
Asunción Argüelles Ignacio Escudero · en carbono es muy bajo, el silicio, apenas tiene...
20
Asunción Argüelles Ignacio Escudero
Transcript of Asunción Argüelles Ignacio Escudero · en carbono es muy bajo, el silicio, apenas tiene...

Asunción Argüelles
Ignacio Escudero

IES JA SUANZES Oxicorte PMC-2009/2010
1 Asunción Argüelles
Ignacio Escudero
1. DEFINICIÓN Y GENERALIDADES
Para los trabajos de transformados metálicos en los que se desea construir un conjunto mediante la unión
de sus partes por soldadura, es necesario utilizar técnicas y métodos de corte para metales que puedan
realizar las siguientes funciones:
Corte de las partes a unir con las dimensiones adecuadas.
Preparación de bordes para poder soldar esas partes.
Existen varios sistemas que nos permiten realizar estas operaciones; por una parte el corte mecánico, por
otra el corte térmico y también por chorro de agua.
Dentro del corte térmico, el “oxicorte” constituye una de las aplicaciones más extendidas de la llama,
siendo una técnica afín a la soldadura en general y a la oxiacetilénica en particular ya que,
frecuentemente, utiliza las mismas instalaciones.
Podemos definir el “oxicorte” como: el procedimiento de corte empleado para seccionar piezas
metálicas mediante la acción de un chorro de oxígeno proyectado a presión sobre una zona calentada,
con anterioridad, a una temperatura algo inferior a la de fusión.
Es una técnica rapidísima, siempre que la temperatura de fusión del metal a cortar sea inferior a la del
metal base y siempre que el material se preste también a una “oxidación rápida”.
El oxicorte está basado en un fenómeno que observó Lavoisier (1743-1794) al realizar un experimento y
que enunció de la siguiente forma: “Si sobre el hierro caliente lanzamos un chorro de oxigeno a
presión, el metal entra en combustión, dando como residuo óxido férrico (Fe2O3) fundido, que se
desprende en forma de chispas incandescentes”.
La reacción química correspondiente a dicho fenómeno podemos escribirla:
2Fe +3/2 O2 → Fe2O3 + Calor
De todo lo anterior deducimos las siguientes consecuencias:
De la combinación de hierro + oxígeno obtenemos un nuevo compuesto que tiene propiedades
muy distintas a ellos, ya que aunque sigue siendo sólido, tiene un punto de fusión menor que el
del hierro.
En la combustión se origina una gran cantidad de calor, recibiendo, por tanto, la denominación
de “reacción exotérmica”.
Los materiales oxicortables, deben, por tanto, cumplir estas condiciones por:
Si el óxido formado no tiene una temperatura de fusión inferior al propio metal, se fundiría el
metal que está junto a la línea de corte mientras que el óxido quedaría sólido.
Si la reacción es “endotérmica”, en lugar de liberar calor, lo absorbe, dificultando todo el
proceso.
2. CONDICIONES QUE DEBE REUNIR, PUES, UN MATERIAL PARA QUE SE PUEDA
LLEVAR A ACABO EL OXICORTE
Para poder ser oxicortado, un metal debe poseer las siguientes características:
El metal, calentado previamente, deberá inflamarse en presencia de oxígeno puro y producir
una escoria fluida que pueda ser desalojada fácilmente, de la hendidura del corte, por el chorro de
oxígeno.
La temperatura de inflamación del metal deberá ser menor que la de fusión del mismo, por
que de no ser así el metal se fundirá y el caldo fundido obstruirá la perforación del corte.
La capa de óxido existente en el metal ha de tener un punto de fusión inferior al metal.
La escoria y óxidos producidos deben tener baja densidad para no obstruir el corte.
Los productos de la combustión no serán gaseosos en una proporción apreciable para no
contaminar el oxígeno.
IES JA SUANZES Oxicorte PMC-2009/2010
2 Asunción Argüelles
Ignacio Escudero
El calor desprendido en la combustión (exotérmica), deberá ser lo más elevado posible para
alimentar el proceso.
El metal no debe tener una conductividad térmica elevada para que no se difunda el por la
pieza y se concentre en el punto de corte.
3. APLICACIONES Y LIMITACIONES DEL OXICORTE
La aplicación del oxicorte vendrá determinada por las condiciones anteriores, de donde deducimos los
materiales sobre los que se puede llevar a cabo este proceso.
Estos materiales son:
El hierro.
El acero al carbono.
El acero de baja aleación.
El acero inoxidable, otros aceros, el aluminio, el cobre y las fundiciones al no cumplir alguna de las
anteriores condiciones, no pueden oxicortarse.
4. PROCESO DEL OXICORTE
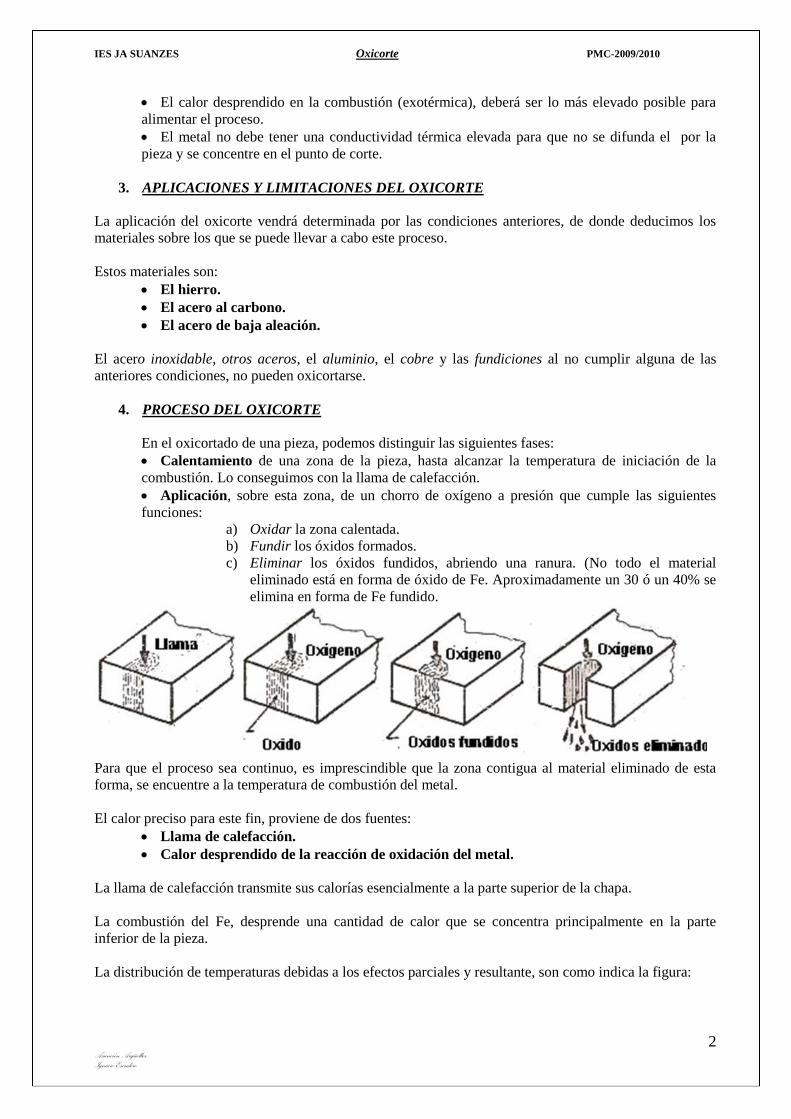
En el oxicortado de una pieza, podemos distinguir las siguientes fases:
Calentamiento de una zona de la pieza, hasta alcanzar la temperatura de iniciación de la
combustión. Lo conseguimos con la llama de calefacción.
Aplicación, sobre esta zona, de un chorro de oxígeno a presión que cumple las siguientes
funciones:
a) Oxidar la zona calentada.
b) Fundir los óxidos formados.
c) Eliminar los óxidos fundidos, abriendo una ranura. (No todo el material
eliminado está en forma de óxido de Fe. Aproximadamente un 30 ó un 40% se
elimina en forma de Fe fundido.
Para que el proceso sea continuo, es imprescindible que la zona contigua al material eliminado de esta
forma, se encuentre a la temperatura de combustión del metal.
El calor preciso para este fin, proviene de dos fuentes:
Llama de calefacción.
Calor desprendido de la reacción de oxidación del metal.
La llama de calefacción transmite sus calorías esencialmente a la parte superior de la chapa.
La combustión del Fe, desprende una cantidad de calor que se concentra principalmente en la parte
inferior de la pieza.
La distribución de temperaturas debidas a los efectos parciales y resultante, son como indica la figura:

