CIENCIAS BIOLÓGICAS Y DE LA SALUD …148.206.53.84/tesiuami/UAMI10636.pdf · calculo del tambor...
339
CIENCIAS BIOLÓGICAS Y DE LA SALUD BIOTECNOLOGÍA UEA: INGENIERIA ECONOMICA PROYECTO: “DISEÑO DE UNA PLANTA INDUSTRIAL PARA LA ELABORACION DE UN MEDICAMENTO ANTIHIPERTENSIVO EN FORMA DE TABLETA CON AJMALICINA COMO PRINCIPIO ACTIVO OBTENIDO A PARTIR DE UN CULTIVO DE CELULAS VEGETALES DE CATHARANTHUS ROSEUS”. Equipo # 9 INTEGRANTES ASSENNATO FERNANDEZ JACOBO CHORA AZUA GABRIEL MENDOZA CABALLERO MARIO RESENDIZ CARDIEL GERARDO TALAVERA ROSAS CARLOS MATRICULA 95222914 98331974 95220767 98333152 94329150 Correo electrónico: [email protected] Trimestre 03-P
Transcript of CIENCIAS BIOLÓGICAS Y DE LA SALUD …148.206.53.84/tesiuami/UAMI10636.pdf · calculo del tambor...

CIENCIAS BIOLÓGICAS Y DE LA SALUD B I O T E C N O L O G Í A
UEA: INGENIERIA ECONOMICA
PROYECTO:
“DISEÑO DE UNA PLANTA INDUSTRIAL PARA LA ELABORACION DE UN MEDICAMENTO ANTIHIPERTENSIVO EN FORMA DE TABLETA CON AJMALICINA
COMO PRINCIPIO ACTIVO OBTENIDO A PARTIR DE UN CULTIVO DE CELULAS VEGETALES DE CATHARANTHUS ROSEUS”.
Equipo # 9
INTEGRANTES ASSENNATO FERNANDEZ JACOBO CHORA AZUA GABRIEL MENDOZA CABALLERO MARIO RESENDIZ CARDIEL GERARDO TALAVERA ROSAS CARLOS
MATRICULA
95222914 98331974
95220767 98333152 94329150
Correo electrónico: [email protected]
Trimestre 03-P
INDICE GENERAL
CAPITULO 1
ANÁLISIS DE MERCADO ANÁLISIS DE PRODUCTO 1.1 UBICACIÓN DEL PRODUCTO 1.3 MANEJO DEL PRODUCTO 1.5 ANÁLISIS DE LA PLAZA 1.9 DESCRIPCIÓN DEL MERCADO 1.9 ANÁLISIS DE LA DEMANDA 1.11 CONSUMO ACTUAL 1.14 DEMANDA POTENCIAL 1.14 COEFICIENTE DE CRECIMIENTO DE LA DEMANDA POTENCIAL 1.15 ESCENARIOS PARA EL PRONÓSTICO DE LA DEMANDA ESCENARIO 1 1.16 ESCENARIO 2 1.17 ANÁLISIS DE LA OFERTA 1.18 DISTRIBUCIÓN DE LA OFERTA 1.19 CARACTERÍSTICAS DE LOS OFERENTES 1.20 DISTRIBUCIÓN PORCENTUAL DEL MERCADO ACTUAL 1.21 COEFICIENTE DE CRECIMIENTO DE LA OFERTA 1.21 PROYECCIONES DE LA OFERTA FUTURA 1.22 ANÁLISIS Y CONCLUSIONES DEL MERCADO 1.22

RÉGIMEN Y PODER DEL MERCADO 1.22 INDICADORES DEL PODER DE MERCADO 1.22 CONCENTRACIÓN 1.22 RENTABILIDAD 1.23 DIFERENCIAS DE PRECIOS 1.23 FUENTES DE PODER DE MERCADO 1.23 TECNOLOGÍA 1.23 INVESTIGACIÓN DE MERCADOS 1.23 COSTO DE PODER DE MERCADO 1.24 BALANCE OFERTA/DEMANDA 1.25 PUNTOS CRÍTICOS DEL MERCADO 1.26 MERCADO META 1.26 ANÁLISIS DE PRECIO 1.28 ANÁLISIS DE LOS FACTORES PARA DETERMINAR PRECIO DE VENTA DEL PRODUCTO 1.30 ANÁLISIS DE LA COMERCIALIZACIÓN 1.31 CAJA DE AMPREX 1.36
CAPITULO 2
FORMULACION DE PROYECTOS
DETERMINACION DEL TAMAÑO DE LA PLANTA 2.1
LOCALIZACION DE LA PLANTA 2.1 UBICACIÓN MACROECONOMICA 2.2 ANALISIS CUANTITATIVO 2.2 ANALISIS CUALITATIVO 2.3 CARACTERISTICAS DE LOS ESTADOS ALTERNATIVOS 2.3 QUERETARO 2.3 DISTRITO FEDERAL 2.5 ESTADO DE MEXICO 2.6 HIDALGO 2.7 UBICACIÓN MICROECONOMICA 2.9 ANALISIS CUANTITATIVO 2.9 MAPA DE PARQUES INDUSTRIALES 2.10 ANALISIS CUALITATIVO 2.12 PARQUE INDUSTRIAL 2.12 SELECCIÓN DE TECNOLOGIA 2.16 SELECCIÓN DE EQUIPOS 2.16 DIAGRAMA DE GANT 2.19 DIAGRAMA DE REDES 2.21 RUTA CRITICA 2.22 DIAGRAMA DE PROCESO 2.23 DIAGRAMA DE FLUJO 2.24 CONSTITUCION LEGAL 2.26
PERFIL DEL PERSONAL 2.27 ORGANIGRAMA 2.29
CAPITULO 3
INGENIERIA BASICA.
CALCULO DEL REACTOR SEMILLA 3.1 CALCULO DEL VOLUMEN DEL REACTOR SEMILLA CON RESPECTO AL REACTOR BIOMASA 3.1 CALCULO DE LA TRANSFERENCIA DE CALOR EN REACTOR SEMILLA3.2 CALCULOS DE ESTERILIZACIÓN 3.3 BALANCE DE GLUCOSA 3.5 BALANCE DE BIOMASA 3.6 BALANCE DE NITROGENO 3.6 BALANCE DE FOSFORO 3.7 BALANCE DE AZUFRE 3.8 BALANCE DE POTASIO 3.10 BALANCE DE MAGNESIO 3.12 BALANCE DE HIERRO 3.13 BALANCE DE MANGANESO 3.13 REGULACION DE pH 3.14 BALANCE DE AGUA 3.15 BALANCE DE SOPLADORES 3.15

CALCULO DE AGITADOR 3.17 BALANCE REACTOR SEMILLA 3.18 CALCULO DEL REACTOR BIOMASA 3.19 CALCULO DEL VOLUMEN DEL REACTOR SEMILLA CON RESPECTO AL REACTOR BIOMASA 3.19 CALCULO DE LA TRANSFERENCIA DE CALOR EN REACTOR BIOMASA3.20 CALCULOS DE ESTERILIZACION 3.21 BALANCE DE GLUCOSA 3.23 BALANCE DE BIOMASA 3.23 BALANCE DE NITROGENO 3.24 BALANCE DE FOSFORO 3.25 BALANCE DE AZUFRE 3.26 BALANCE DE POTASIO 3.28 BALANCE DE MAGNESIO 3.30 BALANCE DE HIERRO 3.31 BALANCE DE MANGANESO 3.31 REGULACION DE pH 3.32 BALANCE DE AGUA 3.33 BALANCE DE SOPLADORES 3.33 CALCULO DE AGITADOR 3.35 BALANCE REACTOR BIOMASA 3.36 CALCULO DEL REACTOR PRODUCCION 3.37 CALCULO DE LA TRANSFERENCIA DE CALOR EN REACTOR

PRODUCCION 3.37 CALCULOS DE ESTERILIZACION 3.38 BALANCE DE GLUCOSA 3.39 BALANCE DE BIOMASA 3.40 BALANCE DE NITROGENO 3.41 BALANCE DE POTASIO 3.42 BALANCE DE FOSFORO 3.43 BALANCE DE MAGNESIO 3.44 BALANCE DE HIERRO 3.45 BALANCE DE AZUFRE 3.45 BALANCE DE MANGANESO 3.47 REGULACION DE pH 3.48 BALANCE DE AGUA 3.49 BALANCE DE SUCROSA 3.49 BALANCE DE METABOLITOS 3.50 BALANCE DE AJMALICINA 3.51 BALANCE DE SOPLADORES 3.51 CALCULO DE AGITADOR 3.53 BALANCE REACTOR BIOMASA 3.54 CALCULO DE LA RESISTENCIA DE LA TORTA 3.55 CALCULO DEL TAMBOR ROTATORIO 3.56 BALANCE FILTRO TAMBOR ROTATORIO 3.58
CALCULO DE LA EXTRACCION LIQUIDO LIQUIDO 3.59 BALANCE EXTRACCION LIQUIDO LIQUIDO 3.60 CALCULO DE LA ULTRAFILTRACION INTERMITENTE 3.61 BALANCE DE ULTRAFILTRACION 3.63 CALCULO DEL HPLC 3.64 CALCULO DE LA FASE MOVIL 3.65 BALANCE HPLC 3.66 CALCULO DEL CRISTALIZADOR 3.67 BALANCE DEL CRISTALIZADOR 3.69 CALCULO DEL SECADOR DE BANDEJAS NO AISLADAS 3.69 BALANCE DE SECADOR 3.71 BALANCE DE TAMIZADOR 3.72 BALANCE EN EL MEZCLADOR 3.73 BALANCE DE LA TABLETEADORA 3.74 BALANCE DE EMBLISTEADORA 3.74 BALANCE DE EMPACADORA 3.75 CALCULO DE LA COLUMNA DE LA DESTILACIÓN 3.75 BALANCE TORRE DE DESTILACIÓN 3.78 CALCULO DE FLUJO DE VAPOR TOTALES 3.79 CALCULO DE LA CALDERA 3.80 CALCULO DE TUBERIAS Y BOMBAS 3.83
CAPITULO 4
TRATAMIENTO DE AGUAS RESIDUALES.
DESCRIPCIÓN DEL TRATAMIENTO DE AGUAS 4.1 TRATAMIENTO QUÍMICO PRIMARIO 4.3 CÁLCULO DE TANQUE DE TRATAMIENTO QUÍMICO PRIMARIO 4.5 REGULACIÓN DE pH DEL TRATAMIENTO QUÍMICO PRIMARIO 4.6 CÁLCULO DEL FLUJO DE VAPOR REQUERIDO PARA EL CALENTAMIENTO DEL TRATAMIENTO QUÍMICO PRIMARIO 4.7 BALANCE DEL TANQUE DE TRATAMIENTO PRIMARIO 4.8 TRATAMIENTO QUÍMICO SECUNDARIO 4.9 CÁLCULO DEL TANQUE DEL TRATAMIENTO QUÍMICO SECUNDARIO 4.12 BALANCE DE TRATAMIENTO QUÍMICO SECUNDARIO 4.13 CÁLCULOS PARA EL TRATAMIENTO BIOLÓGICO ANAEROBIO 4.14 DETERMINACIÓN DE LA DBO 4.14 DETERMINACIÓN DE DQO 4.14 DETERMINACIÓN DE LA COV 4.15 TASA DE PRODUCCIÓN DE LODO SOBRE LA BASE DE LA MASA 4.15 CALCULO DE REMOCIÓN DE DQO DEL REACTOR 4.15 DETERMINACIÓN DE LA TASA DE REMOCIÓN 4.16 GEOMETRÍA DEL REACTOR ANAEROBIO 4.19 BALANCE DE TRATAMIENTO ANAEROBIO 4.20 TRATAMIENTO AEROBIO 4.21
GEOMETRÍA DEL REACTOR AEROBIO 4.22 SEDIMENTADOR DE LODOS AEROBIOS 4.22 DETERMINACIÓN DE LA DQO 4.23 DETERMINACIÓN DE LA TASA DE REMOCIÓN AEROBIA 4.24 BALANCE DEL TRATAMIENTO AEROBIO 4.24
CAPITULO 5
INGENIERIA DE PROYECTO BASES Y CRITERIOS DE DISEÑO 5.1 GENERALIDADES 5.1 FLEXIBILIDAD Y CAPACIDAD 5.1 ESPECIFICACIONES DE LA ALIMENTACIÓN 5.3 ESPECIFICACIONES DE PRODUCTO 5.13 ALIMENTACIÓN A LA PLANTA 5.13 CONDICIONES DE LOS PRODUCTOS EN EL LIMITE DE BATERIAS 5.14 MEDIO AMBIENTE 5.14 FACILIDADES REQUERIDAS PARA EL ALMACENAMIENTO 5.18 SERVICIOS AUXILIARES 5.19 SISTEMAS DE SEGURIDAD 5.20 DATOS CLIMATOLOGICOS 5.22 DATOS DEL LUGAR 5.23
DISEÑO ELECTRICO 5.23 DISEÑO MECANICO Y TUBERÍAS 5.23 DISEÑO DE EDIFICIOS 5.24 INSTRUMENTACIÓN 5.24 DISEÑO DE EQUIPOS 5.24 ESTANDARES Y ESPECIFICACIONES 5.26 REFERENCIAS 5.26 PLANO DE PLANTA PLANO DE DISTRIBUCIÓN DE AREAS DIAGRAMA DE TUBERÍA DIAGRAMA DE FLUJO DE PROCESO HOJAS DE DATOS 5.27
CAPITULO 6
ANÁLISIS FINANCIERO RESUMEN EJECUTIVO 6.1 INTODUCCION 6.2 INVERSIÓN TOTAL 6.3 INVERSIÓN FIJA 6.3 TANGIBLES 6.3 INTANGIBLES 6.4 TOTAL DE INVERSIÓN FIJA 6.4
CAPITAL DE TRABAJO 6.4 INVENTARIO DE MATERIA PRIMA 6.5 INVENTARIO DE PRODUCTO EN PROCESO 6.5 INVENTARIO DE PRODUCTO TERMINADO 6.6 CUENTAS POR PAGAR 6.7 CUENTAS POR COBRAR 6.7 . EFECTIVO EN CAJA 6.8 TOTAL DE CAPITAL DE TRABAJO 6.9 INVERSIÓN TOTAL 6.9 INGRESOS 6.9 EGRESOS 6.10 CARGOS FIJOS DE INVERSIÓN 6.12 DEPRECIACIÓN Y AMORTIZACIÓN 6.12 COSTOS FIJOS DE OPERACIÓN. 6.13 GASTOS GENERALES 6.13 PUNTO DE EQUILIBRIO 6.14 RECLASIFICACIÓN DE COSTOS 6.16 COSTOS FIJOS TOTALES 6.16 COSTOS VARIABLES TOTALES 6.17 ESTADOS FINANCIEROS PRO FORMA 6.17 ESTADO PROFORMA DE PÉRDIDAS Y GANANCIAS 6.17 ORIGEN Y APLICACIÓN DE RECURSOS 6.17
EVALUACIÓN DESDE EL PUNTO DE VISTA DEL INVERSIONISTA 6.17 FLUJO DE EFECTIVO 6.18 TMAR 6.18 VALOR PRESENTE NETO 6.19 RENDIMIENTO SOBRE LA INVERSIÓN 6.19 PERIODO DE RECUPERACIÓN DE CAPITAL 6.19 TIR 6.20 ANÁLISIS DE SENSIBILIDAD 6.20 CONCLUSIONES 6.22 ANEXOS
BIBLIOGRAFIA
CAPITULO 1
ANÁLISIS DE MERCADO.
CAPITULO 1
ANÁLISIS DE MERCADO ANÁLISIS DE PRODUCTO 1.1 UBICACIÓN DEL PRODUCTO 1.3 MANEJO DEL PRODUCTO 1.5 ANÁLISIS DE LA PLAZA 1.9 DESCRIPCIÓN DEL MERCADO 1.9 ANÁLISIS DE LA DEMANDA 1.11 CONSUMO ACTUAL 1.14 DEMANDA POTENCIAL 1.14 COEFICIENTE DE CRECIMIENTO DE LA DEMANDA POTENCIAL 1.15 ESCENARIOS PARA EL PRONÓSTICO DE LA DEMANDA ESCENARIO 1 1.16 ESCENARIO 2 1.17 ANÁLISIS DE LA OFERTA 1.18 DISTRIBUCIÓN DE LA OFERTA 1.19 CARACTERÍSTICAS DE LOS OFERENTES 1.20 DISTRIBUCIÓN PORCENTUAL DEL MERCADO ACTUAL 1.21 COEFICIENTE DE CRECIMIENTO DE LA OFERTA 1.21 PROYECCIONES DE LA OFERTA FUTURA 1.22 ANÁLISIS Y CONCLUSIONES DEL MERCADO 1.22
RÉGIMEN Y PODER DEL MERCADO 1.22 INDICADORES DEL PODER DE MERCADO 1.22 CONCENTRACIÓN 1.22 RENTABILIDAD 1.23 DIFERENCIAS DE PRECIOS 1.23 FUENTES DE PODER DE MERCADO 1.23 TECNOLOGÍA 1.23 INVESTIGACIÓN DE MERCADOS 1.23 COSTO DE PODER DE MERCADO 1.24 BALANCE OFERTA/DEMANDA 1.25 PUNTOS CRÍTICOS DEL MERCADO 1.26 MERCADO META 1.26 ANÁLISIS DE PRECIO 1.28 ANÁLISIS DE LOS FACTORES PARA DETERMINAR PRECIO DE VENTA DEL PRODUCTO 1.30 ANÁLISIS DE LA COMERCIALIZACIÓN 1.31 CAJA DE AMPREX 1.36
1.1
ANÁLISIS DE MERCADO
Las enfermedades cardiovasculares siguen siendo un problema sociosanitario de primera magnitud. El envejecimiento progresivo de la población mexicana, acentúa día a día la incidencia de casos de hipertensión arterial. Laboratorios INBIOQUIM, potencia su unidad cardiovascular con el lanzamiento de Amprex, una novedad terapéutica en el tratamiento de la hipertensión arterial. El principio activo de Amprex, es ajmalicina, nuevo alfa bloqueador que se caracteriza por poseer un inicio de acción lento y gradual, por su lipofília y su formulación de liberación sostenida, también se destaca su mejorado perfil de seguridad con una mínima incidencia de edema periférico, cefalea y rubefacción. La ajmalicina tiene una menor incidencia de efectos adversos que otros antihipertensivos alfa bloqueadores. En el presente trabajo se mostrará el estudio de mercado de Amprex, en donde se plantearon los siguientes objetivos. Determinar la cuantía de bienes y servicios provenientes de una nueva unidad de producción que, en cierta área geográfica y en determinadas condiciones la comunidad estaría dispuesta a adquirir para satisfacer sus necesidades. Probar que existe un número de individuos, empresas y otras entidades económicas que en ciertas condiciones, presenten una demanda tal que el proyecto se justifique a si mismo. En síntesis se trata de determinar los factores de mercado que impactan el proyecto, como son: producto, plaza, precio y comercialización. ANÁLISIS DE PRODUCTO Definición Nombre
Amprex
Clasificación
De acuerdo a la clasificación de bienes y servicios, Amprex se clasifica como un
producto de consumo final, no deseado, y no duradero. Usos principales y alternos

1.2
Su uso principal es como agente antihipertensivo periférico alfa bloqueador, así como vasodilatador cerebral y antiisquemico (Cerebral y periférico). Usos alternos
• Arteriopatías periféricas de membranas inferiores y superiores. • Afecciones venosas de membranas inferiores. • Déficit circulatorio de la vascularización cerebral.
Contenido y composición
Los medicamentos están constituidos por dos grupos de compuestos, los que
constituyen el principio activo, y los que se usan como excipientes para formar en su conjunto la forma farmacéutica correspondiente. Tamaño de la Porción: 1 comprimido. Principio activo.
Clorhidrato de ajmalicina, equivalente a 30 mg de ajmalicina
mg/com. % • Ajmalicina 30.0 18.76
Principios no activos mg/com. %
• Avicel PH 102 24.2 15.12 • Lactosa Fast Flow 100.2 62.62 • AC-DI-SOL 2.4 1.5 • Aerosil 200 0.8 0.5 • Acido Estearico N.F. 1.6 1
• Estearato de Mg 0.8 0.5
Total 160 100.00 Vía de administración
Oral
Posología y modo de administración
Posología usual: Un comprimido al día
1.3
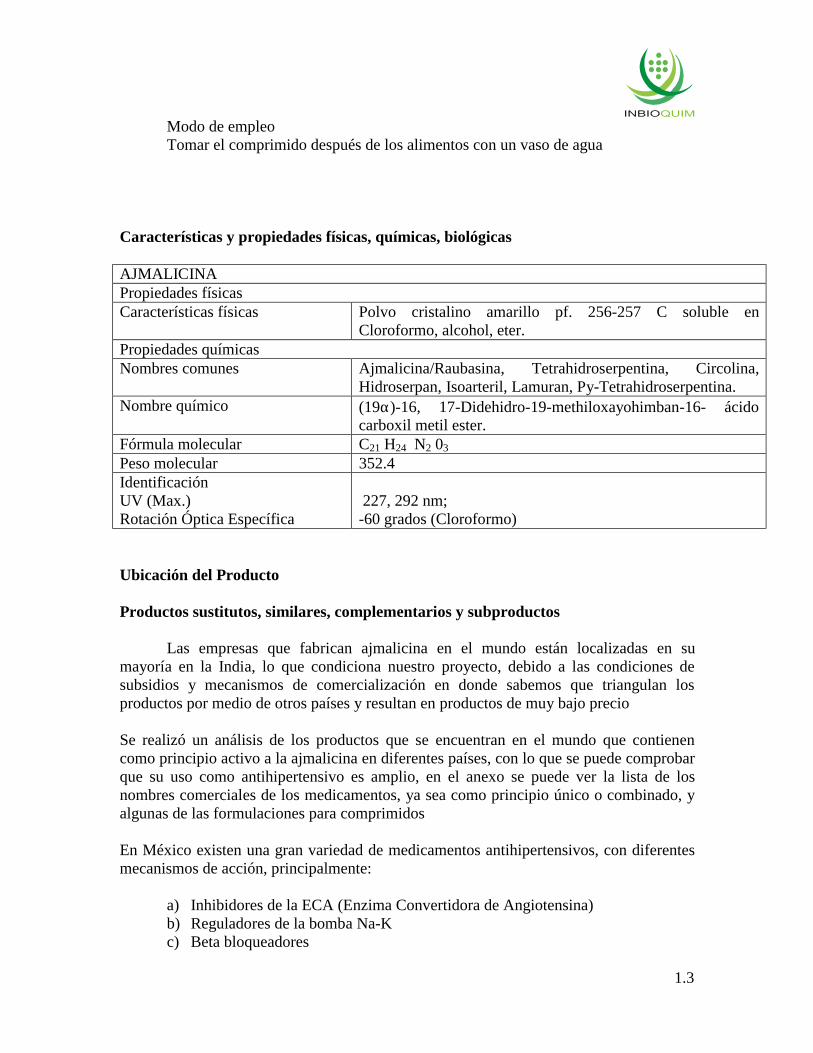
Modo de empleo Tomar el comprimido después de los alimentos con un vaso de agua
Características y propiedades físicas, químicas, biológicas AJMALICINA Propiedades físicas Características físicas Polvo cristalino amarillo pf. 256-257 C soluble en
Cloroformo, alcohol, eter. Propiedades químicas Nombres comunes Ajmalicina/Raubasina, Tetrahidroserpentina, Circolina,
Hidroserpan, Isoarteril, Lamuran, Py-Tetrahidroserpentina. Nombre químico (19α)-16, 17-Didehidro-19-methiloxayohimban-16- ácido
carboxil metil ester. Fórmula molecular C21 H24 N2 03 Peso molecular 352.4 Identificación UV (Max.) Rotación Óptica Específica
227, 292 nm; -60 grados (Cloroformo)
Ubicación del Producto Productos sustitutos, similares, complementarios y subproductos
Las empresas que fabrican ajmalicina en el mundo están localizadas en su mayoría en la India, lo que condiciona nuestro proyecto, debido a las condiciones de subsidios y mecanismos de comercialización en donde sabemos que triangulan los productos por medio de otros países y resultan en productos de muy bajo precio Se realizó un análisis de los productos que se encuentran en el mundo que contienen como principio activo a la ajmalicina en diferentes países, con lo que se puede comprobar que su uso como antihipertensivo es amplio, en el anexo se puede ver la lista de los nombres comerciales de los medicamentos, ya sea como principio único o combinado, y algunas de las formulaciones para comprimidos En México existen una gran variedad de medicamentos antihipertensivos, con diferentes mecanismos de acción, principalmente:
a) Inhibidores de la ECA (Enzima Convertidora de Angiotensina) b) Reguladores de la bomba Na-K c) Beta bloqueadores
1.4
d) Alfa bloqueadores Como productos similares, debido a que en nuestro país no se encuentra ningún medicamento que use ajmalicina, ya sea como principio activo único o combinado, se segmento a aquellos que tuvieran el mismo mecanismo de acción, encontrándose solamente cuatro productos alfa bloqueadores.
Minipress (Prazosina ) Cardura ( Doxazosina ) Hytrin ( Terazosina ) Dilatren (Carvedilol)
Los demás productos antihipertensivos fueron tomados en cuenta como productos sustitutos, encontrándose una lista en el anexo de aquellos que se comercializan en México. Los productos complementarios, que en su caso se podrían usar con cualquier antihipertensivo son los diuréticos, usándose muchos compuestos de manera colateral, pero cabe destacar que para su uso se deberá hacer un análisis complementario a este trabajo para determinar cual de ellos sería pertinente usar y la concentración que determine un producto satisfactorio. Como subproductos se tienen alcaloides que se derivan del mismo proceso, muchos de ellos tienen aplicaciones farmacéuticas como la serpentina, vincristina, vinblastina, etc. Etapa de vida del producto
Debido a que nuestro producto es innovador, debido a que nuestra compañía tendrá la patente del producto; se localiza en la etapa de introducción, en donde implica un alto porcentaje de riesgo y se presentan varias características: las ventas crecerán a un ritmo lento, y el producto no recibirá una plena aceptación, e implicará tener altos gastos promocionales. Existe poca competencia para los antihipertensivos alfa bloqueadores, encontrándose cuatro en el mercado nacional actual. Importancia del Producto
En México, las enfermedades cardiovasculares constituyen un problema de salud
pública, y al igual que ocurre en otros países del mundo, es el resultado de esta escalada epidemiológica; las enfermedades del corazón constituyen la primera causa de muerte y anualmente ocurren cerca de 70,000 defunciones por este motivo y 26,000 por enfermedades cerebrovasculares. En la actualidad la Hipertensión Arterial (HTA) es uno de los factores desencadenantes de enfermedades cardiovasculares, los diversos estudios realizados en nuestro país muestran de manera consistente un incremento en la prevalencia de la Hipertensión Arterial (HTA). En la actualidad 14,374,026 de mexicanos padecen de hipertensión
1.5
arterial (ENSA 2000), por lo que nuestro producto pretende colaborar para satisfacer esta necesidad. El recurso principal que utiliza es la planta Catharanthus roseus, mejor conocida como vicaria o violeta blanca que abunda en las zonas tropicales, en costas arenosas. La Catharanthus roseus contiene 2% en peso de ajmalicina. Manejo del Producto Presentación
Caja con 30 comprimidos
Envase y embalaje
El producto está envasado en blister de 20 comprimidos como envase primario,
en caja de cartón como envase secundario. El embalaje es una caja de cartón resistente al movimiento y a la manipulación. El envase y el embalaje protegerán al producto durante todas las etapas de transporte y almacenaje, hasta llegar a su destino, y cumple con las siguientes funciones:
• Conservación del producto conforme a la naturaleza de la carga industrial y lo frágil que sea.
• Proteger y permitir la manipulación, transporte y comercialización del producto, considerando la distancia al mercado, así como el modo y medio de transporte.
• Facilitar la separación, la clasificación y la selección de los productos y considerar la cantidad de la carga.
Caducidad y vida de anaquel
La caducidad recomendada para las tabletas es de 3 años y una vida de anaquel de
5 años en condiciones normales de manejo. Instrucciones para su uso y mantenimiento
Tomar una tableta al día o según las recomendaciones médicas, mantener fuera
del alcance de los niños y en un lugar fresco y seco, alejado de la luz y del calor. Se propone una monografía en la que se vierte la información necesaria para los médicos. Requerimientos de calidad
La aplicación de todo sistema debe basarse sobre el empleo de normas y
estándares básicos. Para documentar la regulación, registro, vigilancia y control de los medicamentos en México, la Secretaría de Salud, cuenta con la Farmacopea de los Estados Unidos Mexicanos (FEUM). En 1984 se creó la Comisión Permanente de la
1.6
Farmacopea de los Estados Unidos Mexicanos, como un cuerpo colegiado coordinado por la propia Secretaría, que tiene por objeto la elaboración, revisión y actualización de la FEUM. En México, la Farmacopea de los Estados Unidos Mexicanos constituye un código de calidad de los productos farmacéuticos al determinar las características que deben cumplir los medicamentos durante su comercialización y los procedimientos analíticos que deben emplearse para asegurar ese cumplimiento. Se propone con base en los análisis de la FEUM, una monografía de análisis de calidad para comprimidos de ajmalicina. Aspectos legales
El registro de medicamentos, y en general de los insumos para la salud, es
esencial en cualquier sistema de salud. El registro, en el caso de los medicamentos, es un documento legal que detalla las características de la composición y formulación del producto, sus especificaciones farmacopéicas u otras oficialmente reconocidas con respecto a sus ingredientes, su intercambiabilidad clínica, su período de caducidad y su etiquetado. Para obtener su registro en México, un medicamento debe cumplir con las condiciones de seguridad, eficacia, pureza, estabilidad y calidad que marcan las normas nacionales e internacionales. Los requisitos técnicos necesarios para la evaluación apropiada por parte de la agencia de regulación, están relacionados con las características químicas, terapéuticas y condiciones de utilización de los productos farmacéuticos. Es importante, pues, contar con mecanismos regulatorios para todo tipo de medicamentos. Para obtener la aprobación de un nuevo medicamento, debe superarse un riguroso examen de la documentación técnica reunida a partir de las investigaciones indicadas y una detallada evaluación de las características de calidad de cada producto y de sus métodos de fabricación y control. El fabricante es el responsable de la calidad de los medicamentos, por lo cual se le exige seguir las Buenas Prácticas de Manufactura y procedimientos adecuados de fabricación así como realizar todos los controles y análisis que sean necesarios antes de liberar un lote de producción para su comercialización. Normas
La regulación de los medicamentos y el sector farmacéutico en general es una de
las funciones inherentes del Estado. En México, esta función se encuentra bajo la responsabilidad de la Secretaría de Salud (SSA), la cual debe asegurar que los medicamentos que se encuentren en el mercado sean seguros, eficaces y de calidad. Además, la SSA debe asegurar que los medicamentos existan y que quienes los prescriben y vendan cuenten con la información necesaria y veraz para su uso racional. Así, se dictan medidas y políticas que permiten el control y vigilancia de los medicamentos en todos los niveles, desde la producción, importación, comercialización y consumo.
1.7
Debido a la naturaleza de nuestro producto, se requiere del cumplimiento de ciertas normas del proceso de fabricación, las características del medicamento, y su uso. Estas normas son establecidas en función a las consideraciones de la Secretaría de Salud. NORMA Oficial Mexicana NOM-059-SSA1-1993, Buenas prácticas de fabricación para establecimientos de la industria químico farmacéutica dedicados a la fabricación de medicamentos. Esta Norma Oficial Mexicana establece los requisitos mínimos necesarios para el proceso de los medicamentos y/o productos biológicos comercializados en el país, con el objeto de proporcionar medicamentos de calidad al consumidor. Es de observancia obligatoria en establecimientos de la industria químico-farmacéutica dedicados a la fabricación de medicamentos y productos biológicos para uso humano. NORMA Oficial Mexicana NOM-072-SSA1-1993, Etiquetado de medicamentos. Esta Norma Oficial Mexicana tiene por objeto establecer los requisitos que deberá contener el etiquetado de los medicamentos de origen nacional o extranjero que se comercialicen en el territorio nacional, así como el etiquetado de las muestras médicas de los mismos. Esta Norma es de observancia obligatoria para todas las fábricas o laboratorios, que procesen medicamentos o productos biológicos para uso humano. Esta Norma no aplica a los medicamentos homeopáticos. NORMA OFICIAL MEXICANA NOM-073-SSA1-1993, Estabilidad de Medicamentos. Esta norma tiene por objeto establecer los requisitos para llevar a cabo y reportar los estudios de estabilidad de medicamentos. El objetivo de los estudios de estabilidad, es proveer evidencia documentada de cómo las características físicas, químicas, fisicoquímicas, microbiológicas y biológicas del medicamento, varían con el tiempo bajo la influencia de factores ambientales tales como: temperatura, humedad y luz; y establecer las condiciones de almacenamiento adecuadas y el periodo de caducidad. El titular del registro es el responsable de la estabilidad del medicamento en el mercado bajo las condiciones de almacenamiento establecidas por él. Todos los medicamentos que se encuentran en el mercado deben de tener fecha de caducidad y ésta no debe exceder a los 5 años de la fecha de fabricación. Esta norma es de observancia obligatoria en los establecimientos descritos en el título décimo segundo, capítulo VII, artículo 257 fracción I de la Ley General de Salud. NORMA Oficial Mexicana NOM-164-SSA1-1998, Buenas prácticas de fabricación para fármacos. Esta Norma Oficial Mexicana establece los requisitos mínimos necesarios para las buenas prácticas de fabricación de fármacos o principios activos. Esta Norma Oficial Mexicana es de carácter obligatorio para los establecimientos dedicados a la fabricación de los fármacos o principios activos. NORMA Oficial Mexicana NOM-176-SSA1-1998, Requisitos sanitarios que deben cumplir los fabricantes, distribuidores y proveedores de fármacos utilizados en la elaboración de medicamentos de uso humano. Esta Norma Oficial Mexicana establece los requisitos mínimos sanitarios que deben cumplir los fabricantes, distribuidores y proveedores de fármacos de fabricación nacional o extranjera, utilizados para la

1.8
elaboración de medicamentos de uso humano. Esta Norma Oficial Mexicana es de observancia obligatoria para todos los establecimientos dedicados a la fabricación, compra, venta, importación, exportación, almacenamiento y distribución de fármacos utilizados en la fabricación de medicamentos de uso humano, así como a los establecimientos dedicados a la fabricación de medicamentos de uso humano. Patentes
Se encontraron tres patentes sobre la extracción de la Ajmalicina:
La primer patente corresponde a Indian IN 150,241 CI C07D 65/00 1,21 Aug. 1982, Appl. 78/DE 472, 24 Jun. 1978. El método planteado consiste en la extracción de las raíces de C. roseus con éter de petróleo rectificado. Posteriormente se extrae con alcohol. Al concentrar los extractos alcohólicos, el residuo se trata con ácido sulfúrico al 2%, las fracciones ácidas se basifican con hidróxido de sodio se extraen con cloroformo. Al concentrar el extracto total se obtiene la ajmalicina, aunque en el resumen obtenido no se especifica cómo se obtiene la ajmalicina. Es evidente que en este caso la información no es completa, no obstante el desengrase previo de la planta encarece un proceso con fines industriales y por tanto no es un método económico; además de utilizar cloroformo que es un solvente altamente tóxico.
La segunda patente corresponde a Pat S. African 7802, 537 CI C07D 491/22, 23 Mar. 1979, Fr. Appl. ,77/13 13,209,02 May. 1977. El método propuesto por esta patente utiliza raíces de C. roseus que se extraen con metanol a ebullición. Los extractos se concentran a un volumen mínimo y se añade un 20% de agua y un 40% de butanol ajustando el pH a 11. Se realiza una reducción con Borhidruro de potasio precipitando la ajmalicina, que se purifica mediante recristalización de butanol y filtración sobre sílica y posterior precipitación de n-hexano. Del análisis de este procedimiento se pueden observar las siguientes desventajas. Primero, el uso de metanol a ebullición que es un solvente muy tóxico, segundo, el uso de butanol para los lavados del cambio de fase solvente no usual para este tipo de trabajo y que también presenta mucha toxicidad y tercero, una filtración por sílica después de una reducción con Borhidruro de potasio que aunque aumenta el rendimiento de ajmalicina encarece grandemente el proceso al trabajarse con un extracto total.
La tercer patente corresponde a Fr. Demande 2,442,238 CI C07D 491/22. 20 Jun. 1980, Hung Appl. 78/RI 688, 27 Nov., 1978. Las raíces de C. roseus se extraen en soxhlet con metanol. Los extractos metanólicos se concentran y se añade ácido cítrico acuoso al 1%.

