






Idiomas
Páginas
Jurídico

1
CASO: LOREX
PHARMACEUTICAL
S PROFESOR:
CULQUICHICON CACERES, CARLOS FELIPE
SECCIÓN:
IN53
INTEGRANTES:
CASTRO CHIROQUE, MANUEL
GARRIDO FLORES, ANDRÉS
QUIJANO CALMET, ALONSO MARIO
UCHUYA LOPEZ, MIGUEL
ZUTA SOPLIN, WILMER JHUNIOR
2
ÍNDICE
I. INTRODUCCIÓN: .................................................................................................................... 3
II. IDENTIFICACIÓN DEL PROCESO: ..................................................................................... 4
III. RIESGOS DEL PRODUCTO Y PROCESO: ................................................................... 6
IV. OBJETIVOS DE LA CALIDAD: ........................................................................................ 6
V. MANUAL DE PREVENCIÓN DE RIESGOS: ...................................................................... 7
5.1. Grupo de Trabajo: .......................................................................................................... 7
5.2. Requerimientos del Producto: .................................................................................... 8
5.3. Descripción del producto: ........................................................................................... 8
5.4. Funciones del Producto: .............................................................................................. 9
5.5. Modos, Efectos y Causas potenciales de fallo: ................................................... 10
5.6. Identificación de controles actuales: ...................................................................... 11
5.7. Identificación de los índices de gravedad, ocurrencia y detección: .............. 12
5.8. Obtención de los números de prioridad de riesgo: ............................................ 13
VI. PROPONER ACCIONES DE MEJORA: ........................................................................ 14
6.1. Revisión del AMFE:...................................................................................................... 14
VII. CONCLUSIONES Y RECOMENDACIONES: ............................................................... 15
3
I. INTRODUCCIÓN:
La nueva creación de un producto farmacéutico involucra una serie de investigaciones
preliminares para llegar a la formula exacta. Al tratarse de un medicamento dirigido al
cuerpo de las personas los procesos de producción tienen que estar bien diseñados para
no incurrir en ningún tipo de error, ya que al no identificarse en el debido tiempo podría
causar la muerte del consumidor. De esta manera, las actuales empresas farmacéuticas
están en continua mejora de sus procesos para ser más eficientes y cumplir con los
estándares de calidad.
Para esta presentación, se desarrolla el caso de LOREX PHARMACEUTICALS con su
nueva producción del nuevo producto de la compañía, Linatol. Desarrollado para el
tratamiento de la hipertensión arterial. Después de ocho años de pruebas del producto
incluyendo estudios clínicos de eficacia del fármaco en humanos, los EE.UU. Food and
Drug Administration (FDA) han aprobado Linatol. La división de fabricación había sido
capaz de preparar una línea de producción durante una semana con todas las indicaciones
de cada una de las actividades. Sin embargo, conforme iba avanzando la producción los
encargados del control de calidad se percataron de algunos defectos en la producción. En
los siguientes párrafos se analiza el caso con las distintas herramientas aprendidas en el
curso y finalizando expondremos un plan de acción con respecto a los puntos críticos
encontrados en el caso.
4
II. IDENTIFICACIÓN DEL PROCESO:
Para la producción de Linatol, se realizó una prueba piloto, este se hizo en la línea de llenado
que fue primero probado con un insumo de bajo costo con propiedades físicas similares al
producto y luego se realizó con el producto real.
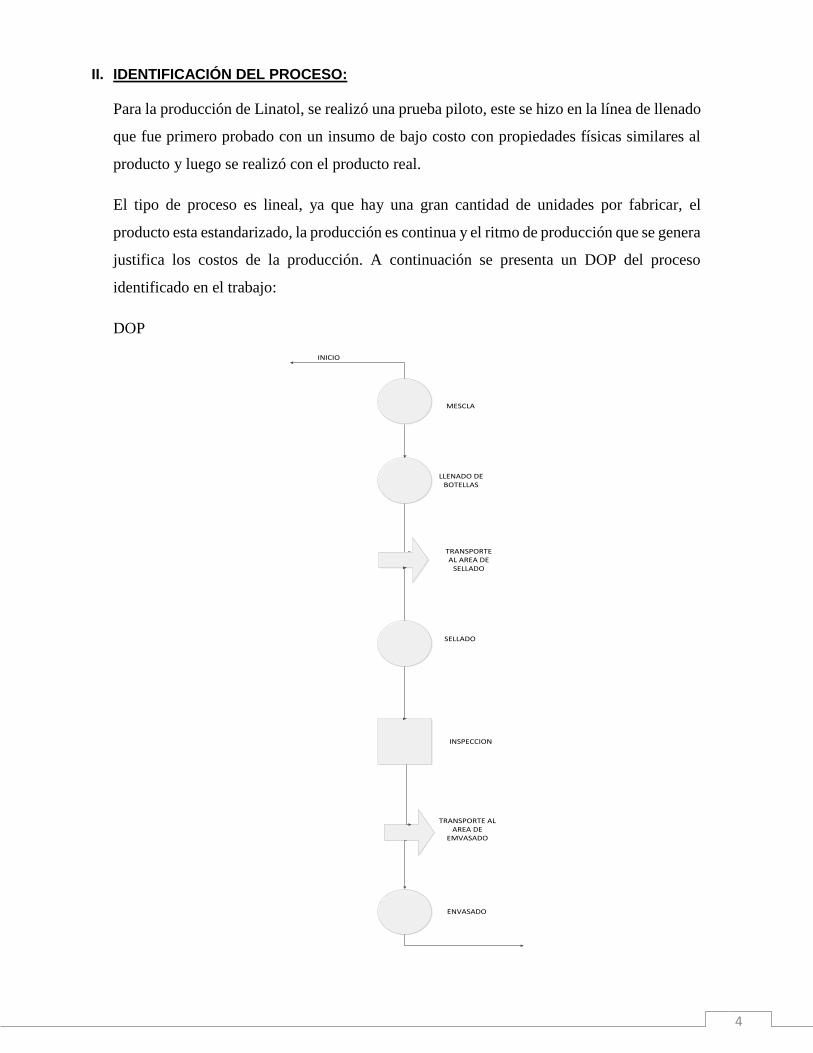
El tipo de proceso es lineal, ya que hay una gran cantidad de unidades por fabricar, el
producto esta estandarizado, la producción es continua y el ritmo de producción que se genera
justifica los costos de la producción. A continuación se presenta un DOP del proceso
identificado en el trabajo:
DOP
MESCLA
LLENADO DE BOTELLAS
SELLADO
INSPECCION
ENVASADO
TRANSPORTE AL AREA DE
EMVASADO
TRANSPORTE AL AREA DE
SELLADO
INICIO
5
El proceso se inicia con la mezcla de los componentes del Linatol en una olla de
5000 litros de capacidad.
