AWS D1 2013
133
Código AWS D1.1 SOLDADURA ESTRUCTURAL PARA ACERO INTRODUCCIÓN GENERAL
-
Upload
andres-pozo -
Category
Documents
-
view
177 -
download
5
description
Calificacion de soldadura
Transcript of AWS D1 2013
Código AWS D1.1SOLDADURA ESTRUCTURAL
PARA ACERO
INTRODUCCIÓN
GENERAL

CRNG Ing. Carlos Naranjo CWI 07071701
1. Definir la pregunta a ser considerada
2. Analizar la pregunta e identificar lapalabra clave
3. Localizar la palabra clave en elíndice analítico a fin de establecer lareferencia requerida
4. Asegurar que la referenciaencontrada es aplicable a lasespecificaciones del trabajo.
Encontrando Referencias

CRNG Ing. Carlos Naranjo CWI 07071701
Ejemplo de aplicación
Al utilizar el proceso GMAW se trabajará en unazona con mucho viento. El inspector deseaconocer cual es la máxima velocidad del vientoque permita una soldadura de calidad?
Palabra clave: a) Proceso GMAWb) Velocidad del viento
Revisión Índice: Protección 5.12.1Referencia: Velocidad máxima en la zona
aledaña no debe ser mayor a 8 Km./horaVerificación: Asegurar si la referencia es la
adecuada

CRNG Ing. Carlos Naranjo CWI 07071701
Ejercicios
Cuantas veces puede ser secado un electrodo de bajo hidrógeno?
En el ensamblado de una junta en“T”, se tiene un abertura de 3 mm.entre el alma y el patin. Se puedesoldar con esa abertura o se deberealizar alguna corrección?

CRNG Ing. Carlos Naranjo CWI 07071701
CONTENIDO DEL CÓDIGO
Sección 1: Requisitos Generales Sección 2: Diseño de Conexiones Soldadas Sección 3: Precalificación de Procedimientos Sección 4: Calificación Sección 5: Fabricación Sección 6: Inspección Sección 7: Soldadura de pernos (Stud welding) Sección 8: Reforzamiento y reparación de
estructuras existentes

CRNG Ing. Carlos Naranjo CWI 07071701
ANEXOS
Normativos: Anexos del A al J, total 9. Caráctermandatorio. (Garganta efectiva, planitud de almas dedovelas, Cartas psicrometricas para uso conelectrodos, calibración de equipos de END, etc.)
Informativos: Anexos del K al V, total 12. Carácter nomandatorio (términos y definiciones, ejemplos deformatos, contenido de WPS precalificados, etc.)
COMENTARIO para una mejor aplicación de losaspectos del código “C______”

Código AWS D1.1SOLDADURA ESTRUCTURAL PARA ACERO
SECCIÓN 1
REQUISITOS
GENERALES

CRNG Ing. Carlos Naranjo CWI 07071701
Alcance y Limitaciones
El código D1.1 de la AWS contiene los requerimientospara la fabricación y montaje de estructuras de aceroSoldadas.
Cubre las estructuras de acero al carbono o de bajaaleación, de espesor mayor o igual a 3 mm. y deresistencia mínima a la fluencia menor o igual a 690MPa.
No es aplicable a los recipientes a presión, tuberíaspara conducir fluidos, puentes para vehículos, etc.Otras limitaciones se generaran en conjunción concódigos complementarios.

CRNG Ing. Carlos Naranjo CWI 07071701
Responsabilidades
Ingeniero: Actúa en nombre del propietario en loreferente a documentos contractuales que gobiernenla fabricación de la estructura, adecuación de lasjuntas a ser utilizadas. Cambios en criterios deaceptación, ensayos adicionales. Aprobación decambios
Constratista: Fabricante de la estructura (WPS, PQR,WQ, NDT)
Inspectores: Asegurar que se cumplan losrequerimientos del código y de los documentosprecontractuales

Código AWS D1.1SOLDADURA ESTRUCTURAL PARA ACERO
SECCIÓN 2
DISEÑO DE CONECCIONES
SOLDADAS

CRNG Ing. Carlos Naranjo CWI 07071701
2.0 Alcance
Parte A. Requerimientos comunes para el diseñode todo tipo de conexiones.
Parte B. Requerimientos específicos para el diseñode conexiones No Tubulares.
Parte C. Requerimientos específicos para el diseñode conexiones No Tubulares cargadascíclicamente.
Parte D. Requerimientos específicos para el diseñode conexiones Tubulares

CRNG Ing. Carlos Naranjo CWI 07071701
2.2 Parte A. Requerimientos comunes para conexiones tubulares y No
Tubulares
En los planos se debe mostrar: Información completa sobre el material base. Localización, tipo, tamaño y longitud de las
soldaduras. (CJP o PJP) Distinción entre soldaduras de campo y de taller Requerimientos específicos para la soldadura.
(impacto, secuencia, técnica, geometría, Inspecciones)
Soldaduras de filete el tamaño de la pierna o la garganta efectiva

CRNG Ing. Carlos Naranjo CWI 07071701
Requerimientos comunes …..
Un símbolo de soldadura sin dimensiones ni referencias indica que la soldadura debe tener como mínimo la resistencia a la tensión y cortante del material base 2.2.5.3

CRNG Ing. Carlos Naranjo CWI 07071701
2.3 Tamaño efectivo
Juntas de Ranura (Tracción – compresión; cortante. Longitud x espesor)
Juntas PJP, mínima penetración según tabla 3.4 Juntas acampanadas, tamaño según tabla 2.1 Cordones de Filete (lmin 4w, mínimo intermitente 38
mm, l 100w, l menor 300w factor b, lefec. max = 180w.
Mínimo tamaño de filete según 5.14, Maximo tamaño figura 2.1

CRNG Ing. Carlos Naranjo CWI 07071701
Mínimo tamaño de filete

CRNG Ing. Carlos Naranjo CWI 07071701
Máximo tamaño de filete en juntas traslapadas

CRNG Ing. Carlos Naranjo CWI 07071701
2.4 Parte B. Requerimientos específicos para conexiones No Tubulares (cargas
estáticas o cíclicas)
Utilizar los métodos de análisis apropiadospara determinar los esfuerzos
Los esfuerzos en el material base no debensuperar los establecidos en los códigos yregulaciones de diseño apropiados
Los esfuerzos en la garganta efectiva de lajunta soldada no debe superar los permitidosen la tabla 2.3

