5 operaciones de lijado - Acerca de MAPFRE · ABRASIVOS. PROCESOS DE LIJADO EN EL PINTADO DE...
10
5 operaciones de lijado
Transcript of 5 operaciones de lijado - Acerca de MAPFRE · ABRASIVOS. PROCESOS DE LIJADO EN EL PINTADO DE...
5 operacionesde lijado

A B R A S I V O S . P R O C E S O S D E L I J A D O E N E L P I N T A D O D E A U T O M Ö V I L E S
86
5. OPERACIONES DE LIJADO
5.1. Lijado en seco frente a lijado al agua
5.2. Normas generales para la realización de los procesos de lijado en seco
5.2.1. Abrasivo
5.2.2. Lijado a mano o a máquina
5.2.3. Tipo de plato
5.2.4. Velocidad de giro de la lijadora
5.2.5. Presión ejercida
5.3. Procesos de lijado
5.3.1. Eliminación de pinturas
5.3.2. Lijado de bordes
5.3.3. Lijado de masilla
5.3.4. Mateado de cataforesis
5.3.5. Lijado de imprimaciones
5.3.6. Lijado del aparejo
5.3.7. Mateado superficial
5.3.8. Lijado para la eliminación de defectos
5.3.9. Lijado sobre materiales plásticos

Una vez conocidos los abrasivos, equipos e instalaciones pararealizar los trabajos de lijado es el momento de describir cómo
combinarlos para realizar estos trabajos con calidad, con la máxima efi-cacia.
5.1. Lijado en seco frente a lijado al agua
Hasta no hace muchos años, el sistema de lijado más utilizado era el lija-do manual al agua. Este sistema de lijado consiste en pasar un abrasivoespecial (lija al agua), previamente humedecido, sobre la superficie alijar, también humedecida.
Para realizar un correcto lijado al agua, se deben tener en cuenta lassiguientes recomendaciones:
• Sumergir unos minutos la lija en un recipiente con agua antes decomenzar a trabajar para que, al empapar el soporte del abrasivo, éstesea más flexible.
• Durante el lijado, humedecer la lija en agua regularmente; es conve-niente que este agua se sustituya con frecuencia. Mantener siempre lasuperficie a lijar con abundante agua.
• Utilizar, en lo posible, taco de lijar para prevenir las marcas de dedos.
• Ejercer siempre una presión ligera al pasar el abrasivo.
• Lijar paralelamente, en una misma dirección.
A B R A S I V O S . P R O C E S O S D E L I J A D O E N E L P I N T A D O D E A U T O M Ö V I L E S
88
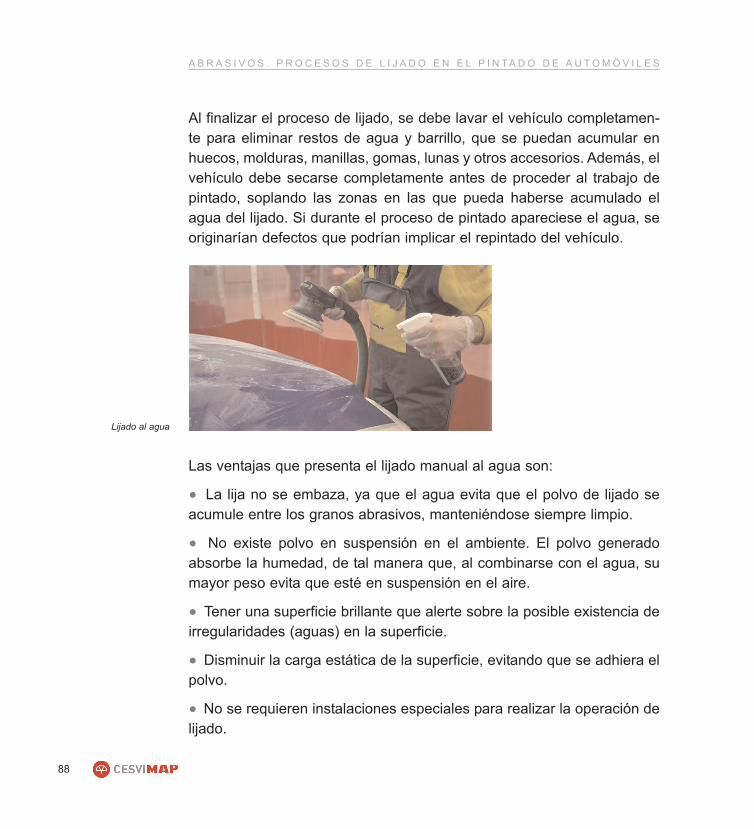
Al finalizar el proceso de lijado, se debe lavar el vehículo completamen-te para eliminar restos de agua y barrillo, que se puedan acumular enhuecos, molduras, manillas, gomas, lunas y otros accesorios. Además, elvehículo debe secarse completamente antes de proceder al trabajo depintado, soplando las zonas en las que pueda haberse acumulado elagua del lijado. Si durante el proceso de pintado apareciese el agua, seoriginarían defectos que podrían implicar el repintado del vehículo.
Las ventajas que presenta el lijado manual al agua son:
• La lija no se embaza, ya que el agua evita que el polvo de lijado seacumule entre los granos abrasivos, manteniéndose siempre limpio.
• No existe polvo en suspensión en el ambiente. El polvo generadoabsorbe la humedad, de tal manera que, al combinarse con el agua, sumayor peso evita que esté en suspensión en el aire.
• Tener una superficie brillante que alerte sobre la posible existencia deirregularidades (aguas) en la superficie.
• Disminuir la carga estática de la superficie, evitando que se adhiera elpolvo.
• No se requieren instalaciones especiales para realizar la operación delijado.
Lijado al agua

