Beneficios del sistema Beta LaserMike - MEVAFIL...
28
Transcript of Beneficios del sistema Beta LaserMike - MEVAFIL...


6Beneficios del sistema Beta LaserMike
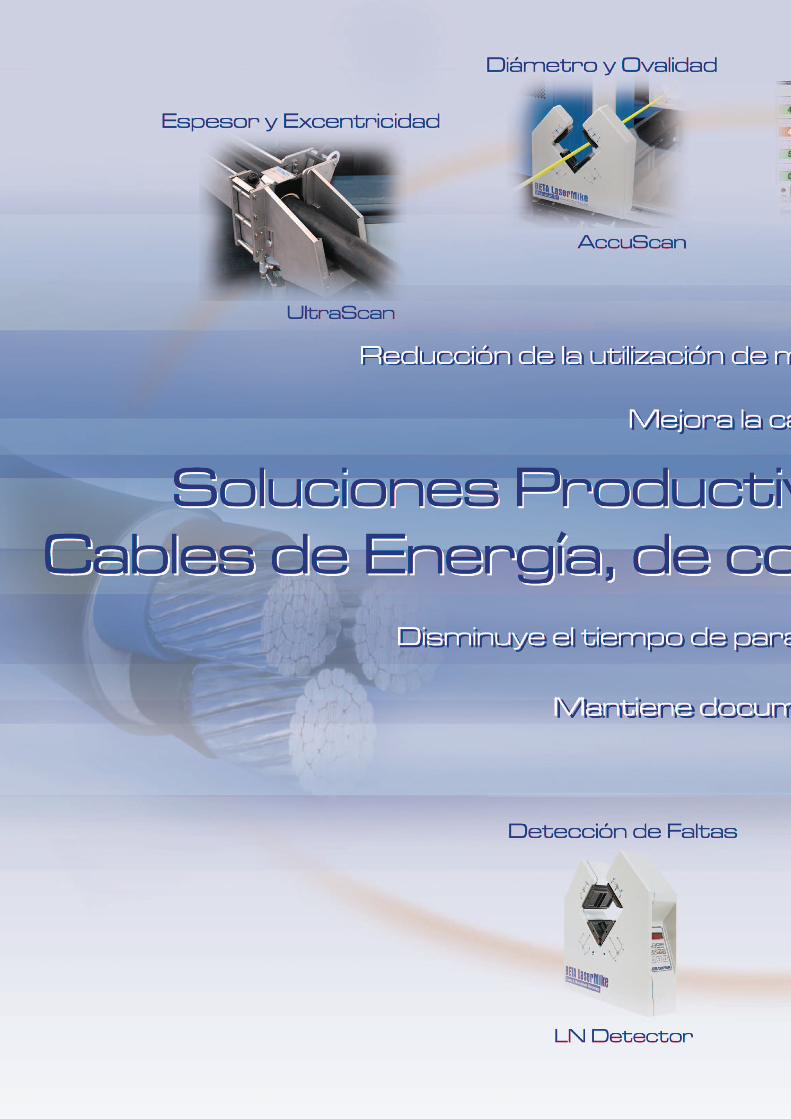
10Soluciones del sistema Beta LaserMike
DataPro:Sistemas de Control de Proceso y Gerencia de Datos
UltraScan:Sistemas de Medición de Espesor, Excentricidad, Diámetro y Ovalidad
AccuScan:Sistemas de Medición de Diámetro y Ovalidad
PowerMikeSistema de Medición de procesos de Vulcanización continua
Información de Contacto Corporativo Beta LaserMike 28
ÍndiceÍndiceÍndiceÍndiceÍndice
Productos Beta LaserMike
16
12
26
13
CenterScan:Sistemas de Medición de Excentricidad 20
27
LN Detector:Sistemas de Detección de Faltas
Spark Testers:Sistemas detectores de Fallas
21
23
LaserSpeed:Sistemas de medición de Velocidad y Longitud sin Contacto
24
Preheaters:Sistemas de Precalentado de Alambres
BenchMike:Sistemas de Medición Fuera de Línea de Diámetro y Ovalidad
22
3
Los desafíos de la producciónde Cables de Energía y EspecialesLos fabricantes de cables de Comunicación enfrentan numerososdesafíos de productividad y calidad en la producción. Es un mercadoaltamente competitivo que continua consolidando los desafíoscreados por los fabricantes para reducir costes, especialmente en elambiente de crecimiento de los precios de los polímeros. Lareducción de los costes de producción equivale a la reducción deltiempo de máquina parado automatizando y aumentando la eficiencia
Cables de Energía, Building y especiales
de la planta y del personal, disminución de consumo de materialaumentando la capacidad del proceso para permitir un control más ajustadoy mejorar la eficiencia aumentando la velocidad de las líneas para conseguirproducir más producto final en menos tiempo. La búsqueda de estosobjetivos es un esfuerzo destinado a asegurar la eficiencia óptima de lamaquinaria y de las personas que es necesaria para operar una planta.Además, la combinación de productos caros y tiempos de operación cortospara cables de Energía y Especiales hace que la reducción de material
Añadiendo valor en el Proceso de Extrusión de
Beta LaserMike puede ayudarEse es el porqué Beta LaserMike proporciona a los fabricantes decables la capacidad de automáticamente medir y controlar todas las dimensiones de su proceso.Beta LaserMike es la única compañía con la capacidad de proporcionar e integrar:
Medición de diámetro a láser
Medición de espesor con ultrasonidos
Detección de faltas ópticas y por chispa
Medición de longitud a láser
Precalentador de Alabres
Medición de Excentricidad
Medición de cables deforma (Shaped) y de Sector
Nosotros hemos sido pioneros en tecnologías para automatizar la configuración y proporcionar una coberturacompleta de productos de medición. Sin importar la aplicación de su cable, Beta LaserMike tiene un equipamientode medición y sistema de control que permitirá a usted alcanzar las demandas del mercado.
De hecho, nosotros hemos estado ofreciendo soluciones de medición precisa desde hace más de 30 años.¿No será hora de introducir en su proceso de fabricación los estándares de exactitud y de excelencia que son losequipos Beta LaserMike?
desechado sea muy significativa.
Inspección Manual vs. AutomáticaLa inspección manual y los métodos de prueba son candidatosatractivos para mejorar. Con ellos generalmente se desperdiciatiempo para configurar y realizar y son difíciles de reproducirseexactamente. Mientras que los sistemas incorporados en las líneaspermiten el almacenamiento automático de datos, así como elreabastecimiento necesario para controlar el proceso. Los resulta-dos hablan por sí mismos:
Reducción del tiempode puesta en marcha
Incrementan la calidady documentación
Disminuye el consumo dematerial
Mejora el gerenciamientode datos
¿Puede usted perder la ocasión?


6
Beneficios del SistemaBeneficios del SistemaBeneficios del SistemaBeneficios del SistemaBeneficios del Sistema
Reducir el Tiempo de Inicio......con el Centrado del DadoEl período de inicio en la línea de extrusión de cables es amenudo la mayor causa de material desechado y de lasmayores perdidas de tiempo en la producción. Sin un sistemaen línea de medición y control que muestre la seccióntransversal de la excentricidad de los cables, la únicaherramienta que el operador dispone para realizar un rápidocentrado del dado es su habilidad y experiencia y quizás unpoco de suerte.
DataPro 5000 Pantalla de la Sección
Problemas del Inicio: Solución del DataPro:
El resultado del ajuste del centrado de unacabeza de extrusión es desconocido hasta queel cable llega al final de la línea.
Las múltiples iteraciones en el ajuste delcentrado del dado son con frecuencia requeridasy aumentan el tiempo de partida. El número deiteraciones del ajuste del centrado de dadodepende de la experiencia del operador.
Reduce la dependencia del tiempo de partida y laexperiencia del operador permitiendo másiteraciones de ajuste en un período menor detiempo.
Proporciona la exhibición de la sección transversalen línea de la concentricidad del tubo, lo que reducedrásticamente el retraso de tiempo entre el ajuste dela cabeza de extrusión y cuando el operador puedever el resultado de ese ajuste.
1.
2.
Diámetro Medio 50 mm (2 pulg.)Espesor 2.5 mm (0.1 pulg.)Área del Aislante 191.441 mm2 (20.30631pulg.2)Densidad del Material 1215kg/m3 (76lb/Pies3)Tiempo de Inicio Actual 30 min. (30 min.)Nuevo Tiempo de Inicio 15 min. (15 min.)
Inicios por año 200Velocidad de línea Media 60 m/min (200 pies/min)Ahorro de Material Consumido41868 kg (96997 lb.)Coste de Material 1Euro/kg ($0.5/lb.)Ahorro de Coste Anual 41,868 Euro ($55,259)
Ejemplo:
Ahorros reduciendo el tiempo de inicioPara calcular la masa de material desechado que uno puede ahorrar durante las puestas en marcha cada año:Ahorros de Material = {π[(DE/2)2 - (DI /2)2] * [Tiempo de Inicio Actual – Nuevo Tiempo de Inicio] *
[Densidad de Material] * [Velocidad de Línea Media ] * [Inicios por año]
Multiplique los ahorros de material por el coste de material (por unidad de peso) para encontrar el ahorrode coste de material.
Para calcular el ahorro total, se tiene también que añadir la economía del núcleo.Nota: Asegúrese de usar unidades de medida consistentes durante los cálculos

