






Idiomas
Páginas
Jurídico


1
PRODUCCIÓN, CARACTERIZACIÓN Y PROPIEDADES FUNCIONALES DE UN NUEVO EXCIPIENTE COPROCESADO A PARTIR DE SORBITOL Y FOSFATO DE CALCIO ANHIDRO
Por
Edward Mauricio Echeverri Pineda
Informe final del trabajo de investigación para optar al título de
Magister en Ciencias Farmacéuticas y Alimentarias: Farmacia
Universidad de Antioquia
Septiembre de 2015
Tutor: Jhon Jairo Rojas Camargo, PhD en Farmacia

2
RESUMEN
ANTECEDENTES: En la actualidad la metodología preferida para la fabricación de formas
farmacéuticas sólidas es la compresión directa debido esencialmente a su gran versatilidad. La
ejecución de esta tecnología hace necesaria la utilización de excipientes multifuncionales de alto
desempeño que permitan mejorar de manera eficiente el comportamiento farmacotécnico de
principios activos con propiedades mecánicas pobres. Una gran opción es el coprocesamiento, el
cual implica la interacción física a nivel microparticular de compuestos para la creación de
materiales tipo excipientes de alto desempeño. OBJETIVO: Desarrollar un excipiente
multifuncional por aglomeración in-situ de sorbitol y fosfato de calcio anhidro. MÉTODOS: Se
evaluaron cuatro métodos de coprocesamiento: secado por aspersión, aglomeración, coprecipitación
y granulación por fusión utilizando niveles de fosfato de calcio anhidro del 5 al 95%. La
funcionalidad del nuevo excipiente se comparó con excipientes coprocesados comerciales como
Prosolv SMCC 90®, Ludipress
® y Cellactose 80
®. Las pruebas empleadas fueron la sensibilidad al
lubricante, capacidad de reproceso, potencial de dilución, densificación, compresibilidad,
compactabilidad, friabilidad, desintegración y mecanismo de deformación. Finalmente, se realizó la
compresión directa del gemfibrozilo y se realizaron estudios de disolución in-vitro.
RESULTADOS: El análisis multivariado indicó la aglomeración in-situ como la tecnología más
eficiente de producción del excipiente. Entre las proporciones de fosfato de calcio anhidro y sorbitol
ensayados la 5:95 fue la de mejor desempeño farmacotécnico. Excepto la aglomeración in-situ, la
mayoría de las tecnologías requerían tiempos de procesamiento largos, eran muy tediosas de
ejecutar y produjeron rendimientos muy bajos. Por otra parte, el aglomerado obtenido del nuevo
excipiente con las mejores características farmacotécnicas contenía 5% de fosfato de calcio anhidro.
Este material presentó una alta plasticidad, muy buena compresibilidad y flujo. Además, su
compactabilidad fue superior a la de la Cellactose 80® y Ludipress
®, pero inferior a la obtenida para
el Prosolv SMCC 90®. El potencial de dilución fue similar al obtenido para los demás materiales
comerciales. Sin embargo, el aglomerado fue muy susceptible al reproceso y menos sensible al
lubricante que el Prosolv SMCC 90® y el Ludipress
®. Además, en formulaciones conteniendo 600
mg de gemfibrozilo obtuvo el mejor porcentaje de disolución cumpliendo el criterio S2 de la USP
38. CONCLUSIÓN: Se logró desarrollar un nuevo excipiente multifuncional por aglomeración in-
situ a partir de sorbitol y fosfato de calcio anhidro (95:5), el cual mostró adecuadas propiedades de
compresión y puede ser utilizado en aplicaciones de compresión directa en formulaciones que
contienen principios activos con propiedades farmacotécnicas muy pobres como el gemfibrozilo
Palabras clave:
Sorbitol, fosfato de calcio anhidro, análisis multivariado, gemfibrozilo, coprocesamiento

3
ABSTRACT
BACKGROUND: Currently, the preferred method for the manufacture of solid dosage forms is by
direct compression, mainly due to its great versatility. The implementation of this technology
requires the use of high-performance multi-functional excipients to improve efficiently the tableting
behavior of active ingredients having poor mechanical properties. A great choice is co-processing,
which involves the physical interaction to the microparticular level of compounds to create highly
performing materials. OBJECTIVE: To develop a multifunctional excipient by in-situ
agglomeration of sorbitol and anhydrous calcium phosphate. METHODS: Spray drying,
agglomeration, hot-melt granulation and coprecipitation were used for co-processing employing
calcium diphosphate levels from 5 to 95%. A multivariate analysis indicated in-situ agglomeration
as the most efficient production technology. The calcium diphosphate and sorbitol ratio having the
best tableting performance was 5:95. The functionality of this new in-situ agglomerated excipient
was compared with commercial excipients named as Prosolv SMCC 90®, Cellactose 80
® and
Ludipress®. These materials were tested for lubricant sensitivity, reprocessing capacity, dilution
potential, densification, compressibility, compactibility, friability, disintegration and deformation
mechanism. Finally, direct compression of gemfibrozil, and in-vitro dissolution studies were
conducted. RESULTS: A multivariate analysis indicated in-situ agglomeration as the most efficient
production technology. The calcium diphosphate and sorbitol ratio having the best tableting
performance was 5:95. Except for the in-situ agglomeration, most technologies required long
processing times, were very tedious to implement and produced very low yields. Moreover, the
agglomerate obtained with this novel excipient having the best tableting characteristics contained
5% of calcium diphosphate. This material showed a high plasticity and good compressibility and
flow. Furthermore, its compactibility was superior to that of Cellactose 80® and Ludipress
® but less
than that obtained for Prosolv SMCC 90®. The dilution potential was similar to that obtained for the
other commercial materials. However, the agglomerate showed a high reworking susceptibility and
was less lubricant sensitive than Prosolv SMCC 90® and Ludipress
®. Furthermore, formulations
containing 600 mg of gemfibrozil had the highest percentage of dissolution fulfilling the S2
criterion of the USP 38. CONCLUSION: It was possible to develop a new multifunctional
excipient by in-situ agglomeration of sorbitol and anhydrous calcium phosphate (95: 5). It showed
adequate tableting properties and can be used in direct compression applications with formulations
containing active ingredients having poor mechanical properties such as gemfibrozil.
Keywords:
Sorbitol, anhydrous calcium diphosphate, multivariate analysis, gemfibrozil, coprocessing

4
PLANTEAMIENTO DEL PROBLEMA
Las tabletas son la forma farmacéutica de mayor aceptación, correspondiendo al 70% del total de
los fármacos comercializados en el mundo. Entre las razones para su amplia acogida entre los
pacientes están su fácil administración, buena estabilidad química y microbiológica, bajo costo,
menor toxicidad y facilidad de empaque y transporte (1).
Las tabletas o también llamados comprimidos pueden ser manufacturados por granulación húmeda,
granulación seca, compresión directa (DC) o por combinación de estas técnicas. La gran mayoría de
compañías farmacéuticas prefieren utilizar la tecnología de compresión directa debido a la
versatilidad y facilidad en los procesos productivos, los cortos tiempos de procesamiento que
requiere, a la reducción en las operaciones unitarias y al menor consumo energético (2).
La tendencia que más fuerza tiene en la actualidad es la fabricación de tabletas utilizando productos
directamente compresibles semielaborados, entre los cuales encontramos disponibles
comercialmente el acetaminofén DC(90%), ibuprofeno DC(85%), ciprofloxacina DC(65%), y
naproxeno DC(90%) entre otros. Estos fármacos se han hecho directamente compresibles debido a
un proceso previo de aglutinación con una pequeña cantidad fija de excipiente que le otorga estas
propiedades.
La mayoría de estos productos directamente compresibles semielaborados provienen de la China o
India argumentando que son de muy bajo costo y solo requieren la etapa de compresión,
disminuyendo casi en un 70% el tiempo regular de fabricación requerido para fabricar
comprimidos.
Desafortunadamente, en muchas ocasiones estos productos semielaborados no cumplen con los
requisitos mínimos de desempeño y pueden generan uno o varios de los siguientes problemas:
Farmacotécnicos: Adherencia de las caras de las tabletas al punzón superior, laminación,
decapado, baja resistencia a la ruptura, alta friabilidad, flujo pobre, alta rugosidad superficial y mala
apariencia física.
Biofarmacéuticos: Tiempos prolongados de desintegración y porcentajes de fármaco disuelvo
por fuera de los límites de especificación farmacopéica.
Estabilidad: El incumplimiento de las características fisicoquímicas y microbiológicas durante
la vida útil del producto.
Para dar solución a estos problemas, se requiere incluir en el producto excipientes adicionales con
mejores características físicas y funcionales y probablemente se necesita llevar a cabo otros
procesos tecnológicos, lo que genera sobrecostos en el proceso productivo y retrasos en los tiempos
de entrega.
Con la realización de este proyecto se pretendió formular un principio activo de manera que sea
directamente compresible, con los niveles de calidad requeridos y utilizando la tecnología
disponible en nuestro entorno, contribuyendo a la comunidad con la producción de medicamentos
óptimos y permitiendo la generación de nuevas fuentes de empleo.

5
MARCO TEÓRICO
A pesar de los grandes avances tecnológicos, la vía de administración oral de medicamentos es aún
la más importante y cómoda desde el punto de vista fisiológico. Entre las formas de dosificación
que se pueden administrar por esta vía se encuentran las líquidas, semisólidas y sólidas, estas
últimas son las más importantes y comprenden las cápsulas blandas y duras, tabletas, polvos y
gránulos. Entre estos, las tabletas tienen el mayor protagonismo debido a su fácil administración,
buena estabilidad química y microbiológica, permiten dosificar los principios activos de manera
adecuada, presentan baja toxicidad en comparación con otras formas farmacéuticas (ejem.
parenterales) debido a su reducida biodisponibilidad, bajo costo y facilidad en empaque y transporte
(3).
Las tabletas pueden ser manufacturadas por vía húmeda, vía seca o combinación de ambas
tecnologías. La granulación por vía húmeda implica el amasado de una mezcla de polvos utilizando
una solución o dispersión aglutinante y se lleva a cabo un proceso de tamizaje húmedo. El líquido
aglutinante es posteriormente eliminado mediante procesos de secado y finalmente el material seco
se somete a un proceso de tamizaje para la obtención de partículas de tamaño homogéneo. Por otra
parte, en la granulación por vía seca no se requiere la adición de líquidos aglutinantes, pero sí de
excipientes con muy buenas propiedades autoaglutinantes. Este tipo de tecnología puede realizarse
por dos métodos. El primero es por compactación de rodillos donde las partículas se aglomeran
cuando son sometidas a altas presiones a través de su paso por rodillos formando láminas. Estas son
luego sometidas a un proceso de molienda o para obtener gránulos de un tamaño deseado. Es
importante que estos gránulos se lubriquen antes del proceso de tableteado. En el segundo método
se utiliza un proceso de doble compresión donde la mezcla de materiales se somete a una
precompresión para formar lingotes o tabletas de gran tamaño y baja resistencia a la ruptura que con
posterior molienda o tamizaje forman gránulos homogéneos que son luego comprimidos en tamaños
convencionales (4).
Una nueva tecnología por vía seca que ha alcanzado un gran auge en los últimos 20 años es la
compresión directa. En esta, la mezcla de excipientes y principio activo se somete, a un proceso de
lubricación y posterior compresión. Por esta razón, la mayoría de las compañías farmacéuticas han
adoptado esta tecnología debido a que, implica una menor cantidad de operaciones unitarias, no
expone los materiales al calor directamente ni a la humedad durante los procesos de fabricación, lo
que favorece la estabilidad del producto, además de hacer el proceso altamente económico y
simplifica su validación (5).
Como se discutió anteriormente, una nueva opción para la fabricación de comprimidos, es la
utilización de principios activos semielaborados. Este tipo de productos contienen una cantidad fija
de principio activo y excipientes desarrollados por una tecnología definida. Si se utiliza este tipo de
productos, solo se requiere llevar a cabo el proceso de compresión, simplificando significativamente
el proceso de fabricación.
Ventajas y limitantes de la tecnología de compresión directa (6):
Ventajas:
Reducción de costos: Implica menos operaciones unitarias, por lo tanto se utilizan menos
equipos, menor cantidad de energía, menor número de áreas de trabajo y menos personal
involucrado, lo que reduce notablemente los costos de producción.

6
Estabilidad: Debido a que la humectación y el secado son eliminados del proceso productivo,
los principios activos sensibles a la humedad y la temperatura presentan una menor posibilidad
de sufrir reacciones de degradación.
Velocidad de disolución: Las tabletas preparadas por compresión directa se desintegran en
partículas primarias del principio activo y no en gránulos, lo que permite una mayor área
superficial de contacto con el medio acuoso y por lo tanto, los tiempos de disolución se
reducen.
Contaminación microbiana: Debido a la ausencia de agua en el proceso productivo y a los
cortos tiempos de producción, el riesgo de crecimiento microbiano es muy bajo.
Limitantes:
Segregación: La tecnología de compresión directa es más susceptible a la segregación
(separación de los componentes) debido a la diferencia de densidades presentes entre el
principio activo y los excipientes.
Mayor costo: Los excipientes utilizados en una compresión directa requieren procesos
especializados de manufactura para lograr propiedades especiales como buena compresibilidad,
compactabilidad y flujo. Algunos de los excipientes utilizados comúnmente en la compresión
directa son la lactosa secada por aspersión, almidón de maíz pregelatinizado, celulosa
microcristalina y manitol secado por aspersión.
Debido a que la mayor parte de los excipientes disponibles comercialmente no poseen todas las
características requeridas para la compresión directa, se necesita desarrollar nuevos materiales con
características mejoradas y con una alta funcionalidad. Una estrategia para desarrollar excipientes
de alta funcionalidad es por coprocesamiento. Esta tecnología permite que dos o más materiales se
combinen e interactúen a nivel sub-particular con el objetivo de sinergizar la funcionalidad y
enmascarar las propiedades inadecuadas de cada uno de ellos. Un excipiente coprocesado posee
propiedades superiores en comparación con la mezcla física de los componentes que lo conforman.
Idealmente un excipiente coprocesado debe presentar las siguientes ventajas:
Ausencia de cambios químicos: La modificación de las propiedades de desempeño no debe
alterar las características químicas de los materiales facilitando el desarrollo de un producto
farmacéutico debido a que no se requieren ensayos de toxicidad exigidos por los entes
regulatorios para los materiales nuevos.
Buen flujo: Las características de tamaño y forma de las partículas se pueden optimizar para
lograr un buen flujo.
Compresibilidad mejorada: Si se controla el tamaño y distribución de partícula al igual que su
morfología y densidades se puede aumentar o disminuir la compresibilidad dependiendo de la
densidad y dosis del fármaco a utilizar.
Mejor potencial de dilución: El potencial de dilución es la capacidad que tiene un excipiente
de mantener su compresibilidad aun cuando es combinado con una sustancia pobremente
compresible. La Cellactose® (coprocesado de lactosa y celulosa) presenta mejor potencial de
dilución que la mezcla de sus componentes individuales.
Variación en el llenado: Los excipientes para compresión directa presentan alta variación en el
llenado si poseen pobres propiedades de flujo. Los materiales coprocesados presentan tamaños
de partículas con alta uniformidad, lo que mejora las características de llenado (7).

7
Para el estudio de las propiedades de compactación de los sólidos de interés farmacéutico se han
planteado diferentes modelos matemáticos que permiten explicar los diferentes comportamientos
que presentan los materiales en relación con las fuerzas aplicadas, lo que ha permitido caracterizar
el proceso de compresión. Los modelos más utilizados son los de Heckel, Kawakita (8) y
Leuenberger (9,10).
JUSTIFICACIÓN
Los comprimidos por ser la forma farmacéutica de mayor consumo y aceptación a nivel mundial
han llevado a las industrias manufactureras a optimizar los procesos de fabricación para poder
satisfacer la creciente demanda. La alternativa más utilizada para disminuir los tiempos de
manufactura ha sido la utilización del proceso de compresión directa, el cual en comparación con la
vía húmeda de fabricación de medicamentos requiere menos tiempo, menos operaciones unitarias,
menor consumo de energía y mejora la estabilidad de los principios activos sensibles al calor y a la
humedad (2).
La versatilidad de la tecnología de compresión directa está dada por las características de los
excipientes utilizados, los cuales mejoran las propiedades de flujo, compresibilidad y
compactibilidad de principios activos con propiedades farmacotécnicas pobres.
Comercialmente se conocen dos modalidades de aplicación de la tecnología de compresión directa:
(i) utilizando excipientes para compresión directa, (ii) o con la adquisición de semielaborados
directamente compresibles (formulaciones para compresión directa). Los semielaborados
directamente compresibles son importados, principalmente de la China y de la India y en algunas
ocasiones, no cumplen los requisitos de desempeño requeridos, generando retrasos en las
operaciones y sobrecostos, afectando la competitividad en el mercado de los medicamentos
genéricos.
El desarrollo de excipientes coprocesados y semielaborados directamente compresibles
(formulaciones para compresión directa) en el entorno colombiano, además de ser una fortaleza
tecnológica, puede mejorar la competitividad de la industria nacional y mejorar los indicadores
sociales a través de generación de nuevos empleos en la profesión farmacéutica.
La metodología que se utiliza actualmente para la fabricación de nuevos excipientes de alto
desempeño es el coprocesamiento, donde se combinan dos o más excipientes utilizando una
tecnología apropiada para obtener un nuevo excipiente de características mejoradas (11).
Para la realización del nuevo excipiente coprocesado se van a utilizar el sorbitol y el fosfato de
calcio anhidro debido a:
No se encuentran reportes en la literatura que combinen estos dos excipientes en un material un
coprocesado, por lo tanto el nuevo desarrollo puede constituirse como una novedad en el estado
del arte.
El sorbitol y el fosfato de calcio tienen características de deformación complementarias.
Mientras que el sorbitol presenta un mecanismo de deformación plástica y es sensible a los
lubricantes hidrofóbicos, el fosfato calcio es un material quebradizo y es poco sensible a los
lubricantes hidrofóbicos (3,12).

