







Idiomas
Páginas
Jurídico


0

1
Contenido 1. Resumen ejecutivo ................................................................................................................................................. 2
2. Datos generales del proyecto .......................................................................................................................3
3. Definición del producto ...................................................................................................................................... 4
3.1. El producto ............................................................................................................................................................ 4
3.2. Materias primas e insumos .......................................................................................................................5
3.2.1. Materia prima............................................................................................................................................5
3.2.2. Insumos ....................................................................................................................................................... 6
4. Análisis del mercado (Oferta y demanda) ......................................................................................... 7
4.1. Análisis de mercado ....................................................................................................................................... 7
4.2. Análisis de oferta .............................................................................................................................................. 7
4.3. Análisis de demanda .................................................................................................................................... 9
5. Capacidad y localización de la planta ................................................................................................ 10
5.1. Capacidad .......................................................................................................................................................... 10
5.2. Localización....................................................................................................................................................... 10
5.2.1. Macro localización ............................................................................................................................. 10
5.2.2. Micro localización ................................................................................................................................ 11
6. El proceso .................................................................................................................................................................... 12
6.1. Análisis de alternativas tecnológicas ............................................................................................... 12
6.2. Caracterización de la materia prima ............................................................................................... 13
6.2.1. Caracterización física ...................................................................................................................... 13
6.2.2. Caracterización química del mineral .................................................................................... 13
6.2.3. Análisis mineralógico ........................................................................................................................ 14
6.2.4. Análisis granulométrico .................................................................................................................. 15
6.3. Descripción detallada del proceso ................................................................................................... 16
6.4. Diagrama del proceso (BFD) ................................................................................................................ 22
7. ANEXOS ......................................................................................................................................................................... 35
ANEXO II .................................................................................................................................................................................. 40
ANEXO III .................................................................................................................................................................................. 41

2
1. Resumen ejecutivo
El presente proyecto se enfoca en el diseño de una planta para la obtención de
concentrados de cobre a partir del mineral del conocido proyecto mirador,
mediante la aplicación de procesos hidro-metalúrgicos, como proceso de
flotación el mismo que requiere de ciertos insumos como Aerofloat, cal, aceite
de pino, KAX.
La localización de la planta será en la Provincia Zamora Chinchipe, en la
parroquia Tundayme del cantón El Pangui junto a la mina de explotación a cielo
abierto, se eligió este lugar basándose en los resultados del método cualitativo
el mismo que compara la disponibilidad de materia prima, facilidad de transporte,
servicios industriales, insumos de dos o más lugares, siendo este lugar el más
adecuado.
La propuesta requerirá de agua y energía eléctrica como servicios auxiliares,
mientras que el estudio de las respectivas alternativas tecnológicas se basó en
la propuesta dada por la empresa ECSA para el tratamiento del mismo mineral.
Inicialmente se realizó la caracterización física y química del mineral, obteniendo
una densidad real y aparente de 2,13 y 1,61 g/cm3 respectivamente, un
contenido de cobre de 0,77 % en el mineral y un d80 de 100 um.
El proceso seleccionado para el tratamiento del mineral consta de las siguientes
operaciones unitarias: trituración primaria y secundaria, molienda, clasificación y
dos flotaciones colectivas, las mismas que se distinguen por el origen del agua
que se emplea en las mismas, de cada una de las flotaciones se obtendrá los
concentrados y los relaves.
Para disminuir el consumo de agua se ha propuesto que el agua saliente de la
primera flotación colectiva sea re utilizada en el segundo proceso de flotación
colectiva, permitiendo de esta manera que el proceso sea óptimo y amigable con
el ambiente.
Los resultados obtenidos del análisis de absorción atómica nos proporcionaron
las siguientes recuperaciones en la flotación colectiva 1 el cobre recuperado en
el concentrado es de 71,49 %, el cobre en el relave es de 28,51 %, mientras que
en la flotación colectiva 2 el cobre recuperado en el concentrado es de 66,81 %
y el cobre relave es de 33,19 %. Comparando con el producto de cabeza 0,77

3
la alimentación recalculada de la flotación colectiva 1 es de 0,73 mientras que en
la flotación colectiva 2 es de 0,69.
2. Datos generales del proyecto
Los yacimientos de cobre alrededor del planeta son grandes depósitos de
mineral que tienen calcopirita que se halla incrustado en la roca que fluctúa entre
el 0,6% y 1% de cobre que equivale de 6-10 Kg/Tm.
El Proyecto Minero de Gran Escala a Cielo Abierto “Mirador”, operará en la
Cordillera del Cóndor en la Provincia de Zamora Chinchipe, un área con alta
biodiversidad única y cuencas hidrológicas. Éste comprende 6 concesiones
mineras con una superficie de 9928 ha.
El contrato para el proyecto extractivista fue firmado el 5 de marzo de 2012 por
el Ministerio de Recursos No Renovables del Ecuador con la empresa china
Ecuacorrientes (ECSA), por un plazo de 25 años (60 años extensibles).
Para la extracción de cobre, oro y plata en Mirador, se prevé el uso de químicos
peligrosos y metales pesados altamente tóxicos, realizar un tajo de 1,25 km de
profundidad, usar 140 litros de agua de los ríos por segundo para tratamiento
químico de las rocas y otros abastecimientos; extraer 60 mil toneladas de piedra
por día y consumir 30,6 MW de energía eléctrica.
Según los datos del Mirador el porcentaje de Cu es del 0,62% como lo indica la
figura 2.
Se conoce que 20 camiones de capacidad normal cargarán 600 toneladas de
concentrado de cobre, los camiones recorrerán los 418Km que separan a la mina
del puerto Cobre en la provincia de El Oro, donde compradores de todo el mundo
irán hasta Puerto Cobre a comprar el concentrado.
ECSA, para extraer los minerales del Proyecto Minero Mirador, realizará un tajo
de 1.25 km de profundidad. Para ello, ECSA extraerá 60.000 toneladas de piedra
por día. En 17 años, la mina generará 144 millones de toneladas de desechos

4
de roca. Al final de la vida productiva de la mina, se espera recuperar un total
de 2.208 millones de libras de cobre y 535.500 onzas de oro.
3. Definición del producto
3.1. El producto
El cobre que se encuentra en el mercado en distintas formas, especialmente
como blíster, refinado o en concentrados de cobre combinado con otra serie de
metales o metaloides que pueden ser oro, plata, molibdeno, renio, azufre,
selenio, etc.
El concentrado el mineral de cobre procedente de la mina sufre todo un proceso
de chancado, molienda y de flotación. En el proceso de flotación se utiliza mucho
agua, y al mineral en forma de pulpa, se le agregan algunos reactivos
denominados, colectores, espumantes, depresores, etc., reactivos que producen
una espuma que colecta el metal deseado, además de otros que se encuentran
finamente molidos y que, en este caso, se trata principalmente de cobre
combinado con azufre, oro, plata, selenio, molibdeno, renio, hierro y otros. El
concentrado es entonces agua mezclada con una serie de metales deseables o
indeseables, y siempre debe mantener algún porcentaje de humedad para
favorecer su manejo, seguridad y transporte hasta la fundición.
ECSA, para extraer los minerales del Proyecto Minero Mirador, realizará un tajo
de 1.25 km de profundidad. Para ello, ECSA extraerá 60.000 toneladas de piedra
por día. En 17 años, la mina generará 144 millones de toneladas de desechos
de roca. Al final de la vida productiva de la mina, se espera recuperar un total
de 2.208 millones de libras de cobre y 535.500 onzas de oro.
Para el diseño de nuestra planta la producción de un concentrado de cobre de la
flotación 1 en 9,61 % y de la flotación 2 en 5,85%, a partir de 2000 ton al día de
un mineral proveniente de un yacimiento ubicado en la parroquia rural

5
Tundayme, parte del proyecto Mirador, del cantón El Pangui, en Zamora
Chinchipe.
3.2. Materias primas e insumos
3.2.1. Materia prima
La materia prima es mineral proveniente de yacimiento ubicado en la parroquia
Tundayme, parte del proyecto Mirador, del cantón El Pangui, en Zamora
Chimchipe. En el proyecto ECSA se procesarán 2000 toneladas de mineral al
día para la producción de un concentrado de cobre.
En la Tabla 1 se presentan el análisis mineralógico realizado en el Departamento
de Metalurgia de la Escuela politécnica Nacional empleando la técnica de
Difracción de Rayos X.
Mineral Fórmula Alimentación
Cuarzo SiO2 35%
Orthoclasa KAlSi3O8 18%
(albita,andesita,anortita) (Na,Ca)Al(Si,Al)Si2O8 24%
Muscovita KAl2(AlSi3O10)(OH)2 4%
Caolinita Al2(Si2O5)(OH)4 3%
Calcita CaCO3 3%
Anhydrita CaSO4 8%
Clinocloro (Mg,Fe)5Al(Si,Al)4O10(OH)8 4%
Pirita FeS2 1%
TABLA 1: Análisis mineralógico empleando la técnica de Difracción de rayos X.
FUENTE: Proyecto de titulación “Diseño de una Planta de una planta de
concentración de calcopirita con depresores biodegradables de pirita”, Año
2013
Además se presenta en la tabla 2 los datos obtenidos del análisis que fue
realizado mediante absorción atómica. Este análisis es muy importante debido a
que la presencia de Calcopirita (CuFeS2) es inferior al 1%, y la presencia de oro

6
y plata no se puede constatar con el análisis mineralógico, se requiere de análisis
químicos para constatar la presencia de los mismos en el mineral.
Elementos Contenido
Oro 0,17 g/t
Plata 8,41 g/t
Cobre 0,58%
Hierro 1,78%
Plomo 49,8 g/t
Zinc 149,01 g/t
Molibdeno 4,98 g/t
TABLA 2: Análisis Elemental del mineral por Absorción Atómica.
FUENTE: Proyecto de titulación “Diseño de una Planta de una planta de
concentración de calcopirita con depresores biodegradables de pirita”, Año
2013
3.2.2. Insumos
En los procesos de Flotación colectiva se utilizan los siguientes reactivos de
flotación presentes en la tabla 3.
Insumos Característica
Amilxantato de Potasio Se utilizará como colector de pirita en el proceso de
flotación
Aerofloat Es un colector de oro, cobre y plata en la flotación.
Cal Se requiere agregar cal para mantener las
flotaciones con un pH entre 10 y 11.
Aceite de pino Espumante empleado en la flotación.
TABLA 3: Reactivos utilizados en el proceso de flotación
REALIZADO POR: Hugo Calderón, Silvana Echeverría, Diego Granda y
Jhonathan Rodríguez