1.9
Se elimina el metanol residual por destilación se filtra y la fase ácida se extrae con benceno. El benceno se lava con ácido cítrico acuoso al 1%. Las fases ácidas combinadas se extraen con cloroformo y las fases clorofórmicas se tratan con ácido sulfúrico 1N. Las fases orgánicas se purifican por columna de alúmina para obtener la ajmalicina. El método planteado por esta patente en primer lugar utiliza metanol, benceno y cloroformo que son solventes tóxicos, además de varias redisoluciones en ácido cítrico, cloroformo y ácido sulfúrico y finalmente una columna cromatográfica, lo cual da una complejidad bastante importante a dicha metodología.
Marca y Etiqueta. Los criterios para la elección del nombre de la marca de nuestro producto que se
consideraron son: Que sea fácil de pronunciar, de recordar, corto y atemporal; esto nos llevo a elegir en nombre de Amprex, el cual es una palabra inventada que cumple con las consideraciones antes mencionadas. La etiqueta de nuestro producto debe de cumplir con lo establecido por la Norma Oficial Mexicana NOM-072-SSA1-1993, Etiquetado de medicamentos: El punto 5.17 norma el Etiquetado de envases secundarios; los envases secundarios deberán contener en la superficie principal de exhibición los siguientes textos como mínimo:
• Denominación distintiva (en su caso) • Denominación genérica • Forma farmacéutica • Número de piezas por empaque • Concentración del fármaco • Lote • Descripción del contenido • Fórmula • Dosis • Vía de administración • Datos de conservación y almacenaje • Leyendas de advertencia y precautorias • Expresión de la clave de registro sanitario • Fecha de caducidad • Datos del fabricante • Precio máximo al público
El punto 5.20 norma el Etiquetado para envases primarios pequeños, el marbete deberá incluir los siguientes datos.
• Denominación distintiva (en su caso) • Denominación genérica del o los fármacos

1.10
• Forma farmaceutica • Concentración • Vías de admón. • Registro sanitario • Lote • Caducidad
ANALISIS DE LA PLAZA Descripción del mercado
La producción de medicamentos en nuestro país, esta dividida en dos sectores
industriales principalmente, el que se dedica específicamente a la producción de los compuestos farmoquímicos y la industria farmacéutica, que puede o no fabricar los compuestos farmoquímicos, pero que si fabrica el producto terminado, el cual puede ser la combinación de varios compuestos como materia prima y su desarrollo como forma farmacéutica para presentarlo en un envase comercializable. Las condiciones de globalización han afectado en gran medida a este sector al dejarlo sin capacidad de competencia en cuestión de mercado, las estrategias económicas de las diversas empresas internacionales logra infiltrarse en las políticas económicas de nuestro país, y por tener aparentemente un mercado mayor, se descuidan aspectos esenciales para la operación de las empresas nacionales quedando sin capacidad de producción. Un caso específico de esto es la importación de materias primas o compuestos de países asiáticos, en donde los subsidios que otorgan sus gobiernos permite una competencia por precio que desplaza del mercado a muchos productores, aun cuando se les aplique la tasa arancelaria correspondiente en el mejor de los casos, o como sucede con los tratados comerciales que estas tienden a disminuir, con lo que se asegura la penetración en el mercado nacional. El cierre de las empresas farmoquímicas en nuestro país ha sufrido una aumento considerable en los últimos años, con lo que hoy se ubica en 23 contando las empresas transnacionales. Sin embargo, aún cuando esta plataforma ha sido golpeada, produce una gama mayor de productos que otros países como Estados Unidos, y la mayoría de los países de centro y Sudamérica, lo cual deja ver que en cuestión de infraestructura se cuenta con un nivel apto para manejar los problemas de salud nacional, pero es inminente el apoyo que requiere este sector. El número de laboratorios en México, es aproximadamente 180 nacionales y 20 extranjeros, que enfrentan múltiples retos internos y externos, como los altos costos de investigación y desarrollo, regulaciones gubernamentales, y requerimientos de producción y distribución extremadamente severos.

1.11
Es necesario reconocer que la industria farmacéutica esta dominada por las grandes empresas de los países industrializados, a pesar de los avances de algunas naciones en desarrollo. Esa hegemonía se refleja en su participación en el mercado mundial y en el control del proceso de innovación y su dinámica. Con ventas de 170 billones de dólares anuales en el orbe, el sector farmacéutico se encuentra en continuo crecimiento, caracterizado por una competencia oligopólica basada en la dependencia de los productos; 25 empresas controlan el 50% del mercado mundial. Su fuerza competitiva se basa en la investigación y desarrollo a la que se destinan parte de los ingresos de la industria, en la apropiación de las rentas mediante el sistema de patentes y en las cadenas de comercialización. Ninguno de los países en desarrollo que se han dotado de industria farmacéutica, quizás con excepción de Brasil y de la India, han logrado una autentica emancipación en este aspecto. Al crear industrias nacionales de formulación y de acondicionamiento, no hacen sino cambiar el carácter de la dependencia; y es que pasan a depender de los proveedores de materias primas químicas, y por consiguiente, de las industrias químico farmacéuticas de las empresas multinacionales (EMN). En nuestro país existe una problemática adicional a la estructura económica que es la reglamentación de la clasificación de los productos similares, contrariamente a lo que ocurre con los innovadores y los genéricos intercambiables, en los cuales la normatividad es clara. Los productos innovadores tienen la patente del principio activo, así como de la elaboración de las formas farmacéuticas, lo que hace que ellos tengan un producto único para la comercialización, en la empresa correspondiente. Una vez que la patente ha vencido, las demás compañías pueden desarrollar una forma farmacéutica para la elaboración de un medicamento genérico intercambiable con el mismo principio activo, pero tienen que demostrar la biodisponibilidad del medicamento, es decir, que tenga un resultado semejante al innovador. En el caso de los productos similares, estos contienen el mismo principio activo, pero la forma farmacéutica que presentan no ha demostrado, dado que no están normados al igual que los innovadores y genéricos, ningún resultado de biodisponibilidad, la cual es requerida por la SSA. Por este motivo, muchos de ellos utilizan excipientes más económicos que a su vez se refleja en el precio al consumidor, y lo mismo sucede con los parámetros de calidad en la elaboración de los mismos. Nuestra empresa tendrá la patente de Amprex, debido a que desarrollará su formulación y fabricación, por lo que este producto y la empresa estarán normados bajo los criterios de producto innovador, al menos por los primeros diez años de vida del producto. Análisis de la demanda
1.12
Características y comportamiento de los consumidores En la Encuesta Nacional de Salud (ENSA 2000), el control de la hipertensión se
estima en una tasa de hipertensos conocidos del 14.3%, sin tratamiento el 35% y una tasa de hipertensos controlados del 36%. Se señala además que sólo el 29% de los hipertensos están controlados óptimamente (presión arterial menor de 140/90 mmHg) Cuantificación de la demanda
La hipertensión arterial aumenta en cada grupo de edad, aparece desde la juventud
hasta llegar a afectar a más de la mitad de la población después de los 50 años. Esta situación es reflejo de la acción de los factores de carácter ambiental, que actúan de manera sinérgica a lo largo de la vida. La NOM-030-SSA2-1999 considera que la hipertensión arterial debe medirse después de los 25 años, debido a las condiciones de pruebas de determinación de esta enfermedad. De esto se obtuvo el total de hipertensos en el país es de 14,374,026, de los cuales la cantidad de hipertensos tratados farmacológicamente son 5,174,649 y los que ya están óptimamente tratados, son 4,168,468 personas. La población hipertensa que no se encuentra bajo tratamiento es de 5,030,909 personas. Para la realización de este trabajo, se procedió al análisis de la población por rango de edad, delimitando dos grandes grupos, que nos permitió vincular datos económicos y estadísticos de diversas instituciones: la población de 25 a 44 años de edad, y de 44 en adelante. Es preciso señalar que todos los datos de este estudio, están basados en el año 2000, por lo que se efectuó la tendencia para trece años, es decir para el 2013, lo que nos permite cubrir en las estimaciones todo el periodo de vida del proyecto

1.13
0
500000
1000000
1500000
2000000
2500000
0 20 40 60 80 100 120Edad
Pers
onas
20002013Polinómica (2000)
La población de 25-44 años dio un total de 26,841,637 y la población de 44 a más dio un total de 16,937,732. Tomando en cuenta la prevalencia de hipertensos, que nos indica el porcentaje de hipertensos que se encuentra dentro de estos rangos de edades, conocidos o que acuden a algún servicio o institución de salud, según ENSA 2000, se obtuvo el número de hipertensos en el país. Siendo el 22% para la población de 25-44 años y 50% para la población de 44 años en adelante. siendo 5,905,160 para 25-44 años y 8,468,866 para mayores de 44 años
Se consideró que de la demanda total los hipertensos controlados óptimamente no representan ningún tipo de demanda, debido a que en el tratamiento de la hipertensión arterial, es difícil encontrar un medicamento que tenga una respuesta satisfactoria, y que además minimice los efectos colaterales. Por este motivo, suponemos que esta población no forma parte de nuestra demanda potencial, dado que la probabilidad de que cambien de producto es muy baja. A la población que no está bajo tratamiento farmacológico, tampoco se le considero dentro de la demanda, dado que si no han llevado a cabo un tratamiento farmacológico, ya sea por razones económicas o de otra índole, es muy probable que no lo harán en años futuros, dado que las condiciones no presentan señales de progreso. Por tanto, nuestra demanda se centra en la población que lleva un tratamiento farmacológico, compitiendo con los demás medicamentos por lograr controlar óptimamente al paciente.
1.14
Por consiguiente la demanda parte de los 5,174,649 hipertensos a nivel nacional, es decir el 36% de los hipertensos totales. Se hizo un análisis de las personas ocupadas a nivel nacional dando un número de 33,730,210 personas, de las cuales se dividieron por rango de edad a partir de los 12 años. Se tomó los totales para los rangos de edad de 25-44 años y de 44 años en adelante, lo que arrojó un valor de 17,154,066 para el primer grupo de edad, lo que representa el 50% de la población ocupada, y de 7,642,865 personas para el segundo, siendo el 22% de la población ocupada. De esta población, y con base en los datos del INEGI, se segmentaron por nivel de ingreso en salarios mínimos. De los rangos de población ocupada dividida por ingreso, se obtuvieron los hipertensos al multiplicarlos por su prevalencia, dando una población hipertensa de 25-44 años, ocupados con ingresos de cinco a diez salarios mínimos de 1,373,869 personas, y una población de 44 años en adelante, ocupados con ingresos de cinco a diez salarios mínimos de 612,117 personas. La población total hipertensa ocupada con ambos rangos de edad y con ingresos de cinco a diez salarios mínimos es de 608,309 personas, de las cuales con base en el porcentaje estipulado por la ENSA 2000, en el cual menciona que sólo el 36% tiene tratamiento farmacológico, nos lleva a tener una demanda de 218,991 personas. Distribución de la demanda
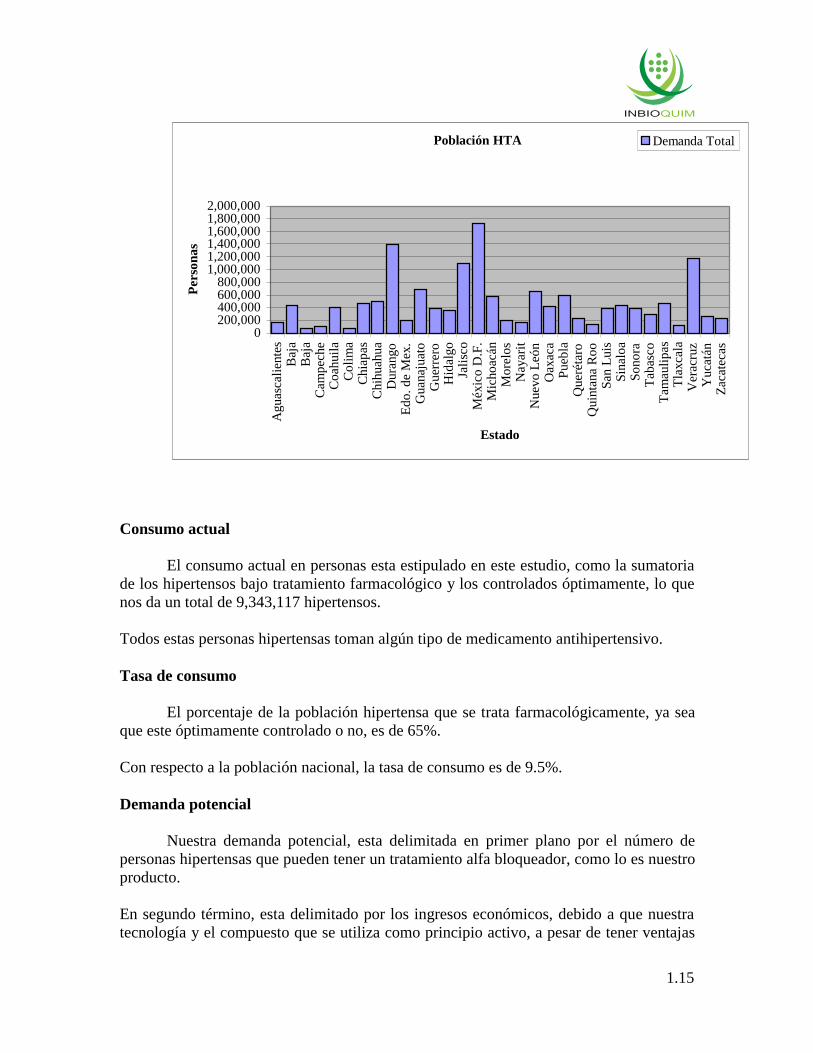
Se calculó la distribución de los hipertensos en cada estado de la República,
multiplicando su población por la prevalencia estatal, lo que nos da un perfil de que la mayor prevalencia de HTA se continua presentando en los estados de la región norte del país, de acuerdo a las estimaciones de la ENSA 2000, el estado de Baja California norte fue el mayor prevalencia con un 35.1% y la menor prevalencia la presento el estado de Puebla con 23.5%. siendo la prevalencia nacional de 30.05%.
1.15
Población HTA
0200,000400,000600,000800,000
1,000,0001,200,0001,400,0001,600,0001,800,0002,000,000
Agu
asca
lient
esB
aja
Baj
aC
ampe
che
Coa
huila
Col
ima
Chi
apas
Chi
huah
uaD
uran
goEd
o. d
e M
ex.
Gua
naju
ato
Gue
rrer
oH
idal
goJa
lisco
Méx
ico
D.F
.M
icho
acán
Mor
elos
Nay
arit
Nue
vo L
eón
Oax
aca
Pueb
laQ
ueré
taro
Qui
ntan
a R
ooSa
n Lu
isSi
nalo
aSo
nora
Taba
sco
Tam
aulip
asTl
axca
laV
erac
ruz
Yuc
atán
Zaca
teca
s
Estado
Pers
onas
Demanda Total
Consumo actual
El consumo actual en personas esta estipulado en este estudio, como la sumatoria
de los hipertensos bajo tratamiento farmacológico y los controlados óptimamente, lo que nos da un total de 9,343,117 hipertensos. Todos estas personas hipertensas toman algún tipo de medicamento antihipertensivo. Tasa de consumo
El porcentaje de la población hipertensa que se trata farmacológicamente, ya sea
que este óptimamente controlado o no, es de 65%. Con respecto a la población nacional, la tasa de consumo es de 9.5%. Demanda potencial
Nuestra demanda potencial, esta delimitada en primer plano por el número de
personas hipertensas que pueden tener un tratamiento alfa bloqueador, como lo es nuestro producto.
En segundo término, esta delimitado por los ingresos económicos, debido a que nuestra tecnología y el compuesto que se utiliza como principio activo, a pesar de tener ventajas

1.16
competitivas, tiene un costo de producción considerable con respecto a algunos productos sustitutos que se generan por síntesis química e incluso algunos de ellos se extraen de fuentes primarias, lo que abarata mucho más su costo. Este punto esta considerado dentro de la cuantificación de la demanda, en párrafos anteriores. Sin embargo, es conveniente volver a tocar este punto debido que a pesar de no tener competencia directa por los productos sustitutos, estos ejercen una gran fuerza en el mercado, unido a la metodología de comercialización de los mismos, que pueden llegar a formar un renglón importante en la respuesta a la introducción de nuestro producto.
Por consiguiente nuestra demanda potencial esta estimada a partir de los cálculos de la demanda. Es preciso señalar en este punto el papel de nuestra competencia, junto con el de nuestro producto en el sentido de su mecanismo de acción.
La hipertensión arterial es manejada en nuestro país como una enfermedad epidemiológica lo que influye en los diversos niveles de tratamiento.
Como nuestro producto esta enfocado al primer nivel de atención, es decir, a aquella población que aun no presenta síntomas graves de alteración corporal por la hipertensión arterial, se requiere de medicamentos que combatan esta enfermedad de manera sintomatológica, entendiendose por esto, que únicamente controlarán la hipertensión arterial, sin combatir las causas de las que se origina. De esta manera, de la población de enfermos, únicamente un 25% puede ser tratado por medicamentos que tengan como mecanismo de acción bloquear los alfa receptores.
Entonces, si tenemos una demanda de 218,991 personas hipertensas tratados farmacológicamente mayores de 25 años, con ingresos entre cinco y diez salarios mínimos, nuestra demanda potencial, es de aproximadamente 54,747 personas. Coeficiente de crecimiento de la demanda potencial
Por motivo de que el proyecto se ejerce en el presente año y los datos estadísticos
que se utilizaron fueron tomados del año 2000 por existir mayor información; y como requerimiento es necesario conocer el crecimiento de la demanda por un periodo de diez años, se calcularon los coeficientes de crecimiento de población con base en las proyecciones de población del INEGI entre el año 2010 y el año 2020, para poder proyectar la población en el año 2013. Las consideraciones que se tomaron como constantes fue la prevalencia, que aunque tiene un pequeño incremento en los últimos años, nos resulta muy complejo obtener su tendencia debido a los programas actuales por parte de la Secretaría de Salud en el control de este tipo de enfermedades crónico degenerativas. Los aspectos de distribución de la población ocupada por rango de edad, así como por nivel de ingreso también se consideran sin cambio en este periodo en porcentaje.

1.17
Por lo tanto, nuestro único crecimiento se deberá al aumento de la población mayor de 25 años, y se calcularon las proyecciones del crecimiento de la demanda utilizando los porcentajes estipulados en los rubros anteriores. Los datos de la población total nacional para el año 2013 es de 116,300,225 personas. Tomando en cuenta el mismo valor de hipertensos de la ENSA 2000 tenemos el 14.3% de la población total, lo que nos da un valor de 16,630,932 personas, con lo que el crecimiento de los hipertensos es de 115%. El rango de edad de 25 a 44 años presenta un incremento de 134% equivalente a 38,815,000 personas y en el rango de 44 años en adelante se incrementa en un 138% lo que lleva a tener una población de 23,502,625 personas. Tomando la misma prevalencia tenemos 7,879,300 personas hipertensas de 25 a 44 años, y 11,751,313 hipertensos mayores de 44 años. La población ocupada pronosticada para el 2013 será de 39,542,076, es decir el 34% de la población. De la cual el 50% esta incluida en el rango de 25 a 44 años, lo que genera un valor de 19,771,038 personas, y para el rango de 44 años en adelante nos da una población ocupada de 8,936,509 personas. Lo que representa un incremento de 116% aproximadamente en ambos rangos de edad. Las proyecciones de personas ocupadas en estos rangos de edad que tengan ingresos entre cinco y diez salarios mínimos será de 1,610,593 para las personas de 25 a 44 años y de 717,587 para los mayores a 44 años. Considerando que las prevalencias para sus grupos de edad se mantienen constantes, nos da un número total de hipertensos mayores de 25 años, ocupados con ingresos entre cinco y diez salarios mínimos de 713,123 personas, de los cuales suponemos que el 36% estará bajo tratamiento farmacológico, que conlleva a un coeficiente de crecimiento de 1.17 para llegar a 256,724 personas. Nuestra demanda potencial, definida por la población que puede tratarse con medicamentos alfa bloqueadores, en el año 2013 será de 64,181 personas. Escenarios para el pronóstico de la demanda
La variable que se tomó en cuenta para el análisis de los pronósticos, está basada
en el número de personas hipertensas que se encuentran bajo tratamiento farmacológico, por lo que los diferentes valores repercuten sobre los casos de hipertensos no tratados y los óptimamente controlados, en donde no se especifica en que proporción.

1.18
Los factores de prevalencia se consideraron constantes debido a que se requeriría de un estudio de diagnósitco. De la misma manera, son tratados los aspectos de crecimiento de población ocupada y su distribución por ingresos. Los rangos de edad para la población hipertensa fueron aquellas personas mayores de 25 años, con lo que incidirá en el número de enfermos, debido al crecimiento de la población como se marcó anteriormente. Escenario 1 Crecimiento de mercado bajo
Las diversas situaciones que pueden afectar la economía de nuestro país interfieren directamente sobre las condiciones de ventas de las empresas farmacéuticas, en donde a pesar de tener un crecimiento, nuestro país puede entrar en una fase de desaceleración económica. Dado que nuestro mercado potencial es relativamente pequeño este podría mantenerse constante, o inclusive cuando algunos de ellos cambien de mercado, otros podrán ingresar, debido a que esta misma desaceleración traerá consigo que la tensión de la población por mantener la economía familiar, aumente y se podría mantener un crecimiento de hipertensos en el país. Como nuestro mercado esta enfocado a aquellos hipertensos que tengan un ingreso entre cinco y diez salarios mínimos, que seguramente este será el promedio de salarios de la clase media, y aumentará el número de personas en este rango de ingreso, fortalecido por la diferenciación de los ingresos en el país, el ingreso per cápita de la población disminuirá, por lo que se tenderá a utilizar en mayor medida los servicios de salud pública, en donde el medicamento será dado sin costo al paciente. Con base en este escenario, nuestro pronóstico resulta en una demanda potencial de 59 mil hipertensos. Escenario 2 Crecimiento de mercado alto
Si los factores económicos se mantienen en la misma línea del gobierno actual, y la población resiente los estragos económicos, el número de casos por hipertensión arterial aumentarán, y la mayoría de ellos serán por el impacto económico que se reflejará en la solvencia familiar, por lo que se tendrá un gran problema epidemiológico de problemas cardiacos, que en general es uno de los indicadores de la salud social, y una de las enfermedades más relacionadas con problemas de este tipo, en donde la sociedad exigirá un mayor ritmo de trabajo si se quiere permanecer en una condición estable. A pesar de que los aspectos económicos tiendan a un ingreso per cápita menor, los medicamentos tendrán que seguir comprándose, dado que es un producto indeseable, y por lo tanto, decisivo en la salud de los habitantes, y no se escatimará en hacerlo.

1.19
Bajo este marco, pronosticamos una población de hipertensos para nuestra demanda potencial de 68 mil personas. Resumen de escenarios
Usando los datos de la demanda potencial y los escenarios, se calculó el tamaño
de nuestra demanda potencial: Demanda potencial = ( Optimista + Pesimista + 4 * Más Probable ) / 6
Lo que resulta en una demanda potencial de 64 mil personas. Coeficiente de elasticidad de la demanda
Debido a la naturaleza del producto, y su clasificación como producto no deseado,
la demanda de este se convierte en inelástica, es decir, los medicamentos son productos específicos, en los que la respuesta a la enfermedad es considerada como relevante e inclusive puede ser enfocada como necesidad del paciente. Esta satisfacción de la necesidad, muchas veces deja sin elección al consumidor con respecto al nivel de ingreso o a la oferta de otro medicamento similar, aunado a esto es la condición de que nuestro producto no tiene en el país un genérico intercambiable. Análisis de la oferta Cuantificación de la oferta
El análisis de la oferta esta determinado únicamente sobre los medicamentos que
se consideraron como similares, es decir, sólo cuatro productos del mercado tienen el mismo mecanismo de acción, por consiguiente los resultados de los porcentajes de distribución del mercado están estipulados entre estas compañías. El mercado de estos oferentes presenta las mismas características que nuestro mercado potencial, por lo que en este convergirán las fuerzas tanto de la competencia como las nuestras. La cuantificación de la oferta esta realizada con base en los volúmenes de comercialización de cada producto, sumando las diferentes presentaciones, por lo que los valores se refieren a las unidades vendidas, y no al número de tabletas comercializadas. Para fines de manejo, se cuantificó el número de unidades igual al número de personas bajo tratamiento, debido a que cada unidad representa el consumo mensual. Cada unidad representa una caja que incluye el número de dosis diarias para cubrir un tratamiento mensual. Por esto, el número de personas, será aquel que tenga un consumo diario, o el que consuma una caja mensual, que en número de personas será constante.
1.20
Oferta de medicamentos antihipertensivos
0
5,000
10,000
15,000
20,000
25,000
Ene-02
Feb-02
Mar-02
Abr-02
May-02
Jun-02
Jul-02
Ago-02
Sep-02
Oct-02
Nov-02
Dic-02
Ene-03
Feb-03
Mes
Uni
dade
s
Doxazosina Terazosina Carvedilol Prazosina
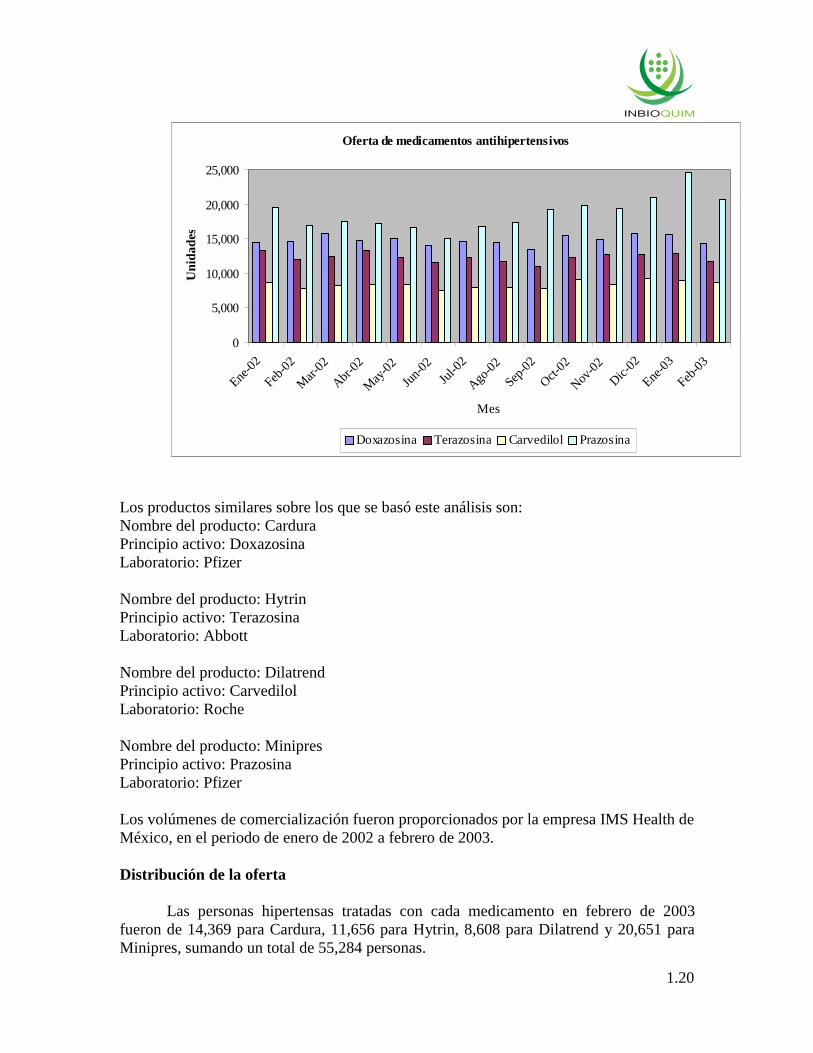
Los productos similares sobre los que se basó este análisis son: Nombre del producto: Cardura Principio activo: Doxazosina Laboratorio: Pfizer Nombre del producto: Hytrin Principio activo: Terazosina Laboratorio: Abbott Nombre del producto: Dilatrend Principio activo: Carvedilol Laboratorio: Roche Nombre del producto: Minipres Principio activo: Prazosina Laboratorio: Pfizer Los volúmenes de comercialización fueron proporcionados por la empresa IMS Health de México, en el periodo de enero de 2002 a febrero de 2003. Distribución de la oferta
Las personas hipertensas tratadas con cada medicamento en febrero de 2003
fueron de 14,369 para Cardura, 11,656 para Hytrin, 8,608 para Dilatrend y 20,651 para Minipres, sumando un total de 55,284 personas.

1.21
Características de los oferentes
ROCHE
Roche, siempre a la vanguardia en el cuidado integral de la salud, continúa proporcionando soluciones innovadoras para la prevención, identificación, diagnóstico, tratamiento, evaluación y monitorización de enfermedades. Roche se ha situado entre las principales compañías del sector del cuidado de la salud del mundo y es una de las más importantes de Europa. Orientando sus actividades hacia la innovación y la eficiencia, Roche ha aumentado su capacidad de desarrollar nuevos medicamentos y alcanzar una posición de líder en importantes áreas terapéuticas.
La División Farma, tiene como objetivo la investigación, el desarrollo, la producción y la comercialización de medicamentos eficaces, que constituyan verdaderos hitos en la lucha contra las enfermedades. Siempre ha estado a la cabeza de la innovación farmacéutica, y pretende seguir en ella. Junto a los métodos tradicionales de la química farmacéutica, en los centros de investigación se aplican las más modernas técnicas basadas en la biología molecular y la ingeniería genética. Roche emplea a mas de 64,000 personas y comercializa sus productos en más de 150 paises. La presencia multinacional de Roche refuerza nuestra capacidad de ofrecer soluciones en salud en todo el mundo además de anticiparnos a las necesidades regionales. ABBOTT
Por más de un siglo, Abbott ha trabajado para lograr desarrollos en la salud de la población. Fundada por un joven físico de Chicago, Dr. Wallace Calvin Abbott, en 1888, los laboratorios Abbott han evolucionado en una compañía relacionada con la salud que descubre, desarrolla, manufactura y mercadea servicios y productos innovadores. Abbott ha evolucionado desde su posición original como fabricante estadounidense de productos farmacéuticos, hasta ser una empresa de productos para el cuidado de la salud, que opera en todo el mundo y que investiga, desarrolla y comercializa productos innovadores y servicios que cubren desde la prevención y el diagnóstico de las enfermedades hasta el tratamiento y la cura de las mismas.
El crecimiento ha surgido a través de la diversificación de productos y la aceleración de la expansión internacional. Actualmente, la empresa comercializa sus productos en más de 130 países del mundo a través de sus empresas filiales y distribuidores.
El éxito de esta empresa se puede atribuir en gran parte a su capacidad de innovación para hacer frente a las necesidades de los pacientes que necesitan de cuidados sanitarios y de las instituciones que se enfrentan a las crecientes presiones de restricción de gastos. Abbott ha descubierto y desarrollado productos y tecnologías que acortan las estancias en

1.22
hospitales, facilitan el trabajo de los profesionales sanitarios, proporcionan una detección y un tratamiento precoz de enfermedades y permiten una atención sanitaria más racional desde el punto de vista económico.
PFIZER
Convertir la ciencia en vida es el ideal que ha definido las actividades de Pfizer desde su fundación en 1849. Una de las primeras compañías farmacéuticas líder en la investigación de medicamentos innovadores para el cuidado de la salud. Con presencia en más de 150 países, Pfizer emplea en todo el mundo a más de 85.000 personas y centra sus actividades en el cuidado de la salud humana y de la salud animal. Distribución porcentual del mercado actual
La participación en el mercado de cada uno de los productos de la competencia,
esta estimada en el mismo valor de nuestra demanda potencial, debido a que es el mercado que une estas fuerzas de comercialización, y a la cual pretendemos penetrar.
Distribución porcentual de la oferta de Antihipertensivos similares
Doxazosina36%
Terazosina21%
Carvedilol14%
Prazosina29%
Doxazosina Terazosina Carvedilol Prazosina
El promedio de personas tratadas en el 2002 repartió la participación de los productos de la siguiente manera: 36% para Cardura, 21% para Hytrin, 14% para Dilatrend y 29% para Minipres, con respecto a la población total de hipertensos. Para febrero de 2003 el porcentaje de participación se movió de la siguiente manera: 37% para Prazosina, 15% para Carvedilol, 21% para Terazosina y 25% para Doxazosina. Coeficiente de crecimiento de la oferta
De los datos aportados por la empresa IMS Health de México, en donde se proporcionó los volúmenes de comercialización de enero de 2002 a enero de 2003, se
1.23
calculó el coeficiente de crecimiento de la oferta en los cuatro productos, generando un valor de 1.1. El producto que presentó mayor crecimiento fue Minipres con 126%, seguido de Cardura con 107%, y finalmente Dilatrend con 102%, mientras que Hytrin tuvo un decremento para llegar a un 97% con respecto a enero de 2002. Como el promedio de crecimiento de estos datos es menor al crecimiento que presenta la población, de 1.17 como se analizó en el crecimiento de la demanda potencial. Se consideró este último para las proyecciones debido a que las empresas farmacéuticas tenderán a cubrir el mercado. Proyecciones de la oferta futura
La proyección de la oferta sigue la misma metodología que la proyección de la
demanda, en donde la participación en el mercado de los productos se mantiene constante y lo que aumenta es la población hipertensa. Bajo esta forma los hipertensos en el año 2013 serán 16,630,932 personas, y las personas que se estiman tratadas con estos medicamentos serán 16,811 para Cardura, 13,637 para Hytrin, 10,071 para Dilatrend y 24,161 para Minipres. Estos datos representan un incremento de 117% homogéneo en cada producto Análisis y conclusiones del mercado Régimen y poder del mercado
Por el grado de multinacionalidad de sus operaciones, la importancia social de su
producción, así como su capacidad de penetración, le confieren a la industria farmacéutica unas características ideales para ilustrar su naturaleza y las consecuencias de su dependencia tecnológica. Las características básicas de las empresas farmacéuticas que producen los antihipertensivos, incluyendo los productos similares, coinciden con las de la generalidad de las empresas multinacionales (EMN), al ser una industria altamente oligopolista y muy extendida en la que un número de empresas relativamente enormes, pertenecientes a un grupo reducido de países dominan la casi totalidad de la producción, investigación y comercialización de los fármacos en el mundo. Esta característica en la estructura internacional de la industria farmacéutica trae como consecuencia un poder comercial de las empresas para dominar un mercado y obtener beneficios mayores que los que obtendrían en una situación competitiva. De esta forma, se afirman que las EMN farmacéuticas tienen un poder de mercado para la comercialización de los productos (Forum sobre empresas multinacionales y transferencia de tecnología en el ramo de la Industria Químico-Farmacéutica. Universidad Autónoma Metropolitana-Xochimilco, 1979).