7
Beneficios del SistemaBeneficios del SistemaBeneficios del SistemaBeneficios del SistemaBeneficios del Sistema
...con un Control realimentadoMuchos de los trabajadores de extrusión de cables operanla línea con tamaños que están muy por encima de lasespecificaciones mínimas para asegurarse de que nocrean desperdicios. Esto provoca que la línea de extrusióntrabaje el máximo tiempo, pero también crea un escenariodonde todos los tubos terminados incluyen un grancantidad de material “adicional y desperdiciado”.
Como el DataPro disminuye el consumo de materialy desperdicio:
Control de realimentación cerrado quecontinuamente vigila las dimensiones del cable ycontrola automáticamente la línea para conseguirlos tamaños deseados
Auto-setpointing automáticamente reduce el tamañodeseado (setpoint) hacia la especificación mínima,mientras vigila la desviación estándar para permitir elsuficiente “intervalo de confianza” que asegure que eltamaño no desciende por debajo del límite inferior.
Mejora de la Excentricidad de los cables que permiteque el espesor medio se encuentre muy próximo a laespecificación mínima sin que una parte de la paredtrabaje por debajo de las especificaciones.
Ahorros obtenidos por la disminución de material utilizado y regaladoPara calcular la masa de material que usted puede ahorrar cada año disminuyendo la cantidad de material extraque uno esta “regalando”:
Ahorro de Material = {π [(DE1/2) 2 - (Núcleo /2) 2] * [Densidad] * [Longitud]} - {π [(DE2/2) 2 - (Núcleo /2) 2] * [Densidad] *[Longitud]}
Donde DE1 es el Dext del cable antes de que la pared es reducida, y DE2 es el Dext del cable después de que elespesor es reducido. “Densidad” es la densidad del material y “Longitud” es la longitud del cable producido por año.
Nota: Asegúrese de usar unidades de medida consistentes durante los cálculos
DataPro 5000 Pantalla de consumo de Material
Disminuya el consumo de Material y “Desperdicio”...
Características de Control del DataPro:Control de la velocidad de línea o RPM del extrusor
Pantalla de Sección Transversal del cable quepermite un rápido centrado del dado
Control de las salidas que incluye analógicas,contactores (relays) o stepper motor drive
Algoritmos de control que incluyen PI y Corrección yretraso (Correct & Delay)
Manual Auto Auto conSetPoint Reducido
Pared Media
Máx.Pared
Mín.Pared
Tiempo
Ahorro de Material
1. Cualquierreducciónestará fuerade toleranciadebido a la pobreexcentricidad
2. Mejoras enla excentricidadpermiten una mayorreducción deespesor.
3. La reducción delespesor mediopermite ahorrarmaterial utilizado
Diámetro Medio 50mm (2 in.)Reducción de Espesor 50 microns (2 mils)Área Reducida 3.925 mm2 (0.00628 pulg.2)Densidad Material 1215 kg/m3 (76 lb./pies3)Producción Anual 9 millones/m (30 million pies)
Densidad*Longitud 10935 kg/mm2
(15833333 lb./pulg2)Ahorro de Material Consumido 42920 kg (99434 lb.)Coste de Material 1 Euro/kg ($0.5/lb.)Ahorro de Coste Anual 42,920Euro ($56,654)
Ejemplo:
8
Beneficios del SistemaBeneficios del SistemaBeneficios del SistemaBeneficios del SistemaBeneficios del Sistema
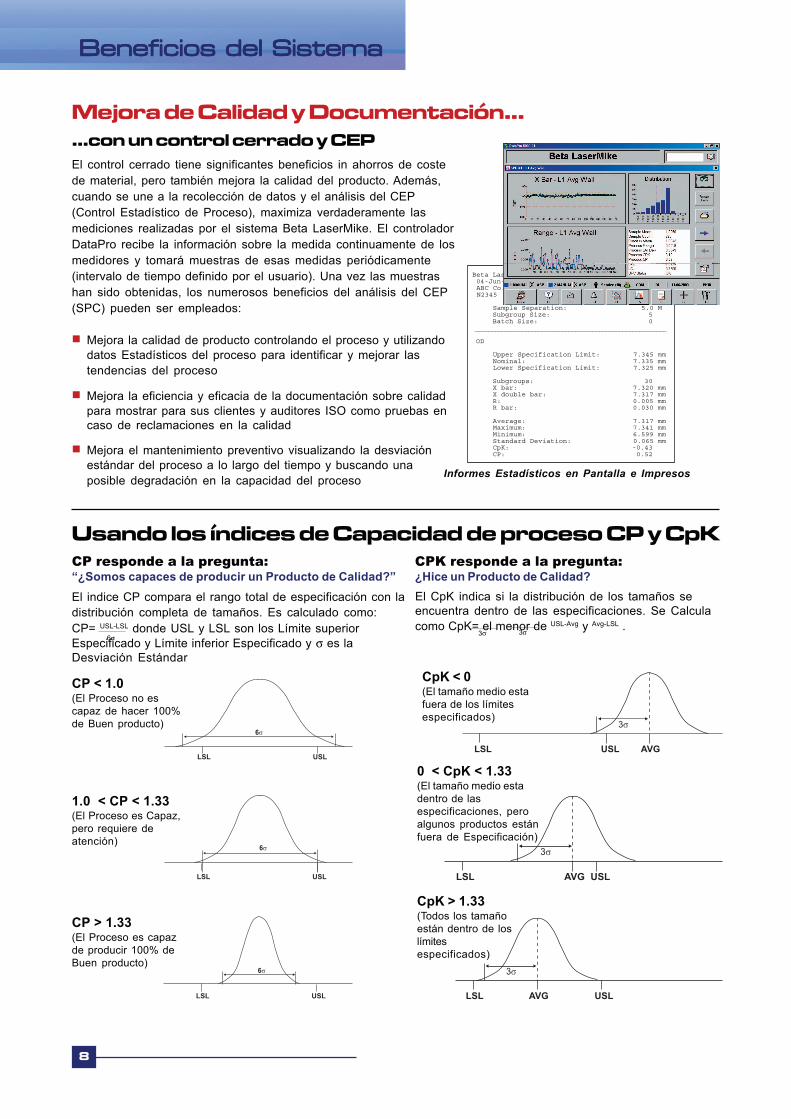
Beta LaserMike DataPro 3000 - Summary Report 04-Jun-03 12:34 Library 5 ABC Co. N2345
Sample Separation: 5.0 M Subgroup Size: 5 Batch Size: 0 _________________________________________________________
OD
Upper Specification Limit: 7.345 mm Nominal: 7.335 mm Lower Specification Limit: 7.325 mm
Subgroups: 30 X bar: 7.320 mm X double bar: 7.317 mm R: 0.005 mm R bar: 0.030 mm
Average: 7.317 mm Maximum: 7.341 mm Minimum: 6.599 mm Standard Deviation: 0.065 mm CpK: -0.43 CP: 0.52
Mejora de Calidad y Documentación......con un control cerrado y CEPEl control cerrado tiene significantes beneficios in ahorros de costede material, pero también mejora la calidad del producto. Además,cuando se une a la recolección de datos y el análisis del CEP(Control Estadístico de Proceso), maximiza verdaderamente lasmediciones realizadas por el sistema Beta LaserMike. El controladorDataPro recibe la información sobre la medida continuamente de losmedidores y tomará muestras de esas medidas periódicamente(intervalo de tiempo definido por el usuario). Una vez las muestrashan sido obtenidas, los numerosos beneficios del análisis del CEP(SPC) pueden ser empleados:
Mejora la calidad de producto controlando el proceso y utilizandodatos Estadísticos del proceso para identificar y mejorar lastendencias del proceso
Mejora la eficiencia y eficacia de la documentación sobre calidadpara mostrar para sus clientes y auditores ISO como pruebas encaso de reclamaciones en la calidad
Mejora el mantenimiento preventivo visualizando la desviaciónestándar del proceso a lo largo del tiempo y buscando unaposible degradación en la capacidad del proceso
Usando los índices de Capacidad de proceso CP y CpK
El indice CP compara el rango total de especificación con ladistribución completa de tamaños. Es calculado como:CP= USL-LSL donde USL y LSL son los Límite superiorEspecificado y Límite inferior Especificado y σ es laDesviación Estándar
CP responde a la pregunta:“¿Somos capaces de producir un Producto de Calidad?”
CPK responde a la pregunta:¿Hice un Producto de Calidad?El CpK indica si la distribución de los tamaños seencuentra dentro de las especificaciones. Se Calculacomo CpK= el menor de USL-Avg y Avg-LSL .
CP < 1.0(El Proceso no escapaz de hacer 100%de Buen producto)
1.0 < CP < 1.33(El Proceso es Capaz,pero requiere deatención)
CP > 1.33(El Proceso es capazde producir 100% deBuen producto)
CpK < 0(El tamaño medio estafuera de los límitesespecificados)
0 < CpK < 1.33(El tamaño medio estadentro de lasespecificaciones, peroalgunos productos estánfuera de Especificación)
CpK > 1.33(Todos los tamañoestán dentro de loslímitesespecificados)
6σ3σ 3σ
Informes Estadísticos en Pantalla e Impresos

9
...con Gráficos de Tendencias en Tiempo RealLos Gráficos de tendencias permiten a los operadores visualizar los tamañosde los productos gráficamente. El usuario puede personalizar los gráficos detendencias para mostrar cualquier valor deseado a lo largo del tiempo, longitudo puntos de referencia. Las pantallas se pueden ajustar en diferentes formatospara mostrar uno, dos o cuatro tendencias por página. Los Gráficos deTendencias se encuentran solo disponibles con el DataPro 5000.
Mejora de la Gerencia de Datos...
...con Integración y RedLos controladores DataPro sondiseñados para una fácil y flexibleintegración con otros equipos ysistemas de una línea de extrusiónde cables, desde luces de alarma eimpresoras hasta el extrusor o elbobinador.
...con Informes ImpresosLos informes impresos son generados para documentar la calidad delproducto. Los informes pueden ser generados manualmente por eloperador o automáticamente al final del funcionamiento o después deuna cierta longitud del producto. Con el DataPro 5000, el usuariopersonaliza los informes y puede guardar multiples formatos. Estosinformes pueden ser almacenados electrónicamente o impresos.
...con Registro de DatosEl Registro de Datos permite a los gerentes e ingenieros almacenar y analizarlos datos del proceso sin necesidad de estar depie y observando la línea deextrusion. Los datos pueden ser almacenados en el disco duro en el DataPro5000 o en algun lugar de la Red alejados de la planta. El registro de datospuede producirse manual o automáticamente, basándose en un período detiempo o longitud predeterminados, o al cruzar una cierta velocidad de línea.
...con AlarmasLas Alarmas notifican a los operadores cuando se produce un problemaen el producto o en el proceso. Los controladores DataPro pueden serconectados con alarmas visuales o sonoras para inmediatamente alertaren la línea de Extrusión. El DataPro 5000 dispone también de un historialde alarmas que muestra los errores de tolerancia del producto,problemas del proceso, o cualquier otro “evento” definido por el usuario.
*DataPro 5000 Datalog File. Started 20-Mar-0315:15:01*DataLog_Line35_20Mar03*Time Avg Wall Min Wall15:15:31 1.683 1.65115:16:01 1.684 1.65515:16:31 1.693 1.66115:17:01 1.700 1.67115:17:31 1.692 1.67115:18:01 1.699 1.66815:18:31 1.701 1.67515:19:01 1.689 1.65215:19:31 1.678 1.64015:20:01 1.687 1.64315:20:31 1.686 1.648
Beta LaserMike DataPro 3000 - Summary Report 04-Jun-03 12:34 Library 5 ABC Co. N2345 Sample Separation: 5.0 M Subgroup Size: 5 Batch Size:_____________________________________________________ ID Upper Specification Limit: 6.178 mm Nominal: 6.168 mm Lower Specification Limit: 6.158 mm
Subgroups: 30 X bar: 6.174 mm X double bar: 6.178 mm R: 0.002 mm R bar: 0.015 mm
Beneficios del SistemaBeneficios del SistemaBeneficios del SistemaBeneficios del SistemaBeneficios del Sistema

