







Idiomas
Páginas
Jurídico

0
Ingeniería de Métodos I
UNIVERSIDAD NACIONALDE SAN AGUSTIN
FACULTAD DE INGENIERIA DE PRODUCCION Y SERVICIOS
ESCUELA PROFESIONAL DEINGENIERIA INDUSTRIAL
Análisis del Proceso
ASIGNATURA:Ingeniería de Métodos I
ALUMNOS:Vannessa Castillo Carillo
Marjorie Medina RojasJosé Manuela Reyes Luque
Juan Carlos Sarmiento Uñunco
DOCENTE:Ing. Oswaldo Rodríguez Salazar
AREQUIPA – PERÚ2013
Ingeniería de Métodos I
PRACTICA N.- 3ANALISIS DEL PROCESO
I.- INTRODUCCIONAl emplear el análisis de métodos para diseñar un nuevo centro de trabajo o para mejorar uno, es útil presentar en forma clara y lógica la información actual (o los hechos) relacionada con el proceso, ya que un problema no puede resolverse correctamente si no se presenta en forma adecuada.
La ingeniería de métodos tiene por objeto idear procedimientos para incrementar la producción por unidad de tiempo y reducir los costos unitarios mientras se mantiene o mejora la calidad.
La experiencia ha demostrado que prácticamente todas las operaciones pueden mejorarse si se estudian suficientemente, puesto que el procedimiento del análisis sistemático es igualmente efectivo en industrias grandes y pequeñas, en talleres y en la producción en masa.
Por lo tanto el análisis de la operación es aplicable a todas las actividades de fabricación, administración de empresas y servicios.
II.- OBJETIVOS Usar el análisis de la operación para mejorar métodos. Analizar todos los elementos productivos e improductivos de una
operación, para incrementar la producción a la vez que se mejora la calidad.
Aplicar las interrogantes: por qué, cómo, cuándo, dónde, quién, de tal forma que en base a esto nos permita poder identificar los procesos y métodos que podamos mejorar para, con el fin de mejorar métodos, procesos, tiempos, y poder brindarle un ahorro a la empresa en diversos aspectos.
Realizar arreglos, ya sea: simplificando, eliminando, combinando y arreglando las operaciones. Con el propósito de poder detectar los posibles cambios en cada uno de ellos. Ya sea haciéndolos más eficientes, productivos, o en su defecto poder eliminar procesos innecesarios.
Realizar un estudio y enfocándonos en: el diseño, materiales, tolerancia, procesos y herramientas.
Proponer mejoras en las distribuciones de operaciones como en las distribuciones plantas de procesos productivos mediante un análisis de operación del proceso
III.- MARCO TEORICOA.- Método del análisis de la operación.
1. Finalidad de la operación.Es el paso más importante, la mejor manera de simplificar una operación es formular una manera de obtener los mismos resultados o mejores sin costo
1
Ingeniería de Métodos I
adicional. Una regla primordial a observar es tratar de eliminar o combinar una operación antes de mejorarla. Las operaciones innecesarias son frecuentemente resultado de una planeación inapropiada en el momento de iniciar el trabajo. Estas pueden originarse por la ejecución inapropiada de una operación previa o cuando se introduce una operación para facilitar otra que la sigue.
2. Diseño de la pieza.Los diseños no son permanentes y pueden cambiarse y si resulta un mejoramiento y la importancia del trabajo es significativa, entonces se debe realizar el cambio.
3. Tolerancias y especificacionesSe relacionan con la calidad del producto, a veces se tiende a incorporar especificaciones más rígidas de lo necesario. Esto se debe a veces por la falta de conocimiento en los costos de los productos. El analista de métodos debe de conocer bien los detalles de costos y estar consciente del efecto que la reducción innecesaria de las tolerancias o rechazos pueden tener en el precio de venta.Es común que este punto se considere al revisar el diseño.
4. MaterialEs uno de los primeros puntos que se debe de considerar, a veces suele ser difícil escoger el material correcto debido a la gran variedad disponible. Los analistas de métodos deben de examinar las siguientes posibilidades para los materiales:1. Buscar un material menos costoso.2. Encontrar materiales más fáciles de procesar.3. Emplear materiales en forma más económica.4. Utilizar materiales de desecho.5. Usar más económicamente los suministros y herramientas.6. Estandarizar los materiales.7. Buscar el mejor proveedor desde el punto de vista del precio y surtido disponible.
5. Procesos de manufacturaPara el mejoramiento de los procesos de manufactura hay que efectuar una investigación de cuatro aspectos:1. Al cambio de una operación, considerar los posibles efectos sobre otras operaciones. (Reorganización de las operaciones)2. Mecanización de las operaciones manuales.3. Utilización de mejores máquinas y herramientas en las operaciones mecánicas de la manera más eficiente.4. Operación más eficiente de los dispositivos e instalaciones mecánicas.
6. Preparación y herramental.El elemento más importante a considerar en todos los tipos de herramienta y preparación es el económico. La cantidad más ventajosa depende de:1. La cantidad de piezas a producir.2. La posibilidad de repetición del pedido.
2
Ingeniería de Métodos I
3. La mano de obra que se requiere.4. Las condiciones de entrega.5. El capital necesario.
7. Condiciones de trabajoEste comprobado que hay un beneficio económico de la inversión en mantener buenas condiciones de trabajo. Algunas consideraciones para lograr mejores condiciones de trabajo:1. Mejoramiento del alumbrado.2. Control de la temperatura.3. Ventilación adecuada.4. Control del ruido.5. Promoción del orden, la limpieza y el cuidado de los locales.6. Eliminación de elementos irritantes y nocivos como polvo, humo, etc7. Protección en los puntos de peligro8. Dotación del equipo necesario de protección personal.9. Organizar y hacer cumplir un programa adecuado de primeros auxilios.
8. Manejo de materialesEs movimiento, traslado, almacenamiento, control y protección de materiales y productos a lo largo de su proceso de fabricación y distribución.Las consideraciones a tomar en cuenta aquí son: tiempo, lugar, cantidad y espacio.
9. Distribución del equipo en plantaEl objetivo principal de una distribución de planta efectiva es desarrollar un sistema de producción que permita la manufactura del número deseado de productos, con la calidad deseada al menos costo.Abarca las tarjetas de operación, control de inventario, manejo de materiales, programación, encaminamiento y recorrido y despacho del trabajo.
10. Principios de la economía de movimientosSí, al hacer algunas de las siguientes preguntas la respuesta fuera, no, se tendrá una oportunidad de mejoramiento.¿Ambas manos trabajan simultáneamente y en direcciones simétricas u opuestas?¿Cada mano efectúa los menos movimientos posibles?¿Está organizado el sitio de trabajo para evitar las distancias a alcanzar excesivas?¿Se usan las dos manos efectivamente y no como medios para sostener?
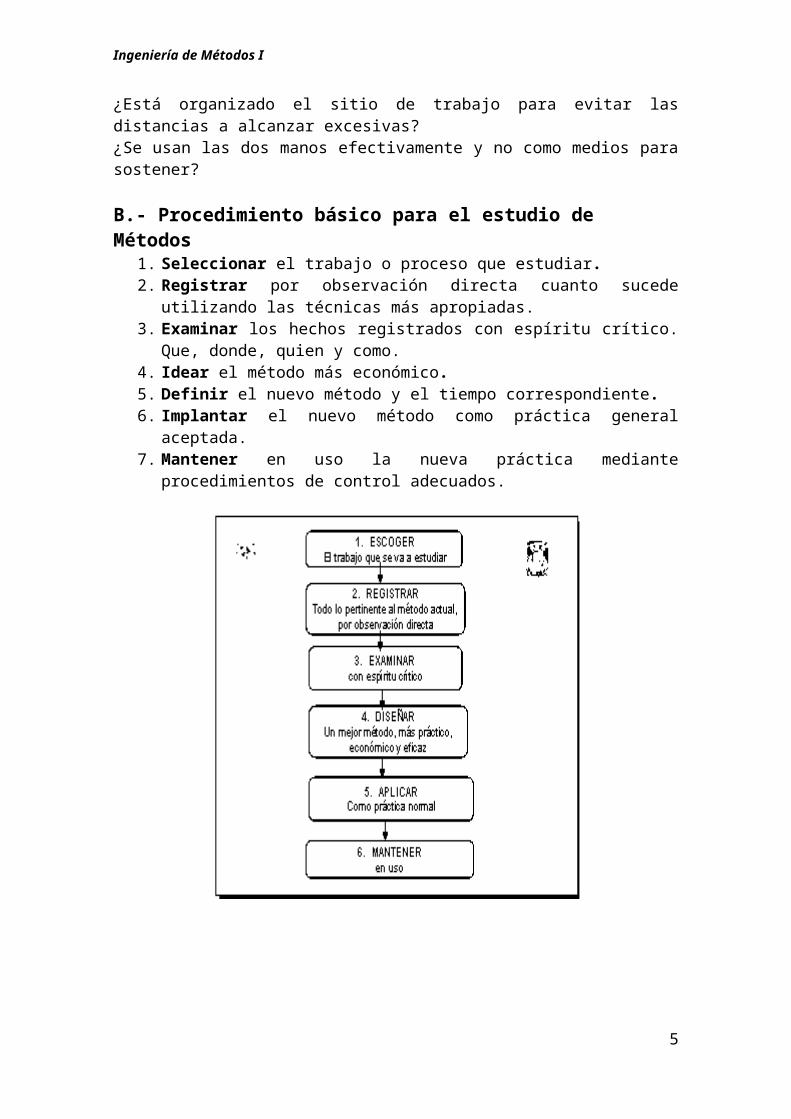
B.- Procedimiento básico para el estudio de Métodos1. Seleccionar el trabajo o proceso que estudiar.2. Registrar por observación directa cuanto sucede utilizando las técnicas
más apropiadas.3. Examinar los hechos registrados con espíritu crítico. Que, donde, quien
y como.4. Idear el método más económico.5. Definir el nuevo método y el tiempo correspondiente.6. Implantar el nuevo método como práctica general aceptada.
3
Ingeniería de Métodos I
7. Mantener en uso la nueva práctica mediante procedimientos de control adecuados.
4
Ingeniería de Métodos I
DESARROLLO
Se procederá al desarrollo de los siguientes Casos de estudio:
1.- Según el video “Mermeladas SILVIA”, analizar y realizar el Análisis de la Operación utilizando el método de la OIT. Así mismo utilice y aplíquese alguno de los 10 Enfoques para el análisis de la operación.
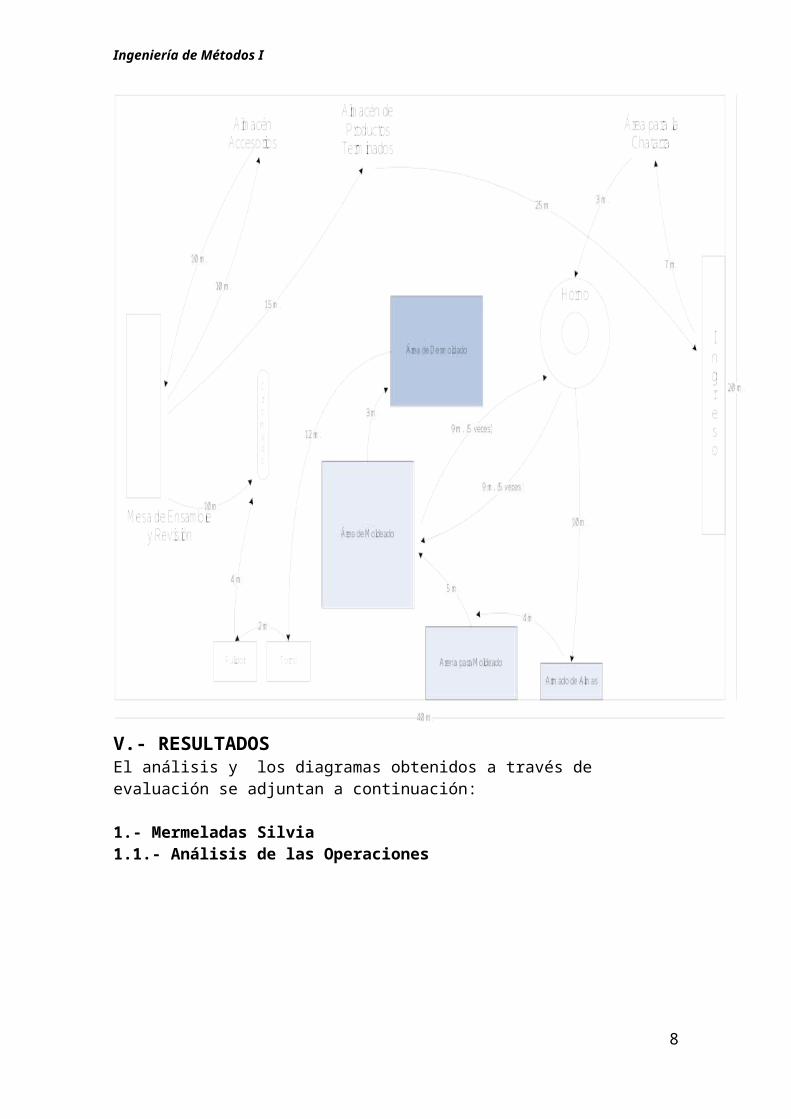
2.- Analizar y mejorar el proceso productivo de la empresa “La Gota Fría”, Se elaborará un Diagrama de Análisis del Proceso Actual, Diagrama de Análisis del Proceso Propuesto, Diagrama de Recorrido Actual y Diagrama de Recorrido Propuesto; ayudándose con el plano adjunto a continuación:
Descripción del proceso productivo:1. Ingreso de insumos (chatarra) al taller2. Pesado del insumo y vaciado en horno3. Armado de almas4. Armado de moldes de arena5. Vaciado del material fundido en los moldes (5 veces)6. Desmoldado de las piezas ya solidificadas7. Torneado de las piezas8. Pulido de las piezas9. Cromado de las piezas10. Ensamblado de las piezas fundidas con accesorios11. Revisión.