8
HIPÓTESIS
La interacción física a nivel de partícula entre el sorbitol y fosfato de calcio anhidro logrado por
aglomeración in-situ mejora las propiedades farmacotécnicas y de tableteado permitiendo su
aplicación potencial como excipiente de compresión directa.
OBJETIVOS
Objetivo general
Desarrollar un excipiente coprocesado a base de sorbitol y fosfato de calcio anhidro que pueda ser
utilizado como agente de compresión directa de fármacos incompresibles.
Objetivos específicos
Seleccionar un principio activo como fármaco modelo con propiedades farmacotécnicas pobres
Evaluar las siguientes tecnologías de coprocesamiento; secado por aspersión, coprecipitación,
granulación por fusión y aglomeración, y seleccionar la más práctica para la producción del
nuevo excipiente
Realizar pruebas de funcionales del nuevo coprocesado
Realizar un estudio comparativo de las propiedades de compactación del nuevo excipiente en
relación con los coprocesados comerciales: Prosolv SMCC 90®
(Celulosa microcristalina:
dióxido de silicio coloidal (98:2)), Cellactose 80®
(α-lactosa monohidrato: celulosa en polvo
(75:25)) y Ludipress®(α-Lactosa monohidrato: Polivinilpirrolidona: Crospovidona (93:3.5:3.5))
Realizar pruebas de disolución in-vitro según la USP vigente utilizando el coprocesado
seleccionado y el principio activo de propiedades farmacotécnicas pobres seleccionado.
MATERIALES Y MÉTODOS
MATERIALES
Prosolv SMCC 90® (lote 6909030220) fue obtenido de JRS Pharma (Rosenberg, Alemania).
Estearato de magnesio (lote 25654) fue comprado a Minerales Rio Tinto (Luzenac Val Chisone SA). Sorbitol (lote 20140405) y Fosfato de calcio anhidro (lote BCU250711) fueron obtenidos de
Shandong Ruiyang Pharmaceutical Technology (Longwood, USA) e Innophos (Cranbury, NJ,
USA), respectivamente. Gemfibrozil (lote 241303947010) fue suministrado por Chemo Lugano branch (Lugano, Suiza). Cellactose 80
® (lote 1321) fue comprado a Meggle (Wasserburg.
Alemania), Ludipress® (lote 71036447G0), Crospovidona (lote 2912588Q0) y Lauril sulfato de
sodio (lote 0012730186) fueron comprados a BASF (Evionnaz, Suiza).
FASE I: SELECCIÓN DEL FÁRMACO MODELO, EXCIPIENTES A COPROCESAR Y
TECNOLOGÍA DE COPROCESAMIENTO
SELECCIÓN DEL FÁRMACO MODELO
Los fármacos candidatos a ser productos directamente compresibles deben poseer propiedades
mecánicas pobres como baja compactibilidad además un flujo pobre y alta adherencia a los
punzones o matrices utilizados en los procesos de manufactura de comprimidos. Además deben
poseer las siguientes características:

9
Los fármacos deben ser actualmente procesados en la industria únicamente por granulación
húmeda
Deben existir pocos o ningún proveedor del fármaco como activo directamente compresible
El fármaco debe ser poco soluble en agua
Los reportes científicos que relacionan el fármaco con procesos de compresión directa deben
ser pocos o inexistentes, lo que puede permitir que los resultados obtenidos se constituyan como
novedades en el estado del arte
El fármaco candidato a ser directamente compresible debe ser altamente comercializado en el
mercado de los medicamentos genéricos, para que el posible desarrollo pueda tener un impacto
favorable a nivel industrial y social en cuanto a la asequibilidad al medicamento y desempeño
terapéutico adecuado
Los principios activos evaluados fueron los siguientes:
Ibuprofeno, carbonato de calcio, loratadina, nimesulida, tinidazol, trimebutina maleato,
gemfibrozilo, metocarbamol, tiamina clorhidrato, ácido fólico, metoprolol tartrato, cetirizina
diclorhidrato y naproxeno base.
La caracterización y selección del principio activo modelo se llevó a cabo teniendo en cuenta las
siguientes características y pruebas:
Solubilidad acuosa: Esta se tomó de reportes de la literatura científica a 25°C.
Resistencia a la ruptura: El principio activo puro se comprimió utilizando una tableteadora
monopunzónica, (Compac 060804, Indemec Colombia) equipada con punzones de cara plana
de 13- mm. Las tabletas fueron obtenidas a una fuerza de compresión de 200 MPa. La dureza de
las tabletas fue obtenida utilizando un durómetro Vankel (U.K. 2000, Manasquan, NJ, USA).
Compresibilidad: La densidad aparente fue determinada tomando 3 g de muestra en una
probeta graduada de 10 mL. La densidad asentada fue medida después de someter la muestra a
250 golpes (taps) utilizando un analizador Auto-tap (AT-2, Quantachrome instruments, USA).
La compresibilidad de cada uno de los materiales fue obtenida utilizando el modelo de
Kawakita (8):
(1)
Dónde:
N= Número de golpes (taps)
Vi= Volumen inicial
Vn= Volumen en cada golpe
a= Constante relacionada con la reducción de volumen del material (índice de compresibilidad)
b= Se relaciona con las fuerzas de fricción y cohesión relacionadas con la compresión

10
Flujo: Fue determinado llenando un embudo de vidrio (13 mm de diámetro del cuello) con
aproximadamente 2 g de material para posteriormente medir el tiempo de drenaje. Fue
expresada como g/s.
Vigilancia tecnológica: Se realizó por búsqueda electrónica en “google” utilizando como
parámetros de búsqueda el nombre del activo y la abreviatura DC (Direct compression).
SELECCIÓN DE LOS EXCIPIENTES A UTILIZAR (3)
Los materiales procesados más utilizados para los procesos de compresión directa son los
siguientes:
Alfa lactosa: Esta posee buenas propiedades de flujo y no reacciona con principios activos
sensibles a la humedad. Tiene buenas propiedades de tableteado y alto potencial de dilución.
Sin embargo, reacciona con aminas y materiales alcalinos. Su funcionalidad depende de su
forma polimórfica.
Almidón de maíz pregelatinizado: Es muy económico, tiene buen flujo y permite
homogenizar adecuadamente los principios activos cuando se utiliza por granulación húmeda.
Tiene propiedades autolubricantes. Es muy versátil, puede ser utilizado para compresión
directa, vía húmeda y para formular tabletas, cápsulas y perlas. Tiene buenas propiedades de
compresibilidad y es muy sensible a lubricantes alcalinos. Cuando se trabaja en tableteadoras de
alta velocidad, es susceptible de sufrir decapado y puede aumentar los tiempos de
desintegración de tabletas.
Celulosa microcristalina: Tiene buena compactabilidad y compresibilidad. Su bajo contenido
de humedad facilita el deslizamiento de los cristales en el proceso de compresión disminuyendo
el decapado. Sin embargo, es un excipiente costoso y tiene un flujo pobre. La granulación
húmeda afecta sus propiedades de compactabilidad. En combinación con el estearato de
magnesio produce tabletas con decapado y laminación. Las donde es utilizada requieren la
adición de desintegrantes.
Fosfato de calcio: Es muy económico. Sus formas anhidras e hidratadas pueden ser utilizadas
para la granulación húmeda y compresión directa, respectivamente. Es relativamente insensible
a lubricantes alcalinos. Sin embargo, requiere la adición de lubricantes y desintegrantes y sus
tabletas poseen alta porosidad y son poco compresibles. Durante su almacenamiento tiende a
compactarse disminuyendo la velocidad de disolución.
Sorbitol: Su forma cristalina gama presenta buenas propiedades de compactación, disolución y
desintegración. También presenta buenas propiedades de compresión. Sin embargo, es muy
higroscópico ya que a humedades relativas (HR) mayores del 60%, puede volverse líquido y a
bajas HR se recristaliza. Además, a HR mayor del 50% puede adherirse a los punzones durante
el proceso de compresión.

11
Manitol: Es menos higroscópico que el sorbitol. Su forma granular le da buen flujo y
propiedades aglutinantes. Además, la forma alfa presenta buenas propiedades de
compactibilidad. Sin embargo, es más costoso que el sorbitol.
Dextrosa: Presenta mejor compactación cuando se utiliza en compresión directa que en la
granulación húmeda. Sin embargo, la dureza y friabilidad de las tabletas se incrementan durante
el almacenamiento. Es muy higroscópica y reacciona con los grupos aminos de los fármacos.
Lactato: Es un 40% más dulce que la sacarosa y no aumenta los niveles sanguíneos de glucosa.
Es de baja higroscopicidad, posee buen flujo y no es sensible a los lubricantes alcalinos. Sin
embargo, produce tabletas de menor dureza que el manitol o el sorbitol, pero posee una menor
tendencia al decapado.
Maltosa: No es higroscópica ni sensible al estearato de magnesio. Es más dulce que la
sacarosa. Sus tabletas presentan baja friabilidad y tiempos de desintegración rápidos. Sin
embargo, puede aumentar los niveles sanguíneos de glucosa en sangre.
Para la obtención del nuevo material coprocesado fueron seleccionados como excipientes el sorbitol
y el fosfato de calcio anhidro. Las razones de dicha selección son las siguientes: (i) éstos
excipientes poseen propiedades de deformación antagonistas, ya que el sorbitol es de deformación
plástica y el fosfato de calcio anhidro es muy quebradizo. Estas características permiten obtener un
nuevo excipiente con propiedades mejoradas. (ii) no existen reportes científicos de coprocesados
que combinen éstos dos excipientes, (iii) se pretende combinar y optimizar las buenas propiedades
de compactación que posee el sorbitol, con la excelente densificación y poca higroscopicidad que
caracteriza el fosfato de calcio anhidro.
SELECCIÓN DE LA TECNOLOGÍA A UTILIZAR
Para la obtención del material coprocesado se evaluaron las tecnologías que se describen a
continuación: secado por aspersión, granulación por fusión, coprecipitación y aglomeración. Cada
una de las tecnologías y a cada proporción evaluada de sorbitol y fosfato de calcio se le realizaron
pruebas según se detalla en el Anexo I: “Functionality enhancement of sorbitol and anhydrous
calcium diphosphate composites for direct compression applications”.
Secado por aspersión
La tecnología de secado por aspersión fue desarrollada durante las décadas del 1870 hasta 1900s,
pero su aplicación comercial solo se logró hasta 1920, con la fabricación de leche en polvo y
fórmulas lácteas para bebé (13). La utilización del secado por aspersión ha permitido desarrollar
métodos para la conservación de compuestos químicos sensibles a la degradación como enzimas,
proteínas y vitaminas. El secado por aspersión ha sido utilizado en la industria farmacéutica desde
1940 para la fabricación de excipientes y principios activos tales como antibióticos, analgésicos,
antiácidos y vitaminas (11). El mayor desarrollo de la técnica se dio durante la segunda guerra
mundial debido a la necesidad de reducir el peso de los alimentos a transportar. A partir de este
momento se despertó gran interés en esta tecnología, principalmente en el campo farmacéutico para
la producción de excipientes. Con la aplicación de esta tecnología, se pueden obtener materiales

12
sólidos a partir de soluciones, dispersiones o emulsiones líquidas utilizando un proceso de
aspersión y posterior secado (14).
Su aplicación farmacéutica va desde la producción de materiales directamente compresibles hasta la
obtención de microesferas conteniendo sustancias microencapsuladas (11). Se conocen dos
subdivisiones de ésta técnica: (i) secado por aspersión (spray-drying) y (ii) aspersión por
congelación (spray-congealing). Ambos procesos se fundamentan en la formación de gotas que
contienen el material suspendido. En el secado por aspersión, se aplica energía a la gota formada,
forzando la evaporación del medio a través de fenómenos de transferencia de masa y energía. En la
aspersión por congelación solamente se remueve energía de la gota haciendo que el producto
fundido se solidifique. La obtención de partículas pulverizadas utilizando el proceso de secado por
aspersión permite la obtención de partículas de tamaño homogéneo, composición y forma definida,
mejora la disolución, y controla la humedad residual (15).
El secado por aspersión también se ha utilizado para: (i) la producción de excipientes de flujo libre
como la lactosa secada por aspersión, producción de granulados farmacéuticos donde el aglutinante
se aplica al gránulo inicial aumentando la compresibilidad, estabilidad y disolución. De igual forma,
se pueden elaborar productos de liberación modificada, (iii) producción de microesferas
conteniendo fármacos en bajas dosis para la utilización en inhaladores, (iv) obtención de sólidos
amorfos estables, (v) microencapsulación para enmascarar olores y sabores desagradables. También
se utiliza para proteger sustancias lábiles a la oxidación como vitaminas (14).
El proceso comprende las siguientes etapas (Fig. 1)(14):
Concentración: El material a procesar se debe encontrar en un medio líquido ya sea como
solución, suspensión, dispersión o emulsión, para posteriormente someterse a un proceso de
secado, favoreciendo su concentración.
Atomización: El líquido concentrado es atomizado en pequeñas gotas, esta etapa crea la
condición óptima para lograr el secado del material y es el mecanismo fundamental para lograr
las características finales del material. Esta es la parte más crítica de la técnica debido a que es
la etapa donde el líquido se fragmenta hasta formar gotitas. La atomización se logra con la
utilización de boquillas. El atomizador controla la relación de masa y superficie para lograr
velocidades óptimas de evaporación de manera que se formen gotas con una alta área
superficial facilitando su rápida evaporación y mejorando la eficiencia térmica del proceso. La
atomización también regula la producción de partículas de tamaño, forma y densidad definidas
con un contenido de humedad uniforme. En la cámara de secado ocurre el mezclado de las
gotas formadas con aire caliente, permitiendo la evaporación del solvente y obtención del
material sólido.
Secado: El material atomizado entra en contacto con aire o gas inerte caliente. El gas caliente
suministra la energía requerida para la evaporación del solvente. El tamaño y geometría de la
cámara de secado permiten la dispersión del gas de secado, el cual es la parte fundamental para
el secado de las gotas.
Separación: Luego del proceso de secado, las partículas deben ser separadas por medio de
ciclones y filtros. Los materiales obtenidos se separan y colectan utilizando ciclones, filtros o
precipitadores electrostáticos. Las partículas así obtenidas son de forma definida (generalmente
esféricas) y de tamaño uniforme. Se pueden obtener partículas desde 1m hasta 1 mm. Otras

13
características del material como porosidad, densidad y humedad dependen de las condiciones
de operación utilizadas.
Fig. 1 Esquema del proceso de secado por aspersión (6)
El líquido a procesar debe tener baja viscosidad y concentración, ya que estas propiedades definen
las características de formación de las gotas y permiten controlar la uniformidad del proceso. La
tensión superficial también debe ser controlada. Por otra parte, la gravedad específica controla el
funcionamiento de pistolas, boquillas y bombas utilizadas en el proceso de aspersión. Otras
variables a controlar son la temperatura y volatilidad del solvente ya que afectan la viscosidad y la
tensión superficial, modificando las características de las gotas (14).
Granulación por fusión
La granulación por fusión es el proceso mediante el cual se puede obtener un nuevo material
coprocesado, haciendo pasar de manera forzada un material o una mezcla de principio activo y
excipiente a través de una matriz porosa. El proceso se hace utilizando condiciones controladas de
temperatura, presión, mezclado y velocidades de entrada y salida del material. La granulación por
fusión permite la obtención de un producto de densidad, forma y tamaño uniformes (16). Las etapas
del proceso son las siguientes (i) mezclado de polvos secos utilizando mezcladores convencionales,
(ii) adición de la fase fundida a la mezcla de polvos secos y posterior mezclado para lograr una
distribución homogénea, (iii) extracción de la masa fundida a través de mallas cilíndricas o tornillos
perforados con agujeros circulares de 0.5 a 2.0 mm de diámetro. El material obtenido es
posteriormente molido y secado, o se somete a esferonización para obtener gránulos esféricos
seguidos de secado (17).
Esta tecnología no requiere solventes, se desarrolla de manera rápida y continua, reduciendo de esta
forma los tiempos de producción, genera productos con muy buena uniformidad, permite procesar
materiales con un bajo índice de compresibilidad y propiedades de compactación pobres, además

14
los productos obtenidos son termodinámicamente estables (no se recristalizan) y por ser un sistema
cerrado se disminuye la posibilidad de contaminación microbiana. Sin embargo, por ser un proceso
que requiere calor, no es recomendado para productos termolábiles; los materiales poliméricos
utilizados deben tener muy buenas propiedades de flujo y por ser un proceso tan complejo se
requiere personal calificado y debidamente entrenado (17). El proceso de granulación por fusión se
puede dividir en cuatro etapas (ver figura 2):
(i) Alimentación, el cual permite el ingreso de material al sistema; (ii) transporte, donde el material
es transportado desde la zona de alimentación hasta la matriz. En esta etapa del proceso se realiza el
mezclado y la fusión de los materiales. (iii) Granulación, donde el material fundido se hace pasar a
través de la matriz o eje rotatorio axial. El tamaño y la forma del material dependen de las
características de la matriz (iv) Por último, el material que sale es enfriado y posteriormente cortado
hasta alcanzar el tamaño de partícula requerido (17).
Fig. 2 Esquema del proceso de granulación por fusión (6)
Coprecipitación
Esta tecnología utiliza solventes los cuales disuelven o dispersan los materiales para posteriormente
realizar un proceso de evaporación a presión reducida. Esta técnica también es conocida como
coevaporación (17). Por otra parte, en la coprecipitación dispersiones sólidas de uno o más
materiales de bajo peso molecular son incorporados en una matriz como por ejemplo el PVP
(polivinilpirrolidona) o polietilenglicol (PEG) 4000 o 6000 (17). Los coprecipitados se pueden
obtener por fusión, o precipitación a partir de solventes por un proceso donde se funde la matriz y
se adiciona otro material disuelto en un solvente apropiado. El aumento de la solubilidad y de la
velocidad de disolución en estos sistemas se debe a (18) :
Disminución del tamaño de las partículas dispersas
Amorficidad de las partículas dispersas
El posible efecto de solubilización del polímero sobre las partículas dispersas del material
Ausencia de agregados o de aglomeración de partículas
Aumento de la humectación del sólido finamente dividido, lo que acrecienta su área superficial

15
Cristalización en formas metaestables
El tamaño molecular del polímero en estos sistemas debe ser considerablemente mayor que el del
material dispersado. Por este motivo, los materiales más utilizados son la polivinilpirrolidona (PVP)
y los polietilenglicoles (PEG) de pesos moleculares de 1 a 20 kDa, los cuales favorecen la
formación de dispersiones sólidas. La principal ventaja de los materiales resultantes son la rápida
disolución y la mejor biodisponibilidad si el material dispersado es un fármaco. Sin embargo,
pueden ocurrir cambios en la estructura cristalina de algunos materiales amorfos y endurecimiento
de tabletas durante el almacenamiento (18).
El esquema del proceso de coprecipitación se encuentra relacionado en la Figura 3.
Fig. 3 Esquema del proceso de coprecipitación (6)
Aglomeración
Es un proceso mediante el cual se puede convertir un sólido (polvo) en pequeñas unidades de forma
regular o aglomerados (17). El proceso de aglomeración implica la adición de una dispersión acuosa
de un aglutinante sobre una mezcla previa de excipientes seguida de un proceso de secado y
tamizaje. Durante la aglomeración no se forman partículas esféricas de tamaño pequeño, pero si
permite la obtención de materiales densificados y con propiedades de flujo mejoradas. La principal
ventaja de esta tecnología es la producción de gránulos de flujo libre y baja friabilidad (6).
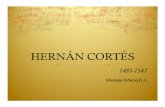
Un aglomerador consiste en una carcasa con un plato de fricción que presenta una serie de
rugosidades en su superficie y se puede inclinar en diferentes ángulos (Fig. 4). El diámetro del plato
puede ser de 10 cm a 100 cm (19). El material húmedo se deposita en el interior del plato y al girar
a velocidades controladas se comienzan a formar pequeñas partículas densificadas. Esta
característica es debida al movimiento que desarrollan las partículas al interior del equipo. Este
movimiento es generado por la fuerza centrípeta debida a la rotación del plato en el sentido de las
manecillas del reloj y a la angulación del plato. Como resultado, las partículas son arrojadas contra
la pared del plato y debido a la angulación de la superficie se elevan hasta determinada altura y

16
vuelven a caer formando un movimiento de cascada en espiral. Por lo tanto, surgen diferentes
fuerzas de fricción y alisamiento de la superficie de las partículas como consecuencia de los
diferentes choques generados (20).
Las variables que afectan el proceso son la cantidad de agente humectante utilizado y las
características de plasticidad de los materiales empleados. Sin embargo, hay otras variables propias
del equipo que afectan la calidad final del material obtenido como la velocidad de giro del plato de
fricción, la carga, ángulo y el tiempo de operación (20).
El aumento en la velocidad incrementa la evaporación del solvente, mientras que si se aumenta la
carga, el tiempo de secado aumenta y se generan partículas de mayor tamaño y con mayor densidad.
Los incrementos en el tiempo de residencia en el plato disminuyen la rugosidad de los materiales y
aumentan los tamaños de partículas. También, el incremento en el tiempo o en la velocidad de
operación, aumentan la densidad y disminuyen la friabilidad de las partículas resultantes (20).
La adherencia del material a las paredes del equipo se puede eliminar utilizando sistemas de
inyección de aire y con la utilización de sistemas de corte radial. Debido a que el aumento en la
capacidad del plato ha generado problemas en el escalamiento, se han desarrollado sistemas de
doble cilindro, los cuales procesan hasta 160 kg/h (20).
En la figura 4 se referencia una fotografía de un equipo de aglomeración.
Fig. 4 Imagen de un aglomerador de polvos rotatorio
Disco rotatorio
Bomba peristáltica
Panel de control
Regulador de angulación

17
En el Anexo 1 “Functionality enhacement of sorbitol and anhydrous calcium diphosphate
composites for direct compression applications” se estudia la influencia de la tecnología de
coprocesamiento en las propiedades de polvo y de tableteado de los materiales obtenidos.
A los materiales obtenidos se les evaluaron las siguientes propiedades:
Distribución de tamaño de partícula: Se tomaron 20 g de material y se fraccionaron
utilizando un Ro-Tap (RX29,W.S. Tyler company, Mentor, OH) utilizando tamices de acero
inoxidable de 250, 177, 150, 125, 75 y 45 µm. Se determinó el tamaño medio de partícula a
partir de la distribución log-normal de la gráfica de diámetro medio versus porcentaje de
frecuencia acumulada. Para el análisis de datos se utilizó el software Minitab (v. 16, Minitab,
Inc, State college PA).
Densidad verdadera: Se tomaron aproximadamente 10 cm3 de cada material y se analizaron en
un micropicnometro de Helio (AccupycII 1340, Micromeritics Corp. USA).
Densidad aparente y densidad por asentamiento: Se tomaron 20 g de cada uno de los
materiales obtenidos y su volumen fue medido en una probeta graduada de 50 cm3. Para la
determinación de la densidad asentada se utiliza un Auto-tap (AT-2, Quantachrome
instruments, USA) midiendo el volumen hasta 400 golpes.
Porosidad del polvo: Se determinó a partir de la ecuación:
Ɛ = [1- (ρaparente/ρverdadera)] x 100 (2)
Contenido de humedad: Se determinó utilizando una balanza de infrarrojo (MB200, OHaus,
NJ, USA) a 105°C por 10 minutos.
Flujo: Fue determinado llenando un embudo de vidrio (13 mm de diámetro del cuello) con
aproximadamente 2 g de material para posteriormente medir el tiempo de drenaje. Fue
expresado como g/s.
Elaboración de comprimidos: Con cada uno de los materiales se elaboraron comprimidos
cilíndricos de 1 g, utilizando una tableteadora monopunzónica (Compac, 060804, Indemec,
Colombia) equipada con matrices y punzones de caras planas de 13 mm. La presión de
compresión fue aproximadamente 150 MPa y los tiempos de consolidación de 1 segundo.
Resistencia a la ruptura de los comprimidos: Se determinó utilizando un durómetro (Vankel
UK 2000, Manasquan, NJ, USA).
Desintegración: Se determinó utilizando un equipo de desintegración (39-133-115, Hanson
Research Corp., Northidge, USA).
El análisis estadístico de los datos obtenidos se realizó utilizando la técnica de análisis de
componente principal. El software utilizado fue Minitab (v. 16, Minitab, Inc, State college PA).