Luego, se procede con el llenado de las botellas de 10 onzas a una rapidez de 1000
botellas por hora.
Después, las botellas ya llenas se transportan por una faja transportadora a la
máquina de sellado donde les pondrán su tapa herméticamente.
Tras eso, se procede con la inspección mediante un sensor electrónico que verifica
que las botellas estén con la cantidad necesaria del Linatol.
Las botellas que pasen la inspección son trasladadas al área de envasado en donde
son puestas en cajas de a 12 botellas y luego trasladados a los clientes.
Las botellas que no pasan el control de calidad, son etiquetadas con segundas y
distribuidas en hospitales públicos con el 80% del precio.
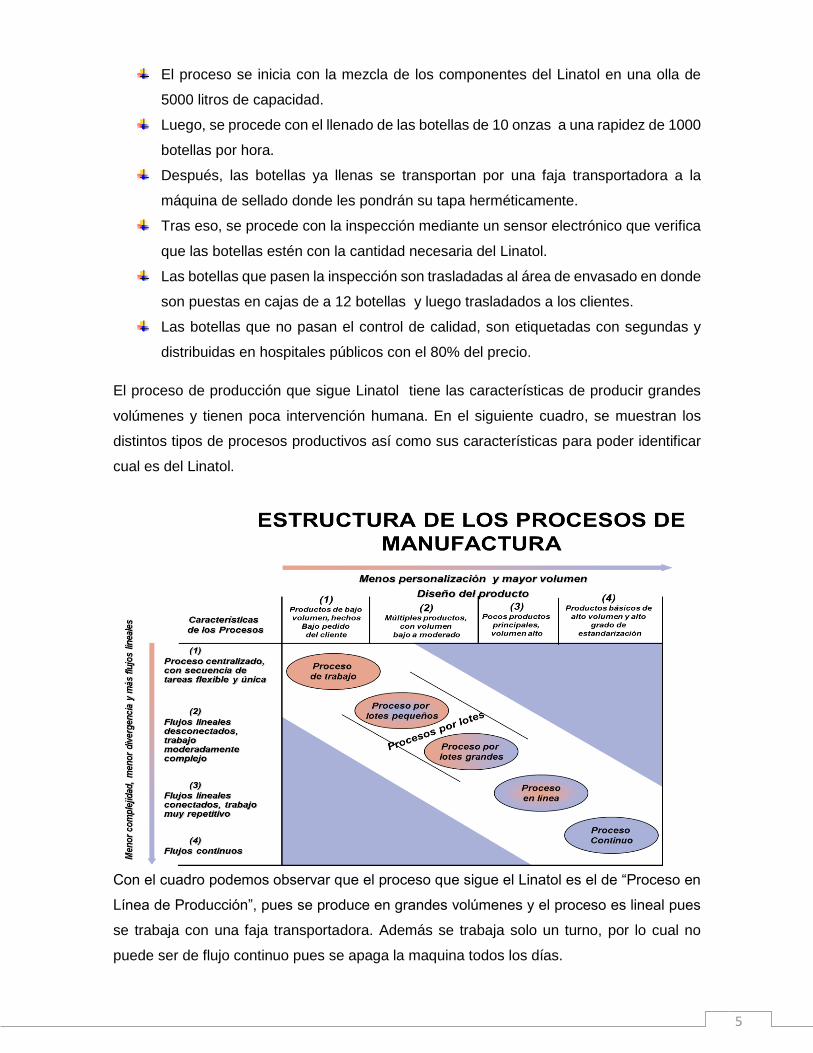
El proceso de producción que sigue Linatol tiene las características de producir grandes
volúmenes y tienen poca intervención humana. En el siguiente cuadro, se muestran los
distintos tipos de procesos productivos así como sus características para poder identificar
cual es del Linatol.
Con el cuadro podemos observar que el proceso que sigue el Linatol es el de “Proceso en
Línea de Producción”, pues se produce en grandes volúmenes y el proceso es lineal pues
se trabaja con una faja transportadora. Además se trabaja solo un turno, por lo cual no
puede ser de flujo continuo pues se apaga la maquina todos los días.
