






Idiomas
Páginas
Jurídico


Programa de fomento de la innovación en Institutos
Tecnológicos
USO DE PET RECICLADO PARA ENVASE ALIMENTARIO Informe de Novedades Tecnológicas
diciembre 2010

IINNFFOORRMMEE DDEE VVIIGGIILLAANNCCIIAA TTEECCNNOOLLÓÓGGIICCAA:: PPEETT RREECCIICCLLAADDOO
PPrrooggrraammaa ddee ffoommeennttoo ddee llaa iinnnnoovvaacciióónn eenn iinnssttiittuuttooss tteeccnnoollóóggiiccooss 22001100..
Diciembre 2010
Autora: Eva Verdejo Andrés
AIMPLAS Línea de Medio Ambiente
Colabora: AIMPLAS. Departamento de Información
técnica
AIMPLAS Instituto Tecnológico del Plástico. Prohibida su venta. Informe financiado por la Generalitat Valenciana a través del IMPIVA.
El presente informe forma parte de los resultados del proyecto financiado por IMPIVA a través del Programa de fomento de la innovación en institutos tecnológicos.
USO DE PET RECICLADO PARA ENVASE ALIMENTARIO
USO DE PET RECICLADO PARA ENVASE ALIMENTARIO: Informe de Vigilancia Tecnológica 2010 AIMPLAS Instituto Tecnológico del Plástico
2 | 24
1. INTRODUCCIÓN...................................................................................... 3
2. DESCRIPCIÓN DE LA TECNOLOGÍA DE RECICLADO DE PET. .................... 8
2.1. SELECCIÓN/SEPARACIÓN. .......................................................................... 9 2.2. TRITURADO........................................................................................... 10 2.3. LAVADO................................................................................................ 10 2.4. SECADO................................................................................................ 11 2.5. EXTRUSIÓN/GRANCEADO. ........................................................................ 11 2.6. DESCONTAMINACIÓN/SUPER LIMPIEZA (SUPER-CLEAN).................................. 11
3. LEGISLACIÓN ....................................................................................... 16
3.1. LEGISLACIÓN DE PLÁSTICOS EN CONTACTO CON ALIMENTOS. ............................ 16 3.2. CONTACTO TRAS UNA BARRERA FUNCIONAL. ................................................. 17 3.3. CONTACTO SIN BARRERA FUNCIONAL. ......................................................... 17
4. NORMATIVA.......................................................................................... 19
5. SITUACIÓN ACTUAL DEL MERCADO ...................................................... 20
6. CONCLUSIONES .................................................................................... 24
REFERENCIAS ........................................................................................... 25

USO DE PET RECICLADO PARA ENVASE ALIMENTARIO
USO DE PET RECICLADO PARA ENVASE ALIMENTARIO: Informe de Vigilancia Tecnológica 2010 AIMPLAS Instituto Tecnológico del Plástico
3 | 24
1. Introducción.
El poli(tereftalato de etileno), PET es un polímero de condensación termoplástico que se sintetiza a partir de ácido tereftálico y tereftalato de dimetilo y etilen glicol.
Figura 1: Reacción de policondensación del PET. Fuente: www.textoscientificos.com
Es un material polar, con gran estabilidad dimensional, rigidez, buenas propiedades barrera y resistencia a la abrasión. Tiene una buena calidad de moldeado, pudiéndose procesar mediante extrusión e inyección, aunque su transformación es compleja a causa de su tendencia a absorber agua y a sufrir procesos de hidrólisis.
Se emplea en diferentes aplicaciones de casi todos los sectores, aunque está presente de forma mayoritaria en el sector envase y embalaje, donde representa en España más del 20% del consumo de materiales plásticos (un total de 483.451 toneladas).

USO DE PET RECICLADO PARA ENVASE ALIMENTARIO
USO DE PET RECICLADO PARA ENVASE ALIMENTARIO: Informe de Vigilancia Tecnológica 2010 AIMPLAS Instituto Tecnológico del Plástico
4 | 24
Figura 2: Consumo aparente de plástico en el sector Envase y Embalaje por materia prima en España. Fuente: AIMPLAS Observatorio de Mercado a partir de CEP.
El PET en el sector envase-embalaje se emplea mayoritariamente en el moldeo de preformas, obteniendo otros productos como láminas.
Una vez finalizado su uso, los productos plásticos pasan a ser residuos, que deben ser gestionados. En el caso de envases post-consumo, la gestión actual, gestionada por Ecoembes se basa principalmente en una recogida selectiva a través de contenedores de envases ligeros. Estos envases recogen no solo envases de PET, si no del resto de materiales plásticos además de envases de metal y Tricks.
Este conjunto de residuos, se lleva a una planta de selección (hay alrededor de 100 plantas distribuidas por el territorio nacional), donde de separan y clasifican distintos flujos, uno de los cuales es el de PET. Los residuos procedentes a este flujo son físicamente compactados en la denominada “bala”.
Figura 3. Ejemplo de bala de PET.

USO DE PET RECICLADO PARA ENVASE ALIMENTARIO
USO DE PET RECICLADO PARA ENVASE ALIMENTARIO: Informe de Vigilancia Tecnológica 2010 AIMPLAS Instituto Tecnológico del Plástico
5 | 24
Las características mínimas que cumplen estas balas quedan recogidas en las denominadas ETMR (Especificaciones Técnicas de los Materiales Recuperados).
Tabla 1: ETMR residuos de envases de plástico PET en plantas de selección de envases ligeros. Fuente: ECOEMBES.
Material solicitado Envases de PET (se admiten todos los colores) procedentes de recogida selectiva ≥95,5% (incluidos etiquetas y tapones que formen parte del envase).
Este porcentaje incluye la humedad.
Impropios Impropios <4,5% (referido al material húmedo) con límite máximo para las siguientes fracciones de:
- PVC (botellas completas y fragmentos)<0,25%
- Otros materiales plásticos y otras impurezas <4%
- Metales <0,25%
Condiciones de entrega
Los envases deben haber sido pinchados
En balas de longitud: 1≤L≤1,5 m y densidad ≥190 kg/m3
Flejes de las balas: acero
La integridad de las balas debe mantenerse a lo largo de la carga, transporte, descarga y almacenamiento.
Envío: camión completo (mínimo 10 t) Valores de porcentajes en peso
Estas balas serán llevadas posteriormente a una empresa para ser valorizada.
Los residuos de PET, y en general cualquier residuo plástico podrá ser reciclado, valorizado energéticamente o depositado en vertedero.
En la actualidad existen diferentes empresas que reciclan PET, alguna de las cuales están homologadas por Ecoembes. Esta homologación les permite poder optar por las balas de PET de las distintas plantas de selección.
Tabla 2: Recicladores de PET homologados por ECOEMBES. Fuente: ECOEMBES1.
AWS ECO PLASTICS LTD
EXTREMADURA TORRE PET S.L.
IPARPET RECYCLING S.L.
PET COMPAÑIA PARA SU RECICLADO SA
RECICLADOS DE PET DE ANDALUCÍA, S.L.
RECICLAJES FELMA S.A.
RECUPROD, S.L.
RIBERPET S.A.
ROLPLAS S.L.
SEGARIA PLÁSTICOS S.L.
TECNICAS EN RESIDUOS Y RECICLAJES URBANOS, S.A.U.