18
Todos los resultados obtenidos y su correspondiente análisis se encuentran relacionados en el anexo
1 “Functionality enhacement of sorbitol and anhydrous calcium diphosphate composites for direct
compression applications”.
FASE II: SELECCIÓN DE LA PROPORCIÓN ÓPTIMA DE EXCIPIENTES EN EL
COPROCESADO
Las proporciones de fosfato de calcio anhidro evaluadas se encontraron comprendidas entre el 5 y el
98%. En el Anexo 2 “Assessment of the tableting characteristics of a novel sorbitol and anhydrous
calcium diphosphate composites” se estudia el efecto del nivel de fosfato de calcio anhidro en las
propiedades de tableteado de los materiales obtenidos.
Con los materiales obtenidos se elaboraron comprimidos de aproximadamente 300 mg en una
tableteadora monopunzónica (Compac 060804, Indemec, Colombia) equipada con punzones de
cara plana de 6.5 mm a tiempos de consolidación de 1 y 30 segundos. Las presiones de compresión
se encontraron en el rango de 10 a 300 MPa y posteriormente se realizaron las siguientes
determinaciones:
Fuerzas de ejección y compactación: Fueron medidas directamente a utilizando una celda de
carga (LCGD-10k, Omega (Model DP25B-S, Omega Enginnering , Inc., Stamford, CT),
conectada a un medidor de tensión. Los comprimidos fueron analizados inmediatamente
después de eyectados.
Fuerza de tensión de los comprimidos: Los datos de resistencia a la ruptura obtenidos con un
durómetro (U.K. 200, Vankel, Manasquan, NJ, U.S.A) fueron transformados a fuerza de tensión
radial usando la ecuación de Fell and Newton (21) para comprimidos cilíndricos. La velocidad
del pistón fue 3.5 mm/s.
Susceptibidad a la velocidad de compresión: Se determinó calculando el porcentaje de
variación en la presión de compresión obtenida a tiempos de consolidación de 1 y 30 segundos.
La presión de compresión obtenida se determinó utilizando el modelo de Heckel (22).
Compresibilidad, densificación total de los comprimidos, densificación por llenado de
matriz, densificación de los comprimidos por reorganización/fragmentación y presión
obtenida (Py): fueron determinadas a partir del modelo de Heckel (22).
Compactabilidad: Fue determinada a partir de las fuerzas de tensión utilizando el modelo de
Leuenberger (10).
Absorción de agua: La absorción de agua de los comprimidos fue determinada a partir del
porcentaje en peso ganado por las muestras luego de estar almacenadas en una cámara a una humedad relativa del 100% y durante un periodo de 15 días.
Recuperación elástica: Se elaboraron comprimidos de aproximadamente 300 mg a una
porosidad del 20%. El ancho de las tabletas fue medido inmediatamente después de eyectadas (sensibilidad, 0.01 mm) y luego de 15 días utilizando el procedimiento descrito por Armstrong
(23).

19
Tiempo de desintegración: Las tabletas se sometieron a la prueba utilizando agua destilada a
37°C empleando un equipo de desintegración Erweka GmbH (39-133-115, Hanson Research
Corporation, Northridge, CA) a 20 vaivenes/min.
Sensibilidad al lubricante: Los lubricantes modelo seleccionados fueron: estearato de
magnesio, acido esteárico y talco. Se prepararon lotes de aproximadamente 10 g de una mezcla
(99:1) de excipiente:lubricante y posteriormente se pasaron a través de un tamiz # 60 (250 µm)
y se mezclaron separadamente en un Mezclador en V (Riddhi Pharma Machinery, Gualabnagar, India) durante 5 minutos. Posteriormente se prepararon comprimidos a un tiempo
de consolidación de 1 segundo. La presión de compactación se ajustó hasta alcanzar una
porosidad del 20%. La sensibilidad al lubricante fue expresada como (LSR):
(3)
Donde, H0 and Hlub son las fuerzas de tensión de los comprimidos preparados con y sin lubricante, respectivamente.
Todos los resultados obtenidos y su correspondiente análisis se encuentran relacionados en el anexo II ”Assessment of the tableting characteristics of a novel sorbitol and anhydrous calcium
diphosphate composites”
FASE III: ESTUDIOS COMPARATIVOS CON COPROCESADOS COMERCIALES
Por último, en el Anexo 3 “A new enhanced sorbitol: calcium diphosphate composite as a direct
compression excipient: A comparative study” se describe el estudio comparativo del nuevo
excipiente coprocesado teniendo en cuenta sus propiedades farmacotécnicas en comparación con
los coprocesados comerciales de Prosolv SMCC 90®, Cellactose 80
® y Ludipress
®.
Prueba de disolución: Para evaluar el desempeño en disolución del nuevo coprocesado, se realizó
una formulación conteniendo 600 mg de gemfibrozilo, 25 mg de crospovidona, 32 mg de lauril
sufato de sodio, 17 mg de estearato de magnesio y 142 mg del excipiente en prueba. Los materiales
fueron mezclados utilizando mortero y pistilo y posteriormente fueron comprimidos utilizando una
tableteadora monopunzónica (Compac 060804, indemec, Colombia) a ~75MPa para formar
matrices cilíndricas. Las pruebas de disolución fueron realizadas utilizando un equipo Erweka
(DT6-K, Erweka GmbH, Milford, CT), aparato 2 operado a 37°C y 50 rpm y 30 minutos. Como
medio de disolución se utilizaron 900 mL de buffer fosfato pH 7.5. Cumplido el tiempo de la
prueba, de cada vaso se tomaron alícuotas de 5.0 mL debidamente filtradas y se diluyeron a 50 mL
con NaOH 1N. La concentración de gemfibrozilo fue determinada por análisis UV (HACH DR500,
HACXH company, loveland , CO) a 274 nm de acuerdo a las especificaciones USP 38 NF 33.
Los resultados obtenidos y su correspondiente análisis se encuentran descritos en el Anexo 3.
“A new enhanced sorbitol: calcium diphosphate composite as a direct compression excipient: A
comparative study”.

20
RESULTADOS Y DISCUSIÓN
FASE I: SELECCIÓN DEL FÁRMACO MODELO, EXCIPIENTES A COPROCESAR Y
TECNOLOGÍA DE COPROCESAMIENTO
SELECCIÓN DEL PRINCIPIO ACTIVO
Los parámetros utilizados para la selección del principio activo se encuentran relacionados en la
Tabla 1.
Tabla 1. Propiedades de los principios activos evaluados
Principio activo Flujo (g/s) Resistencia a la
ruptura (Newton)
Compresibilidad
(%)
Solubilidad en
agua a 25°C
(mg/mL)
Referencia
Ácido fólico 20 30 41 0.0016 (24)
Carbonato de calcio 118 10 35 0.0013 (25)
Cetirizina.2HCl 20 0 23 101.3 (26)
Gemfibrozilo 46 9 39 0.0278 (27)
Ibuprofeno 40 30 31 0.021 (28)
Loratadina 16 130 35 0.0134 (29)
Metocarbamol 25 80 33 4.210 (30)
Metoprolol tartrato 16 98 35 1000 (31)
Naproxeno 18 87 35 0.0159 (32)
Nimesulida 21 95 44 0.0182 (33)
Tiamina.HCl 17 50 26 1000 (25)
Tinidazol 32 25 51 3.03 (34)
Trimebutina maleato
37 28 36 50 (35)
Posteriormente los datos contenidos en la Tabla 1, excepto la solubilidad, se representaron en una
gráfica radial donde fue posible visualizar tendencias de las 3 pruebas farmacotécnicas evaluadas
(Fig. 5). Esta figura permitió observar que los materiales que presentaron el desempeño más
deficiente en términos de las variables evaluadas fueron: gemfibrozilo, tinidazol, ibuprofeno,
cetirizina diclorhidrato y ácido fólico. Se encontró que el gemfibrozilo además de ser un principio
activo de pobre desempeño farmacotécnico según se indica en la Figura 5, también mostró muy baja
solubilidad en agua según reportan algunos autores (ver Tabla 1)

21
Fig. 5. Propiedades farmacotécnicas básicas de los principios activos evaluados
Vigilancia tecnológica: La consulta fue realizada en “google” en el formato búsqueda avanzada
y evaluando la cantidad de oferentes de compresión directa y número de publicaciones que
relacionan el activo con aspectos de compresión directa. Los resultados se encuentran reportados en
la Tabla 2. La revisión bibliográfica reportada fue realizada durante el periodo comprendido entre
Enero-Marzo de 2014.
Tabla 2. Oferentes y reportes que relacionan los fármacos estudiados con procesos de compresión
directa
Principio activo No. de fabricantes No. de publicaciones (%)
Ácido fólico 0 7/300 (2.3%)
Carbonato de calcio 8 (Calcium carbonate DC 90) 7/410 (1.7%)
Cetirizina.2HCl 0 12/300 (4.0%)
Gemfibrozilo 0 3/392 (0.8%)
Ibuprofeno > 10 ( Ibuprofen DC 85) 20/300 (6.7%)
Loratadina 0 22/300 (7.3%)
Metocarbamol > 10 ( Metocarbamol DC 90) 0%
Metoprolol tartrato 0 0%
Naproxeno 3 (Naproxen DC) 8/360 (2.2%)
Nimesulida 0 20/300 (6.7%)
Tiamina.HCl 3 12/200 (6.0%)
020406080
100120140Gemfibrozilo
Nimesulida
Carbonato decalcio
Metocarbamol
Ácido fólico
Cetirizinadiclorhidrato
IbuprofenoLoratadina
Tiaminaclorhidrato
Tinidazol
Naproxeno
Metoprololtartrato
Trimebutinamaleato
Flujo (g/s)
Resistencia a la ruptura (N)
Compresibilidad(%)

22
Tinidazol 0 4/250 (1.6%)
Trimebutina maleato 0 6/200 (3.0%)
En la columna 3, el porcentaje es obtenido relacionando artículos de compresión directa con el total
de artículos obtenidos en la búsqueda. Teniendo en cuenta los resultados de la búsqueda
bibliográfica y las propiedades de desempeño de cada uno de los materiales evaluados, se encontró
que el gemfibrozilo es el principio activo más apropiado como modelo para la correspondiente
evaluación frente a un nuevo excipiente de compresión directa debido a su baja solubilidad en agua,
a sus pobres propiedades de compresión y a los pocos reportes que relacionen este principio activo
con procesos de compresión directa.
SELECCIÓN Y CARACTERIZACIÓN DE LOS EXCIPIENTES
Los excipientes seleccionados para el coprocesamiento fueron el sorbitol (SOR) y fosfato de calcio
anhidro (ACD). Estos materiales se caracterizan por tener propiedades antagónicas y
complementarias en términos de solubilidad en agua, porosidad, flujo y grado de plasticidad. Las
propiedades físicas de dichos materiales se encuentran relacionadas en la Tabla 3.
Tabla 3. Propiedades físicas del SOR y ACD (36)
Propiedad Sorbitol Fosfato de calcio
anhidro
Deformación Plástica Quebradiza
Sensibilidad a lubricantes
hidrofóbicos
Generalmente sensible Poco sensible
Punto de fusión
(°C) 95 1400
Solubilidad en
agua a 25°C 1.0 g/mL 1.0 g/L
Peso molecular
(g/mol) 182.17 136.06
Fórmula molecular C6H14O CaHPO4
Fórmula
estructural

23
CARACTERIZACIÓN DE LOS EXCIPIENTES
Ambos materiales cumplieron todas las pruebas fisicoquímicas y microbiológicas descritas en la
USP 37 (Ver anexo 4). La figura 6 muestra el espectro infrarrojo del SOR y ACD, respectivamente.
En la región comprendida entre 3750 y 3300 cm-1
se presenta el alargamiento O-H característico,
muy intenso en el SOR debido a la cantidad de hidroxilos presentes y esta banda aparece muy
reducida en el ACD posiblemente atribuida a trazas de agua residual.
Fig. 6 Espectros FT-IR del SOR y ACD
En el SOR se observa alargamiento C-H en la región comprendida entre 3000-2700 cm-1
y bandas
atribuibles a alargamientos CH2 comprendidas entre 2930- 2850 cm-1
.
598,68
884,83
1083,41
1390,65
1647,272939,91
3406,00
3745,67
0,0
0,5
1,0
1,5
2,0
2,5
3,0
3,5
4,0
4,5
5,0
%T
500 1000 1500 2000 2500 3000 3500 4000
Wav enumbers (cm-1)
573,10
898,68
1067,321131,29
1385,35
1652,03
2374,33
3424,72
0,0
0,5
1,0
1,5
2,0
2,5
3,0
3,5
4,0
4,5
5,0
5,5
6,0
6,5
%T
500 1000 1500 2000 2500 3000 3500 4000
Wav enumbers (cm-1)
SOR
ACD

24
La banda encontrada en el ACD a 1652 cm-1
puede ser atribuida a las vibraciones características de
las trazas de agua fuertemente adsorbida en el grupo fosfato (37). Esta banda también se encontró en el SOR y puede ser debida a trazas del grupo aldehído de la glucosa la cual es su precursor de
síntesis (36).
Para el SOR también se encontraron las deformaciones C-H características a 1475-1300 cm
-1,
alargamiento C-O entre 1000-1200 cm-1
y alargamiento C-H fuera del plano entre 1000–650 cm
-1
En la región comprendida entre 1000-650 cm-1
se encontraron alargamientos C-H fuera del plano.
Para el ACD encontramos bandas características del enlace P-O en el rango comprendido entre 1200–800 cm
-1 y 700 y 500 cm
-1.
La Figura 7 muestra los difractogramas de polvo de SOR y ACD. Se conocen 6 tipos de polimorfos
de SOR (formas α, β, γ, ∆, ε y el cristalizado fundido con subformas E´and E). La forma γ es
la que se encuentra comercialmente disponible (38). Los picos de difracción obtenidos a
~12, 14, 16, 18 y 26° 2 grados corresponden a las reflexiones típicas reportadas en la
literatura para el polimorfo gama (γ) (39).
Fig. 7 Difractograma de rayos X de polvo del SOR y ACD. Fuente CuK (1 =1.540598 Å, 2 =1.544426 Å)
5 10 15 20 25 30 35 40 45
2
ACD
SOR

25
Por otro lado, el fosfato de calcio puede existir en forma anhidra y dihidratada. En este
caso, el difractograma obtenido presenta los picos de difracción característicos para la
forma anhidra a 26, 28, 30 y 32 °2. Es importante resaltar que las reflexiones
características de la forma dihidratada reportadas en la literatura a 12, 21 and 23° 2
estaban ausentes en el difractograma (40). Los difractogramas obtenidos a partir de estos
dos materiales se analizan y discuten en el Anexo 2 “Assessment of the tableting characteristics
of a novel sorbitol and anhydrous calcium diphosphate composites”.
SELECCIÓN DE LA TECNOLOGÍA
Secado por aspersión
La aplicación de esta tecnología para la producción del aglomerado presentó problemas de
adherencia a las paredes del ciclón y cámara de secado, siendo más notorio este proceso cuando
las cantidades de sorbitol en comparación con el fosfato de calcio superaron el 50%, obteniendo
rendimientos cercanos al 1%, por lo tanto solo fue posible evaluar las proporciones (50:50) y
(75:25) de ACD:SOR, respectivamente. Además, los tiempos de procesamiento fueron muy
altos, superando las 8 horas.
Granulación por fusión
Esta tecnología mostró ser muy compleja, teniendo una alta variabilidad y fue susceptible a la
caramelización del SOR debido a que la temperatura de fusión (97°C fue muy cercana a la de
caramelización (alrededor de 100°C). Los materiales obtenidos fueron unos cristales muy
duros, lo que dificultó los procesos de molienda y tamizaje del material, especialmente al
pasarlo por malla # 60. Con esta tecnología se pudo obtener un rendimiento hasta del 66%.
Coprecipitación
La caramelización del sorbitol fue el punto más crítico en la aplicación de esta tecnología. De
manera similar a la granulación por fusión, los cristales obtenidos fueron muy duros, de difícil
manejo y los rendimientos obtenidos fueron alrededor del 50%.
Aglomeración
Esta tecnología mostró ser muy rápida y permitió obtener de manera directa materiales con muy
buenas características farmacotécnicas. El proceso fue muy eficiente con un rendimiento
mínimo del 87%.
Los datos obtenidos en todas las pruebas y con todas las tecnologías fueron evaluados a través de un
análisis multivariado de componente principal. Esta metodología estadística permite conocer la
contribución de varios factores a un único evento o resultado, hallar las causas de variabilidad de un
conjunto de datos y ordenar cada uno de ellos de acuerdo a su importancia. Para este propósito se
utilizó el programa estadístico Minitab® (v. 16, Minitab, Inc, State College, PA). Los datos
primarios se listan en la Tabla 4.

