4ECNOLOGÓAS PARAEXTRUSIØN DEPELÓCULA … · combinan un diseño ultra moderno con máxima...
72
Fotografía cortesía de Mold-Masters.
Transcript of 4ECNOLOGÓAS PARAEXTRUSIØN DEPELÓCULA … · combinan un diseño ultra moderno con máxima...

Foto
graf
ía c
orte
sía
de M
old-
Mas
ters
.

F oto
graf
ía p
rinci
pal,
cort
esía
de
Rapo
port
Cre
ativ
os –
El Á
ngel
de
la In
depe
nden
cia
fue
rest
aura
do c
on e
l rec
ubrim
ient
o CA
B de
Eas
tman
.

›››SOPORTE PARA LENTES DE CONTACTO ››› MÁSCARA DE VISIÓN NOCTURNA ››› PEZ ELECTRÓNICO ››› LENTES PARA LUCES FRONTALES ›››
¿Qué ve usted en esta imagen? Mírela de cerca. La realidad detrás de esta visión: Los lentes para las luces frontales delMercedes Benz Clase A. Gracias a Bayer MaterialScience y a su policarbonato de alta tecnología estos lentescombinan un diseño ultra moderno con máxima seguridad. Son excepcionalmente livianos y resistentes al impacto y alrayado. Bayer MaterialScience provee inspiración para nuevosestándares en las industrias automotriz, médica y dealmacenamiento de datos. Cuéntenos sobre su visión:
Con Bayer MaterialScience, el mundo está lleno deposibilidades. Todo lo que usted necesita es la visión para descubrirlas y el conocimiento para convertir su visión en productos útiles. Como uno de los líderes mundiales enmateriales de alta tecnología, nuestras innovaciones cubren una amplia gama de materiales y de industrias. Permítanosdarle vida a su visión.
Bayer: Ciencia para una vida mejor
Servicio al Lector: 1

Servicio al Lector: 2
4 Edición 3 - Vol 23 - Abril 2008 www.plastico.com
INNOVACIÓN • IDEAS • TECNOLOGÍA PARA LA INDUSTRIA PLÁSTICA
SECCIONES
TECNOLOGÍA DEL PLÁSTICO (ISSN 0120-7644) Impreso en Colombia. Se publica ocho veces al año, en enero, marzo, abril, mayo, junio, agosto, octubre y diciembre, por B2Bportales, con ofi cinas en 901 Ponce de Leon Blvd., Suite 601 Coral Gables, FL. 33134, U.S.A. B2Bportales es una empresa del grupo Carvajal. Envíe todos los cambios de dirección a TECNOLOGÍA DEL PLÁSTICO, Departamento de Circulación, Apartado Aéreo 46 Cali, Colombia. Los cambios de dirección se hacen efectivos al término de seis semanas.
12
Contenido
6 Carta editorial
8 Al día
50 Noticias
de la industria
62 Únicamente en www.plastico.com
64 Clasifi cados
Edición 3 - Vol 23 - Abril 2008
25
En www.plastico.com:Encuentre una versión digital de esta edición de la revista en formato PDF interactivo. Esta nueva herramienta le permitirá apreciar el contenido de cada una de las ediciones de la revista, conforme fue impreso, pero a la vez hacer uso de herramientas pro-pias de Internet, como animaciones e hipervínculos.
30
Extrusión12 Versatilidad y productividad en película soplada
Las películas sopladas atraviesan por un momento de gran de-manda y sofi sticación tecnológica gracias a sus múltiples nichos de mercado. Vea algunas tecnologías para su procesamiento.
Materiales19 Reforzados con fi bra larga, valor agregado
con procesos cada vez más sencillos22 Nanocompuestos: ¿Dónde están las oportunidades?
Otros procesos25 Diseño asistido por computador
de moldes para la tecnología de RTM ligeroDe particular importancia y aplicabilidad para la región es el proceso de moldeo transferencia de resina ligero (RTM ligero), que presenta múltiples ventajas en comparación con el moldeo abierto.
Inyección30 Actualización en la tecnología
de inyección con colada calienteUtilizados correctamente, los sistemas de colada caliente ofrecen un menor consumo de materias primas y una menor pérdida de presión en comparación con los sistemas de canales que se soli-difi can en cada ciclo. Recuento de novedades.
Especial40 Plastimagen 2008, llegó la hora
Máquinas, equipos y materiales que serán noticia durante la próxima feria industrial Plastimagen 2008, en Ciudad de México del 8 al 11 de abril.
Industria52 Bioplásticos en empaques, cada vez más viables
Como antesala a Interpack, la feria de empaques que se llevará a cabo del 24 al 30 de abril en Alemania, Steven Mojo, director ejecutivo del Instituto de Productos Biodegradables (BPI, sigla en inglés), habla sobre bioplásticos.
Vista satelital56 Foco en las Américas, ¿cuál es el panorama hoy?
Entérese de cuáles podrían ser los precios y la disponibilidad de los polietilenos en el mundo y en América Latina para los próxi-mos años.
Cor
tesí
a C
orte
sía
ICIP
C.
Cor
tesí
a In
coe
Cor
tesí
a M
acro
Eng
inee
ring

El nuevo proyecto X PET-PRO es la combinación perfecta entre el dryer XD 600 y la tolva especial que monta el CTX, un intercambiador de flujo cruzado que garantiza una recuperación energética de 30 kW/h.El valor añadido de una inversión sólida.
Invertir,crecer,creando valor.
UN AHORRO DE
36.000
POR AÑO
Una inversión que crea valor.
P L A S T I C S A U T O M A T I O N
Moretto S.p.A. Via dell’Artigianato 3, 35010 Massanzago (Padova) - ITALY - T. +39 049 93 96 711 - F. +39 049 93 96 710 - www.moretto.com
Vengan a visitarnos a
BOOTH N. A12-B7
Vengan a visitarnos a
BOOTH N. 1835-1923
Servicio al Lector: 3

6 Edición 3 - Vol 23 - Abril 2008 www.plastico.com
Editorial
María Natalia Ortega LeyvaEditora
Usted
No hace falta decirle que usted es el protagonista de esta publicación, pero se lo decimos para que lo
tenga presente. Su papel es fundamental para el desarrollo de nuestros servicios de contenido, no únicamente desde su rol de lector, sino como la noticia misma. Nos interesa saber si su empresa ha desarro-llado una nueva línea de productos, si ha comenzado a exportar, si ha recibido certifi caciones internacionales, si batió récords de ventas, si ha adquirido nuevas tecnologías o si ha establecido alianzas con otras compañías.
También queremos saber si no todo es color de rosa. Cuéntenos cuáles son sus retos, si el negocio se torna difícil, cómo se da el abastecimiento de materia prima, si ha tenido inconvenientes para exportar, si las importaciones son un amenaza para su negocio, cuáles son los problemas técnicos más frecuentes en su planta y cuáles son los principales desafíos para crecer en su país o en su segmento de mercado.
Háblenos de usted y de sus perspecti-vas de crecimiento. ¿A qué ferias asiste? ¿Cuáles son sus planes de desarrollo? ¿Qué potenciales mercados está intentando al-canzar? ¿Cuántos empleados trabajan en su compañía? ¿Cuáles son sus requerimientos informativos? ¿Qué tecnologías cree que podrán tener un impacto positivo en su negocio? ¿Sus ventas aumentaron o dis-minuyeron el año pasado? ¿Cuáles son las metas para el año en curso?
Con este objetivo, hemos rediseñado nuestros informes especiales para los segmentos de inyección, fabricación de empaques rígidos y extrusión de lámina y película. Si usted está vinculado con
estos mercados, recibirá una invitación para participar en una encuesta que puede responder en línea, a través de Internet y en sólo cinco minutos.
Las respuestas serán reunidas, inter-pretadas y publicadas de forma agregada en informes sectoriales sobre el clima de negocios, en los que no se revelarán datos individuales. Los benefi cios para usted serán dobles. Cuando la información sea publicada, usted podrá enterarse de cómo está el panorama para su segmento industrial en toda la región y obtendrá una idea clara de las tendencias que impulsan el mercado. Adicionalmente, con los re-sultados del informe nosotros podremos afi nar el enfoque editorial de la revista de acuerdo con sus necesidades. A partir de sus respuestas podremos brindarle artículos y contenidos con ideas puntuales y reales para crecer e innovar.
También haremos en el curso de este año una encuesta especial sobre inversión prevista en tecnología para la industria plástica latinoamericana, cuyos resultados igualmente solo se divulgarán de forma agregada. Cuéntenos cuáles son sus ne-cesidades tecnológicas y cuáles son sus intenciones reales de inversión. ¿Va a adquirir maquinaria, equipos o moldes nuevos próximamente? ¿En qué tipo de equipos y para qué procesos? ¿De qué gama? ¿En qué porcentajes destinará su inversión a maquinaria nueva o usada? ¿Qué montos por cada grupo de productos está considerando invertir?
Próximamente recibirá nuestra invitación a participar en el desarrollo de esta inicia-tiva. Sus respuestas nos darán las pautas necesarias para servirle mejor. TP
wwww.plastico.comEdición 3,Volumen 23 • Abril 2008
ISSN 0120-7644
EDITORAMaría Natalia Ortega - [email protected]
ASESOR EDITORIALCarlos Serrano
CONSULTORA EDITORIALLaura Flórez Sastre - [email protected]
EDITOR WEBMargarita Mejía
COLABORADORES:
AUTOR INVITADO: Raúl Arias
CONSEJO EDITORIAL:Octavio Guzmán - Maqtec Ltda.
Germán Jaramillo - Luminex Legrand;Jorge Medina - CIPP;
María del Pilar Noriega - ICIPC; Carlos Serrano - consultor.
DISEÑO: Sonia Rubio A.
DISEÑO DE PORTADA: Typo Diseño Ltda.
INFORMACIÓN PUBLICITARIAMedia Kit en español:
www.plastico.com/mediakit.esMedia Kit en inglés:
www.plastico.com/mediakit
Publisher Asociada:Giovanna Reyes - [email protected]
Tel. 1(305)529 1465 x47317
Material PublicitarioMartha Carvajal Viloria
[email protected]. 1(305)448 6875 x47320
GERENTE GENERALDavid Ashe - [email protected]
GERENTE DIVISIÓN COMERCIALTerry Beirne - [email protected]
GERENTE DIVISIÓN EDITORIAL,CIRCULACIÓN Y MERCADEO
Alfredo Domador [email protected]
DIRECTOR EDITORIALMiguel Garzón - [email protected]
GERENTE DE CIRCULACIÓNFabio Ríos Monroy - [email protected]
ADMINISTRADOR DE PRODUCCIÓNOscar Higuera
PRODUCTORArturo Armando Pinto Melo
PRODUCTORA WEBGladys Borda
ADMINISTRADORA GUÍA DE PROVEEDORESÁngela Restrepo - [email protected]
ADMINISTRADORA DE CIRCULACIÓNLola Patricia Castillo - [email protected]
Nuestras publicaciones: El Hospital, TV y Video, Artes Gráficas, Tecnología del Plástico, Metalmecánica Internacional, Conversión de Películas, Foil, Papel yCartón; Reportero Industrial, World Industrial Reporter, Laboratorio y Análisis,
El Empaque, Petróleo Internacional.COPYRIGHT© B2Bportales, Inc. Queda prohibida la reproducción total
o parcial de los materiales aquí publicados. El editor no se hace responsable pordaños o perjuicios originados en el contenido de anuncios publicitarios
incluidos en esta revista. Las opiniones expresadas en los artículos reflejan exclusivamente el punto de vista de sus autores.
Registro RM-DF-011-95 (080-95) PP09-0768Resolución Ministerio de Gobierno No. 688
ÓRGANO INFORMATIVO DE: CIRCULACIÓN CERTIFICADA POR:
TECNOLOGÍA DEL PLÁSTICO ES UNA PUBLICACIÓN DE
www.b2bportales.com
Jesús David Acuña, Camilo Andrés Cruz

PASIÓN POR LAS IDEAS
Windmöller & Hölscher KG | Teléfono: +49 5481 14-0 | Fax: +49 5481 14-2649 | [email protected] | www.wuh-lengerich.de
¿Por qué una refrigeración simple, si una refrigeración doble proporciona resultados mejores? – eso
hemos pensado, y con MULTICOOL® hemos creado el sistema más eficaz para la refrigeración del
tubo de película. La película se extiende entre la salida de tobera y el anillo de refrigeración y se
realiza una primera función de refrigeración. Otro anillo de refrigeración MULTICOOL® de alto
rendimiento, ajustable en altura, que se encuentra ubicado por encima de la ranura de la tobera,
asegura una refrigeración adicional. Por cierto: MULTICOOL® no sólo incrementa el rendimiento de
expulsión y la calidad de película de nuestras instalaciones de película soplada, sino que puede ser
equipado posteriormente con todos los tipos de cabezales sopladores. Encontrará información
detallada en www.wuh-lengerich.de.
LA EXPERIENCIA DEMUESTRA QUE:DOS REFRIGERACIONES SON MEJORES QUE UNA.
EXTRUSIÓN
Servicio al Lector: 4

8 Edición 3 - Vol 23 - Abril 2008 www.plastico.com
A l d í aC i f r a s
18,6 mil millones de dólaresFacturó el sector brasileño de plásticos brasileño en 2007, 8,71% más que la cifra alcanzada en 2006. Los datos fueron divulgados por la Asociación Brasileña de la Industria del Plástico (Abiplast).
60 mil viviendas en PVCSerán producidas cada año en Venezuela por Petrocasa, compañía perteneciente a la Corporación Petroquímica de Venezuela (Pequiven), luego de la incorporación de tres nuevas plantas de procesamiento durante 2008. Según José Villarroel, gerente general del proyecto, actualmente Petrocasa produce 330 casas por mes en una planta de 14 mil metros cuadrados.
500 millones de dólaresSumaron las exportaciones de la industria plástica ar-gentina durante 2007, 12,5% más que en 2006, según un informe presentado por la revista Debate. El reporte estima que el universo de empresas dedicadas a la transformación de plástico en Argentina es de 2.600 y que el sector genera 32.000 empleos.
33 millones de dólares(55 millones de reales)Es la cifra que invertirá la compañía brasileña Vitopel, líder en la fabricación de películas BOPP, para ampliar su capacidad productiva. La empresa fabrica actualmente 150 mil toneladas de este tipo de películas por año y exporta 40% de su producción. La mayor parte de los recursos invertidos serán destinados para la adecuación de una nueva fábrica, y el monto restante para la ad-quisición de una nueva línea de producción de películas metalizadas.
800 mil toneladas anualesEs la cantidad actual de plástico que demanda la indus-tria automotriz en México. De acuerdo con la Asociación Nacional de Industrias Plásticas (ANIPAC), en dicho país sólo se producen 220 mil toneladas anualmente y el défi cit, de 580 mil toneladas, es cubierto con importaciones. Por esta razón, ANIPAC asegura que el sector automotriz es un área de oportunidad para el desarrollo de la industria del plástico nacional.
El Ángel de la Independencia estrena recubrimiento
El Ángel de la Independencia, el símbolo que conmemora la unidad y libertad de México desde su construcción en 1910, fue restaurado utilizando un recubrimiento creado especialmente para esta aplicación por Eastman Chemical Company, con base en su aditivo de Acetato Butirato de Celulosa (CAB). El Ángel es una escultura de bronce cubierta de oro que en la mano derecha sostiene una corona de laurel, el cual simboliza la independencia y en la izquierda sostiene una cadena rota, emblema de la
libertad. Para su restauración y preservación, se empleó un primer anticorrosivo, seguido por una fi na capa de barro. Posteriormente, la superfi cie del Ángel se cubrió con una delicada capa de hoja de oro en la que se utilizaron los CABs de Eastman para protegerla de la corrosión y el agrietamiento que pueden llegar a ocurrir por la fi ltración del agua y del humo. La restauración de la columna de piedra de 36 metros de altura, de la base y de los obeliscos consistió en un proceso de limpieza profunda y sellado de grietas, seguido de un recubrimiento que también contiene CABs.
Los CABs de Eastman son aditivos especializados de desempeño que se han utilizado por décadas para mejorar la apariencia y efi ciencia en aplicaciones de recubrimientos industriales que van desde los automóviles hasta los teléfonos celulares. El proyecto de restauración fue un esfuerzo de 7 meses que incluyó un equipo integrado por ingenieros químicos, historiadores, restauradores, arquitectos, arqueólogos y personal de construcción.
Cor
tesí
a R
apop
ort C
reat
ivos
El plástico late con fuerza en la industria médicaUn sofi sticado dispositivo de plástico y titanio, desarrollado por AbioCor, puede sustituir al corazón en pacientes que requieren trasplante. Equipado con un motor interno, el dispositivo es capaz de mover la sangre por todo el cuerpo humano y simular el ritmo de los latidos cardiacos. El sistema consiste en una unidad toráxica que se implanta internamente, una batería recargable y un paquete de conexiones
eléctricas en miniatura. La unidad que se implanta en el tórax pesa aproximadamente dos libras. El plástico utilizado para su fabricación es un poliéster basado en poliuretano, desarrollado específi camente para esta aplicación. De acuerdo con AbioCor, cada año más de 200.000 estadounidenses pueden necesitar un trasplante de corazón, pero de ellos sólo 2.000 se benefi cian de los donantes de órganos.
Cor
tesí
a A
bioC
or

Edición 3 - Vol 23 - Abril 2008 9www.plastico.com
SOSTENIBILIDAD
Coalición por el futuro de los empaques sosteniblesLa división de empaques y polímeros industriales de DuPont (P&IP) liderará junto con Packaging and Technology Integrated Solutions (PTIS) y Global Sustainability Solutions, Inc. (GSSI) un consorcio llamado “El futuro de los empaques sostenibles 2008-2018”. Este programa reunirá a un selecto grupo de líderes industriales para desarrollar, identifi car y proyectar el futuro de los empaques sostenibles desde perspectivas globales, regionales y locales. Algunos de los temas que serán tratados son: la ruta 2008 – 2018; los cambios en la cadena de valor; visión del consumidor, de los canales y de la tecnología; la ciencia detrás de los empaques sostenibles, y los retos para los líderes industriales. “El panorama actual y futuro de los empaques sostenibles no está claro, y este estudio orientará a los participantes para desarrollar y ofrecer nuevos valores a través de iniciativas de empaque sostenible,” afi rmó Mike Richmond, presidente de PTIS. “El liderazgo y el conocimiento sobre empaques sostenibles serán críticos para el crecimiento de las compañías de este segmento”, añadió Richmond.
A l d í a
Dow le apuesta a los poliuretanos en América LatinaLa división de poliuretanos de Dow está realizando un estudio de factibilidad para aumentar la producción de diisocianato de tolueno (TDI) en su planta de Camaçari, Brasil. Según la compañía, la expansión propuesta ayudará a responder a la creciente demanda de productos fabricados con TDI en América Latina. Las decisiones al respecto serán tomadas en el cuarto trimestre de 2008, y de ser aprobada la inversión, la nueva capacidad operará en 2011.“Con un crecimiento sostenido y global del sector químico, América Latina es una región muy importante para Dow”, afi rmó Pat Dawson, presidente de la unidad de negocio de poliuretanos de la fi rma. Dow es el principal productor de TDI en América Latina, con una capacidad productiva de 60 kilotones por año.
La recuperación de plásticos ahora es un juego de niños Green Toys Inc., una compañía dedicada a desarrollar juguetes amigables con el medio ambiente, lanzó una nueva línea de juegos fabricada con plástico reciclado proveniente de empaques descartados de leche. “Hay una demanda abrumadora de juguetes que sean seguros para el medio ambiente y para los niños. Al usar plástico reciclado post-consumo, cerramos el ciclo y les enseñamos a los niños los benefi cios del reciclaje”, asegura Robert von Goeben, cofundador de Green Toys Inc.De acuerdo con la compañía, todos los aspectos de la producción de estos juguetes, incluyendo la fabricación, el empaque, el ensamblaje y la distribución se rigen por los estrictos lineamientos ambientales del estado de California, en Estados Unidos. Los productos, que no contienen trazas de ftalatos ni bisphenol-A (BPA), cumplen con los requerimientos ASTM de seguridad para el consumidor, especiales para juguetes.
Cor
tesí
a de
Gre
en T
oys
Gerresheimer pisa fuerte con plástico en América Latina
La compañía alemana de empaques farmacéuticos Gerresheimer extendió su alcance en el segmento de empaques plásticos con lacompra de la empresa Allplas Embalagens, líder en elmercado de empaques farmacéuticos en Brasil. Para Gerresheimer, la adquisición de Allplas, que genera ventas de anuales de aproximadamente USD$ 25 millones, fue un movimiento estratégico paraentrar al mercado -latinoamericano, según afi rmaron voceros del grupo. El anuncio fue realizado pocos días después de que la empresa
alemana completara la adquisición de EDP, una compañía española especializada en la fabricación de contenedores de PET para la industria farmacéutica, que tiene una planta de producción en Argentina (Buenos Aires) y dos en España (Zaragoza y Valencia). De esta forma, Gerresheimer tendrá tres importantes bases en América Latina: dos plantas en Sao Paulo, de Allplas, y una en Buenos Aires, de EDP. Burkhard Lingenberg, director de mercadeo de Gerresheimer, asegura que con estos movimientos el grupo alemán es ahora uno de los más grandes jugadores en el mercado de empaques plásticos para productos farmacéuticos en el mundo, una condición que ya ostenta en el segmento de empaques de vidrio.
Cor
tesí
a de
Ger
resh
eim
er

10 Edición 3 - Vol 23 - Abril 2008 www.plastico.com
ROBOT AUTOMÁTICO PARA MÁQUINA DE MOLDEO POR INYECCIÓNROBOT AUTOMÁTICO PARA MÁQUINA DE MOLDEO POR INYECCIÓN
Serv
icio
al L
ecto
r: 5
A l d í aEspumados que crecen como espumaEl mercado mundial de plásticos espumados podría alcanzar las 10 millones de toneladas para 2010, de acuerdo con un estudio publicado por la fi rma especializada en investigaciones de mercado Global Industry Analysts. El aumento de la demanda depende en gran parte de la diversidad de sus aplicaciones fi nales. Europa y Estados Unidos son los principales mercados potenciales. Las industrias mobiliaria y de construcción representan cerca de 50% del mercado de los plásticos espumados (poliuretano) en Estados Unidos. En Europa, el consumo de plásticos espumados para la industria automotriz se estimó en 424.000 toneladas en 2007. Las espumas de poliuretano incluyen difenil isocianato de metileno (MDI), diisocianato de tolueno (TDI) y polioles. El segmento de MDI ha sido testigo de una fuerte demanda en los últimos años, impulsado por la construcción, el consumo general y la industria automotriz. Por otra parte, el TDI se utiliza principalmente en la producción de espumas fl exibles, empleadas en asientos de automóviles y muebles. El estudio asegura que en general las tecnologías de poliuretano se están extendiendo rápidamente hacia nuevos mercados gracias a su versatilidad. Características como apariencia, desempeño, protección, cumplimiento de normas ambientales y costo-efi ciencia son sus fuertes.
Envíenos sus noticiasLo invitamos a compartir con Tecnología del Plástico las nove-dades de su empresa que sean de interés para la comunidad latinoamericana de transformación de plásticos. Escríbanos a [email protected]
Pulpa de remolacha para plásticos biodegradablesDe acuerdo con estudios desarrollados por científi cos del Servicio de Investigación Agrícola (ARS), la pulpa de la remolacha azucarera podría ser utilizada como un material de relleno para los plásticos a base del ácido poliláctico. La pulpa es un subproducto rico en fi bra que resulta del proceso de la extracción de la sucrosa usada por los procesadores de la remolacha. La mayor parte de las 40 millones de toneladas de pulpa de la remolacha azucarera generada cada año en Estados Unidos se destina para alimentación de ganado o como ingrediente de alimentos para mascotas. No obstante, los químicos de ARS Victoria Finkenstadt y LinShu Liu esperan darle a la pulpa un mayor valor agregado. Según información publicada por ARS en su página web, Finkenstadt y Liu mostraron que el glicerol puede ser utilizado para plastifi car la pulpa y formar sus partículas en zarcillos. Los resultados de pruebas han sido prometedores, pero han mostrado que la fuerza de tensión del PLA se redujo en relación a la cantidad de pulpa de remolacha azucarera o plastifi cadores agregados. Para resolver el problema, el grupo de Liu planea modifi car químicamente la pulpa para que sus zarcillos y la matriz del PLA formen una unión más fuerte.
Jupi
teri
mag
es/S
LID
E D
EPO
T

Servicio al Lector: 6

12 Edición 3 - Vol 23 - Abril 2008 www.plastico.com
Extrusión Se
rvic
io a
l Lec
tor:
50
Las principales aplicaciones para empaques fl exibles, en especial para las industrias alimentaria
y farmacéutica, involucran películas sofi sticadas de alto desempeño. De acuerdo con un estudio publicado por la fi rma consultora de mercados Free-donia Group, la demanda de películas plásticas en Estados Unidos crecerá a una tasa de 4,5 por ciento al año hasta 2010. Este crecimiento estará liderado por las ventajas de costo y desempeño que ofrecen los empaques fl exibles sobre los rígidos. En coherencia, otra investi-gación de la misma consultora asegura que hasta 2011 la demanda de empaques fl exibles crecerá a una tasa anual de 4,2 por ciento. En este segmento, los retortables serán los productos líderes. Así mismo, la compañía reporta que la demanda de películas especiales crecerá 4,8 por ciento al año hasta 2010, y su evolución en el mercado será producto del desarrollo de empaques de atmós-fera modifi cada. Las películas de alta barrera permanecerán a la cabeza, pero también habrá un desarrollo importante en películas biodegradables o solubles en el agua.
Versatilidad y productividad en película soplada
Un mercado de aplicaciones de valor agregado espera por
películas sopladas de alto desempeño. Vea cuáles son
algunas de las tecnologías más novedosas para la extrusión
de estructuras multicapa.
Recopilación: María Natalia Ortega Leyva, editora.
En estas predicciones, las películas so-pladas juegan un papel predominante. Sus principales aplicaciones incluyen laminados, recubrimientos, películas im-primibles para conversión, películas de alta barrera para empaque de alimentos, sacos para trabajo pesado, geomembranas, películas para uso en la agricultura y en la construcción, empaques médicos, películas encogibles, papel sintético y una amplia variedad de bolsas.
Una tecnología en movimientoDurante los últimos tres años, la compa-ñía fabricante de maquinaria Gloucester Engineering ha despachado once líneas de producción de película soplada de alta barrera, de hasta 9 capas, a clientes en Europa, Estados Unidos y Asia, según voceros de la empresa. El segmento agrí-cola también es una aplicación en auge para las películas sopladas. Esta misma compañía vendió recientemente cinco líneas de 5 capas para esta aplicación en Europa.
En el selecto segmento de 11 capas, la empresa canadiense Brampton Enginee-ring vendió a fi nales del año pasado la

MORE than MACHINERY
Blackburn Industrial Park / P.O. Box 900 Tel: +1 978 281 1800Gloucester, MA 01931-0900 USA Fax: +1 978 282 9111
Laxenburger Strasse 246 Tel: +43 1 61450-01230 Vienna AUSTRIA Fax: +43 1 61450-7980
La opción ganadora enmaquinaria para extrusión de película
Cuando su objetivo es ser el líder en el mercado,
mismo y derrote a su competencia.
Nuestros clientes cuentan con nosotros para:• El menor tiempo de desarrollo del concepto
a la producción.• Conocimiento sin igual del mercado.• Tecnología de punta.• Soporte y Servicio Técnico incomparable.• Los menores costos de mantenimiento y
operación.
Gloucester Engineering llevará su equipo a la victoria en todos sus proyectos de producción tanto de película soplada como plana (cast), lámina y de espuma así como también enaquellos de impresión. Contáctenos ahora
GLOUCESTER ENGINEERING CO.
[email protected]+1 978 282 9190
Visítenos durante PLASTIMAGEN‘08Stand 3413, Pabellón USA, México
Servicio al Lector: 7