A B R A S I V O S . P R O C E S O S D E L I J A D O E N E L P I N T A D O D E A U T O M Ö V I L E S
89
Aunque en el lijado al agua, el polvo es atrapado por el agua, conllevagran cantidad de inconvenientes:
• Su utilización es limitada, ya que no se puede usar en lijados conchapa al descubierto, por la posibilidad de corrosión, ni en superficiesenmasilladas, debido a la porosidad de la masilla de poliéster.
• Debe lavarse en profundidad el vehículo después del proceso de lija-do, para eliminar polvo, agua o barrillo.
• La superficie ha de secarse antes de la aplicación de cualquier pro-ducto de pintura.
• La fatiga que produce al operario es mayor en un trabajo manual. A ellahay que sumar la incomodidad de que el pintor se encuentre en continuocontacto con el agua.
• El tiempo de ejecución del lijado al agua es significativamente mayorcon respecto al sistema de lijado a máquina.
El sistema de lijado más utilizado actualmente, por calidad y eficiencia,es el que se realiza en seco. Éste se efectúa a máquina sobre toda lasuperficie de trabajo, excepto en las zonas donde la herramienta nopuede acceder, ejecutándose entonces a mano.
Las ventajas que esta opción supone, junto con un considerable ahorrode tiempo, han convertido la técnica del lijado en seco en una valiosaopción para incrementar la rentabilidad en el taller. El lijado en seco per-mite:
• Una cadencia de trabajo más rápida, ya que se eliminarán los tiemposde remojo de los abrasivos y el aclarado, limpieza y secado de las super-ficies.
• La posibilidad de utilizar un equipo, como es la máquina de lijado, quereduce el tiempo de lijado.

