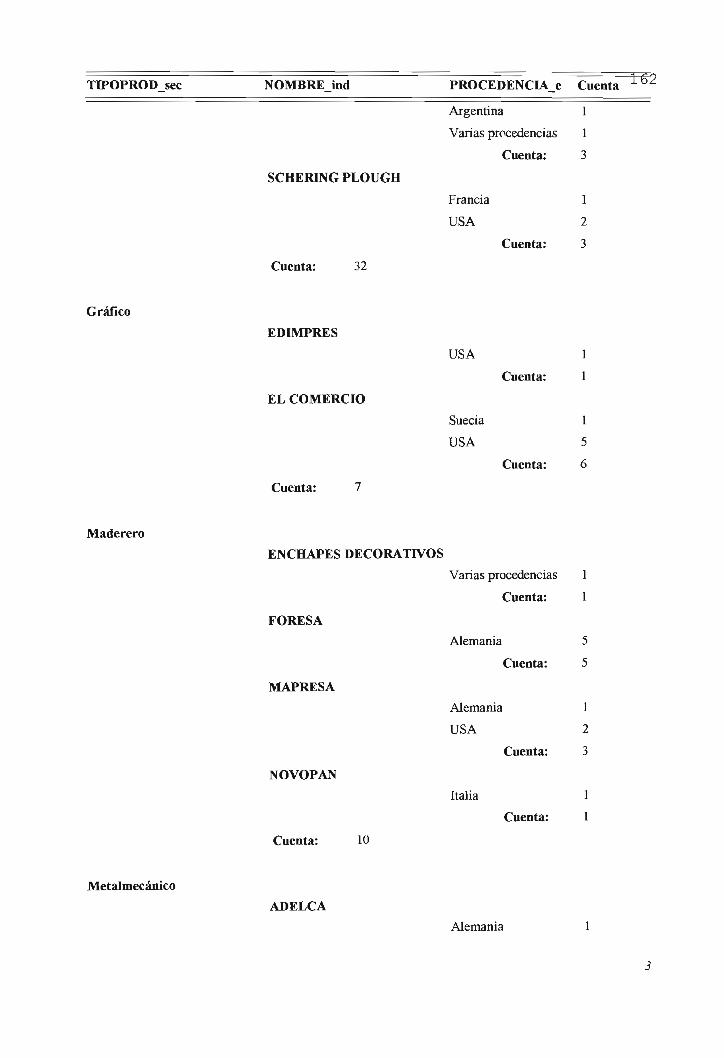
TIPOPROD sec NOMBRE ind PROCEDENCIA e Cuenta
SCHERING PLOUGH
Cuenta: 32
Argentina 1
Varías procedencias 1
Cuenta: 3
Francia 1
USA 2
Cuenta: 3
Gráfico
Maderero
EDIMPRES
EL COMERCIO
USA
Suecia
USA
Cuenta:
Cuenta:
Cuenta: 7
ENCHAPES DECORATIVOS
FORESA
MAPRESA
NOVOPAN
Cuenta: 10
Varias procedencias
Cuenta:
Alemania
Cuenta:
Alemania
USA
Italia
Cuenta:
Cuenta:
Metalmecánico
ADELCA
Alemania

TIPOPROD_sec NOMBREJnd PROCEDENCIA_e
Cuenta:
ATU
Alemania
Bélgica
USA
Cuenta:
CABLEC
Alemania
USA
Cuenta:
ECASA
USA
Cuenta:
ECUACOBRE
Alemania
Argentina
Holanda
Japón
Cuenta:
IDEAL ALAMBREC
Bélgica
Ecuador
Suiza
Cuenta:
INDUSTRIA ACERO DE LOS
Francia
Suecia
Cuenta:
Cuenta^3
1
1
1
1
3
1
2
3
2
2 -
2
1
1
1
5
2
1
1
4
3
1
4
Petrolero
Cuenta: 22
BEATERÍO
Cuenta:
USA 3
Cuenta: 3
Pinturas
PINTURAS CÓNDOR

TIPOPROD_sec NOMBRE_ind PROCEDENCIA_e
Colombia
Suecia
USA
Varias procedencias
Cuenta:
WESCO
España
Suiza
Cuenta:
Cuenta104
1
2
4
3
10
1
1
2
Plásticos
Cuenta: 12
PLASTIGAMA
Químico
RAFIATEX
Cuenta: 5
BORDEN
Tabacalero
Cuenta: 4
TANASA
Italia
USA
Taiwan
Cuenta:
Cuenta:
Colombia
Italia
USA
Cuenta:
Ecuador
Inglaterra
USA
Cuenta:
Cuenta: 6
Textil

TIPOPROD sec NOMBRE ind PROCEDENCIA e Cuenta
Transporte
EKI
España
Italia
1
1
Cuenta: 2
ENKADOR
Alemania
Italia
2
2
Cuenta: 4
LA INTERNACIONAL
Suiza
USA
3
4
Cuenta: 7
TEXSA
Alemania
Italia
1
2
Cuenta: 3
TEXTILES RIO BLANCO PL
Cuenta: 20
TROLEBÚS
Cuenta: 10
Japón
Suiza
1
3
Cuenta: 4
Alemania 6
España 4
Cuenta: 10
Cuenta Total: 195
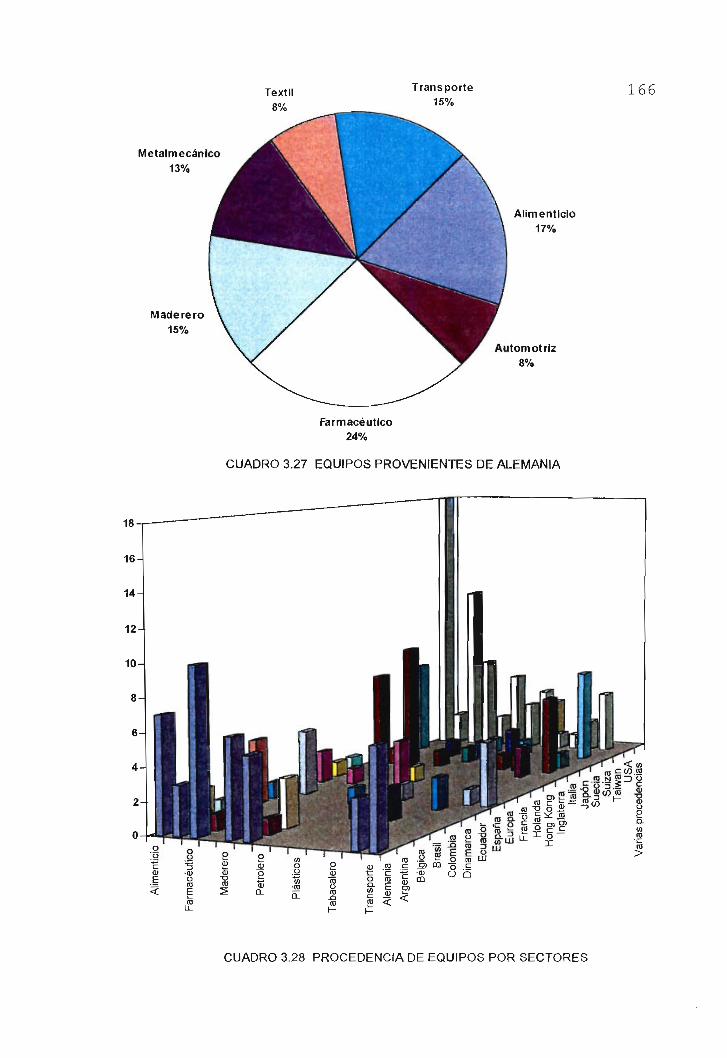
Alim
entic
io
Far
mac
éutic
o
O C O co ho 00 "O 3) O O m o (TI z o o m m o c -o O O) TJ O ;o 05 m o O ;o m O
)
Arg
entin
a
Col
ombi
aD
inam
arca
Ecua
dor
Espa
ñaEu
ropa
Fran
cia
Hol
anda
Hon
g K
ong
Ingl
ater
ra Italia
Japó
nS
ueci
aSu
iza
Taiw
an US
AVa
rias
proc
eden
cias
O > O ;o o OJ k> i m D C TI
O CO TI
73 O rn z rn z H m w o m m >

167
35
30
25
20-
15 -
10 -
5 -
•
J 10 .T l
O ^J
« 1£ 5== 3< <
i•
n 1 i
fl n 1 J i II1 1 J. nl.ln.rJll 1
D110
• 220
D380
Q 440
1
ñ 8 o o e s s 8 2 s *1 1 Í I I 1 1 1 1 1 1•í *fí 5» *fO ~ •* '~ g " .*** O1 ' i H ' i 1 J - j«_ *- r— t—<D «)
CUADRO 3.29 VOLTAJES DE POTENCIA UTILIZADOS
45 -
40 -
35 -
30
25 -
20 -
15 -
10 -
5 -
0 Hr n
5 ^5 £
& cE OJ31¿£ 3«a. c;
•t I „ ,
• 110
B12
G 220
a 24-
n
Fl
r i n,,m n . II» n U n'i — — • — i 1 r^ i r — — i — i 1 1 1 1
•— i P a l c • y ^ o ' c ^ í o o
| a | jo | 1 1 3 I ^ ¡ÍD oí
CUADRO 3.30 VOLTAJES DE CONTROL UTILIZADOS

168
c.- En todas las industrias visitadas la tendencia es ir
mejorando sus procesos, situación que se complica un poco por
la crisis económica. Tal es asi que la maquinaria manual
prácticamente está desapareciendo y se la está reemplazando
con equipos automáticos y semiautomáticos. Esto se ve
claramente en los listados de págs. 169-170 y en los cuadros
3.31 y 3.32 de pág. 171.
De los cuadros 3.33 y 3.34 (pág. 172), se puede deducir
que los sectores que presentan un mejor equipamiento vienen
a ser el alimenticio, farmacéutico, metalmecánico y textil,
pero en la mayoría sus equipos son analógicos e híbridos.
Se puede ver que en general en la industria predominan
los equipos de tipo analógico e híbrido, sean automáticos o
semi-automáticos. Hay una diferencia significativa con la
existencia de equipos digitales, lo cual se explica en la
mayor parte de casos por condicionamientos económicos, pero
también se debe considerar que algunos equipos nuevos vienen
de fábrica con instrumentos analógicos o híbridos, que son
más fáciles de usar por los operadores y son los adecuados
para medidas en condiciones difíciles.
Igual sucede con la tecnología semi-automática que es
muy utilizada en la industria porque cumple las condiciones
técnicas requeridas por determinados procesos. Incluso
cierto tipo de tecnología totalmente automática, no es
accesible para nuestros países.

Listado de 2 características169
TIPOPROD sec
Alimenticio
Automotriz
Farmacéutico
Gráfico
Maderero
Metalmecánico
Petrolero
Pinturas
AUTOMATICO_equ Cuenta
Automático
Manual
Semiautomático
Cuenta:
Automático
Semiautomático
Cuenta:
Automático
Semiautomático
Cuenta:
Automático
Cuenta:
Automático
Semiautomático
Cuenta:
Automático
Manual
Semiautomático
Cuenta:
Semiautomático
Cuenta:
Automático
Semiautomático
37
1
14
52
12
24
32
6
4
10
12
1
9
22

TIPOPROD sec AUTOMATICO_equ Cuenta170
Plásticos
Químico
Tabacalero
Textil
Transporte
Cuenta:
Automático
Semiautomático
Cuenta:
Automático
Semiautomático
Cuenta:
Automático
Manual
Semiautomático
Cuenta:
Automático
Semiautomático
Cuenta:
Automático
Semiautomático
Cuenta:
12
7
13
20
9
1
10
Cuenta Total: 195

fe
O > O X) o rn O c TI
O V) TI O 70 V) m o O 73 m co
Pri
vad
a
Públic
a
G ff 3 D C *+•
O 3
» £
-* r*
Alim
entic
io
Aut
omot
riz
Far
mac
éutic
o
Grá
fico
Mad
erer
o
Met
al m
ecán
ico
Pet
role
ro
Pin
tura
s
Plá
stic
os
Quí
mic
o
Tab
acal
ero
Tex
til
Tra
nspo
rte
Aut
omát
ico
Man
ual
Sem
iaut
omát
ico
O > D 70 O OJ co —J. O > C/3
TI
O > g o z D m m D c TI O

CUADRO 3.33 TIPO DE EQUIPOS POR SECTORES
172
CUADRO 3.34 CLASIFICACIÓN vs. TIPO DE EQUIPOS

173
d.- En lo referente a instrumentación se determina según los
listados y cuadros que se indican a continuación, que en
general en el equipamiento electrónico de la industria de
Pichincha se tienen las siguientes tendencias:
- En sensores: predominan los de temperatura, presencia,
presión y posición. Listados págs. 174-178 y cuadro 3.35 en
pág. 178.
- En controladores: los de temperatura, presión y velocidad
son los más importantes. Listados págs. 179-181 y cuadro
3.36 en pág. 181.
- En actuadores: los de presión, presencia y velocidad son
los fundamentales. Listados págs. 182-183 y cuadro 3.37 en
pág. 183.
- En registradores: predominan totalmente los de temperatura.
Listados págs. 184-185 y cuadro 3.38 en pág. 185.
- En medidores: los de presión, temperatura, corriente y
caudal son primordiales. Listados págs. 186-189 y cuadro
3.39 en pág. 189.
- En transductores: los de presión y caudal son los más
significativos. Listados págs. 190-191 y cuadro 3.40.