14 Edición 3 - Vol 23 - Abril 2008 www.plastico.com
Serv
icio
al L
ecto
r: 8
Extrusión
primera línea para extruir película soplada con estas características. El dado de este sistema está diseñado para ofrecer mayor fl exibilidad en la creación de estructuras multicapa, ya sea con la utilización de los mismos materiales en una o más capas.
Macro Engineering reportó un alto cre-cimiento en sus ventas durante los últimos tres meses de 2007, después de la feria K. “Las ventas totales de proyectos que serán entregados en 2008 han duplicado el total de ventas de 2005, y apenas ini-ciamos el nuevo año”, comentó Mirek Planeta, presidente de la compañía. Los pedidos incluyen una línea para extrusión de película soplada de 9 capas, vendida en noviembre a un convertidor en Rusia, que será utilizada para producir películas de alta barrera con EVOH para termoformados, a una tasa de 340 kg/hora.
En América Latina, la extrusión de pelí-cula soplada también goza de buena salud.
Según el informe anual que Tecnología del Plástico presenta acerca del sector de láminas y películas extruidas, publicado en agosto de 2007, el 76% de los encuestados cuenta con líneas de extrusión de película soplada en su planta. La producción de película se destina principalmente al mercado de empaques de alimentos (30%), seguida por la fabricación de bolsas (21%), las películas termoencogibles (18%) y las películas para invernadero (5%). Cintas, etiquetas y papel laminado son producidos a menor escala.
“En América Latina vemos una deman-da fuerte de equipos para coextrusión de película soplada en empresas de todo ta-maño”, afi rmó Alberto Rincón, gerente de producto de la compañía canadiense Macro Engineering. El ejecutivo comentó que en 2007 la empresa instaló en Venezuela una línea experimental de coextrusión soplada y cast (línea con capacidad para ambos
procesos) en el Complejo Petroquímico El Tablazo en Maracaibo. También citó, entre otros proyectos, la instalación de líneas de coextrusión de película soplada de 5 capas en Chile y Guatemala.
Por su parte, Germán Laverde, direc-tor de desarrollo de nuevos productos de Gloucester Engineering, comentó que la demanda de equipos de coextrusión se ha incrementado substancialmente en Amé-rica Latina. “Aún las líneas de película soplada para geomembrana están siendo especifi cadas en 3 capas para utilizar más efi cientemente los materiales y obtener las propiedades requeridas. Así mismo, líneas de alta barrera (5, 7 y 9 capas) para películas sopladas son más comunes en América Latina en estos días y en algunos casos se utilizan para conseguir un uso más efi ciente de los diferentes materiales envueltos en las formulaciones”. Entre otros proyectos, la empresa estuvo trabajando a fi nales de 2007 en la instalación de líneas para clientes en Chile, México y Brasil. Así mismo afi rma que Colombia es un mercado activo para la empresa.
Otra señal del potencial que tiene la extrusión de película soplada en Amé-rica Latina es el marcado interés que ha demostrado Reifenhäuser por fortalecer su presencia en esta región. Después de haber contratado durante la feria K a MAN Ferrostaal AG para manejar sus negocios en Argentina, Chile, Uruguay, Paraguay, Perú, Ecuador y Bolivia, el mes pasado, la fi rma alemana anunció la contratación de Grupo Interconsult como su nuevo representante en Centroamérica. Grupo Interconsult ya venía atendiendo para Reifenhäuser los mercados de México, Venezuela y Colombia.
El fabricante brasileño de maquinaria Carnevalli también da cuenta del buen clima para su negocio en América Latina. “El mercado se desarrolla muy bien y de
Línea de extrusión de película soplada de Gloucester Engineering.
SOLUCIONES PLÁSTICAS
www.procomps.com
(52) 55 5386 [email protected]
Progressive es un proveedor mundial líder en estándares de calidad e innovaciones.
molde, así como desempeño sin contratiempos en millones de ciclos.
tálogo acerca de los beneficios para sus herramientas de moldeo por inyección.
Visit us inBooth 1121
Un molde que se desempeña confiablemente es una inversión rentable. Para cumpliresta meta es necesario trabajar con componentes de calidad.
Nuestros pines de eyección y estampadores de fecha son compatibles con los están-dares globales. CounterViews monitorea la actividad del molde, mientras nuestros nue-
Contacte a nuestro socio de distribución Soluciones Plásticas para solicitar un nuevoca
vos seguros con rodamientos de aguja entregan precisión sin igual en alineación del

Edición 3 - Vol 23 - Abril 2008 15www.plastico.com
Extrusión
Serv
icio
al L
ecto
r: 9
forma creciente para los próximos años. A pesar de las difi cultades para competir debido a la valorización continua de la moneda brasileña con respecto al dólar, en los últimos años un promedio de 30% de la producción de Carnevalli se desti-na a la exportación y América Latina es responsable por más de la mitad de estas ventas. La demanda por coextrusoras es creciente y fi rme, principalmente para tres y siete capas”, afi rmó Waldemir Carne-valli Filho.
Ya sea en complejas estructuras de múlti-ples capas o en aplicaciones monocapa, las tecnologías necesarias para crear productos costo-efi cientes deben ser examinadas con detenimiento. Versatilidad, productividad y control durante la producción son algunas de las principales características que deben tener en cuenta los transformadores de plásticos al hacer la elección.
En la pasada feria K, que tuvo lugar en Alemania, los principales fabricantes de maquinaria para la extrusión de película soplada presentaron sus más recientes máquinas y equipos para la fabricación de este tipo de películas. Vea un breve recuento de lo que se vio en la feria.
Aplicaciones demandantesDurante la feria K, Gloucester Engineering presentó su tecnología de alimentación encapsulada (Encapsulated Feed Technology - EFT), un nuevo concepto de mandriles en espiral especialmente desarrollado para la producción de películas de alta barrera. De acuerdo con la compañía, la tecnología EFT provee tiempos 65% más cortos para
cambios de resina y alto rendimiento con calidad superior de la película. La empresa enfatiza en que estos resultados pueden ser obtenidos, inclusive por procesadores con poca experiencia en la producción de estructuras de barrera. La nueva tecnología reemplaza a los canales convencionales en mandriles en espiral. De esta forma, el fundido fl uye de forma limpia a través de los orifi cios dentro de la pared del mandril. Por lo tanto la limpieza y purga del dado que se requieren son mínimas. Las líneas de Gloucester tienen un anillo que centra automáticamente el dado dentro de ± 0,025 µm, para asegurar uniformidad en los espesores de película. Un anillo UltraCool de aire se encarga de enfriar para dar estabilidad de la burbuja en un amplio rango de productividad.Otras características especiales para las líneas de soplado de película incluyen extrusoras para el procesamiento de un amplio rango de resinas y unidades de halado. Como opción especial, Glouces-ter ofrece la tecnología de orientación MDO, especialmente para películas de PELBD donde la película es pre-estirada a un espesor entre 8 y 20 µm. La unidad está diseñada para producir una película delgada, altamente orientada que man-tiene su carga incluso con bajas fuerzas de envoltura.
En una exposición interna, paralela a la feria K, Windmöller & Hölscher presentó a los expertos visitantes la producción de una película simétrica de barrera de 9 capas, de alta transparencia, con un espesor de 30 µm, cuya capa central de solo 1 µm estaba
constituida por EVOH. La producción de esta capa central tan delgada fue posible gracias al nuevo cabezal soplador de 9 capas Maxicone, cuyo repartidor helicoidal cónico, patentado, permite distribuciones extremas de la masa fundida. Gracias a los repartidores helicoidales superpuestos en forma cónica, se logran recorridos muy cortos de la masa fundida y un encapsulado temprano de todas las capas internas, no solamente de la capa central de EVOH muy sensible. Dependiendo de los reque-rimientos del producto es posible, según información de W&H, el suministro del Maxicone también como cabezal soplador
Línea FFS, de Reinfenhäuser.

16 Edición 3 - Vol 23 - Abril 2008 www.plastico.com
Serv
icio
al L
ecto
r: 10
Extrusión
de 5, 7 e incluso de 11 capas. Esto ofrece a los fabricantes de películas de barrera posibilidades insospechadas, en lo que se refi ere al desarrollo de nuevos productos de película de alta tecnología. Es posible de esta manera lograr, en forma selectiva, con un compuesto de 9 capas la optimización
de las características de la película como rigidez, función de barrera y capacidad de soldado, transfi riendo las funciones a distintas capas. Es también importante aquí el ahorro de material que se alcanza gracias al uso, ahora reducido, de materias primas costosas.
Macro Engineering presentó su inno-vadora tecnología de encapsulación que permite el procesamiento de PVdC con dados de tamaño comercial para soplado de película. Las resinas de barrera como Nylon, EVOH, PVdC y PETG son impor-tantes en las aplicaciones de empaque para la industria médica y alimenticia. Todos, excepto el PVdC, pueden ser fácilmente procesados en dados de tamaños comer-ciales (diámetros por encima de 200mm). Desafortunadamente, el procesamiento de PVdC en dados comerciales no es senci-llo y ha sido tradicionalmente restringido debido a la baja estabilidad térmica del PVdC. Las continuas interrupciones de la producción para la limpieza del dado hacen que el proceso sea económicamente invia-ble. La encapsulación de PVdC permitió comprender los notables benefi cios de la tecnología y además probó que puede ser
fácilmente extendida a otros materiales de barrera.
Kiefel ofreció el “módulo MDO” como complemento a sus líneas “Kirion”. La tecnología MDO (“Machine Direction Orientation”) permite el estirado mo-noaxial de películas sopladas y les aporta propiedades mejoradas, según Kiefel. Una instalación “MDO” —compuesta por cuatro secciones: calentamiento, estirado, atem-perado y enfriamiento— ayuda a reducir el espesor de las películas y, por tanto, el consumo de material y los costes. Además, la orientación monoaxial de las películas mejora las propiedades barrera frente al gas y al vapor. La empresa también asegura que la tecnología “MDO” permite mejorar las propiedades ópticas de la película en cuanto a brillo y transparencia.
Disponible en la versión de 5 y 7 capas, la Barrierblown, de Colines, proporciona películas de barrera de excelente calidad (gracias al tornillo especial para el proce-samiento de materiales de barrera como EVOH. La efi ciencia puede mejorarse aún más con equipos auxiliares como robots de manejo y enrollado de película, equipos de peletizado, etc. Las características estándar
Línea Varex de Windmöller & Holscher

Edición 3 - Vol 23 - Abril 2008 17www.plastico.com
SI SU PROBLEMA
EREMA-Eng ineer ing Recyc l ing Masch inen und An lagen Ges .m .b .H . · F re indor f · Un te r fe lds t raße 3 · P.O .B . 38A-4052 Ansfelden/Linz · Austria · Phone (43)732/3190-0 · Fax (43)732/3190-23 · [email protected] · www.erema.at
. . . y los desea reciclar a granza, completamente desgasificada,filtrada y de calidad en un solo y económico paso?
... son los materiales altamente impresosy/o húmedos, o bien los muy contaminados ...
Entonces...NOSOTROS TENEMOS LA SOLUCIÓN!Nuestro único, patentado y bien probado sistema de extrusiónErema TVE, puede solucionar su problema. Compruébelo ustedmismo, con pruebas gratis de su retal plástico en nuestro laboratorio.
Visítenos en: PLASTIMAGEN 2008
Serv
icio
al L
ecto
r: 11
Extrusión incluyen control IBC totalmente automá-tico, control automático de tolerancias en el espesor, unidades gravimétricas de dosifi cación y un bobinador automático. Como opciones vienen una unidad de refrigeración, un tratador corona, un robot de manejo y enrollado, y una unidad de ajuste de bordes.
Reifenhäuser presentó una línea que puede realizar soplado de películas de ba-rrera en poliolefi nas de 5 capas, con ancho de 1.700mm. El equipo puede alcanzar desempeños de hasta 660 kg/h con un dado de 300mm de diámetro y fabricar películas de barrera con la adición de una capa de EVOH de 1 µm, con tolerancia de +/- 2%.
Tres capas que marcan la diferenciaUna coextrusora de película soplada de tres capas fue exhibida en la feria de Ale-mania por la empresa italiana Ghioldi srl. La máquina utiliza un motor de torque sincronizado de Parker Hannifi n Corp., que reduce el consumo energético y ocupa menos espacio en la planta.
El más pequeño y también nuevo cabe-zal soplador de 3 capas Maxicone C, de
Windmöller & Hölscher, no tiene que esconderse detrás de los cabezales capaces de producir mayor número de capas, asegura la empresa fabricante. En una exhibición interna de la fi rma alemana, este cabezal demostró su fl exibilidad y rendimiento en la producción de tres aplicaciones: una nueva película de laminado; una película de alta transparencia de PP, por ejemplo para la elaboración de bolsas de pan, y una película blanca con propiedades se-mejantes a las del papel. El Maxicone C es un cabezal soplador extremadamente compacto, que se destaca por proveer recorridos cortos de la masa fundida y un volumen notablemente reducido de la masa fundida. El cabezal se encuentra disponible en diámetros de la tobera de 160 – 900 mm.
La compañía italiana Bandera ha in-cursionado en las líneas de 3 capas para desarrollar innovaciones y mejoras en la producción de bolsas de trabajo pesado, un mercado que se ha caracterizado por cambios continuos y un constante creci-miento que involucra desarrollos intere-santes, tanto para los fabricantes en planta, como para los usuarios fi nales. El sector
Ideas para crecer
• Ulrich Reifenhäuser, presidente de Reifenhäuser, dijo en entrevista para Tecnología del Plástico que los trans-formadores latinoamericanos podrían lograr un mayor impacto en segmen-tos de alto valor agregado al alejarse de los commodities, concentrarse en mercados nicho y fabricar productos que necesiten más de un proceso de transformación.
• “Siempre será importante conocer a fondo las especifi caciones y necesi-dades de los mercados que se atien-den y tener la capacidad de ofrecer productos competitivos en términos de calidad y precio. Los equipos de producción juegan un papel im-portantísimo en garantizar el logro de esos objetivos”, acota Germán Laverde.

18 Edición 3 - Vol 23 - Abril 2008 www.plastico.com
Gil Yanez, Spirex El Paso Regional Manager
� Pulsar® y Pulsar® IIMezclado distributivo con bajo esfuerzo cortante
� Zonas de Mezclado tipo ZSuperioridad en mezclado dispersivo
� Zonas de Mezclado tipo VAlta capacidad de flujo para materiales
sensibles al corte
� Husillos de barrera MeltProMáximo flujo, mayor control
� Combinaciones MeltProMezclador tipo Z, Mezclador
tipo V, Pulsar®
Superioridad en mezclado y productividad
� Uso GeneralDiseño robusto,
amplias ventanasde procesamiento
UNMÚLTIPLES SOLUCIONES
El mundo Spirex de Husillos confiables y de alto desempeño
Optimice su procesoy maximice sus ganancias... ¡con los Husillos Spirex!
BoothNo.1117
Tel: (915) 532-0802 Fax: (915) 532-0431E-mail: [email protected] • www.spirex.com
•Tel.: 989-671-9630 • Fax: 989-671-9635 • E-mail: [email protected]ítenos en Internet
www.ScheerBay.com
SCHEER BAY CO. PELLETIZING SYSTEMS
El granulador SB 100 es rentable,fácil de limpiar y resistente. Puede
granular toda clase de termoplásticos:desde los suaves y cauchosos, pasando por los más frágiles, hasta plásticos reforzados con fibra de vidrio y de alta densidad. La máquina es diseñada para uso en laboratorio e inclusive es capaz de trabajar en el ambiente de producción.
Compuerta de descarga deslizantehacia afuera & Ajuste de aberturaentre las camas de cuchillas de halary empujar
Representación en México:GIRO PROCESOS AUTOMATIZADOSSr. Federico Quezada – Teléfono 525-55-652-8240Correo electrónico: [email protected] Booth
No. 2827
Serv
icio
al L
ecto
r: 12
Serv
icio
al L
ecto
r: 13
Extrusión de bolsas de trabajo pesado (Heavy Duty Bags, HDB) cubre todo tipo de bolsas, tradicionalmente con capacidad entre 25 kg y 50 kg, apropiadas para el empaque y transporte de diferentes materiales como resinas en gránulos (PE, PP), productos químicos, fertilizantes, comida para ani-males y muchas más.
De acuerdo con Bandera, el interés asocia-do a la producción de las bolsas de trabajo pesado tiene un progreso acelerado. Las mejoras considerables en la composición de las materias primas permite la utilización de bolsas con menores espesores, reducien-do los costos de producción, sin cambiar o inclusive mejorando las características mecánicas de la película coextruida.
Otro equipo destacado es el FFS, de Rei-fenhäuser. Se trata de una línea para la obtención de películas de 3 capas con un dado de 180mm, capaz de producir películas tubulares de 550 mm de ancho. El concepto de esta línea permite productividades de 370 kg/h utilizando PELBD.
Colines presentó la línea Polyblown para soplado de película de 3 capas. Sus características estándar incluyen control
IBC totalmente automático y un bobina-dor automático. Como opcionales están la unidad de refrigeración con aire, un siste-ma de dosifi cación gravimétrica, tratador corona, un robot de manejo y enrollado, y una unidad de control de tolerancias en el espesor.
Tan claro como el aguaEn K2007, Brampton Engineering exhi-bió su línea Aqua Frost, que utiliza agua como medio refrigerante. La primera línea comercial de esta tecnología comenzó a funcionar a comienzos de 2005. Ahora, hay nueve líneas instaladas en el mundo. Según BE, estas líneas pueden fabricar películas con una claridad excepcional a tasas de producción de compiten con las de líneas cast. Las aplicaciones de esta tecnología incluyen empaques de alta barrera para alimentos y productos médicos.Las líneas convencionales de AquaFrost cuentan con el dado SCD-3 para coex-trusión que reduce la degradación de los polímeros y el tiempo de residencia. El aislamiento de temperatura entre capas permite que cada polímero sea procesado a
Servicio al Lector en líneaEn www.plastico.com/servicio solicite más información sobre los productos o empresas mencionados en este artículo. Digite los números asignados, así:Bandera 210Brampton Engineering 211Carnevalli 212Colines 213Ghioldi 214Gloucester Engineering 215Kiefel 216Macro Engineering 217Reifenhäuser 218Windmöller & Hölscher 219
En Búsqueda Global digite:tp2303extrusion
Lea este artículo en www.plastico.com
su propia temperatura ideal. Es apropiado para procesar EVOH junto con nylon, y su diseño modular facilita la limpieza de todas las superfi cies donde hay fl ujo cuando se abre el dado. El sistema SDC permite trabajar de 7 a 10 capas. TP

Edición 3 - Vol 23 - Abril 2008 19www.plastico.com
Materiales
Reforzados con fi bra larga, valor agregado con procesos cada vez más sencillos
Los termoplásticos reforzados con fi bra larga le ganan terreno al metal y son cada vez más fáciles de procesar a través de métodos tradicionales de transformación.
Al combinar la sinergia de matrices dúctiles y resistentes al impacto, como los termoplásticos, y refuer-
zos con alta capacidad de carga, como las fi bras, se obtiene una nueva familia de materiales, los compuestos, cuyo espec-tro de propiedades es prácticamente ili-mitado. Las aplicaciones de mayor valor agregado, como las del sector automotriz o industrial, hacen uso de los termoplás-ticos reforzados para reemplazar algunas aleaciones metálicas o incluso al concreto, sin sacrifi car resistencia y añadiendo las atractivas ventajas de reducción de peso y estabilidad química.
Actualmente, el potencial de los termo-plásticos reforzados es objeto de intensa investigación, particularmente en Europa, con el objetivo de reducir el peso en aplica-ciones automotrices. Y de especial interés es el uso de refuerzos de fi bra larga, donde la capacidad de carga y la resistencia son mayores. Hasta ahora la mayor difi cultad había sido el suministro de materia prima y el procesamiento: tener que mezclar los gránulos de compuestos para añadir aditivos o someterlos a corte durante el procesa-miento reduce el largo de las fi bras y va en detrimento de las propiedades de la pieza. Por eso los proveedores de resina se han
Por Laura Flórez, consultora editorial
Serv
icio
al L
ecto
r: 14

20 Edición 3 - Vol 23 - Abril 2008 www.plastico.com
Materiales
concentrado en brindar soluciones fáciles de procesar, donde el largo de la fi bra se vea comprometido lo menos posible.
Compuestos prefabricados y espumadosTicona tiene una atractiva propuesta de “prefabricados” reforzados: se trata de cintas continuas de termoplásticos reforzados con fi bra larga, que se comercializan bajo el nombre de Celstran. Estas cintas pueden ser post-procesadas por enrollado o pren-sado, y están pensadas para construcciones estructurales donde el bajo peso sea pri-mordial, como en los sectores energético, automotriz e industrial. Su gran ventaja es que reducen el tiempo de ciclo y per-miten la conformación de geometrías complicadas.
Los compuestos se fabrican en un proceso continuo con una orientación unidirec-
cional de las fi bras de refuerzo, que son impregnadas completamente. La diferencia entre estos impregnados de fi bra larga y los compuestos convencionales reforzados con fi bra corta es que las fi bras largas pueden, además de soportar individualmente la car-ga, interactuar unas con otras para formar un esqueleto dentro del compuesto, y así aumentar sustancialmente la resistencia. De esta forma, resultan compuestos con altas propiedades mecánicas y una buena calidad superfi cial.
Como matrices la empresa emplea dife-rentes resinas termoplásticas (PP, POM, TPU, entre otros) y fi bras de vidrio o de carbono, además de aditivos y compati-bilizantes. Las cintas están disponibles en anchos de 10 a 25 cm.
Una de las aplicaciones lanzada en los últimos meses combina las propiedades de
las espumas con las fi bras largas. Ticona y la fi rma Trexel, quien comercializa la tecnología MuCell para espumado por in-yección, han anunciado recientemente la posibilidad de espumar los compuestos de fi bra larga Celstran para obtener piezas de bajo peso y alta resistencia, además con mínimo alabeo. Esto es particularmente interesante en el moldeo de piezas estruc-turales de gran tamaño.
La tecnología de inyección de MuCell dosifi ca gases inertes, como nitrógeno o dióxido de carbono, dentro del fundido a ser inyectado. De esta forma genera millo-nes de micro-células en el producto fi nal. Estas microcélulas reducen el peso de la pieza, el consumo de material y ejercen una contrapresión desde el interior de la pieza que favorece la exactitud dimensional y disminuye la fuerza de cierre requerida en la inyección.
Para este proyecto fue necesario el de-sarrollo de un diseño especial de tornillo. A través de la sinergia entre espumas y refuerzos de fi bra larga se puede ahorrar hasta un 10% de materia prima, además de obtener reducciones de tiempo de ciclo de 10 a 20%.
Pellets largos listos para usar Sabic Innovative Plastics, quien compró en 2007 la producción de GE Plastics, es ahora propietaria de una revolucionaria tecnología de compuestos de fi bra larga comercializada bajo el nombre de Verton Xtreme. En ella se ha buscado combinar en una sola formulación diversos requerimien-tos propios de la producción de compuestos, como la coloración, resistencia a la llama o resistencia a condiciones ambientales. De esta forma se elimina la necesidad de un mezclado en seco, y por tanto la separación o degradación de los pellets
Aplicación del nylon reforzado Zytel, de DuPont.

Edición 3 - Vol 23 - Abril 2008 21www.plastico.com
R
Materiales
Servicio al Lector en líneaEn www.plastico.com/servicio solicite más información sobre los productos mencionados en este artículo. Digite los números asignados:Dow 150DuPont 151RTP 152Sabic Innovative Plastics 153Ticona 154Trexel 155
Encuentre este artículo en www.plastico.com
Digite tp2303reforzados en el buscador
y con ello de la longitud de las fi bras. Los Verton Xtreme tienen contenidos de fi bra de vidrio de 20 a 40%, en longitudes de fi bra que rondan los 12 mm. Hay tres grados disponibles: el Verton XC, para dar coloración, está disponible en base nylon. El Verton FR, en base PC/ABS, está formulado para reducir la infl amabilidad. Y el Verton XW se basa en ASA y permite reducir la vulnerabilidad a inclemencias ambientales.
La empresa anunció recientemente que los compuestos Verton serán producidos en Chung Ju, Corea, donde Sabic Inno-vative Plastics cuenta con un sistema de producción de 40 mil toneladas. La producción estará especialmente dedica-da a servir los sectores electrónico y de telecomunicaciones.
Por su parte, RTP está suministrando ahora masterbatches para compuestos de fi bras largas reforzadas que tiene una geometría similar a la de los pellets reforza-dos: tienen la forma de un cubo alargado, y de esta forma se combinan mejor con los compuestos, evitando la segregación durante el manejo.
La división automotriz de Dow ofrece compuestos concentrados de PP con fi bras largas de fi bra de vidrio (PP-LGF, como abreviación del inglés). La empresa anun-cia que a través de un proceso especial de humedecimiento de la fi bra durante su producción, el apelmazamiento de fi bras en el molde durante la inyección es mínimo. Además, la longitud original de las fi bras (11 mm) se ve afectada en mínima proporción. Los concentrados, que pueden tener un impresionante 60% de contenido de fi bra (casi 3 veces más que en los pellets listos para usar), pueden procesarse en máquinas convencionales de inyección y mezclarse con PP virgen para reducir el contenido de fi bra en la aplicación fi nal (a valores cercanos al 20%, típicamente). Con este compuesto es posible reemplazar materiales más costosos, como el PC o mezclas PC/ABS o SAN. Además, dependiendo de la aplicación, es incluso posible reducir el espesor de pared.
En febrero de este año DuPont hizo un importante anuncio para el sector de componentes estructurales automotrices, al declarar que el nylon reforzado Zytel había sido empleado en reemplazo del acero del tubo de escape de algunos vehículos Volkswagen construidos en la plataforma Golf. Con este avance se reemplazó una pieza compleja que combinaba metal y caucho, reduciendo los pasos de ensamble requeridos y se lograron ahorros de peso del 50%.
Para Keith J. Smith, vicepresidente y director general de la división de polí-meros de ingeniería de DuPont, en el futuro próximo los principales desarro-llos en cuanto a reducción de peso en los vehículos se verán en las tecnologías de transmisión y en la reducción de tamaño de los motores. TP
Silla de ofi cina cuya estructura posterior es fabricada con el compuesto LNP Verton Xtreme, de Sabic Innovative Plastics
Fibras largas, ahora más fáciles de procesar.
Serv
icio
al L
ecto
r: 15
Corte
sía d
e Tico
na.