10
Soluciones del SistemaSoluciones del SistemaSoluciones del SistemaSoluciones del SistemaSoluciones del Sistema
*Precalentador, Detector LN, Chisperos (Spark Tester) y/o LaserSpeed pueden ser añadidos en cualquierconfiguración para soluciones de precalentado, detección de faltas o mediciones de longitud/velocidad.
Soluciones para Cables Primarios Sólidos
Tipos de Cabezales
Solution* AccuScan Espesor UltraScan No. Config.Diámetro C -01Diámetro Caliente/Frio;Compensación de Encogimiento B/C -02Diámetro Núcleo/Frio; Cálculo de Espesor A/C -10Diámetro Núcleo/Caliente/Frio; A/B/C -12Compensación de Encogimiento; Cálculo de EspesorDiámetro; Espesor y Excentricidad C X -22
*Precalentador, Detector LN, Chisperos (Spark Tester) y/o LaserSpeed pueden ser añadidos en cualquierconfiguración para soluciones de precalentado, detección de faltas o mediciones de longitud/velocidad.
Tipos de Cabezales
Solution* AccuScan No. Config.Diámetro C -01Diámetro Caliente/Frio;Compensación de Encogimiento B/C -02Diámetro Núcleo/Frio; Cálculo de Espesor A/C -10Diámetro Núcleo/Caliente/Frio; Compensación de Encogimiento; A/B/C -12Cálculo de Espesor
PrecalentadorPrecalentador de
Alambre
AccuScanDiámetro yOvalidad
AccuScanDiámetro yOvalidad
UltraScanEspesor y Excentricidad
AccuScan Diámetro y Ovalidad
Detecciónde Faltas
LNDetector Spark
Tester
LaserSpeedLongitud yVelocidad
DataProControl de proceso
PrecalentadorPrecalentador de
Alambre
AccuScanDiámetro yOvalidad
AccuScanDiámetro yOvalidad
AccuScan Diámetro y
Ovalidad
Detección de Faltas
(A) (B) (C)
(A) (B) (C)
CenterScanExcentricidad
LNDetector Spark
Tester
LaserSpeedLongitud yVelocidad
DataPro
Control de proceso
Soluciones para Cables primarios de Espuma (Foamed)
11
Soluciones del SistemaSoluciones del SistemaSoluciones del SistemaSoluciones del SistemaSoluciones del Sistema
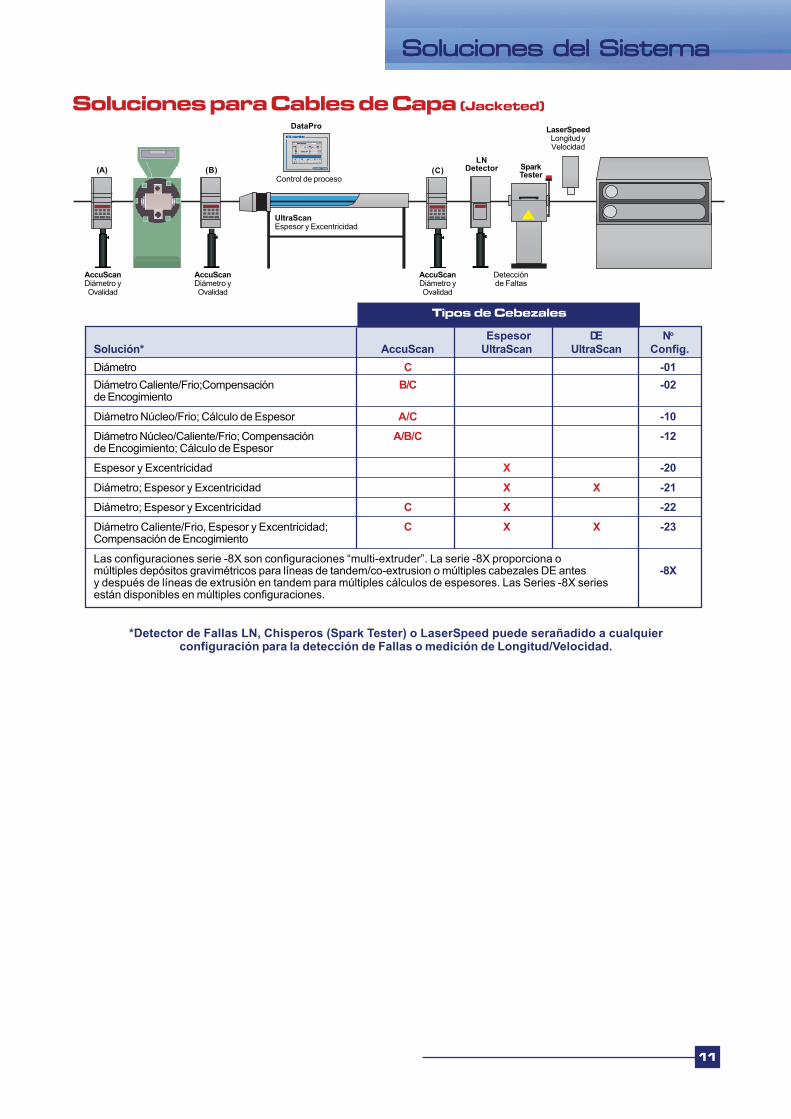
Soluciones para Cables de Capa (Jacketed)
Tipos de Cebezales
Espesor DE No
Solución* AccuScan UltraScan UltraScan Config.Diámetro C -01Diámetro Caliente/Frio;Compensación B/C -02de Encogimiento
Diámetro Núcleo/Frio; Cálculo de Espesor A/C -10
Diámetro Núcleo/Caliente/Frio; Compensación A/B/C -12de Encogimiento; Cálculo de Espesor
Espesor y Excentricidad X -20
Diámetro; Espesor y Excentricidad X X -21
Diámetro; Espesor y Excentricidad C X -22
Diámetro Caliente/Frio, Espesor y Excentricidad; C X X -23Compensación de Encogimiento
Las configuraciones serie -8X son configuraciones “multi-extruder”. La serie -8X proporciona omúltiples depósitos gravimétricos para líneas de tandem/co-extrusion o múltiples cabezales DE antes -8Xy después de líneas de extrusión en tandem para múltiples cálculos de espesores. Las Series -8X seriesestán disponibles en múltiples configuraciones.
AccuScanDiámetro yOvalidad
AccuScanDiámetro yOvalidad
UltraScanEspesor y Excentricidad
AccuScanDiámetro yOvalidad
Detecciónde Faltas
LNDetector Spark
Tester
LaserSpeedLongitud yVelocidad
DataPro
(A) (B) (C)Control de proceso
*Detector de Fallas LN, Chisperos (Spark Tester) o LaserSpeed puede serañadido a cualquierconfiguración para la detección de Fallas o medición de Longitud/Velocidad.