A B R A S I V O S . P R O C E S O S D E L I J A D O E N E L P I N T A D O D E A U T O M Ö V I L E S
90
• La reducción de la fatiga del operario, lo que se manifiesta en una dis-minución del número de errores.
• Un tratamiento ecológico adecuado de las partículas generadas en ellijado (polvo de lijado).
En la actualidad, la gama de productos y equipos disponibles para el lija-do en seco permiten obtener una adecuada protección de los sustratos yuna alta calidad de acabado, igual o superior a la obtenida mediante ellijado al agua. Estas circunstancias han supuesto la generalización dellijado en seco, debido a las ventajas que su uso implica.
Actualmente, la técnica de lijado al agua sólo es utilizada para casos muyconcretos, como lijados muy finos en la eliminación de defectos.
Por estos motivos, los procesos de trabajo que a continuación se mos-trarán serán únicamente trabajos en seco.
Lijado con máquina

A B R A S I V O S . P R O C E S O S D E L I J A D O E N E L P I N T A D O D E A U T O M Ö V I L E S
91
5.2. Normas generales para la realización de losprocesos de lijado en seco
Una de las operaciones primordiales en el repintado de vehículos es ellijado, no solamente porque ocupa una parte importante dentro del con-junto de la reparación, sino también porque es uno de los trabajos dondese pone de manifiesto la formación y experiencia del pintor. Para conse-guir un acabado y un rendimiento óptimo en los lijados en seco debecombinarse adecuadamente la selección de:
• Abrasivo
• Técnica de lijado, a mano o a máquina
• Tipo de plato
• Velocidad de giro de la lijadora
• Presión ejercida
Además, el pintor deberá pasar el abrasivo adecuadamente sobre lasuperficie, realizando el movimiento adecuado.
5.2.1. Abrasivo
El grano abrasivo seleccionado para realizar el trabajo de lijado no debeser demasiado fino, de manera que no consiga desgastar la superficie alijar ni mejorar la adherencia, ni tan grueso que provoque marcas de lija-do que no puedan ser tapadas por el producto de pintura que se apliquea continuación.
Será el espesor que proporcione el producto de pintura que se vaya aaplicar el que condicione la elección del abrasivo. Así, el abrasivo utiliza-do en el lijado del aparejo será distinto dependiendo de si se va a aplicarun acabado monocapa (40-55 micras de espesor), cuyo lijado acabará
A B R A S I V O S . P R O C E S O S D E L I J A D O E N E L P I N T A D O D E A U T O M Ö V I L E S
92
con P400, o si se va a aplicar una base bicapa de color (15-25 micras deespesor), que finalizará con P500 ó más fino.
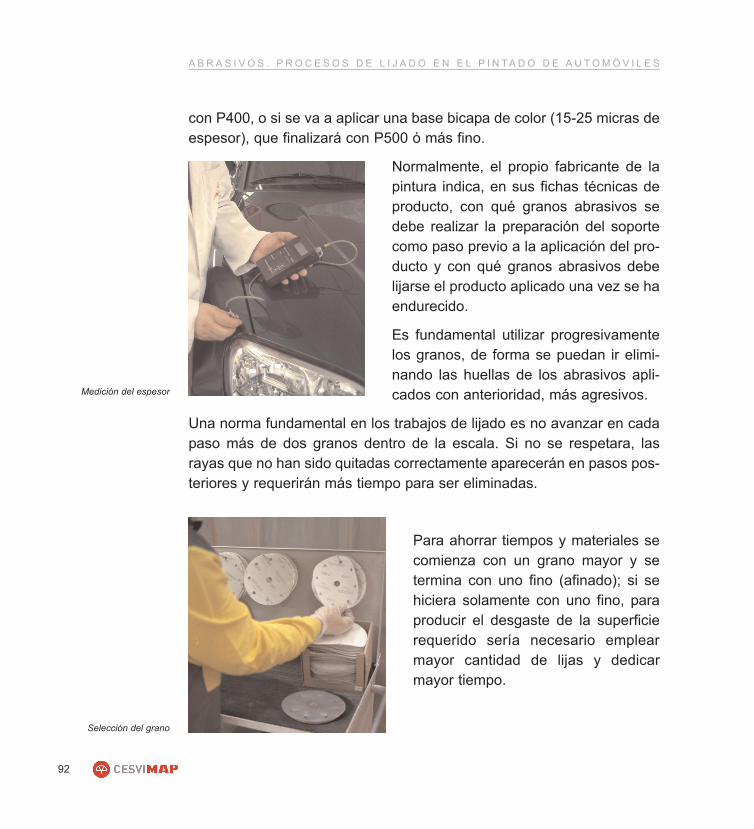
Normalmente, el propio fabricante de lapintura indica, en sus fichas técnicas deproducto, con qué granos abrasivos sedebe realizar la preparación del soportecomo paso previo a la aplicación del pro-ducto y con qué granos abrasivos debelijarse el producto aplicado una vez se haendurecido.
Es fundamental utilizar progresivamentelos granos, de forma se puedan ir elimi-nando las huellas de los abrasivos apli-cados con anterioridad, más agresivos.
Una norma fundamental en los trabajos de lijado es no avanzar en cadapaso más de dos granos dentro de la escala. Si no se respetara, lasrayas que no han sido quitadas correctamente aparecerán en pasos pos-teriores y requerirán más tiempo para ser eliminadas.
Para ahorrar tiempos y materiales secomienza con un grano mayor y setermina con uno fino (afinado); si sehiciera solamente con uno fino, paraproducir el desgaste de la superficierequerido sería necesario emplearmayor cantidad de lijas y dedicarmayor tiempo.
Medición del espesor
Selección del grano