22 Edición 3 - Vol 23 - Abril 2008 www.plastico.com
ASACLEAN is manufactured by ASACLEAN–Sun Plastech Inc., a subsidiary of Asahi Kasei Chemicals Corporation.
It’s not clean until it’s
puede significardinero perdido”
¡Asaclean, la purga de alta velocidad Para cambios de color y material que
Reduce el tiempo perdido!Asaclean, con su exclusiva tecnología “Súper Limpia”, limpia sumaquinaria de manera rápida y efectiva para mantener un máximodesempeño. Eso significa que asegura una completa y “súper rápida”transición en cambios de color y resina para minimizar el tiempo per-dido. Asaclean ofrece una capacidad de limpieza que otros nopueden, por lo tanto, los contaminantes que pueden causar pérdidasde material y desacelerar su producción, no aparecen si usa Asaclean. Insista en utilizar el producto que está comprobado que tiene lahabilidad de mantener su producción a máxima velocidad. Purguecon Asaclean y obtenga “Poder en cada Pellet.”
Visite www.asaclean.com o llame gratisen USA al 1.800.787.4348
y fuera de USA al 973.257.1999
SuperCleantechnology
With
“Cada segundo que pasa
Stand No. 1603
Serv
icio
al L
ecto
r: 16
Materiales
Aunque ha sido catalogada como la gran revolución del siglo XXI, la nanotecnología, particularmente en
el campo de los plásticos, ha avanzado a un ritmo menos precipitado que lo inicialmente esperado. De acuerdo con estimaciones de la fi rma consultora Frost & Sullivan, en 2006 el mercado de nanocompuestos generó dividendos por USD $33,7 millones en el mundo. La cifra debería rondar los USD $144,6 millones en 2013.
Las principales barreras al crecimiento del mercado han sido los altos costos ac-tuales de las nanopartículas, que incluyen nanotubos y nanorellenos, y las difi cultades experimentadas por los proveedores para trasladar las tecnologías del laboratorio a la producción masiva. De acuerdo con la fi rma consultora, una clave para el éxito es la integración y establecimiento de alianzas en toda la cadena productiva, abarcando desde productores de nanopartículas hasta los usuarios fi nales.
Sin embargo, la entrada de nuevos compe-tidores al mercado y la producción a mayor escala deberían reducir los precios y elevar los volúmenes de suministro en el mercado de nanocompuestos.
Desarrollos en nanoarcillas La nanocarga de uso más difundido hasta ahora en la industria plástica es la arcilla montmorillonita, un silicato de aluminio
conformado por pequeñas plaquitas de cerca de 100 nanómetros (1 nanómetro equivale a una mil millonésima de metro. Un cabello tiene cerca de 100.000 nanómetros). La montmorillonita es el mayor componente del mineral bentonita. Hasta ahora el uso de nanoarcillas se ha visto restringido por los límites de exfoliación y dispersión. La exfoliación es el proceso de separar las capas naturales de las que está compuesta la arcilla; para obtener un producto homogéneo es necesario exfoliar la arcilla en “paquetes” de 10 a 100 plaquitas. Una exfoliación in-completa puede generar inhomogeneidades en el producto fi nal o concentraciones de esfuerzos que reducen la resistencia del producto.
La exfoliación puede llevarse a cabo por medios mecánicos, sometiendo la nanocarga
Por el equipo editorial de Tecnología del Plástico
Nanocompuestos ¿Dónde están las oportunidades?
La entrada de nuevos competidores al mercado
y la producción a mayor escala deberían reducir los precios y elevar los
volúmenes de suministro de nanocompuestos.
400 nm
Nanoarcilla dispersa en plástico.
Corte
sía d
e Nan
oCor

Edición 3 - Vol 23 - Abril 2008 23www.plastico.com
Leister Process Technologies6060 Sarnen/Switzerlandwww.leister.com
Futurista ycompacto:
El nuevo WELDPLAST S2.
Leister es líder mundial en elsector y cuenta con puntos deventa y servicio técnico en más de 60 países.
PLASTIC WELDING
Imprenscindible y manejableen cualquier situación
Serv
icio
al L
ecto
r: 18
Materiales
a esfuerzos cortantes durante el procesa-miento, o a través de procesos químicos durante la polimerización de la matriz. Hasta ahora, los avances más signifi cativos hechos por proveedores de nanoarcillas han tenido que ver con la modifi cación de la superfi cie.
Una nueva variante en las nanoarcillas, la hectorita, es un silicato de magnesio que tendría propiedades superiores de estabilidad frente al calor, ya que, a diferencia de la montmorillonita, su estructura cristalina no contiene sitios reactivos que puedan generar la degradación del polímero a temperaturas elevadas. Además, la hec-torita no tendría contaminación de sílica cristalina, tendría niveles de hierro muy bajos y proveería un mayor rendimiento, porque las placas son más pequeñas.
El proveedor Elementis Specialties, ubicado en California, está desarrollando aplicaciones de hectorita con PP y PVC, y destaca que las posibilidades más inte-resantes se encuentran en termoforma-ción y en interiores automotrices, por su resistencia a altas temperaturas. En PVC semirígido y traslúcido, gracias a un efecto
de modifi cación de superfi cie desarrolla-do por la compañía, los nanocompuestos con hectorita mejoran la claridad y evi-tan el amarillamiento típico asociado a la degradación durante el procesamiento con cargas.
Mejora de las propiedades de barrera Una innovadora tecnología de recubri-miento podría reemplazar al EVOH en aplicaciones de PET o BOPP para mejorar la barrera al oxígeno. Se trata de una sus-pensión acuosa de montmorillonita y un poliéster sulfonado, comercializada bajo el nombre de Nanolok PT, por la fi rma norteamericana InMat. De acuerdo con su fabricante, un recubrimiento de 1 ó 2 micrones puede proveer la misma barrera al oxígeno que 12 micrones de EVOH. En PET, una capa de 12 micrones puede reducir la tasa de transmisión de oxígeno de 120 a cerca de 2 cc/m2-día-atm. Si se aplica en BOPP, la reducción es de 3.000 a cerca de 2. El recubrimiento podría apli-carse con rodillos convencionales, y una vez seco es translúcido. . En este momen-to la empresa investiga cómo agilizar el secado, y se investigan procesos alterna-tivos de calentamiento, como infrarrojo y microondas.En Valencia, España, el Instituto de Agro-química y Tecnología de Alimentos está empleando un grado de la nanoarcilla montmorillonita con aprobación FDA
Oxígeno Hidrógeno Silicon Aluminio
-1 nm
Nanoarcilla (montmorillonita)
Corte
sía d
e Nan
oCor
Placas de nanoarcilla que miden cerca de 100 nanómetros.
Serv
icio
al L
ecto
r: 17

24 Edición 3 - Vol 23 - Abril 2008 www.plastico.com
PARA MAS INFORMACION CONTACTAR SUOFICINA LOCAL LLAMANDO A:
www.chem-pak.com
La Solución a las Marcasde Tejidos y Flujos
PER-FIXTM
Recubrimiento reparadorde defectos
La Solución a las Marcasde Tejidos y Flujos
PER-FIXTM
Recubrimiento reparadorde defectosRestaure piezas a su estado perfecto conPer-FixTM - un recubrimiento transparenteque se aplica después del moldeado.
¡LLAME Y OBTENGA UN KITDE EVALUACIÓN GRATUITO!Aplicación después del moldeadoReparación permanenteSin cambios en el color de la piezaDisponible en aerosol o líquido
Recubrimientos para toda clase de resinas y mezclas
Monterrey 81 [email protected] 33 [email protected]étaro 41 [email protected] 22 [email protected]érida 99 [email protected]
Miami (305) 887-6920informació[email protected] Técnica de México (México DF)55 [email protected]
Con la incorporación de Premier Pneumatics, el Grupo de Proceso de K-Tron ha expandido significativamente los recursos y las soluciones
disponibles para sus clientes en la industria de los plásticos.Para mayor información diríjase a www.ktron.com/plastics
K-Tron y Premier
los Plásticos una Fuente Única para Satisfacer Todas sus Necesidades de Dosificación,
Transporte Neumático y de Sistemas Completos
Premier Pneumatics, Inc. Tel: +1 785-825-1611E-mail: [email protected]
K-Tron America Tel: +1-856-589-0500E-mail: [email protected]
...Ahora Esta Disposición de la Industria de a
Serv
icio
al L
ecto
r: 19
Serv
icio
al L
ecto
r: 20
para contacto con alimentos, para ele-var hasta seis veces las propiedades de barrera del PET frente al agua, humedad y aromas. La nanoarcilla es suministrada por la empresa NanoBioMatters, también localizada en Valencia, en un tamaño de partícula de 1 a 3 micrómetros de espesor (3000 nanómetros) y entre 250 y 1.000 nanómetros de longitud. La dosifi cación necesaria es de 1 a 5% en volumen, y de acuerdo con experimentos hasta ahora realizados, no se afectan la transparencia ni la tenacidad del PET. Aunque hasta la fecha no hay aplicaciones comerciales, la tecnología está siendo investigada por ColorMatrix Europe, quien quiere hacer masterbatch para aplicación en botellas de bebidas carbonatadas. La empresa Klockner Pentaplast, en Alemania, también está trabajando con los nanocompuestos en la producción de empaques multicapa.
Know-how hecho en casa En mayo de 2007, la gigante brasileña Braskem optó por la primera patente para la producción de nanocompuestos de PVC, destinados al mercado de componentes de alto desempeño para la construcción
civil, como tubos, conexiones y perfi les. La nueva patente consiste en el desarrollo de un nuevo proceso para la producción de nanocompuestos de PVC, por medio de la reacción de polimerización obtenida directamente en los reactores – o “in situ”. El proceso fue desarrollado en el Centro de Tecnología e innovación de la empresa, en las unidades de Camaçari (BA), Sao Paulo y Triunfo (RS). “Esperamos lanzar la primera nanoresina de PVC en el país en 2008”, declara Lucian Nunes, coordinador del proyecto nano-PVC en Braskem.
En México, el Ciqa (Centro de Investi-gación en Química Aplicada), ubicado en Saltillo, ha trabajado en la formulación de películas para invernadero coextruidas, donde una de las capas tiene nanopartículas exfoliadas. Las nanopartículas actúan como fi ltros para controlar la longitud de onda incidente, y de esta forma se controlan la temperatura y radiación solar. También en las aplicaciones de acolchados se ha explorado el uso de nanopartículas, que encapsulan nutrientes dentro de la pelí-cula y los liberan de manera progresiva durante su aplicación.
Otro aporte interesante del Ciqa ha sido en el desarrollo de nanopartículas magnéticas que sintetizadas con un me-dio de polimerización se pueden usar para la liberación gradual de medicamentos. Para mejorar las propiedades de dispersión este caso las nanopartículas se sintetizan junto con el medio de polimerización, en diámetros de apenas 10 nanómetros, que pueden evadir el sistema inmunológico humano.
El CIPP, en Colombia, también ha es-tado trabajando en la incorporación de nanotecnología a películas de invernadero, para reducir el calibre y mejorar las pro-piedades termo-mecánicas, reduciendo el contenido de EVA requerido. De acuerdo con las investigaciones realizadas, hasta el momento la acción de formulaciones anti-envejecimiento no se ve afectada por la presencia de nanocargas. TP
Materiales
Encuentre este artículo en www.plastico.com
Digite tp2303nanoen el buscador

Edición 3 - Vol 23 - Abril 2008 25www.plastico.com
Procesos
www.zerma.com
The Home of Size Reduction
Triturador de un solo eje Molinos Pulverizadores Molinos compactos Molinos al pie de la prensa
Zerma ofrece 60 años de experiencia y un amplio rango de máquinas de reducción de tamaño para la más variada gama de materiales. Una sólida construcción junto con la más moderna tecnología alemana para reducción de tamaño le garantizan eficiencia en el procesamiento de sus residuos.
Visítenos en las siguientes ferias einfórmese sobre nuestra tecnología dereducción de tamaño:
Argenplás, 25 al 29 de marzo,Buenos Aires / AR - Stand B 14 Plastimagen, 8 al 11 de abril,Ciudad de México / MX - Stand 2727
Zerma América Latina 55 Weston Rd, Suite 325Weston, FL 33326Teléfono: + 1 954 905 5999Fax: + 1 603 288 [email protected]
Serv
icio
al L
ecto
r: 21
La tendencia hacia la reducción de costos y a la disminución de peso de los plásticos reforzados con fi bra de
vidrio PRFV en las industrias aeroespacial, automotriz y de la construcción ha impul-sado el desarrollo de nuevas tecnologías de moldeo cerrado. Vale la pena indicar que el éxito de estos materiales radica en que conjugan alto desempeño mecánico, bajo peso, resistencia a la corrosión y la posibilidad de fabricar bajos volúmenes [1-3]. Aunque un alto porcentaje de las piezas de PRFV en América Latina son fabricadas a través de sistemas de moldeo abierto (en Colombia está cerca del 95%), en el ámbito mundial se vienen desarro-llando y utilizando tecnologías de moldeo cerrado, que ofrecen mayor productividad y calidad con relación al moldeo abier-to. Dentro de las nuevas tecnologías de moldeo cerrado aplicables a la resina de poliéster insaturado se deben mencionar el moldeo por transferencia de resina (RTM convencional), que implica una mayor in-versión en equipos y moldes. Sin embargo, existen algunas variantes que involucran inversiones más modestas, tales como el moldeo por transferencia de resina asistido
con vacío (RTM VACFLO), el moldeo por transferencia de resina infusión con membrana y el moldeo transferencia de resina ligero (RTM ligero).
De particular importancia y aplicabilidad a nuestro medio es el proceso de moldeo transferencia de resina ligero (RTM ligero), que presenta las siguientes ventajas en comparación con el moldeo abierto:
Diseño asistido por computador de moldes para la tecnología de RTM ligeroLa tecnología de moldeo cerrado RTM ligero es una alternativa atractiva en América Latina para la producción de bajos volúmenes de plásticos reforzados con fi bra de vidrio PRFV. Vea de qué se trata.
Por Juan Diego Sierra, Alberto Naranjo y Esteban Ospina del Área de materiales plásticos ICIPCJosé Fernando Duque, Andrés Franco y Santiago Piedrahita de ANDERCOL S.A.
Modelo CAD de la bañeraFigura 1

www.plastico.com
Especialistas en Equipospara Procesos
de Enfriamiento
Enfriadores Portátiles
Controles electrónicos muy informativos y precisoscon 5 años de garantía.Unidades eficientes yfiables de 0.5 a 40
toneladas. Enfriadores Centrales
Nuestra mas reciente líneade enfriadores centralesutiliza compresores conrodamiento magnéticosin frición con el fin deproporcionar un optimo
desempeño y mayoreficiencia a cargas
parciales.
Torres de Enfriamiento
Construidas de fibra devidrio y acero inoxidablecon 5 años de garantía en motor y 10 años encarcasa. De 22 a 240
toneladas.
Tanques de Bombeo
De fibra de vidrio aislados térmicamente, o aceros al
carbono e inoxidables.Mecánica y eléctricamente
duraderos y resistentes.De 950 a 23.000 litros.
Controladores de Temperatura
De agua o aceite. Diseño librede fugas y fácil mantenimiento,control electrónico con 5 añosde garantía, y de por vida en
sellos de bomba. DesdeUS$1,825.
7720 N. Lehigh AvenueNiles, Illinois 60714-3491www.thermalcare.com
• Asistencia Eficaz • Calidad de Producción • Equipos Altamente Eficientes
y de Últimas Tecnologías
• Las Mejores Garantías • Extensa Línea de Productos• Diseño e Ingeniería de Sistemas
Tenemosrepresentantes
atraves de LatinoAmericaemail: in
tel: 847 966 1227 fax: 847 966 9358
Stand2800
Serv
icio
al L
ecto
r: 22
Procesos
Mejoras en calidad:• Se pueden obtener piezas con acabado
superfi cial por ambas caras.• Mejor reproducibilidad del espesor de
las piezas.• Facilidad para moldear estructuras
complejas y con espesores entre 0.5 mm y 90 mm.
Mejoras en productividad:• Menores costos de producción: algunas
estimaciones efectuadas sobre la base de una producción de 15 unidades al día indican que se pueden tener ahorros anuales en los costos de producción de hasta un 40%, que representan hasta 10 veces el valor de un molde tradi-cional.
• Se puede automatizar dando como resultado velocidades más altas de producción.
• Reducción de la generación de desechos y reprocesos.
Mejoras ambientales:• Menores emisiones de componente
volátiles.El RTM ligero es una tecnología de mol-deo por transferencia de resina donde el refuerzo de fi bras secas (usualmente lla-mado preforma) es colocado en el molde, el molde es cerrado y la resina fl uye en la cavidad del molde impregnando el refuerzo. El principal atractivo de esta tecnología radica en que los moldes son fabricados en materiales menos costosos, como por ejemplo resina de poliéster reforzada con fi bra de vidrio.
Pese al auge mundial y a las ventajas de estas tecnologías emergentes de RTM, en los países latinoamericanos han tenido poca penetración debido a las mayores inversiones en equipos y moldes, pero principalmente por no contar con ase-soría y acompañamiento en el diseño de nuevos moldes o la reconversión de los moldes actuales, así como también en la optimización del proceso.
Este artículo ilustra cómo algunas he-rramientas de simulación son útiles para el diseño y optimización de los moldes destinados al proceso de RTM ligero. Con un caso práctico del diseño de una bañera, se ilustrarán los benefi cios que ofrece la utilización de las herramientas de simulación en el diseño de moldes para RTM ligero.
Metodología para el diseño de moldes de RTM:Para el adecuado diseño y optimización de un molde de RTM ligero se debe utilizar
Patrón de llenado que reportan las simulacionesFigura 2
26 Edición 3 - Vol 23 - Abril 2008

Edición 3 - Vol 23 - Abril 2008 27www.plastico.com
Calle del Parque N-632 l Fracc. Ind. Y Com. San RafaelGuadalupe, NL 67110 l México
818.327.1238 l www.conairgroup.com
confianza.
Calidad. Innovación. Rendimiento.
¿Qué es lo que Conair puede hacer por ti? Conair te
ofrece tranquilidad, permitiendo confiadamente dedi-
carte a tu negocio sin preocuparte de nuestro equipo.
Económico, con un soporte de ventas eficiente, y con el
servicio técnico con el que puedes contar. Alrededor del
mundo, Conair esta cerca de ti.
Compite con confianza. Triunfa con Conair.
Mezclado l Transporte de material l Extrusión l SecadoMolienda l Transferencia de calor l Almacenamiento de material
VISITANOSEN EL
STAND #2600EN PLASTIMAGEN
2008ABRIL 8-11
Serv
icio
al L
ecto
r: 23
Procesos
la siguiente aproximación metodológica de diseño:• Modelamiento geométrico de la pieza:
En ésta etapa se concibe la geometría de la pieza, a partir de una imagen gene-rada en un programa de modelamiento geométrico o digitalizando un prototipo de la pieza.
• Generación de malla de elementos fi nitos: Para realizar las simulaciones con mayor facilidad, se recurre a ‘dis-cretizar’ la geometría de la pieza en una red de elementos fi nitos, utilizando para ello programas especializados. No necesariamente se utiliza la misma red de elementos fi nitos para la simulación mecánica y para la simulación de lle-nado.
• Simulación mecánica: Antes de pro-ceder a la simulación del llenado en el molde de RTM ligero, conviene efectuar una optimización de la geometría y del espesor de la pieza para cumplir con las exigencias mecánicas y en lo posible lograr una reducción en costos.
• Simulación del proceso de llenado: Defi nida la geometría y el espesor óp-timo de la pieza, se procede a simular el proceso de llenado del molde de RTM ligero, utilizando algunos programas de simulación que resuelven la ecuación de continuidad acoplada con la ecuación de Darcy [11]. La simulación del proce-so de llenado requiere de información disponible sobre permeabilidad de la preforma en las direcciones ortogonales, la viscosidad de la resina y el tiempo de gel disponible para el llenado. Para una mayor profundización en las ecua-ciones que rigen el proceso de llenado se recomienda al lector revisar algunas referencias bibliográfi cas [4-13].
• Ecuación de continuidad: asumiendo que la resina líquida se comporta como un fl uido incompresible
=0 (1) Donde: representa el vector de ve-
locidades• Ecuación de Darcy:
(2)
Donde: representa el vector de velo-cidades, µ representa la viscosidad de la resina (suele asumirse un compor-tamiento Newtoniano),
=K representa
el tensor simétrico de permeabilidad, P representa la presión, representa el vector de la gravedad
Caso de estudio: Diseño de un molde para una bañeraEl caso de estudio que se presenta a con-tinuación ilustra cómo se puede efectuar el diseño y la optimización de un mol-de de RTM ligero para una bañera que tradicionalmente se fabrica por moldeo abierto. La imagen del modelo geométrico se presenta en la fi gura 1. Los datos de la permeabilidad de la preforma y la resina de
poliéster se presentan en la tabla 1. Para la generación de la malla de elementos fi nitos, la geometría se simplifi có a 2.5D con un espesor constante de 3 mm y se utilizó para el mallado elementos tipo “shell” triangulares.
Se evaluaron diferentes escenarios de diseño del molde: alimentación perime-tral con uno o varios puntos de vacío; alimentación perimetral por la base con

28 Edición 3 - Vol 23 - Abril 2008 www.plastico.com
Figura 3
VENTAJAS DE LA PELÍCULA PRE-ESTIRADA
Lung Meng Machinery (USA), Inc.
8952 NW 24th Terrace
Miami, FL 33172 USA
www.lung-meng.com
Tel: (305) 591-3388
Fax: (305) 591-9356
• Más Metraje: la película pre-estirada viene estirada de 150-250% más metros lineales que su forma original.
• Los operadores de máquinas envolvedoras manuales solo pueden estirar la película de 10-15%.
• Seguridad: la película pre-estirada reduce el riesgo de accidentes para el operador.
• Eficiencia: la película pre-estirada mantiene la forma de la carga mucho mejor que la película no
pre-estirada durante la transportación o movimientos de la carga.
Producimos líneas completas deextrusoras de película soplada,embobinadores de pre-estirado y fórmulas para la producción depelícula pre-estirada. Convirtiendo la producción depelícula pre-estirada en unaoperación sencilla y a bajo costo.
Stand #W5B21
Stand#1029
Serv
icio
al L
ecto
r: 24
Procesos
dos puntos de vacío; canales alimentadores en la base; varios puntos de alimenta-ción y vacío perimetral. Las simulacio-nes permitieron defi nir que el escenario que optimiza el tiempo de llenado y la evacuación de aire es la alimentación perimetral con un solo punto de vacío. La simulación también permitió defi nir la mejor ubicación del punto de vacío. La fi gura 2 muestra el patrón de llenado
que reportan las simulaciones, trabajando con una presión de inyección de resina de 2 bar y un nivel de vacío: 0.5 bar. En la fi gura 3 se reporta el tiempo de llenado de la pieza en el escenario óptimo, cuyo valor es de 286 segundos.
Se debe advertir que las herramientas de simulación utilizadas sólo simulan el macrofl ujo de la resina (velocidad del frente
de fl ujo) y no la velocidad de impregnación microscópica de las fi bras de la preforma (microfl ujo). Una vez construido el molde se deben efectuar una optimización de las velocidades de inyección para lograr la impregnación adecuada de la preforma de fi bra de vidrio (microfl ujo).
Conclusiones:• La tecnología de moldeo cerrado RTM
ligero es una alternativa interesante en nuestro medio para la producción de bajos volúmenes de plásticos reforzados con fi bra de vidrio PRFV. Esta técnica tiene una serie de ventajas en la cali-dad del producto, en la productividad y en la emisión de volátiles, que hacen factible recuperar rápidamente las ma-yores inversiones en moldes y equipos de proceso.
• Para una adecuada implementación de la tecnología de RTM ligero en nuestro medio, se debe considerar el uso de herramientas computacionales que permiten el rediseño de moldes existente y el diseño optimizado de moldes nuevos.
Tiempo de llenado que reportan las simulaciones.

Edición 3 - Vol 23 - Abril 2008 29www.plastico.com
Procesos
• Para el diseño o rediseño de moldes de RTM ligero debe efectuarse una aproximación metodológica, con la apli-cación secuencial de las siguientes etapas: Modelamiento geométrico, generación de la red de elementos fi nitos, simulación mecánica y simulación del proceso de llena-do.
• Para que el uso de las herramientas computacionales en el diseño de los moldes de RTM ligero sea confi able, se debe disponer de información precisa de la reología de las resinas y de la permeabilidad de la preforma en las direcciones ortogonales.
Sobre el artículoLa presente publicación es el resultado de un proyecto que pre-tende cerrar las brechas tecnológicas en la industria colombiana, titulado “Desarrollo local de la tecnología para el diseño de mol-des y la optimización del proceso de moldeo por transferencia de resina (RTM ligero) para resinas de poliéster insaturado” y que fue cofi nanciado por COLCIENCIAS dentro del “Programa estratégico de las cadenas productivas: plásticos, cauchos, pe-troquímica, pinturas, tintas y fi bras (año 1)”.
Agradecimiento:Los autores del presente artículo agradecen al Instituto Co-lombiano para el Desarrollo de la Ciencia y la Tecnología “Francisco José de Caldas” (COLCIENCIAS) por la cofi nan-ciación en el proyecto “Programa estratégico de las cadenas productivas: plásticos, cauchos, petroquímica, pinturas, tintas y fi bras (año 1)” y el subproyecto “Desarrollo local de la tecnología para el diseño de moldes y la optimización del proceso de moldeo por transferencia de resina (RTM ligero) para resinas de poliéster insaturado”. También agradecen al personal del ICIPC y de ANDERCOL que colaboró en la ejecución del proyecto de investigación. TP
Datos de la permeabilidad de la preforma y la resina de poliéster
Resina de Poliéster insaturadoTipo Cristalán 812-LRTM ortoftálica
Viscosidad 0,20 Pa.s
Densidad 1.100 kg/m3
PreformaTipo Manto deformable Owens
Corning MM 350/250/350
Gramaje 950 g/m2
Espesor piezas 3 a 4 mm
Permeabilidad Isotrópica en el plano xy, valor medido 1.31x10-10
Tabla 1
Encuentre este artículo con todas sus referencias
bibliográfi cas en www.plastico.com
Digite tp2303rtm
Serv
icio
al L
ecto
r: 25

30 Edición 3 - Vol 23 - Abril 2008 www.plastico.com
222 East Thomas Avenue Baltimore, Maryland 21225 USAPhone: 4410-789-4811 • Fax: 410-789-46381-800-BESTDRY (800-237-8379)email: [email protected]: http://www.novatec.com
Los clientes están comprando NovaDrier seis veces
Siempre a prueba – No sólo por 60 días, sino cada día del año. Garantíacompleta de desempeño por 5 años o la devolución de su dinero.Mejor desempeño en punto de rocío – Día con día NovaDrier establece los estándares con punto de rocío de 40°F al salir del empaque.
Eficiencia energética patentada – NovaDrier recicla el aire comprimido, manteniendo el punto de rocío de 40°FResultado: 2/3 menor uso de aire comprimido.
Bajo manteenimiento – Cambio de 2 filtros una vez por año.
555YEARYEARYEAR
©20
08N
OVA
TEC
Inc.
O
Tr a n s p o r t e • SS e c a d o • M e z c l a d o
Las acciones de los compradores hablan más que las palabras
Garantía 5 años.Garantía 5 años. PLASTEC U.S.A., Inc.,
7752 N.W. 74th AvenueMiami, Florida 33166 USAPhone: 305-887-6920Fax: 305-883-8254 • 305-889-0332email: [email protected]: //www.plastecusa.com
™
Las acciones de los compradores hablan más que las palabras
S e c a d o • M e z c l a d o
Catálogo NovaDrier Llame o envíe un correoelectrónico para mayor información.
más que otras marcas!
Tr a n s p o r t e •
Serv
icio
al L
ecto
r: 26
Inyección
Los sistemas de colada caliente han sido diseñados para permitir el mol-deo de piezas sin la generación de
“mazarotas” o “coladas”. Usados correc-tamente, ofrecen un menor consumo de materias primas y una menor pérdida de presión en comparación con los sistemas de canales que se solidifi can en cada ciclo. Los sistemas de colada caliente son, por lo tanto, apropiados para inyectar produc-tos extremadamente grandes, como por ejemplo, los parachoques de automoto-res. Así mismo, estos sistemas permiten la operación de los moldes de pisos. Otras ventajas se refi eren al ahorro de tiempo de llenado y espacio en las máquinas de inyección, debido a que los sistemas de canal caliente son más cortos que los de colada fría.
Actualización en la tecnología de inyección con colada caliente
Conozca las principales innovaciones presentadas
por los proveedores de sistemas de canal caliente y entérese de las ventajas
de contar con estas tecnologías en su planta.
Por el equipo editorial de Tecnología del Plástico
Controlador de temperatura Microcom, de Incoe.