7
4. Análisis del mercado (Oferta y demanda)
4.1. Análisis de mercado
El presente proyecto determina la factibilidad tanto tecnológica como financiera
de obtener un concentrado de cobre a partir del mineral ubicado en el cantón El
Pangui de la provincia de Zamora Chinchipe localizada al sur del Ecuador.
En el Ecuador la falta de interés en la minería ha llevado a obtener un producto
intermedio, porque el concentrado de cobre obtenido se lo vende para que
continúe su procesamiento y refinación, debido a esta situación el mercado se
reduce considerablemente a muy pocas opciones, y compromete al país a
intentar determinar los métodos de refinación para ampliar el campo de venta de
un cobre refinado, porque en el país se importan 10000 toneladas al año de
productos refinados de cobre, lamentablemente debido a la falta de interés del
Estado el presente proyecto se concentra en determinar las mejores ofertas
solamente del concentrado.
Mediante datos estadísticos que lleva a cabo el banco central del ecuador se
determinó la oferta y demanda del producto, es decir la cantidad de producto que
se exporto durante los últimos años es un indicador de un mercado constante
que compra el producto.
4.2. Análisis de oferta
El producto es altamente cotizado en varios países, en Latinoamérica Chile y
Perú dominan el mercado de venta de este producto hacia países como Estados
Unidos, Canadá y el más grande refinador de cobre del mundo China.
Actualmente nuestro país negocia con China los concentrados de cobre a un
precio que oscila sobre los 7000 Dólares Americanos.

8
FIGURA 1. Cantidad de concentrado de cobre exportado en 2014
FUENTE: Comercio Exterior de Ecuador de NCE Cobre y sus manufacturas
Como se puede observar en el grafico Ecuador vende entre 4 a 7 Millones de
Dólares Americanos a distintos países en cobre, donde China ocupa sobre el
50% de las exportaciones de cobre, cabe destacar que el grafico reporta el
primer semestre del año 2014.
FIGURA 2. Cantidad de concentrado de cobre exportado en los últimos cinco
años
FUENTE: Comercio Exterior de Ecuador de NCE Cobre y sus manufacturas
El grafico demuestra que el Ecuador no es un país que mantenga una tendencia
firme en venta de cobre, esto es muy subjetivo debido a la flexibilidad que se
maneja según las minas explotadas situación que genera esta variación de las
exportaciones.

9
4.3. Análisis de demanda
Según el estudio realizado en el país por el Ministerio Coordinador de Sectores
Estratégicos se importan 10000 Ton / año de productos de cobre refinado, esto
quiere decir que en el país se tiene un alta demanda de productos de cobre a
partir de las láminas refinadas.
En el país hay una su industria de trabajo que trabaja con el cobre y su ductilidad
que se debe sostener mediante la importación, la principal demanda en Ecuador
de cobre no está en el concentrado, sino en el cobre refinado, esta es nuestra
población demandante. Ecuador importa aproximadamente 100 Millones de
dólares en cobre a países como el Perú, Chile y Estados Unidos como se puede
observar en el siguiente gráfico:
FIGURA 3. Cantidad de concentrado de cobre importado en los últimos cinco
años
FUENTE: Comercio Exterior de Ecuador de NCE Cobre y sus manufacturas
En el grafico se observa que las importaciones son mucho mayores que las
exportaciones, y que nuestra tendencia es comprar cobre del Perú debido a la
cercanía con dicho país, las importaciones llegan a ser de hasta 1000 Ton / año.

10
5. Capacidad y localización de la planta
5.1. Capacidad
Se debe comprender dos cosas fundamentales, Ecuador importa Cobre refinado
y con esto satisface a la población demandante en cobre del país, esta población
demandante genera subproductos a partir del cobre refinado, sub productos.
Esta población está satisfecha y totalmente cubierta con los niveles de
importación.
Ecuador exporta concentrado de cobre a China como principal cliente, país
donde se utilizan procesos de refinamiento, es decir que nuestro país vende
Materia Prima, el objetivo del proyecto es generar la mayor capacidad de
concentrado de cobre de exportación, y conociendo el potencial en cobre que
hay en la zona que son 11 mil millones de libras de cobre, y se prevé un trabajo
durante 22 años consecutivos, la capacidad máxima de la mina debe ser 30000
Ton/día.
En nuestro presente trabajo se diseñara una planta con capacidad de 2000
Ton/día, por este motivo el procedimiento experimental se partió de 2 kg de
material proveniente del proyecto de Ecsa.
5.2. Localización
5.2.1. Macro localización
El proyecto está ubicado en Ecuador, región oriental, Provincia de Zamora
Chinchipe.
11
FIGURA 4. Macro localización del proyecto ECSA.
FUENTE: Instituto Geográfico Militar (http//:www.igm.gob.ec)
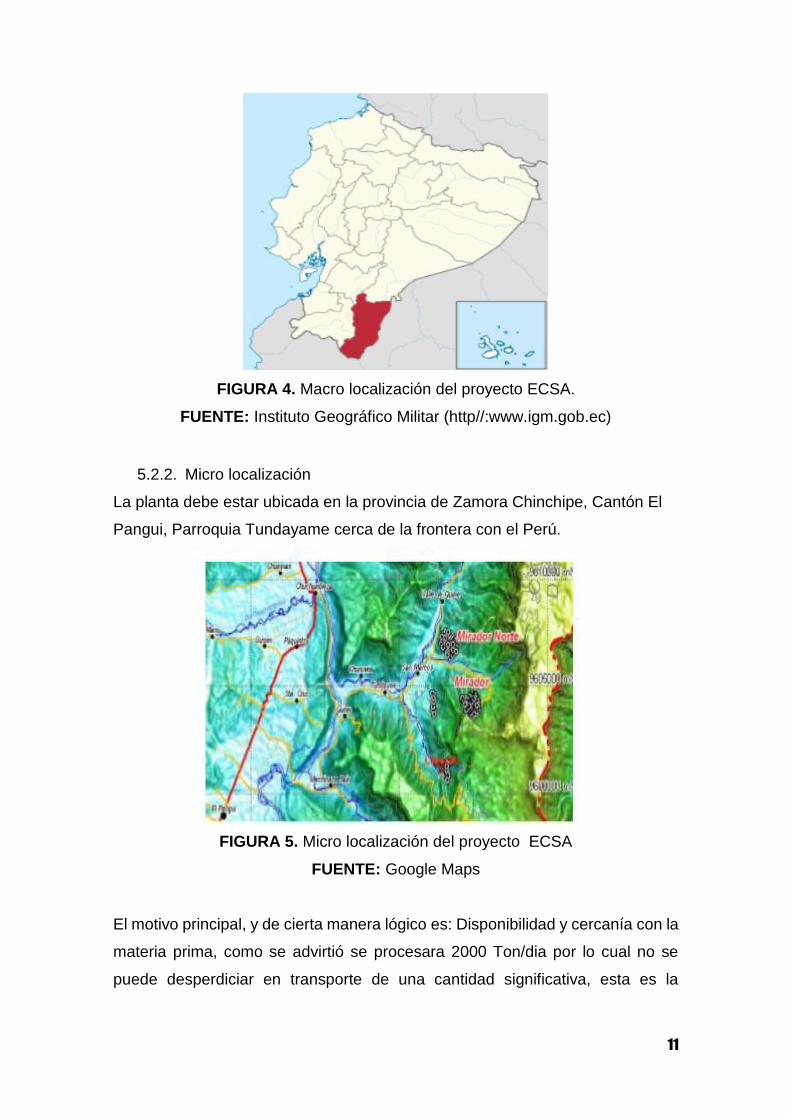
5.2.2. Micro localización
La planta debe estar ubicada en la provincia de Zamora Chinchipe, Cantón El
Pangui, Parroquia Tundayame cerca de la frontera con el Perú.
FIGURA 5. Micro localización del proyecto ECSA
FUENTE: Google Maps
El motivo principal, y de cierta manera lógico es: Disponibilidad y cercanía con la
materia prima, como se advirtió se procesara 2000 Ton/dia por lo cual no se
puede desperdiciar en transporte de una cantidad significativa, esta es la

12
principal razón, de cierta manera el ahorro en el transporte, justifica la falta de
vialidad, mano de obra local y la falta de servicios básicos.
Por lo tanto la empresa se compromete en: entregar a toda su fuerza laboral un
espacio de trabajo con todas las características necesarias que solicita el
Ministerio de Relaciones Laborales, a través de los reglamentos internos de
trabajo y seguridad y salud ocupacional, tiempo para visitar a sus familiares,
construir caminos que conecten las zonas urbanas con la zona de procesamiento
y los servicios básicos necesarios.
También la empresa se compromete en realizar el menor impacto ambiental,
según se establecerá en el estudio de Impacto Ambiental, y llevara una gestión
adecuada de sus aguas residuales y escombros inertes del procesamiento
6. El proceso
6.1. Análisis de alternativas tecnológicas
La alternativa tecnológica analizada y utilizada para obtener concentrados de
cobre a partir del mineral sulfurado proveniente de la provincia de Zamora
Chimchipe Cantón Pangui (Proyecto ECSA) fue el proceso de concentración por
flotación.
La flotación consiste en un proceso de separación de diversos minerales que se
efectúa desde sus pulpas acuosas por medio de burbujas de gas y a base de
sus propiedades hidrofílicas e hidrofóbicas. Se encuentra basado sobre las
propiedades hidrofílicas e hidrofóbicas de las materias sólidas a separar. Se trata
fundamentalmente e un fenómeno de comportamiento de sólidos frente al agua,
o sea, de mojabilidad de las materias.
El proceso de flotación contempla la presencia de tres fases: sólida, líquida y
gaseosa. La fase sólida está representada por las materias a separar. La fase
líquida es el agua que debido a sus propiedades específicas constituye un medio
ideal para dichas separaciones. El gas utilizado en las separaciones es el aire
que se inyecta en la pulpa, neumática o mecánicamente, para poder formar las
burbujas que son los centros sobre los cuales se adhieren las partículas sólidas.