IES JA SUANZES Oxicorte PMC-2009/2010
3 Asunción Argüelles
Ignacio Escudero
5. VARIABLES QUE INFLUYEN EN EL OXICORTE
1.Metal a cortar.
1.1.- Composición.- La influencia de los elementos de aleación que se encuentran normalmente en
los aceros, es la siguiente:
Carbono.- Puede dar lugar a la reacción: FeO + C → CO + Fe – Calor
1. La absorción de calor disminuye la velocidad del oxicorte.
2. La formación del CO (gas) dificulta el contacto del Fe con el O2, disminuyendo la velocidad
de oxidación.
3. Cuando el carbono se encuentra en forma libre (grafito), la reacción anterior y por tanto sus
efectos, es mucho más enérgica y, por tanto, mayor su influencia.
4. La dificultad aumenta con el contenido en carbono, pues, para contenidos superiores al 2%,
el acero no es oxicortable por el procedimiento normal.
Silicio.- Facilita la formación de grafito con el inconveniente descrito, aunque si el contenido
en carbono es muy bajo, el silicio, apenas tiene influencia.
Cromo.- Da lugar a óxidos de elevado punto de fusión dificultando el oxicorte.
Fósforo y azufre.- No suelen tener ninguna influencia en las cantidades en que suelen
encontrarse normalmente en los productos siderúrgicos.
1.2.- Temperatura del metal.- Al calentar el acero por encima de la temperatura crítica, el C libre se
disuelve en el Fe lo que:
Facilita el oxicorte.
Se disminuyen las deformaciones.
Se economiza O2 y combustible.
Se aumenta la velocidad de corte.
Un precalentamiento elevado dificulta el proceso del oxicorte por la aparición de Fe fundido. Los cortes,
en estas condiciones, son menos limpios. (La temperatura óptima de precalentamiento de la chapa a cortar
es de unos 1200º C).
1.3.- Espesor.- Al aumentar el espesor a cortar:
Aumenta el consumo de combustible.
Aumenta el consumo y presión de O2.
Disminuye la velocidad de corte.
1.4.- Homogeneidad.- Las pinturas, grasas, óxidos, discontinuidades en el metal, etc., dificultan el
contacto Fe – O2 y la transmisión de calor, por lo que entorpecen el proceso de oxicorte.
Es conveniente eliminarlos en lo posible (limpieza) o en caso contrario emplear una llama de calefacción
más enérgica.
2.Oxígeno.
2.1.- Pureza del oxígeno.- La influencia negativa de las impurezas es mayor, cuanto mayor es el
espesor a cortar.