AccuScanAccuScanAccuScanAccuScanAccuScan
12
Los sistemas AccuScan de Beta LaserMike proporcionanmediciones precisas en línea del diámetro y la ovalidad delos tubos. Usando tecnología de escaneado a láser, lossistemas AccuScan son capaces de realizar medicionesde diámetro durante el proceso de producción y comunicaresas lecturas para otro sistema o controlador.
Sistemas de medición de Diámetro y OvalidadLa serie de cabezales AccuScan 1000 son escanersde laser de un plano único y sólo miden diámetro.
La serie de cabezales AccuScan 5000 son escanersde laser de dos planos y miden tanto diámetro comoovalidad.
Principio de Medición de Escáner a Láser
EspejoGiratorio
Diodo Laser Lentedel Colimador
Lente del Colector
Fotodiodoy sensoreselectrónicosde ejes
TRANSMISOR RECEPTOREn 1972, los fundadores de Beta LaserMike introdujeron elprimer micrómetro de escáner de láser (el “LaserMike”).Los cabezales AccuScan emplean este principio demedición de escáner a láser, que utiliza un láser de helio-neón que escanea a grande velocidad la ventana demedición y alrededor del tubo.
Cuando el laser termina de escanear en la fuente, la luzgolpea la fotocélula y el voltaje aumenta. El voltaje caecuando la luz es bloqueada por el tubo y aumenta denuevo cuand la luz alcanza de nuevo la fotocélula. Elcambio en el tiempo (Δt) que la luz es bloqueada por eltubo es proporcional al diámetro externo del tubo.
Voltaje
Tiempo
DE
Voltaje
Tiempo
DEα Δα Δα Δα Δα Δt
Modelos AccuScanCada AccuScan está construido con un procesador de señal, con inteligencia y soportadiversos protocolos de comunicación como Ethernet IP, RS-232, DeviceNet y Profibus.Sistemas de limpieza de aire están disponibles para mantener las ventanaslimpias de polvo o impurezas.
Modelo Rango DE Tam.Ventana ExactitudAccuScan 1050 0.35–50 mm 66 mm ±0.003 mmAccuScan 1100 1.27–100 mm 117 mm ±0.006 mmAccuScan 1140 0.75–140 mm 152 mm ±0.020 mmAccuScan 1190 1.25–190 mm 218 mm ±0.025 mm
Modelo Rango DE Tam.Ventana ExactitudAccuScan 5010 0.1–10 mm 16 mm ±0.0005 mm1
AccuScan 5025 0.2–25 mm 52 mm ±0.001 mm1
AccuScan 5040 0.2–40 mm 52 mm ±0.001 mm1
AccuScan 5080 1.27–80 mm 108 mm ±0.002 mm2
AccuScan 3175* 10–175 mm 200 mm ±0.02 mm3
OpcionesProfiBusDeviceNetPedestal (posición normal o a 45°)Guías de RoletesUnidad de limpiado de AireSoftware para detectar fallas (encogimientos ybultos)Software de lógica STAC (lógica especial paramedir cables trenzados, armados o corrugados)
1 ±0.02% del tamaño del producto 2 ±0.01% del tamaño del producto 3 ±0.1% del tamaño del producto (en el centro del cabezal)*AccuScan 3175 utiliza tecnología de cámaras CCD. Todos los demás AccuScan de las series 1000 y 5000 usan tecnología de escáner a láser.
AS5000 Características:2400 mediciones por Segundo (Estándar)Calibración por fase Estándar para una mayorprecisión alcanzableLimpiador de aire integrado para un funcionamientomás prolongadoAlta flexibilidad de comunicación incluyendo:Ethernet IP, DeviceNet, Profibus, CanOpen y RS232Display Ultra-brillanteProtección IP65 robusta, rugosaUso autónomo o como parte de una solución máscompleta
13
DataProDataProDataProDataProDataPro
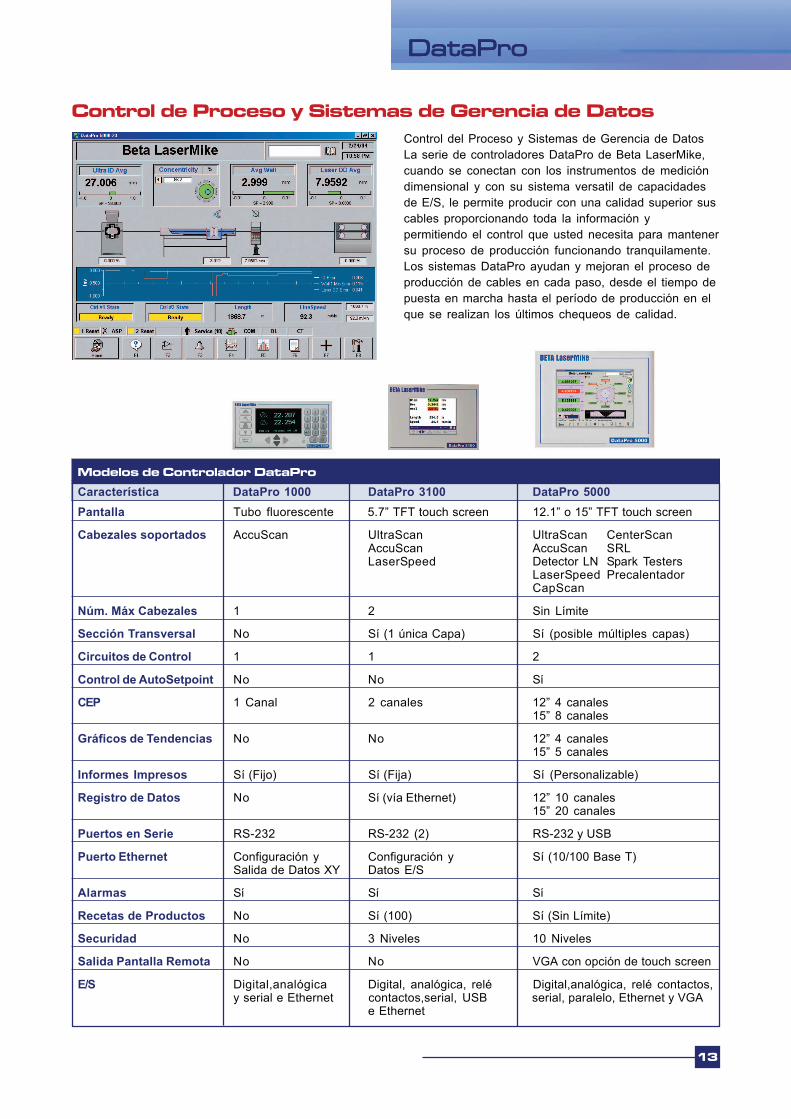
Control del Proceso y Sistemas de Gerencia de DatosLa serie de controladores DataPro de Beta LaserMike,cuando se conectan con los instrumentos de medicióndimensional y con su sistema versatil de capacidadesde E/S, le permite producir con una calidad superior suscables proporcionando toda la información ypermitiendo el control que usted necesita para mantenersu proceso de producción funcionando tranquilamente.Los sistemas DataPro ayudan y mejoran el proceso deproducción de cables en cada paso, desde el tiempo depuesta en marcha hasta el período de producción en elque se realizan los últimos chequeos de calidad.
Control de Proceso y Sistemas de Gerencia de Datos
Modelos de Controlador DataPro
Característica DataPro 1000 DataPro 3100 DataPro 5000Pantalla Tubo fluorescente 5.7” TFT touch screen 12.1” o 15” TFT touch screen
Cabezales soportados AccuScan UltraScan UltraScan CenterScanAccuScan AccuScan SRLLaserSpeed Detector LN Spark Testers
LaserSpeed PrecalentadorCapScan
Núm. Máx Cabezales 1 2 Sin Límite
Sección Transversal No Sí (1 única Capa) Sí (posible múltiples capas)
Circuitos de Control 1 1 2
Control de AutoSetpoint No No Sí
CEP 1 Canal 2 canales 12” 4 canales15” 8 canales
Gráficos de Tendencias No No 12” 4 canales15” 5 canales
Informes Impresos Sí (Fijo) Sí (Fija) Sí (Personalizable)
Registro de Datos No Sí (vía Ethernet) 12” 10 canales15” 20 canales
Puertos en Serie RS-232 RS-232 (2) RS-232 y USB
Puerto Ethernet Configuración y Configuración y Sí (10/100 Base T)Salida de Datos XY Datos E/S
Alarmas Sí Sí Sí
Recetas de Productos No Sí (100) Sí (Sin Límite)
Securidad No 3 Niveles 10 Niveles
Salida Pantalla Remota No No VGA con opción de touch screen
E/S Digital,analógica Digital, analógica, relé Digital,analógica, relé contactos,y serial e Ethernet contactos,serial, USB serial, paralelo, Ethernet y VGA
e Ethernet
14
DataProDataProDataProDataProDataPro
Todas las opciones de controlador están disponibles con el DataPro 5000.
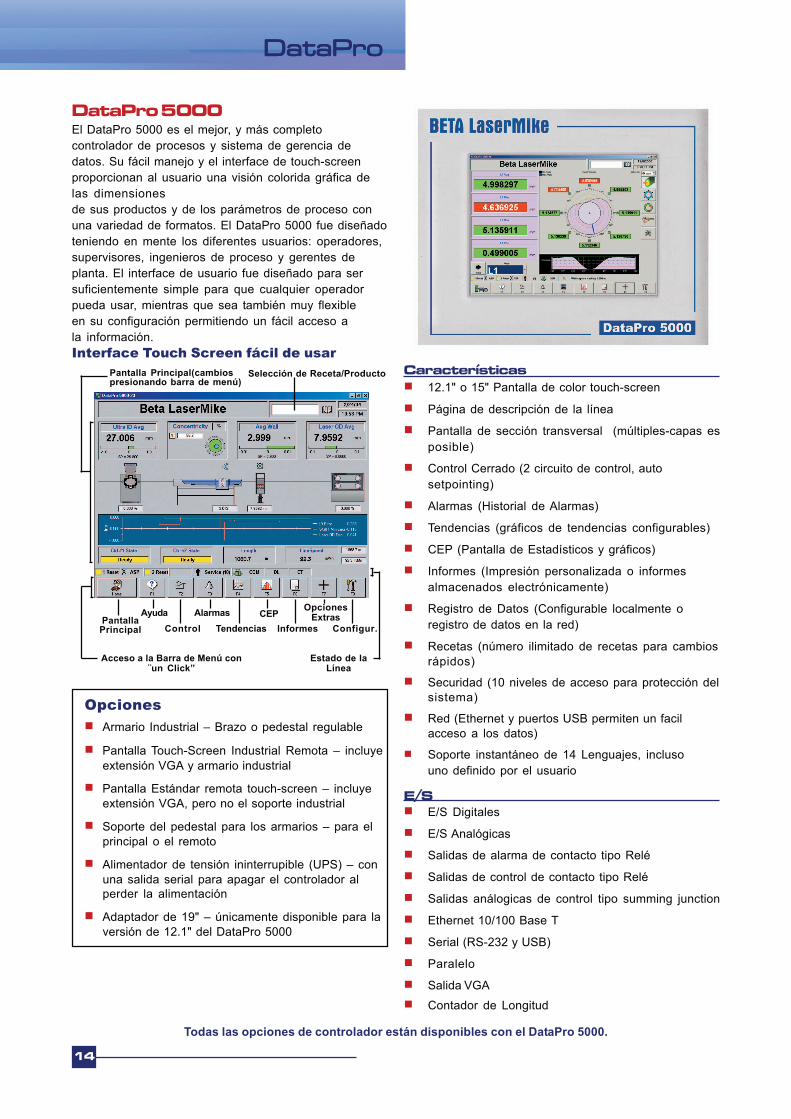
DataPro 5000El DataPro 5000 es el mejor, y más completocontrolador de procesos y sistema de gerencia dedatos. Su fácil manejo y el interface de touch-screenproporcionan al usuario una visión colorida gráfica delas dimensionesde sus productos y de los parámetros de proceso conuna variedad de formatos. El DataPro 5000 fue diseñadoteniendo en mente los diferentes usuarios: operadores,supervisores, ingenieros de proceso y gerentes deplanta. El interface de usuario fue diseñado para sersuficientemente simple para que cualquier operadorpueda usar, mientras que sea también muy flexibleen su configuración permitiendo un fácil acceso ala información.
Características12.1" o 15" Pantalla de color touch-screen
Página de descripción de la línea
Pantalla de sección transversal (múltiples-capas esposible)
Control Cerrado (2 circuito de control, autosetpointing)
Alarmas (Historial de Alarmas)
Tendencias (gráficos de tendencias configurables)
CEP (Pantalla de Estadísticos y gráficos)
Informes (Impresión personalizada o informesalmacenados electrónicamente)
Registro de Datos (Configurable localmente oregistro de datos en la red)
Recetas (número ilimitado de recetas para cambiosrápidos)
Securidad (10 niveles de acceso para protección delsistema)
Red (Ethernet y puertos USB permiten un facilacceso a los datos)
Soporte instantáneo de 14 Lenguajes, inclusouno definido por el usuario
E/SE/S Digitales
E/S Analógicas
Salidas de alarma de contacto tipo Relé
Salidas de control de contacto tipo Relé
Salidas análogicas de control tipo summing junction
Ethernet 10/100 Base T
Serial (RS-232 y USB)
Paralelo
Salida VGA
Contador de Longitud
Interface Touch Screen fácil de usar
OpcionesArmario Industrial – Brazo o pedestal regulable
Pantalla Touch-Screen Industrial Remota – incluyeextensión VGA y armario industrial
Pantalla Estándar remota touch-screen – incluyeextensión VGA, pero no el soporte industrial
Soporte del pedestal para los armarios – para elprincipal o el remoto
Alimentador de tensión ininterrupible (UPS) – conuna salida serial para apagar el controlador alperder la alimentación
Adaptador de 19" – únicamente disponible para laversión de 12.1" del DataPro 5000
Selección de Receta/Producto
PantallaPrincipal
AyudaControl
AlarmasTendencias
CEPInformes
OpcionesExtras
Configur.
Estado de laLínea
Pantalla Principal(cambiospresionando barra de menú)
Acceso a la Barra de Menú con¨un Click”
15
DataProDataProDataProDataProDataPro
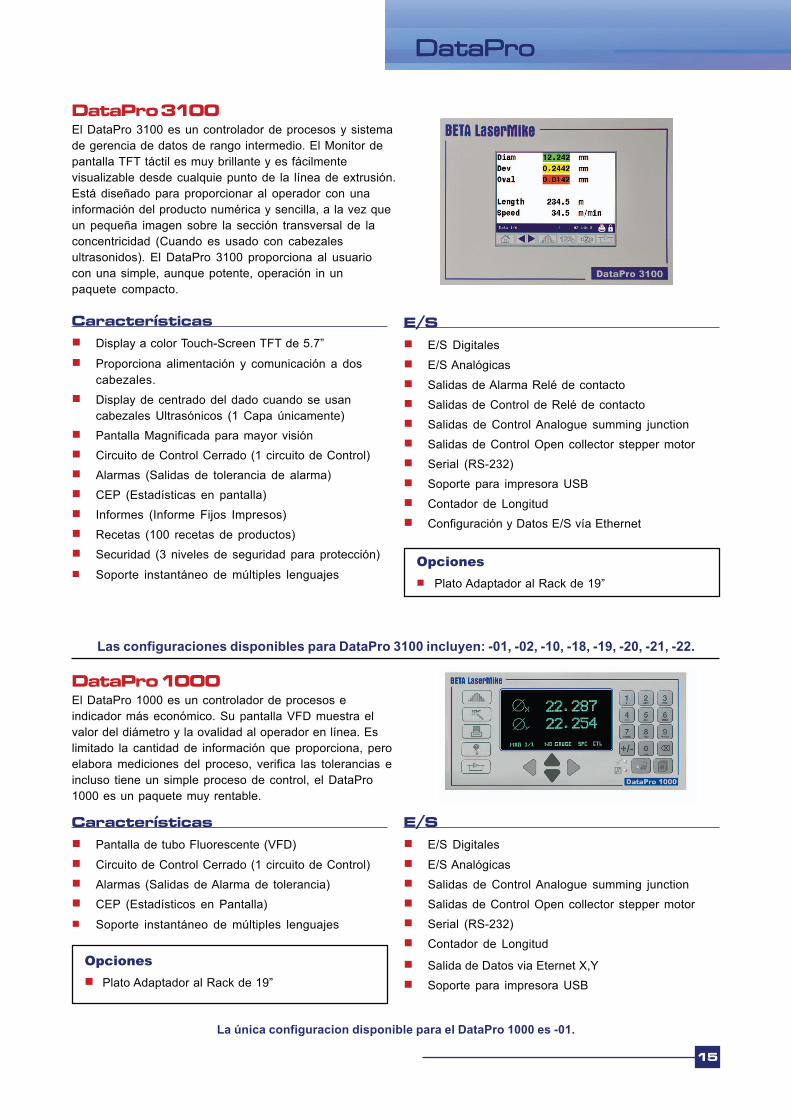
DataPro 3100El DataPro 3100 es un controlador de procesos y sistemade gerencia de datos de rango intermedio. El Monitor depantalla TFT táctil es muy brillante y es fácilmentevisualizable desde cualquie punto de la línea de extrusión.Está diseñado para proporcionar al operador con unainformación del producto numérica y sencilla, a la vez queun pequeña imagen sobre la sección transversal de laconcentricidad (Cuando es usado con cabezalesultrasonidos). El DataPro 3100 proporciona al usuariocon una simple, aunque potente, operación in unpaquete compacto.
CaracterísticasDisplay a color Touch-Screen TFT de 5.7”
Proporciona alimentación y comunicación a doscabezales.
Display de centrado del dado cuando se usancabezales Ultrasónicos (1 Capa únicamente) Pantalla Magnificada para mayor visiónCircuito de Control Cerrado (1 circuito de Control)Alarmas (Salidas de tolerancia de alarma)CEP (Estadísticas en pantalla)Informes (Informe Fijos Impresos)
Recetas (100 recetas de productos)Securidad (3 niveles de seguridad para protección)
Soporte instantáneo de múltiples lenguajesOpciones
Plato Adaptador al Rack de 19”
Las configuraciones disponibles para DataPro 3100 incluyen: -01, -02, -10, -18, -19, -20, -21, -22.
E/SE/S Digitales
E/S Analógicas
Salidas de Alarma Relé de contactoSalidas de Control de Relé de contactoSalidas de Control Analogue summing junctionSalidas de Control Open collector stepper motorSerial (RS-232)Soporte para impresora USB
Contador de LongitudConfiguración y Datos E/S vía Ethernet
DataPro 1000El DataPro 1000 es un controlador de procesos eindicador más económico. Su pantalla VFD muestra elvalor del diámetro y la ovalidad al operador en línea. Eslimitado la cantidad de información que proporciona, peroelabora mediciones del proceso, verifica las tolerancias eincluso tiene un simple proceso de control, el DataPro1000 es un paquete muy rentable.
CaracterísticasPantalla de tubo Fluorescente (VFD)
Circuito de Control Cerrado (1 circuito de Control)Alarmas (Salidas de Alarma de tolerancia)CEP (Estadísticos en Pantalla)
Soporte instantáneo de múltiples lenguajes
E/SE/S Digitales
E/S AnalógicasSalidas de Control Analogue summing junctionSalidas de Control Open collector stepper motorSerial (RS-232)Contador de Longitud
Salida de Datos via Eternet X,YSoporte para impresora USB
OpcionesPlato Adaptador al Rack de 19”
La única configuracion disponible para el DataPro 1000 es -01.