6
III. RIESGOS DEL PRODUCTO Y PROCESO:
Tras analizar este proceso se pudo encontrar incidentes claves que son cruciales en poder
mantener controlado el índice de fallos al momento de la elaboración del producto. El
primero de ellos, y el que más se menciona, son los problemas al momento de llenado
automático, donde en algunos casos las botellas en vez de ser llenadas con 10.1 onzas, la
medida promedio, eran llenadas con menor medida lo cual causaba que los medicamentos
se consideren de segunda mano y se vendan a un menor precio, generando pérdidas a la
empresa.
Esto puede ser a causa de una mala calibración o mantenimiento de las maquinas, que a
su vez también pueden afectar el cálculo de proporciones al elaborar la mezcla, al ser un
producto farmacéutico estas medidas deben ser exactas para mantener la calidad del
producto y así evitar problemas legales a causa de problemas de salud en los
consumidores.
Otro punto importante a tener en consideración en el proceso, es el mal sellado o inconcluso
del producto, lo cual si no se tiene el correcto control podría causar que materias externas
entre al medicamente, teniendo repercusiones posteriores en la salud de los consumidores,
lo cual afectaría a la imagen y lealtad del consumidor.
El contar con personal mal capacitado o con falta de compromiso con la misión y visión de
la empresa, puede ser causante de errores en el proceso, que pueda causar por ejemplo
un mal etiquetado o empaquetado, lo cual afectaría la imagen de la empresa.
También un mal control e inspección puede llevar a que se pasen desapercibidos insumos
caducados o con fallos, los cuales si llegan a ser consumidos por los clientes podría causar
en ellos efectos secundarios e incluso problemas médicos graves lo cual generaría
problemas legales y de lealtad para la empresa.
IV. OBJETIVOS DE LA CALIDAD:
Una característica común en cualquier empresa es que se trazan objetivos, estos van
acompañados de metas, las cuales son propuestas para mejorar su desempeño en un
periodo determinado de tiempo. Respecto al caso, luego de tener claro los posibles riesgos
del producto y haber observado problemas dentro del proceso de llenado y envasado,
podemos definir objetivos pertinentes para contrarrestar el problema y llegar a una meta.
Respecto a lo anterior presentamos los siguientes objetivos:
7
Aumentar la productividad del proceso y la empresa
Aumentar la productividad del proceso a un 97% en un plazo no mayor a un año,
de manera que se generen mayor cantidad de productos no defectuosos y de
calidad superior con la misma cantidad de recursos, de esta manera también
estaremos mejorando la competitividad de la empresa.
Disminuir el número de productos defectuosos
Disminuir los medicamentos defectuosos a un 2% en un plazo no mayor a un año,
de manera que se generen mayores ganancias, se mejore la imagen de la empresa
y también la competitividad.
Superar las expectativas del cliente y generando confianza hacia la empresa
Aumentar la satisfacción del cliente a un 97%, generando mayor confianza y
fidelizando a los clientes. De esta manera, también se mejorara la imagen de la
empresa y será mayor la cantidad de personas que consuman los productos de la
empresa.
Tener una cultura de mejora de calidad continua
Llevar a cabo estudios constantes, analizando el número de productos defectuoso
por lotes y la calidad de cada producto que sale al mercado. Asimismo, es
recomendable analizar la productividad de cada área de trabajo para permitir la
detección de posibles problemas dentro del proceso.
V. MANUAL DE PREVENCIÓN DE RIESGOS:
5.1. Grupo de Trabajo:
Todos los operarios que estén en el área de operaciones de LOREX, será personal
conocedor de los procesos, objetivos, metas, debilidades, fortalezas; es decir,
personas con experiencia de muchos años trabajando en la empresa y una buena
relación con los demás empleados.
De lo anterior, lo más usual es formar un grupo base como máximo de 6 personas, de
las áreas de Ingeniería, Métodos, Producción y Calidad para que luego éstas sean
capaces de asignar los miembros que se incorporen a los grupos de AMFE. Este grupo
será liderado por un coordinador de grupo, el cual tiene como responsabilidad de hacer
todas las coordinaciones para las reuniones, supervisar, definir metas y guiar al grupo
de trabajo. Asimismo, se suele designar el cargo de un facilitador, quien será una
persona que actué como un consultor, el cual brindará ayuda al grupo a realizar las
8
tareas necesarias e interviene cuando ello es necesario para que el equipo se ajuste a
los objetivos.
Por último, se deberá explicar a todos los miembros del equipo lo que es el AMFE, las
técnicas estadísticas que se van a emplear, plan de control, diagramas de flujo, etc.
5.2. Requerimientos del Producto:
El producto tiene como objetivo fundamental el tratamiento de la hipertensión arterial de las
personas. Se requiere dar algunas características especiales al producto para su posterior
salida al mercado.
El producto debe de estar herméticamente sellado, lo cual dará seguridad al cliente
un producto en perfecto estado y conservación. Es decir, no se pueda alterar cuando
sea distribuido y que no se derrame en el proceso de traslado. Las características
mencionas deben ser inspeccionadas en el proceso de envase del producto.
El envase debe estar con la cantidad que se especifica en el envase. Una variación
grosera en la cantidad del líquido podría darle inseguridad al consumidor y posterior
insatisfacción con la compañía que lo elabora.
5.3. Descripción del producto:
LINATOL es el nuevo producto de la compañía farmacéutica LOREX, el cual fue diseñado
para controlar la hipertensión arterial a pacientes con dichos problemas coronarios.
