







Idiomas
Páginas
Jurídico


REDISEÑO DE PLANTA DE LA EMPRESA OSAKA MOTORCYCLE PARTS LTDA.
NATALIA MAYA SALDARRIAGA
Trabajo de Grado para Optar al Título de Ingeniero Industrial
Director Martín Darío Arango Serna. Ph.D.
UNIVERSIDAD NACIONAL DE COLOMBIA SEDE MEDELLÍN
FACULTAD DE MINAS ESCUELA DE LA INGENIERÍA DE LA ORGANIZACIÓN
MEDELLÍN 2008

ii
NOTAS DE ACEPTACIÓN
DIRECTOR FECHA FIRMA

iii
AGRADECIMIENTOS
A DIOS, por darme el maravilloso regalo de la vida, porque todos los días me hace sentir
privilegiada y por iluminarme día a día con su luz divina.
A MI FAMILIA, por sus esfuerzos para regalarme este título con el que tanto soñé, por
formarme como la persona íntegra que soy ahora, por ese hogar cálido y lleno de valores
en el que siempre estuve, por acompañarme en mis triunfos y por su apoyo en los
momentos no tan buenos, por ser mi fuente de motivación diaria. A mi hermanita, por
regalarme su alegría, su amor, su paciencia y su apoyo incondicional.
A MARTIN DARIO ARANGO, por compartir conmigo sus conocimientos y por su guía
constante en la realización de este proyecto.
A CESAR AUGUSTO HENAO, por compartir sin ninguna restricción conmigo todos sus
conocimientos y experiencias, por estar siempre ahí disponible para responder a mis
interrogantes y por hacerlo siempre con una paciencia inigualable. Por querer darme
siempre mas.
A OSAKA MOTORCYCLE PARTS LTDA y todo su grupo humano, por brindarme la
oportunidad de desarrollar mis competencias profesionales y por regalarme esta
experiencia tan enriquecedora, tanto en conocimientos como en relaciones laborales.
Y a todas aquellas personas que de una u otra forma colaboraron en la realización del
presente trabajo.

iv
TABLA DE CONTENIDO
NOTAS DE ACEPTACIÓN ................................................................................................. ii
AGRADECIMIENTOS ........................................................................................................ iii
INTRODUCCIÓN ............................................................................................................. 10
1 OBJETIVOS .............................................................................................................. 12
1.1 OBJETIVO GENERAL ......................................................................................... 12
1.2 OBJETIVOS ESPECÍFICOS ................................................................................ 12
2 MARCO REFERENCIAL ........................................................................................... 13
2.1 DISTRIBUCIÓN EN PLANTA ............................................................................... 13
2.2 PRINCIPIOS DE LA DISTRIBUCIÓN EN PLANTA .............................................. 15
2.2.1 Principio de la integración del conjunto ......................................................... 15
2.2.2 Principio de la mínima distancia recorrida ..................................................... 15
2.2.3 Principio de la circulación o flujo de materiales ............................................. 16
2.2.4 Principio del espacio cúbico .......................................................................... 16
2.2.5 Principio de la satisfacción y de la seguridad (confort) .................................. 16
2.2.6 Principio de la flexibilidad ............................................................................. 16
2.3 TIPOS DE ARREGLOS ........................................................................................ 16
2.3.1 Distribución por posición fija ......................................................................... 16
2.3.2 Distribución por proceso o distribución por función ....................................... 17
2.3.3 Distribución por producción en línea o distribución por producto .................. 18
2.4 PLANEACIÓN SISTEMÁTICA DE LA DISTRIBUCIÓN. ....................................... 18
2.4.1 Fase I: Localización ...................................................................................... 19
2.4.2 Fase II: Planificación de la Distribución General total ................................... 19
2.4.3 Fase III: Preparación de los planes pormenorizados de la distribución ......... 19
2.4.4 Fase IV: Instalación ...................................................................................... 19
3 GENERALIDADES DE LA EMPRESA ...................................................................... 21
3.1 RESEÑA HISTÓRICA .......................................................................................... 21
3.2 MISIÓN ................................................................................................................ 21

v
3.3 VISIÓN ................................................................................................................. 21
3.4 DESCRIPCIÓN PLANTA DE PRODUCCIÓN ACTUAL ........................................ 21
3.5 OFERTA DE PRODUCTOS ................................................................................. 22
3.6 FACTOR HUMANO .............................................................................................. 22
3.7 DESCRIPCIÓN DEL PROCESO PRODUCTIVO ................................................. 22
3.7.1 Zapatas ........................................................................................................ 22
3.7.2 Pastillas ........................................................................................................ 24
4 DESARROLLO DE LA METODOLOGÍA “PLANEACIÓN SISTEMÁTICA DE LA
DISTRIBUCIÓN” EN OSAKA MOTORCYCLE PARTS LTDA. ......................................... 27
4.1 FASE I: FACTORES QUE INCIDEN EN EL DISEÑO Y LOCALIZACIÓN DE LA
PLANTA ....................................................................................................................... 27
4.1.1 Ubicación de la bodega ................................................................................ 27
4.1.2 Datos de entrada del proceso ....................................................................... 29
4.2 FASE II: PLANIFICACIÓN DE LA DISTRIBUCIÓN GENERAL TOTAL ................ 36
4.2.1 Definición de Áreas de Proceso .................................................................... 36
4.2.2 Diagrama de Relaciones .............................................................................. 39
4.2.3 Diagrama de Bloques ................................................................................... 43
4.2.4 Levantamiento de la Distribución Actual ....................................................... 47
4.3 FASE III: DISTRIBUCIÓN DETALLADA ............................................................... 48
4.3.1 Distribución Propuesta .................................................................................. 48
4.3.2 Selección de propuesta y Modificaciones ..................................................... 54
4.3.3 Condiciones Generales de Diseño ................................................................ 56
4.4 FASE IV: INSTALACIÓN ...................................................................................... 65
4.4.1 Cronograma de Actividades .......................................................................... 65
CONCLUSIONES ............................................................................................................ 67
GLOSARIO ...................................................................................................................... 68
BIBLIOGRAFÍA ................................................................................................................ 69
ANEXOS .......................................................................................................................... 71

vi
LISTA DE TABLAS
Tabla 1. Diagrama de Cercanías Línea de Pastillas ........................................................ 32
Tabla 2. Diagrama de Cercanías Línea de Zapatas ......................................................... 33
Tabla 3. Tabla resumen 1 Diagrama de Relaciones ........................................................ 42
Tabla 4. Tabla resumen 2 Diagrama de Relaciones ........................................................ 43
Tabla 5. Cronograma Actividades Traslado Osaka .......................................................... 66

vii
LISTA DE FIGURAS
Figura 1. Mapa de ubicación general Bodega nueva Osaka MP Ltda. ............................. 28
Figura 2. Diagrama de Proceso de la Operación Línea de Zapatas ................................. 30
Figura 3. Diagrama de Proceso de la Operación Línea de Pastillas ................................. 31
Figura 4. Gráfico Producto-Cantidad Línea de Zapatas ................................................... 34
Figura 5. Gráfico Producto-Cantidad Línea de Pastillas ................................................... 34
Figura 6. Diagrama de Relaciones Osaka MP. Ltda. ........................................................ 41
Figura 7. Diagrama de Bloques distribución propuesta .................................................... 44
Figura 8. Diagrama de Recorridos Línea de Zapatas Distribución Propuesta .................. 45
Figura 9. Diagrama de Recorridos Línea de Pastillas Distribución Propuesta .................. 46
Figura 10. Propuesta de Distribución 1 Diagrama de Recorridos Línea de Zapatas ........ 50
Figura 11. Propuesta de Distribución 1 Diagrama de Recorridos Línea de Pastillas ........ 51
Figura 12. Propuesta de Distribución 2 Diagrama de Recorridos Línea de Zapatas ........ 52
Figura 13. Propuesta de Distribución 2 Diagrama de Recorridos Línea de Pastillas ........ 53
Figura 14. Propuesta final de Distribución ........................................................................ 55
Figura 15. Ruta de Evacuación Bodega nueva ................................................................ 58
Figura 16. Ubicación de extintores Bodega nueva ........................................................... 59
Figura 17. Disposición de residuos Bodega nueva .......................................................... 61
Figura 18. Ubicación de tableros eléctricos Bodega nueva .............................................. 63
Figura 19. Distribución de Almacén de Materias Primas y Producto Terminado .............. 65
Figura 20. Área requerida para la cortadora de bandas ................................................... 83
Figura 21. Área requerida para la cortadora de bandas ................................................... 83
Figura 22. Área requerida para Mesa de cierre de dispositivos ........................................ 84
Figura 23. Área requerida para Mesa desmontaje de dispositivos ................................... 84
Figura 24. Área requerida para Mesa descarga de dispositivos ....................................... 84
Figura 25. Área requerida para Mesa descarga de dispositivos ....................................... 85
Figura 26. Área requerida para Taladro de pastillas ........................................................ 85
Figura 27. Área requerida para Rectificadora de pastillas ................................................ 86

viii
Figura 28. Área actual de cuarto de impregnado de pega ................................................ 86
Figura 29. Área requerida para Rectificadora de pastillas ................................................ 87
Figura 30. Área actual Vibrado ........................................................................................ 87
Figura 31. Área requerida para máquina vibradora .......................................................... 87
Figura 32. Área requerida para Rectificadora de lados .................................................... 88
Figura 33. Área requerida para Rectificadora de diámetro ............................................... 88
Figura 34. Área requerida para Chaflanadora .................................................................. 89
Figura 35. Área requerida para Horno de pastillas ........................................................... 89
Figura 36. Área requerida para Prensa en frio ................................................................. 89
Figura 37. Área requerida para estantería de moldes prensado en frio ............................ 90
Figura 38. Área requerida para Prensa en caliente .......................................................... 90
Figura 39. Área requerida para estantería de pastillas en prensado en caliente .............. 90
Figura 40. Área requerida para Plataforma en prensado en caliente ............................... 91
Figura 41. Área requerida para estantería de pastillas prensadas en Prensado en caliente
.................................................................................................................................. 91
Figura 42. Área actual de cuarto de pintura ..................................................................... 91
Figura 43. Área requerida para compresor acabados de pastillas ................................... 92
Figura 44. Área requerida para compresor de rectificadora de pastillas ........................... 92
Figura 45. Área requerida para Esmeril de banda ............................................................ 92
Figura 46. Área requerida para Esmeril de piedra ............................................................ 93
Figura 47. Área requerida para Esmeril de pastillas ......................................................... 93
Figura 48. Área requerida para Taladro de zapatas ......................................................... 93
Figura 49. Área requerida para Remachadora ................................................................. 94
Figura 50. Área actual Almacén de producto terminado ................................................... 94
Figura 51. Área actual Almacén Materias primas ............................................................. 94
ix
TABLA DE ANEXOS
ANEXO 1. PLANO GENERAL BODEGA EL CARMELO ITAGUÍ ..................................... 72
ANEXO 2. LISTADO DE PRODUCTOS COMERCIALIZADOS POR OSAKA .................. 73
ANEXO 3. PLANO GENERAL BODEGA NUEVA PRIMER PISO .................................... 74
ANEXO 4. PLANO GENERAL BODEGA NUEVA SEGUNDO PISO ................................ 75
ANEXO 5. DISTRIBUCIÓN ACTUAL OSAKA .................................................................. 76
ANEXO 6. DISTRIBUCIÓN ACTUAL OSAKA-PLANTA DE PRODUCCIÓN .................... 77
ANEXO 7. DIAGRAMA DE RECORRIDO LÍNEA DE ZAPATAS ...................................... 78
ANEXO 8. DIAGRAMA DE RECORRIDO LÍNEA DE ZAPATAS-PLANTA DE
PRODUCCIÓN .......................................................................................................... 79
ANEXO 9. DIAGRAMA DE RECORRIDO LÍNEA DE PASTILLAS ................................... 80
ANEXO 10. DIAGRAMA DE RECORRIDO LÍNEA DE PASTILLAS-PLANTA DE
PRODUCCIÓN .......................................................................................................... 81
ANEXO 11. VENTAS OSAKA 2007 ................................................................................. 82
ANEXO 12. RECOLECCIÒN DE DATOS Y MEDIDAS DE PLANTA ............................... 83
ANEXO 13. REQUERIMIENTOS ENERGÍA OSAKA ....................................................... 95
ANEXO 14. NIVELES DE ILUMINANCIA ACEPTADOS PARA DIFERENTES ÁREAS Y
ACTIVIDADES (Tomado del Reglamento de Instalaciones Eléctricas RETIE). ......... 96
ANEXO 15. NIVELES DE ILUMINANCIÓN RECOMENDADO PARA OSAKA (Tabla
extraída del Reglamento de Instalaciones Eléctricas RETIE). ................................. 101

10
INTRODUCCIÓN
La mayoría de las empresas medianas y pequeñas en Colombia son el resultado de
emprendedores, que con su impulso y la concepción o experiencia deciden poner a
trabajar sus ideas. Durante mucho tiempo sus métodos de trabajo han funcionado y han
producido al país ingresos, pero, el constante cambio, la tecnología y la competitividad
exigen a estos una reevaluación de sus procesos y una búsqueda de “la mejor forma de
hacer las cosas”.
Es ahí cuando la distribución en planta cobra gran importancia como herramienta para
esa búsqueda, pues es el primer paso para mejorar dicha forma de hacer las cosas.
La distribución en plantas de producción se refiere a la disposición física de las
instalaciones industriales, incluidos los espacios necesarios para el buen desarrollo del
proceso tales como el de mano de obra, almacenaje, transporte. Esto con el objeto de
lograr mejoras significativas en el proceso productivo, tales como: reducción de
distancias, economía en los movimientos, disminución de costos de fabricación,
disminución de tiempo de fabricación, maximizar el flujo de materiales, aumentar la
productividad, entre otras.
La empresa Osaka Motorcycle Parts Ltda. es una compañía pequeña, que nace de la idea
de un estudiante de administración de empresas y es apoyada por dos socios
inversionistas; y que tiene la suficiente visión para querer mejorar sus procesos y todo lo
que con ello trae.
En el desarrollo de este proyecto se pretende entonces lograr los beneficios anteriormente
mencionados para la compañía. Iniciando con una restricción de área, se dispondrá el
proceso de la forma mas eficiente posible para que la decisión de inversión, tanto en
nuevo espacio como en talento humano, se vea reflejada en el aumento de la producción
y por ende, en el aumento de los ingresos para la compañía.

11
La metodología de la cual se hará uso es la desarrollada por Richard Muther llamada
“Planificación Sistemática de la Distribución de la Planta” que se mencionará y se
desarrollará a lo largo del presente trabajo.

12
1 OBJETIVOS
1.1 OBJETIVO GENERAL
Realizar el rediseño de la planta de la empresa Osaka Motorcycle Parts Ltda. para lograr
mayor eficiencia en el proceso productivo.
1.2 OBJETIVOS ESPECÍFICOS
• Lograr una reducción en el manejo de materiales a través de la disminución de las
distancias o recorridos dentro de la planta de producción.
• Mejorar las condiciones de trabajo de los operarios, haciendo énfasis en la iluminación
apropiada de los puestos de trabajo, exposición mínima a sustancias tóxicas y ergonomía
en el desarrollo de las actividades.
• Lograr un aumento de la producción a través de la disminución de tiempos de
fabricación dada la disposición mas adecuada de las actividades dentro del proceso.
• Destinar espacios adecuados y apropiados para la realización de cada una de las
actividades que conforman el proceso productivo, de modo que una no haya interferencia
de una actividad con otra.
• Destinar los espacios necesarios para almacenamientos temporales y demás servicios
requeridos en la planta que no existen en la actualidad o no están bien definidos.
13
2 MARCO REFERENCIAL
2.1 DISTRIBUCIÓN EN PLANTA
“La distribución en planta consiste en resolver el problema de situar todos los
componentes físicos que intervienen en un proceso de fabricación de modo que su
comportamiento sea óptimo desde el mayor número de puntos de vista posibles…” [1]
“La distribución de planta óptima es aquella que proporciona la máxima satisfacción a
todas las partes que se ven involucradas en el proceso de implantación”. [2]
“La elaboración de un plan de distribución no es el resultado final, ni siquiera para los
responsables de la planificación; el mejoramiento de las operaciones, una mayor
producción, menores costos, mejor servicio al cliente y mayor comodidad y satisfacción
para el personal de la compañía son los únicos logros que se necesitan.
El planificador debe ponerse como meta ciertos objetivos generales en la distribución,
entre los cuales se tienen:
Integración: Integrar todos los factores pertinentes que afecten la distribución.
Utilización: la utilización eficiente de la maquinaria, de la gente y del espacio de la planta.
Expansión: facilidad de expansión. Prever crecimiento en ventas y tamaño de la
compañía.
Flexibilidad: facilidad de reacomodo. Dicha facilidad se requiere por ejemplo, con
adquisición de nueva maquinaria.
Versatilidad: facilidad de adaptación a los cambios de producto, de diseño, de requisitos
de ventas y a las mejoras de los procesos.
Uniformidad: una división clara o uniforme de las áreas, en especial, cuando están
separadas por muros, pisos, pasillos principales y similares.

14
Cercanía: la distancia práctica mínima para trasladar los materiales, los servicios de
apoyo y a la gente.
Orden: la secuencia para que el flujo de trabajo sea lógico y las áreas de trabajo estén
limpias; que cuenten con el equipo adecuado para el desecho, la basura y los
desperdicios.
Comodidad: para todos los empleados, tanto en las operaciones diarias como en las
periódicas.
Satisfacción y seguridad: para todos los empleados.
Los requisitos básicos de toda distribución incluyen la capacidad de fabricar el producto
necesario en la cantidad adecuada y con la calidad apropiada”. [3]
Además se proponen los siguientes 7 objetivos básicos a cumplir por la distribución en
planta:
• “Simplificar al máximo el proceso productivo
• Minimizar los costes de manejo de materiales
• Tratar de disminuir la cantidad de trabajo en curso
• Aprovechar el espacio de la manera mas efectiva posible
• Aumentar la satisfacción del operario y procurar la seguridad en el trabajo
• Evitar inversiones de capital innecesarias
• Aumentar el rendimiento de los operarios, estimulándonos convenientemente”. [2]
“Una buena distribución debe traducirse en la disminución de los costes de fabricación y
para lograrlo, es necesario plantearse desde el principio los siguientes objetivos:
• Reducir los riesgos para la salud y velar por la seguridad de los trabajadores
• Elevar la moral y la satisfacción de los operario
• Incrementar la producción
• Disminuir los retrasos en la producción

15
• Minimizar las necesidades de espacio (tanto el destinado a producción como el
necesario para almacenamiento o servicios)
• Disminuir el tránsito de materiales
• Lograr un uso eficiente de la maquinaria, la mano de obra y los servicios
• Disminuir los tiempos de fabricación y la cantidad de material en proceso
• Reducir el trabajo administrativo y el trabajo indirecto en general
• Facilitar la supervisión
• Disminuir la confusión y la congestión
• Disminuir el riesgo para el material o su calidad
• Facilitar los ajustes o los cambios en el proceso
• Facilitar labores de mantenimiento, condiciones sanitarias, control de costes y en
general, otros objetivos diversos”. [1]
2.2 PRINCIPIOS DE LA DISTRIBUCIÓN EN PLANTA
En el apartado anterior se han enumerado los objetivos que debe cumplir una distribución
en planta según diversos autores. “Estos objetivos pueden resumirse y plantearse en
forma de principios, sirviendo de base para establecer una metodología que permita
abordar el problema de la distribución en planta de forma ordenada y sistemática.
2.2.1 Principio de la integración del conjunto
La mejor distribución es la que integra a los operarios, los materiales, la maquinaria, las
actividades, así como cualquier otro factor, de modo que resulte el compromiso mejor
entre todas estas partes.
2.2.2 Principio de la mínima distancia recorrida
En igualdad de condiciones, es siempre mejor la distribución que permite que la distancia
a recorrer por el material entre operaciones será la mas corta.