1.24
Indicadores del poder de mercado Concentración
El mercado de productos farmacéuticos no es homogéneo, pues existen diversos
submercados bastantes diferentes entre sí. Las grandes empresas tienden a especializarse en subgrupos particulares y, en cada uno de los grupos principales, las primeras empresas representan entre el 60 y 80 % de la producción. Rentabilidad
Este es uno de los indicadores más claros del poder de mercado de una industria, y
no hay duda de que la farmacéutica ha sido durante mucho tiempo una de las más rentables en todos los campos en que se opera. Diferencias de precios
Puede emplearse también como indicador de poder de mercado la capacidad de
las empresas líderes para imponer precios más adecuados que los otros fabricantes y sus prácticas discriminatorias de precios entre distintos mercados. Diferenciación del producto y gastos de comercialización
Estos dos conceptos son tanto indicadores como fuente de poder de mercado: en
una industria en la que los productores fueran homogéneos, las grandes empresas no podrían crearse situaciones de privilegios por el procedimiento de diferenciar sus marcas y promoverlas mediante una adecuada publicidad. Fuentes de poder de mercado Tecnología
La actividad de investigación es intensa en el sector farmacéutico. Las grandes
empresas son, por lo general, aunque no siempre, las principales innovadoras, en el sentido de que crean grandes corrientes de fármacos comerciales. Sin embargo, se ha dicho a veces que los grandes centros de investigación no son tan rentables -en término de la relación de innovación y gastos de investigación y desarrollo- como los de dimensiones medias. En cualquier caso, se pueden señalar 3 aspectos del factor tecnológico que constituyen fuentes de poder de mercado para la gran empresa: a) Los gastos de investigación y desarrollo realizados por la empresa, están muy concentrados entre las empresas que dominan el mercado. b) Las patentes sobre productos y proceso o sobre ambos a diferencia de lo que ocurre en muchos otros sectores que desarrollan una intensa actividad de investigación; la
1.25
tecnología de la industria farmacéutica no es difícil de copiar, una vez producido un nuevo fármaco, resulta muy sencillo imitarla. c) Apoyo estatal a la investigación. Investigación de mercado
Es importante la investigación de mercado para la promoción del poder de
mercado de la industria farmacéutica, en tanto que fuente de dicho poder, la investigación de mercado, puede ser incluso más importante que la tecnología. Hay 3 razones para que los casos sean de este modo: a) Separación del comprador (paciente) del facultativo que elige el producto que va a adquirir. b) Diferencias entre marcas y denominaciones genéricas. El hecho de que los fármacos puedan venderse bajo marcas comerciales hace que a las empresas les interese diferenciar mucho sus productos e intentar convencer por todos los medios de que receten sus marcas. c) Falta de otra fuente de información. La velocidad de introducción de nuevos productos unido a una deplorable falta de disposiciones oficiales orientadas a organizar un sistema de información sobre sus precios, usos y eficacia hace que la única fuente de información con que cuentan los profesionales de la medicina en este campo sean las propias empresas productoras de los medicamentos. Costo de poder de mercado
Los costos que representan para la sociedad el ejercicio del poder de mercado de
la industria farmacéutica pueden dividirse en costos directos y costos indirectos, aunque ambos tipos de costos se dan en países desarrollados como en los menos desarrollados; cabe indicar que en términos relativos sus consecuencias pueden ser más graves para los segundos, dado su menor capacidad de negociación y posición reguladora. El modo oligopolista de funcionamiento de las EMN farmacéuticas acarrean tres tipos de costos directos:
a) Beneficios excesivos. Es un hecho cada vez más aceptado que los beneficios de la empresa farmacéutica son demasiados elevados y que los precios de los fármacos son muy superiores a los que se darían en una situación más competitiva.
b) Mala asignación de los gastos de investigación y desarrollo. Por sus objetivos que
no son otros que producir productos patentables, la investigación y el desarrollo implican un grave despilfarro.
c) Costo de la investigación de mercado. No es necesario explicar que el costo
directo se deriva de unos elevados gastos de investigación de mercado; se puede imaginar fácilmente un sistema alternativo cuyo costo fuera mucho menor,
1.26
aunque luego no permitiera a las empresas obtener los enormes beneficios que registran actualmente.
Son varios los costos indirectos (o más fácilmente cuantificables) que se derivan de las operaciones de la industria farmacéutica:
a) Supresión de la pequeña empresa. Un elemento esencial en la publicidad de las grandes empresas farmacéuticas son las advertencias a los médicos para que no receten los productos de las pequeñas empresas.
b) Errores y excesos de prescripción. Un fenómeno que ha comenzado a preocupar a
la opinión pública es el de los excesos y errores en consumo de fármacos.
c) Prácticas restrictivas de la competencia. Las transferencias de tecnología en la industria farmacéutica van generalmente acompañada de una gran variedad de prácticas restrictivas, que pueden consistir en limitaciones a la exportación, cláusulas de reserva de prioridades para el aprovechamiento de los resultados de la investigación local, acuerdos de reparto de mercado con otras EMN o pago de "comisiones" en moneda extranjera a los distribuidores locales.
d) Desigualdad en el trato. Los elevados precios de los fármacos en países menos
desarrollados, así como la falta de un sistema de seguridad social y la elevada tasa de morbilidad que se observa en ellos, hacen que los beneficios de la medicina moderna se concentren fundamentalmente en las ciudades más desarrolladas.
e) Falta de una reglamentación adecuada. Una consecuencia desafortunada de la
relativa laxitud de los controles oficiales sobre la venta de fármacos en los países menos desarrollados, es que las EMN consiguen en algunos casos desplegar tácticas de venta mucho más perniciosas que en los países desarrollados. De este modo, las EMN juegan con las ventajas de dejar que unos gobiernos mal informados regulen el uso de fármacos peligrosos en los países menos desarrollados, cuyos efectos secundarios adversos son bien conocidos por los propios fabricantes.
f) Otros costos. Las actividades de la EMN farmacéuticas tiene otros dos tipos de
consecuencias indeseables:
Establecimiento de controles cada vez más rígidos por parte de las autoridades en los países desarrollados sobre la prueba médica de nuevos fármacos.
La promoción comercial por el procedimiento de distribuir muestras gratuitas de productos que desemboca, a veces, en la reventa de dichas muestras para beneficio exclusivo de los médicos y crea una indeseable aproximación de intereses entre las EMN y el cuerpo médico.
1.27
Balance oferta/demanda
Con base en el mercado de personas en las cuales se realizó el estudio de la demanda potencial, y como se mencionó con anterioridad, cubrir el mayor número de personas de este mercado será el objetivo de las empresas que compiten en el. El balance oferta demanda queda estipulado con un número de tratamientos en la oferta de 55,284 y en la demanda un número de personas hipertensas de 54,747, por lo que el balance oferta demanda es un poco mayor a 1. Sin embargo, sabemos que estos datos a pesar de que presentan una fotografía muy ligada a la realidad de las condiciones del mercado en referencia a las fuerzas de oferta y demanda, no deja de ser significativo que el número de personas que aún no se encuentran bajo tratamiento farmacológico es considerable a pesar de las estrategias de mercado de los oferentes, y del gran número que existe de productos para tratar esta enfermedad. Grado de suficiencia y satisfactoriedad del mercado
Puntos críticos del mercado
La industria farmacéutica, una de las más importantes del mundo, atraviesa por un
momento clave para su desarrollo al vislumbrarse los siguientes factores: termina una etapa de fusiones y adquisiciones, los medicamentos genéricos intercambiables comienzan a ganar terreno en el mercado, algunas famosas patentes están por vencerse y ciertos países que han sido azotados por epidemias, como la hipertensión, ya que esta dentro del grupo de enfermedades epidemiológicas crónico degenerativas, han solicitado a las grandes farmacéuticas flexibilidad en sus fórmulas, ya sea para reproducirlas domésticamente o para distribuirlas a precios bajos entre la población. En este contexto, el sector farmacéutico enfrenta una situación que puede ser decisiva para su porvenir. Analistas financieros han dicho que las recientes fusiones y adquisiciones entre laboratorios farmacéuticos tienden hacia la monopolización del mercado, pero en realidad han generado un gran movimiento de capitales y el desplazamiento de patentes hacia otras firmas que resultaron beneficiadas con los cambios, al adquirir las que la competencia desechaba. Por otra parte, un naciente auge de los medicamentos genéricos intercambiables (GI’s) ha cambiado el mapa financiero de las principales farmacéuticas. Si bien todavía no se trata de productos de consumo masificado, tan sólo en Estados Unidos éstos acaparan casi la mitad de las ventas de medicinas de marca.
1.28
Más aún, de aprobarse la aplicación del impuesto al valor agregado (IVA) a fármacos en México, se espera un crecimiento significativo del mercado de GI´s, así como la incorporación de una gran cantidad de laboratorios a la producción de estos artículos. La posesión de las patentes es otro tema que ha implicado un grave dolor de cabeza para ciertos laboratorios que las han detentado por casi dos décadas. Este tema está íntimamente asociado a la controversia generada en Brasil, Sudáfrica y otros países en los que el gobierno ha autorizado la reproducción local de fármacos pasando por encima de los propietarios de las patentes, para ofrecerlos a la población afectada a costos muy bajos. El hecho ha generado serias disputas entre las casas farmacéuticas y los gobiernos de esos y otros países que han tratado de imponer el mismo modelo. Por eso, las decisiones que tome la industria farmacéutica para enfrentar estas vicisitudes serán determinantes para su desarrollo futuro. Sin duda, el contexto internacional incide directamente sobre la situación nacional del sector farmacéutico, por lo que los laboratorios asentados en México, ya sean nacionales o extranjeros, tendrán que permanecer muy alertas de lo que ocurra en el escenario mundial. Mercado meta
La estimación del mercado meta parte de los resultados de la oferta y la demanda
potencial. En el caso de la oferta, debido a la participación del mercado de los productos similares, que esta fortalecida por las grandes campañas de comercialización de las empresas multinacionales, limita la penetración de nuestro producto. Con base en el análisis del producto que presenta más características similares al nuestro, Minipres (Prazosina), tenemos como mercado meta, a una población de hipertensos semejante a la de este producto. Este valor surge del análisis comparativo de la respuesta terapéutica, en el que nuestro producto presenta características competitivas que le permitirán desplazar este volumen. Las fortalezas de nuestro producto le confieren ventajas competitivas en propiedades de uso, en condiciones que los productos similares son adversos como son: uso en el embarazo, nuestro producto no ha presentado ningún efecto colateral. Su origen natural, a pesar de causar efectos secundarios, estos son de fácil diagnóstico y supresión, por lo que pretende tener mayor aceptación en el consumidor final. Con este mercado de pacientes, además de asegurar una producción que asienta la justificación de una planta industrial en cuestión de infraestructura y operación durante todo el año, nos permite contar con las herramientas de volumen de producción para encontrar una economía de escala competitiva.

1.29
Por consiguiente el porcentaje del mercado de nuestra demanda potencial que se pretende cubrir es de 34%, para el año 2013, lo que representa un total de 22,000 hipertensos. Con la definición del mercado meta, se procedió a calcular el tamaño de la planta, como proyección del volumen de ajmalicina que se requiere fabricar para cubrir esa necesidad, siendo 270 kg anuales. Método de análisis utilizado Paralelamente a la utilización de datos estadísticos, se procedió a un análisis de campo, en el cual se eligió a la encuesta hacia los médicos como herramienta para la obtención de datos y su procedente análisis. De las encuestas 57 recomendarían nuestro producto, es decir 84% de aceptación. Para calcular el número total de encuestas se utilizo la fórmula para poblaciones infinitas. Donde z se obtuvo a partir de tablas estadísticas (Márquez de Cantú, 1991) con un 90% de grado de confianza; p es la aceptación del producto, q es el nivel de rechazo y d es el error estimado. n = z2pq / d2 = (2.2493)2(0.84) (0.16) / (0.1)2
n = 68 encuestas De acuerdo con los resultados obtenidos de nuestra encuesta, se observa que:
• De una muestra de 68 médicos que fueron encuestados, 59 de ellos han atendido a un total de 1,196 pacientes con problemas de hipertensión arterial.
• El análisis de los ingresos de los pacientes, para realizar una segmentación no
pudo desarrollarse debido a que la relación de los datos no lo permite, y en la encuesta es imposible obtener tanto detalle de las respuestas por parte del médico lo que nos llevo a eliminarlo del análisis total.
• De los pacientes hipertensos atendidos por los médicos durante el último mes
se observa que los rangos de edad de 22-44 años y de 45-65 años de edad presentan el mayor porcentaje de pacientes hipertensos, además se pudo obtener el valor de la prevalencia para cada rango de edad.
• Así también se observa que un 60% de los pacientes atendidos son tratados
farmacológicamente, de los cuales un 26% son controlados y un 34% son no controlados.
• Con respecto a los medicamentos similares al nuestro, que recetan los médicos, la
Prazosina es el que con mayor frecuencia se ha recetado con un 17 %.
1.30
• Haciendo el análisis de la opinión de los médicos acerca de la aceptación de
nuestro producto (antihipertensivo periférico de origen natural), un 84 % comprende a los médicos que lo recomendarían definitivamente hasta los que probablemente lo recomendarían, como se observa en citado anexo.
ANALISIS DEL PRECIO
Un componente importante dentro del suministro de medicamentos en el país es el
precio del producto. El estudio de su comportamiento dentro del sector, permitirá una toma de decisiones adecuada sobre la base de información objetiva que refleje el comportamiento de los mismos, tanto en la adquisición como en la venta dentro del mercado sectorial. La diferencia en los precios de adquisición de un lugar a otro puede tener justificación, si la comparación se efectúa entre los productos adquiridos en la capital, donde se concentra el mayor mercado, con relación a compras en zonas más alejadas. Esta premisa sin embargo no se cumple necesariamente. Comparación de precios existentes en el mercado
El presente análisis se efectuó sobre información recibida entre enero de 2002 a
febrero de 2003 por parte de la empresa IMS Health de México. El conjunto de medicamentos seleccionados corresponde a una muestra de productos similares que se adquieren en el país. Se consideraron precios menor, mayor y promedio a fin de efectuar el respectivo análisis sobre las diferencias y tendencias
1.31
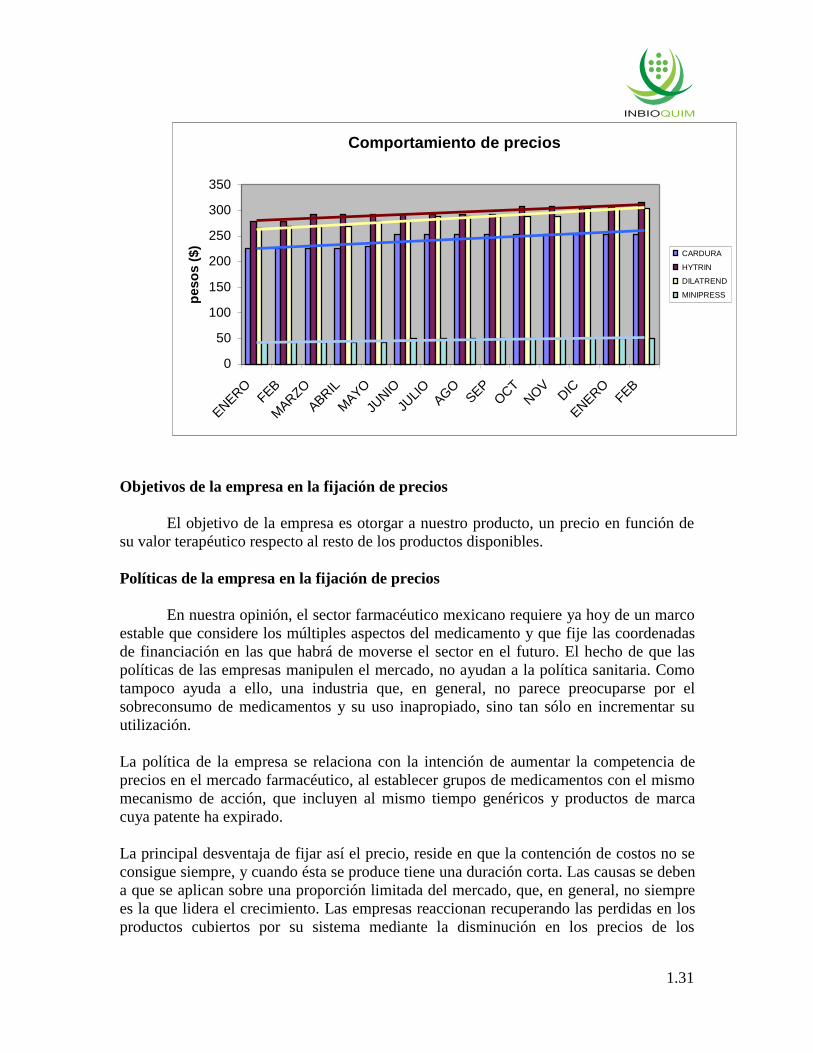
Comportamiento de precios
0
50
100
150
200
250
300
350
ENEROFEB
MARZOABRIL
MAYOJU
NIOJU
LIO AGOSEP
OCTNOV
DIC
ENEROFEB
peso
s ($
)
CARDURA
HYTRIN
DILATREND
MINIPRESS
Objetivos de la empresa en la fijación de precios
El objetivo de la empresa es otorgar a nuestro producto, un precio en función de
su valor terapéutico respecto al resto de los productos disponibles. Políticas de la empresa en la fijación de precios
En nuestra opinión, el sector farmacéutico mexicano requiere ya hoy de un marco
estable que considere los múltiples aspectos del medicamento y que fije las coordenadas de financiación en las que habrá de moverse el sector en el futuro. El hecho de que las políticas de las empresas manipulen el mercado, no ayudan a la política sanitaria. Como tampoco ayuda a ello, una industria que, en general, no parece preocuparse por el sobreconsumo de medicamentos y su uso inapropiado, sino tan sólo en incrementar su utilización. La política de la empresa se relaciona con la intención de aumentar la competencia de precios en el mercado farmacéutico, al establecer grupos de medicamentos con el mismo mecanismo de acción, que incluyen al mismo tiempo genéricos y productos de marca cuya patente ha expirado. La principal desventaja de fijar así el precio, reside en que la contención de costos no se consigue siempre, y cuando ésta se produce tiene una duración corta. Las causas se deben a que se aplican sobre una proporción limitada del mercado, que, en general, no siempre es la que lidera el crecimiento. Las empresas reaccionan recuperando las perdidas en los productos cubiertos por su sistema mediante la disminución en los precios de los
1.32
productos. El sistema intenta controlar los precios, pero no influencia, en general, el aumento en el número de medicamentos prescritos ni la estructura de este consumo. La aplicación del precio, tiene un efecto como mínimo dudoso sobre la competencia de precios que se podría producir como resultado del aumento de la presencia de nuevos productos en el mercado y el crecimiento de su cuota en el mismo. Se ha observado que el precio va disminuyendo a medida que aumenta el número de productos similares, tendiendo a acercarse al costo marginal. Con muy pocos productos similares, se reducen los incentivos para que los nuevos productos entrantes fijen un precio inferior ya que todo el ahorro iría a parar al mismo sector, o inclusive se limita su venta. Análisis de los factores para determinar el precio de venta del producto
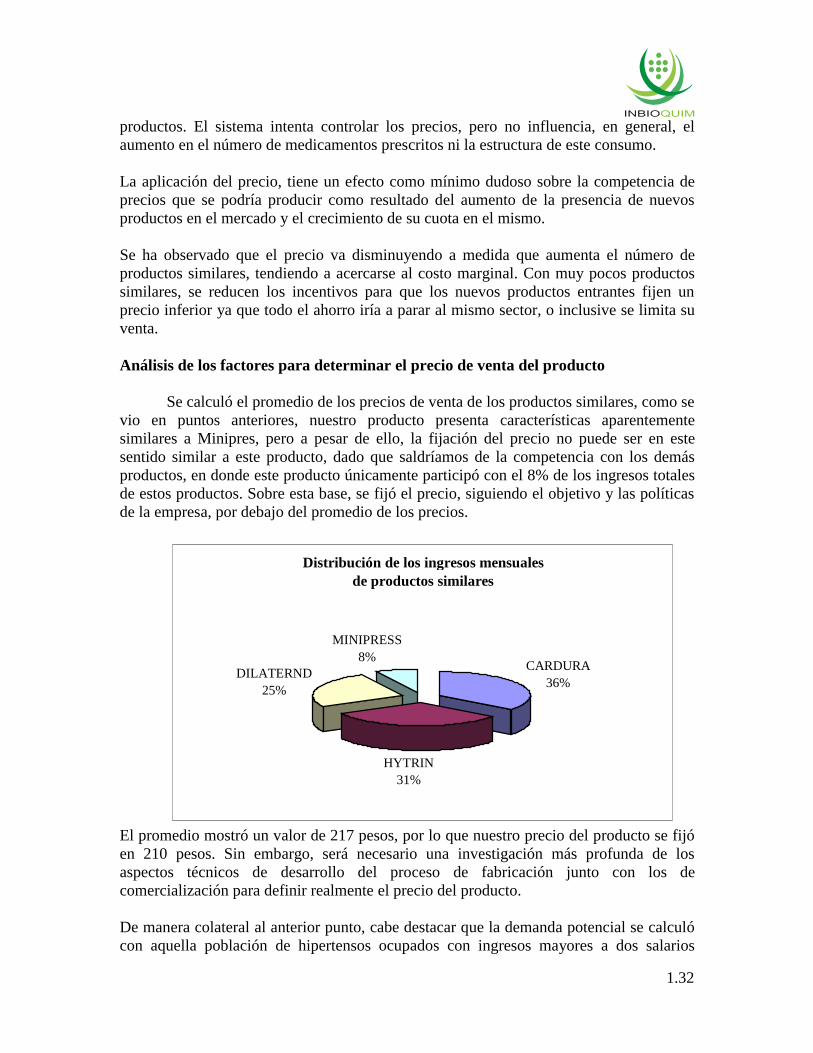
Se calculó el promedio de los precios de venta de los productos similares, como se vio en puntos anteriores, nuestro producto presenta características aparentemente similares a Minipres, pero a pesar de ello, la fijación del precio no puede ser en este sentido similar a este producto, dado que saldríamos de la competencia con los demás productos, en donde este producto únicamente participó con el 8% de los ingresos totales de estos productos. Sobre esta base, se fijó el precio, siguiendo el objetivo y las políticas de la empresa, por debajo del promedio de los precios.
Distribución de los ingresos mensuales de productos similares
CARDURA36%
HYTRIN31%
DILATERND25%
MINIPRESS8%
El promedio mostró un valor de 217 pesos, por lo que nuestro precio del producto se fijó en 210 pesos. Sin embargo, será necesario una investigación más profunda de los aspectos técnicos de desarrollo del proceso de fabricación junto con los de comercialización para definir realmente el precio del producto. De manera colateral al anterior punto, cabe destacar que la demanda potencial se calculó con aquella población de hipertensos ocupados con ingresos mayores a dos salarios
1.33
mínimos, por tal motivo, en nuestra fijación de precio se contemplo las características y poder adquisitivo de los consumidores. Se supone un porcentaje de utilidades con respecto a los costos directos mayor al 40%, por lo que con base en las procedentes investigaciones se podrá asegurar este margen y en su caso hacer la respectiva modificación al precio. Programa de precios durante la vida útil de la empresa
El programa de precios de nuestro producto esta basado en el incremento al precio de los productos similares durante el último año, en donde se aprecia un incremento promedio de 113% por lo que suponemos tendrá un comportamiento semejante. Evidentemente las consideraciones económicas del país, afectarán de manera directa este rubro, incluyendo dentro de esto los casos de impuestos como IVA, etc. Por lo tanto, es importante señalar que no se realizaron los cálculos del precio de diez años dado que no se cuenta aun con la información necesaria para la determinación exacta del precio de venta durante todo este periodo. Los ingresos obtenidos por los productos similares, llegan casi a los nueve millones de pesos mensuales, repartidos en tres compañías, lo que demuestra que aun cuando no son productos de gran volumen, tienen ventajas en relación a las utilidades que le dejan a la empresa, por lo que los precios generan un diferencial adecuado entre los costos de fabricación y su precio de venta. ANALISIS DE LA COMERCIALIZACION
Una empresa, para comercializar un medicamento, necesita obtener el registro de
éste ante la Secretaría de Salud, sin menoscabo de que deba cumplir con regulaciones adicionales de otras oficinas de gobierno que controlan aspectos tales como precio, patentes, etc. Es decir, el registro de un producto considerado como insumo para la salud, es un documento necesario, pero no suficiente para su comercialización en México. El Registro de los Medicamentos es obligatorio. Canales de comercialización
La cadena de comercialización para los productos farmacéuticos es muy
compleja, dado que pueden coexistir diferentes tipos de canales. En primer lugar se tiene que describir que la comercialización de los productos sigue dos vertientes esenciales: el convencimiento del sector médico, los cuales forman la fuerza de las ventas al recetar el medicamento a los pacientes, por esta razón, se convierten en los clientes del área de ventas, y en segundo término la comercialización directa del producto farmacéutico para asegurar su existencia en los inventarios de las farmacias que finalmente se convierten en el punto de venta.
1.34
Bajo esta temática, el médico tiene la decisión de la venta del producto por lo que el laboratorio tiene que fortalecer las relaciones de promoción e invertir gran cantidad de recursos al mantenimiento de esta cartera, pero a su vez requiere de un control del número de recetas y de un programa adecuado de motivaciones. En este sentido, el laboratorio deberá contar con un área específica de visitadores médicos, y la regionalización del país para la supervisión por medio de gerencias. En el segundo punto, en el que llevar el producto a la farmacia debe basarse bajo canales de distribución y comercialización lo suficientemente estructurado y organizado de tal manera que no se arriesgue la imagen del laboratorio y del producto mismo. El primer canal de comercialización es de la industria farmacéutica al minorista y este a su vez con el consumidor. En este sentido la logística interna de la empresa tiende a una estructura en donde la utilización de los recursos es de carácter importante. Por esto no únicamente se usa este canal. El segundo canal depende de los distribuidores e intermediarios, en donde se intenta desplegar una red a lo largo del país con el objeto de llegar de manera más directa al consumidor. Estos distribuidores o intermediarios desarrollan sus propios canales y carteras de clientes con las farmacias. En el país se encuentran aproximadamente 4,500 farmacias, agrupadas en grandes compañías que distribuyen un gran porcentaje de los medicamentos, y el segundo grupo son todos los minoristas, es decir, las pequeñas farmacias que su utilidad no depende en magnitud de los volúmenes de desplazamiento. Existen cuatro grandes distribuidores de medicamentos: Nadro, Fármacos Nacionales, Marzam y Saba. Estas empresas fueron consideradas como punto de partida en nuestro programa de ventas. Impacto de los canales de comercialización en el precio de venta
En este sentido, la reglamentación de la Secretaría de Salud, junto con el laboratorio respectivo, fijan el precio de venta, el cual no puede excederse en los puntos de venta. El mecanismo del precio en esta actividad se maneja con respecto a los descuentos, es decir, ya que esta fijado el precio de venta al consumidor, el laboratorio vende a los distribuidores con cierto descuento el producto, normalmente es un 45%, y este a su vez vende el producto a las farmacias con un descuento del 20-30%, y la farmacia vende el producto con un pequeño descuento, como política interna en la captación de clientes.
1.35
Las farmacias tienen una utilidad de 5% aproximadamente, en donde el volumen de venta es el factor importante para lograr tener utilidades considerables. Si el laboratorio vende directamente a la farmacia, se le aplica un descuento menor que al distribuidor, así, se asegura que los volúmenes sean los que marcan los descuentos que mantengan en operación a la cadena. Análisis de los factores que determinan la estrategia de comercialización
Las empresas farmacéuticas son entidades privadas que se comportan de acuerdo con las reglas que marca su cliente. La comercialización de la relación industria-médico, es en gran parte debida a una legislación y a una política proteccionista pensada para defender a la industria farmacéutica nacional, entre otras medidas protege las patentes de los fármacos nuevos que se lanzan al mercado. Lo cual no ha permitido la aparición de medicamentos con el mismo principio activo. En la actualidad cientos de vendedores de laboratorios farmacéuticos, llamados visitadores médicos corren detrás de un doctor para pedirle que recete su marca, cuando muchas veces existen tantas de una sola molécula, los vendedores deben ver al médico muchas veces al año y tener muchos detalles con él. Un concepto que se encuentra ampliamente difundido es la percepción de que los medicamentos tienen únicamente efectos benéficos y pocos introducen en la práctica diaria la evaluación de riesgo-beneficio y de costo-beneficio. Este tipo de actitudes incrementa el consumo y la automedicación. Es alarmante el alto grado de automedicación que se tiene para los productos de prescripción médica. Aún contando con servicios médicos, las personas frecuentemente prefieren recurrir a su propia decisión, a recomendaciones de amigos o parientes o bien al uso de recetas anteriores para padecimientos similares. Esta práctica lleva a la conformación de arsenales farmacéuticos en el hogar con los medicamentos sobrantes de tratamientos anteriores, bien hayan sido prescritos o autorecetados.
1.36
CAJA DE TABLETAS AMPREX

CAPITULO 2
FORMULACION DE PROYECTOS

CAPITULO 2
FORMULACION DE PROYECTOS
DETERMINACION DEL TAMAÑO DE LA PLANTA 2.1 LOCALIZACION DE LA PLANTA 2.1 UBICACIÓN MACROECONOMICA 2.2 ANALISIS CUANTITATIVO 2.2 ANALISIS CUALITATIVO 2.3 CARACTERISTICAS DE LOS ESTADOS ALTERNATIVOS 2.3 QUERETARO 2.3 DISTRITO FEDERAL 2.5 ESTADO DE MEXICO 2.6 HIDALGO 2.7 UBICACIÓN MICROECONOMICA 2.9 ANALISIS CUANTITATIVO 2.9 MAPA DE PARQUES INDUSTRIALES 2.10 ANALISIS CUALITATIVO 2.12 PARQUE INDUSTRIAL 2.12 SELECCIÓN DE TECNOLOGIA 2.16 SELECCIÓN DE EQUIPOS 2.16 DIAGRAMA DE GANT 2.19 DIAGRAMA DE REDES 2.21
RUTA CRITICA 2.22 DIAGRAMA DE PROCESO 2.23 DIAGRAMA DE FLUJO 2.24 CONSTITUCION LEGAL 2.26 PERFIL DEL PERSONAL 2.27 ORGANIGRAMA 2.29
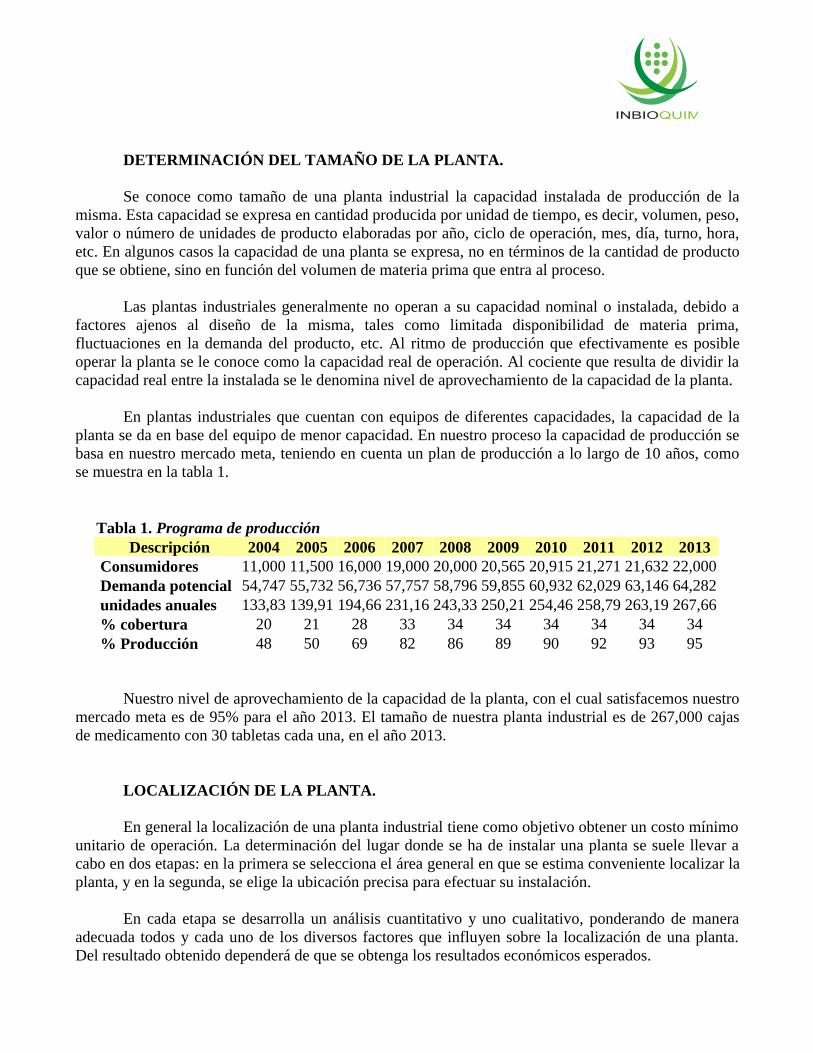
DETERMINACIÓN DEL TAMAÑO DE LA PLANTA. Se conoce como tamaño de una planta industrial la capacidad instalada de producción de la
misma. Esta capacidad se expresa en cantidad producida por unidad de tiempo, es decir, volumen, peso, valor o número de unidades de producto elaboradas por año, ciclo de operación, mes, día, turno, hora, etc. En algunos casos la capacidad de una planta se expresa, no en términos de la cantidad de producto que se obtiene, sino en función del volumen de materia prima que entra al proceso.
Las plantas industriales generalmente no operan a su capacidad nominal o instalada, debido a
factores ajenos al diseño de la misma, tales como limitada disponibilidad de materia prima, fluctuaciones en la demanda del producto, etc. Al ritmo de producción que efectivamente es posible operar la planta se le conoce como la capacidad real de operación. Al cociente que resulta de dividir la capacidad real entre la instalada se le denomina nivel de aprovechamiento de la capacidad de la planta.
En plantas industriales que cuentan con equipos de diferentes capacidades, la capacidad de la
planta se da en base del equipo de menor capacidad. En nuestro proceso la capacidad de producción se basa en nuestro mercado meta, teniendo en cuenta un plan de producción a lo largo de 10 años, como se muestra en la tabla 1.
Tabla 1. Programa de producción Descripción 2004 2005 2006 2007 2008 2009 2010 2011 2012 2013
Consumidores 11,000 11,500 16,000 19,000 20,000 20,565 20,915 21,271 21,632 22,000 Demanda potencial 54,747 55,732 56,736 57,757 58,796 59,855 60,932 62,029 63,146 64,282 unidades anuales 133,83 139,91 194,66 231,16 243,33 250,21 254,46 258,79 263,19 267,66 % cobertura 20 21 28 33 34 34 34 34 34 34 % Producción 48 50 69 82 86 89 90 92 93 95
Nuestro nivel de aprovechamiento de la capacidad de la planta, con el cual satisfacemos nuestro
mercado meta es de 95% para el año 2013. El tamaño de nuestra planta industrial es de 267,000 cajas de medicamento con 30 tabletas cada una, en el año 2013.
LOCALIZACIÓN DE LA PLANTA. En general la localización de una planta industrial tiene como objetivo obtener un costo mínimo
unitario de operación. La determinación del lugar donde se ha de instalar una planta se suele llevar a cabo en dos etapas: en la primera se selecciona el área general en que se estima conveniente localizar la planta, y en la segunda, se elige la ubicación precisa para efectuar su instalación.
En cada etapa se desarrolla un análisis cuantitativo y uno cualitativo, ponderando de manera
adecuada todos y cada uno de los diversos factores que influyen sobre la localización de una planta. Del resultado obtenido dependerá de que se obtenga los resultados económicos esperados.