IES JA SUANZES Oxicorte PMC-2009/2010
4 Asunción Argüelles
Ignacio Escudero
El oxígeno suele contener como impurezas: nitrógeno, argón, helio, CO2 y vapor de agua, siendo su
influencia, más bien debida al volumen que a la propia naturaleza de estas sustancias. (El agua en estado
líquido es la impureza más negativa).
2.2.- Temperatura del oxígeno.- Cuanto mayor es la temperatura del oxígeno, mayor es la
velocidad de corte y menor el consumo de gases, aunque en la práctica, lo normal, es no precalentarlo.
2.3.- Presión de oxígeno.- La presión óptima (P0) es distinta para cada espesor y depende del tipo
de soplete. Cada fabricante recomienda, en tablas, las presiones adecuadas a sus sopletes.
3.Llama de calefacción.- La llama de calefacción tiene como misiones:
Llevar el metal a la temperatura de ignición.
Mantener esta temperatura durante todo el proceso.
Es interesante que este tiempo de calefacción sea lo menor posible por su influencia en el costo, sobre
todo cuando se trata de cortar muchas piezas y la longitud de cada una de ellas es pequeña.
6. EQUIPO DE OXICORTE
Está Compuesto por:
Gases
o Oxígeno
o Gas combustible.
Reguladores de presión.
Válvulas antirretroceso.
Mangueras.
Soplete.
Boquillas.
Equipo accesorio.
Elementos de seguridad personal.
1.Gases.- Al igual que cualquier tipo de llama, la del oxicorte precisa para llevarse a cabo dos
elementos:
Un comburente.
o Oxígeno.
Un combustible.
o Acetileno
o Propano.
1.1 . Oxígeno.- Gas presente en todo tipo de combustión. Activa la llama elevando su temperatura
siendo por tanto el gas comburente de cualquier llama.
Es uno de los gases con mayor presencia en la naturaleza, tanto en el agua como en el aire y carece de
olor, sabor y color. Su presencia en el aire atmosférico es de un 21% y por este motivo es obvio que no es
venenoso.
Se puede obtener descomponiendo el agua por electrólisis aunque para fines industriales resulta más
económico obtenerlo a partir de la destilación fraccionada del aire atmosférico.
Se envasa en botellas de acero estirado, reforzadas en su base, ojivales en la parte superior y cuyas
dimensiones más corrientes son:
210 mm de diámetro.
1.600 mm de altura.
80 Kg de peso (cuando está llena)..
50 litros de capacidad.
IES JA SUANZES Oxicorte PMC-2009/2010
5 Asunción Argüelles
Ignacio Escudero
Se almacenan grandes cantidades a presión inicial de llenado de 200 Kg/cm2
pudiendo considerar que en
condiciones normales, una botella de oxígeno, puede contener 10.000 litros
1.2 Acetileno.- Es el gas combustible del la llama oxiacetilénica y necesita, como todos los gases
combustibles, la presencia del oxígeno para arder.
Es incoloro y tiene un característico olor similar al ajo, obteniéndose químicamente haciendo reaccionar
el carburo de calcio en contacto con el agua.
Es un gas explosivo, si su contenido en el aire está comprendido entre el 2 y el 82% y si su presión rebasa
1,5 atmósferas debiendo, por su peligrosidad, manejarse teniendo en cuenta una serie de precauciones
que, entre otras, pueden ser:
No sobrepasar nunca una presión de trabajo de 1 Kg/cm2 .
Diámetro de tuberías de acetileno siempre inferiores a 50 mm.
Velocidad de salida del acetileno siempre inferior a 7 m/s.
En contacto con plata, mercurio o aleaciones de cobre, es explosivo.
Debemos controlar perfectamente las fugas.
En caso de incendio utilizaremos arena o tierra para sofocarlo.
El acetileno se puede obtener en forma de gas mediante generadores, aunque es mas normal utilizarlo
envasado en botellas eliminando previamente el peligro de explosión, pues, para que resulte rentable su
envasado, se precisa someterlo a una presión mínima de 16 Kg/cm2 .
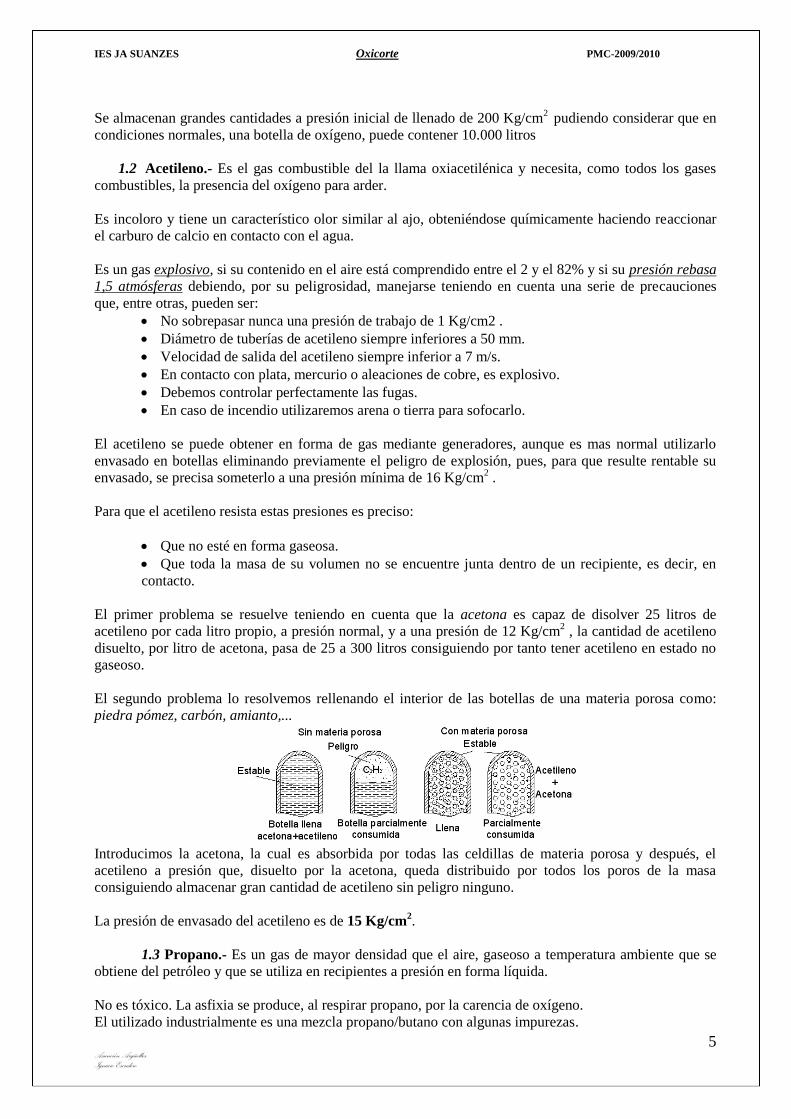
Para que el acetileno resista estas presiones es preciso:
Que no esté en forma gaseosa.
Que toda la masa de su volumen no se encuentre junta dentro de un recipiente, es decir, en
contacto.
El primer problema se resuelve teniendo en cuenta que la acetona es capaz de disolver 25 litros de
acetileno por cada litro propio, a presión normal, y a una presión de 12 Kg/cm2 , la cantidad de acetileno
disuelto, por litro de acetona, pasa de 25 a 300 litros consiguiendo por tanto tener acetileno en estado no
gaseoso.
El segundo problema lo resolvemos rellenando el interior de las botellas de una materia porosa como:
piedra pómez, carbón, amianto,...
Introducimos la acetona, la cual es absorbida por todas las celdillas de materia porosa y después, el
acetileno a presión que, disuelto por la acetona, queda distribuido por todos los poros de la masa
consiguiendo almacenar gran cantidad de acetileno sin peligro ninguno.
La presión de envasado del acetileno es de 15 Kg/cm2.
1.3 Propano.- Es un gas de mayor densidad que el aire, gaseoso a temperatura ambiente que se
obtiene del petróleo y que se utiliza en recipientes a presión en forma líquida.
No es tóxico. La asfixia se produce, al respirar propano, por la carencia de oxígeno.
El utilizado industrialmente es una mezcla propano/butano con algunas impurezas.