16
2.2.3 Principio de la circulación o flujo de materiales
En igual de condiciones, es mejor aquella distribución que ordene las áreas de trabajo de
modo que cada operación o proceso esté en el mismo orden o secuencia en que se
tratan, elaboran, o montan los materiales.
2.2.4 Principio del espacio cúbico
La economía se obtiene utilizando de un modo efectivo todo el espacio disponible, tanto
en vertical como en horizontal.
2.2.5 Principio de la satisfacción y de la seguridad (confort)
En igual de condiciones, será siempre mas efectiva las distribución que haga el trabajo
mas satisfactorio y seguro para los operarios, los materiales y la maquinaria.
2.2.6 Principio de la flexibilidad
En igual dad de condiciones, siempre será mas efectiva la distribución que pueda ser
ajustada o reordenada con menos costos o inconvenientes”. [1]
2.3 TIPOS DE ARREGLOS
Existen tres tipos clásicos de distribución en planta considerando como criterio
exclusivamente el tipo de movimiento:
2.3.1 Distribución por posición fija
La distribución por posición fija se emplea fundamentalmente en proyectos de gran
envergadura en los que el material permanece estático, mientras que tanto los operarios
como la maquinaria y equipos se trasladan a los puntos de operación. El nombre, por
tanto, hace referencia el carácter estático del material.
Generalmente se trata de grande productos de los que se fabrican pocas unidades de
manera discontinua en el tiempo. Ésta es la disposición habitualmente adoptada en los
astilleros durante la fabricación de grandes barcos, en la fabricación de grandes aviones o
motores, o en la construcción de obras públicas. Las ventajas de este tipo de distribución
son las siguientes:

17
• Se reduce el manejo de la unidad principal de ensamble (aunque el manejo de las
piezas aumenta hasta el punto de ensamble)
• Los operarios altamente capacitados pueden terminar su trabajo en un solo punto,
y la responsabilidad de la calidad se fija en una persona o en un equipo de
ensamble.
• Es posible efectuar cambios frecuentes en los productos o en el diseño de los
mismos, así como en la secuencia de las operaciones.
• La disposición se adapta a una variedad de productos y a la demanda intermitente.
• Es mas flexible, en el sentido de que no exige una dirección de distribución
altamente organizada, muy costosa, ni planificación de la producción, ni
disposiciones contra las interrupciones en la continuidad del trabajo.
2.3.2 Distribución por proceso o distribución por función
En este tipo de distribución las operaciones de un mismo proceso o tipo de proceso están
agrupadas en una misma área junto con los operarios que las desempeñan. Este tipo de
distribución se escoge habitualmente cuando la producción se organiza por lotes.
Ejemplo de esto serian la fabricación de muebles, la reparación de vehículos, la
fabricación de hilados o los talleres de mantenimiento. Este tipo de ordenación presenta
las siguientes ventajas:
• La mejor utilización de las máquinas permite una menor inversión en las mismas.
• Se adapta a una variedad de productos y a los cambios frecuentes en la secuencia
de operaciones.
• Se adapta a la demanda intermitente (variaciones en los programas de
producción)
• Aumenta el incentivo para que los obreros aumenten el nivel de su desempeño
personal.
• Es más fácil de mantener la continuidad de la producción en caso de que Se
descomponga una máquina, haya escasez de material o falten algunos obreros.

18
2.3.3 Distribución por producción en línea o distribución por producto
En éste, un producto o tipo de producto se fabrica en una zona. Nos obstante, a
diferencia de la posición fija, el material se traslada. Esta distribución coloca una
operación en un lugar inmediato adyacente a la siguiente, lo que significa que el equipo
que se utilice para fabricar el producto, independientemente del proceso que realice,
estará acomodado de acuerdo con la secuencia de las operaciones. Entre las ventajas de
esta distribución se tienen:
• Se reduce el manejo de material.
• Se reduce la cantidad de material en proceso, lo que permite un menor tiempo de
producción (tiempo en proceso) y una menor inversión en materiales.
• Mayor eficiencia en el uso de la mano de obra:
o Mediante una mayor especialización
o Mediante la facilidad de capacitación
o Mediante una mayor disponibilidad de mano de obra (no calificada o poco
calificada)
• Mayor facilidad de control
o De producción; que permite menos papeleo
o Sobre los obreros, con menos problemas entre los departamentos; lo que
facilita la supervisión.
• Reduce el congestionamiento y el espacio del piso que, de otra manera, se
destinaria a pasillos y almacenaje.
2.4 PLANEACIÓN SISTEMÁTICA DE LA DISTRIBUCIÓN. [1]
La planificación sistemática de la distribución consiste en una serie de fases, un patrón de
procedimientos de planificación y un conjunto de convenciones.
Las cuatro fases de la planeación de la distribución. Conforme cada proyecto de
distribución sigue su curso, a partir del objetivo inicialmente expresado y hasta su
instalación física real, pasa por las cuatro fases de la planificación de la distribución.

19
2.4.1 Fase I: Localización
Aquí se debe decidir dónde debe localizarse el área que se va a distribuir. La fase I, que
no se trata necesariamente de un problema de nuevo terreno, suele demandar que se
decida si la nueva distribución o el reacomodo estarán en el mismo lugar, en un área de
almacén que se pueda dejar libre para ello, en un edificio adquirido hace poco tiempo o en
algún área similar de la que se pueda disponer.
2.4.2 Fase II: Planificación de la Distribución General total
Ésta establece la disposición del conjunto o del bloque, así como los patrones de flujo
básicos para esa área. Indica el tamaño, la relación y la configuración de cada uno de los
departamentos, de las actividades y de las áreas principales.
Distribución en bloques generales. Comienza con el estudio de la información que se
necesita para ello. Lo primero es el análisis de la información de entrada y de los tipos de
distribución posibles. Lo segundo consiste en unir los dos principios fundamentales: las
relaciones y el espacio. Esta establece: la cercanía, es decir, las relaciones deseadas,
con base en el flujo de materiales y en el no flujo; el espacio que se debe planificar con
base en el espacio necesario y en el espacio disponible; y la combinación de los dos, por
lo general, en una gráfica de relación espacial. Lo tercero es la conformación práctica de
las áreas de actividad, la decisión sobre la cantidad de material a manejar y el ajuste que
incluya pasillos principales y las características del edificio, esto lleva a varios acomodos
preliminares.
2.4.3 Fase III: Preparación de los planes pormenorizados de la distribución
Incluye los planos de los lugares donde se va a colocar cada pieza de maquinaria o
equipo. Distribución al detalle. Abarca la localización de cada pieza específica de
maquinaria y equipo, de cada pasillo de trabajo y de cada estante de almacenaje, para
cada una de las áreas de actividad o de los departamentos que se habían bloqueado en
el plan general anterior.
2.4.4 Fase IV: Instalación
Ésta abarca tanta la planificación de la instalación como la colocación y el acoplamiento
del equipo.

20
Estas fases viene en secuencia y, para mejores resultados, deben traslaparse unas con
otras.

21
3 GENERALIDADES DE LA EMPRESA
3.1 RESEÑA HISTÓRICA
En la ciudad de Medellín, en el mes de Agosto de 1999, nació la idea de crear una
empresa para la fabricación de partes para motocicletas, con el nombre de Osaka
Motorcycle Parts Ltda., como una nueva alternativa para el consumidor final, que requiere
un buen servicio posventa, calidad, dinamismo y compromiso.
Esta idea dio excelentes resultados. La constante demanda de nuestros productos, la
dinámica de sus directivos, la actitud de buen servicio y capacitación permanente de
nuestros empleados, proyectaron a Osaka Motorcycle Parts Ltda., como una de las
fábricas proveedoras de partes para motocicletas más importantes del país, logrando
cubrir con éxito las necesidades del mercado nacional e internacional.
3.2 MISIÓN
Producir repuestos de alta calidad para motocicleta, que permitan a nuestros clientes
crear un sentimiento de lealtad hacia nuestras marcas, a través de productos hechos con
las mejores materias primas, los mejores controles de calidad y un servicio de posventa
excelente, en el cual ellos encuentren respaldo.
3.3 VISIÓN
Posicionarnos en un mediano plazo como productores importantes de bandas y pastas de
freno para motocicleta, incursionando con fuerza en el mercado local y de los países
vecinos.
3.4 DESCRIPCIÓN PLANTA DE PRODUCCIÓN ACTUAL
La planta de la empresa Osaka Motorcycle Parts Ltda. está ubicada en Colombia, en el
departamento de Antioquia. El espacio donde se encuentra actualmente es alquilado y
cuenta con un área de 800 metros cuadrados aproximadamente. En el Anexo 1. se puede
observar un Plano general de la Bodega.

22
Este lugar tiene disponible una energía de 22 kilovoltioamperios proveídos por un
transformador de 112,5 KVA utilizado por cuatro empresas. Posee una puerta-camión
con capacidad de un vehículo para el cargue o descargue de camiones con producto o
materia prima. Cuenta además con instalaciones sanitarias las cuales tienen tres baños,
dos orinales, dos lavamanos y un lavadero para la limpieza de utensilios de aseo.
El área de uso administrativo, cuenta con una cocina pequeña y con dos baños, uno
utilizado por la gerencia y el otro por el resto de empleados de esta área.
3.5 OFERTA DE PRODUCTOS
La empresa Osaka Motorcycle Parts Ltda. está dedicada a la producción de frenos para
motocicletas: Pastillas y Zapatas y a la comercialización de partes para motocicletas las
cuales están descritas en el Anexo 2.
3.6 FACTOR HUMANO
El personal de la compañía está dividido en personal de producción y personal
administrativo, este último está integrado por el Gerente, Contador, Cartera, Mercadeo, y
Facturación. El personal de producción está encabezado por el Jefe de Producción, un
practicante y 16 operarios, 3 de éstos trabajan en el área de almacén, los cuales realizan
labores de empaque y despacho de pedidos.
3.7 DESCRIPCIÓN DEL PROCESO PRODUCTIVO
Como se ha mencionado ya, Osaka Motorcycle Parts Ltda. produce Zapatas y Pastillas
para frenos de motos. En ambas línea ofrece diferentes cantidades de referencias; cada
una, con diferentes aplicaciones a motocicletas existentes en el mercado Colombiano.
3.7.1 Zapatas
Las Zapatas para freno OSAKA son desarrolladas para condiciones de frenado fuerte y
para la topografía de Colombia y Latinoamérica.
El aluminio utilizado en el proceso de inyección es una aleación especial de primera
mano, elaborado con la resistencia necesaria y bajo planos de zapatas originales de las

23
ensambladoras. El aluminio es suministrado por proveedores que cumplen con normas
de gestión de calidad ISO 9001 e ISO 9014.
Para el proceso de inyección se cuenta con máquinas computarizadas de última
tecnología.
La producción de las zapatas para freno está integrada por una serie de actividades
consecutivas las cuales son:
3.7.1.1 Recepción de materia prima Las materias primas principales son el Aluminio y el Material de fricción. El primero es
subcontratado con un proveedor, el cual, con moldes proveídos por la empresa, inyecta el
material hasta lograr la forma deseada. El material de fricción es importado.
En la recepción, el Aluminio no es inspeccionado, contrario a lo que sucede con el
material de fricción, al cual se le realiza una prueba FAST en laboratorios que proveen el
servicio, y se le verifica el grosor de forma simple: el ancho es medido a una muestra del
lote que llega con un calibrador.
3.7.1.2 Vibrado Se realiza en una máquina llamada Vibradora, cuya función es hacer que toda la rebaba
producida durante la inyección se elimine. Esta actividad se realiza con el fin de lograr un
mejor acabado en el Aluminio.
3.7.1.3 Rayado Es realizado en un esmeril. Su función es retirar una capa superficial de éste y así
obtener una mayor adherencia del pegante.
3.7.1.4 Perforado Se realizan dos agujeros al aluminio para permitir la inserción de los resortes usados al
momento de poner la zapata en el freno.
3.7.1.5 Remachado Esta operación consiste en adherir, un dispositivo metálico en la parte inferior del
aluminio. Para la mayoría de las referencias, el aluminio la incluye.
24
3.7.1.6 Corte del material de fricción Dado que el material de fricción llega en rollos de varios metros de largo, éste debe ser
cortado en el tamaño preciso para la zapata. La graduación es variada de acuerdo a la
referencia que vaya a fabricarse.
3.7.1.7 Vulcanizado Una vez se tienen los materiales principales preparados se ensamblan en un dispositivo
que, luego de la aplicación de calor, es retirado.
3.7.1.8 Acabado En este proceso se hace uso de varias máquinas, entre ellas:
Rectificadora de lados, encargada de retirar toda la rebaba producida por el pegante
durante el vulcanizado. Rectificadora de diámetro donde es retirado el material de fricción
para que el producto quede con el grosor especificado. Una vez finalizado este proceso
se realiza un chaflán a los extremos de la zapata. Finalmente se le da un toque de brillo
para que esta tenga una mejor presentación.
3.7.1.9 Inspección y empaque Una vez la zapata es terminada se le realiza una inspección visual y se procede a
empacar un par en una caja con el logo de la empresa.
3.7.2 Pastillas
3.7.2.1 Recepción de materias primas Los insumos principales para este producto son las platinas y el material de fricción. A las
primeras se les realiza una inspección por muestreo donde se verifican las dimensiones
principales para luego ser almacenadas en el Almacén de Materias Primas; al material de
fricción se le realiza una inspección visual cuando ésta ya está en producción, verificando
que no contenga partículas extrañas.
3.7.2.2 Rayado Es realizado en un esmeril. Su función es retirar una capa superficial de éste y así
obtener una mayor adherencia del pegante.
3.7.2.3 Impregnado de pega En esta actividad se impregna con pegante la platina y luego se deja secando para que
los solventes se evaporen.

25
3.7.2.4 Prensado en frio Se inicia pesando la cantidad requerida de material de fricción para realizar cada una de
las referencias y luego es depositada en una de las cavidades de un molde para ser
prensada y obtener la preforma de la pastilla.
3.7.2.5 Prensado en caliente Cuando ya se tienen listos los componentes de la pastilla se procede a su unión en un
dispositivo en el cual se ponen las platinas y sobre éstas, la preforma obtenida en el
proceso anterior, y son introducidos a la prensa para que ambos componentes queden
fusionados luego de la aplicación de temperatura.
3.7.2.6 Horneado Las pastillas son sometidas a un tratamiento de calor para lograr una mejor calidad.
3.7.2.7 Pulimento Se realiza para retirar toda la rebaba resultado de los procesos anteriores y darle una
mejor presentación al producto.
3.7.2.8 Rectificado
Se eliminan capas de material de fricción para que la pastilla quede con el tamaño
apropiado para ser introducida en el disco de la motocicleta.
3.7.2.9 Pintura Para lograr una mejor presentación del producto se aplica una capa de pintura sobre su
superficie.
3.7.2.10 Inspección y Empaque Una vez lista la pastilla se procede a realizarle una inspección visual para luego
empacarla en su presentación final.

26

27
4 DESARROLLO DE LA METODOLOGÍA “PLANEACIÓN SISTEMÁTICA DE LA DISTRIBUCIÓN” EN OSAKA
MOTORCYCLE PARTS LTDA.
4.1 FASE I: FACTORES QUE INCIDEN EN EL DISEÑO Y LOCALIZACIÓN DE LA PLANTA
4.1.1 Ubicación de la bodega
La bodega está ubicada en el departamento de Antioquia, municipio de Sabaneta, sector
sur-occidental, en un conjunto de bodegas construidas con el propósito de ubicar
industrias de trabajo liviano; la ubicación específica de la bodega puede apreciarse en el
mapa que se muestra al final del numeral. Ésta cuenta con un área de 620 m2
distribuidos de la siguiente forma: 470 m2 en el primer piso, destinados para la planta de
producción y 150 m2 en el segundo piso, básicamente para la ubicación de las oficinas
administrativas y demás. En los Anexos 3 y 4. se puede observar un plano general del
inmueble, que en comparación con el inmueble anterior disminuyó en un 27% el área
disponible.
En el área del primer piso, se entregan construidos los baños para el personal de planta,
el cual incluye 2 baños, 2 orinales, 2 lavamanos, 2 duchas, 1 lavadero para implementos
de aseo y un espacio de vestíbulos para los operarios. Adicionalmente se encuentra otro
baño para el uso de personal administrativo en planta. En el segundo piso, se encuentran
3 baños y una cocineta.
La bodega posee dos accesos, uno para el personal y el otro para el ingreso de camiones
de carga, con un altura máxima de 5,00 aproximadamente.
Es importante anotar que la compra de la bodega no fue realizada desarrollando un
estudio previo del espacio requerido o la configuración mas eficiente de la planta de
producción, por esta razón, el diseño de la planta comienza con la restricción de espacio.

28
Figura 1. Mapa de ubicación general Bodega nueva Osaka MP Ltda.

29
4.1.2 Datos de entrada del proceso
4.1.2.1 Descripción del método actual o distribución actual de la planta
La distribución dispuesta actualmente para el área de producción fue propuesta por el jefe
de producción argumentado en una distribución por líneas de producción, es decir, la
mayoría de la maquinaria necesaria para el proceso de zapatas está ubicada en una
zona, al igual que la maquinaria necesaria para la elaboración de pastillas, pero en
muchos casos no se respeta el espacio mínimo del operario.
La distribución actual de la planta puede observarse en los Anexos 5 y 6. y en los Anexos
7, 8, 9 y 10. puede verse el diagrama de recorridos (realizado una vez desarrollado el ítem
4.2.4.2) para cada una de las líneas. Se nota que, aunque la disposición actual de la
planta se realizó pensando en una distribución por líneas de producción, algunas
máquinas no se encuentran dentro de dicha zona, lo cual genera recorridos largos y por
ende, pérdida de eficiencia en el proceso.
El principal objetivo de este trabajo es lograr que los recorridos actuales sean disminuidos
lo mayor posible, pues muchos de éstos implican un gran manejo de materiales a lo
ancho de la planta.
4.1.2.2 Diagrama de proceso de la operación
En este diagrama se muestran las operaciones e inspecciones y su secuencia, necesarias
para la fabricación de una unidad de producto, de cada una de las líneas de producción y
para las referencias que llevan mayor número de operaciones.

30
Figura 2. Diagrama de Proceso de la Operación Línea de Zapatas

31
Figura 3. Diagrama de Proceso de la Operación Línea de Pastillas

32
4.1.2.3 Diagrama de Cercanías En dicho diagrama se muestra para cada una de las referencias elaboradas por la
empresa, tanto de Zapatas como de Pastillas, las operaciones que se realizan para su
obtención dado que no todas las referencias llevan las mismas operaciones o utilizan las
mismas máquinas.
Área
Vibr
ado
Raya
do
Raya
do
Raya
do
Raya
do
Pega
do
Pega
do
Cort
e
Vul
cani
zado
Vulc
aniz
ado
Vulc
aniz
ado
Vulc
aniz
ado/
Pint
ura
Acab
ados
Acab
ados
Acab
ados
Raya
do
Alm
acén
Alm
acén
Pren
sado
en
Calie
nte
Pren
sado
en
Calie
nte
Pren
sado
en
Calie
nte
Pren
sado
en
Calie
nte
Pren
sado
en
Calie
nte
Pren
sado
en
Calie
nte
Aca
bado
s
Aca
bado
s
Pint
ura
Acab
ados
Pint
ura
Pint
ura
Pint
ura
Pint
ura
Pren
sado
en
frio
Pren
sado
en
frio
Pren
sado
en
frio
Máquina
Vibr
ador
a
Rem
acha
dora
Esm
eril
Tala
dro
Tala
dro
Pega
do
Pega
do
Cort
ador
a
Mes
a M
onta
je
Vulc
aniz
ador
a
Mes
a D
esm
onta
je
Mes
a D
esm
onta
je/P
intu
ra
Rect
ifica
dor d
e La
tera
les
Rect
ifica
dora
de
Diá
met
ro
Chaf
lana
dora
Esm
eril
Mes
a In
spec
ción
y E
mpa
que
Mes
a In
spec
ción
y E
mpa
que
Mes
a M
onta
je-P
rens
a
Mes
a M
onta
je-P
rens
a
Pren
sa e
n Ca
lient
e
Mes
a M
onta
je-P
rens
a
Mes
a M
onta
je-P
rens
a
Hor
no
Tala
dro
Rect
ifica
dora
Pint
ura
Rect
ifica
dora
Pint
ura
Pint
ura
Bala
nza
Pren
sa e
n fr
io
Operación
Vibr
ar
Insp
ecci
onar
(Zap
ata)
Rem
acha
r (Ch
apet
a)
Raya
r
Pulir
Perf
orar
Aplic
ar P
ega
Seca
r (Pe
ga)
Cort
ar
Uni
r Dis
posi
tivo
Vulc
aniz
ar
Des
mon
tar
Disp
ositi
vo
Traz
abili
dad
Rect
ifica
r La
dos
Rect
ifica
r Di
ámet
ro
Chaf
lana
r
Brill
ar
Insp
ecci
onar
(fin
al)
Empa
car
Pone
r Tor
nillo
Uni
r pie
zas e
n m
olde
Com
prim
ir en
Cal
ient
e
Desm
olda
r
Retir
ar T
orni
llo
Hor
near
Lim
piar
Reb
aba
Rect
ifica
r Ca
ra fr
onta
l (
Pint
ar fr
ente
Rect
ifica
r Ca
ra fr
onta
l
Pulir
(Lad
os)
Mas
illar
Pint
ar P
arte
Pos
terio
r
Seca
r (P
intu
ra)
Pesa
r Mez
cla
Llen
ar M
olde
Com
prim
ir e
n fr
io
P10001 X X X X X X X X X X X X X X X X X X X X XP10002A X X X X X X X X X X X X X X X X X X X X XP10002B X X X X X X X X X X X X X X X X X X X X XP10003A X X X X X X X X X X X X X X X X X X X X XP10003B X X X X X X X X X X X X X X X X X X X X XP10004 X X X X X X X X X X X X X X X X X X X X XP10005 X X X X X X X X X X X X X X X X X X X X XP10006 X X X X X X X X X X X X X X X X X X X X XP10007 X X X X X X X X X X X X X X X X X X X X XP10008 X X X X X X X X X X X X X X X X X X X X XP10009 X X X X X X X X X X X X X X X X X X X X XP10010 X X X X X X X X X X X X X X X X X X X X XP10011 X X X X X X X X X X X X X X X X X X X X XP10012 X X X X X X X X X X X X X X X X X X X X XP10013 X X X X X X X X X X X X X X X X X X X X XP10014 X X X X X X X X X X X X X X X X X X X X XP10015 X X X X X X X X X X X X X X X X X X X X XP10016 X X X X X X X X X X X X X X X X X X X X XP10017 X X X X X X X X X X X X X X X X X X X X XP10018 X X X X X X X X X X X X X X X X X X X X XP10019 X X X X X X X X X X X X X X X X X X X X XP10020 X X X X X X X X X X X X X X X X X X X X XP10021 X X X X X X X X X X X X X X X X X X X X XP10022 X X X X X X X X X X X X X X X X X X X X XP10023 X X X X X X X X X X X X X X X X X X X X XP10024 X X X X X X X X X X X X X X X X X X X X XP10025 X X X X X X X X X X X X X X X X X X X X XP10026 X X X X X X X X X X X X X X X X X X X X XP10027 X X X X X X X X X X X X X X X X X X X X XP10028 X X X X X X X X X X X X X X X X X X X X XP10029 X X X X X X X X X X X X X X X X X X X X XP10030 X X X X X X X X X X X X X X X X X X X X XP10031 X X X X X X X X X X X X X X X X X X X X X X XP10032 X X X X X X X X X X X X X X X X X X X X XP10033 X X X X X X X X X X X X X X X X X X X X X X XP10034 X X X X X X X X X X X X X X X X X X X X XP10035 X X X X X X X X X X X X X X X X X X X X XP10036 X X X X X X X X X X X X X X X X X X X X XP10037 X X X X X X X X X X X X X X X X X X X X XP10038 X X X X X X X X X X X X X X X X X X X X X
PAST
ILLA
S
Tabla 1. Diagrama de Cercanías Línea de Pastillas