174
Listado de 3 características
TIPOPROD_sec TIPO_ins NOMBRE_var
Alimenticio
Sensor
Cantidad
Caudal
Detector de chispas
Humedad relativa
Nivel
Peso
Posición
Presencia
Presión
Temperatura
Velocidad
Cuenta:
Cuenta: 66
Automotriz
Sensor
Caudal
Nivel
Posición
Presencia
Presión
Temperatura
Torque
Cuenta:
Cuenta: 20
Farmacéutico
Sensor
Conductividad
fluorescencia
movimiento
Posición
Presencia
Presión
Temperatura
Cuenta
3
3
2
1
8
1
2
17
8
19
2
66
2
1
6
1
3
5
2
20
1
1
1
1
9
3
4
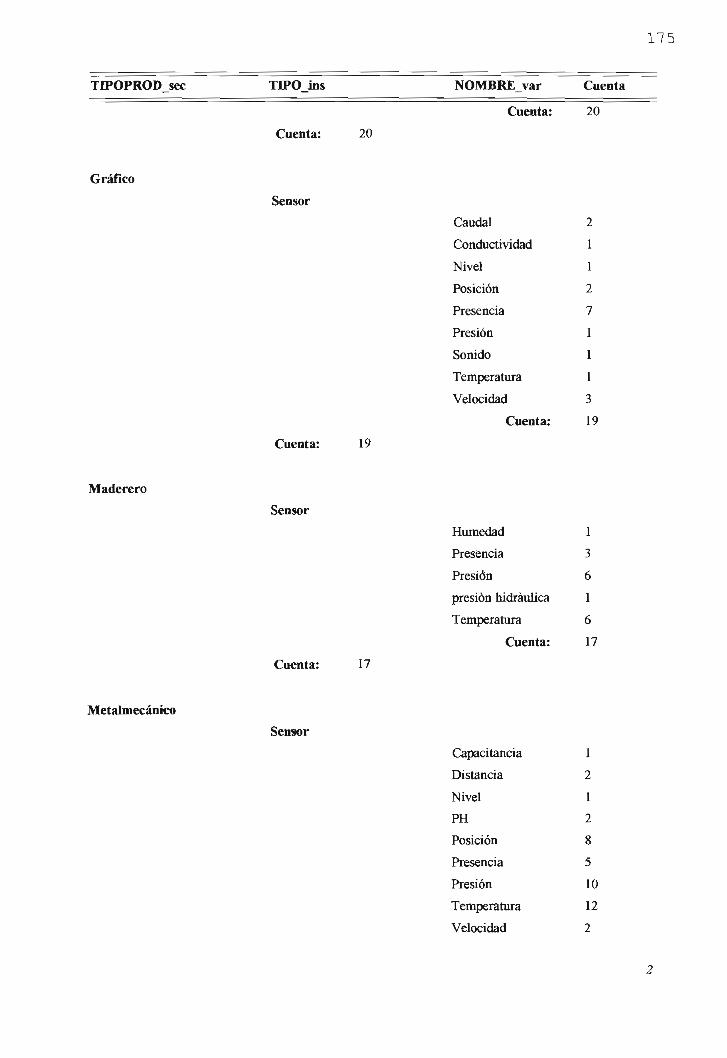
175
TIPOPROD_sec TTPOjns NOMBRE_var
Cuenta:
Cuenta: 20
Gráfico
Sensor
Caudal
Conductividad
Nivel
Posición
Presencia
Presión
Sonido
Temperatura
Velocidad
Cuenta:
Cuenta: 19
Maderero
Sensor
Humedad
Presencia
Presión
presión hidráulica
Temperatura
Cuenta:
Cuenta: 17
Metalmecánico
Sensor
Capacitancia
Distancia
Nivel
PH
Posición
Presencia
Presión
Temperatura
Velocidad
Cuenta
20
2
1
1
2
7
1
1
1
3
19
1
3
6
1
6
17
1
2
1
2
8
5
10
12
2

176
TIPOPROD sec TIPO ins
Cuenta: 45
NOMBRE var
Velocidad angular
Cuenta:
Cuenta
Petrolero
Pinturas
Sensor
Cuenta:
Sensor
Plásticos
Cuenta: 20
Sensor
Presión
Cuenta:
Masa
Nivel
PH
Presión
Temperatura
Cuenta:
Nivel
Posición
Presencia
Temperatura
Velocidad
Cuenta:
1
3
1
8
7
20
1
1
2
4
2
10
Cuenta: 10
Químico
Sensor
Cuenta: 4
Nivel 1
Presencia 1
Temperatura 2
Cuenta: 4

111
TIPOPROD_sec TIPOJns NOMBRE_var
Tabacalero
Sensor
Humedad
Masa
Presencia
Presión
Temperatura
Cuenta:
Cuenta: 8
Textil
Sensor
Cantidad
Distancia
Fuerza
Humedad
Nivel
Posición
Presencia
Presión
Temperatura
Torque
Velocidad
Cuenta:
Cuenta: 38
Transporte
Sensor
Aceleración
Corriente
Distancia
Peso
Temperatura
Velocidad
Voltaje
Cuenta:
Cuenta
1
1
3
1
2
8
2
4
1
1
1
1
13
4
6
1
4
38
1
3
5
1
3
2
2
17
Cuenta: 17
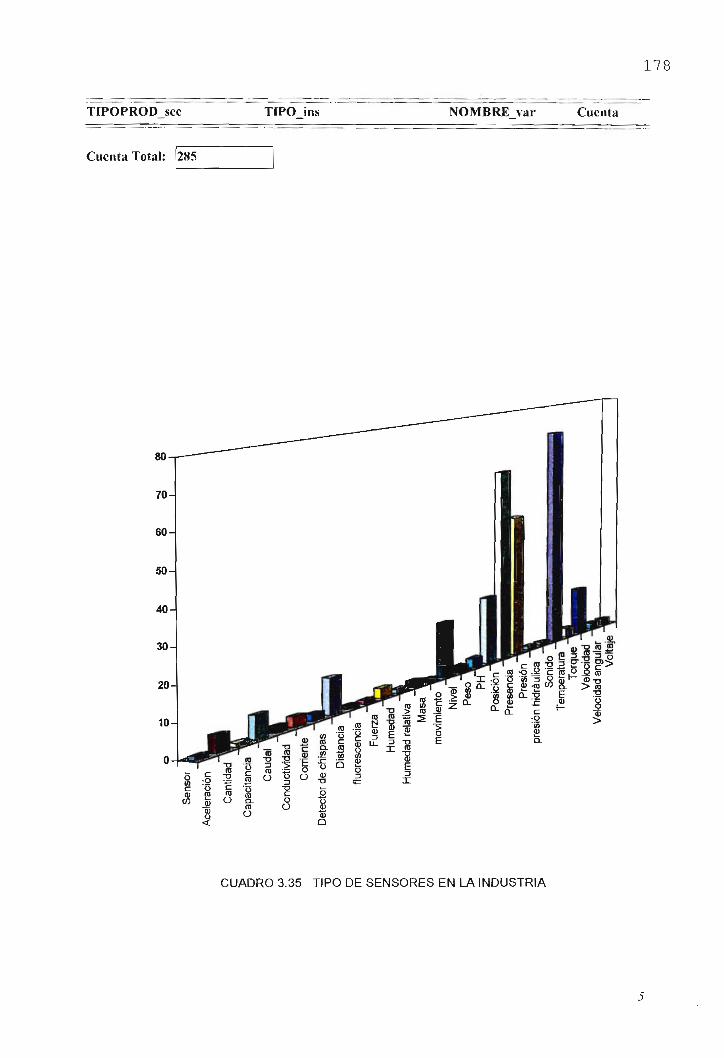
o O co w Oí
H TI
O O m w m z 03 O ZI m co m o c O) -t
É
Sen
sor
Ace
lera
ción
Can
tidad
Cap
acita
ncia
Cau
dal
Con
duct
ivid
ad
Cor
rient
e
Det
ecto
r de
chi
spas
Dis
tanc
ia
fluore
scenci
a
Fue
rza
Hum
edad
Hum
edad
rel
ativ
a
Mas
a
mov
imie
nto
Niv
elP
eso PH
Pos
ició
nP
rese
ncia
n c rs a H o Ni
3C
Pre
sión
pres
ión h
idrá
ulic
aS
onid
oT
empe
ratu
raT
orqu
eV
eloc
idad
Vel
ocid
ad a
ngul
arV
olta
je
Oí i .O H.í
iO O 2 C
8
O ft s
co

179
Listado de 3 características
TIPOPROD_sec TBPOJns
Alimenticio
Controlador
i
NOMBRE_var
Humedad
Peso
Porcentaje de sólidos
Presión
Temperatura
Velocidad
Cuenta:
Cuenta
2
1
1
4
7
2
17
Automotriz
Farmacéutico
Gráfico
Cuenta: 17
Controlador
Cuenta: 3
Controlador
Cuenta: 36
Controlador
Temperatura
Cuenta:
Humedad
Presión
Temperatura
Velocidad
Cuenta:
Presión
Temperatura
Velocidad
Cuenta:
1
18
15
2
36
Cuenta: 3
Maderero
Controlador
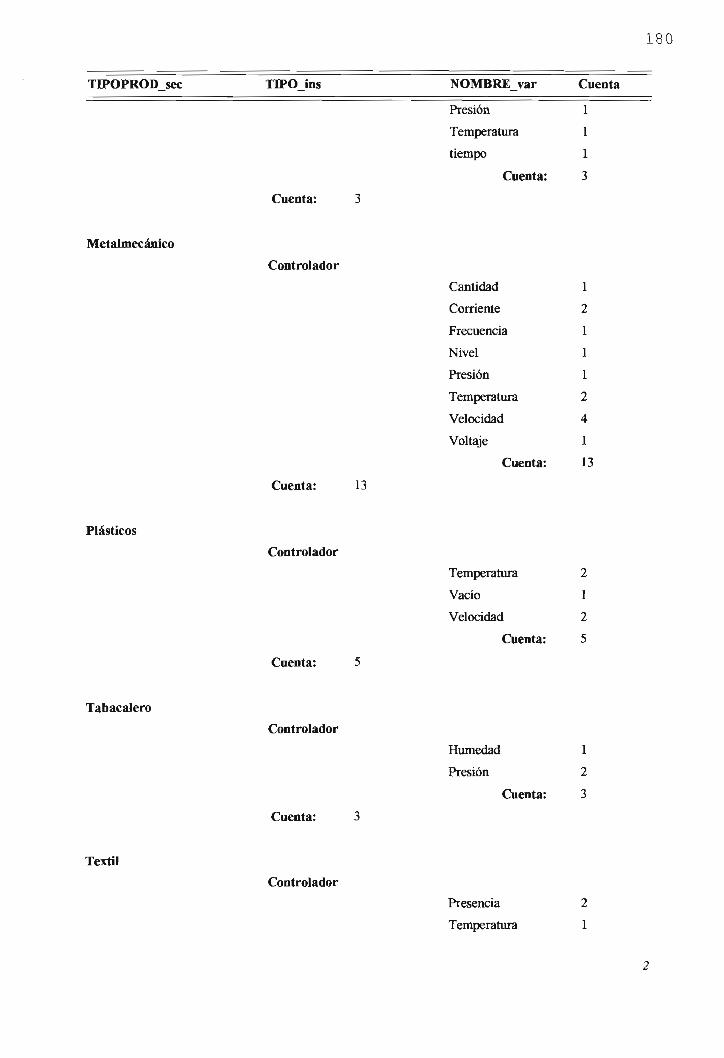
180
TEPOPROD_sec TIPO_ins NOMBRE_var
Presión
Temperatura
tiempo
Cuenta:
Cuenta
1
1
1
3
Metalmecánico
Cuenta: 3
Controlador
Plásticos
Cuenta: 13
Controlador
Tabacalero
Cuenta: 5
Controlador
Cantidad
Corriente
Frecuencia
Nivel
Presión
Temperatura
Velocidad
Voltaje
Cuenta:
Temperatura
Vacío
Velocidad
Cuenta:
Humedad
Presión
Cuenta:
1
2
1
1
1
2
4
1
13
Cuenta: 3
Textil
Controlador
Presencia
Temperatura

181
TÍPOPROD sec TIPO ins NOMBRE var Cuenta
Cuenta:
Transporte
Cuenta: 3
Controlado r
Aceleración
Corriente
Potencia
Voltaje
Cuenta:
Cuenta:
Cuenta Total: 90
CUADRO 3.36 TIPO DE CONTROLADORES EN LA INDUSTRIA
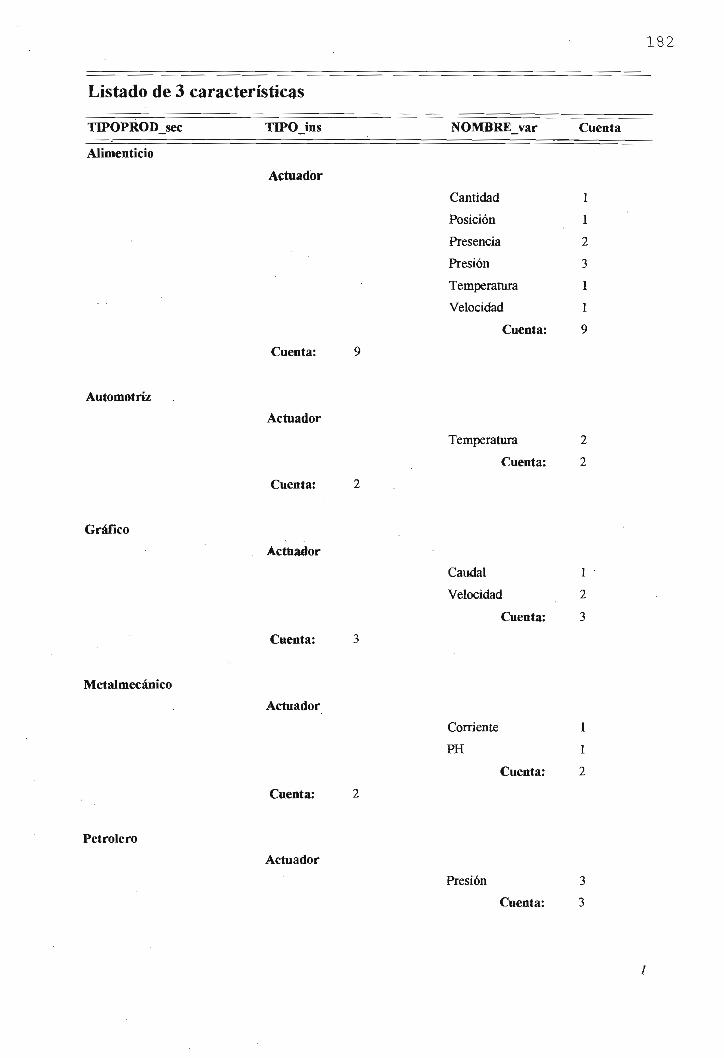
182
Listado de 3 características
TIPOPROD^sec TlPOJns
Alimenticio
Actuador
Cuenta: 9
Automotriz
Actuador
Cuenta: 2
Gráfico
Actuador
Cuenta: 3
Metalmecánico
Actuador
Cuenta: 2
Petrolero
Actuador
NOMBRE_var Cuenta
Cantidad 1
Posición 1
Presencia 2
Presión 3
Temperatura 1
Velocidad 1
Cuenta: 9
Temperatura 2
Cuenta: 2
Caudal 1
Velocidad 2
Cuenta: 3
Corriente 1
PH 1
Cuenta: 2
Presión 3
Cuenta: 3