IES JA SUANZES Oxicorte PMC-2009/2010
6 Asunción Argüelles
Ignacio Escudero
Envasado del propano
El gas propano lo sirven en botellas como el oxígeno y el acetileno.
Son botellas de forma especial. En dichas botellas hay un 65% aproximadamente
de gas líquido y el resto de gas vaporizado. Como es sabido, a medida que, se va
consumiendo el gas de la ojiva, o sea, de la parte superior de la botella va
reponiéndose por el líquido que está en la parte inmediatamente inferior.
Las botellas comerciales de 35 kg de carga neta permiten
un caudal de gas de 1 kg por hora aproximadamente.
El gas se encuentra a una presión que depende de la
temperatura a la que se encuentre siendo:
a 15º C, de 7,5 kg/cm2
a 0º C, de 5 kg/cm
Cuando procedemos a consumir propano en el soplete, sale gas de la botella pero
inmediatamente se evapora, dentro de ella, algo de propano líquido hasta que se
restablece la presión que había. Mientras tenga líquido se mantendrá la presión
constante. Por esta razón la presión de salida del gas es fija e independiente del grado de llenado de la
botella.
Es inflamable en el aire, pero el corte con propano es menos peligroso que con acetileno, ya que la
velocidad de retroceso de la llama es mucho más lenta.
Cuando el consumo es grande la botella se enfría, siendo posible ver agua o incluso hielo alrededor de la
botella. Si esta alcanza la temperatura de -42º C, la presión del gas baja hasta la presión atmosférica, deja
de salir gas y entra aire en la botella. Por ésta razón, para un consumo de más de 1 kg de propano a la
hora, se deben acopiar varias botellas en paralelo.
Estos inconvenientes no existen utilizando propano en grandes depósitos y alimentando por red a los
distintos consumidores.
El propano disuelve al caucho natural, grasa, aceite, etc., pero al caucho sintético, no.
Es inflamable tanto en el aire como en el oxígeno por encima del 2,2%.
Para consumos superiores, a 1 kg por hora, es necesario colocar en descarga simultánea tantas botellas
como kilogramos por hora precisen.
1.4 Manejo de botellas
Estimando que el operario sopletero recibe la botella con toda garantía de funcionamiento, a él
corresponden las prevenciones necesarias que eliminen cualquier signo de peligro:
a) No situar junto a las botellas focos de calor, cualquiera que sea su clase.
b) Evitar caídas o golpes en las botellas.
c) Si el grifo no funciona, no engrasarlo ni desmontarlo. Devolver la botella notificando su defecto.
d) En los puestos de trabajo tener embridadas las botellas a la pared, se evitarán las caídas por
tirones negligentes de soplete y gomas.
e) Abrir suavemente los grifos.

IES JA SUANZES Oxicorte PMC-2009/2010
7 Asunción Argüelles
Ignacio Escudero
f) Si en invierno se hiela la salida de las botellas, no han de calentarse con llama, sino con agua
caliente.
g) Purgar las botellas antes de acopiar el manorreductor.
h) Comprobar las posibles fugas de gas, detectando por su olor, o con agua jabonosa. Corrigiendo si
es menester.
i) No engrasar las válvulas ni juntas roscadas de las conducciones.
j) No apurar en exceso las botellas de acetileno, puesto que arrastra la acetona, pierde potencia y
hace ligeramente indefinido el dardo.
k) No cambiar nunca los conductores del combustible con los del oxígeno.
l) Caso de prenderse el gas en el grifo de la botella de acetileno o goma conductora, cerrar el grifo
de la botella sin temor, pues no encierra peligro.
m) Las botellas con fluidos a presión, licuados o disueltos, están pintadas y llevan grabadas las
inscripciones que establece la legislación vigente.
n) Los colores correspondientes a los gases de mayor consumo en los talleres son los siguientes:
2. Reguladores de presión.- El regulador o manorreductor es un aparato para reducir la presión de
los gases al valor adecuado al espesor a cortar, que se conecta roscado a cada botella o a la red.
Se construyen de latón y bronce y sus partes principales son:
Se acoplan a las botellas mediante purgado de las mismas para evitar que se introduzca polvo y se
deterioren y no deben nunca engrasarse, sobretodo las de oxígeno.
Deben ponerse siempre en posición vertical y visibles desde cualquier lugar de trabajo y nunca forzarse ni
sufrir golpes.
3. Mangueras.- Son los tubos de goma que se utilizan en la conducción de gases desde los
manorreductores hasta el soplete o máquina de oxicortar.
Se utilizan en dos colores:

IES JA SUANZES Oxicorte PMC-2009/2010
8 Asunción Argüelles
Ignacio Escudero
Rojo para el acetileno.
Negro para el oxígeno.
Manejo de las mangueras
a) La manguera de oxígeno se distingue de la de acetileno por ser de mayor espesor su pared,
debido a que tiene que soportar mayores presiones y menor diámetro de taladro. La de acetileno
tiene mayor diámetro interior y menor espesor. Los racores de acoplamiento en los mangos,
tienen respectivamente menor diámetro de taladro en el oxígeno y mayor diámetro en el
acetileno.
b) Sujetar fuertemente las mangueras a los aparatos donde vayan conectadas, por medio de bridas o
abrazaderas. Esta precaución es muy importante, sobre todo en la de oxígeno.
c) Vigilar que las mangueras del oxígeno y del combustible no tengan fisuras, para ello deben
comprobarse antes de.realizar los trabajos, pues si existe una fuga, cualquier chispa puede
incendiar la manguera ocasionando un accidente.
d) No colocar sobre las mangueras piezas que puedan entorpecer su manipulación y al hacer un
movimiento brusco, ocasionen la rotura de las mismas.
e) Evitar que las chispas o el calor lleguen a las botellas o mangueras.
f) Colocar las botellas separadas del puesto de trabajo de unos 3 a 5 metros.
g) Cuando se está manejando oxígeno, no tener las manos grasientas, ya que puede producirse una
inflamación ocasionando un grave accidente al usuario.
h) Utilizar mangueras de goma de buena calidad.
i) Las tuberías de propano no irán ni empotradas ni a ras M suelo.
j) No utilizar nunca las mangueras de propano para otra función distinta.
k) Examinar las mangueras periódica y frecuentemente para ver si tienen puntos gastados o fugas,
para ello se sumergirán en agua jabonosa a la presión normal de trabajo. Nunca haga pruebas con
llamas.
l) Las mangueras deben acoplarse de tal manera que no existan fugas en las uniones, comprobación
que debe efectuarse antes de utilizar el soplete.
m) Si las mangueras son nuevas, barrerlas con aire comprimido para eliminar el talco que pudiera
haber suelto. No utilizar acetileno u otro gas combustible (propano) para esta finalidad. Se
utilizará con preferencia aire exento de humedad y de residuos de aceite.
n) Las mangueras para conducir el gas combustible y el oxígeno desde las tuberías de
abastecimiento, o desde las botellas a los sopletes, serán de colores diferentes.
o) Las conexiones de rosca tendrán un fileteado diferente y estarán claramente marcadas para evitar
que se intercambien las mangueras.
p) Nunca se utilizará ninguna manguera que no reúna las debidas condiciones de trabajo. No serán
reparadas con cinta adhesiva.
4. Soplete.- El soplete cortador es el aparato utilizado en el oxicorte, para la aplicación, sobre la
pieza a cortar, de una llama de calentamiento y de un chorro de oxígeno a presión. La diferencia
fundamental, con respecto al utilizado en soldadura oxiacetilénica es, precisamente, el que necesita el
chorro de oxígeno para producir la oxidación.
La llama tiene como misión el calentar el material a la temperatura adecuada, siempre inferior a su punto
de fusión (rojo-blanco) y, una vez conseguida, facilitar la proyección del chorro de oxígeno sobre la zona
calentada.
La clasificación de los sopletes de corte se puede hacer de arreglo a diversas utilidades o características.
Podemos considerar dos tipos de sopletes cortadores según utilicemos el propano como combustible o
bien el acetileno, aunque, en algunos equipos automáticos, cambiando la boca de corte suele ser
suficiente para que con el mismo soplete podamos utilizar ambos gases.

IES JA SUANZES Oxicorte PMC-2009/2010
9 Asunción Argüelles
Ignacio Escudero
Describimos a continuación el soplete universal, manual y que utiliza acetileno como gas combustible:
De acuerdo al número de conexiones, podemos distinguir sopletes de 2 o de 3 conexiones según que
tengan, o no, independiente la toma de oxigeno de corte.
Pueden ser manuales, compuestos o para corte automático según representamos en la siguiente figura:
4.1. Cabezas de corte.- Son intercambiables y se utilizan unas u
otras en función del espesor a cortar.
Pueden ser:
De boquilla normal
De boquilla larga.

IES JA SUANZES Oxicorte PMC-2009/2010
10 Asunción Argüelles
Ignacio Escudero
De boquilla normal.- Las cabezas en este caso están divididas en dos partes:
Boquillas exteriores de calentamiento (cuatro tamaños).
Boquillas interiores de corte (ocho tamaños).
Se utilizan preferentemente en el soplete de corte manual y combinándolas adecuadamente, podemos
cortar toda una gama de espesores de acuerdo a la siguiente tabla:
Boquilla exterior N
º 1 2 3 4
Espesor a cortar en mm 3-
12 12-25 25-40 40-65 65-100 100-150 150-220 220-300
Boquilla interior N
º 1 2 3 4 5 6 7 8
Presión de oxígeno 2-3 2-4 3-4 4-6 5-7 6-8 7-9 8-10
Boquilla larga.- Son las generalmente utilizadas en oxicorte automático, aunque también se utilizan en
algunos sopletes de corte manuales que no son universales.
También se eligen en función del espesor de las chapas a cortar (ver tabla). Las presiones de los gases y la
velocidad de corte, están en función del tipo de boquilla y del espesor.
Se identifican por un quebrado, cuyo numerador da la medida del orificio de salida del oxígeno de corte,
en décimas de mm.
Una vez seleccionadas boquilla, presiones y velocidad, se procede de
manera parecida al oxicorte manual, es decir, se ceba calentando y al cortar,
el operario, solo debe vigilar la distancia (2 a 3 mm) del dardo a la chapa,
así como las incidencias normales: regulación de llama, caída de la sangría,
etc.
Existen otros tipos de bocas de corte diferentes, en función del diseño que, de los sopletes, hagan los
distintos fabricantes.
Elección de la boquilla de corte
Espesor del material, medida de boquilla y presión de gas, son los tres principales parámetros que
deben corresponderse para un corte correcto.
El no aplicar esta correspondencia puede ser principal motivo de que un corte salga con varios defectos,
por ejemplo:
Nº DE
BOQUILLA
ESPESOR
mm
PO2
Kg/cm2
VCorte
m/h
10/10 3 a 15 1 a 2,5 22 a 15
15/10 15 a 40 2 a 3,5 16 a 8
20/10 40 a 100 2,5 a 4 9 a 5
25/10 100 a 200 3,5 a 5 8 a 6
30/10 200 a 300 5 a 7 7 a 5