Después de ocho años de investigación y prueba, la FDA de Estados Unidos aprobó su
comercialización. Al elaborar el producto y realizar diversas pruebas se observó que en el
área de envasado había una irregularidad en el llenado, pues se superaba o no se
alcanzaba el nivel regular de cantidad de 10.2 onzas.
Es por ello que se plantea desarrollar el AMFE (análisis modal de fallos y efectos), el tipo
que se implementará es en AMFE de proceso, ya que se analizarán los siguientes puntos:
Analizar los modos de fallos y efectos, para asegurar la calidad del proceso de
elaboración, así se dará fiabilidad a las funciones del producto que el cliente necesita.
Analizar los fallos del producto provenientes de posibles fallos en el proceso hasta su
entrega final (cliente).
Analizar los posibles fallos que se puedan presentar en los diferentes elementos del
proceso como materiales, equipo, mano de obra, métodos; y como éstos influyen en
el producto terminado.

9
5.4. Funciones del Producto:
PRODUCTO PRODUCCIÓN DEL FÁRMACO LINATOL
FUNCIONES
Mezclado
Llenado o envasado
Control de Sensor Electrónico
Sellado de tapas
Etiquetado Automático
Empaquetado Automático
Etiquetado Manual
Empaquetado Manual
Análisis:
Un primer paso, es la identificación del proceso de fabricación de Linatol con el fin
de identificar los modos de fallo. Esto con el objetivo de identificar las áreas para
implementar un factor de prevención para alcanzar los objetivos de LOREX y, por
ende la satisfacción de los clientes.
10
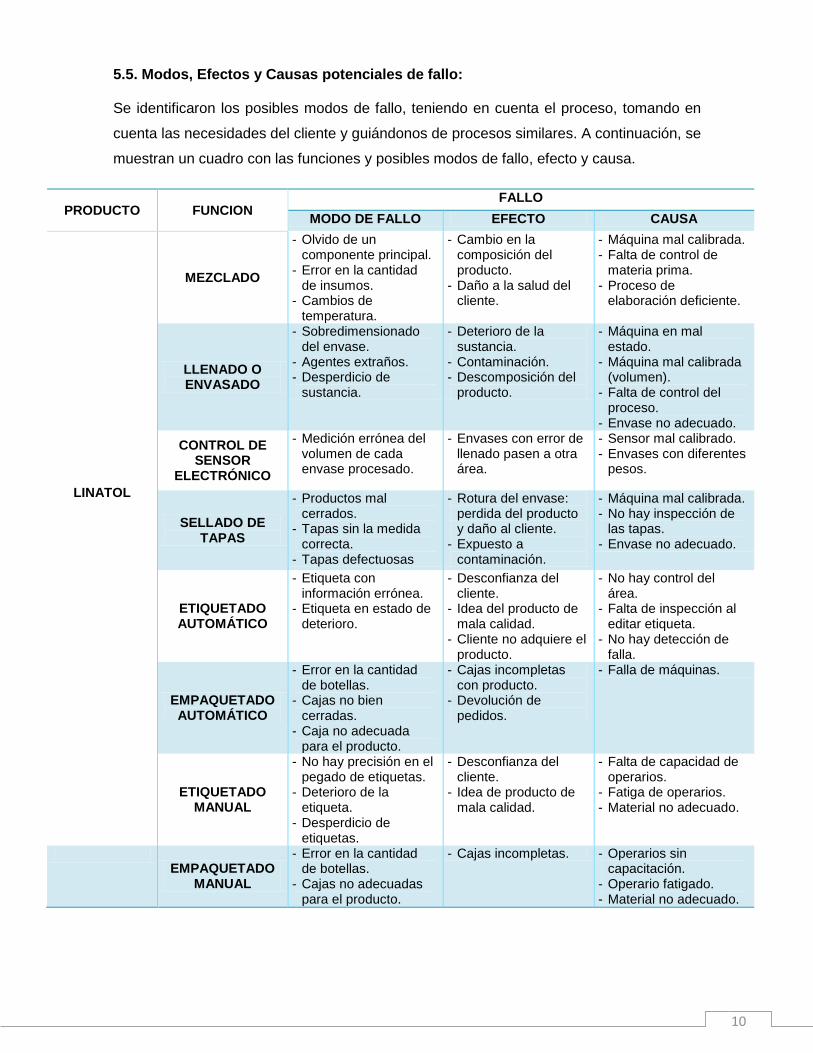
5.5. Modos, Efectos y Causas potenciales de fallo:
Se identificaron los posibles modos de fallo, teniendo en cuenta el proceso, tomando en
cuenta las necesidades del cliente y guiándonos de procesos similares. A continuación, se
muestran un cuadro con las funciones y posibles modos de fallo, efecto y causa.
PRODUCTO FUNCION FALLO
MODO DE FALLO EFECTO CAUSA
LINATOL
MEZCLADO
- Olvido de un componente principal.
- Error en la cantidad de insumos.
- Cambios de temperatura.
- Cambio en la composición del producto.
- Daño a la salud del cliente.
- Máquina mal calibrada. - Falta de control de
materia prima. - Proceso de
elaboración deficiente.
LLENADO O ENVASADO
- Sobredimensionado del envase.
- Agentes extraños. - Desperdicio de
sustancia.
- Deterioro de la sustancia.
- Contaminación. - Descomposición del
producto.
- Máquina en mal estado.
- Máquina mal calibrada (volumen).
- Falta de control del proceso.
- Envase no adecuado.
CONTROL DE SENSOR
ELECTRÓNICO
- Medición errónea del volumen de cada envase procesado.