183
TIPOPROD sec TIPO ins NOMBRE var Cuenta
Plásticos
Textil
Cuenta:
Actuado r
Cuenta: 1
Actuador
Presencia
Cuenta:
Humedad
Presencia
Velocidad
Cuenta:
Cuenta: 4
Cuenta Total: 24
CUADRO 3.37 TIPO DE ACTUADORES EN LA INDUSTRIA
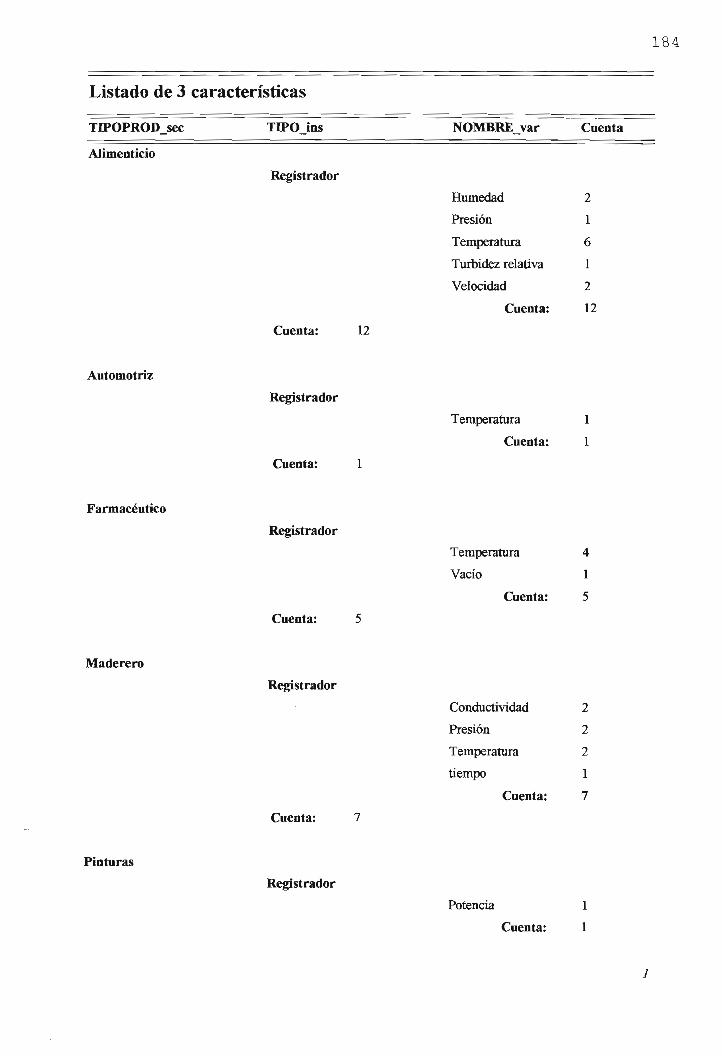
184
Listado de 3 características
TIPOPROD sec TIPO ins NOMBRE var Cuenta
Alimenticio
Automotriz
Farmacéutico
Maderero
Registrador
Cuenta: 12
Registrador
Cuenta: 1
Registrador
Cuenta: 5
Registrador
Humedad
Presión
Temperatura
Turbidez relativa
Velocidad
Cuenta:
Temperatura
Cuenta:
Temperatura
Vacío
Cuenta:
Conductividad
Presión
Temperatura
tiempo
Cuenta:
2
1
6
1
2
12
4
1
5
Cuenta: 7
Pinturas
Registrador
Potencia
Cuenta:

TIPOPROD sec TIPO ins NOMBRE var Cuenta
Químico
r*
Textil
Cuenta: 1
Registrador
Cuenta: 1
Registrador
Cuenta: 1
Temperatura
Cuenta:
Temperatura
Cuenta:
Cuenta Total: 28
CUADRO 3.38 TIPO DE REGISTRADORES EN LA INDUSTRIA

186
Listado de 3 características
TIPOPROD_sec TEPOJns
Alimenticio
Medidor
Cuenta: 40
Automotriz
Medidor
Cuenta: 7
Farmacéutico
Medidor
NOMBRE_var
Cantidad
Caudal
Corriente
Humedad
Nivel
Peso
Porcentaje de sólidos
Presión
Temperatura
Turbidez relativa
Vacío
Velocidad
Cuenta:
Corriente
Presión
Temperatura
Voltaje
Cuenta:
Absorbancia
Corriente
Humedad
Intensidad Lumínica
Peso
PH
Presión
Resistividad
Temperatura
Cuenta
1
4
2
1
1
2
1
16
9
1
1
1
40
2
2
2
1
7
1
3
1
1
3
1
31
1
10
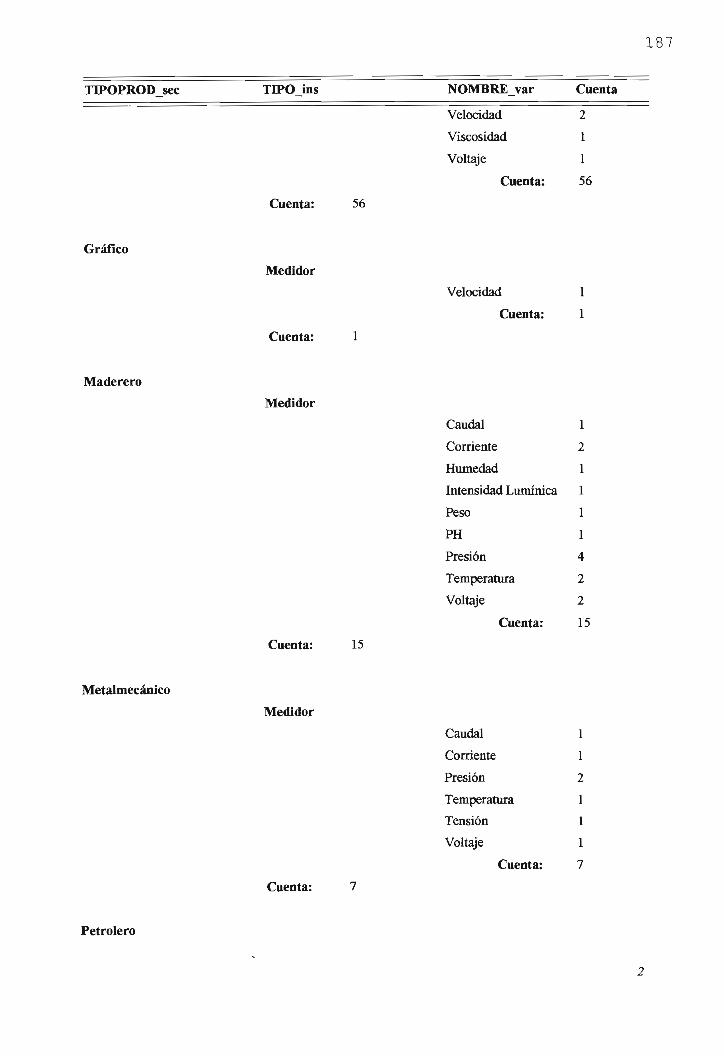
Cuenta: 56
187
TIPOPROD_sec TIPCMns NOMBRE_var
Velocidad
Viscosidad
Voltaje
Cuenta:
Cuenta
2
1
1
56
Gráfico
Maderero
Medidor
Cuenta:
Medidor
Metalmecánico
Cuenta: 15
Medidor
Velocidad 1
Cuenta: 1
Caudal
Corriente
Humedad
Intensidad Lumínica
Peso
PH
Presión
Temperatura
Voltaje
Cuenta:
Caudal
Corriente
Presión
Temperatura
Tensión
Voltaje
Cuenta:
1
2
1
1
1
1
4
2
2
15
1
1
2
1
1
1
7
Cuenta: 7
Petrolero

TIPOPROD_sec TIPOJns NOMBRE_var
Medidor
Caudal
Presión
Temperatura
Cuenta:
Cuenta
1
4
1
6
Pinturas
Cuenta:
Medidor
Plásticos
Químico
Tabacalero
Cuenta:
Medidor
Cuenta:
Medidor
Cuenta:
Medidor
Cantidad
Caudal
Corriente
Velocidad
Viscosidad
Cuenta:
Presión
Cuenta:
Temperatura
Cuenta:
Caudal
Presión
Temperatura
Cuenta:
Cuenta: 3
Textil
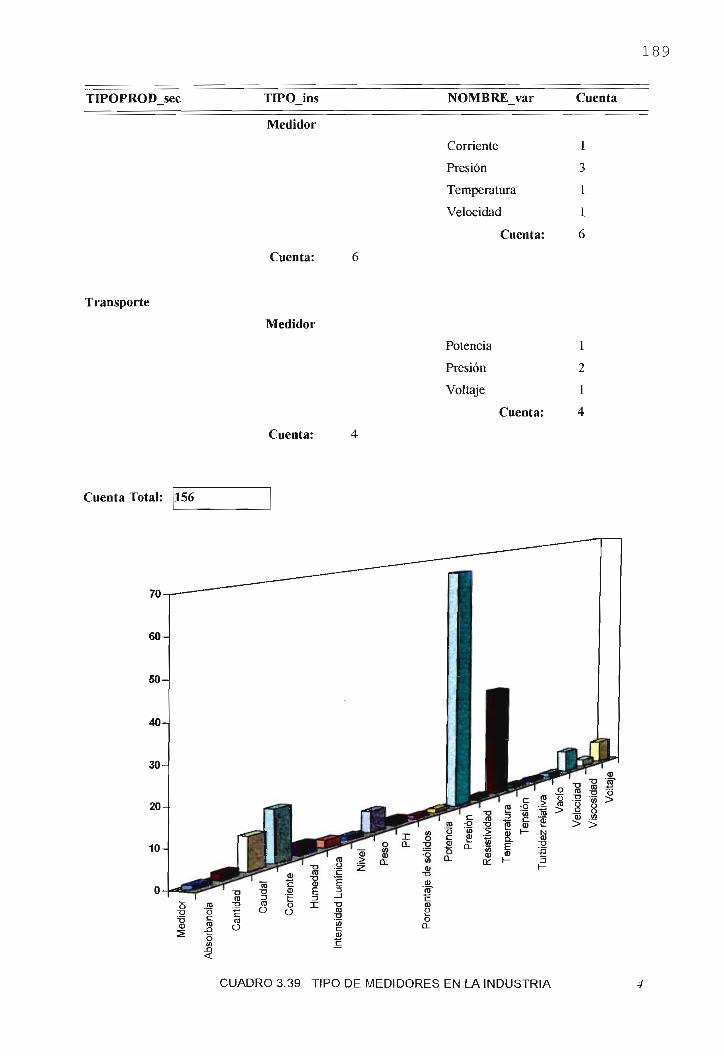
I
3 «•+
te
te 9
H HH 13 OÍ
"O,
» O O
O > a 33 O co CJ
CD
H •o o a m m g a o -% m w m z z o c w H
Med
idor
Abs
orba
ncia
Can
tidad
Cau
dal
Cor
rient
e
Hum
edad
Inte
nsid
ad L
umín
ica
Niv
el
Pes
o PH
Por
cent
aje
de sól
idos
Pot
enci
a
Pre
sión
CD 3Q
. E.'es
fD e.
<- _>
Res
istiv
idad
Tem
pera
tura
Ten
sión
Tur
bide
z re
lativ
a
Vac
ío
Vel
ocid
ad
Vis
cosi
dad
Vol
taje
Tí -
9:
8-
B'
O 3 «•*•
P
O o2! O
n 3 •K »
r 3 3 rt-
tí
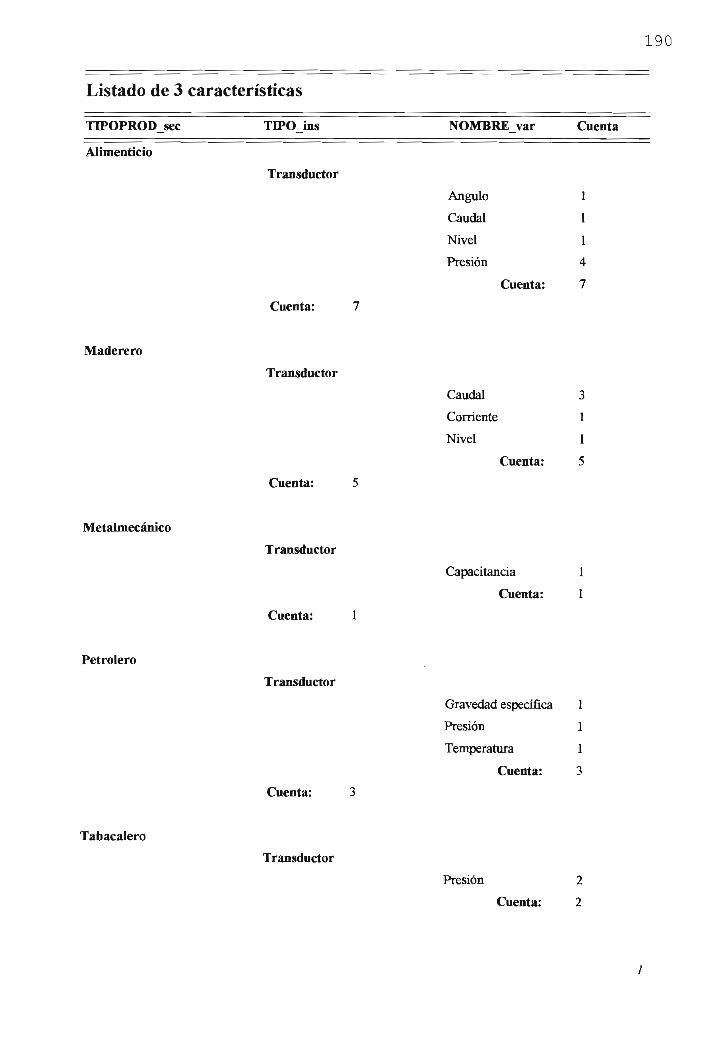
190
Listado de 3 características
TIPOPROD_sec TlPOJns
Alimenticio
Transductor
Cuenta: 7
Maderero
Transductor
NOMBRE_var
Ángulo
Caudal
Nivel
Presión
Cuenta:
Caudal
Corriente
Nivel
Cuenta:
Cuenta
1
1
1
4
7
3
1
1
5
Metalmecánico
Petrolero
Cuenta: 5
Transductor
Cuenta: 1
Transductor
Capacitancia 1
Cuenta: 1
Gravedad especifica 1
Presión 1
Temperatura 1
Cuenta: 3
Cuenta: 3
Tabacalero
Transductor
Presión
Cuenta:
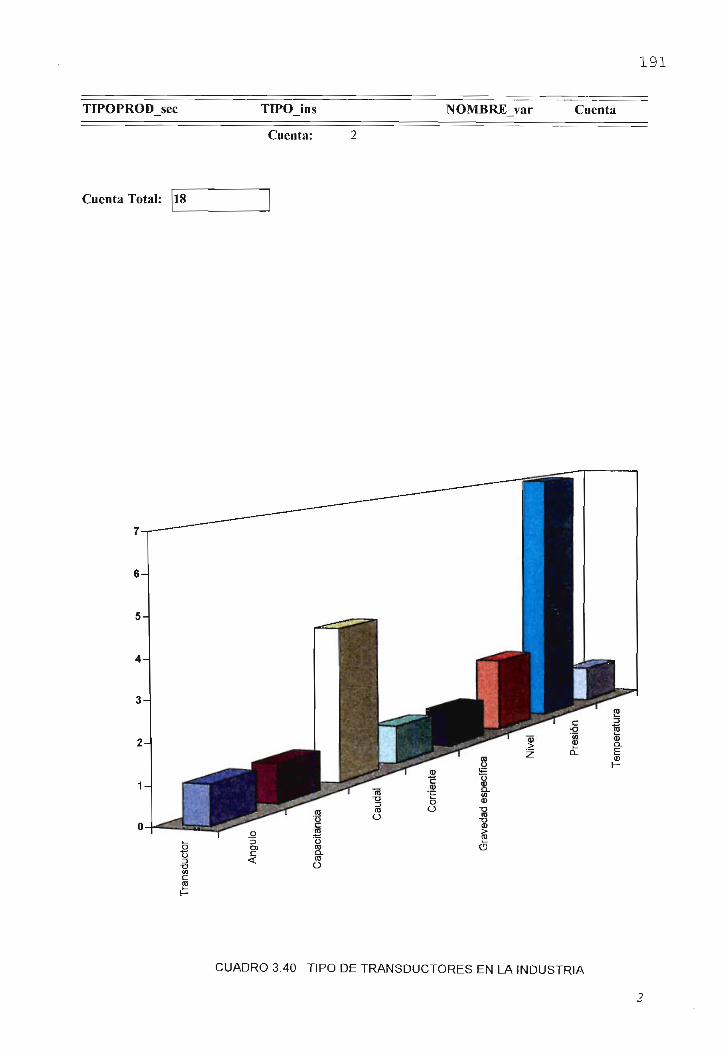
o c > a » o H -g O a m H 05 O C o H O X m w rn z z a c co
Tra
nsdu
ctor
Áng
ulo
Cap
acita
ncia
I I
I I
1
r> 5 3 H o
Cor
rient
e
Gra
veda
d es
pecí
fica N
ivel
Pre
sión
Tem
pera
tura
O
=3 o -ü ?D O O .? 5 53 M 9 (-»•
ti