5
Ingeniería de Métodos I
PLANO: Factoría La Gota Fría
V.- RESULTADOSEl análisis y los diagramas obtenidos a través de evaluación se adjuntan a continuación:
1.- Mermeladas Silvia1.1.- Análisis de las Operaciones
ESTUDIO DEL MÉTODO SEGÚN LA OIT
6
Ingeniería de Métodos I
(Organización internacional del trabajo)
1.-SELECCIONAR LA TAREA
POR RAZONES DE COSTOS
En el nuevo proceso propuesto reduciremos operaciones y transportes con la finalidad de reducir demoras y con esto ahorrar dinero, intentaremos sofisticar algunas maquinarias y con esto cambiaremos las operaciones rudimentarias por otra más sofisticadas.
POR RAZONES DE CALIDAD
Buscamos mejorar la calidad del producto final utilizaremos ambientes y maquinas mas
higiénicas y tecnificadas.
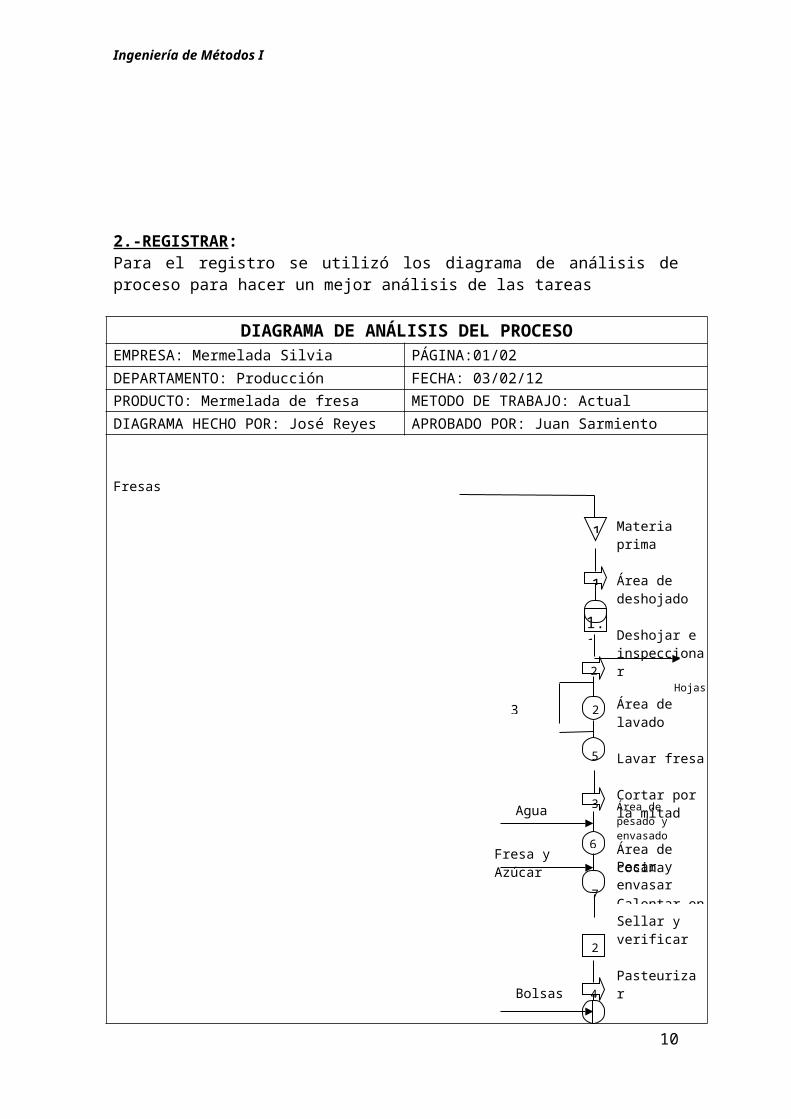
2.-REGISTRAR: Para el registro se utilizó los diagrama de análisis de proceso para hacer un mejor análisis de las tareas
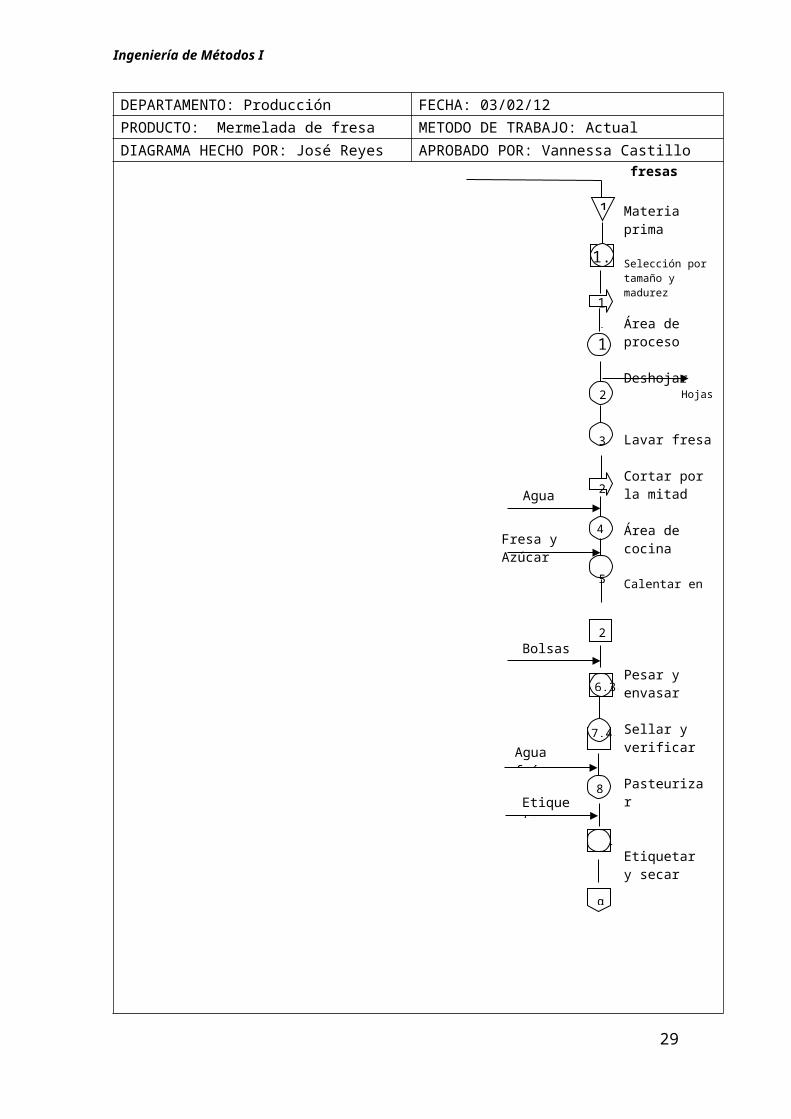
DIAGRAMA DE ANÁLISIS DEL PROCESO
7
Ingeniería de Métodos I
EMPRESA: Mermelada Silvia PÁGINA:01/02
DEPARTAMENTO: Producción FECHA: 03/02/12
PRODUCTO: Mermelada de fresa METODO DE TRABAJO: Actual
DIAGRAMA HECHO POR: José Reyes APROBADO POR: Juan Sarmiento
Fresas
8
Área de pesado y envasado
Pesar y envasar
Sellar y verificar
Pasteurizar
Área de etiquetado
Materia prima
Área de deshojado
Deshojar e inspeccionar HojasÁrea de lavado
Lavar fresa
Cortar por la mitad
Área de cocina
Calentar en caldero
Mezclar y mover
Verificar cocción
3 veces
Agua fría
Fresa y Azúcar
Agua
4
α
10
8.3 2
9.4 2
Bolsas
2
4
7
6
3
5
2
2
1.1
1
1
Ingeniería de Métodos I
9
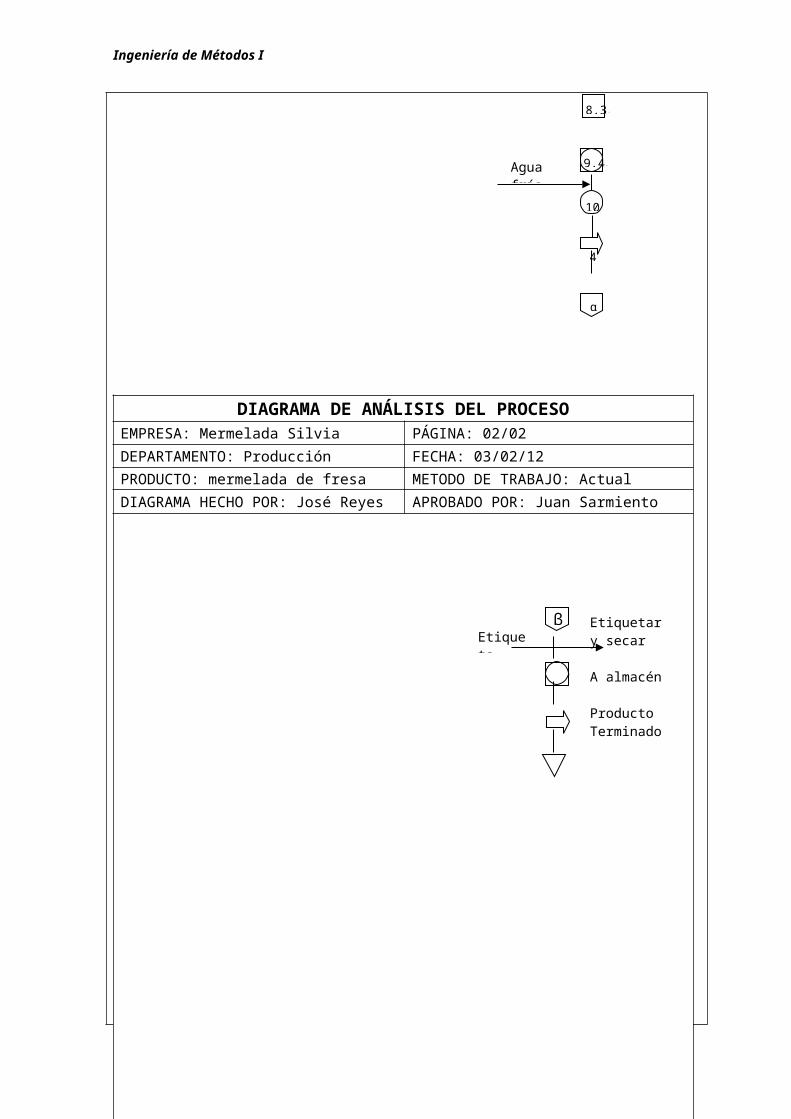
DIAGRAMA DE ANÁLISIS DEL PROCESOEMPRESA: Mermelada Silvia PÁGINA: 02/02
DEPARTAMENTO: Producción FECHA: 03/02/12
PRODUCTO: mermelada de fresa METODO DE TRABAJO: Actual
DIAGRAMA HECHO POR: José Reyes APROBADO POR: Juan Sarmiento
Etiquetar y secar
A almacén
Producto Terminado
2
5
11.5
Etiquetaβ
Evento Número Tiempo DistanciaOperación 11Inspección 5Transporte 5Demora -
Almacén 2
Ingeniería de Métodos I
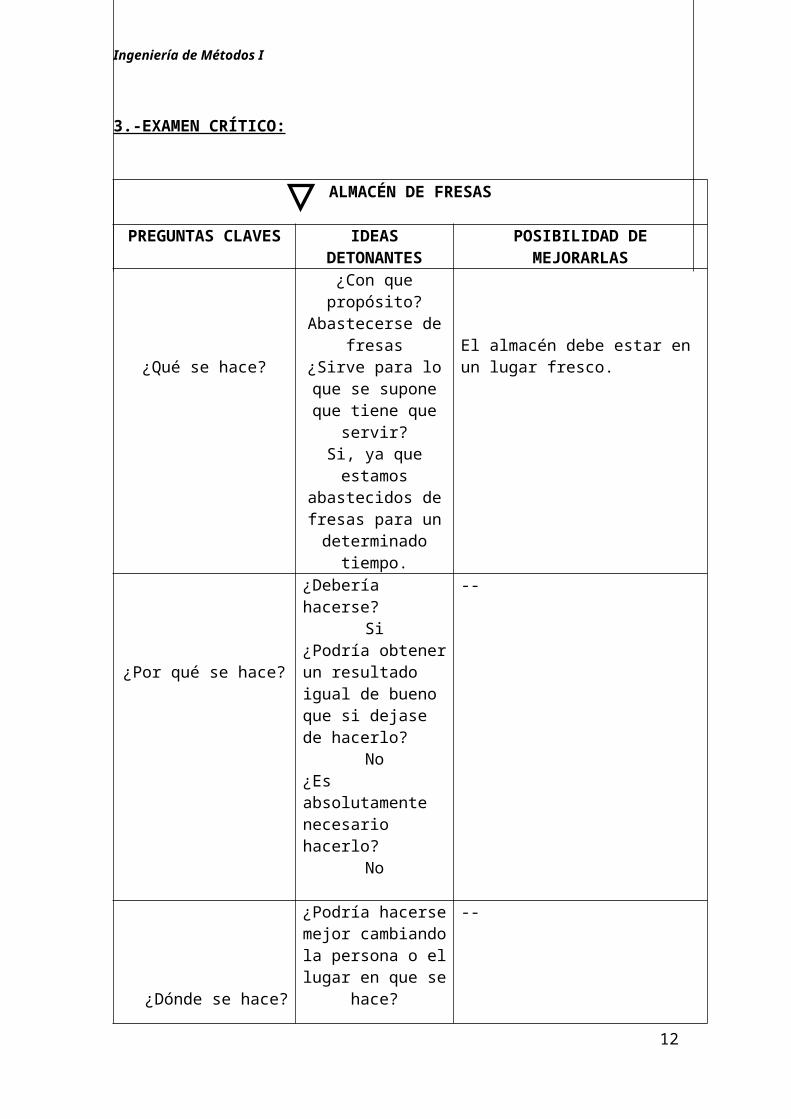
3.-EXAMEN CRÍTICO:
ALMACÉN DE FRESAS
PREGUNTAS CLAVES
IDEAS DETONANTES
POSIBILIDAD DE MEJORARLAS
¿Qué se hace?