- Envases con error de llenado pasen a otra área.
- Sensor mal calibrado. - Envases con diferentes
pesos.
SELLADO DE TAPAS
- Productos mal cerrados.
- Tapas sin la medida correcta.
- Tapas defectuosas
- Rotura del envase: perdida del producto y daño al cliente.
- Expuesto a contaminación.
- Máquina mal calibrada. - No hay inspección de
las tapas. - Envase no adecuado.
ETIQUETADO AUTOMÁTICO
- Etiqueta con información errónea.
- Etiqueta en estado de deterioro.
- Desconfianza del cliente.
- Idea del producto de mala calidad.
- Cliente no adquiere el producto.
- No hay control del área.
- Falta de inspección al editar etiqueta.
- No hay detección de falla.
EMPAQUETADO AUTOMÁTICO
- Error en la cantidad de botellas.
- Cajas no bien cerradas.
- Caja no adecuada para el producto.
- Cajas incompletas con producto.
- Devolución de pedidos.
- Falla de máquinas.
ETIQUETADO MANUAL
- No hay precisión en el pegado de etiquetas.
- Deterioro de la etiqueta.
- Desperdicio de etiquetas.
- Desconfianza del cliente.
- Idea de producto de mala calidad.
- Falta de capacidad de operarios.
- Fatiga de operarios. - Material no adecuado.
EMPAQUETADO
MANUAL
- Error en la cantidad de botellas.
- Cajas no adecuadas para el producto.
- Cajas incompletas. - Operarios sin capacitación.
- Operario fatigado. - Material no adecuado.
11
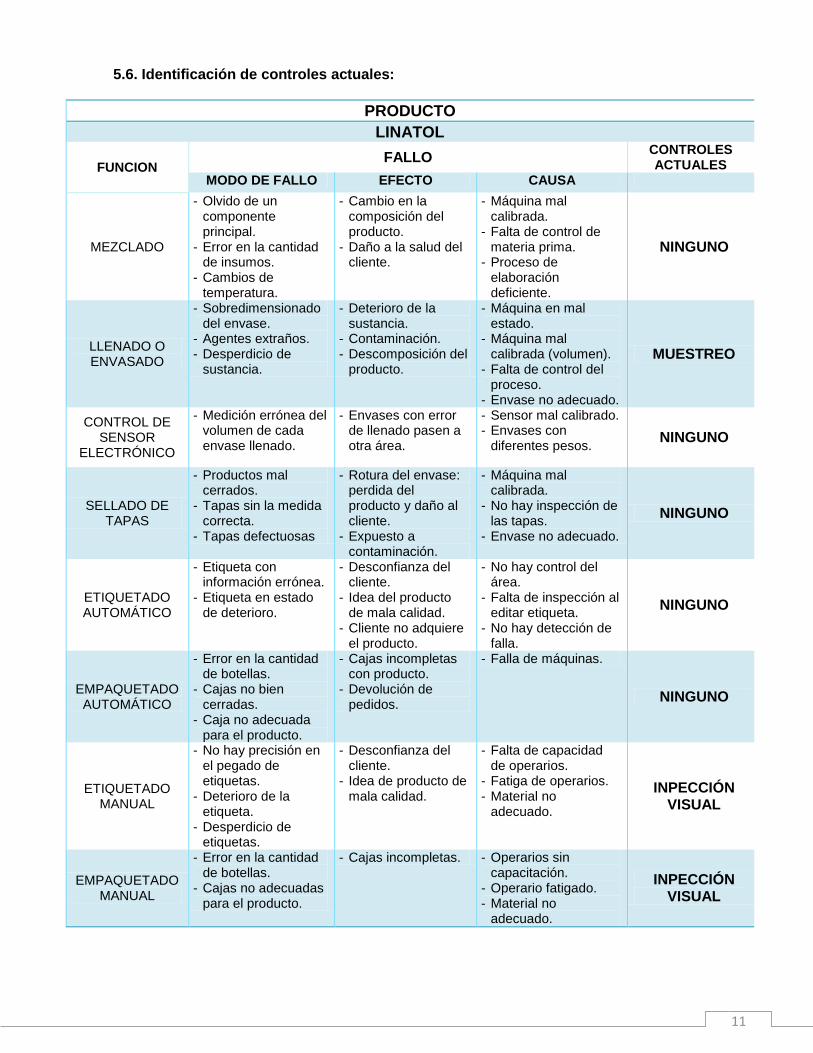
5.6. Identificación de controles actuales:
PRODUCTO
LINATOL
FUNCION FALLO
CONTROLES ACTUALES
MODO DE FALLO EFECTO CAUSA
MEZCLADO
- Olvido de un componente principal.
- Error en la cantidad de insumos.
- Cambios de temperatura.
- Cambio en la composición del producto.
- Daño a la salud del cliente.
- Máquina mal calibrada.
- Falta de control de materia prima.
- Proceso de elaboración deficiente.
NINGUNO
LLENADO O ENVASADO
- Sobredimensionado del envase.
- Agentes extraños. - Desperdicio de
sustancia.
- Deterioro de la sustancia.
- Contaminación. - Descomposición del
producto.
- Máquina en mal estado.
- Máquina mal calibrada (volumen).
- Falta de control del proceso.
- Envase no adecuado.
MUESTREO
CONTROL DE SENSOR
ELECTRÓNICO
- Medición errónea del volumen de cada envase llenado.
- Envases con error de llenado pasen a otra área.