16
UltraScanUltraScanUltraScanUltraScanUltraScan
Sistemas de Medición de Espesor, Excentricidad, Diámetro y OvalidadLos sistemas de UltraScan de Beta LaserMike proporcionanlecturas de precisión en línea del espesor y excentricidad delcable, con una opción que permite medir el diámetro y la ovalidad.Los sistemas de UltraScan son capaces de realizar mediciones aaltas velocidades y sin contacto durante la producción. El potente yúnico procesador digital de señal UltraScan DSP es el únicosistema ultrasónico capaz de calibrarse y configurarseautomáticamente, haciendo esta operación mucho más fácil ysimple.
Modelos de Cabezales UltraScanLa serie de cabezales Ultrascan 3007 son diseñadosespecificamente para la industria del Alambre y el Cable.El cabezal es de Acero Inoxidable, protegiendo losTransductores y los cables.
Los cabezales ultrasónicos Beta LaserMike están disponiblescon 4 o 8 transductores (ver tabla) y medirán múltiples capas.Diferentes tipos de Transductores están disponibles para lasaplicaciones más críticas. Los ingenieros de Beta LaserMike lesayudarán a seleccionar el tipo de transductor óptimo para suaplicación.
Especificaciones
Modelo rango DE Garganta Cabezal Transductores
UltraScan 3007 0.4 - 7.00 mm 29 mm 4 o 8
OpcionesCanal pequeño para montar fuera de los canales de refrigeración existentes
Pedestal para el canal de agua
Software de medición de DE
Software de verificación de tolerancia Rápida para núcleos sólidos y extrusión loose tube
Exactitud en medición de Espesor de ±0.001mm (0.00004 pulg.)Exactitud de excentricidad de ±0.1% (usando cálculo mín/máx)(US3007 proporciona el método más preciso para el centrado de productos de categoría sólida)

17
Principio de Medición de Espesor y Excentricidad
*Con cables multi-capas, un eco seproduce en cada capa que permitemedir individualmente cada una de ellas.
Espesor en Múltiples puntos y ExcentricidadUtilizando múltiples transductores (o girandolos mismos), su puede conseguir unamedición completa alrededor del producto.Esto permite realizar los cálculos deexcentricidad ademásde la determinación del espesor mínimo ymáximo. Esta información puede ser utilizadapara controlar el máximo ahorro de materialcentrando el dado y controlando la paredmínima.
El UltraScan DSP envía un pulso eléctrico y el transductor conviertela energía de ese pulso en una onda ultrasónica.
UltraScan DSP
1)Pulso inicialEléctrico
2) TransductorUltrasónico
3) Ondas SonorasTransmitidas
Energía Eléctrica Energía Mecánica(en forma de Sonido)
Los ecos vuelven para los transductores ultrasónicos desde lasparedes de los tubos y los transductores convierten esa energíaen una forma de onda eléctrica.*
UltraScan DSP
Eco 1 Eco 2
1) Retorno de lasondas sonoras
2)TransductorUltrasónico
3)Forma de ondaEléctrica
El UltraScan DSP calcula el espesor como:Espesor= ( t * s) / 2 t = tiempo entre ecos
s = velocidad del sonido al atravesar el material1
Principio de Medición Ultrasónico de Diámetro y OvalidadPara medir el diámetro de cable, la distancia entre los dostransductores opuestos es determinada al realizar una calibracióndel espacio ** entre cada tranductor y la superficie exterior del cablemedido por el UltraScan DSP. El diámetro del cable se determinacon estas tres piezas de información.
Diámetro y Ovalidad en múltiples puntosUtilizando multiples transductoresobtendremos un cobertura completa demedida del producto. Esto permite elcálculo de la ovalidad y la determinacióndel diámetro máximo y mínimo.
Diámetro del Cabezal (D )C
Espacio 1 (E )1
Diámetro Externo (DE)
Espacio 2 (E )2
**Los cabezales UltraScan incluyen un sensor de temperatura paraincrementar la precisión de la medición.
DE = Dc – (E1 + E2)donde Dc es la distancia entre los transductores y E1 y E2 son losespacios entre los transductores y la superficie exterior del cable.
UltraScanUltraScanUltraScanUltraScanUltraScan

18
UltraScanUltraScanUltraScanUltraScanUltraScan
Compensación de TemperaturaEl sistema Ultrascan contiene un algoritmo de compensación de temperatura para aplicaciones donde el cabezalse encuentra proximo a la extrusora, ya que existe un gradiente de temperatura a través del producto. Cuando lavelocidad de línea aumenta o disminuye, la temperatura del producto también cambiará. La valor de velocidad delsonido a través del material (la calibración ultrasónica) es ajustado para dar una mayor exactitud en el cálculo delespesor del producto. El Ultrascan utiliza un modelo matemático para derivar los nuevos valores de calibracióncuando las velocidades de línea cambian. El modelo utiliza el valor de la temperatura del agua, el valor detemperatura inicial del producto (en el punto de salida (“quench” point)), el tipo de material del producto y un puntode calibración como entradas. Si la temperatura inicial de salida del producto (quench point) no es conocida, sepuede derivar de la calibración a dos velocidades de línea diferentes.
Tecnología Única de UltrasónidoTecnología “Snap Technology”Tan simple, que siempre ha sido utilizadaTodos los sistemas de medida ultrasónicos requierende algún tipo de configuración de la forma de ondaultrasónica. Los sistemas de medida deben distinguirentre lo que son realmente ecos y posiciones de laforma de onda para disparar el punto de medida,y el usuario tiene que realizar esta configuración.
Pero el UltraScan DSP, con su única y potentetecnología patentada Snap Technology, es el únicosistema de ultrasonidos del mundo que es capazde configurar sus formas de onda ultrasónicasinstantánea y automáticamente.. La inteligenciade la Snap Technology proporciona medidasultrasónicas automáticas con:
Auto-Búsqueda
Auto-Configuración
Auto-Rastreo
UltraScan DSP
UltraScan DSP
UltraScan DSP
Transductor
Transductor
Eco 1 Eco 2
Transductor
Auto-Búsqueda: El UltraScan DSP encuentra losecos y configura una ventana alrededor de ellos.
Auto-Configuración: El UltraScan DSPinterpreta la forma de onda ultrasónicae identifica los ecos correspondientes.
Auto-Rastreo: El IltraScan DSP constantementevigila el eco adecuado y lo sigue duranteel movimiento del producto.
Las 4 mediciones en línea del espesor muestran inconsistencia(causada por la diferencia en
a configuración de los 4 transductores).
Las 4 medicines en línea siguen las variacionesde espesor con la misma precisión, gracias a la tecnología Snap Technology, a la configuración
automática y al software de rastreo.
Cabezal 1: Configuración Manual de la Forma de Onda Cabezal 2: Configuración Automática de la Forma de Onda
La mejor exactitud ultrasónica alcanzablePuesto que cada transductor ultrasónico se configura individualmente, otros sistemas ultrasónicos puedenintroducir errores en las mediciones debido a fallos humanos creados al realizar la configuración manual. Ycuando las condiciones del producto o del proceso varían, la configuración manual fija no se adapta a la nuevaseñal procesada después de los cambios. Pero cuando las mediciones son configuradas automáticamentecon la tecnología Snap Technology, está le asegura que la configuración es siempre la misma para todos lostransductores. Cuando las condiciones del producto o del proceso cambian, la auto configuracióninstantáneamente se adapta a la señal procesado con los cambios. Esta configuración continua e automática paratodos los transductores asegura la máxima consistencia para cada transductor, a la vez que proporciona unamayor exactitud de la media del grosor y de la concentricidad.