33
Área
Vibr
ado
Raya
do
Raya
do
Raya
do
Raya
do
Pega
do
Pega
do
Cort
e
Vul
cani
zado
Vulc
aniz
ado
Vulc
aniz
ado
Vulc
aniz
ado/
Pint
ura
Acab
ados
Acab
ados
Acab
ados
Raya
do
Alm
acén
Alm
acén
Pren
sado
en
Calie
nte
Pren
sado
en
Calie
nte
Pren
sado
en
Calie
nte
Pren
sado
en
Calie
nte
Pren
sado
en
Calie
nte
Pren
sado
en
Calie
nte
Aca
bado
s
Aca
bado
s
Pint
ura
Rect
ifica
dora
Pint
ura
Pint
ura
Pint
ura
Pint
ura
Pren
sado
en
frio
Pren
sado
en
frio
Pren
sado
en
frio
Máquina
Vibr
ador
a
Rem
acha
dora
Esm
eril
Tala
dro
Tala
dro
Pega
do
Pega
do
Cort
ador
a
Mes
a M
onta
je
Vulc
aniz
ador
a
Mes
a D
esm
onta
je
Mes
a D
esm
onta
je/P
intu
ra
Rect
ifica
dor d
e La
tera
les
Rect
ifica
dora
de
Diá
met
ro
Chaf
lana
dora
Esm
eril
Mes
a In
spec
ción
y E
mpa
que
Mes
a In
spec
ción
y E
mpa
que
Mes
a M
onta
je-P
rens
a
Mes
a M
onta
je-P
rens
a
Pren
sa e
n Ca
lient
e
Mes
a M
onta
je-P
rens
a
Mes
a M
onta
je-P
rens
a
Hor
no
Tala
dro
Rect
ifica
dora
Pint
ura
Pint
ura
Pint
ura
Bala
nza
Pren
sa e
n fr
io
Operación
Vibr
ar
Insp
ecci
onar
(Zap
ata)
Rem
acha
r (Ch
apet
a)
Raya
r
Pulir
Perf
orar
Aplic
ar P
ega
Seca
r (Pe
ga)
Cort
ar
Uni
r Dis
posi
tivo
Vulc
aniz
ar
Des
mon
tar
Disp
ositi
vo
Traz
abili
dad
Rect
ifica
r La
dos
Rect
ifica
r Di
ámet
ro
Chaf
lana
r
Brill
ar
Insp
ecci
onar
(fin
al)
Empa
car
Pone
r Tor
nillo
Uni
r pie
zas e
n m
olde
Com
prim
ir en
Cal
ient
e
Desm
olda
r
Retir
ar T
orni
llo
Hor
near
Lim
piar
Reb
aba
Rect
ifica
r Ca
ra fr
onta
l (
Pint
ar fr
ente
Rect
ifica
r Ca
ra fr
onta
l
Pulir
(Lad
os)
Mas
illar
Pint
ar P
arte
Pos
terio
r
Seca
r (P
intu
ra)
Pesa
r Mez
cla
Llen
ar M
olde
Com
prim
ir e
n fr
io
A10001 X X X X X X X X X X X X X X X X XA10002 X X X X X X X X X X X X X X X X X XA10003 X X X X X X X X X X X X X X X X X XA10004 X X X X X X X X X X X X X X X X XA10005 X X X X X X X X X X X X X X X X XA10006 X X X X X X X X X X X X X X X X XA10007 X X X X X X X X X X X X X X X X XA10008 X X X X X X X X X X X X X X X X XA10009 X X X X X X X X X X X X X X X X XA10012 X X X X X X X X X X X X X X X X XA10015 X X X X X X X X X X X X X X X X XA10016 X X X X X X X X X X X X X X X X XA10017 X X X X X X X X X X X X X X X X XA10018 X X X X X X X X X X X X X X X X XA10019 X X X X X X X X X X X X X X X X XA10022 X X X X X X X X X X X X X X X X XA10023 X X X X X X X X X X X X X X X X X X XA10024 X X X X X X X X X X X X X X X X X X X
ZAPA
TAS
Tabla 2. Diagrama de Cercanías Línea de Zapatas
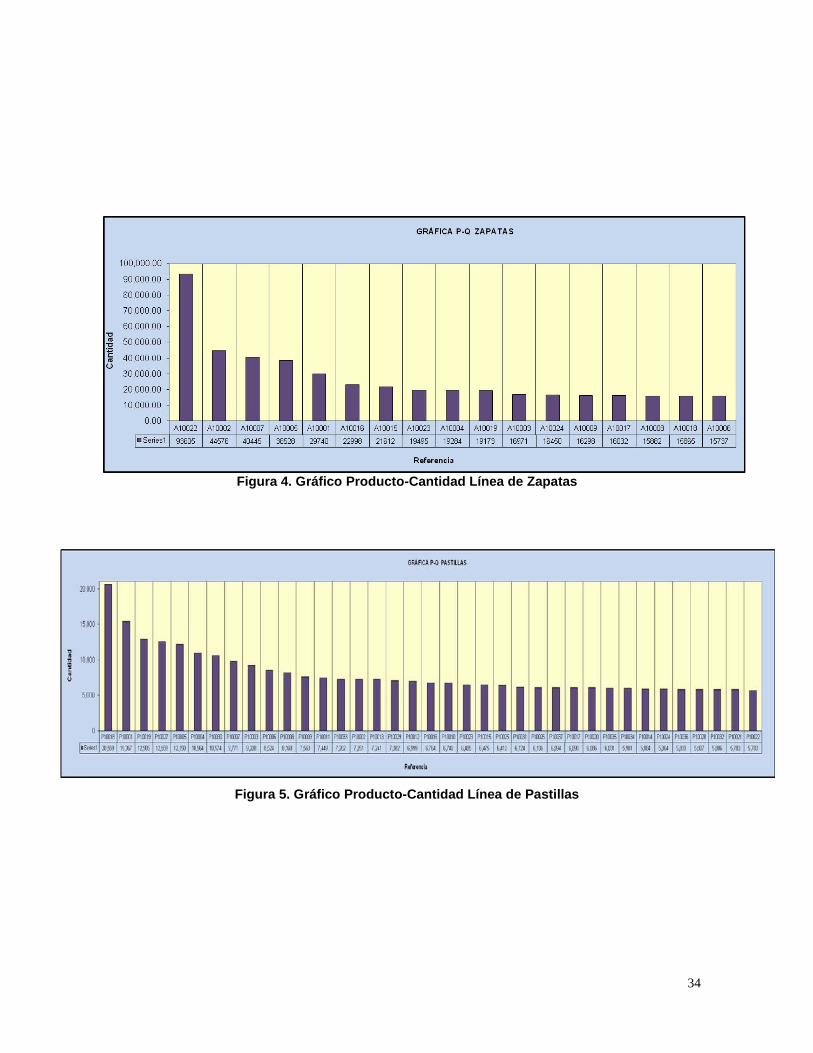
4.1.2.4 Gráfico “P-Q” Producto-Cantidad Éste es un dato de entrada muy importante pues es una guía para decidir cuál tipo de
distribución es la mas apropiada y cuál línea privilegiar en caso de restricciones.
Los datos para la realización del gráfico se obtuvieron de las ventas consolidadas del año
2007 en los productos principales o productos que son fabricados por la empresa:
Pastillas y Zapatas. En el Anexo 11. se pueden observar las cantidades para cada una de
las referencias.
De acuerdo a las Imágenes 1 y 2. donde se muestran los gráficos para las dos líneas, se
observa un patrón curvo pronunciado, lo que teóricamente indica que se debe elegir una
distribución por línea de producto pues esto indica que algunos productos y algunas
referencias son mas importantes que otras.
A continuación se muestran los gráficos obtenidos:
34
Figura 4. Gráfico Producto-Cantidad Línea de Zapatas
Figura 5. Gráfico Producto-Cantidad Línea de Pastillas

35
4.1.2.5 Espacios necesarios Después del análisis del proceso productivo, de las recomendaciones de los altos
mandos, y de la indagación al jefe de producción, colaboradores y operarios, se encontró
la necesidad de algunos espacios que en la planta actual no existen o no están bien
delimitados, y son requeridos para el mejor desempeño de las actividades. Estos
espacios son:
4.1.2.5.1 Almacenamiento temporal de producto vibrado
Cuando el producto es descargado de la vibradora no es enviado inmediatamente a la
siguiente actividad dada la gran cantidad que de dicho proceso es obtenido, es decir, todo
el producto vibrado no puede ser rayado pues la capacidad productiva no alcanza; por lo
tanto, se hace necesario un almacenamiento temporal para el Aluminio.
4.1.2.5.2 Almacenamiento temporal de producto rayado
Dada la programación de las actividades en producción, el tiempo de la mañana se utiliza
para rayar la cantidad de producto que será producido durante el turno de trabajo y, ya
que no se dispone de un operario por actividad, se requiere de un espacio para el
almacenamiento temporal del producto mientras que éste es ingresado al área de
impregnación de pegante.
4.1.2.5.3 Almacenamiento temporal de pastillas horneadas
Una vez son horneadas las pastillas, la siguiente actividad a realizar es el pulimento o la
limpieza de la rebaba, pero como la cantidad de pastillas horneadas es alta, se requiere
de un almacenamiento temporal mientras que todas ingresan a la actividad posterior.
4.1.2.5.4 Área de mantenimiento
En la actualidad, la planta de producción no cuenta con un espacio bien definido para
realizar el mantenimiento o reparaciones a la maquinaria. Dicho espacio se hace
indispensable pues algunos de los elementos necesarios para la realización de estas
reparaciones pueden vulnerar de algún modo la salud del resto de los operarios; por
ejemplo, el soldador produce chispa que puede causar laceraciones o quemaduras en la
piel. Además, se debe evitar al máximo la interferencia de esta actividad con las labores
del resto de los operarios.

36
4.1.2.5.5 Oficina jefe de producción
La oficina del jefe de producción está ubicada en un lugar totalmente alejado de la planta
de producción, desde allí no puede verse el funcionamiento, comportamiento o
desempeño de los trabajadores y maquinaria. La concepción, dentro de la empresa, es
que el jefe de producción sea un supervisor constante de los operarios y del desarrollo de
las actividades relacionadas con la obtención del producto.
La ubicación actual de dicha oficina dificulta la comunicación directa e inmediata con los
operarios y sus necesidades (para poder lograr comunicar una idea, el operario debe
desplazarse aproximadamente 27 metros hasta la oficina), además que no existe una
persona con autoridad suficiente que esté en constante supervisión de éstos.
4.1.2.5.6 Área de Empaque
Surge de la necesidad de separar el área de producto terminado del área de empaque,
pues dicha actividad hace parte del proceso productivo.
En la actualidad, dentro del almacén de producto terminado hay un espacio donde son
inspeccionados y empacados los productos pero, esta situación, dificulta un poco la
regulación de lo que ingresa. Con el fin de facilitar el control de inventarios se destinará
un área únicamente para el empaque de los productos.
4.2 FASE II: PLANIFICACIÓN DE LA DISTRIBUCIÓN GENERAL TOTAL
4.2.1 Definición de Áreas de Proceso
De acuerdo a las actividades realizadas dentro del proceso productivo se definieron áreas
o celdas de fabricación, agrupando actividades similares y cuyo fin fuera el mismo. Como
resultado se obtuvieron las siguientes áreas con las que se trabajará de aquí en adelante:
4.2.1.1 Almacén de Materias Primas Es el área o lugar donde se encuentran todos los insumos necesarios para la fabricación
del producto, tales como, material de fricción, aluminio, platinas, pegante, pintura, entre
otros.
Componentes: - Estanterías

37
4.2.1.2 Vibrado Está compuesto únicamente por una máquina vibradora cuyo funcionamiento produce
mucha contaminación auditiva lo que indica que es un área que requiere ser aislada del
resto.
4.2.1.3 Rayado Zona donde son rayadas las platinas y el aluminio.
Máquinas: -3 Esmeriles
4.2.1.4 Adicionales En dicha zona se encontrará maquinaria para realizar operaciones estándar a algunas
referencias, que por antigüedad en los moldes o dificultades en el proceso de inyección,
requieren que se ejecuten posteriormente. Dichas operaciones son básicamente
remachar y taladrar.
Máquinas: -1 Remachadora
-1 Taladro
4.2.1.5 Impregnado de Pega Área destinada para aplicar la capa de pegante a los componentes metálicos de ambos
productos: Aluminio y Platina.
Componentes: -2 Puestos de trabajo
-1 Estantería de secado
4.2.1.6 Corte Se realiza el corte en tramos del material de fricción para zapatas.
Máquinas: -1 Cizalla
4.2.1.7 Vulcanizado Unión de Aluminio y Material de fricción en un dispositivo para ser sometido al calor y
permitir su adherencia.
Componentes: -1 Horno vulcanizador
-1 Mesa montaje en dispositivos
-1 Mesa desmontaje en dispositivos

38
4.2.1.8 Prensado en frio Obtención de la preforma del material de fricción para la pastilla.
Componentes: -1 Prensa
-1 Meza de Dosificación
4.2.1.9 Prensado en caliente Unión de la preforma del material de fricción con la platina.
Componentes: -1 Prensa
-1 Mesa montaje-desmontaje
-1 Horno
4.2.1.10 Pintura Área donde son pintadas las pastillas.
Componentes: -1 Puesto de trabajo
-1 Estantería de secado
4.2.1.11 Acabados Zona donde se le da el acabado al producto: rectificado de lados, rectificado de diámetro,
rectificado de grosor, chaflán y brillada.
Componentes: -3 Rectificadoras
-1 Chaflanadora
-1 Esmeril
4.2.1.12 Empaque En esta área se realiza una inspección final de calidad al producto y se introduce dentro
del material de empaque dispuesto para su comercialización. También son empacados
algunos productos no producidos en la planta.
Componentes: -1 Mesa de trabajo
4.2.1.13 Almacén de Producto Terminado Es el área donde es almacenado todo el producto fabricado y en dónde se alistan los
pedidos para ser despachados a los clientes.
Componentes: -1 Zunchadora

39
- Estanterías
4.2.2 Diagrama de Relaciones
“La gráfica de relaciones es una forma de semimatriz donde se pueden registrar las
relaciones que guarda cada actividad (máquina, área o máquina) con todas las demás
actividades”. [3]
Para la realización del diagrama, se definieron los siguientes motivos o razones
relacionados con cada una de las cercanías para explicar el porqué es necesario o no que
un área se encuentre cerca de otra; en este caso, cada una de las áreas con respecto a
las otras áreas.
A continuación se realiza una explicación de cada uno de los motivos utilizados para la
realización del diagrama de relaciones.
Motivos de la cercanía definidos o existentes en Osaka MP Ltda.
1 Flujo de Materiales: Se refiere a la necesidad de llevar o traer materiales del proceso
anterior o consecuente. La restricción por flujo de materiales se considera la mas
importante para el diseño de planta actual y determinará la ubicación de las áreas, ya que
el bueno flujo conllevará a una mayor eficiencia en el proceso productivo pues reducirá
tiempos y movimientos.
2 Nivel de Ruido: se refiere a la exposición al ruido que generan determinadas máquinas
o áreas de proceso. En el caso de Osaka el área de vibrado es el que genera mayor
ruido pero ésta estará en un cuarto con aislamiento acústico, dado que el área disponible
de planta no permite el alejamiento como una solución, por lo que no influirá en la
distribución de la planta.
3 Nivel de Calor: es generado por equipos que emiten ondas térmicas que pueden
producir fatiga o deshidratación en el operario. A pesar que en Osaka hay equipos
generadores de calor, este solo produce incomodidad térmica en el operario y por lo tanto,
no será restrictiva para la ubicación de la maquinaria.
4 Riesgos químicos: es aquel riesgo susceptible de ser producido por una exposición no
controlada a agentes químicos; en Osaka el trabajador está expuesto a sustancias como
pegante y pintura y a los gases estos generan.

40
5 Nivel de Polvos: se refiere a la exposición del trabajador a material particulado. La
planta de Osaka es una planta caracterizada por la generación del dicho material, por la
actividad que se desempeña, pero para evitar que esta contaminación produzca efectos
agudos en los trabajadores, se dispone de extractores para algunas máquinas y se brinda
a los trabajadores la protección necesaria para evitar posibles enfermedades.
6 Uso del mismo personal: en ocasiones para la realización de dos o mas operaciones
al tiempo se requiere del mismo personal. Este no es el caso de Osaka.
7 Uso de las mismas instalaciones o equipos: en ocasiones una máquina realiza dos o
mas operaciones o la misma área de proceso es utilizada para realizar varias
operaciones, por lo tanto, se requiere que éstas estén lo mas cerca posible una de la
otra. En el caso de Osaka hay una máquina que es requerida para realizar dos
operaciones, pero una de éstas se realiza muy poco (dichas operación es perforado, que
como se aclaró en apartados anteriores, solo se realiza a algunas referencias de poca
rotación); por lo tanto, esta restricción no se tendrá en cuenta ya que no afecta de modo
significativo la eficiencia de la planta.
8 Deseos específicos de los directivos: Los directivos pueden poseer diferentes
razones por las que desean que un área o equipo esté cerca de otra. El diseño de planta
de Osaka no se realizó teniendo en cuenta dichos deseos pues de acuerdo a los
directivos, las restricciones serían demasiadas desde su punto de vista, y preferían no
condicionarlo a esto desde el inicio. Las restricciones de éstos serían manifestadas una
vez presentada la propuesta.
9 Comunicación del personal: se refiere a la comunicación, determinada por las
características propias del proceso, que debe existir entre un proceso y otro para que el
producto obtenido cumpla con las condiciones necesarias. En Osaka no se presenta esta
restricción ya que gracias a la programación de la producción y coordinadores no se hace
necesaria dicha comunicación.
De acuerdo a lo anterior, para Osaka se obtuvieron las siguientes relaciones entre áreas:

41
Figura 6. Diagrama de Relaciones Osaka MP. Ltda.
Los cuadros de convenciones se muestran a continuación:
Compañía Osaka Motorcycle Parts Ltda. Proyecto: Redistribución de PlantaFecha: Julio 2008 Hoja: 1 de 1Elaborado por: Natalia Maya Saldarriaga
Alm
acén
MP
12
1 Almacen MP A 31 A 4
2 Vibrado A 1 U 51 U - E 6
3 Rayado I - U 1 E 71 A - U 1 U 8
4 Adicionales I 1 U - U - E 91 U - U - U 1 U 10
5 Impregnado de Pega U - U - U - U - E 11- A - U - U - U 1 U 12
6 Corte A 1 U - U - U - U - U 131 U - A - U - U - U - U
7 Vulcanizado U - U 1 U - U - U - U -- U - U - U - U - U - 1
8 Prensado en frio A - U - U - U - U - 21 U - A - U - U - 3
9 Prensado en caliente A - U 1 U - U - 41 U - U - U - 5
10 Pintura A - U - U - 61 U - U - 7
11 Acabados A - U - 81 U - 9
12 Empaque A - 101 11
13 Almacen PT 1213
GRÁFICO DE RELACIONES
Vibr
ado
Ray
ado
Adi
cion
ales
Apl
icac
ión
de p
egan
te
Cor
te
Vul
cani
zado
Pre
nsad
o en
frio
Pre
nsad
o en
cal
ient
e
Pin
tura
Aca
bado
Em
paqu
e
Alm
acén
PT