¿Con que propósito?
Abastecerse de fresas
¿Sirve para lo que se supone que
tiene que servir?Si, ya que estamos
abastecidos de fresas para un determinado
tiempo.
El almacén debe estar en un lugar fresco.
¿Por qué se hace?
¿Debería hacerse?Si
¿Podría obtener un resultado igual de bueno que si dejase de hacerlo?
No¿Es absolutamente necesario hacerlo?
No
--
¿Dónde se hace?
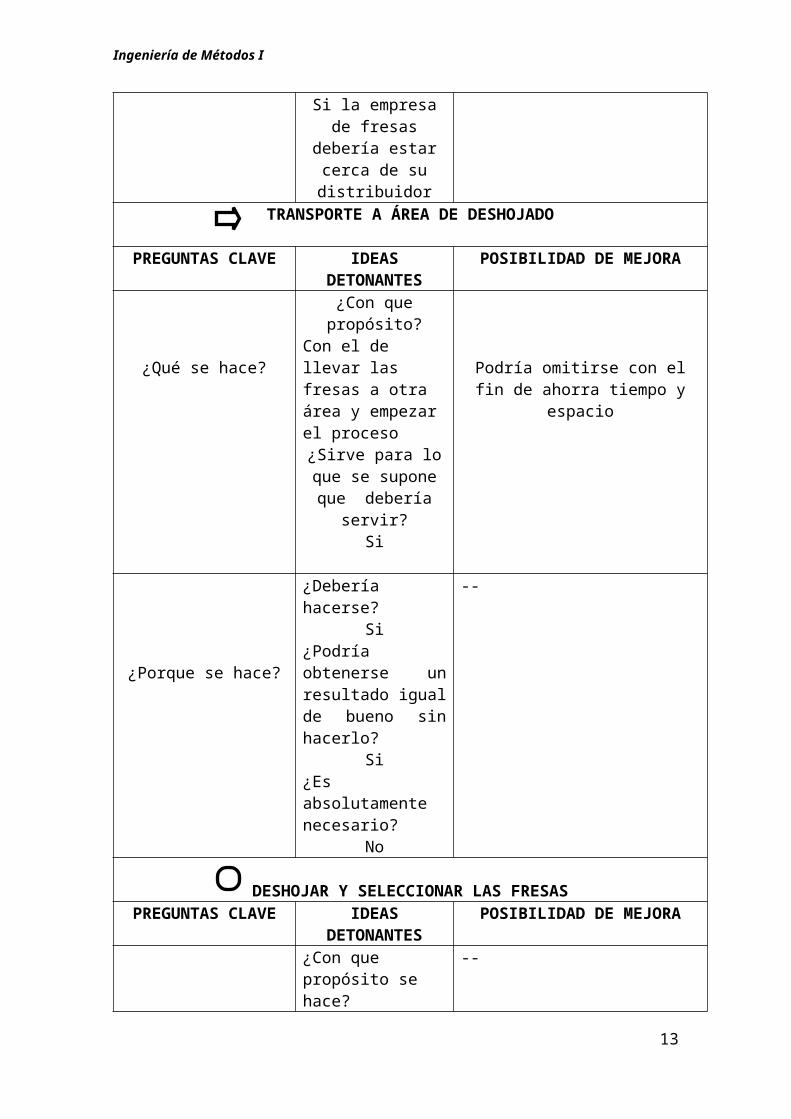
¿Podría hacerse mejor cambiando la persona o el lugar en que se hace?Si la empresa de
fresas debería estar cerca de su distribuidor
--
TRANSPORTE A ÁREA DE DESHOJADO
PREGUNTAS CLAVE IDEAS DETONANTES
POSIBILIDAD DE MEJORA
¿Qué se hace?
¿Con que propósito?
Con el de llevar las fresas a otra área y empezar el proceso¿Sirve para lo que
se supone que
Podría omitirse con el fin de ahorra tiempo y espacio
10
Ingeniería de Métodos I
debería servir?Si
¿Porque se hace?
¿Debería hacerse?Si
¿Podría obtenerse un resultado igual de bueno sin hacerlo?
Si¿Es absolutamente necesario?
No
--
DESHOJAR Y SELECCIONAR LAS FRESASPREGUNTAS CLAVE IDEAS
DETONANTESPOSIBILIDAD DE MEJORA
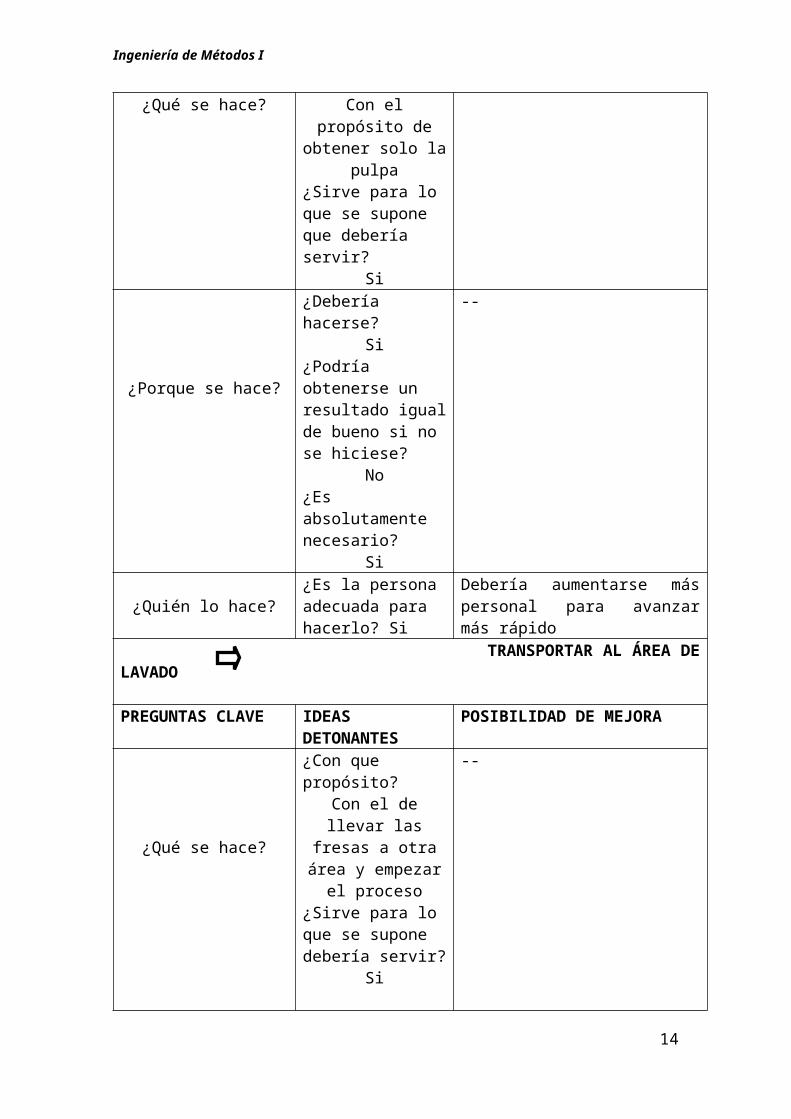
¿Qué se hace?
¿Con que propósito se hace?Con el propósito de
obtener solo la pulpa
¿Sirve para lo que se supone que debería servir?
Si
--
¿Porque se hace?
¿Debería hacerse?Si
¿Podría obtenerse un resultado igual de bueno si no se hiciese?
No¿Es absolutamente necesario?
Si
--
¿Quién lo hace?¿Es la persona adecuada para hacerlo? Si
Debería aumentarse más personal para avanzar más rápido
TRANSPORTAR AL ÁREA DE LAVADO
PREGUNTAS CLAVE IDEAS DETONANTES
POSIBILIDAD DE MEJORA
¿Qué se hace?