CRNG Ing. Carlos Naranjo CWI 07071701
Tabla 2.3Esfuerzos permitidos (2.5.4 y 2.15.1)

CRNG Ing. Carlos Naranjo CWI 07071701
Tabla 2.3Esfuerzos permitidos (2.5.4 y 2.15.1)

CRNG Ing. Carlos Naranjo CWI 07071701
Configuración y detalles de las juntas
Las conexiones deben ser diseñas tanto porresistencia mecánica como por rigidez
Combinación de soldaduras para resistircargas (ranura, filete, puntos, ranura) 2.6.4
Para reducir concentradores de esfuerzos 2.6.5
Agujeros de acceso a juntas soldadas 2.6.6
Combinación de juntas soldadas y juntasempernadas.) 2.6.7
CRNG Ing. Carlos Naranjo CWI 07071701
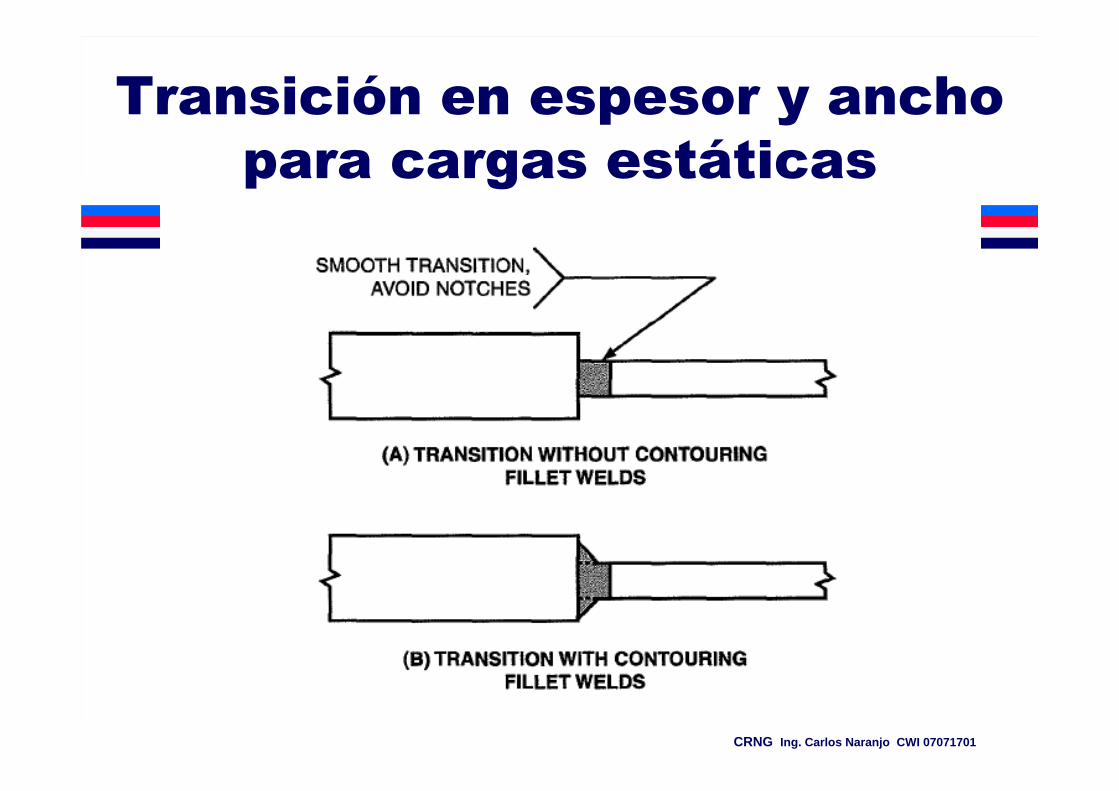
Transición en espesor y ancho para cargas estáticas

CRNG Ing. Carlos Naranjo CWI 07071701
Transición de materiales de diferente espesor

CRNG Ing. Carlos Naranjo CWI 07071701
CORTE TÉRMICO
La rugosidad no debe ser mayor a 1000 μin. [25 μm] para materiales de hasta 4 in. [100 mm] de espesor y 2000 μin. [50 μm] para materiales de 4 in. a 8 in. [200 mm] de espesor.

CRNG Ing. Carlos Naranjo CWI 07071701
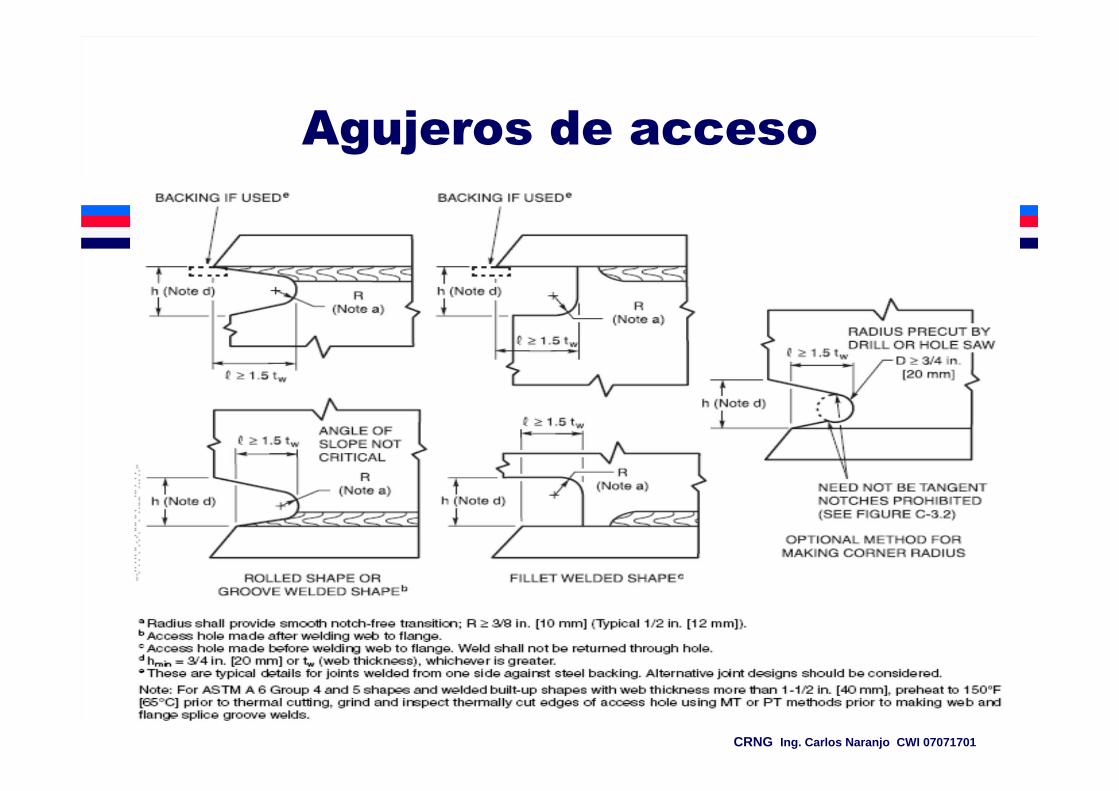
Agujeros de acceso parasoldadura
hmin 20 mm pero no menor a tw; Rmin 10 mm