IES JA SUANZES Oxicorte PMC-2009/2010
11 Asunción Argüelles
Ignacio Escudero
Si la boquilla y las presiones son grandes, para el espesor, ocurrirá el defecto: excesiva sangría con
pérdida de medida, bordes refundidos.
Si la boquilla y presiones son pequeñas para el espesor sucederá: dificultad en traspasar la chapa, retorno
del material fundido proyectado hacia el operario, corte irregular.
De lo expuesto se deduce que a cada espesor le corresponderá su boquilla, presión de gas y por supuesto
adecuada velocidad de corte.
Es pues, necesaria la consulta de las tablas orientativas indicadas anteriormente, cuando se dude de los
parámetros a emplear.
Conservación
Para un normal funcionamiento del soplete es necesario:
Asegurarse, antes de acopiar la lanza, de que el inyector está roscado a fondo en su
alojamiento.
Evitar el mal roscado de los acoplamientos del soplete. Inevitablemente producirían fugas de
gases.
No forzar en exceso las roscas de los acoplamientos. Serán futuros desajustes en el soplete.
No emplear aceites ni grasas para lubricar parte alguna del soplete. Pueden producir incendios
o explosiones.
Emplear escariadores recomendados a la limpieza de las boquillas. Las varillas de acero,
deterioran los orificios.
Si durante el trabajo se calienta en exceso la boquilla, cortar el paso del gas combustible y
dejarlo enfriar. El excesivo calentamiento dará como resultado retrocesos peligrosos.
Evitar las caídas o golpes del soplete. Dada su delicada construcción es fácil que se deteriore.
Cuando se dude o ignore el buen estado de funcionamiento de un soplete, será conveniente
realizar la prueba de funcionamiento.
Encendido
Se tendrán en cuenta las siguientes observaciones:
No encender el soplete con cerillas, usar el mechero de chispas.
No probar sobre la mejilla o sobre el dorso de la mano el funcionamiento del soplete.
Aplíquele simplemente la chispa.
Para encender el soplete y ajustar la llama, deben seguirse las instrucciones del fabricante
dadas para cada soplete.
En términos generales, no se debe encender el gas combustible solo, ya que, debido a su
composición, produciría una llama con mucho hollín. Por esta razón siempre se debe abrir antes
parcialmente, la válvula de oxígeno. Si la presión de oxígeno es muy elevada, la llama vuela y
acaba por desaparecer; si es muy baja, produce el retroceso de la llama hacia el interior del
soplete.
Encender inmediatamente la mezcla en la punta del soplete. Se debe tener especial cuidado en
dirigir la boquilla del soplete de tal manera que no se lesione a nadie. Al encender la llama suele
producirse una detonación, mayor cuanto más lo es la boquilla, que no constituye peligro, ya que
se debe a la gran velocidad de inflamación de la mezcla gaseosa. Puede suprimirse dejando salir
primero al oxígeno y colocando la punta del soplete sobre una llama; se abre lentamente la
válvula del gas combustible con lo que la llama se enciende produciendo un sonido silbante.
El paso siguiente sería ajustar la llama para que la combustión sea correcta.
Si se apagara la llama no volver a encenderla en el metal caliente.
Para que la llama de inflamación o encendido no se apague por efecto de una elevada presión
de oxígeno, hay que sostener el soplete de manera que su boquilla forme un ángulo agudo con la
punta de la flama hacia arriba.

IES JA SUANZES Oxicorte PMC-2009/2010
12 Asunción Argüelles
Ignacio Escudero
Para apagar el soplete se procede a la inversa.
1. Cerrar la válvula de gas combustible.
2. Cerrar la válvula del oxígeno.
5. Válvulas antirretroceso de llama
Cuando se produce un retroceso de llama, ésta se introduce en el soplete o incluso puede llegar, a través
de las mangueras, a los cilindros de gas y provocar su explosión. Las válvulas antirretroceso previenen:
La entrada de oxígeno o de aire en el conducto y cilindro que suministra el acetileno.
Un retroceso de llama dentro del soplete, mangueras, tuberías, cilindros o depósitos.
El suministro durante y después de un retroceso de llama. Si el retroceso de llama ha sido muy
leve en algunos casos no se corta el suministro de gas, solamente se corta si la temperatura ha
aumentado hasta 90 6 100'C.
Se colocan justo a la salida de las válvulas reductoras de presión para proteger (a) los cilindros. A la
entrada del soplete, aunque sería una posición idónea, no se suelen colocar pues dificultaría su manejo al
soldador. En caso de mangueras muy largas, además de la situada a la salida de las válvulas reductoras
también pueden situarse en algún punto del recorrido de las mangueras como medida de precaución.
La figura siguiente nos muestra una válvula antirretroceso simple y que sirve para impedir el retroceso del
gas y el de la llama.
6. Equipo accesorio y limpiadores.- Se consideran parte del equipo accesorio, los mecheros y los
escaridores o baquetas .
Los mecheros se utilizan, evidentemente, para el inicio de la llama de calentamiento y los escariadores
para la limpieza de los orificios de salida del gas combustible y del oxígeno en las boquillas, operación
que deberá realizarse con cuidado y sin forzar el desgaste, procurando eliminar exclusivamente la
suciedad.
6 OXICORTE AUTOMATICO
Para evitar las irregularidades que se producen en el corte manual, se utilizan máquinas de oxicorte, con
una propulsión mecánica, que puede ser en línea recta o curva (acoplando un compás), e incluso formas
mixtas, utilizando plantillas y plato magnético. Los cortes se pueden realizar como en cualquier sistema
de oxicortado y se obtiene además de un mejor corte, mayor velocidad y menor coste.
Dentro de la variedad de tipos de máquinas, podemos agruparlas en:
I) Máquinas portátiles

IES JA SUANZES Oxicorte PMC-2009/2010
13 Asunción Argüelles
Ignacio Escudero
Muy sencillas y poco voluminosas, ruedan sobre la chapa a cortar, guiadas por un rail o por una barra
formando compás, siendo el órgano motor, una turbina accionada por el oxígeno de corte o por un motor
eléctrico.
II) Máquinas fijas
El soplete cortador va montado en un dispositivo que le permite desplazarse en cualquier dirección,
combinando los movimientos de su soporte y del carro sobre el que a la vez se desplaza dicho soporte.
Existen varios dispositivos de lectura entre los cuales distinguiremos:
1) Rodillos curvigráficos.
2) Rodillos magnéticos.
3) Trazador electrónico de rodillo con cabeza de lectura equipada con célula fotoeléctrica.
III) De contral numérico
Pueden estar dotadas de diferentes sistemas informáticos y suelen realizar las copias utilizando
sistemas de coordenadas.
7. PROCEDIMIENTO DE CORTE
Para que el procedimiento de corte sea correcto, debemos efectuar un montaje y puesta a punto del
cortador de acuerdo a una serie de instrucciones:
Elegir boquillas adecuadas y montarlas bien apretadas en el cortador.
Regular las presiones de los gases de acuerdo a las recomendaciones del fabricante.
Abrir un poco el oxígeno de calentar, el acetileno y encender rápidamente.
Regular la llama como para soldar.
Abrir el oxígeno de corte y afinar la regulación de la llama con la mariposa abierta.
Cerrar mariposa del oxígeno de corte (soplete a punto para cortar).
Para apagarlo, cerrar primero el acetileno.
Aunque lo usual es la llama de calentamiento neutra, también puede ser oxidante o reductora, utilizando
la primera para acelerar el proceso, a costa de perder calidad y la segunda para mejorar la calidad del
corte, especialmente en el corte de chapas finas apiladas.
Aunque se pueden emplear varios métodos, para empezar el corte se puede situar la mitad de la llama de
calentamiento entre 1,5 y 3 mm sobre la superficie del material hasta que el extremo tome un color rojizo,
momento en el que abrimos el oxígeno de corte empezando así el proceso (figura).
Para chapas de espesor superior a 13 mm, la llama debe incidir perpendicularmente sobre la
chapa y para espesores menores, se puede inclinar en el sentido de corte mejorando y acelerando así la
operación.
8. CALIDAD EN EL CORTE
Para la obtención de cortes de calidad, debemos seguir una serie de recomendaciones:
Selección de boquilla adecuada en función del espesor a cortar.
Las presiones de los gases, sobre todo el oxígeno, deben ser las especificadas por el fabricante
par cada boquilla.
No debemos empezar con una velocidad de corte muy alta, incrementándola después hasta
conjugar perfectamente la rapidez y la calidad.
Debemos observar el corte para cerciorarnos de la no existencia de escoria.
Observaremos la superficie cortada para detectar los posibles fallos en la realización del
proceso.