19
UltraScanUltraScanUltraScanUltraScanUltraScan
Tecnología Única de Ultrasonido
El Almacenamiento de las variaciones deespesor de corto-plazoEl UltraScan DSP envia detalles de cada error*al DataPro 5000, incluyendo:
que transductor detectó el error
máx. y mín. tamaño de espesor durante el error
longitud del error
que pared o paredes tuvieron el error
*Cada mensaje de error es registrado en un informe en lapantalla del DataPro 5000.
Comprobación de Tolerancia High-SpeedDetección y notificación de variacionesde corto plazo en el espesorLos sistemas Ultrasónicos son frecuentemente implementadosen líneas de extrusión de cables para monitorear y corregirgradualmente los cambios de espesor. Las variaciones deun pequeño período pasan frecuentemente desapercibidascuando los sistemas ultrasónicos están haciendo una mediade los datos y solo visualizan los cambios periódicos. Pero elsistema UltraScan es capaz de tomar aproximadamente unas2000 mediciones de espesor por segundo., dependiendo delespesor y tiene una función especial para detectar la tolerancia en variaciones muy pequeñas (High-Speed ToleranceChecking). El UltraScan DSP comprueba que cada lecturade cada transductor y compara esa medida con las toleranciasdel espesor. Esta comprobación de alta velocidad estádiseñada para capturar variaciones de pared de cortoplazo en cada capa individual del tubo.
Cuando un error de tolerancia es encontrado, el UltraScanDSP envía una señal al controladorDataPro 5000 paraindicar que ese error se ha producido. El DataPro 5000 puedeentonces enviar una señal a algún sistema de impresiónque marcará o cortara el área del producto que estaba fuerade tolerancia. Un retardo de longitud es implementado en elDataPro 5000 después de que el mensaje de error se reciba,que hará que sea marcado o cortado en la posición donde seprodujo el error.
1.
UltraScan detecta el error
2. El mensaje es enviado alDataPro 5000
3.El DataPro señala al equipo de marcado(después de un retraso de longitud)
DataPro5000
La comprobación de tolerancia Estándar compara la paredmedia con los límites de tolerancia
La comprobación de tolerancia de alta velocidad comparalas lecturas individuales con los límites de tolerancia
Single Scan Readings Show Short-Term Wall Variations
0.29260.29270.29280.2929
0.2930.29310.29320.29330.29340.2935
wal
l (in
.)
Lecturas Singulares muestran la variaciónde la pared a corto plazo
Pare
d (P
ul.)
"Smoothed" Wall Readings with Averaging
0.2926
0.2927
0.2928
0.2929
0.293
0.2931
0.2932
0.2933
0.2934
0.2935
wal
l (in
.)
Lecturas de Espesor “Suavizadas” por la Media
Pare
d (P
ul.)

20
CenterScanCenterScanCenterScanCenterScanCenterScan
Cuando el núcleo de los alambres o cables aisladosse encuentra fuera de centro, la calidad del productose ve seriamente afectada, y con el incremento de lastolerancias cada vez más apretadas demandadas porlos usuarios de los cables, el no verificar laexcentricidad de su alambre o cable puede dejarle conbobinas de producto inservible. Esto es precisamenteel motivo por el cual Beta LaserMike ofrece elCenterscan 2010.
Este sistema robusto y confiable usa un conjunto debobinas conductoras y un sistema de detecciónóptico y magnético. El conductor induce corriente alternasobre el cable para producir un campo magnético alo largo del alambre. Este campo magnético inducidoes detectado por un conjunto de bobinas de altasensibilidad estratégicamente localizadas alrededor delalambre para determinar la posición del conductor demanera precisa. El sistema de medición óptico, basadoen la Tecnología de los Accuscan, determina el diámetrodel cable. Esta posición y la medición de diámetro sonusadas para determinar la concentricidad del aislante.
Existen 4 conjuntos de bobinas. Cada conjunto estácompuesto de dos bobinas, situadas alrededor delproducto. El sistema puede determinar la orientacióndel conductor y el centro de la aislación paraproporcionar la medición del ángulo. La Excentricidad yel diámetro se transfiere usando diferentes protocolosde comunicación hacia un Controlador Beta LaserMike,como el Datapro 5000, o un dispositivo de cualquier otramarca para hacer la integración del proceso de control.
Especificaciones Generales
Medición de Excentricidad sin contacto
Alta Precisión, medición de baja desviación
Procesador de señal de alta velocidad para unamedición precisa en productos trenzadosRatio Elevado de mediciones para monitorar elprocesoDisplay opcional integrado ultra-brillante y interfacede operación de fácil manejoDiseño robusto y compacto para operación confiableen ambientes agresivosComunicación flexible para fácil integraciónLimpiador de aire integrado para extender operación
Nuevo
ConectividadCenterscan 2010 está disponible en Profibus, CANopen,DeviceNet, EtherNet IP y RS232 permitiendo la conexióncon un PLC, PC o sistema Beta LaserMike.
¹ ±0.02% del tamaño del producto
Diámetro ExcentricidadRango de Medición 0.01 – 10 mm (0.004 – 0.40 pulg) NA
Tamaño de la Ventana 16 mm (0.63 pulg) 10 mm (0.39 pulg)Resolución 0.00001 mm (0.0000004 pulg) 0.00001 mm (0.0000004 pulg)Precisión ±0.0005 mm¹ (±0.000020 pulg) ±0.0005 mm (±0.00020 pulg)Velocidad Medición 1200 por eje por segundo 1200 por segundoDimensiones (externas) 130 x 260 x 175 mm (5.12 x 10.24 x 6.89 pulg)Peso 5.2 kg (11.5 lbs)
Alimentación 24 VDC

21
Detector LNDetector LNDetector LNDetector LNDetector LN
Sistemas de Detección de FaltasLa serie de detectores de faltas LN Detector series de dos planos está diseñadapara la detección de faltas de corto plazo en el diámetro de los cables (bultos yestrechamientos). Los detectores LN son instrumentos autónomos con circuitosde respuesta rápida y una fuente de luz infrarroja de estado sólido que permite ladetección instantánea de los cambios en el diámetro del cable. El procesamientode la señal y la inteligencia es construida dentro de las cabezas y las salidaspueden ser utilizadas directamente desde el Detector LN para disparar alarmas oequipos de marcaje cuando una falta es detectada.
Principio de Detección de Faltas InfrarrojoLa fuente de luz infrarroja y la óptica de dentro de la cabeza crean una continua “cortina” deluz alrededor del cable. El cable bloquea una cierta cantidad de luz y la luz registra un nivel devoltaje determinado en el receptor. Cuando una pequeña variación se produce, la cantidad de luz recibida por elreceptor varía. La sensibilidad de a los cambios de luz es personalizada y cuando el cambio es suficientementegrande como para cruzar el límite, una falta es disparada.
El sufijo XY en el modelo indica una cabeza de dos planos de medición
El –D es una versión básica, mientras que el –DL incluye una característica de impresión(tamaño, longitud y posición de la falta)
La mínima longitud de falta detectada es de 0.07 mm a una velocidad de 1,524 m/min.
Modelo Rango DE Tamaño Ventana Rango de SensibilidadLN 1010XY –D (-DL) 0.040 – 10 mm 50 mm 0.20 – 0.5 mmLN 1025XY –D (-DL) 0.040 – 25 mm 50 mm 0.05 – 2 mmLN 1040XY –D (-DL) 0.040 – 40 mm 50 mm 0.10 – 10 mm
Modelos de Detectores LN
Estado Normal Detectado Bulto Detectado Estrechamiento
Voltaje Voltaje Voltaje
Máx.
Mín.
Longitud Longitud Longitud
Mín. Mín.
Máx. Máx.

22
PrecalentadoresPrecalentadoresPrecalentadoresPrecalentadoresPrecalentadores
Los Precalentadores de Beta LaserMike proporcionan uncalentamiento del alambre uniforme durante el procesoque elimina problemas de vacio en el aislamiento decables primarios. Cuando el alambre es precalentadodurante solamente fracciónes de segundo con un ciclo decalentamiento de baja frecuencia (50/60 Hz), el calor esaplicado irregularmente en el alambre, produciendopuntos de calor y de frio. Cuando el precalentado serealiza aalta frecuencia, más ciclos de calor son aplicados en elalambre, asegurando un calentamiento más consistente alo largo de la longitud del cable. Por esta razón, todos losPrecalentadores de Beta LaserMike Preheaters utilizancalentamiento a alta frecuencia.
Características de Seguridad que incluyen detecciónde rotura de alambre, sensores de sobrecorriente y uncamino del alambre cerrado detrás de una puerta concierre eléctrico
Todos los modelos tienen un lugar destinado a lacolocación de un controlador de temperatura externo,que permiten la compensación para velocidades delíneas bajas y varian las temperaturas de entrada
Todos los componentes del preheater son diseñadoscuidadosamente para asegurar que las perdidas detensión son mínimas y que todas las entradas detensión son usadas para calentar el alambre
Sistemas de Precalentamiento del Alambre
Modelos de Precalentadores
La temperatura del Alambre Máx es de 190º C (370º F) para MCS 120 y 280.La temperatura de Alambre Máx es de 400º C (750º F) para el MCS 190.Las poleas son contact/insulating para MCS 120 y 280.Las poleas son de cerámica para MCS 190.
Modelo Rango DE Máx. Vel. Línea Tam. Poleas Potencia Salida Máx. Voltaje
MMCS 120L0817 0.28 – 1.4 mm 1500 m/min. 2 x 120 mm 8 kVA 17 V(0.01– 0.055 pulg.) (4900 pies/min.) (2 x 4.7 pulg.)29 – 15 AWG
MCS 280L1640 0.45 – 2.8 mm 2500 m/min. 2 x 280 mm 16 kVA 40 V(0.02– 0.11 pulg.) (8200 pies/min.) (2 x 11 pulg.)25 – 9 AWG
MCS 190L1640 0.37 – 1.4 mm 2500 m/min. 2 x 190 & 2 x 120 mm 16 kVA 40 V(0.015 – 0.055 pulg.) (8200 pies/min.) (2 x 7.5 in. & 2 x 4.7 pulg.)27 – 15 AWG