CRNG Ing. Carlos Naranjo CWI 07071701
Solapado para juntas traslapadas

CRNG Ing. Carlos Naranjo CWI 07071701
Longitud mínima de filetes en los extremos de planchas

CRNG Ing. Carlos Naranjo CWI 07071701
Terminaciones de soldadura proximas a bordes de elementos sometidos a tracción

CRNG Ing. Carlos Naranjo CWI 07071701
Soldaduras de fileteen los ladosopuestos sobre un plano común

CRNG Ing. Carlos Naranjo CWI 07071701
2.12 Parte C Requerimientos específicos para conexiones No
Tubulares (cargas cíclicas)
Conexiones sujetas a cargas vivascambiantes en el tiempo, dentro delcampo elástico.
Análisis de esfuerzos es nominal, no seconsidera concentradores deesfuerzos.
No se requiere análisis de fatiga si elrango de esfuerzos que producen lascargas vivas quedan bajo los límitesestablecidos en la tabla 2.4

CRNG Ing. Carlos Naranjo CWI 07071701
Tabla 2.4Parámetros de Diseño para Fatiga

CRNG Ing. Carlos Naranjo CWI 07071701
Esfuerzos permitidos a fatiga
Cinco fórmulas dependiendo de la categoría del ensamble soldado A, B, B’, C, D, E , E’ y F

CRNG Ing. Carlos Naranjo CWI 07071701
Esfuerzos permitidos a fatiga

CRNG Ing. Carlos Naranjo CWI 07071701
Detalles de fabricación y montaje
Geometría de transición entre miembros
Recomendaciones para uso de respaldos
Rugosidad del corte Terminación de soldaduras Tipos de juntas prohibidas Requerimientos de inspección

CRNG Ing. Carlos Naranjo CWI 07071701
Transición entre placas de distinto ancho

CRNG Ing. Carlos Naranjo CWI 07071701
2.19 Parte D Requerimientos específicos para conexiones Tubulares
Aplica solamente para miembros tubularesbajo cargas estáticas o ciclicas.
Momentos debido a excentricidad de lascargas deben tomarse en cuenta en elanálisis y diseño.
Secciones deben ser controladas en la relaciónde diámetro a espesor para evitar pandeo.

CRNG Ing. Carlos Naranjo CWI 07071701
Tabla 2.5Esfuerzos permisibles en conexiones
tubulares soldadas

CRNG Ing. Carlos Naranjo CWI 07071701
Esfuerzos permisibles a fatiga para conexiones tubulares

CRNG Ing. Carlos Naranjo CWI 07071701
Traslape mínimo en conexiones tubulares

CRNG Ing. Carlos Naranjo CWI 07071701
Transiciones para elementos tubulares

Código AWS D1.1SOLDADURA ESTRUCTURAL PARA ACERO
SECCIÓN 3
PROCEDIMIENTOS DE
SOLDADURA
PRECALIFICADOS
CRNG Ing. Carlos Naranjo CWI 07071701
3.0 Alcance
Se especifica los requerimientos para WPS´s que pueden utilizarse en la fabricación sin la necesidad de ser calificados
Todos los WPS´s deben ser escritos (anexo H y anexo E)
Deben cumplir todos los requerimientos establecidos en la sección 3 (Anexo Q – sub-clausulas)
Los Soldadores, operadores y punteadores deben ser calificados de acuerdo a la sección 4
El ingeniero debe juzgar si una junta precalificada es apropiada para el trabajo

CRNG Ing. Carlos Naranjo CWI 07071701
3.2 Procesos de Soldadura
SMAW GMAW (voltaje constante) FCAW (voltaje constante) SAW
WPS´S con procesos GTAW, GMAW-S,ESW, EGW requieren de calificación.

CRNG Ing. Carlos Naranjo CWI 07071701
Combinación de WPS’s
Se puede utilizar en producción una combinación de WPS calificada con WPS precalificada, sin la calificación de la combinación. Se debe observar las limitaciones de las variables esenciales a cada proceso

CRNG Ing. Carlos Naranjo CWI 07071701
3.3 Combinación de Material base y Material de aporte

CRNG Ing. Carlos Naranjo CWI 07071701
3-5 Precalentamiento y temperatura interpases (tabla 3.2)

CRNG Ing. Carlos Naranjo CWI 07071701
3.6 Limitaciones de las variables del WPS
Intensidad de corriente Voltaje Velocidad de soldeo Flujo de gas de proyección
Cambios más allá de lo especificado en elWPS requiere de un nuevo WPS o revisióndel actual.

CRNG Ing. Carlos Naranjo CWI 07071701
3.7 Requerimientos Generales de los WPS´s
Limitaciones para: Tamaños de electrodos de acuerdo a la
posición Intensidad de corriente Espesor del pase de raíz Espesor de pase de relleno Tamaño de filetes Ancho de capa Progresión ascendente para posición
vertical

CRNG Ing. Carlos Naranjo CWI 07071701
3.7 Requerimientos Generales de los WPS´s

CRNG Ing. Carlos Naranjo CWI 07071701
Juntas precalificadas (PJP fig. 3.3 y CPJ fig. 3.4)

CRNG Ing. Carlos Naranjo CWI 07071701
Geometría permitida de los cordones
3.7.2 Width/Depth Pass Limitation. Neither the depthnor the maximum width in the cross section of weldmetal deposited in each weld pass shall exceed the widthat the surface of the weld pass

