CARPETA DE TALLER: AJUSTE - …DE+TALLER+CE… · CARPETA DE TALLER: AJUSTE Conceptos de ajuste...
14
CARP Conceptos de ajuste mecánico 1) Elaborar y acabar a mano el plano. 2) Acabar y retocar piezas qu 3) Adaptar 2 o más piezas p trabajan se dividen segú APRETADO, DESLIZANTE y Banco del ajustador: Para realizar s El banco puede estar construido trabajo. En este banco se fijan las se desliza un cajón por cada lugar morsa, se coloca un soporte para Banco del ajustador, con accesorios PETA DE TALLER: AJUSTE M.E.P.: A Unidad 1 o una pieza mecánica, según la forma y dime ue fueron trabajadas previamente en las máq para que trabajen juntas, una dentro de la o ún la importancia del trabajo, en los siguie y SUELTO. su trabajo, el ajustador necesita un banco d de madera o metal. Además puede ser de u s morsas, que no deben estar demasiado jun r de trabajo, para guardar herramientas. Sob a los dibujos, hojas pilotos y demás elemento s: A) Soporte para dibujo; B) Herramientas de trabajo Instrumentos de control Curso: 1ro Colegio: CET Nº 22 ALBANI, JORGE DARIO ensión establecidas por quinas. otra. La manera en que entes tipos de ajuste: de construcción solida. uno o varios puestos de ntas. Debajo del tablero bre el banco, frente a la os didácticos. o; C) Morsa paralela; D)
Transcript of CARPETA DE TALLER: AJUSTE - …DE+TALLER+CE… · CARPETA DE TALLER: AJUSTE Conceptos de ajuste...

CARPETA DE TALLER: AJUSTE
Conceptos de ajuste mecánico
1) Elaborar y acabar a mano una pieza mecánica, según la forma y dimensión establecidas por
el plano.
2) Acabar y retocar piezas que fueron trabajadas previamente
3) Adaptar 2 o más piezas para que trabajen juntas, una dentro de la otra. La manera en que
trabajan se dividen según la importancia del trabajo, en los siguientes tipos de ajuste:
APRETADO, DESLIZANTE y
Banco del ajustador:
Para realizar su trabajo, el ajustador necesita un banco de construcción solida.
El banco puede estar construido de madera o metal. Además puede ser de uno o varios pues
trabajo. En este banco se fijan las morsas, que no
se desliza un cajón por cada lugar de trabajo, para guardar herramientas.
morsa, se coloca un soporte para los dibujos, h
Banco del ajustador, con accesorios: A) Soporte para dibujo; B) Herramientas de trabajo; C) Morsa paralela; D)
CARPETA DE TALLER: AJUSTE
M.E.P.: ALBANI, JORGE DARIO
Unidad 1
Elaborar y acabar a mano una pieza mecánica, según la forma y dimensión establecidas por
Acabar y retocar piezas que fueron trabajadas previamente en las máquinas.
Adaptar 2 o más piezas para que trabajen juntas, una dentro de la otra. La manera en que
trabajan se dividen según la importancia del trabajo, en los siguientes tipos de ajuste:
y SUELTO.
Para realizar su trabajo, el ajustador necesita un banco de construcción solida.
El banco puede estar construido de madera o metal. Además puede ser de uno o varios pues
trabajo. En este banco se fijan las morsas, que no deben estar demasiado juntas.
se desliza un cajón por cada lugar de trabajo, para guardar herramientas. Sobre el banco, frente a la
morsa, se coloca un soporte para los dibujos, hojas pilotos y demás elementos didácticos.
Banco del ajustador, con accesorios: A) Soporte para dibujo; B) Herramientas de trabajo; C) Morsa paralela; D)
Instrumentos de control
Curso: 1ro
Colegio: CET Nº 22
M.E.P.: ALBANI, JORGE DARIO
Elaborar y acabar a mano una pieza mecánica, según la forma y dimensión establecidas por
en las máquinas.
Adaptar 2 o más piezas para que trabajen juntas, una dentro de la otra. La manera en que
trabajan se dividen según la importancia del trabajo, en los siguientes tipos de ajuste:
Para realizar su trabajo, el ajustador necesita un banco de construcción solida.
El banco puede estar construido de madera o metal. Además puede ser de uno o varios puestos de
deben estar demasiado juntas. Debajo del tablero
Sobre el banco, frente a la
ojas pilotos y demás elementos didácticos.
Banco del ajustador, con accesorios: A) Soporte para dibujo; B) Herramientas de trabajo; C) Morsa paralela; D)
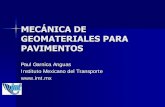
Morsas:
La morsa es un instrumento que se utiliza en el taller, con el fin de sujetar firmemente la
pieza, para así poder trabajarla correctamente. Las morsas
piezas metálicas son las siguientes:
Morsas Paralelas:
Su nombre se debe a que las caras que aprietan a la pieza se mantienen siempre
paralelas. Esto la hace una morsa ideal para el taller de ajuste en donde se suele trabajar con piezas
de forma regular. Están hechas de fundici
constituida por una mandíbula fija y otra móvil, una manivela para abrirla y cerrarla agarrada a una
varilla roscada y un par de mordazas.
Morsas para Máquinas:
Son similares a las paralelas pero tienen 3 características que las
diferencian:
• Mandíbulas más bajas y resistentes.
• Tornillo de punta cuadrada donde se enchufa la manivela.
• Base giratoria.
Estas características tienen una función determinada. D
máquina debe ser mas resistente, la manivela es
giratoria para poder trabajar la pieza en distintos
Morsas Articuladas:
Estas morsas están
Este tipo de morsas no es útil en el taller de ajuste debido a que sus mandíbulas aprietan a la pieza
en ángulo otorgando un agarre inadecuado (como se ve en la figura). Se destin
herrería.