USO DE PET RECICLADO PARA ENVASE ALIMENTARIO
USO DE PET RECICLADO PARA ENVASE ALIMENTARIO: Informe de Vigilancia Tecnológica 2010 AIMPLAS Instituto Tecnológico del Plástico
6 | 24
El PET se recicla desde hace bastantes años, aunque cada vez cobra mayor importancia debido al aumento de consumo de este material en los últimos años.
El reciclado de materiales plásticos en España en el año 2008 procedentes de residuos post-consumo superó las 500.000 toneladas, tal como se muestra en la siguiente figura.
Figura 4: Reciclado de materiales plásticos en España 2008. Fuente: CICLOPLAST-ANARPLA-TLP Consulting2
Si solo se tiene en cuenta el sector de envase y embalaje, en España durante el año 2008 se reciclaron 95.750 toneladas de PET2 procedentes del mismo.
Esto ha supuesto un crecimiento importante, puesto que en el año 2005 sólo se reciclaron 56.749 toneladas de PET del sector de envase y embalaje.
Las aplicaciones del PET reciclado son muy variadas: fibras, láminas, flejes, botellería, etc.
La aplicación del PET reciclado en la actualidad es mayoritariamente la fibra, aunque se espera una saturación del mercado a corto plazo siendo el caso español el ejemplo de sustitución hacia otro tipo de productos3.
Figura 5. Aplicaciones de PET reciclado en Europa (%) en 2006. Fuente: PCI-PETCORE 4
Botella no- alimentaria;
1,1% Fleje
8,9%
Botella alimentaria
16,7%
Lámina 20%
Fibra
52,2 %
Moldeo/Resinas
Ingenieria;
1,1%

USO DE PET RECICLADO PARA ENVASE ALIMENTARIO
USO DE PET RECICLADO PARA ENVASE ALIMENTARIO: Informe de Vigilancia Tecnológica 2010 AIMPLAS Instituto Tecnológico del Plástico
7 | 24
Y tal como se verá en este mismo informe, presenta una actualidad y sobretodo un futuro importante en aplicaciones de contacto alimentario.
El incremento esperado en el consumo de botellas de bebida será de aproximadamente un 9% para los próximos años5.Lo que es muy importante tanto en el aumento de residuos de PET como posible campo en la inclusión de PET reciclado.

USO DE PET RECICLADO PARA ENVASE ALIMENTARIO
USO DE PET RECICLADO PARA ENVASE ALIMENTARIO: Informe de Vigilancia Tecnológica 2010 AIMPLAS Instituto Tecnológico del Plástico
8 | 24
2. Descripción de la tecnología de reciclado de PET.
El reciclado mecánico es el sistema de valorización más habitual para el PET. Consiste en una serie de etapas o procesos a los que el material es sometido, para su limpieza y procesado, sin que exista, en principio, un cambio químico en la estructura.
La calidad del producto resultante, depende en gran medida de la separación previa de los distintos materiales plásticos, de la ausencia de impurezas y en resumen de la limpieza de los mismos, por estos motivos es muy importante seleccionar el proceso y los subprocesos adecuados (separación, lavado en frío, lavado en caliente, secado…) en cada caso.
Un proceso de reciclado de PET, puede constar de varias etapas que se van alternando formando diferentes esquemas, dependiendo de la planta en cuestión y de las necesidades de la misma.
Hay que tener en cuenta que el esquema de una planta de reciclado varía mucho en cada caso, dependiendo de:
• Origen del residuo (residuo del proceso industrial o residuo post-consumo).
• Producto final del reciclador (triturado o escama, granza, producto semielaborado, producto final).
• Aplicación final a la que va destinada (fibra, lámina, bidón, alimentario o no, palet, etc.).
Se puede, de todas formas, hablar de un esquema global como el de la siguiente figura.

USO DE PET RECICLADO PARA ENVASE ALIMENTARIO
USO DE PET RECICLADO PARA ENVASE ALIMENTARIO: Informe de Vigilancia Tecnológica 2010 AIMPLAS Instituto Tecnológico del Plástico
9 | 24
Figura 6: Esquema del proceso de reciclado de PET. Fuente: AFFSA6
En los siguientes apartados se hace una breve descripción de cada una de las etapas y de su tecnología asociada.
2.1. Selección/separación.
El objetivo de esta etapa, que se localiza en diferentes puntos de la línea de reciclado, es obtener un producto más limpio, mediante la eliminación de impurezas de otros materiales. Es muy crítica en el PET.
Esta selección se hace de forma automática y/o manual, basándose en una amplia variedad de criterios: color (por ejemplo eliminar colores críticos como amarillo, marrón rojo y negro; dejar solo los azules e incoloros), materiales plásticos (eliminación de PE, PP, PVC), forma (por ejemplo seleccionar solo botellas de refresco y agua) y eliminación de materiales metálicos.
En función de las propiedades de los materiales se utilizan diferentes sistemas de separación: separadores colorimétricos, de infrarrojo cercano (NIR), triboeléctricos, ultravioletas, Foucault o corrientes de Eddy, etc. Su mayor o menor efectividad depende de las características de lo que hay que separar: grado de suciedad, humedad, etc.
Además se suele hacer una detección y separación de elementos metálicos férricos del triturado mediante imanes dispuestos en diferentes puntos de la línea, antes de los trituradores para protegerlos y también después para evitar el desgaste del