26
Tabla 4. Propiedades de los materiales obtenidos utilizando cada una de las tecnologías
Prueba
Tecnología Nivel de
ACD Flujo TS
a RR
b H
c TrD
d BD
e TD
f Compres
g Por
h PS
i DT
j
(%) (g/s) (MPa) (N) (%) (g/cm3) (g/cm
3) (g/cm
3) (%) (%) (µm) (min)
Coprecipitación
2 4.3 2.8 320 0.7 2.71 0.40 0.63 22 85 320 5.0
10 1.3 2.9 303 1.7 2.47 0.46 0.51 5 82 293 5.6
20 6.9 3.4 343 3.2 2.24 0.71 0.80 32 69 139 5.8
50 13.4 3.1 300 5.5 1.86 0.70 0.80 33 62 260 7.6
80 7.8 2.5 225 2.4 1.67 0.50 0.59 15 70 89 6.9
98 9.3 0.6 56 3.3 1.49 0.65 0.94 33 56 63 0.8
Aglomeración
5 12.4 3 343 1.0 1.52 0.76 0.84 70 50 300 6.1
20 15.2 3.3 343 0.9 1.65 0.75 0.81 57 55 293 6.6
50 9.4 3.5 343 1.2 2.00 0.65 0.73 37 67 133 8.8
80 3.5 1.3 101 1.8 2.49 0.60 0.70 35 76 168 8.8
94 0.2 0.8 65 0.4 2.73 0.64 0.74 26 77 123 4.8
98 0.3 0.7 61 0.7 2.77 0.71 0.90 48 75 185 1.2
Granulación
por fusión
2 12.5 2.9 343 0.5 1.35 0.54 0.71 25 60 141 55
5 6.8 3.2 343 0.8 1.27 0.40 0.50 21 69 172 5.6
10 12.3 3.2 343 1.3 1.56 0.54 0.67 19 66 179 5.7
20 11.2 3.3 343 0.5 1.62 0.56 0.69 20 66 239 5.8
50 21.8 3.4 343 1.2 1.85 0.67 0.83 21 64 168 6.9
67 18.8 3.8 343 0.4 2.13 0.70 0.87 21 68 130 8.1
Secado por
aspersión
50 5.3 1.2 107 1.5 2.36 0.33 0.41 70 86 141 14.9
75 0.1 1.3 102 8.3 2.50 0.41 0.49 7 96 271 0.3
a. Fuerza de tensión, b. resistencia a la ruptura, c. humedad, d. densidad verdadera, e. densidad aparente, f.
densidad por asentamiento, g. compresibilidad, h. porosidad, i. tamaño de partícula j. tiempo de
desintegración.
En el proceso de aglomeración se encontró que a niveles de fosfato del 2% no se presentaron
cambios significativos en las propiedades del material y además los niveles de fosfato de calcio
comprendidos entre 10 y el 20% no mostraron diferencia en los resultados.
Posteriormente, los datos de los materiales contenidos en la Tabla 4 fueron evaluados a través de un
análisis multivariado de componente principal. El análisis permitió concluir que los valores de
densidad aparente, densidad por asentamiento y porosidad de los materiales obtenidos dependieron
de la tecnología empleada, mientras que la densidad verdadera, fuerza de tensión y tiempos de
desintegración dependieron de la proporción de fosfato de calcio anhidro utilizado. La
aglomeración mostró ser la tecnología más eficiente y práctica produciendo materiales con la mejor
proyección de escalamiento a nivel industrial.

27
El detalle de la metodología, análisis de resultados y conclusiones correspondientes a la selección
de la tecnología se encuentran relacionadas en al Anexo 1 “Functionality enhancement of sorbitol
and anhydrous calcium diphosphate composites for direct compresión applications”.
FASE II: ESTUDIO DE LAS PROPIEDADES DE COMPACTACIÓN DE LOS
PRODUCTOS AGLOMERADOS
La proporción óptima de excipientes en el coprocesado fue determinada utilizando los modelos de
compactación de Heckel (22) y Leuenberger (10).
Análisis de compactabilidad y compresibilidad
El logaritmo natural del inverso de la porosidad del comprimido, ln(1/ε), fue graficado versus la presión de compresión para obtener la gráfica de Heckel (22). La pendiente (m) de la región lineal
de esta curva esta inversamente relacionada con la presión generada o Py, el cual es una medida de
la plasticidad del material (12). Por lo tanto, valores de Py < 100 MPa indican alta deformación por
ductilidad luego de la compresión. El modelo de Heckel está dado por la siguiente ecuación:
(4)
Donde, A es el intercepto obtenido mediante la extrapolación desde la región lineal hasta el eje de la
ordenada a presión cero. Otros parámetros muy utilizados en este análisis son D0, Da, y Db, los cuales están relacionados con el empaquetamiento/densificación inicial del material, la
densificación total del comprimido y reorganización/fragmentación de las partículas durante la
etapa inicial de la compresión. El Análisis de compactabilidad fue obtenido a partir de los datos de fuerza tensión en el modelo de Leuenberger:
Tmax exp(-γPρ
) (5)
Donde, σt, Tmax, γ, P and ρ corresponden a la fuerza de tensión del comprimido, fuerza de tensión a
presión infinita, susceptibilidad a la compresión, presión de compresión y fracción sólida,
respectivamente (9,10).
Las propiedades de compactación de los materiales aglomerados fueron evaluadas en comparación
con la mezcla física de los componentes individuales. Los resultados obtenidos se presentan en la
Tabla 5.

28
Tabla 5. Propiedades de compresión de los materiales aglomerados
Pa L
d TS
e γ
f Compact
g Da
h D0
i Db
j Compres
k Py
l SRS
m DT
n ER
o LSR
p EF
q WU
r
(%) (MPa) (MPa-1
) (MPa2) (MPa
2) (MPa
-1) (%) (Min) (%) (N)
(%)
Ab 5 4.1 0.02 268 0.85 0.39 0.47 862 60.5 30.2 1.5 1 0.49 33.3 14.0
A 20 3.2 0.03 269 0.77 0.30 0.47 760 82.7 41.2 1.6 0 0.22 45.7 24.6
A 50 4.8 0.01 252 0.63 0.29 0.33 560 91.6 45.3 5.9 0 0.39 47.3 16.7
A 80 3.7 0.01 155 0.63 0.13 0.49 509 195.1 15.7 30.0 1 0.33 239 9.8
A 94 4.0 0 83.4 0.54 0.14 0.40 347 354.8 21.9 30.0 0 0.23 400 1.3
PMc 5 4.9 0.02 330 0.61 0.39 0.22 867 42.0 4.2 1.03 0 0.15 38.7 18.2
PM 20 5.3 0.02 347 0.52 0.30 0.22 874 30.4 35.4 1.6 0 0.27 33.3 16.0
PM 50 5.2 0 117 0.59 0.29 0.30 480 143.4 2.1 3.4 0 0.17 153 10.9
PM 80 2.3 0 44.8 0.50 0.13 0.37 320 298.6 2.9 12.2 0 0.28 749 5.5
PM 94 1.5 0 33.2 0.48 0.14 0.35 303 394.8 27.4 30.0 0 0.60 726 2.5
SORs 0 4.9 0.03 421 0.67 0.31 0.35 768 71.8 49.6 2.2 5.51 0.64 74.3 35.7
ACDt 100 1.7 0.01 48.9 0.44 0.17 0.27 260 383.1 14.3 30 0.31 0.14 648 1.1
a. Proceso, b. aglomeración, c. mezcla física, d. nivel de fosfato, e. fuerza de tensión del comprimido, f. susceptibilidad a la compresión, g. compactabilidad, h. densificación total del
comprimido i. densificación por llenado de matriz, j. densificación del comprimido por
reorganización/fragmentación, k. Compresibilidad, l. Presión de consolidación del polvo, m. sensibilidad a la velocidad de compresión, n. tiempo de desintegración, o. recuperación elástica, p.
sensibilidad al lubricante, q. fuerza de eyección, r. absorción de agua, s. sorbitol, t. fosfato de calcio
anhidro
Los datos obtenidos fueron evaluados utilizando la técnica estadística de análisis multivariado de
componente principal, encontrando que los materiales aglomerados conteniendo sorbitol: fosfato de
calcio anhidro presentaron mejores propiedades de compresión que la mezcla física de los componentes individuales. El aglomerado que presentó mejor desempeño es el que contenía un 5%
de fosfato de calcio anhidro.
El detalle de la metodología, resultados y discusión se encuentran detallados en el Anexo 2
“Assessment of the tableting characteristics of a novel sorbitol and anhydrous calcium diphosphate
composites”.

29
FASE III: ESTUDIO COMPARATIVO DEL NUEVO EXCIPIENTE CON EXCIPIENTES
COMERCIALES
El nuevo aglomerado obtenido fue evaluado en comparación con los coprocesados comerciales de
Prosolv SMCC 90®, Cellactose 80
® y Ludipress
®. Los resultados obtenidos en cada una de las
pruebas se describen en la Tabla 6.
Tabla 6. Propiedades farmacotécnicas del nuevo excipiente y coprocesados comerciales
Propiedades
de polvo
Prueba Aglomerado Cellactose
80®
Ludipress®
Prosolv
SMCC
90®
ACDa SOR
b
PSc (µm) 158 ± 20 137± 29 172 ± 22 80 ± 16 14.3 ± 2 173 ± 22
Densidad aparente (g/cm3) 0.51 ±
0.003
0.4 ±
0.003
0.48 ±
0.001
0.36 ±
0.001
0.69 ±
0.001
0.64 ±
0.0
Densidad asentada (g/cm3) 0.94 ± 0.1 0.5 ± 0.02 0.7± 0.0 0.5± 0.0 1.03 ± 0.04 0.7 ± 0.04
Densidad verdadera (g/cm3) 1.52 ± 0.001
1.57 ± 0.001
1.52 ± 0.001
1.61 ± 0.002
2.99 ± 0.003
1.55 ± 0.002
Porosidad (%) 50.6 75.8 65.1 78.9 76.9 58.7
Contenido de humedad (%) 1 8.3 4.9 8 0.2 0.8
Flujo (g/s) 19.8 ± 1.3 16.5 ± 1.9 22.5± 3.8 12.9 ±0.5 6.9 ± 1.1 23.9± 3.2
Compresibilidad (MPa2) 13.3 20 22 25 39 15
Pyd (MPa) 57.6 145.6 239.7 102.7 383 71.8
Propiedades
de
tableteado
Dae 0.67 0.48 0.52 0.36 0.44 0.67
Dof 0.39 0.26 0.32 0.23 0.17 0.31
Dbg 0.29 0.22 0.20 0.14 0.27 0.35
AUCHCh (MPa2) 862.4 424.8 360 449.6 260.2 768.4
SRSi (%) 30.2 22.4 58.9 1.1 14.3 49.6
γc j(MPa
-1) 0.016 0.005 0.003 0.014 0.006 0.029
Tmax k(MPa) 4.1 4.6 2.3 5.5 1.7 4.9
Compactabilidad (AUCTS)l
(MPa2)
268.2 141.7 48.1 342.4 48.9 420.5
Sensibilidad al lubricante 0.28 0.17 0.82 0.61 0 0.13
Recuperación elástica (%) 1.0 0.01 0.02 0 0 3
Potencial de dilución (%) 37 36 40 33 82 40
Absorción de agua (%) 14 1.0 1.1 2.4 1.1 35.7
Desintegración (min) 6.6 ± 0.6 6.3± 1.5 1.5 ± 0.6 > 30 > 30 8± 0.0
Gemfibrozilo disuelto (%) 86 ± 6 53 ± 5.7 48 ± 4.8 35 ± 2.4 28 ± 5.4 17± 2.9
a. fosfato de calcio anhidro, b. sorbitol, c. tamaño de partícula, d. presión obtenida, e. densificación total del comprimido, f. densificación y empaquetamiento inicial del polvo, g. densificación total del
comprimido por fragmentación/reorganización, h. área bajo la curva obtenida a partir del modelo de

30
Heckel, i. sensibilidad a la velocidad de compresión, j. susceptibilidad a la compresión k. fuerza de
tensión teórica a fuerza de compresión infinita, l. área bajo la curva obtenida a partir del modelo de
Leuenberger.
El detalle de la metodología, análisis de resultados y conclusiones de este estudio se encuentran
reportados en el Anexo 3 “A new enhanced sorbitol: calcium diphosphate composite as a direct compression excipient: A comparative study”.
CONCLUSIONES
Teniendo en cuenta el rendimiento del proceso, la versatilidad y facilidad para el escalamiento, se
puede afirmar que de las tecnologías evaluadas, la aglomeración es la tecnología más adecuada para
obtener materiales coprocesados a partir de sorbitol y fosfato de calcio anhidro.
Según los resultados obtenidos en las pruebas de densificación, compactabilidad, compresibilidad,
fuerzas de eyección, fuerza de tensión, recuperación elástica y presión obtenida, se encontró que de
las proporciones evaluadas, el coprocesado conteniendo SOR:ACD (95:5) presentó el mejor desempeño en cuanto a perfiles de compactación se refiere.
El coprocesado conteniendo SOR:ACD (95:5) presentó mejores propiedades como densificación y
compactabilidad que el material obtenido a través de la mezcla física de compontes.
El material aglomerado presentó mejor plasticidad y densificación que el Prosolv SMCC 90®,
Cellactose 80®
y Ludipress® y con la formulación utilizada, es el único de los coprocesados
utilizados en el estudio que permitió que el gemfibrozilo cumpliera con el criterio S2 de disolución
de la USP 38.
Se logró obtener un nuevo coprocesado por aglomeración a partir de ACD y SOR el cual puede ser
utilizado como excipiente directamente compresible para la preparación de comprimidos de
principios activos con propiedades farmacotécnicas pobres como el gemfibrozilo.
Tal y como se ha discutido en el transcurso del trabajo realizado, el coprocesamiento es la metodología más utilizada actualmente para el desarrollo de excipientes. Así mismo, su adecuado
conocimiento y aplicación puede permitir a las empresas locales desarrollar materiales que estén a
la medida de sus necesidades.

31
BIBLIOGRAFÍA
1. Jivraj M, Martini LG, Thomson CM. An overview of the different excipients useful for the
direct compression of tablets. Pharm sci Technol Today. 2000 Feb;3(2):58–63.
2. Rojas J, Hernadez S, Giraldo A. Crystalline and Amorphous Lactoses: Tableting Properties and their Application for the Production of Pharmaceutical Compacts. Lactose: Structure,
Food Industry Applications And Role In Disorders . NOVA Science Publishers Inc; 2013. p.
87–115.
3. Rojas J. Excipient Funcionality Enhacement: The Celulose II case. Iowa: Lap lambert
Academic Publishing; 2012. 160 p.
4. Aulon ME. Farmacia La ciencia del diseño de las formas farmaceuticas. Segunda Ed.
Madrid: ELSEVIER; 2004. 680 p.
5. Jagtap S, Amrita B, Rina M, Jain D. Development of Directly Compressible Ascorbic Acid
Tablet Using Novel Excipients. J Adv Sci Reserch. 2012;3(3):15–24.
6. Rojas J. Excipient Desing by Co-Processing for Direct compression Applications. In: Ajit S.
Narang SHSB, editor. Excipient applications in Formulation Desing and Drug Delivery.
Switzerland: Springer International Publishin; 2015. p. 589–612.
7. Chowdary KPR, Vijaya Kumar K, Shankar R, Kiran N. Preparation, Characterization and Evaluation of PGS-PVP Co-processed Excipient as Directly Compressible Vehicle in Tablet
Formulation. Int J Pharm Sci Reserch. 2012;3(06):1709–15.
8. Yoon J, Jeong SH. Material Properties and Compressibility Using Heckel and Kawakita
Equation with Commonly Used Pharmaceutical Excipients. J Pharm Investig.
2010;40(4):237–44.
9. Jetzwer W, Leuenberger H, Sucker H. The compressibility and compactibility of
pharmaceutical powders. Pharm Technol. 1983;74:33–9.
10. Leuenberger H, Rohera B. Fundamentals of powder compression. I. The compactibility and
compressibility of pharmaceutical powders. Pharm Reserch. 1986;3(1):12–22.
11. Gohel MC, Jogani PD, Marg BSD. A review of co-processed directly compressible
excipients . J Pharm Sci. 2005;8(1):76–93.
12. Bolhius, G. K., Chowhan ZT. Materials for direct compression. In: Alderborn, G., Nystrom C, editor. Pharmaceutical Powder Compaction Technology. New York: Marcel Dekker Inc;
1996. p. 419–500.
13. Parikh D. Handbook of Pharmaceutical Granulation Technology, Drugs and the
Pharmaceutical Sciences. Dekker M, editor. New York; 1997. 75-96 p.

32
14. Swati, K. M. Review on Spray-Drying Technology. Int J Pharm , Chem Bilogical Sci.
2014;4(2):219–25.
15. Killeen MJ. Spray Drying and Spray Congealing of Pharmaceuticals. 1st ed. Encyclopedia
of Pharmaceutical Techonogy. Marcel Dekker; 1990. p. 207–21.
16. Fielden KE, Newton JM. Extrusion and Extruders. 1st ed. Encyclopedia of Pharmaceutical
Techonogy. Marcel Dekker; 1990. p. 395–442.
17. Mamidwar S, Hodge S. Hot-melt extrusion. Int J Pharm Sci. 2012;15:105–12.
18. Sekiguchi K, Obi N, Ueda Y. Studies on absorption of eutectic mixture. II. Absortion of
fused conglomerates of chloramphenicol and urea in rabits. Chem pharm BULL.
1961;9:866–72.
19. Killeen M. Spheronization. 1 st ed. Encyclopedia of Pharmaceutical Techonogy. Marcel
Dekker; 1990. p. 188.
20. Ghebre-Sellassie I, Knoch A. Pelletization Techniques. 1 st ed. Encyclopedia of
Pharmaceutical Techonogy. Marcel Dekker; 1990. p. 383–8.
21. Newton JM, Rowley G, Fell JT. The tensile strength of deep concave tablets. J Pharm
Pharmacol. 1972;24:503–4.
22. Heckel R. Density-pressure relationships in powder compaction. Trans Metall Soc AIME.
221:671–5.
23. Armostrong N, Haines-Nutt R. Elastic recovery and surface-area changes in compacted
powder systems. J Pharm Pharmacol. 1972;24(suppl.):135–6.
24. Drugbank.DB00158 [Internet]. [cited 2015 Jan 1]. Available from:
www.drugbank.ca/drugs/DB00158
25. USP 38 NF 33. Rockville: United States Pharmacopeia Convention; 2015.
26. Chemicalbook.CB3440625 [Internet]. [cited 2015 Sep 21]. Available from:
www.chemicalbook.com/ProductChemicalPropertiesCB3440625_EN.htm
27. Drugbank.DB01241 [Internet]. [cited 2015 Sep 21]. Available from:
www.drugbank.ca/drugs/DB01241
28. Drugbank. DB01050 [Internet]. [cited 2015 Sep 21]. Available from:
www.drugbank.ca/drugs/DB01050
29. Drugbank.DB00455 [Internet]. [cited 2015 Sep 21]. Available from:
www.drugbank.ca/drugs/db00455
30. Drugbank.DB00423 [Internet]. [cited 2015 Sep 21]. Available from:
www.drugbank.ca/drugs/DB00423

33
31. Datasheet205751 [Internet]. [cited 2015 Sep 22]. Available from:
www.scbt.com/es/datasheet-205751-metoprolol-tartrate.html
32. Drugbank.DB00788 [Internet]. [cited 2015 Jan 1]. Available from:
www.drugbank.ca/drugs/db00788
33. Drugbank.DB04743 [Internet]. [cited 2015 Sep 21]. Available from:
www.drugbank.ca/drugs/DB04743
34. Drugbank.DB00911 [Internet]. [cited 2015 Sep 21]. Available from:
www.drugbank.ca/drugs/DB00911
35. Spectrumchemical.MSDS/T0294 [Internet]. [cited 2015 Sep 21]. Available from:
www.spectrumchemical.com/MSDS/T0294.pdf
36. Rowe R c., Sheskey PJ, Cook WG, Fenton ME. Handbook of Pharmaceutical Excipients. 7th
editio. London: Pharmaceutical press; 2012.
37. Granados F, Bonifacio J, Serrano J. Synthesis and characterization of calcium phosphate and
its relation to CR(VI) adsorption properties. Rev Int Contam Ambient. 2010;26(2):129–34.
38. Nezzal A, Aerts L, Verspaille M, Henderickx G, Redl A. Polymorphism of sorbitol. J Cryst
Growth [Internet]. 2009 Jul [cited 2014 May 5];311(15):3863–70. Available from:
http://linkinghub.elsevier.com/retrieve/pii/S0022024809005806
39. Willard J, Lefebre J, Danede F, Comini S, Looten P. Polymorphic transformation of Γ-form
of D-sorbitol upon milling: structural and nanostructural analyses. Solid State Comm.
2005;135:519.
40. Doldan, C., Souto, C., Concheiro, A., Martinez-Pacheco, R., Gomez-Amoza J. Dicalcium
phosphate dihydrate and anhydrous dicalcium phosphate for direct compression: a
comparative study. Int J Pharm. 1995;124:69–74.