¿Con que propósito?Con el de llevar las fresas a otra área y empezar el proceso¿Sirve para lo que se supone debería
--
11
Ingeniería de Métodos I
servir?Si
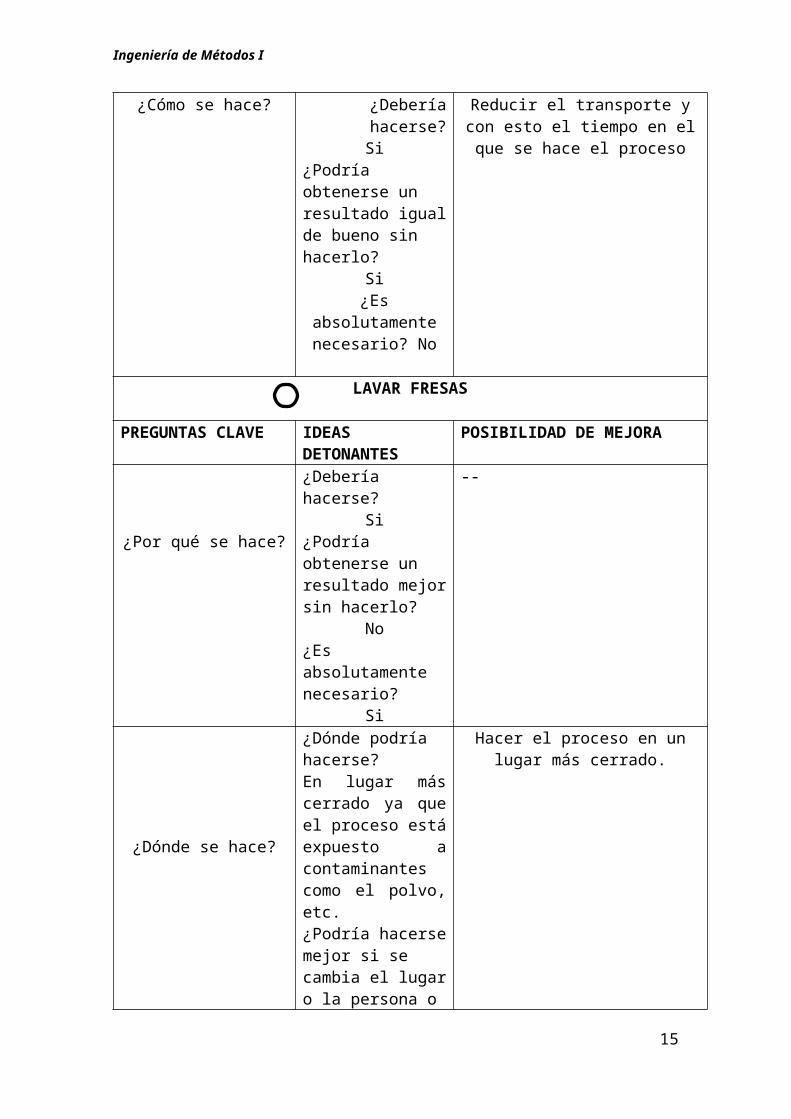
¿Cómo se hace? ¿Debería hacerse?Si
¿Podría obtenerse un resultado igual de bueno sin hacerlo?
Si¿Es absolutamente
necesario? No
Reducir el transporte y con esto el tiempo en el que se hace el
proceso
LAVAR FRESAS
PREGUNTAS CLAVE IDEAS DETONANTES
POSIBILIDAD DE MEJORA
¿Por qué se hace?
¿Debería hacerse?Si
¿Podría obtenerse un resultado mejor sin hacerlo?
No¿Es absolutamente necesario?
Si
--
¿Dónde se hace?
¿Dónde podría hacerse?En lugar más cerrado ya que el proceso está expuesto a contaminantes como el polvo, etc.¿Podría hacerse mejor si se cambia el lugar o la persona o el equipo de lugar?
Si
Hacer el proceso en un lugar más cerrado.
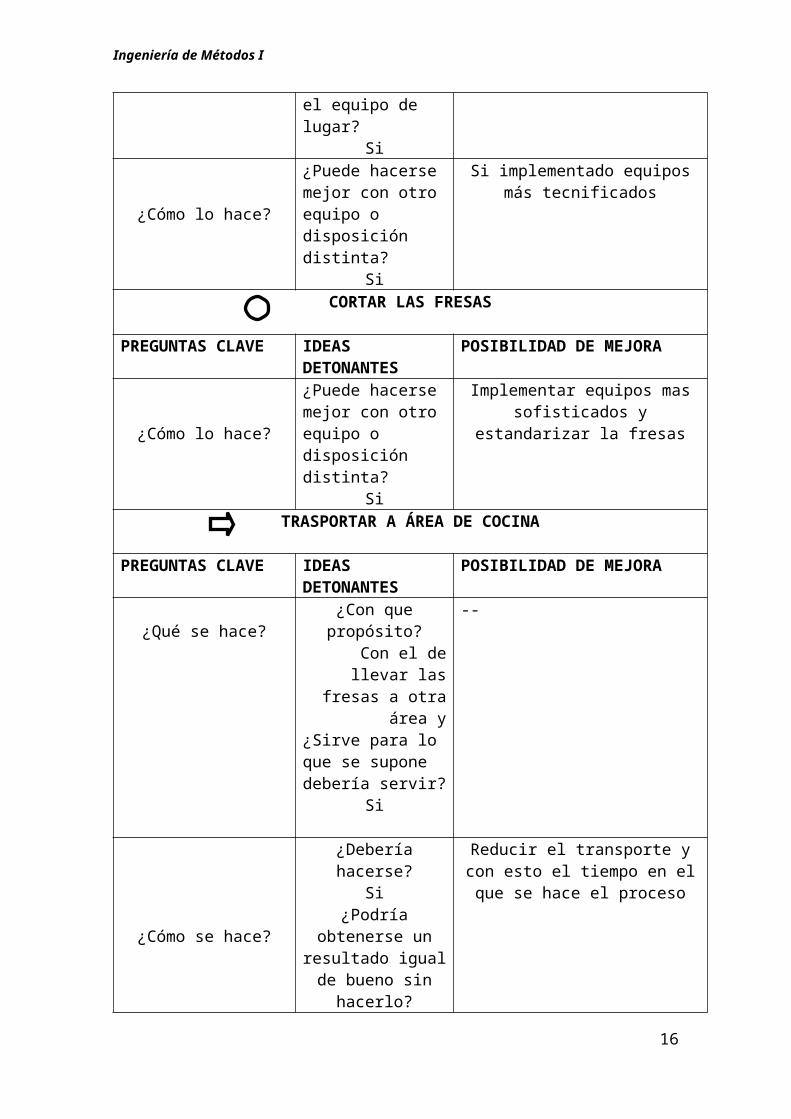
¿Cómo lo hace?
¿Puede hacerse mejor con otro equipo o disposición distinta?
Si
Si implementado equipos más tecnificados
CORTAR LAS FRESAS
PREGUNTAS CLAVE IDEAS DETONANTES
POSIBILIDAD DE MEJORA
¿Puede hacerse Implementar equipos mas
12
Ingeniería de Métodos I
¿Cómo lo hace?mejor con otro equipo o disposición distinta?
Si
sofisticados y estandarizar la fresas
TRASPORTAR A ÁREA DE COCINA
PREGUNTAS CLAVE IDEAS DETONANTES
POSIBILIDAD DE MEJORA
¿Qué se hace?¿Con que propósito?
Con el de llevar las fresas a otra área y
¿Sirve para lo que se supone debería servir?
Si
--
¿Cómo se hace?
¿Debería hacerse?Si
¿Podría obtenerse un resultado igual
de bueno sin hacerlo?
Si¿Es absolutamente
necesario?No
Reducir el transporte y con esto el tiempo en el que se hace el
proceso
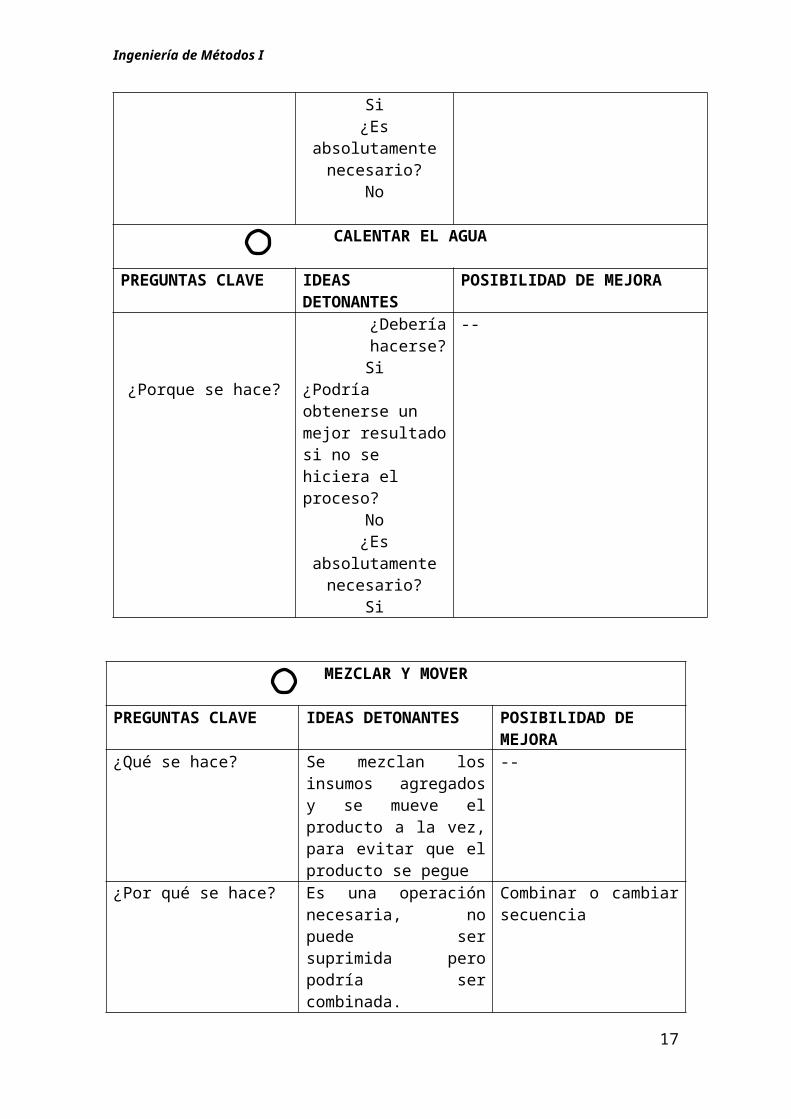
CALENTAR EL AGUA
PREGUNTAS CLAVE IDEAS DETONANTES
POSIBILIDAD DE MEJORA
¿Porque se hace?
¿Debería hacerse?Si
¿Podría obtenerse un mejor resultado si no se hiciera el proceso?
No¿Es absolutamente
necesario?Si
--
MEZCLAR Y MOVER
PREGUNTAS CLAVE IDEAS DETONANTES POSIBILIDAD DE MEJORA
¿Qué se hace? Se mezclan los insumos agregados y se mueve el
--
13
Ingeniería de Métodos I
producto a la vez, para evitar que el producto se pegue
¿Por qué se hace? Es una operación necesaria, no puede ser suprimida pero podría ser combinada.
Combinar o cambiar secuencia
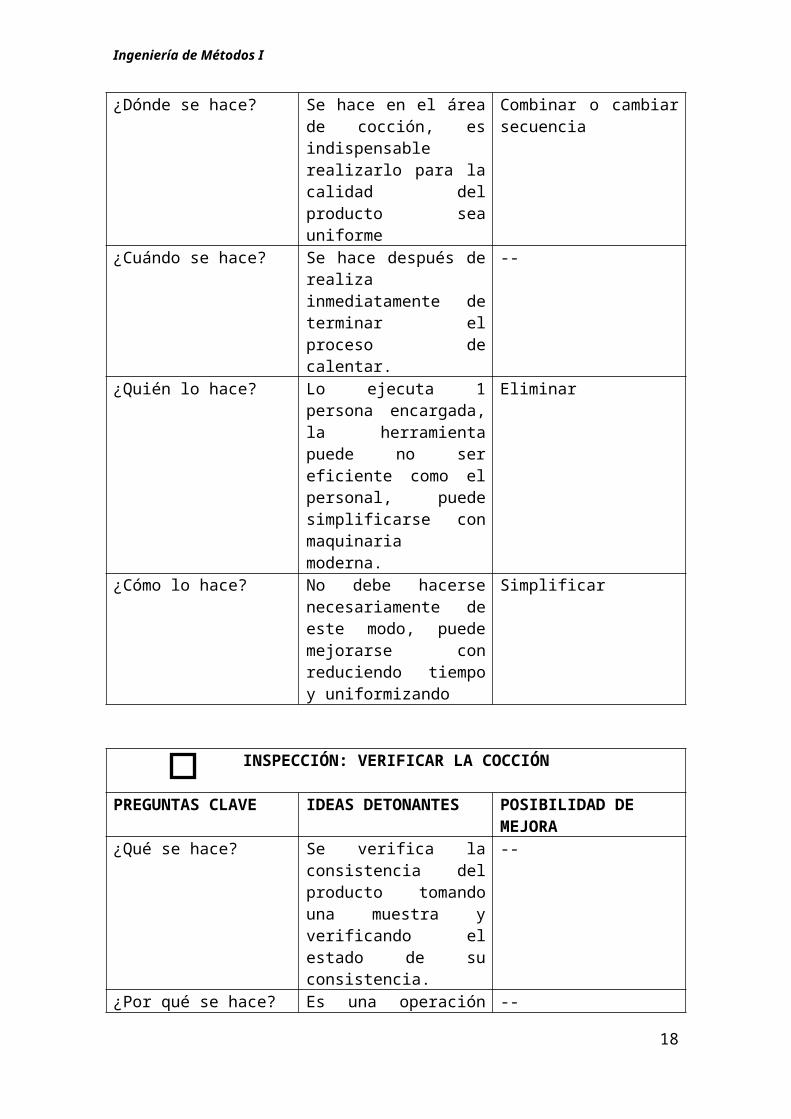
¿Dónde se hace? Se hace en el área de cocción, es indispensable realizarlo para la calidad del producto sea uniforme
Combinar o cambiar secuencia
¿Cuándo se hace? Se hace después de realiza inmediatamente de terminar el proceso de calentar.