13
Los reactivos de flotación son sin duda alguna el componente y la variable más
importante del proceso debido a que la flotación no se puede efectuar sin ellos.
Son tres los grupos principales en los cuales se clasifican hoy los reactivos de
flotación. Estos grupos son:
a) Los colectores, cuya función principal es la de proporcionar propiedades
hidrofóbicas a las superficies de los minerales.
b) Los modificadores, que sirven para la regulación de las condiciones de
funcionamiento de los colectores y aumentan su selectividad.
c) Los espumantes, que permiten la formación de una espuma estable, de
tamaño de burbujas apropiado para llevar los minerales al concentrado.
6.2. Caracterización de la materia prima
Caracterización física, química y mineralógica del mineral sulfurado proveniente
de la provincia de zamora chimchipe cantón pangui (proyecto ecsa)
6.2.1. Caracterización física
Propiedades Valor
Densidad real (g/cm3) 2,13
Densidad aparente (g/cm3)
1,61
TABLA 4 Propiedades físicas del mineral
REALIZADO POR: Hugo Calderón, Silvana Echeverría, Diego Granda y
Jhonathan Rodríguez
6.2.2. Caracterización química del mineral
Disgregación ácida para el análisis cuantitativo de metales en la muestra

14
Elementos Contenido
Oro 0,17 g/t
Plata 8,41 g/t
Cobre 0,58%
Hierro 1,78%
Plomo 49,8 g/t
Zinc 149,01 g/t
Molibdeno 4,98 g/t
TABLA 5: Resultados del análisis químico del mineral
FUENTE: Proyecto de titulación “Diseño de una Planta de una planta de
concentración de calcopirita con depresores biodegradables de pirita”, Año
2013
Para el diseño de nuestra planta se envió la disgregación ácida solo para el
análisis de cobre obteniendo el siguiente resultado:
Elemento Contenido
Cobre 0,77 %
TABLA 6: Resultado del contenido de cobre en el mineral
REALIZADO POR: Hugo Calderón, Silvana Echeverría, Diego Granda y
Jhonathan Rodríguez
6.2.3. Análisis mineralógico
Análisis mineralógico por difracción de rayos X de la muestra
Mineral Fórmula Alimentación
Cuarzo SiO2 35%
Orthoclasa KAlSi3O8 18%
(albita,andesita,anortita) (Na,Ca)Al(Si,Al)Si2O8 24%
Muscovita KAl2(AlSi3O10)(OH)2 4%
Caolinita Al2(Si2O5)(OH)4 3%
Calcita CaCO3 3%
Anhydrita CaSO4 8%
Clinocloro (Mg,Fe)5Al(Si,Al)4O10(OH)8 4%
Pirita FeS2 1%

15
TABLA 7: Resultados del análisis mineralógico
FUENTE: Proyecto de titulación “Diseño de una Planta de una planta de
concentración de calcopirita con depresores biodegradables de pirita”, Año
2013
6.2.4. Análisis granulométrico
Malla # Abertura
(um)
Peso (g) % Retenido % Retenido
acumulado
% Pasado
acumulado
20 850 0,5 0,177 0,177 99,823
30 600 0,3 0,106 0,284 99,716
40 425 0,2 0,071 0,354 99,646
50 300 0,6 0,213 0,567 99,433
60 250 0,3 0,106 0,674 99,326
70 212 0,1 0,035 0,709 99,291
80 180 0,4 0,142 0,851 99,149
100 150 4,3 1,524 2,375 97,625
150 106 49,2 17,441 19,816 80,184
200 75 138,8 49,202 69,018 30,982
270 53 66,1 23,431 92,449 7,551
325 45 15,1 5,353 97,802 2,198
400 38 4,4 1,560 99,362 0,638
Fondo 1,8 0,638 100,000 0,000
Total 282,1 100,000
TABLA 8 Resultados del análisis granulométrico
REALIZADO POR: Hugo Calderón, Silvana Echeverría, Diego Granda y
Jhonathan Rodríguez

16
FIGURA 6: Resultados del diámetro de partícula
REALIZADO POR: Hugo Calderón, Silvana Echeverría, Diego Granda y
Jhonathan Rodríguez
Del análisis granulométrico inicial para el mineral de ECSA se obtuvo un diámetro
de partícula d80 igual a 100 um.
6.3. Descripción detallada del proceso
Para el dimensionamiento de una planta que va a procesar 2000 Ton/día de
ácido sulfúrico se realizó las siguientes operaciones unitarias:
• Trituración Primaria: Realizada por trituradoras giratorias con lo cual se
logra moler el mineral, el mismo que pasa a una tamiz de abertura de 2 in. El
producto que pasa el tamiz se envía directamente a molienda, por su parte el
que se recoge en el tamiz pasa a una segunda trituración.
• Trituración Secundaria: El material con un tamaño mayor a 2 in se envía
a un set de trituradoras de mandíbulas, de las cuales se obtiene un producto con
un tamaño de 5 in, el mismo que se envía a una trituradora de cono con la cual
se logra tener el producto al tamaño deseado, en este caso 2in. Los productos
obtenidos por trituración primaria y secundaria se unen y son enviados al proceso
de molienda.
0
20
40
60
80
100
120
0 200 400 600 800 1000
Po
rce
nta
je %
Abertura um
d80
% retenido acumulado % pasado acumulado

17
• Molienda: Se carga el mineral proveniente del proceso de tamizado en
un molino de bolas, se añade agua al proceso para trabajar al 62,5 % de
porcentaje de sólidos, se realiza el proceso de molienda durante 30 minutos.
• Clasificación: Realizada por un hidrociclón, el mineral se trasporta por
medio de bombas y se clasifica. El underflow regresa al molino mientras que el
overflow se envía a la siguiente operación.
• Flotación Colectiva: El mineral se somete a una flotación colectiva con
agitación en donde se procede a recolectar los sulfuros. En este proceso se
lograr poner en contacto la pulpa con los reactivos de flotación. Los reactivos
que se utilizan son: cal, para regular el pH el cual debe ser mayor a 7, aerofloat,
colector de oro, plata y cobre y KAX (Amilxantato de Potasio) como colector de
pirita y aceite de pino que da estabilidad a la espuma formada. Como resultado
de este proceso se obtiene un concentrado de cobre con hierro y metales
preciosos.
• Filtración: El relave obtenido del proceso de flotación se lleva al filtro
prensa en donde se obtiene el agua y el sólido por separado, el agua será
utilizada en el siguiente proceso.
• Recirculación del agua proveniente del relave de flotación: Este
proceso se realizó con el fin de reutilizar el agua, ya que es un recurso que se
ocupa en mayor medida en el proceso de concentración.
Un nuevo mineral proveniente del proceso de molienda e hidrociclón se lleva al
proceso de flotación en donde se añade el agua que en este caso será el agua
recirculada hasta completar el correspondiente a 33,3 % de sólidos. Se
acondiciona con la misma cantidad de reactivos del proceso de flotación antes
descrito, se inyecta aire y se procede a recolectar el concentrado.
Experimentalmente se obtuvieron los siguientes resultados en proceso de
flotación:

18
PRUEBA 1: Análisis de la influencia de los reactivos de flotación
Reactivos de flotación Cantidad (gr/t)
Xantato de Potasio (KAX 1%) 50
Aerofloat 208 45
Aceite de Pino 20
TABLA 9: Cantidad de reactivos de flotación para la prueba 1
FUENTE: Proyecto de titulación “Diseño de una Planta de una planta de
concentración de calcopirita con depresores biodegradables de pirita”, Año
2013
Cantidad de cobre
% Concentrado (C1) 9,61
% Relave (R1) 0,22
TABLA 10: Resultados de composición de los ensayos de Flotación colectiva
obtenidos por Absorción Atómica
REALIZADO POR: Hugo Calderón, Silvana Echeverría, Diego Granda y
Jhonathan Rodríguez

19
Reactivos de flotación Cantidad (gr/t)
Xantato de Potasio (KAX 1%) 150
Aerofloat 208 30
Aceite de Pino 40
TABLA 11: Cantidad de reactivos de flotación para la primera prueba de
flotación
Fuente: Cyanamid, 1979, p.82
Cantidad de cobre
% Concentrado (C1*) 7,14
% Relave No realizado
TABLA 12: Resultados de composición de los ensayos de Flotación colectiva
obtenidos por Absorción Atómica
REALIZADO POR: Hugo Calderón, Silvana Echeverría, Diego Granda y
Jhonathan Rodríguez
PRUEBA 2. Análisis de la recirculación de agua al proceso
De la primera flotación se obtuvo el relave R1 y concentrado C1, el relave R1 se
filtró y se obtuvo un volumen de agua de 3250 mL lo cual se utilizó en la descarga
del molino y en completar el 33, 33 % de porcentaje de sólidos en la flotación 2.
Para la segunda flotación con el agua recirculada se trabajó con la siguiente
cantidad de reactivos:

20
Reactivos de flotación Cantidad (gr/t)
Xantato de Potasio (KAX 1%) 50
Aerofloat 208 45
Aceite de Pino 20
TABLA 13: Cantidad de reactivos de flotación para la prueba 2
FUENTE: Proyecto de titulación “Diseño de una Planta de una planta de
concentración de calcopirita con depresores biodegradables de pirita”, Año
2013
Cantidad de cobre
% Concentrado (C2) 5,86
% Relave (R2) 0,25
TABLA 14: Resultados de composición de los ensayos de Flotación colectiva
obtenidos por Absorción Atómica
REALIZADO POR: Hugo Calderón, Silvana Echeverría, Diego Granda y
Jhonathan Rodríguez
A continuación se presenta las recuperaciones de cobre obtenidas al recircular
el agua:

21
Contenidos Reparticiones
Resultados Peso (gr) Peso (%) % %
Cu Cu
C1 106,3 5,43 9,61 71,49
R1 1851,7 94,57 0,22 28,51
Alimentación
recalculada 1958 100,000 0,73 100,00
Cabeza 0,77
TABLA 15: Recuperación de cobre de la flotación colectiva
REALIZADO POR: Hugo Calderón, Silvana Echeverría, Diego Granda y
Jhonathan Rodríguez
Contenidos Reparticiones
Resultados Peso (gr) Peso (%) % %
Cu Cu
C2 155,5 7,91 5,86 66,81
R2 1810,8 92,09 0,25 33,19
Alimentación
recalculada 1966,3 100,00 0,69 100
Cabeza 0,77
TABLA 16: Recuperación de cobre de la flotación colectiva utilizando agua
recirculada
REALIZADO POR: Hugo Calderón, Silvana Echeverría, Diego Granda y
Jhonathan Rodríguez
Como se puede observar la recuperación de cobre disminuye al utilizar agua
recirculada del proceso de flotación. Ambas flotaciones se realizaron al tiempo
de 10 minutos.