CRNG Ing. Carlos Naranjo CWI 07071701
Soldaduras de Filete

CRNG Ing. Carlos Naranjo CWI 07071701
Consideraciones adicionales
• Sin tratamiento térmico posterior a la soldadura
• Aceros de Sy menor o igual a 345 Mpa
• Aceros sin tratamiento de templado y revenido o producido por laminado termo-controlado
• Sin requerimientos específicos de tenacidad para el metal base, ZAC o metal de soldadura
Código AWS D1.1SOLDADURA ESTRUCTURAL PARA ACERO
SECCIÓN 4
CALIFICACIÓN DE
SOLDADURAS Y DE
PERSONAL DE SOLDADURA
CRNG Ing. Carlos Naranjo CWI 07071701
Alcance
Establece los requerimientos de la calificaciónmediante pruebas a Procedimientos de Soldaduray de personal de soldadura.
Parte A: Requerimientos Generales Parte B: Calificación de WPS´S Parte C: Pruebas de habilidad del
personal de soldadura Parte D: Requerimientos de Impacto CVN

CRNG Ing. Carlos Naranjo CWI 07071701
WPS’s
• La utilización por parte del contratista de documentación WPS que ha sido calificada y que cuenta con los correspondientes PQR podrá ser utilizada para diferentes trabajos u obras siempre y cuando sean verificadas y aprobadas para su aplicación por el Ingeniero responsable.
• La aceptación de WPS´s calificados bajo otras normas deberá ser decidida por el Ingeniero responsable en función de la estructura y/o condiciones de servicio
• Cuando hay requerimientos de impacto seguir lo indicado en Parte D

CRNG Ing. Carlos Naranjo CWI 07071701
Posición de Soldadura
Plana 1G ó 1F
Horizontal 2G ó 2F
Vertical 3G ó 3F
Sobrecabeza 4G ó 4F
Multiposiciones 5G ó 5F
Miltiposiciones 6G
Multiposiciones 6GR

CRNG Ing. Carlos Naranjo CWI 07071701
4.3 Parte B. Especificaciones de Procedimientos de Soldadura WPS

CRNG Ing. Carlos Naranjo CWI 07071701
Cupón de Prueba para calificación de WPS en placas

CRNG Ing. Carlos Naranjo CWI 07071701
Tabla 4.2 Número y tipo de ensayos mecánicos

CRNG Ing. Carlos Naranjo CWI 07071701
Notas de pie de la Tabla 4.2

CRNG Ing. Carlos Naranjo CWI 07071701
Tabla 4.5 Variables esenciales de calificación (4.7.1)

CRNG Ing. Carlos Naranjo CWI 07071701
Tabla 4.8 Requerimientos del Material Base

CRNG Ing. Carlos Naranjo CWI 07071701
Tipos de pruebas y criterios de aceptación
Inspección Visual VT (4.8.1) Ensayos no Destructivos END (4.8.2) Ensayos Mecánicos
• Doblado de cara, raíz o lado (4.8.3.3)• Tensión de sección reducida (4.8.3.5)• Tensión de todo el material de soldadura
(4.8.3.6)• Macrografía (4.8.4)• CVN (Ensayo Charpy – Parte D)

CRNG Ing. Carlos Naranjo CWI 07071701
Criterios de aceptación VT
• La soldadura deberá estar libre de fisuras• Todos los cráteres deberán ser llenados hastacompletar la sección transversal de soldadura• La cara de la soldadura deberá estar al ras con lasuperficie del metal base• La socavación deberá ser menor o igual que 1mm• El refuerzo o sobremonta de la cara de lasoldadura deberá ser menor o igual que 3 mm.

CRNG Ing. Carlos Naranjo CWI 07071701
Criterios de aceptación VT
• La raíz de la soldadura deberá ser inspeccionada y deberán verificarse evidencias de fisuras, fusión incompleta o penetración inadecuada de la junta• Se permitirá una superficie cóncava de la raíz dentro de los límites indicados en el punto siguiente (menor a 2 mm) con tal que el espesor total de la soldadura sea igual o mayor que el del metal base• La máxima concavidad de la raíz deberá ser 2 mm y el máximo sobre espesor de raíz por penetración deberá ser 3 mm• Para uniones tubulares T, K e Y el sobre espesor de raíz por penetración es considerado deseable y no debe ser causa de rechazo.

CRNG Ing. Carlos Naranjo CWI 07071701
END para calificación
Ensayos Radiográficos (RT) o de Ultrasonido (UT)
• Todo el largo de la soldadura en probetas planas o de chapas, excepto los largos descartados en cada extremo, deberá ser examinado de acuerdo con la sección 6.
• Para probetas tubulares, toda la circunferencia de la soldadura terminada deberá ser examinada en conformidad con la Sección 6.

CRNG Ing. Carlos Naranjo CWI 07071701
Criterios de aceptación de Doblado
La superficie convexa de la probeta del ensayo de doblado no debe tener discontinuidades que excedan las siguientes dimensiones :
• 3 mm, medidos en cualquier dirección sobre la superficie; 10 mm, como la suma de las mayores dimensiones de todas las discontinuidades mayores que 1 mm, pero menores o iguales que 3 mm.
• 6 mm, la máxima fisura en las esquinas de la probeta doblada, excepto cuando dicha fisura resulte de una inclusión de escoria visible u otro tipo de discontinuidad relacionada con la fusión, en cuyo caso se deberá aplicar un máximo de 3 mm
• Las probetas con fisuras en las esquinas mayores que 6 mm, sin evidencia de inclusiones de escoria u otro tipo de discontinuidades de fusión, deberán ser descartadas y reemplazadas por otras probetas de ensayo correspondientes a la soldadura original de calificación.

CRNG Ing. Carlos Naranjo CWI 07071701
Criterio de aceptación del ensayo de tracción
La resistencia a la tracción deberá ser mayor o igual al valor mínimo especificado correspondiente al metal

CRNG Ing. Carlos Naranjo CWI 07071701
Reprueba de WPS´s
Si una de las probetas no cumple loscriterios de aceptación (ensayosmecánicos), dos nuevas probetas,obtenidas del mismo cupón decalificación, pueden ser ensayadas.Las dos probetas deben cumplir losrequerimientos de la prueba.