42
Código Motivo de la cercanía1 Flujo de materiales2 Nivel de ruido3 Nivel de calor4 Riesgos quimicos5 Nivel de polvos6 Uso del mismo personal
7 Uso de las mismas instalaciones o equipo
8 Deseos específicos de los directivos.
9 Comunicación del personal
Los cuadros resumen que se muestran a continuación presentan la relación de cada una
de las áreas con el resto, cuál es la razón de dicha cercanía y cuál es el número total de
cercanías por área.
TABLA RESUMEN 1
N° Actividades
NÚMERO DE CERCANIAS
A E I O U X
TOTA
L
1 Almacén MP 2 5 1 4 12 2 Vibrado 2 10 12 3 Rayado 3 1 8 12 4 Adicionales 3 9 12 5 Impregnado de Pega 3 1 1 7 12 6 Corte 1 1 10 12 7 Vulcanizado 3 9 12 8 Prensado en frio 1 1 10 12 9 Prensado en caliente 3 9 12
10 Acabados 4 8 12 11 Pintura 2 1 9 12 12 Empaque 3 1 8 12 13 Almacén PT 1 11 12
Tabla 3. Tabla resumen 1 Diagrama de Relaciones
TABLA RESUMEN 2
N° Actividades CERCANÍAS A E I O U X
1 Almacén MP 2,3 5,6,8,11,12 4 7,9,10,13 2 Vibrado 1,3 4,5,6,7,8,9,10,11,12,13 3 Rayado 1,2,5 4 6,7,8,9,10,11,12,13 4 Adicionales 3, 5 1,2,6,7,8,9,10,11,12,13 5 Impregnado de Pega 3,7,9 1 4 2,,6,8,10,11,12,13
CONVENCIONESValor Cercanía
A Absolutamente necesariaE Especialmente necesario I ImportanteO RegularU Poco importante
X No se desea que este cerca

43
TABLA RESUMEN 2
N° Actividades CERCANÍAS A E I O U X
6 Corte 7 1 2,3,4,5,8,9,11,12,13 7 Vulcanizado 5,6,10 1,2,3,4,8,9,10,12,13 8 Prensado en frio 9 1 2,3,4,5,6,7,10,11,12,13 9 Prensado en caliente 5,8,10 1,2,3,4,6,7,11,12,13
10 Acabado 7,9,11,12 1,2,3,4,5,6,8,13 11 Pintura 9,10 1 2,3,4,5,6,7,8,12,13 12 Empaque 10,11,13 1 2,3,4,5,6,7,8,9 13 Almacén PT 12 1,2,3,4,5,6,7,8,9,10,11
Tabla 4. Tabla resumen 2 Diagrama de Relaciones
De acuerdo a esto, se puede establecer un flujo ideal para el proceso productivo, teniendo
en cuenta además, las restricciones de espacio y el resultado del análisis del Gráfico P-Q
que nos sugiere una distribución por líneas de producción.
4.2.3 Diagrama de Bloques
El diagrama de bloques es una representación a dimensional de la distribución de planta,
donde cada bloque representa un área y son alineadas de forma tal que se cumplan el
mayor número de restricciones posibles.
Utilizando los resultados obtenidos en el diagrama de relaciones, se plantea el diagrama
de bloques para Osaka MP. Ltda.:

44
1
E:5,6,8,11,12A:2,3
I:4
2
A:1,3
13
A:12
A:10,11,13
12
E:1
10
A:7,9,11,12
4I:3,5
3
A:1,2,5
I:4
11
A:9,10 E:1
A:3,7,9
5I:4
E:1
9A:5,8,10 A:5,6,10
7
8
A:9 E:1
6
A:7 E:1
DIAGRAMA DE BLOQUES
Compañía Osaka Motorcycle Parts Ltda.Proyecto: Redistribución de PlantaFecha: Julio 2008Hoja: 1 de 1Elaborado por: Natalia Maya Saldarriaga
ÁREAS:1 Almacén MP2 Vibrado3 Rayado4 Adicionales5 Aplicación de pegante6 Corte7 Vulcanizado8 Prensado en frio9 Prensado en caliente10 Acabados11 Pintura12 Empaque13 Almacen PT
Figura 7. Diagrama de Bloques distribución propuesta
Se observa una distribución en forma de u para ambas líneas, basada principalmente en
las restricciones impuestas por el flujo de los materiales; ésta disposición logra que el
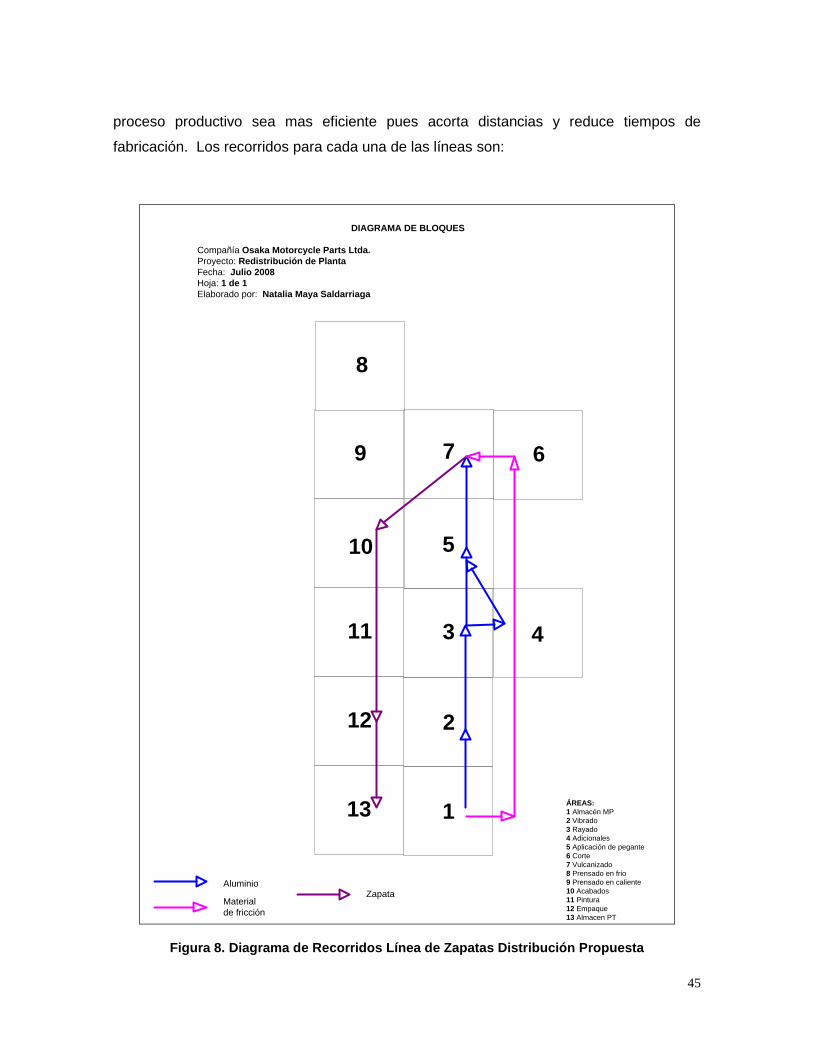
45
proceso productivo sea mas eficiente pues acorta distancias y reduce tiempos de
fabricación. Los recorridos para cada una de las líneas son:
1
2
13
12
10
4311
5
9 7
8
6
DIAGRAMA DE BLOQUES
Compañía Osaka Motorcycle Parts Ltda.Proyecto: Redistribución de PlantaFecha: Julio 2008Hoja: 1 de 1Elaborado por: Natalia Maya Saldarriaga
ÁREAS:1 Almacén MP2 Vibrado3 Rayado4 Adicionales5 Aplicación de pegante6 Corte7 Vulcanizado8 Prensado en frio9 Prensado en caliente10 Acabados11 Pintura12 Empaque13 Almacen PT
Material de fricción
ZapataAluminio
Figura 8. Diagrama de Recorridos Línea de Zapatas Distribución Propuesta

46
1
2
13
12
10
4311
5
9 7
8
6
DIAGRAMA DE BLOQUES
Compañía Osaka Motorcycle Parts Ltda.Proyecto: Redistribución de PlantaFecha: Julio 2008Hoja: 1 de 1Elaborado por: Natalia Maya Saldarriaga
ÁREAS:1 Almacén MP2 Vibrado3 Rayado4 Adicionales5 Aplicación de pegante6 Corte7 Vulcanizado8 Prensado en frio9 Prensado en caliente10 Acabados11 Pintura12 Empaque13 Almacen PT
PlatinaPlatina + Mezcla Metalizada
Mezcla Metalizada
Figura 9. Diagrama de Recorridos Línea de Pastillas Distribución Propuesta
47
4.2.4 Levantamiento de la Distribución Actual
4.2.4.1 Recolección de Datos Para el levantamiento de la distribución actual es necesario realizar una toma de datos de
las medidas de cada una de las máquinas y demás elementos que se encuentran en la
planta de producción; además, se deben reconocer los requerimientos para cada uno de
ellos, como electricidad, gas, agua, entre otros. El método de trabajo determina el
espacio necesario requerido para cada una de las máquinas y actividades desarrolladas
en éstas.
A continuación se muestra como calcular la cantidad de espacio por máquina:
“ESPACIOM = EBM + EOYM + ETEP
donde:
ESPACIOM = Espacio máquina
EBM = Espacio básico de máquina (longitud * anchura), pie2 (incluyendo viaje de mesa).
Esta es área de “huella”.
EOYM = Espacio de operador y mantenimiento, pie2 (agregar de 18 a 24 pulg. a todo
alrededor de la máquina, para mantenimiento, y de 24 a 36 pulg. en el lado del operador).
ETEP = Espacio de trabajo en proceso, pie2
• Almacenamiento de amortiguador de entrada
(Nótese que éste puede ser en niveles
múltiples, con ahorro de espacio de piso).
Las subdivisiones de ETEP son:
• Almacenamiento amortiguador de salida
• Desperdicio, desecho y reproceso
• Herramientas, troqueles y accesorios, y
• Suministros y materiales de mantenimiento
El tamaño del almacenamiento amortiguador de entrada y de salida depende del tamaño
del lote, de la frecuencia de movimiento de material (una vez/hora, día, semana), de la
política de programación de producción, etc.”. [4]

48
El proceso de recolección de datos se realizó en tres etapas, en la primera, se tomaron
las medidas de cada una de las máquinas, en la segunda, se determinó el espacio de
operario requerido y en la última, la ubicación de la máquina con respecto a la estructura
de la bodega y al resto de maquinaria.
Los archivos de la recolección de datos se muestran en el Anexo 12. en donde los
espacios marcados como “Almacenamiento temporal” o “Cajón” son los Amortiguadores
de entrada y de salida, los cuales tienen un área de 60cms x 40cms y son básicamente
cajones de plástico en los cuales se ejecuta el transporte del material en proceso dentro
de la planta.
El espacio del operario (EO) se determinó de acuerdo a los movimientos ejecutados por el
operador de la máquina teniendo en la cuenta un espacio estándar de 75 cms por cada
operario, en caso que después del análisis de la ejecución del puesto de trabajo se
determinara que requería de mayor espacio se consignó en el archivo respectivo.
4.2.4.2 Plano Distribución Actual Con los datos recolectados se procedió al levantamiento del plano de la distribución actual
de la planta, el cual puede observarse en los Anexos 5 y 6, allí se muestra la ubicación de
cada una de las máquinas y la delimitación de las líneas de producción y áreas de trabajo.
Se observa en el plano la falta de espacio en áreas como Pintura e Impregnado de Pega,
la falta de delimitación de las áreas de trabajo, la falta de definición de espacios para
circulación tales como pasillos y un flujo no muy eficiente dado que entre algunas
actividades existen recorridos de gran distancia.
Un aspecto importante en la distribución actual es el área destinada para el Almacén de
Producto terminado, la cual se verá afectada notablemente dada la restricción de espacio
del nuevo inmueble.
4.3 FASE III: DISTRIBUCIÓN DETALLADA
4.3.1 Distribución Propuesta
Teniendo como base los datos recolectados en la fase I y fase II, se plantearán 2
propuestas de distribución para la planta, fundamentadas en la combinación de la
Distribución por Proceso y Distribución por Producto, explicadas en el apartado 2 del
presente trabajo. Esta decisión se tomó luego de analizar que ambas líneas de

49
producción se encuentran en procesos iguales, tales como Rayado e Impregnación de
pegante y de estas actividades, cada una sigue un curso diferente hasta encontrarse
nuevamente en Empaque.
En algunas de las áreas fue reducido o modificado el espacio pero replanteando la
programación del trabajo actual, por ejemplo, para el área de empaque, se realizó una
reducción de puestos de trabajo, dada la necesidad de espacio. En la actualidad, esta
actividad es realizada por dos operarios, uno que empaca las zapatas y otro que empaca
las pastillas, pero se desarrolla únicamente en horas de la mañana. Si se replantea la
programación o asignación de actividades, solo se requeriría un puesto de trabajo
designando uno o varios sub-turnos a uno o diferentes operarios para realizar dicha
actividad durante todo el horario de trabajo, no únicamente en horas de la mañana como
se viene realizando.
Para esta actividad además, se designó un área específica, es decir, ya no sería un
espacio en el Almacén de Producto Terminado sino que estaría ubicada en el área de
producción pues dicha actividad es parte del proceso productivo. Esto permite un mayor
control del inventario del Almacén de Producto Terminado pues solo ingresará producto
listo para su venta, contrario a lo que sucede en la actualidad, dado que en el mismo
almacén se realiza la inspección y empaque de los productos; si se encuentra producto
que no pasa el estándar de calidad, se devuelve al área de producción. Esto último
muestra que no hay una delimitación clara de producto terminado y producto en proceso.
Por ésta razón principalmente se asignará un área única para la actividad de empaque.
Con respecto a los espacios generales requeridos, para el diseño de la propuesta se
usaron los siguientes espacios estándar:
• Pasillo para tránsito de personas y montacargas: 3,5 metros
• Pasillo entre máquina y máquina: 1,05 metros
• Pasillo entre máquinas a un lado y personas al otro: 0,9 metros
• Pasillo entre personas a un lado y personas al otro: 0,75 metros
• Anchura mínima de los pasillos interiores de trabajo: 1,2 metros

50
Las distribuciones propuestas para la planta de producción con sus respectivos diagramas
de recorridos son:
N
S
E
O
Escala1,5 cm = 1,0 m
Horno Vulcanizador
Pre
nsa
en F
rio
Estantería De Moldes
Mes
a M
onta
je e
n D
ispo
sitiv
os
Mesa Cierre de DispositivosMesa Descarga
Dispositivos
Cha
flana
dora
de L
ados
Chaflanadorade Lados
ChaflanadoraR
ectif
icad
ora
Mesade Apoyo
Rem
acha
dora
Hor
no P
astil
las
Vib
rado
ra
Mes
a D
esm
onta
jede
Dis
posi
tivos
Pesaje de Mezcla
EstanteríaInsumos
EstanteríaPastillas
Plataform
a
Prensa Caliente
Alm
acen
amie
nto
Pas
tilla
s H
orne
adas
Almacenamiento Producto Rayado
Extractor
Extractor
TaladroBandas
Esm
eril
Con
ban
da Esm
eril
Con
pie
dra
Esm
eril
past
illas
Cortadora de Bandas
TaladroP
astillas
Reproceso
Almacenamiento Producto Vibrado
Baños
Arriba
Aluminio
Zapata (Material de fricción+Aluminio)
Material de fricción
Pintura
Impregnado de Pega
OficinaProducción
Bas ura
Bas ura
Basura
Mesa Mantenimiento
Bas ura
Rollos
Aluminio
Aluminio
Aluminio
Aluminio
Aluminio
Aluminio
Aluminio
Aluminio
Aluminio
Aluminio
Chapetas
Aluminio
Aluminio
Aluminio
Aluminio
Rollos
Rollos
Rollos
Mezcla
Mezcla
Plat
Plat
Chapetas
Mezcla
MezclaMez
cla
Mezcla
Mezcla
MezclaMez
cla
Mezcla
Basura
Basura
Plat
Aluminio
AlmacénProducto Terminado
AlmacénMaterias Primas
Mesa empaque Zapatas y Pastillas
SelladoraSelladora
AlmacenamientoProducto Terminado (sin empacar)
OficinaJefe Almacén
Figura 10. Propuesta de Distribución 1 Diagrama de Recorridos Línea de Zapatas

51
N
S
E
O
Escala1,5 cm = 1,0 m
Horno Vulcanizador
Pre
nsa
en F
rio
Estantería De Moldes
Mes
a M
onta
je e
n D
ispo
sitiv
os
Mesa Cierre de DispositivosMesa Descarga
Dispositivos
Cha
flana
dora
de L
ados
Chaflanadorade Lados
Chaflanadora
Rec
tific
ador
a
Mesade Apoyo
Rem
acha
dora
Hor
no P
astil
las
Vib
rado
ra
Mes
a D
esm
onta
jede
Dis
posi
tivos
Pesaje de Mezcla
EstanteríaInsumos
EstanteríaPastillas
Plataform
a
Prensa Caliente
Alm
acen
amie
nto
Pas
tilla
s H
orne
adas
Almacenamiento Producto Rayado
Extractor
Extractor
TaladroBandas
Esm
eril
Con
ban
da Esm
eril
Con
pie
dra
Esm
eril
past
illas
Cortadora de Bandas
TaladroP
astillas
Reproceso
Almacenamiento Producto Vibrado
Baños
Arriba
Pintura
Impregnado de Pega
OficinaProducción
Bas ura
Bas ura
Basura
Mesa Mantenimiento
Bas ura
Rollos
Aluminio
Aluminio
Aluminio
Aluminio
Aluminio
Aluminio
Aluminio
Aluminio
Aluminio
Aluminio
Chapetas
Aluminio
Aluminio
Aluminio
Aluminio
Rollos
Rollos
Rollos
Mezcla
Mezcla
Plat
Plat
Chapetas
Mezcla
MezclaMez
cla
Mezcla
Mezcla
MezclaMez
cla
Mezcla
Basura
Basura
Plat
Aluminio
AlmacénProducto Terminado
AlmacénMaterias Primas
Mesa empaque Zapatas y Pastillas
SelladoraSelladora
AlmacenamientoProducto Terminado (sin empacar)
OficinaJefe Almacén
Mezcla
Platina
Pastilla (Mezcla+Platina)
Figura 11. Propuesta de Distribución 1 Diagrama de Recorridos Línea de Pastillas

52
N
S
E
O
Escala1,5 cm = 1,0 m
Est
ante
ría
De
Mol
des
EstanteríaInsumos
EstanteríaPastillas
Pla
tafo
rma
Prensa Caliente
Alm
acen
amie
nto
Pas
tilla
s H
orne
adas
Horno Pastillas
Pesaje de Mezcla
Prensa en Frio
Mesa Pastillería
Estanteria de Secado De Pega
Mesa Zapatas
Hor
no V
ulca
niza
dor
Mesa Montaje en Dispositivos
Mes
a C
ierr
e de
D
ispo
sitiv
os
Mesa DescargaDispositivos
Mesa Desmontajede Dispositivos
Rem
acha
dora
Esm
eril
Con
pie
dra
Esm
eril
past
illas
Tala
dro
Pas
tilla
s
Chaflanadorade Lados
Chaflanadora dediámetro
Chaflanadora
Extractor
Rectificadora
Mes
ade
Apo
yo
Vibradora
Almacenamiento
Producto
Rayado
Almacenamiento Producto Vibrado
Alm
acen
amie
nto
de p
rodu
cto
para
repr
oces
ar
Esm
eril
Con
ban
da
Tala
dro
Ban
das
Com
pres
or
Baños
Arriba
Aluminio
Banda (Material de fricción+Zapata)
Material de fricción
Cortadora de B
andas
Impregnado de Pega
Pintura
OficinaProducción
AlmacénProducto Terminado
AlmacénMaterias Primas
Rol
los
Aluminio
Chapetas
Aluminio
Aluminio
Aluminio
Aluminio
Aluminio
Aluminio
Aluminio
Aluminio
Aluminio
Aluminio
Aluminio
Aluminio
Aluminio
Rol
los
Rol
los
Rol
los
Mezcla
Mezcla
Plat
Plat
Plat
Aluminio
Chapetas
Mezcla
Mezcla Mez
cla
Mezcla
Mezcla
Mezcla Mez
cla
Mezcla
Mesa Mantenimiento
Bas ura
AlmacenamientoDe cajones
Bas ura
Bas ura
Mesa empaque Zapatas y PastillasS
ella
dora
Sel
lado
raA
lmacenam
ientoP
roducto Terminado (sin
empacar)
OficinaJefe Almacén
Figura 12. Propuesta de Distribución 2 Diagrama de Recorridos Línea de Zapatas