--
¿Quién lo hace? Lo ejecuta 1 persona encargada, la herramienta puede no ser eficiente como el personal, puede simplificarse con maquinaria moderna.
Eliminar
¿Cómo lo hace? No debe hacerse necesariamente de este modo, puede mejorarse con reduciendo tiempo y uniformizando
Simplificar
INSPECCIÓN: VERIFICAR LA COCCIÓN
PREGUNTAS CLAVE IDEAS DETONANTES POSIBILIDAD DE MEJORA
¿Qué se hace? Se verifica la consistencia del producto tomando una muestra y verificando el estado de su consistencia.
--
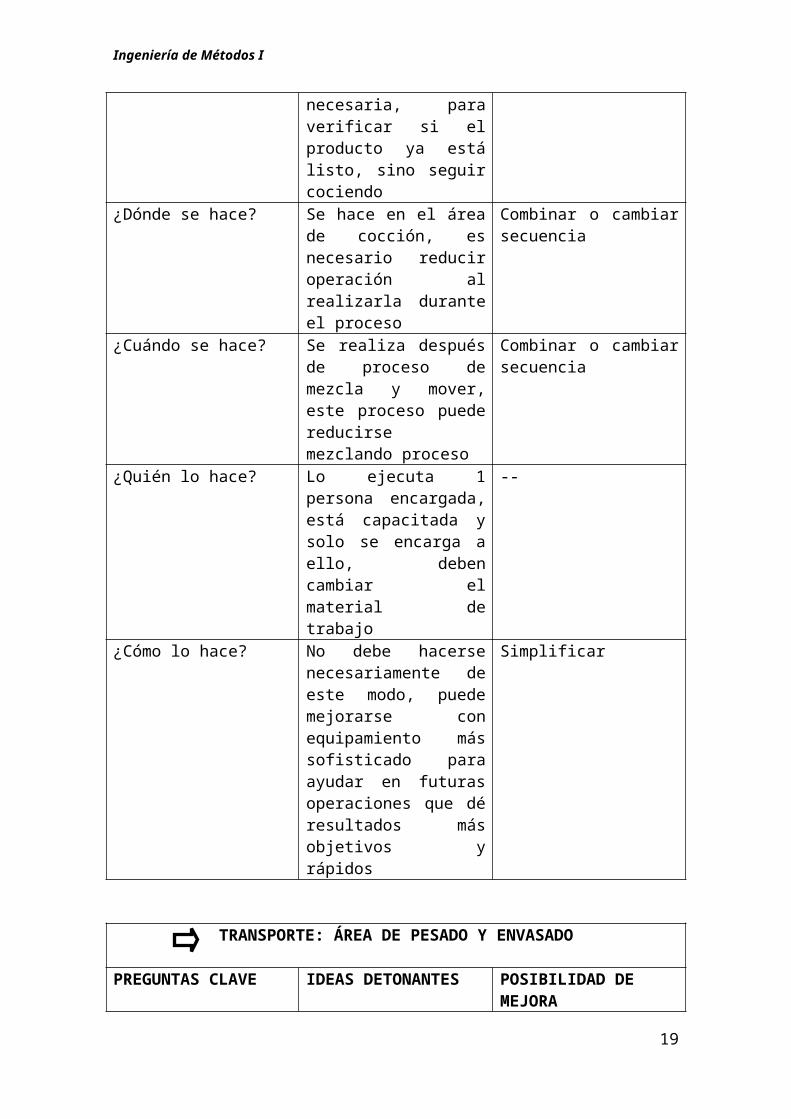
¿Por qué se hace? Es una operación necesaria, para verificar si el producto ya está listo, sino seguir cociendo
--
¿Dónde se hace? Se hace en el área de cocción, es necesario reducir operación al realizarla durante el proceso
Combinar o cambiar secuencia
14
Ingeniería de Métodos I
¿Cuándo se hace? Se realiza después de proceso de mezcla y mover, este proceso puede reducirse mezclando proceso
Combinar o cambiar secuencia
¿Quién lo hace? Lo ejecuta 1 persona encargada, está capacitada y solo se encarga a ello, deben cambiar el material de trabajo
--
¿Cómo lo hace? No debe hacerse necesariamente de este modo, puede mejorarse con equipamiento más sofisticado para ayudar en futuras operaciones que dé resultados más objetivos y rápidos
Simplificar
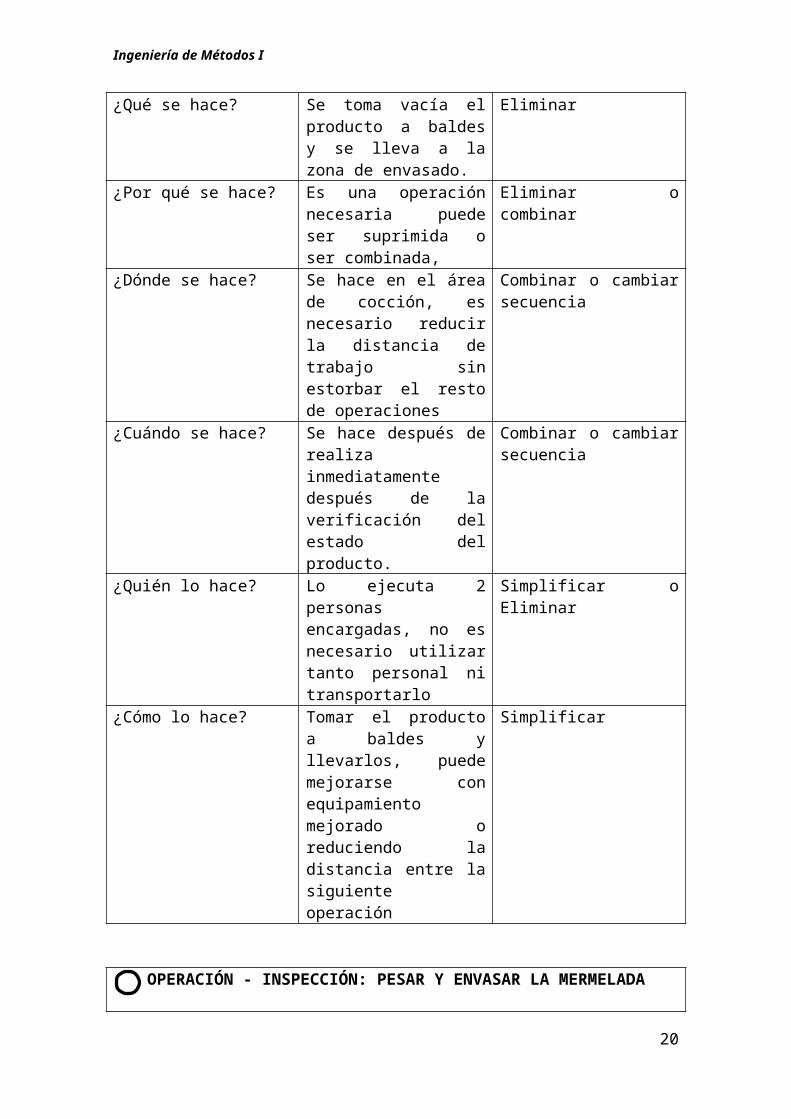
TRANSPORTE: ÁREA DE PESADO Y ENVASADO
PREGUNTAS CLAVE IDEAS DETONANTES POSIBILIDAD DE MEJORA
¿Qué se hace? Se toma vacía el producto a baldes y se lleva a la zona de envasado.
Eliminar
¿Por qué se hace? Es una operación necesaria puede ser suprimida o ser combinada,
Eliminar o combinar
¿Dónde se hace? Se hace en el área de cocción, es necesario reducir la distancia de trabajo sin estorbar el resto de operaciones
Combinar o cambiar secuencia
¿Cuándo se hace? Se hace después de realiza inmediatamente después de la verificación del estado del producto.
Combinar o cambiar secuencia
¿Quién lo hace? Lo ejecuta 2 personas encargadas, no es necesario utilizar tanto personal ni transportarlo
Simplificar o Eliminar
¿Cómo lo hace? Tomar el producto a baldes y llevarlos, puede mejorarse con
Simplificar
15
Ingeniería de Métodos I
equipamiento mejorado o reduciendo la distancia entre la siguiente operación
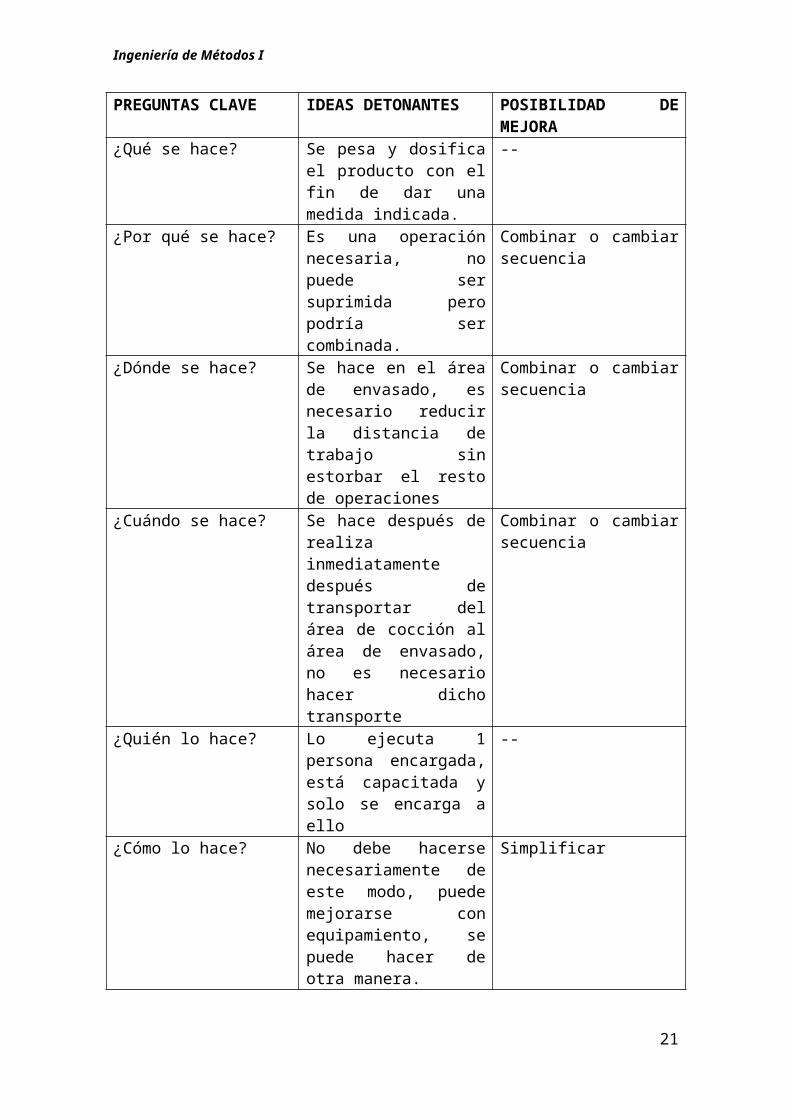
OPERACIÓN - INSPECCIÓN: PESAR Y ENVASAR LA MERMELADA
PREGUNTAS CLAVE IDEAS DETONANTES POSIBILIDAD DE MEJORA
¿Qué se hace? Se pesa y dosifica el producto con el fin de dar una medida indicada.
--
¿Por qué se hace? Es una operación necesaria, no puede ser suprimida pero podría ser combinada.
Combinar o cambiar secuencia
¿Dónde se hace? Se hace en el área de envasado, es necesario reducir la distancia de trabajo sin estorbar el resto de operaciones
Combinar o cambiar secuencia
¿Cuándo se hace? Se hace después de realiza inmediatamente después de transportar del área de cocción al área de envasado, no es necesario hacer dicho transporte
Combinar o cambiar secuencia
¿Quién lo hace? Lo ejecuta 1 persona encargada, está capacitada y solo se encarga a ello
--
¿Cómo lo hace? No debe hacerse necesariamente de este modo, puede mejorarse con equipamiento, se puede hacer de otra manera.