CRNG Ing. Carlos Naranjo CWI 07071701
Las pruebas de calificación de habilidad sonestablecidas para determinar si los Soldadores,Operadores de Soldadura y Armadores (punteadores)son capaces de producir soldaduras “sanas”
Se establece que las pruebas de calificación nodeben ser utilizadas como guía para soldar laestructura
Posición de calificación de acuerdo con la tabla 4.10,los armadores se califican en cada posición querealizará el armado en la producción
4.18 Parte C. Calificación de Habilidad

CRNG Ing. Carlos Naranjo CWI 07071701
Tabla 4.10 Posiciones de calificación de habilidad

CRNG Ing. Carlos Naranjo CWI 07071701
Tabla 4.12 Variables esenciales para calificar habilidad

CRNG Ing. Carlos Naranjo CWI 07071701
Tabla 4.11 Número y tipo de pruebas y rango de calificación de habilidad

CRNG Ing. Carlos Naranjo CWI 07071701
Tabla 4.11 continuación….

CRNG Ing. Carlos Naranjo CWI 07071701
Ensamble para calificar soldadores para cualquier posición
CRNG Ing. Carlos Naranjo CWI 07071701
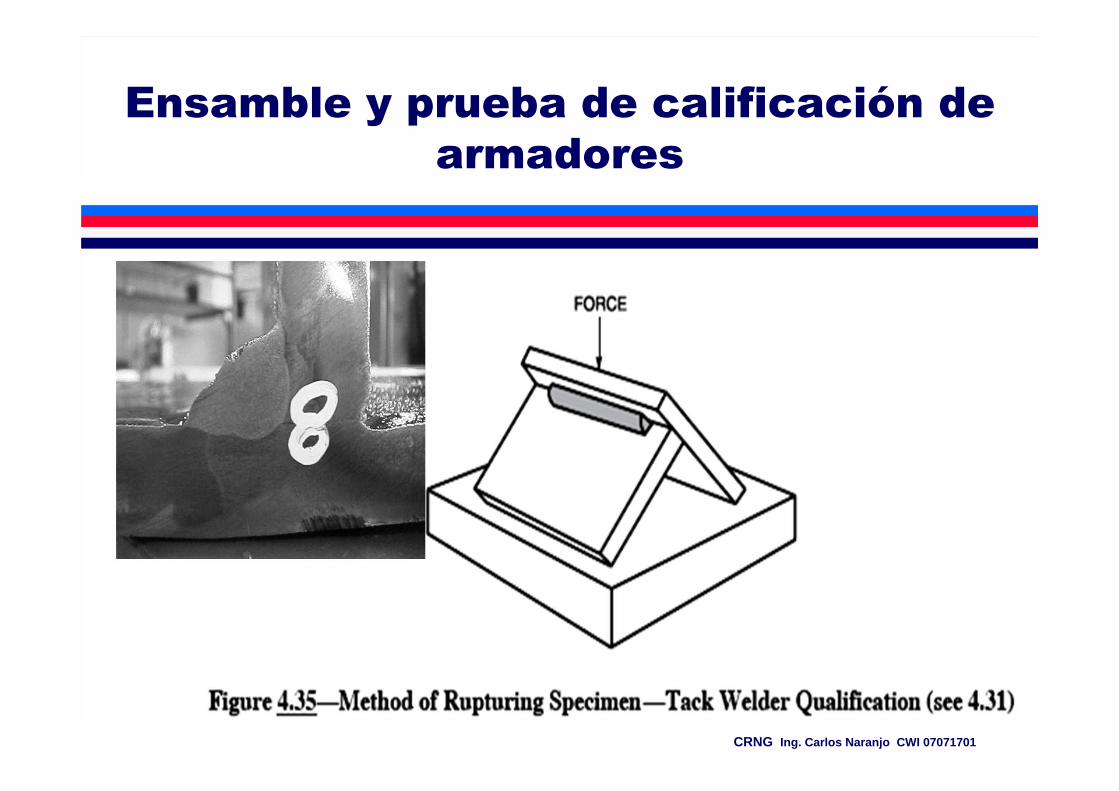
Ensamble y prueba de calificación de armadores

CRNG Ing. Carlos Naranjo CWI 07071701
Criterios de Aceptación
Para soldadores y Operadores deSoldadura• Inspección Visual (4.30.1)• Micrografías (4.30.2)• END – RT (4.30.3)• Rotura de filete (4.30.4)• Doblado (4.30.5)
Para Armadores• Inspección Visual (4.31.1)• Rotura de filete (4.31.2)

CRNG Ing. Carlos Naranjo CWI 07071701
Criterios aceptación macrografía
En soldaduras con PJP, el tamaño real de la soldadura debe ser igual o mayor que el tamaño de soldadura especificado, (E)
Las soldaduras de filete deben tener fusión completa de la raíz de la junta, pero no necesariamente más allá de esta.
El tamaño mínimo del cateto debe alcanzar el tamaño de filete especificado. sin fisuras
Fusión completa de las pasadas o capas adyacentes al metal de soldadura y entre el metal de soldadura y el metal base.
Perfiles de soldadura que cumplen con el detalle especificado y se encuentran de acuerdo con lo indicado en 5.24
Ninguna socavadura mayor ó igual a 1 mm.

CRNG Ing. Carlos Naranjo CWI 07071701
4.32 Retest de habilidad
Recalificación Inmediata – Dos soldadurasde cada tipo y posición que fallo.
Recalificación después de un periodo deentrenamiento evidenciado.
Recalificación luego de expirar unacalificación, ensamble de 10 mm. paraespesor mayor de 3mm.

CRNG Ing. Carlos Naranjo CWI 07071701
4.33 Parte D: Requerimientos para ensayos de impacto CVN
Charpy V Notch test ASTM E23 ó ASTM A370 ó AWS B4.0

CRNG Ing. Carlos Naranjo CWI 07071701
Tabla 4.14 Requerimientos para el ensayo de impacto CVN

CRNG Ing. Carlos Naranjo CWI 07071701
Otros requerimientos
Retest – tres nuevos especimenes delmismo ensamble o un ensayo nuevodonde se deben realizar todos losensayos mecánicos
Resultados deben ser reportados en elPQR

Código AWS D1.1SOLDADURA ESTRUCTURAL PARA ACERO
SECCIÓN 5
FABRICACIÓN

CRNG Ing. Carlos Naranjo CWI 07071701
5.2 Material Base
Debe ser designado en términos declasificación y especificación en losdocumentos contractuales
En lo posible aquellos aprobados por elcódigo
Los mismos requisitos para materiales derespaldo, espaciadores y “tabs”. (existenlimitaciones)