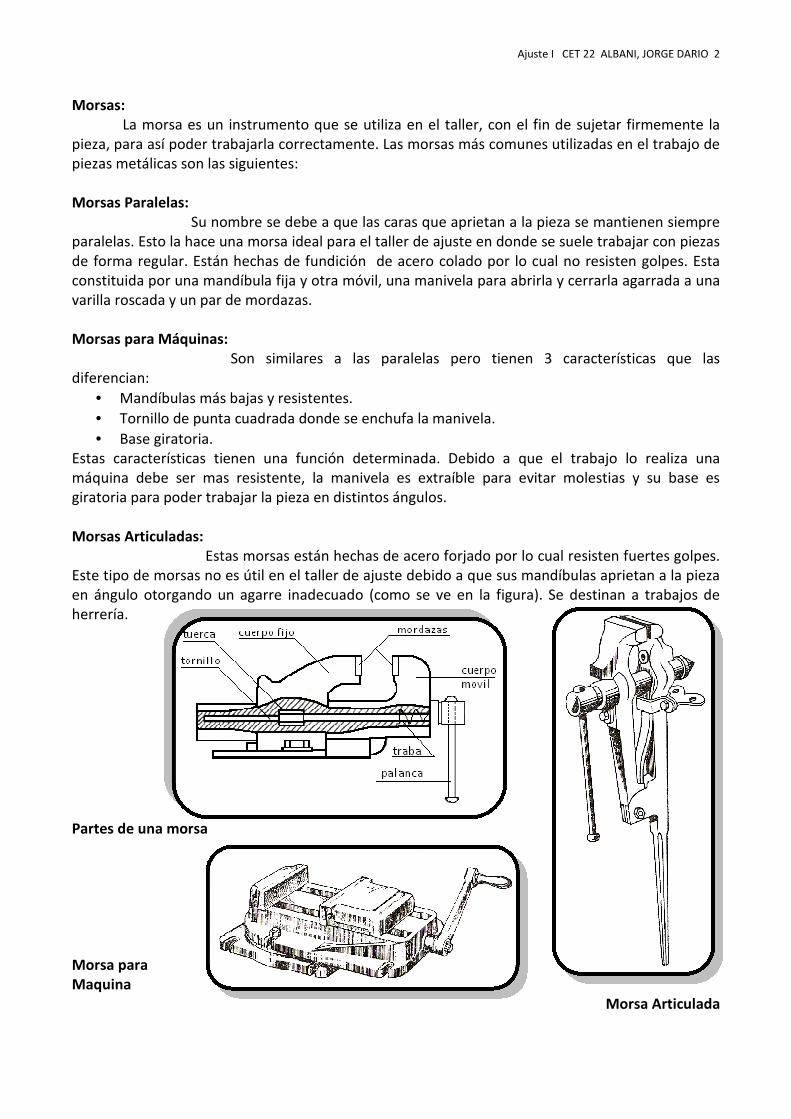
Partes de una morsa
Morsa para
Maquina
Ajuste I CET 22 ALBANI, JORGE DARIO
La morsa es un instrumento que se utiliza en el taller, con el fin de sujetar firmemente la
poder trabajarla correctamente. Las morsas más comunes utilizadas en el trabajo de
son las siguientes:
se debe a que las caras que aprietan a la pieza se mantienen siempre
paralelas. Esto la hace una morsa ideal para el taller de ajuste en donde se suele trabajar con piezas
de forma regular. Están hechas de fundición de acero colado por lo cual no resisten golpes. Esta
fija y otra móvil, una manivela para abrirla y cerrarla agarrada a una
varilla roscada y un par de mordazas.
Son similares a las paralelas pero tienen 3 características que las
Mandíbulas más bajas y resistentes.
Tornillo de punta cuadrada donde se enchufa la manivela.
Estas características tienen una función determinada. Debido a que el trabajo lo realiza una
quina debe ser mas resistente, la manivela es extraíble para evitar molestias y su base es
giratoria para poder trabajar la pieza en distintos ángulos.
as morsas están hechas de acero forjado por lo cual resisten fuertes golpes.
morsas no es útil en el taller de ajuste debido a que sus mandíbulas aprietan a la pieza
en ángulo otorgando un agarre inadecuado (como se ve en la figura). Se destin
Ajuste I CET 22 ALBANI, JORGE DARIO 2
La morsa es un instrumento que se utiliza en el taller, con el fin de sujetar firmemente la
utilizadas en el trabajo de
se debe a que las caras que aprietan a la pieza se mantienen siempre
paralelas. Esto la hace una morsa ideal para el taller de ajuste en donde se suele trabajar con piezas
ón de acero colado por lo cual no resisten golpes. Esta
fija y otra móvil, una manivela para abrirla y cerrarla agarrada a una
Son similares a las paralelas pero tienen 3 características que las
que el trabajo lo realiza una
para evitar molestias y su base es
echas de acero forjado por lo cual resisten fuertes golpes.
morsas no es útil en el taller de ajuste debido a que sus mandíbulas aprietan a la pieza
en ángulo otorgando un agarre inadecuado (como se ve en la figura). Se destinan a trabajos de
Morsa Articulada

Ajuste I CET 22 ALBANI, JORGE DARIO 3
Mordazas:
Las mordazas son las partes de la morsa que aprietan directamente a la pieza. Estas
pueden ser fijas o postizas. Las fijas son de acero, van atornilladas a la mandíbula y pueden ser lisas
o estriadas. Las postizas son de plomo o zinc y se adicionan a las morsas cuando se trabaja con
materiales blandos (esto ser hace para evitar que la pieza se marque).
Normas para un uso correcto de las morsas:
Para obtener de las morsas el mas alto rendimiento, y
mantenerlas siempre en optimas condiciones de eficiencia, se observaran las siguientes normas:
a) Abrir completamente la mandíbula corrediza, y asegurarse de que las mordazas estén
limpias de grasa, aceite y partículas extrañas;
b) Sujetar la pieza lo mas bajo que sea posible, y en el centro de las mordazas;
c) Obsérvese que la superficie que se ha de trabajar quede paralela a las mordazas;
d) Apriétese entonces la pieza con un firme golpe de manija que empuñara por una de sus
extremidades;
e) No se golpee la manija para apretar mas la pieza;
f) Las piezas pequeñas y los materiales blandos han de ser apretados con suavidad;
g) Las piezas pesadas y los materiales duros se ajustan con fuerza entre las mordazas; pero sin
exagerar, para no causar daño a la morsa;
h) Para quitar la pieza de la morsa, tómesela con la mano izquierda, y empújese reciamente la
manija con la derecha;
i) No se emplee la morsa paralela para trabajos que obliguen a esfuerzos violentos, como
doblar chapas gruesas, desbastar piezas con cortafrío, etc.;
j) Engrásense a menudo las guías, pero sin exceso, pues al mezclarse las limaduras con la grasa
y el aceite, quedarían adheridas a las partes vitales de la morsa.