USO DE PET RECICLADO PARA ENVASE ALIMENTARIO
USO DE PET RECICLADO PARA ENVASE ALIMENTARIO: Informe de Vigilancia Tecnológica 2010 AIMPLAS Instituto Tecnológico del Plástico
10 | 24
resto de la maquinaria durante el proceso y posteriormente para el proceso de transformación del material reciclado.
Así mismo existen detectores/separadores de metales no férricos, basados en corrientes de
Foucault o Eddy.
Estos procesos de separación de impurezas se pueden realizar en diferentes puntos a lo largo de toda la línea de reciclado, pudiendo ser más o menos exhaustivos en función de la aplicación prevista y de las condiciones en las que el residuo llega a la planta recicladora.
La selección y separación también puede ser manual, antes del triturado, donde se eliminan
elementos indeseables que pueden dar problemas en máquina o en la calidad del producto.
2.2. Triturado.
Los envases son reducidos de tamaño, normalmente mediante molinos de cuchillas.
Puede haber uno sólo o varios en la misma línea.
El tamaño final puede variar de una instalación a otra, aunque lo habitual es obtener una escama menor de 10 mm y libre de polvo.
2.3. Lavado.
Se suele hacer sobre el triturado (aunque también puede haber un lavado inicial sobre el envase). Se puede utilizar agua, tensioactivos y/o sosa diluida a una temperatura que puede ser variable (lavado en frío o temperatura ambiente, lavado medio a unos 40ºC o lavado en caliente de 70 ºC a 90 ºC.
Se puede encontrar un único equipo de lavado o varios dispuestos, normalmente, en línea.
Mediante este lavado se eliminan contaminantes orgánicos (residuos de cola), tierra y arena presentes en la superficie de la escama. Los tensioactivos y la sosa empleados son eliminados mediante lavados sucesivos con agua; en el caso de que el enjuague no fuera adecuado, quedarían restos de estas sustancias que supondrían una contaminación en la escama final.
Mediante el conjunto de lavados se separan además otra serie de impurezas como poliolefinas, papeles y otros residuos por diferencias de densidad y flotación.
Debido a esta separación hay que tener en cuenta que uno de los flujos del propio reciclado serán esas poliolefinas de los tapones de las botellas separados mediante flotación. Este residuo puede ser reciclado por la misma empresa, o se sacará como residuo a otro reciclador.
En ocasiones se utilizan métodos de fricción, centrifugación, ciclón, etc. para mejorar el lavado y la eliminación de elementos no deseados.
En general, este proceso junto con los anteriores, constituyen el punto principal de la línea de reciclado, puesto que permiten eliminar suciedad, adhesivos, etiquetas y otros polímeros. Permiten además una homogeneización del PET obteniéndose un

USO DE PET RECICLADO PARA ENVASE ALIMENTARIO
USO DE PET RECICLADO PARA ENVASE ALIMENTARIO: Informe de Vigilancia Tecnológica 2010 AIMPLAS Instituto Tecnológico del Plástico
11 | 24
material que alcanza casi el 100% de pureza con una cierta humedad (mayor o menor dependiendo de la efectividad del proceso de secado, pero normalmente < 0,7%). Por lo tanto supone una reducción importante de los contaminantes iniciales del residuo.
2.4. Secado.
El triturado ya limpio y más puro es secado (150-180ºC), para su almacenamiento, su posterior extrusión o para una fase de descontaminación en forma de granza o escama, dependiendo del proceso.
El tiempo de secado de la escama puede variar mucho (desde algunos minutos hasta varias horas) dependiendo de si se hace en presencia de vacío o no.
Este proceso, junto con los tres anteriores se van alternando, dependiendo de la estructura final de la línea o líneas que se tengan.
2.5. Extrusión/granceado.
En este proceso, la escama ya limpia y seca es sometida a una extrusión (con temperatura y presión) para la obtención del producto final o granza.
Este proceso es un tratamiento principalmente térmico y hará que se modifiquen ciertas características de la escama y que ciertos volátiles o contaminantes se eliminen, puesto que la transformación se realiza a elevada temperatura.
Por tanto se trata de un proceso que afecta muy positivamente a aumentar la eficacia del proceso de limpieza.
Este proceso se puede dar o no dependiendo del producto final que se quiera obtener (escama o granza) y que está supeditado a las características y necesidades del transformador posterior. Aunque, de forma mayoritaria en España se presenta en forma de escama, existiendo también un estado intermedio entre la escama y la granza, que es el aglomerado.
En el caso de que no se produzca la extrusión, es muy importante el tema de la homogeneización en silos (intermedios y/o finales), puesto que al no extruirse se pierde capacidad de mezcla. De igual forma influye en las impurezas porque no se daría el filtrado en fundido típico de una extrusión.
2.6. Descontaminación/super limpieza (super-clean).
En este proceso se eliminan aquellos contaminantes que pueden quedar adsorbidos en la superficie del plástico. En la actualidad es posible distinguir tres tipos de procesos de superlimpieza en función del tratamiento que se utilice de descontaminación:
• Descontaminación mediante tratamiento térmico. Este proceso se lleva a cabo introduciendo el triturado en una extrusora a 280ºC. Las impurezas infundibles e insolubles que todavía pueda contener el material se quedarán en el filtro para ser eliminadas.