Serie de Canales Calientes Direct-FloTM Gold:
I Tecnología Opti-Flo®
I Sistemas Unificados e Integrados
I Sistemas de Válvulas reverso con reverso
I 14 opciones de inyección
I Configuraciones de inyección térmica,
de válvula, de varias puntas y de borde
Sistemas de Canal Caliente…
I Diseñados para su Aplicación
MéxicoAV. Acueducto Alto Lerma #75México D.F.México 01530T/F: (52) 55 5643 5343E: [email protected]
USA1740 East Maple RoadTroy, Michigan 48083USAT: (248) 616-0220F: (248) 616-0225E: [email protected]
Desempeño INCOE® ... Desde el Comienzo
Experiencia en las siguientes
Aplicaciones:
I Automotriz
I Cierres / Empaque
I Dispositivos Médicos
I Artículos del Hogar
I Técnicas
Tecnología de Control:
I Temperatura
I Válvula / Secuencial
PlastImagen 2008Visítenos en el stand 318
MéxicoNovello Industrias San Nicolás de los Garza, N.L.México 66413T: (52) 81 8350 0146E: [email protected]
VENTAS GLOBALES, SERVICIO Y SOPORTE
www.incoe.com
Servicio al Lector: 27

32 Edición 3 - Vol 23 - Abril 2008 www.plastico.com
Visítenos en PLASTIMAGEN 2008
Stand No. 829
EL NUEVO ESTÁNDAR EN COMPUESTOSAmasadora Buss quantec® EV
En la feria Plastimagen (Stand 2630) mostraremos nuestraamasadora quantec® 67 EV, que ha logrado gran éxito en elmundo de los compuestos de PVC (en la foto: una quantec® 67para producir 1.000 Kg/h de compuesto de PVC). Como lídermundial de tecnología, Buss siempre fija nuevos estándares parael procesamiento de compuestos. Con 750 rpm y una tecnologíade 4 aletas, la quantec es la prueba. Un aumento de rendimientode 2 a 3 veces más alto y otras características que se reflejan enla productividad, hacen de quantec® un equipo muy competitivo.Las amasadoras Buss son utilizadas también para fabricar com-puestos de masterbatch, cable, alimentación de calandras, formu-laciones conductivas y de silicones.
Buss, Inc. USA455 Kehoe Boulevard, Suite 109
Carol Stream, IL 60188 USATel: +1 630 681 2031
Fax: +1 630 933 [email protected]
www.busscorp.com
Serv
icio
al L
ecto
r: 28
Serv
icio
al L
ecto
r: 29
Inyección
El objetivo de todo sistema de colada caliente es el de distribuir el material desde la válvula de inyección de la má-quina hasta cada compuerta de acceso a las cavidades del molde, minimizando los posibles efectos adversos a las propiedades del material.
Varios proveedores ofrecen sistemas de colada caliente integrados y listos para ser montados en el molde. Estos sistemas se utilizan especialmente en moldes de cavidades múltiples. Por ejemplo, Hus-
ky ofrece estos sistemas completos con placas o simplemente el distribuidor con la colada embebida; este último, un con-cepto similar al mostrado en la fi gura 1. El sistema completo con placas se suministra totalmente ensamblado y listo para ser instalado sobre la placa de las cavidades, que luego se incorpora en la máquina de inyección. Por otro lado, el distribuidor incluye todos los componentes relacio-nados con los canales calientes, excepto las placas que lo cubren.
Durante la última feria K 2007, Husky ofreció la posibilidad de fabricar placas completas con su nueva tecnología de vástagos sincronizados de válvulas tipo Ultra. Este sistema permite obtener un funcionamiento más consistente y repro-ducible de la colada caliente, aplicable en la industria médica donde se requiere control y exactitud superiores. La nueva tecnología, de acuerdo con Husky, pro-porciona sellos y compuertas más seguros y apropiados para trabajar en ambientes de cuarto limpio. El accionamiento de los vástagos en la placa asegura que las válvulas se abran y cierren exactamente
en los mismos tiempos. Cuando se insta-lan las válvulas de compuerta Ultra 350, por ejemplo, la distancia entre cavidades puede reducirse a 18 mm, presentando así una solución para la fabricación de alta precisión de partes pequeñas.
Otro sistema para cavidades múltiples fue presentado por D-M-E en la feria K 2007. Se denomina Bacchus Hot Runner System y proporciona una solución para la fabricación cajas inyectadas. El sistema está disponible en confi guraciones de 4 a 6 puntos de inyección, con distancias que pueden variar entre140 mm y 440 mm en la dirección X, y entre 80 mm y 260 mm en la dirección Y. Los sellos incorporados son de doble acción para prevenir fugas y las válvulas contienen puntas que pueden ser removidas con facilidad. Las puntas pueden pasar por el orifi cio o por el punto en la compuerta. Las resistencias están embebidas en el cuerpo del sistema para optimizar la transferencia de calor. Los fi ltros también integrados en los canales son de fácil extracción para evitar el des-armado del sistema en las operaciones de mantenimiento.
Válvula de aguja Valve Shot Z3145, de Hasco.

Edición 3 - Vol 23 - Abril 2008 33www.plastico.com
Inyección
PLASTIMAGEN, Stand # 1220
SE BUSCA REPRESENTANTE DE VENTAS
Serv
icio
al L
ecto
r: 30
Un sistema adicional para cavidades múltiples fue también ofrecido por D-M-E. La compañía asegura que el sistema de colada caliente Polivalve Multi-Use con válvulas de com-puerta puede ayudar a los fabricantes de productos inyectados a superar los retos asociados con los productos de formas especiales y con los que se fabrican en cavidades múltiples. Por lo tanto, el sistema es una solución ideal para partes pequeñas y grandes en donde el acabado superfi cial deba ser de alta calidad, afi rma D-M-E. “Polivalve mejora la calidad de los productos, reduce los costos e incrementa las opciones de diseño de los mismos abriendo ventanas de proceso y eliminando las líneas de partición”. El sistema hace posible obtener fl ujos de material en el molde para el llenado fácil de manera simultánea o secuencial a productos con geometrías de difícil llenado o de volúmenes variables. Igualmente, este sistema les permite a los fabricantes pensar en moldes que producen simultáneamente partes de diferentes tamaños y formas en un mismo ciclo.
Hasco lanzó durante la feria K 2007 su nuevo diseño de válvula de aguja Valve Shot Z3145, especial para moldes de cavidades múltiples como son los que fabrican tapas de botellas y otros productos de la industria del empaque. La empresa afi rma haber logrado un producto que facilita el control óptimo del proceso de inyección por medio de un balance del llenado de todas las cavidades, abriendo simultáneamente las agujas de las válvulas después de cierta presión límite. Este modelo de válvula trabaja mejor con poliolefi nas y poliestireno con cantidades inyectadas en el rango de 5 a 25 gr por cavidad. El frente de sellado de la válvula de aguja es de apenas 10 mm de diámetro. El cuerpo tiene un diámetro de 16,5 mm viene en longitudes que varían entre 80 mm y 140 mm. Las agujas de las válvulas pueden cambiadas o ajustadas manteniendo el molde en la máquina y sin necesidad de desmantelar la placa del sistema de colada caliente.
Desde 2006, Synventive Molding Solutions, reconocida por sus sistemas de canal caliente medianos y grandes destinados especialmente a la industria automovilística, amplió su gama de productos con nuevas boquillas y cilindros para aplicaciones
Cojinete de soporte (aislado)
Cojinete de soporte (aislado)Punta (del
vástago) con inserto de carburo
Aislador de la guía central
Calentador del distribuidor
Canal caliente
Calentador de la boquilla
Carcasa de la boquilla
Punta de la boquilla
Forro del bebedero de los canales calientes
Calentador del bebedero de los canales calientes
Sello Ultra
Vástagode la válvula
Pistón
Sello del pistón
Tomado de la literatura técnica proporcionada en la página www.husky.ca/hotrunners
Figura 1
Componentes de un sistema de canal caliente

34 Edición 3 - Vol 23 - Abril 2008 www.plastico.com
TEL: 001•978•356•9844 • FAX:001•978•356•9846
ElectricHeating Co., Inc.
Opción de punta caliente
Bobina contínua para un uniforme perfil
de temperatura. No hay secciones independientes que se quemen como en
otras resistencias.
Su construcción, basada en corazas bi-partidas, permite una dilatación
transferencia del calor, inclusive en cavidades sobre-dimensionadas. Se contrae
al enfriarse, facilitando así su remoción*.
de Watt-Flex® aquí mostradas,estas resistencias
las resistencias convencionales.
Solicite detalles, hoy mismo.
* Dalton Electric reemplazará gratuitamente cualquier resistencia que no pueda ser sacada de la cavidad o barreno.
Acabe Con Sus Problemas de Resistencias Eléctricasde Tipo CartuchoconCartuchos Bi-Partidos
Watt-Flex®
de la resist n ic a para maximizar la e
Además de las características exclusivas
áofrecen una vida útil de hasta 5 veces m s que
e-mail: [email protected] • www.daltonelectric.com
MOLDEO POR INYECCION
Cuando necesite soluciones expertas para sus procesos de moldeo por inyección, elija a Canterbury Engineering. Con nuestra vasta
experiencia y capacidades ilimitadas, en Canterbury podemos diseñar y producir la respuesta perfecta para cualquiera de las necesidades de su proceso de inyección. Nuestros productos y servicios incluyen: tornillos,
barriles, válvulas y boquillas diseñadas en forma personalizada. También ofrecemos reconstrucciones, reparaciones y todos los
reemplazos OEM. Para más información, contacte a Canterbury en el teléfono 1-800-241-7650, o en línea a través de
¡Incrementar la productividad!¡Mejorar la capacidad de producción!
¡Optimizar la calidad de sus productos!
www.cec75.com
Stand No. 1701
Serv
icio
al L
ecto
r: 31
Serv
icio
al L
ecto
r: 32
Inyección
Las ventajas de los sistemas de colada caliente
Dave Lawrence, presidente de D-M-E, habló con Tecnología del Plástico acerca de la contribu-ción de los sistemas de colada caliente para el avance en la transformación de plásticos y su adopción en el mercado latinoamericano.
¿Cuál considera usted que es el principal aporte de los sistemas de colada caliente para el desarrollo de la industria plástica?
Una de las principales ventajas son los ahorros en costos. Con los sistemas de colada caliente se utiliza menos material, gra-cias a la eliminación de las coladas frías y canales que se des-echan. Así mismo, los tiempos de ciclo se reducen al lograr mayor rapidez en la inyección y en los tiempos de enfriamien-to. De igual manera, se logra una mayor calidad en las piezas, inclusive con una productividad más alta.
¿Cómo se ha dado la adopción de los sistemas de canal caliente en América Latina?
América Latina comenzó a adoptar la tecnología de colada cali-ente antes de fi nalizar la década de los ochenta, y su utilización se ha expandido cada vez más desde entonces. Los sistemas
de canal caliente son empleados en la región para satisfacer las demandas en la fabricación de piezas plásticas para las in-dustrias automotriz, médica y de empaques, principalmente.
¿Cuáles han sido los principales cambios e innovaciones en materiales, diseños y componentes para moldes en los últimos años en América Latina?
Con el crecimiento de la necesidad de moldes especializados y trasplantes de moldes en América Latina, los moldes de ace-ro y los componentes utilizados en la región están cambiando rápidamente hacia los estándares globales que se han esta-blecido en Estados Unidos, Europa y Asia. El uso incremen-tado de software y programas de análisis de modelos marcará la pauta.
¿Cómo percibe el clima de negocios para la industria plástica en América Latina?
En el presente, hemos visto un crecimiento moderado pero dentro del promedio en México, y por encima del promedio en Brasil y Argentina.

Edición 3 - Vol 23 - Abril 2008 35www.plastico.com
Inyección
con cavidades múltiples y pequeñas, que incorpora tamaños de inyectada de tan sólo 0,1 g. La compañía sumi-nistra moldes de cavidades múltiples para la producción de componentes de los sectores automotor, eléctrico y de empaque en su mayoría en forma de bloques cámara caliente con placa base, puente y controladores de tem-peratura incluidos con estas nuevas boquillas y cilindros.
Innovaciones en colada calienteIncoe presentó una nueva versión de un sistema de colada caliente para moldes apilados. Aquí, la válvula de compuerta común no se presenta desplazada, como ocurre generalmente. Por tal motivo, el nuevo diseño permite obtener un apilamiento que ocupa un menor espacio y, en consecuencia, da la posibilidad de construir moldes de placas apiladas más económicos.
Esta compañía también lanzó al mer-cado el sistema GasCore, el cual tiene integrado el proceso de moldeo asistido por gas inyectado a presión. En este caso, el gas se introduce a través del vástago de la válvula en el sistema de colada caliente. Una primera ventaja del nuevo sistema se debe entonces al hecho de que el inyector de gas no requiere mayor espacio del ya disponible en el sistema de colada caliente. Por otro lado, debido a que la válvula no penetra en la cavidad, el proceso no queda limitado por el espesor de la sección moldeada. En tercer térmi-no, el material fundido mantiene su dirección de fl ujo porque el gas entra en la cavidad en el momento en que la resina lo hace. La dirección deseada del fl ujo no se ve afectada por un con-trafl ujo del gas. En todos los sentidos, el nuevo sistema permite mantener todas las ventajas conocidas del moldeo asistido por gas inyectado a presión, según afi rma Incoe.
Por su parte, Mold-Masters introdujo al mercado nuevas soluciones de siste-mas de canal caliente para aplicaciones de sala limpia. “Durante varios años, los clientes les han pedido a los proveedores de sistemas de colada caliente válvulas de compuerta para sala limpia, y ahora Mold-Masters ofrece una solución co-mercialmente viable. Nuestro nueva unidad servo accionada de válvulas de compuertas E-DriveTM satisface los requerimientos especiales para aplicaciones de la industria médica”, comentó Bruce Catoen, vicepresidente
Colada caliente para PLA
DME presentó durante la feria K2007 un sistema de colada caliente denominado Eco-Smart, diseñado para procesar re-sinas biodegradables, como el PLA. El PLA, por ejemplo, ofrece propiedades que se combinan entre las del poliesti-reno cristal y el PET. Se presentan re-querimientos especiales para procesarlo porque es muy sensible a la temperatura y genera ácidos muy corrosivos cuando se degrada. Si no ocurre la degradación térmica, se presentan de todas mane-ras residuos ácidos sobre la superfi cie de los equipos de moldeo aún en con-diciones normales de proceso. El siste-ma Eco-Smart es el primer sistema del mercado diseñado especialmente para operar en condiciones que minimizan la degradación térmica del PLA y que a la vez resiste los depósitos de ácido en las paredes. En su diseño se ha busca-
do disminuir las caídas de presión, op-timizar el enfriamiento y eliminar pun-tos muertos para el fl ujo de la resina, así como disminuir la generación de esfuer-zos cortantes internos en el fl ujo de la resina fundida.
Serv
icio
al L
ecto
r: 33

36 Edición 3 - Vol 23 - Abril 2008 www.plastico.com
Serv
icio
al L
ecto
r: 34
Inyección
de mercadeo y desarrollo de negocios de Mold-Masters. El modelo E-DriveTM está diseñado para alta aplicaciones de moldeo de alta cavitación y precisión en sala limpia y en ambientes libres de aceite. Su avanzado control de retroalimentación servo asegura la correcta posición de las puntas y elimina la necesidad de reajustarla. En poco menos de 0,1 segundo, ostenta los tiempos más cortos de apertura/cierre en la industria, asegura la compañía fabricante.
Con el lanzamiento exitoso del modelo Fusion-SeriesTM, ideal para piezas grandes y para el mercado automor, los diseños ‘drop-and-go’ de Mold-Masters han sido
de la resina fundida a medida que evolu-ciona el ciclo, que también corresponde a un análisis en estado no estacionario. La consideración de estas condiciones lleva a eliminar las suposiciones que se hacían en el pasado y mejora enormemente la exactitud de los cálculos destinados al diseño y construcción de los sistemas de colada caliente.
Control de temperaturaEn materia del control de la temperatura en sistemas de cavidades múltiples, Incoe ofreció en la feria K 2007 su sistema deno-minado Gang Wizard, el cual se conecta a un número de elementos calefactores equivalentes entre sí y accionados por un controlador único. Esta compañía asegura que el control es exacto a pe-sar de que situaciones del entorno de cada cavidad pueden ejercer infl uencia sobre la temperatura puntual. Este sistema realiza un control individual y resuelve la limitación del número de cavidades por zona, que está dada por la potencia máxima conectada a los elementos de calentamiento, explica Incoe.
Pieza circular con punto de inyección central superior, lograda aplicando el sistema
GasCore de Incoe.Figura 2
expandidos a su línea de producto Master-Series. La solución híbrida Master-Series es perfecta pesos de inyección bajos pero que requieren una solución tipo drop-in (lista para usar) con cambios rápidos de molde y arranques cortos, aseguran voceros de la compañía.
El desempeño de un sistema de colada caliente puede ser ahora simulado en el computador con mayor exactitud. Sigma Engineering anunció a mediados del año pasado la disponibilidad de la versión 4.5 de su programa 3D-Sigma para la simulación del proceso de inyección en un molde. Esta versión puede importar la geometría de un sistema de colada caliente así como la capacidad calórica y la conductividad térmica de los materiales en función de la temperatura. Con esta información, el programa de simulación puede representar el proceso de calentamiento en estado no estacionario (tiempo real) desde el punto donde están localizados los elementos de calentamiento hasta la masa misma de la resina fundida en los canales calientes. Igualmente, el programa simula el compor-tamiento de la temperatura y las propiedades

Edición 3 - Vol 23 - Abril 2008 37www.plastico.com
Serv
icio
al L
ecto
r: 35
Inyección
La más reciente genera-ción de control de tem-peratura para sistemas de canal caliente de Incoe, el Microcom, posee una tecnología patentada de corrección de voltaje de-sarrollada para proveer una operación confi able e ininterrumpida. Esta
tecnología automáti-camente mantiene constante el voltaje
hacia el sistema de co-lada caliente, inclusive cuando
hay fl uctuaciones de voltaje. Con diseño modular para máxima fl exibilidad, y con hasta 48 zonas, el nuevo controlador ha sido específi camente creado para optimizar el desempeño del sistema de canal caliente y satisfacer los requerimientos de cualquier ambiente productivo, asegura la compa-ñía. “El nuevo controlador Microcom provee una productividad optimizada, confi abilidad y simplifi ca la resolución de problemas”, comenta John Blundy, vicepresidente de desarrollo de negocios de Incoe.
Digite tp2303coladacaliente en el buscador.
Encuentre este artículo enwww.plastico.com
También el la feria de Alemania, Gam-mafl ux L.P. mostró un nuevo diseño de controlador de temperatura para sistemas de colada caliente de cavidades múltiples. Este controlador integra un sistema de control para el llenado de las cavidades y para el enfriamiento de las partes del sistema de colada caliente. La referencia comercial de este controlador integrado es TTC-eDAQ 8102 y combina el controlador de tempe-ratura TTC de Gammafl ux con el sistema de enfriamiento edad de Priamus System Technologies LLC. El sistema emplea un sensor de temperatura ubicado en la cavidad para detectar el llenado en cada cavidad del molde. De esta manera, puede mostrar las variaciones en los tiempos de llenado de cada cavidad y compararlos con las curvas de temperatura de cada una de ellas. El sistema integrado ajusta automáticamente el tiempo de llenado de cada cavidad cam-biando las temperaturas de referencia en el controlador TTC. De acuerdo con estas compañías, se logra que todas las cavida-des en el molde se llenen prácticamente de manera simultánea, mejorando así la uniformidad del producto.
Recientemente, Gammafl ux LP y Syn-ventive Molding Solutions fi rmaron un acuerdo mediante el cual Gammafl ux le suministrará sus líneas LEC y TCC de control de temperatura de canal caliente a Synventive para que los incorpore en sus sistemas. TP
Servicio al Lector en líneaEn www.plastico.com/servicio solicite más información sobre los productos o empresas mencionados en este artículo. Digite los números asignados, así:
D-M-E 160Gammafl ux L.P. 161Hasco 162Husky 163Incoe 164Mold-Masters 165Synventive Molding Solutions 166

38 Edición 3 - Vol 23 - Abril 2008 www.plastico.com
ESPECIAL
Con el desafío de modifi car la tenden-cia de vender kilos de materia prima plástica por la de implementar esque-
mas que agreguen valor a su transformación mediante la adopción de nuevas tecnologías, el pasado 6 de marzo el ingeniero Guillermo Salas Valdés asumió la presidencia de la Aso-ciación Nacional de la Industria del Plástico (Anipac) para el periodo 2008 - 2010.
El ingeniero Salas tiene amplio conoci-miento y experiencia en la industria plástica. Dentro de Anipac se ha desempeñado como vicepresidente de la sección de maquina-ria y equipo, director de desarrollo de los encuentros de negocios de los proveedores de la industria del plástico, presidente de la Convención de Promoción del Plástico y vicepresidente de Asociación. Es socio fundador de Industrias Máximo, S.A. de C.V. y fundador de Industrias Plásticas Máximo, S.A. de C.V.
El recién elegido presidente de Anipac conversó con Tecnología del Plástico sobre los retos y frentes de trabajo para los próxi-mos dos años.
Los retosDe acuerdo con el Séptimo informe sobre la industria del plástico en México, presentado por Eduardo de la Tijera, presidente saliente de Anipac, 2008 no será fácil para la industria del plástico en México. Las amenazas de la recesión en Estados Unidos, la disminución en las exportaciones, los altos costos de las materias primas, la competencia asiática y el contrabando pueden resentir a una industria que con mucho esfuerzo se fortaleció en la última década. No obstante, las proyecciones realizadas por la Asociación Nacional de Industrias del Plástico indican que el sector se encuentra preparado para afrontar los retos venideros y salir bien librado de la coyuntura que se avecina.
Bajo este escenario, el nuevo presidente de Anipac comentó que uno de los retos para su gestión será mantener la planta productiva nacional operando al ciento por ciento, para hacer frente al embate de la competencia foránea, principalmente a la venida de China y otros países asiáticos.
Puntos neurálgicos de trabajoDe acuerdo con el Ing. Guillermo Salas, Anipac se encuentra trabajando de forma estrecha con la Secretaría de Economía (SE), dependencia con la que ha establecido una
Anipac estrena presidenteAnipac, la máxima
representación del sector plástico en México, tendrá
al Ing. Guillermo Salas Valdés como presidente
durante los próximos dos años. Conozca
algunos adelantos sobre su agenda de trabajo.
Por Ismael Jiménez, redactor
agenda conjunta para atender de manera directa las necesidades del sector, median-te un programa que impulse e incremente la competitividad de la industria plástica mexicana.
El programa contempla nueve puntos estra-tégicos de desarrollo, impulso y crecimien-to para las Pequeñas y Medianas Empresas (PyMES) del sector. Los frentes de trabajo son integración de la cadena petroquími-ca-plástica, articulación de la cadena pro-ductiva, diversifi cación de los mercados de artículos plásticos, defensa de los mercados domésticos, fomento a la industria de bie-nes de capital para plásticos, innovación tecnológica, desarrollo de capital humano, desarrollo sostenible y medio ambiente, así como fi nanciamiento.
El trabajo emprendido entre la SE y Ani-pac comienza a rendir sus primeros frutos, que se refl ejan en el esfuerzo realizado por el gobierno del estado de Baja California, entidad colindante en la frontera México-Estados Unidos. En dicha entidad se ha venido desarrollando un clúster para la industria del plástico, que busca cubrir la demanda de las industrias que van despuntando en la región, como son la electrónica, la automotriz, la aeroespacial y la médica.
Así mismo, Anipac está trabajando en con-junto con la SE en un programa de sustitución de importaciones que permita abrir nuevos mercados para los productores nacionales, tanto en el entorno nacional como en el de exportación. No obstante y pese al esfuerzo realizado hasta este momento, dicha tarea implica un largo camino por recorrer, de-bido a que los distintos países con que se han tenido acercamientos demandan de los productores mexicanos una serie de inves-tigaciones tecnológicas y de producto, que desafortunadamente aún no están plenamente desarrolladas.
“Sin duda, ser competitivos es primordial en la actualidad. Por ello, las empresas aso-ciadas a Anipac deberán asumir su papel para invertir en desarrollo tecnológico dentro de sus empresas, así como en implementar procesos en los que la calidad sea el objetivo principal. De esta manera y aunque en estos momentos la recesión de Estados Unidos sea una limitante para el crecimiento económico del sector manufacturero en México, con la implementación de mejores prácticas de pro-ducción, la industria plástica tendrá mayores oportunidades de diversifi car sus mercados”, apuntó el ingeniero Salas.
El ingeniero Guillermo Salas se posesiona como nuevo presidente de Anipac.

Edición 3 - Vol 23 - Abril 2008 39www.plastico.com
ESPECIAL
Para máquinas de extrusión de alto desempeñodiseñadas exactamente de acuerdo con susespecificaciones, no busque más allá de CDS,donde las ideas se convierten en dibujos en 3D,las láminas de metal en líneas de producción, ylos prospectos en clientes satisfechos. Diríjase aCDS para un mejor producto, y dé a su línea deextrusión un inicio refrescante. Para más informaciónllame al 1-514-633-5933 o escríbanos alcorreo electrónico: [email protected].
MIRE A LA FUENTE
SISTEMAS DE ENFRIAMIENTO
• DIMENSIONAMIENTO • HALADO • CORTE
• RECOLECCIÓN • GRABADO EN RELIEVE
1930, 52 nd Avenue, Lachine, QC, Canada H8T-2Y31 877-633-1993 T.: 514-633-5933 F.: 514 [email protected] www.cdsmachines.com
®
Serv
icio
al L
ecto
r: 36
El trabajo de Anipac cobra mayor rele-vancia. La organización no se limita sólo a representar a sus asociados, sino que se enfoca en estrategias que permitan am-pliar su campo de acción. En este sentido,
información oportuna de las tendencias de los precios y del mercado del sector. Así mismo, la organización cuenta con un plan de trabajo que sirve como puente entre los productores y las distintas instituciones de fi nanciamiento.
“Defi nitivamente la industria de trans-formación del plástico en México deberá enfrentar una serie de situaciones como el desarrollo tecnológico, la volatilidad de los precios internacionales de los insumos, la falta de mayor fi nanciamiento para las PyMES del sector y ahora la recesión eco-nómica de los Estados Unidos, a los cuáles sólo se les podrá hacer frente mediante la innovación, el desarrollo y generación de nuevos productos. Estas iniciativas ayu-darán a restarle importancia a aspectos externos que estamos lejos de determinar y controlar”, concluyó el presidente de Anipac. TP
La labor de Anipac
Desde 1961, Anipac es la máxima representación del sector plástico en México. Sus acciones e iniciativas van encaminadas al fortalecimiento del sector. Ante el gobierno mexicano, Anipac hace las tareas de participación, enlace y gestión para proponer leyes adecuadas y evitar leyes inadecuadas, que afecten a la industria plástica. Mediante su intervención, brinda acceso a programas y apoyos económi-cos con distintos organismos de soporte al sector como son CONACYT, Secretaría de Economía (MIPYMES) y FUNTEC, Banco Mexicano de Comercio Exterior (BAN-COMEXT) entre otros.
Como apoyo a sus asociados, está presente en las principales ferias internacionales como la feria K en Alemania, la feria NPE en Estados Unidos, Brasilplast en Brasil, la feria Plast en Italia y la feria EquiPlast en España.
En el ámbito internacional, la asociación participa en la defi nición de acuerdos co-merciales e intergremiales en materia de plásticos. Así mismo, recoge información de estadísticas actualizada y oportuna. Anipac pertenece a la Asociación Latinoa-mericana de la Industria Plástica (Aliplast), que agrupa a las cámaras y asociacio-nes más importantes del sector plástico latinoamericano.
Anipac se ha preocupado por apoyar a sus agremiados mediante servicios de capaci-tación para optimizar sus procesos, dismi-nuir costos de producción, implementar un efi ciente manejo de materiales y ofrecer
En Búsqueda Global digite:tp2303anipac
Lea este artículo en www.plastico.com

www.plastico.com
ESPECIAL
40 Edición 3 - Vol 23 - Abril 2008
Serv
icio
al L
ecto
r: 37
El Centro Banamex en Ciudad de Méxi-co se convertirá del 8 al 11 de abril en un lugar obligado de visita para
el sector plástico regional gracias a la feria Plastimagen, que se realiza cada dos años. En su edición 2008, la feria espera recibir a más de 31.000 visitantes provenientes de 34 países, quienes podrán encontrar, además de la amplia gama de productos ofrecida por 700 expositores, 13 pabello-nes internacionales dentro de un área de 25.000 metros cuadrados.
El evento está dirigido a empresarios, pro-fesionales y misiones comerciales nacionales e internacionales de diferentes sectores de la industria plástica. En 2006, cuando tuvo lugar la pasada edición del evento, asistieron compradores procedentes de Argentina, Bolivia, Brasil, Canadá, Chile, Colombia, Costa Rica, Ecuador, El Salvador, Estados Unidos, Guatemala, Honduras, Panamá, Perú, Puerto Rico, República Dominicana, Uruguay y Venezuela.
Por su parte, cerca de 700 compañías expositoras mostrarán en la feria lo úl-timo en maquinaria para transformación de plásticos, equipos auxiliares, moldes, materias primas, componentes, artículos terminados, servicios e instrumentación y control de procesos. Sobresaldrá la exhi-bición de maquinaria en funcionamiento para diversas aplicaciones.
En esta edición, Plastimagen gozará del apoyo de importantes asociaciones inter-nacionales del sector del plástico, como la Sociedad de la Industria Plástica de Estados Unidos (SPI, sigla en inglés). Así mismo, tan destacado como la muestra comercial será un amplio programa de conferencias, organizado por la Asociación Nacional de Industrias del Plástico (ANIPAC).
Como novedad, la feria contará en 2008 con la organización y dirección de E.J. Krau-se, una de las empresas privadas dedicada a la organización de exposiciones y confe-rencias más grande del mundo. TP
Plastimagen 2008, llegó la hora
Ciudad de México será el punto de encuentro para más
de 31.000 profesionales de la industria de transformación de plástico y 700 compañías proveedoras de maquinaria,
materia prima y servicios. La cita es del 8 al 11 de abril.
Corte
sía d
e Ofi c
ina d
e pre
nsa P
lastim
agen