IES JA SUANZES Oxicorte PMC-2009/2010
14 Asunción Argüelles
Ignacio Escudero
En las superficies cortadas existen unas líneas que se denominan líneas de retardo y que estarán tanto
más curvadas cuanto más rápido se haya efectuado el corte. En la observación de estas líneas podemos
detectar los fallos que se hayan producido y saber cuales han sido las causas de tales fallos.
Causas Fallo
Condiciones correctas
Bordes de arista viva.
Superficie lisa.
Estrías apenas visibles.
Corte demasiado lento.
Presión de O2 insuficiente.
Borde superior redondeado.
Parte inferior acanalada en forma irregular.
Escorias pegadas en la parte inferior.
Velocidad excesiva.
.Presión insuficiente.
Estrías muy pronunciadas y con gran desfase entre entrada y
salida.

IES JA SUANZES Oxicorte PMC-2009/2010
15 Asunción Argüelles
Ignacio Escudero
Excesiva presión en el O2 de corte,
que da lugar a turbulencias al
estrellarse contra la pieza.
Entalladura más ancha en la parte superior con hendidura de la
cara cortada inmediatamente debajo.
Llama de calefacción muy potente.
Arista superior redondeada, con metal fundido que cae sobre la
cara de corte.
Caras de corte lisas pero inclinadas.
Escoria adherida en el borde inferior.
9. CONSIDERACIONES GENERALES EN CUANTO A LOS PELIGROS EN EL OXICORTE
Para garantizar el trabajo con el equipo de corte sin accidentes, es muy importante tener en
presentes siempre las normas de seguridad generales partiendo también de la idea de que los gases
“oxígeno”, “acetileno” y “propano” resultan fácilmente inflamables y que es necesario tener en cuenta
(prevenir) que cualquier imprudencia puede dar origen a una explosión. Es por tal motivo por el que se
deben tomar o tener las siguientes precauciones:
Evitar golpes o caídas en las botellas aunque s encuentren vacías, ya que podrían explotar,
cerciorarse de su buena sujeción.
Transportar siempre las botellas en carros preparados para tal fin y cubierto el grifo con su
caperuza correspondiente.
Distanciar lo más posible cualquier foco de calor de las botellas, es decir, no aproximar llamas
ni, por ejemplo, el soplete encendido.
No exponer las botellas al sol, la alta presión interior aumentará con el calor.
En caso de inflamación, cerrar rápidamente la llave de la botella. De no extinguirse, recurrir a
extintores apropiados que deben estar en su cercanía.
Detectar toda clase de fugas en las botellas e intentar corregirlas, si no es posible, devolver la
botella a la fábrica.
Eliminar cualquier tipo de fuga en la instalación del equipo.
Para comprobar fugas, utilizar agua jabonosa.
Al término de su utilización, cerrar bien las llaves y grifos de las botellas e instalaciones.
Mantener los locales bien ventilados.
Prevenir la caída del material cortado.
Retirar las gomas conductoras de gases del puesto de trabajo, es decir junto a la pieza de corte
zona de trabajo.
Protegerse la vista con las gafas adecuadas, tanto para protegerse de los deslumbramientos
como de las proyecciones.