USO DE PET RECICLADO PARA ENVASE ALIMENTARIO
USO DE PET RECICLADO PARA ENVASE ALIMENTARIO: Informe de Vigilancia Tecnológica 2010 AIMPLAS Instituto Tecnológico del Plástico
12 | 24
Si se mantiene esta temperatura se puede producir una ruptura de cadenas y en general una caída de la viscosidad por lo que es necesario, para mantener las propiedades provocar una policondensación que aumente la masa molecular en peso y en número.
Durante esta policondensación es necesario eliminar el agua liberada por la esterificación haciendo el vacío o mediante corriente gaseosa durante toda la reacción.
Principalmente la policondensación elimina contaminantes por difusión, debido a la exposición de la escama de PET a altas temperaturas con tiempos de residencia largos.
• Descontaminación mediante tratamiento químico/físico. Este tipo de descontaminación consiste básicamente en un decapado químico de la superficie y primeras capas del PET, donde pueden estar ubicados los contaminantes (por penetración/adsorción/absorción).
Se suele hacer humedeciendo el PET con una colada de sosa y manteniéndolo algunas horas en un mezclador rotativo a alta temperatura, lo que provoca una hidrólisis de las funciones éster de la parte superficial.
Este tipo de policondensación elimina contaminantes por difusión, debido a la exposición de la escama de PET a altas temperaturas con tiempos de residencia largos. También elimina contaminantes por reacción química en la superficie de la escama.
• Descontaminación mediante extracción con disolventes. Este sistema se basa en la disolución/precipitación selectiva en disolventes de los plásticos y en la eliminación de cualquier otra sustancia presente.
Es un proceso que todavía no se ha desarrollado realmente a escala industrial (y no se sabe si esta situación se dará en un futuro) aunque a escalas menores se han obtenido buenos resultados.
Normalmente la descontaminación a escala industrial se hace mediante tratamiento térmico o con tratamiento térmico y químico conjuntamente. Existen diferentes técnicas o procesos de reciclado de PET reconocidos mundialmente en cuanto a su eficacia en la descontaminación.
En ellos generalmente se mantiene o incrementa la viscosidad intrínseca de los residuos de los que se parte, incluso obteniendo valores “a medida” para la aplicación requerida. Esta situación es debido a que se dan reacciones químicas en las que se alargan las cadenas de polímero, mejorando de forma considerable las propiedades finales del material.
Suelen tratarse de procesos denominados “polimerización en estado sólido (SSP)”. En ellos el material se introduce en un precristalizador, donde se limpia y se calienta, siendo posteriormente introducido en un intercambiador de calor multizonal de lecho fluidizado.
La cristalización se completa posteriormente en un cristalizador. Para reducir la formación de acetaldehído en el producto la cristalización se realiza en atmósfera de nitrógeno.

USO DE PET RECICLADO PARA ENVASE ALIMENTARIO
USO DE PET RECICLADO PARA ENVASE ALIMENTARIO: Informe de Vigilancia Tecnológica 2010 AIMPLAS Instituto Tecnológico del Plástico
13 | 24
El material ya cristalizado es alimentado, normalmente por gravedad a un reactor de policondensación donde la viscosidad intrínseca es aumentada hasta el nivel deseado.
Los subproductos de la reacción junto con otros contaminantes, que puedan quedar presentes, se eliminan usando nitrógeno como gas portador. El PET sale del reactor hasta la sección de enfriamiento, donde se obtiene ya un producto apto para ser inyectado o extruído.
Figura 7: Esquema del Esquema de un sistema Bühler (SSP).
Los procesos de descontaminación que existen en el mercado están normalmente patentados, por lo que los detalles concretos no se conocen. Tienen en común el uso combinado de procesos o etapas especiales de: lavado a alta temperatura, tratamientos a alta presión o tratamientos con vacío y alta temperatura, fundido, utilización de altas presiones junto a sistemas de catálisis y filtración, filtración en fundido, desgasificación en fundido, etc.
En la siguiente tabla se muestran algunas de las tecnologías más conocidas.

USO DE PET RECICLADO PARA ENVASE ALIMENTARIO
USO DE PET RECICLADO PARA ENVASE ALIMENTARIO: Informe de Vigilancia Tecnológica 2010 AIMPLAS Instituto Tecnológico del Plástico
14 | 24
Tabla 3: Tecnologías de descontaminación de PET. Fuente: AIMPLAS
PROCESO EMPRESA PRODUCTO TRATAMIENTO AÑO “NO OBJECTION” PLANTA INICIAL OBSERVACIONES
SUPERCYCLETM Amcor (USA)
Granza Térmico 1.994
Novi Plant Michigan, USA (9.000 t/año)
Beaune, Francia (6.000 t/año)
Su uso es general: Estados Unidos, Europa y Australia.
Se vende directamente como preformas. Primer proceso monocapa, reciclado físico,
que fue “non-object” por la FDA. En a actualidad en el ámbito europeo se produce anualmente 17.000 toneladas.
ECOCLEARTM Wellman Granza Térmico Químico
1.996 Emmen, Holanda (30.000 t/año)
Su uso está extendido por: Escandinavia, Holanda y Bélgica.
Se basa en una separación/clasificación automática y en una limpieza térmico-
química. Se comercializa la granza mezclada.
URRC
United Resource Recovery
Corporation (USA)
Escama Granza
Térmico Químico
2.000 RecyPET AG,Fraunfeld
(Suiza) Escama altamente cristalina y curva para
manejo como granza en inyección
BÜHLER Bühler (Suiza)
Granza Térmico 2.001 Beaune, Francia Las etapas del proceso son: lavado,
filtración, granulación, secado, cristalización y policondensación en estado sólido (SSP).
OHL
Apparatebau&Verfahrenstecknick
GMBH Stehning (Alemania)
Granza Térmico 1.999 PKR, Obertiefenbach (Alemania)
Se basa en una extrusión y en un proceso posterior de policondensación del estado
sólido.
VACUREMA Erema
(Austria) Granza Térmico 2.000 Amcor, Beaune (Francia)
Utilización muy general (Alemania, Suiza, Austria, Canadá, Hungría, Brasil...).
Sistema más sencillo. Requiere una escama muy bien lavada previamente.
No es un sistema SSP propiamente dicho.

USO DE PET RECICLADO PARA ENVASE ALIMENTARIO
USO DE PET RECICLADO PARA ENVASE ALIMENTARIO: Informe de Vigilancia Tecnológica 2010 AIMPLAS Instituto Tecnológico del Plástico
15 | 24
En general, hay que señalar que cada vez más se observan complicaciones en el reciclado y en general en la calidad final del producto debido a la presencia de muchos productos multicapa.