192
e.- Como se puede ver claramente de los listados y gráficos
anteriores, las variables más utilizadas en la industria son
las de temperatura, presión, caudal, presencia y velocidad.
Para una mejor comprensión de este trabajo, se va a analizar
por separado, a manera de ejemplo y por asunto de espacio,
la instrumentación propia que se tiene para dispositivos que
miden únicamente temperatura y presión. Sin embargo no hay
problema para los valores del resto de variables, que se
pueden obtener del programa en el momento que se lo requiera.
En temperatura, los instrumentos más utilizados son:
- Para sensores y registradores: termocupla
- Para controladores: termocuplas, RTD's, termostatos y
termopares.
- Para medidores: bulbo y termocupla
Existen 136 instrumentos que tienen un rango de medida
que va desde -100°C a 1600°C y 8 instrumentos entre 0°F y
400°F.
Esta información se puede ver en forma completa en los
listados de págs. 193 a 200 y en los cuadros 3.41 a 3.46 en
págs. 201 a 203.
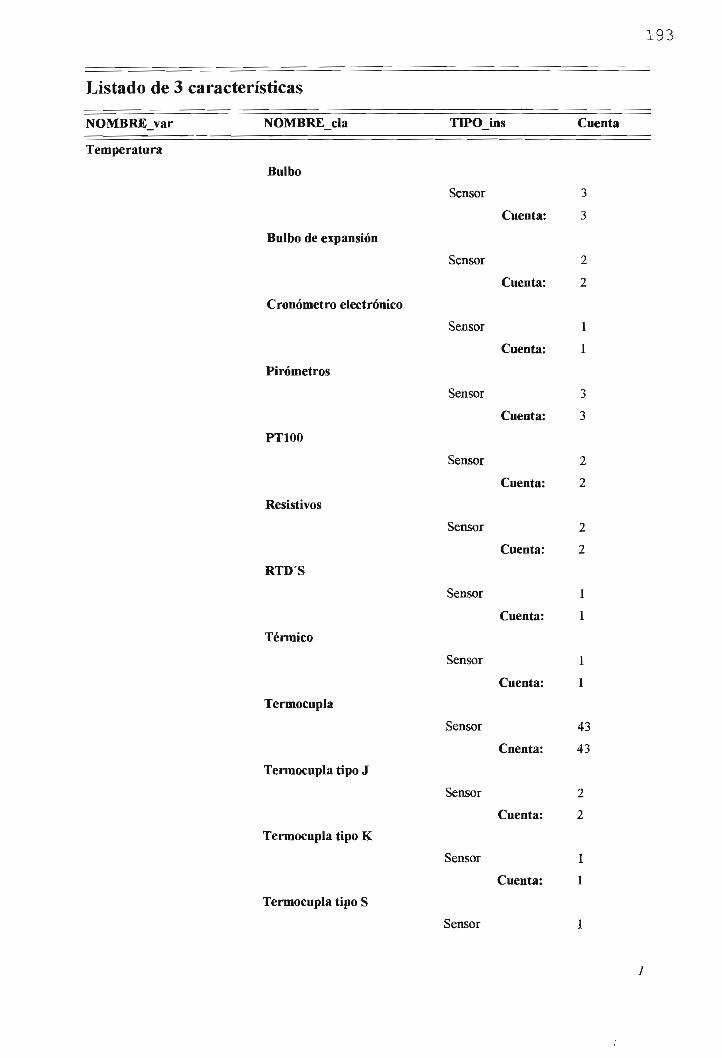
193
Listado de 3 características
NOMBRE var NOMBRE cía TIPO ins Cuenta
Temperatura
Bulbo
Bulbo de expansión
Cronómetro electrónico
Pirómetros
PT100
Resistivos
RTD'S
Térmico
Termocupla
Termocupla tipo J
Termocupla tipo K
Termocupla tipo S
Sensor 3
Cuenta: 3
Sensor 2
Cuenta: 2
Sensor 1
Cuenta: 1
Sensor 3
Cuenta: 3
Sensor
Sensor
Cuenta:
Cuenta:
2
2
2
2
Sensor 1
Cuenta: 1
Sensor
Sensor
Sensor
Sensor
Sensor
Cuenta:
Cuenta:
Cuenta:
Cuenta:
1
1
43
43
2
2
i
1

NOMBRE var
194
NOMBRE cía TIPO ins Cuenta
Cuenta: 1
Termoresistencia (bimetal)
Termostato
Cuenta: 71
Sensor
Sensor
Cuenta:
Cuenta:
7
7
2
2
Cuenta Total: 71

195
Listado de 3 características
NOMBRE var
Temperatura
NOMBRE cía
Bulbo
PT100
RTD'S
Termocupla
Termocupla tipo J
Termocupla tipo S
Termocupla tipo T
Cuenta: 15
TIPO ins Cuenta
Registrador 1
Cuenta: 1
Registrador 3
Cuenta: 3
Registrador 1
Cuenta: 1
Registrador 7
Cuenta: 7
Registrador 1
Cuenta: 1
Registrador 1
Cuenta: 1
Registrador 1
Cuenta: 1
Cuenta Total: 15

196
Listado de 3 características
NOMBRE var NOMBRE cía TIPO ins Cuenta
Temperatura
Bulbo
RTD'S
Termocupla
Termocupla tipo J
Termopar
Termoresistencia (bimetal)
Cuenta: 30
Medidor
Cuenta:
Medidor
Cuenta:
Medidor
Cuenta:
Medidor
Cuenta:
Medidor
Cuenta:
Medidor
Cuenta:
15
15
1
1
9
9
3
3
1
1
1
1
Cuenta Total: 30

197
Listado de 3 características
NOMBRE var NOMBRE cía TIPO ins Cuenta
Temperatura
Bulbo
Microprocesador
PID
PLC'S
PT100
RTD'S
Termocupla
Termocupla tipo J
Termocupla tipo K
Termocupla tipo T
Termopar
Termostato
Controlador 1
Cuenta: 1
Controlador 1
Cuenta: 1
Controlador 1
Cuenta: 1
Controlador 1
Cuenta: 1
Controlador 1
Cuenta: 1
Controíador 5
Cuenta: 5
Controlador 12
Cuenta: 12
Controíador 1
Cuenta: 1
Controlador 1
Cuenta: 1
Controlador 1
Cuenta: 1
Controlador 3
Cuenta: 3
Controlador 4
198
NOMBRE var NOMBRE cía TIPO ins Cuenta
Cuenta:
Cuenta: 32
Cuenta Total: 32
it

Listado de 3 características
199
NOMBRE var
Temperatura
NOMBRE cía
PLC'S
Señal eléctrica
Cuenta: 3
TIPO ins Cuenta
Actuador
Cuenta:
Actuador
Cuenta:
Cuenta Total: 3
Listado de 3 características
200
NOMBRE var NOMBRE cía TIPO ins Cuenta
Temperatura
Bulbo
Cuenta: 1
Transductor 1
Cuenta: 1
Cuenta Total: 1
f

201
o
CUADRO 3.41 SENSORES DE TEMPERATURA
m Bulbo
• Microprocesador
DPID
DPLC'S
• PT100
[ IRTDS
• TermocuplaD Termocupla tipo J
• Termocupla tipo K
• Termocupla tipo T
DTermopar
GTermostato
2
I
CUADRO 3,42 CONTROLADORES DE TEMPERATURA

o > D X> O co rn g o o 73 m O)
D m H rn m X)
7}
Bul
bo
RT
D'S
Ter
moc
upla
Ter
moc
upla
tip
o J
Ter
mop
ar
Term
ore
sist
enci
a (
bim
etal
)
Med
idor
o *>o o>
o Oo
O > O 73 O H > D O 73 m C/)
D m H m S ~o rn Z) í
Tem
pera
tura
ro o
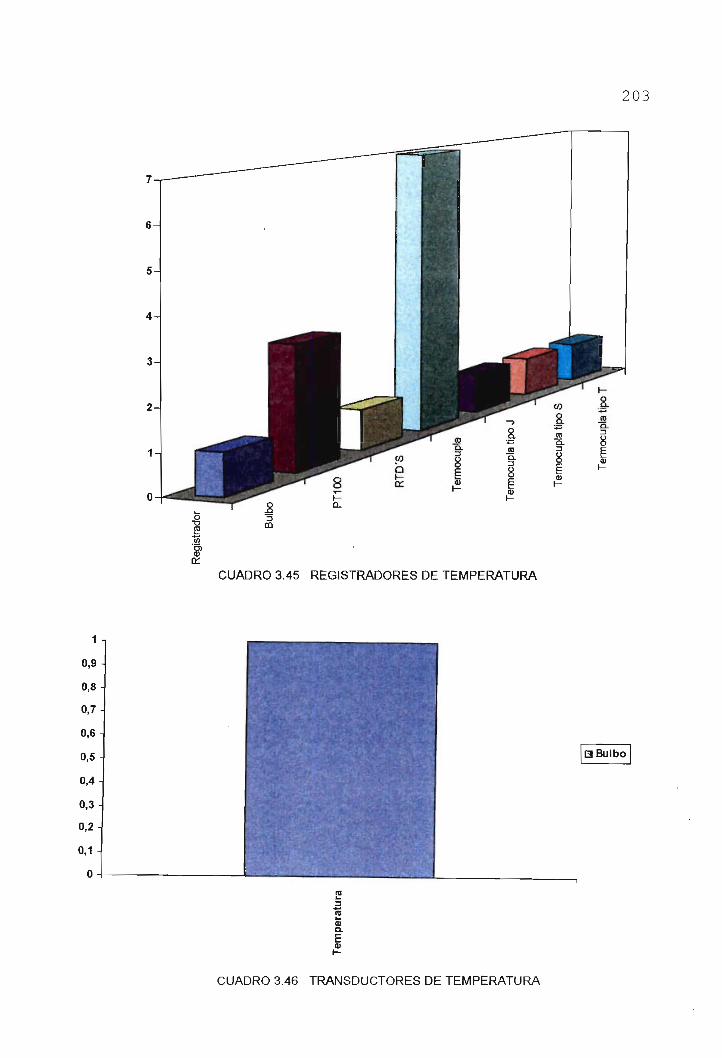
203
0,9
0,8
0,7
0,6
0,5
0,4-
0,3-
0,2-
0,1 -
O
CUADRO 3.45 REGISTRADORES DE TEMPERATURA
I
CUADRO 3.46 TRANSDUCTORES DE TEMPERATURA