CRNG Ing. Carlos Naranjo CWI 07071701
5.3 Materiales Consumibles y electrodos SMAW
La clasificación, tamaño, parámetros eléctricos deben seracorde al material, espesor y junta a soldar.
El ingeniero puede exigir los certificados de cumplimiento deespecificaciones de los consumibles.
Electrodos en condiciones apropiadas para el trabajo.(Humedad, revestimiento)
Adquisición y Almacenamiento apropiadas, en especial los debajo hidrogeno, recipientes herméticos.
Tiempo de exposición tabla 5.1, reacondicionamiento según5.3.2.4
Gases de protección, de acuerdo a AWS 5.32 y a lo establecidoen el WPS

CRNG Ing. Carlos Naranjo CWI 07071701
5.5 Variables del WPS
Los cordones deben presentar fusión completa,ausencia de mordeduras, faltas de llenado y excesode concavidad al inicio.
Precalentamiento y temperatura interpase de acuerdoal WPS, 75 mm. de distancia. Medido al inicio.
Control de máximo ingreso de calor para acerostemplables de acuerdo a proveedores.
PWHT - Alivio de tensiones por calor, 5.8.1, tiempode tratamiento según tabla 5.2 y 5.3.
Se establece los aceros no recomendados paraPWHT.

CRNG Ing. Carlos Naranjo CWI 07071701
5.12 Condiciones Ambientales
GMAW, GTAW ó FCAW-S la velocidad del viento nodebe sobrepasar de 8 Km/hora. Utilizar pantallas.
No soldar si:• Temperatura ambiente menor a 0°F
• Condiciones de lluvia, humedad
• Altas corrientes de viento
• Condiciones peligrosas para los soldadores.

CRNG Ing. Carlos Naranjo CWI 07071701
Conformidad de los cordones de soldadura
El tamaño y longitud delas soldaduras nodeben ser menores alos especificados en eldiseño.

CRNG Ing. Carlos Naranjo CWI 07071701
Condiciones para soldar (libre de rebabas,rasgaduras, fisuras, recubrimientos).
Las discontinuidades del material base deben serevaluadas y de ser del caso reparadas
Se puede utilizar cualquier proceso para prepararlas juntas (corte térmico, maquinado, esmerilado)se debe controlar la rugosidad, excepto paramateriales Q & T.
Transiciones en las esquinas deben ser gradualescon un radio no menor a 25 mm, se debe controlarla rugosidad
5.15 Preparación del Material Base

CRNG Ing. Carlos Naranjo CWI 07071701
Discontinuidades inducidas en el laminado
CRNG Ing. Carlos Naranjo CWI 07071701
Agujeros de acceso
Las transiciones en las esquinas no deben tener un radio menor a 25 mm y tener una rugosidad adecuada.

CRNG Ing. Carlos Naranjo CWI 07071701
Otros requerimientos
Requerimientos para soldaduras temporales opuntos de armado se presentan en 5.18, Loselectrodos deben cumplir los requerimientosde resistencia de la junta soldada.
El control de la distorsión y de reducción demedidas (encogimiento) requiere de unadecuado procedimiento y secuencia desoldeo. De zonas mas a zonas menosrestringidas, balance de calor, control demínima temperatura

CRNG Ing. Carlos Naranjo CWI 07071701
5.22 Tolerancias de las juntas

CRNG Ing. Carlos Naranjo CWI 07071701
5.23 Tolerancias de miembros estructurales
Aspecto muy importante en el código,valores se muestran en la tabla 5.6 ó 5.7

CRNG Ing. Carlos Naranjo CWI 07071701
Rectitud de columnas y cerchas

CRNG Ing. Carlos Naranjo CWI 07071701
Variación de peraltes en Vigas

CRNG Ing. Carlos Naranjo CWI 07071701
5.24 Perfiles de los cordones

CRNG Ing. Carlos Naranjo CWI 07071701
5.26 Reparaciones
Se presenta la técnica para reparar lasdiscontinuidades de los cordones, así comopara la corrección de miembros estructuralesdistorsionados.
Correcciones para:• Cordones con exceso de material• Cordones con falta de material• Cordones con discontinuidades volumétricas• Cordones con fisuras
El ingeniero debe aprobar las reparaciones mayores (fisuras en frío)

CRNG Ing. Carlos Naranjo CWI 07071701
Otras recomendaciones
5.27 Martilleo cuidadoso de soldaduras (peening) espermitido
5.28 Martilleo de los cordones para tapardiscontinuidades (caulking) no es permitido.
5.29 Arranques de cordones fallidos (arc strike) debenser evitados
5.30 La limpieza de los cordones es requerido paracontinuar un cordón de soldadura
5.31 Uso de placas de arranque/terminado decordones es recomendable para evitar fisuras en loscráteres.

Código AWS D1.1SOLDADURA ESTRUCTURAL PARA ACERO
SECCIÓN 6
INSPECCIÓN

CRNG Ing. Carlos Naranjo CWI 07071701
Introducción
Se especifican los requerimientos para los inspectores y sus responsabilidades; criterios de aceptación para las discontinuidades y los procedimientos para END
Consta de 7 partes• A Requerimientos Generales• B Responsabilidades del Contratista• C Criterios de Aceptación• D Procedimientos para END• E Ensayo de Radiografía RT• F Ensayo de radiografía para cordones de ranura UT• G Otros métodos de inspección / examinación

CRNG Ing. Carlos Naranjo CWI 07071701
Parte A Requerimientos Generales
Establece las Obligaciones y responsabilidades delcontratista para VI y las correcciones necesarias detodas las deficiencias en material y mano de obra deacuerdo con los requerimientos del código
Inspección y pruebas durante la fabricación y montajees responsabilidad del contratista
Inspección y pruebas de verificación es prerrogativadel dueño, el alcance y mecanismos de estainspección debe ser establecido en los documentoscontractuales

CRNG Ing. Carlos Naranjo CWI 07071701
Requerimientos de los Inspectores
Obligatoriedad de inspectores calificados(documentadamente)• AWS CWI• Buró Canadiense• Un ingeniero o Técnico con entrenamiento y experiencia,
aprobado como competente por el ingeniero.
Inspectores asistentes pueden ser empleados bajola responsabilidad del inspector jefe
Notificar con anterioridad el inicio de lasoperaciones; suministrar planos, documentoscontractuales sobre materiales y requerimientos decalidad.