53
N
S
E
O
Escala1,5 cm = 1,0 m
Est
ante
ría
De
Mol
des
EstanteríaInsumos
EstanteríaPastillas
Pla
tafo
rma
Prensa Caliente
Alm
acen
amie
nto
Pas
tilla
s H
orne
adas
Horno Pastillas
Pesaje de Mezcla
Prensa en Frio
Mesa Pastillería
Estanteria de Secado De Pega
Mesa Zapatas
Hor
no V
ulca
niza
dor
Mesa Montaje en Dispositivos
Mes
a C
ierr
e de
D
ispo
sitiv
os
Mesa DescargaDispositivos
Mesa Desmontajede Dispositivos
Rem
acha
dora
Esm
eril
Con
pie
dra
Esm
eril
past
illas
Tala
dro
Pas
tilla
s
Chaflanadorade Lados
Chaflanadora dediámetro
Chaflanadora
Extractor
Rectificadora
Mes
ade
Apo
yo
Vibradora
Almacenamiento
Producto
Rayado
Almacenamiento Producto Vibrado
Alm
acen
amie
nto
de p
rodu
cto
para
repr
oces
ar
Esm
eril
Con
ban
da
Tala
dro
Ban
das
Com
pres
or
Baños
Arriba
Cortadora de B
andas
Impregnado de Pega
Pintura
OficinaProducción
AlmacénProducto Terminado
AlmacénMaterias Primas
Rol
los
Aluminio
Chapetas
Aluminio
Aluminio
Aluminio
Aluminio
Aluminio
Aluminio
Aluminio
Aluminio
Aluminio
Aluminio
Aluminio
Aluminio
Aluminio
Rol
los
Rol
los
Rol
los
Mezcla
Mezcla
Plat
Plat
Plat
Aluminio
Chapetas
Mezcla
Mezcla Mez
cla
Mezcla
Mezcla
Mezcla Mez
cla
Mezcla
Mesa Mantenimiento
Bas ura
AlmacenamientoDe cajones
Bas ura
Bas ura
Mezcla
Platina
Pastilla (Mezcla+Platina)
Mesa empaque Zapatas y PastillasS
ella
dora
Sel
lado
ra
Alm
acenamiento
Producto Term
inado (sin em
pacar)
OficinaJefe Almacén
Figura 13. Propuesta de Distribución 2 Diagrama de Recorridos Línea de Pastillas

54
4.3.2 Selección de propuesta y Modificaciones
Luego de presentarle a la junta directiva las propuestas de distribución de la planta, se
decidió trabajar sobre la propuesta número uno, dado que esta ofrece, aparte de un buen
flujo de proceso, una mayor división de las áreas por el tipo de “contaminación” generada,
por ejemplo, el área de calor está concentrada en la parte trasera de la bodega; las
máquinas que producen polvo está muy cerca una de la otra, lo que permitirá en un
futuro, la concentración de esta área y la instalación de un sistema de extracción que
mejore la calidad del ambiente de trabajo.
Se llegó a la conclusión además, que en el área de pintura no es necesario dos puestos
de trabajo, ya que solo un operario es el encargado de pintar, mientras que el otro, se
encarga del pulimento de la pastilla luego de la segunda rectificada. Por lo tanto, se
decidió eliminar este puesto de trabajo de dicha área y ubicar un poco retirado, pero
manteniendo una distancia adecuada, el puesto de pulimento. Para éste se dispuso de
una mesa con el tamaño adecuado para poner sobre ella la canasta con las pastillas
rectificadas y los implementos para llevar a cabo dicha operación.
Adicionalmente no se realizará un cuarto cerrado como se tenía anteriormente, sino que
se comprará una cabina de pintura la cual está compuesta por un filtro y un extractor que
absorbe la pintura que no cae al producto, lo que producirá en el empleado un mayor
confort y protección de su salud. Para las estanterías de secado, se emplearán
estanterías móviles, que permitan trasladar fácilmente el producto hasta empaque.
Todas estas decisiones implican principalmente una economía de espacio, que se refleja
en modificaciones de la propuesta inicial: se mantiene la idea de la distribución del área
de producción, pero se varían los espacios y se reacomodan de modo tal, que el uso de
éste sea lo mas eficiente posible.
La propuesta final se muestra a continuación:
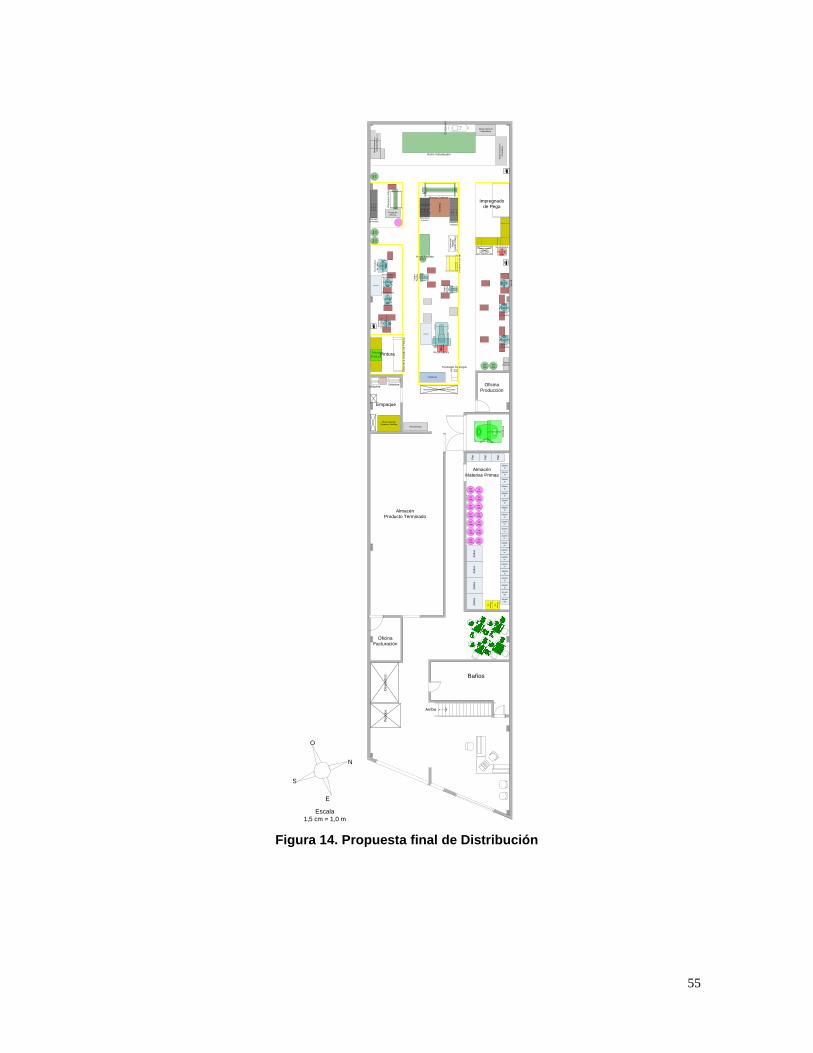
55
N
S
E
O
Escala1,5 cm = 1,0 m
Horno Vulcanizador
Pre
nsa
en F
rio
Estantería De Moldes
Mes
a M
onta
je e
n D
ispo
sitiv
os
Mesa Cierre de Dispositivos
Rectificadora
Mes
ade
Apo
yo
Remachadora
Horno Pastillas
Vib
rado
ra
Mes
a D
esm
onta
jede
Dis
posi
tivos
Pesaje de Mezcla
EstanteríaInsumos
EstanteríaPastillas
Plataform
a
Prensa Caliente
Alm
acenamiento
Pastillas
Horneadas
Almacenamiento Producto
Rayado
Extractor
Esm
erilC
on banda
EsmerilCon piedra
Tala
dro
Pas
tilla
s
Com
pres
or
Prueba de Despegue
Baños
Arriba
Rol
los
Mesa empaque Zapatas y Pastillas
Aluminio
Aluminio
Aluminio
Aluminio
Aluminio
Aluminio
Aluminio
Aluminio
Aluminio
Aluminio
Chapetas
Aluminio
Aluminio
Aluminio
Aluminio
Aluminio
Des
pach
os
Rol
los
Rol
los
Rol
los
Ped
idos
SelladoraSelladora
Almacenamiento Aluminio Revisado
Bas ura
Bas ura
Mezcla
Mezcla
Mezcla
Thiner
Mezcla
Mezcla
Mezcla
Mezcla
Pla
t
Pla
t
Pla
t
Aluminio
ALuminio
Chapetas
Mezcla
Mezcla
Mezcla
Mezcla
Alcohol
Thinner
Aluminio
Aluminio
ALuminio
Pulimento
Herramientas
Tala
dro
Ban
das
Cor
tado
ra d
e B
anda
s
Rec
tific
ador
ade
Lad
os
Rectificadorade diámetro
Chaflanadora
Extractor
Esm
eril
Con
ban
da
EsmerilCon piedra
Bas ura
Ba
sur a
TableroEléctrico
Est
ante
ría s
ecad
o de
Pin
tura
MesaPintura
Basura
Basura
Empaque
Pintura
Impregnadode Pega
OficinaProducción
AlmacénProducto Terminado
AlmacénMaterias Primas
Oficina Facturación
Figura 14. Propuesta final de Distribución
56
4.3.3 Condiciones Generales de Diseño
4.3.3.1 Nivel de Ruido
De acuerdo a los estudios realizados por la empresa de riesgos profesionales, entidad
prestadora del servicio en Osaka, se determinó que el uso de tapones auditivos en la
planta de producción debe ser una constante, dado que el operario está expuesto al ruido
durante un largo periodo de tiempo lo que puede causar molestias generales y hasta
pérdida de la audición.
Por lo tanto, se recomienda el uso de los tapones auditivos durante toda la jornada
laboral. Los operarios y el resto de personal, no entrarán a la planta de producción sin
que porten éste elemento de seguridad.
4.3.3.2 Tratamiento de Aguas Dentro de la normatividad ambiental se exige el tratamiento de aguas residuales
industriales, ya que éstas contienen gran cantidad de material contaminante. En Osaka,
se manejan contaminantes como pinturas, disolventes, pegantes, entre otros; que pueden
contaminar varios litros de agua si ésta no es tratada en el origen o la fuente.
La nueva bodega cuenta con tuberías para aguas lluvias y aguas negras únicamente. Se
recomienda la instalación de tubería para aguas industriales y el tratamiento de éstas para
cumplir con la normatividad ambiental y no someterse a sanciones por parte de la ley. En
caso tal, que no puedan tratarse las aguas dentro de la empresa, se deberá dar parte al
departamento del planeación del municipio para descargar dichas aguas a la planta de
tratamiento municipal y pagar la tasa establecida para este servicio.
Se recomienda solicitar asesoramiento en el tema ambiental por un experto en el campo,
para cumplir con todos los requisitos exigidos por la ley.
4.3.3.3 Instalación de Gas Natural
Se recomienda la instalación de gas natural para evitar posibles accidentes dentro de la
empresa con las pipetas, además de la constante manipulación que estas implican y el
riesgo que significan para los empleados.
Si no se instala, se requiere realizar las adecuaciones respectivas para el uso adecuado
de dichas pipetas dentro de las instalaciones (dichas adecuaciones no se realizaron en el
presente diseño de planta dado que la instalación del gas natural, dicho por los directivos,
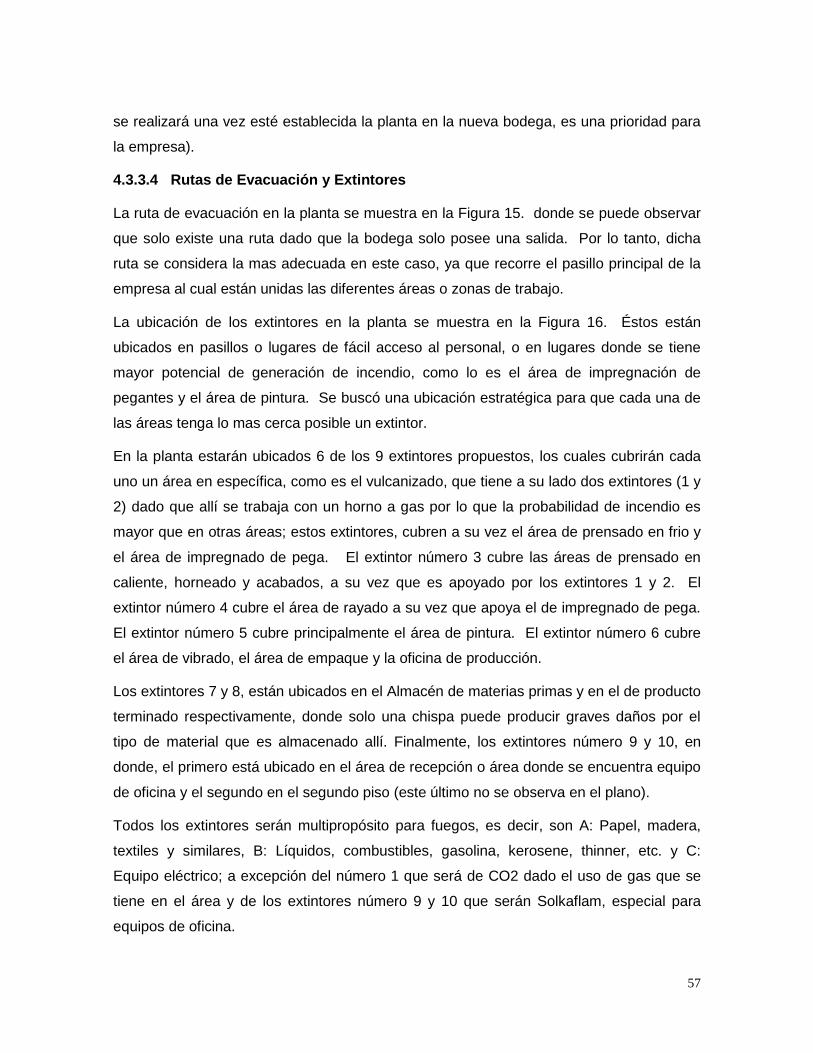
57
se realizará una vez esté establecida la planta en la nueva bodega, es una prioridad para
la empresa).
4.3.3.4 Rutas de Evacuación y Extintores
La ruta de evacuación en la planta se muestra en la Figura 15. donde se puede observar
que solo existe una ruta dado que la bodega solo posee una salida. Por lo tanto, dicha
ruta se considera la mas adecuada en este caso, ya que recorre el pasillo principal de la
empresa al cual están unidas las diferentes áreas o zonas de trabajo.
La ubicación de los extintores en la planta se muestra en la Figura 16. Éstos están
ubicados en pasillos o lugares de fácil acceso al personal, o en lugares donde se tiene
mayor potencial de generación de incendio, como lo es el área de impregnación de
pegantes y el área de pintura. Se buscó una ubicación estratégica para que cada una de
las áreas tenga lo mas cerca posible un extintor.
En la planta estarán ubicados 6 de los 9 extintores propuestos, los cuales cubrirán cada
uno un área en específica, como es el vulcanizado, que tiene a su lado dos extintores (1 y
2) dado que allí se trabaja con un horno a gas por lo que la probabilidad de incendio es
mayor que en otras áreas; estos extintores, cubren a su vez el área de prensado en frio y
el área de impregnado de pega. El extintor número 3 cubre las áreas de prensado en
caliente, horneado y acabados, a su vez que es apoyado por los extintores 1 y 2. El
extintor número 4 cubre el área de rayado a su vez que apoya el de impregnado de pega.
El extintor número 5 cubre principalmente el área de pintura. El extintor número 6 cubre
el área de vibrado, el área de empaque y la oficina de producción.
Los extintores 7 y 8, están ubicados en el Almacén de materias primas y en el de producto
terminado respectivamente, donde solo una chispa puede producir graves daños por el
tipo de material que es almacenado allí. Finalmente, los extintores número 9 y 10, en
donde, el primero está ubicado en el área de recepción o área donde se encuentra equipo
de oficina y el segundo en el segundo piso (este último no se observa en el plano).
Todos los extintores serán multipropósito para fuegos, es decir, son A: Papel, madera,
textiles y similares, B: Líquidos, combustibles, gasolina, kerosene, thinner, etc. y C:
Equipo eléctrico; a excepción del número 1 que será de CO2 dado el uso de gas que se
tiene en el área y de los extintores número 9 y 10 que serán Solkaflam, especial para
equipos de oficina.
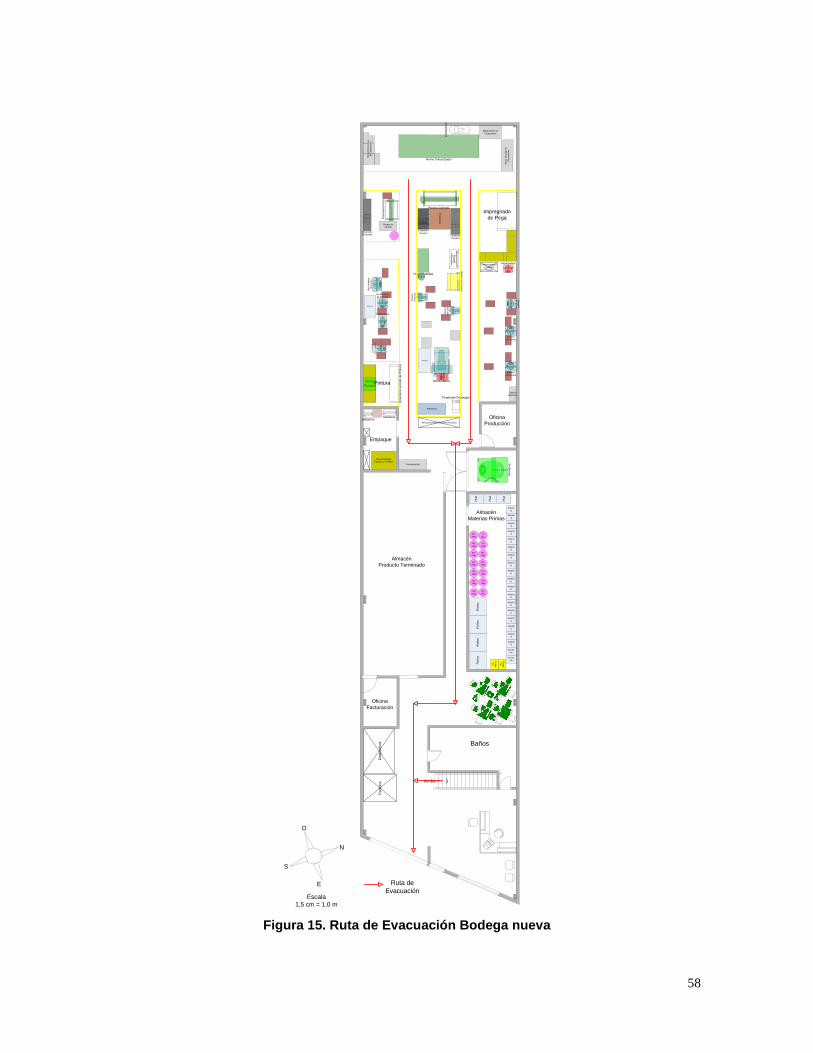
58
N
S
E
O
Escala1,5 cm = 1,0 m
Horno Vulcanizador
Pre
nsa
en F
rio
Estantería De Moldes
Mes
a M
onta
je e
n D
ispo
sitiv
os
Mesa Cierre de Dispositivos
Rectificadora
Mes
ade
Apo
yo
Remachadora
Horno Pastillas
Vib
rado
ra
Mes
a D
esm
onta
jede
Dis
posi
tivos
Pesaje de Mezcla
EstanteríaInsumos
EstanteríaPastillas
Plataform
a
Prensa Caliente
Alm
acenamiento
Pastillas
Horneadas
Almacenamiento Producto
Rayado
Extractor
Esm
erilC
on banda
EsmerilCon piedra
Tala
dro
Pas
tilla
s
Com
pres
or
Prueba de Despegue
Baños
Arriba
Rol
los
Mesa empaque Zapatas y Pastillas
Aluminio
Aluminio
Aluminio
Aluminio
Aluminio
Aluminio
Aluminio
Aluminio
Aluminio
Aluminio
Chapetas
Aluminio
Aluminio
Aluminio
Aluminio
Aluminio
Des
pach
os
Rol
los
Rol
los
Rol
los
Ped
idos
SelladoraSelladora
Almacenamiento Aluminio Revisado
Mezcla
Mezcla
Mezcla
Thiner
Mezcla
Mezcla
Mezcla
Mezcla
Pla
t
Pla
t
Pla
t
Aluminio
ALuminio
Chapetas
Mezcla
Mezcla
Mezcla
Mezcla
Alcohol
Thinner
Aluminio
Aluminio
ALuminio
Pulimento
Herramientas
Tala
dro
Ban
das
Cor
tado
ra d
e B
anda
s
Rec
tific
ador
ade
Lad
os
Rectificadorade diámetro
Chaflanadora
Extractor
Esm
eril
Con
ban
daEsmeril
Con piedra
Ba
sur a
TableroEléctrico
Est
ante
ría s
ecad
o de
Pin
tura
MesaPintura
Empaque
Pintura
Impregnadode Pega
OficinaProducción
AlmacénProducto Terminado
AlmacénMaterias Primas
Oficina Facturación
Ruta de Evacuación
Figura 15. Ruta de Evacuación Bodega nueva
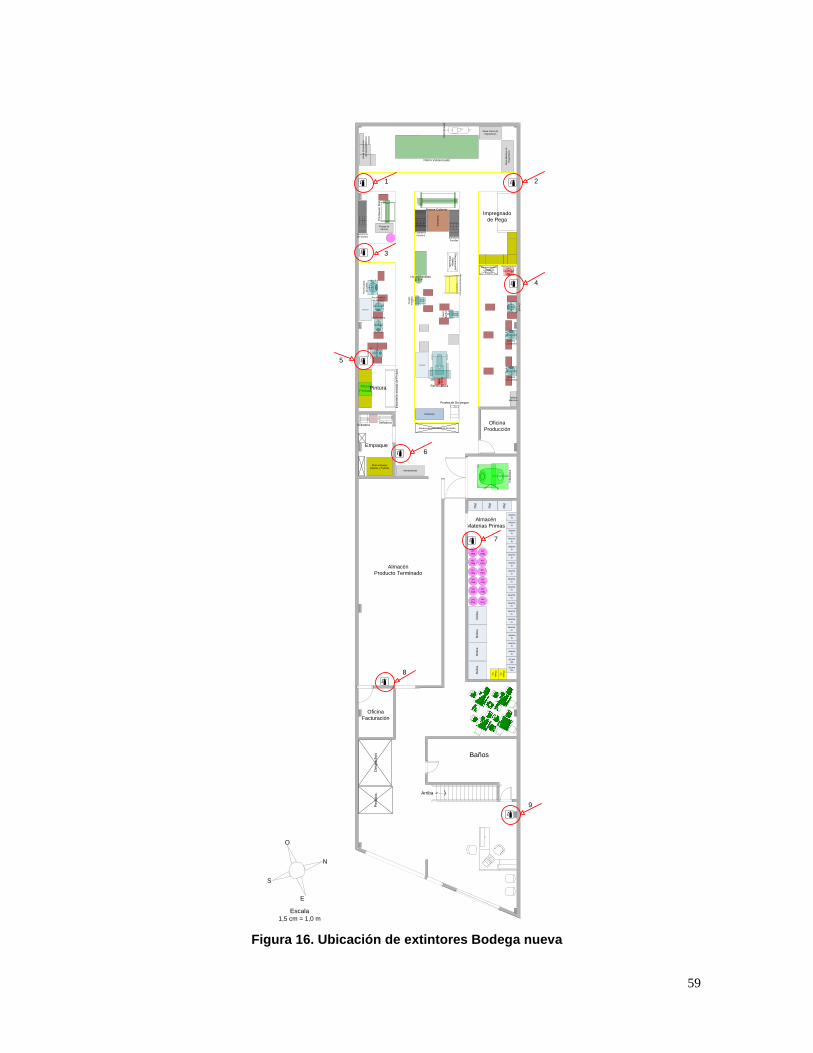
59
N
S
E
O
Escala1,5 cm = 1,0 m
Horno Vulcanizador
Pre
nsa
en F
rio
Estantería De Moldes
Mes
a M
onta
je e
n D
ispo
sitiv
os
Mesa Cierre de Dispositivos
Rectificadora
Mes
ade
Apo
yo
Remachadora
Horno Pastillas
Vib
rado
ra
Mes
a D
esm
onta
jede
Dis
posi
tivos
Pesaje de Mezcla
EstanteríaInsumos
EstanteríaPastillas
Plataform
a
Prensa Caliente
Alm
acenamiento
Pastillas
Horneadas
Almacenamiento Producto
Rayado
Extractor
Esm
erilC
on banda
EsmerilCon piedra
Tala
dro
Pas
tilla
s
Com
pres
or
Prueba de Despegue
Baños
Arriba
Rol
los
Mesa empaque Zapatas y Pastillas
Aluminio
Aluminio
Aluminio
Aluminio
Aluminio
Aluminio
Aluminio
Aluminio
Aluminio
Aluminio
Chapetas
Aluminio
Aluminio
Aluminio
Aluminio
Aluminio
Des
pach
os
Rol
los
Rol
los
Rol
los
Ped
idos
SelladoraSelladora
Almacenamiento Aluminio Revisado
Mezcla
Mezcla
Mezcla
Mezcla
Mezcla
Mezcla
Pla
t
Pla
t
Pla
t
Aluminio
ALuminio
Chapetas
Mezcla
Mezcla
Mezcla
Mezcla
Alcohol
Thinner
Aluminio
Aluminio
ALuminio
Pulimento
Herramientas
Tala
dro
Ban
das
Cor
tado
ra d
e B
anda
s
Rec
tific
ador
ade
Lad
os
Rectificadorade diámetro
Chaflanadora
Extractor
Esm
eril
Con
ban
da
EsmerilCon piedra
Ba
sur a
TableroEléctrico
Est
ante
ría s
ecad
o de
Pin
tura
MesaPintura
Empaque
Pintura
Impregnadode Pega
OficinaProducción
AlmacénProducto Terminado
AlmacénMaterias Primas
Oficina Facturación
1 2
3
4
5
6
7
8
9
Figura 16. Ubicación de extintores Bodega nueva