Normas de Seguridad:
A pesar de que la morsa parezca una herramienta que no presenta peligro
alguno; sin embargo, la falta de cuidado puede acarrear daños a las manos. Por ejemplo:
a) Al apretarse distraídamente los dedos entre las mordazas y la pieza que se estuviere
trabajando;
b) Al dejarse apretar la punta de los dedos entre la cabeza de la manija y la cabeza del tornillo
de cierre.
Ajuste I CET 22 ALBANI, JORGE DARIO 4
Unidad 2
Unidades de medida:
Las unidades de medida utilizadas en el taller de ajuste son el milímetro y la
pulgada. Esto se debe a que las piezas suelen ser del orden de estas medidas.
El milímetro pertenece al sistema métrico (SIMELA) cuya unidad es el metro que equivale a
1000mm. En los planos de ajuste se especifican unidades solo en caso de no tratarse de milímetros.
La pulgada pertenece al sistema ingles cuya unidad es la yarda, la cual se divide en 3 pies y cada pie
en 12 pulgadas.
Pasaje de unidades:
Aquí trataremos el pasaje de unidades de un sistema al otro. Para ello nos
basaremos en el hecho de que 1”= 25,4mm.
Para pasar de un sistema a otro utilizamos la regla de 3 simple.
Pasaje de milímetros a pulgadas:
Se calcula el valor por regla de 3 simple y luego se expresa la parte
decimal como fracción. Ej.: pasar 44,45mm a pulgadas:
1” ___________________________________ 25,4mm
X ___________________________________44,45mm → X = (1” * 44,45mm)/25,4mm → X = 1,75”
X = 1” + 0,75” = 1” + 0,75”*16 “ = 1” + 12” = 1” + 3” = 1” ¾” 16 16 4
Pasaje de pulgada a milímetros:
Se calcula el valor en mm de la parte entera y la parte fraccionaria
por separado, y luego se suman. Ej.: 5” ¾” a mm.
1” ___________________________________ 25,4mm
5” ___________________________________ X → X = 127mm
→ X = 146,05mm
1” ___________________________________ 25,4mm
¾ “ ___________________________________ X → X = 19,05mm

Ajuste I CET 22 ALBANI, JORGE DARIO 5
Unidad 3
A continuación se dará la definición de dos operaciones básicas muy utilizadas en todo tipo de
trabajo de taller.
Trazado mecánico:
Es la operación que consiste en marcar, sobre la superficie de una pieza, líneas
auxiliares que sirvan como guías para su construcción. Se pueden marcar líneas que limiten las
partes que deben quitarse para darle la forma y dimensión deseadas, así como ejes de simetría,
ranuras, etc.
Existen 2 tipos de trazado mecánico:
Trazado en el plano: Se refiere a cuando el trazado se realiza
sobre una única cara de la pieza (2D). Ej.: para marcar el centro de un agujero.
Trazado en el aire (o en el espacio): Se refiere a cuando el
trazado se realiza sobre más de una de sus caras (3D). Ej.: para marcar un corte.
Verificación:
Es la operación en la cual se verifica si la pieza tiene las formas y dimensiones
correctas, es decir, si se ajustan a las indicaciones del pedido. Existen 2 tipos:
Verificación a pie de maquina:
Se realiza constantemente durante la realización de la pieza, luego
de cada nueva operación.
Verificación de control:
Es cuando se realiza la verificación con la pieza completamente terminada.
Nota:
Estas operaciones (trazado mecánico y verificación), son suma importancia y deben ser
realizadas con especial cuidado y prolijidad. De no realizarlas correctamente podrían ocurrir errores
que llevaran a la inutilización de la pieza o inclusive a seguir trabajando sobre una pieza que ya no
sirve. Todo esto implica gastos y perdidas de tiempo que definitivamente deben evitarse.
Herramientas e instrumento:
Una herramienta sirve para realizar sobre la pieza una función
determinada. Un instrumento sirve para guiar la realización de un trabajo.
Herramientas utilizadas en el taller de ajuste:
Regla graduada:
Son flejes o varillas de acero de distintas secciones rectangulares, graduadas
generalmente en milímetros y en pulgadas. Se usan para comprobar medidas con mayor precisión
de las divisiones grabadas en ellas.
Escuadras:
Las escuadras son instrumentos que tienen un ángulo fijo entre dos caras planas, y sirven
para verificar ángulos. Las hay de formas y medidas muy diversas.
Las escuadras fijas solo pueden comprobar un ángulo solamente. Las más empleadas son
las de 90º, de 120º y de 135º, y también las de 45º y de 60º.

Estas escuadras deben estar perfectamente rectificadas a muela o rasqueta, y los tipos
mas usados en el taller de ajuste, son los siguientes:
a) Escuadra lisa;
b) Escuadra de solapa, con una plantilla que lleva el brazo corto;
c) Escuadra de precisión, con bisel en uno de los brazos. Pueden ser de una pieza o de dos
piezas;
d) Escuadra de guía, con las caras muy anchas
Punta de trazar:
Es una varilla de acero que termina en una punta recta y otra levemente doblada,
endurecidas por temple. Su función es marcar líneas sobre la pieza con la ayuda de una capa de
algún material que haga que dichas líneas
polvo con alcohol.
Compás de punta:
Es de acero y termina en dos puntas templadas. Puede ser sencillo o con resorte
y tornillo. Los hay común, de interior y de exterior (puntas rectas, dobladas hacia afuera y dobladas
hacia adentro respectivamente). Se utiliz
Compás de alargadera:
Consta de 2 puntas de acero, una fija y otra móvil, sostenidas por una
varilla. Se utiliza para trazar circunferencias
Martillo:
Es una herramienta de percusión y se utiliza para enderezar o curvar metales, o para
golpear la cabeza de cortafríos y granetes
Granete:
Llamado también punto de marcar o solo punto. Es una varilla de acero que termina en
cono templado de 60 o 70 grados y sirve para marcar puntos sobre la pieza
Ajuste I CET 22 ALBANI, JORGE DARIO
Estas escuadras deben estar perfectamente rectificadas a muela o rasqueta, y los tipos
mas usados en el taller de ajuste, son los siguientes:
, con una plantilla que lleva el brazo corto;
, con bisel en uno de los brazos. Pueden ser de una pieza o de dos
, con las caras muy anchas
Es una varilla de acero que termina en una punta recta y otra levemente doblada,
idas por temple. Su función es marcar líneas sobre la pieza con la ayuda de una capa de
algún material que haga que dichas líneas resalten como puede ser tiza común, tiza negra o yeso en
Es de acero y termina en dos puntas templadas. Puede ser sencillo o con resorte
y tornillo. Los hay común, de interior y de exterior (puntas rectas, dobladas hacia afuera y dobladas
hacia adentro respectivamente). Se utiliza para trazar circunferencias, tomar y trasladar medidas.
de 2 puntas de acero, una fija y otra móvil, sostenidas por una
circunferencias o medir y trasladar medidas de gran longitud.