CRNG Ing. Carlos Naranjo CWI 07071701
Tareas y funciones del Inspector
Inspección de los materiales Inspección de los WPS´s y equipos Inspección del personal de soldadura Inspección del trabajo y de registros (antes,
durante y después de la soldadura) Uso de herramientas y equipo apropiados para la
inspección visual (VI) Identificación de todas las partes
inspeccionadas. Mantener registros de su trabajo

CRNG Ing. Carlos Naranjo CWI 07071701
Parte B Obligaciones del contratista
Responsable de la VI de todas las soldaduras y de lascorrecciones de las deficiencias de materiales y manode obra.
Corregir o reparar aquellas partes de las juntas que ajuicio del ingeniero no cumplen los requerimientos delcódigo.
Si se especifican en el contrato otros END, es suresponsabilidad que las soldaduras cumplan con loscriterios de aceptación del código.
Realizar o permitir los ensayos no acordados, a costodel dueño si no se detectan desviaciones importantesrespecto del código

CRNG Ing. Carlos Naranjo CWI 07071701
Para conexiones tubulares y conexiones no tubularesestática y cíclicamente cargadas.
Criterios de aceptación para la VI y todas las técnicasde END aprobadas por el código (PT, MT, RT Y UT).
Inspeccionar visualmente antes de aplicar otra técnicade END
Se puede inspeccionar inmediatamente después que lasoldadura se ha enfriado. Para materiales templados yrevenidos (ASTM A 514 – 517) VI después de 48 horas
Para RT y UT criterios de aceptación de acuerdo al tipode conexión.
Parte C Criterios de Aceptación

CRNG Ing. Carlos Naranjo CWI 07071701

CRNG Ing. Carlos Naranjo CWI 07071701

CRNG Ing. Carlos Naranjo CWI 07071701
Parte D Procedimientos de END
Se detallan los requerimientos a cumplircuando se aplican los END• RT de acuerdo a la parte E ó G• UT de acuerdo a la parte F• MT de acuerdo a ASTM E 709• PT de acuerdo a ASTM E 165
VT y los END son complementarios, ningúnensayo por si sólo puede determinar todaslas discontinuidades.
Personal calificado y certificado NDT Nivel IIsegún ASNT-TC-1A.

CRNG Ing. Carlos Naranjo CWI 07071701
Parte E Ensayo de Radiografía RT para cordones de ranura en juntas a tope
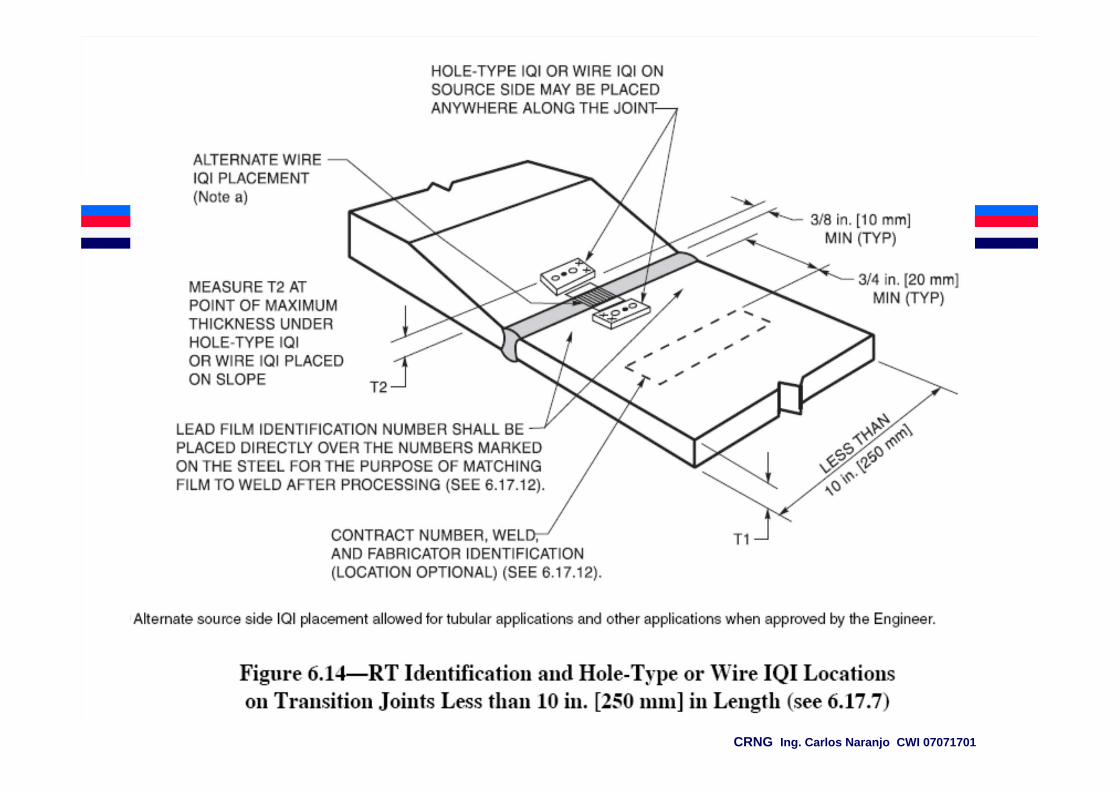
Una fuente de rayos X o gama. De acuerdo a ASTM E94, E 142, E 747 y E 1032. Variaciones son permitidas si las partes acuerdan. Suficiente sensibilidad para identificar el agujero o
alambre esencial del IQI requerido (Tablas 6.4 ó 6.5). Eliminar respaldos (y refuerzos) ó utilizar alzas para
igualar el espesor. La Identificación tanto de la película como de la junta
es importante
CRNG Ing. Carlos Naranjo CWI 07071701

CRNG Ing. Carlos Naranjo CWI 07071701
Calidad de la Radiografía
SSD distancia de la fuente a la junta, Mayor distancia mejor sensibilidad y definición pero mayor tiempo de exposición. Se incrementa los costos y se requiere mayor seguridad.
Sensibilidad, más radiación mas negra la película, mínima densidad de 1,8 para rayos X y de 2 para rayos gama. Máxima 4.
Las películas y los reportes, antes de cualquier reparación, deben ser remitidas al inspector de verificación

CRNG Ing. Carlos Naranjo CWI 07071701
Parte F Ensayo de Ultrasonido UT para soldaduras de ranura
Limitada para espesores de 8 a 200 mm. Anexo S para espesores menores.
Consideraciones especiales para utilizar en conexiones T, Y o K de tubos.
Los operadores deben demostrar habilidad para aplicar las reglas del código en la detección y disposición de las discontinuidades.
En 6.22 se describen los requisitos para los equipos, instrumentos y transductores que se pueden utilizar.
Visualización con SCAN A en tubo de rayos catódicos, escala horizontal en el tiempo, vertical en decibles rango mínimo 60 dB, respuesta no mayor a ±1dB con fluctuaciones de 15% del voltaje.