60
4.3.3.5 Disposición de Residuos
En la Figura 17. se observa la ubicación de las canecas de disposición de residuos,
ubicadas de acuerdo al tipo de material que es generado en cada una de las áreas. Para
la planta de producción se ubicaron canecas de color vinotinto en las cuales se deposita
material metálico, en el caso de Osaka residuos metálicos producto de las actividades
realizadas.
En el área de empaque y oficina de producción se ubicarán canecas de color gris para
disponer papel y cartón, clase de residuos principalmente generados en dichas áreas.
Al principio de la planta se tiene una estación de residuos, en la cual están ubicadas las
canecas de color verde para material no reciclable, color gris para papel y cartón y color
vinotinto para residuos metálicos; en donde se depositará todos los residuos generados
en la planta de producción, es decir, es aquí donde se hará la centralización para
posteriormente ser llevados al área de disposición final.
En el almacén de producto terminado se ubicarán dos canecas: color verde para el
material no reciclable y color gris para papel y cartón, material generados como producto
del empaque de pedidos y labores de oficina.
El área general de residuos está ubicada en un cuarto cerrado debajo de las escalas que
dan acceso al segundo piso, allí se pueden encontrar 5 tipos de canecas, las ya
mencionadas: material no reciclable, papel y cartón y residuos metálicos, sino también,
las canecas de color blanco y azul para disponer vidrio y plástico respectivamente. Para
estos últimos solo se tienen estos puntos de disposición ya que no son residuos
generados comúnmente en la planta (generalmente son producto de consumos
personales de los empleados).

61
N
S
E
O
Escala1,5 cm = 1,0 m
Horno Vulcanizador
Pre
nsa
en F
rio
Estantería De Moldes
Mes
a M
onta
je e
n D
ispo
sitiv
os
Mesa Cierre de Dispositivos
Rectificadora
Mes
ade
Apo
yo
Remachadora
Horno Pastillas
Vib
rado
ra
Mes
a D
esm
onta
jede
Dis
posi
tivos
Pesaje de Mezcla
EstanteríaInsumos
EstanteríaPastillas
Pla
tafo
rma
Prensa Caliente
Alm
acenamiento
Pastillas
Horneadas
Almacenamiento Producto
Rayado
Extractor
Esm
erilC
on banda
EsmerilCon piedra
Tala
dro
Pas
tilla
s
Com
pres
or
Prueba de Despegue
Baños
Arriba
Rol
los
Mesa empaque Zapatas y Pastillas
Aluminio
Aluminio
Aluminio
Aluminio
Aluminio
Aluminio
Aluminio
Aluminio
Aluminio
Aluminio
Chapetas
Aluminio
Aluminio
Aluminio
Aluminio
Aluminio
Des
pach
os
Rol
los
Rol
los
Rol
los
Ped
idos
SelladoraSelladora
Almacenamiento Aluminio Revisado
Mezcla
Mezcla
Mezcla
Thiner
Mezcla
Mezcla
Mezcla
Mezcla
Pla
t
Pla
t
Pla
t
Aluminio
ALuminio
Chapetas
Mezcla
Mezcla
Mezcla
Mezcla
Alcohol
Thinner
Aluminio
Aluminio
ALuminio
Pulimento
Herramientas
Tala
dro
Ban
das
Cor
tado
ra d
e B
anda
s
Rec
tific
ador
ade
Lad
os
Rectificadorade diámetro
Chaflanadora
Extractor
Esm
eril
Con
ban
da
EsmerilCon piedra
Ba
sur a
TableroEléctrico
Est
ante
ría s
ecad
o de
Pin
tura
MesaPintura
Empaque
Pintura
Impregnadode Pega
OficinaProducción
AlmacénProducto Terminado
AlmacénMaterias Primas
Oficina Facturación
Área general de residuos
Figura 17. Disposición de residuos Bodega nueva

62
4.3.3.6 Electricidad
Para definir los requerimientos eléctricos se realizó un estudio sencillo, el cuál consistió en
ir cada una de las máquinas dispuestas en toda la planta y observar su caballaje o
cantidad de voltios consumidos y así, basados en el total de potencia requerida
(idealmente), definir la capacidad necesaria del transformador.
El resultado del estudio se muestra en el Anexo 13. De acuerdo a estos datos, se obtuvo
que la cantidad, en Kilovoltiamperios, requerida para el transformador debe ser de 75KVA.
El resultado de éste cálculo fue avalado por la empresa contratada para la realización del
diseño eléctrico, quien confirmó, el tamaño del transformador.
Inicialmente la bodega fue comprada con una energía de 45KVA que era provista por un
transformador de 112,5 KVA compartido con otras 3 bodegas mas (dicha decisión fue
tomada por los directivos de la empresa al momento de adquirir la bodega). Una vez
realizado el estudio y contratada la empresa de electricidad, que proporcionaron el dato
real, se cambió el tamaño del transformador por uno de 75KVA para ajustarse a los
requerimientos de la empresa; dicho transformador será solo para Osaka.
El transformador es un transformador trifásico sumergido en aceite, que estará instalado
en el poste ubicado en la parte exterior frontal de la bodega.
La empresa no cuenta con una planta de emergencia, porque lo que una falla en la
prestación de la energía por parte de la empresa EPM causará un apagón general de toda
la planta de producción. Se recomienda la instalación de una planta de emergencia para
evitar dicha situación, así como posibles daños en equipos o pérdidas en el proceso
productivo. En el tablero principal se dejará un breker disponible para conectar la planta
de emergencia en caso tal que la empresa decida llevar a cabo esta sugerencia.
Para la distribución eléctrica se partirá del tablero principal, entregado por la constructora
de la bodega y se saldrá con una acometida que llegará hasta los dos tableros ubicados
en la planta de producción de dónde se repartirá la energía para cada una de las
máquinas.
El tablero ubicado en el almacén de materias primas, es un tablero existente, entregado
también por la constructora, el cual se utilizará para la iluminación, es decir, de allí se
prenderán todas las luces de la planta. A continuación se muestra la ubicación general de
los tableros en la planta.

63
N
S
E
O
Escala1,5 cm = 1,0 m
Horno Vulcanizador
Pre
nsa
en F
rio
Estantería De Moldes
Mes
a M
onta
je e
n D
ispo
sitiv
os
Mesa Cierre de Dispositivos
Rectificadora
Mes
ade
Apo
yo
Remachadora
Horno Pastillas
Vib
rado
ra
Mes
a D
esm
onta
jede
Dis
posi
tivos
Pesaje de Mezcla
EstanteríaInsumos
EstanteríaPastillas
Plataform
a
Prensa Caliente
Alm
acenamiento
Pastillas
Horneadas
Almacenamiento Producto
Rayado
Extractor
Esm
erilC
on banda
EsmerilCon piedra
Tala
dro
Pas
tilla
s
Com
pres
or
Prueba de Despegue
Baños
Arriba
Mesa empaque Zapatas y Pastillas
Des
pach
osP
edid
os
SelladoraSelladora
Almacenamiento Aluminio Revisado
Pulimento
Herramientas
Tala
dro
Ban
das
Cor
tado
ra d
e B
anda
s
Rec
tific
ador
ade
Lad
os
Rectificadorade diámetro
Chaflanadora
Extractor
EsmerilCon piedra
Ba
sur a
TableroEléctrico
Est
ante
ría s
ecad
o de
Pin
tura
MesaPintura
Empaque
Pintura
Impregnadode Pega
OficinaProducción
AlmacénProducto Terminado
AlmacénMaterias Primas
Oficina Facturación
TableroEléctrico
TableroEléctrico
Tablerode iluminación
Figura 18. Ubicación de tableros eléctricos Bodega nueva

64
4.3.3.7 Iluminación “Una buena iluminación, además de ser un factor de seguridad, productividad y de
rendimiento en el trabajo, mejora el confort visual y hace más agradable y acogedora la
vida”. [5] La selección de los requerimientos de iluminación se realizó con base en los
lúmenes sugeridos por el “Reglamento de Instalaciones Eléctricas RETIE” para cada una
de las diferentes labores realizadas en la compañía. En el Anexo 14. se observa la tabla
del reglamento y en el Anexo 15. la tabla de lúmenes sugeridos para Osaka MP.
Para el cumplimiento de éstos requerimientos se instalarán 9 lámparas industriales de
250W, metal halay, a lo largo de la planta, que serán reforzadas con lámparas industriales
de sobreponer de 2*32W sobre los puestos de trabajo que así lo requieran. La empresa
encargada de la instalación eléctrica deberá chequear que se cumpla con los lúmenes
sugeridos.
4.3.3.8 Condiciones generales de almacenamiento Para el almacenamiento de las Materias Primas principales básicamente se aprovechará
el empaque proporcionado por el proveedor. Por ejemplo, para el almacenamiento de
rollos de fricción se utilizarán los guacales o cajones en los que es enviado el producto
por el proveedor, ya que es una forma cómoda, fácil y ahorradora de espacio los cuales
tienen unas dimensiones de 1,05 m x 1,05 y se ubicarán 4 para almacenar las 4 diferentes
referencias que se utilizan en la empresa.
Para la mezcla metalizada, el proveedor envía 4 canecas de material sobre una estiba, las
cuales serán igualmente almacenadas.
Para el almacenamiento del Aluminio se ubicarán estibas de 0,6 m x 0,6 m sobre la pared,
en las cuáles irán las cajas con dicha materia prima, arrumadas hasta un máximo de 5
cajas, lo que dará una altura máxima de 1,6 m aproximadamente.
Para las platinas se utilizarán estanterías. Dichas estanterías están conformadas por un
conjunto de canastas plásticas de 0,4 m de ancho por 0,6 de largo y 0,5 de alto, en donde
se depositarán las bolsas x 100 unidades en las que estas llegan.
En el Almacén de producto terminado se tendrá dos formas de almacenamiento
básicamente: para las pastillas se utilizarán las mismas estanterías descritas en el párrafo
anterior pues permiten una mayor facilidad para su manipulación y un mayor control de
existencias. Las zapatas se almacenarán en canastas plásticas de 0,4 m de ancho por

65
0,6 m de largo y 0,75 de alto, y serán puestas una sobre otra sobre estibas ubicadas en el
centro del almacén. Máximo se podrán hacer arrumes de 3 canastas puesto que si se
sobrepasa este límite la manipulación se dificulta y se requerirá de equipos para que no
se ponga en peligro la salud y seguridad del trabajador.
A continuación se puede observar la ubicación de cada una de las materias primas dentro
de los almacenes.
Figura 19. Distribución de Almacén de Materias Primas y Producto Terminado
4.4 FASE IV: INSTALACIÓN
Una vez escogida la propuesta de distribución, se deben realizar todas las adecuaciones
del lugar para el correcto desarrollo de las funciones. Además debe planearse cómo se
realizarán para evitar al máximo los retrasos o inconvenientes.
4.4.1 Cronograma de Actividades
Se debe definir cuál será el cronograma a seguir de acuerdo a los requerimientos de
dicha propuesta. Para la realizar la programación, se tomó como base la actividad que
requiere un mayor tiempo para su ejecución, en este caso, la instalación eléctrica; y a

66
partir de ésta, y sus permisiones, se programarán las otras actividades necearias. Para
Osaka, el derrotero planteado es el siguiente:
Tabla 5. Cronograma Actividades Traslado Osaka
Actividades Responsables 4 5 6 7 8 10 11 12 13 14 15 18 19 20 21 22 24 25 26 27 28 29 1 2 3 4 5 6 9 10 11 12 13
Electricidad1 Envio plano definitivo distribución Osaka Natalia2 Entrega de diseño con cantidades de obra Ingeléctrica3 Cotización de diseño eléctrico Ingeléctrica4 Revisión y aprobación de Diseño eléctrico Junta directiva5 Traslado líneas telefónicas UNE6 Instalación Eléctrica Ingeléctrica7 Desinstalación Eléctrica Osaka Daniel
a. Electricidad Pendienteb. Voz y Datos A.M. Comunicaciones y Unec. Alarma Alarmasd. Instalación Alarma Sabana Sur Alarmas
Adecuaciones Locativas8 Desistalación Oficinas Osaka Divisiones D 9 Instalación Oficinas segundo piso Divisiones D
10 Instalación oficinas producción y facturación Divisiones D 11 Contratación fabricación Rejas Mallas12 Instalación de Rejas Mallas
Sistemas de Extracción13 Análisis de contaminación Impregnado de pega Junta de socios, Gerente, Producción14 Análisis propuestas Campana extractora Pintura Junta de socios, Gerente, Producción15 Elección y aprobación Propuestas de Pintura y Pega Junta de socios, Gerente, Producción16 Consesión trabajos área de Pintura Junta de socios, Gerente, Producción17 Fabricación y montaje área de pintura Cabinas18 Definición necesidades área impregnado de pega Junta de socios, Gerente, Producción19 Análisis propuestas área impregnado de pega Junta de socios, Gerente, Producción20 Elección y aprobación Propuestas impregnado de Pega Junta de socios, Gerente, Producción21 Consesión trabajos área de Pintura Junta de socios, Gerente, Producción22 Fabricación y montaje área impregnado de pega Por definir
Traslado23 Retiro de elementos ajenos a Osaka Hermano24 Traslado Maquinaria Producción25 Traslado Almacén Materias Primas Jefe de producción26 Empaque de Productos del Almacén de producto terminado Jefe de facturación27 Traslado e instalación Almacén Producto terminado Jefe de facturación28 Desinstalación física Bodega Osaka (muros y demás) Jefe de producción29 Entrega de Bodega Osaka Jefe de producción y Gerente30 Empaque Oficinas administrativas (computadores) Grupo administrativo31 Traslado Oficinas Administrativas Grupo administrativo
Papeleo y Oficina32 Organización y empaque de documentación Grupo administrativo33 Compra cinta diferenciadora de cajas Mensajero34 Cambio de Domicilio en Camara de Comercio Camara de comercio35 Cambios en Industia y Comercio Camara de comercio36 Cambio de dirección en la DIAN DIAN
RUTA CRÍTICA
4 1 2
Osaka Motorcycle Parts Ltda.Cronograma de Actividades Traslado
Noviembre Diciembre1 2 3

67
CONCLUSIONES
• Para comenzar con el diseño de la planta, debe conocerse inicialmente las
percepciones o deseos de los socios, las restricciones inherentes al proceso y a la
maquinaria y los planes de crecimiento de la empresa. Esto para no realizar
diseños no funcionales o los cuales excedan las inversiones planeadas de la
empresa.
• Es importante que a la hora de solicitar cotizaciones se tenga bien definido qué es
lo que se requiere y quiere, además de establecer las especificaciones
previamente; una vez se tenga claro esto, comunicarlas a los proveedores, pues
esto permitirá que todas hablen el mismo lenguaje, y por lo tanto, sea mucho mas
fácil la comparación entre una y otra.
• Recolectar la mayor cantidad de datos de entrada posibles, permite un diagnóstico
y un análisis mas completo de la situación actual de la empresa y de la situación
desea. Estos datos marcan el rumbo del diseño de planta.
• El diseño de planta se convierte en una de las herramientas mas importantes
cuando se considera una mejora del proceso, pues éste permite la organización
inicial de los puestos de trabajo y busca su configuración mas adecuada de modo
tal que permita la realización de los productos de forma mas eficiente.
• La disminución de las distancias de recorridos ayuda a reducir el tiempo de
fabricación de los productos y por lo tanto, se produce un incremento en la
producción.
• Las restricciones de espacio cobran gran importancia pues estas dificultan el
diseño e influyen en la economía de distancias y movimientos, es decir, dicha
restricción determinará que tan eficiente podrá ser el diseño.
• Al realizar un diseño de planta o una redistribución siempre debe buscarse el
mejoramiento en el proceso a la par de la mejora de las condiciones de trabajo de
los empleados.