- Sensor mal calibrado. - Envases con
diferentes pesos. NINGUNO
SELLADO DE TAPAS
- Productos mal cerrados.
- Tapas sin la medida correcta.
- Tapas defectuosas
- Rotura del envase: perdida del producto y daño al cliente.
- Expuesto a contaminación.
- Máquina mal calibrada.
- No hay inspección de las tapas.
- Envase no adecuado.
NINGUNO
ETIQUETADO AUTOMÁTICO
- Etiqueta con información errónea.
- Etiqueta en estado de deterioro.
- Desconfianza del cliente.
- Idea del producto de mala calidad.
- Cliente no adquiere el producto.
- No hay control del área.
- Falta de inspección al editar etiqueta.
- No hay detección de falla.
NINGUNO
EMPAQUETADO AUTOMÁTICO
- Error en la cantidad de botellas.
- Cajas no bien cerradas.
- Caja no adecuada para el producto.
- Cajas incompletas con producto.
- Devolución de pedidos.
- Falla de máquinas.
NINGUNO
ETIQUETADO MANUAL
- No hay precisión en el pegado de etiquetas.
- Deterioro de la etiqueta.
- Desperdicio de etiquetas.
- Desconfianza del cliente.
- Idea de producto de mala calidad.
- Falta de capacidad de operarios.
- Fatiga de operarios. - Material no
adecuado.
INPECCIÓN VISUAL
EMPAQUETADO MANUAL
- Error en la cantidad de botellas.
- Cajas no adecuadas para el producto.
- Cajas incompletas. - Operarios sin capacitación.
- Operario fatigado. - Material no
adecuado.
INPECCIÓN VISUAL
12
Análisis: Como se observa, no existen controles adecuados ni pertinentes para las operaciones críticas como el mezclado, control del sensor electrónico, sellado de tapas, etiquetado y empaquetado automático originando potenciales modos de fallo, lo cual no está siendo considerado por la compañía. El producto está dirigido a la salud humana, por lo tanto, es de suma importancia realizar controles de control de calidad y seguridad para que el medicamento no vaya en contra de su principal propósito: la salud.
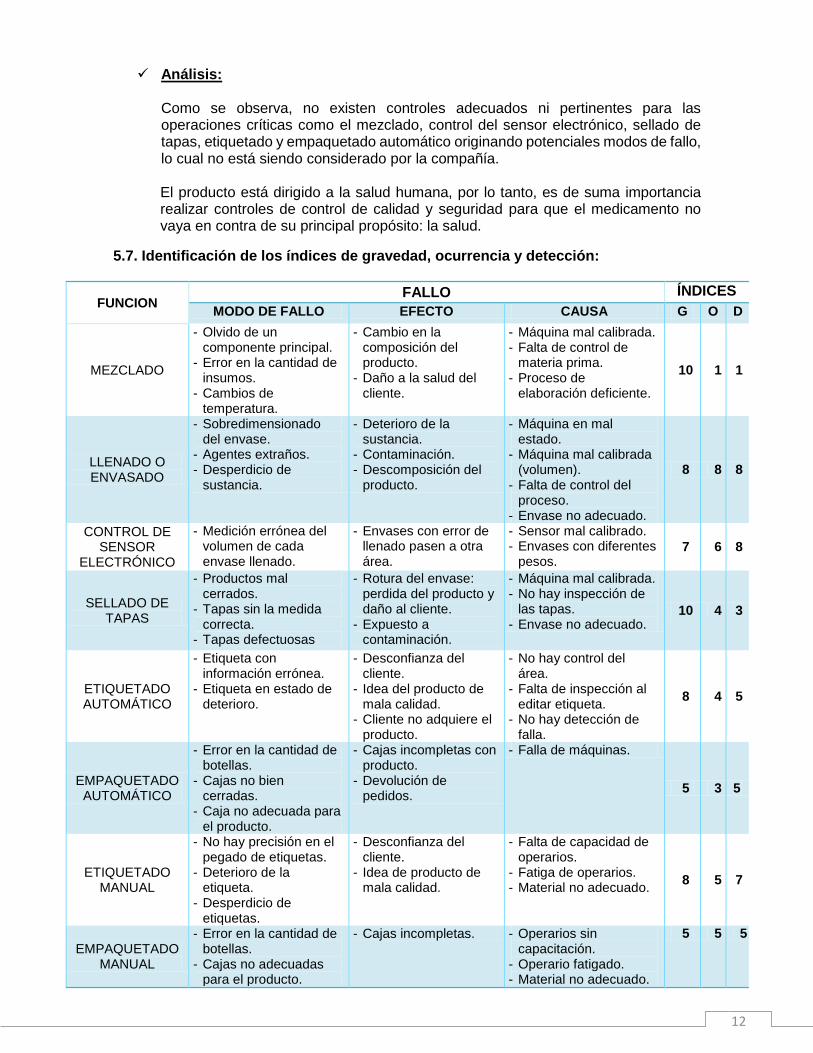
5.7. Identificación de los índices de gravedad, ocurrencia y detección:
FUNCION FALLO ÍNDICES
MODO DE FALLO EFECTO CAUSA G O D
MEZCLADO
- Olvido de un componente principal.
- Error en la cantidad de insumos.
- Cambios de temperatura.
- Cambio en la composición del producto.
- Daño a la salud del cliente.
- Máquina mal calibrada. - Falta de control de
materia prima. - Proceso de
elaboración deficiente.
10 1 1
LLENADO O ENVASADO
- Sobredimensionado del envase.
- Agentes extraños. - Desperdicio de
sustancia.