www.plastico.com
ESPECIAL
Edición 3 - Vol 23 - Abril 2008 41
Eficiencia, por Jomar.Moldeo por inyección-soplado
en su mejor punto.
+1 (609) 646-8000www.jomarcorp.comemail: [email protected]
La legendaria tecnología de Jomar para inyección-soplado (IBM) es un proceso que consta de tres estaciones en un solo paso. Esto significa que botellas con calidad superior son creadas en una misma operación, sin necesidad de recortar sobrantes.Como no se genera desperdicio, no se requiere equipo para granulación. Una máquinaIBM reemplaza a dos modelos de extrusión con menos operaciones. Toda esta eficiencia se traduce directamente en mayores ahorros.
Fabricamos máquinas desde 15 hasta 175 toneladas para procesar botellas de 1 ml hasta 4 litros. La serie IBM es ideal para PEAD, PEBD, PP, PS, PC, SAN, Barex,resina K y PVC. Jomar es una fuente única para aprovisionamiento de diseño demoldes y de botellas, fabricación de moldes, pruebas, fabricación de maquinaria,servicios de asesoría para iniciar operaciones y partes.
Serv
icio
al L
ecto
r: 38
Automatización y manejo de materiales
Wittmann lanzará al mercado y exhibirá una serie de in-novaciones en robots, IML, mezcladores de materiales,
termorreguladores, chillers, molinos, secadores deshu-midifi cadores, sistemas de
manejo de materiales y caudalímetros. La línea de robots de Wittmann
amplía su gama con el modelo W701. Este nuevo robot conserva todas las
características que han dado fama a los robots servo Wittmann, pero con un tamaño que se adapta a máquinas de inyección de 25 a 150 toneladas. Ade-más, la empresa exhibirá el robot W711, su modelo más vendido en la región. Así mismo, hará parte de la muestra una celda de producción IML, de la que Wittmann puede ofrecer la solución completa en cuanto a automatización, molde y etiquetas. La compañía tam-bién hará el lanzamiento ofi cial de su línea de mezcladores gravimétricos Gravimax.
Servicio al Lector: 203Stand: 1115
Inyección de piezas para la industria médica en demostración
Plastimagen 2008 será el debut para la nueva subsidiaria de Arburg en México. En su stand, la empresa alemana presentará una inyectora hidráulica Allrounder 470 C Golden Edition, en funcionamiento, para fabricar una pieza para la industria médica. La máquina exhibida tendrá una fuerza de cierre de 1.500 kN y un tamaño de la unidad de inyección de 400. Equipada con un molde de 24 cavidades, de Schöttli, la inyectora 470C operará en un tiempo de ciclo de siete segundos para esta aplicación.
Servicio al Lector: 202Stand: 300
Compuestos para purga
En Plastimagen 2008, serán presentados los compuestos de purga Asaclean que permiten realizar cambios más rápidos de material, con menor cantidad de desperdicios. El grado a utilizar depende de las temperaturas de operación, el tipo de proceso y las resinas que se emplean. Los compuestos de purga se encargan de la limpieza de los equipos, de remover depósitos de las materias primas procesadas anteriormente y de facilitar las transiciones entre corridas que cuentan, por ejemplo, con diferentes colores.
Servicio al Lector: 196Stand: 1603

www.plastico.com
ESPECIAL
42 Edición 3 - Vol 23 - Abril 2008
Advantage Engineering 525 East Stop 18 Road, Greenwood, IN 46142Ph: 317-887-0729 • Fax: 317-881-1277 • Email: [email protected]
Representantes exclusivos en Latinoamerica
Plastec U.S.A. Incorporated7752 N.W. 74 Avenue Miami, Florida 33166
Ph: 305/887-6920 • Fax: 305/883-8254Email: [email protected]
ESTACIONES DE TANQUE BOMBEORecipiente de polietileno
TORRES ENFRIADORAS Construccion fibra de vidrio
ENFRIADORES (CHILLERS) CENTRALESEnfriados por aire y agua
ENFRIADORES (CHILLERS) PORATILESEnfriados por aire y agua
CONTROLADORES DE TEMPERATURAUnidades de aceite y agua
Serv
icio
al L
ecto
r: 39
Enfriadores para diferentes aplicaciones
En Plastimagen 2008, Thermal Care presentará su portafolio de enfriadores para diferentes apli-caciones y con diferentes capacidades. Los enfriadores de la serie TS manejan entre 20 y 100 toneladas con dos, cuatro o seis compresores. Estos equipos utilizan compresores con una menor cantidad de partes móviles que los compresores reciprocantes y cuentan con un sistema de con-trol con pantalla LCD totalmente independiente de los circuitos de refrigeración y protección de cada uno de los compresores. La serie TX maneja entre 40 y 440 toneladas y posee compresores de doble tornillo para mayor efi ciencia y reducción del ruido. Consiste de dos circuitos de refrige-ración independientes con evaporadores y control PLC. Thermal Care tiene además las series TC y PA, para manejar entre 60 y 180 toneladas y entre 10 y 490 toneladas, respectivamente.
Servicio al Lector: 197Stand: 2800
Tecnología para reciclaje de PET
Erema presentará en México su tecnología Vacurema para el reciclaje de botellas de PET. La com-pañía aspira que el número de plantas para reciclaje Vacurema instaladas en el mundo sobrepase las 100 unidades, y que en conjunto alcancen una capacidad productiva de 500.000 toneladas de botellas de PET por año con certifi cado FDA. De acuerdo con la fi rma de origen austriaco, las principales características de esta línea son su efectividad en la descontaminación del material recuperado, su bajo consumo energético y su diseño compacto, en un proceso que evita la tecno-logía clásica de pellets SSP. La tecnología patentada por Erema está aprobada por la FDA y por la embotelladora de bebidas PepsiCo para el reciclaje de botellas de PET.
Servicio al Lector: 195Stand: 2000
Equipos compactos de secado
AEC presentará en Plastimagen 2008 varios de sus productos para manejo de materiales. Se destaca la serie de secadores AD que es compacta y puede montarse junto con la tolva en un sistema portátil. Los equipos presentan un lecho dual, con soplador regenerador de alta presión para procesar de 15 a 60 CFM. Los secadores pueden eliminar hasta 1% de humedad en peso, con tempera-turas de secado hasta 250ºF. El controlador es un PID con control de temperatura digital.
Servicio al Lector: 189Stand: 1825
Use el número asignado a cada producto para solicitar
mayor información.
Servicio al Lector en línea: www.plastico.com/servicio

A eso nos referimos cuando mencionamos “Momento Perfecto.”
Desde 1949, IMS ha mantenido eninventario una línea completa demateriales y equipos para la
industria del plástico. IMS actualmente ofrece más de13.000 productos. Sin Embargo, si no tenemos lo queusted necesita, nosotros encontraremos o diseñaremos unasolución que cumpla a la medida con sus expectativas.
Gracias a la extensa línea deproductos que IMS ofrece, podemosproporcionarle propuestas de valorinigualables. Contar con una
variedad de calidad en modelos le permite escoger la pieza que más le convenga a su aplicación y presupuesto. Para la compra de equipos,nuestra opción de alquiler proporciona una vía de mantener su capitaly obtener lo que necesita de manera inmediata.
Nosotros entendemos como laparalización de producción puedeafectar sus expectativas. La mayoríade nuestros productos, incluyendomaquinarias grandes se encuentran
disponibles para envío de manera inmediata. Connuestro exclusivo programa de IMS ordenecualquier producto disponible antes de las 4:00 de latarde, hora del Este para ser enviado ese mismo día.
SM
A eso nos referimos cuando mencionamos “Producto Correcto.”
A eso nos referimos cuando mencionamos “Precio Correcto.”
Número Gratuito: 001.888.304.1307 (México)Número telefónico internacional: 440.543.1615
Número de fax internacional: [email protected]
Fuera de Inventario ó Diseño personalizado solo IMS te ofrece…
Especialistas del Servicio al Cliente en Español e Ingles
imscompany.com/mx.aspimscompany.com/mx.asp
© 2008, IMS Company.
®
Servicio al Lector: 40

www.plastico.com
ESPECIAL
44 Edición 3 - Vol 23 - Abril 2008
Serv
icio
al L
ecto
r: 41
Brian Dowler, Director of Market Development+1 717 505 4802 • [email protected]
1203 Eden Road • York, PA 17402-0673 • +1 717 848 3755 • www.grahamengineering.com
Los consumidores prefierenlas botellas plásticas fácilesde abrir y cerrar, y están dispuestos a pagar un pocomás por sus ventajas. Estosignifica obtener un productodiferenciado, ventas másaltas y márgenes más favorables, una tendencia que ha sido probada en todoel mundo.
Para hacer esto posible,usted necesita un socio adecuado. GrahamEngineering le ofrece el rangomás amplio de maquinariapara fabricar envases paraproductos lácteos del mercado. Podemos ayudarlecon soluciones para extender la vida útil de los productos,opciones reciclables, diseñosde botellas que integran asas,cuellos de vertido fácil y otrascaracterísticas que son muyapreciadas por el consumidorfinal.
Nuestros sistemas de tecnología rotativa, contornillo reciprocante y SPM,operan con rendimientos sincompetencia. Contamos contecnologías exclusivas, comoel control Navigator, sencillasde usar. Ofrecemos serviciocompleto de instalación yentrenamiento de operarios,así es que comenzar la producción de contenedoresplásticos de alta calidad esmás fácil de lo que usted seimagina. Cámbiese a botellasplásticas con los sistemas de Graham, y empiece aganar más dinero.
Cómo hacer botellas plásticas.Y aumentar los beneficios.
Scott Howland, Sales Director, Americas+1 717 505 4813 • [email protected]
Aplicaciones para producción de PVC
Buss presentará en México la extrusora quantec Kneader para fabricación de compuestos. El equipo tiene un diseño fl exible que permite que cada zona de formación del compuesto esté adaptada a su función específi ca. La máquina está dirigida principalmente a la producción de compuestos de PVC, pero también puede trabajar con polietileno entrecruzable. La ve-locidad de los tornillos puede alcanzar 750 rpm, realizando oscilaciones axiales para lograr buena dispersión y acción de mezclado que son importantes para los compuestos de PVC altamente sensibles al corte y a la temperatura.
Servicio al Lector: 200 Stand: 2630
Equipos de carga y secado de resinas
Novatec presentará en México sus productos GlassVu y NovaWheel. El nuevo sistema de carga GlassVu incluye cargadores cilíndricos, receptores y tolvas montadas en máquina, todos los cuales tienen secciones intermedias de vidrio que proporcionan una visión clara del proceso de llenado para asegurar la operación adecuada y ayudar en el ajuste. Los cargadores y receptores tienen tapas inclinadas que permiten el acceso al interior sin alterar el material o las líneas de vacío y fondos planos que proporcionan aberturas grandes para la evacuación de resina. Los cargadores y receptores son de construcción modu-lar y comprenden secciones de acero inoxidable y de vidrio de borosilicato resistente de 5 mm de espesor. Por su parte, el NovaWheel es un nuevo seca-dor de rueda rotatoria que pone cons-tantemente en servicio agente secante nuevo a la vez que regenera el secante saturado en el mismo ciclo de rotación.
Servicio al Lector: 191Stand: 1025
Diseño asistido por computador
En México, SolidWorks presentará la ver-sión 2008 de su software CAD de diseño mecánico en 3D. Esta herramienta es apropiada para el diseño de productos y moldes en la industria plástica. De acuerdo con la compañía, con Solid-Works las empresas transformadoras de plástico reducen costos de producción y desarrollan más y mejores productos que se comercializan más rápido en el mercado. SolidWorks 2008 permite validar la posibilidad de fabricación de un producto, reemplazar los prototipos físicos con un prototipo virtual y entregar modelos en menos tiempo cona un precio competitivo.
Servicio al Lector: 205Stand: 2913

www.plastico.com
ESPECIAL
Edición 3 - Vol 23 - Abril 2008 45
Secado para producciones altas
Motan ofrece dentro de su portafolio los secadores Luxor 1800/2400 para traba-jar con altos volúmenes de producción. Estos modelos procesan entre 1.800 y 2.400 m3 de material por hora y están dirigidos principalmente a los procesa-dores de autopartes. Los equipos cuen-tan con sistemas de recuperación de calor en las unidades de proceso y rege-neración, regeneración dependiente de la carga y otros elementos de la tecnolo-gía ETA, patentada por Motan. Con una
pantal la táctil a co-lor se pue-den regis-trar todos los pará-metros del proceso y ser alma-
cenados en forma de recetas. El sis-tema completo de secado y transporte también pueden ser manejados desde este panel.
Servicio al Lector: 198
Sistema de monitoreo de distribución de material
Agr International Inc. y solucionar problemas durante el proceso. presentará en México el sistema PETWall Profi ler, diseñado para monitorear la distribución del material de empaques mono-capa de PET, luego de obtener su forma en el moldeo por soplado. La distribución apropiada del material es un punto crítico en la fabricación y el desempeño de los envases de PET. Al monitorear y controlar de cerca la distribución del material durante el proceso de moldeo por soplado, se mejora la efi ciencia de la sopladora y el desempeño y calidad de los envases. El sistema de medición de distribución PETWall Profi ler tiene la capacidad de medir completamente las paredes de botellas e identifi car cambios muy pequeños en la distribución del material con precisión. Esta clase de información le permite al operario identifi car
Servicio al Lector: 188Stand: 9
Moldeo por inyección de tapas y liners
En México, Milacron estará presente con su línea de maquinaria para inyección de plásticos. En la feria K, de Alemania, la compañía presentó sus nuevos equipos CAP-TEC, diseñados para producir tapas y liners para botellas, cajas y bolsas. La base de la máquina es la serie K-TEC, que ha sido acondicionada para esta aplicación especial. La unidad de cierre presenta un diseño compacto para partes pequeñas y la hidráulica de la unidad de cierre está ajustada para proporcionar un cierre rápido. El plato móvil en la unidad de cierre se mueve en forma guiada con rodamientos, lo que mantiene sin aceite las barras, una característica clave en la industria de alimentos por sus regulacio-nes en materia de higiene.
Milacron asegura una productividad de más de 100.000 piezas por hora en la producción de liners moldeados con paredes delgadas, como los usados en las botellas de agua. En la producción de partes con mayor espesor de pared para bebidas carbonatadas, la productividad se estima entre 60.000 y 80.000 partes por hora. La línea CAP-TEC viene dispo-nible con presiones de cierre hasta de 4.000 kN. Los equipos pueden trabajar con moldes que tengan entre 48 y 96 cavidades.
Servicio al Lector: 173Stand: 923
Nuevos masterbatches de color y efecto anti-fl ama
Clariant ofrece los nuevos masterbatches de colores Renol, que proporcionan mayor atractivo visual a las aplicaciones en partes electrónicas, además de cumplir con los re-querimientos de retardante a la llama cuando se adicionan a aleaciones de policarbonato y ABS (PC/ABS), utilizadas en productos electrónicos como televisores LCD y plasma. Estos materiales pueden combinar casi cualquier color con “efectos de desempeño” tales como retardante a la llama y estabilidad a la luz ultravioleta.
El más reciente producto de masterbatch se desarrolló específi camente para mezclas PC/ABS y ha alcanzado un registro de color para UL 94 V-= a 1,5mm. No tiene efectos apreciables en las propiedades mecánicas como resistencia al impacto, o en las caracterís-ticas de procesamiento, y no causa defectos cosméticos alrededor de los bordes de estos componentes.
Servicio al Lector: 179 Stand: 2811
Moldeo por soplado con bajo consumo energético
Bekum presentará en México sus solu-ciones para el mundo de la maquinaria de moldeo de plásticos por soplado. Recientemente, en la feria K, la compa-ñía exhibió la nueva generación de ma-quinaria de la serie EBLOW de equipos eléctricos que se destacan por tener un bajo consumo de energía, menor du-ración de ciclos de producción, mayor precisión y mantenimiento reducido. El sistema de cambio rápido de moldes permite utilizar diferentes espesores de moldes, sin necesidad de ajustar el sistema de cierre, garantizando siempre la fuerza de cierre total. La serie EBLOW es apropiada para fabricar envases de alimentos. Bekum también mostró en Alemania los equipos BM para la fabri-cación de botellas con asa, obtenidas mediante extrusión-soplado.
Servicio al Lector: 171
Use el número asignado a cada producto para solicitar mayor información.
Servicio al Lector en línea: www.plastico.com/servicio

www.plastico.com
ESPECIAL
Edición 3 - Vol 23 - Abril 2008 45
Serv
icio
al L
ecto
r: 42
Secado para producciones altas
Motan ofrece dentro de su portafolio los secadores Luxor 1800/2400 para trabajar con altos volúmenes de pro-ducción. Estos modelos procesan en-tre 1.800 y 2.400 m3 de material por hora y están dirigidos principalmente a los procesadores de autopartes. Los equipos cuentan con sistemas de recuperación de calor en las uni-dades de proceso y regeneración, re-generación dependiente de la carga y otros elementos de la tecnología ETA, patentada por Motan. Con una pan-
talla táctil a color se pue-den registrar todos los pa-rámetros del proceso y ser almacenados en forma de recetas. El
sistema completo de secado y trans-porte también pueden ser manejados desde este panel.
Servicio al Lector: 198
Sistema de monitoreo de distribución de material
Agr International Inc. y solucionar problemas durante el proceso. presentará en México el sistema PETWall Profi ler, diseñado para monitorear la distribución del material de empaques mono-capa de PET, luego de obtener su forma en el moldeo por soplado. La distribución apropiada del material es un punto crítico en la fabricación y el desempeño de los envases de PET. Al monitorear y controlar de cerca la distribución del material durante el proceso de moldeo por soplado, se mejora la efi ciencia de la sopladora y el desempeño y calidad de los envases. El sistema de medición de distribución PETWall Profi ler tiene la capacidad de medir completamente las paredes de botellas e identifi car cambios muy pequeños en la distribución del material con precisión. Esta clase de información le permite al operario identifi car
Servicio al Lector: 188Stand: 9
Moldeo por inyección de tapas y liners
En México, Milacron estará presente con su línea de maquinaria para inyección de plásticos. En la feria K, de Alemania, la compañía presentó sus nuevos equipos CAP-TEC, diseñados para producir tapas y liners para botellas, cajas y bolsas. La base de la máquina es la serie K-TEC, que ha sido acondicionada para esta aplicación especial. La unidad de cierre presenta un diseño compacto para partes pequeñas y la hidráulica de la unidad de cierre está ajustada para proporcionar un cierre rápido. El plato móvil en la unidad de cierre se mueve en forma guiada con rodamientos, lo que mantiene sin aceite las barras, una característica clave en la industria de alimentos por sus regulacio-nes en materia de higiene.
Milacron asegura una productividad de más de 100.000 piezas por hora en la producción de liners moldeados con paredes delgadas, como los usados en las botellas de agua. En la producción de partes con mayor espesor de pared para bebidas carbonatadas, la productividad se estima entre 60.000 y 80.000 partes por hora. La línea CAP-TEC viene dispo-nible con presiones de cierre hasta de 4.000 kN. Los equipos pueden trabajar con moldes que tengan entre 48 y 96 cavidades.
Servicio al Lector: 173Stand: 923
Nuevos masterbatches de color y efecto anti-fl ama
Clariant ofrece los nuevos masterbatches de colores Renol, que proporcionan ma-yor atractivo visual a las aplicaciones en partes electrónicas, además de cumplir con los requerimientos de retardante a la llama cuando se adicionan a aleaciones de policarbonato y ABS (PC/ABS), utili-zadas en productos electrónicos como televisores LCD y plasma. Estos materiales pueden combinar casi cualquier color con “efectos de desempeño” tales como retardante a la llama y estabilidad a la luz ultravioleta.
El más reciente producto de masterbatch se desarrolló específi camente para mez-clas PC/ABS y ha alcanzado un registro de color para UL 94 V-= a 1,5mm. No tiene efectos apreciables en las propiedades mecánicas como resistencia al impacto, o en las características de procesamiento, y no causa defectos cosméticos alrededor de los bordes de estos componentes.
Servicio al Lector: 179 Stand: 2811
TIGERFLEXMangueras de PVC y Poliuretano para succión y descarga y transferencia de pellet de productos alimenticios y mate-riales industriales
SIL-DUCTManguera ducto de
silicon / 2 capas / con refuerzo de acero en espiral. Temperatura de operacion desde
-62°C hasta +316°C / -80°F a +600°F
KURI TECMangueras y Tubos
de PVC para uso industrial y de grado Alimenticio. Sin re-
fuerzo y Reforzadas con malla textil o espiral de acero.
Productos de Kuriyama
CARRETERA MIGUEL ALEMÁN KM. 14.8, PARQUE INDUSTRIAL HASNA, APODACA, N.L., 66600, MEXICOTel: (81) 1086-1870 Ó 71 • (Mexico) 01-800-822-52-00FAX: (81) 1086-1869 • Internet: www.kuriyama.com • Correo Electronico: [email protected]
Kuriyama De Mexico, S de R.L. de C.V.

www.plastico.com
ESPECIAL
46 Edición 3 - Vol 23 - Abril 2008
Serv
icio
al L
ecto
r: 44
SUU CATÁLOGODE ACCESORIOS
PARA LA INDUSTRIADEL PLÁSTICO
� Componentes para Moldes
� Desmoldantes� Agentes de Purga
� Lubricantes� Limpiadores
� Antioxidantes� Mantas de Aislamiento Termico
� Imanes de Tolva� Patas Niveladoras
� Mordazas de Sujeción de Moldes� Filtros de Aceite
� Chillers � Cubierta de Contenedores
� Cortina Acordión� Colector de Partes
Inyectadas� Máquinas de
Impresión� Bandas
Transportadoras� Reparación de
Estética de Partes Inyectadas
� Cargadores� Controladores de
Temperatura
Soluciones PlásticasMiami: Tel: 305-887-5564 / Fax: 305-889-0332E-mail: [email protected]
www.solucionesplasticas.com
Monterrey: Tel: (52) 818 334-0322 / 334-0252Fax: (52) 818 478-7903
Guadalajara: Tel / Fax: (52) 333 817-1778
Puebla: Tel: (52) (222) 240 2741, 243-2363, 240-2838
Oficinasnuevas en:
Queretaro: Tel / Fax: (52) 411 155-5828
Mexico DF: Tel: (52) 555 - 063
Merida: Tel: (52) 999 943-68-47
68 23
OTROSTERRITORIOSPERÚ / BOLIVIA:(511)365-1772
GUATEMALA:(502) 6637-5289
ECUADOR:(5939) 377-1751
COLOMBIA:BOGOTÁ:
(571)531-4070MEDELLÍN:
(574)313-1781
REP. DOMINICANA:(809) 481-7720
VENEZUELA:(58 414)326-8424
PUERTO RICO:(787) 430-9380,
COSTA RICA:(506) 453-4004
Visítenos en PLASTIMAGEN 2008, Stands # 1121 y 1025Ciudad de México, 8 al 11 de Abril
Máquinas de extrusión y equipos auxiliares
El fabricante mexicano Beutelspacher presentará en el marco de Plastimagen 2008 su portafolio de máquinas de extrusión y equipos auxiliares. Sus productos incluyen líneas completas de extrusión para trabajar con materiales de baja y alta densidad produciendo monofi lamentos, tu-berías, mangueras, perfi les y fl ejes de plástico. La empresa cuenta además con maquinaria para la fabricación de películas planas por calandrado, películas de polietileno de baja y alta densidad, envases desechables, película encogible en PVC, procesamiento de reciclados y coextrusiones.
Servicio al Lector: 172Stand: 1721
Alimentador gravimétrico
Maguire lanzó al mercado una versión mejorada de su alimentador gravimétrico MGF. El sistema está diseñado para medir y alimentar colorantes o aditivos en una má-quina de procesamiento de plásti-cos con una precisión mayor que los alimentadores volumétricos. El nuevo dispositivo de carga MGF transporta material al alimentador desde una tolva o contenedor. El cargador llena rápida y comple-tamente el alimentador sólo una vez, hasta recibir una señal del controlador que indica el nivel de aditivo o color dentro de un rango de precisión. La función de medida de pérdida de peso continuamente ajusta los errores de dosifi cación sin interferencia de otros materia-les. El alimentador MGF, que se monta sobre la máquina de proce-samiento al igual que los alimenta-dores volumétricos, cuenta con dos celdas de carga que monitorean la pérdida en peso de colorante a me-dida que el material se alimenta en la máquina de procesamiento. Un controlador con microprocesador permite ajustar todos los paráme-tros de dosifi cación.
Servicio al Lector: 192Stand: 1025
Poliamida transparente con nuevas oportunidades de diseño
Arkema lanzó recientemente su nuevo producto Rilsan Clear, una poliamida transparente que proporciona gran fl exi-bilidad para atender distintos mercados y mayor facilidad de procesamiento en productos destinados, por ejemplo, a deportes y recreación, según la compa-ñía fabricante. Rilsan Clear permite la adición y combinación de varios colores, y adicionalmente presenta sinergia con el material Pebax para realizar procesos de coinyección con una buena adhe-sión. Este nuevo producto permite la combinación de la transparencia con el efecto de texturas. Rilsan Clear ofrece los benefi cios de las poliamidas de alto desempeño como bajo peso, tenacidad y resistencia química.
Servicio al Lector: 194Stand: 2543
Use el número asignado a cada producto para solicitar mayor información.
Servicio al Lector en línea: www.plastico.com/servicio
Serv
icio
al L
ecto
r: 43

www.plastico.com
ESPECIAL
Edición 3 - Vol 23 - Abril 2008 47
Serv
icio
al L
ecto
r: 46
Serv
icio
al L
ecto
r: 45
7752 N.W. 74 AvenueMiami, Florida 33166 USA
Tel: 305-887-6920 Fax: 305-883-8254E-mail: [email protected]
www.plastecusa.com
OFICINAS EN TODA AMÉRICA LATINA
Novatec Moditec MaguireMilacron Advantage
Visite nuestro showroom localizado en www.plastico.com
OTROS PRODUCTOSVecoplan
Sailor Polymer SystemsRajoo Apex Machine LeistritzSoluciones Plásticas
PIEZAS DE TODO TIPOPARA DISTINTASMARCAS DE EQUIPOS
EL DISTRIBUIDOR LIDER ENLA INDUSTRIA DEL PLÁSTICO
Servtec Maag Pump
Visítenos en PLASTIMAGEN 2008,Stand #923
MAQUINA EXTRUSORA DE SORBETES PARA BEBIDASFC SERVICE PROVEE MAQUINARIA, EQUIPOS Y REPUESTOS PARA LA INDUSTRIA PLASTICA
FC SERVICE INC.101 Convention Center #700
Las Vegas, NV 89109
Teléfono: (702) 837-7404 Fax: (702) 507-0053 / (702) 932-1000
Web: http://fcservice.us/ - Email: [email protected]
Inyección eléctrica de LSR
Velocidad y precisión son dos de las características que Krauss Maffei destaca de su serie de inyectoras eléctricas EX. La máquina cuenta con ciclos más rápidos gracias a que las unidades de plastifi cación e inyección están impulsadas directamente por motores de alto torque. Cada eje de una máquina EX tiene su propio impulsor eléc-trico, de tal forma que la unidad de inyección y el eyector pueden operar en paralelo con otros movi-mientos de la máquina, recortando los tiempos de ciclo. Todas las
máquinas operan bajo el sistema de control con el microprocesador MC 5. La fuerza de cierre en las inyectoras EX va hasta 240 tone-ladas. En la feria K de Alemania, Krauss Maffei presentó el modelo KM 80-180 EX para la producción de cables a partir de caucho líquido siliconado (LSR). El LSR tiene bajos coefi cientes de fricción y requiere un sistema de procesamiento con mínimos venteos y sellos especia-les. La serie EX provee un control preciso de los platos, por lo que garantiza las condiciones que el material requiere.
Servicio al Lector: 182Stand: 1809 – 1707
Línea de PET para moldes con menor número de cavidades
Netstal presenta su nueva línea para inyección de preformas de PET, la PET-LINE, con presión de cierre de 2.000 kN, que ofrece al cliente una solución rentable y altamente productiva para tra-bajar con moldes que tengan de 24 a 48 cavidades, según afi rma la empresa. Este desarrollo es la respuesta del fabricante suizo a la creciente demanda por parte del sector de bebidas y de empaque de alimentos. Varias características de la máquina, como el de eyección simplifi -cada y la unidad pos-enfriado, reducen el tiempo de ciclo en la producción de preformas de PET.
Servicio al Lector: 181Stand: A-018
Manejo de materiales con efi ciencia energética
Conair presentará el nuevo sistema de secado de resinas EnergySmart, que recicla aire seco caliente para incrementar la temperatura de la resina que entra en la tolva de secado. De acuerdo con la compañía fabricante, reporta ahorros de hasta 67% en consumo energético. El sistema de control Drying Monitor actualiza constantemente el perfi l de temperatura en la tolva de secado y lo hace visible en la pantalla del operario. Conair mostrará también otros equipos como los mezcladores gravimétricos TrueBlend que permiten la mezcla de materiales pre-secados con capacidades hasta de 10.000 lb/h.
Servicio al Lector: 184 Stand: 2600