Anexo 1
Manuscrito “Functionality enhancement of sorbitol and anhydrous calcium diphosphate composites
for direct compression applications”

Edward Echeverry and John Rojas (2014) Int. J. Res. Pharm. Sci., 5(4), 299-‐303
©JK Welfare & Pharmascope Foundation | International Journal of Research in Pharmaceutical Sciences 299
Functionality enhancement of sorbitol and anhydrous calcium diphosphate composites for direct compression applications
Edward Echeverry* and John Rojas
Department of Pharmacy, School of Pharmaceutical Chemistry, University of Antioquia, Medellin, Colombia
ABSTRACT
Sorbitol and calcium diphosphate have been used as diluents for making solid dosage forms. However, due to their intrinsic properties these two materials cannot be used for direct compression applications. In order to im-‐prove their functional properties, coprocessing of sorbitol with anhydrous calcium diphosphate was conducted by spray drying, agglomeration, hot melt granulation and cocrystallization. The resulting powder and tableting prop-‐erties and the selection of the best technology were evaluated by the principal component analysis. Bulk and tap densities increased with increasing calcium diphosphate levels. Spray drying rendered highly porous materials with the lowest yield, whereas agglomeration rendered a product yield of ~90%. Hot melt rendered materials with the best compactibility. The bulk and tap densities, product yield and porosity of the composites depended on the technology employed. On the contrary, properties such as true density, compact tensile strength and tablet disin-‐tegration times were more dependent on the level of calcium diphosphate rather than on the technology used. Further, processing time was independent of the technology and level of calcium diphosphate. Coprocessing proved to be useful tool to modify the powder properties of sorbitol. The agglomeration was selected as the most practical technology for the production of sorbitol:calcium diphosphate composites for direct compression appli-‐cations.
Keywords: Coprocessed excipient; direct compression; sorbitol; anhydrous calcium diphosphate
INTRODUCTION
For many years, not a single new chemical excipient has been introduced into the market since excipients are developed in response to market demands. This is explained by the high cost involved with discovery, development and toxicology tests required for new chemical entities. However, there is a growing pressure on formulators to search for new multifunctional excip-‐ients quickly, with no scaling up, manufacturing and environmental costs to achieve the desired set of func-‐tionality. The growing popularity of the direct com-‐pression process demands for an ideal excipient, which can substitute two or more ingredients in a tablet for-‐mulation (Marwaha et al., 2010).
Nowadays, coprocessing is the most widely used tech-‐nology to develop new grades of excipients. In this technology excipients interact at the particle level providing a synergy of functionality as well as masking the undesirable properties of the individual compo-‐nents (Block et al., 2009). A coprocessing excipient has superior properties compared to the simple physical
blending of their components (Reimerdes, 1999; Nachaegari and Bansal, 2004).
Currently, sorbitol (SOR) and anhydrous calcium di-‐phosphate (ACD) are excipients used as diluents for the preparation of solid dosage forms. Particularly, sorbitol is used for making lozenges, chewable, and orally disin-‐tegrating tablets. It exists in the α, β, and γ forms (Guyot-‐Hermann, 1985). The γ form is the most stable and presents the best compaction, disintegration and dissolution characteristics. It is lubricant insensitive
(Reiff, 1986). However, if stored at RH > 65% induces liquefaction, whereas if stored at a low RH causes re-‐crystallization, causing tablet hardening and instability of moisture sensitive drugs. It also clumps in the feed of the hopper and sticks to the surface of the die dur-‐ing tableting at RH > 50% (Lachman, 1986).
On the other hand, anhydrous calcium diphosphate (ACD) is inexpensive. The anhydrous and hydrated forms can be used for wet granulation (Miyazaki et al., 2009). It is relatively insensitive to alkaline lubricants. It requires the addition of lubricants and disintegrants and its tablets possess high porosity. On storage, com-‐pacts become hard delaying dissolution times, specifi-‐cally when stored at low RH (Doldan et al., 1995).
One way to solve the above mentioned problems and improves their functionality is by coprocessing. Thus, sorbitol is a plastic deforming material and calcium diphosphate is brittle material (Saha and Shahiwala,
www.ijrps.pharmascope.org
ISSN: 0975-‐7538 Research Article
* Corresponding Author Email: [email protected] Contact: +574 2195472; Fax: +574 2195460 Received on: 28-‐11-‐2014 Revised on: 02-‐12-‐2014 Accepted on: 04-‐12-‐2014

Edward Echeverry and John Rojas (2014) Int. J. Res. Pharm. Sci., 5(4), 299-‐303
300 ©JK Welfare & Pharmascope Foundation | International Journal of Research in Pharmaceutical Sciences
2009). This combination prevents storage of too much elastic energy during powder compression, which is associated to the formation of weak compacts and the tendency for capping and lamination (Bolhuis and Chowhan, 1996). In this study, for the first time co-‐processing of sorbitol and calcium diphosphate by spray drying, agglomeration, hot melt granulation and cocrystallization was undertaken and the resulting changes of the functional properties were revealed by principal component analysis. The study of caldicum diphosphate with enhanced physicochemical and me-‐chanical properties through coprocessing represents not only an alternative but also an attractive research area. The increasing market is continuously demanding for new, improved or less expensive excipients (Rojas, 2014).
MATERIALS AND METHODS
Sorbitol was obtained from Bell Chem international (Longwood, FL). Anhydrous calcium diphosphate was obtained from Innophos (Cranbury, NJ).
Preparation of SOR:ACD composites by spray drying
Appropriate amounts of sorbitol and calcium diphos-‐phate, equivalent to give 50:50 and 80:20, w/w ratios, were mixed and diluted with distilled water to obtain a 50% dispersion using a homogenizer (JK-‐T18, Ultra-‐turrax, Taquara, Brazil) for 10 min. A Buchi spray-‐drier (B290, Zurich, Switzerland) was employed at the previ-‐ously optimized spraying conditions of inlet air tem-‐perature (IT) 150 °C; atomizing air pressure (AA) 180 kPa; drying air rate (DA) 35m3/h; feed flow rate (FR) 5.0 ml/min and nozzle diameter (ND) 0.8 mm.
Preparation of SOR:ACD composites by agglomeration
Appropriate amounts of sorbitol and calcium diphos-‐phate at a 5:95, 10:90, 20:80, 50:50, 80:20 and 90:10 w/w ratios, were mixed and wetted with distilled wa-‐ter. The resulting mass was passed through a # 14 mesh. The resulting homogeneous mixture was ag-‐glomerated for 5 min at 30 degrees tilt and dried at 60°C for 24 h and passed through a # 60 mesh sieve.
Preparation of SOR:ACD Composites by hot-‐melt granulation
Appropriate amounts of sorbitol and calcium diphos-‐phate at a 5:95, 10:90, 20:80, 50:50, 80:20 and 90:10 w/w ratios were prepared and heated until melting un stirring. The melt was poured on a granulator equipped with # 8 mesh screen. The granules obtained were dried, either in air or in a convection oven at 60ºC until the moisture content was less than 5%. Then, the ma-‐terial was submitted to ball milling and passed through a # 60 mesh sieve.
Preparation of SOR:ACD CII-‐SiO2 composites by co-‐crystallization
Appropriate amounts of sorbitol slurry and calcium diphosphate, equivalent to give at a 5:95, 10:90, 20:80,
50:50, 80:20 and 90:10 w/w ratios, were mixed and diluted with distilled water to obtain a 10% dispersion using a homogenizer (JK-‐T18, Ultraturrax, Taquara, Brazil) for 10 min. The resulting dispersion was submit-‐ted to heating at 95C and evaporated slowly with stir-‐ring until crystals were obtained. These crystals were dried in a convection oven at 60ºC for 24h. Crystals were then ball milled and passed through a # 60 mesh sieve.
Powder and tableting properties
Approximately 20 g of SOR:ACD composites were frac-‐tionated for 10 min on a Ro-‐Tap sieve shaker (RX29, W.S. Tyler Company, Mentor, OH) using stainless steel 250, 177,150, 125, 105, 75, 45, and 38 µm size sieves, stacked together in the order mentioned. The mean particle size was determined from the log-‐normal dis-‐tribution plot constructed between sieve mean diame-‐ters versus cumulative percent frequency using the Minitab software (v.16, Minitab, Inc, State College PA). A Helium displacement micropycnometer (AccupycII 1340, Micromeritics Corp, USA) was employed to ob-‐tain the materials true density (ρtrue). Bulk density (ρbulk) was obtained directly from ratio of 20 g powder and its volume measured in 50 cm3 graduate cylinder. Tap density (ρtap) was determined using a tap density analyzer (AT-‐2, Quantachrome instruments, USA) measuring the volume after 400 taps. Porosity (ε) of the powder was determined from the equation: ε = (1-‐ρbulk/ρtrue)*100%. Moisture content was obtained using an infrared moisture scale (MB200, Ohaus, NJ, USA) at 105oC for 5 min. Flowability was determined by filling a glass funnel with ~20 g of the powder and measuring the flow time through a funnel having a 13 mm diame-‐ter.
Cylindrical compacts of 1 g each were produced on a single station tablet press (Compac 060804, Indemec, Colombia) equipped with 13 mm flat-‐faced punches and die tooling at ~ 150 MPa and a dwelling time of 1 s. The compact tensile strength was determined on a Vankel hardness tester (UK 2000, Manasquan, NJ, USA) and the compact disintegration was determined on a disintegration apparatus (39-‐133-‐115, Hanson Re-‐search Corp., Northridge, USA).
Statistical analysis
The principal component analysis (PCA) was the type of multivariate analysis used to identify patterns and rela-‐tionship among data. PCA will be employed to trans-‐form the original data on terms or two eigenvectors or axes which are perpendicular to each other. The soft-‐ware Minitab (v. 16, Minitab, Inc, State College, PA) was used for data processing.
RESULTS AND DISCUSSION
The application of spray drying for the production of SOR:ACD composites resulted in large sticking and ad-‐hesion problems into the drying chamber when

Edward Echeverry and John Rojas (2014) Int. J. Res. Pharm. Sci., 5(4), 299-‐303
©JK Welfare & Pharmascope Foundation | International Journal of Research in Pharmaceutical Sciences 301
amounts or sorbitol larger than 50% were employed. As a consequence, the worse product yields of lower than 1% were obtained. For this reason, only the 50:50 and 75:25 (ACD:SOR) ratios were successfully produced and evaluated in this study. On the other hand, ag-‐glomeration of these composites was the fastest and more practical technology rendering yields of ~90%.
In general, most composites presented a positively skewed distribution and particle size did not depend on the technology employed. On the other hand, true density of the composites increased with increasing amounts of ACD independent of the technology em-‐ployed. ACD itself possesses a higher true density and thus, the resulting composite materials have an in-‐
0,40,30,20,10,0-0,1-0,2-0,3-0,4
0,3
0,2
0,1
0,0
-0,1
-0,2
-0,3
-0,4
-0,5
First Component
Seco
nd C
ompo
nent
CIHR PT
Y
DT
PSE
TaD
BD
COMP
MC
TS
TD
FR
C
T
Figure 1: Loading plot of measured properties of SOR:ACD composites
DT: disintegration time, TD: true density, MC: moisture content, E: porosity, CI: Carr index, HR: Haus-‐ner ratio, PT: processing time, PS: particle size, TS: tensile strength, FR: flow rate, TaD: tap density, Y:
yield, T: technology, BD: bulk density
Figure 2: PCA score plot of measured properties for SOR:ACD composites

Edward Echeverry and John Rojas (2014) Int. J. Res. Pharm. Sci., 5(4), 299-‐303
302 ©JK Welfare & Pharmascope Foundation | International Journal of Research in Pharmaceutical Sciences
creased true density. The moisture content for all ma-‐terials was <5.0 % w/w indicating that sorbitol, which is the only hygroscopic material, did not contribute to moisture of the composites.
Compared to SOR alone, increasing levels of ACD in-‐creased the bulk and tap densities of samples. ACD was able to pack more decreasing voids spaces in the com-‐posites. Thus, composites having low levels of ACD exhibited low bulk and tap densities, and these compo-‐sites can be used in the production of high dose tab-‐lets, in which bulky compacts are not desirable. On the other hand, the degree of cohesiveness given by the Hausner ratio increased as the level of ACD in the composite was larger than 80%. This suggests that co-‐hesiveness increased with a decrease in particle size. The highly cohesive materials have a high interparticu-‐lar friction and thus, they are not recommended for tableting. Further, the technology employed employed did not vary porosity, except for spray drying which rendered highly porous materials due to a large coating effect on sorbitol. Conversely, all other technologies mostly incorporated sorbitol in the core of the parti-‐cles. The way in which gravity overcomes the cohesive forces and the interlocking structure of the materials is reflected in their flow. In general, hot melt, rendered materials with slightly largest flow and produced the strongest compacts due to the formation of solid bridges in the compacts attributed to the fused com-‐posite particles.
In order to understand the overall relationship among all the functional composites properties a principal component analysis (PCA) was conducted. In this sce-‐nario, a loading plot of measured properties depicted in Figure 1 shows projections of these properties onto the PC1 and PC2 in a plot. The loadings can be under-‐stood as weights for each original property when calcu-‐lating the principal component. This plot is the result of the linear combination of original data that maximizes data variance. Further, each point in the graph indi-‐cates the contribution of this property in defining these components. Factors contributing very little to the components such as particle size, showed a small load-‐ing value and appear plotted near the center. This fac-‐tor had virtually no effect on the overall behavior of the functional properties, whereas, most of the other factors had a largest influence on all properties. Fur-‐ther, the technologies employed had a large influence on product yield and particle densification and densifi-‐cation and in turn, was most directly opposite to the porosity vector indicating an inverse correlation.
On the other hand, the level of ACD was directly relat-‐ed with the true density of composites and compact disintegration, whereas, it was inversely correlated to particle size, flow rate and compact tensile strength. This is explained by the increasing contribution of ACD particles in the composite formed which made the brit-‐tle deforming character more dominant and thus form-‐ing weaker compacts with faster disintegration times.
Further, ACD produced composite particles of a more cohesive behavior, hindering flowability and at the same time increased the true density due to the dense crystalline nature which favored densification of the resulting composite particles. Moreover, the Hausner ratio and Carr index were related with densification and inversely related to compressibility. This means that the already highly densified materials had a very low ability for volume reduction.
In this study, the PC1, and PC2 coordinates had a vari-‐ance of 6.0, and 3.2, respectively, and accounted for ~57.4% of the total variance, indicating that most data structure was captured into these two underlying di-‐mensions.
The PC1 vector was mainly influenced to the technolo-‐gy and densification properties, whereas PC2 was mostly related to the ACD level factor and tablet prop-‐erties.
The resulting scores for PC1 and PC2 can be expressed as:
PC1 = 0.33T+0.29TS+0.34BD+0.31TaD-‐0.38E+0.34Y
PC2 = 0.30TD+0.30COMP+0.30DT-‐0.44PT-‐0.4HR-‐0.4CI
The score plot of the properties studied is shown in Figure 2. It separated and classified all technologies based on the collective resulting material properties. For instance, spray drying is depicted at the upper left side of the PC. This technology was important for pro-‐ducing materials with the largest porosity, lowest flow and densities and had the lowest yield and processing time. Likewise, in the upper right coordinate the collec-‐tive data due to the agglomeration technology. They also had a low processing time and the best product yield making it most practical easing its industrial scale-‐up. On the other hand, the cocrystallization technology is shown as a cluster in the center of the plot, whereas, the hot melt technology is depicted as a cluster in the lower right coordinate. The overall data of these tech-‐nologies are closed since the resulting properties were very alike.
The label in each data point indicates the level of ACD in the composite. It increased from the right to the left and from bottom to top. This indicates that properties such as densification were highly dependent on the level of ACD and moves in this way since in the loading plot are located in the right side and the level factor is located at the left of the plot.
CONCLUSION
The bulk and tap densities, product yield and porosity of the composites depended on the technology em-‐ployed. On the contrary, properties such as true densi-‐ty, compact tensile strength and disintegration times were more dependent on the level of ACD rather than on the technology used. Further, processing time was independent of the technology and level of ACD. The agglomeration was selected as the most practical tech-‐

Edward Echeverry and John Rojas (2014) Int. J. Res. Pharm. Sci., 5(4), 299-‐303
©JK Welfare & Pharmascope Foundation | International Journal of Research in Pharmaceutical Sciences 303
nology for the production of SOR:ACD composites for direct compression applications.
ACKNOWLEDGEMENT
The authors thank the Pharmacy department for spon-‐soring this project
REFERENCES
Block, L.H., Moreton, R.C., Apte, S.P., Wendt, R.H., Munson, E.J., Creekmore, J.R., Persaud, I.V., Sheehan, C. Co-‐processed Excipients. Pharm forum, 35, 2009 pp. 1026-‐1028.
Bolhuis, G.K., Chowhan, Z.T. Materials for direct com-‐pression. In: Alderborn, G., Nystrom, C., editors. Pharmaceutical Powder Compaction Technology, New York, Dekker, 1996 pp. 419-‐500.
Doldan, C., Souto, C., Concheiro, A., Martinez-‐Pacheco, R., Gomez-‐Amoza, J. Dicalcium phosphate dihydrate and anhydrous dicalcium phosphate for direct com-‐pression: a comparative study. Int J Pharm, 124, 1995 pp. 69-‐74.
Guyot-‐Hermann, A. and Draguet-‐Brughmans, M. Gamma sorbitol as a diluent in tablets. Drug Dev Ind Pharm, 11, 1985 pp. 551-‐564.
Lachman, L., Lieberman, HA., Kanig, J.L. The Theory and Practice of Industrial Pharmacy. 3rd ed. Philadelphia: Lea and Febiger, 1986 pp. 1317-‐1318.
Marwaha, M., Sandhu, D., Marwaha, R. Coprocessing of excipients: A review on excipient development for improved tableting performance. Int J Appl Pharm, 2, 2010 pp. 41-‐47.
Miyazaki, T., Sivaprakasam, K., Tantry, J., Surya-‐narayanan, R. Physical characterization of dibasic calcium phosphate dihydrate and anhydrate. J Pharm Sci, 98, 2009 pp. 905-‐916.
Nachaegari, S.K., Bansal, A.K. Coprocessed excipients for solid dosage forms. Pharm Technol, 28, 2004 pp. 52-‐65.
Narang and Boddu. Excipient Applications in Formula-‐tion Design and Drug Delivery. In Coprocessed excip-‐ients for direct compression application. 1st ed. Springer, 2015 pp. 220-‐230.
Reiff, F., Hartner, H., Basedow, A., Hugenbusch, H.W., Schmidt, P.C., Bardonner, H., inventors; Sorbitol, process for its preparation, and use thereof. US Pat 4,605,794. 1986.
Reimerdes, D. The near future of tablet excipients. Manuf Chem, 64, 1993 pp. 14-‐15.
Saha, S., Shahiwala, A.F. Multifunctional coprocessed excipients for improved tabletting performance. Ex-‐pert Opin Drug Deliv, 6, 2009 pp. 197-‐208.