CRNG Ing. Carlos Naranjo CWI 07071701
Equipo de UT
Transductores perpendiculares de área no menor a323 mm2, angulares a 45º, 60º ó 70º
6.24 y 6.25 Requerimientos de calificación del equipo,horizontal cada 40 horas. Transductores angularescada 8 horas.
6.26 Procedimiento de ensayo 6.30 Procedimiento de Calibración de equipos 6.31 Procedimiento de evaluación de las
discontinuidades

CRNG Ing. Carlos Naranjo CWI 07071701

CRNG Ing. Carlos Naranjo CWI 07071701
Parte G Otros Métodos de inspección / examinación
Otros métodos a los anteriores descritos,deben ser aprobados por el ingeniero.
Requerimientos de procedimientos escritos ycalificados, técnicas de operación,requerimientos de registros.
Sistemas de imagen por radiación (imagen entiempo real)
Sistemas avanzados de ultrasonido (arreglode fase y otros)

Código AWS D1.1SOLDADURA ESTRUCTURAL PARA ACERO
SECCIÓN 7
SOLDADURA DE PERNOS
(STUD WELDING)

CRNG Ing. Carlos Naranjo CWI 07071701
Introducción
Requerimientos de:
• Ejecución, calificación operadores y de pruebas.
• Inspección durante la fabricación y verificaciones
• Requerimientos de propiedades mecánicas de elementos de acero.

CRNG Ing. Carlos Naranjo CWI 07071701
Requerimientos ….
Requerimientos Generales: cualquier forma adecuada para soldarse, Anillo cerámico de protección (Ferrule), sólo bases calificadas según Anexo G.
Requerimientos mecánicos: Propiedades mecánicas de los elementos roscados deben ser determinadas según ASTM A 370

CRNG Ing. Carlos Naranjo CWI 07071701

CRNG Ing. Carlos Naranjo CWI 07071701
Requerimientos…..
Requerimiento de la ejecución de la soldadura (limpieza de la placa base y de los elementos roscados).
Tolerancias de posicionamiento, hasta 25 mm. Mínimo 32 mm desde un extremo
Soldadura con DCEN, Voltaje, Intensidad de corriente y tiempo en valores óptimos.
No ejecutar la soldadura si la temperatura de la placa base es menor a -18 ºC.
Alternativa procedimientos precalificados SMAW, GMAW o FCAW

CRNG Ing. Carlos Naranjo CWI 07071701
Requerimientos….
Sueldas en posición plana no requiere calificación.
En otras posiciones 10 especímenes deben ser calificados mediante ensayo de doblado, de torque o de tensión.
En fabricación, la calibración y técnica de soldeo debe ser probadas en los dos primeros pernos soldados. Se requiere IV y doblado.
Elementos soldados se deben probar mediante torque.

Código AWS D1.1SOLDADURA ESTRUCTURAL PARA ACERO
SECCIÓN 8
REFORZAMIENTO Y REPARACIÓN DE ESTRUCTURAS EXISTENTES.

CRNG Ing. Carlos Naranjo CWI 07071701
Introducción
Aplica sólo a estructuras existentes no a estructurasoriginales. No aplica tampoco a reparaciones enproceso.
Se requiere identificar el material base, establecer lasoldabilidad
El Diseño de reforzamiento o reparación debe ser deacuerdo con los códigos de fabricación aplicables.
El ingeniero debe especificar el tipo y extensión de laspruebas para determinar las condiciones actuales delos miembros de la estructura.

CRNG Ing. Carlos Naranjo CWI 07071701
Consideraciones..
Considerar el historial de cargas ó serestimadas, importante para condiciones defatiga
Analizar si reparar o reemplazar partescorroídas, mantener o reemplazar conexionesempernadas.
El ingeniero debe aprobar el métodos paraincrementar la resistencia a la fatiga así comodel incremento del nivel de esfuerzosobtenidos

CRNG Ing. Carlos Naranjo CWI 07071701
Requisitos de ejecución y técnica
Limpieza del material base tanto existente comonuevo, limpieza de 50 mm en todas las direcciones.
Reparación de discontinuidades antes de serreparadas. Reparación de sueldas acorde al código5.26;
Se establece los métodos para corregir insuficienciadel espesor del material base
La temperatura no debe exceder de 600 ó 650 ºC alreparar estructuras mediante calentamiento.
A temperaturas mayores a 315 ºC no se permiteenfriamiento acelerado.

CRNG Ing. Carlos Naranjo CWI 07071701
Control de Calidad
Todas los miembros y soldaduras afectadaspor la reparación deben ser InspeccionadasVisualmente de acuerdo con losrequerimientos del ingeniero
Si se requiere END los métodos y extensióndeben ser especificados en los documentoscontractuales.
Aparte de las reglas del código se debeaplicar el buen juicio del ingeniero

Código AWS D1.1SOLDADURA ESTRUCTURAL PARA ACERO
ANEXOS, COMENTARIOS E INDICE.

CRNG Ing. Carlos Naranjo CWI 07071701
Anexos Normativos
Son parte del Código, los requerimientos son de aplicaciónobligatoria.

CRNG Ing. Carlos Naranjo CWI 07071701
Anexos Infotmativos
No son parte del Código, su información es muy útilparticularmente aspectos de diseño e inspección

CRNG Ing. Carlos Naranjo CWI 07071701
Comentarios
Esta sección presenta explicaciones, ampliaciones y ligeras extrapolaciones de varias provisiones del código.
Presenta alternativas para corregir las no conformidades y para prevenir repeticiones de defectos.
Al final del comentario de cada sección se presenta una serie de referencias para ampliar los comentarios.

CRNG Ing. Carlos Naranjo CWI 07071701
Índice
Muy útil para encontrar información deimportancia para el trabajo.
AWS tiene un índice con más de 1600entradas
Familiarizarse con la terminología es degran ayuda para utilizar el índice.

GRACIAS POR SU ATENCIÓN
Ing. Carlos Naranjo G. Msc.CWI 07071701