IES JA SUANZES Oxicorte PMC-2009/2010
16 Asunción Argüelles
Ignacio Escudero
Si la boquilla de corte se calienta en exceso, cerrar el grifo del gas combustible (acetileno o
propano) y dejar enfriar el soplete.
Utilizar siempre las prendas de protección personales.
10. PRECAUCIONES PARA ACOPIAR EL SOPLETE EN UNA INSTALACIÓN
A veces suele ocurrir, que un sopletero por cierto desconocimiento, acopla el soplete que tiene en su caja
de herramienta que está preparado para trabajar con acetileno en una instalación de propano, o a la
inversa, que está preparado para propano, en una instalación de acetileno. Tanto en un caso como en otro
las consecuencias de esta acción peligrosa serán:
1. Incendios
2. Explosiones
3. Accidentes.
Para evitar esta improcedente y peligrosa acción, es necesario que a excepción de la
boquilla exterior (figura) para calentar que sirve igualmente para el propano y el
acetileno, las demás boquillas interiores e inyectores sean diferentes las del propano y
las del acetileno. Este estudio se realizará en dos apartados:
Preparación del soplete para trabajar con propano
Preparación del soplete para trabajar con acetileno.
Preparación del soplete para trabajar con propano
Para acopiar el soplete en una instalación de propano es preciso que a la boquilla de calentar
exterior se le aplique la boquilla interior de propano (ver figura) cuyas características que le distinguen
del acetileno son:
1. Que queda de 2 a 3 mm más corta que
la boquilla exterior.
2. Que el orificio interior o central para
el paso del oxígeno es
aproximadamente el doble que la del
acetileno, por la razón de que el
propano necesita mayor caudal de
oxígeno.
3. Además de la boquilla interior al soplete cortador, para poder acoplarlo a la instalación de
propano, habrá que aplicarle el inyector correspondiente (figura), que se diferencia con el de
acetileno en tener el cono chato y el orificio interior de más sección, como ya hemos visto al
referirnos a las boquillas interiores, el propano necesita más caudal de oxigeno que el acetileno.
Preparación del soplete para trabajar con
acetileno
Para acoplar el soplete en una
instalación o en un equipo de acetileno es
necesario que a la boquilla de calentar
exterior se le aplique la boquilla interior de
acetileno (ver figura) cuyas características
que le distinguen del propano son:
1. Que queda a paño con la boquilla exterior.
2. Que el orificio interior o central para el paso del oxígeno, es de menor sección que el del propano,
por necesitar menor caudal de oxigeno el acetileno.
Además de la boquilla interior al soplete cortador, para poder acoplarlo a la instalación o equipo de
acetileno habrá que aplicarle e inyector correspondiente (figura), que se diferencia con el de propano por
IES JA SUANZES Oxicorte PMC-2009/2010
17 Asunción Argüelles
Ignacio Escudero
necesitar menor caudal de oxígeno, como ya hemos dicho y no tener el cono achatado, sino que, termina
en punta.
11. OBSERVACIONES
Antes de dar el corte asegurarse que entre la pieza a cortar y la base de apoyo queda espacio
suficiente para la salida de los óxidos arrastrados.
Elegir siempre un camino a seguir tal que la expulsión de los óxidos por el chorro de oxígeno
sea fácil.
Evitar en lo posible las interrupciones durante la ejecución del corte.
En las interrupciones y finales de corte cerrar el chorro de oxígeno.
Durante la operación de corte, es necesario que las gomas estén apartadas M alcance de las
chispas.
Al llegar al final M corte se debe de disminuir la velocidad a fin de seccionar la mayor
cantidad de material que queda en la base del corte.
Siempre que se realice un corte a medida es necesario dejar al menos libre la mitad del
granetazo para luego poder refrendar la pieza.
Cuando el corte se haga manteniendo el soplete a pulso, se ha de tener especial cuidado en que
éste no tropiece con la pieza a fin de evitar retrocesos.
El operario se situará de forma que al caer la pieza cortada no produzca accidente.
Las botellas han de estar como mínimo a 5 metros M operario.
12. PELIGROS EN EL OXICORTE
Es de suma importancia tener presente las normas de seguridad que garantizan el trabajo con el
equipo de oxicorte sin accidentes.
Partiendo de la idea de que los gases oxígeno y acetileno resultan fácilmente inflamables, resulta
necesario prevenir que cualquier imprudencia puede dar origen a una explosión.
Es por este motivo el que se tenga la precaución de:
Evitar golpes o caídas en las botellas.
Distanciar lo más posible cualquier foco de calor.
Eliminar cualquier tipo de fuga en la instalación del equipo.
Prevenir la caída del material cortado.
Retirar de junto a la pieza de corte las gomas conductoras.
Protegerse la vista tanto para los deslumbramientos como para las proyecciones.
Si la boquilla de corte se calienta en exceso, cerrar el grifo del gas combustible y dejar enfriar
el soplete.
13. MANTENIMIENTO DE LOS ELEMENTOSDEL EQUIPO
El funcionamiento y el tiempo de duración de cualquier herramienta o medio que se utiliza,
depende fundamentalmente del trato que se le dé.
Los elementos que componen el equipo de oxicorte necesitan tenerse siempre a punto, no sólo
para conseguir mayor calidad y rapidez en el trabajo, sino y ello es más importante, para evitar incidentes
que pueden provocar el accidente, de quien los utiliza en primer lugar y el de otras personas como
consecuencia.
Normas generales de mantenimiento
Utilizar siempre válvulas de seguridad.
Purgar las botellas para evitar la obstrucción de los manorreductores.
No engrasar jamás aparato alguno.

IES JA SUANZES Oxicorte PMC-2009/2010
18 Asunción Argüelles
Ignacio Escudero
No abrir las botellas estando roscado el tornillo de regulación de los manorreductores.
No exponer las botellas al calor, ni golpearlas.
Utilizar escariadores de metal blando.
Utilizar las boquillas necesarias para el trabajo a realizar.
Utilizar la llave necesaria a cada tuerca para montaje y desmontaje.
Utilizar mangueras en buen estado, cuidando de no intercambiarlas al acoplarlas. Observando
su situación durante el trabajo para evitar su deterioro por quemadura o corte.
Deshelar el manorreductor con agua caliente jamás utilizar llama).
Detectar las fugas de gas con agua-jabón, nunca por medio de una llama.
Quitar presiones y desalojar gases al parar el trabajo.
14. MÉTODOS OPERATIVOS
Corte longitudinal recto
Montar el carro guía en el soplete.
Marcar las líneas de corte auxiliándose de regla graduada y
punta de trazar.
Granetear las líneas de corte con una separación entre
granetazos de 5 a 10 mm.
Efectuar los cortes de acuerdo a las normas generales y manteniendo el soplete perpendicular a
la pieza y a una distancia de 4 a 6 mm.
Facilitará el corte, el uso de una regla que servirá de
guía al carro.
Corte longitudinal en chaflán
Se efectuará igual que el corte longitudinal recto, pero en
este caso la boquilla se inclinará el número de grados que se desea.
Corte en posición vertical
Se efectuará igual que los anteriores, llevando siempre el soplete en
sentido ascendente con el fin de que tanto el soplete como la mano de] operador no
tapen a éste el trazo a seguir.
Corte circular
Se realiza con un soplete provisto de compás y la forma de
proceder es la siguiente, que para mayor facilidad veremos sobre
un ejemplo de preparación de dos bridas de tubería.
Con regla graduada y punta de trazar marcar la situación
de Los centros según el esquema dado.
Dar granetazos en los centros
Con un compás trazar circunferencias.
Granetear circunferencias marcadas
Colocar el compás al soplete ya preparado y ajustarlo al radio
deseado
Efectuar los cortes de acuerdo a las normas generales y
manteniendo siempre la mano sobre el punto de apoyo del
compás

IES JA SUANZES Oxicorte PMC-2009/2010
19 Asunción Argüelles
Ignacio Escudero
Corte de perfiles en U
Marcar línea de corte.
Efectuar corte en ala según indica la flecha.
Girar la pieza según se indica.
Efectuar corte en alma 2 según indica la flecha.
Girar la pieza según se indica.
Efectuar corte en ala 3 según indica la flecha.
Corte de perfiles doble T
Marcar línea de corte
Cortar ala 1
Girar
Cortar ala 2
Gira
Cortar alma 3


