Es una herramienta de percusión y se utiliza para enderezar o curvar metales, o para
golpear la cabeza de cortafríos y granetes- los hay de distintos tipos.
punto de marcar o solo punto. Es una varilla de acero que termina en
cono templado de 60 o 70 grados y sirve para marcar puntos sobre la pieza metálica
Ajuste I CET 22 ALBANI, JORGE DARIO 6
Estas escuadras deben estar perfectamente rectificadas a muela o rasqueta, y los tipos
, con bisel en uno de los brazos. Pueden ser de una pieza o de dos
Es una varilla de acero que termina en una punta recta y otra levemente doblada,
idas por temple. Su función es marcar líneas sobre la pieza con la ayuda de una capa de
resalten como puede ser tiza común, tiza negra o yeso en
Es de acero y termina en dos puntas templadas. Puede ser sencillo o con resorte
y tornillo. Los hay común, de interior y de exterior (puntas rectas, dobladas hacia afuera y dobladas
, tomar y trasladar medidas.
de 2 puntas de acero, una fija y otra móvil, sostenidas por una
sladar medidas de gran longitud.
Es una herramienta de percusión y se utiliza para enderezar o curvar metales, o para
punto de marcar o solo punto. Es una varilla de acero que termina en
metálica.
LIMADO
Definición:
Es la operación manual por la cual se quitan con la lima pequeñas cantidades de metal,
con el fin de dar a la pieza la forma y dimensiones establecidas en el plano. Además se la utiliza
para quitar todo tipo de marcas y oxido que pueda tener la pieza.
partes principales:
Desbastado:
Es el limado hecho con lima bastarda (o gruesa) que desprende mucho material y deja
huellas que son visibles a simple vista. Se lo utiliza
exentas de oxido y grandes marcas.
Acabado:
Es el limado que se efectúa
superficie exenta de surcos y huellas
desbastado.
LIMA:
Es la herramienta que se utiliza en el limado. Tiene por objeto rebajar y pulir metales. Esta
compuesta por 3 partes principales que son la punta, el cuerpo y la espiga que es dond
coloca el mango
Sus 4 características principales son:
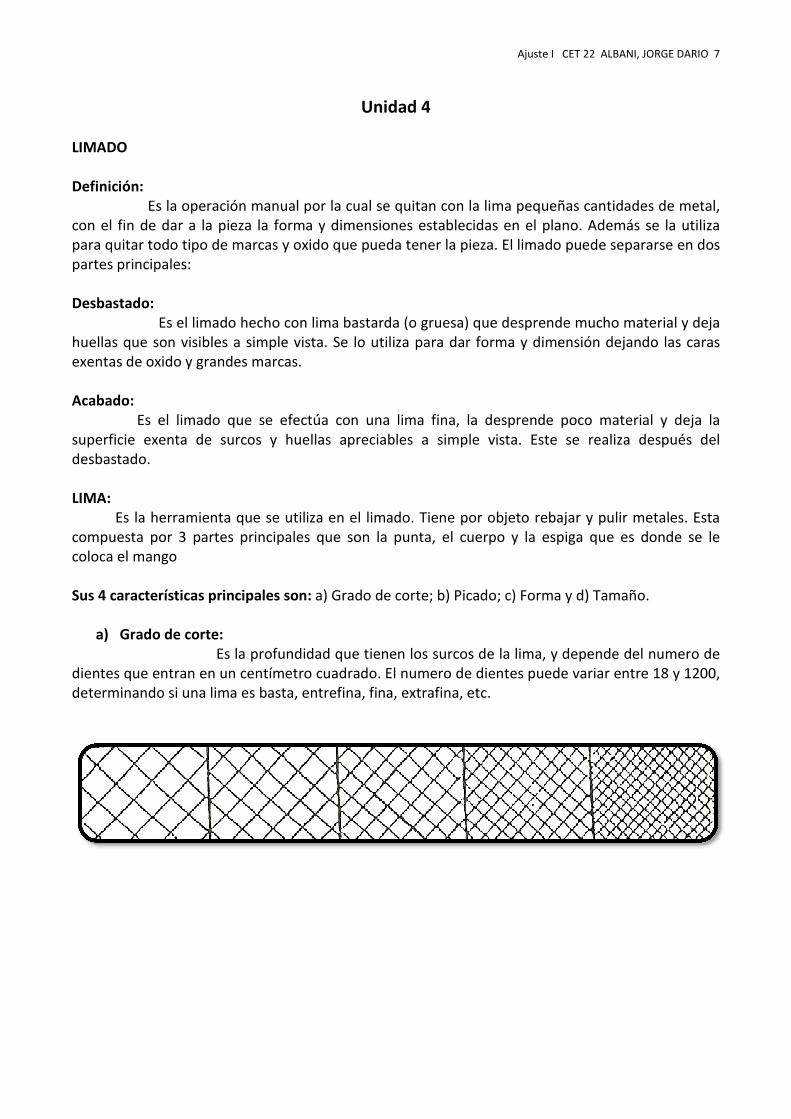
a) Grado de corte:
Es la profundidad que tienen los surcos de la lima, y depende del numero de
dientes que entran en un centímetro cuadrado. El numero de diente
determinando si una lima es basta, entrefina, fina, extrafina, etc.
Ajuste I CET 22 ALBANI, JORGE DARIO
Unidad 4
la operación manual por la cual se quitan con la lima pequeñas cantidades de metal,
con el fin de dar a la pieza la forma y dimensiones establecidas en el plano. Además se la utiliza
para quitar todo tipo de marcas y oxido que pueda tener la pieza. El limado puede separarse en dos
Es el limado hecho con lima bastarda (o gruesa) que desprende mucho material y deja
huellas que son visibles a simple vista. Se lo utiliza para dar forma y dimensión dejando las caras
exentas de oxido y grandes marcas.
efectúa con una lima fina, la desprende poco material
superficie exenta de surcos y huellas apreciables a simple vista. Este se realiza después del
Es la herramienta que se utiliza en el limado. Tiene por objeto rebajar y pulir metales. Esta
compuesta por 3 partes principales que son la punta, el cuerpo y la espiga que es dond
Sus 4 características principales son: a) Grado de corte; b) Picado; c) Forma y d) Tamaño.
profundidad que tienen los surcos de la lima, y depende del numero de
s que entran en un centímetro cuadrado. El numero de dientes puede variar entre 18 y 1200,
determinando si una lima es basta, entrefina, fina, extrafina, etc.