Anexo 2
Manuscrito “Assessment of the tableting characteristics of a novel sorbitol and calcium diphosphate
composites ”

ASSESSMENT OF THE TABLETING CHARACTERISTICS OF A NOVEL SORBITOL AND CALCIUM DIPHOSPHATE COMPOSITES
Original Article
EDWARD ECHEVERRIa*, JOHN ROJASa, MARCEL YEPESa a
Received: 14 Jun 2015 Revised and Accepted: 08 Aug 2015
Department of Pharmacy, School of Pharmaceutical Chemistry, University of Antioquia, Medellin, Columbia Email: [email protected]
ABSTRACT
Objective: To improve the tableting properties of sorbitol (SOR) via particle engineering through agglomeration with anhydrous calcium diphosphate (ACD) employing a house-made agglomerator.
Methods: A novel SOR: ACD composites were produced by agglomeration at the 95:5; 80:20, 50:50, 20:80 and 6:94 SOR to ACD. The resulting tableting properties such as densification, compressibility, compactibility, ejection force, elastic recovery, sensitivity to lubricants, compression speed and disintegration time were then evaluated.
Results: The new agglomerated excipient had better flow, compressibility and compactibility than the physical mixture of SOR and ACD being the 95:5 SOR: ACD ratio the composite that exhibited the best tableting properties.
Conclusion: This novel excipient has a potential use as a pharmaceutical aid for direct compression applications.
Keywords: Sorbitol, Calcium diphosphate, Composites, Tableting, Direct compression.
INTRODUCTION
In recent years, no new chemical entities have been introduced in the market as novel pharmaceutical aid. This is explained by the extreme costs for the required toxicological and clinical studies demanded by the regulatory agencies. Nevertheless, the market has been fulfilled by the introduction of new grades of materials and co-processing of two or more already approved excipients produced at a fixed ratio. Co-processing implies the combination of two or more materials using an adequate technology to improve the particle and functional properties in comparison to the parent materials. Therefore, the undesired properties are removed and the co-processed product has also a superior functionality as compared to the physical mixture [1]. Spray-drying, co-precipitation, hot-melt extrusion and agglomeration are the most widely used technologies to generate co-processed products.
Sorbitol (SOR) and anhydrous calcium diphosphate (ACD) are commonly used as excipients for the production of solid dosage forms [2]. However, SOR is liquefied if stored at relative humidities larger than 65%, whereas it crystallizes at lower relative humidities forming harder compacts, especially if mixed with moisture sensitive drugs [3]. Further, when compression is executed at RH<50% it forms lumps in the hopper and a sticky residue is generated between the punches and die system [4]. On the other hand, ACD is an inexpensive excipient, which is virtually insensitive to alkaline lubricants. However, it causes a substantial tooling wearing and its compacts require a disintegrant since they suffer from hardening once stored leading to prolong dissolution times [5].
A possible alternative to solve the aforementioned issues and improve the tableting performance of these excipients is by co-processing. In this scenario, the study of the synergy between the plasticity of SOR and brittle behavior of ACD during the compression process is essential to understand their tableting characteristics. Thus, combination of these two excipients could generate a robust material with a less tendency for capping or lamination [6, 7].
Recently, the spray-drying, co-precipitation, hot-melt granulation and agglomeration technologies were employed to study the effect of processing technology on the resulting particle properties of the new co-processed SOR: ACD material. Particle density and porosity were mainly dependent on the technology used. Further, hot-melt granulation rendered particles with an excessive compatibility. On
the other hand, spray-drying generated the most porous materials having the lowest yield, whereas, the agglomeration technology produced the best yield (~90%) and had the least scale-up issues [8].
Die filling, particle deformation, decompression and ejection are the basic events which occur during the compression of powders. Therefore, knowledge of the fundamental mechanisms taking place during compression is essential to understand the performance and suitability of a material for tableting purposes [9]. Usually, compression and compaction phenomena of powders can be described as a function of porosity or compact tensile strength and compression pressure, respectively [10].
The goal of this study is to assess the tableting performance of a new co-processed SOR: ACD excipients produced by agglomeration, and determine the best SOR: ACD ratio which has the best functionality as compared to their physical mixtures.
MATERIALS AND METHODS
Materials
SOR (lot 20140405) was purchased from Shandong Ruiyang Pharmaceutical Technology (Longwood, USA). ACD (lot BCU250711) was obtained from Innophos (Cranbury, NJ, USA). Talc (lot S321/11), magnesium stearate (lot lot 25654) and stearic acid (lot 413F120922A) were obtained from Rio Tinto minerals (Luzenac Val Chisone SA), Disan Columbia and Pacific Olechemical SDNB, respectively.
Preparation of SOR and ACD composites
Approximately, 100g of ACD and SOR were blended at a 5:95, 20:80, 50:50, 80:20 and 94:6 ratio and wetted with an appropriate amount of distilled water to form aggregates. These particles were then passed through a # 14 mesh and put in an agglomerator (Model 1LA7 080-6YC60, Medellin, Colombia) for 5 min operated at 30 degrees angle and ~100 rpm. Subsequently, these materials were dried at 60 °C for 24h and passed through a # 60 mesh sieve.
Powder X-Ray (PXRD) characterization
Powder X-Ray diffractions were obtained on a PAN alytical diffract meter (Model, Empyrean 2012, Westborough, MA) at 45 kV and 40 mA, equipped with a monochromatic CuKα (α1 =1.540598 Å, α2
International Journal of Pharmacy and Pharmaceutical Sciences
ISSN- 0975-1491 Vol 7, Issue 10, 2015
Innovare
Academic Sciences

Echeverri et al. Int J Pharm Pharm Sci, Vol 7, Issue 10, 160-164
161
=1.544426 Å) X-Ray radiation. Diffract grams were obtained over a 5 to 45 ° range at a scan step and step time of 0.039 and 38.2 s, respectively. The Peak Fit software (V. 4.12, Sea solve, Inc, Framingham, MA) was used for the data analysis.
Preparation of compacts
Cylindrical compacts of ~300 mg were manufactured on an instrumented single station tablet press (Compact 060804, Indemec, Columbia) equipped with a 6.5-mm flat-faced punches and die tooling at a dwell time of 1 and 30s and compression pressures ranging from ∼10 to∼ 300 MPa. The compaction and ejection forces were measured directly from a load cell (LCGD-10k, Omega Engineering, Inc, Stanford, CT) coupled to a strain gauge
(Model DP25B-S, Omega Engineering, Inc., Stamford, CT). Compacts were analyzed immediately after ejected.
Compact porosity and elastic recovery measurements
Compact thickness and diameters were measured with an electronic digital caliper (Titer; measuring range 0-150 mm and readability of 0.01 mm). The tablet thickness was measured at three different points around the compact and the average was taken. The compact volume was then determined and its porosity was calculated by subtracting the unity from the ratio of apparent compact density and true density of the sample determined on a Helium displacement micropycnometer (Accu Pyc II 1340, Micromeritics Corp., Norcross, GA, U. S. A.).
Compact tensile strength
The data, of breaking strength values obtained on a hardness tester (UK 200, Vankel, Manasquan, NJ, U. S. A.) were transformed to radial tensile strength using the Fell and Newton equation for cylindrical compacts. The crosshead speed of the left moving platen was 3.5 mm/s.
Compressibility and compactibility analyses
The natural logarithm of the inverse of compact porosity, ln (1/ε), was plotted against compression pressure to construct the Heckel plots [11, 12]. The slope (m) of the linear region of this curve is inversely related to the material yield pressure (Py), which is a measure of its plasticity [7]. Thus, a low Py value (<100 MPa) indicates a high ductile deformation mechanism upon compression. The Heckel model is given by:
(1)
Where, A is the intercept obtained by extrapolating the linear region to zero pressure. Other parameters useful in assessing compressibility are D0, Da, and Db, which, are related to initial powder packing/densification, total compact densification, and particle rearrangement/fragmentation at the initial compaction stage, respectively. The compatibility analysis was performed by fitting the tensile strength data to the Leuenberger model:
Tmax exp (-γPρ
Where, σ
) (2)
t, Tmax
Strain rate sensitivity (SRS)
, γ, P and ρ correspond to the compact tensile strength, tensile strength at infinite pressure, compression susceptibility, compression pressure and the solid fraction, respectively [13, 14].
The SRS was obtained by the percentage of Py change of the materials compressed at dwelling times of 30 and 1 sec, respectively. The powder Py
Elastic recovery (ER)
was obtained from the Heckel model previously described.
Compacts of ∼300 mg were made on a single punch tablet press equipped with a flat-faced 6.5 mm diameter tooling at a 20% porosity. Tablet thickness was measured immediately after ejected (0.01 mm sensitivity) and after 15 d of storage. The ER was calculated as reported previously [15].
Water uptake (WU)
Compacts were made as described for ER. The compact WU was obtained by the percentage of weight increase once stored in a 100% RH chamber for 15 d.
Lubricant sensitivity (LS)
Magnesium stearate, stearic acid and talc were selected as model lubricants. Batches of ~10g of an excipient: lubricant (99:1 ratio) were passed freely through a number 60 mesh sieve (250 μm) and blended separately in a V-blender (Riddhi Pharma Machinery, Gulabnagar, India) for 5 min. Tablets were prepared at a dwell time of 1 s. The compression pressures varied so compacts of ~20% porosity were obtained. The LS was expressed as the lubricant sensitivity ratio (LSR):
(3)
Where, H0 and Hlub
Compact disintegration
are the compact tensile strength of tablets prepared without and with lubricant, respectively. Samples were analyzed in triplicates.
Tablets, each weighing ~300 mg, were made as described under ER in triplicate. It was performed in distilled water at 37 °C employing an Erweka GmbH disintegration apparatus (39-133-115, Hanson Research Corporation, Northridge, CA) at 30 strokes/min.
Statistical analysis
A principal Component Analysis (PCA) was the multivariate analysis employed. It identifies patterns in the compact properties and expresses them in such a way as to highlight their similarities and differences in the PC1 and PC2 axes. The Minitab® software (v.16, Minitab®
, State College, U. S. A.) was used for the data analysis. The independent variables were the type of processing employed (agglomeration or blending) and ACD level (5, 20, 50, 80 and 94%). The response variables were the ER, SRS, LS, WU, compact disintegration and the parameters obtained from the Heckel and Leuenberger models.
SOR
5%
20%
50%
80%
94%
ACD
Fig. 1: Powder XRD of the new SOR: ACD composites
RESULTS AND DISCUSSION
Powder XRD characterization
There are 6 types SOR polymorphs known in nature (forms α, β, γ, ∆, ε and the crystallized melt with subforms E´and E). Commercially, the γ form is the most readily available [16]. Fig. 1 depicts the diffractograms of the aggregate composites. In the long spacing region of the SOR diffractogram (low values of 2θ angles) there were five main diffraction peaks at ~12, 14, 16, 18 and 26 ° 2θ, which corresponded to the typical reflections for the polymorph γ [17]. On the other hand, ACD exists as a dihydrate and anhydrous form. In this case, the difractogram showed the main diffraction peaks at 26, 28, 30, 32 and 36 ° 2θ, corresponding to the typical reflections of the anhydrous form. The typical diffractions peaks at 12, 21 and 23 ° 2θ

Echeverri et al. Int J Pharm Pharm Sci, Vol 7, Issue 10, 160-164
162
characteristics of calcium diphosphate dihydrate were absent indicating the anhydrous nature of the composites [5]. As the level of ACD increased the magnitude of the SOR peaks at 12 and 18 ° 2θ decreased and that of 26 ° 2θ increased. On the other hand, the process of agglomeration per se did not cause any polymorphic transformation of the γ form of SOR.
The PC1 vector is the direction on the abscissa along which projections that has the largest variance. The PC2 is the direction, which maximizes variance among all directions orthogonal to the PC1. In this study, the PC1 and PC2, had a variance of 8.9, and 3.3 respectively, and accounted for ~75.8 % of the total variance indicating that most data structure was captured into the two underlying dimensions studied. The loading plot of measured properties is shown in fig. 2. The lines show projections of the processing conditions and the resulting tableting properties from the models onto the PC1 and PC2 plot. The loadings can be understood as weights for each original property when calculating the principal component.
This plot is the result of the linear combination of original data that maximizes data variance. Further, each point in the graph indicates the contribution of this property in defining these components. A factor contributing very little to the components such as LS and SRS had small loading value and appear plotted near the center and thus, they had a little effect on the overall properties studied. On the other hand, properties shown further away from the center (appearing dispersed around the borders of the plot) such as processing type, compressibility, compactibility and powder Py
had a major effect on the overall tableting behavior suggesting the processing type as the most important variable that affected all the tableting parameters. Moreover, the strain rate sensitivity (SRS), which is related to plastic deformation due to a reduction in the time available for stress relaxation and bond formation and the ER was highly affected by the processing employed during the composite manufacture. Thus, prolongation of the time available for deformation increased tablet densification for the agglomerate composites with respect to the physical mixtures. This is explained by the larger plasticity observed for the agglomerated composites. Further, processing had some effect on the elastic recovery of the resulting composites as compared to the physical mixtures. This is explained, by the formation of weaker and brittle compacts as compared to the strong bonds formed during the agglomeration process. As a result, compacts made from the physical mixtures had virtually no tendency for elastic relaxation or capping.
Fig. 2: Loading plot of the effect of processing and ACD level on the tableting properties of the new composites
Factors such as compressibility, compactability, compact tensile strength and powder densification by die filling formed a large cluster to the right side of the plot indicating they are highly correlated. This means that composites having low levels of ACD (<20%) presented a large magnitude of these variables. On the other hand, factors such as level of ACD, Py
PC1=-0.322 ACD level+0.319 Compact+0.319 Compress-0.327 P
and ejection forces formed a cluster that was directly opposite to the first cluster indicating an
inverse correlation. This indicates that composites having high levels of ACD showed a large brittle deforming behavior, ejection forces and formed compacts having a low compactibility, compressibility and tensile strength. Conversely, materials with ACD levels lower than 50% showed an extensive ductile tendency resulting in compacts having a large compressibility, compactibility and low ejection forces. Moreover, independent of the process employed water uptake and disintegration time decreased as the level of ACD increased. This is due to the reduction of the hygroscopicity and dissolving ability of SOR in the composites. The scores for PC1 and PC2 are:
y
PC2=-0.465 Process+0.355 D
-0.311 EF
a+0.504 Db
The PC1 model was dominated by the level of ACD and represents a connection between the levels of ACD in the composites with the resulting compressibility and compactibility. On the other hand, the ACD level had a negative effect on the resulting plasticity and compact ejection forces from the die. Conversely, The PC2 component, showed an inverse relationship between processing, and powder densification and compact ER. For instance, opposed to the agglomerate composites, the physical mixtures had a low sensitivity to the compression speed and low powder densification.
+0.357 SRS+0.392 ER
Fig. 3 shows the PCA score plot for the tableting properties studied. The score plot of the two principal components contains the original data in a rotated coordinate system. This plot was able to classify and mainly attribute data variability to the ACD level in the composites. The first component separates composites having low levels of ACD (<50%) from those having levels higher than 50%. Since the PC1 was mainly influenced by the compressibility and compactibility characteristics, data stratification was mainly dependent on the plasticity of the materials. For this reason, highly compactable and compressible composites are illustrated on the right side of the PC1 axis, whereas, poorly compactable and compressible composites are shown on the left side of the plot. On the other hand, the PC2 separated the overall properties of the agglomerates from the physical mixtures shown in the upper and lower parts of the plot, respectively. In this case, composite stratification was essentially due to the processing type. The initial high data scattering at low levels of ACD is mainly attributed to the differences in ER, SRS and densification by particle rearrangement (Db
). As the level of ACD increases data appear closer to the zero value in the ordinate axis indicating small differences between the two processes, especially for the composites having an ACD level of 94%.
Fig. 3: PCA Score plot showing the effect of processing and ACD level on the tableting properties of the new composites. Blue
and red dots correspond to the agglomerates and physical mixtures, respectively
Further, the correlation matrix among the parameters studies showed a good inverse correlation between the level of ACD with D0 and compressibility (r2 of-0.955 and-0.957, respectively). As a result,

Echeverri et al. Int J Pharm Pharm Sci, Vol 7, Issue 10, 160-164
163
materials having a large concentration of ACD are expected to have a low compressibility and densification by die filling due to the low densification characteristics of ACD. Likewise, compressibility and compactibility were highly correlated (r2 of 0.958) since composites that had a large densification such as those having a ACD level<20% were also able to form strong compacts. On the other hand, Py which is an indicator of the ductile characteristics of a material was inversely related (r2of-0.930) to compactibility indicating the strong correlation between the Py parameter of the Heckel model and the AUC obtained from the Leuenberger model. Further, as seen by the Heckel model, composites that were highly plastic deforming (having a low Py
Table 1 lists the overall properties of the composites studied. According to Leuenberger [14], a compression susceptibility parameter (γ)<0.01 MPa
) also showed a high volume reduction ability. Further, a high plasticity was essential for having low compact ejection forces from the die. This means that composites having a large level of SOR also possessed self-lubricant characteristics preventing the formation of frictional forces between the powder bed and the die wall.
-1
is indicative of a plasticity of a material. This implies that composites having ACD levels<20% can be
considered as ductile in nature. In fact, composites having ACD levels<20% required lower compression forces to rapidly form cohesive compacts with a large volume reduction ability. As explained previously, independent of the process employed, the increase in the ACD level caused a reduction in compressibility, densification, and compactibility of the composites. The brittle nature and low porosity of ACD are responsible for this phenomenon. In one exceptional case, the agglomerate having a 5% ACD presented a larger densification and compressibility than the physical mixtures and the parent materials (SOR and ACD). This is explained by the aggregated nature of the composites, where ACD is embedded inside the granular matrix. Once the compression process takes place sliding and rearrangement of the crystal planes within the agglomerates is boosted, leading to superior volume reduction ability keeping the plastic behavior of the parent SOR almost intact. Nevertheless, this high plasticity also creates a slight increase in susceptibility to lubricants and the SRS. On the other hand, the simple physical mixture of the SOR: ACD composites rendered more brittle products with a larger compact ER and ejection force. This is explained by the larger surface area of the powders in the blend, which gives a large contact area between the powder bed and machine tooling.
Table 1: Tableting properties of the new SOR: ACD composites
P La TSd γe Compactf Dg a Dh 0 Di b Compressj Pyk SRSl DTm ERn LSRo EFp WUq r (%) (MPa) (MPa-1 (MPa) 2 ) (MPa2 (MPa) -1 (%) ) (Min) (%) (N) (%) A 5 b 4.1 0.02 268 0.85 0.39 0.47 862 60.5 30.2 1.5 1 0.49 33.3 14 A 20 3.2 0.03 269 0.77 0.3 0.47 760 82.7 41.2 1.6 0 0.22 45.7 24.6 A 50 4.8 0.01 252 0.63 0.29 0.33 560 91.6 45.3 5.9 0 0.39 47.3 16.7 A 80 3.7 0.01 155 0.63 0.13 0.49 509 195.1 15.7 30 1 0.33 239 9.8 A 94 4 0 83.4 0.54 0.14 0.4 347 354.8 21.9 30 0 0.23 400 1.3 PM 5 c 4.9 0.02 330 0.61 0.39 0.22 867 42 4.2 1.03 0 0.15 38.7 18.2 PM 20 5.3 0.02 347 0.52 0.3 0.22 874 30.4 35.4 1.6 0 0.27 33.3 16 PM 50 5.2 0 117 0.59 0.29 0.3 480 143.4 2.1 3.4 0 0.17 153 10.9 PM 80 2.3 0 44.8 0.5 0.13 0.37 320 298.6 2.9 12.2 0 0.28 749 5.5 PM 94 1.5 0 33.2 0.48 0.14 0.35 303 394.8 27.4 30 0 0.6 726 2.5 SOR 0 s 4.9 0.03 421 0.67 0.31 0.35 768 71.8 49.6 2.2 5.51 0.64 74.3 35.7 ACD 100 t 1.7 0.01 48.9 0.44 0.17 0.27 260 383.1 14.3 30 0.31 0.14 648 1.1
a. process, b. agglomeration, c. physical mixture, d. phosphate level, e. compact tensile strength, f. compression susceptibility, g. compactibility, h. Total compact densification, i. compact densification by die filling, j. compact densification by rearrangement/fragmentation, k. Compressibility, l. Powder yield pressure, m. strain rate sensitivity, n. compact disintegration time, o. Elastic recovery, p. Lubricant sensitivity, q. Ejection force, r. water uptake, s. sorbitol, t. anhydrous calcium diphosphate
0
100
200
300
400
500
600
700
800
900
1000
0 0.1 0.2 0.3 0.4 0.5 0.6
Ejec
tion
forc
e (N
)
Compact porosity
Agglomerate5%
20%
50%
80%
94%
Phosphate
Sorbitol
0
200
400
600
800
1000
0 0.1 0.2 0.3 0.4 0.5 0.6
Ejec
tion
forc
e (N
)
Compact porosity
Physical mixture 5%
20%
50%
80%
94%
Fig. 4: Compact ejection force of the SOR: ACD composites
Further, no significant differences were observed among the hygroscopicity data of the compacts as reflected by the water uptake ability between the agglomerates and the physical mixtures. Likewise, compact disintegration times of agglomerates were comparable to those of the physical mixture, except for that having an ACD level of 80% in which the agglomerate showed a delayed disintegration due to the formation of strong compacts. Moreover, in all cases, composites were less hygroscopic than SOR, and required about seven days to reach equilibrium and liquefaction, except for
composites having a ACD level>80 which never liquefied. Conversely, SOR reached liquefaction within 24 h of storage ment at a relative humidity environment of 100%.
Fig. 4 shows data resulted from the compact ejection force as a function of compact porosity. As expected, ejection forces decreased as porosity increased. In fact, ejection forces of the physical mixtures were higher than those of agglomerate products independent of the level of ACD. The higher plasticity and low surface area of the agglomerates explained this phenomenon.