68
GLOSARIO
1. OPERACIÓN: su símbolo es un círculo de diámetro d. ocurre cuando se alteran
intencionalmente las características físicas o químicas de un objeto, cuando es
montado o desmontado en otro, cuando se dispone o prepara para otra operación,
transporte, inspección o almacenaje, cuando se da o recibe información, se hace un
cálculo o un planeamiento.
2. INSPECCIÓN: su símbolo es un cuadrado de lado d. tiene lugar cuando se examina
un objeto para su identificación o se verifica en cuanto a calidad o cantidad alguna de
sus propiedades. Se habla de inspecciones cualitativas y cuantitativas.
3. DIAGRAMA DE PROCESO: son representaciones gráficas de la secuencia de
acontecimiento o actividades que se producen en la fabricación de un producto o
durante un proceso industrial, y que suministran información adicional. Los
fundamentales son el de proceso de la operación y el de proceso del recorrido.
4. DIAGRAMA DE PROCESO DE LA OPERACIÓN: es una representación gráfica de
las operaciones o inspecciones de un proceso industrial o que ocurren en la
fabricación de un producto, excepto las que se refieren a manejo de material y que
suministra a veces, información adicional sobre tiempo requerido y tipo de máquina.
5. DIAGRAMA DE PROCESO DEL RECORRIDO: es la representación gráfica de
todas las actividades, que tienen lugar en un proceso industrial o en la fabricación de
un producto, incluyendo la información adicional que se considere necesaria, tal
como tiempo y distancia recorrida y es un complemento del diagrama de proceso de
la operación.
6. DIAGRAMA DE RECORRIDO O DE FLUJO: es un complemento al diagrama de
proceso de la operación. Es una disposición de fábrica donde se trazan por las áreas
de circulación los recorridos o flujos del material o pieza entre los diversos puestos de
trabajo o zonas de almacenamiento, utilizando los símbolos de las actividades, los
que se unen posteriormente por una línea quebrada continua.

69
BIBLIOGRAFÍA
[1] GÓMEZ-SENENT, Eliseo. EL PROYECTO: DISEÑO EN INGENIERÍA. Editorial
Universidad Politécnica de Valencia. 1997. España.
[2] MOORE, James. PLANT LAYOUT AND DESIGN. Editorial McMillan Company.
1962. New York.
[3] MUTHER, Richard. DISTRIBUCIÒN EN PLANTA. Editorial Hispano Europea. 1965.
España. [4] KONZ, Estephan. DISEÑO DE INSTALACIONES INDUSTRIALES. Editorial LIMUSA.
1991. México D.F. Pág. 405 [5] REGLAMENTO TÉCNICO DE INSTALACIONES ELÉCTRICAS RETIE 6 MAYNARD, Harold. MANUAL DEL INGENIERO INDUSTRIAL. Editorial Mc Graw Hill.
1996. México D.F. 7 ORGANIZACIÓN INTERNACIONAL DEL TRABAJO. INTRODUCCIÓN AL ESTUDIO
DEL TRABAJO. Editorial LIMUSA S.A. de C.V. Grupo Noriega Editores. 2006. 4ª ed.
México. Pág. 521
8 ALVAREZ, William. INGENIERÍA DE MÉTODOS. Universidad Nacional de Colombia.
2006. Colombia. Pág. 199
9 DIEGO-MÁS, José Antonio. OPTIMIZACIÓN DE LA DISTRIBUCIÓN EN PLANTADE
INSTALACIONES INDUSTRIALES MEDIANTE ALGORITMOS GENÉTICOS.
APORTACIÓN AL CONTROL DE LA GEOMETRÍA DE LAS ACTIVIDADES. Universidad
Politécnica de Valencia. 2006. España.

70

71
ANEXOS

72
ANEXO 1. PLANO GENERAL BODEGA ACTUAL
N
S
E
O
Escala1,5 cm = 1,0 m
Arriba
46,9
m
42,2
m
16,4m
10,4m1,6m
73
ANEXO 2. LISTADO DE PRODUCTOS COMERCIALIZADOS POR OSAKA
PRODUCTOS COMERCIALIZADOS 1 BANDAS 22 REPOSAPIE
2 PASTILLAS 23 SPROKET-PIÑONERIA
3 RESORTES 24 EMPAQUES
4 SAKURA 25 FUELLES
5 MANIGUETAS 26 CORREAS
6 SOPORTES 27 PULPOS
7 DESLIZADORES 28 ACOPLES
8 C.D.I. 29 BUJE CANASTA
9 MANUBRIOS 30 CHUPAS
10 SOP.CANST. 31 LLAVE BUJIA
11 VARILLA FRENO 32 SOP.CARBURADOR
12 CANASTAS 33 BASE REPOSAPIE
13 CAPUCHÓN 34 CASQUILLOS
14 CAUCHOS 35 ANTIVIBRANTES
15 CONECTORES 36 RECTIFICADORES
16 TAPAS 37 CALZADO
17 TAPONES 38 REGULADORES
18 TOPES 39 COLA PATO
19 BUJES 40 FIBRA PIPETA
20 SISTEMAS ELÉCTRICOS 41 MANGUERA
21 GUAYAS 42 SEPARADORES

74
ANEXO 3. PLANO GENERAL BODEGA NUEVA PRIMER PISO
N
S
E
O
Escala1,5 cm = 1,0 m
6m
Baños
Arriba
44,8
m
9,84m
5,70m
3,91
m2,85
m
7,10
m
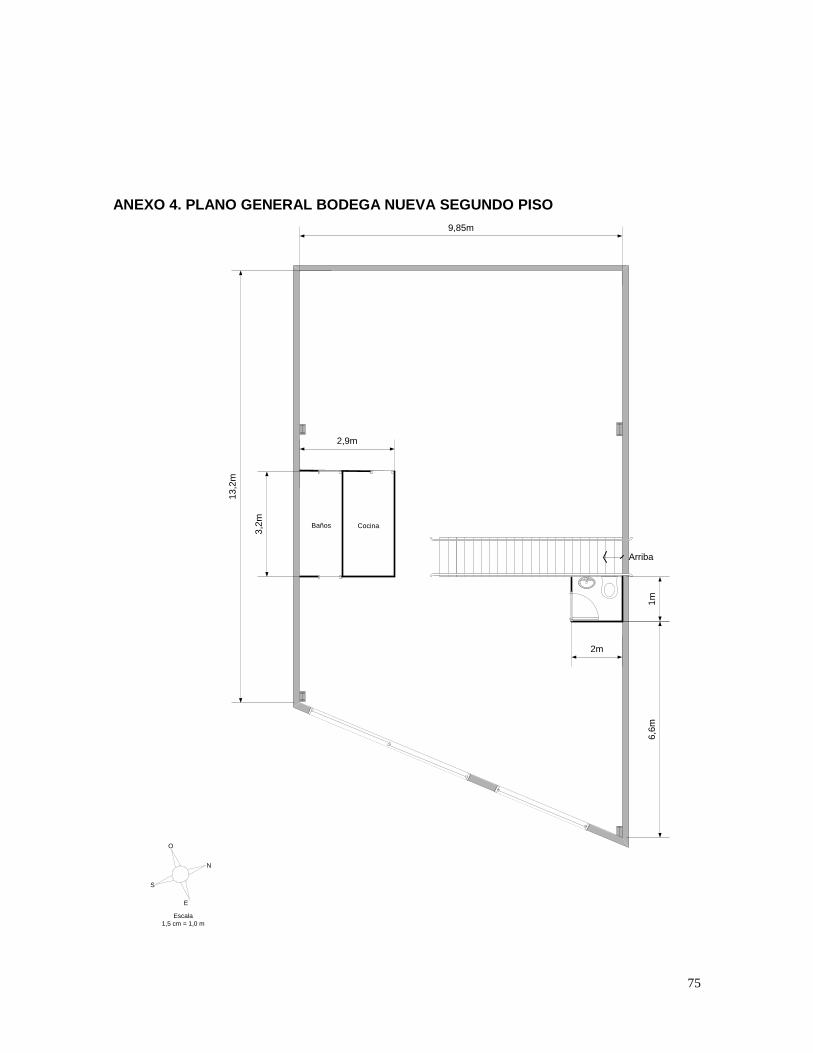
75
ANEXO 4. PLANO GENERAL BODEGA NUEVA SEGUNDO PISO
Arriba
CocinaBaños
13,2
m9,85m
3,2m
2,9m
6,6m
1m2m
N
S
E
O
Escala1,5 cm = 1,0 m

76
ANEXO 5. DISTRIBUCIÓN ACTUAL OSAKA
Par
quea
dero
Arr
iba
Ofic
inas
Bañ
o
Coc
ina
Bañ
osVes
tidor
es
Ves
tidor
Mes
a P
astil
lería
Estantería de secado
Estantería de secado
Mesa de Pinturas
Mes
a de
P
inta
do
Mesa Zapatas
Vibradora
Est
ante
ría
De
Mol
des
Prensa Caliente
Prensa en Frio
Esmerilpastillas
Pul
idor
aP
astil
las
EstanteríaInsumos
EstanteríaPastillas
Pla
tafo
rma
Hor
no P
astil
las
Hor
no V
ulca
niza
dor
Mesa Montaje en Dispositivos
Mes
a C
ierr
e de
D
ispo
sitiv
os
Ventilador
Mesa Desmontajede Dispositivos
Mesa DescargaDispositivos
Ray
ador
aC
on b
anda
PulidoraBandas
Cor
tado
ra d
e B
anda
s
Rem
acha
dodr
a
RayadoraCon piedra Rectificadora
Chaflanadorade Lados
Cha
flana
dora
de L
ados
Cha
flana
dora
Com
pres
or
Compresor
Mes
ade
Apo
yo
Alm
acén
P
rodu
cto
Term
inad
o
Alm
acén
Mat
eria
s P
rimas
Mes
a de
Apo
yo
Mesa de Herramientas
Des
pach
os
Alm
acen
amie
nto
Pro
duct
o pa
ra re
proc
esar
AlmacenamientoMaterial de fricción
Pin
tura
Impr
egna
do
de p
ega
N
S
E
O
Escala1,5 cm = 1,0 m

77
ANEXO 6. DISTRIBUCIÓN ACTUAL OSAKA-PLANTA DE PRODUCCIÓN
Mes
a P
astil
lería
Estantería de secado
Estantería de secado
Mesa de Pinturas
Mes
a de
P
inta
do
Mesa Zapatas
Vibradora
Est
ante
ría
De
Mol
des
Prensa Caliente
Prensa en Frio
Esmerilpastillas
Pul
idor
aP
astil
las
EstanteríaInsumos
EstanteríaPastillas
Pla
tafo
rma
Hor
no P
astil
las
Hor
no V
ulca
niza
dor
Mesa Montaje en Dispositivos
Mes
a C
ierr
e de
D
ispo
sitiv
os
Ventilador
Mesa Desmontajede Dispositivos
Mesa DescargaDispositivos
Ray
ador
aC
on b
anda
PulidoraBandas
Cor
tado
ra d
e B
anda
s
Rem
acha
dodr
aRayadora
Con piedra Rectificadora
Chaflanadorade Lados
Cha
flana
dora
de L
ados
Cha
flana
dora
Com
pres
or
Compresor
Mes
ade
Apo
yo
Mes
a de
Apo
yo
Mesa de Herramientas
Alm
acen
amie
nto
Pro
duct
o pa
ra re
proc
esar
AlmacenamientoMaterial de fricción
Pin
tura
Impr
egna
do
de p
ega
N
S
E
O
Escala1,5 cm = 1,0 m

78
ANEXO 7. DIAGRAMA DE RECORRIDO LÍNEA DE ZAPATAS
Par
quea
dero
Arr
iba
Ofic
inas
Bañ
o
Coc
ina
Bañ
osVes
tidor
es
Ves
tidor
Mes
a P
astil
lería
Mesa de Pinturas
Mes
a de
P
inta
do
Mesa Zapatas
Vibradora
Est
ante
ría
De
Mol
des
Prensa Caliente
Prensa en Frio
Esmerilpastillas
Pul
idor
aP
astil
las
EstanteríaInsumos
EstanteríaPastillas
Pla
tafo
rma
Hor
no P
astil
las
Hor
no V
ulca
niza
dor
Mesa Montaje en Dispositivos
Mes
a C
ierr
e de
D
ispo
sitiv
os
Ventilador
Mesa Desmontajede Dispositivos
Mesa DescargaDispositivos
Ray
ador
aC
on b
anda
PulidoraBandas
Cor
tado
ra d
e B
anda
s
Rem
acha
dodr
a
RayadoraCon piedra Rectificadora
Chaflanadorade Lados
Cha
flana
dora
de L
ados
Cha
flana
dora
Com
pres
or
Compresor
Mes
ade
Apo
yo
Alm
acén
P
rodu
cto
Term
inad
o
Alm
acén
Mat
eria
s P
rimas
Mes
a de
Apo
yoMesa de
Herramientas
Est
ante
ría M
óvil
de
Sec
ado
Des
pach
os
Alm
acen
amie
nto
Pro
duct
o pa
ra re
proc
esar
AlmacenamientoMaterial de fricción
Aluminio
Zapata (Material de fricción+Aluminio)
Material de fricción
N
S
E
O
Escala1,5 cm = 1,0 m

79
ANEXO 8. DIAGRAMA DE RECORRIDO LÍNEA DE ZAPATAS-PLANTA DE PRODUCCIÓN
Mes
a P
astil
lería
Mesa de Pinturas
Mes
a de
P
inta
do
Mesa Zapatas
Vibradora
Est
ante
ría
De
Mol
des
Prensa Caliente
Prensa en Frio
Esmerilpastillas
Pul
idor
aP
astil
las
EstanteríaInsumos
EstanteríaPastillas
Pla
tafo
rma
Hor
no P
astil
las
Hor
no V
ulca
niza
dor
Mesa Montaje en Dispositivos
Mes
a C
ierr
e de
D
ispo
sitiv
os
Ventilador
Mesa Desmontajede Dispositivos
Mesa DescargaDispositivos
Ray
ador
aC
on b
anda
PulidoraBandas
Cor
tado
ra d
e B
anda
s
Rem
acha
dodr
a
RayadoraCon piedra Rectificadora
Chaflanadorade Lados
Cha
flana
dora
de L
ados
Cha
flana
dora
Com
pres
or
CompresorM
esa
de A
poyo
Alm
acén
P
rodu
cto
Term
inad
o
Alm
acén
Mat
eria
s P
rimas
Mes
a de
Apo
yo
Mesa de Herramientas
Est
ante
ría M
óvil
de
Sec
ado
Alm
acen
amie
nto
Pro
duct
o pa
ra re
proc
esar
AlmacenamientoMaterial de fricción
Aluminio
Zapata (Material de fricción+Aluminio)
Material de fricción
N
S
E
O
Escala1,5 cm = 1,0 m

80
ANEXO 9. DIAGRAMA DE RECORRIDO LÍNEA DE PASTILLAS
Par
quea
dero
Arr
iba
Ofic
inas
Bañ
o
Coc
ina
Bañ
osVes
tidor
es
Ves
tidor
Mes
a P
astil
lería
Mesa de Pinturas
Mes
a de
P
inta
do
Mesa Zapatas
Vibradora
Est
ante
ría
De
Mol
des
Prensa Caliente
Prensa en Frio
Esmerilpastillas
Pul
idor
aP
astil
las
EstanteríaInsumos
EstanteríaPastillas
Pla
tafo
rma
Hor
no P
astil
las
Hor
no V
ulca
niza
dor
Mesa Montaje en Dispositivos
Mes
a C
ierr
e de
D
ispo
sitiv
os
Ventilador
Mesa Desmontajede Dispositivos
Mesa DescargaDispositivos
Ray
ador
aC
on b
anda
PulidoraBandas
Cor
tado
ra d
e B
anda
s
Rem
acha
dodr
a
RayadoraCon piedra Rectificadora
Chaflanadorade Lados
Cha
flana
dora
de L
ados
Cha
flana
dora
Com
pres
or
Compresor
Mes
ade
Apo
yo
Alm
acén
P
rodu
cto
Term
inad
o
Alm
acén
Mat
eria
s P
rimas
Mes
a de
Apo
yo
Mesa de Herramientas
Est
ante
ría M
óvil
de
Sec
ado
Des
pach
os
Alm
acen
amie
nto
Pro
duct
o pa
ra re
proc
esar
AlmacenamientoMaterial de fricción
Mezcla
Platina
Pastilla (Mezcla+Platina)
N
S
E
O
Escala1,5 cm = 1,0 m

81
ANEXO 10. DIAGRAMA DE RECORRIDO LÍNEA DE PASTILLAS-PLANTA DE PRODUCCIÓN
Mes
a P
astil
lería
Mesa de Pinturas
Mes
a de
P
inta
do
Mesa Zapatas
Vibradora
Est
ante
ría
De
Mol
des
Prensa Caliente
Prensa en Frio
Esmerilpastillas
Pul
idor
aP
astil
las
EstanteríaInsumos
EstanteríaPastillas
Pla
tafo
rma
Hor
no P
astil
las
Hor
no V
ulca
niza
dor
Mesa Montaje en Dispositivos
Mes
a C
ierr
e de
D
ispo
sitiv
os
Ventilador
Mesa Desmontajede Dispositivos
Mesa DescargaDispositivos
Ray
ador
aC
on b
anda
PulidoraBandas
Cor
tado
ra d
e B
anda
s
Rem
acha
dodr
a
RayadoraCon piedra Rectificadora
Chaflanadorade Lados
Cha
flana
dora
de L
ados
Cha
flana
dora
Com
pres
or
Compresor
Mes
ade
Apo
yo
Alm
acén
P
rodu
cto
Term
inad
oA
lmac
énM
ater
ias
Prim
as
Mes
a de
Apo
yo
Mesa de Herramientas
Est
ante
ría M
óvil
de
Sec
ado
Alm
acen
amie
nto
Pro
duct
o pa
ra re
proc
esar
AlmacenamientoMaterial de fricción
Mezcla
Platina
Pastilla (Mezcla+Platina)
N
S
E
O
Escala1,5 cm = 1,0 m

82
ANEXO 11. VENTAS OSAKA 2007
PASTILLAS PRODUCTO PRINCIPAL: ZAPATAS REF CÓDIGO CANTIDAD REF CÓDIGO CANTIDAD
JIALING 150 P10018 20,559 AX A10022 93605 VICTOR P10001 15,367 XL A10002 44576 KTM DEL P10019 12,905 DT A10007 40445
AKT P10027 12,559 RX A10005 38528 AXIS P10005 12,150 C 70 A10001 29740 TS P10004 10,964 GP A10016 22998
GN 125 H P10030 10,574 PULSAR A10015 21612 DT 125 P10007 9,771 PT A10023 19495 KM TRA P10003 9,208 TITAN A10004 19284
RX P10006 8,524 TS A10019 19173 DT 200 P10008 8,160 XL R A10003 16971 DR TRA P10009 7,563 PD A10024 16450 JIALING P10011 7,449 V80 A10009 16298 FURAX P10033 7,262 ADRRES A10017 16032 KM DEL P10002 7,251 AKT A10008 15882 XR DEL P10013 7,241 FZ 50 A10018 15865
PEUGEOT P10029 7,082 JOG A10006 15737 GS TRA P10012 6,999 TOTAL 462,691
FREEWIND DEL P10016 6,764
XR TRA P10010 6,740
KMX DEL 2001 P10023 6,485
FREEWIND TRAS P10015 6,475
SPLENDOR P10025 6,412
GTO 110 P10031 6,124
VIRAGO P10026 6,106
DR 650 P10037 6,094
XT 600 DEL. P10017 6,090
KTM TRAS P10020 6,086
TARGA P10035 6,031
XT660 R P10034 5,981
CBR P10014 5,884
PIAGGIO P10024 5,864
ARN 125 P10036 5,839
KTM P10028 5,807
RX125 P10032 5,806
VOLTY P10021 5,783
SHADOW P10022 5,703
TOTAL 297,662

83
ANEXO 12. RECOLECCIÒN DE DATOS Y MEDIDAS DE PLANTA
Figura 20. Área requerida para la cortadora de bandas
Figura 21. Área requerida para la cortadora de bandas

84
Figura 22. Área requerida para Mesa de cierre de dispositivos
Figura 23. Área requerida para Mesa desmontaje de dispositivos
Figura 24. Área requerida para Mesa descarga de dispositivos