Simplificar
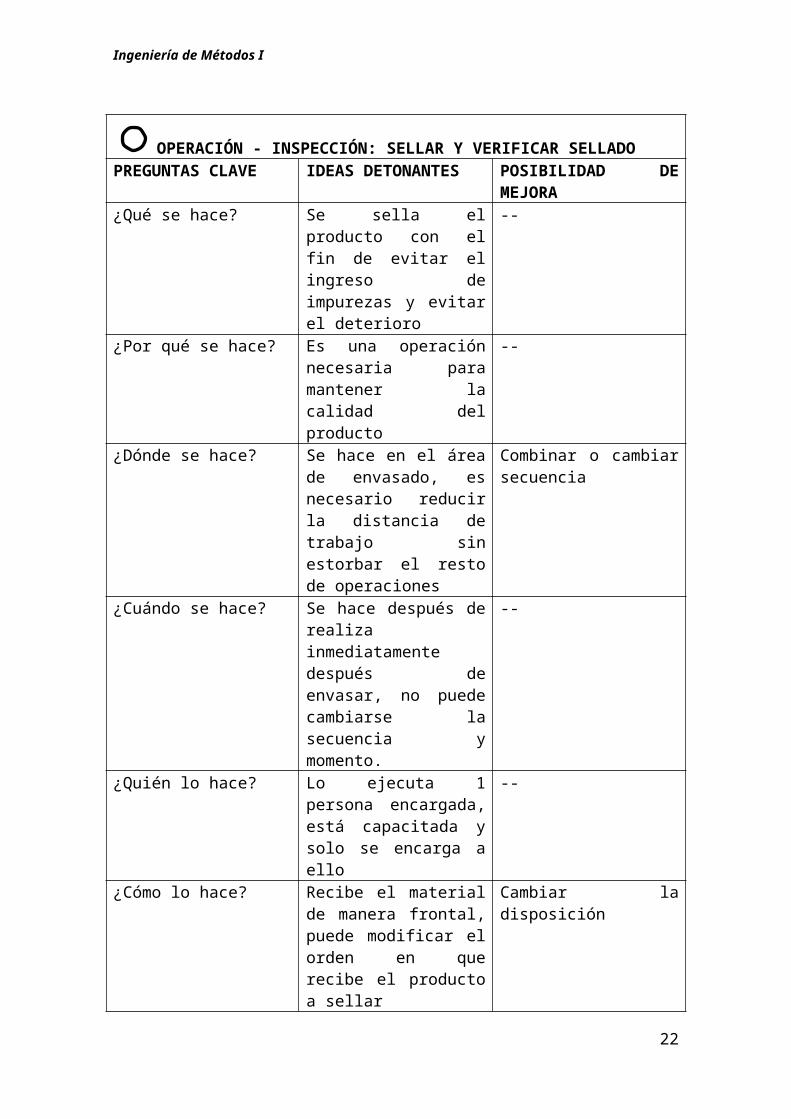
OPERACIÓN - INSPECCIÓN: SELLAR Y VERIFICAR SELLADOPREGUNTAS CLAVE IDEAS DETONANTES POSIBILIDAD DE
MEJORA¿Qué se hace? Se sella el producto con
el fin de evitar el ingreso de impurezas y evitar el deterioro
--
¿Por qué se hace? Es una operación --
16
Ingeniería de Métodos I
necesaria para mantener la calidad del producto
¿Dónde se hace? Se hace en el área de envasado, es necesario reducir la distancia de trabajo sin estorbar el resto de operaciones
Combinar o cambiar secuencia
¿Cuándo se hace? Se hace después de realiza inmediatamente después de envasar, no puede cambiarse la secuencia y momento.
--
¿Quién lo hace? Lo ejecuta 1 persona encargada, está capacitada y solo se encarga a ello
--
¿Cómo lo hace? Recibe el material de manera frontal, puede modificar el orden en que recibe el producto a sellar
Cambiar la disposición
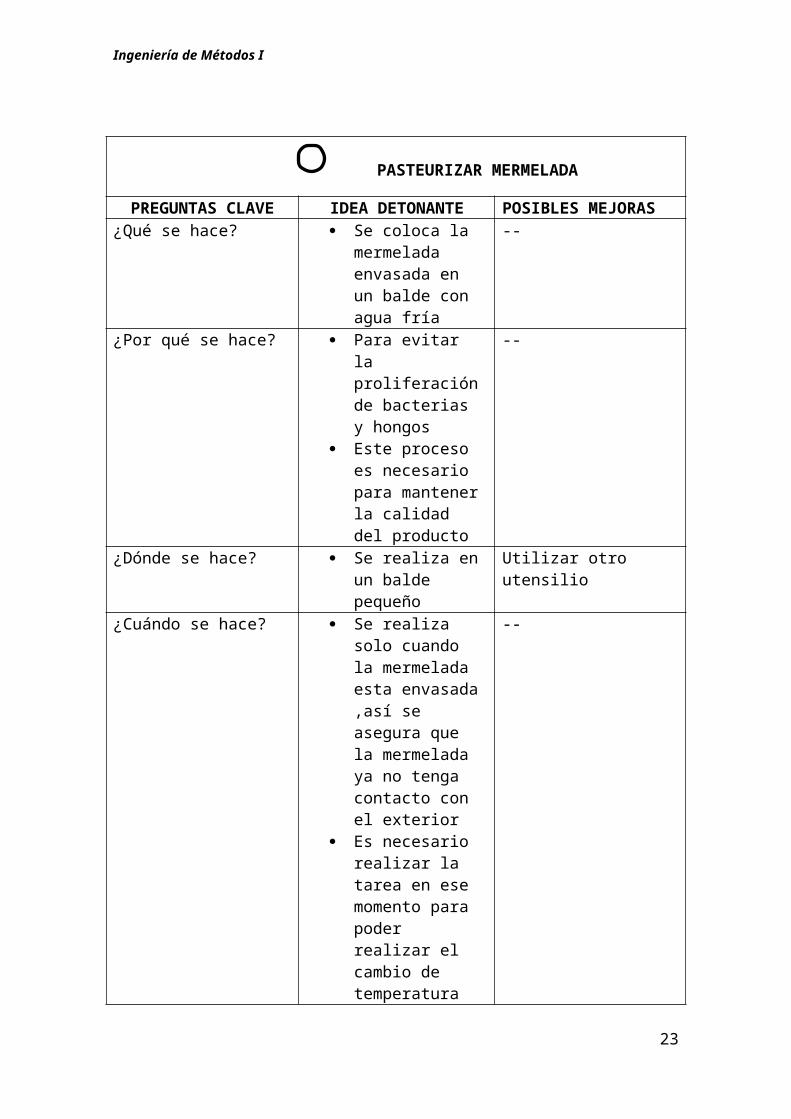
PASTEURIZAR MERMELADA
PREGUNTAS CLAVE IDEA DETONANTE POSIBLES MEJORAS¿Qué se hace? Se coloca la
mermelada envasada en un balde con agua fría
--
¿Por qué se hace? Para evitar la proliferación de bacterias y hongos
Este proceso es necesario para mantener la calidad del producto
--
¿Dónde se hace? Se realiza en un balde pequeño
Utilizar otro utensilio
¿Cuándo se hace? Se realiza solo cuando la mermelada esta envasada ,así se asegura que la mermelada ya no tenga contacto con el exterior
--
17
Ingeniería de Métodos I
Es necesario realizar la tarea en ese momento para poder realizar el cambio de temperatura
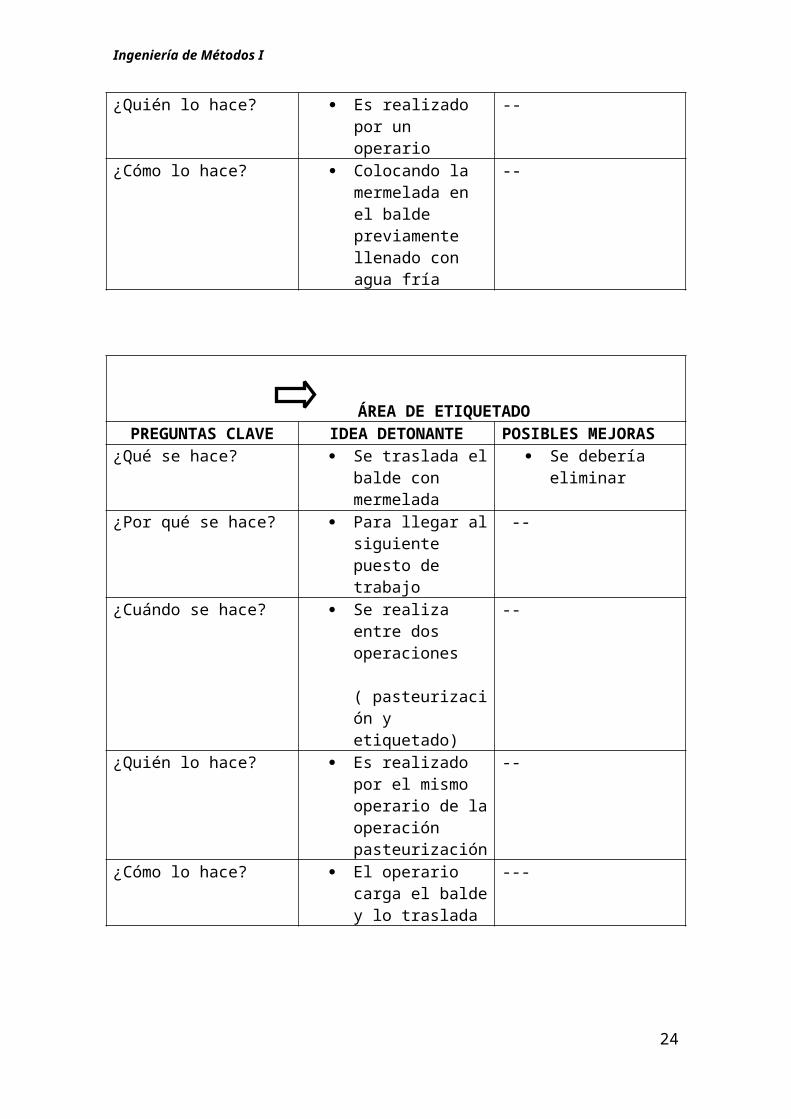
¿Quién lo hace? Es realizado por un operario
--
¿Cómo lo hace? Colocando la mermelada en el balde previamente llenado con agua fría
--
ÁREA DE ETIQUETADOPREGUNTAS CLAVE IDEA DETONANTE POSIBLES MEJORAS
¿Qué se hace? Se traslada el balde con mermelada
Se debería eliminar
¿Por qué se hace? Para llegar al siguiente puesto de trabajo
--
¿Cuándo se hace? Se realiza entre dos operaciones ( pasteurización y etiquetado)
--
¿Quién lo hace? Es realizado por el mismo operario de la operación pasteurización
--
¿Cómo lo hace? El operario carga el balde y lo traslada
---
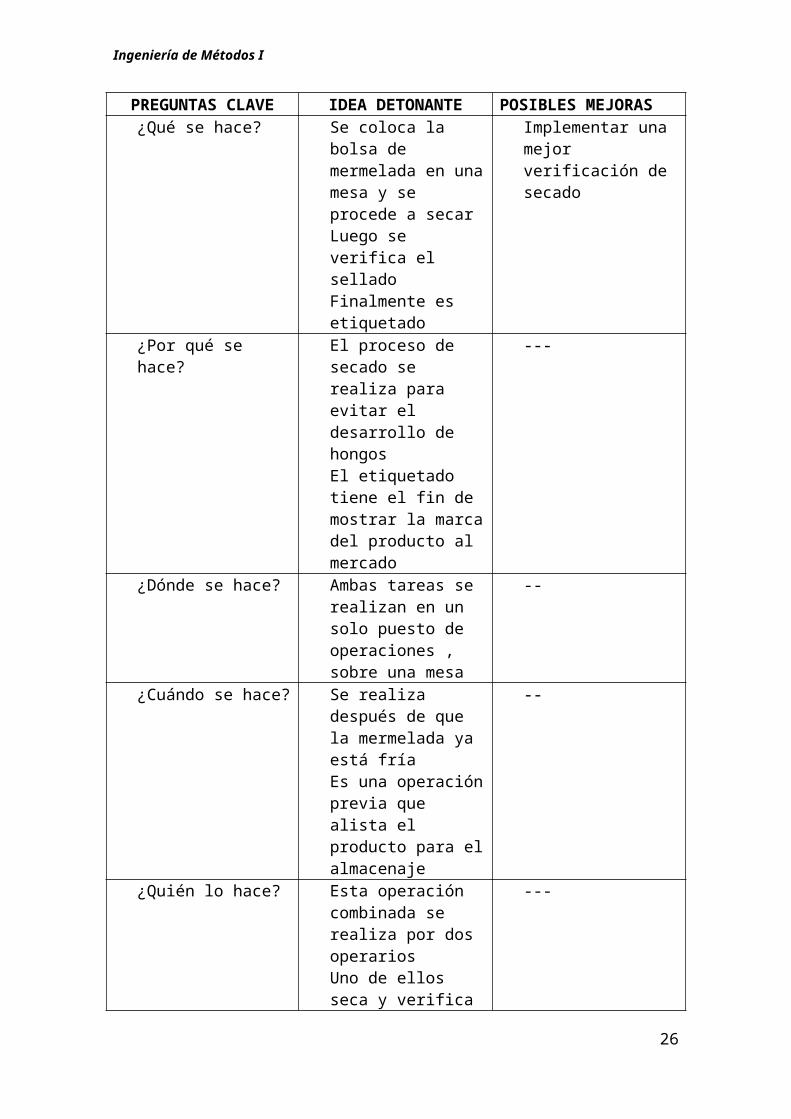
SECAR, VERIFICAR SECADO Y ETIQUETARPREGUNTAS CLAVE IDEA DETONANTE POSIBLES MEJORAS
¿Qué se hace? Se coloca la bolsa de mermelada en una mesa y se procede a secarLuego se verifica el selladoFinalmente es etiquetado
Implementar una mejor verificación de secado
18
Ingeniería de Métodos I
¿Por qué se hace? El proceso de secado se realiza para evitar el desarrollo de hongosEl etiquetado tiene el fin de mostrar la marca del producto al mercado
---
¿Dónde se hace? Ambas tareas se realizan en un solo puesto de operaciones , sobre una mesa
--
¿Cuándo se hace? Se realiza después de que la mermelada ya está fría Es una operación previa que alista el producto para el almacenaje
--
¿Quién lo hace? Esta operación combinada se realiza por dos operarios Uno de ellos seca y verifica el secado del envaseEl segundo operario etiqueta el envase
---
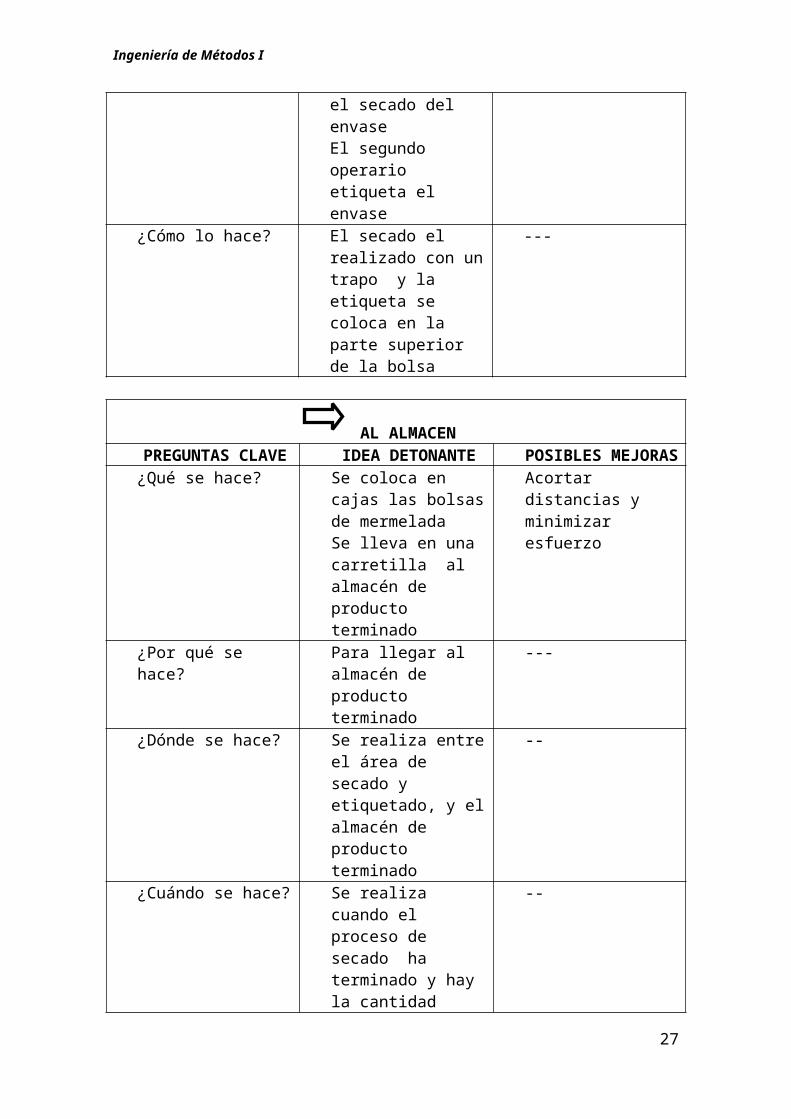
¿Cómo lo hace? El secado el realizado con un trapo y la etiqueta se coloca en la parte superior de la bolsa
---
AL ALMACENPREGUNTAS
CLAVEIDEA DETONANTE POSIBLES
MEJORAS¿Qué se hace? Se coloca en cajas
las bolsas de mermelada Se lleva en una carretilla al almacén de producto terminado