204
En lo referente a presión los instrumentos más' utilizados
se pueden clasificar asi:
- Para sensores y medidores: presostato, manómetro y
diafragma
- Para controlador: manómetro
- Para transductores: diafragma y presión diferencial
En presión las unidades de medida son variadas y se
resumen en el siguiente cuadro.
N° instrumentos Rango Unidad
39 -1 a 3000 bar
1 O a 76 cmHg
14 O a 600 Kg/cm2
6 O a 150 Ib/pulg2
3 O a 760 mmHg
2 O a 1000 Pa
67 -30 a 10000
1 O a 400
La información indicada se tabula en los listados a
continuación de págs. 205 a 210 y cuadros 3.47 a 3.52 en págs.
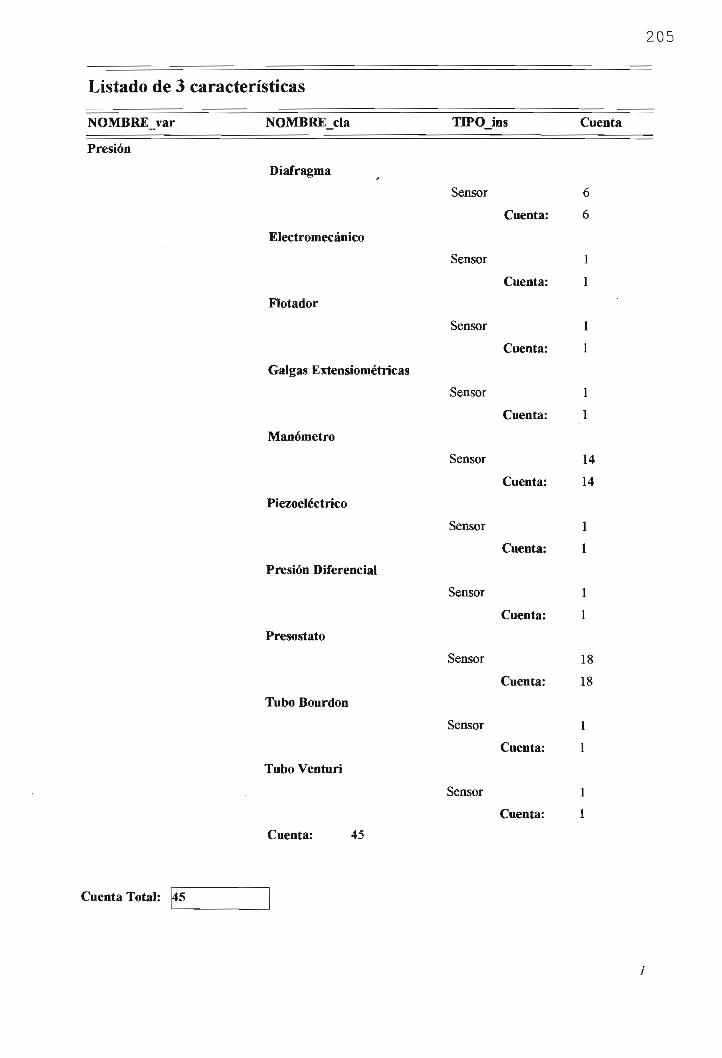
205
Listado de 3 características
NOMBRE var NOMBRE cía TIPO ins Cuenta
Presión
Diafragma
Electromecánico
Flotador
Galgas Extensiométricas
Manómetro
Piezoeléctrico
Presión Diferencial
Presostato
Tubo Bourdon
Tubo Venturí
Cuenta: 45
Sensor 6
Cuenta: 6
Sensor
Sensor
Sensor
Sensor
Sensor
Sensor
Sensor
Sensor
Sensor
Cuenta:
Cuenta:
Cuenta:
Cuenta:
Cuenta:
Cuenta:
Cuenta:
Cuenta:
Cuenta:
1
1
1
1
1
1
14
14
1
1
1
1
18
18
1
1
1
1
Cuenta Total: 45
It
Listado de 3 características
NOMBRE var
Presión
NOMBRE cía
Mercurio
Presostato
Tubo Bourdon
Cuenta: 3
TIPO ins
206
Cuenta
Registrador 1
Cuenta: 1
Registrador 1
Cuenta: 1
Registrador 1
Cuenta: 1
Cuenta Total: 3

Listado de 3 características
NOMBRE var NOMBRE cía
207
TIPO ins Cuenta
Presión
Cerámica
Diafragma
Electromecánico
Manómetro
Presostato
Cuenta: 66
Medidor 1
Cuenta: 1
Medidor
Cuenta:
Medidor
Cuenta:
Medidor
Cuenta:
Medidor
Cuenta:
7
7
4
4
49
49
5
5
Cuenta Total: 66

208
Listado de 3 características
NOMBRE var
Presión
NOMBRE cía
Cerámica
Electrónico
Manómetro
PLC'S
Presión Diferencial
Presostato
Tubo Bourdon
Cuenta: 27
TIPO ins Cuenta
Controlador 1
Cuenta: 1
Controlador 1
Cuenta: 1
Controlador 18
Cuenta: 18
Controlador 4
Cuenta: 4
Controlador 1
Cuenta; 1
Controlador 1
Cuenta: 1
Controlador 1
Cuenta: 1
Cuenta Total: 27

209
Listado de 3 características
NOMBRE var
Presión
NOMBRE cía
Arrancador inversor
Corriente eléctrica
Electrohidráulico
Electroneumático
Microswitch
PLC'S
Cuenta: 6
TIPO ins Cuenta
Actuador 1
Cuenta: 1
Actuador 1
Cuenta: 1
Actuador
Cuenta:
Actuador
Cuenta:
Actuador
Cuenta:
Actuador
Cuenta:
Cuenta Total: 6

210
Listado de 3 características
NOMBRE var
Presión
NOMBRE cía
Cerámica
Diafragma
Piezoeléctrico
Presión Diferencial
Cuenta: 7
TIPO ins Cuenta
Transductor 1
Cuenta: 1
Transductor 3
Cuenta: 3
Transductor 1
Cuenta: 1
Transductor 2
Cuenta: 2
Cuenta Total: 7

211
50
45
40
35
30
25 -
20 -
15
10
5 -I
O
D Cerámica
• Diafragma
D Electromecánico
D Manómetro
• Presostato
CUADRO 3.47 MEDIDORES DE PRESIÓN
CUADRO 3.48 SENSORES DE PRESIÓN

21:
LJ Arrancador inversor
• Corriente eléctrica
D Bectrohidraulico
Q Bectroneumático
• Micros witch
D PLC'S
£O.
CUADRO 3.49 ACTUADORES DE PRESIÓN
oo
CUADRO 3.50 CONTROLADORES DE PRESIÓN

213
CUADRO 3.51 TRANSDUCTORES DE PRESIÓN
D Mercurio
• Presostato
DTubo Bourdon
CUADRO 3.52 REGISTRADORES DE PRESIÓN

214
f.- A continuación se van a explicar algunos detalles sobre
otros instrumentos que miden diferentes magnitudes y que
también tienen importancia en el control de procesos de la
industria.
Los instrumentos de corriente y voltaje son muy
utilizados en calidad de medidores, de acuerdo a la siguiente
tabla:
N° instrumentos
17
11
13
Rango
O a 6000
O a 300
O a 600
Unidad
A
mA
V
En general, otros instrumentos importantes usados en la
industria, son los siguientes:
Variable
Frecuencia
Velocidad
Velocidad
Velocidad
Caudal
Caudal
Caudal
Caudal
Peso
N° instrumentos
5
20
6
2
1
2
3
3
3
Rango
0
0
0
0
0
0
0
0
0
a
a
a
a
a
a
a
a
a
150
20000
300
13,5
12
80
400
700
1800
Unidad
Hz
RPM
m/min
mm/s
gUnin
ItAm
It/h
m3/h
Kg

215
3.3.5.- OPERACIÓN Y MANTENIMIENTO
Se van a evaluar a continuación, el resto de información
obtenida en las encuestas, y que básicamente se refiere al
funcionamiento de la industria, como consta en el cuadro 3.53
de las págs. 217-218, y que se puede detallar de la siguiente
forma:
- El 58,54% de la industrias funcionan entre 19 y 24 horas
al día y el 46,34% lo hacen los 30 días del mes. Esto lleva
a pensar que en las restantes industrias existen períodos de
tiempo en que sus equipos permanecen inactivos, debido a que
con la producción que tienen en sus horarios normales de
trabajo es suficiente para abastecer el mercado.
- Es necesario también que la maquinaria se encuentre en buen
estado todo el tiempo, por lo que las industrias en un 86,96%
realizan un mantenimiento preventivo de acuerdo a sus
exigencias y en base a un cronograma prefijado. Los
industriales además están preocupados por obtener manuales
técnicos de sus equipos, para realizar los mantenimientos de
una manera efectiva y sin tener que depender mayormente de
los proveedores. La mayoría de industrias realizan
calibración de instrumentos, pero la hacen en sus propias
instalaciones, lo cual lógicamente no implica una adecuada
garantía de que este tipo de trabajo sea eficiente. La
única empresa que posee un laboratorio de metrología, en el
que disponen de instrumentos patrón para calibrar equipos,
es la de Pinturas Cóndor.

216
Al analizar las causas de fallos en equipos, se descubre
que la mayor parte de éstos se originan en desgaste de
piezas, falta de mantenimiento y deterioro de maquinaria
(fallas mecánicas). Las fallas eléctricas más comunes que
se presentan se deben a problemas de voltaje o de
instalaciones defectuosas.
En cambio las fallas electrónicas se originan en
problemas para reparación de tarjetas electrónicas por falta
de repuestos, además de dificultades en comunicación entre
diferentes aparatos por usar protocolos distintos o por mala
programación. También se tienen inconvenientes por falta de
instrumentos de control, porque no existe calibración o por
fallas de origen en los equipos.
- Las empresas ven la necesidad de mejorar y automatizar sus
procesos para obtener productos de mejor calidad y en mayor
cantidad, pero a pesar de que el 93,48% se muestra favorable
a esta tendencia, el 65,12% lo haría sólo parcialmente debido
a los altos costos que esto implica. Existen dos empresas
que se encuentran totalmente automatizadas como es el caso
de El Comercio y Adelca.
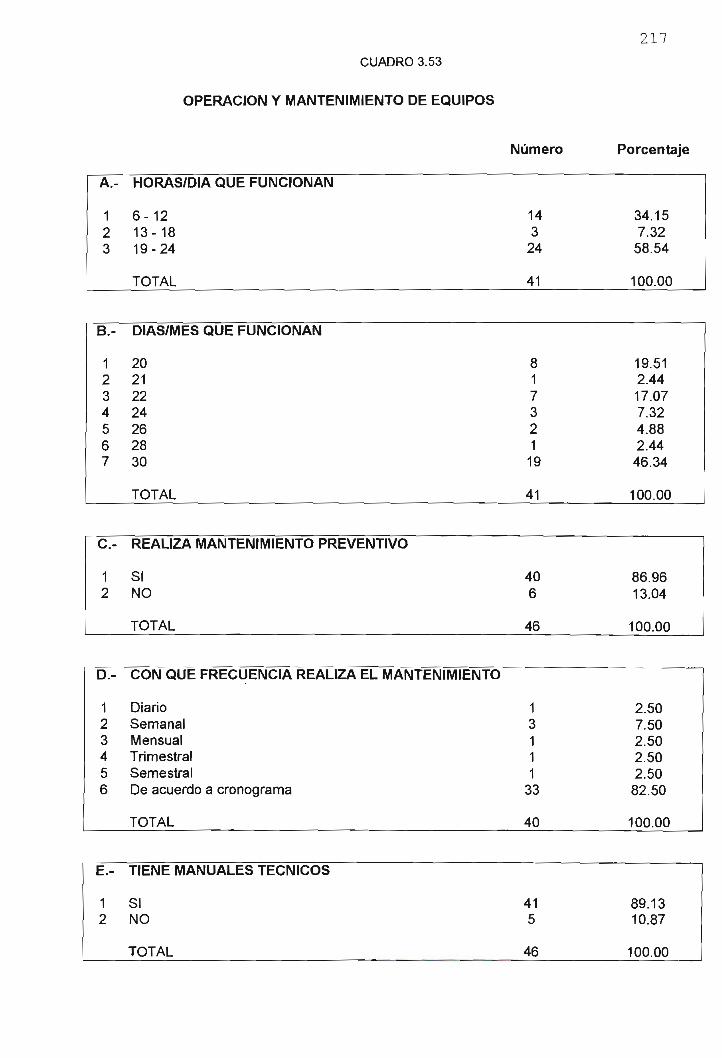
CUADRO 3.53
OPERACIÓN Y MANTENIMIENTO DE EQUIPOS
217
Número Porcentaje
A.-
123
HORAS/DÍA QUE FUNCIONAN
6-1213-1819-24
TOTAL
143
24
41
34.157.32
58.54
100.00
B.-
1234567
DÍAS/MES QUE FUNCIONAN
20212224262830
TOTAL
817321
19
41
19.512.4417.077.324.882.44
46.34
100.00
C.-
12
REALIZA MANTENIMIENTO PREVENTIVO
SINO
TOTAL
406
46
86.9613.04
100,00
D.-
123456
CON QUE FRECUENCIA REALIZA EL
DiarioSemanalMensualTrimestralSemestralDe acuerdo a cronograma
TOTAL
MANTENIMIENTO
13111
33
40
2.507.502.502.502.5082.50
100.00
E.-
12
TIENE MANUALES TÉCNICOS
SINO
TOTAL
415
46
89.1310.87
100.00

218
Número Porcentaje
F.-
12
REALIZA CALIBRACIÓN DE EQUIPOS
SINO
TOTAL
442
46
95.654.35
100.00
G.-
123456
DONDE REALIZA LA CALIBRACIÓN
INENESPEEmpresas particularesEstados UnidosCosta RicaEn la propia empresa
TOTAL
51421
31
44
11.362.279.094.552.2770.45
100.00
H.-
1234567891011
FALLOS MAS COMUNES
Fallas eléctricasFallas electrónicas (tarjetas, comunicación)Fallas mecánicas (desgaste)Deterioro de equiposFallas de origenFalta de mantenimientoCalibraciónFalta de instrumentaciónNo existen repuestosMala programaciónFalta de capacitación
TOTAL
7101523432321
52
13.4619.2328.853.855.777.695.773.855.773.851.92
100.00
I.-
123
PIENSA AUTOMATIZAR PROCESOS
SINOYa están automatizados
TOTAL
4312
46
93.482.174.35
100.00
J.-
12
A QUE NIVEL SE
TotalmenteParcialmente
TOTAL
REQUIERE AUTOMATIZAR
1528
43
34.8865.12
100.00
219
3.3.6.- OBSERVACIONES GENERALES
En la Provincia de Pichincha los industriales recurren
a técnicos extranjeros en un 56,52%, pero principalmente lo
hacen en busca de asesoramiento o para compra de equipos
nuevos. En lo referente a calibración no se busca ayuda en
el exterior, lo cual indica que el servicio que podría dar
la Escuela Politécnica Nacional sería bien recibido. Además
hay que aprovechar que la Politécnica goza aún de un buen
prestigio ( hay una tendencia favorable en un 38,30% ) y que
el 78,26% opina que sí acudirían a ella por servicios y
sobretodo el 10,64% especifica que recurriría para servicios
de calibración. Podría además implementarse cursos de
capacitación técnica a todo nivel, porque el 66,04% de los
encuestados han afirmado que sí lo requieren.
Esta información se la encuentra en el cuadro 3.54 de
las págs. 220-221.