2.2
En la localización de una planta industrial los factores que inciden con mayor peso son: la
localización del mercado de consumo; y la localización de las fuentes de materia prima. Estos dos factores junto con las características de las materias primas y las de los productos tienen una influencia importante en los costos de transporte y frecuentemente en los rendimientos del producto por unidad de materia prima. El predominio de uno de estos factores en la localización de la planta, dependerá de su incidencia en los resultados económicos esperados de dicha planta.
UBICACIÓN MACROECONÓMICA
Análisis Cuantitativo. Para el análisis cuantitativo, con el cual se localizará la planta de IMBIOQUIM se realizó en
cuatro estados del centro de la Republica Mexicana, a pesar de haber seleccionado un estado en el estudio de mercado, no se descarta la posibilidad de que la planta se instale en algún otro estado, por lo cual se realizó un estudio del Estado de México, Hidalgo, Querétaro y el Distrito Federal, tomando en cuenta el costo de las materias primas y el costo de producción, contra las utilidades obtenidas por instalarse en tal o cual estado. Los proveedores de materias primas se localizan en cada uno de estos estados, así como los distribuidores de medicamentos.
La distancia que deba de recorre el producto desde la planta hasta el mercado de consumo, junto
con sus características y las tarifas de transporte, determinarán el costo de esta operación. El costo de transporte, por lo tanto, será directamente proporcional a la distancia que recorra el producto. Al acercarse la planta a las regiones de consumo, se reduce el costo de transporte de producto, pero puede incrementarse de manera significativa el costo de transporte de los insumos; el análisis de cada municipio se muestra en la tabla 2. Tabla 2. Análisis cuantitativo de macrolocalización.
ESTADO COSTO DE TRANSPORTE DE
PRODUCTO TERMINADO (PESOS)
COSTO TOTAL*
UTILIDADES**
H-H 0 H-EM 17051.36 H-DF 26128 H-Q 15336 H-P 7781.6 Total 66296.96
2 499 752 4 300 249
EM-H 15256.48 EM-EM 0 EM-DF 18744 EM-Q 14006.88 EM-P 5566.4 Total 53573.76
2 487 029 4 312 972
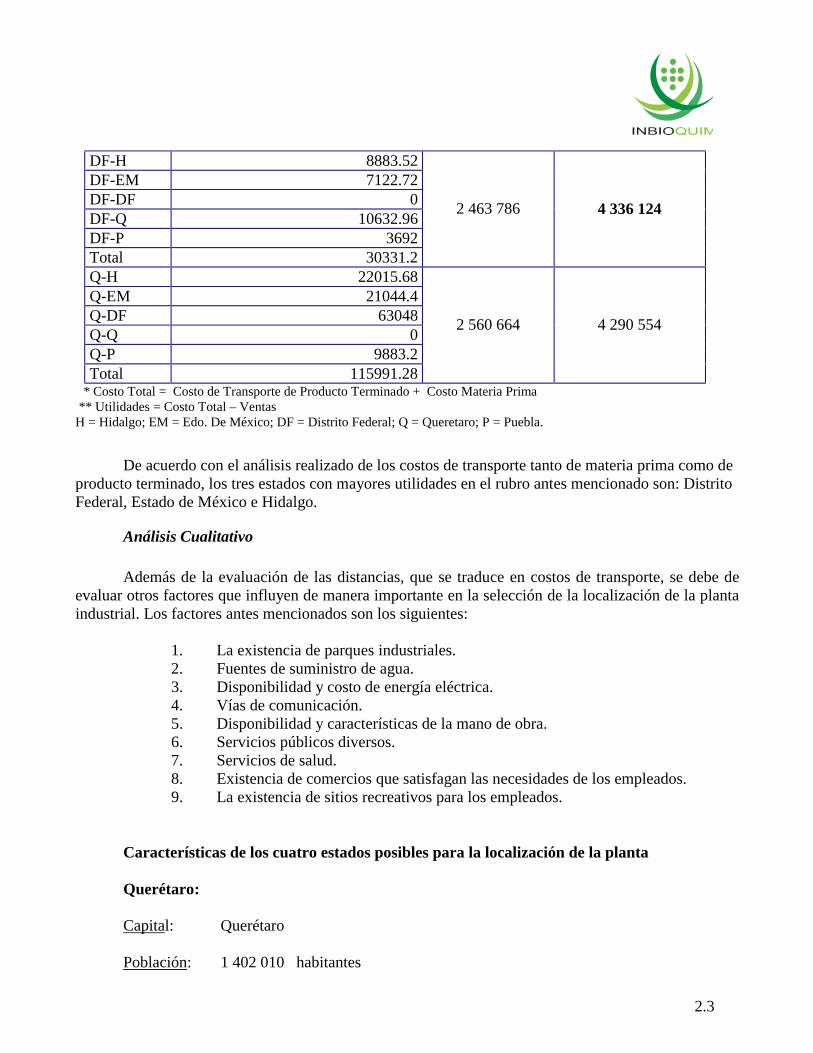
2.3
DF-H 8883.52 DF-EM 7122.72 DF-DF 0 DF-Q 10632.96 DF-P 3692 Total 30331.2
2 463 786 4 336 124
Q-H 22015.68 Q-EM 21044.4 Q-DF 63048 Q-Q 0 Q-P 9883.2 Total 115991.28
2 560 664 4 290 554
* Costo Total = Costo de Transporte de Producto Terminado + Costo Materia Prima ** Utilidades = Costo Total – Ventas H = Hidalgo; EM = Edo. De México; DF = Distrito Federal; Q = Queretaro; P = Puebla.
De acuerdo con el análisis realizado de los costos de transporte tanto de materia prima como de producto terminado, los tres estados con mayores utilidades en el rubro antes mencionado son: Distrito Federal, Estado de México e Hidalgo.
Análisis Cualitativo Además de la evaluación de las distancias, que se traduce en costos de transporte, se debe de
evaluar otros factores que influyen de manera importante en la selección de la localización de la planta industrial. Los factores antes mencionados son los siguientes:
1. La existencia de parques industriales. 2. Fuentes de suministro de agua. 3. Disponibilidad y costo de energía eléctrica. 4. Vías de comunicación. 5. Disponibilidad y características de la mano de obra. 6. Servicios públicos diversos. 7. Servicios de salud. 8. Existencia de comercios que satisfagan las necesidades de los empleados. 9. La existencia de sitios recreativos para los empleados.
Características de los cuatro estados posibles para la localización de la planta Querétaro: Capital: Querétaro Población: 1 402 010 habitantes
2.4
Municipios: 18 Coordenadas geográficas extremas: Al norte 21º 40’, al sur 20º 01’ de latitud norte; al este 99º
03’, al oeste 100º 36’ de longitud oeste. Porcentaje territorial: El estado de Querétaro de Arteaga representa el 0.6 % de la superficie del
país. Colindancias: Querétaro de Arteaga colinda al norte con Guanajuato y San Luis Potosí; al este
con San Luis Potosí e Hidalgo; al sur con Hidalgo México y Michoacán de Ocampo; al oeste con Guanajuato.
Clima: En el estado se encuentran diversos tipos de climas que van desde los cálidos
relativamente húmedos del este de la Sierra Madre Oriental, hasta los secos y semisecos de la Mesa del Centro.
Templados subhúmedos del Sur.- Su temperatura media anual oscila entre 12ºC y 18ºC. Abarca los municipios de Amealco, Huimilpan y Pedro Escobedo.
Secos y semisecos del Centro.- Su temperatura media anual oscila entre 7ºC y 25.1ºC. Abarca los municipios de Querétaro, Corregidora, El Marqués, Ezequiel Montes, Cadereyta, Tequisquiapan, San Juan del Río, Colón, Peñamiller y Tolimán.
Cálidos y semicálidos del Norte.- Su temperatura media anual oscila entre 14ºC y 28ºC. Abarca los municipios de Arroyo Seco, Jalpan de Serra, Pinal de Amoles, Landa de Matamoros y San Joaquín.
Vías de Transportación: La amplia cobertura de la red caminera del estado, permite una ágil comunicación entre la mayoría de sus localidades, así como son las ciudades de México, Guanajuato y San Luis Potosí, entre otras.
Carreteras: Los ejes federales que comunican el territorio Querétaro son: la autopista México-Querétaro (No. 57), la carrera federal No.120, que proviene de Morelia, Michoacán y el eje No. 45 que entronca con la carretera No. 57. Esta infraestructura vial se fortalece con los caminos estatales y vecinales que se derivan de las rutas antes mencionadas.
Ferrocarriles: El sistema ferroviario del estado, tiene gran importancia en la economía del país, pues por su territorio cruzan vías que comunican la zona fronteriza norte con el centro y la capital de la República, facilitando tanto la salida de productos como la entrada de materias primas.
Aeropuertos: El servicio de transporte se complementa con la terminal aérea establecida en la capital.
2.5
Distrito Federal
Población: 8 591 309 millones de habitantes
Delegaciones: 16
Coordenadas geográficas extremas: Al norte 19°36', al sur 19°03' de latitud norte; al este 98°57', al oeste 99°22' de longitud oeste.
Porcentaje territorial: El Distrito Federal representa el 0.1% de la superficie del país.
Colindancias: El Distrito Federal colinda al norte, este y oeste con el estado de México y al sur con el estado de Morelos.
Climas: Encontrándose a una altitud superior a 2,000 msnm, el Distrito Federal cuenta con cuatro tipos de clima: Templado subhúmedo (C(w)): ocupa más de la mitad de la superficie, con lluvias en verano, temperatura media anual entre 12° a 18° C, grado de humedad intermedio, temporada lluviosa en verano, precipitación total anual que va de menos de 600 mm en el noroeste a menos de 1,500 mm en la porción occidental, siendo muy propicio para el desarrollo de asentamientos humanos.
Vías de comunicación: El Distrito Federal concentra en su parte norte la mayoría de sus vías de comunicación, que dentro de la zona urbana son avenidas que se comunican hacia el sur de la entidad, para unirse con las carreteras. En la actualidad, se tienen ya 10 líneas del metro que favorecen efectivamente la problemática del transporte en esta gran ciudad, comunicando alrededor de 12 delegaciones de las 17 presentes en el D.F.
Carreteras: La red carretera se compone por la carretera federal núm. 136 México-Texcoco, al este junto con la carretera federal núm. 150 y núm. 190 que se dirigen a Puebla. También presente está la federal núm. 113 al sureste que conduce a Tepetlixpa, Temamatla y Oaxtepec; la carretera federal núm. 95 comunica al territorio del D.F. con Cuernavaca al sur, y al oeste se presentan las autopistas México-Toluca y Constituyentes-La Venta (federal núm. 15) que se dirigen a Toluca; así mismo la autopista Cuajimalpa-Naucalpan que más adelante se une a la carretera federal núm. 134 con destino a Naucalpan primero, y posteriormente a Toluca. Al suroeste se localiza la carretera Circuito del Ajusco que a partir del Periférico Sur, se dirige igualmente a la ciudad de Toluca. Las principales vialidades de la extensa mancha urbana son Aquiles Serdán, Insurgentes Sur y Norte, Constituyentes, Paseo de la Reforma, Viaducto Miguel Alemán, Oceanía, Circuito Interior, Tlalpan, Ignacio Zaragoza, C. Ermita Iztapalapa, Tláhuac (con dirección a Chalco), Xochimilco-Tulyehualco (que comunica a Milpa Alta y San Andrés Mixquic, rumbo a San Pablo Atlazalpa) y Periférico Norte y Sur.
Ferrocarriles: Los ramales del ferrocarril comunican el norte y se dirigen hacia las ciudades de Toluca, Querétaro y Pachuca principalmente, alcanzando una red ferroviaria con extensión de 456 km.
2.6
Aeropuertos: La entidad dispone del aeropuerto Benito Juárez, el cual cuenta con servicio nacional e internacional.
Estado de México Capital: Toluca Población: 13 083 481 habitantes Municipios: 122 Coordenadas geográficas: Al norte 20°17', al sur 18°22’ de latitud norte; al este 98°36', al oeste
100°37' de longitud oeste. Porcentaje territorial: El estado de México representa el 1.1% de la superficie del país. Colindancias: México colinda al norte con Michoacán de Ocampo, Querétaro de Arteaga e
Hidalgo; al este con Hidalgo, Tlaxcala, Puebla, Morelos y el Distrito Federal; al sur con Morelos y Guerrero; al oeste con Guerrero y Michoacán de Ocampo.
Clima: Entre la variedad de climas que se presentan en el estado de México predomina el
templado o mesotérmico. Los climas templados se concentran en los valles altos de la parte norte, centro y este de la entidad, particularmente en las inmediaciones del Valle de México. Sigue en importancia, por su influencia y extensión, el clima semifrío, que se encuentra distribuido en las regiones del centro y este, principalmente en las cercanías de Toluca.
Vías de comunicación: El estado de México es paso obligado para llegar al Distrito Federal. Este factor ha influido de manera favorable en su comunicación, tanto interna como externa; en él convergen y de él surgen múltiples carreteras que lo enlazan con las entidades vecinas, lo que ha fomentado el dinamismo de los diversos sectores económicos.
Carreteras: Las carreteras más importantes con que cuenta el estado son: la carretera que comunica a la ciudad de Toluca de Lerdo con el Distrito Federal, las carreteras Nos. 190 y 150 que corren casi paralelas y comunican a la entidad con los estados de Puebla y Tlaxcala, las carreteras que comunican la capital estatal con el estado de Michoacán, la carretera federal 55 que atraviesa la entidad de sur a norte y la une con los estados de Guerrero y Querétaro. Son importantes también la carretera federal de cuota No. 57, que une las localidades de Tepotzotlán, Soyaniquilpan y Polotitlán, así como las Nos. 85 y 132, que comunican a la entidad con Pachuca y Tulancingo, Hidalgo, respectivamente.
Ferrocarriles: Al igual que en el caso de las carreteras, las vías férreas que cruzan el estado de México salen del Distrito Federal, con excepción de las que se dirigen a Morelos. La línea ferroviaria más importante es la que parte del Distrito Federal y atraviesa el estado de este a noroeste. Al sureste, la línea férrea comunica a las localidades de Los Reyes, Tenango del Aire y Ayapango con el estado de
2.7
Morelos; un ramal que sale de ésta une a Amecameca y San Rafael . En la porción norte y noroeste, se localizan varias líneas que se dirigen al estado de Hidalgo, y una de ellas cambia de dirección para llegar al estado de Tlaxcala.
Aeropuertos: La entidad cuenta con aeródromos para la operación de pequeños aparatos en Acolman, Bejucos, Ixtapaluca, Luvianos, Palmar Chico, Pasteje, Salitre, San Antonio del Rosario, San Mateo, San Miguel, Santiago Amatepec, Tejupilco, Tlatlaya, Toluca y Zumpango
Hidalgo Capital: Pachuca Población: 2 231 392 habitantes Municipios: 84 Coordenadas geográficas extremas: Al norte 21°24', al sur 19°36’ de latitud norte; al este
97°58', al oeste 99°53' de longitud oeste. Porcentaje territorial: El estado de Hidalgo representa el 1.1% de la superficie del país. Colindancias: Hidalgo colinda al norte con Querétaro de Arteaga, San Luis Potosí y Veracruz-
Llave; al este con Veracruz-Llave y Puebla; al sur con Puebla, Tlaxcala y México; al oeste con México y Querétaro de Arteaga.
Clima: En la entidad se distinguen tres zonas climáticas: zona de climas cálidos y semicálidos de la Huasteca Hidalguense; zona de climas templados de la Sierra Madre Oriental y Eje Neovolcánico y zona de climas secos y semisecos de la Sierra Madre Oriental y Eje Neovolcánico.
Carreteras: En lo que a carreteras se refiere, la entidad cuenta con una red completa; los principales caminos que unen la porción este son la carretera que parte de la capital de la entidad al estado de Puebla, hasta llegar a Poza Rica, Ver.. A lo largo de este camino se derivan otras carreteras que comunican eficientemente a toda la entidad. La principal vía de acceso entre el centro y norte del país se da a través de la autopista México-Querétaro.
Ferrocarriles: Hidalgo cuenta con 742.899 km de vías férreas, esta red de transporte se ocupa para el servicio de carga de caolín, arena sílice, gasolina, mineral de manganeso en bruto, azufre, cobre, plata, concentrados de hierro y plomo; partes y maquinarias para el complejo de Ciudad Sahagún y las instalaciones de Petróleos Mexicanos, así como las de la Termoeléctrica situada en Tula de Allende.
Aeropuertos: La comunicación aérea se da a través del aeropuerto de Pachuca de Soto y algunas aeropistas que realizan vuelos locales e interestatales.
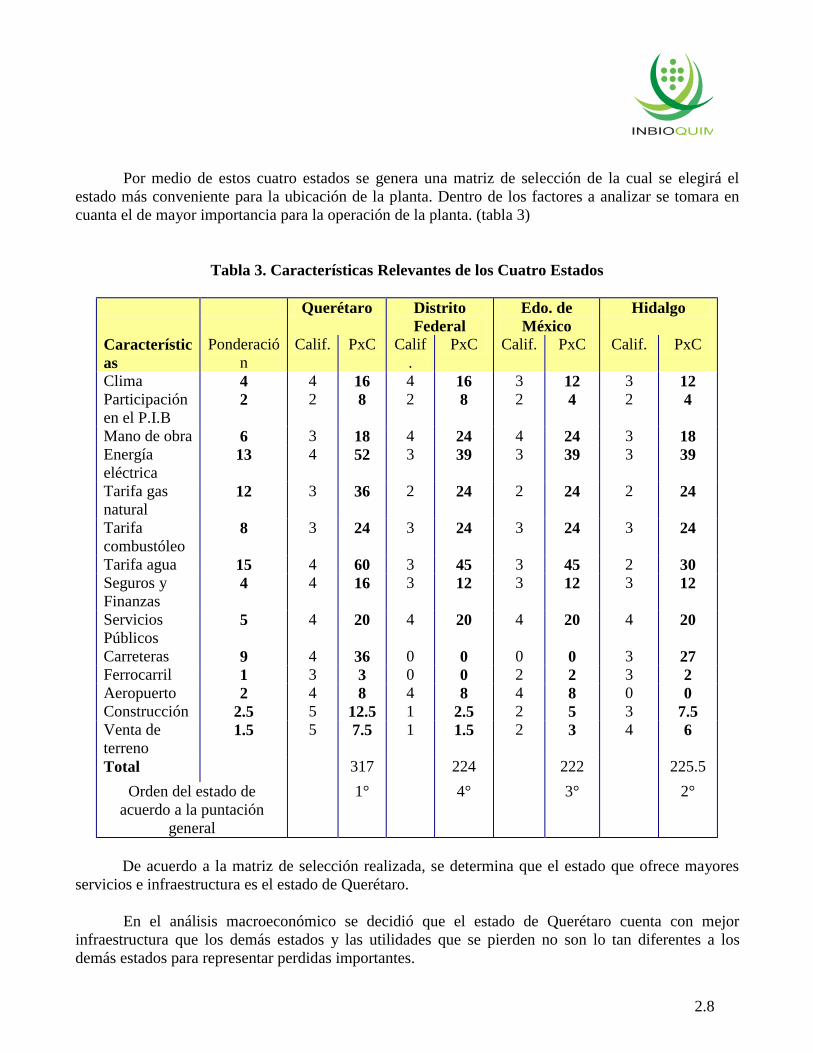
2.8
Por medio de estos cuatro estados se genera una matriz de selección de la cual se elegirá el
estado más conveniente para la ubicación de la planta. Dentro de los factores a analizar se tomara en cuanta el de mayor importancia para la operación de la planta. (tabla 3)
Tabla 3. Características Relevantes de los Cuatro Estados
Querétaro Distrito Federal
Edo. de México
Hidalgo
Características
Ponderación
Calif. PxC Calif.
PxC Calif. PxC Calif. PxC
Clima 4 4 16 4 16 3 12 3 12 Participación en el P.I.B
2 2 8 2 8 2 4 2 4
Mano de obra 6 3 18 4 24 4 24 3 18 Energía eléctrica
13 4 52 3 39 3 39 3 39
Tarifa gas natural
12 3 36 2 24 2 24 2 24
Tarifa combustóleo
8 3 24 3 24 3 24 3 24
Tarifa agua 15 4 60 3 45 3 45 2 30 Seguros y Finanzas
4 4 16 3 12 3 12 3 12
Servicios Públicos
5 4 20 4 20 4 20 4 20
Carreteras 9 4 36 0 0 0 0 3 27 Ferrocarril 1 3 3 0 0 2 2 3 2 Aeropuerto 2 4 8 4 8 4 8 0 0 Construcción 2.5 5 12.5 1 2.5 2 5 3 7.5 Venta de terreno
1.5 5 7.5 1 1.5 2 3 4 6
Total 317 224 222 225.5 Orden del estado de
acuerdo a la puntación general
1° 4° 3° 2°
De acuerdo a la matriz de selección realizada, se determina que el estado que ofrece mayores servicios e infraestructura es el estado de Querétaro.
En el análisis macroeconómico se decidió que el estado de Querétaro cuenta con mejor infraestructura que los demás estados y las utilidades que se pierden no son lo tan diferentes a los demás estados para representar perdidas importantes.
2.9
UBICACIÓN MICROECONÓMICA.
La determinación del sitio específico conveniente para la ubicación definitiva de una planta industrial es el paso siguiente después de que ha sido definida la zona de localización. Solo en casos muy raros sucederá que por dificultades para encontrar el lugar específico apropiado se tenga que cambiar la localización.
Para efectuar la selección del sitio preciso para instalar la planta es necesario disponer de
información con respecto a las características físicas de la planta en proyecto y de sus requerimientos, sobre todo en lo que respecta a la ingeniería. Dentro de la información que es necesario tomar en cuenta para determinar la ubicación de la planta se tiene la siguiente:
1. El tipo de edificio que habrá de construirse. 2. El área requerida inicialmente y para expansiones futuras. 3. Las necesidades de líneas férreas, carreteras y otro medios de transporte. 4. El consumo de agua, energía eléctrica, gas y otros servicios. 5. El volumen y características de las aguas residuales. 6. Los volúmenes producidos de desperdicios, gases, humos y otros contaminantes. 7. Las instalaciones y cimentaciones requeridas para equipo y maquinaria. 8. El flujo y transporte de materiales dentro de la planta.
La información antes indicada y otra que en cada caso se requiera, servirá para seleccionar la
ubicación específica de la planta, evaluando para ello los terrenos disponibles bajo las siguientes consideraciones:
1. Superficie disponible en cada caso. 2. Topografía del terreno. 3. Características mecánicas del suelo. 4. Costo del terreno. 5. Proximidad a la vías de comunicación. 6. Proximidad a los servicios públicos. 7. Transportes urbanos y suburbanos disponibles. 8. Servicios de desagüe, agua, luz, teléfono, gas. 9. Facilidades
Análisis Cuantitativo. Después de elegir el estado más prometedor, en donde se ubicará la planta industrial, se
prosigue ha realizar la microlocalización, empezando por un análisis cuantitativo en donde revisaremos la distancia de los parques industriales, de los tres municipios elegidos, a la capital del estado.
Son 11 los parques industriales encontrados en el estado de Querétaro y se localizan en los
municipios de El Marqués, Querétaro y San Juan del Río (ver figura 1).
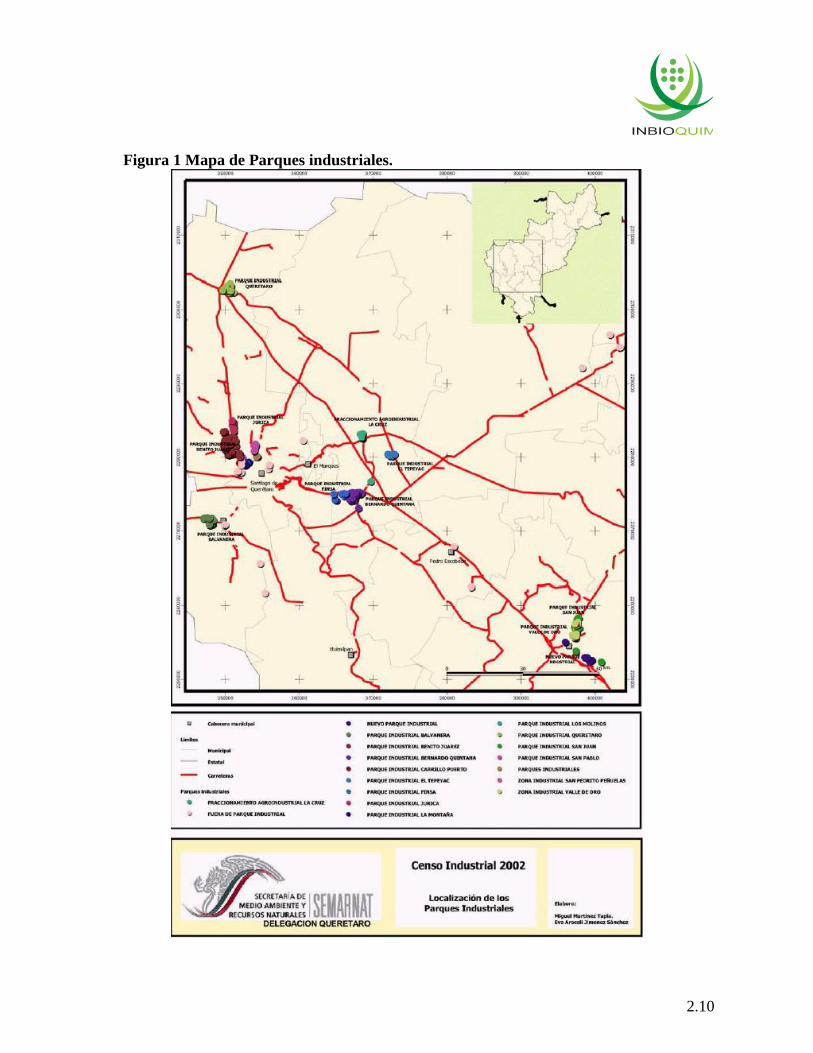
2.10
Figura 1 Mapa de Parques industriales.
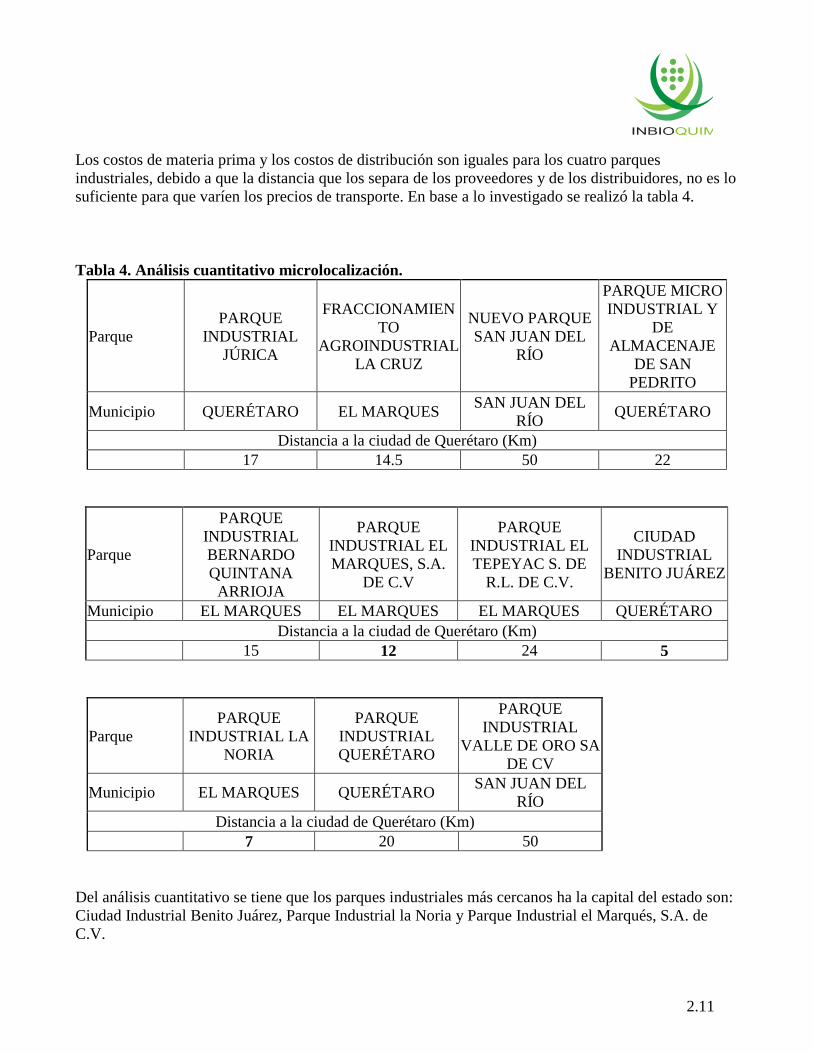
2.11
Los costos de materia prima y los costos de distribución son iguales para los cuatro parques industriales, debido a que la distancia que los separa de los proveedores y de los distribuidores, no es lo suficiente para que varíen los precios de transporte. En base a lo investigado se realizó la tabla 4. Tabla 4. Análisis cuantitativo microlocalización.
Parque PARQUE
INDUSTRIAL JÚRICA
FRACCIONAMIENTO
AGROINDUSTRIAL LA CRUZ
NUEVO PARQUE SAN JUAN DEL
RÍO
PARQUE MICRO INDUSTRIAL Y
DE ALMACENAJE
DE SAN PEDRITO
Municipio QUERÉTARO EL MARQUES SAN JUAN DEL RÍO QUERÉTARO
Distancia a la ciudad de Querétaro (Km) 17 14.5 50 22
Parque
PARQUE INDUSTRIAL BERNARDO QUINTANA
ARRIOJA
PARQUE INDUSTRIAL EL MARQUES, S.A.
DE C.V
PARQUE INDUSTRIAL EL TEPEYAC S. DE
R.L. DE C.V.
CIUDAD INDUSTRIAL
BENITO JUÁREZ
Municipio EL MARQUES EL MARQUES EL MARQUES QUERÉTARO Distancia a la ciudad de Querétaro (Km)
15 12 24 5
Parque PARQUE
INDUSTRIAL LA NORIA
PARQUE INDUSTRIAL QUERÉTARO
PARQUE INDUSTRIAL
VALLE DE ORO SA DE CV
Municipio EL MARQUES QUERÉTARO SAN JUAN DEL RÍO
Distancia a la ciudad de Querétaro (Km) 7 20 50
Del análisis cuantitativo se tiene que los parques industriales más cercanos ha la capital del estado son: Ciudad Industrial Benito Juárez, Parque Industrial la Noria y Parque Industrial el Marqués, S.A. de C.V.
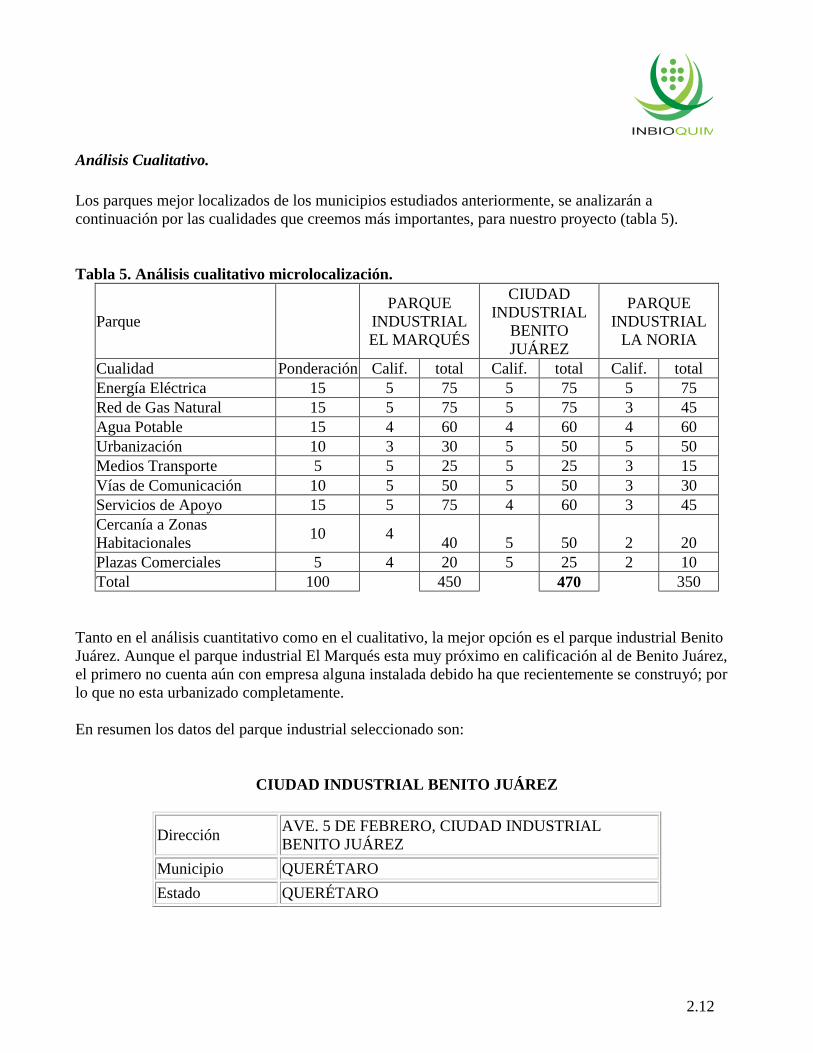
2.12
Análisis Cualitativo. Los parques mejor localizados de los municipios estudiados anteriormente, se analizarán a continuación por las cualidades que creemos más importantes, para nuestro proyecto (tabla 5). Tabla 5. Análisis cualitativo microlocalización.
Parque PARQUE
INDUSTRIAL EL MARQUÉS
CIUDAD INDUSTRIAL
BENITO JUÁREZ
PARQUE INDUSTRIAL
LA NORIA
Cualidad Ponderación Calif. total Calif. total Calif. total Energía Eléctrica 15 5 75 5 75 5 75 Red de Gas Natural 15 5 75 5 75 3 45 Agua Potable 15 4 60 4 60 4 60 Urbanización 10 3 30 5 50 5 50 Medios Transporte 5 5 25 5 25 3 15 Vías de Comunicación 10 5 50 5 50 3 30 Servicios de Apoyo 15 5 75 4 60 3 45 Cercanía a Zonas Habitacionales 10 4 40 5 50 2 20 Plazas Comerciales 5 4 20 5 25 2 10 Total 100 450 470 350
Tanto en el análisis cuantitativo como en el cualitativo, la mejor opción es el parque industrial Benito Juárez. Aunque el parque industrial El Marqués esta muy próximo en calificación al de Benito Juárez, el primero no cuenta aún con empresa alguna instalada debido ha que recientemente se construyó; por lo que no esta urbanizado completamente. En resumen los datos del parque industrial seleccionado son:
CIUDAD INDUSTRIAL BENITO JUÁREZ
Dirección AVE. 5 DE FEBRERO, CIUDAD INDUSTRIAL BENITO JUÁREZ
Municipio QUERÉTARO Estado QUERÉTARO
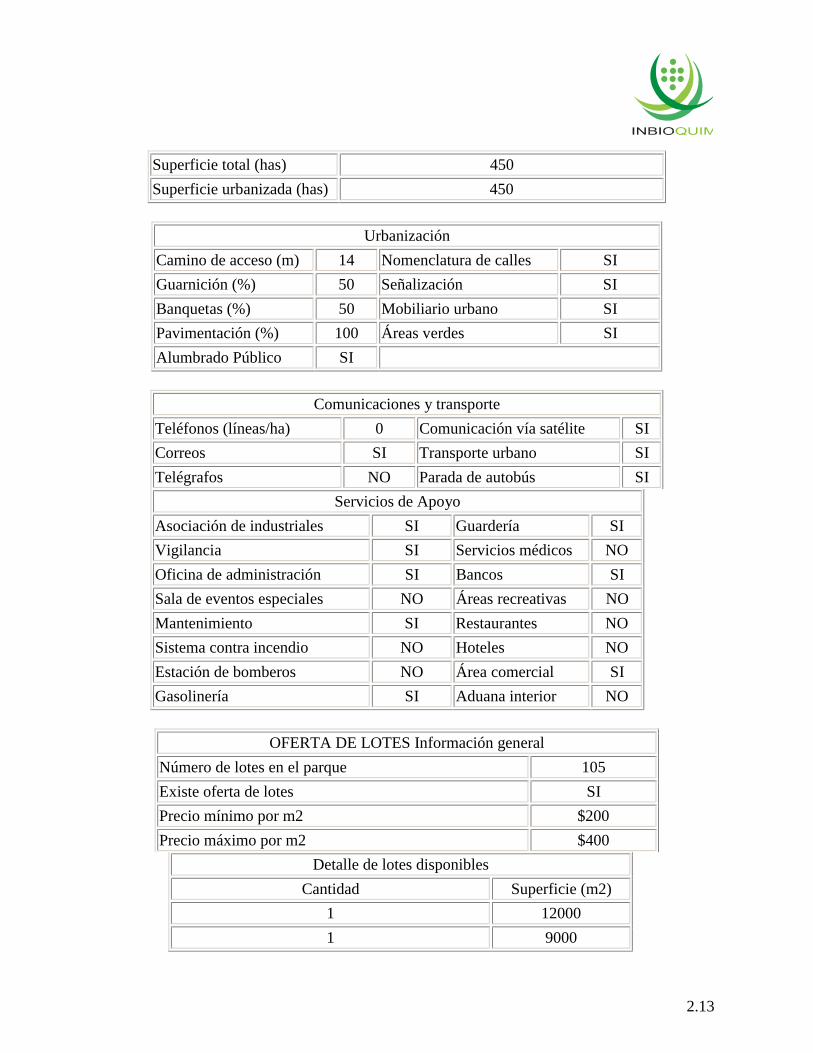
2.13
Superficie total (has) 450 Superficie urbanizada (has) 450
Urbanización
Camino de acceso (m) 14 Nomenclatura de calles SI Guarnición (%) 50 Señalización SI Banquetas (%) 50 Mobiliario urbano SI Pavimentación (%) 100 Áreas verdes SI Alumbrado Público SI
Comunicaciones y transporte
Teléfonos (líneas/ha) 0 Comunicación vía satélite SI Correos SI Transporte urbano SI Telégrafos NO Parada de autobús SI
Servicios de Apoyo Asociación de industriales SI Guardería SI Vigilancia SI Servicios médicos NO Oficina de administración SI Bancos SI Sala de eventos especiales NO Áreas recreativas NO Mantenimiento SI Restaurantes NO Sistema contra incendio NO Hoteles NO Estación de bomberos NO Área comercial SI Gasolinería SI Aduana interior NO
OFERTA DE LOTES Información general
Número de lotes en el parque 105 Existe oferta de lotes SI Precio mínimo por m2 $200 Precio máximo por m2 $400
Detalle de lotes disponibles Cantidad Superficie (m2)
1 12000 1 9000
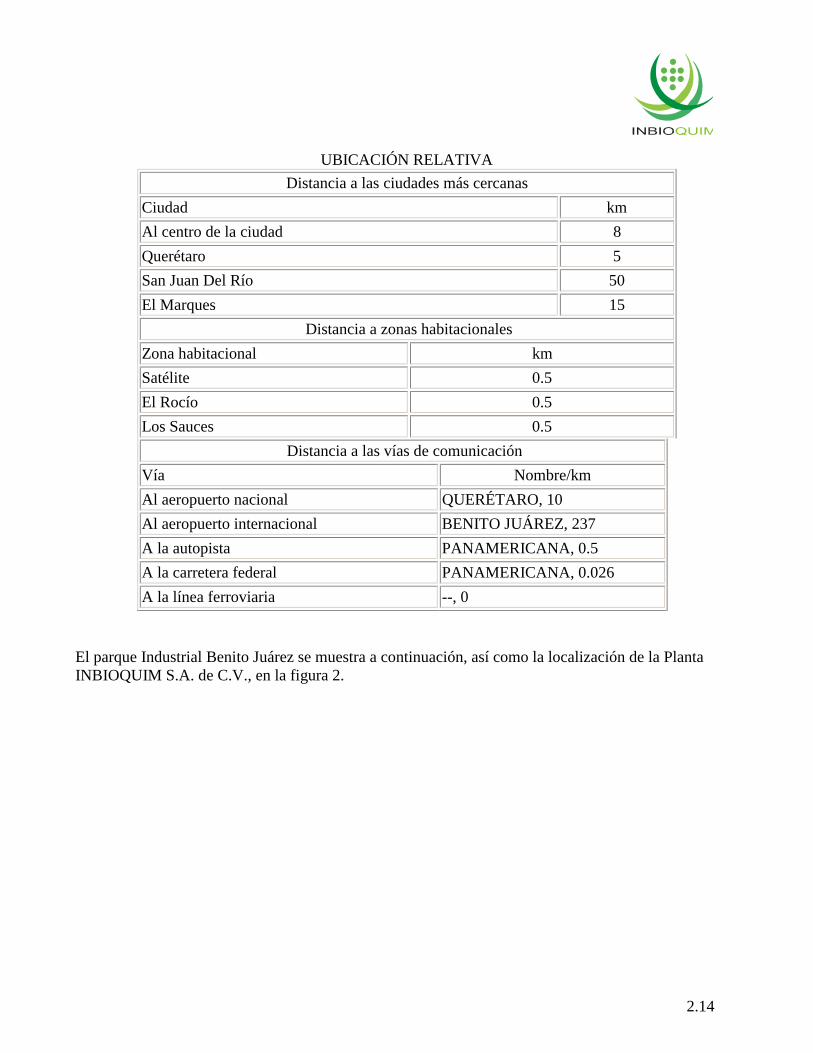
2.14
UBICACIÓN RELATIVA Distancia a las ciudades más cercanas
Ciudad km Al centro de la ciudad 8 Querétaro 5 San Juan Del Río 50 El Marques 15
Distancia a zonas habitacionales Zona habitacional km Satélite 0.5 El Rocío 0.5 Los Sauces 0.5
Distancia a las vías de comunicación Vía Nombre/km Al aeropuerto nacional QUERÉTARO, 10 Al aeropuerto internacional BENITO JUÁREZ, 237 A la autopista PANAMERICANA, 0.5 A la carretera federal PANAMERICANA, 0.026 A la línea ferroviaria --, 0
El parque Industrial Benito Juárez se muestra a continuación, así como la localización de la Planta INBIOQUIM S.A. de C.V., en la figura 2.
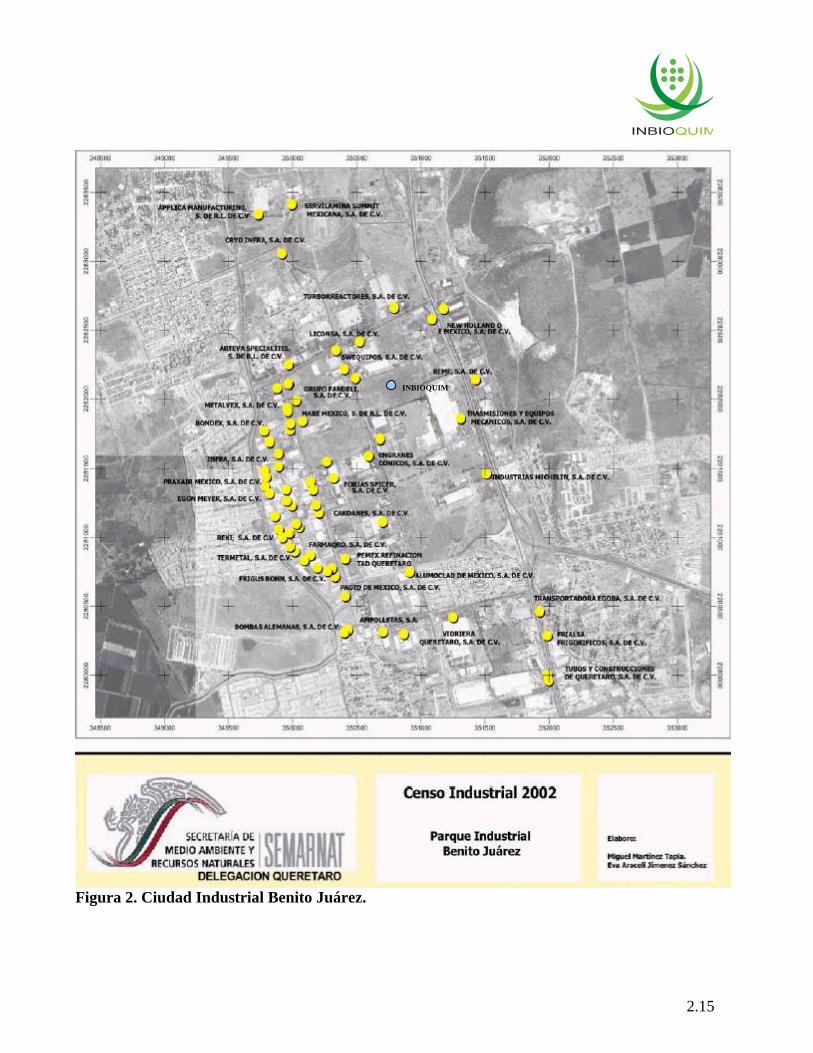
2.15
INBIOQUIM
Figura 2. Ciudad Industrial Benito Juárez.
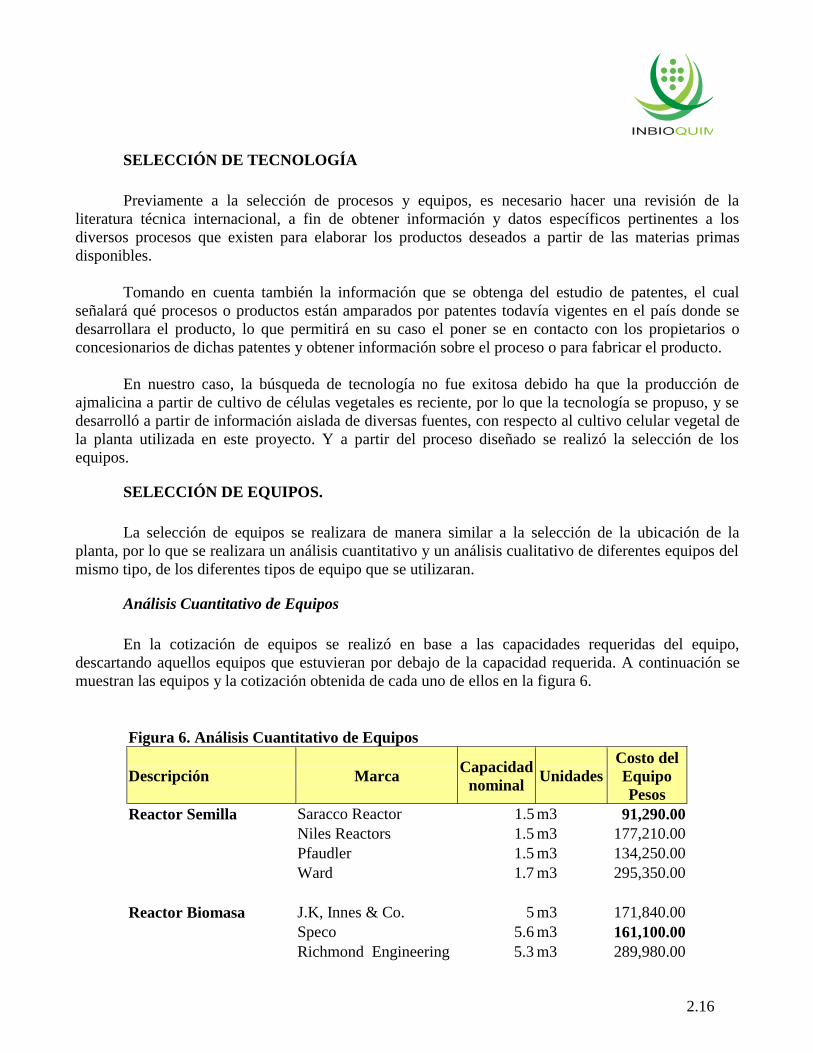
2.16
SELECCIÓN DE TECNOLOGÍA Previamente a la selección de procesos y equipos, es necesario hacer una revisión de la
literatura técnica internacional, a fin de obtener información y datos específicos pertinentes a los diversos procesos que existen para elaborar los productos deseados a partir de las materias primas disponibles.
Tomando en cuenta también la información que se obtenga del estudio de patentes, el cual
señalará qué procesos o productos están amparados por patentes todavía vigentes en el país donde se desarrollara el producto, lo que permitirá en su caso el poner se en contacto con los propietarios o concesionarios de dichas patentes y obtener información sobre el proceso o para fabricar el producto.
En nuestro caso, la búsqueda de tecnología no fue exitosa debido ha que la producción de
ajmalicina a partir de cultivo de células vegetales es reciente, por lo que la tecnología se propuso, y se desarrolló a partir de información aislada de diversas fuentes, con respecto al cultivo celular vegetal de la planta utilizada en este proyecto. Y a partir del proceso diseñado se realizó la selección de los equipos.
SELECCIÓN DE EQUIPOS. La selección de equipos se realizara de manera similar a la selección de la ubicación de la
planta, por lo que se realizara un análisis cuantitativo y un análisis cualitativo de diferentes equipos del mismo tipo, de los diferentes tipos de equipo que se utilizaran.
Análisis Cuantitativo de Equipos En la cotización de equipos se realizó en base a las capacidades requeridas del equipo,
descartando aquellos equipos que estuvieran por debajo de la capacidad requerida. A continuación se muestran las equipos y la cotización obtenida de cada uno de ellos en la figura 6.
Figura 6. Análisis Cuantitativo de Equipos
Descripción Marca Capacidad nominal Unidades
Costo del Equipo Pesos
Reactor Semilla Saracco Reactor 1.5 m3 91,290.00 Niles Reactors 1.5 m3 177,210.00 Pfaudler 1.5 m3 134,250.00 Ward 1.7 m3 295,350.00 Reactor Biomasa J.K, Innes & Co. 5 m3 171,840.00 Speco 5.6 m3 161,100.00 Richmond Engineering 5.3 m3 289,980.00