Acortar distancias y minimizar esfuerzo
¿Por qué se hace? Para llegar al almacén de producto terminado
---
¿Dónde se hace? Se realiza entre el área de secado y
--
19
Ingeniería de Métodos I
etiquetado, y el almacén de producto terminado
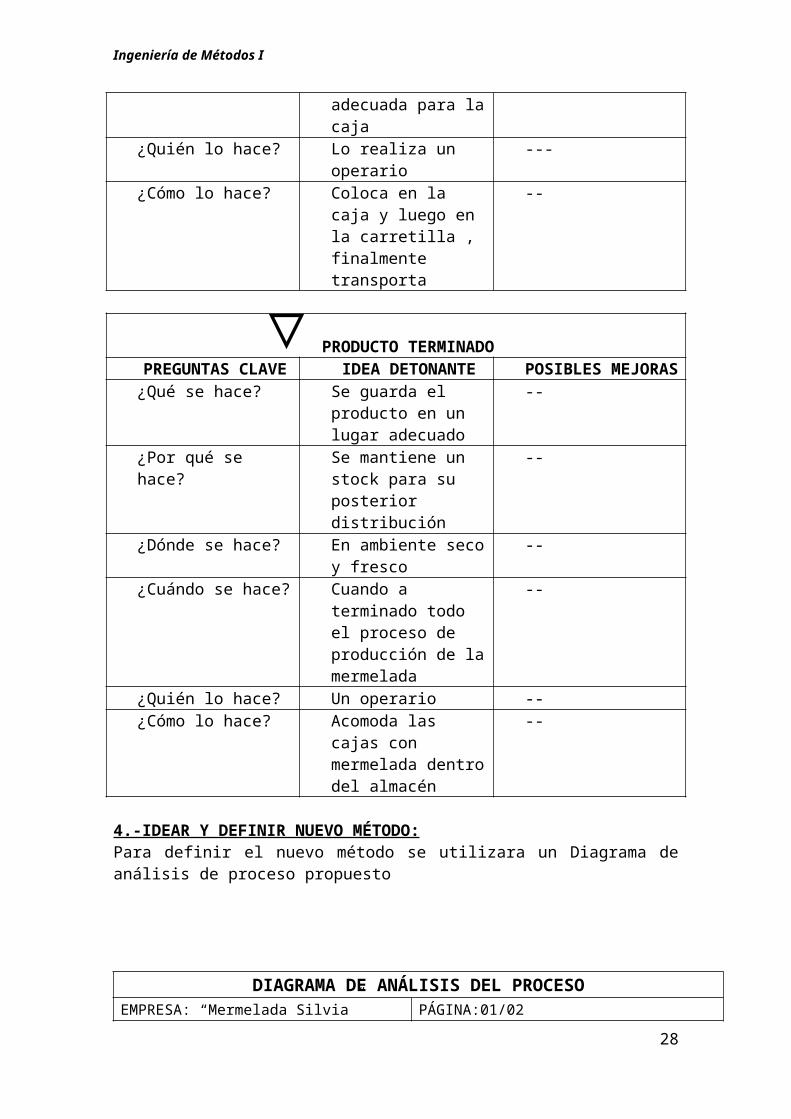
¿Cuándo se hace? Se realiza cuando el proceso de secado ha terminado y hay la cantidad adecuada para la caja
--
¿Quién lo hace? Lo realiza un operario ---¿Cómo lo hace? Coloca en la caja y
luego en la carretilla , finalmente transporta
--
PRODUCTO TERMINADOPREGUNTAS
CLAVEIDEA DETONANTE POSIBLES
MEJORAS¿Qué se hace? Se guarda el
producto en un lugar adecuado
--
¿Por qué se hace? Se mantiene un stock para su posterior distribución
--
¿Dónde se hace? En ambiente seco y fresco
--
¿Cuándo se hace? Cuando a terminado todo el proceso de producción de la mermelada
--
¿Quién lo hace? Un operario --¿Cómo lo hace? Acomoda las cajas
con mermelada dentro del almacén
--
4.-IDEAR Y DEFINIR NUEVO MÉTODO: Para definir el nuevo método se utilizara un Diagrama de análisis de proceso propuesto
DIAGRAMA DE ANÁLISIS DEL PROCESOEMPRESA: “Mermelada Silvia” PÁGINA:01/02
DEPARTAMENTO: Producción FECHA: 03/02/12
PRODUCTO: Mermelada de fresa METODO DE TRABAJO: Actual
DIAGRAMA HECHO POR: José Reyes APROBADO POR: Vannessa Castillo fresas
20
1
Ingeniería de Métodos I
21
Pesar y envasar
Sellar y verificar
Pasteurizar
Etiquetar y secar
Materia prima
Selección por tamaño y madurez
Área de proceso
Deshojar Hojas
Lavar fresa
Cortar por la mitad
Área de cocina
Calentar en caldero
Mezclar y mover
Verificar cocción
α
Agua fría
8Etiqueta
9.4
Fresa y Azúcar
Agua
7.4 2
6.3 2
Bolsas
1
2
4
5
2
3
2
1
1.1
Ingeniería de Métodos I
22
DIAGRAMA DE ANÁLISIS DEL PROCESOEMPRESA: “Mermelada Silvia” PÁGINA: 02/02
DEPARTAMENTO: Producción FECHA: 03/02/12
PRODUCTO: Mermelada de fresa METODO DE TRABAJO: Actual
DIAGRAMA HECHO POR: José Reyes APROBADO POR: Marjorie Medina
Símbolo Resumen Cantidad
Operaciones 19
Inspecciones 2
Transportes 22
Demoras 0
Almacenes 4
2
A almacén
Producto Terminado
3
β
Ingeniería de Métodos I
5.-IMPLANTAR EL MÉTODO PERFECCIONADO.
Esta es una de las fases más difíciles del proceso, ya que es necesario obtener la aprobación en general del método, tanto del personal como de la dirección.Se necesita entonces la cooperación activa de la dirección y de los sindicatos. Se necesita una capacidad para explicar clara y sencillamente los métodos propuestos, su don de gentes y su aptitud para inspirar confianza.La implantación del nuevo método puede subdividirse en cinco fases:1) Obtener la aprobación de la dirección.2) Conseguir que acepte el cambio el jefe del departamento o del taller.3) Conseguir que acepten el cambio los operarios interesados4) Enseñar el nuevo método a los trabajadores.5) Seguir de cerca la marcha del trabajo hasta tener la seguridad de que se ejecuta como estaba previsto.
Si se proponen cambios que influyan en el número de trabajadores empleados en la operación, como suele ocurrir, deberá consultarse lo antes posible a los representantes de los trabajadores. Los planes para cambiar la distribución de la mano de obra se deben estudiar con todo cuidado, a fin de ocasionar el mínimo de trastornos o molestias. No hay que olvidar que incluso el obrero que ejecuta una operación por sí solo no es una entidad aislada en el taller o empresa donde trabaja.