85
Figura 25. Área requerida para Mesa descarga de dispositivos
Figura 26. Área requerida para Taladro de pastillas

86
Figura 27. Área requerida para Rectificadora de pastillas
Figura 28. Área actual de cuarto de impregnado de pega
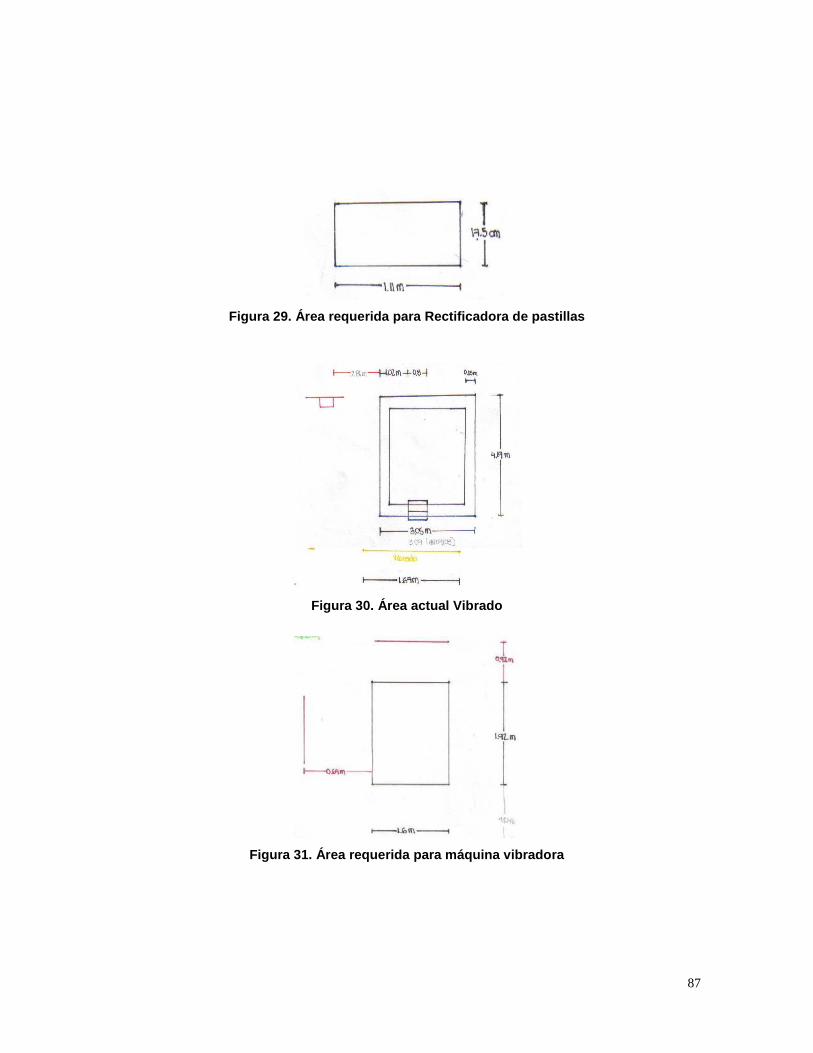
87
Figura 29. Área requerida para Rectificadora de pastillas
Figura 30. Área actual Vibrado
Figura 31. Área requerida para máquina vibradora

88
Figura 32. Área requerida para Rectificadora de lados
Figura 33. Área requerida para Rectificadora de diámetro
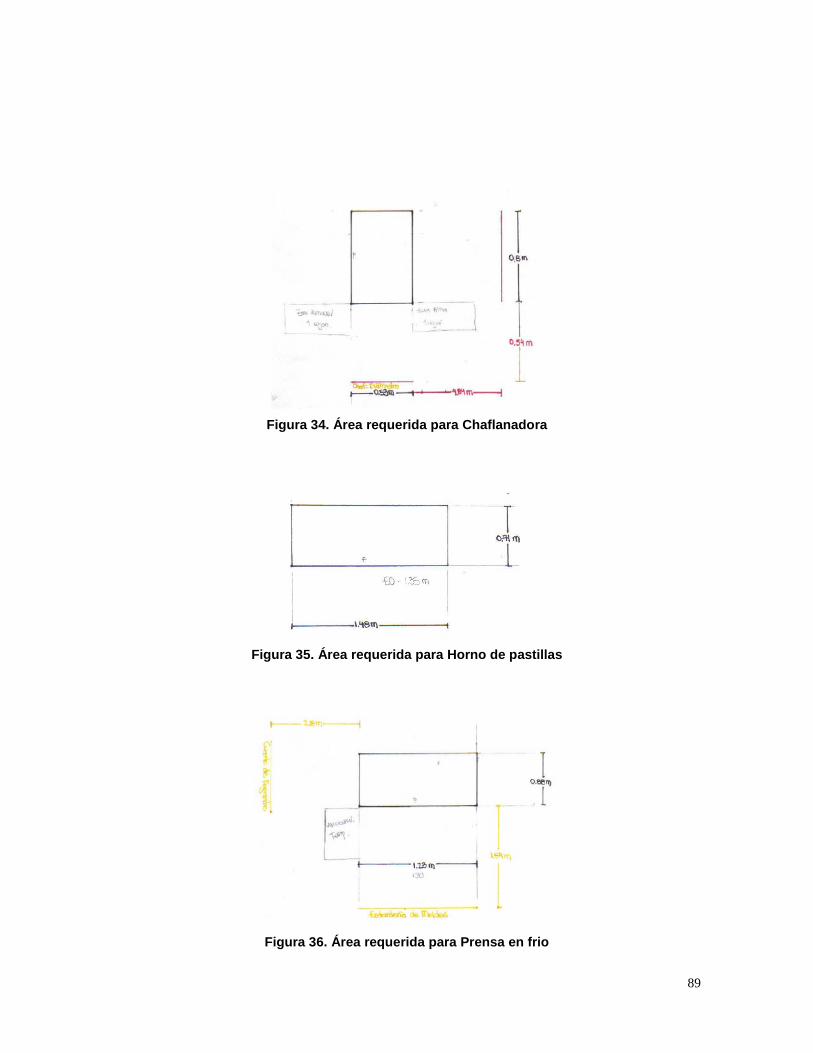
89
Figura 34. Área requerida para Chaflanadora
Figura 35. Área requerida para Horno de pastillas
Figura 36. Área requerida para Prensa en frio

90
Figura 37. Área requerida para estantería de moldes prensado en frio
Figura 38. Área requerida para Prensa en caliente
Figura 39. Área requerida para estantería de pastillas en prensado en caliente
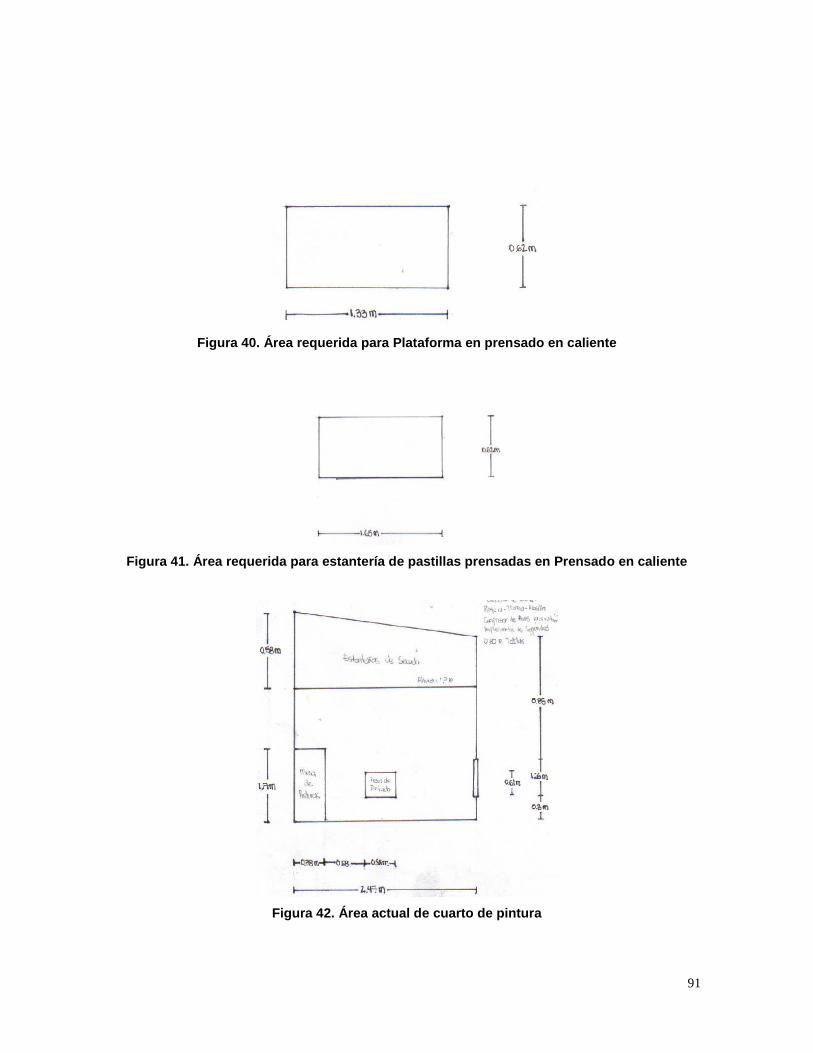
91
Figura 40. Área requerida para Plataforma en prensado en caliente
Figura 41. Área requerida para estantería de pastillas prensadas en Prensado en caliente
Figura 42. Área actual de cuarto de pintura

92
Figura 43. Área requerida para compresor acabados de pastillas
Figura 44. Área requerida para compresor de rectificadora de pastillas
Figura 45. Área requerida para Esmeril de banda

93
Figura 46. Área requerida para Esmeril de piedra
Figura 47. Área requerida para Esmeril de pastillas
Figura 48. Área requerida para Taladro de zapatas
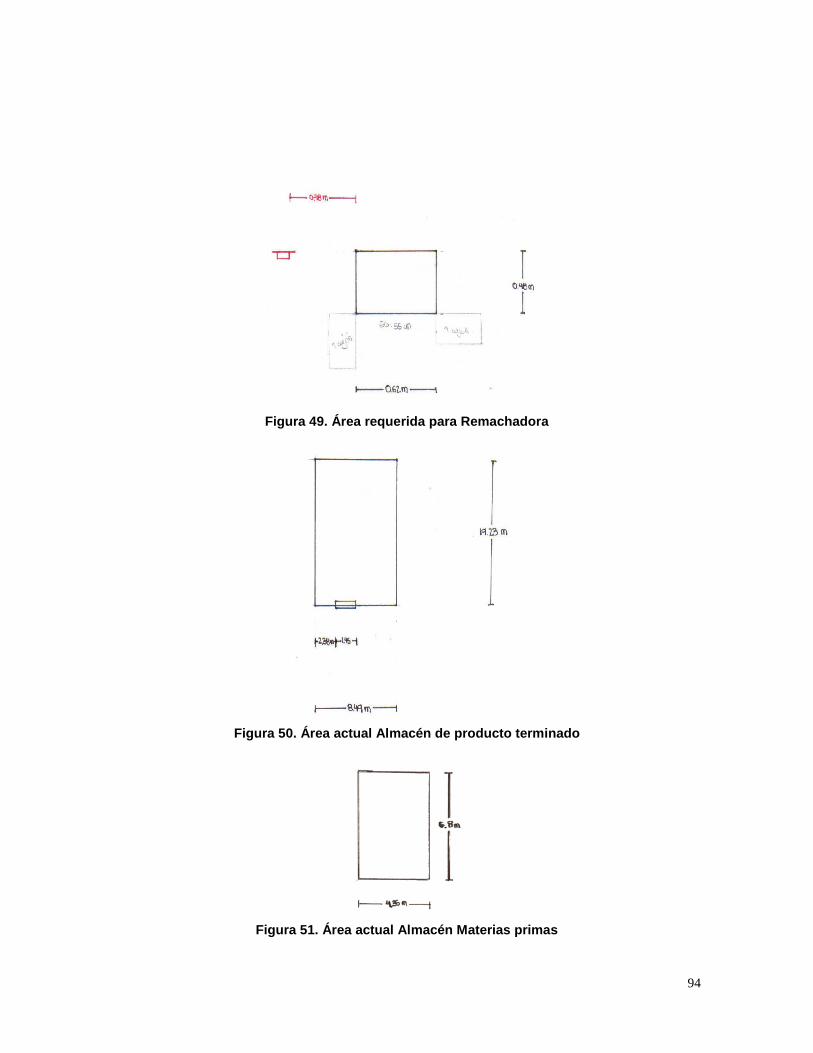
94
Figura 49. Área requerida para Remachadora
Figura 50. Área actual Almacén de producto terminado
Figura 51. Área actual Almacén Materias primas

95
ANEXO 13. REQUERIMIENTOS ENERGÍA OSAKA
Cantidad Motor 1 (HP) Motor 2 (HP) Wattios Motor 1 (W) Motor 2 (W) Total (W)
PROCESO DE ZAPATASVibradora motor aprox. 6 4500 0 4500Esmeril No 1 2 1500 0 1500Esmeril No 2 1 750 0 750Taladro en Banco 0,75 562,5 0 562,5Compresor 3,6 2700 0 2700Vulcanizadora 1,8 0,4 1350 300 1650Rectificadora de lados 1 1,8 750 1350 2100Rectificadora de Diametros 2 0,25 1500 187,5 1687,5Chaflanadora 1 750 0 750Extractor Bandas 3 2250 0 2250
18450PROCESO DE PASTILLAS
Esmeril 1 750 0 750Taladro 0,75 562,5 0 562,5Prensa en frio 6,6 4950 0 4950Prensa en Caliente 10 7500 0 7500Resistencias de Prensa (55 Amp) 12000 0 0 12000Horno de Curado 1 750 0 750Rectificadora 6,6 0,9 4950 675 5625Extractor Pastillas 3 2250 0 2250
34387,5CANT.
OTROSComputadores 7 3150 0 3150Nevera(2), Microondas y Cafetera 4 1500 1500Lámparas 25 4000 0 4000 80W/un. aproxExtractor de pared 1 0,5 375 375Báscula Gramera 1 30 0 30Quemador Vulcanizadora 1 1000 0 1000Aire Acondicionado 1 2 1500 1500Ventiladores 3 1 750 750Zunchadoras 2 2 1500 1500Selladora Manual 2 300 0 300Selladora Semiautomática 500 500
1460567442,5
SUBTOTAL OTROSTOTAL WATTIOS CONSUMIDOS
Requerimientos EléctricosOsaka Motorcycle Parts Ltda.
SUBTOTAL PROCESO DE PASTILLAS
SUBTOTAL PROCESO DE ZAPATAS

96
ANEXO 14. NIVELES DE ILUMINANCIA ACEPTADOS PARA DIFERENTES ÁREAS Y ACTIVIDADES (Tomado del Reglamento de Instalaciones Eléctricas RETIE).
NIVELES DE ILUMINANCIA (lx)
Min. Medio Máx.
Áreas generales en las construcciones
Áreas de circulación, corredores 50 100 150
Escaleras, escaleras mecánicas 100 150 200
Vestidores, baños. 100 150 200
Almacenes, bodegas. 100 150 200
Talleres de ensamble
Trabajo pesado, montaje de maquinaria pesada 200 300 500 Trabajo intermedio, ensamble de motores, ensamble de carrocerías de automotores 300 500 750
Trabajo fino, ensamble de maquinaria electrónica y de oficina 500 750 1000
Trabajo muy fino, ensamble de instrumentos 1000 1500 2000
Procesos químicos
Procesos automáticos 50 100 150
Plantas de producción que requieren intervención ocasional 100 150 200
Áreas generales en el interior de las fábricas 200 300 500
Cuartos de control, laboratorios. 300 500 750
Industria farmacéutica 300 500 750
Inspección 500 750 1000
Balanceo de colores 750 1000 1500
Fabricación de llantas de caucho 300 500 750
Fábricas de confecciones
Costura 500 750 1000
Inspección 750 1000 1500
Prensado 300 500 750
Industria eléctrica
Fabricación de cables 200 300 500
Ensamble de aparatos telefónicos 300 500 750
Ensamble de devanados 500 750 1000
Ensamble de aparatos receptores de radio y TV 750 1000 1500
Ensamble de elementos de ultra precisión componentes electrónicos 1000 1500 2000

97
CONTINUACIÓN ANEXO 14.
NIVELES DE ILUMINANCIA (lx)
Min. Medio Máx.
Industria alimenticia
Áreas generales de trabajo 200 300 500
Procesos automáticos 150 200 300
Decoración manual, inspección 300 500 750
Fundición
Pozos de fundición 150 200 300
Moldeado basto, elaboración basta de machos 200 300 500
Moldeo fino, elaboración de machos, inspección 300 500 750
Trabajo en vidrio y cerámica
Zona de hornos 100 150 200
Recintos de mezcla, moldeo, conformado y estufas 200 300 500
Terminado, esmaltado, envidriado 0 500 750
Pintura y decoración 500 750 1000
Afilado, lentes y cristalería, trabajo fino 750 1000 1500
Trabajo en hierro y acero
Plantas de producción que no requieren intervención manual 50 100 150
Plantas de producción que requieren intervención ocasional 100 150 250
Puestos de trabajo permanentes en plantas de producción 200 300 500
Plataformas de control e inspección 300 500 750
Industria del cuero
Áreas generales de trabajo 200 300 500
Prensado, corte, costura y producción de calzado 500 750 1000
Clasificación, adaptación y control de calidad 750 1000 1500
Taller de mecánica y de ajuste
Trabajo ocasional 150 200 300
Trabajo basto en banca y maquinado, soldadura 200 300 500 Maquinado y trabajo de media precisión en banco, máquinas generalmente automáticas 300 500 750 Maquinado y trabajo fino en banco, máquinas automáticas finas, inspección y ensayos 500 750 1000 Trabajo muy fino, calibración e inspección de partes pequeñas muy complejas 1000 1500 2000

98
CONTINUACIÓN ANEXO 14.
NIVELES DE ILUMINANCIA (lx)
Min. Medio Máx.
Talleres de pintura y casetas de rociado
Inmersión, rociado basto 200 300 500
Pintura ordinaria, rociado y terminado 300 500 750
Pintura fina, rociado y terminado 500 750 1000
Retoque y balanceo de colores 750 1000 1500
Fábricas de papel
Elaboración de papel y cartón 200 300 500
Procesos automáticos 150 200 300
Inspección y clasificación 300 500 750
Trabajos de impresión y encuadernación de libros
Recintos con máquinas de impresión 300 500 750
Cuartos de composición y lecturas de prueba 500 750 1000
Pruebas de precisión, retoque y grabado 750 1000 1500
Reproducción del color e impresión 1000 1500 2000
Grabado con acero y cobre 1500 2000 3000
Encuadernación 300 500 750
Decoración y estampado 500 750 1000
Industria textil
Rompimiento de la paca, cardado, hilado 200 300 500
Giro, embobinado, enrollamiento peinado, tintura 300 500 750
Balanceo, rotación (conteos finos) entretejido, tejido 500 750 1000
Costura, desmoteo, inspección 750 1000 1500
Talleres de madera y fábricas de muebles
Aserraderos 150 200 300
Trabajo en banco y montaje 200 300 500
Maquinado de madera 300 500 750
Terminado e inspección final 500 750 1000
Oficinas
Oficinas de tipo general, mecanografía y computación 300 500 750
Oficinas abiertas 500 750 1000
Oficinas de dibujo 500 750 1000
Salas de conferencia 300 500 750

99
CONTINUACIÓN ANEXO 14.
NIVELES DE ILUMINANCIA (lx)
Min. Medio Máx.
Hospitales
Salas
Iluminación general 50 100 150
Examen 200 300 500
Lectura 150 200 300
Circulación nocturna 3 5 10
Salas de examen
Iluminación general 300 500 750
Inspección local 750 1000 1500
Terapia intensiva
Cabecera de la cama 30 50 100
Observación 200 300 500
Estación de enfermería 200 300 500
Salas de operación
Iluminación general 500 750 1000
Iluminación local 10000 30000 100000
Salas de autopsia
Iluminación general 500 750 1000
Iluminación local 5000 10000 15000
Consultorios
Iluminación general 300 500 750
Iluminación local 500 750 1000
Farmacia y laboratorios
Iluminación general 300 400 750
Iluminación local 500 750 1000
Almacenes
Iluminación general:
En grandes centros comerciales 500 750
Ubicados en cualquier parte 300 500
Supermercados 500 750

100
CONTINUACIÓN ANEXO 14.
NIVELES DE ILUMINANCIA (lx)
Min. Medio Máx.
Colegios
Salones de clase
Iluminación general 300 500 750
Tableros para emplear con tizas 300 500 750
Elaboración de planos 500 750 1000
Salas de conferencias
Iluminación general 300 500 750
Tableros 500 750 1000
Bancos de demostración 500 750 1000
Laboratorios 300 500 750
Salas de arte 300 500 750
Talleres 300 500 750
Salas de asamblea 150 200 300

101
ANEXO 15. NIVELES DE ILUMINANCIÓN RECOMENDADO PARA OSAKA (Tabla extraída del Reglamento de Instalaciones Eléctricas RETIE).
Recomendaciones de Iluminación para Osaka MP Ltda.
NIVELES DE
ILUMINANCIA (lx) Áreas generales Áreas de circulación, corredores 150 Escaleras 200 Vestidores, baños 200 Almacenes, bodegas 200 Planta de producción Maquinado y trabajo de media precisión en banco, máquinas generalmente automáticas 750 Área de Pintura Pintura ordinaria, rociado y terminado 750 Oficinas Oficinas de tipo general, mecanografía y computación 750
Top Related