2.17
Bomba de 10 HP Worthington 10 HP 21,480.00 Fistam 10 HP 15,358.20 Tri-Clover 10 HP 21,480.00 Reactor Producción Withing Metals, Inc. 19 m3 547,740.00 Mauller, Paul & Co. 19.3 m3 805,500.00 Rockaway Tanks 19 m3 526,260.00 Filtro de Tambor Rotatorio Filtration Engineers Inc. 1 m2 155,730.00 Bird 1 m2 128,880.00 Sanderson CS 1.5 m2 177,210.00
Los precios resaltados de cada tipo de equipo son las cotizaciones menos costosas.
Análisis cualitativo. La selección de los equipos por sus cualidades se muestra en las siguientes tablas (tablas 7).
Tabla 7ª. Reactor Semilla
Marca Saracco Reactor Niles Reactors Pfaudler Ward Ponderación Calif. Subtotal Calif. Subtotal Calif. Subtotal Calif. Subtotal
Capacidad 30 5 150 5 150 5 150 4 120 Eficiencia 30 3 90 5 150 4 120 4 120
Origen 15 4 60 4 60 4 60 4 60 Complejidad de instalación 15 3 45 3 45 2 30 3 45
Tiempo de entrega 5 3 15 3 15 4 20 3 15
Dificultad de translado 5 2 10 2 10 3 15 2 10
Total 100 370 430 395 370
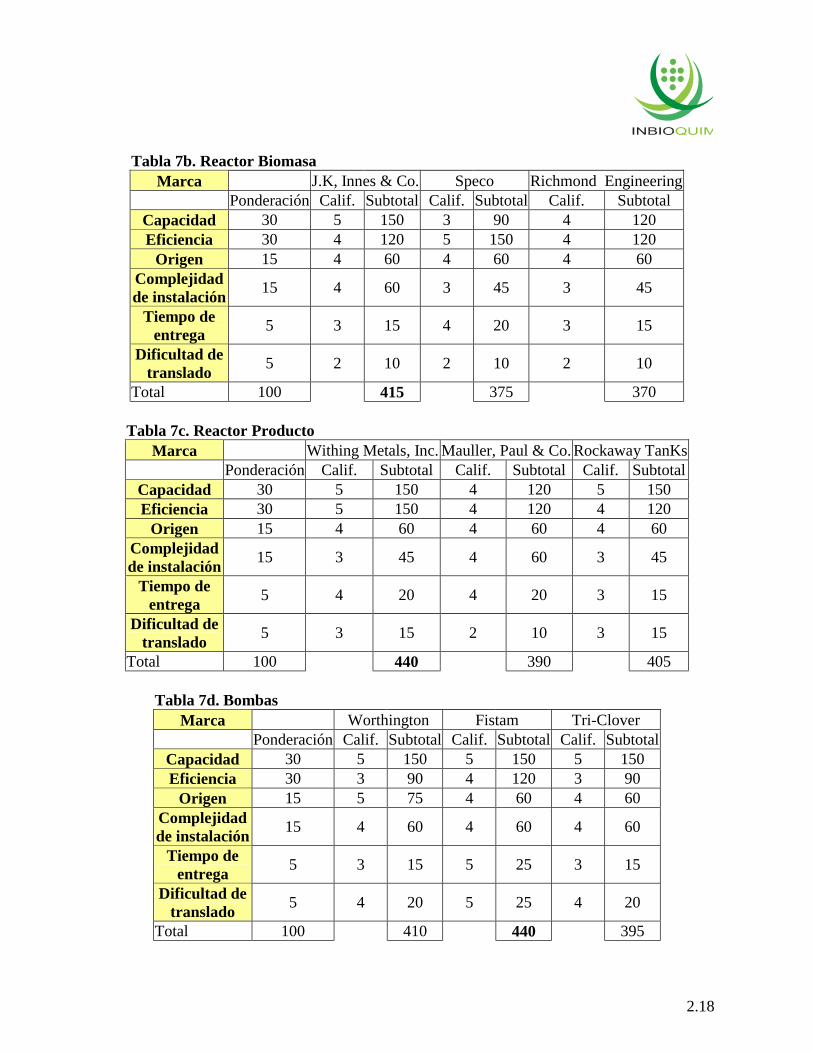
2.18
Tabla 7b. Reactor Biomasa Marca J.K, Innes & Co. Speco Richmond Engineering
Ponderación Calif. Subtotal Calif. Subtotal Calif. Subtotal Capacidad 30 5 150 3 90 4 120 Eficiencia 30 4 120 5 150 4 120
Origen 15 4 60 4 60 4 60 Complejidad de instalación 15 4 60 3 45 3 45
Tiempo de entrega 5 3 15 4 20 3 15
Dificultad de translado 5 2 10 2 10 2 10
Total 100 415 375 370
Tabla 7c. Reactor Producto Marca Withing Metals, Inc. Mauller, Paul & Co. Rockaway TanKs
Ponderación Calif. Subtotal Calif. Subtotal Calif. Subtotal Capacidad 30 5 150 4 120 5 150 Eficiencia 30 5 150 4 120 4 120
Origen 15 4 60 4 60 4 60 Complejidad de instalación 15 3 45 4 60 3 45
Tiempo de entrega 5 4 20 4 20 3 15
Dificultad de translado 5 3 15 2 10 3 15
Total 100 440 390 405
Tabla 7d. Bombas Marca Worthington Fistam Tri-Clover
Ponderación Calif. Subtotal Calif. Subtotal Calif. Subtotal Capacidad 30 5 150 5 150 5 150 Eficiencia 30 3 90 4 120 3 90
Origen 15 5 75 4 60 4 60 Complejidad de instalación 15 4 60 4 60 4 60
Tiempo de entrega 5 3 15 5 25 3 15
Dificultad de translado 5 4 20 5 25 4 20
Total 100 410 440 395

2.19
Tabla 7e. Filtro de Tambor Rotatorio Marca Filtration Engineers Inc. Bird Sanderson CS
Ponderación Calif. Subtotal Calif. Subtotal Calif. Subtotal Capacidad 30 4 120 4 120 5 150 Eficiencia 30 4 120 3 90 4 120
Origen 15 4 60 4 60 3 45 Complejidad
de instalación
15 4 60 4 60 4 60
Tiempo de entrega 5 4 20 4 20 3 15
Dificultad de translado 5 4 20 5 25 3 15
Total 100 400 375 405
Como podemos ver en las tablas anteriores los equipos mejor calificados en la parte cuantitativa no son los mismos que en la parte cualitativa, por lo que seleccionar cada tipo de equipo necesario se tomó en cuenta tres aspectos.
El primer aspecto fue la capacidad; debido a que todos los equipos se cotizaron en base a una
capacidad mínima de operación para el 2013, se dio prioridad al equipo de menor capacidad para evitar en lo más posible una subutilización.
En segundo lugar se tomó en cuenta el precio de los equipos, por supuesto inclinando nuestra
decisión por el más barato. Y por último se tomó en cuenta la eficiencia del equipo, con respecto a la importancia de la
función que cumplía y sí este representaba algún punto crítico en el proceso.
DIAGRAMAS DE GANTT. El diagrama de Gantt es la representación gráfica del análisis de los tiempos y movimientos que
sigue un proceso. En el caso particular del proceso para la producción de tabletas antihipertensivas podemos agregar los siguientes puntos acerca de dicho análisis.
Se requieren 2 líneas de producción dentro de la cual se tiene, un reactor semilla con un tiempo
de fermentación de 8 días, un reactor productor de biomasa con el mismo periodo de fermentación y dos reactores de producción de ajmalicina con un tiempo de incubación de 16 días, con base en estos tiempos de producción se debe eliminar o reducir lo más posibles tiempos muertos.
La producción de biomasa se realiza en dos pasos, primero en un reactor semilla que dura 8 días
para inocular el reactor biomasa donde se inoculará el reactor para la producción de ajmalicina con una duración también de 8 días.

2.20
Cada línea de producción está desfasada por 4 días, en las cuales se preparará el medio de
cultivo y se esterilizarán los reactores. Una vez concluido el crecimiento inicia la etapa de producción de Ajmalicina se realiza durante 16 días. Las líneas de producción están diferenciadas de color azul y gris oscuro la primera, y de color amarillo y amarillo oscuro la segunda línea.
A partir de la producción del subproducto (ajmalicina), el resto del proceso se desarrolla en una
sola línea. Para la etapa de purificación primero se separa el líquido de la biomasa en un filtro de tambor
rotatorio durante medio día. Después se realiza una extracción líquido-líquido durante un día y medio, con metanol, para solubilizar algunos compuestos en la fase orgánica y lograr separar en mayor grado los alcaloides del medio de cultivo, se utiliza de forma alterna un proceso de ultrafiltrado para obtener cantidades más concentradas de ajmalicina, y liberar otros componentes. Posteriormente se realiza un HPLC para separar el alcaloide de interés el cual dura 4 días y así obtener el subproducto con una pureza de mayor grado.
Los efluentes procedentes del HPLC son llevados a un cristalizador donde se obtienen
finalmente cristales del producto deseado con una pureza de grado farmacéutico, en este paso el tiempo de residencia en el cristalizador es de 1 día. Finalmente los cristales obtenidos son puestos en un secador de charolas por casi dos horas para eliminar el solvente restante de los cristales.
En cuanto los cristales de ajmalicina están secos son llevados a un tamizador para asegurar el
tamaño de partícula deseado tanto de los cristales de ajmalicina, como de los excipientes, una ves que los cristales tiene el tamaño deseado son puestos en un mezclador de pantalón por un tiempo de 2 horas para asegurar el mezclado uniforme de los excipientes con el principio activo(ajmalicina), seguidamente se realiza el tableteado, se envasan en blisters, y estos se empacan en cajas con 30 tabletas cada caja.
Finalmente se confinara en cajas de cartón y se almacenan para realizar los análisis de calidad
requeridos para un producto farmacológico. El proceso de tableteado hasta su almacenaje tiene una duración de un día. El almacenaje y análisis del producto final, dura un mes por disposición oficial.
El diagrama de Gantt realizado para este proceso se muestra en el archivo Diagrama de
Gantt.xls.

2.21
DIAGRAMA DE REDES Y RUTA CRÍTICA Actividad Procedencia Duración
A Analisis de mercado de antihipertensivos 8 B Análisis y balance oferta/demanda A 2 C Determinación del volumen de producción A 2 D Selección de tecnología y maquinaria C 3 E Localizacion de la planta A 2 F Balances de materia y energía D 7 G Selección de Equipo D 6 H Diseño de equipo F 8 I Cotizacion de equipo G 5 J Plano de construcción E 4 K Análisis económico B, I, J 8 L Compra de equipo K 2 M Instalación de la planta H, L 8 N Verificación de la planta D 5 O Corrida de la planta M, N 2 P Aceptación de la planta O 2

2.22
F
Julio
21,
200
3
9
Fech
a
Ulti
ma
Rev
isió
nEq
uipo
:
REV
ISIO
NES
NO
.FE
CH
AD
ESC
RIP
CIÓ
N
GR
RD
ibuj
oR
evis
ó :
Dia
gram
a de
Red
es
UAM
IBi
oquí
mic
aIn
dust
rial
AMPR
EX
A
B
H
D
IJ
M
L
G
E
C
KQR
S
N
T
U
W
O
P
X
V
Y
Z
Page
1

2.23
A
B
H
D
IJ
M
L
G
E
CF
K
QR
S
N
T
U
W
O
P
X
V
Y
Z
Julio
21,
200
3
9
Fech
a
Ulti
ma
Rev
isió
nEq
uipo
:
REV
ISIO
NES
NO
.FE
CH
AD
ESC
RIP
CIÓ
N
GR
RD
ibuj
oR
evis
ó :
Dia
gram
a de
Rut
a C
rític
a
UAM
IBi
oquí
mic
aIn
dust
rial
AMPR
EX
12
17
107
112
187
187
(0)
(0)
(27)
(0)
(0)
(37)
(0)
(50)
(0)
(67)
1087
87(1
0) (0)
(0)
(40)
(0)
(80) (0
)
(75)
(0) (6
5)
(5)
(0)
(75)
(0)
(0)
(80)
(137
)
(0)
(137
)(1
37)
(137
)(1
41)
(65)
10
02
1010
330
30
437
37
537
37
644
181
7
4242 8
7777
15
8214
7
9
9797
13
107
107
1147
184
1650
187
14
137
137
18
147
147
19
162
162 20
162
162
21
172
172
22
187
187
R. C
. = 1
, 2, 3
, 4, 7
, 8, 9
, 13,
14,
18,
20,
21,
22
con
un ti
empo
de
ejec
usió
n de
187
día
s
Page
1

2.24
DIAGRAMA DE PROCESO El proceso se compone de los siguientes pasos para la obtención de tabletas antihipertensivas.
Recepción de Materias Primas
Fermentación Reactor Semilla
Fermentación Reactor Biomasa
Fermentación Reactor Producto
Tambor Rotatorio
Columna de Extracción
HPLC
Cristalizador
Secador
Mezclador de Pantalón
Tableteadora
Envasadora
Empacadora
Almacenaje

2.25
DIAGRAMA DE FLUJO. Cada una de las operaciones, entrada de materia prima al proceso y salida de producto
terminado del proceso, así como los puntos de inspección se muestra en el siguiente diagrama. Donde: Operaciones Inspección Transporte hacia, o del proceso
Recepción de Materias Primas Análisis de M.P. Fermentación Reactor Semilla Fermentación Reactor Biomasa Análisis de Medio de Cultivo Fermentación Reactor Producto Tambor Rotatorio Columna de Extracción HPLC Análisis de Producto de Proceso Cristalizador Secador
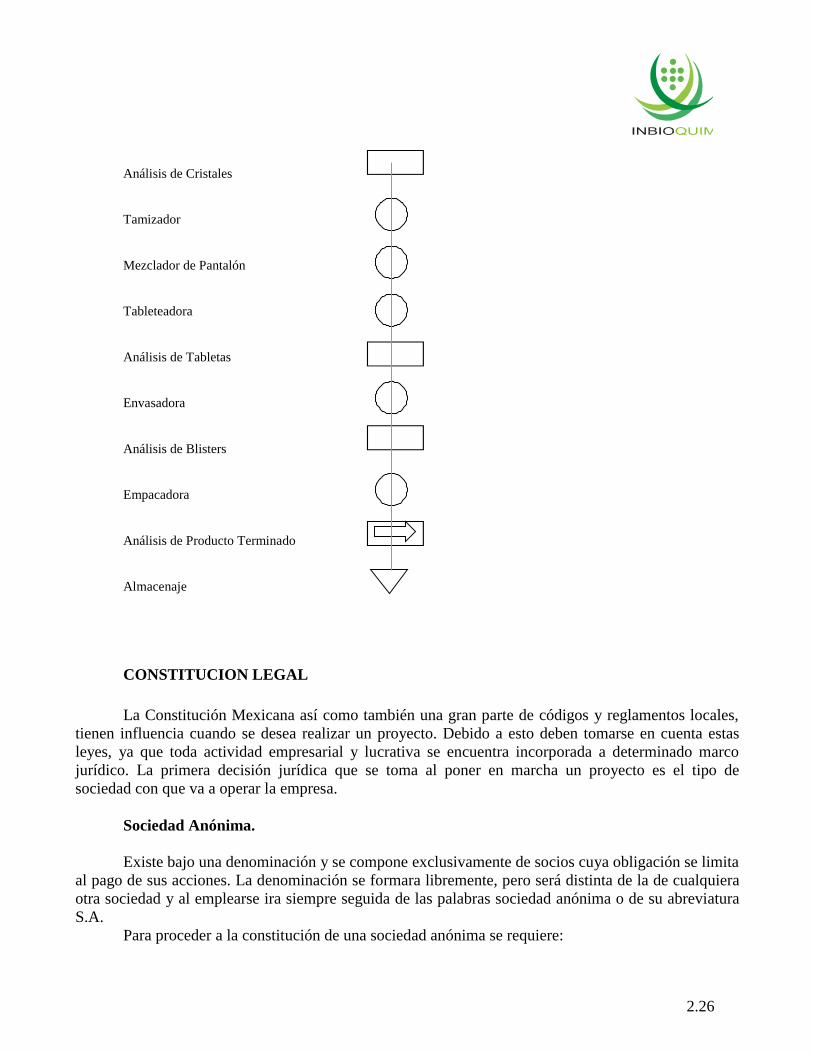
2.26
Análisis de Cristales Tamizador Mezclador de Pantalón Tableteadora Análisis de Tabletas Envasadora Análisis de Blisters Empacadora Análisis de Producto Terminado Almacenaje
CONSTITUCION LEGAL
La Constitución Mexicana así como también una gran parte de códigos y reglamentos locales, tienen influencia cuando se desea realizar un proyecto. Debido a esto deben tomarse en cuenta estas leyes, ya que toda actividad empresarial y lucrativa se encuentra incorporada a determinado marco jurídico. La primera decisión jurídica que se toma al poner en marcha un proyecto es el tipo de sociedad con que va a operar la empresa.
Sociedad Anónima. Existe bajo una denominación y se compone exclusivamente de socios cuya obligación se limita
al pago de sus acciones. La denominación se formara libremente, pero será distinta de la de cualquiera otra sociedad y al emplearse ira siempre seguida de las palabras sociedad anónima o de su abreviatura S.A.
Para proceder a la constitución de una sociedad anónima se requiere:
2.27
I. Que haya dos socios como mínimo y que cada uno de ellos suscriba una acción por lo menos.
II. Que el capital social no sea menor de cincuenta millones de pesos y que esté
íntegramente suscrito.
III. Que se exhiba en dinero efectivo, cuando menos el veinte por ciento del valor de cada acción pagadera en numerario.
IV. Que se exhiba íntegramente el valor de cada acción que haya de pagarse, en todo
o en parte, con bienes distintos del numerario.
Sociedad de Capital Variable.
En éstas, el capital social será susceptible de aumento por aportaciones posteriores de los socios o por la admisión de nuevos socios, y de disminución de dicho capital por retiro parcial o total de las aportaciones. IMBIOQUIM se constituirá legalmente como una Sociedad Anónima de Capital Variable.
PERFIL DEL PERSONAL Para la contratación del personal que se requiere que el aspirante al puesto cumpla con algunos requisitos y/o habilidades, como se muestra a continuación:
• Gerente General. El cargo será ocupado por un Ingeniero Industrial, Químico o Bioquímico que tenga experiencia
en la administración de industrias químicas o biotecnológicas. Es recomendable que esté familiarizado con procesos de producción así como con la administración de recursos humanos y materiales. Se dará preferencia a las personas con Maestría en administración.
• Secretaria Ejecutiva Bilingüe.
Se desea una persona con dominio en paquetes de cómputo, inglés, conocimientos mínimos de contabilidad o administración.
• Gerente de Control de Calidad.
Se desea que el puesto sea ocupado por un Ingeniero Bioquímico o Químico, Químico Farmacéutico- Biólogo o similar con conocimiento en las buenas prácticas de manufactura, procesos de validación y análisis para el aseguramiento de la calidad.
• Supervisor y Auxiliares de Control de Calidad.
Se contratarán técnicos analistas con capacitación en control de calidad.