Preparar la introducción de cambiosSe debe pedir siempre a los trabajadores que presenten sus sugerencias o ideas sobre las mejoras que se pueden hacer y estas se deben introducir cuando es posible, expresando el debido reconocimiento a las personas que las han formulado. Es preciso que los trabajadores participen lo más plenamente posible en el establecimiento del nuevo método, para que lleguen a pensar que este es principal o parcialmente obra suya.Una cooperación entusiasta a todos los niveles solo se obtendrá si existe confianza. Debe conquistarse el respeto de los supervisores y técnicos, quienes han de captar que no solo no están ahí para desplazarlos o desenmascararlos, sino como especialistas dispuestos a ayudarlos. Por último, se debe convencer a los trabajadores de que no van a influir en su seguridad de empleo.Cuando existe una resistencia enraizada al cambio, puede resultar necesario decidir si los ahorros que es probable se obtengan mediante la adopción del nuevo método justifican el tiempo y las complicaciones que entraña la incorporación del cambio mediante la readaptación profesional de los operarios de más edad. Puede resultar más barato concentrarse en los trabajadores recién incorporados y dejar que los de más edad sigan trabajando como saben.
Capacitación y readaptación profesional de los operariosSera necesario dar capacitación al personal de planta sobre el nuevo proceso de producción a utilizar como la utilización de los nuevos equipos, todo esto será mediante charlas, diapositivas y/o videos.El grado en que los trabajadores necesitaran una readaptación profesional dependerá íntegramente de la índole del puesto de trabajo. Sera mayor para
23
Ingeniería de Métodos I
los puestos de trabajo que entrañen un alto grado de pericia manual en los que se aplican desde hace tiempo métodos tradicionales. En esos casos es posible que sea necesario recurrir a películas para demostrar los métodos antiguos y los nuevos y la manera de efectuar los movimientos. Cada trabajo tendrá que tratarse con arreglo a sus propias circunstancias.En la capacitación o readaptación profesional de los operarios, lo importante es crear el hábito de hacer la tarea de la manera correcta. El hábito constituye un elemento inapreciable para aumentar la productividad al reducir la necesidad de una reflexión consciente. Es tan fácil imbuir un buen hábito como uno malo.
Controlar el cambioLa sustitución de un método por otro debe planificarse y controlarse. Ahora es necesario asegurarse de que han quedado completadas según el calendario y que todo esté listo para efectuar la sustitución.Lo primero es decidir cuándo se realizara la sustitución. Incluso si un nuevo método es más eficiente y permitirá obtener con el tiempo una mayor producción, a menudo existe un intervalo durante el cual la producción disminuye, mientras los trabajadores adquieren velocidad con el nuevo método.Naturalmente, este intervalo no debe coincidir con una situación de crisis como cuando se está terminando un pedido urgente, a menos que se pueda recurrir a trabajadores adicionales temporalmente para mantener los niveles de producción. Por lo tanto, se debe elegir la fecha del cambio más conveniente posible, particularmente cuando se han de efectuar transformaciones radicales en la instalación.
6.- MANTENIMIENTO DEL NUEVO MÉTODO.Dado que es necesaria la vigilancia la aplicación del método, se establecerá un procedimiento formal de control, en el cual los métodos introducidos en un momento determinado están sujetos a examen luego de determinado periodo. La ventaja de este procedimiento consiste en que, al precisar la realización de un control según un calendario predeterminado, estimulara probablemente la adhesión de los trabajadores y los capataces al método especificado. Anteriormente se habrá definido y especificarlo claramente el método, sobre todo cuando se piense utilizarlo para establecer normas de tiempo en las cuales basar las primas por rendimiento o para otros fines, especificando herramientas, la disposición del lugar de trabajo y los elementos de movimiento, de forma que no exista posibilidad alguna de mala interpretación.
24

Ingeniería de Métodos I
1.2 APLICACIÓN DE LOS 10 ENFOQUES PARA EL ANÁLISIS DE LA OPERACIÓN.
ENFOQUE N°4 : MATERIAL
A) Estandarización de materiales
Para que la fresa demore menos en cocer, estas mismas son cortadas en un tamaño determinado de tal manera que tengan un tamaño estandarizado facilitando el proceso de cocción
B) Buscar mejores proveedores desde el punto de vista del precio y surtido disponible
Buscar un proveedor único y adecuado para nuestro proceso
ENFOQUE N°6: PREPARACION Y HERRAMIENTAS
A) Uso de herramientas más efectivas
La herramienta que se utiliza para un proceso productivo debe ser en su mayoría de calidad es decir que deben tener en sus componentes materiales más loables para que se puedan desarrollar la tarea que se usen en forma conveniente.Una de las herramientas que cambiamos para tener un proceso más eficiente es de utilizar una cortadora con un tamaño estandarizado.
2.-FACTORÍA “LA GOTA FRÍA” A continuación se presentan los diagramas obtenidos en la realización de la presente práctica.
25
Ingeniería de Métodos I
DIAGRAMA DE ANÁLISIS DEL PROCESOEMPRESA: Factoría “Gota Fría” PÁGINA:01/02
DEPARTAMENTO: Producción FECHA: 03/02/12
PRODUCTO: Pieza metálica METODO DE TRABAJO: Actual
DIAGRAMA HECHO POR: José Reyes APROBADO POR: Juan Sarmiento
26
Ingeniería de Métodos I
27
Área de Chatarra
Pesar y vaciar al horno
Horno
Armar Moldes
Arena para Moldeado
Área de Desmoldado
Torno
Vaciar material fundido
Tornear
Armar almas
Desmoldar
Arena
Hornear
Moldes
Área de Moldeado
Horno
Área de Moldeado
Chatarra
Armado de Almas
Almacén de Chatarra
Almas
4 veces
Producto
Ingeniería de Métodos I
28
DIAGRAMA DE ANÁLISIS DEL PROCESOEMPRESA: Factoría “Gota Fría” PÁGINA: 02/02
DEPARTAMENTO: Producción FECHA: 03/02/12
PRODUCTO: Pieza metálica METODO DE TRABAJO: Actual
DIAGRAMA HECHO POR: José Reyes APROBADO POR: Juan Sarmiento
Símbolo Resumen Cantidad
Operaciones 19
Inspecciones 2
Transportes 22
Demoras 0
Almacenes 4
Pulidor
Cromar
Cromado
Pulir
Ensamblar e Inspeccionar
Mesa Ensamblaje y Revisión
Almacén Producto Terminado
Producto
Almacén Producto Terminado
Accesorios
Almacén Accesorios
Desensamblar
Almacén Accesorios
Almacén Accesorios
Mesa Ensamblaje y Revisión
Accesorios
29
Ingeniería de Métodos I
DIAGRAMA DE RECORRIDO – PROCESO DE PRODUCCIÓN FACTORIA”LA GOTA FRIA”
DIAGRAMA DE ANÁLISIS DEL PROCESO PROPUESTO
EMPRESA: Factoría “La Gota fría ” PÁGINA: 1 de 2
DEPARTAMENTO: Producción FECHA: 4/2/2013
PRODUCTO: Pieza Metálica METODO DE TRABAJO: Actual
DIAGRAMA HECHO POR: Juan Sarmiento
APROBADO POR: Ing. Oswaldo Rodríguez
JLKL;
Chatarra
Materia prima
Selección
Área de triturado
Triturar y pesar
Horno
Hornear
Moldear
Área de desmoldado
Desmoldar
Arena
1
2.2
3
3
4
5
6 2
7
α
1.1
1
7
2
4
5
Armado de almas
Armar almas
Área de arena para moldear
Cubrir con arena
Área de moldeado
5
Área de moldeado
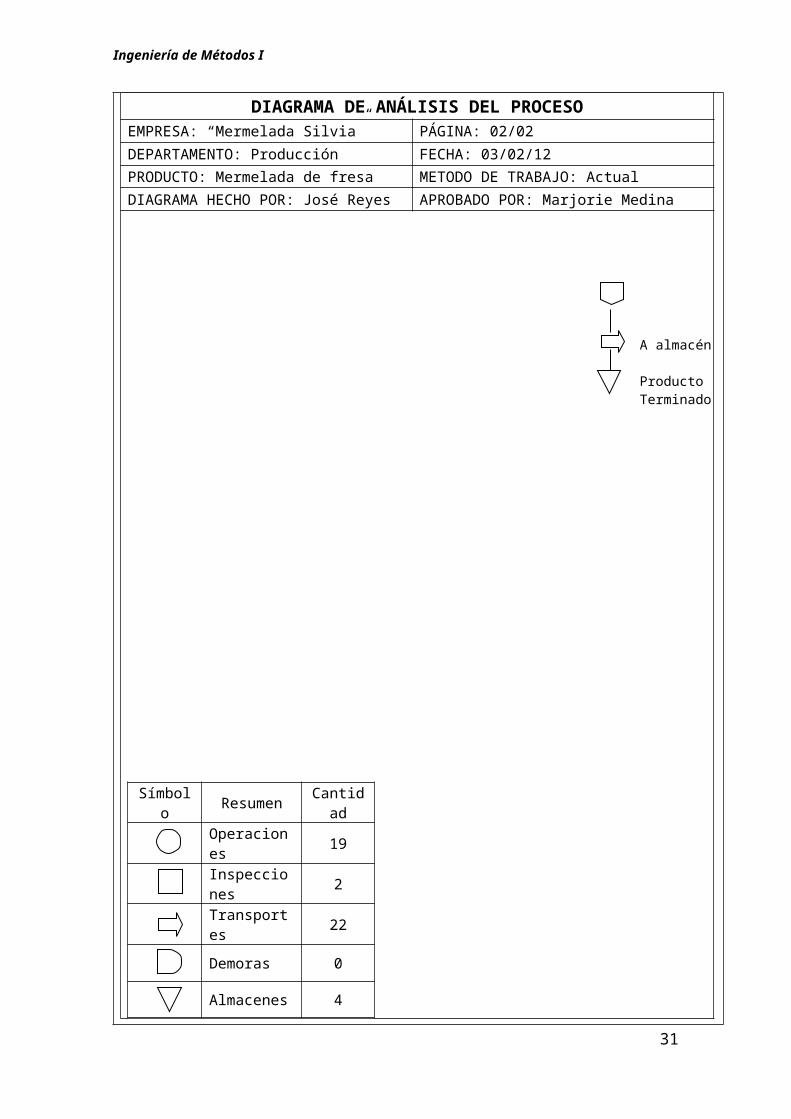
DIAGRAMA DE ANÁLISIS DEL PROCESO PROPUESTO
EMPRESA: Factoría “Gota Fría “ PÁGINA: 2 de 2
DEPARTAMENTO: Producción FECHA: 4/2/2013
PRODUCTO: Pieza Metálica METODO DE TRABAJO: Actual
DIAGRAMA HECHO POR:
Juan SarmientoAPROBADO POR: Ing. Oswaldo Rodríguez
Evento Número Tiempo DistanciaOperación 12Inspección 3Transporte 6Demor -Almacén 2
JLKL;
A torno
Tornear
Pulir
Cromar
Mesa de ensamble y revisión
Ensamblar e inspeccionar
Desensamblar
Al almacén P. T
Almacén
β
3
8
9
10
4
Chatarra
5
11.3
12
6
2
DIAGRAMA DE RECORRIDO PROPUESTO – PROCESO DE PRODUCCIÓN FACTORIA”LA GOTA FRIA”
VI.- CONCLUSIONES
Es posible reducir demoras en el proceso de elaboración de mermelada mediante la reducción de la distancias en el proceso, del mismo modo optimizar la utilización de espacio.
Es posible eliminar tareas repetitivas que utilizan excesivamente recursos, mediante la implementación de tareas que pre-adapten la materia prima en el procesos utilizados en factorías.
Una distribución optima de la planta ayuda a reducir los transportes y a su vez los tiempos de producción en el proceso.
Hemos comprobado que los diagramas de análisis nos ayuda a mejorar la productividad.
Realizando una mejor selección de materiales y proveedores e puede mejorar la calidad del producto y reducir sus costos podemos.
VIII.- RECOMENDACIONES
Reducir las operaciones inadecuadas o las cuales no se justifican en el proceso y constituyen pérdidas de tiempo, por tanto de dinero.
Es importante verificar la eficiencia de las operaciones y verificar si estas pueden ser mejoradas mediante otros procesos más actualizados.