23
SparSparSparSparSparkTkTkTkTkTesesesesestttttererererersssss
Sistemas de Detección de Chispas
OpcionesMódulos Indicadores SI900 o SI900-RC
Módulos de Interface Profibus PIB1000
Los Chisperos (Spark Testers) de Beta LaserMike proporcionanuna detección de fallas en el aislamiento del cable como vacios oagujeros. Todos los Spark Testers pueden ser montados sobreun soporte ajustable para una fácil colocación en la línea.Modelos Estándar están disponibles para una alta variedad deaplicaciones, incluyendo modelos de alta frecuencia paravelocidades de línea elevadas. Los Chisperos pueden sercontrolados por medio de un Indicador SI900 con comunicaciónRS-232 y E/S, o vía un modulo de interface Profibus.
Reunen virtualmente todos los estandaresinternacionales de spark testing
Características de Seguridad Múltiples incluyendolámparas de alarma EHT, interruptores de seguridadinterlock, puertos de extracción de ozono y circuitos delimitación de corrienteColocando conexiones de tierra en las entradasy salidas para eliminar cualquier exceso de carga enel cableFácil puesta en marcha de la línea con un diseñoque levanta los electrodos fuera del paso del cableDiseño unico de la cadena que permite reemplazarlos pedazos individualmente en lugar de todo el conjunto
Modelo Rango DE Voltaje de Test Longitud Electrodo Máx. Vel. Línea Máx. Corriente Electrodo*S1525 1 – 25 mm 1 – 15 kV 330 mm 400 m/min. 10/4.5 mA
(0.04 – 1.0 pulg.) (13 pulg.) (1300 pies/min.)S2550 1 – 50 mm 1 – 25 kV 330 mm 400 m/min. 10/4.5 mA
(0.04 – 2.0 pulg.) (13 pulg.) (1300 pies/min.)S25100 1 – 100 mm 1 – 25 kV 200 mm 240 m/min. 10/4.5 mA
(0.04 – 4.0 pulg.) (7.87 pulg.) (790 pies/min.)S25150 1 – 150 mm 1 – 25 kV 200 mm 240 m/min. 10/4.5 mA
(0.04 – 6.0 pulg.) (7.87 pulg.) (790 pies/min.)
Modelos Estándar
Modelo Rango DE Voltaje de Test Longitud Electrodo Máx. Vel. Línea Máx. Corriente electrodo*HFS0610 0.1 – 10 mm 1 – 6 kV 180 mm 3000 m/min. 6/25 mA
(0.004 – 0.4 pulg.) (7.1 pulg.) (9840 pies/min.)HFS0915 0.1 – 15 mm 1 – 9 kV 135 mm 2250 m/min. 6/25 mA
(0.004 – 0.6 pulg.) (5.3 pulg.) (7380 pies/min.)HFS1220 0.1 – 20 mm 1 – 12 kV 90 mm 1000 m/min. 6/25 mA
(0.004 – 0.8 pulg.) (3.5 pulg.) (3300 pies/min.)
Modelos de Alta Frecuencia
*Resistencia/Capacidad
24
LaserSpeedLaserSpeedLaserSpeedLaserSpeedLaserSpeed
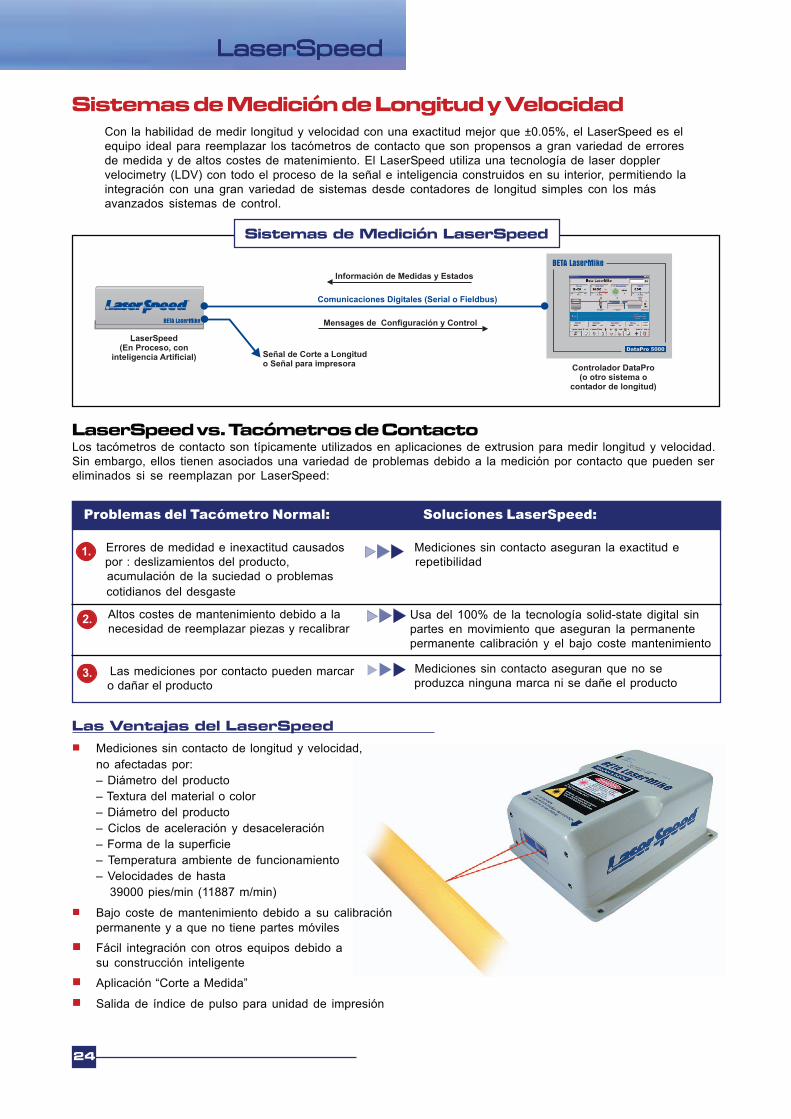
Con la habilidad de medir longitud y velocidad con una exactitud mejor que ±0.05%, el LaserSpeed es elequipo ideal para reemplazar los tacómetros de contacto que son propensos a gran variedad de erroresde medida y de altos costes de matenimiento. El LaserSpeed utiliza una tecnología de laser dopplervelocimetry (LDV) con todo el proceso de la señal e inteligencia construidos en su interior, permitiendo laintegración con una gran variedad de sistemas desde contadores de longitud simples con los másavanzados sistemas de control.
Sistemas de Medición de Longitud y Velocidad
Sistemas de Medición LaserSpeed
Los tacómetros de contacto son típicamente utilizados en aplicaciones de extrusion para medir longitud y velocidad.Sin embargo, ellos tienen asociados una variedad de problemas debido a la medición por contacto que pueden sereliminados si se reemplazan por LaserSpeed:
LaserSpeed vs. Tacómetros de Contacto
Controlador DataPro(o otro sistema o
contador de longitud)
Señal de Corte a Longitudo Señal para impresora
LaserSpeed(En Proceso, con
inteligencia Artificial)
Mensages de Configuración y Control
Información de Medidas y Estados
Comunicaciones Digitales (Serial o Fieldbus)
Problemas del Tacómetro Normal: Soluciones LaserSpeed:
Errores de medidad e inexactitud causados por : deslizamientos del producto, acumulación de la suciedad o problemas cotidianos del desgaste
Altos costes de mantenimiento debido a la necesidad de reemplazar piezas y recalibrar
Usa del 100% de la tecnología solid-state digital sinpartes en movimiento que aseguran la permanentepermanente calibración y el bajo coste mantenimiento
Mediciones sin contacto aseguran la exactitud e repetibilidad
1.
2.
Mediciones sin contacto aseguran que no se produzca ninguna marca ni se dañe el producto
3. Las mediciones por contacto pueden marcar o dañar el producto
Las Ventajas del LaserSpeedMediciones sin contacto de longitud y velocidad,no afectadas por:– Diámetro del producto– Textura del material o color– Diámetro del producto– Ciclos de aceleración y desaceleración– Forma de la superficie– Temperatura ambiente de funcionamiento– Velocidades de hasta 39000 pies/min (11887 m/min)
Bajo coste de mantenimiento debido a su calibraciónpermanente y a que no tiene partes móviles
Fácil integración con otros equipos debido asu construcción inteligente
Aplicación “Corte a Medida”
Salida de índice de pulso para unidad de impresión
sin2d
tdv
ft 1
T vdtL 0
25
LaserSpeedLaserSpeedLaserSpeedLaserSpeedLaserSpeed
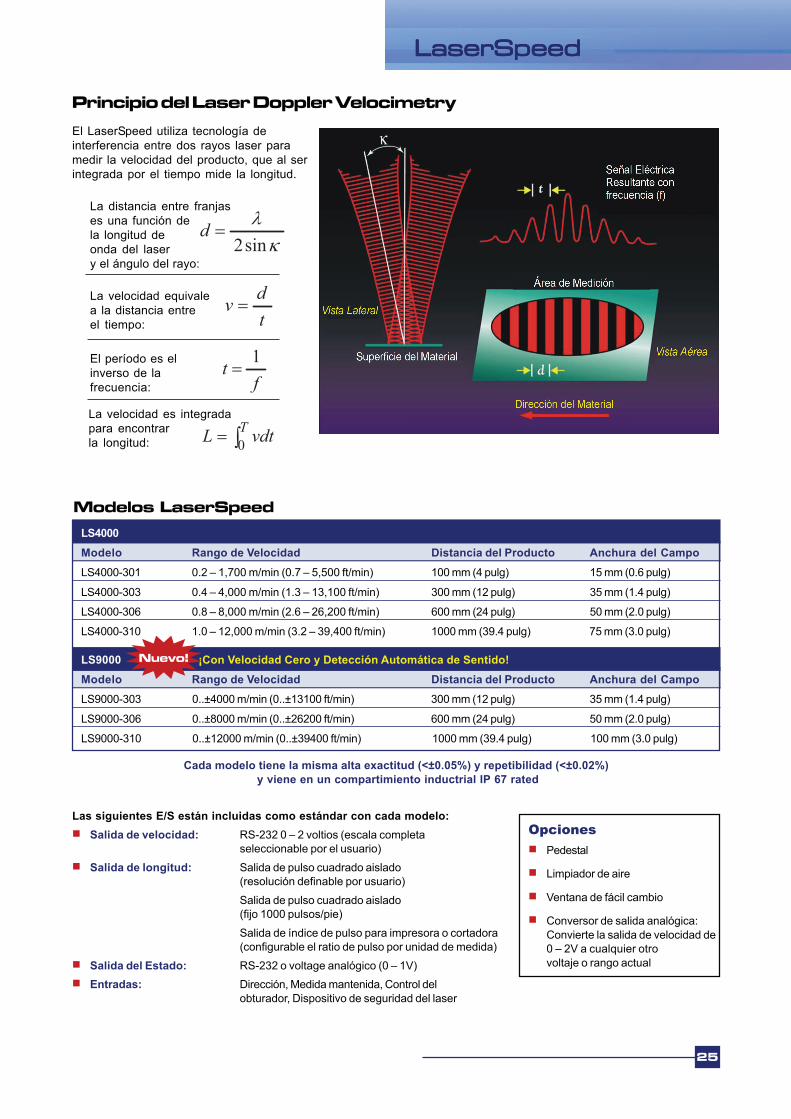
Principio del Laser Doppler VelocimetryEl LaserSpeed utiliza tecnología deinterferencia entre dos rayos laser paramedir la velocidad del producto, que al serintegrada por el tiempo mide la longitud.
La distancia entre franjases una función dela longitud deonda del lasery el ángulo del rayo:
La velocidad equivalea la distancia entreel tiempo:
El período es elinverso de lafrecuencia:
La velocidad es integradapara encontrarla longitud:
Cada modelo tiene la misma alta exactitud (<±0.05%) y repetibilidad (<±0.02%) y viene en un compartimiento inductrial IP 67 rated
OpcionesPedestal
Limpiador de aire
Ventana de fácil cambio
Conversor de salida analógica:Convierte la salida de velocidad de0 – 2V a cualquier otrovoltaje o rango actual
Las siguientes E/S están incluidas como estándar con cada modelo:Salida de velocidad: RS-232 0 – 2 voltios (escala completa
seleccionable por el usuario)
Salida de longitud: Salida de pulso cuadrado aislado(resolución definable por usuario)
Salida de pulso cuadrado aislado(fijo 1000 pulsos/pie)
Salida de índice de pulso para impresora o cortadora(configurable el ratio de pulso por unidad de medida)
Salida del Estado: RS-232 o voltage analógico (0 – 1V)Entradas: Dirección, Medida mantenida, Control del
obturador, Dispositivo de seguridad del laser
Modelos LaserSpeedLS4000
Modelo Rango de Velocidad Distancia del Producto Anchura del Campo
LS4000-301 0.2 – 1,700 m/min (0.7 – 5,500 ft/min) 100 mm (4 pulg) 15 mm (0.6 pulg)
LS4000-303 0.4 – 4,000 m/min (1.3 – 13,100 ft/min) 300 mm (12 pulg) 35 mm (1.4 pulg)
LS4000-306 0.8 – 8,000 m/min (2.6 – 26,200 ft/min) 600 mm (24 pulg) 50 mm (2.0 pulg)
LS4000-310 1.0 – 12,000 m/min (3.2 – 39,400 ft/min) 1000 mm (39.4 pulg) 75 mm (3.0 pulg)
LS9000 ¡Con Velocidad Cero y Detección Automática de Sentido!
Modelo Rango de Velocidad Distancia del Producto Anchura del Campo
LS9000-303 0..±4000 m/min (0..±13100 ft/min) 300 mm (12 pulg) 35 mm (1.4 pulg)
LS9000-306 0..±8000 m/min (0..±26200 ft/min) 600 mm (24 pulg) 50 mm (2.0 pulg)
LS9000-310 0..±12000 m/min (0..±39400 ft/min) 1000 mm (39.4 pulg) 100 mm (3.0 pulg)
Nuevo!
26
PPPPPooooowwwwwerMikerMikerMikerMikerMikeeeee
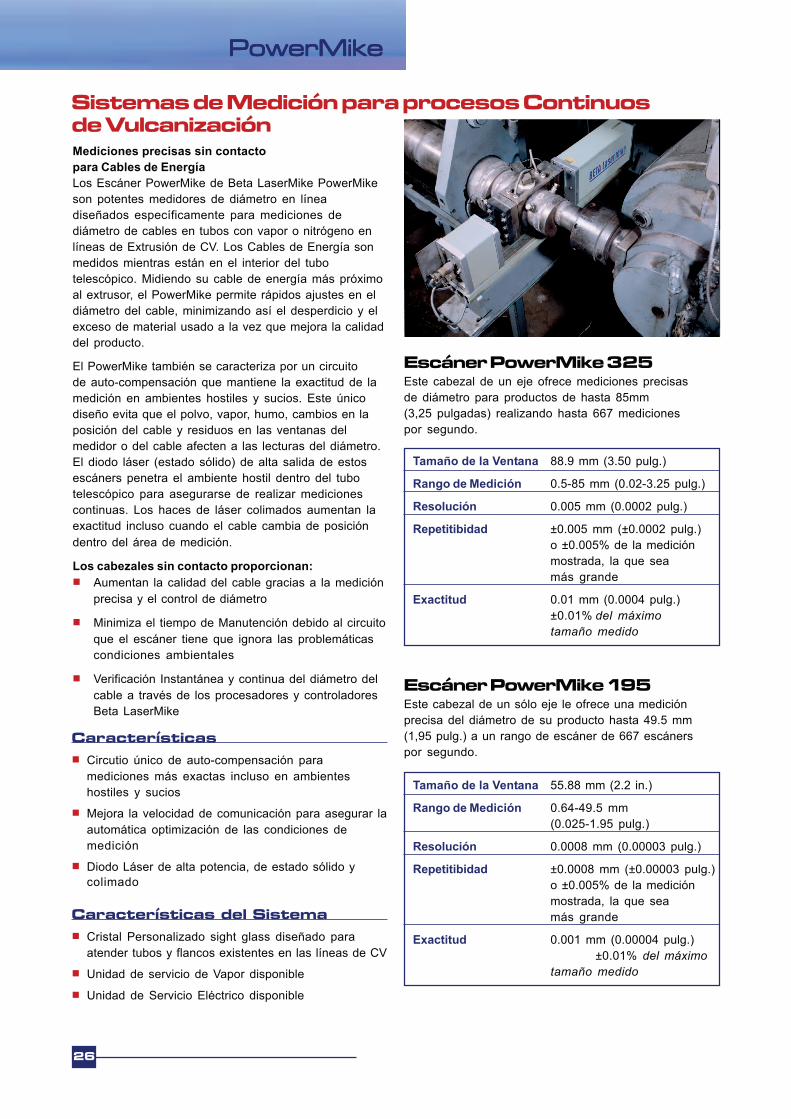
Mediciones precisas sin contactopara Cables de EnergíaLos Escáner PowerMike de Beta LaserMike PowerMikeson potentes medidores de diámetro en líneadiseñados específicamente para mediciones dediámetro de cables en tubos con vapor o nitrógeno enlíneas de Extrusión de CV. Los Cables de Energía sonmedidos mientras están en el interior del tubotelescópico. Midiendo su cable de energía más próximoal extrusor, el PowerMike permite rápidos ajustes en eldiámetro del cable, minimizando así el desperdicio y elexceso de material usado a la vez que mejora la calidaddel producto.
El PowerMike también se caracteriza por un circuitode auto-compensación que mantiene la exactitud de lamedición en ambientes hostiles y sucios. Este únicodiseño evita que el polvo, vapor, humo, cambios en laposición del cable y residuos en las ventanas delmedidor o del cable afecten a las lecturas del diámetro.El diodo láser (estado sólido) de alta salida de estosescáners penetra el ambiente hostil dentro del tubotelescópico para asegurarse de realizar medicionescontinuas. Los haces de láser colimados aumentan laexactitud incluso cuando el cable cambia de posicióndentro del área de medición.
Los cabezales sin contacto proporcionan:Aumentan la calidad del cable gracias a la mediciónprecisa y el control de diámetro
Minimiza el tiempo de Manutención debido al circuitoque el escáner tiene que ignora las problemáticascondiciones ambientales
Verificación Instantánea y continua del diámetro delcable a través de los procesadores y controladoresBeta LaserMike
Sistemas de Medición para procesos Continuosde Vulcanización
CaracterísticasCircutio único de auto-compensación paramediciones más exactas incluso en ambienteshostiles y sucios
Mejora la velocidad de comunicación para asegurar laautomática optimización de las condiciones demedición
Diodo Láser de alta potencia, de estado sólido ycolimado
Escáner PowerMike 325Este cabezal de un eje ofrece mediciones precisasde diámetro para productos de hasta 85mm(3,25 pulgadas) realizando hasta 667 medicionespor segundo.
Tamaño de la Ventana 88.9 mm (3.50 pulg.)
Rango de Medición 0.5-85 mm (0.02-3.25 pulg.)
Resolución 0.005 mm (0.0002 pulg.)
Repetitibidad ±0.005 mm (±0.0002 pulg.)o ±0.005% de la mediciónmostrada, la que seamás grande
Exactitud 0.01 mm (0.0004 pulg.)±0.01% del máximotamaño medido
Escáner PowerMike 195Este cabezal de un sólo eje le ofrece una mediciónprecisa del diámetro de su producto hasta 49.5 mm(1,95 pulg.) a un rango de escáner de 667 escánerspor segundo.
Tamaño de la Ventana 55.88 mm (2.2 in.)
Rango de Medición 0.64-49.5 mm(0.025-1.95 pulg.)
Resolución 0.0008 mm (0.00003 pulg.)
Repetitibidad ±0.0008 mm (±0.00003 pulg.)o ±0.005% de la mediciónmostrada, la que seamás grande
Exactitud 0.001 mm (0.00004 pulg.)±0.01% del máximo
tamaño medido
Características del SistemaCristal Personalizado sight glass diseñado paraatender tubos y flancos existentes en las líneas de CV
Unidad de servicio de Vapor disponible
Unidad de Servicio Eléctrico disponible