22
6.4. Diagrama del proceso (BFD)
TRITURACION PRIMARIA
TAMIZADO
FLOTACION COLECTIVA II
FILTRACION
MOLIENDA(62,5% SOLIDOS)
TRITURACION SECUNDARIA
FLOTACION COLECTIVA I
MOLIENDA(62,5% SOLIDOS)
AMINERAL
2000 Ton/DÍa
dp<2 in
dp<2 inAGUA
50 Ton/h
dp>2 in
AGUAKAX
AERO FLOATACEITE DE PINO
KCONCENTRADOC1RELAVE
LMSOLIDOR1
NAGUA
OVERFLOWQ
AGUAKAX
AERO FLOATACEITE DE PINO
TCONCENTRADO C2
URELAVE
R2
HIDROCICLONADO
PULPAUNDERFLOW
OVERRFLOW
B
C
G
F E
D
J
I
H
O
S
HIDROCICLONADOPULPA
P
UNDERRFLOWR
FIGURA 7: Diagrama de bloques del proceso
REALIZADO POR: Hugo Calderón, Silvana Echeverría, Diego Granda y
Jhonathan Rodríguez

23
TABLA 17: Resumen del balance de masa del proceso
REALIZADO POR: Hugo Calderón, Silvana Echeverría, Diego Granda y
Jhonathan Rodríguez
Corriente
Flujo Total
𝐓𝐨𝐧
𝐡
Agua
𝐓𝐨𝐧
𝐡
Solidos
𝐓𝐨𝐧
𝐡
KAX
𝐓𝐨𝐧
𝐡
Aerofloat
𝐓𝐨𝐧
𝐡
Aceite de Pino
𝐓𝐨𝐧
𝐡
Cobre
𝐓𝐨𝐧
𝐡
A 83,33 - 83,33 - - - -
B 83,33 - 83,33 - - - -
C 58,331 - 58,331 - - - -
D 24,999 - 24,999 - - - -
E 24,999 - 24,999 - - - -
F 50,00 50,00 - - - - -
G 133,33 50,00 83,33 - - - -
H 133,28 49,98 83,30 - - - -
I 0,05 0,02 0,03 - - - -
J 116,689584 116,68 - 0,004167 0,00375 0,001667 -
K 7,24 - 7,2458 - - - 0,69
L 242,72 116,68 126,05 - - - -
M 126,05 - 126,05 - - - 0,27
N 116,68 116,68 - - - - -
O 133.33 50,00 83,33 -
P 133,33 50,00 83,33 - - - -
Q 133,28 49,98 83,30 - - - -
R 0,05 0,02 0,03 - - - -
S 116,689584 116,68 - 0,004167 0,00375 0,001667 -
T 10,52 - 10,52 - - - 0,61
U 239,44 116,68 122,76 - - - 0,30

24
6.5. Diseño básico de la planta
El diseño y selección de equipos se ha realizado tomando en cuenta la capacidad
de cada uno de ellos por hora. Se considera que cada equipo trabaje a su
máxima capacidad para el aprovechamiento total de la energía.
La planta trabaja en sistema batch ya que en el segundo proceso de flotación
para obtener el concentrado de cobre se utiliza el agua proveniente del relave de
flotación previamente filtrado, con el fin de optimizar los recursos.
Listado y especificaciones de equipos
Área
Operación
Unitaria Equipo Nomenclatura
Trituración Primaria Trituradora Giratoria TR-101
Tamizado Tamiz Vibratorio TV-102
Reducción de
Tamaño
Trituración
Secundaria
Trituradora de
Mandíbulas TR-103
1 Trituradora de cono TR-104
Molienda Molino de Bolas MB-105
Clasificación Hidrociclón HD-201
Tratamiento del
Mineral
Flotación Colectiva
I Celda de Flotación I CF-202
2 Filtración Filtro Prensa FL-203
Flotación Colectiva
II Celda de Flotación II CF-204

25
Hojas de datos de los equipos
Hoja de especificación No. 1
Nombre del Equipo: Trituradora Giratoria
Fabricante: (XSM) Shanghai Xuanshi Machinery Co Mining and Construction
Modelo: PYB-900
Número de Planta: 1
Dimensiones: Diámetro del cono: 900 mm = 0,9 m Capacidad: 50-90 TON/h Altura: 3050 mm = 3 m Largo: 1640 mm = 1,6 m Diámetro: 2350 mm = 2,3 m Potencia de motor: 55 KW
Principio de Funcionamiento: El cono móvil de la alta eficiencia hidráulica trituradora de cono Serie HP hace el movimiento rotatorio y péndulo que impulsa las paredes rotas aprietan y tuercen la materia prima entre la pared tabular y él. Según la teoría de laminado, la materia prima se tritura y pulido después de su propia textura por la fuerza desde diferentes direcciones.
Tipo de Operación: Batch
Esquema del equipo:
Fuente: Ver Anexos

26
Hoja de especificación No. 2
Nombre del Equipo: Tamiz Vibratorio
Fabricante: Thyssenkrupp Modelo: Banana
Screen
Número de Planta: 1
Dimensiones:
Ancho: 1.4 m
Altura: 1.3 m
Largo: 3.6 m
Capacidad: 80-400 TON/h
Potencia : 15 KW
Principio de Funcionamiento:
El tamiz produce vibraciones que provocan que el material que tenga menor
tamaño que el área de él pase a través; mientras que el material de mayor
tamaño se quede en la superficie y pase a una nueva corriente para su
tratamiento.
Su principio de funcionamiento se fundamenta en lograr diferentes tipos de
tensiones sobre el equipo para producir su vibración.
Tipo de Operación: Batch
Esquema del equipo:
Fuente: Ver catálogo anexo.

27
Hoja de especificación No. 3
Nombre del Equipo: Trituradora de Mandíbulas
Fabricante: (XSM)Shanghai
Xuanshi Machinery Co
Mining and Construction
Modelo:
PE400×600
Número de Planta: 1
Dimensiones:
Ancho: 1732 mm = 1,73 m
Altura: 1653 mm = 1,6 m
Largo: 1700 mm = 1,7 m
Capacidad: 15-60 TON/h
Potencia de motor: 30 KW
Principio de Funcionamiento:
El principio de funcionamiento de la trituradora de mandíbula es el tipo de
extrusión curva. La cinta y la rueda impulsadas por el motor mueven la
mandíbula móvil adelante-atrás-izquierda-derecha a través del eje
excéntrico, mientras que la mandíbula móvil está empujando las placas de
mandíbula acercan hacia las placas fijas y los materiales son prensados y
triturados y luego se descarga bajo la acción del eje excéntrico y el resorte
Tipo de Operación: Batch
Esquema del equipo:
Fuente: Ver catálogo anexo.

28
Hoja de especificación No. 4
Nombre del Equipo: Trituradora de Cono
Fabricante: (XSM)Shanghai
Xuanshi Machinery Co
Mining and Construction
Modelo: PYB-
600
Número de Planta: 1
Dimensiones:
Diámetro del cono: 600 mm = 0,6 m
Capacidad: 12-25 TON/h
Altura: 2800 mm = 2,8 m
Largo: 1300 mm = 1,3 m
Diámetro: 1700 mm = 1,7 m
Potencia de motor: 30 KW
Principio de Funcionamiento:
El motor acciona el casquillo de cojinete excéntrico mediante un resorte que
se encuentra acoplado al mismo, el eje de transmisión y las ruedas de
engranaje del cono hacen que el material se vea obligado a pasar por el
casquillo. La materia prima se presiona e impacta en la cámara de trituración
lo que produce una reducción en su tamaño.
Tipo de Operación: Batch
Esquema del equipo:
Fuente: Ver catálogo anexo.

29
Hoja de especificación No. 5
Nombre del Equipo: Molino de Bolas
Fabricante: Polysius Modelo: - Número de Planta:
1
Características:
Densidad de pulpa= 62,5 %
F80(Tamaño de entrada)= 116 um
P80(Tamaño de salida)= 52 um
Carga de bolas = 35 %
Tipo de molino: Descarga por rebalse en
Húmedo
Principio de Funcionamiento:
El principio de funcionamiento de molienda es por contacto de superficie entre
las bolas que ocupan el interior del molino, este al girar, provoca que las bolas
pegadas a la pared por fuerza centrífuga caigan por gravedad e impacten al
material, produciendo la reducción de tamaño del mismo.
Tipo de Operación: Batch
Esquema del equipo:
Fuente: Ver catálogo anexo.
Dimensiones: Potencia mecánica requerida = 864,16 kW Potencia eléctrica requerida = 1234,52 kW Longitud: 6,1 m Diámetro: 4.3 m
Potencia : 245 KW

30
Hoja de especificación No. 6
Nombre del Equipo: Hidrociclón
Fabricante: Regaber Modelo: - Número de Planta: 2
Dimensiones:
Caudal recomendado: 52-82 m3/h
B= 4 in = 0,1016 m
D= 16 mm = 0,016 m
H = 1630 mm = 1,63 m
L= 600 mm= 0,6 m
Principio de Funcionamiento:
La separación se produce gracias a la velocidad de rotación que se genera al
ser inyectada la pulpa de forma tangencial en el interior del cuerpo del ciclón
y se encarga de separar los finos de los gruesos. EL material que cumple con
el tamaño de partícula de descargas sale por la parte superior mientras que el
material con mayor tamaño de partícula regresa al molino para producirse
sobre él una remolienda.
Tipo de Operación: Batch
Esquema del equipo:
Fuente: Ver catálogo anexo.