OBSERVACIONES GENERALES
220
Número Porcentaje
A.-
12
RECURRE A TÉCNICOS
SINO
TOTAL
EXTRANJEROS
2620
46
56.5243.48
100.00
B.-
123456789
POR QUE RAZÓN LO HACE
CalibraciónConveniosRepuestosEquipos nuevosReparación de equiposAsesoramientoSupervisiónGarantíaMontaje
TOTAL
2619312325
43
4.6513.952.33
20.936.98
27.916.984.6511.63
100.00
C.-
123
ACUDIRÍA A LA EPN POR SERVICIOS
SINONo sabe
TOTAL
3691
46
78.2619.572.17
100.00
D.-
1234567
POR QUE ACUDIRÍA A LA EPN
AsesoramientoCertificacionesServicio técnicoInvestigaciónCalibración de equiposEducación continuaPrestigio (confiabilidad)
TOTAL
92615618
47
19.154.2612.772.1310.6412.7738.30
100.00
E-
123456
POR QUE NO ACUDIRÍA A LA EPN
No necesitaAcuden a proveedores de equiposAcude a otra UniversidadNo son buenos serviciosNo conoce de servicios de la EPNNo hay apertura
TOTAL
121131
9
11.1122.2211.1111.1133.3311.11
100.00
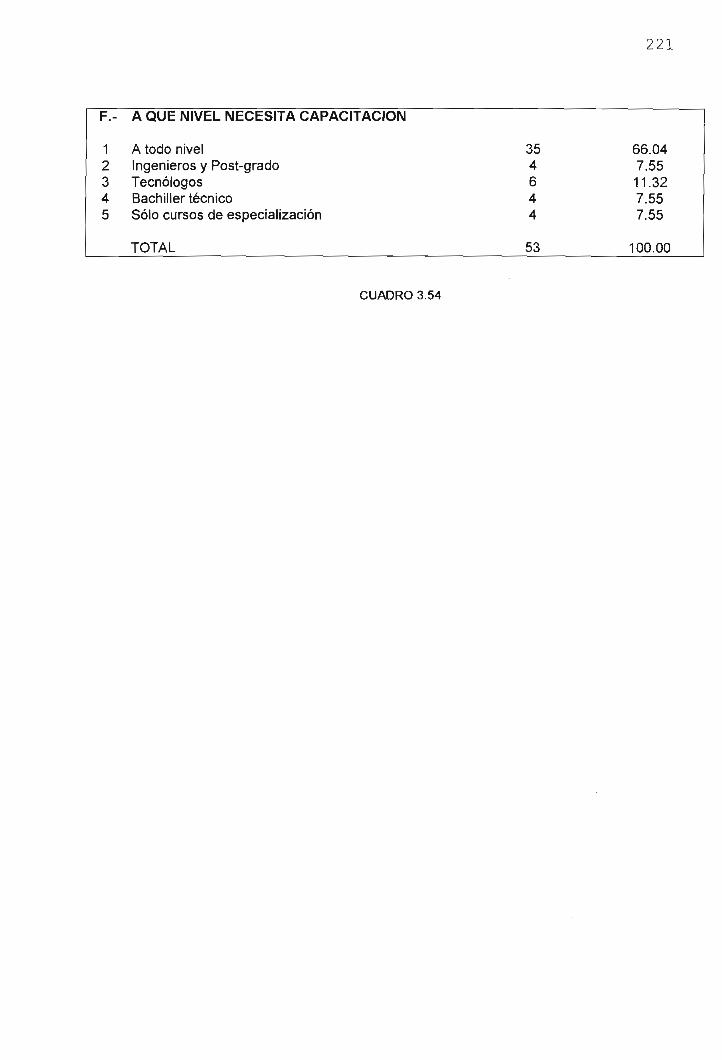
221
F.-
12345
A QUE NIVEL NECESITA CAPACITACIÓN
A todo nivelIngenieros y Post-gradoTecnólogosBachiller técnicoSólo cursos de especialización
TOTAL
354644
53
66.047.5511.327.557.55
100.00
CUADRO 3.54

222
COMENTARIO FINAL
Al haber terminado el análisis estadístico
propuesto, se decidió verificar la confianza y el error
obtenidos en las encuestas. Para el efecto se recurrió a una
empresa encuestadora de Quito, quienes nos ayudaron con este
requerimiento. Se les proporcionó los datos del universo de
industrias y de la muestra analizada, y en base al soporte
técnico especializado del que ellos disponen, nos expresaron
que el trabajo realizado tiene una confianza del 92% y un
error del +/- 8%; resultados que juzgamos adecuados para la
finalidad planteada inicialmente.
El error que se tiene en esta investigación se
presenta debido a que se está escogiendo una muestra de la
población y no la totalidad. Otra causa puede ser el tamaño
y la forma de escoger la muestra de manera de evitar
desviaciones en la investigación.
Hay que tomar en cuenta que en el método de
muéstreo por encuestas, como el que se utilizó, se pueden
producir este tipo de errores, debidos además al tipo de
preguntas y el orden en el que se las hizo, si el
entrevistado es una persona con conocimiento del tema o si
el encuestador no comete fallas en las mediciones realizadas.
En cuanto al procesamiento de los datos, se pueden dar
errores en la edición, codificación y tabulación de los
mismos, aunque consideramos que el uso de un programa
adecuado de computación minimiza esta posibilidad.
223>
CAPITULO 4
CONCLUSIONES Y RECOMENDACIONES
224
4.1 CONCLUSIONES
Después de terminar este trabajo de investigación y los
análisis de resultados respectivos, se pueden concluir los
siguientes puntos:
- Las visitas realizadas, en su mayoría, se han enfocado en
la ciudad de Quito y sus alrededores, por la razón lógica de
la concentración de los centros de producción alrededor de
la capital, debido a que en ella se encuentra abundante mano
de obra, un extenso mercado para los diferentes productos,
la cercanía al aeropuerto, etc. El único sitio dentro de
Pichincha, aparte de Quito, donde se ha incrementado el
desarrollo industrial es la ciudad de Santo Domingo de los
Colorados, lugar al cual emigra la población de otras
provincias por su situación geográfica, que le permite ser
un punto de contacto que une además la sierra con la costa.
Ciertas industrias están esforzándose por ser más
competitivas no sólo dentro del país sino internacionalmente,

225
tal es así que hay empresas que han logrado consequir ya
certificaciones internacionales de sus productos, y otras
están realizando cambios pertinentes con miras a obtenerlas.
Sin embargo éste no es el panorama general del sector,
sino que más bien se mantienen esquemas antiguos y
tradicionales en la estructura de la industria ecuatoriana
vigentes desde hace mucho tiempo; tal es asi que la
proporción de industrias dedicadas a la producción de bienes
básicos de consumo se mantiene igual que hace 10 años. El
enfoque del sector industrial sigue orientado en alimentos,
textiles, metalmecánica, etc.
- A pesar de que la mayoría de industrias tienen un
departamento técnico bien estructurado, en lo que se refiere
al personal en puestos de decisión, es muy preocupante
concluir que éstos no están siendo ocupados en su gran
mayoría por ingenieros eléctricos o electrónicos, aunque
donde sí lo hacen, su importancia es significativa.
Cabe destacar que en un gran porcentaje, la industria ha
implementado la realización de mantenimientos preventivos,
en la gran mayoría de casos a través de cronogramas de
actividades a lo largo de todo el año. Esto es muy
beneficioso debido al ahorro que involucra, tanto en tiempo
como en dinero.
Las industrias, para la calibración de instrumentos, lo
hacen en gran parte en forma interna, sin disponer de los

226
laboratorios ni de las medidas patrón necesarias. En unos
pocos casos se recurre al INEN o a otras universidades o
empresas de la provincia. Esto es desalentador a primera
vista, pero en cambio seria un campo explotable para la EPN,
si se implementara el laboratorio de Calibración,
Contrastación y Pruebas, que es el objetivo al cual pretende
aportar este trabajo.
La Politécnica Nacional sigue gozando del gran prestigio
que ha mantenido por años, es asi que un gran número de
industrias acude o acudiría a este centro universitario para
solucionar sus problemas técnicos. Además es vista como una
institución neutral, imparcial e independiente a la cual
acudir para obtener certificaciones o como sujeto dirimente.
La tendencia de la industria de Pichincha es actualmente,
la de automatizar procesos, sobre todo aquellos que son
manuales o donde requieren incrementar sus niveles de
productividad. Sin embargo, el desarrollo de planes de
automatización sólo se los plantea de manera parcial, debido
a los altos costos que conlleva y según las necesidades
existentes; aunque se debe destacar que hay pocas industrias
donde se tiene al momento una automatización total.
Los industriales han llegado a comprender la importancia
que tiene el mantener a su personal en constante
capacitación, sin importar el rango u oficio que desempeñan,
pues esto crea un mayor rendimiento del personal y una mejora
de la producción. Es por ello que se muestran abiertos a la

227
posibilidad de recibir asesoramiento o cursos especificos de
entrenamiento por parte de la EPN.
- En cuanto se refiere a implementación electrónica, se puede
ver que la mayor parte de equipos instalados en el sector
industrial, requieren de instrumentos que puedan controlar
principalmente temperatura, presión y presencia (sistemas
on/off), que son variables básicas de funcionamiento de las
máquinas.
- Se debe señalar que en la mayor parte de sitios visitados,
si bien se realizan procesos de medición y detección de
variables físicas, no se complementan con procesos de control
de ellas. Los instrumentos únicamente se limitan a entregar
datos de señalización (alarmas) para que en gran medida, sea
un operador el que tome la decisión de manipular la variable.
Es por esto que se tienen en los listados una cantidad
considerable de sensores y medidores, y nuestra visión
particular de la implementación electrónica instalada en
general, es regular.
- Aparte de los problemas económicos involucrados, la
industria en general no ha entrado en procesos importantes
de automatización, por el predominio existente de
profesionales de ramas completamente distintas que se
encuentran dirigiendo las plantas, en lugar del técnico
adecuado que obviamente deberia ser un ingeniero electrónico.
Sólo de esa forma, se podría garantizar que los procesos de
control se realicen de una manera óptima. Las empresas que

228
así lo han hecho muestran un considerable adelanto en el área
de automatización.
- Un gran número de empresas trabajan con equipamiento
antiguo {mínimo 15-20 años) que en la mayoría de casos es
electromecánico; es muy poca la proporción de equipos nuevos
de tecnología avanzada. Además en algunos sitios, la
tecnología más apropiada y moderna para sus necesidades, es
de tipo neumático.
- La EPN podría trabajar con la industria en asesoramiento
para mejora y automatización de procesos e integración de
sistemas de adquisición de datos y control por computadora,
lo que se conoce actualmente como sistemas Scada.
En cuanto a la presencia general de la industria,
especificada en el cuadro 3.1, cabe destacar que a nuestras
empresas les falta mejorar en muchos aspectos, no sólo
técnicos, sino en otros ámbitos, como la higiene, la
seguridad industrial, las instalaciones eléctricas, etc. Se
debe señalar eso sí, la buena disposición y el interés
mostrado ante este trabajo por la mayor parte de los
encuestados.
- Consideramos por último, cumplido el objetivo inicial de
esta tesis, cual era el de proveer una base de datos
confiable a la Facultad para una futura implementación de un
Laboratorio de Ca. ibración, Contrastación y Pruebas, que
permita tanto a la Universidad como a la Industria

229
beneficiarse mutuamente en este intercambio. Cabe destacar
que la información que se obtuvo de las empresas que nos
permitieron realizar las encuestas es confidencial, y nos la
proporcionaron bajo ese parámetro.
4.2 RECOMENDACIONES
- La EPN debe promover la importancia de la participación de
ingenieros eléctricos y electrónicos dentro de los diferentes
sectores de la industria, con la finalidad de que puedan
aportar soluciones apropiadas para nuestro medio, en el campo
de la automatización y control de procesos.
- Seria conveniente empezar la implementación de un futuro
.laboratorio de Calibración, Contrastación y Pruebas en la
Facultad, que se base en la evaluación de resultados de la
presente investigación, en lo que se refiere por ejemplo, a
voltajes típicos que se utilizan, a que la mayor parte de
instrumentos electrónicos de la industria manejan variables
de temperatura y presión, a que un gran porcentaje de equipos
son del tipo analógico o híbrido, a que trabajan en los
rangos señalados, o a cualquier otro aspecto que se juzgue
de importancia en los datos obtenidos.
- Sería adecuado si se instala este laboratorio, promocionar
en el sector industrial los servicios que pueden prestarse,
puesto que en algunos sitios no se conoce de los beneficios
mutuos que podrían obtenerse de una relación con la Facultad.
230
Además este intercambio podría basarse también en cursos de
capacitación, desde aspectos técnicos hasta otros como
seguridad industrial y afines, que la Universidad podría
dictar, orientados hacia áreas específicas del quehacer
industrial.
- Se podría continuar con el trabajo de campo de esta tesis
(encuestas), con la finalidad de ampliar la base de datos
existente al momento, ya que las facilidades que brinda el
programa utilizada son muy amplias, y así cada vez la
conflabilidad de la muestra sería mayor.
- Se recomienda la realización de este tipo de trabajos, con
más frecuencia y en diferentes campos de la ingeniería
eléctrica y electrónica, pues de esta manera la Facultad
puede ir enfocando la preparación de nuevos profesionales,
en áreas específicas que la industria lo necesite.
- Para un trabajo de este tipo, que pretenda abarcar una
población de industrias más grande que la estudiada, se
debería tener un auspicio fundamentalmente de carácter
económico, ya que los gastos que se ocasionan son
considerables.