Ajuste I CET 22 ALBANI, JORGE DARIO 7
la operación manual por la cual se quitan con la lima pequeñas cantidades de metal,
con el fin de dar a la pieza la forma y dimensiones establecidas en el plano. Además se la utiliza
El limado puede separarse en dos
Es el limado hecho con lima bastarda (o gruesa) que desprende mucho material y deja
dimensión dejando las caras
con una lima fina, la desprende poco material y deja la
a simple vista. Este se realiza después del
Es la herramienta que se utiliza en el limado. Tiene por objeto rebajar y pulir metales. Esta
compuesta por 3 partes principales que son la punta, el cuerpo y la espiga que es donde se le
a) Grado de corte; b) Picado; c) Forma y d) Tamaño.
profundidad que tienen los surcos de la lima, y depende del numero de
s puede variar entre 18 y 1200,
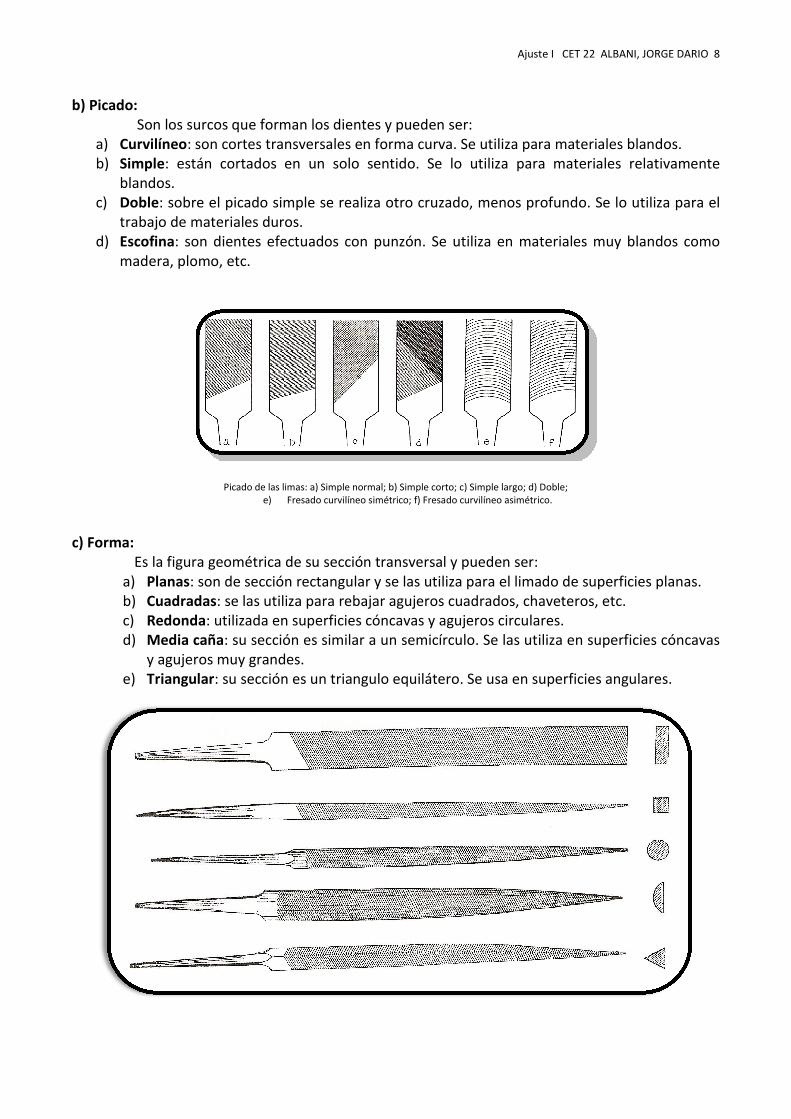
b) Picado:
Son los surcos que forman los dientes y pueden ser:
a) Curvilíneo: son cortes transversales en forma curva. Se utiliza para materiales blandos.
b) Simple: están cortados en un solo sentido. Se lo utiliza para materiales relativamente
blandos.
c) Doble: sobre el picado simple se realiza otro cruzado, menos profundo.
trabajo de materiales duros.
d) Escofina: son dientes efectuados con
madera, plomo, etc.
Picado de las limas: a) Simple normal; b) Simple corto; c) Simple largo; d) Doble;
e)
c) Forma:
Es la figura geométrica de su sección transversal y pueden ser:
a) Planas: son de sección rectangular y se las utiliza para el limado de superficies planas.
b) Cuadradas: se las utiliza para
c) Redonda: utilizada en superficies cóncavas y agujeros circulares.
d) Media caña: su sección es similar a un semicírculo. Se las utiliza en superficies cóncavas
y agujeros muy grandes.
e) Triangular: su sección es un t
Ajuste I CET 22 ALBANI, JORGE DARIO
Son los surcos que forman los dientes y pueden ser:
: son cortes transversales en forma curva. Se utiliza para materiales blandos.
: están cortados en un solo sentido. Se lo utiliza para materiales relativamente
: sobre el picado simple se realiza otro cruzado, menos profundo.
trabajo de materiales duros.
: son dientes efectuados con punzón. Se utiliza en materiales muy blandos como
Picado de las limas: a) Simple normal; b) Simple corto; c) Simple largo; d) Doble;
Fresado curvilíneo simétrico; f) Fresado curvilíneo asimétrico.
la figura geométrica de su sección transversal y pueden ser:
: son de sección rectangular y se las utiliza para el limado de superficies planas.
: se las utiliza para rebajar agujeros cuadrados, chaveteros, etc.
: utilizada en superficies cóncavas y agujeros circulares.
: su sección es similar a un semicírculo. Se las utiliza en superficies cóncavas
y agujeros muy grandes.
: su sección es un triangulo equilátero. Se usa en superficies angulares.
Ajuste I CET 22 ALBANI, JORGE DARIO 8
: son cortes transversales en forma curva. Se utiliza para materiales blandos.