31
Hoja de especificación No. 7
Nombre del Equipo: Celdas de Flotación Colectiva I
Fabricante: Diseño Propio Modelo: - Número de Planta: 2
Principio de Funcionamiento:
Las celdas de flotación se usan para concentrar un mineral de interés, en este
caso el cobre. EL diseño se ha realizado en acero y se acoplará el agitador
que permite las revoluciones por minuto además de la entrada de aire para
formar la espuma de flotación en donde se concentra el mineral de interés.
La celda de flotación colectiva tiene el objetivo de colectar los sulfuros.
Tipo de Operación: Batch
Esquema del equipo:
Celda de Flotación 1
Fuente: Ver anexo.
Dimensiones Celda Altura: 6,5 m Base (Lado): 3,25 m
3,25 m
3,25 m
6,5 m

32
Hoja de especificación No. 8
Nombre del Equipo: Filtro de vacío
Fabricante: TEFSA Modelo: - Número de Planta: 2
Dimensiones:
Superficie de filtrado= 0,25- 3 m2
Ancho= 500 mm = 0,5 m
Longitud= 6 mm = 0,006 m
Altura= 3000 mm = 3 m
Principio de Funcionamiento:
La filtración al vacío es una técnica de separación de mezclas sólido-líquido.
La mezcla se introduce en un embudo plano con el papel de filtro acoplado al
fondo. Desde el fondo del embudo se aplica con una bomba un vacío que
succiona la mezcla, quedando el sólido atrapado entre los poros del filtro. El
resto de la mezcla atraviesa el filtro y queda depositada en el fondo del
recipiente. Esta técnica es más rápida que la filtración habitual por gravedad y
está indicada cuando dichos procesos de filtración son muy lentos.
Tipo de Operación: Batch
Esquema del equipo:
Fuente: Ver catálogo anexo.

33
Hoja de especificación No. 9
Nombre del Equipo: Celdas de Flotación Colectiva II
Fabricante: Diseño Propio Modelo: - Número de Planta: 2
Principio de Funcionamiento:
Las celdas de flotación se usan para concentrar un mineral de interés, en este
caso el cobre. EL diseño se ha realizado en acero y se acoplará el agitador
que permite las revoluciones por minuto además de la entrada de aire para
formar la espuma de flotación en donde se concentra el mineral de interés.
La celda de flotación colectiva tiene el objetivo de colectar los sulfuros.
Tipo de Operación: Batch
Esquema del equipo:
Celda de Flotación 1
Fuente: Ver anexo.
Dimensiones Celda Altura: 7,8 m Base (Lado): 3,7 m
3,7 m
3,7 m
7,8 m

34
Hoja de especificación No. 10
Nombre del Equipo: Agitadores de Celdas de Flotación
Fabricante: SSC Modelo: Con
moto reductor
Número de Planta: 2
Dimensiones:
Longitud: 4 m
Diámetro: 0.3 m
Capacidad: hasta 15000 L
Potencia : 7.5 KW
Principio de Funcionamiento:
Agitadores para acoplar en la parte superior de los depósitos, tiene un motor
eléctrico o neumático. El eje puede ser fijo o desmontable. Se puede utilizar
tres tipos de elementos agitadores. La estructura de estos agitadores les
permite trabajar durante el llenado o vaciado del depósito.
Tipo de Operación: Batch
Esquema del equipo:
Fuente: Ver catálogo anexo.

35
7. ANEXOS
METODOLOGÍA DE CARACTERIZACIÓN
Caracterización física, química y mineralógica del mineral sulfurado proveniente
de la provincia de Zamora Chinchipe cantón Pangui (proyecto ECSA)
CARACTERIZACIÓN FÍSICA
Determinación de la densidad real
Se determinó por el método estandarizado del picnómetro, como se describe a
continuación:
Se midió la masa del picnómetro con tapón capilar en la balanza analítica
Se midió la masa del picnómetro con agua y se registró
Se colocó un gramo de muestra en el picnómetro y se registró su peso
Luego se procedió a llenar el picnómetro que contenía la muestra con agua
destilada, se colocó el tapón capilar y fluyó el exceso de agua que emergió
del tapón capilar, luego se registró la masa del conjunto picnómetro.
Con los datos obtenidos se empleó la siguiente ecuación:
ρ =1
1 + ((pic + agua) − (pic + muestra + agua)
(pic + muestra) − (pic vacío))
7.1.1.1. Determinación de la densidad aparente
Para la densidad aparente se utilizó el método de la probeta graduada, descrito
a continuación:
Se realizó la limpieza de la probeta con metanol absoluto y se procedió a
secarle
Se registró la masa de la probeta vacía
Se colocó en la probeta el mineral sulfurado hasta el volumen que se desee.
Se registró la masa de la muestra que llenó el volumen escogido.
Se aplicó la siguiente ecuación:

36
ρaparente = M
V
Donde:
M es la masa de la muestra
V el volumen al que se colocó la muestra
CARACTERIZACIÓN QUÍMICA DEL MINERAL
Disgregación ácida para el análisis cuantitativo de metales en la muestra
Para la disgregación por microondas:
Se pesó 0,2 gramos o (0,1 gramos) de muestra
Se colocó en el reactor de teflón, se coloca 3 mililitros de ácido nítrico y
3 mililitros de ácido fluorhídrico y se tapa el reactor de teflón
Se puso en el microondas durante 2,5 minutos por cada muestra, luego
se deja enfriar durante 30 minutos en la nevera transcurrido este tiempo
se lleva a la sorbona los reactores se destapa y se coloca 5 mililitros de
ácido clorhídrico
Se repitió el procedimiento colocando nuevamente los reactores en el
microondas. Finalmente se destapó los reactores y se aforó a 100
mililitros en un matraz.
Se envió al análisis por absorción atómica
ANALISIS MINERALÓGICO
ANÁLISIS MINERALÓGICO POR DIFRACCIÓN DE RAYOS X DE LA
MUESTRA
Se tomó 30 gr de muestra y se pulveriza
Se sometió al análisis por difracción de rayos x
ANÁLISIS GRANULOMÉTRICO
Se cuartea el mineral para tener una muestra representativa

37
Se tomó 300 gr de muestra
Se realizó el análisis granulométrico en los tamices correspondientes
durante 15 minutos.
Se determinó el d80
Malla # Abertura (um)
20 850
30 600
40 425
50 300
60 250
70 212
80 180
100 150
150 106
200 75
270 53
325 45
400 38
Gruesos
Finos
TABLA 18: Tamices utilizados para el análisis granulométrico
REALIZADO POR: Hugo Calderón, Silvana Echeverría, Diego Granda y
Jhonathan Rodríguez
METODOLOGÍA DEL TRATAMIENTO DEL MINERAL
REDUCCIÓN DEL TAMAÑO DEL MINERAL DE ECSA
Se trituraron 2 kilogramos de mineral (Trituración primaria)
Se tamizo en una malla 16

38
Lo que no pasa la malla 16 del tamiz va a una nueva trituración
(Trituración secundaria)
Se molió el material en un molino de bolas con una carga de 62.5 % de
sólidos durante 30 minutos.
PROCESO DE CONCENTRACIÓN POR FLOTACIÓN (COLECCIÓN DE
SULFUROS)
FLOTACIÓN COLECTIVA
Se introdujo el material en la celda de flotación del equipo Denver que
tiene una capacidad de 4 L posteriormente se lavó las bolas de metal
del molino con 2800 mL de agua, hasta completar 4000 mL que
corresponde a un porcentaje final de sólidos del 33,33%.
Se procedió a realizar el acondicionamiento de la pulpa por 5 min con
los reactivos de flotación cuyas concentraciones son: KAX 50 g/t (KAX
como una solución al 1 %), aerofloat (208) 45 g/t y aceite de pino 20
g/t.
Se recolecto la espuma mineralizada por 10 min con la ayuda de una
paleta a una agitación de 1400 rpm. El concentrado (C1) y el relave
(R1) se colocaron en bandejas para continuar con la siguiente parte
de la experimentación.
FIGURA 8. Proceso de flotación
colectiva adecuada
FIGURA 9. Proceso de flotación
colectiva incorrecta
FOTOGRAFIAS TOMADAS POR: Hugo Calderón, Silvana Echeverría, Diego
Granda y Jhonathan Rodríguez

39
Nota: Se realizó una flotación colectiva con distinta cantidad de reactivos los
cuales fueron: KAX 150 g/t (KAX como una solución al 1 %), aerofloat (208) 30
g/t y aceite de pino 40 g/t
FIGURA 10: Proceso de flotación colectiva incorrecta
FOTOGRAFIA TOMADAS POR: Hugo Calderón, Silvana Echeverría, Diego
Granda y Jhonathan Rodríguez
RECIRCULACIÓN DEL AGUA PROVENIENTE DE LOS RELAVES DEL
PROCESO DE CONCENTRACIÓN POR FLOTACIÓN.
El agua proveniente de los relaves fue recirculada al mismo proceso de flotación
como se indica a continuación:
El concentrado (C1) se filtró en el equipo filtro prensa donde se separó
el sólido (C1*) del líquido (AC1)
El relave de flotación (R1) se filtró en el equipo filtro prensa donde se
separó el sólido (R1*) del líquido (AR1)
Se recolectó el agua obtenida de la separación (AC1+AR1= A1) y se llevó
a la celda de flotación del equipo Denver en donde previamente se
encontraba la pulpa ya tratada como se indicó anteriormente. Con esta
agua recolectada (A1) se completó el agua correspondiente al porcentaje
de sólidos de trabajo en la flotación de 33,33 %, de igual forma esta agua
se utilizó en el proceso de lavado para la descarga de la pulpa.