- Deterioro de la sustancia.
- Contaminación. - Descomposición del
producto.
- Máquina en mal estado.
- Máquina mal calibrada (volumen).
- Falta de control del proceso.
- Envase no adecuado.
8 8 8
CONTROL DE SENSOR
ELECTRÓNICO
- Medición errónea del volumen de cada envase llenado.
- Envases con error de llenado pasen a otra área.
- Sensor mal calibrado. - Envases con diferentes
pesos. 7 6 8
SELLADO DE TAPAS
- Productos mal cerrados.
- Tapas sin la medida correcta.
- Tapas defectuosas
- Rotura del envase: perdida del producto y daño al cliente.
- Expuesto a contaminación.
- Máquina mal calibrada. - No hay inspección de
las tapas. - Envase no adecuado.
10 4 3
ETIQUETADO AUTOMÁTICO
- Etiqueta con información errónea.
- Etiqueta en estado de deterioro.
- Desconfianza del cliente.
- Idea del producto de mala calidad.
- Cliente no adquiere el producto.
- No hay control del área.
- Falta de inspección al editar etiqueta.
- No hay detección de falla.
8 4 5
EMPAQUETADO AUTOMÁTICO
- Error en la cantidad de botellas.
- Cajas no bien cerradas.
- Caja no adecuada para el producto.
- Cajas incompletas con producto.
- Devolución de pedidos.
- Falla de máquinas.
5 3 5
ETIQUETADO MANUAL
- No hay precisión en el pegado de etiquetas.
- Deterioro de la etiqueta.
- Desperdicio de etiquetas.
- Desconfianza del cliente.
- Idea de producto de mala calidad.
- Falta de capacidad de operarios.
- Fatiga de operarios. - Material no adecuado.
8 5 7
EMPAQUETADO MANUAL
- Error en la cantidad de botellas.
- Cajas no adecuadas para el producto.
- Cajas incompletas. - Operarios sin capacitación.
- Operario fatigado. - Material no adecuado.
5 5 5
13
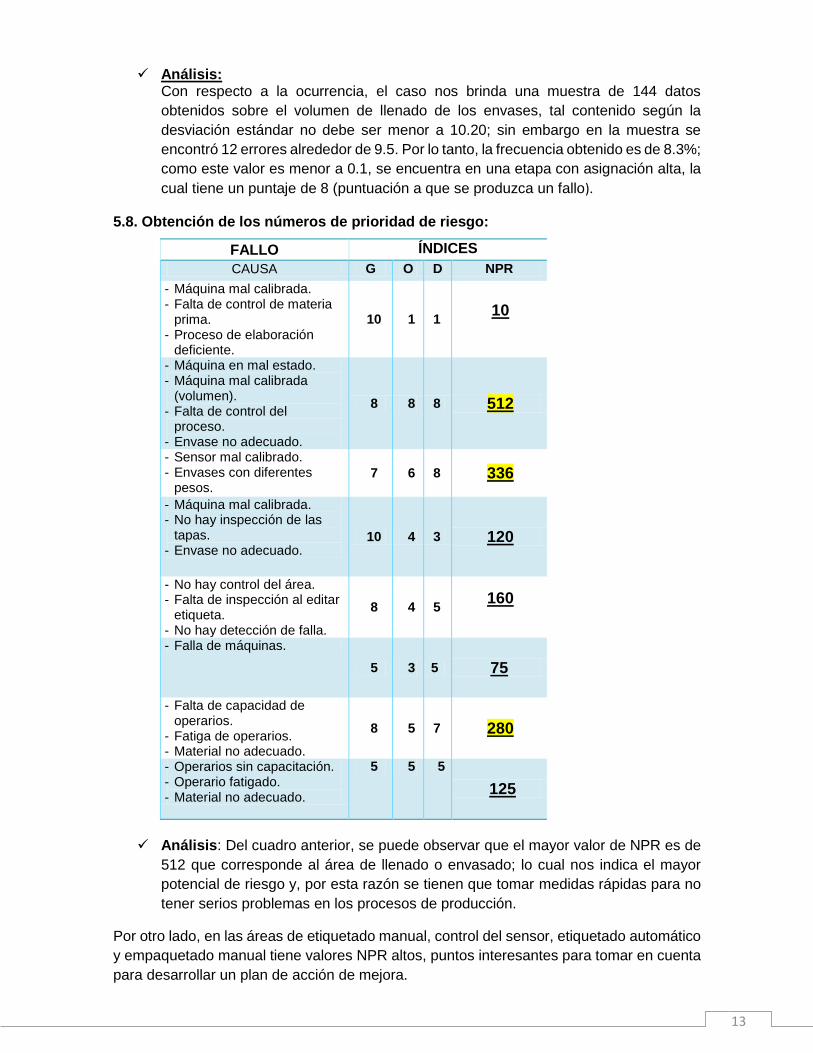
Análisis: Con respecto a la ocurrencia, el caso nos brinda una muestra de 144 datos
obtenidos sobre el volumen de llenado de los envases, tal contenido según la
desviación estándar no debe ser menor a 10.20; sin embargo en la muestra se
encontró 12 errores alrededor de 9.5. Por lo tanto, la frecuencia obtenido es de 8.3%;
como este valor es menor a 0.1, se encuentra en una etapa con asignación alta, la
cual tiene un puntaje de 8 (puntuación a que se produzca un fallo).
5.8. Obtención de los números de prioridad de riesgo:
FALLO ÍNDICES
CAUSA G O D NPR
- Máquina mal calibrada. - Falta de control de materia
prima. - Proceso de elaboración
deficiente.