27
BencBencBencBencBenchMikhMikhMikhMikhMikeeeee
El BenchMike de Beta LaserMike proporciona una rápiday exacta medida de muestras de tubos cortados.Utilizado para el laboratorio de Control de Calidad (QC)o en planta para producción, el Benchmike da aloperador un sistema de medida simple y repetitivo paramuestras de tubos y inmediatamente conocer si estánalcanzando las especificaciones de tolerancia en unrango de 1 ì m .
Sistemas de Medición de Diámetro y Ovalidad fuera de Línea
Las Ventajas del BenchMike
El BenchMike se distingue de otros equipos de medidapor sus características que le hacen el sistema demedida más exacto, confiable y fácil de usar.
ExactitudDiseño óptico patentado y componenteselectrónicos edge-sensing proporcionan altosniveles de precisión en las medidas
La característica de Auto-compensación mantienela exactitud para todo el rango de medidas y seajusta para expansions térmicas fuera de losambientes de laboratorio.
ConfiabilidadLas técnicas de medida sin contactoproporcionan el mismo nivel de exactitudindependientemente del operador
Comprobación de tolerancia alerta rápidamenteal operador de condiciones de fuera de tolerancia
Soportes de montaje de Beta LaserMike queaseguran que las muestras son siempre bienpresentadas a la hora de hacer la medición.
Fácil de UsarUn interface touch-screen proporciona unaoperación y configuración sencilla
Una librería almacena las “recetas” de losproductos y permite al operador cambiar entreproductos de forma rápida y sencilla.
Numerosos puertos de entrada/salida (E/S)permiten una flexible integración con otrosequipos.
Menus de Ventanas
Pantalla de Datos
Modelo Rango DE ExactitudBenchMike 283-10 0.100 - 25 mm ±0.0009 mmBenchMike 283-20 0.254 – 50 mm ±0.0015 mm
Touch-Screen User Interface
Modelos BenchMike
Pantalla Maximizada
Selección por Librería (Partes)
Soportes para sujetar partes
Bloque V
Soporte de Rotaciónde Muestras Pequeñas
Soporte de Rotaciónde Grandes Muestras
Rev. J
Beta LaserMike USA8001 Technology Blvd.Dayton, Ohio 45424Phone: +1 937 233 9935Fax: +1 937 233 7284
Beta LaserMike EuropeUnit 3, First AvenueGlobe Park, MarlowBuckinghamshire, SL7 1YAUnited KingdomPhone: +44 1628 401510Fax: +44 1628 401511
Beta LaserMike AsiaUnit 401, Xinmao PlazaBuilding 9, No. 99 TianZhou RoadShanghai, 200233, ChinaPhone: +86 21 6133 3688Fax: +86 21 6113 3616
www.betalasermike.com