40
Se procedió a realizar el acondicionamiento de la pulpa por 5 min con los
reactivos de flotación cuyas concentraciones son: KAX 50 g/t (KAX como
una solución al 1 %), aerofloat (208) 45 g/t y aceite de pino 20 g/t.
Se recolecto la espuma mineralizada por 20 min con la ayuda de una
paleta a una agitación de 1400 rpm. El concentrado (C2) y el relave
(R2) se colocaron en bandejas.
FIGURA 11: Proceso de filtración de
la torta del relave
FIGURA 12: Torta del relave filtrada
FOTOGRAFIAS TOMADAS POR: Hugo Calderón, Silvana Echeverría, Diego
Granda y Jhonathan Rodríguez
ANEXO II
Cálculo de la densidad aparente y densidad real
Densidad real
Peso del picnómetro = 23,3533 g
Peso del picnómetro más agua = 48,3791 g
Peso del picnómetro más muestra = 24,4994 g
Peso del picnómetro más agua más muestra = 48,9874 g
ρ =1
1 + ((pic + agua) − (pic + muestra + agua)
(pic + muestra) − (pic vacío))
ρ =1
1 + ((48,3791) − (48,9874)(24,4994) − (23,3533)
)= 2,13
g
cm3

41
Densidad aparente
Peso de probeta = 234,5 g
Peso de muestra = 273,2 g
Volumen= 170 mL
ρaparente = M
V
ρaparente = 273,2 g
170 mL= 1,61
g
mL= 1,61 gr/cm3
ANEXO III
Cálculos de Balance de Masa y Energía
Balance de Masa
En proceso de trituración primaria, y el sistema correspondiente a la trituración
secundaria, se ha considerado que la masa que ingresa al sistema es igual a la
masa que sale, por lo tanto las perdidas en el proceso de reducción de tamaño
es nula. Aunque no es lo que sucede en la realidad es una aproximación que
no aporta con mucho margen de error.
Molienda
Tomando en cuenta que la molienda debe llevarse a cabo al 62,5% de sólidos,
con la alimentación al proceso se ha de calcular la cantidad de agua necesaria
para el proceso, así entonces:
AGUAMOLIENDA = 2000Ton mineral
Dia∗
1 Dia
24 h∗
37,5 Ton agua
62,5 Ton mineral
AGUAMOLIENDA = 50Ton agua
h
Por lo tanto la masa al día de la pulpa proveniente de la molienda será:
PULPAMOLIENDA = 50 + 83,33
AGUAMOLIENDA = 133,33Ton pulpa
Dia

42
Flotación Colectiva I
Se empleara como reactivos de flotación: Amil Xantato de Potasio (KAX), Aero
float y Aceite de Pino. El cálculo de la cantidad requerida para el proceso se la
ha de efectuar en función de la cantidad de mineral alimentado al proceso, por
lo tanto:
KAXFCI = 83,33Ton material
h∗
50 g KAX
Ton material∗
1 Ton
16g
KAXFCI = 0,004167Ton KAX
h
Aero FloatFCI = 83,33Ton material
h∗
45 g Aero Float
Ton material∗
1 Ton
16g
Aero FloatFCI = 0,00375Ton Aero Float
h
Aceite de PinooFCI = 83,33Ton material
h∗
20 g Aceite de Pino
Ton material∗
1 Ton
16g
Aceite de PinoFCI = 0,001667Ton Aceite de Pino
h
Una vez que los reactivos han actuado sobre la pulpa de forma adecuada, se
produjo la respectiva separación de las corrientes de Concentrado (C1) y de
Relave (R1), las mismas que de acuerdo a los ensayos realizados en el
laboratorio se ha determinado que los flujos correspondientes a cada una de las
corrientes son:
C1 = 133,33Ton pulpa
h∗
5,43 ton de concentrado
100 Ton pulpa
C1 = 7,24Ton Concentrado
h
R1 = 133,33Ton pulpa
h∗
94,57 ton de relave seco
100 Ton pulpa

43
R1 = 126,09Ton Relave seco
h
El cálculo de la concentración de cobre de cada una de las corrientes, puede
determinarse con la ayuda de los ensayos de Absorción Atómica realizados
sobre cada muestra, asi entonces:
CuC1= 7,24
Ton concentrado
h∗
9,61 ton de cobre
100 Ton concentrado
CuC1= 0,69
Ton Cobre
h
CuR1= 126,09
Ton relave
h∗
0,22 ton de cobre
100 Ton relave
CuR1= 0,27
Ton Relave
h
Un punto importante a ser tomado en cuenta es la cantidad de agua del sistema,
puesto que hay pérdidas en el proceso de separación del concentrado del relave,
por lo tanto, a escala de laboratorio, las flotaciones fueron realizadas con 4000
mL de agua. Así entonces, luego de la flotación se tomó el volumen final de agua
en la pulpa, el mismo que fue de 3250 ml, permitiendo de esta manera que el
cálculo de las pérdidas de agua sea efectuado de la siguiente manera:
%PerdidasH2O =4000 − 3250
400
%PerdidasH2O = 19%
La cantidad de agua que va en el relave R1 puede ser calculada de la siguiente
manera:
R1H2O= 166,68
Ton agua
h∗
81
100
R1H2O= 135,01
Ton agua
h

44
PerdidasH2O = 166,68Ton agua
h∗
19
100
PerdidasH2O = 18,33Ton agua
h
Flotación Colectiva II
La cantidad de agua que será empleada en la presente flotación corresponde a
la cantidad de agua obtenida de la Flotación Colectiva I. Al tratarse de una
flotación en paralelo con el mismo tonelaje de trabajo se puede definir que
tanto la cantidad como los tipos de reactivos usados son las mismas, es decir:
KAXFCII = 0,004167Ton KAX
h
Aero FloatFCII = 0,00375Ton Aero Float
h
Aceite de PinoFCII = 0,001667Ton Aceite de Pino
h
Una vez que los reactivos han actuado sobre la pulpa de forma adecuada, se
produjo la respectiva separación de las corrientes de Concentrado (C2) y de
Relave (R2), las mismas que de acuerdo a los ensayos realizados en el
laboratorio se ha determinado que los flujos correspondientes a cada una de las
corrientes son:
C2 = 133,33Ton pulpa
h∗
7,90 ton de concentrado
100 Ton pulpa
C2 = 10,5441Ton Concentrado
h
R2 = 133,33Ton pulpa
h∗
92,09 ton de relave seco
100 Ton pulpa
R2 = 122,786Ton Relave seco
h
El cálculo de la concentración de cobre de cada una de las corrientes, puede
determinarse con la ayuda de los ensayos de Absorción Atómica realizados
sobre cada muestra, asi entonces:

45
CuC1= 10,5441
Ton concentrado
h∗
5,86 ton de cobre
100 Ton concentrado
CuC1= 0,6178
Ton Cobre
h
CuR1= 122,786
Ton relave
h∗
0,25 ton de cobre
100 Ton relave
CuR1= 0,3069
Ton Relave
h
Un punto importante a ser tomado en cuenta es la cantidad de agua del sistema,
puesto que hay pérdidas en el proceso de separación del concentrado del relave,
por lo tanto, a escala de laboratorio, las flotaciones fueron realizadas con 4000
mL de agua. Así entonces, luego de la flotación se tomó el volumen final de agua
en la pulpa, el mismo que fue de 3250 ml, permitiendo de esta manera que el
cálculo de las pérdidas de agua sea efectuado de la siguiente manera:
%PerdidasH2O =4000 − 3170
400
%PerdidasH2O = 20,75%
La cantidad de agua que va en el relave R1 puede ser calculada de la siguiente
manera:
R1H2O= 166,68
Ton agua
h∗
79,25
100
R1H2O= 92,4689
Ton agua
h
PerdidasH2O = 166,68Ton agua
h∗
20,75
100
PerdidasH2O = 24,11Ton agua
h
Balance de Energía

46
En la planta ECSA la energía que se necesita para los procesos se calcula
mediante la potencia de los equipos por el tiempo que se utilicen, los equipos se
multiplica por un factor de sobredimensionamiento del 15 %
Trituradora Giratoria: Procesa diariamente 2000 ton de mineral,
tomando en cuenta la capacidad máxima del equipo correspondiente a
500 ton/h, se tiene que esta trituradora trabajaría:
Tiempo de trituracion =2000
Tondía
500tonh
= 4h
día
Energía que consume = Potencia × tiempo de trituración
Energía que consume = 400 KW × 4h
Energía que consume = 1600 KWh
Tamiz Vibratorio: La capacidad de procesamiento del tamiz está ligado
de forma directa a la descarga de la primera trituración, por lo tanto el
tiempo de procesamiento es de 4 horas. La energía que consume
diariamente, viene dado por:
Energía que consume = Potencia × tiempo de trituración
Energía que consume = 33 KW × 4 h
Energía que consume = 66 KWh
Trituradora de Mandíbulas: La capacidad de procesamiento de las
trituradoras de orden secundario es de 60 ton/h. La energía que consume
diariamente, viene dado por la potencia multiplicado por el número de
horas que se encuentra en funcionamiento, por lo tanto:
Tiempo de trituracion =400
Tondía
60tonh
= 6,67h
día
Energía que consume = Potencia × tiempo de trituración
Energía que consume = 30 KW × 6,67 h

47
Energía que consume = 200 KWh
Trituradora de Cono: La capacidad de procesamiento de esta trituradora
tiene q corresponder a la descarga de la trituradora anterior, por lo cual el
tiempo que opera es igual a 6.67 horas diariamente. La energía que
consume diariamente, viene dado por:
Energía que consume = Potencia × tiempo de trituración
Energía que consume = 75 KW × 6,67 h
Energía que consume = 500 KWh
Molino de Bolas: La capacidad de procesamiento de este molino
corresponde a 200 ton/h, debido a la carga circulante del 300%, en este
caso y el molino de bolas trabaja las 24 horas de día. La energía que
consume diariamente, viene dado por:
Energía que consume(1 molino) = Potencia × tiempo de trituración
Energía que consume (1 molino) = 245 KW × 24h
Energía que consume (1 molino) = 5880 KWh
Debido a que la capacidad de procesamiento del molino es de 50ton/h, es
necesario colocar cuatro molinos que trabajan en paralelo, por lo tanto:
Energía total que se consume = 4 × 5880 KWh = 23520
Hidrociclón
La capacidad de procesamiento de este molino se obtuvo al realizar el balance
de masa y corresponde a 200 ton/h, debido a la carga circulante del 300% ,en
este caso y el molino de bolas trabaja las 24 horas de día. Es necesario calcular
el flujo volumétrico para identificar el equipo adecuado en catálogo, por lo tanto:

48
Flujo Volumétrico = (125 TON
h ×
1000 Kg
1 TON×
1m3
2430 kg) + (75
TON
h ×
1 m3
1 TON)
Flujo Volumétrico = 126.44 m3
h
Flujo Volumétrico por cada Hidrociclon =126.44
4
m3
h= 31.61
m3
h
La energía que consume diariamente, viene dado por la potencia de la bomba
que permite su funcionamiento, al tener 4 bombas se tiene:
Energía que consume(1 bomba) = Potencia × tiempo de trituración
Energía que consume (1 bomba) = 26.6 KW × 24h
Energía que consume (1 bomba) = 638.4 KWh
Energía total que se consume = 4 × 638.4 KWh = 2553.6 KWh
Equipo
Capacidad
(Dada por
catálogo)
Potencia Energía que
consume al día
Trituradora Giratoria 250 -500 ton/h 400 KW 1600 KWh
Tamiz Vibratorio 600 ton/h 15 KW 66 KWh
Trituradora de Mandíbulas 60 ton/h 30 KW 200 KWh
Trituradora de Cono 46-94 ton/h 75 500 KWh
Molino de Barras 32-86 ton/h 380 KW 9120 KWh
Molino de Bolas 7-50 ton/h 245KW 23520 KWh
Hidrociclón (Bomba) 18-34 m3/h 26.6KW 2553.6 KWh
Celda de Flotación I - - -
Celda de Flotación II - - -
Celda de Flotación III - - -
Agitadores (3) 0-15000L 7.5 kW H
Cantidad de Energía que se Necesita para el Procesamiento 37059.6
TABLA 19: Balance de Energía del Procesamiento de Cobre
REALIZADO POR: Hugo Calderón, Silvana Echeverría, Diego Granda y
Jhonathan Rodríguez

49
Catálogos
Trituradora giratoria tipo cono
Trituradora de Mandíbulas
Trituradora de Mandíbula de Serie PE
Modelo Dimensión
máxima de
alimentació
n(mm)
Dimensió
n de
descarga(
mm)
Capacidad
(t/h)
Potenci
a de
motor(k
w)
Dimensió
n
general(
mm)
Peso
(t)
PE400×6
00
350 40-100 15-60 30 1700×17
32×1653
6.5
PE500×7
50
425 50-100 50-100 55 2035×19
21×2000
10.3

50
PE600×9
00
480 65-160 60-130 75 2290×22
06×2370
16.5
PE750×1
060
630 80-140 100-250 110 2620×23
02×3110
29
PE900×1
200
750 95-165 160-380 130 3789×28
26×3025
54.5
PE1000×
1200
850 195-265 315-550 130 3335×31
82×3025
57
PE1200×
1500
1020 150-300 400-800 160-220 4200×37
5
100.9
Ejemplo de dimensionamiento del molino de bolas
El diseño de un molino se basa en la determinación de la potencia en el eje
necesaria para producir una reducción de tamaño.
El dimensionamiento de un molino de bolas se fundamenta en la teoría de Bond.
Bond concluyo que el material se podía caracterizar mediante un parámetro que
denomino índice de trabajo Wi (Work Index). La fórmula de Wi que vamos a
utilizar es la siguiente:
𝑊𝑖 = 𝑓 × 𝑊𝑖𝐷
En donde WiD es índice de trabajo base, su valor se obtendrá de la siguiente
tabla:
Material Índice de Trabajo WiD, kW h/ton
métrica
Arena de zirconio 28
Bauxita 11
Carburo de silicio 32
Clinker de cemento 16

51
Cuarzo 16
Corundo 33
Dolomita 14
Feldespato 13
Ferrosilicio 12
Pedernal 32
Fluorespato 11
Granito 12
Roca de yeso 8
Hematita 15
Caliza 15
Magnetita 12
Mineral de Cobre 13,5
Roca fosfato 12
Pirita 11
TABLA 20: Balance de Energía del Procesamiento de Cobre
REALIZADO POR: “Pedrito aprende a ser Ingeniero”. Operaciones Unitarias Básicas. Año 20110
Wi (base) = 13,5 kW-h/t
Para utilizar el índice de trabajo W i en otras condiciones de operación, es
necesario introducir factores de conversión (k).
𝑓 = 𝑓1 ∗ 𝑓2 ∗ 𝑓3 ∗ 𝑓4 ∗ 𝑓5 ∗ 𝑓6
𝑓1 = 1 𝑝𝑜𝑟 𝑚𝑜𝑙𝑖𝑒𝑛𝑑𝑎 ℎ𝑢𝑚𝑒𝑑𝑎
𝑓2 = 1,570 𝑦𝑎 𝑞𝑢𝑒 𝑒𝑙 90 % 𝑑𝑒𝑙 𝑚𝑎𝑡𝑒𝑟𝑖𝑎𝑙 𝑝𝑎𝑠𝑜 𝑙𝑎 𝑚𝑎𝑙𝑙𝑎 200 𝑒𝑞𝑢𝑖𝑣𝑎𝑙𝑒𝑛𝑡𝑒 𝑎 74 𝑢𝑚

52
𝑓3 = 0,9146 𝑠𝑖 𝑒𝑙 𝑑𝑖𝑎𝑚𝑒𝑡𝑟𝑜 𝑑𝑒𝑙 𝑚𝑜𝑙𝑖𝑛𝑜 𝑠𝑒 𝑒𝑠𝑡𝑖𝑚𝑎 𝑚𝑎𝑦𝑜𝑟 𝑎 12,5𝑓𝑡 (3,81 𝑚)
𝑓4 = 1
El f5 se refiere a la corrección por finesa de molienda: cuando la molienda es fina,
tal que P80 menor a 75 um en molienda húmeda se utiliza la ecuación que
mostramos a continuación:
En este caso de bibliografía (Proyecto de Titulación) tenemos que P80 = 52 um
y F80= 116 um correspondientes a los tamaños del 80% del producto y
alimentación al circuito.
𝑓5 =𝑃80 + 10,3
1,145 × 𝑃80=
52 + 10,3
1,145 × 52= 1,04
𝑓6 =[20(𝑅𝑟 − 1,35) + 2,60]
20(𝑅𝑟 − 1,35)𝑆𝑖 𝑅𝑟 =
𝐹80
𝑃80=
116
52= 2,23
𝑓6 =[20(2,23 − 1,35) + 2,60]
20(2,23 − 1,35)= 1,14
Reemplazando en la ecuación tenemos:
𝑊𝑖 = 𝑓1 ∗ 𝑓2 ∗ 𝑓3 ∗ 𝑓4 ∗ 𝑓5 ∗ 𝑓6 ∗ 𝑊𝑖𝐷
𝑊𝑖 = 1 ∗ 1,57 ∗ 0,9146 ∗ 1 ∗ 1,0 ∗ 1,14 ∗ 13,5 kW − h/t
𝑊𝑖 = 22,98 𝑘𝑊 − ℎ/𝑡
Bond estableció que, dentro de un amplio rango de tamaños, la energía
específica necesaria para la conminucion se podría relacionar a los tamaños de
alimentación y producto mediante la expresión:
𝐸 = 𝑊𝑖 × [10
√𝑃80
−10
√𝐹80
]
Donde E es la energía consumida por tonelada molida [kW-h/t]
𝐸 = 22,98 𝑘𝑊 −ℎ
𝑡× [
10
√52−
10
√116] = 10,37 𝑘𝑊 − ℎ/𝑡
Potencia eléctrica y mecánica requerida
𝑃𝑚 = 10,37𝑘𝑊 − ℎ
𝑡∗ 2000
𝑡
𝑑𝑖𝑎∗
1 𝑑𝑖𝑎
24 ℎ= 864,16 𝑘𝑊