Echeverri et al. Int J Pharm Pharm Sci, Vol 7, Issue 10, 160-164
164
Fig. 5 depicts the lubricant sensitivity of the SOR: ACD composites and fig. 6 illustrate the lubricant sensitivity of pure materials. A low sensitivity to a lubricant is observed for composites having a LS near the center of the radial plot. The magnitude of the sensitivity varied with the ACD level and did not showed any trend. The area under the curve of each radial curve can be considered as indicative of the magnitude of the LS. In this case, the agglomerates showed the same LS for talc and magnesium stearate, but small LS to stearic acid than the physical mixtures. It is possible that stearic acid is able to form a complete particle coating for the physical mixtures and thus,
reduced the number of contact points required to form a strong compacts. On the other hand, pure materials, especially, SOR was highly sensitive to lubricants as compared to ACD. In this case, lubricants strongly interfered with bonding forces of SOR such as hydrogen bonding between particles and softened tablets. Therefore, the continuous lubricant film on SOR particles is not destroyed reducing the surface area and thus, weakening particle bonding. However, the contrasting result was found for the brittle deforming ACD. This is explained by the continuous formation of fresh surfaces not coated by lubricant, which bind together reducing slightly LS.
0.0
0.2
0.4
0.6
0.85
20
50
80
94
97
Agglomerate
T
SA
MS
0.0
0.2
0.4
0.6
0.85
20
50
80
94
97
Physical mixture
T
SA
MS
Fig. 5: Radial plots showing the effect of lubricant on composites having different levels of ACD. Batch size: 10 g. T: Talc, SA: Stearic acid, MS: Magnesium stearate
0.00
0.05
0.10
0.15
0.20
0.25
0.30
0.35
0.40
0.45
0.50
Magnesium stearate Talc Stearic acid
Lubr
ican
t sen
sitiv
ity r
atio
Sorbitol
Calcium diphosphate
Fig. 6: Effect of lubricant on pure SOR and ACD. Batch size: 10 g
CONCLUSION
The agglomerated SOR: ACD composites showed improved characteristics such as good densification, low ejection forces, and better compressibility and compatibility than the plain physical mixture of the individual components. The agglomerate having a 5% ACD level was the composite that exhibited the best tableting properties.
ACKNOWLEDGEMENT
This work has been supported by the committee for the development of research (CODI) through its sustainability strategy (2015-2016).
CONFLICT OF INTERESTS
Declared None
REFERENCES
1. Ramya K, Chowdary K. Preparation, characterization and evaluation of a new coprocessed excipient as directly compressible vehicle in tablet formulation. J Global Trends Pharm Sci 2013;4:1322-8.
2. Guyot-Herman A, Draguet-Brughmans M. Gama sorbitol as a diluent in tablets. Drug Dev Ind Pharm 1985;11:551-64.
3. Reiff F, Hartner H, Basedow A, Hugenbush HW, Schmidt PC, Bardonner H. Sorbitol, process for its preparation and use thereof; 1986. p. 794.
4. Lachman L, Lieberman HA, Kanig J. The Theory and Practice of Industrial Pharmacy. (Febiger, L. ed). 3rd ed. Philadelphia; 1986. p. 1317-8.
5. Doldan C, Souto C, Concheiro A, Martinez-Pacheco R, Gomez-Amoza J. Dicalcium phosphate dihydrate and anhydrous dicalcium phosphate for direct compression: a comparative study. Int J Pharm 1995;124:69-74.
6. Saha S, Shahiwala AF. Multifuncional coprocessed excipients for improved tableltting performance. Expert Opin Drug Delivery 2009;6:197-208.
7. Bolhuis CK, Chowham ZT. Pharmaceutical Powder Compaction Technology (Alderborn G. Nystrom, C. eds.) New York, Marcel Dekker; 1996.
8. Echeverri E, Rojas J. Functionality enhancement of sorbitol and anhydrous calcium diphosphate composites for direct compression applications. Int J Res Pharm Sci 2014;5:299-303.
9. Rojas J, Ciro Y, Correa L. Functionality of chitin as a direct compression excipient: An acetaminophen comparative study. Carbohyd Polym 2014;103:134-9.
10. Paronem P, Ilkka J. Pharmaceutical Powder Compaction Technology. (Alderborn G, Nystrom C. eds.). Marcel Dekker, New York; 1996.
11. Heckel RW. Density-pressure relationships in powder compaction. Trans Metall Soc AIME 1961a;221:671-5.
12. Heckel RW. An analysis of powder compaction phenomena. Trans Metall Soc AIME 1961b;221:1001-8.
13. Jetzwer W, Leuenberger H, Sucker H. The compressibility and compactibility of pharmaceutical powders. Pharm Technol 1983;74:33-9.
14. Leuenberger H, Rohera BD. Fundamentals of powder compression 1. The compactibility and compressibility of Pharmaceutical powders. Pharm Res 1986;3:12-22.
15. Armstrong NA, Haines-Nutt RF. Elastic recovery and surface area changes in compacted powder systems.
16. Nezzal A, Aerts Luc, Verspaille M, Henderickx G, Redl A. Polymorphism of sorbitol. J Cryst Growth 2009;311:3863-70.
J Pharm Pharmacol 1972;24:135-6.
17. Willard JF, Lefebvre J, Danede F, Comini S, Looten P, Descamps M. Polymorphic transformation of Γ-form of D-sorbitol upon milling: structural and nanostructural analyses. Solid State Commun 2005;135:519-24.

Anexo 3
Manuscrito:“ A new enhanced sorbitol: calcium diphosphate composite as a direct compression
excipient: A comparative study”

A NEW ENHANCED SORBITOL: CALCIUM DIPHOSPHATE COMPOSITE AS A DIRECT COMPRESSION EXCIPIENT: A COMPARATIVE STUDY
Original Article
EDWARD ECHEVERRIa*, JHON ROJASa, MAURICIO BEDOYAa aDepartment of Pharmacy, School of Pharmaceutical Chemistry, University of Antioquia, Medellin, Columbia
Email: [email protected] Received: 03 Sep 2015 Revised and Accepted: 11 Feb 2016
ABSTRACT
Objective: To evaluate and compare the particle and tableting properties of a new sorbitol (SOR) and anhydrous calcium diphosphate (ACD) composite with common excipients used for the preparation of tablets by direct compression such as polyvinylpyrrolidone (Ludipress®), lactose (Cellactose 80®) and microcrystalline cellulose (Prosolv SMCC 90®).
Methods: All materials were tested for lubricant sensitivity, ejection force, and elastic recovery, dilution potential and reworking ability. Further, compressibility and compactibility were determined using the Heckel and Leuenberger models, respectively.
Results: This new excipient offered more benefits in terms of functionality than commercial direct compressive co-processed excipients and showed better compressibility than other commercial excipients and its compactibility was ranked third after SOR and Prosolv SMCC 90®. However, this composite material was more susceptible to reprocessing than commercial products. Further, it showed a low lubricant sensitivity due to a combination of a plastic and brittle behavior. Moreover, the loading capacity of poorly compressible materials such as gemfibrozil was comparable to that of commercial direct compression excipients. It also showed the fastest in-vitro dissolution of gemfibrozil, whereas commercial products failed to fulfill the US pharmacopoeial requirements.
Conclusion: This new composite material showed potential for use as a direct compression excipient.
Keywords: Agglomeration, Sorbitol, Anhydrous calcium diphosphate, Composites, Direct compression
© 2016 The Authors. Published by Innovare Academic Sciences Pvt Ltd. This is an open access article under the CC BY license (http://creativecommons.org/licenses/by/4.0/)
INTRODUCTION
Currently, the solid dosage forms have the largest acceptance worldwide and have about 80 % of market share because of their versatility, safety, easy handling and good stability to heat and moisture as compared to liquid and semi-solid formulations [1].The solid dosage forms may be prepared mainly by using technologies such as wet granulation, dry granulation or direct compression. Direct compression is the simplest and the most inexpensive method in which tablets are produced directly from a mixture of the active ingredient with suitable excipients. In wet granulation, the active ingredient and the excipients are mixed with a wet binder to form an aggregate which is then dried and passed through sieves to form granules of adequate size for the tableting process [2]. In the dry granulation process, the drug and the excipients are mixed and then passed through rollers and subsequently screened to obtain granules of suitable sizes [3].
Among all the above-mentioned processes, direct compression is the most desirable because it requires few unit operations, has less energy consumption and it provides better stability for moisture, oxidation, and temperature sensitive drugs [4]. However, about 80 % of the tablet formulations are made by wet granulation. This is explained by the poor mechanical properties exhibited by most drugs [5].
An excipient intended for direct compression applications should have the following characteristics: excellent compressibility, adequate flow, resistance to segregation, rapid disintegration, low sensitivity to lubricants, scaling-up feasibility, and good dilution potential [6]. The fastest and cheapest way to develop a direct compressive excipient is by co-processing.
Co-processing implies a combination of two or more excipients using appropriate technology to obtain a product with improved tableting properties as compared to their physical mixture. Therefore, the original defects are masked, and the beneficial properties are synergized [7]. The most commonly used technologies to obtain co-processed excipients include spray-drying, agglomeration, hot-melt
extrusion and co-precipitation [8]. Co-processing minimizes tablet breakdown due to lamination and capping, which are in turn, attributed to energy built up during the tableting process [6].
In a previous study, a novel sorbitol (SOR): anhydrous calcium diphosphate(ACD) composites were produced by agglomeration at the 95:5; 80:20, 50:50, 20:80 and 6:94 SOR to ACD ratios [ 9]. The new agglomerated excipient had better flow, compressibility, and compactibility than the physical mixture of SOR and ACD being the 95:5 ratios the composite that exhibited the best tableting properties [10].
Cellactose 80® (α-lactose monohydrate: cellulose powder (75:25), Microcellac® (α-lactose monohydrate: microcrystalline cellulose (75:25), Prosolv SMCC 90® (microcrystalline cellulose: colloidal silicon dioxide (98:2), and Ludipress® (α-Lactose monohydrate: Polyvinylpyrrolidone: Crospovidone (93:3.5:3.5) are some of the main co-processed excipients currently available on the market. The goal of this study is to evaluate the particle and mechanical properties of a new agglomerated excipient containing SOR and ACD (95:5 ratio), as compared to commercial co-processed materials namely Prosolv SMCC 90®, Cellactose 80® and Ludipress® and the parent SOR and ACD excipients.
MATERIALS AND METHODS
Materials
Prosolv SMCC 90® (lot 6909030220) was obtained from JRS Pharma (Rosenberg, Germany). Magnesium stearate (lot 25654) was purchased from Rio Tinto Minerals (Luzenac Val Chisone SA). Sorbitol (lot 20,140,405) and calcium diphosphate (lot BCU250711) were obtained from Shandong Ruiyang Pharmaceutical Technology (Longwood, USA) and Innophos (Cranbury, NJ, USA), respectively. Gemfibrozil (lot 241303947010) was obtained from Chemo Lugano branch (Lugano, Switzerland). Cellactose 80®(lot 1321) was purchased from Meggle (Wasserburg. Germany), Ludipress® (lot 71036447G0), Crospovidone (lot 2912588Q0) and sodium lauryl sulfate (lot 0012730186) were purchased from BASF (Evionnaz, Switzerland).
International Journal of Pharmacy and Pharmaceutical Sciences
ISSN- 0975-1491 Vol 8, Issue 4, 2016

Echeverri et al.
Int J Pharm Pharm Sci, Vol 8, Issue 4, 43-49
44
Preparation of the sorbitol and calcium diphosphate (95:5) composite
Approximately, 100 g of ACD and SOR were mixed at a 5:95 ratio and wetted with a suitable amount of distilled water (5.5 mL) to form a wet mass. This mass was then passed through a # 14 sieve and agglomerated in a spheronizer (Model 1LA7 080-6YC60, Medellin, Colombia). The agglomeration process was performed for 5 min with an angle of 30 degrees and speed of ~100 rpm. The material was then dried at 60 °C for 24 h and passed through a 60mesh sieve.
Particle sizes analysis
Excipients were fractionated on a Ro-Tap sieve shaker (Model, RX29, W. S. Tyler Company, Mentor, OH) using stainless steel 180,150, 125, 106, 75, 44 and 38 µm size sieves, stacked together in the order written (Fisher Scientific Co., Pittsburgh, PA). Approximately, 20 g of the sample was shaken for 10 min. The geometric mean diameter, dg, was determined from the log-normal distribution plot constructed between the sieve mean diameter and cumulative percent frequency using the Minitab software (v.16, Minitab, Inc, State College, PA).
Particle properties
The moisture content was obtained by the gravimetric method heating the sample at 105 °C for 10 min in an infrared moisture balance (GEHAKA IV 3000). True density was determined using a Helium displacement micro pycnometer (AccupycII 13340, Micromeritics, USA) with ~2 g of a dry sample. Bulk density was determined on 20 g of material, and the tap density was measured on a Tap density analyzer (AT2, Quantachrome instruments, USA) for 400 taps. Porosity (ε) was calculated as reported previously [11]. Flow rate was obtained from ∼20 g of material that passed through a glass funnel having a 13 mm diameter orifice, and its weight was recorded as a function of time.
Tablet porosity
The thickness and diameter of the tablets were measured with an electronic digital caliper (Titer, 0.01 mm sensitivity). The thickness of the tablets was measured at three different points of the tablet, and the average was reported. The compact volume and porosity were calculated according to their geometry as reported previously [12].
Compressibility analysis
Compacts of ∼300 mg were made on a single punch tablet machine (060804 Compac, Indemec, Itagui, Colombia) coupled with a load cell (LCGD-10K, Omega Engineering, Inc., Stamford, CT) at 1 and 30 s using a flat-faced 6.5 mm punches and die tooling. Pressures ranged from ∼10 MPa to 300 MPa and were measured on a strain gauge (LCGD-10K, Omega Engineering, Inc., Stamford, CT). Compacts were analyzed immediately after ejected. The natural logarithm of the inverse of compact porosity was plotted against compression pressure to construct the Heckel plots as reported previously [13]:
-ln (ε) = kP+A (1)
Where, A is the intercept obtained by extrapolating the linear region to zero pressure. The slope (m) is inversely related to the yield material pressure (Py), which is a measure of its plasticity [14]. Thus, a low Py (usually values<100 MPa) indicates a high ductile deformation mechanism upon compression. Other parameters such as Do, Da, and Db, are related to initial powder packing/densification, total compact densification and particle rearrangement/ fragmentation at the initial compaction stage, respectively [15]. They were calculated as described previously [11].
Compactibility analysis
Compacts were made as described under “compressibility analysis”. The analysis was performed using a tablet hardness tester (UK 200, Vankel, Manasquan, NJ) and the compact tensile strength (MPa), was then recorded. The crosshead speed of the left moving platen was 3.5 mm/s. The area under the tensile strength curve (AUCTS) obtained from the Leuenberger model was used to determine the compactibility of the materials [16]:
σt = Tmax (1-exp (-γPρ) (2)
Where, TS is the radial tensile strength (MPa), Tmax is the theoretical tensile strength at infinite compression pressure, γ is the compression susceptibility parameter (MPa−1), ρ is the relative density and P is the compression pressure (MPa).
Dilution potential (DP)
Gemfibrozil was used as a model drug for direct compression due to its poor compaction properties. Tablets of ∼700 mg in weight containing different levels of excipient (0, 5, 20, 50, 80, 90, 95 and 100 %) and a poorly compressible drug (gemfibrozil), were prepared, and their tensile strength was determined. Gemfibrozil and the test excipient were mixed in a mortar and pestle for 5 min and then compressed on a single punch tablet press at 30, 90 and 120 MPa at a dwell time of 1 s. The DP was obtained from the area ratio vs composition plots as reported previously [17].
Lubricant sensitivity (LS)
Lubricant sensitivity was assessed by mixing powders previously passed through a 250 µm sieve with magnesium stearate at a 99:1 weight ratio using a V-blender (Rhiddi Pharma, India) for 5 min. Tablets were prepared using a single punch tablet press at a dwell time of 1 s at a pressure, so a compact with ~ 20 % porosity is obtained. The lubricant sensitivity was expressed as the lubricant sensitivity ratio as reported previously [18].
Reprocessing susceptibility
Biconvex compacts of ~30 % porosity, each weighing about 300 mg and measuring 8.7 mm in diameter were made using an eight station tablet machine (Rhiddi Pharma, India). Compact hardness was measured and converted to tensile strength and tablet pieces were milled and passed through a 250 µm sieve, and subsequently compressed. Compacts were analyzed in a hardness tester, and data were transformed to tensile strength.
Elastic recovery (ER)
Compacts of ∼300 mg were made on a single punch tablet press equipped with a flat-faced 6.5 mm diameter tooling at 20 % porosity. Tablet thickness was measured immediately after ejected (0.01 mm sensitivity) and after 15 d of storage. The ER was calculated as reported previously [19].
Compact water uptake and compact disintegration tests
Tablets, each weighing ~300 mg, were made on a single punch tablet press using a 6.5 mm round, flat-faced punches and die set at a dwell time of 1 s. Compression forces were controlled, so compacts of 30-40 % porosity were obtained. Compacts were stored in a chamber containing distilled water at 25 °C for 15 d keeping a relative humidity of ~100 %. The increase of weight was measured with time and expressed as a percentage. On the other hand, compact disintegration was performed in 1000 mL of distilled water at 37 ºC employing an Erweka GmbH disintegration apparatus (39-133-115, Hanson Research Corporation, Northridge, CA, USA) at 30 strokes/ min.
Dissolution studies
A formulation mixture containing 600 mg of gemfibrozil, 25 mg of crospovidone, 32 mg of sodium lauryl sulfate, 17 mg of magnesium stearate and 142 mg of testing excipient was blended on a mortar and pestle. The dry mixtures were then compressed in a single station tablet press (Compac 060804, Indemec, Columbia) at ~75MPa to form cylindrical matrices. The release studies were conducted on an Erweka (DT6-K, Erweka GmbH, Milford, CT) Type 2 apparatus operated at 37 °C and 50 rpm for 30 min. A 900 mL of pH 7.5 phosphate buffer was used as a release medium. Aliquots of 5 mL each, were taken, filtrated and diluted to 50 mL with 1N NaOH before measurement. The concentration of gemfibrozil was found by UV analysis (HACH DR500, HACXH Company, Loveland, CO) at 276 nm according to the USP 38 NF 38 specifications.