: están cortados en un solo sentido. Se lo utiliza para materiales relativamente
: sobre el picado simple se realiza otro cruzado, menos profundo. Se lo utiliza para el
. Se utiliza en materiales muy blandos como
: son de sección rectangular y se las utiliza para el limado de superficies planas.
rebajar agujeros cuadrados, chaveteros, etc.
: su sección es similar a un semicírculo. Se las utiliza en superficies cóncavas
riangulo equilátero. Se usa en superficies angulares.

d) Tamaño:
Es el tamaño de la lima y esta dada por la longitud de la parte estriada medida en
pulgadas.
Forma correcta de efectuar el limado
Posición del operario:
En el desbastado el operario debe pararse con el pie izquierdo hacia
delante, las rodillas levemente flexionadas y el cuerpo debe seguir ligeramente el movimiento de la
lima. Durante el acabado se deben utilizar limas mas pequeñas y el cuerpo
movimiento de la lima, esta debe moverse con el codo y la muñeca únicamente.
Ajuste I CET 22 ALBANI, JORGE DARIO
Es el tamaño de la lima y esta dada por la longitud de la parte estriada medida en
Forma correcta de efectuar el limado
En el desbastado el operario debe pararse con el pie izquierdo hacia
delante, las rodillas levemente flexionadas y el cuerpo debe seguir ligeramente el movimiento de la
ado se deben utilizar limas mas pequeñas y el cuerpo NOmovimiento de la lima, esta debe moverse con el codo y la muñeca únicamente.
Ajuste I CET 22 ALBANI, JORGE DARIO 9
Es el tamaño de la lima y esta dada por la longitud de la parte estriada medida en
En el desbastado el operario debe pararse con el pie izquierdo hacia
delante, las rodillas levemente flexionadas y el cuerpo debe seguir ligeramente el movimiento de la
NO debe acompañar el
movimiento de la lima, esta debe moverse con el codo y la muñeca únicamente.
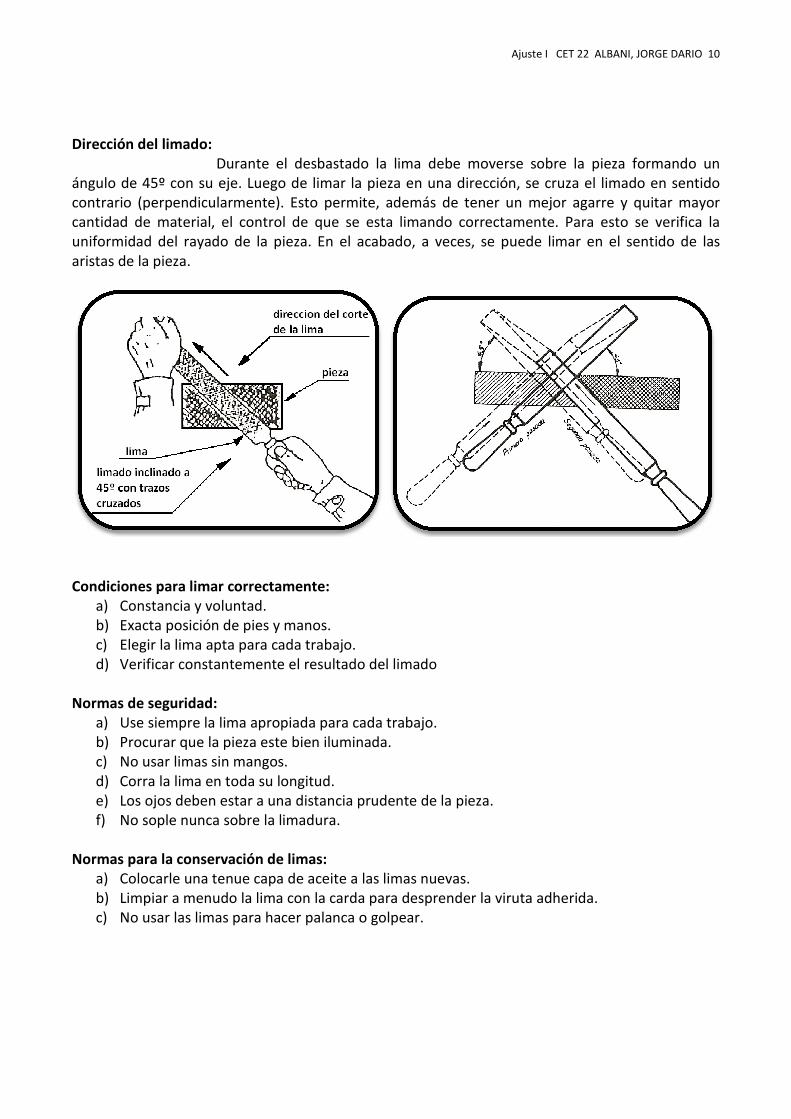
Dirección del limado:
Durante el desbastado la lima
ángulo de 45º con su eje. Luego de limar la pieza en una dirección, se cruza el limado en sentido
contrario (perpendicularmente). Esto permite, además de tener un mejor agarre y quitar mayor
cantidad de material, el control de que se esta limando correctamente. Para esto se verifica la
uniformidad del rayado de la pieza. En el acabado, a veces, se puede limar en el sentido de las
aristas de la pieza.
Condiciones para limar correctamente:
a) Constancia y voluntad.
b) Exacta posición de pies y manos.
c) Elegir la lima apta para cada trabajo.
d) Verificar constantemente el resultado del limado
Normas de seguridad:
a) Use siempre la lima apropiada para cada trabajo.
b) Procurar que la pieza este bien iluminada.
c) No usar limas sin mangos.
d) Corra la lima en toda su longitud.
e) Los ojos deben estar a una distancia prudente de la pieza.
f) No sople nunca sobre la limadura.
Normas para la conservación de limas:
a) Colocarle una tenue capa de aceite a las limas nuevas.
b) Limpiar a menudo la lima con
c) No usar las limas para hacer palanca o golpear.
Ajuste I CET 22 ALBANI, JORGE DARIO
Durante el desbastado la lima debe moverse sobre la pieza formando un
ángulo de 45º con su eje. Luego de limar la pieza en una dirección, se cruza el limado en sentido
contrario (perpendicularmente). Esto permite, además de tener un mejor agarre y quitar mayor
control de que se esta limando correctamente. Para esto se verifica la
uniformidad del rayado de la pieza. En el acabado, a veces, se puede limar en el sentido de las
Condiciones para limar correctamente:
Exacta posición de pies y manos.
Elegir la lima apta para cada trabajo.