USO DE PET RECICLADO PARA ENVASE ALIMENTARIO
USO DE PET RECICLADO PARA ENVASE ALIMENTARIO: Informe de Vigilancia Tecnológica 2010 AIMPLAS Instituto Tecnológico del Plástico
16 | 24
3. Legislación
3.1. Legislación de plásticos en contacto con alimentos.
Los materiales y objetos destinados al contacto con alimentos deben cumplir con la legislación vigente establecida a nivel europeo. Los documentos base sobre la legislación de materiales plásticos en contacto con alimentos son:
• Reglamento 1935/20047, reglamento marco sobre todos los materiales y objetos destinados a entrar en contacto con alimentos.
• Reglamento 2023/20068 sobre buenas prácticas de fabricación de materiales y objetos destinados a entrar en contacto con alimentos.
• Real Decreto 866/20089 posteriores modificaciones (equivalente a la directiva 2002/72/CE y posteriores modificaciones) correspondiente a las medidas específicas en plásticos.
El Reglamento 1935/2004 establece los principios básicos que deben cumplir los materiales y artículos en contacto con alimentos indicando cuatro aspectos clave que debe tener todas las industrias
• Asegurar la inercia de los materiales utilizados.
• Realizar un etiquetado adecuado al producto.
• Disponer de un sistema de trazabilidad
• Elaborar una Declaración de Conformidad sobre los productos fabricados, donde se indique la aptitud y las condiciones de uso del envase.
El Reglamento 2023/2006 exige que todas las empresas que se destinan a la fabricación de artículos y objetos de plástico deban tener implantado un sistema de buenas prácticas de fabricación incluyendo un sistema de aseguramiento y control de calidad.
El Real Decreto 866/2008 corresponde a las medidas específicas sobre plásticos, en él se engloba dos aspectos fundamentales, por un lado el listado de sustancias que son las autorizadas para la fabricación de materiales y artículos plásticos para el contacto con alimentos y por otra parte, se indican las medidas de control que deben realizarse que se resumen en análisis de migración global, específica y análisis sensorial.
Con respecto al uso de material reciclado en contacto con alimentos, hasta el año 2008 en España estaba prohibido por el Real Decreto 2814/198310 (tanto en el contacto directo como en el indirecto) a excepción del recuperado de los restos de producción en la propia empresa, que no se consideraba reciclado.
Con la aparición del Reglamento 282/200811 esta prohibición desaparece y se establecen diferentes posibilidades para el uso de material reciclado en contacto con alimentos, siempre que se cumplan una serie de premisas. Éstas dependerán del caso concreto de estudio.

USO DE PET RECICLADO PARA ENVASE ALIMENTARIO
USO DE PET RECICLADO PARA ENVASE ALIMENTARIO: Informe de Vigilancia Tecnológica 2010 AIMPLAS Instituto Tecnológico del Plástico
17 | 24
En general se pueden definir dos escenarios relacionados con el uso de material reciclado:
• Contacto tras una barrera funcional.
• Contacto sin barrera funcional.
Además la situación variará si el residuo del que procede es pre-consumo o post-consumo.
3.2. Contacto tras una barrera funcional.
Está regulado por el Real Decreto 866/200812. En este caso el material reciclado se colocaría tras la barrera funcional; esta barrera impediría o reduciría la migración desde la capa de material reciclado hacia el alimento.
La barrera funcional, tal como establece la legislación correspondiente es una barrera constituida por una o varias capas de materias plásticas que garantiza que el material o el objeto final cumplen lo establecido en el artículo 3 del Reglamento (CE) nº 1935/2004 del Parlamento Europeo y del Consejo.
Tras la barrera se pueden utilizar sustancias no autorizadas siempre que cumplan ciertos criterios (ni sustancias cancerígenas, ni mutagénicas, ni tóxicas para la reproducción) y su migración permanezca por debajo de 0.01 mg/kg en los alimentos o en los simulantes correspondientes.
Así, si el reciclado se pone tras esta barrera funcional, no debe cumplir ningún requisito extra, salvo la ausencia de sustancias arriba indicadas.
El transformador así puede usar el material reciclado tras una barrera funcional adecuada para la situación concreta. Este uso debe quedar reflejado en la Declaración de conformidad.
3.3. Contacto sin barrera funcional.
En este caso el material reciclado debe ser apto para contacto con alimentos y debe cumplir como mínimo las mismas características que se le exigen a los materiales vírgenes, entre los que se incluye: material del que procede es apto para contacto con alimentos (sustancias en listas positivas, si hay sustancias con restricciones indicar cuáles son y qué limites presentan), trazabilidad y buenas prácticas de fabricación. La empresa además debe estar inscrita en el RGSA (Registro General Sanitario de Alimentos).
Se refiere tanto a un contacto directo como indirecto.
Aquí las posibilidades que se plantean son dos, dependiendo si se trata de un residuo pre-consumo o un residuo post-consumo:
• Cuando se trata de un residuo pre-consumo, no se requiere ningún requisito adicional.
• Cuando se trata de un residuo post-consumo, está regulado por el Reglamento 282/2008 y la planta de reciclado debe estar autorizada por la

USO DE PET RECICLADO PARA ENVASE ALIMENTARIO
USO DE PET RECICLADO PARA ENVASE ALIMENTARIO: Informe de Vigilancia Tecnológica 2010 AIMPLAS Instituto Tecnológico del Plástico
18 | 24
EFSA (European Food Safety Authority). Esta autorización implica en la mayoría de los casos el empleo de un proceso de descontaminación o superlimpieza.
El nº de autorización quedaría referenciado en la Declaración de Conformidad, así como las posibles limitaciones de uso.
La empresa transformadora usará este material como cualquier otro teniendo en cuenta lo establecido en la Declaración de Conformidad.

USO DE PET RECICLADO PARA ENVASE ALIMENTARIO
USO DE PET RECICLADO PARA ENVASE ALIMENTARIO: Informe de Vigilancia Tecnológica 2010 AIMPLAS Instituto Tecnológico del Plástico
19 | 24
4. Normativa
Desde el punto de vista normativo, la caracterización de PET reciclado queda regulada en la norma UNE-EN 1534813. En esta norma se establecen las características requeridas y opcionales que se deben determinar para cada lote.
Tabla 4: Características controlables en PET reciclado. Fuente: UNE-EN 1534813
Forma
Determinación del tamaño máximo de partícula
Contenido de partícula fina
Color
Determinación del índice de fluidez en masa
Contenido de agua
Contenido de PVC
Contenido de poliolefinas
Características Requeridas
Otro contenido residual
Viscosidad intrínseca
Alcalinidad
Filtrabilidad
Características Opcionales
Color (coordenadas)
Los valores de cada uno de los parámetros deben ser establecidos entre el reciclador y el transformador, en base a los requerimientos para la aplicación concreta que se trate (botella, lámina, etc.).