- '
•-•
231
ANEXOS

232
ANEXO A
MODELO DE ENCUESTA TIPO UTILIZADA
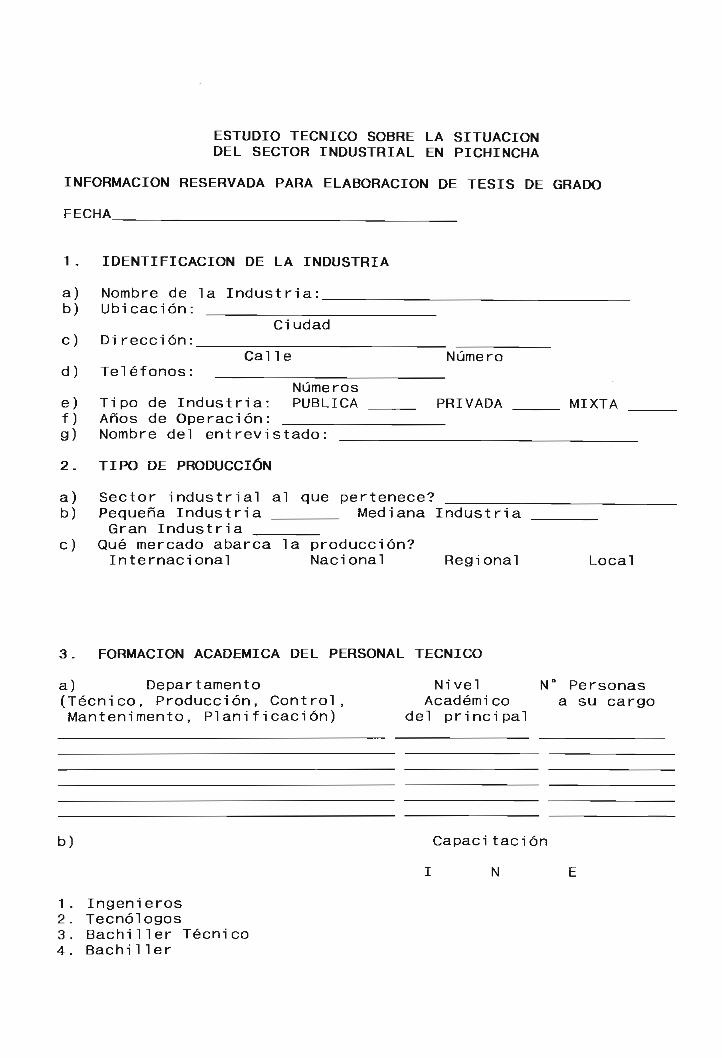
ESTUDIO TÉCNICO SOBRE LA SITUACIÓNDEL SECTOR INDUSTRIAL EN PICHINCHA
INFORMACIÓN RESERVADA PARA ELABORACIÓN DE TESIS DE GRADO
FECHA
1 IDENTIFICACIÓN DE LA INDUSTRIA
a)b)
c)
d)
Nombre de laUbicación:
Di rección :
Te! éf onos :
Industria:
Ci udad
Cal le Número
Númerose) Tipo de Industria: PUBLICAf) Años de Operación:g)
2.
Nombre del entrevistado:
TIPO DE PRODUCCIÓN
PRIVADA
a) Sector industrial al que pertenece?b) Pequeña Industria Mediana Industria
Gran Industriac) Qué mercado abarca la producción?
Internacional Nacional Regional
MIXTA
Local
3. FORMACIÓN ACADÉMICA DEL PERSONAL TÉCNICO
a) Departamento(Técnico, Producción, Control,Manteñí mentó, Plañífi caeion)
Nivel N° PersonasAcadémico a su cargo
del pri nci pal
b)
1 . Ingeni eros2. Tecnólogos3. Bachiller Técni co4. Bachi1ler
Capaci tación
I N E

I
PROC
EDEN
CIA
UÜLT
AJE
TIPO
TIEM
PO OP
ERAC
IÓN
D/ri
ES
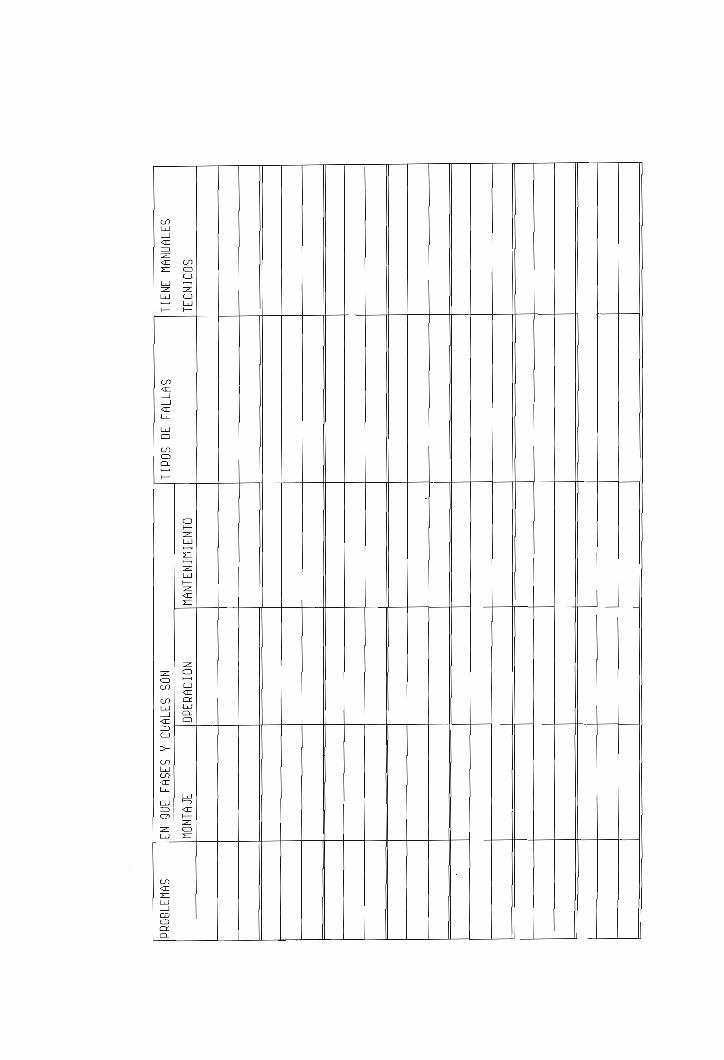
PROB
LEMA
SEN QU
E EASES
Y CU
ALES
SO
N
MONT
AJE
OPER
ACIÓ
NMA
NTEN
IMIE
NTO
TIPO
S DE
EAL
LAS
TIEN
E MA
NUAL
ES
TÉCN
ICOS
UARIABLES
ACELERACIÓN
CñUDAL
CORRIENTE
DENSIDAD
DISTANCIA
FUERZA
HUMEDAD
NIUEL
PESO
PESO ESPECIFICO
POSICIÓN
POTENCIA
TIPO ft
PROCESO
CLASE RANGO CARACTERÍSTICAS
UñRIñBLES
PRESIÓN
PUNTO ROCLO
RñDEñCIQN
RESISTENCIñ
ÍEMPERñTURñ
JORQUE
UELOCIDñD
UISCOSIDñD
UQLTftJE
TIPO tt
PROCESO
CLñSE RfiNGG CñRñCTERISTICñS

5. OPERACIÓN Y MANTENIMIENTO
Montaj e real izado con Técni eos: Nacional es ExtranjerosSe realiza mantenimiento? Preventivo Sí NoFrecuenci a
Recurre su empresa a técnicos extranjeros? Sí NoEn que circunstancias lo hace?
Se realiza calibración de los equipos? Sí NoDónde? Local Nacional Internacional
Ti enen un laboratorio para el control de cal i dad Sí No_6. OBSERVACIONES GENERALES
1.- Acudiría Ud. a la EPN para solucionar sus problemastécni eos?Sí No Por qué?
2.- Su empresa tiene planificado automatizar o mejorar susprocesos? Sí No A quéni vel?
3.- A qué nivel necesita su empresa capacitación?Ingeni erosTecnólogosBachiller Técni coOtros
Realizado a:Nombre Firma y C. I.

239
ANEXO B
LISTADO DE INDUSTRIAS A VISITARSE

LIS
TAD
O D
E IN
DU
STR
IAS
A V
ISIT
AR
SE
No.
IN
DU
STR
IA
1 A
DE
LCA
2 A
RT
ÍCU
LOS
DE
AC
ER
O S
.A.
- A
TU
3 A
UT
OS
Y M
AQ
UIN
AS
DE
L E
CU
AD
OR
S.A
. - A
YM
ES
A4
BA
TE
RÍA
S E
CU
AT
OR
IAN
AS
S.A
.5
BE
AT
ER
ÍO6
C.A
. EL
CO
ME
RC
IO7
CA
BLE
S E
LÉC
TR
ICO
S E
CU
AT
OR
IAN
OS
C.A
. - C
AB
LEC
8 C
EN
TR
O D
E S
UP
ER
VIS
IÓN
Y C
ON
TR
OL
- CE
NA
CE
9 C
ER
RA
DU
RA
S E
CU
AT
OR
IAN
AS
C.E
.S.A
.10
C
ER
VE
CE
RÍA
AN
DIN
A S
.A. -C
AS
A11
C
ON
DU
IT D
EL
EC
UA
DO
R12
C
ON
FIT
ES
EC
UA
TO
RIA
NO
S C
.A. -
CO
NF
ITE
CA
13
CO
RP
OR
AC
IÓN
CA
NE
Y IN
TE
RN
AC
ION
AL
S.A
.14
E
CU
AC
OB
RE
F.V
. S
A.
15
EC
UA
PO
WE
R16 ECUATORIANA DE ARTEFACTOS S.A. - ECASA
17
EC
UD
AL
SA
18
ED
ES
AS
.A.
19
ED
ITO
RE
S E
IMP
RE
SO
RE
S S
A
- E
DIM
PR
ES
20
EK
I21
E
MB
OTE
LLA
DO
RA
OR
AN
GIN
E22
E
NC
HA
PE
S D
EC
OR
AT
IVO
S S
.A. -
EN
DE
SA
23
EN
KA
DO
R24
F
AB
RIC
A D
E H
ILO
S P
INTO
CÍA
. LT
DA
.25
FL
OR
ES
EQ
UIN
OC
CIA
LES
S
A26
F
OR
ES
A27
F
OS
FO
RE
RA
EC
UA
TO
RIA
NA
S.A
. - F
ES
A
SE
CTO
R
Met
alm
ecán
ico
Met
alm
ecán
ico
Aut
omot
rizQ
uím
ico
Pet
role
roG
ráfic
oM
etal
mec
ánic
oE
léct
rico
Met
alm
ecán
ico
Alim
entic
ioM
etal
mec
ánic
oA
limen
ticio
Alim
entic
ioM
etal
mec
ánic
oE
léct
rico
Met
alm
ecán
ico
Alim
entic
ioC
erám
ico
Grá
fico
Text
ilA
limen
ticio
Mad
erer
oTe
xtil
Tex
tilF
loric
ultu
raM
ader
ero
Mad
erer
o
UB
ICA
CIÓ
N
Aló
agQ
uito
Qui
toQ
uito
Qui
toQ
uito
Qui
toQ
uito
San
Raf
ael
Cum
bayá
Qui
toQ
uito
Qui
toA
mag
uaña
San
to D
omin
go d
e lo
s C
olor
ados
Qui
toQ
uito
Qui
toQ
uito
Qui
toC
onoc
oto
Qui
toS
ango
lquí
Qui
toE
l Qui
nche
San
to D
omin
go d
e lo
s C
olor
ados
Qui
to