2.28
• Gerente de Planta.
Se solicitará un Ingeniero Bioquímico o Químico con experiencia en la producción industrial de metabolitos así como en su separación y purificación, facilidad para localizar fallas en la producción así como para su optimización.
• Supervisor de Tratamiento de Efluentes.
Se otorgará el puesto a un Ingeniero con experiencia en tratamiento de desechos industriales (Agua), que tenga conocimiento de las técnicas y estrategias de monitoreo de aguas residuales.
• Jefe de Turno.
Se contratarán personas que tengan habilidad de mando y asignación de labores así como la elaboración de programas de producción.
• Mantenimiento y Limpieza de Equipos.
Se otorgará el cargo a un técnico o mecánico capaz de dar un mantenimiento adecuado a los equipos de proceso.
• Operarios de áreas de proceso.
Serán obreros calificados, con secundaria mínima, ya que atenderán, más de una operación.
• Gerente de Administración. Se pedirán los servicios de un Licenciado en Administración de Empresas o Ingeniero Industrial con experiencia en pequeñas y micro empresas.
• Ventas y Cobranzas. Se solicitarán vendedores que hayan laborado en una empresa similar.
• Recepcionista. Se solicitará una persona con habilidad en el manejo de programas de cómputo, inglés, buena
presentación, facilidad de expresión oral. • Compras Embarques y Almacén.
Se requerirán personas que hayan desempeñado un empleo similar.
• Limpieza General de Áreas de no Proceso. Se contratará por medio de una compañía de limpieza de oficinas.
• Servicio Médico.
Se contratarán un Médico con experiencia en casos de accidentes industriales.

2.29
LISTA DE TRABAJADORES (Tabla 8). Tabla 8. Empleado Cantidad Director General 1 Gerente de Planta 1 Gerente de Compras 1 Gerente de Ventas 1 Gerente de Control de Calidad 1 Agente de Compras 1 Representantes de Ventas 3 Analista de Control de Calidad 1 Secretaria 2 Recepcionista 1 Controlador de Planta 1 Asistente de Contador 1 Gerente de Recursos Humanos 1 Supervisor de Producción 3 Jefe de Mantenimiento y Taller 2 Mecánico 1 Obreros en Fermentación 8 Instrumentista 3 Servicios 3 Obreros en tabletas 4 Encargado de Cuarto Limpio 1 Almacén 2 Vigilantes 6 Comedor 6 Médico 2 Intendencia 8
ORGANIGRAMA. En el siguiente diagrama se observa la conformación de la empresa INBIOQUIM S. A. De C. V., en cuanto al personal que labora en dicha empresa (figura 9).

2.30
Figura 9. Organigrama.

CAPITULO 3
INGENIERIA BASICA
CAPITULO 3
INGENIERIA BASICA.
CALCULO DEL REACTOR SEMILLA 3.1 CALCULO DEL VOLUMEN DEL REACTOR SEMILLA CON RESPECTO AL REACTOR BIOMASA 3.1 CALCULO DE LA TRANSFERENCIA DE CALOR EN REACTOR SEMILLA 3.2 CALCULOS DE ESTERILIZACIÓN 3.3 BALANCE DE GLUCOSA 3.5 BALANCE DE BIOMASA 3.6 BALANCE DE NITROGENO 3.6 BALANCE DE FOSFORO 3.7 BALANCE DE AZUFRE 3.8 BALANCE DE POTASIO 3.10 BALANCE DE MAGNESIO 3.12 BALANCE DE HIERRO 3.13 BALANCE DE MANGANESO 3.13 REGULACION DE pH 3.14 BALANCE DE AGUA 3.15 BALANCE DE SOPLADORES 3.15 CALCULO DE AGITADOR 3.17 BALANCE REACTOR SEMILLA 3.18 CALCULO DEL REACTOR BIOMASA 3.19
CALCULO DEL VOLUMEN DEL REACTOR SEMILLA CON RESPECTO AL REACTOR BIOMASA 3.19 CALCULO DE LA TRANSFERENCIA DE CALOR EN REACTOR BIOMASA 3.20 CALCULOS DE ESTERILIZACION 3.21 BALANCE DE GLUCOSA 3.23 BALANCE DE BIOMASA 3.23 BALANCE DE NITROGENO 3.24 BALANCE DE FOSFORO 3.25 BALANCE DE AZUFRE 3.26 BALANCE DE POTASIO 3.28 BALANCE DE MAGNESIO 3.30 BALANCE DE HIERRO 3.31 BALANCE DE MANGANESO 3.31 REGULACION DE pH 3.32 BALANCE DE AGUA 3.33 BALANCE DE SOPLADORES 3.33 CALCULO DE AGITADOR 3.35 BALANCE REACTOR BIOMASA 3.36 CALCULO DEL REACTOR PRODUCCION 3.37 CALCULO DE LA TRANSFERENCIA DE CALOR EN REACTOR PRODUCCION 3.37 CALCULOS DE ESTERILIZACION 3.38 BALANCE DE GLUCOSA 3.39 BALANCE DE BIOMASA 3.40
BALANCE DE NITROGENO 3.41 BALANCE DE POTASIO 3.42 BALANCE DE FOSFORO 3.43 BALANCE DE MAGNESIO 3.44 BALANCE DE HIERRO 3.45 BALANCE DE AZUFRE 3.45 BALANCE DE MANGANESO 3.47 REGULACION DE pH 3.48 BALANCE DE AGUA 3.49 BALANCE DE SUCROSA 3.49 BALANCE DE METABOLITOS 3.50 BALANCE DE AJMALICINA 3.51 BALANCE DE SOPLADORES 3.51 CALCULO DE AGITADOR 3.53 BALANCE REACTOR BIOMASA 3.54 CALCULO DE LA RESISTENCIA DE LA TORTA 3.55 CALCULO DEL TAMBOR ROTATORIO 3.56 BALANCE FILTRO TAMBOR ROTATORIO 3.58 CALCULO DE LA EXTRACCION LIQUIDO LIQUIDO 3.59 BALANCE EXTRACCION LIQUIDO LIQUIDO 3.60 CALCULO DE LA ULTRAFILTRACION INTERMITENTE 3.61 BALANCE DE ULTRAFILTRACION 3.63 CALCULO DEL HPLC 3.64

CALCULO DE LA FASE MOVIL 3.65 BALANCE HPLC 3.66 CALCULO DEL CRISTALIZADOR 3.67 BALANCE DEL CRISTALIZADOR 3.69 CALCULO DEL SECADOR DE BANDEJAS NO AISLADAS 3.69 BALANCE DE SECADOR 3.71 BALANCE DE TAMIZADOR 3.72 BALANCE EN EL MEZCLADOR 3.73 BALANCE DE LA TABLETEADORA 3.74 BALANCE DE EMBLISTEADORA 3.74 BALANCE DE EMPACADORA 3.75 CALCULO DE LA COLUMNA DE LA DESTILACIÓN 3.75 BALANCE TORRE DE DESTILACIÓN 3.78 CALCULO DE FLUJO DE VAPOR TOTALES 3.79 CALCULO DE LA CALDERA 3.80 CALCULO DE TUBERIAS Y BOMBAS 3.83
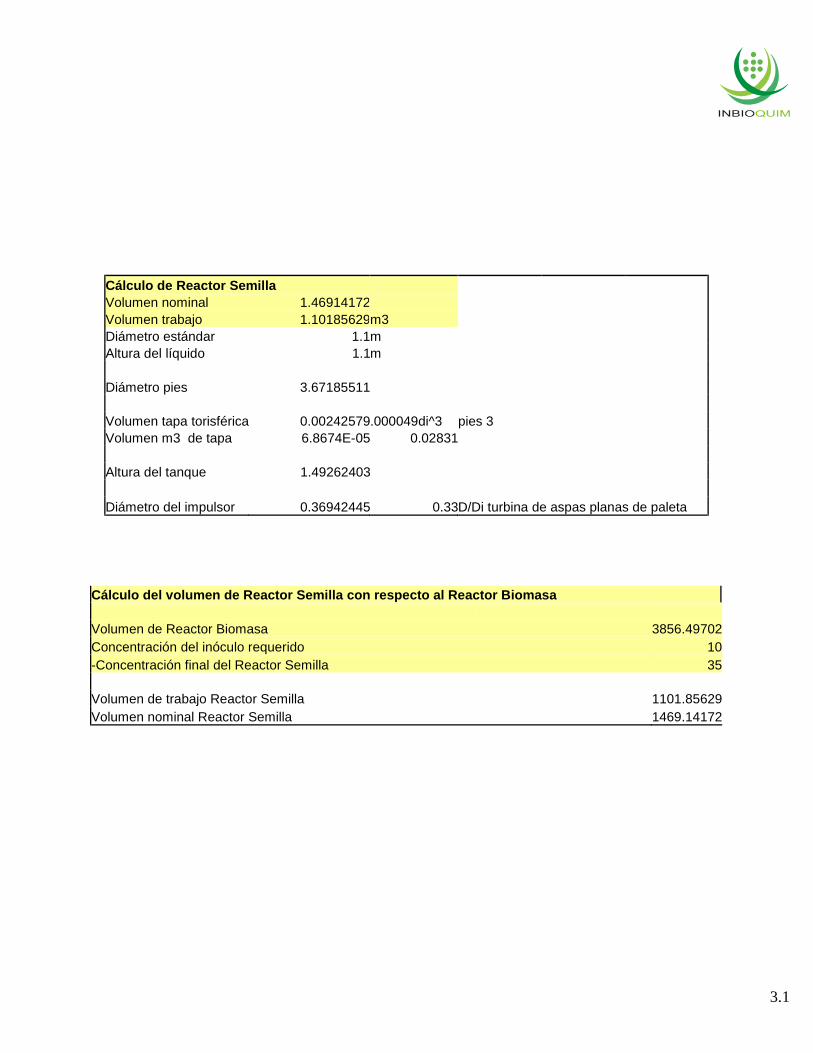
3.1
Cálculo de Reactor Semilla Volumen nominal 1.46914172 Volumen trabajo 1.10185629 m3 Diámetro estándar 1.1 m Altura del líquido 1.1 m Diámetro pies 3.67185511 Volumen tapa torisférica 0.00242579 .000049di^3 pies 3 Volumen m3 de tapa 6.8674E-05 0.02831 Altura del tanque 1.49262403 Diámetro del impulsor 0.36942445 0.33 D/Di turbina de aspas planas de paleta
Cálculo del volumen de Reactor Semilla con respecto al Reactor Biomasa Volumen de Reactor Biomasa 3856.49702 Concentración del inóculo requerido 10 -Concentración final del Reactor Semilla 35 Volumen de trabajo Reactor Semilla 1101.85629 Volumen nominal Reactor Semilla 1469.14172

3.2
Enfriamiento Q=UA(dT/dt) Ecuación 1 Q=mCp(Ta - T) Ecuación 2 Area de transferencia Diámetro de Tanque 1.1 Altura del Líquido 1.1 Area= 3.93707108 m2 C K Q=mCpdT To medio 122 395.15 Tf medio 25 298.15
Cálculo de transferencia de calor en Reactor Semilla Esterilización de medio Tiempo de calentamiento Q=UA(dT/dt) Ecuación 1 Q=mCp(Tv - T) Ecuación 2 Area de transferencia Diámetro de Tanque 1.1 Altura del Líquido 1.1 Area= 3.93707108 m2 C K Q=mCpdT To medio 24 297.15 Tf medio 122 395.15 DT 98 K h-1 T vapor 170 443.15 Cp del medio 3.93899738 KJ /K Kg Densidad 1064.73731 kg/m3 volúmen 1.10185629 m3 Masa 1173.1875 Kg Q= 452875.884 KJ teniendo U para un reactor no agitado U= 913.0 KJ / m2 h K Ecuación para tiempo de calentamiento T=Tv*(1+beta*Exp(-alfa*t) beta= (To-Tv) / Tv beta= -0.32945955 alfa= U A /mCp alfa= 0.77784115 h-1 t=-1/alfa * ln ((1/beta)*((T/Tv)-1)) t= 1.43011926 h

3.3
dT -97 K h-1 T agua 15 288.15 Flujo de agua(w) 3000 Kg / h Cp agua 4.186 KJ /Kg K Cp del medio 3.93899738 KJ /K Kg densidad 1064.73731 kg/m3 volumen 1.10185629 m3 masa 1173.1875 Kg Q= -448254.701 KJ teniendo U para un reactor agitado U= 913.0 KJ / m2 h K Ecuación para tiempo de calentamiento T=Ta*(1+beta*Exp(-alfa*t) beta= (To-Ta) / Ta alfa=((w*Cpa) /mCp)*(1-Exp(-U A/wCpa) t=-1/alfa * ln ((1/beta)*((T/Ta)-1)) beta= 0.37133437 alfa= 0.67642123 h-1 t= 3.50409422 h
CALCULOS DE ESTERILIZACION Nabla de Calentamiento ALFA= 0.012964 min-1 t=-1/alfa * ln ((1/beta)*((T/Tv)-1)) BETA= -0.32946 T=Tv*(1+beta*Exp(-alfa*t) Tv= 443.15 K K=A*Exp(-(Ea/RT)) T= 395.15 K A= K / (Exp(-(Ea/RT)) R= 0.008314 KJ/ mol K t= 85.80716 min A= 8.37E+37 min-1 Ea= 284.3 KJ / mol (a 398.15 K) K= 4.2 min-1 (a 398.15 K)
Nabla Calent. 21.3992
Nabla de Enfriamiento ALFA= 0.01127369 min-1
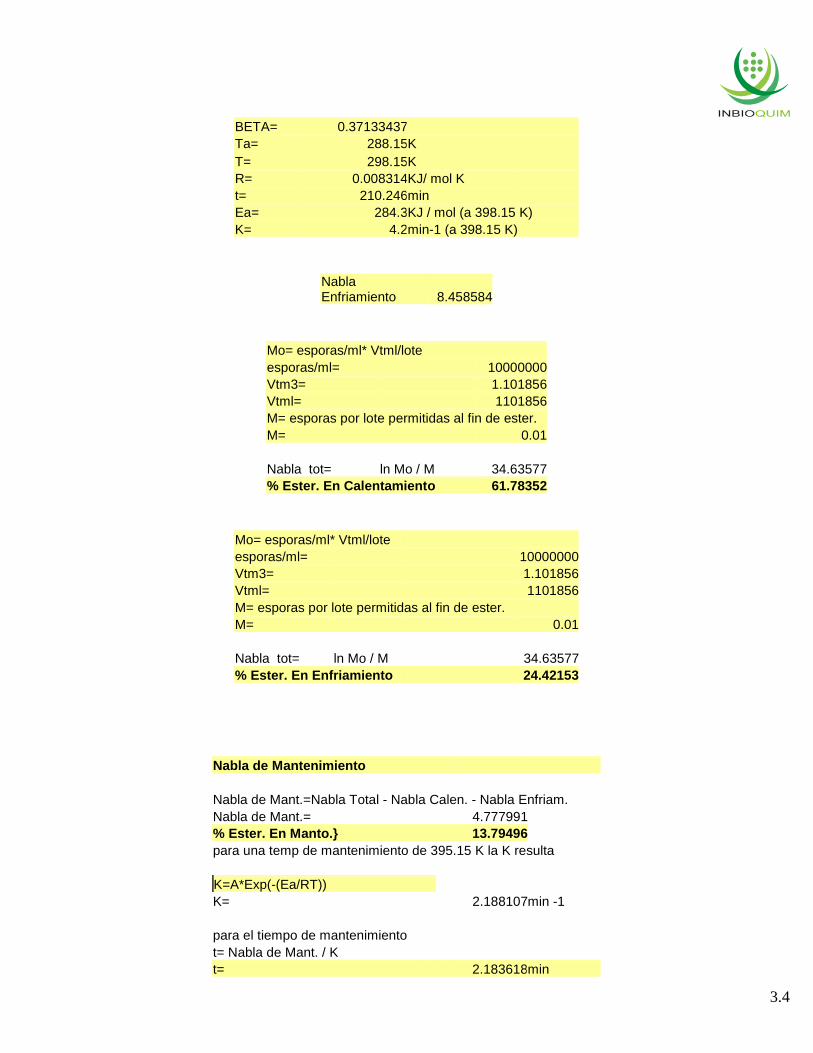
3.4
BETA= 0.37133437 Ta= 288.15 K T= 298.15 K R= 0.008314 KJ/ mol K t= 210.246 min Ea= 284.3 KJ / mol (a 398.15 K) K= 4.2 min-1 (a 398.15 K)
Nabla Enfriamiento 8.458584
Mo= esporas/ml* Vtml/lote esporas/ml= 10000000 Vtm3= 1.101856 Vtml= 1101856 M= esporas por lote permitidas al fin de ester. M= 0.01 Nabla tot= ln Mo / M 34.63577 % Ester. En Calentamiento 61.78352
Mo= esporas/ml* Vtml/lote esporas/ml= 10000000 Vtm3= 1.101856 Vtml= 1101856 M= esporas por lote permitidas al fin de ester. M= 0.01 Nabla tot= ln Mo / M 34.63577 % Ester. En Enfriamiento 24.42153
Nabla de Mantenimiento Nabla de Mant.=Nabla Total - Nabla Calen. - Nabla Enfriam. Nabla de Mant.= 4.777991 % Ester. En Manto.} 13.79496 para una temp de mantenimiento de 395.15 K la K resulta K=A*Exp(-(Ea/RT)) K= 2.188107 min -1 para el tiempo de mantenimiento t= Nabla de Mant. / K t= 2.183618 min
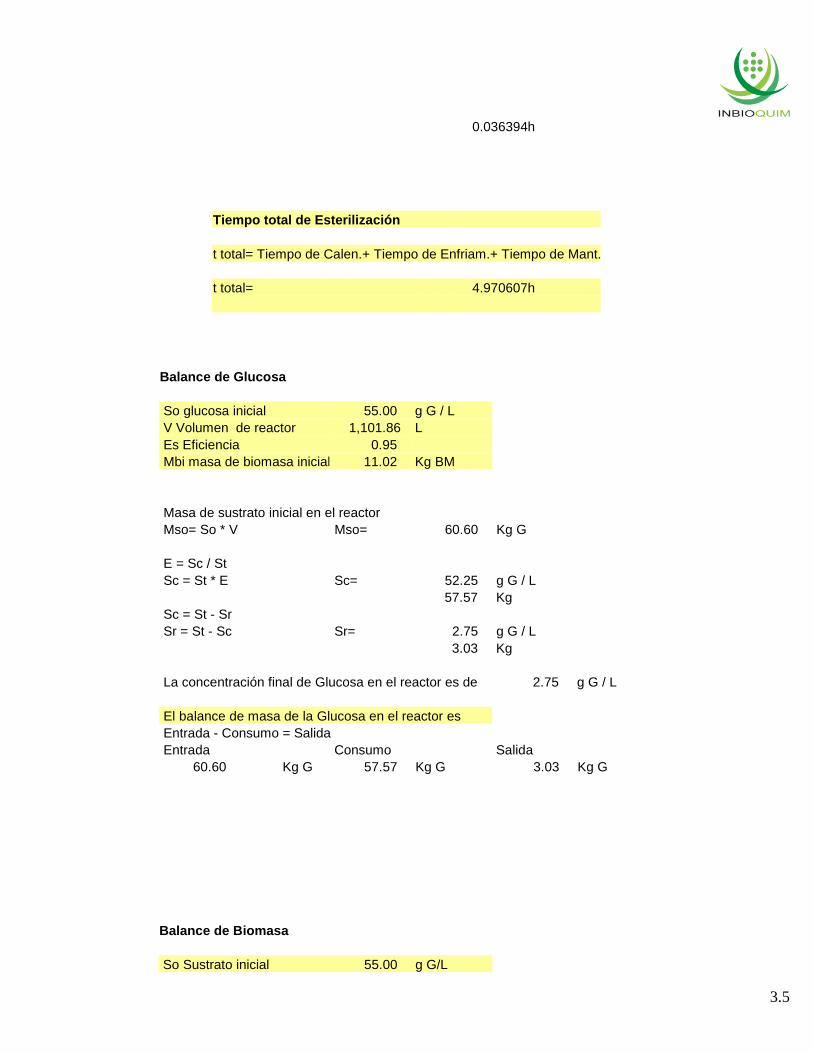
3.5
0.036394 h Tiempo total de Esterilización t total= Tiempo de Calen.+ Tiempo de Enfriam.+ Tiempo de Mant. t total= 4.970607 h
Balance de Glucosa So glucosa inicial 55.00 g G / L V Volumen de reactor 1,101.86 L Es Eficiencia 0.95 Mbi masa de biomasa inicial 11.02 Kg BM Masa de sustrato inicial en el reactor Mso= So * V Mso= 60.60 Kg G E = Sc / St Sc = St * E Sc= 52.25 g G / L 57.57 Kg Sc = St - Sr Sr = St - Sc Sr= 2.75 g G / L 3.03 Kg La concentración final de Glucosa en el reactor es de 2.75 g G / L El balance de masa de la Glucosa en el reactor es Entrada - Consumo = Salida Entrada Consumo Salida 60.60 Kg G 57.57 Kg G 3.03 Kg G
Balance de Biomasa So Sustrato inicial 55.00 g G/L