USO DE PET RECICLADO PARA ENVASE ALIMENTARIO
USO DE PET RECICLADO PARA ENVASE ALIMENTARIO: Informe de Vigilancia Tecnológica 2010 AIMPLAS Instituto Tecnológico del Plástico
20 | 24
5. Situación actual del mercado
Aunque en España se puede usar plástico reciclado en contacto con alimentos, en la realidad está muy limitado debido a que esta posibilidad es muy reciente.
Se puede emplear reciclado procedente de residuos pre-consumo y éste se puede obtener con relativa facilidad, aunque las cantidades no son muy elevadas y el coste suele ser superior.
También se puede emplear reciclado procedente de residuos post-consumo tras barrera funcional, en este caso como no hay exigencias mayores para el material reciclado, no habría problemas ni de cantidad ni de precio; sin embargo en la mayoría de los casos se desconoce qué barreras funcionales pueden ser empleados. Por tanto no sé dan muchos casos, aunque se espera que a corto plazo, aumente de forma considerable.
El empleo de material reciclado post-consumo sin barrera funcional se centra en material procedente fuera de España, puesto que antes de la legislación actual los diferentes países autorizaban a sus plantas para este tipo de reciclado, en cambio como en España como estaba prohibido, esto no era posible.
Como se está a la espera de las autorizaciones europeas (que se tendrán en pocos meses), mientras tanto se puede usar el reciclado en plantas autorizadas por los distintos países de la Unión Europea.
Tabla 5. Listado provisional procesos EFSA (fecha 19/10/2010).
Recycling process number
Name of the recycling process EFSA Question number; Application number
Business Holder
RECYC001 MOPET Recycling process
EFSA-Q-2009-00757; EFSA/CEF/FCM/1412
The Netherlands
RECYC002 Extremadura Torrepet recycling process to produce R-PET
EFSA-Q-2008-00699; EFSA/CEF/FCM/1383 Spain
RECYC003 CHEP_PP crates Recycling process
EFSA-Q-2009-00682 EFSA/CEF/FCM/1414;
United Kingdom
RECYC004 PETUK Recycling process
EFSA-Q-2009-00706; EFSA/CEF/FCM/1432
United Kingdom
RECYC005 Recycling process for Poly(ethylene terephthalate) for direct food contact application
EFSA-Q-2009-00707; EFSA/CEF/FCM/1444 Denmark
RECYC006 Recycled Poly(ethylene terephthalate) for Direct Food Contact Application (paste-in strategy)
EFSA-Q-2009-00783; EFSA/CEF/FCM/1499 Germany
RECYC007 Recycled Poly(ethylene terephthalate) for Direct Food Contact Application (melt-in strategy)
EFSA-Q-2009-00772; EFSA/CEF/FCM/1489 Germany
RECYC008 Recycled Poly(ethylene terephthalate) for Direct Food Contact Application
EFSA-Q-2009-00773; EFSA/CEF/FCM/1477
Luxembourg