53
𝑃𝑒 =𝑃𝑚 ∗ 100
𝑛=
864,16 ∗ 100
70= 1234,52 𝑘𝑊
Donde:
Pm potencia mecánica
Pe Potencia eléctrica
n rendimiento se asume del 70 %
Hidrociclón
Corriente G= 133,33 Ton/h (Balance de masa)
Densidad real del mineral= 2,13 g/cm3= 2,13 Ton/m3
133,33𝑇𝑜𝑛
ℎ∗
1 𝑚3
2,13 𝑇𝑜𝑛 = 62,6
𝑚3
ℎ
Catalogo
Ejemplo de dimensionamiento de la celda de flotación colectiva I
El tiempo de flotación en el laboratorio fue 10 minutos, en bibliografía (Proyecto
de titulación) para escalar el resultado a nivel industrial de lo multiplica por un
factor de 2, por lo tanto el diseño de las celdas se realiza para un tiempo de 20
min.
Corriente H = 49,98 Ton/h Agua y 83,3 Ton/h Mineral (Balance de masa)
Corriente J = 116,68 Ton / h Agua (Balance de masa)
𝐶𝑎𝑛𝑡𝑖𝑑𝑎𝑑 𝑑𝑒 𝐴𝑔𝑢𝑎 𝑞𝑢𝑒 𝑖𝑛𝑔𝑟𝑒𝑠𝑎 = 49,98 𝑇𝑂𝑁
ℎ 𝐴𝑔𝑢𝑎 + 116,68
𝑇𝑂𝑁
ℎ 𝐴𝑔𝑢𝑎
= 166,7 𝑇𝑂𝑁
ℎ 𝐴𝑔𝑢𝑎
54
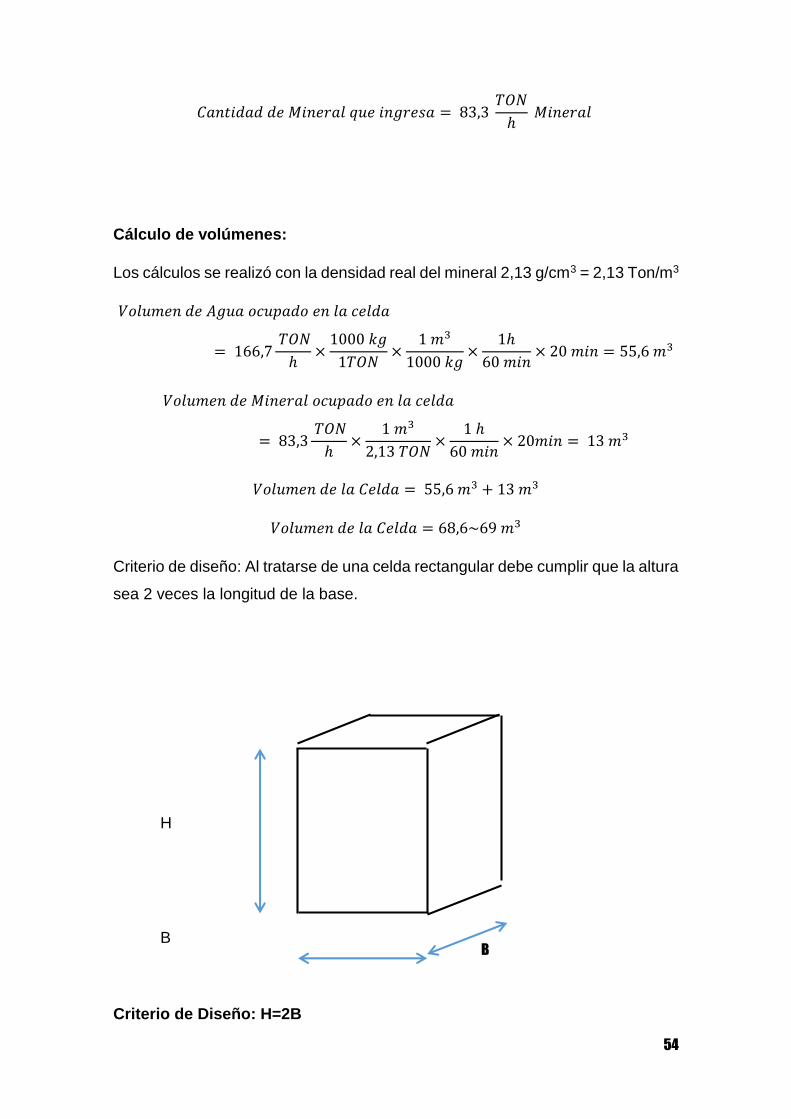
𝐶𝑎𝑛𝑡𝑖𝑑𝑎𝑑 𝑑𝑒 𝑀𝑖𝑛𝑒𝑟𝑎𝑙 𝑞𝑢𝑒 𝑖𝑛𝑔𝑟𝑒𝑠𝑎 = 83,3 𝑇𝑂𝑁
ℎ 𝑀𝑖𝑛𝑒𝑟𝑎𝑙
Cálculo de volúmenes:
Los cálculos se realizó con la densidad real del mineral 2,13 g/cm3 = 2,13 Ton/m3
𝑉𝑜𝑙𝑢𝑚𝑒𝑛 𝑑𝑒 𝐴𝑔𝑢𝑎 𝑜𝑐𝑢𝑝𝑎𝑑𝑜 𝑒𝑛 𝑙𝑎 𝑐𝑒𝑙𝑑𝑎
= 166,7 𝑇𝑂𝑁
ℎ×
1000 𝑘𝑔
1𝑇𝑂𝑁×
1 𝑚3
1000 𝑘𝑔×
1ℎ
60 𝑚𝑖𝑛× 20 𝑚𝑖𝑛 = 55,6 𝑚3
𝑉𝑜𝑙𝑢𝑚𝑒𝑛 𝑑𝑒 𝑀𝑖𝑛𝑒𝑟𝑎𝑙 𝑜𝑐𝑢𝑝𝑎𝑑𝑜 𝑒𝑛 𝑙𝑎 𝑐𝑒𝑙𝑑𝑎
= 83,3 𝑇𝑂𝑁
ℎ×
1 𝑚3
2,13 𝑇𝑂𝑁×
1 ℎ
60 𝑚𝑖𝑛× 20𝑚𝑖𝑛 = 13 𝑚3
𝑉𝑜𝑙𝑢𝑚𝑒𝑛 𝑑𝑒 𝑙𝑎 𝐶𝑒𝑙𝑑𝑎 = 55,6 𝑚3 + 13 𝑚3
𝑉𝑜𝑙𝑢𝑚𝑒𝑛 𝑑𝑒 𝑙𝑎 𝐶𝑒𝑙𝑑𝑎 = 68,6~69 𝑚3
Criterio de diseño: Al tratarse de una celda rectangular debe cumplir que la altura
sea 2 veces la longitud de la base.
H
B
Criterio de Diseño: H=2B
B

55
𝑉 = 𝐻 × 𝐵2
𝑉 = 2𝐵 × 𝐵2
𝑉 = 2𝐵3 = 69 𝑚3
𝐵 = √69
2𝑚3
3
= 3,25 𝑚
𝐻 =69
3,252= 6,5 𝑚
Filtro al vacio
Para el dimensionamiento del filtro al vacio (a presion), en el proceso
experimental se toma el diametro de la torta (20,4 cm)como referencia del
diametro del cilindro del filtro, luego se obtuvo el area (0,0326 m2), como se
puede observar son datos con valores pequenos aun si escalariamos con el
factor de 2 antes mecionado se tendria valores de area de filtado pequenas, por
este motivo del siguiente catalogo se tomara la superficie de menor valor como
dimensionamiento del filtro. Esto se puede justificar debido a que buscamos
recircular el agua y el flujo de pulpa que procesara el filtro iria aumentando si se
completaria el circuito de flotacion que seria lo optimo, es decir incorporar la
celda de desbaste y afino.
Ejemplo de dimensionamiento de la celda de flotación colectiva II
El tiempo de flotación en el laboratorio fue 10 minutos, en bibliografía (Proyecto
de titulación) para escalar el resultado a nivel industrial de lo multiplica por un

56
factor de 2, por lo tanto el diseño de las celdas se realiza para un tiempo de 20
min.
Corriente N = 116,68 Ton / h Agua (Balance de masa)
Corriente Q = 49,98 Ton/h Agua y 83,3 Ton/h Mineral (Balance de masa)
Corriente S = 116,68 Ton / h Agua (Balance de masa)
𝐶𝑎𝑛𝑡𝑖𝑑𝑎𝑑 𝑑𝑒 𝐴𝑔𝑢𝑎 𝑞𝑢𝑒 𝑖𝑛𝑔𝑟𝑒𝑠𝑎
= 49,98 𝑇𝑂𝑁
ℎ 𝐴𝑔𝑢𝑎 + 116,68
𝑇𝑂𝑁
ℎ 𝐴𝑔𝑢𝑎 + 116,68
𝑇𝑂𝑁
ℎ 𝐴𝑔𝑢𝑎
= 283,34 𝑇𝑂𝑁
ℎ 𝐴𝑔𝑢𝑎
𝐶𝑎𝑛𝑡𝑖𝑑𝑎𝑑 𝑑𝑒 𝑀𝑖𝑛𝑒𝑟𝑎𝑙 𝑞𝑢𝑒 𝑖𝑛𝑔𝑟𝑒𝑠𝑎 = 83,3 𝑇𝑂𝑁
ℎ 𝑀𝑖𝑛𝑒𝑟𝑎𝑙
Cálculo de volúmenes:
Los cálculos se realizó con la densidad real del mineral 2,13 g/cm3 = 2,13 Ton/m3
𝑉𝑜𝑙𝑢𝑚𝑒𝑛 𝑑𝑒 𝐴𝑔𝑢𝑎 𝑜𝑐𝑢𝑝𝑎𝑑𝑜 𝑒𝑛 𝑙𝑎 𝑐𝑒𝑙𝑑𝑎
= 283,34 𝑇𝑂𝑁
ℎ×
1000 𝑘𝑔
1𝑇𝑂𝑁×
1 𝑚3
1000 𝑘𝑔×
1ℎ
60 𝑚𝑖𝑛× 20 𝑚𝑖𝑛
= 94,4 𝑚3
𝑉𝑜𝑙𝑢𝑚𝑒𝑛 𝑑𝑒 𝑀𝑖𝑛𝑒𝑟𝑎𝑙 𝑜𝑐𝑢𝑝𝑎𝑑𝑜 𝑒𝑛 𝑙𝑎 𝑐𝑒𝑙𝑑𝑎
= 83,3 𝑇𝑂𝑁
ℎ×
1 𝑚3
2,13 𝑇𝑂𝑁×
1 ℎ
60 𝑚𝑖𝑛× 20𝑚𝑖𝑛 = 13 𝑚3
𝑉𝑜𝑙𝑢𝑚𝑒𝑛 𝑑𝑒 𝑙𝑎 𝐶𝑒𝑙𝑑𝑎 = 94,4 𝑚3 + 13 𝑚3
𝑉𝑜𝑙𝑢𝑚𝑒𝑛 𝑑𝑒 𝑙𝑎 𝐶𝑒𝑙𝑑𝑎 = 107,4~107 𝑚3
Criterio de diseño: Al tratarse de una celda rectangular debe cumplir que la altura
sea 2 veces la longitud de la base.

57
H
B
Criterio de Diseño: H=2B
𝑉 = 𝐻 × 𝐵2
𝑉 = 2𝐵 × 𝐵2
𝑉 = 2𝐵3 = 107 𝑚3
𝐵 = √107
2𝑚3
3
= 3,7 𝑚
𝐻 =107
3,72= 7,8 𝑚
B

58
Diagrama PFD

59
Diagrama PID del Proyecto ECSA
TR-101
TR-103
BANDA TRANSPORTADORA
BANDA TRANSPORTADORA
BANDA TRANSPORTADORA
2000 TM/día0,77 % Cu
TV-102
TR-104
BANDA TRANSPORTADORA
dp > 2 in
dp < 2 in
dp < 2 in
AGUA
HD-205
UNDERFLOW
OVERFLOW
AGUAKAX
AEROFLOATACEITE DE PINO
CONCENTRADO C1
FL-203
RELAVE 1
SOLIDO R1
AGUA FILTRADA
OVERFLOW DE MINERAL NUEVO
CONCENTRADO C2
RELAVE 2 R2
A
B
PULPA
C
D
F
E
MB-105
G
H
I
J
K
CF-202
L
M
N
Q
T
CF-204
U
PIC
PIC
PIC
V-101
LIC
LIC
PIC
Top Related