www.plastico.com
ESPECIAL
48 Edición 3 - Vol 23 - Abril 2008
Serv
icio
al L
ecto
r: 47
Serv
icio
al L
ecto
r: 48
(215) 675-7100 • www.TiniusOlsen.com
Desarrollo de pruebas:Nuestros expertos pueden ayudarle a planear un programa o a crear nuevosmétodos deprueba paraestándares globales.Equipo parapruebas:Hardware y software para pruebas de resistencia, flexión,compresión, puncionado/fatiga,cizalladura, índice de fluidez eimpacto en plásticos.Soporte en pruebas:Servicio superior por parte deingenieros acreditados externos.
Solucionespara
pruebas en plásticos de Tinius Olsen
Sistemas de monitoreo de moldes
En el marco de Plastimagen 2008, Progresive presentará los sistemas CounterView 100/200 que permiten monitorear el uso de los molde y registrar su actividad para predecir cuál será la vida útil de las herramientas. Progressive cuenta con tres tipos diferentes de montaje para facilitar la instalación del sistema. El CounterView Serie-R es una alternativa compacta al CounterView estándar y está disponible tanto para las versiones izquierdas o derechas.
Servicio al Lector: 183Stand: 1025
Transformación y manejo de materiales para PVC
En el campo de la transformación de PVC, Coperion ofrece sistemas de manejo de materiales especial-mente para compuestos de PVC. El sistema WPC (Waeschle Process Control), que cuenta con interfaz de usuario en diferentes idiomas, ofrece varias opciones para me-jorar el desempeño, archivar por largo tiempo los datos de produc-ción y representar las curvas de mezclado. También provee las funciones básicas de control del proceso, visualización de la planta, manejo de formulaciones y datos de producción. El portafolio de Co-perion incluye el mezclador cónico FCB, el intercambiador de calor Bulk-X-Change y un amplio rango de fi ltros y separadores de agua.
Servicio al Lector: 180Stand: 214
ESPECIAL
Soluciones en equipo periférico
Moretto S.P.A. presenta en Plastimagen sus nuevos equipos para manejo y preparación de materiales. Durante la pasada feria K, la empresa italiana exhibió tres nuevos equipos para deshu-midifi cación, dosifi cación gravimétrica y transporte de materiales. El XD 600 es un secador diseñado para grandes producciones, con capacidad entre 500 y 4.000 m3/h para el tratamiento de gránulos de PET. Por su parte, el dosifi cador gravimétrico DGM 1080 puede manejar hasta 12 componentes, con 8 tolvas y cuatro unidades de dosi-fi cación. Finalmente, el sistema Crui-seKontrolle optimiza los parámetros de transporte de gránulos de plásticos.
Servicio al Lector: 206Stand 1923
Use el número asignado a cada producto para solicitar mayor información.
Servicio al Lector en línea: www.plastico.com/servicio

Edición 3 - Vol 23 - Abril 2008 49www.plastico.com
Cortadores y sierras para extrusión
CDS, fabricante de equipos aguas abajo para extrusión, presentará en Plastimagen 2008 sus nuevos cortadores para extrusión y sierras de desplazamiento. Los cortadores de cuchilla es-tán diseñados para el corte de tubos con una va-riedad de aplicaciones como cables y alambres, mangueras, tubos para aplicaciones médicas y pitillos. Estos cortadores también son apropiados para perfi les pequeños fl exibles o rígidos. Estos equipos cuentan con tres modos de operación opcionales: continuo, objetivo y temporizado. Los servo modelos incrementan la exactitud del corte y proporcionan un torque consistente. Los cortadores también se caracterizan porque el marco robusto proporciona mayor estabilidad y soporte del extruido, además de contar con movimiento longitudinal opcional que permite alineación precisa con la línea de extrusión.
Servicio al Lector: 174
Moldes para inyección
En Plastimagen 2008, Ermo presentará sus desarrollos para la fabricación de moldes para inyección. La compañía cana-diense cuenta con experiencia en la producción de moldes para tapas, tapas roscadas, dispensa-dores, tubos, empaques rígidos y productos técnicos para los mercados de salud y belleza, alimentos, médico, automotriz, horticultura y electricidad, entre otros. Ermo desarrolla moldes para aplicaciones multi-compo-nentes, con múltiples cavidades, de paredes delgadas, moldes para inserción y cerrado en molde.
Servicio al Lector: 178
Inyección de piezas con múltiples capas espumadas
Engel ya ofrece para producción masiva su proceso patentado Dolphin para la fabricación de componentes inte-riores de automóviles, que utiliza una combinación de moldeo por inyección y moldeo de espumas en una sola máquina. Durante la pasada feria K, el proceso Dolphin fue presentado en una máquina de moldeo por inyección de dos componentes 5550H/1800M/900 WP Combi M, equipada con una unidad con presión de cierre de 9.000 kN, dos unidades de inyección horizontalmente opuestas, un molde doble con un blo-que giratorio y un paralelismo entre pla-tos cuyo control integrado en el sistema de control de la máquina.
De acuerdo con Engel, comparado con los procesos convencionales para la producción de partes con múltiples ca-pas de espumas moldeadas, el proceso Dolphin es rápido, económico, menos complejo y más favorable en cuanto a ahorro de espacio en la planta. El proceso convencional involucra la pro-ducción independiente del componente central, de la espuma moldeada y de la laminación subsiguiente, todo en má-quinas distintas.
Servicio al Lector: 177
Películas de PE, un segmento en auge
En el mercado de las películas para alimentos, el PE ha ido desplazando al PVC, según el fabricante asiático de maquinaria Cheer Young Machinery Works. Consciente de ello, la empresa desarrolló máquinas coextrusoras, que son capaces de producir película en PE utilizando PIB líquido do-sifi cado directamente al tornillo en lugar del uso de masterbatch o de resinas pre-formuladas. Esta característica permite reducir los costos y obtener una película de mayor calidad, en las que un solo un lado de la película tenga pegamento, asegura la empresa fabricante.
Cheer Young Machinery Works provee equipos que ahorran costos de mano de obra al tener altos
niveles de automatización, como embobinadores completamente automáticos, con auto-sincronizacion de velocidad con la unidad de halado, que pueden ser confi gurados para producir 6 bobinas de 500 mm (o 12 bobinas de 300 mm) de ancho de manera simultánea. El modelo MDP-65 AT (Doble extrusor de 65 mm), cuya producción estimada mantiene un ritmo máximo de hasta 165 Kgs/hr, ha sido comercializado exitosamente en Asia gracias a su fl exibilidad. Además de la coextrusora, la empresa produce reembobinadoras automáti-cas, que pueden convertir las bobinas en rollos más pequeños para su comercialización en el mercado del hogar.
Servicio al Lector: 230
Novedades en materiales y colorantes
Teknor Apex presentará en Plastimagen 2008 las novedades de su portafolio. En la división de vinilo se destacan los compuestos fl exibles Apex, los elastó-meros Flexalloy basados en PVC de ele-vado peso molecular y los compuestos para cables FireGuard. Los principales mercados para estos productos son el sector automotor, médico, industrial y de cables. En el mercado de alambres y cables se ofrecen compuestos no esta-bilizados con plomo. Dentro de la línea Apex, Ford Motor Company aprobó tres compuestos para su uso en aplicacio-nes exteriores extruidas y moldeadas. La división color de la compañía pre-sentará su amplia gama de productos masterbatch para todos los termoplásti-cos en cualquier proceso. Se destacan los colorantes ColorMorph y MetaLustre con efectos especiales para empaques, los colorantes PETek para envases de PET, y los concentrados RoHS.
Servicio al Lector: 190
Nuevos materiales para fabricación de moldes
En Plastimagen 2008, Böhler presentará sus nuevos materiales M315 y K390. El M315 es un acero para portamoldes resistente a la corrosión con propiedades de mecanización mejoradas en comparación con los aceros del tipo 1.2085. Por su composición química posee un grado de resistencia a la corrosión. Se caracteriza por su maquinabilidad. No re-quiere tratamiento térmico debido a que se suministra templado y revenido. Es resistente a la corrosión y puede alcanzar durezas de hasta 350 HB. Por su parte, el K390 es un acero para trabajo en frío, producido mediante métodos pulvimetalúrgicos y se destaca por su alta tenacidad y mejor rectifi cabilidad.
Servicio al Lector: 185Stand: 2021
Noticias

Servicio al Lector: 49

50 Edición 3 - Vol 23 - Abril 2008 www.plastico.com
Sostenibilidad
El 12 de marzo pasado, la división ambiental de la Sociedad de In-genieros Plásticos (SPE, sigla en
inglés) entregó los premios GPEC (Glo-bal Plastics Environmental Conference) como reconocimiento a las corporaciones e instituciones que han liderado acciones hacia sostenibilidad y el reciclaje para un medio ambiente más verde.
Interface, Inc., de Atlanta (Georgia), ganó el premio “Tecnologías emergentes en materiales, procesos y aplicaciones” por el desarrollo de un proceso para separar y purifi car alfombras fabricadas con nylon 66. Gracias a este desarrollo el nylon es recu-perado y lavado para permitir la fabricación de nuevas fi bras y nuevas alfombras.
Por su parte, Nextek Limited y Waste and Resource Action Program (WRAP), del Reino Unido, obtuvieron el reconocimien-to “Tecnologías de reciclaje de plásticos y sus aplicaciones”. Las dos compañías demostraron que los envases de leche post-consumo podían ser reciclados de forma segura para aplicaciones de contacto con alimentos a escala comercial, mediante el uso de los más recientes desarrollos para descontaminación del polímero.
El premio “Nuevas tecnologías de pro-cesamiento” le fue concedido a Cascade Engineering Container Group, de Grand Rapids (Michigan), por el lanzamiento de los contenedores multicapa de gran tamaño EcoCart, que emplean en su fabricación entre 30 y 50% de resina reciclada post-consumo. La compañía desarrolló y optimizó
Reconocimiento al liderazgo ambientalReciclaje, biomateriales e innovadoras aplicaciones
con plásticos tradicionales son la base de las
iniciativas en pro de la sostenibilidad que recibieron
los premios GPEC 2008.
Película de alto brillo que reemplaza el chapado en cromo para componentes
plásticos en la industria automotriz.
Envases de leche fabricados con material reciclado post-consumo.
una tecnología especial de coinyección para producir contenedores que ofrezcan un desempeño superior, en comparación con los contenedores fabricados con HDPE virgen.
Soliant LLC, de Lancaster (Carolina del Sur), se quedó con el premio “Ha-bilitación en tecnologías de procesos y procedimientos” gracias al desarrollo de la película de alto brillo Soliant Fluorex, una alternativa sostenible y reciclable al chapado en cromo para componentes plás-ticos en la industria automotriz. Además de evitar los riesgos del chapado en cromo, esta tecnología contribuye al desarrollo de autopartes más livianas al eliminar el uso del metal. Según la compañía, piezas más livianas se traducen en una menor cantidad de combustible necesaria para el funcionamiento de los vehículos. Por lo tanto, la empresa desarrolladora afi rma que su innovación puede llegar a redu-cir los compuestos orgánicos volátiles en el aire.
En la categoría de “Materiales plásticos de fuentes renovables y sus aplicaciones”, Ford Motor Company y Lear Corporation fueron galardonados por el desarrollo, la implementación y la comercialización de una silla para vehículos de poliuretano espumado que utiliza polioles a base de aceite de soya, una materia prima reno-vable.
Por desarrollar una tecnología para pro-ducir durmientes para líneas férreas de alto desempeño, fabricados en polietileno

Edición 3 - Vol 23 - Abril 2008 51www.plastico.com
Serv
icio
al L
ecto
r: 52
Sostenibilidad
reciclado de alta densidad, Tietek, LLC ganó el premio “Nuevas tecnologías am-bientales en materiales plásticos conven-cionales”. El producto ya es una realidad comercial exitosa.
Tandus, de Dalton (Georgia), obtuvo el reconocimiento “Diseño sostenible”. La compañía desarrolló y comercializó una base de alto desempeño para alfombras,
utilizando una película adhesiva de poli-vinil butiral (PVB) recuperado, obtenido de autopartes recicladas.
Por último, Hewlett-Packard Company recibió la mención especial “Dan Eberhar-dt” por su liderazgo en reciclaje de plás-ticos por más de diez años. La compañía, proveedora de soluciones de impresión, ha establecido un completo sistema de recuperación de los cartuchos de tinta usados que involucra a otras empresas en el proceso de reciclaje.
Los criterios tenidos en cuenta para la en-trega de los premios involucraban el uso de plásticos, su contribución al mejoramiento ambiental, liderazgo en temas ambientales, verifi cabilidad de su contribución y crea-tividad. Las propuestas presentadas debían haber sido comercialmente aceptadas o adoptadas en 2007. TP
Proceso para separar y purifi car alfombras fabricadas con nylon 66.Digite tp2303sostenibilidad
en el buscador.
Encuentre este artículo enwww.plastico.com con fotografías de todas las iniciativas premiadas.
Línea de reciclado recoSTAR universalInnovación continua en el reciclado del plástico, calidad y tecnología punta, el rango completo de servicios de consulta – para todo esto, puede contar con Starlinger.
Visítenos: Plastimagen, Centro Banamex,Ciudad de México, 8-11 de abril de 2008, stand 2300www.starlinger.com
BielomatikExcelencia en soldadura de plásticos
Sería difícil encontrar un socio para tecnologíade soldadura de plásticos como Bielomatik.Nuestro trabajo es comprender su empresadefabricación, así como sus objetivos técnicosy comerciales, para luego combinar innovacióny confiabilidad con nuestro amplioconocimientoen este segmento.
Hace más de 45 años fuimos pioneros en soldadura de placas calientes,una técnica aúnconsiderada como una solución energética-mente eficiente y confiable. Desde eseentonces, bielomatik ha agregado a su línea deproductos otras tecnologías para soldadura porvibración, láser y ultrasonido.
Usted obtiene uniones con alta resistencia yproductos atractivos visualmente sin necesidadde maquinado o reprocesos.
Ofrecemos:• Vibración • Placas calientes (Gas o eléctricas)• Láser • Ultrasonido • Spin • Infrarrojo • Sistemas de acabados y automatización.
Tel: 011 52 (442) 2481124Fax: 011 52 (442) 2131049E-mail: [email protected]
Serv
icio
al L
ecto
r: 51
EcoCart, contenedor multicapa fabricado con material reciclado

52 Edición 3 - Vol 23 - Abril 2008 www.plastico.com
Celulares y lentes
resistentes a impactos
En herramientas de mano
Piel sintética para bolsas
de mano
Mangueras, sellos y bombas
hidraúlicas
Suelas y ropa
transpirable
Adhesivos automotrices, interiores, cables y suspensiones
Telas sintéticas
Catéteres y tubos médicos
CIPP – Curado de tubería en sitio
Estane é uma marca registrada de The Lubrizol CorporationVisítenos en Plast®Imagen 08 en el stand 1727.
EN TODAS PARTES…TODOS LOS DÍAS…PIENSA ESTANE®…Estane TPU es una resina que ofrece excepcionales beneficios uniendo las propiedades del hule flexible y el plástico rígido
a numerosas aplicaciones. Estane TPU es encontrado en miles de productos usados todos los días alrededor del mundo…
PeruBarcinoTel. 511-616-5656
Argentina & UruguayQuiton S.A.Tel. 54-11-4632-2606
México y CentroaméricaLubrizol Servicios TécnicosTel. 52-55-3067-0877
ChileAdizol LimitadaTel. 562-657-2670
BrasilLubrizol do BrasilTel. 55-21-2276-7000
USATel. (216) 447.5000Fax. (216) 447.5361www.estane.com
Ruedas con
resistencia a la
abrasión
Estane TPU provee además, numerosas combinaciones de propiedades haciéndola una resina sumamente versátil y adaptable
Serv
icio
al L
ecto
r: 53
Industria
La sostenibilidad de los empaques es un tema de preocupación cada vez más recurrente entre los directivos
de las empresas transformadoras de plástico que atienden este segmento, teniendo en cuenta la creciente incertidumbre en torno a los empaques tradicionales basados en polímeros petroquímicos. Ellos reconocen las ventajas que existen al proteger sus productos, pero también se encuentran bajo la presión de acoplarse a las iniciativas del mercado así como de cosechar las recom-pensas asociadas con una administración ambientalmente amigable.
Un área alternativa de interés ante esta realidad de mercado es el uso de bioplásticos como reemplazo de los polímeros basados
Bioplásticos en empaques,cada vez más viables
El director ejecutivo del Instituto de Productos Biodegradables habla sobre los bioplásticos
como reemplazo de los polímeros basados
en petróleo y de su factibilidad para
aplicaciones reales.
Ofi cina de prensa Interpack 2008
en el petróleo, pero existen varios interrogantes en torno a este tema. ¿En qué consiste exac-tamente un bioplástico? ¿Cómo se comparan los bioplásticos con los polímeros sintéticos en las aplicaciones reales de empaque?
Steven Mojo, director ejecutivo del Insti-tuto de Productos Biodegradables (BPI, sigla en inglés), tiene interesantes puntos de vista sobre el rápido crecimiento de estos productos y sobre algunos aspectos alrededor del uso de estos materiales. ¿Cuándo se usan los términos “biopolímero” o “bioplástico”?
Algunas personas dirán que un biopolímero es un plástico que tiene un contenido renovable, y otros dirán que es un material biodegradable, mientras que otros dirán que es un poco de cada

Edición 3 - Vol 23 - Abril 2008 53www.plastico.com
Su socio en plásticos y empaque
Su socio en plásticos y empaque
Visite www.stopol.com o llame a +1-888-2-STOPOL ó a +1 440 498 4000
Su primera y única parada para comprar y vender en la industria plástica
El equipo nuevo y usado que usted necesita.
El valor que usted se merece.
- Termoformado
- Moldeo por inyección
- Extrusión
- Moldeo por soplado
- Fresadoras CNC
Stand #B006
-Empaques tipo listerq
Serv
icio
al L
ecto
r: 54
Industria uno. Muchos productos que están en el mercado actualmente son combinaciones de materiales basados en el petróleo y otros renovables. “Biopolímero” es uno de esos términos que ha ingresado a un léxico especializado sin tener una clara defi nición.
Los japoneses anunciaron que se requiere un 25% en peso de material renovable para que muchos de esos materiales sean considerados biopolímeros, pero en Estados Unidos desconozco la defi nición exacta del término biopolímero.
Algunos anuncios recientes en Estados Unidos y Brasil sobre la posibilidad de que algunas compañías pueden obtener polietileno tradicional a partir de recursos naturales como la caña de azúcar y el etanol son interesantes desarrollos en el área de los biopolímeros. Ahora es po-sible obtener una película de plástico tradicional basada exclusivamente en recursos naturales.
En mi opinión, no es necesario que los biopolímeros sean materiales biodegrada-bles ni tampoco requieren estar constituidos 100% por materiales renovables. De esta forma, es posible tener una mezcla de materiales sintéticos y renovables que no sea biodegradable o un polietileno que es completamente renovable, pero que nunca será biodegradable.
El alcance de los biopolímeros aún se está determinando, y el término está evo-lucionando en la misma medida en que la tecnología avanza. Es urgente que los procesadores sean muy claros sobre los requerimientos en términos de contenido de materia renovable y biodegradabilidad o capacidad de compostaje. ¿Es posible clasifi car los diferentes tipos de resinas biopoliméricas que se encuen-tran actualmente en el mercado?
Pienso que se debe observar el desempeño de estos materiales en relación con las aplicaciones para las cuales están siendo usados. Por ejemplo, las resinas de PLA tienden a producir materiales muy rígidos y claros. El PLA comparte una gran cantidad de características con el poliestireno y el poli-etileno-tereftalato. Por otra parte, un material biodegradable que es obtenido a partir del petróleo puede ser también muy claro, pero es un material fácilmente deformable y es apto para la fabricación de películas y bolsas.
Otro tipo de resina es el PHA (poli-hidroxi-alcanoato). Las resinas de PHA son conocidas como poliésteres alifáticos, o una familia de
polímeros que son sintetizados biológi-camente por medio de la luz solar y la transformación del dióxido de carbono presente en la atmósfera usando micro-organismos. Un ejemplo de un PHA es una nueva resina basada en maíz y azúcar que es muy parecida al polipropileno al menos en cuanto a sus propiedades y sus potenciales aplicaciones.
A partir de lo que he visto, la etiqueta “basado en almidón” puede hacer referencia
a cualquier material que contenga almidón. Típicamente estos materiales son turbios y traslúcidos, no transparentes. Sin embar-go también hay referencias hacia el PLA como un material basado en el almidón. Por lo tanto, solo clasifi co las materias primas derivadas de recursos renovables o derivadas del petróleo.
Lo que es importante cuando se discuten las diferencias entre varios biopolímeros es comprender sus propiedades y sus aplica-

54 Edición 3 - Vol 23 - Abril 2008 www.plastico.com
Industria
Serv
icio
al L
ecto
r: 56
ciones. Es similar a las diferencias entre PE, PET, PP y PVC. Hay muchos y muy diferentes tipos de resinas, y cada uno tiene ciertos benefi cios en cierto tipo de aplicaciones. En este punto se encuentra realmente el reto de mercado para los convertidores: comprender cuál de estas nuevas resinas se desempeñará de la forma que ellos requieren. ¿Es cierto que el uso de bioplásticos en los empaques puede no ser la solución más sostenible con relación al uso de las resinas tradicionales derivadas del petróleo?
Es necesario tener en cuenta los ciclos de vida de los materiales bioplásticos: su transformación, su uso y su disposición fi nal. Luego, se deben comparar con los materiales de referencia para ver qué tan completos son los ciclos de vida. Como varias compañías han demostrado, en la medida en que los procesos para obtener estos materiales bioplásticos sean mejor comprendidos y defi nidos, los benefi cios en ciclo de vida comenzarán a aumentar.
Las primeras reclamaciones sobre la cantidad de energía que se requiere para producir los bioplásticos en comparación con los plás-
ticos tradicionales pueden ser ciertas. Sin embargo, la comparación se está haciendo desde diferentes niveles en términos de ex-periencia, conocimiento y cantidad. De esta forma, se está comparando un negocio que acaba de iniciar con uno que ha madurado durante décadas. Se está diciendo que es-tos nuevos materiales no son tan efi cientes como los tradicionales, y puede ser cierto por ahora, pero esto no signifi ca que no lo puedan llegar a ser algún día. ¿Se pueden usar indistintamente los tér-minos “biodegradable” y “apto para el compostaje”?
No, porque uno describe un proceso, mien-tras que el otro describe dónde y cuándo tomará lugar el proceso. Cuando se dice que algo es “biodegradable” signifi ca que bajo las condiciones correctas, los microorga-nismos en el ambiente pueden descompo-ner el material totalmente y usarlo como fuente de alimento. La biodegradación es un proceso que puede llevarse a cabo en diferentes ambientes como suelos, tierras de compostaje, plantas de tratamiento de aguas, ambientes marinos e incluso el
cuerpo humano. Este es el proceso que convierte el carbón orgánico en energía y conserva la vida. No todos los materiales son biodegradables bajo todas las condiciones. Algunos sólo son susceptibles a los microorganismos encontrados en las aguas residuales de las plantas de tratamiento, mientras que otros necesitan las condiciones y los microbios encontrados en una pila de compostaje o en el suelo.
Por otro lado, cuando se dice que un material es “apto para el compos-taje” se habla sobre dónde ocurrirá el proceso y en qué periodo de tiempo. Cuando un producto está diseñado para el compostaje, éste debe estar conforme con las especifi caciones de las normas D6400 (para Plásticos en Compostaje) o D6868 (para Empaques en Compostaje) de la ASTM [www.astm.org]. Los productos que cumplen los requerimientos de estas dos especifi -caciones se desintegrarán rápidamente en una planta de compostaje dirigida profesionalmente, se biodegradarán
Serv
icio
al L
ecto
r: 55

Edición 3 - Vol 23 - Abril 2008 55www.plastico.com
Industria
Serv
icio
al L
ecto
r: 57
bajo las condiciones de compostaje, no reducirán el valor o la utilidad del abono fi nal a causa de la presencia de fragmen-tos de plástico y producirán humus que contribuye a la vida de la planta. ¿Qué tendencias futuras pronos-tica para los biopolímeros?
Veremos que las propiedades continuarán mejorando. Pienso que los transformado-res aprenderán cómo procesar mejor los biopolímeros, y como resultado el diferen-cial de precio de la aplicación fi nal conti-nuará reduciéndose. Considero también que seremos testigos de una progresiva comprensión de los benefi cios del ciclo de vida de estos materiales.
Creo que advertiremos un creciente esfuerzo por aprovechar los desechos de la industria alimentaria – si las personas comprenden que los desechos de comida, tanto los pre- como post-consumo, son una fuente de recursos que puede recuperarse y utilizarse como materia prima para un proceso que les dará un nuevo producto de utilidad. En estos momentos estamos desperdiciando estos recursos, y los desechos
Encuentre este artículo en www.plastico.com
Digite tp2303tendencias en el buscador
Steven Mojo es el director ejecutivo del Instituto de Productos Biode-gradables (BPI, sigla en inglés), una asociación de múltiples ac-cionistas que promueve el uso y la recuperación de materiales biode-gradables vía compostaje, con sede en Nueva York. A través de un la-boratorio externo, BPI certifi ca los productos que cumplen los requeri-mientos de las normas ASTM D6400 o D6868, y los identifi ca con el logo BPI “Compostable” en Estados Unidos.
de comida son la corriente de desperdicios no recuperados más grande que tenemos. Cuando se envían a los rellenos sanitarios, se contribuye a la producción de meta-no que es liberado a la atmósfera como gas de efecto invernadero. Los rellenos sanitarios son el generador número uno del metano producido por el hombre de acuerdo con la EPA.
En los últimos dos años ha crecido el interés por la sostenibilidad en una gran variedad de formatos, desde las bombillas de luz hasta los gases de invernadero. Es un tema de vanguardia. Entonces, será cuestión de cómo participar en el mercado y cómo trasladar la buena voluntad de los consumidores para pagar un poco más por las opciones más amigables con el medio ambiente. Algunos consumidores están dispuestos a pagar un recargo signifi cati-vo ahora y otros no lo están. Pienso que con el tiempo el recargo llegará a ser más aceptable y más pequeño, por lo que la penetración en el mercado aumentará.
Una gran variedad de bioplásticos para empaque estará en exhibición durante
la feria industrial Interpack 2008, que se llevará a cabo entre el 24 y el 30 de abril en Dusseldorf, Alemania. TP