10 1 1 10
- Máquina en mal estado. - Máquina mal calibrada
(volumen). - Falta de control del
proceso. - Envase no adecuado.
8 8 8 512
- Sensor mal calibrado. - Envases con diferentes
pesos. 7 6 8 336
- Máquina mal calibrada. - No hay inspección de las
tapas. - Envase no adecuado.
10 4 3 120
- No hay control del área. - Falta de inspección al editar
etiqueta. - No hay detección de falla.
8 4 5 160
- Falla de máquinas.
5 3 5 75
- Falta de capacidad de operarios.
- Fatiga de operarios. - Material no adecuado.
8 5 7 280
- Operarios sin capacitación. - Operario fatigado. - Material no adecuado.
5 5 5
125
Análisis: Del cuadro anterior, se puede observar que el mayor valor de NPR es de
512 que corresponde al área de llenado o envasado; lo cual nos indica el mayor
potencial de riesgo y, por esta razón se tienen que tomar medidas rápidas para no
tener serios problemas en los procesos de producción.
Por otro lado, en las áreas de etiquetado manual, control del sensor, etiquetado automático
y empaquetado manual tiene valores NPR altos, puntos interesantes para tomar en cuenta
para desarrollar un plan de acción de mejora.
14
VI. PROPONER ACCIONES DE MEJORA:
Observación:
Según el cuadro anterior, la función que presenta mayor Número de Prioridad de Riesgo
(NPR), es el llenado con 512. Luego siguen el control de sensor electrónico CON 336y el
etiquetado manual con 280.
Operación Critica: Llenado y el sensor electrónico:
Operación de importancia y critica, según el ANFE, ya que el producto pasaba
normalmente por área de llenado automático o era derivada al llenado manual. En el caso
de que la cantidad de onzas requeridas en el envase fuera muy elevada, este ocasionaría
un incremento en las botellas rechazadas generando un posible cuello de botella en área
de llenado manual retrasando la producción.
PROPUESTAS DE MEJORA:
Para minimizar el número de botellas que se llenan por debajo de las 10 onzas es
necesario realizar una calibración a la maquina diariamente al inicio y al fin del turno
con el fin de detectar errores.
En cuanto al sensor de llenado de las botellas se recomienda ponerlo en la fase
entre el llenado y el sellado con el fin de que las botellas que se llenen por debajo
de las 10 onzas puedan ser detectadas y posteriormente vueltas a llenar.
Calibrar correctamente el sensor de control electrónico para evitar los fallos al
momento de seleccionar el área al que va ir el producto. De esta forma, se espera
que la frecuencia de productos mal llenados se reduzcan y, por ende reducir gastos
innecesarios.
6.1. Revisión del AMFE:
Una vez realizado el Análisis Modal de Fallos y Efectos (AMFE), se deberá emplear las
medidas y recomendaciones que podría aportar una ayuda significativa para reducir los
NPR del ANFE. Es así, en un tiempo determinado, se deberá realizar un nuevo ANFE para
estudiar la eficacia de las propuestas mencionadas en este informe para continuar con la
metodología de la mejora continua.
15
VII. CONCLUSIONES Y RECOMENDACIONES:
Los antecedentes nos han propuesto una imagen sobre cómo debemos de enfocar
la gestión de calidad para una compañía de rubro farmacéutico, es fundamental que
se consideren hasta el más mínimo detalle para la producción de medicinas ya que
involucra directamente con al saludo misma de las personas.
Los objetivos planteados, se basan principalmente en que una compañía de rubro
farmacéutico es muy importante considerar hasta el más mínimo detalle durante la
fabricación de los productos, debido a que en muchos casos involucra la salud de
los clientes. Debido a esto, se plantean objetivos tales como la disminución de
productos defectuosos o la implementación de una cultura de mejora de calidad
continua.
Los problemas en los sensores electrónicos que afectan al llenado automático son
las casusas más de mayor ocurrencia en el proceso de producción, por lo que se
les debe dar una mayor prioridad a su solución para disminuir el número de
productos de segunda mano causados por un mal llenado y a su vez evitar que el
producto defectuoso llegue a manos del cliente para prevenir una mala imagen.
Si a los fallos antes mencionados no se les da la correcta importancia y prioridad,
pueden afectar directamente la salud de los consumidores. Debido a que podría
llegar a sus manos un producto que no cumple con las especificaciones requeridas
y establecidas de salud o que contengan una composición inexacta, lo que podría
afectar su salud y así generar problemas legales y de lealtad a la empresa. Por otra
parte el mal control de los procesos también perjudica la presentación final del
producto, el cual es un proceso crítico del cual depende que se cumplan algunos
estándares de calidad, lo cual afectaría directamente la imagen de la empresa.
Se recomienda tomar en cuenta los objetivos planteados, para de esta manera
ayudar a brindar al cliente un producto de calidad superior y, de esta manera,
también contribuir a mejorar la imagen de la empresa. Asimismo, también
recomendamos implementar entre los trabajadores una cultura de mejora de calidad
continua, para ayudar a que los productos sean cada vez mejores.
Se recomienda hacer una capacitación a los empleados sobre el proceso
productivo, para disminuir el error humano en este, y el mantenimiento técnico de
las maquinas, con el fin de disminuir el porcentaje de productos defectuosos. Así
como también se debería implementar un sistema de incentivos y charlas
informativas sobre la empresa y sus objetivos.

16
Top Related