LIS
TAD
O D
E IN
DU
STR
IAS
A V
ISIT
AR
SE
No.
IN
DU
STR
IA
28
IDE
AL
ALA
MB
RE
C29
IN
DU
STR
IA C
AR
TON
ER
A A
SO
CIA
DA
S.A
. - IN
CA
SA
30
IND
US
TRIA
AC
ER
O D
E L
OS
AN
DE
S I
.A.A
.31
IN
DU
STR
IAL
DA
NE
C S
.A.
32
IND
US
TRIA
L D
E G
AS
EO
SA
S C
ÍA.
LTD
A.
- IN
DE
GA
33
IND
US
TR
IAL
FRU
IT D
EL
EC
UA
DO
R C
.A.
34
ISR
AR
IEG
O35
JA
BO
NE
RÍA
WIL
SO
N36
LA
INTE
RN
AC
ION
AL
S.A
.37
LA
TIN
RE
CO
38
LEV
AP
AN
39
LIC
OR
ES
DE
EX
PO
RT
AC
IÓN
S.A
. -
LIC
OR
ES
A40
U
FE
41
MA
PR
ES
A42
M
AN
UF.
AR
MA
DA
S Y
RE
PU
ES
TO
S E
CU
AT.
- M
AR
ES
A43
M
ER
CK
, S
HA
RP
& D
OH
ME
44
MO
LIN
OS
SU
PE
RIO
R S
.A. -
MO
SU
SA
45
NE
STL
E D
EL
EC
UA
DO
R S
.A. -
NE
SA
46
NO
VO
PA
N D
EL
EC
UA
DO
R47
Ó
MN
IBU
S B
B T
RA
NS
PO
RTE
S S
.A.
48
PA
STE
UR
IZA
DO
RA
QU
ITO
S.A
.49
P
AS
TIF
ICIO
S L
OS
ALP
ES
S.A
.50
P
INTU
RA
S C
ÓN
DO
R51
P
INTU
RA
S W
ES
CO
52
PLA
STI
GA
MA
53
PR
OC
ES
AD
OR
A N
AC
ION
AL
DE
AV
ES
C.A
. - P
RO
NA
CA
54
QU
ÍMIC
A B
OR
DE
N E
CU
AT
OR
IAN
A S
.A.
SE
CTO
R
Met
alm
ecán
ico
Mad
erer
oM
etal
mec
ánic
oA
limen
ticio
Alim
entic
ioA
limen
ticio
Plá
stic
oQ
uím
ico
Tex
tilA
limen
ticio
Alim
entic
ioA
limen
ticio
Farm
acéu
tico
Mad
erer
oA
utom
otriz
Farm
acéu
tico
Alim
entic
ioA
limen
ticio
Mad
erer
oA
utom
otriz
Alim
entic
ioA
limen
ticio
Pin
tura
sP
intu
ras
Plá
stic
osA
limen
ticio
Quí
mic
o
UB
ICA
CIÓ
N
Qui
toQ
uito
Qui
toS
ango
lqui
Qui
toC
onoc
oto
Cal
deró
nQ
uito
Pom
asqu
iC
umba
yáQ
uito
Am
agua
ñaQ
uito
Qui
toS
an A
nton
io d
e P
ichi
ncha
El T
ingo
Qui
toC
ayam
beQ
uito
Qui
toQ
uito
Qui
toQ
uito
Qui
toA
mag
uaña
Pue
mbo
Qui
to
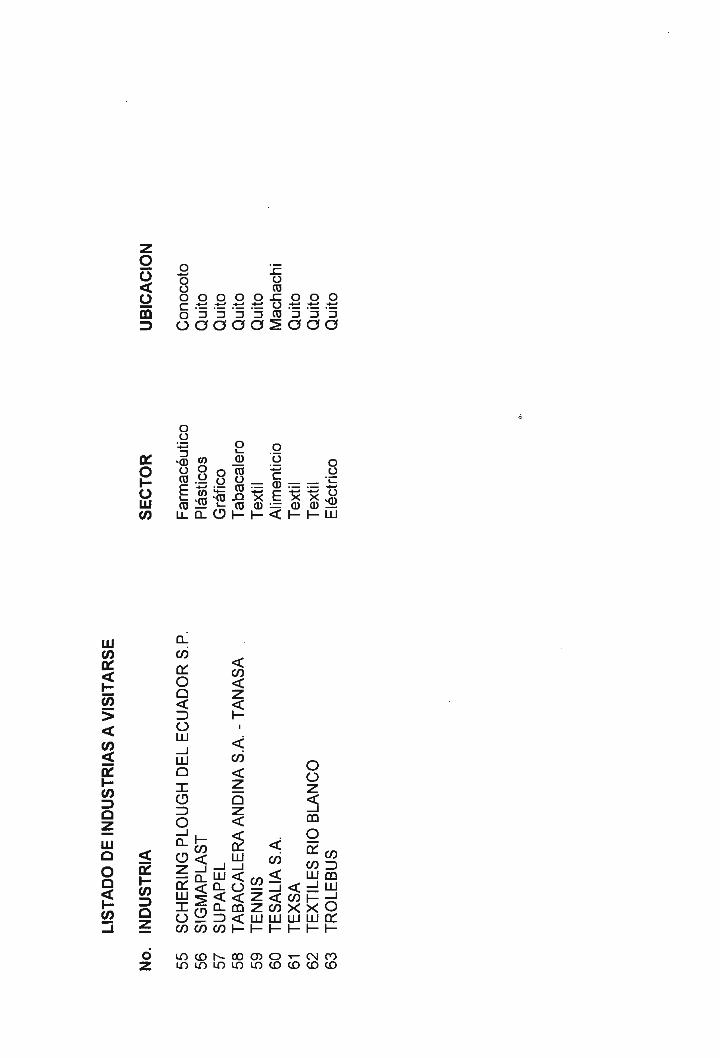
LIS
TAD
O D
E IN
DU
STR
IAS
A V
ISIT
AR
SE
No.
IN
DU
STR
IA
SE
CTO
R
UB
ICA
CIÓ
N
55
SC
HE
RIN
G P
LOU
GH
DE
L E
CU
AD
OR
S.P
. Fa
rmac
éutic
o C
onoc
oto
56
SIG
MA
PLA
ST
P
lást
icos
Q
uito
57
SU
PA
PE
L G
ráfic
o Q
uito
58
TA
BA
CA
LER
A A
ND
INA
S.A
.-T
AN
AS
A
Tab
acal
ero
Qui
to59
T
EN
NIS
T
extil
Q
uito
60
TE
SA
LIA
S.A
. A
limen
ticio
M
acha
chi
61
TE
XS
A
Tex
til
Qui
to62
T
EX
TIL
ES
RIO
BLA
NC
O
Tex
til
Qui
to63
T
RO
LEB
ÚS
E
léct
rico
Qui
to
243
ANEXO C
CARTAS DE PRESENTACIÓN
E S C U E L A P O L I T É C N I C A N A C I O N A L
FACULTAD DE INGENIERÍA ELÉCTRICA
La Facultad de Ingenler í a Eléctrica de la Escuela PolitécnicaNacional, concíente de la. necesidad que actualmente tiene el paísde mantener una interpelación entre la Universidad y losprincipales centros cíe producción, está desarrollando un proyectecíe ayuda técnica que involucra la creación el-e un Laboratorio deInstrumentación j para lo cual se ha iniciado una etapa derecopilación de información técnica sobre 'la. disponibilidad deequipamiento electrón ico de la industria naciona1.
n e e esa r i a s a lo s señores Jes s y M a 1 ci o nado G . y A r t u r o G- á n d a r a A . .-e g r e s a d os de esta F a c u 11 ad, p a r a r e a1 i zar e st e e s tud io que s e
Isabel La Católica 202 y Veintimilla - Apdo. 17-01-2759 - Telf.: 507-134 - Télex: 22650 ESPONA - Fax: (593-2)567-750/507-142 - Quito-Ecuadc

E S C U E L A P O L I T É C N I C A N A C I O N A L
FACULTAD DE INGENIERÍA ELÉCTRICA
Quito, 15 de agosto de 1996DE - 784 - 96
Ingeniero IndustrialFausto LudeñaJefe de MercadeoCABLEO
Señor ingeniero:
La Facultad de Ingeniería Eléctrica de la Escuela PolitécnicaNacional, conciente de la necesidad que actualmente tiene el paísde mantener una interrelación entre la Universidad y losprincipales centros de producción, está desarrollando un proyectode ayuda técnica que involucra la creación de un Laboratorio deInstrumentación, para lo cual se ha iniciado una etapa derecopilación de información técnica sobre la disponibilidad deequipamiento electrónico en la industria nacional.
Con este propósito ruego a usted se sirva dar las facilidadesnecesarias a los señores Jessy Maldonado G. y Arturo Gándara A. ,egresados de esta Facultad, para realizar este estudio que se basaen una encuesta técnica y que además les permitirá obtener sutítulo de Ingeniero en Electrónica.
Dejamos constancia que la información obtenida serviráexclusivamente para los fines técnicos y académicos antesexpuestos.
Atentamente,
Ing. Luis Taco VillalbaDecano
mac .
Isabel La Católica 202 y Veintimiila - Apdo. 17-01-2759 - Telf.: 507-134 - Télex: 22650 ESPONA - Fax: (593-2)567-848 / 554-302 - Quito - Ecuador
Quito, 18 de Febrero de 1997
Señor IngenieroFERNANDO CALEROJEFE DEL DPTO. DE MANTENIMIENTOMERCK, SHARP & DOHMEPresente.-
De mis consideraciones:
Por medio de la presente,respetuosamente solicitamos a Ud. se nos permita el ingresopara una visita técnica a la Planta de Merck, Sharp & Dohme,situada en el Valle de los Chillos, a las siguientespersonas:
JESSY TÁMARA MALDONADO GANGOTENAMARCELO ARTURO GÁNDARA AILLON
egresados de la Facultad de Ing. Eléctrica de la EscuelaPolitécnica Nacional.
Esta solicitud la hacemos en vista de que nosencontramos realizando nuestra Tesis de Grado, tituladaESTUDIO TÉCNICO SOBRE LA SITUACIÓN DEL SECTOR INDUSTRIAL DELA PROVINCIA DE PICHINCHA, la cual se basa en encuestastécnicas para conocer la instrumentación electrónica de lasindustrias de la provincia de Pichincha, en cuanto se refierea procesos electrónicos, equipos y tipos de sensores,controladores, actuadores, etc., de que se disponga en ellugar visitado. Recalcamos que toda la información obtenidaserá exclusivamente utilizada para fines de la mencionadatesis. Cabe señalar que esta tesis tiene la finalidad deproveer a la Facultad de un banco de datos real sobre elequipamiento electrónico de la provincia, con el proyectofuturo de implementar un Laboratorio de Calibración,Contrastación y Pruebas, para atender localmente losrequerimientos en este sentido que se puedan presentar en lasindustrias de Pichincha.
Le rogaria muy comedidamente se sirva indicarnos surespuesta a los siguientes teléfonos o fax:
Arturo Gándara: Telefs.: 465-828, 465-829, 437-660, 09738286Fax: 443-059
Jessy Maldonado: Telef. 520-736
Seguro de que la presente merecerá su atención, quedamosde Ud., atentamente,
JESSY MALDONADO G. ARTURO GÁNDARA A.
NOTA: Adjuntamos Certificación de la EPN.
f247
ANEXO D
HOJA DE INFORME PRELIMINAR

DATOS GENERALES DE LAS VISITAS
INDUSTRIA:
PARTE GENERAL:
ATENCIÓN POR UNA PERSONA ESPECIALIZADA SI
CALIDAD DE LA ATENCIÓN BUENA REGULAR
PRESENCIA DE LA INDUSTRIA:
HIGIENE BUI
SEGURIDAD INDUSTRIAL BUI
LOCAL ADECUADO SI
ORDEN SI
NO
PARTE TÉCNICA:
EQUIPAMIENTO ELECTRÓNICO BUENO
MANTENIMIENTO BUENO
MANEJO DEL PRODUCTO ADECUADO
FACILIDADES DE TRABAJOPARA EL PERSONAL ADECUADO
INSTALACIONES ELÉCTRICAS ADECUADO
GENERALIDADES:
INTERÉS MOSTRADOANTE LA ENCUESTA BUENO
CUMPLIÓ NUESTRAS EXPECTATIVAS
REGULAR
REGULAR
MALA
NA REGULAR
NA REGULAR
NO
NO
MALA
MALA
MALO,
MALO
NO ADECUADO
NO ADECUADO
NO ADECUADO
REGULAR
SI
MALO
NO

249
ANEXO E
SIMBOLOGIA DEL PROGRAMA

SIMBOLOGIA DEL PROGRAMA
NOMBRE_cla
NOMBRE_equ
AUTOMATI C0_e qu
PROCEDENCIA_equ
POTENCIA__equ
CONTROL_equ
TIPO_equ
NOMBRE_ind
Ubi_ind
Dir_ind
Tel_ind
TIPO_ind
ANIOS_ind
Ent_ind
TAMANIO_ind
MERCADO_ind
MONTAJE_ind
MANTPREV_ind
EXTRANJ_índ
CALIBRACION__ind
LUGCALIB_ind
CALIDAD__ind
CAPING_ind
CAPTEC_ind
CAPBAT_ind
CAPBAC_ind
TIPO_íns
VALORINI_ins
VALORFIN_ins
UNIDAD_ins
TIPOPROD_sec
NOMBRE var
Indica el nombre de la clase
Indica el nombre de los equipos
Indica si es automático, semiautomático o manual
Países de origen de los equipos
Voltaje de potencia que utiliza los equipos
Voltaje de control que utilizan los equipos
Analógico, Digital o Híbrido
Nombre de la industria
Ciudad en la que se ubica la industria
Dirección exacta de la industria
Número de teléfono
Industria Pública o Privada
Número de años de operación de la industria
Nombre del entrevistado
Grande, Mediana o Pequeña industria
Internacional, Local, Nacional, Regional
Extranjeros, Nacionales o ambos
Se realiza o no mantenimiento preventivo
Si recurre o no a técnicos extranjeros
Si realiza o no calibración de equipos
Internacional, Local, Local-Internacional, Local-
Nacional, Nacional
Si tiene laboratorio de control de calidad
Capacitación de Ingenieros en el extranjero, nacional
o internamente
Capacitación de Tecnólogos en el extranjero, nacional
o internamente
Capacitación de Bachilleres técnicos en el extranje-
ro, nacional o internamente
Capacitación de Bachilleres en el extranjero, nacio-
nal o internamente
Actuador, Controlador, Medidor, Registrador, Sensor,
Transductor
Valor incial de medición
Valor final de medición
Unidad utilizada
Sectores industriales
Nombre de la variable utilizada
251
BIBLIOGRAFÍA

1. WALPOLE R., MYER R., Probabilidad y estadística para
Ingenieros, McGraw Hill, 1986.
2. MURRAY R. Spiegel, Probabilidad y Estadística, McGraw
Hill, 1981.
3. SCHEAFFER L. Richard, Elementos de muestreo, Iberoamérica,
1987.
4. COCHRAN William G., Técnicas de muestreo, C.E.C.S.A.,
1980.
5. KISH Leslie, Muestreo de encuestas, Trillas, 1972.
6. LININGER Charles, WARWIKC Donald, Encuesta por muestreo,
teoría y práctica, Continental, 1978.
7. MEYER Paul, Probabilidad y aplicaciones estadísticas,
Fondo Educativo Interamericano, 1973.
8. CREUS Solé Antonio, Instrumentación industrial, Marcombo,
1989.
9. DALLY James W., RILEY William F., MCCONELL Kenneth G.,
Instruiuentation for Engineering Measurements, John Wiley
& Sons Inc., 1984.
10. MARTÍNEZ Hernández Jaime, Bases para el planteamiento del
perfil profesional y ocupacional para ingeniería en
electrónica y control, Tesis EPN, 1993.
11. BANNISTER B. R., Instrumentos, transductores e interfaz,
Iberoamericana, 1994.
12. HELFRICK Albert, Instrumentación electrónica moderna y
técnicas de medición, Prentice Hall, 1991.
13. CÁMARA DE INDUSTRIALES DE PICHINCHA, Ecuador: "Una nueva
política de industrialización", Cedigraf, 1990.
14. ACOSTA Marco, Industrialización y dependencia en el
Ecuador 1960-1985, Tesis PUCE, 1989.
15. AGUIRRE Fabián, Utilidad de las Encuestas de Coyuntura
para el Análisis del Sector Manufacturero del Ecuador,
Tesis PUCE, 1983.
16. CORPORACIÓN FINANCIERA NACIONAL, Perspectivas del
Desarrollo Industrial Ecuatoriano, CFN, 1989.
Top Related