56 Edición 3 - Vol 23 - Abril 2008 www.plastico.com
En meses y días pasados, las especula-ciones respecto a una franca recesión en los Estados Unidos han ocupado las
páginas de los medios en todos los ámbitos. Más recientemente, el comportamiento de los precios de petróleo, que ha roto todos los récords previos, ha agregado un ingrediente más a las preocupaciones y especulaciones respecto al que pudiera ser el rumbo de la economía mundial. El país del norte se encuentra inmerso en el proceso de elegir el candidato Demócra-ta que enfrentará a los Republicanos por
Foco en las Américas, ¿cuál es el panorama hoy?
Conozca cuáles son las predicciones de oferta-demanda en torno a los polietilenos en el escenario mundial. Entérese de
cuáles podrían ser los precios y la disponibilidad de estos materiales en América Latina para los próximos años.
Por: Raúl Arias, gerente para América Latina
de Nexant Chemsystems*
Omipa S.p.A. - Via Maddalena 7 - 21040 Morazzone (Va) Italy Tel. +39 0332.461400 - Fax +39 0332.873026
[email protected] - www.omipa.it
Líneas de coextrusión para la fabricación de per les huecos en PC, PMMA, PP y HDPE
Omipa produce líneas completas de coextrusión para la producción de perfi les huecos en PC, PMMA, PP y HDPE en anchos hasta de 3 metros y espesor de 2 a 40 mm, así como para aplicaciones personalizadas.
Teléfono: +39 0332 461400 – Fax +39 0332 873026
Serv
icio
al L
ecto
r: 58
la presidencia; los eventos de violencia continúan en el Medio Oriente; Ecuador, Colombia y Venezuela se ven envueltos en su peor confl icto diplomático de los últimos años…
En nuestra industria, hay inversiones anunciadas para los próximos años tanto en petroquímica básica como en productos derivados. Inversiones de Braskem, Petro-brás, Pequiven, Westlake, Pluspetrol, en países tales como Brasil, Venezuela, Perú, Trinidad y Tobago son sólo una muestra de todo aquello que dará forma al contexto
Vista satelital

Edición 3 - Vol 23 - Abril 2008 57www.plastico.com
Vista satelital
Sistemas de halado de láminas
dualmente
� Acción de los rodillos guiada con rodamientos lineales
� Controles con pantalla táctil colgante
� Configuración compacta ideal para termoformado en línea
� Opciones de posicionamiento motorizado vertical y espaciamiento
entre rodillos
…..y más!
2655 White Oak Circle | Aurora, IL 60502-9674
Cámbiese al líder para su ssiguiente proy
nte
a
to
de láminasyecto de líneas de extrusión
PTi Perú/Chile PTi Venezuela+51 1 615-1400 +58 243 234 1724 [email protected] [email protected]
PTi Colombia PTi México+57 315 331 2826 Tels y Fax: 5683 3908 y 5668 [email protected] [email protected]
� Rodillos cromados impulsados indivi
P: 630.585.5800 | F: 630.585.5855 www.ptiextruders.com|
Véanos en PLASTIMAGENStand No. C012
Serv
icio
al L
ecto
r: 59
de los próximos años. En Brasil (Complejo Petroquímico de Río de Janeiro), Venezuela (varios proyectos por parte de Pequiven) y Panamá (el recientemente anunciado Centro Energético de las Américas) se habla de ambiciosos proyectos de gran alcance que persiguen crear centros energéticos y petroquímicos integrados aguas abajo. La
regla global regirá por supuesto también para Las Américas: el acceso a materias primas competitivas será determinante.
En medio de éste entorno, como parte de la elaboración de nuestros reportes anuales, hemos actualizado nuestro modelo petro-químico mundial y las predicciones de oferta-demanda, que son tan importantes
para la visualización de los escenarios de nuestra industria (disponibilidad, precios, etc.). Hoy quiero compartir con ustedes algunos de los resultados relativos a los polietilenos en toda América.
Polietileno de baja densidadLa demanda mundial de polietileno de baja densidad alcanzó 18,9 millones de toneladas en 2007, lo que se traduce en una tasa global de operación de 90 por ciento. El 33,7 por ciento del consumo tuvo lugar en los países de Asia-Pacífi co, en Europa occidental el 24,3 por ciento, en Norteamérica 17,6 por ciento y el resto en otras regiones. El 6,9 por ciento fue consumido en América Latina.
En Norteamérica (Estados Unidos, Méxi-co y Canadá), 3,3 millones de toneladas fueron consumidas y las tasas de operación repuntaron a 93 por ciento (2006: 91 por ciento). Esto ha sido posible, porque los productores de resina de Estados Unidos han logrado compensar la desaceleración de consumo interno con exportaciones, ejercicio que ha sido además facilitado por la debilidad del dólar (sin embargo, en términos anuales, las exportaciones de
Figura 1
0
5
10
15
20
25
30
2000 2002 2004 2006 2008 2010 2012 2014 2016 2018 2020
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
P ro d u c c ió n C o n s u m o Ap a re n te C a p a c id a d An u a l T a s a d e O p e ra c ió n
Capacidad, Demanda Producción, MM Tons
Tasa
de
Ope
raci
ón
Balance oferta-demanda, producción y tasas de operación en Norteamérica

58 Edición 3 - Vol 23 - Abril 2008 www.plastico.com
Serv
icio
al L
ecto
r: 60
PEBD desde Estados Unidos fueron menores que en 2006). Las expectativas son que – de no darse nuevas inversiones -la región de NAFTA (North American Free Trade Agreement) se mantendrá como un importador neto de PEBD al menos en el mediano plazo.
America Latina (excluyendo México) tuvo una demanda de alrededor de 1,3 millones de toneladas de PEBD en 2007 (3,7 por ciento por encima de 2006). Las tasas de operación han sido también altas, en un promedio regional anual de 92 por ciento (similar a 2006), lo que conjuntado con lo que se observó en Norteamérica implicó ciertas limitaciones de abasto. De acuerdo con los resultados de nuestra simulación, es muy posible que entre 2012 y 2013 América Latina sea aritméticamente autosufi ciente y crezca paulatinamente como exportador neto de PEBD (en la práctica, se importan ciertos grados de resina, a la vez que se exportan otros). Para 2015, el balance positivo podría alcanzar 250 mil toneladas. Los mayores productores serán Brasil y Venezuela. El consumo en la región (América Latina sin México) habrá claramente sobrepasado 1,5 millones de toneladas.
Polietileno lineal de baja densidadLa demanda mundial de polietileno lineal de baja densidad alcanzó 19,6 millones de toneladas en 2007, lo que se traduce en una tasa global de operación excepcionalmente alta de 94 por ciento, que se espera además se sostenga o tenga un ligero incremento en 2008 (asumiendo que Estados Unidos no sufre una recesión real; consideramos que será más bien una desaceleración que pudiera continuar al menos durante la mayor parte del año). El 40 por ciento del consumo fue generado por los países de Asia-Pacífi co, Europa Occidental participó con el 18,4 por ciento, Norteamérica con el 26.,9 por ciento y el resto se consumió en otras regiones. Améri-
Vista satelital
La demanda mundial de polietileno lineal de baja densidad alcanzó 19,6 millones de toneladas en 2007.
Foto
cor
tesí
a Ju
pite
rim
ages
/Dep
ot.

Edición 3 - Vol 23 - Abril 2008 59www.plastico.com
La Ventaja está Clara
Con una combinación única de índice de refracción y morfología de partícula, MINBLOC® ofrece propiedadesópticas superiores y excelentes propiedades antibloqueo.MINBLOC opera de forma transparente dentro de lamatriz del polímero, para producir películas sopladas yextruídas con menor opacidad y mayores valores de claridad y brillo.
En México:Tel: +52 81 8151 2800 Fax: +52 81 8151 2812
E-mail: [email protected]
Mundial:Tel:+1 618-747-2311 Fax: +1 618-747-9318
E-mail: [email protected]®MINBLOC es una marca registrada. Derechos reservados. ©2007
ADITIVOS ANTIBLOQUEO
Lo esperamos en la PLASTIMAGENBooth # 1213 para que vea nuestras novedades
Vista satelital
ca Latina contribuyó con 5,6 por ciento de la demanda mundial.
En Norteamérica, el consumo de PELBD fue mayor al de PEBD, con 5,3 millones de toneladas consumidas en 2007; las tasas de operación fueron las más altas de al menos los últimos 12 años, alcanzando un extraordinario 97 por ciento (2006: 94 por ciento). Es posible que este nivel se sostenga en 2008 y que las exportaciones desde Estados Unidos se reduzcan en unas 150 mil toneladas para satisfacer la demanda interna. Esto se palpará en la disponibilidad y los precios en aquellos mercados que son abastecidos desde allí. Dadas las tendencias de de-manda e inversión, todo apunta a que en 2011 la región de NAFTA pudiera pasar de ser un exportador neto de PELBD a importador neto. De continuar así, entre 2014 y 2015 las importaciones netas de la región podrían haber sobrepasado las 700 mil toneladas.
La demanda de PELBD en América Latina creció 12 por ciento respecto a 2006, para alcanzar 1 millón cien mil toneladas en 2007. Siguiendo el patrón de América del Norte, las tasas de operación dieron un salto signifi cativo, promediando 90 por ciento en la región (2006: 84 por ciento), de forma que dicha sincronía se sumó para causar ciertas limitaciones de abasto y los consecuentes ajustes de precios. En lo que respecta al balance de oferta y demanda, es muy posible se observe lo contrario que en la región norte: para 2012, América Latina podría convertirse en un exportador neto de PELBD y para 2015 alcanzar niveles de exportación neta superiores a las 500 mil toneladas. Al igual que en el caso del PEBD, la lista de productores estará encabezada por Brasil y Venezuela. La demanda en América Latina se acercará a las 400 mil toneladas.
Polietileno de alta densidadEl polietileno de alta densidad es la familia de resinas dentro de los polietilenos que tiene la mayor demanda. En 2007, el consumo mundial fue de alrededor de 31,6 millones de toneladas. Los productores operaron a un promedio de 91 por ciento, la tasa más alta en muchos años. De no haber eventos inesperados negativos de im-pacto global, se espera que esta cifra se incremente aún más durante 2008, resultando en una limitación global de abasto de esta resina.
También el consumo de PEAD es dominado por los países de Asia-Pacífi co, que dan cuenta por el 36,4 por ciento del consumo. Norteamérica es el segundo consumidor de esta poliolefi na, con el 25,7 por ciento de la demanda mundial, seguida por Europa Occidental, que participó con el 16,9 por ciento de la demanda en 2007. América Latina generó el 6,3 por ciento de la demanda mundial.
También en Norteamérica, el PEAD es la familia domi-nante de polietilenos. Tras crecer 5,7 por ciento respecto a 2006, la demanda en la región alcanzó 8,4 millones de toneladas en 2007. Las tasas de operación continuaron la tendencia al alza iniciada en 2006, cuando se incremen-taron de 82 a 88 por ciento. Se estiman en alrededor de 91 por ciento para 2007 y todo indica que bien pudieran llegar a 95 por ciento este año. De ser así, no sobrará la resina y los precios tenderán al alza. Con el crecimiento sostenido de la demanda de esta resina y la insufi ciencia de inversiones, es prácticamente inevitable que ya para 2010 la región se haya convertido en un importador neto Se
rvic
io a
l Lec
tor:
61
Edición 3 - Vol 23 - Abril 2008 59

60 Edición 3 - Vol 23 - Abril 2008 www.plastico.com
Vista satelital
de PEAD. Puesto que hasta hoy no parece haber nada que se contraponga a esta tendencia, más de un millón de toneladas de importación neta de PEAD pudieran ser el balance de la región para 2015.
América Latina incrementó su demanda en casi 9 por ciento respecto a 2006. Es muy posible que este año se rompa la barrera de las 2 millones de tonelada de consumo en la región. En 2007 se consumieron 1,99 millones de toneladas y estimamos una demanda de 2,2 millones de toneladas para 2008. Las tasas de operación en la región no han alcanzado los mismos niveles de Norteamérica. Sin embargo, el 87 por ciento que estimamos
En Búsqueda Global digite:tp2303vistasatelital
Lea este artículo en www.plastico.com
* Acerca del autorRaúl Arias Álvarez es gerente para América Latina de Nexant Chemsystems. En la industria, se ha desarro-llado en puestos gerenciales en planeación estratégica, mercadotecnia y ventas. Fue colaborador por varios años de BASF, en donde ejerció como responsabilidad fi nal la gerencia del negocio de estirénicos para México, Centroamérica y el Caribe.
Serv
icio
al L
ecto
r: 62
Figura 2
0
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
2 0 0 0 2 0 0 2 2 0 0 4 2 0 0 6 2 0 0 8 2 0 1 0 2 0 1 2 2 0 1 4 2 0 1 6 2 0 1 8 2 0 2 0
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
P ro d u c c ió n C o n s u m o Ap a re n te C a p a c id a d An u a l T a s a d e O p e ra c i ó n
Capacidad, Demanda Producción, MM Tons
Tasa
de
Ope
raci
ón
Balance oferta-demanda, producción y tasas de operación en América Latina
para 2007 es el nivel más alto posterior al año 2000. No es improbable que incluso se observe un ligero incremento durante 2008.
La dependencia de América Latina de las importa-ciones continuará hasta 2013. Es después de este año que la región pudiera alcanzar la auto-sufi ciencia arit-mética y convertirse en un exportador neto moderado (en 2015, la exportación neta pudiera ser un poco mayor a las 250 mil toneladas). Brasil y Venezuela dominarán por mucho el escenario de los produc-tores en América Latina en un momento en que la demanda en la región pudiera haber sobrepasado 3,5 millones de toneladas, equivalente al 7,4 por ciento de la demanda mundial.
PanoramaLa fi gura 1 presenta el balance para el polietileno en Norteamérica. El consumo total de 16,7 millones de toneladas y una producción de 18,7 millones de toneladas en 2007 resultaron en una tasa de operación bastante alta, de 94 por ciento. Se espera que dicha tasa se mantenga durante 2008 y será en 2009 que empezará a disminuir al haber algo de nueva capaci-dad y reducirse gradualmente las exportaciones para abastecer preferentemente el mercado interno. Así, la posición de la región para 2012 pasará de exportador neto a importador neto. El siguiente repunte de las tasas de operación pudiera darse alrededor de 2015, año en que se pronostica que las importaciones habrán alcanzado 1,5 millones de toneladas. En ese punto, la región tendría necesidad de nuevas capacidades para asegurar su abasto.
En la fi gura 2 puede apreciarse el mismo análisis para América Latina. Similar a Norteamérica, América Latina experimentará el punto alto de las tasas de operación en 2008, mismas que empezarán a dismi-nuir conforme se integren nuevas capacidades. El punto más bajo pudiera darse en 2011, en el que se pronostica un fuerte sobre-abasto.
ConclusiónDespués de una etapa de quizá dos años, que estará defi nida por la limitación de abasto por parte de uno de los proveedores tradicionales de América Lati-na de polietileno, Estados Unidos, que determinará el escenario de la industria. Presenciaremos cómo América Latina iniciará un desarrollo gradualmente y sostenido, con nuevas capacidades, lo cual lo llevará a ser exportador neto de esta resina, probablemente después de 2012. TP

Edición 3 - Vol 23 - Abril 2008 61www.plastico.com
• 2008 • Abril 3er Congreso Mundial
de compuestos de plástico y madera
Abril 1 – 2 San Diego, CA, E.U.
Plastimagen 2008 Abril 8 - 11 Ciudad de México, México www.plastimagen.com.mx
Chinaplast 2008 Abril 17 – 20 Shanghai, P.R. China www.chinaplasonline.com
PETnology Europe 2008 Abril 22 – 23 Dusseldorf/Neuss, Alemania www.petnology.com
Interpack 2008 Abril 24 – 30 Dusseldorf, Alemania www.interpack.com
Mayo Antec & Plastic Encounter 2008
Mayo 4 - 8 Milwaukee, Wisconsin, E.U. www.4spe.org
Mayo Plastics Encounter Mayo 4 - 8 Milwaukee,
Wisconsin, E.U. www.plasticsencounter.com/
Mayo Expoplast Perú 2008 Mayo 28 - 31 Lima, Perú www.expoplastperu.com
Junio Medical Moulding & Extrusion 2008
Junio 16 – 18 Colonia – Alemania
Septiembre 8vo Congreso Mundial de Nanocompuestos 2008
Septiembre 15 – 17 San Diego, CA, E.U. ecm@executive-
conference.com
Colombiaplast 2008 Septiembre 29
a octubre 3 Bogotá, Colombia www.colombiaplast.com
Noviembre Feiplar Composites & Feipur 2008
Noviembre 11 – 13 Sao Paulo, Brasil
www.feiplar.com.br
Diciembre Euromold Diciembre 3 – 6 Frankfurt, Alemania www.euromold.com
• 2009 •Marzo Plast 09 Marzo 24 – 28 Milán, Italia. www.plast09.org
Junio NPE 2009 Junio 22 – 26 Chicago, IL, E.U. www.npe.org
Plásticos 09 Junio 29 a julio 2 Buenos Aires, Argentina www.banpaku.com.ar
Septiembre Taipei Plas Septiembre 18 al 22 Taipei, Taiwán www.taipeiplas.com.tw
Jupi
terim
ages
/Dep
ot Calendario de eventos
En mayo, tercera edición de ExpoPlast Perú
La feria internacional de la industria del plástico Expo-Plast Perú llega en 2008 a su tercera edición. El evento se llevará a cabo del 28 al 31 de mayo y contará con la presencia de 180 empresas expositoras provenientes de Argentina, Brasil, Colom-bia, Estados Unidos, Italia y algunos países asiáticos. Con un área de exhibición de 8.000 m2, el Centro de Convenciones del Jockey Plaza, en Lima, recibirá
a cerca de 12 mil visitantes nacionales e internaciona-les, vinculados directamente con la industria plástica.
En ExpoPlast Perú 2008 se presentarán desarrollos tecnológi-cos avanzados y aplicaciones innovadoras. Los visitantes podrán enterarse acerca de las tendencias del mercado mediante una serie de charlas, conferencias y seminarios.
En sus anteriores ediciones, esta feria se constituyó en un gran centro de negocios para visitantes nacionales y extranjeros. Los
organizadores de la feria aseguran que la edición de 2008 será uno de los encuentros más importantes de la industria plástica del Pacífi co Sur y América Latina.
De acuerdo con el Comité de Plásticos de la Sociedad Nacional de Industria de Perú, el Ministerio de la Producción y Graph-trade, la industria plástica peruana atraviesa por un momento de buena salud. Con ventas anuales que superaron en 2006 los 1.000 millones de dólares, el sector plástico en Perú ha tenido un crecimiento sostenido en los últimos años. Actualmente, el 5% de los envases que se producen en el país son plásticos. Algunos de los principales productos fabricados son botellas, cajas para bebidas gaseosas, envases para medicamentos, mantas, sacos para pesca, mangueras para agricultura, tuberías y artículos de uso doméstico e industrial.
En 2006, la importación de maquinaria y equipos sumó US$258 millones y la de insumos para productos plásticos pasó de US$650 en 2004 a US$ 896.4 millones en 2006. Las exportacio-nes aumentaron de US$110 millones en 2004 a 185.6 millones en 2006. Los principales destinos fueron Colombia, Venezuela, Bolivia, Ecuador, Estados Unidos, Chile y Brasil. Las empresas de la industria plástica peruana ascienden a 800 en la actualidad y generan más de 22 mil empleos formales.
Expoplast Perú se realizará en Lima, ‘Ciudad de los balcones’.
Para incluir sus eventos en este listado, envíenos la información completa a [email protected].
Encuentre en www.plastico.com más información sobre estos y otros eventos de la industria.
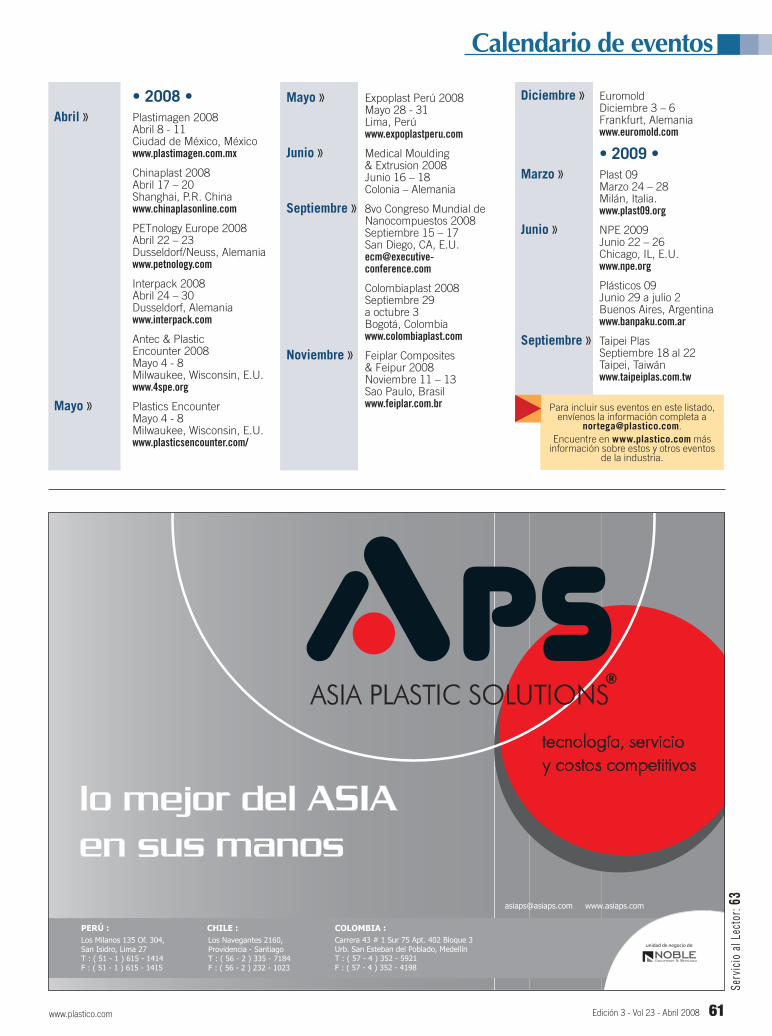
Edición 3 - Vol 23 - Abril 2008 61www.plastico.com
Los Milanos 135 Of. 304, San Isidro, Lima 27T : ( 51 - 1 ) 615 - 1414F : ( 51 - 1 ) 615 - 1415
PERÚ : Los Navegantes 2160, Providencia - SantiagoT : ( 56 - 2 ) 335 - 7184 F : ( 56 - 2 ) 232 - 1023
CHILE : Carrera 43 # 1 Sur 75 Apt. 402 Bloque 3 Urb. San Esteban del Poblado, MedellínT : ( 57 - 4 ) 352 - 5921F : ( 57 - 4 ) 352 - 4198
COLOMBIA :
[email protected] www.asiaps.com
Serv
icio
al L
ecto
r: 63
• 2008 • Abril Plastimagen 2008 Abril 8 - 11 Ciudad de México, México www.plastimagen.com.mx
Chinaplast 2008 Abril 17 – 20 Shanghai, P.R. China www.chinaplasonline.com
PETnology Europe 2008 Abril 22 – 23 Dusseldorf/Neuss, Alemania www.petnology.com
Interpack 2008 Abril 24 – 30 Dusseldorf, Alemania www.interpack.com
Antec & Plastic Encounter 2008
Mayo 4 - 8 Milwaukee, Wisconsin, E.U. www.4spe.org
Mayo Plastics Encounter Mayo 4 - 8 Milwaukee, Wisconsin, E.U. www.plasticsencounter.com/
Mayo Expoplast Perú 2008 Mayo 28 - 31 Lima, Perú www.expoplastperu.com
Junio Medical Moulding & Extrusion 2008
Junio 16 – 18 Colonia – Alemania
Septiembre 8vo Congreso Mundial de Nanocompuestos 2008
Septiembre 15 – 17 San Diego, CA, E.U. ecm@executive-
conference.com
Colombiaplast 2008 Septiembre 29
a octubre 3 Bogotá, Colombia www.colombiaplast.com
Noviembre Feiplar Composites & Feipur 2008
Noviembre 11 – 13 Sao Paulo, Brasil
www.feiplar.com.br
Diciembre Euromold Diciembre 3 – 6 Frankfurt, Alemania www.euromold.com
• 2009 •Marzo Plast 09 Marzo 24 – 28 Milán, Italia. www.plast09.org
Junio NPE 2009 Junio 22 – 26 Chicago, IL, E.U. www.npe.org
Plásticos 09 Junio 29 a julio 2 Buenos Aires, Argentina www.banpaku.com.ar
Septiembre Taipei Plas Septiembre 18 al 22 Taipei, Taiwán www.taipeiplas.com.tw
Calendario de eventos
Para incluir sus eventos en este listado, envíenos la información completa a
[email protected] en www.plastico.com más
información sobre estos y otros eventos de la industria.