USO DE PET RECICLADO PARA ENVASE ALIMENTARIO
USO DE PET RECICLADO PARA ENVASE ALIMENTARIO: Informe de Vigilancia Tecnológica 2010 AIMPLAS Instituto Tecnológico del Plástico
21 | 24
RECYC009 EFSA-Q-2009-00734;
EFSA/CEF/FCM/1460 Germany
RECYC010 EFSA-Q-2009-00897; EFSA/CEF/FCM/1561 Germany
RECYC011 EFSA-Q-2009-00946; EFSA/CEF/FCM/1571
Austria
RECYC012 EFSA-Q-2009-00899; EFSA/CEF/FCM/1562 Finland
RECYC013 EFSA-Q-2009-00849; EFSA/CEF/FCM/1529
Austria
RECYC014 EFSA-Q-2009-00850; EFSA/CEF/FCM/1528 Germany
RECYC015 EFSA-Q-2009-00865; EFSA/CEF/FCM/1531a Germany
RECYC016 EFSA-Q-2009-00898; EFSA/CEF/FCM/1554
United Kingdom
RECYC017 EFSA-Q-2009-00916; EFSA/CEF/FCM/1566a
France
RECYC018 EFSA-Q-2009-00918; EFSA/CEF/FCM/1567a Switzerland
RECYC019 EFSA-Q-2009-00965; EFSA/CEF/FCM/1588
Sultanate of Oman
RECYC020
Recycled Poly(ethylene terephthalate) for Direct Food Contact Application.
EFSA-Q-2009-00963; EFSA/CEF/FCM/1586
United Kingdom
RECYC021 MKF recycling process
EFSA-Q-2009-00964; EFSA/CEF/FCM/1587 Germany
RECYC022 Recycled Poly(ethylene terephthalate) for Direct Food Contact Application
EFSA-Q-2009-00958; EFSA/CEF/FCM/1581 Germany
RECYC023 Recycled High Density Polyethylene (rHDPE) for Single Use Food Contact applications
EFSA-Q-2009-00961; EFSA/CEF/FCM/1584
United Kingdom
RECYC024 EFSA-Q-2010-00003; EFSA/CEF/FCM/1600
United Kingdom
RECYC025 EFSA-Q-2010-00022; EFSA/CEF/FCM/1632 USA
RECYC026 EFSA-Q-2010-00026; EFSA/CEF/FCM/1640 Italy
RECYC027
Recycled Poly(ethylene terephthalate) for Direct Food Contact Application
EFSA-Q-2010-00048; EFSA/CEF/FCM/1643
Italy
RECYC028 Recycled poly(ethylene terephthalate) for direct food application (LNOc technology)
EFSA-Q-2010-00005; EFSA/CEF/FCM/1628 USA
RECYC029 Closed loop Recycling process: Recycled poly(ethylene terephthalate) for direct food application
EFSA-Q-2010-00023; EFSA/CEF/FCM/1637
United Kingdom
RECYC030 EFSA-Q-2010-00050; EFSA/CEF/REC/1645 Belgium
RECYC031 EFSA-Q-2010-00061; EFSA/CEF/REC/1653
Germany
RECYC032
Recycled Poly(ethylene terephthalate) for Direct Food Contact Application
EFSA-Q-2010-00062; Germany
USO DE PET RECICLADO PARA ENVASE ALIMENTARIO
USO DE PET RECICLADO PARA ENVASE ALIMENTARIO: Informe de Vigilancia Tecnológica 2010 AIMPLAS Instituto Tecnológico del Plástico
22 | 24
EFSA/CEF/REC/1654 RECYC033 EFSA-Q-2010-00066;
EFSA/CEF/REC/1660 Romania
RECYC034
Recycled poly(ethylene terephthalate) for direct food application EFSA-Q-2010-00067;
EFSA/CEF/REC/1662 United Kingdom
RECYC035 Recycled Poly(ethylene terephthalate) for direct food application (ESPS technology)
EFSA-Q-2010-00063; EFSA/CEF/REC/1655
USA
RECYC036 EFSA-Q-2010-00051; EFSA/CEF/REC/1647 South Africa
RECYC037 EFSA-Q-2010-00087; EFSA/CEF/FCM/1685
Switzerland
RECYC038 EFSA-Q-2010-00126; EFSA/CEF/FCM/1687
The Netherlands
RECYC039
Recycled poly(ethylene terephthalate) for direct food application
EFSA-Q-2010-00959; EFSA/CEF/FCM/1582 France
RECYC040 Recycling process for the production of polyolefin crates for fruit and vegetables
EFSA-Q-2010-00021; EFSA/CEF/REC/1631
Italy
RECYC041 Recycled Poly(ethylene terephthalate) for Direct Food Contact Application (pellet process)
EFSA-Q-2010-00049; EFSA/CEF/FCM/1644 Italy
RECYC042 EFSA-Q-2009-00960; EFSA/CEF/FCM/1583 Germany
RECYC043 EFSA-Q-2010-00047; EFSA/CEF/REC/1642 Italy
RECYC044 EFSA-Q-2010-00002; EFSA/CEF/REC/1625
Italy
RECYC045 EFSA-Q-2010-00121; EFSA/CEF/REC/1714 Austria
RECYC046 EFSA-Q-2010-00046; EFSA/CEF/FCM/1641 Italy
RECYC047
Recycled Poly(ethylene terephthalate) for Direct Food Contact Application
EFSA-Q-2010-00091; EFSA/CEF/FCM/1689
The Netherlands
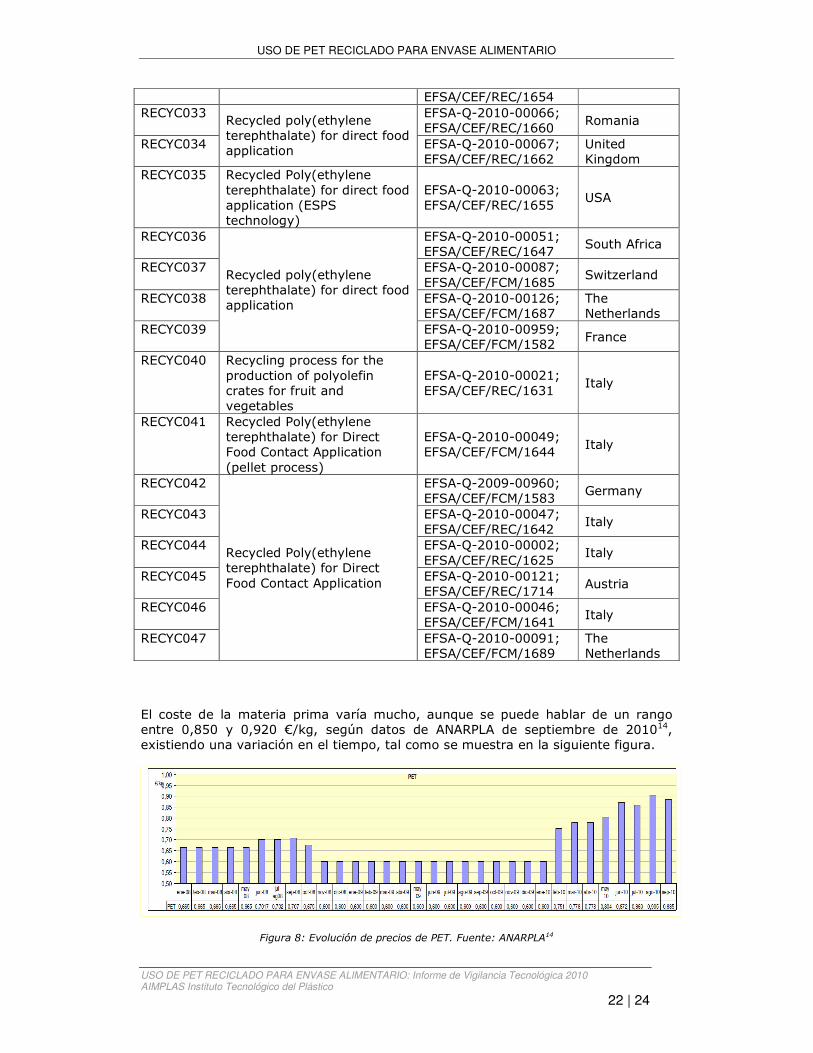
El coste de la materia prima varía mucho, aunque se puede hablar de un rango entre 0,850 y 0,920 €/kg, según datos de ANARPLA de septiembre de 201014, existiendo una variación en el tiempo, tal como se muestra en la siguiente figura.
Figura 8: Evolución de precios de PET. Fuente: ANARPLA14

USO DE PET RECICLADO PARA ENVASE ALIMENTARIO
USO DE PET RECICLADO PARA ENVASE ALIMENTARIO: Informe de Vigilancia Tecnológica 2010 AIMPLAS Instituto Tecnológico del Plástico
23 | 24
Hay que señalar que en estos precios no se incluye a los materiales aptos para contacto con alimentos sin barrera funcional (materiales autorizados), aunque los europeos con estas características se estima que están unos 0,15-0,30 €/kg por encima de los precios anteriores.
Con respecto a la distribución geográfica de los materiales reciclados en España, es mayoritariamente nacional, teniendo una exportación muy baja al exterior.
Figura 9: Distribución PET reciclado en España, 2008. Fuente: CiCLOPLAST-ANARPLA-TLP Consulting¡Error! Marcador no definido.
Pero si se tiene en cuenta lo comentado con anterioridad respecto a las autorizaciones de plástico reciclado en contacto con alimentos, en España se produce en la actualidad una importante importación del mismo, produciéndose una inferior producción de estos materiales frente a la mayor demanda, lo que provoca un aumento de precios considerable.