Echeverri et al.
Int J Pharm Pharm Sci, Vol 8, Issue 4, 43-49
45
RESULTS AND DISCUSSION
Powder properties
The powder properties of the SOR: ACD composite and commercial excipients are shown in table 1, and the morphology features are shown in fig. 1. The agglomerate had 158 µm in size and was comparable to that of Ludipress®, Cellactose 80®and SOR. In contrast, ACD had the smallest particle size followed by Prosolv SMCC 90®. Further, the agglomerate, SOR, and Ludipress® had the lowest true density, whereas ACD and Prosolv SMCC 90®had the highest values. Commercial materials such as Prosolv SMCC 90®, Cellactose 80® and Ludipress® presented the lowest bulk (0.36, 0.40
and 0.48 g/cc) and tap densities (0.5, 0.5 and 0.7 g/cc), whereas ACD and the agglomerate had the largest values (0.69, 0.51 g/cc, and 1.03, 0.94 g/cc, respectively).
Moreover, since SOR and the agglomerate presented a large density and regular shape, they also exhibited the smallest porosity (58.9 and 50.6 %, respectively). This is beneficial to dilute small dose drugs. On the other hand, Prosolv SMCC 90® and Cellactose 80®had the largest porosity. Further, Ludipress®, the agglomerate, and SOR had the largest flow rate due to their more regular shape, smooth surface and high bulk density. Conversely, ACD showed the slowest flow rate. This is mainly attributed to its small particle size and irregular particle shape.
Agglomerate Cellactose 80®
Prosolv SMCC 90® Ludipress®
ACD SOR
Fig. 1: Optical microphotographs of the agglomerate and commercial excipients

Echeverri et al.
Int J Pharm Pharm Sci, Vol 8, Issue 4, 43-49
46
Table 1: Powder properties commercial materials were retested for moisture content and results are shown in here
Property Agglomerate Cellactose 80® Ludipress® Prosolv SMCC 90® ACDa SORb
PSc (µm) 158±20.1 137±29 172±22.1 80±16 14.3±1.5 173±22 Bulk density (g/cm3) 0.51±0.00 0.40±0.00 0.48±0.01 0.36±0.00 0.69±0.00 0.64±0.0 Tapped density (g/cm3) 0.94±0.10 0.50±0.02 0.70±0.0 0.50±0.00 1.03±0.04 0.70±0.04 True density (g/cm3) 1.52±0.00 1.57±0.00 1.52±0.00 1.61±0.00 2.99±0.00 1.55±0.00 Porosity ( %) 50.6 75.8 65.1 78.9 76.9 58.7 Moisture content ( %) 1.00 1.1 1.3 2.5 0.20 0.80 Flow rate (g/s) 19.8±1.3 16.5±1.9 22.5±3.8 12.9±0.5 6.9±1.1 23.9±3.2 Compressibility (MPa2) 13.3 20.0 22.0 25.0 39.0 15.0
Anhydrous calcium diphosphate, b. sorbitol, c. particle size. Experiments were performed in triplicate. Data are given in mean±SD
Tableting properties
In order to assess the compressibility of materials, the Heckel analysis was employed, and the Heckel curves are shown in fig. 2. The yield pressure value, (Py), refers to the pressure at which the material begins to deform plastically. According to the Py values, the agglomerate showed a superior plastic nature even surpassing SOR which it is the classic plastic deforming material. In general, a low Py
value is related to a high ductility of the material. In this case, the agglomerate (∼57.6 MPa) and SOR (72 MPa) had the lowest values; whereas, Ludipress® and ACD had the highest Py values (∼240 and 383 MPa, respectively). Prosolv SMCC 90® and Cellactose 80® presented intermediate Py values (∼103 and 146 MPa, respectively). Thus, it is deduced that the agglomerate and SOR were the most plastic deforming materials upon compression while Ludipress® and ACD were the most brittle deforming materials.
Table 2: Tableting properties
Test Agglomerate Cellactose 80® Ludipress® Prosolv SMCC 90® ACDa SORb
Pyc (MPa) 57.6 145.6 239.7 102.7 383.0 71.8 True density (g/cm3) 1.52 1.57 1.53 1.11 2.99 1.55 Dad 0.67 0.48 0.52 0.36 0.44 0.67 Doe 0.39 0.26 0.32 0.23 0.17 0.31 Dbf 0.29 0.22 0.20 0.14 0.27 0.35 AUCHCg (MPa2) 862.4 424.8 360 449.6 260.2 768.4 SRSh ( %) 30.2 22.4 58.9 1.1 14.3 49.6 γci(MPa-1) 0.016 0.005 0.003 0.014 0.006 0.029 Tmaxj(MPa) 4.1 4.6 2.3 5.5 1.7 4.9 Compactibility (AUCTS)k (MPa2) 268.2 141.7 48.1 342.4 48.9 420.5 Lubricant sensitivity 0.28 0.17 0.82 0.61 0.00 0.13 Elastic recovery ( %) 1.0 0.01 0.02 0.0 0.0 3.0 Dilution potencial ( %) 37 36 40 33 82 40 Compact water uptake ( %) 14 1.0 1.1 2.4 1.1 35.7 Compact disintegration (min) 6.6±0.6 6.3±1.5 1.5±0.6 >30 >30 8 Gemfibrozil release ( %) 86±6 53±5.7 48±4.8 35±2.4 28±5.4 17±2.9
Anhydrous calcium diphosphate, b. sorbitol, c. powder yield pressure, d. total compact densification, e. initial powder packing/ densification, f. total compact densification by particle rearrangement/fragmentation, g. the area under the curve from the Heckel model, h. strain rate sensitivity, i. compression susceptibility parameter j. theoretical tensile strength at infinite compression pressure, k. the area under the tensile strength curves obtained from the Leuenberger model. Experiments were performed in triplicate. data given in mean±SD.
Based on the area under the Heckel curve (AUCHC) it is deduced that the agglomerate and ACD had the largest and lowest powder compressibility, respectively. Usually, plastic materials had a high densification, whereas those with a low Py were less compressible. Compressibility is directly obtained from the AUC of the Heckel curve and showed the agglomerate having the highest compressibility followed by SOR. On the contrary, ACD and Ludipress® showed the lowest compressibility. Therefore, the decreasing trend of plastic deformation upon consolidation followed the order: agglomerate>SOR>Prosolv SMCC 90®>Cellactose 80®> Ludipress®>ACD.
The Do, Da and Db parameters, calculated from the Heckel plots, represent the initial packing of the material upon die filling, total packing at low pressures, and degree of powder bed arrangement due to fragmentation at low pressures, respectively. The agglomerate presented the largest densification by die filling, and along with SOR had the total largest densification (Da) and particle rearrangement in the powder bed at low initial compression pressures. On the contrary, Prosolv SMCC 90® and ACD presented
the lowest densification driven by gravity forces. This finding is explained by the low particle size and high cohesiveness between particles. Further, the high densification, particle size and regular shape of SOR contributed to its high rearrangement behavior in the powder bed. Conversely, Prosolv SMCC 90® and Ludipress®
presented the lowest rearrangement in the powder bed at initial compression pressures (Db∼0.14-0.20). This is attributed to morphological and surface factors.
Fig. 2: Heckel curves of the agglomerate and commercial excipients. Experiments were performed in triplicate. Error
bars corresponds to standard deviation

Echeverri et al.
Int J Pharm Pharm Sci, Vol 8, Issue 4, 43-49
47
The fitting parameters obtained from the Leuenberger model are shown in table 2 and tensile strength curves are shown in fig. 3 [20]. Prosolv SMCC 90® had the best compactibility, whereas ACD and Ludipress® showed the lowest values. The agglomerate formed compacts that were stronger than those made of Ludipress®, Cellactose 80® and ACD. The magnitude of difference in compact tensile strength increased with increasing pressures. This change was very small for ACD and Ludipress®. The compressibility parameter (γc) is inversely related to the powder yield pressure, and so does the Heckel slope. For instance, plastic deforming materials such as SOR, the agglomerate and Prosolv SMCC 90®presented the highest γc
values of 0.029, 0.016 and 0.014 MPa-1, respectively. The area under the curve of tensile strength (AUCTS) was used to rank materials according to their compactibility. The trend followed the order: SOR>Prosolv SMCC 90®>agglomerate>Cellactose 80®>ACD ≅ Ludipress®.
Fig. 3: Compactibility of the agglomerate and commercial excipients, Experiments were performed in triplicate. Error
bars corresponds to standard deviation
The susceptibility to compression speed was evaluated by the strain rate sensitivity (SRS) and showed that plastic materials such as Ludipress® and SOR had the largest SRS (58.9 and 49.6 %, respectively). Conversely, ACD and Prosolv SMCC 90®had the least sensitivity to compaction speed. This indicates that dwell time did not play a major role on the amount of contact points by sliding of crystal planes and that a high plastic deforming character not always suggests a high compactibility.
Ejection force
Fig. 4 shows the ejection forces obtained for each excipient. The materials exhibiting the best performance were Prosolv SMCC 90®, SOR and agglomerate; whereas ACD, Ludipress® and Cellactose 80®
produced compacts that required high ejection forces making them susceptible to capping and lamination.
Fig. 4: Ejection force of the agglomerate and commercial materials, Experiments were performed in triplicate. Error bars
corresponds to standard deviation
Reworking susceptibility
Fig. 5 shows the values of the tensile strength of tablets obtained before and after reprocessing. Usually, reprocessing could have a negative impact on the mechanical properties of plastic deforming materials whereas a brittle deformation might improve the tableting performance. In this case, the agglomerate was highly affected, whereas reprocessing improved the mechanical properties of less plastic deforming materials having a high specific surface area such as ACD and Prosolv SMCC 90®. The latter also contains a 2 % of fumed silica, which is known for having the high specific surface area of ~200 m2/g. The loss of compactibility of the agglomerate could be attributed to the way ACD is embedded in the agglomerate after reprocessing. Before reprocessing, the ACD is incorporated into the agglomerated granules, but after milling, the plastic properties of the SOR component prevailed and had a greater negative impact on tableting performance. Some studies suggested that the work of hardening which is generated after pre-compression might be the cause for the loss of compactibility [21]. The work hardening implies that after recompression a great amount of defects in the particles and entanglement of new dislocations occurs while being deformed plastically. These defects harden particles and make plastic deformation more difficult for a subsequent compaction process [22].
Fig. 5: Reworking susceptibility of the materials studied, Experiments were performed in triplicate
Lubricant sensitivity
The lubricant sensitivity is a good indicator of the excipient performance since lubricants form a mixed interface between the particles reducing their binding capacity for the compression process (9). This effect could be related to the amount of lubricant used, mixing time and the presence of excipients with plastic deformation characteristics [23, 24]. The lubricant sensitivity of the agglomerate and commercial excipients is shown in table 2. The lubricant sensitivity was tested with 1.0 % w/w magnesium stearate. The results depicted in table 2 showed that except for ACD most materials were susceptible to magnesium stearate. This means that magnesium stearate was efficient at coating the surface of particles and prevented the formation of hard compacts. This effect was more pronounced in materials that had a smooth surface such as Ludipress® and Prosolv SMCC90®. Thus, the lubricant coated the surface of the particles and thereby, restricted the contact points between particles rendering compacts of low strength and hence, caused a high lubricant sensitivity. For instance, the negative effect of lubricants on the tensile strength of ACD was negligible since the formation of new surfaces, free of lubricants was not prevented during compaction. Thus, the film lubricant coating on the ACD surface appears as uncompleted, due to its highly irregular particles having a high surface area in which the lubricant was trapped in the pores [18].
Elastic recovery (ER) and dilution potential (DP)
The elastic recovery depends on the elasticity of the compressed material. It occurs due to the reduction in the bonding surface of the

Echeverri et al.
Int J Pharm Pharm Sci, Vol 8, Issue 4, 43-49
48
particles which in turn, leads to the formation of weak compacts [14]. The elastic recovery is also related to the capping and lamination tendency of tablets [15]. The ER for all materials was small (<1 %) except for SOR (3 %) indicating that ER was independent of the deformation mechanism upon powder consolidation and hence, most materials had a low free energy stored upon compression and their particles behaved less elastically. It is possible that the high ER of SOR was due to its rubbery state at room temperature.
On the other hand, the dilution potential is the minimum amount of excipient needed to be mixed with a drug to obtain a tablet with a suitable compactibility and friability. Thus, it defines the minimal proper drug and excipient ratio in a formulation [13]. In order to assess the effect of a poorly compressible substance on the compactibility of the agglomerate and other materials, compacts containing different weight ratios of the test material and gemfibrozil were prepared and their dilution potential (DP) determined. Results presented in table 2 suggest that except for ACD, most materials had a good DP (~33-40 %). Further, the level of these excipients did not exceed 80 %, so coherent compacts can be successfully produced. Therefore, these materials are recommended for direct compression of poorly compressible drugs due to their ability to form tablets by Van der Waal forces and hydrogen bonding. The lack of these bonding characteristics in a material might limit the mechanical interlocking and formation of contact points needed for consolidation and particle binding under pressure which is required to make strong compacts. The above results indicate that compactibility was related to DP since highly compactable materials such as Prosolv SMCC 90®, Cellactose 80®, agglomerate and SOR had better DP than Ludipress®and ACD.
Compact disintegration
The disintegration time of compacts is listed in table 2. As expected, materials having a very low compactibility such as Ludipress® and Cellactose 80® presented a fast disintegration. Further, highly water soluble materials such as SOR and agglomerate compacts took less than 8 min to disintegrate. On the contrary, the compact disintegration of Prosolv SMCC90® and ACD took more than 30 min due to the high compactibility and less hydrophilic character of these two materials, respectively.
Dissolution studies
A compact formulation containing 600 mg of gemfibrozil, 25 mg of crospovidone, 32 mg of sodium lauryl sulfate, 17 mg of magnesium stearate and 142 mg of testing excipient was made. The results listed in table 2 shows that except for the agglomerate, all materials failed to release at least 80 % of gemfibrozil within 30 min. This indicates that this new composite had better release properties than the parent SOR and ACD, especially when formulated by direct compression using poorly water soluble drugs such as gemfibrozil fulfilling the S2 criterion of the US Pharmacopoeia.
CONCLUSION
The new agglomerate had better compactibility and better gemfibrozil dilution potential than ACD and Cellactose 80®. On the contrary, Ludipress®and ACD were the least compactable materials. Further, the agglomerate along with SOR was the most compressible materials and had a faster disintegration time than Prosolv SMCC 90® and ACD. The agglomerate was found to be less friable, less sensitive to magnesium stearate, and possessed better gemfibrozil loading capacity than ACD. Further, it was the only co-processed excipient that formed compacts by direct compression which successfully fulfilled the in-vitro dissolution of poorly water soluble drugs such as gemfibrozil. The above results clearly show that the new composite can be used as an excipient for the preparation of solid dosage forms having a poorly compressible drug such as gemfibrozil.
ACKNOWLEDGEMENT
We greatly thank the Pharmacy department for sponsoring this project and Laproff Laboratories for providing us with the gemfibrozil samples.
CONFLICT OF INTERESTS
Declared none
REFERENCES
1. Jivraj M, Martini LG, Thomson CM. An overview of the different excipients useful for the direct compression of tablets. Pharm Sci Technolo Today 2000;3:58–63.
2. Allen LV, Popovich NG, Ansel HC. Ansel´s pharmaceutical dosage forms and drug delivery systems. 8th ed. Lippincont W, Wilkins and, editors. Philadelphia; 1999.
3. Rojas J, Ciro Y, Correa L. Functionality of chitin as a direct compression excipient: a comparative acetaminophen study. Carbohydr Polym 2014;103:134–9.
4. Rojas J. Excipient functionality enhancement: the cellulose II case. Iowa: Lap Lambert Academic Publishing; 2012. p. 160.
5. McCormick D. Evolutions in direct compression. Pharm Technol 2005;1:52–62.
6. Jacob S, Shirwaikar A, Srinivasan K. Novel co-processed excipients of manitol and microcrystalline cellulose for preparaing fast dissolving tablets of glizipide. Indian J Pharm Sci 2007;69:633–9.
7. Ramya K, Chowdary KPR. Preparation, characterization and evaluation of a new coprocessed excipient as directly compressible vehicle in tablet formulation. J Global Trends Pharm Sci 2013;4:1322-8.
8. Rojas J. Excipient design by co-processing for direct compression applications. In: Excipient applications in formulation design and drug delivery. Springer; 2015. p. 234-43.
9. Echeverry E, Rojas J. Functionality enhancement of sorbitol and anhydrous calcium diphosphate composites for direct compression applications. Int J Res Pharm Sci 2014;5:299-303.
10. Echeverri E, Rojas J, Yepes M. Assessment of the tableting characteristics of a novel sorbitol and calcium diphosphate composites. Int J Pharm Pharm Sci 2015;7:160-4.
11. Rojas J, Hernadez S, Giraldo A. Crystalline, and amorphous lactoses: Tableting Properties and their Application for the Production of Pharmaceutical Compacts. In: Lactose: Structure, Food Industry Applications, And Role Disorders. NOVA Science Publishers Inc; 2013. p. 87–115.
12. Rojas J, Hernandez S. Effect of the compaction platform on the densification parameters of tableting excipients with different deformation mechanisms. Chem Pharm Bull 2014;63:281–7.
13. Paronem P IJ. Pharmaceutical powder compaction technology. Alderborn G NC. Editor. New York: Marcel Dekker Inc; 1996. p. 55-75.
14. Heckel R. Density-pressure relationships in powder compaction. Trans Metall Soc AIME 1961;221:671–5.
15. Bolhius GK, Chowhan ZT. Materials for direct compression. In: Alderborn G, Nystrom C. editor. Pharmaceutical Powder Compaction Technology. New York: Marcel Dekker Inc; 1996. p. 419–500.
16. Jetzwer W, Leuenberger H, Sucker H. The compressibility and compactibility of pharmaceutical powders. Pharm Technol 1983;74:33–9.
17. Minchom C, Armostrong N. A proposed a technique for expressing the capacity of directly compressible tablet diluents. 124 British Pharmaceutical conference; 1987. p. 69–72.
18. Bolhius GK, Zuurman K. Tableting properties of experimental and commercially available lactose granulations for direct compression. Drug Dev Ind Pharm 1995;21:2057–71.
19. Armostrong N, Haines-Nutt R. Elastic recovery and surface-area changes in compacted powder systems. J Pharm Pharmacol 1972;24(Suppl):135–6.
20. Leuenberger H, Rohera B. Fundamentals of powder compression. I. The compactibility and compressibility of pharmaceutical powders. Pharm Res 1986;3:12–22.
21. Herting M, Kleinebudde P. Studies on the reduction of tensile strength of tablets after roll compaction/dry granulation. Eur J Pharm Biopharm 2008;70:372–9.
22. He X, Secreast P, Amidon G. Mechanistic study of the effect of roller compaction and lubricant on tablet mechanical strength. J Pharm Sci 2007;96:1342–55.

Echeverri et al.
Int J Pharm Pharm Sci, Vol 8, Issue 4, 43-49
49
23. Celik M, Mollan M. The effects of lubrication on the compaction and post-compaction properties of directly compressible maltodextrins. Int J Pharm 1996;144:1–9.
24. Kushner J, Moore F. Scale-up model describing the impact of lubrication on tablet tensile strength. Int J Pharm 2010;399:19–30.

1
Anexo 4
Certificados de análisis del sorbitol y fosfato de calcio anhidro


Top Related