62 Edición 3 - Vol 23 - Abril 2008 www.plastico.com
Únicamente en www.plastico.com
En las siguientes páginas en-contrará artículos, noticias y avisos publicitarios. Lo invita-mos a utilizar la herramienta de Servicio al Lector que tenemos disponible en www.plastico.com/servicio para contactar a las compañías que ofrecen las tecnologías, materiales o ser-vicios que sean de su interés. Para hacer sus requerimien-tos de información, tenga en cuenta el número de Servicio al Lector que identifi ca a cada producto. Estos números le permitirán solicitar cotizacio-nes y especifi caciones técnicas de forma directa.
Vaya a www.plas-tico.com/servicio
1
2
3
4
5
6
7
8
9
10
La calidad comienza con el manejo de materialesEquipos para obtener una producción más limpia y organizada.
¿Dónde pueden estar las oportunidades de innovación en una compañía?Factores que deben ser considerados por la gerencia.
El diseño sostenible en ingenieríaCómo el impacto ambiental de un producto se determina en la fase de diseño.
Llegó la hora de los plásticos biodegradablesVea la evolución comercial y las perspectivas de estos materiales.
Integración de procesos y pasos, una tendencia en KNovedades en inyección que fueron noticia en Dusseldorf.
Iniciativas de reciclaje en América LatinaTestimonios de empresas dedicadas al reciclaje.
¿Y qué pasará con los precios de las resinas?Factores que infl uyen en los precios de PE y PP.
Materiales biodegradables en empaques sosteniblesEntrevista exclusiva con una experta en el tema.
Conceptos básicos para coextrusión de películas de alta barreraDescripción técnica del proceso y sus requerimientos.
Pigmentos y aditivos en automóvilesAportes de estos materiales a la industria automotriz.
#1 Factores para lograr diseños amigables con el medio ambiente.
#3 Tecnologías necesarias para fabricar películas multicapa de alto valor agregado.
#5 Estabilizadores, ig-nífugos, antioxidantes y protectores UV, entre otros.
Vaya a www.plastico.com para leer estos artículos. Digite el título de cada uno en el buscador.
SERVICIO AL LECTOR EN LÍNEA NOTICIAS DE LA INDUSTRIA
Reifenhäuser amplía su red de distribución en CentroaméricaReifenhäuser Extrusion GmbH & Co. KG extenderá su alcance en los países centroamericanos de la mano de Grupo Interconsult, que hasta ahora ha representado los productos de Reifenhäuser en México, Colombia y Venezuela. Reifenhäuser ofrece máquinas e instalaciones desde hace más de 40 años en todo el continente americano, y a través de la nueva cooperación aspira a intensifi car los esfuerzos para extender los negocios a los países centroamericanos. Grupo Interconsult, cuyo gerente es Humberto F. Peschl, tiene su sede principal en México y dispone de ofi cinas en Colombia y Venezuela. Con el fi n de maximizar el benefi cio de los clientes, está estableciendo un centro de entrenamiento y servicio en Toluca, México. En Argentina, Chile, Uruguay, Paraguay, Perú, Ecuador y Bolivia, Reifenhäuser cuenta con la representación de MAN Ferrostaal AG.
Vea este y más noticias de la industria en www.plastico.com
LOS ARTÍCULOS MÁS LEÍDOS
Estos fueron los artículos más consultados por nuestros lectores en www.plastico.com, durante marzo de 2008.
Humberto F. Peschl, gerente del Grupo Interconsult (derecha) y Thomas G. Wurm del Grupo
Reifenhäuser, en el Centro Tecnológico de Reifenhäuser.
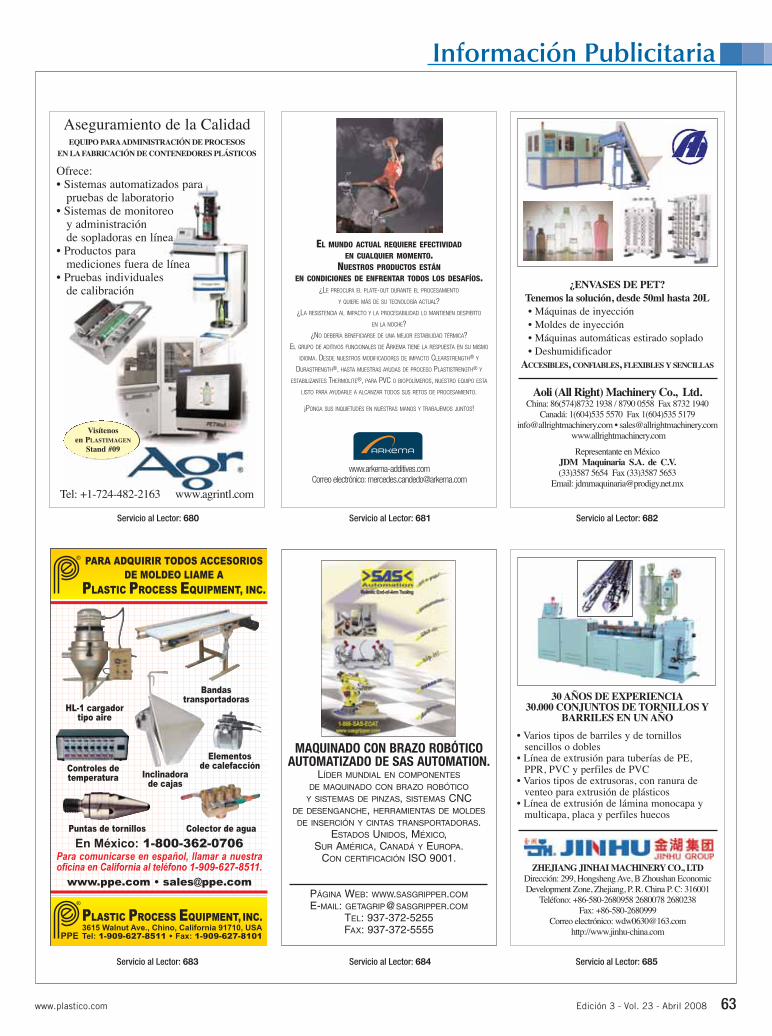
www.plastico.com Edición 3 - Vol. 23 - Abril 2008 63
¿ENVASES DE PET? Tenemos la solución, desde 50ml hasta 20L• Máquinas de inyección • Moldes de inyección• Máquinas automáticas estirado soplado • Deshumidificador
ACCESIBLES, CONFIABLES, FLEXIBLES Y SENCILLAS
Aoli (All Right) Machinery Co., Ltd.China: 86(574)8732 1938 / 8790 0558 Fax 8732 1940
Canadá: 1(604)535 5570 Fax 1(604)535 [email protected] • [email protected]
www.allrightmachinery.comRepresentante en México
JDM Maquinaria S.A. de C.V.(33)3587 5654 Fax (33)3587 5653
Email: [email protected]
EL MUNDO ACTUAL REQUIERE EFECTIVIDADEN CUALQUIER MOMENTO.
NUESTROS PRODUCTOS ESTÁNEN CONDICIONES DE ENFRENTAR TODOS LOS DESAFÍOS.
¿LE PREOCUPA EL PLATE-OUT DURANTE EL PROCESAMIENTO
Y QUIERE MÁS DE SU TECNOLOGÍA ACTUAL?
¿LA RESISTENCIA AL IMPACTO Y LA PROCESABILIDAD LO MANTIENEN DESPIERTO
EN LA NOCHE?
¿NO DEBERÍA BENEFICIARSE DE UNA MEJOR ESTABILIDAD TÉRMICA?
EL GRUPO DE ADITIVOS FUNCIONALES DE ARKEMA TIENE LA RESPUESTA EN SU MISMO
IDIOMA. DESDE NUESTROS MODIFICADORES DE IMPACTO CLEARSTRENGTH® Y
DURASTRENGTH®, HASTA MUESTRAS AYUDAS DE PROCESO PLASTISTRENGTH® Y
ESTABILIZANTES THERMOLITE®, PARA PVC O BIOPOLÍMEROS, NUESTRO EQUIPO ESTA
LISTO PARA AYUDARLE A ALCANZAR TODOS SUS RETOS DE PROCESAMIENTO.
¡PONGA SUS INQUIETUDES EN NUESTRAS MANOS Y TRABAJEMOS JUNTOS!
www.arkema-additives.com Correo electrónico: [email protected]
MAQUINADO CON BRAZO ROBÓTICOAUTOMATIZADO DE SAS AUTOMATION.
LÍDER MUNDIAL EN COMPONENTES
DE MAQUINADO CON BRAZO ROBÓTICO
Y SISTEMAS DE PINZAS, SISTEMAS CNC DE DESENGANCHE, HERRAMIENTAS DE MOLDES
DE INSERCIÓN Y CINTAS TRANSPORTADORAS. ESTADOS UNIDOS, MÉXICO,
SUR AMÉRICA, CANADÁ Y EUROPA.CON CERTIFICACIÓN ISO 9001.
PÁGINA WEB: WWW.SASGRIPPER.COM
E-MAIL: [email protected]
TEL: 937-372-5255FAX: 937-372-5555
30 AÑOS DE EXPERIENCIA30.000 CONJUNTOS DE TORNILLOS Y
BARRILES EN UN AÑO• Varios tipos de barriles y de tornillos
sencillos o dobles• Línea de extrusión para tuberías de PE,
PPR, PVC y perfiles de PVC• Varios tipos de extrusoras, con ranura de
venteo para extrusión de plásticos• Línea de extrusión de lámina monocapa y
multicapa, placa y perfiles huecos
ZHEJIANG JINHAI MACHINERY CO., LTDDirección: 299, Hongsheng Ave, B Zhoushan EconomicDevelopment Zone, Zhejiang, P. R. China P. C: 316001
Teléfono: +86-580-2680958 2680078 2680238Fax: +86-580-2680999
Correo electrónico: [email protected]://www.jinhu-china.com
Información Publicitaria
Servicio al Lector: 682Servicio al Lector: 681
Servicio al Lector: 685Servicio al Lector: 684
Aseguramiento de la CalidadEQUIPO PARAADMINISTRACIÓN DE PROCESOS
EN LA FABRICACIÓN DE CONTENEDORES PLÁSTICOS
Ofrece:• Sistemas automatizados para
pruebas de laboratorio• Sistemas de monitoreo
y administración de sopladoras en línea
• Productos para mediciones fuera de línea
• Pruebas individuales de calibración
Tel: +1-724-482-2163 www.agrintl.com
Visítenosen PLASTIMAGEN
Stand #09
Servicio al Lector: 680
Servicio al Lector: 683
������������������� �������������������������������������������������������������
������������ ���� ��
�������������������
��������������
���� ������������
������������� ����
������������������� �������������
�����������
������� !�����"#�#$�����$#��#$���%#���#����%���
&&&'���'����(������)���'���
�����������*++�,-.�+/+-
���$"�����#��$$�� !��%�0"1��0�'
���$"�����#��$$�� !��%�0"1��0�'�� �������������������������������� � ��� !�"�����2+2�-./�*3�� ( #�����2+2�-./�*�+�

EQUIPO NUEVO/USADO
www.plastico.com
64 Edición 3 - Vol. 23 - Abril 2008 www.plastico.com
1000 Ton - 165 oz VAN DORN "Wide platen" 1995660 Ton - 130 oz HUSKY 2002550 Ton - 63 oz ENGEL 1989500 Ton - 60 oz UBE 1997500 Ton - 80 oz VAN DORN "Wide platen" 1997440 Ton - 54 oz CINCINNATI 1994300 Ton - 32 oz TOYO 2000220 Ton - 16.5 oz KRAUSS MAFFEI 1996200 Ton - 13.1 oz TOYO 1994200 Ton - 9 oz NEWBERY “Vertical” 1995177 Ton - 11.8 oz NISSEI 1995160 Ton - 8.4 oz HUSKY 1997150 Ton - 6.7 oz NIIGATA 1996120 Ton - 8 oz VAN DORN 199455 Ton - 1 oz ARBURG 199155 Ton - 1.3 oz NIIGATA “electric” 1999
• BEKUM BLOW MOLDER H-111, 1996• FREESIA MACROSS 2 1/2" EXTRUDER LINE 2000
Se habla español, pregunte por Ivan Tadeohttp://www.machinerynetwork.com
Simplemente visite nuestras instalaciones en Internet.
Estamos a 15 minutos del Aeropuerto Internacional O’Hare de Chicago
Extrusoras y líneas de extrusión; moldeadoras por
inyección/soplado; molinos/granuladores;
termoformadoras; equipos para procesos químicos.
Tenemos taller mecánico para reparación del equipo. 2020 Estes Avenue Elk Grove, IL [email protected]: 847.956.7300, xt.14 • Fax: 847.956.8585
www.arlingtonmachinery.com
Hablamos su idioma
ESPERAMOS VISITE NUESTRA PLANTA
La herramienta más poderosa. Actualizada.Ideada para Latinoamérica. 100% en español.MÁQUINAS E INSTALACIONES COMPLETAS,
RECICLADO Y PRODUCTOS FINALES.arcos Winograd
www.megaplastic.com
W
(+54-11) 4982-6407/7910ASESORAMIENTO • REPRESENTACIONES
Clasificados
GREEN.GOINTM
EREMA, CROWN,
CUMBERLAND
U S A D A S :R E C I C L A D O R A S
MOLIENDA, LAVADO, PELETIZADO
www.escobartrading.comMiami USA - Móvil: +786-399-7280
Email: [email protected]
T E D E R I CINYECTORAS 80 a 3800 tonsCertificación Alemana TUV-CE
Plastics Recycling
Milacron, Wellex,Husky, VanDorn
USED PLASTICSEQUIPMENT:
ZERMA, SAIOU,
LIANDA,ZHONGDA,
www.plast ico.com
Maquinaria de moldeado por soplado, nueva,usada y reconstruida, y equipos auxiliares
Repuestos y servicio
BLOWMOLDING PARTS & SYSTEMS1260 Creditstone Rd Unit 1,
Concord, Ontario L4K 5T7 Canadá
Tel: + (905) 738-5540Fax: + (905) 738-2098
E-mail: [email protected] Peter Tordy
BMPS
PET • HUSKY de 300 tons., 1996, 89, 88 y 86 • Krupp 98, 96 P90-48-120 • VAN DORN 1990 385T, de 80 onzas • CINCINNATI 250, 375 y 500 tons. paraPET • Preformado de moldes de 20, 24, 25, 27, 37, 40, 46, 52, 54 y 78 gramos• SIDEL SBO 2, NISSEI ASB 650, CINCINNATI RHB XT,• Compresores de aire de 40 Bar • IMPCO B13, B30, A36, máquina de cilindro HARTIG, cargas de 20 y 40 lbs • STERLING 1990, sencilla de 3 lbs.,doble de 8 lbs, 40 lb., 200L/55gal. • Maquinaria de tambor.
Serv
icio a
l Lec
tor:
606
Serv
icio a
l Lec
tor:
601
Serv
icio a
l Lec
tor:
605
Serv
icio a
l Lec
tor:
600
Serv
icio a
l Lec
tor:
604
TODO PARA LA INDUSTRIADEL ROTOMOLDEO
REDUCTION INTERNATIONAL, LLC55 Weston Rd. Suite 325. Weston, FL 33326Tel. +1 954 905 5999 • Fax +1 603 288 6400
[email protected] • www.reductioninternational.com
PARA LA FABRICACIÓN DE TANQUES, TINACOS DESDE 300 HASTA15,000 LITROS, BASUREROS,
BARRERAS VIALES Y OTROS PRODUCTOS
• Máquinas de Rotomoldeo
• Molinos Pulverizadores
• Etiquetas Permanentes
• Consultoría • Know How
PLASTIMAGEN - México, Stand 2925
CORRUGADORESS DEE TUBERÍAMAQUINARIA USADA DISPONIBLE
• Corma 2020 con moldes y dados para doblepared, incluyendo tecnología de campana enlínea.• Unicor UC250 con doble pared de 4” y 6”,incluyendo extrusoras y equipo aguas abajo.• Corrugador Olmas para tubería de pequeñosdiámetros, con tamaños hasta de 2”.
Expertos en tecnología para tuberías corrugadas
www.profilepipe.com+1 819-689-2100
MAQUINARIA PARA ROTOMOLDEO
MOLDES
MAQUINARIA USADA
Serv
icio a
l Lec
tor:
602
Serv
icio a
l Lec
tor:
607
Serv
icio a
l Lec
tor:
608
Serv
icio a
l Lec
tor:
603

MATERIAS PRIMAS
MATERIALES
www.tradepro.com20 AÑOS EXPORTANDO E IMPORTANDO
POLÍMEROS RECUPERADOS Y SCRAPPost Industriales, Post Consumo; en Tortas,
Fardos, Rollos, Molidos y Peletizados.Grados: Extrusión, Inyección y Soplado.
PEBD, PEAD, PET, PP, PVC, PS, HIPS, GPPS, ETC.
1810 N.E. 144th Street • North Miami •FL 33181 • USATel: (305) 892-2800 • Fax: (305) 892-2884
Clasificados
EQUIPO NUEVO/USADO
PEBDPEADPVCPPPSNYLONPCABSPETACRILICOTPE
PELICULASPLASTASMOLIDOPELETIZADOPOLVOROLLOS
Su mejor alternativa para COMPRAR Y VENDER plásticos reciclados
PEBD-PEAD-PP-PVC-PETPC-PS-ABS-NYLON
Oficina Corporativa:Charlotte NC, Tel: (704) 332-6070
Oficina Regional Houston, Texas - USATel: (713) 673-2468 • Fax: (713) 673-3979
E-mail: [email protected]: www.custompolymers.com
Visítenos en PLASTIMAGEN 2008 México, stand #78
Yuh-Dak North America Inc.Oficinas Corporativas en Canadá (905) 717 3988
Máquinas Moldeadoras de Plástico por Inyección Vertical y Horizontal
www.yuh-dak.com
PLASTIMAGENMéxico, Abril 8-11
Stand # 1231
Tel: 713-434-2514Fax: 713-741-2211
SU MEJOR ALIADO EN PLÁSTICOS RECICLADOSOFICINAS Y PLANTA
7112 Cavalcade St., Houston, TX [email protected]
MOLIDO, VÍRGEN, PEDAZOS Y REPROCESADOPA, PMMA, POM, PPO, ABS, ASA, PC, SAN
www.complastcorp.net
COMPLAST, CORP.
Visítenos en PLASTIMAGEN 2008 México, stand #3509
Serv
icio a
l Lec
tor:
610
Serv
icio a
l Lec
tor:
609
QUEREMOS COMPRAR MATERIALES DE POLIETILENO DE ALTA DENSIDAD DE BOTELLA MOLIDA LAVADA Y
LIMPIA SIN ETIQUETAS, COLORES MIXTOS Y/O NATURAL, ADEMÁS DE OTROS MATERIALES.
19 Bala Ave. Suite 303, Bala Cynwyd, Pa 19004 Mercadeo: 610-667-3170 • Tráfico y Logística: 610-667-3171
Fax: 610-667-3172 • E-mail: [email protected]
Philadelphiaa Plasticc Recycling,, Inc.
Serv
icio a
l Lec
tor:
612
Serv
icio a
l Lec
tor:
615
Visítenos en PLASTIMAGEN 2008 México, stand #2917
COMPUESTOS DE PURGA MOLDES
TARIFAS PARA AVISOS CLASIFICADOS B/N
8 X 5 X 3 X 1 X
1 c o l x 1 ” $ 1 6 0 $ 1 7 0 $ 1 8 0 $ 1 9 0
1 c o l x 2 ” / 2 c o l x 1 ” $ 3 2 0 $ 3 4 0 $ 3 6 0 $ 3 8 0
1 c o l x 3 ” / 3 c o l x 1 ” $ 4 6 0 $ 4 9 0 $ 5 2 0 $ 5 6 0
1 c o l x 4 ” / 2 c o l x 2 ” $ 6 3 0 $ 6 6 0 $ 6 9 0 $ 7 2 0
Serv
icio a
l Lec
tor:
614
www.plast ico.com
www.plastico.com Edición 3 - Vol. 23 - Abril 2008 65
Serv
icio a
l Lec
tor:
613
(813) 248-4212Millwood, WV (304) 273-1000 Newton, NC (828) 466-2711Little Falls, NJ (973) 881-1010
Molemos • Filtramos • Pruebas de LaboratorioSuministro de Compactadoras de PS Espumado RUNI
Commercial Plastics Recycling, Inc.“Giving New Life to Recycled Plastics”
Distr ibuidor Autor izado de Compactadoras
Plásticos Reciclados y Fuera de Grado
Tampa, FL
www.cprinc.net www.BEC.us.comE-mails: [email protected] • [email protected]
•
Molinos Herbold y Separadores de Metales Cogelme
Serv
icio a
l Lec
tor:
616Se
rvici
o al L
ecto
r: 61
1

COMPAÑÍA SERVICIO AL LECTOR PÁGINAAcoplasticos - Colombiaplast 60 58Advantage Engineering, Inc. 39 42Agr TopWare, LLC 680 63All Right Machinery Company 682 63ARBURG GmbH + Co KG 65 68Arico Technology Co., Ltd. 48Arkema 681 63Arlington Plastics Machinery, Inc. 604 64Asaclean- Sun Plastech Inc. 16 22Asian Machinery USA, Inc. 28 32B2Bportales, Inc - EDICION COLOMBIA 72 58ABayer Material Science LLC 1 2Bielomatik 52 51Blowmolding Parts & Systems 600 64Brampton Engineering, Inc. INSERTOBuss, Inc. USA 29 32CDS-Custom Downstream Systems 36 39Cheer Young Machinery Works Co., Ltd. 55 54Chem-Pak Inc. 19 24Chum Power Machinery Corp. 44 46Commercial Plastics Recycling, Inc 616 65Complast 615 65Conair 23 27CRG Logics, Inc. 30 33Custom Polymers, Inc. 614 65Dalton Electric Heating Company 31 34Dycomet S.A. De C.V. 35 37Erema Engineering Recycling Maschinen/Anlagen GmbH 11 17Escobar Trading, Inc. 601 64Farrel Corporation 33 35FC Service Inc 46 47Fu Chun Shin Machinery Manufacture Co. 50 12Genca Corp./Canterbury Engineering Company 32 34Geon Andina - EDICION COLOMBIA 70 10AGloucester Engineering Co. 7 13Graham Machinery Group 41 44GuangDong Liansu Machinery Manufacturing Co.Ltd. 57 55HP Products, INC. 10 16IMS Company 40 43Incoe Corporation 27 31Jomar Corporation 38 41K-tron America 20 24Kang Industries Co., Ltd. 56 54Kie Maquinas E Plasticos Ltda. 17 23Kuriyama de México S. de R.L. de C.V. - EDICION MEXICO 42 45LEISTER Process Technologies 18 23Lubrizol Servicios Técnicos S. de R.L. de C.V. 53 52Lung-Meng Machinery, USA 24 28Machinery Network 605 64Macro Engineering & Technology 37 40Marcos Winograd 602 64Molds & Plastic Machinery, Inc. 603 64Molds Unlimited Inc. 613 65Moretto S.P.A. 3 5Motan, Inc. 62 60Ning Bo Well Lih Precision Machinery Co., Ltd. 5 10Ningbo Fangli Enterprise Development Co., Ltd. 14 19Noblesse - EDICION COLOMBIA 63 61Novatec, Inc. 26 30Olympus America de Mexico S.A. de C.V. - EDICION MEXICO 49 49Omipa spa 58 56Philadelphia Plastic Recycling 612 65Plastec U.S.A. 45 47Plastic Process Equipment 683 63Profile Pipe Machinery, Inc. 607 64Progressive Components 8 14PTI - Processing Technologies,Inc. 59 57Purge-USA 611 65Reduction International 608 64Reliance Industries Ltd. 6 11SAS Automation 684 63Scheer Bay Co., Pelletizing Systems 13 18Shanghai ALPHA Machinery Co., Ltd. 9 15Shini Plastics Technologies, INC 25 29SolidWorks Corporation INSERTOSoluciones Plasticas 43 46Soluciones Plasticas INSERTOSpirex Corporation 12 18Starlinger & Co. GmbH 51 51Stopol, Inc. 54 53Tecnova - EDICION COLOMBIA 71 10BThermal Care 22 26TimberlineMachinery.com Inc. 606 64Tinius Olsen Testing Machine Co. 48Tradepro, Inc. 610 65UNICOR GmbH 15 20 - 21Unimin Corporation 61 59Windmoller & Holscher 4 7Wittmann Mexico S. de R.L. de C.V. 2 3Yuh-Dak North America Inc. 609 65Zerma-Reduction International 21 25Zhejiang Jinhai Plastic Machinery 685 63Zhejiang Jinhai Plastic Machinery 34 36
Í N D I C E D E A N U N C I A N T E S
Para pedir mayor información a los proveedores vaya a www.plastico.com/servicio e ingreseel número de Servicio al Lector asignado a los anuncios de su interés.
66 Edición 3 - Vol. 23 - Abril 2008 www.plastico.com
Además de sus productos publicitarios impre-sos, Plástico ofrece en internet información decompañías proveedoras de la industria, enforma de minisitios integrados, denominados“showrooms”.
Encuentre en los showrooms de las empresasanunciantes de informa-ción general de las compañias, catálogos deproductos, listados de contactos y literaturatécnica, entre otros datos de interés.
AMÉRICA LATINA (Excepto México y Brasil)NORMA COMUNICACIONES S.A.Sandra Lombana Avenida Eldorado No. 90-10Bogotá, ColombiaTel. +57(1)410-6355Fax: +57(1)410-4916E-mail: [email protected]
BRASILORIGINAL BRASILRonilton CamaraRua Baltazar Fidélis, 138 São Paulo - SP CEP - 02151-080Teléfono: +55(11) 2261-3116Celular: 55(11) 7642-5271E-mail: [email protected]
CHINA - SHANGHAIRINGIER TRADE PUBLISHING LTD.Lake Shi 1001 Tower 3, Donghai Plaza, 1486Nanjing Road West, Shanghai 200040,ChinaTel: +86-21 6289-5533Fax:+86-21 6247-4855E-mail: [email protected]
ESPAÑAEric Jund2264 Chemin Sainte ColombeVence 06140FranceTel: +33 (4) 93-587743Fax: +33 (4) 93-240072E-mail: [email protected]
EUROPALERNER MEDIA CONSULTINGMartina LernerWaldstr. 10Lobbach, Alemania D-74931Tel. +49(6)2269-71515Fax: +49(6)2269-71516E-mail: [email protected]
CHINA - HONG KONGRINGIER TRADE PUBLISHING LTD.Michael Hay401-405, 4/F New Victory House,93-103 Wing Lok Street, SheungWan, Hong KongTel: +852 2369-8788Fax:+852 2369-5919E-mail: [email protected]
ITALIACOM3 ORLANDONicola OrlandoVia di Benedittini, 12Milano, 20146ItaliaTel: +39 (02) 415 8056Fax: +39 (02) 4830 1981E-mail: [email protected]
JAPÓNACE MEDIA SERVICE INC.Katsuhiro Ishii12-6,4-chome, Nishiiko, Adachi-KuTokyo 121-0824, JapónTel. +81(3)5691-3335Fax: +81(3)5691-3336E-mail: [email protected]
MÉXICOStella RodríguezCalle Cruz del Cristo No. 10 Manzana24 Casa 14, Col. Santa Cruz delMonte C.P. 53110 Naucalpan Edo. de MéxicoTel. y Fax: +52(55)5393 2028E-mail: [email protected]
TAIWÁNRINGIER TRADE PUBLISHING LTD.Sydney Lai9F-2, No. 200, Zhongming Rd., NorthDistrict ,Taichung City 404,TaiwanTel: +886-4 2329-7318Fax:+886-4 2310-7167E-mail: [email protected]
REPRESENTANTES DE VENTAS DE PUBLICIDADSALES REPRESENTATIVES
Visite en www.plastico.com los minisitios informativos de las siguientes compañías proveedoras de la industria:
ACS Group ( AEC Inc)Advantage Engineering, Inc.Arico Technology Co., Ltd.ArkemaBattenfeld Extrusionstechnik GmbHCDS-Custom Downstream SystemsCheer Young Machinery Works Co., Ltd.ConairCRG Logics, Inc.D-M-E CompanyDalton Electric Heating CompanyDesigner Machinery Co., Ltd.Gloucester Engineering Co.GuangDong Liansu Machinery Manufacturing Co.Ltd.Guangzhou Advance-Tech Co., Ltd.HP Products, INC.HunterlabIMS CompanyJomar CorporationLung-Meng Machinery, USAMachinery NetworkMaguire ProductsMilacronMilacron Inc./Extrusion SystemsMotan, Inc.Ning Bo Well Lih Precision Machinery Co., Ltd.Ningbo Fangli Enterprise Development Co., Ltd.Ningbo Shuangma Machinery Industry Co., Ltd.Novatec, Inc.NYCO MINERALS INCORPORATEDPlastec U.S.A.Progressive ComponentsReduction InternationalRivers Metal Products, Inc.SAS AutomationScheer Bay Co., Pelletizing SystemsSlide ProductsSoluciones PlasticasSpirex CorporationThermal CareTinius Olsen Testing Machine Co.Unimin CorporationUniversal DynamicsVecoplanXaloy Inc.Zhejiang Jinhai Plastic Machinery
GERENTE DIVISIÓN COMERCIALTerry Beirne
[email protected] ASOCIADA
Giovana Reyes1(305)529 1465
Toll Free:+1(800) 622-6657 Ext [email protected]
GERENTE DE CUENTASKen Jenkins
1(954)986 9237Toll Free:+1(800) 622-6657 Ext 47319
[email protected] DE VENTAS
INTERNACIONALESGuillermo Fernández
1(305)448 6875 Ext 47307Toll Free:+1(800) 622-6657 Ext 47307
[email protected] DE MERCADEO
Patricia Belledonne1(305)448 6875 Ext 47310
Toll Free:+1(800) 622-6657 Ext [email protected]
6505 Blue Lagoon Drive, Suite 430Miami, Florida 33126
Tel.: +1 (305) 448 – 6875Toll Free: +1 (800) 622 – 6657
Fax: +1 (305) 448 – 9942
48
47


| (AR) Argentina: M.E.S. · Tel. +54 11 4754 6902 · [email protected] | (BR) Brasil: ARBURG Ltda. · +55 11 5643-7007 · [email protected] |(CL) Chile: c.m.k. ·Tel. +56 2 236 2380 · [email protected] | (CO) Colombia: Maqtec Ltda. · Tel. +57 1 368 7628 · [email protected] | (GT) Guatemala: J.C. Niemann · Tel. +5024 20 89 89 · [email protected] | (MX) México: ARBURG S.A. de C.V. · Tel. +52 55 5363 7520 · [email protected] | (US) EE.UU.: ARBURG, Inc. ·Tel. +1 (860) 667-6500 · [email protected] | (VE) Venezuela: Plasticonsult C.A. · Tel. +58 212 943 1241 · [email protected] |
Internacional con presencia local. Siendo uno de los líderes mundiales en la fabri-
cación de máquinas de moldeo por inyección, estamos presentes en los principales mercados del plástico.
En México contamos desde el 1 de enero de 2008 con una filial propia. El eficaz equipo de la representación hasta
el día de hoy se queda y contará con refuerzos. Nuestro objetivo: poner a su disposición el mejor servicio y dispo-
nibilidad posibles. ¡Póngase en contacto con nosotros!
ww
w.a
rbur
g.co
m
ARBURG GmbH + Co KGPostfach 11 09 · 72286 Lossburg/AlemaniaTel.: +49 (0) 74 46 33-0Fax: +49 (0) 74 46 33 33 65e-mail: [email protected]
Servicio al Lector: 65