USO DE PET RECICLADO PARA ENVASE ALIMENTARIO
USO DE PET RECICLADO PARA ENVASE ALIMENTARIO: Informe de Vigilancia Tecnológica 2010 AIMPLAS Instituto Tecnológico del Plástico
24 | 24
6. Conclusiones
El reciclado de PET es un sector importante en España, reciclándose cerca de 100.000 toneladas de este material al año.
Existen diferentes empresas que se dedican a este reciclado, algunas de las cuales están homologadas por Ecoembes, por lo que tienen opción a reciclar residuos plástico post-consumo de tipo envase doméstico.
Los procesos de reciclado de PET son muy variables, ajustándose al tipo de residuo que se tiene y a la calidad de material reciclado que se quiere/puede obtener.
El PET reciclado se puede encontrar en forma triturado o escama, granza o aglomerado.
En general dentro de los procesos de reciclado destacan: triturado, lavado/secado, selección/separación y extrusión/granceado. En el caso de que este material post-consumo se quiera emplear en contacto con alimentos, éste se podrá poner tras una barrera funcional demostrada o bien se podrá utilizar sin dicha barrera si se tiene una autorización de la planta.
Esta autorización es otorgada por la EFSA, o Agencia de Seguridad Alimentaria Europea y en general se precisa de un proceso de descontaminación específico y demostrar la efectividad del mismo, entre otros aspectos.
El material reciclado se puede transformar mediante los procesos de transformación clásicos, como extrusión e inyección. En estos procesos se puede emplear material reciclado únicamente o una mezcla con distintas proporciones de material reciclado y material virgen.
Los mercados actuales de aplicación de PET reciclado son muy variados, tomando cada vez más importancia el de envases en contacto con alimentos debido al reciente cambio de legislación en España.
Aunque algo menos del 90% del PET reciclado que se produce en España se consume en el país, debido a la situación transitoria, puesto que todavía no se ha resuelto ninguna autorización europea, se importa de otros países europeos material autorizado por cada uno de los países.
El futuro del uso de PET reciclado en contacto con alimentos es bueno, se espera un crecimiento importante lo que debe provocar un cambio en el mercado nacional.

USO DE PET RECICLADO PARA ENVASE ALIMENTARIO
USO DE PET RECICLADO PARA ENVASE ALIMENTARIO: Informe de Vigilancia Tecnológica 2010 AIMPLAS Instituto Tecnológico del Plástico
Referencias
1 Ecoembes “Homologados 01_09 10” www.ecoembes.es 2 “Estadísticas de consumo, residuos, reciclado y recuperación energética de los plásticos. España 2008” CICLOPLAST, ANARPLA, TLP-Consulting. 3 “Guidance and Criteria for Safe Recycling of Post Consumer Polyethylene Terephthalate (PET) into New Food Packaging Applications” Roland Franz, Forrest Bayer, Frank Welle. 4 “Post Consumer PET Recycling in Europe 2006 and Prospects to 2011” Report October 2007. PCI, PETCORE. 5 “Guidance and Criteria for Safe Recycling of Post Consumer Polyethylene Terephthalate (PET) into New Food Packaging Applications” Roland Franz, Forrest Bayer, Frank Welle. 6 Evaluation sanitaire des matériaux en poly(éthylene téréphtalate) recyclés utilisés en tant que matériaux au contact des denrées alimentaires et de léau de boisson. AFSSA (Agence Française de Securité Sanitaire des Aliments) noviembre 2006. 7 Reglamento (CE) No 1935/2004 del Parlamento Europeo y del Consejo, de 27 de octubre de 2004, sobre los materiales y objetos destinados a entrar en contacto con alimentos y por el que se derogan las Directivas 80/590/CEE y 89/109/CEE. Diario Oficial de la Unión Europea L 338/4 14 de noviembre de 2004. 8 Reglamento (CE) No 2023/2006 de la Comisión de 22 de diciembre de 2006 sobre buenas prácticas de fabricación de materiales y objetos destinados a entrar en contacto con alimentos. Diario Oficial de la Unión Europea L 384/75 29 de diciembre de 2006. 9 Real Decreto 866/2008, de 23 de mayo, por el que se aprueba la lista de sustancias permitidas para la fabricación de materiales y objetos plásticos destinados a entrar en contacto con los alimentos y se regulan determinadas condiciones de ensayo. BOE núm. 131. 30 de mayo de 2008. 10 Real Decreto 2814/1983, de 13 de octubre, por el que se prohíbe la utilización de materiales poliméricos recuperados o regenerados que hayan de estar en contacto con los alimentos. BOE nº 0270. 11 de Noviembre de 1983. 11 Reglamento (CE) n° 282/2008 de la Comisión, de 27 de marzo de 2008, sobre los materiales y objetos de plástico reciclado destinados a entrar en contacto con alimentos y por el que se modifica el Reglamento (CE) n° 2023/2006. Diario Oficial nº L 086 de 28 de marzo de 2008. 12 Real Decreto 866/2008, de 23 de mayo, por el que se aprueba la lista de sustancias permitidas para la fabricación de materiales y objetos plásticos destinados a entrar en contacto con los alimentos y se regulan determinadas condiciones de ensayo. BOE núm. 131. 30 de mayo de 2008. 13 UNE-EN 15348: 2008 Plásticos. Plásticos Reciclados. Caracterización de reciclados de poli(tereftalato de etileno) (PET). 14 Boletín informativo de ANARPLA. Nº2010/10/93. Octubre 2010.

Informe realizado por:
Financia:
Publicado en:
www.observatorioplastico.com
AIMPLAS Instituto Tecnológico del Plástico.
Top Related