3.6
Sf Sustrato final 2.75 g G/L Mso Masa de sustrato inicial 60.60 Msf Masa de sustrato final 3.03 Bo Biomasa inicial 10.00 g/L V Volumen de reactor 1,101.86 L Yx/s rendimiento 0.48 g BM / g G Masa de Biomasa inicial Mbi= Bo * V Mbi= 11.02 Kg BM tomando el rendimiento de biomasa con respecto al sustrato tenemos la masa de Biomasa generada es Mbg= (Mso - Msf) * Yx/s Mbg= 27.63 Kg BM Concentración de Biomasa final Cbf= (Mbg + Mbi) / V Cbf= 35.08 g BM /L El balance de Biomasa es igual a Entradas + Generación = Salida Entrada Generación Salida 11.02 Kg BM 27.63 Kg BM 38.65 Kg BM
Balance de Nitrógeno KNO3 inicial en el medio 17,800.00 mg /L V Volumen de reactor 1,101.86 L PM peso molecular de la BM 25.44 Kg / Kmol Fórmula empírica de la Catharanthus roseus CH1.7 N0.17 O0.46 P0.039 S0.0225 K0.0018 Mg9.87E-6 (Fuente : ATCCR 96587 The Biological Resource) El nitrógeno es asimilado del nitrato hacia Biomasa dependiendo de la fórmula empírica por lo tanto el consumo de nitrato es de ( 0.17 Kmol N / Kmol BM ) * ( 1 Kmol BM / 25.439 Kg BM ) * ( 1 Kmol NO3 / 1 Kmol N ) * ( 62 Kg NO3 / 1 Kmol NO3 ) = 0.41 Kg NO3 / Kg BM como se generan 27.63 Kg de BM el consumo de NO3 en la fermentación del reactor es :
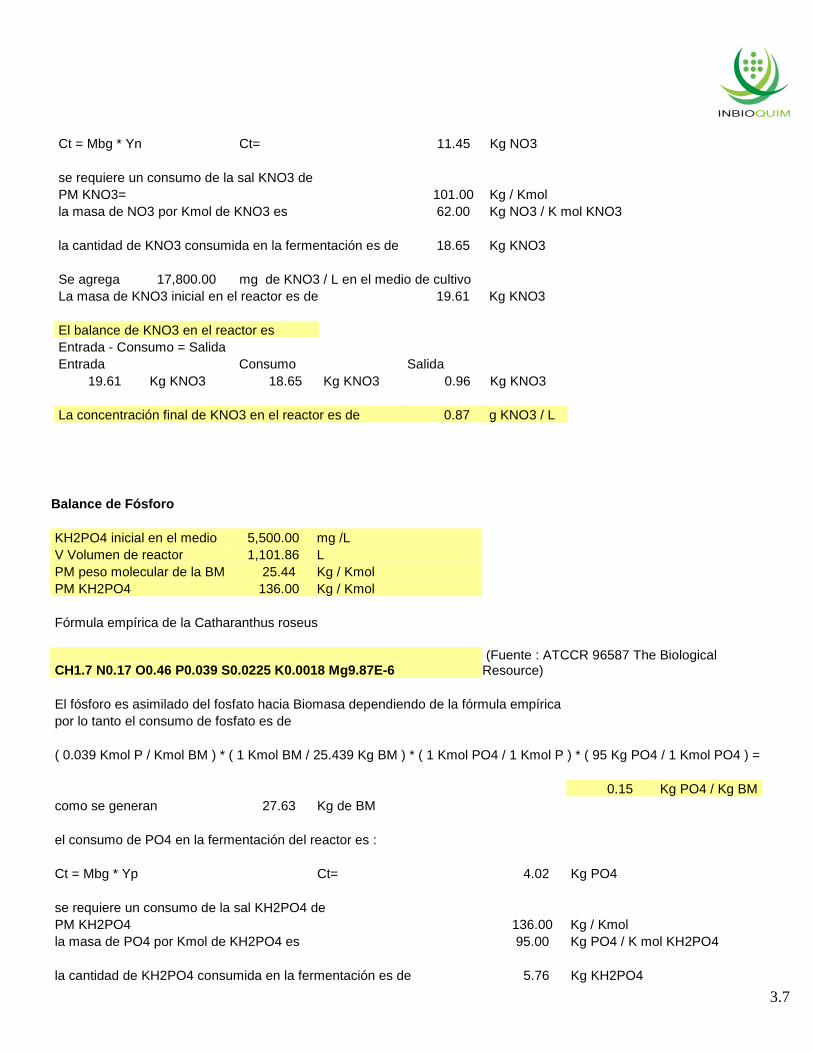
3.7
Ct = Mbg * Yn Ct= 11.45 Kg NO3 se requiere un consumo de la sal KNO3 de PM KNO3= 101.00 Kg / Kmol la masa de NO3 por Kmol de KNO3 es 62.00 Kg NO3 / K mol KNO3 la cantidad de KNO3 consumida en la fermentación es de 18.65 Kg KNO3 Se agrega 17,800.00 mg de KNO3 / L en el medio de cultivo La masa de KNO3 inicial en el reactor es de 19.61 Kg KNO3 El balance de KNO3 en el reactor es Entrada - Consumo = Salida Entrada Consumo Salida 19.61 Kg KNO3 18.65 Kg KNO3 0.96 Kg KNO3 La concentración final de KNO3 en el reactor es de 0.87 g KNO3 / L
Balance de Fósforo KH2PO4 inicial en el medio 5,500.00 mg /L V Volumen de reactor 1,101.86 L PM peso molecular de la BM 25.44 Kg / Kmol PM KH2PO4 136.00 Kg / Kmol Fórmula empírica de la Catharanthus roseus
CH1.7 N0.17 O0.46 P0.039 S0.0225 K0.0018 Mg9.87E-6 (Fuente : ATCCR 96587 The Biological Resource)
El fósforo es asimilado del fosfato hacia Biomasa dependiendo de la fórmula empírica por lo tanto el consumo de fosfato es de ( 0.039 Kmol P / Kmol BM ) * ( 1 Kmol BM / 25.439 Kg BM ) * ( 1 Kmol PO4 / 1 Kmol P ) * ( 95 Kg PO4 / 1 Kmol PO4 ) = 0.15 Kg PO4 / Kg BM como se generan 27.63 Kg de BM el consumo de PO4 en la fermentación del reactor es : Ct = Mbg * Yp Ct= 4.02 Kg PO4 se requiere un consumo de la sal KH2PO4 de PM KH2PO4 136.00 Kg / Kmol la masa de PO4 por Kmol de KH2PO4 es 95.00 Kg PO4 / K mol KH2PO4 la cantidad de KH2PO4 consumida en la fermentación es de 5.76 Kg KH2PO4
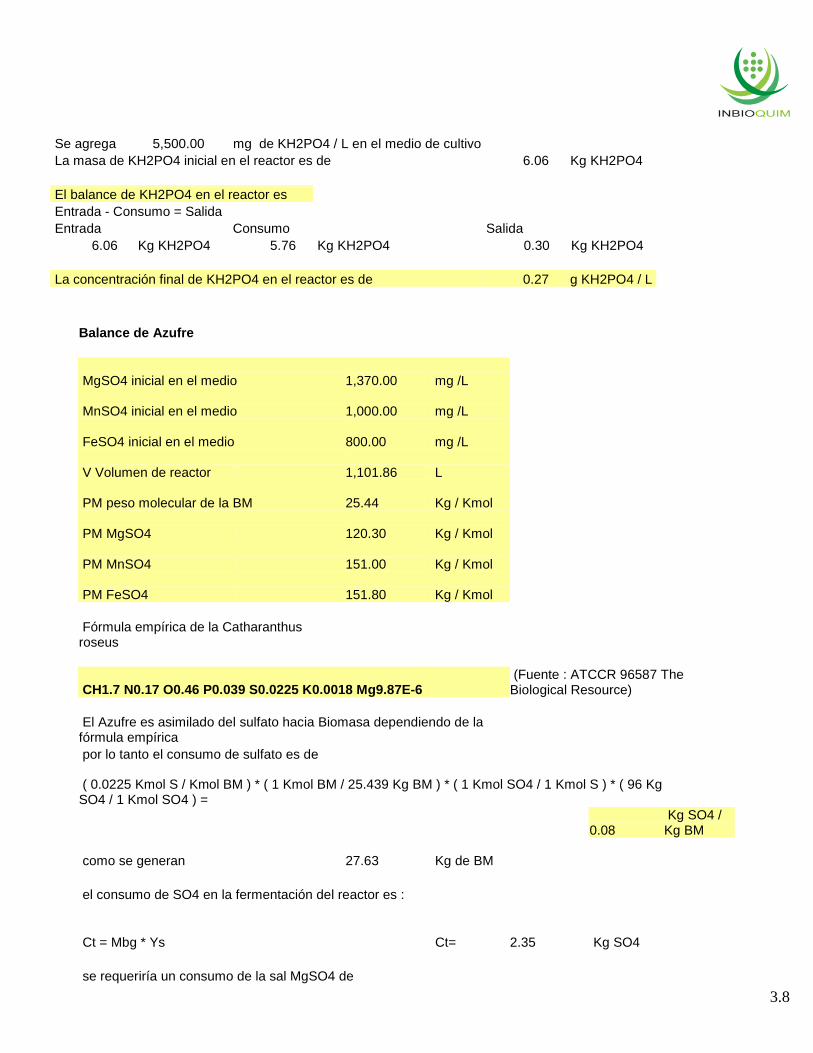
3.8
Se agrega 5,500.00 mg de KH2PO4 / L en el medio de cultivo La masa de KH2PO4 inicial en el reactor es de 6.06 Kg KH2PO4 El balance de KH2PO4 en el reactor es Entrada - Consumo = Salida Entrada Consumo Salida 6.06 Kg KH2PO4 5.76 Kg KH2PO4 0.30 Kg KH2PO4 La concentración final de KH2PO4 en el reactor es de 0.27 g KH2PO4 / L
Balance de Azufre
MgSO4 inicial en el medio 1,370.00 mg /L
MnSO4 inicial en el medio 1,000.00 mg /L
FeSO4 inicial en el medio 800.00 mg /L
V Volumen de reactor 1,101.86 L
PM peso molecular de la BM 25.44 Kg / Kmol
PM MgSO4 120.30 Kg / Kmol
PM MnSO4 151.00 Kg / Kmol
PM FeSO4 151.80 Kg / Kmol
Fórmula empírica de la Catharanthus roseus
CH1.7 N0.17 O0.46 P0.039 S0.0225 K0.0018 Mg9.87E-6 (Fuente : ATCCR 96587 The Biological Resource)
El Azufre es asimilado del sulfato hacia Biomasa dependiendo de la fórmula empírica por lo tanto el consumo de sulfato es de
( 0.0225 Kmol S / Kmol BM ) * ( 1 Kmol BM / 25.439 Kg BM ) * ( 1 Kmol SO4 / 1 Kmol S ) * ( 96 Kg SO4 / 1 Kmol SO4 ) =
0.08
Kg SO4 / Kg BM
como se generan 27.63 Kg de BM
el consumo de SO4 en la fermentación del reactor es :
Ct = Mbg * Ys Ct= 2.35 Kg SO4
se requeriría un consumo de la sal MgSO4 de
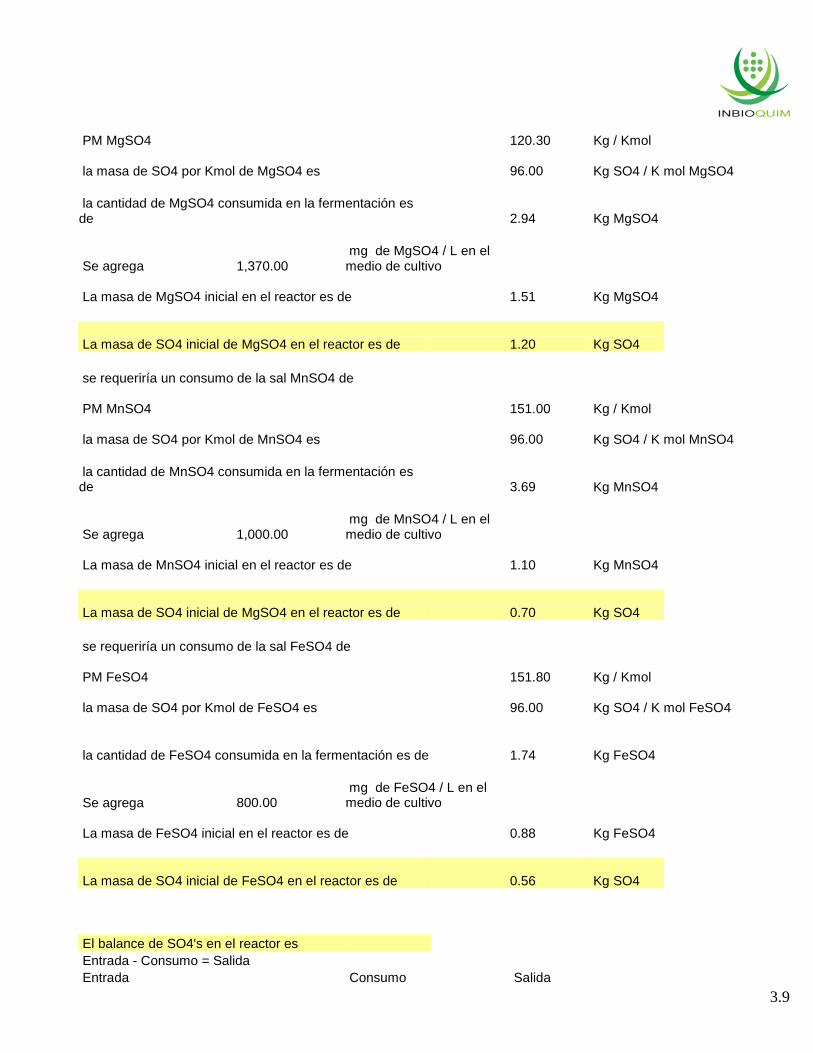
3.9
PM MgSO4 120.30 Kg / Kmol
la masa de SO4 por Kmol de MgSO4 es 96.00 Kg SO4 / K mol MgSO4
la cantidad de MgSO4 consumida en la fermentación es de
2.94 Kg MgSO4
Se agrega 1,370.00
mg de MgSO4 / L en el medio de cultivo
La masa de MgSO4 inicial en el reactor es de 1.51 Kg MgSO4
La masa de SO4 inicial de MgSO4 en el reactor es de 1.20 Kg SO4
se requeriría un consumo de la sal MnSO4 de
PM MnSO4 151.00 Kg / Kmol
la masa de SO4 por Kmol de MnSO4 es 96.00 Kg SO4 / K mol MnSO4
la cantidad de MnSO4 consumida en la fermentación es de
3.69 Kg MnSO4
Se agrega 1,000.00
mg de MnSO4 / L en el medio de cultivo
La masa de MnSO4 inicial en el reactor es de 1.10 Kg MnSO4
La masa de SO4 inicial de MgSO4 en el reactor es de 0.70 Kg SO4
se requeriría un consumo de la sal FeSO4 de
PM FeSO4 151.80 Kg / Kmol
la masa de SO4 por Kmol de FeSO4 es 96.00 Kg SO4 / K mol FeSO4
la cantidad de FeSO4 consumida en la fermentación es de 1.74 Kg FeSO4
Se agrega 800.00
mg de FeSO4 / L en el medio de cultivo
La masa de FeSO4 inicial en el reactor es de 0.88 Kg FeSO4
La masa de SO4 inicial de FeSO4 en el reactor es de 0.56 Kg SO4
El balance de SO4's en el reactor es Entrada - Consumo = Salida Entrada Consumo Salida
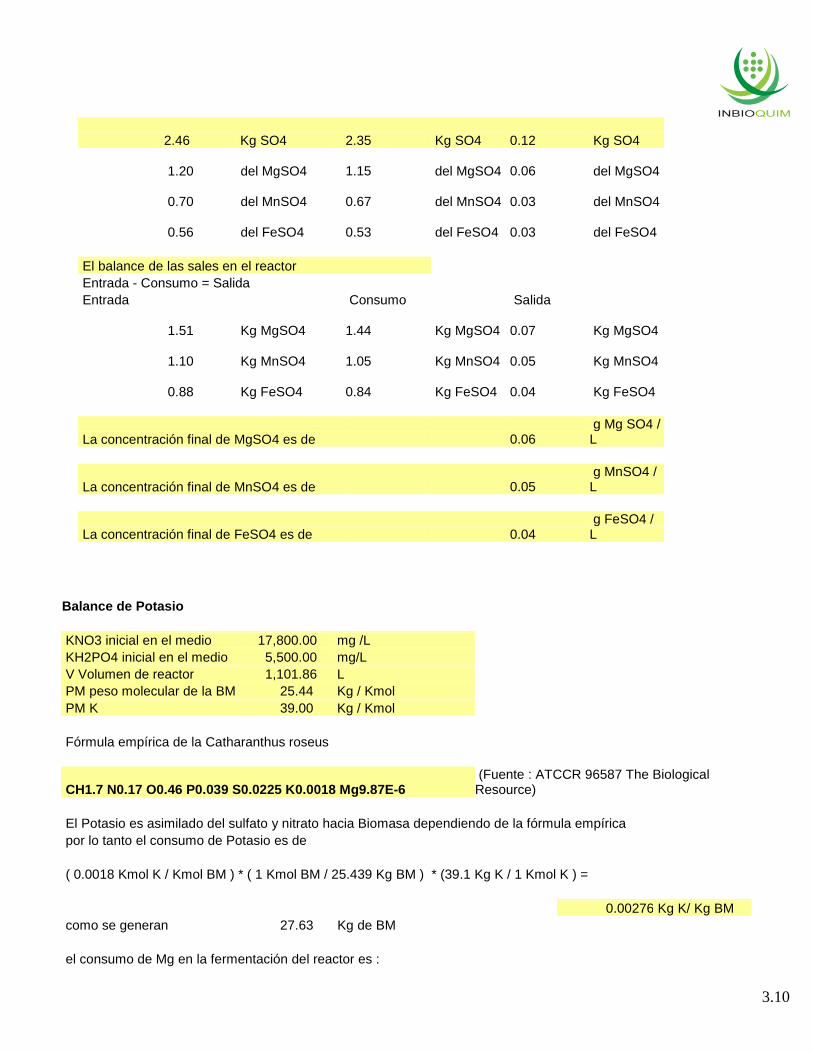
3.10
2.46 Kg SO4 2.35 Kg SO4
0.12 Kg SO4
1.20 del MgSO4 1.15 del MgSO4
0.06 del MgSO4
0.70 del MnSO4 0.67 del MnSO4
0.03 del MnSO4
0.56 del FeSO4 0.53 del FeSO4
0.03 del FeSO4
El balance de las sales en el reactor Entrada - Consumo = Salida Entrada Consumo Salida
1.51 Kg MgSO4 1.44 Kg MgSO4
0.07 Kg MgSO4
1.10 Kg MnSO4 1.05 Kg MnSO4
0.05 Kg MnSO4
0.88 Kg FeSO4 0.84 Kg FeSO4
0.04 Kg FeSO4
La concentración final de MgSO4 es de 0.06
g Mg SO4 / L
La concentración final de MnSO4 es de 0.05
g MnSO4 / L
La concentración final de FeSO4 es de 0.04
g FeSO4 / L
Balance de Potasio KNO3 inicial en el medio 17,800.00 mg /L KH2PO4 inicial en el medio 5,500.00 mg/L V Volumen de reactor 1,101.86 L PM peso molecular de la BM 25.44 Kg / Kmol PM K 39.00 Kg / Kmol Fórmula empírica de la Catharanthus roseus
CH1.7 N0.17 O0.46 P0.039 S0.0225 K0.0018 Mg9.87E-6 (Fuente : ATCCR 96587 The Biological Resource)
El Potasio es asimilado del sulfato y nitrato hacia Biomasa dependiendo de la fórmula empírica por lo tanto el consumo de Potasio es de ( 0.0018 Kmol K / Kmol BM ) * ( 1 Kmol BM / 25.439 Kg BM ) * (39.1 Kg K / 1 Kmol K ) = 0.00276 Kg K/ Kg BM como se generan 27.63 Kg de BM el consumo de Mg en la fermentación del reactor es :
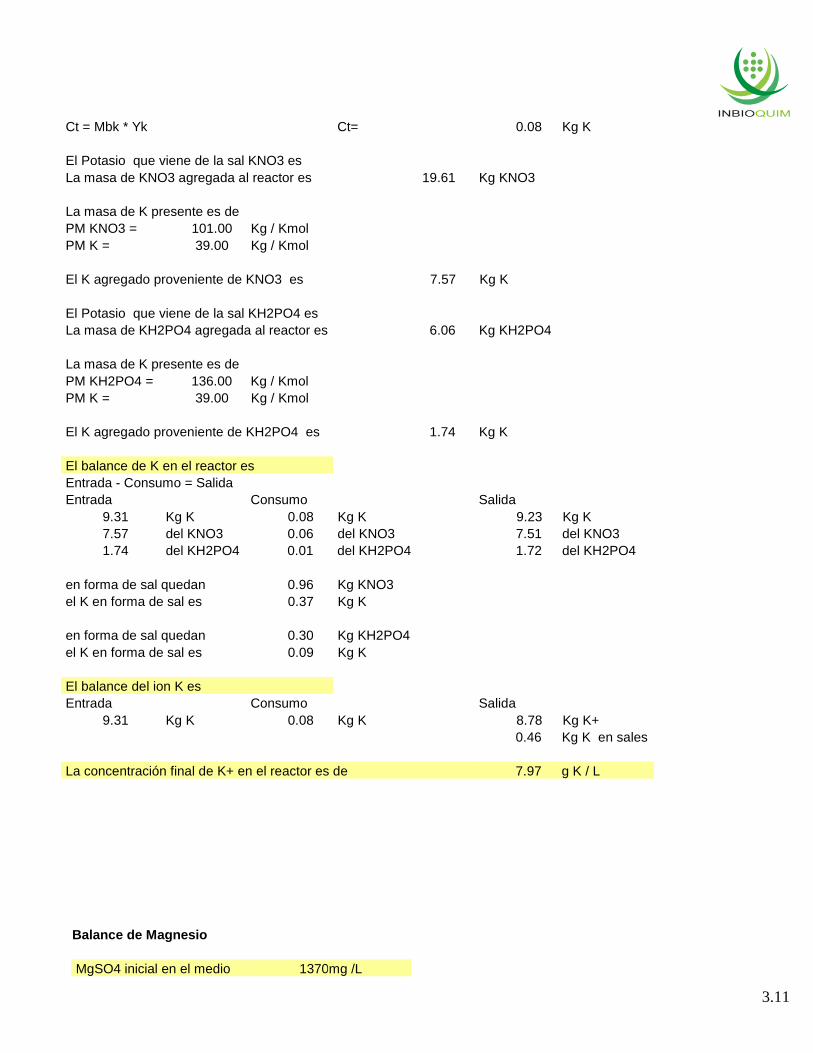
3.11
Ct = Mbk * Yk Ct= 0.08 Kg K El Potasio que viene de la sal KNO3 es La masa de KNO3 agregada al reactor es 19.61 Kg KNO3 La masa de K presente es de PM KNO3 = 101.00 Kg / Kmol PM K = 39.00 Kg / Kmol El K agregado proveniente de KNO3 es 7.57 Kg K El Potasio que viene de la sal KH2PO4 es La masa de KH2PO4 agregada al reactor es 6.06 Kg KH2PO4 La masa de K presente es de PM KH2PO4 = 136.00 Kg / Kmol PM K = 39.00 Kg / Kmol El K agregado proveniente de KH2PO4 es 1.74 Kg K El balance de K en el reactor es Entrada - Consumo = Salida Entrada Consumo Salida 9.31 Kg K 0.08 Kg K 9.23 Kg K 7.57 del KNO3 0.06 del KNO3 7.51 del KNO3 1.74 del KH2PO4 0.01 del KH2PO4 1.72 del KH2PO4 en forma de sal quedan 0.96 Kg KNO3 el K en forma de sal es 0.37 Kg K en forma de sal quedan 0.30 Kg KH2PO4 el K en forma de sal es 0.09 Kg K El balance del ion K es Entrada Consumo Salida 9.31 Kg K 0.08 Kg K 8.78 Kg K+ 0.46 Kg K en sales La concentración final de K+ en el reactor es de 7.97 g K / L
Balance de Magnesio MgSO4 inicial en el medio 1370 mg /L
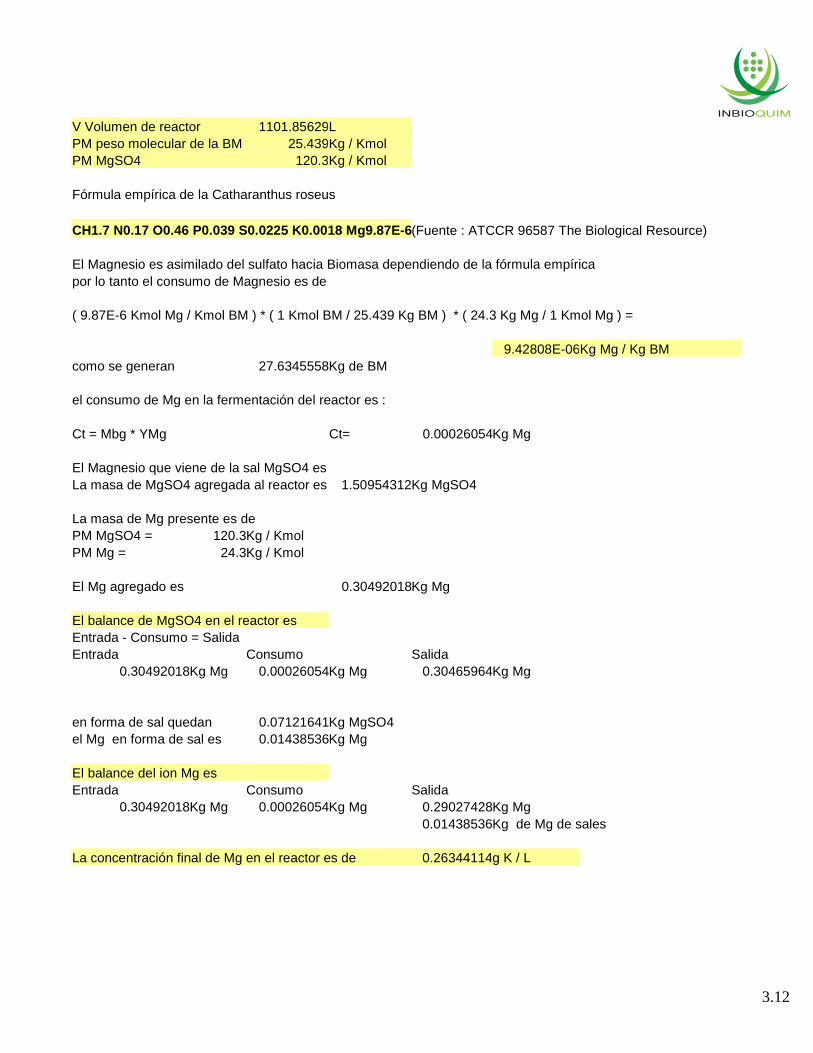
3.12
V Volumen de reactor 1101.85629 L PM peso molecular de la BM 25.439 Kg / Kmol PM MgSO4 120.3 Kg / Kmol Fórmula empírica de la Catharanthus roseus CH1.7 N0.17 O0.46 P0.039 S0.0225 K0.0018 Mg9.87E-6 (Fuente : ATCCR 96587 The Biological Resource) El Magnesio es asimilado del sulfato hacia Biomasa dependiendo de la fórmula empírica por lo tanto el consumo de Magnesio es de ( 9.87E-6 Kmol Mg / Kmol BM ) * ( 1 Kmol BM / 25.439 Kg BM ) * ( 24.3 Kg Mg / 1 Kmol Mg ) = 9.42808E-06 Kg Mg / Kg BM como se generan 27.6345558 Kg de BM el consumo de Mg en la fermentación del reactor es : Ct = Mbg * YMg Ct= 0.00026054 Kg Mg El Magnesio que viene de la sal MgSO4 es La masa de MgSO4 agregada al reactor es 1.50954312 Kg MgSO4 La masa de Mg presente es de PM MgSO4 = 120.3 Kg / Kmol PM Mg = 24.3 Kg / Kmol El Mg agregado es 0.30492018 Kg Mg El balance de MgSO4 en el reactor es Entrada - Consumo = Salida Entrada Consumo Salida
0.30492018 Kg Mg 0.00026054 Kg Mg 0.30465964 Kg Mg en forma de sal quedan 0.07121641 Kg MgSO4 el Mg en forma de sal es 0.01438536 Kg Mg El balance del ion Mg es Entrada Consumo Salida
0.30492018 Kg Mg 0.00026054 Kg Mg 0.29027428 Kg Mg 0.01438536 Kg de Mg de sales La concentración final de Mg en el reactor es de 0.26344114 g K / L
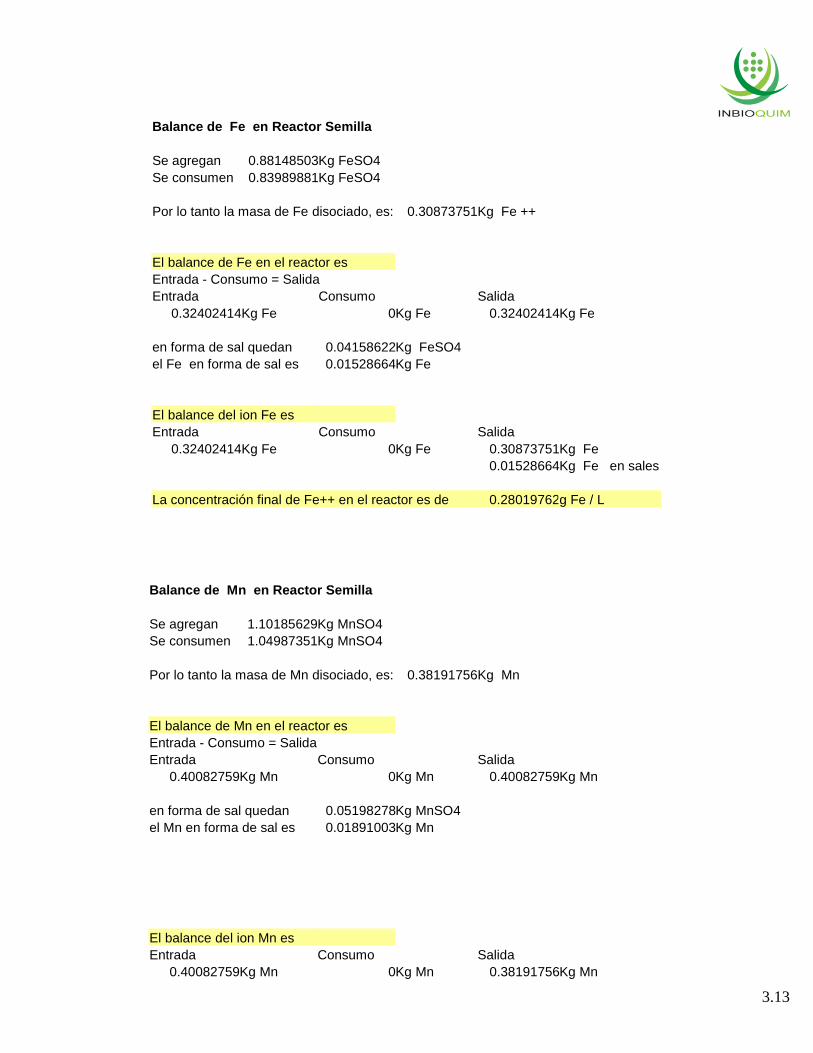
3.13
Balance de Fe en Reactor Semilla Se agregan 0.88148503 Kg FeSO4 Se consumen 0.83989881 Kg FeSO4 Por lo tanto la masa de Fe disociado, es: 0.30873751 Kg Fe ++ El balance de Fe en el reactor es Entrada - Consumo = Salida Entrada Consumo Salida
0.32402414 Kg Fe 0 Kg Fe 0.32402414 Kg Fe en forma de sal quedan 0.04158622 Kg FeSO4 el Fe en forma de sal es 0.01528664 Kg Fe El balance del ion Fe es Entrada Consumo Salida
0.32402414 Kg Fe 0 Kg Fe 0.30873751 Kg Fe 0.01528664 Kg Fe en sales La concentración final de Fe++ en el reactor es de 0.28019762 g Fe / L
Balance de Mn en Reactor Semilla Se agregan 1.10185629 Kg MnSO4 Se consumen 1.04987351 Kg MnSO4 Por lo tanto la masa de Mn disociado, es: 0.38191756 Kg Mn El balance de Mn en el reactor es Entrada - Consumo = Salida Entrada Consumo Salida
0.40082759 Kg Mn 0 Kg Mn 0.40082759 Kg Mn en forma de sal quedan 0.05198278 Kg MnSO4 el Mn en forma de sal es 0.01891003 Kg Mn
El balance del ion Mn es Entrada Consumo Salida
0.40082759 Kg Mn 0 Kg Mn 0.38191756 Kg Mn
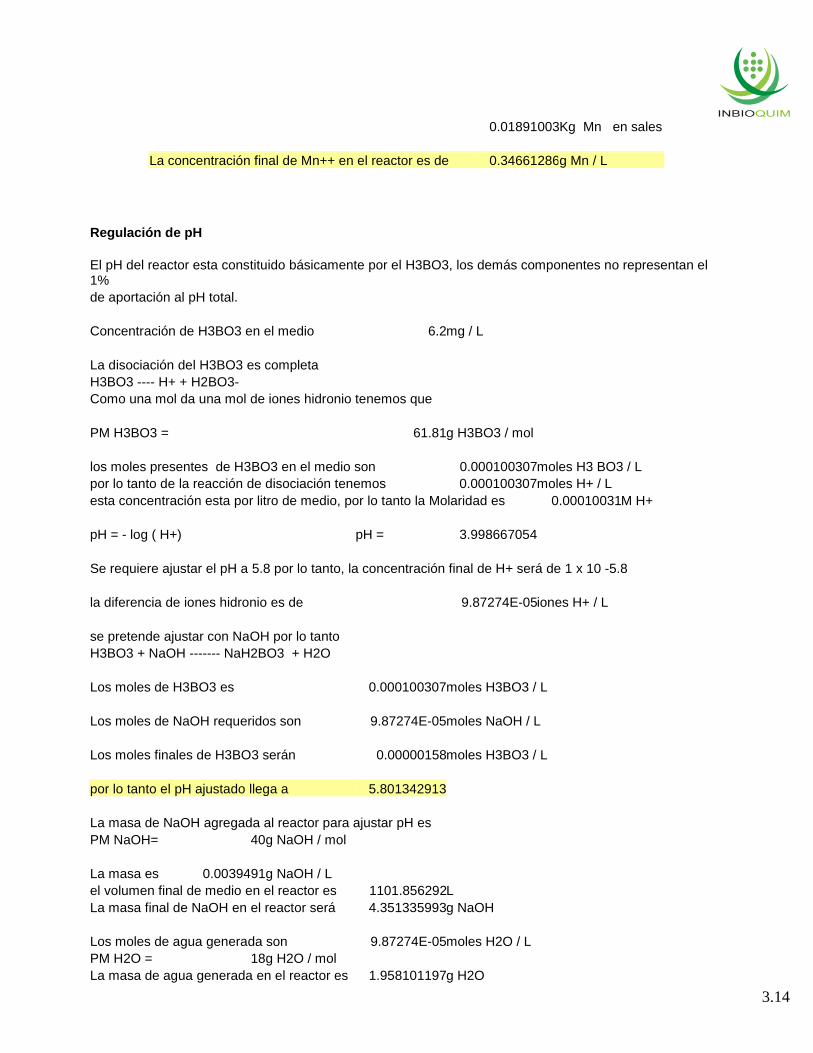
3.14
0.01891003 Kg Mn en sales La concentración final de Mn++ en el reactor es de 0.34661286 g Mn / L
Regulación de pH El pH del reactor esta constituido básicamente por el H3BO3, los demás componentes no representan el 1% de aportación al pH total. Concentración de H3BO3 en el medio 6.2 mg / L La disociación del H3BO3 es completa H3BO3 ---- H+ + H2BO3- Como una mol da una mol de iones hidronio tenemos que PM H3BO3 = 61.81 g H3BO3 / mol los moles presentes de H3BO3 en el medio son 0.000100307 moles H3 BO3 / L por lo tanto de la reacción de disociación tenemos 0.000100307 moles H+ / L esta concentración esta por litro de medio, por lo tanto la Molaridad es 0.00010031 M H+ pH = - log ( H+) pH = 3.998667054 Se requiere ajustar el pH a 5.8 por lo tanto, la concentración final de H+ será de 1 x 10 -5.8 la diferencia de iones hidronio es de 9.87274E-05 iones H+ / L se pretende ajustar con NaOH por lo tanto H3BO3 + NaOH ------- NaH2BO3 + H2O Los moles de H3BO3 es 0.000100307 moles H3BO3 / L Los moles de NaOH requeridos son 9.87274E-05 moles NaOH / L Los moles finales de H3BO3 serán 0.00000158 moles H3BO3 / L por lo tanto el pH ajustado llega a 5.801342913 La masa de NaOH agregada al reactor para ajustar pH es PM NaOH= 40 g NaOH / mol La masa es 0.0039491 g NaOH / L el volumen final de medio en el reactor es 1101.856292 L La masa final de NaOH en el reactor será 4.351335993 g NaOH Los moles de agua generada son 9.87274E-05 moles H2O / L PM H2O = 18 g H2O / mol La masa de agua generada en el reactor es 1.958101197 g H2O

3.15
Balance de agua Agua entrada del medio de cultivo= El agua constituye el 93.91% de la masa del medio Volumen de reactor 1,101.86 L densidad del medio 1,064.74 g / L masa de medio 1,173.19 Kg la masa de agua es 1,101.74 Kg H2O Agua generada reacción ácido-base= 1.96 g H2O, por lo tanto es despreciable Agua eliminada por el régimen de aireación = 0.3 ( Agua entrada del medio + Agua reacción ácido base ) que es el 30% del agua al inicio de la fermentación = 330.52 Kg H2O Para mantener el régimen del cultivo se debe tener constante el volumen de agua por lo tanto el balance es H2O salida = H2O entrada - H2O eliminada por aireación + H2O agregada El balance de H2O en el reactor es Entrada Eliminada Agregada Salida 1,101.74 Kg H2O 330.52 Kg H2O 330.52 Kg H2O 1,101.74 Kg H2O
Balance de Sopladores vvm 0.7 v aire / v RS min Volumen RS 1.10185629 m3 Presión 1 atm T 293.15 K Eficiencia 0.75 El caudal de aire Qa ( m3 / s ) se evalúa a partir del dato de aireación: .33 vvm y del volumen de trabajo del fermentador. Qa = vvm * V Qa= 0.01285499 m3 / s 0.7712994 m3/min Diámetro del tubo soplador Dts / Di = 1/ 8 Diámetro del impulsor= 0.363 m Dts=2/5 * Di 0.1452 m Area de tubo A = Pi * Dts^2 / 4 A= 0.01655858 m2 Velocidad de flujo Vf= Qa / A Vf = 46.5800426 m / s

3.16
Cálculo de potencia al freno en Kw Presión de succión del ventilador 741.7 mm Hg T a la succión 366.3 K Presión de descarga 769.6 mm Hg Velocidad 46.5800426 m / s El peso molecular para el aire es de 28.97 Kg aire / Kg mol, el volumen de 22.414 m3 /Kg mol a 101.3 kPa y 273.2 , se obtiene de tablas: La densidad en la succión es de: P1=(28.97 Kg aire/ Kg mol)( 1 Kg mol / 22.414m3)( 273.2 K / 760 mmHg)(741.7 mmHg / 366.3 K) = 0.94077895 Kg / m3 La densidad en la descarga es : P2 =(0.940 Kg / m3)(769.6 mm Hg / 741.7 mmHg) = 0.97535931 Kg/m3 P prom= P1 + P2 / 2 = 0.95806913 Kg/m3 El gasto másico del gas es: m =(0.7712m3/min)(1min/ 60 s)(1 kg mol / 22.414 m3)(273.2 K/ 294.1 K)(28.97 Kg / Kg mol)= = 0.01543429 Kg / s La carga de presión desarrollada es: P2- P1 / P prom= ( 769.6 mmHg - 741.7 mmHg )/ (760 mm Hg / atm))(1.01325E5 N/m2 / atm)(1/ 0.958 Kg / m3)= = 3882.77044 J / Kg La carga de velocidad desarrollada para vf = Vf^2/2 = 1084.85019 J / Kg La ecuación de balance de energía mecánica queda z1g * ( v1^2/2) + P1/ P - Ws= z2g * ( Vf^2/2 ) + P2 / P + Fs Estableciendo que z1= 0, z2= 0, v1=0 y Sum F = 0 y despejando Ws, ,-Ws = P2- P1 / P prom + vf^2 / 2 = 4967.62062 J / Kg Al sustituir en la ecuación : Kw al freno= - Wsm / n*1000 = 0.1022289 kW hp al freno= 0.18587073 hp