Verificar constantemente el resultado del limado
Use siempre la lima apropiada para cada trabajo.
Procurar que la pieza este bien iluminada.
gos.
Corra la lima en toda su longitud.
Los ojos deben estar a una distancia prudente de la pieza.
No sople nunca sobre la limadura.
Normas para la conservación de limas:
Colocarle una tenue capa de aceite a las limas nuevas.
Limpiar a menudo la lima con la carda para desprender la viruta adherida.
No usar las limas para hacer palanca o golpear.
Ajuste I CET 22 ALBANI, JORGE DARIO 10
debe moverse sobre la pieza formando un
ángulo de 45º con su eje. Luego de limar la pieza en una dirección, se cruza el limado en sentido
contrario (perpendicularmente). Esto permite, además de tener un mejor agarre y quitar mayor
control de que se esta limando correctamente. Para esto se verifica la
uniformidad del rayado de la pieza. En el acabado, a veces, se puede limar en el sentido de las
la carda para desprender la viruta adherida.

ASERRADO:
Definición:
Es el corte de materiales con desprendimiento de viruta, efectuado con una
herramienta de dientes múltiples
Hoja de sierra para metales:
Es una
extremos tiene dos agujeros con los
facilidad si no se la usa con cuidado y están doblados alternativamente (trabados) con el fin de
realizar un surco mas grueso que la hoja.
Existen distintos tipos de hojas según el tipo de material a cortar.
Estas varían en el tamaño de sus dientes y se miden según la cantidad que entran en 1 pulgada.
Para materiales blandos se usan hojas de 18 dientes por pulgada y para materiales duros de 24
dientes por pulgada.
Las características principales de la hoja de sierra son las siguientes:
a) Es de acero medio duro aleado;
b) Está templada sólo en los dientes, en los dientes, que saltan con facilidad, si no se usa la sierra
con las debidas precauciones;
c) Su longitud, que varia de 8 a 24”, se mide de centro a centro de los agujeros;
d) El espesor de las sierras de mano varía de 0,5 a 0,8 mm. Las de mas espesor son para serruchos
mecánicos;
e) Su paso, o distancia entre un dientes y otro, varia de 0,2 a 2 mm;
puede tener 14, 16, 18, 24 y 32 dientes por pulgada;
f) Los dientes están doblados alternativamente
para que el surco resulte mas ancho que el espesor de la sierra. Así las ca
no frotan en la ranura ya hecha.
Ajuste I CET 22 ALBANI, JORGE DARIO
Unidad 5
Es el corte de materiales con desprendimiento de viruta, efectuado con una
es, llamada hoja de sierra, sostenida por el arco de sierra.
Es una lámina de acero o fleje con dientes triangulares
agujeros con los cuales se sujeta al arco de sierra. Los dientes se rompen con
facilidad si no se la usa con cuidado y están doblados alternativamente (trabados) con el fin de
realizar un surco mas grueso que la hoja.
isten distintos tipos de hojas según el tipo de material a cortar.
Estas varían en el tamaño de sus dientes y se miden según la cantidad que entran en 1 pulgada.
Para materiales blandos se usan hojas de 18 dientes por pulgada y para materiales duros de 24
Las características principales de la hoja de sierra son las siguientes:
Es de acero medio duro aleado;
Está templada sólo en los dientes, en los dientes, que saltan con facilidad, si no se usa la sierra
nes;
Su longitud, que varia de 8 a 24”, se mide de centro a centro de los agujeros;
El espesor de las sierras de mano varía de 0,5 a 0,8 mm. Las de mas espesor son para serruchos
Su paso, o distancia entre un dientes y otro, varia de 0,2 a 2 mm; es decir que la hoja de sierra
puede tener 14, 16, 18, 24 y 32 dientes por pulgada;
Los dientes están doblados alternativamente a derecha e izquierda – es decir, están trabados
para que el surco resulte mas ancho que el espesor de la sierra. Así las ca
no frotan en la ranura ya hecha.
Ajuste I CET 22 ALBANI, JORGE DARIO 11
Es el corte de materiales con desprendimiento de viruta, efectuado con una
, llamada hoja de sierra, sostenida por el arco de sierra.
con dientes triangulares, y en ambos
cuales se sujeta al arco de sierra. Los dientes se rompen con
facilidad si no se la usa con cuidado y están doblados alternativamente (trabados) con el fin de
isten distintos tipos de hojas según el tipo de material a cortar.
Estas varían en el tamaño de sus dientes y se miden según la cantidad que entran en 1 pulgada.
Para materiales blandos se usan hojas de 18 dientes por pulgada y para materiales duros de 24 y 32
Está templada sólo en los dientes, en los dientes, que saltan con facilidad, si no se usa la sierra
Su longitud, que varia de 8 a 24”, se mide de centro a centro de los agujeros;
El espesor de las sierras de mano varía de 0,5 a 0,8 mm. Las de mas espesor son para serruchos
es decir que la hoja de sierra
es decir, están trabados -,
para que el surco resulte mas ancho que el espesor de la sierra. Así las caras laterales de la hoja
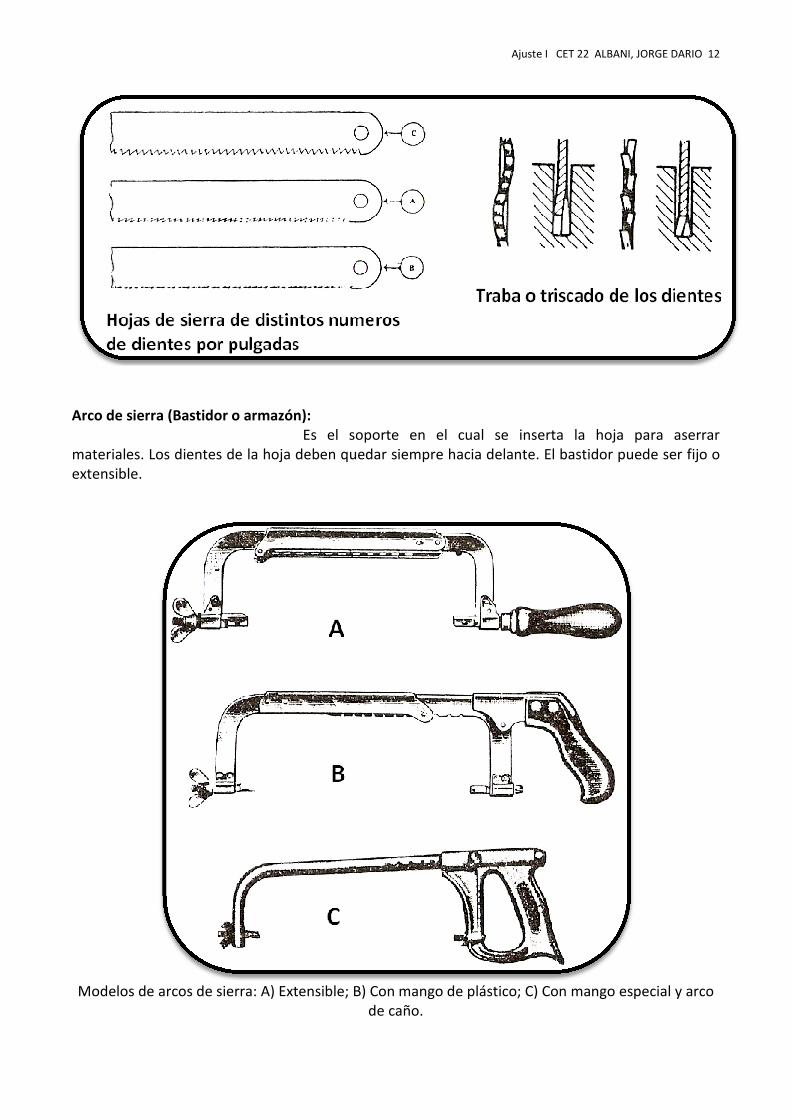
Arco de sierra (Bastidor o armazón):
materiales. Los dientes de la hoja deben quedar siempre hacia delante. El bastidor puede ser fijo o
extensible.