A B R A S I V O S . P R O C E S O S D E L I J A D O E N E L P I N T A D O D E A U T O M Ö V I L E S
93
Para evitar pérdidas de tiempo y utilizar el abrasivo más adecuado acada operación, conviene disponer de un carro de trabajo o de un arma-rio en cada puesto, donde estén colocados los distintos abrasivos quevayan a ser necesarios.
Es importante que los abrasivos que se vayan a utilizar estén limpios ycorrectamente almacenados; si un cuerpo extraño se incrusta en la lijapuede originar rayas mucho más profundas que las que debería provo-car el abrasivo.
Además de que el abrasivo en sí mismo se encuentre limpio, se ha detrabajar sobre superficies limpias y desengrasadas. Siempre, antes decomenzar el lijado de una superficie, se debe limpiar ésta con disolventedesengrasante para eliminar cualquier resto de suciedad. Esto evitaráque se depositen partículas de suciedad en los surcos de lijado y alar-gará la vida del abrasivo.
Desde el punto de vista de la optimización de los materiales de lijado,cuando se lija debe utilizarse toda la extensión de la superficie del abra-sivo. Por otra parte, es conveniente que los productos a lijar estén com-pletamente endurecidos para evitar que los abrasivos se embacen pre-maturamente y se deban sustituir con frecuencia, entorpeciendo el tra-bajo y aumentando el gasto en materiales de lijado.
Cambio del disco abrasivo

A B R A S I V O S . P R O C E S O S D E L I J A D O E N E L P I N T A D O D E A U T O M Ö V I L E S
94
5.2.2. Lijado a mano o a máquina
En función de la forma y acceso de la superficie y de la precisión reque-rida al lijar, se deberá elegir si efectuarlo a mano o a máquina. El lijado amano ganará en precisión, mientras que se invertirá menos tiempo si serealiza a máquina.
Lijado a mano
Si se van a realizar lijados en contornos y áreas de difícil acceso, o ellijado a efectuar es de precisión, se deberá optar por un proceso manual.
En caso de realizar lijados directa-mente a mano, sin ayuda de taco, sedeberá utilizar los abrasivos adecua-dos, como almohadillas abrasivas,lijas con refuerzo de espuma, o abra-sivos tridimensionales tipo Scotch-Brite, siendo el último más adecuadopara mateados, pues no desgasta, yel primero más idóneo para operacio-nes que requieran desgaste, al sermás rígido. No es recomendableemplear la misma lija que se ha utili-zado en la máquina, doblándola,pues en tales situaciones su poderde corte es muy superior, provocan-do rayas de una profundidad eleva-da, que difícilmente podrían eliminar-se en la siguiente fase de lijado.
El lijado a mano sin taco, utilizando sólo la mano y el papel abrasivo,puede provocar el denominado "marcado de dedos". Este defecto apa-rece por ejercer más presión precisamente en las zonas de los dedos,
Lijado con taco