Modelos de arcos de sierra: A) Extensible; B) Con mango de plástico; C) Con mango especial y arco
Ajuste I CET 22 ALBANI, JORGE DARIO
Arco de sierra (Bastidor o armazón):
Es el soporte en el cual se inserta la hoja para aserrar
ja deben quedar siempre hacia delante. El bastidor puede ser fijo o
Modelos de arcos de sierra: A) Extensible; B) Con mango de plástico; C) Con mango especial y arco
de caño.
Ajuste I CET 22 ALBANI, JORGE DARIO 12
Es el soporte en el cual se inserta la hoja para aserrar
ja deben quedar siempre hacia delante. El bastidor puede ser fijo o
Modelos de arcos de sierra: A) Extensible; B) Con mango de plástico; C) Con mango especial y arco

Ajuste I CET 22 ALBANI, JORGE DARIO 13
Forma correcta de efectuar un corte con Hojas de Sierra
Para efectuar un corte perfectamente rectilíneo, sin tener inconvenientes con la hoja de sierra, es
menester educar las manos, los brazos y los ojos, por la ejecución de algunas pruebas preliminares.
Luego se procederá de la siguiente manera:
a) Hacer una pequeña muesca con una lima cuadrada o triangular sobre la raya donde se
realizara el corte.
b) Comenzar el corte con el mango del bastidor levantado.
c) Las primeras pasadas deben hacerse con presión moderada.
d) Procurar que la línea de corte esté siempre visible.
e) Ejercer presión sobre la hoja siempre hacia adelante.
f) Hacer trabajar la hoja en toda su longitud.
g) Para cortes profundos colocar las hoja a 90º del arco.
h) De vez en cuando colocar gotas de aceite para facilitar el corte.
Como prevenir la rotura de la Hoja de Sierra
Los dientes de la hoja de sierra, y aún la misma hoja, suelen romperse por las siguientes causas:
a) Equivocada posición de la hoja al momento del corte.
b) La excesiva presión de trabajo.
c) El empleo de hojas de sierra equivocadas.
d) Demasiada presión al cambiar un corte torcido; lo preferible en este caso seria recomenzar
el corte por el otro lado de la pieza.
e) Introducción de una hoja nueva en un corte empezado con una hoja gastada. En este caso,
es preferible comenzar el corte por la parte opuesta.
f) La excesiva tensión en la hoja de sierra.
Normas de seguridad para el uso de la Sierra de mano
El uso de la sierra de mano es muy sencillo, y absolutamente inofensivo, cuando se atiende a las
siguientes advertencias:
a) Trabajar con precaución, pues la ruptura de la hoja de sierra puede causar heridas en las
manos y en la cara.
b) Cuando se termina el corte de una pieza larga debe ser sostenida por la mano izquierda o de
ser posible pedir ayuda a algún compañero.
c) Guiar el corte al comienzo realizando una muesca o ranura con una lima cuadrada o
triangular.

TALADRADO
Definición:
Se llama taladrado
cilíndricos, con formación de viruta por medio de brocas o mechas.
Particularidades:
Para obtener agujeros adecuados, deben cumplirse los siguientes requisitos:
a) Taladros adecuados
b) Brocas eficientes
c) Velocidad y avance apropiados a las brocas y a los materiales
d) Piezas y herramientas sujetas convenientemente
Máquinas de Taladrar:
Sus características principales son:
a) Capacidad de agujereado
b) Profundidad de agujereado
c) Numero de velocidades y avances
Tipos de Taladros:
Los más comunes son tres:
a) Taladros portátiles: son los taladros de mano para agujeros de diámetro pequeño.
b) Taladros fijos normales: los de
c) Taladros especiales: múltiples, horizontales, etc. Son de múltiples funciones.
Ajuste I CET 22 ALBANI, JORGE DARIO
Unidad 6
la operación de ajuste que tiene por objeto hacer agujeros
cilíndricos, con formación de viruta por medio de brocas o mechas.
Para obtener agujeros adecuados, deben cumplirse los siguientes requisitos:
Velocidad y avance apropiados a las brocas y a los materiales
Piezas y herramientas sujetas convenientemente
Sus características principales son:
Profundidad de agujereado
Numero de velocidades y avances
Los más comunes son tres:
Taladros portátiles: son los taladros de mano para agujeros de diámetro pequeño.
Taladros fijos normales: los de mesa, columna, etc.
Taladros especiales: múltiples, horizontales, etc. Son de múltiples funciones.
Ajuste I CET 22 ALBANI, JORGE DARIO 14
la operación de ajuste que tiene por objeto hacer agujeros
Para obtener agujeros adecuados, deben cumplirse los siguientes requisitos:
Taladros portátiles: son los taladros de mano para agujeros de diámetro pequeño.
Taladros especiales: múltiples, horizontales, etc. Son de múltiples funciones.