3.17
Calculo de Agitador RS Impulsor tipo turbina de seis aspas planas y cuatro deflectores . ancho de deflectores= 0.093289 m D tanque= 1.11946802 m D impulsor= 0.37315601 m w ancho de impulsor= 0.0746312 m N= 250 rpm 4.16666667 rps u viscosidad del medio= 7 cp 0.007 Kg/ms p Densidad del medio= 1064 kg/m3 Eficiencia 0.75 Al aplicar la ecuación del número de Reynolds, es: Re = Di^2 N p / u = 88188.75667 De la gráfica de de correlaciones de potencia para impulsores de 6 aspas planas, con Re: Np = = 4 Al despejar P de la siguiente ecuación: Np = P / p N^3 Di^5 P= Np p N^3 Di^5 = 2227.512131 J / s = 2.227512131 kW = 2.987093768 hp = 3.982791691 hp considerando eficiencia Na= Qa / N Di^3 = 0.059376101 Con el número de aereación y la gráfica para sistemas aereados, se obtiene el nuevo Np: Np= = 2.2 y ahora se calcula la potencia con aereación Pg = Np * p * N^3*Di^5 = 1225.131672 J / s = 1.225131672 kW = 1.642901572 hp = 2.19053543 hp considerando eficiencia Cálculo de la retención de gas Eg: Pg / P= (1-Eg) = = 0.55 Eg= = 0.45
Balance Reactor Semilla Operación: Se requiere de un proceso de crecimiento de biomasa inicial como semilla para que el reactor biomasa tenga el inoculo adecuado
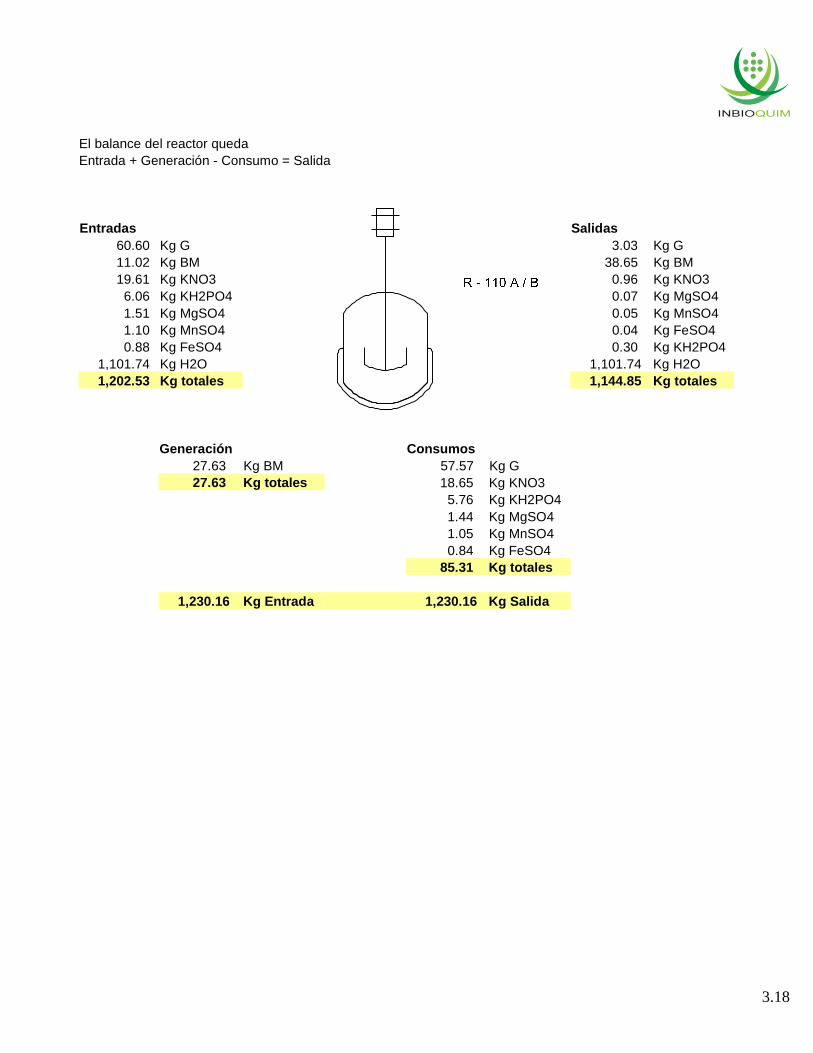
3.18
El balance del reactor queda Entrada + Generación - Consumo = Salida Entradas Salidas 60.60 Kg G 3.03 Kg G 11.02 Kg BM 38.65 Kg BM 19.61 Kg KNO3 0.96 Kg KNO3 6.06 Kg KH2PO4 0.07 Kg MgSO4 1.51 Kg MgSO4 0.05 Kg MnSO4 1.10 Kg MnSO4 0.04 Kg FeSO4 0.88 Kg FeSO4 0.30 Kg KH2PO4 1,101.74 Kg H2O 1,101.74 Kg H2O 1,202.53 Kg totales 1,144.85 Kg totales
Generación Consumos 27.63 Kg BM 57.57 Kg G 27.63 Kg totales 18.65 Kg KNO3 5.76 Kg KH2PO4 1.44 Kg MgSO4 1.05 Kg MnSO4 0.84 Kg FeSO4 85.31 Kg totales 1,230.16 Kg Entrada 1,230.16 Kg Salida
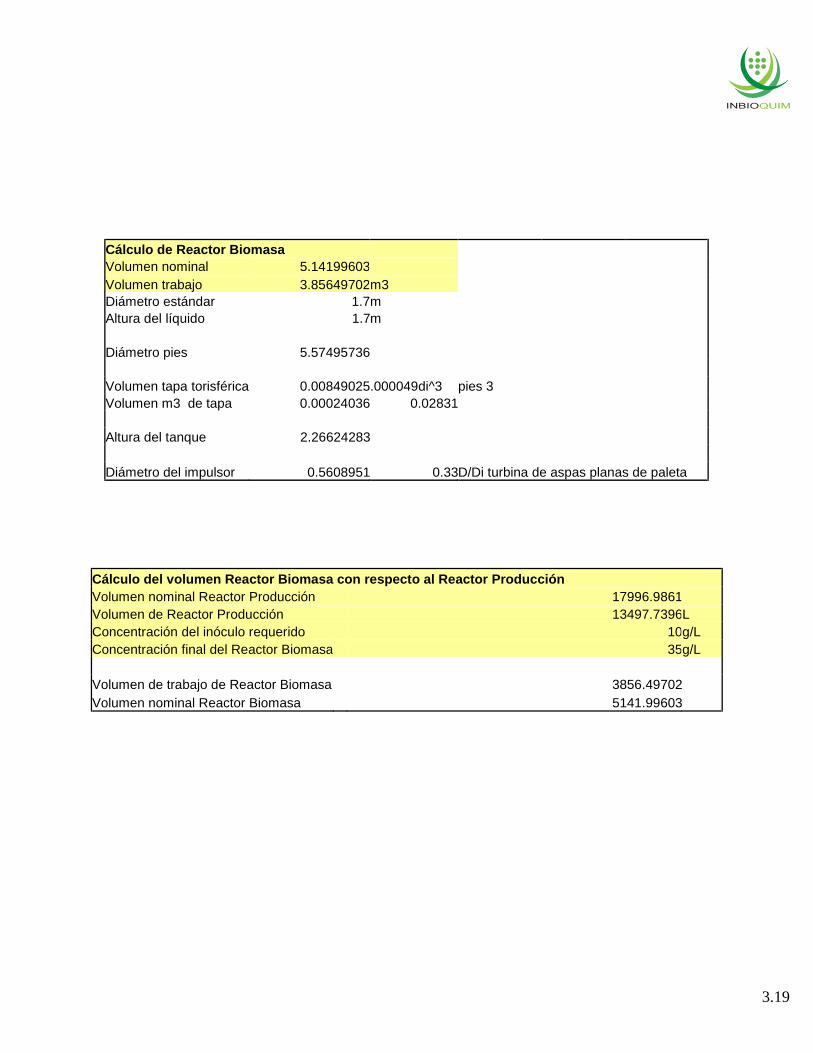
3.19
Cálculo del volumen Reactor Biomasa con respecto al Reactor Producción Volumen nominal Reactor Producción 17996.9861 Volumen de Reactor Producción 13497.7396 L Concentración del inóculo requerido 10 g/L Concentración final del Reactor Biomasa 35 g/L Volumen de trabajo de Reactor Biomasa 3856.49702 Volumen nominal Reactor Biomasa 5141.99603
Cálculo de Reactor Biomasa Volumen nominal 5.14199603 Volumen trabajo 3.85649702 m3 Diámetro estándar 1.7 m Altura del líquido 1.7 m Diámetro pies 5.57495736 Volumen tapa torisférica 0.00849025 .000049di^3 pies 3 Volumen m3 de tapa 0.00024036 0.02831 Altura del tanque 2.26624283 Diámetro del impulsor 0.5608951 0.33 D/Di turbina de aspas planas de paleta
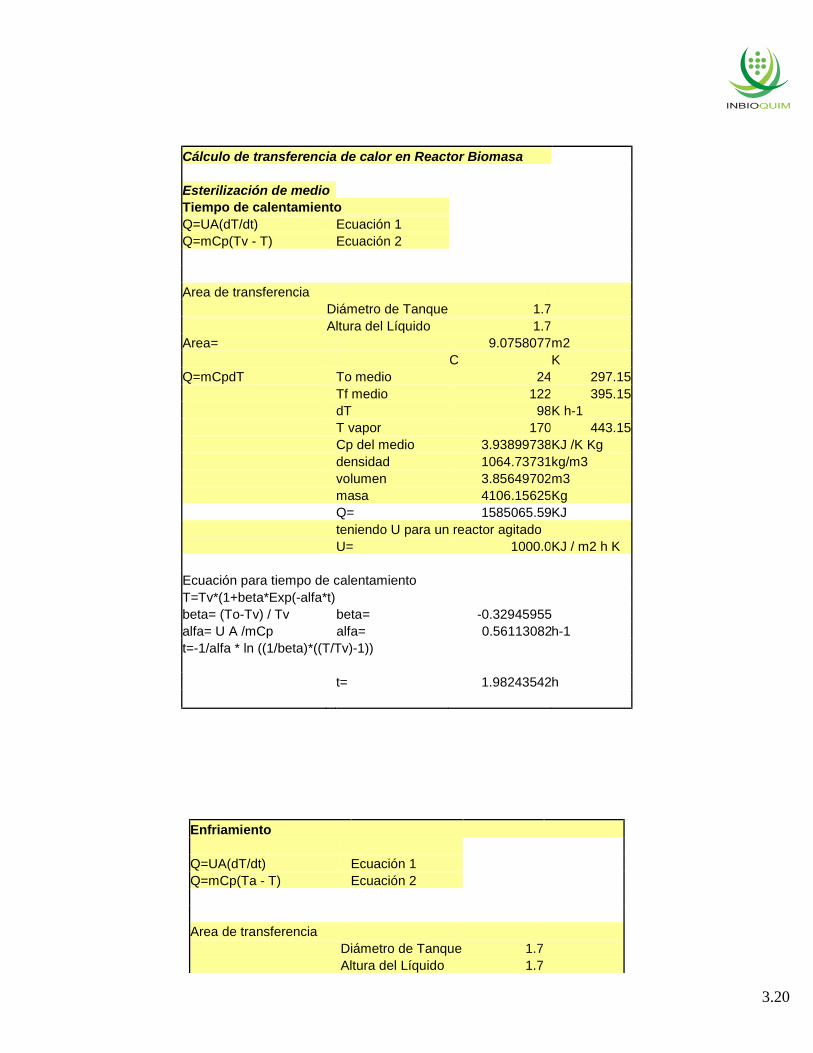
3.20
Cálculo de transferencia de calor en Reactor Biomasa Esterilización de medio Tiempo de calentamiento Q=UA(dT/dt) Ecuación 1 Q=mCp(Tv - T) Ecuación 2 Area de transferencia Diámetro de Tanque 1.7 Altura del Líquido 1.7 Area= 9.0758077 m2 C K Q=mCpdT To medio 24 297.15 Tf medio 122 395.15 dT 98 K h-1 T vapor 170 443.15 Cp del medio 3.93899738 KJ /K Kg densidad 1064.73731 kg/m3 volumen 3.85649702 m3 masa 4106.15625 Kg Q= 1585065.59 KJ teniendo U para un reactor agitado U= 1000.0 KJ / m2 h K Ecuación para tiempo de calentamiento T=Tv*(1+beta*Exp(-alfa*t) beta= (To-Tv) / Tv beta= -0.32945955 alfa= U A /mCp alfa= 0.56113082 h-1 t=-1/alfa * ln ((1/beta)*((T/Tv)-1)) t= 1.98243542 h
Enfriamiento Q=UA(dT/dt) Ecuación 1 Q=mCp(Ta - T) Ecuación 2 Area de transferencia Diámetro de Tanque 1.7 Altura del Líquido 1.7
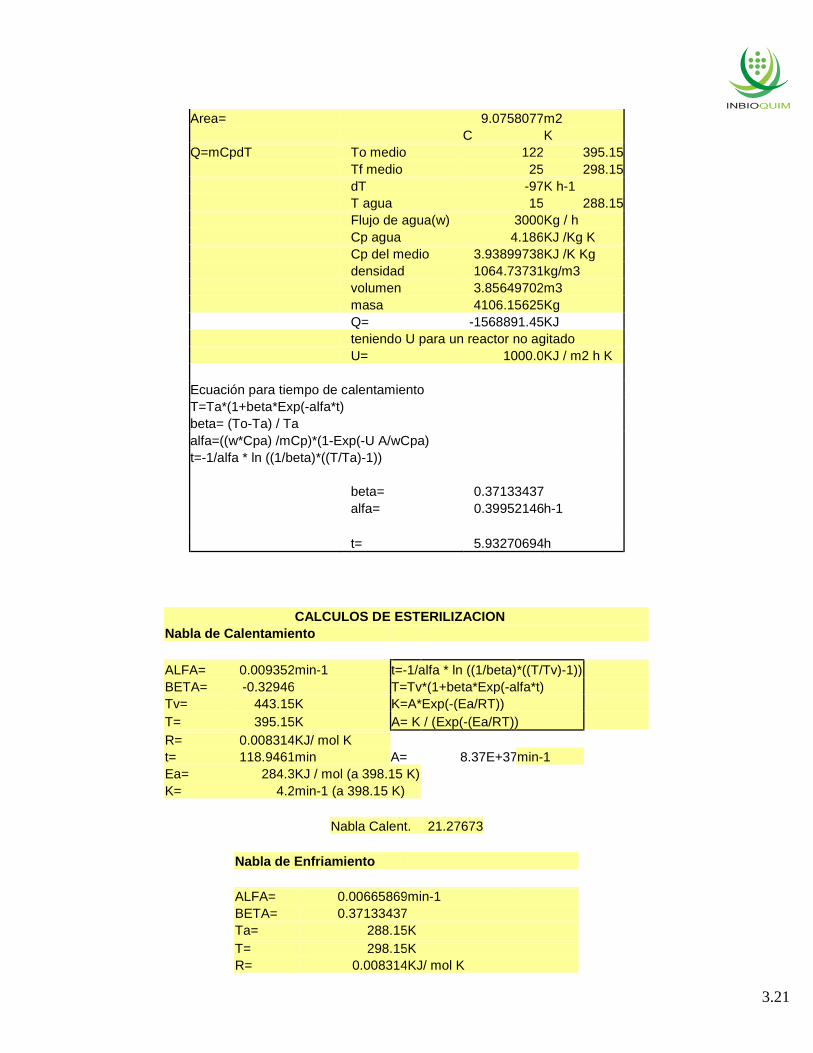
3.21
Area= 9.0758077 m2 C K Q=mCpdT To medio 122 395.15 Tf medio 25 298.15 dT -97 K h-1 T agua 15 288.15 Flujo de agua(w) 3000 Kg / h Cp agua 4.186 KJ /Kg K Cp del medio 3.93899738 KJ /K Kg densidad 1064.73731 kg/m3 volumen 3.85649702 m3 masa 4106.15625 Kg Q= -1568891.45 KJ teniendo U para un reactor no agitado U= 1000.0 KJ / m2 h K Ecuación para tiempo de calentamiento T=Ta*(1+beta*Exp(-alfa*t) beta= (To-Ta) / Ta alfa=((w*Cpa) /mCp)*(1-Exp(-U A/wCpa) t=-1/alfa * ln ((1/beta)*((T/Ta)-1)) beta= 0.37133437 alfa= 0.39952146 h-1 t= 5.93270694 h
CALCULOS DE ESTERILIZACION Nabla de Calentamiento ALFA= 0.009352 min-1 t=-1/alfa * ln ((1/beta)*((T/Tv)-1)) BETA= -0.32946 T=Tv*(1+beta*Exp(-alfa*t) Tv= 443.15 K K=A*Exp(-(Ea/RT)) T= 395.15 K A= K / (Exp(-(Ea/RT)) R= 0.008314 KJ/ mol K t= 118.9461 min A= 8.37E+37 min-1 Ea= 284.3 KJ / mol (a 398.15 K) K= 4.2 min-1 (a 398.15 K)
Nabla Calent. 21.27673
Nabla de Enfriamiento ALFA= 0.00665869 min-1 BETA= 0.37133437 Ta= 288.15 K T= 298.15 K R= 0.008314 KJ/ mol K

3.22
t= 355.962 min Ea= 284.3 KJ / mol (a 398.15 K) K= 4.2 min-1 (a 398.15 K)
Nabla Enfriamiento 14.32055
Mo= esporas/ml* Vtml/lote esporas/ml= 10000000 Vtm3= 3.856497 Vtml= 3856497 M= esporas por lote permitidas al fin de ester. M= 0.01 Nabla tot= ln Mo / M 35.88854 % Ester. En Calentamiento 59.28558
Mo= esporas/ml* Vtml/lote esporas/ml= 10000000 Vtm3= 1.101856 Vtml= 1101856 M= esporas por lote permitidas al fin de ester. M= 0.01 Nabla tot= ln Mo / M 34.63577 % Ester. En Enfriamiento 41.34613
Nabla de Mantenimiento Nabla de Mant.=Nabla Total - Nabla Calen. - Nabla Enfriam. Nabla de Mant.= 0.291257 % Ester. En Manto.} 0.811561 para una temp de mantenimiento de 395.15 K la K resulta K=A*Exp(-(Ea/RT)) K= 2.188107 min -1 para el tiempo de mantenimiento t= Nabla de Mant. / K t= 0.133109 min 0.002218 h Tiempo total de Esterilización t total= Tiempo de Calen.+ Tiempo de Enfriam.+ Tiempo de Mant. t total= 7.917361 h

3.23
Balance de Glucosa Glucosa del Reactor Semilla 2.75 g G / L Vs Volumen Reactor Semilla 1,101.86 L So glucosa inicial de medio 75.90 g G / L V Volumen de reactor 2,754.64 L Es Eficiencia 0.95 Mbi masa de biomasa inicial 38.65 Kg BM Masa de sustrato inicial del Reactor semilla en el reactor Mso= So * V Mso= 3.03 Kg G Masa de sustrato inicial en el reactor Mso= So * V Mso= 209.08 Kg G Masa total de sustrato inicial en el reactor Mts= Mss + Msb Mts= 212.11 Kg G La concentración inicial de sustrato en el reactor es 55.00 g G / L E = Sc / St Sc = St * E Sc= 201.50 Kg Sc = St - Sr Sr = St - Sc Sr= 10.61 Kg La concentración final de Glucosa en el reactor es de 2.75 g G / L El balance de masa de la Glucosa en el reactor es Entrada - Consumo = Salida Entrada Consumo Salida 212.11 Kg G 201.50 Kg G 10.61 Kg G
Balance de Biomasa So Sustrato inicial 55.00 g G/L Sf Sustrato final 2.75 g G/L Vs Volumen Reactor Semilla 1,101.86 L Mso Masa de sustrato inicial 212.11 Msf Masa de sustrato final 10.61 Bo Biomasa inicial 10.00 g/L V Volumen de reactor 2,754.64 L Yx/s rendimiento 0.48 g BM / g G
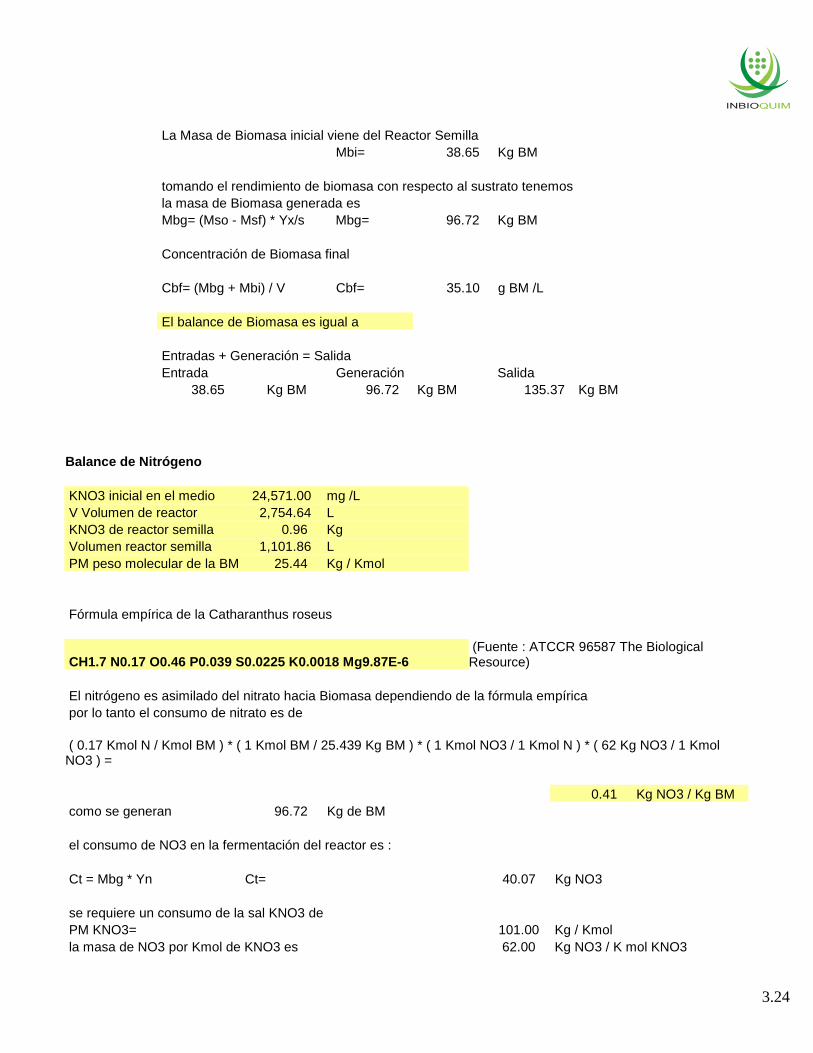
3.24
La Masa de Biomasa inicial viene del Reactor Semilla Mbi= 38.65 Kg BM tomando el rendimiento de biomasa con respecto al sustrato tenemos la masa de Biomasa generada es Mbg= (Mso - Msf) * Yx/s Mbg= 96.72 Kg BM Concentración de Biomasa final Cbf= (Mbg + Mbi) / V Cbf= 35.10 g BM /L El balance de Biomasa es igual a Entradas + Generación = Salida Entrada Generación Salida 38.65 Kg BM 96.72 Kg BM 135.37 Kg BM
Balance de Nitrógeno KNO3 inicial en el medio 24,571.00 mg /L V Volumen de reactor 2,754.64 L KNO3 de reactor semilla 0.96 Kg Volumen reactor semilla 1,101.86 L PM peso molecular de la BM 25.44 Kg / Kmol Fórmula empírica de la Catharanthus roseus
CH1.7 N0.17 O0.46 P0.039 S0.0225 K0.0018 Mg9.87E-6 (Fuente : ATCCR 96587 The Biological Resource)
El nitrógeno es asimilado del nitrato hacia Biomasa dependiendo de la fórmula empírica por lo tanto el consumo de nitrato es de ( 0.17 Kmol N / Kmol BM ) * ( 1 Kmol BM / 25.439 Kg BM ) * ( 1 Kmol NO3 / 1 Kmol N ) * ( 62 Kg NO3 / 1 Kmol NO3 ) = 0.41 Kg NO3 / Kg BM como se generan 96.72 Kg de BM el consumo de NO3 en la fermentación del reactor es : Ct = Mbg * Yn Ct= 40.07 Kg NO3 se requiere un consumo de la sal KNO3 de PM KNO3= 101.00 Kg / Kmol la masa de NO3 por Kmol de KNO3 es 62.00 Kg NO3 / K mol KNO3

3.25
la cantidad de KNO3 consumida en la fermentación es de 65.28 Kg KNO3 del reactor semilla tenemos una masa de 0.96 Kg KNO3 en 1,101.86 L Se agrega 24,571.00 mg de KNO3 / L en el medio de cultivo La masa de KNO3 inicial en el reactor es de 67.68 Kg KNO3 La masa total de KNO3 en el reactor es de Mtn = Mns + Mnb Mtn= 68.65 Kg KNO3 La concentración inicial de KNO3 total en el reactor es de 17,799.94 mg KNO3 / L El balance de KNO3 en el reactor es Entrada - Consumo = Salida Entrada Consumo Salida 68.65 Kg KNO3 65.28 Kg KNO3 3.36 Kg KNO3 La concentración final de KNO3 en el reactor es de 1.22 g KNO3 / L
Balance de Fósforo KH2PO4 inicial en el medio 7,591.00 mg /L V Volumen de reactor 2,754.64 L KH2PO4 del reactor semilla 0.30 Kg Volumen del Reactor Semilla 1,101.86 L PM peso molecular de la BM 25.44 Kg / Kmol PM KH2PO4 136.00 Kg / Kmol Fórmula empírica de la Catharanthus roseus
CH1.7 N0.17 O0.46 P0.039 S0.0225 K0.0018 Mg9.87E-6 (Fuente : ATCCR 96587 The Biological Resource)
El fósforo es asimilado del fosfato hacia Biomasa dependiendo de la fórmula empírica por lo tanto el consumo de fosfato es de ( 0.039 Kmol P / Kmol BM ) * ( 1 Kmol BM / 25.439 Kg BM ) * ( 1 Kmol PO4 / 1 Kmol P ) * ( 95 Kg PO4 / 1 Kmol PO4 ) =
0.15 Kg PO4 / Kg BM
como se generan 96.72 Kg de BM el consumo de PO4 en la fermentación del reactor es : Ct = Mbg * Yp Ct= 14.09 Kg PO4 se requiere un consumo de la sal KH2PO4 de PM KH2PO4 136.00 Kg / Kmol la masa de PO4 por Kmol de KH2PO4 es 95.00 Kg PO4 / K mol KH2PO4
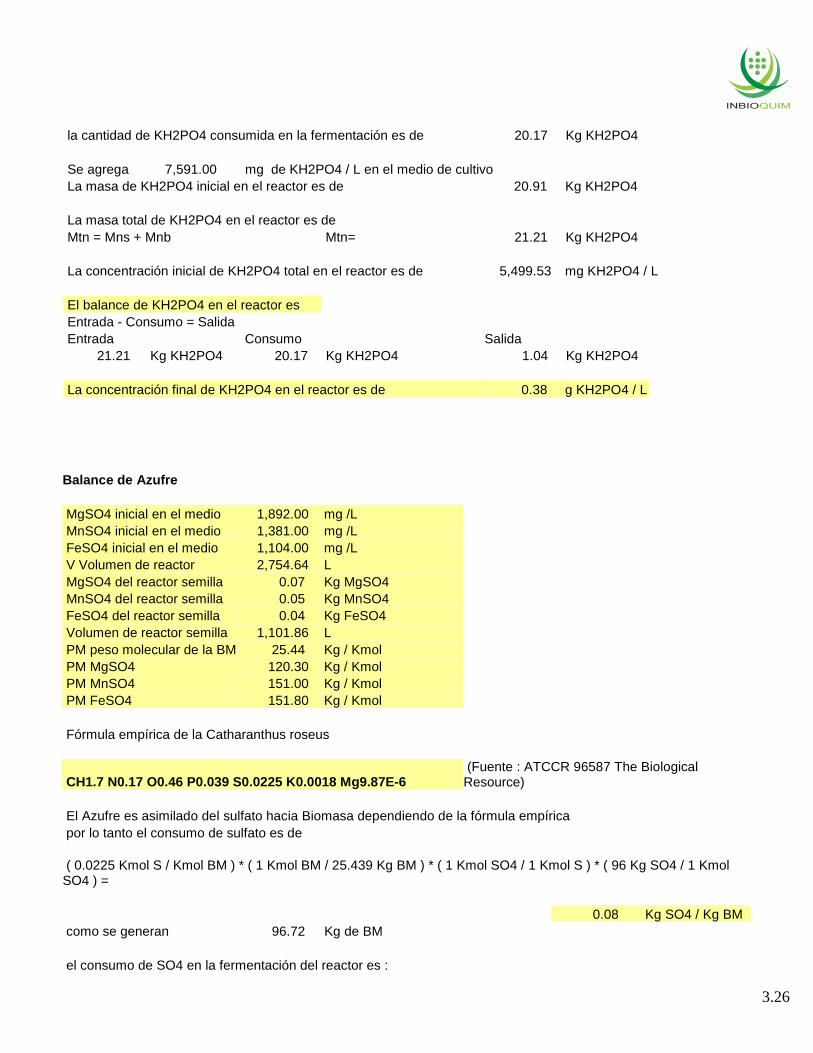
3.26
la cantidad de KH2PO4 consumida en la fermentación es de 20.17 Kg KH2PO4 Se agrega 7,591.00 mg de KH2PO4 / L en el medio de cultivo La masa de KH2PO4 inicial en el reactor es de 20.91 Kg KH2PO4 La masa total de KH2PO4 en el reactor es de Mtn = Mns + Mnb Mtn= 21.21 Kg KH2PO4 La concentración inicial de KH2PO4 total en el reactor es de 5,499.53 mg KH2PO4 / L El balance de KH2PO4 en el reactor es Entrada - Consumo = Salida Entrada Consumo Salida 21.21 Kg KH2PO4 20.17 Kg KH2PO4 1.04 Kg KH2PO4 La concentración final de KH2PO4 en el reactor es de 0.38 g KH2PO4 / L
Balance de Azufre MgSO4 inicial en el medio 1,892.00 mg /L MnSO4 inicial en el medio 1,381.00 mg /L FeSO4 inicial en el medio 1,104.00 mg /L V Volumen de reactor 2,754.64 L MgSO4 del reactor semilla 0.07 Kg MgSO4 MnSO4 del reactor semilla 0.05 Kg MnSO4 FeSO4 del reactor semilla 0.04 Kg FeSO4 Volumen de reactor semilla 1,101.86 L PM peso molecular de la BM 25.44 Kg / Kmol PM MgSO4 120.30 Kg / Kmol PM MnSO4 151.00 Kg / Kmol PM FeSO4 151.80 Kg / Kmol Fórmula empírica de la Catharanthus roseus
CH1.7 N0.17 O0.46 P0.039 S0.0225 K0.0018 Mg9.87E-6 (Fuente : ATCCR 96587 The Biological Resource)
El Azufre es asimilado del sulfato hacia Biomasa dependiendo de la fórmula empírica por lo tanto el consumo de sulfato es de ( 0.0225 Kmol S / Kmol BM ) * ( 1 Kmol BM / 25.439 Kg BM ) * ( 1 Kmol SO4 / 1 Kmol S ) * ( 96 Kg SO4 / 1 Kmol SO4 ) = 0.08 Kg SO4 / Kg BM como se generan 96.72 Kg de BM el consumo de SO4 en la fermentación del reactor es :
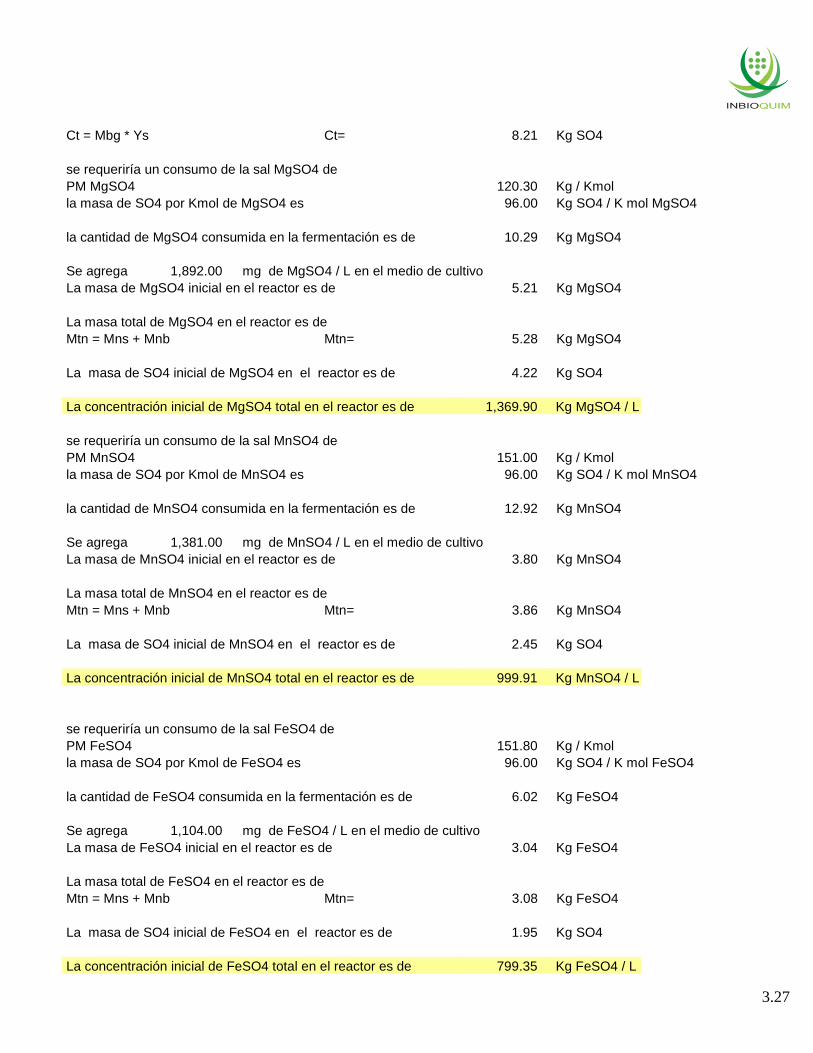
3.27
Ct = Mbg * Ys Ct= 8.21 Kg SO4 se requeriría un consumo de la sal MgSO4 de PM MgSO4 120.30 Kg / Kmol la masa de SO4 por Kmol de MgSO4 es 96.00 Kg SO4 / K mol MgSO4 la cantidad de MgSO4 consumida en la fermentación es de 10.29 Kg MgSO4 Se agrega 1,892.00 mg de MgSO4 / L en el medio de cultivo La masa de MgSO4 inicial en el reactor es de 5.21 Kg MgSO4 La masa total de MgSO4 en el reactor es de Mtn = Mns + Mnb Mtn= 5.28 Kg MgSO4 La masa de SO4 inicial de MgSO4 en el reactor es de 4.22 Kg SO4 La concentración inicial de MgSO4 total en el reactor es de 1,369.90 Kg MgSO4 / L se requeriría un consumo de la sal MnSO4 de PM MnSO4 151.00 Kg / Kmol la masa de SO4 por Kmol de MnSO4 es 96.00 Kg SO4 / K mol MnSO4 la cantidad de MnSO4 consumida en la fermentación es de 12.92 Kg MnSO4 Se agrega 1,381.00 mg de MnSO4 / L en el medio de cultivo La masa de MnSO4 inicial en el reactor es de 3.80 Kg MnSO4 La masa total de MnSO4 en el reactor es de Mtn = Mns + Mnb Mtn= 3.86 Kg MnSO4 La masa de SO4 inicial de MnSO4 en el reactor es de 2.45 Kg SO4 La concentración inicial de MnSO4 total en el reactor es de 999.91 Kg MnSO4 / L se requeriría un consumo de la sal FeSO4 de PM FeSO4 151.80 Kg / Kmol la masa de SO4 por Kmol de FeSO4 es 96.00 Kg SO4 / K mol FeSO4 la cantidad de FeSO4 consumida en la fermentación es de 6.02 Kg FeSO4 Se agrega 1,104.00 mg de FeSO4 / L en el medio de cultivo La masa de FeSO4 inicial en el reactor es de 3.04 Kg FeSO4 La masa total de FeSO4 en el reactor es de Mtn = Mns + Mnb Mtn= 3.08 Kg FeSO4 La masa de SO4 inicial de FeSO4 en el reactor es de 1.95 Kg SO4 La concentración inicial de FeSO4 total en el reactor es de 799.35 Kg FeSO4 / L

3.28
El balance de SO4's en el reactor es Entrada - Consumo = Salida Entrada Consumo Salida 8.62 Kg SO4 8.21 Kg SO4 0.40 Kg SO4 4.22 del MgSO4 4.02 del MgSO4 0.20 del MgSO4 2.45 del MnSO4 2.34 del MnSO4 0.12 del MnSO4 1.95 del FeSO4 1.86 del FeSO4 0.09 del FeSO4 El balance de las sales en el reactor Entrada - Consumo = Salida Entrada Consumo Salida 5.28 Kg MgSO4 5.03 Kg MgSO4 0.25 Kg MgSO4 3.86 Kg MnSO4 3.68 Kg MnSO4 0.18 Kg MnSO4 3.08 Kg FeSO4 2.94 Kg FeSO4 0.14 Kg FeSO4 La concentración final de MgSO4 es de 0.06 g Mg SO4 / L La concentración final de MnSO4 es de 0.05 g MnSO4 / L La concentración final de FeSO4 es de 0.04 g FeSO4 / L
Balance de Potasio KNO3 inicial en el medio 24571 mg /L KH2PO4 inicial en el medio 2971 mg/L V Volumen de reactor 2754.64073 L KNO3 de Reactor semilla 0.96115619 Kg KNO3 KH2PO4 de Reactor semilla 0.29843894 Kg KH2PO4 Volumen de Reactor semilla 1101.85629 L PM peso molecular de la BM 25.439 Kg / Kmol PM K 39 Kg / Kmol Fórmula empírica de la Catharanthus roseus CH1.7 N0.17 O0.46 P0.039 S0.0225 K0.0018 Mg9.87E-6 (Fuente : ATCCR 96587 The Biological Resource) El Potasio es asimilado del sulfato y nitrato hacia Biomasa dependiendo de la fórmula empírica por lo tanto el consumo de Potasio es de ( 0.0018 Kmol K / Kmol BM ) * ( 1 Kmol BM / 25.439 Kg BM ) * (39.1 Kg K / 1 Kmol K ) = 0.002766618 Kg K/ Kg BM como se generan 96.7209453 Kg de BM el consumo de Mg en la fermentación del reactor es : Ct = Mbk * Yk Ct= 0.26758993 Kg K
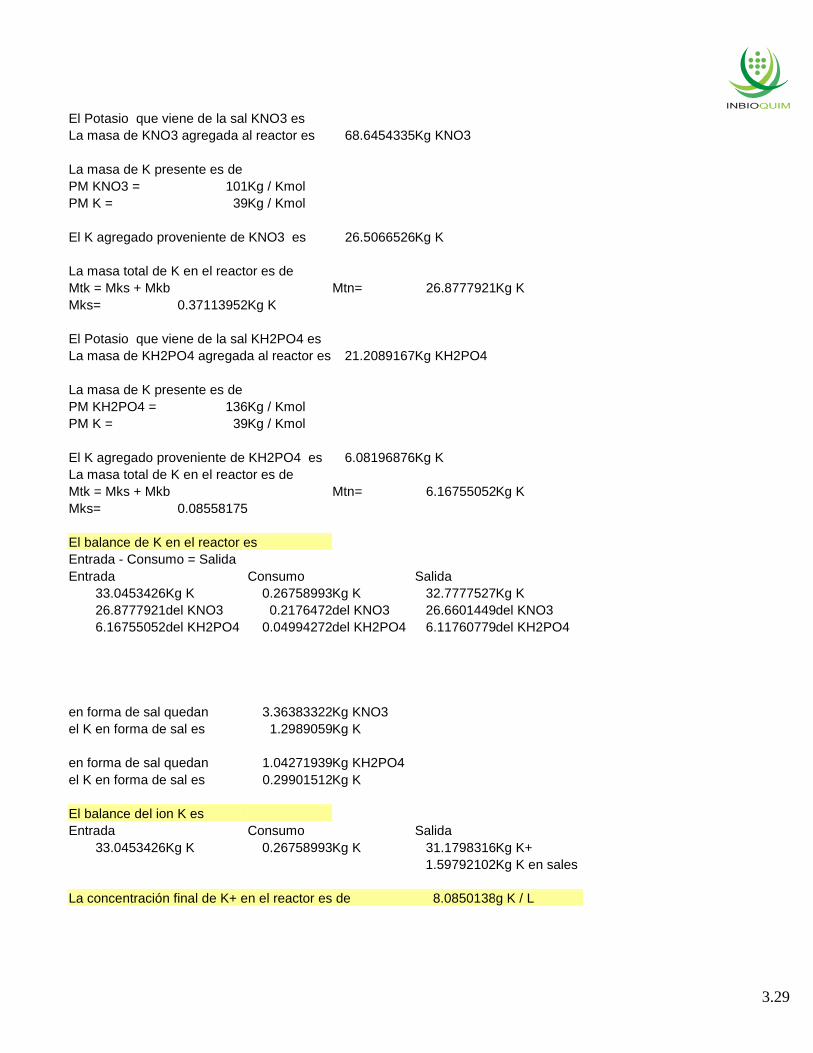
3.29
El Potasio que viene de la sal KNO3 es La masa de KNO3 agregada al reactor es 68.6454335 Kg KNO3 La masa de K presente es de PM KNO3 = 101 Kg / Kmol PM K = 39 Kg / Kmol El K agregado proveniente de KNO3 es 26.5066526 Kg K La masa total de K en el reactor es de Mtk = Mks + Mkb Mtn= 26.8777921 Kg K Mks= 0.37113952 Kg K El Potasio que viene de la sal KH2PO4 es La masa de KH2PO4 agregada al reactor es 21.2089167 Kg KH2PO4 La masa de K presente es de PM KH2PO4 = 136 Kg / Kmol PM K = 39 Kg / Kmol El K agregado proveniente de KH2PO4 es 6.08196876 Kg K La masa total de K en el reactor es de Mtk = Mks + Mkb Mtn= 6.16755052 Kg K Mks= 0.08558175 El balance de K en el reactor es Entrada - Consumo = Salida Entrada Consumo Salida
33.0453426 Kg K 0.26758993 Kg K 32.7777527 Kg K 26.8777921 del KNO3 0.2176472 del KNO3 26.6601449 del KNO3 6.16755052 del KH2PO4 0.04994272 del KH2PO4 6.11760779 del KH2PO4
en forma de sal quedan 3.36383322 Kg KNO3 el K en forma de sal es 1.2989059 Kg K en forma de sal quedan 1.04271939 Kg KH2PO4 el K en forma de sal es 0.29901512 Kg K El balance del ion K es Entrada Consumo Salida
33.0453426 Kg K 0.26758993 Kg K 31.1798316 Kg K+ 1.59792102 Kg K en sales La concentración final de K+ en el reactor es de 8.0850138 g K / L
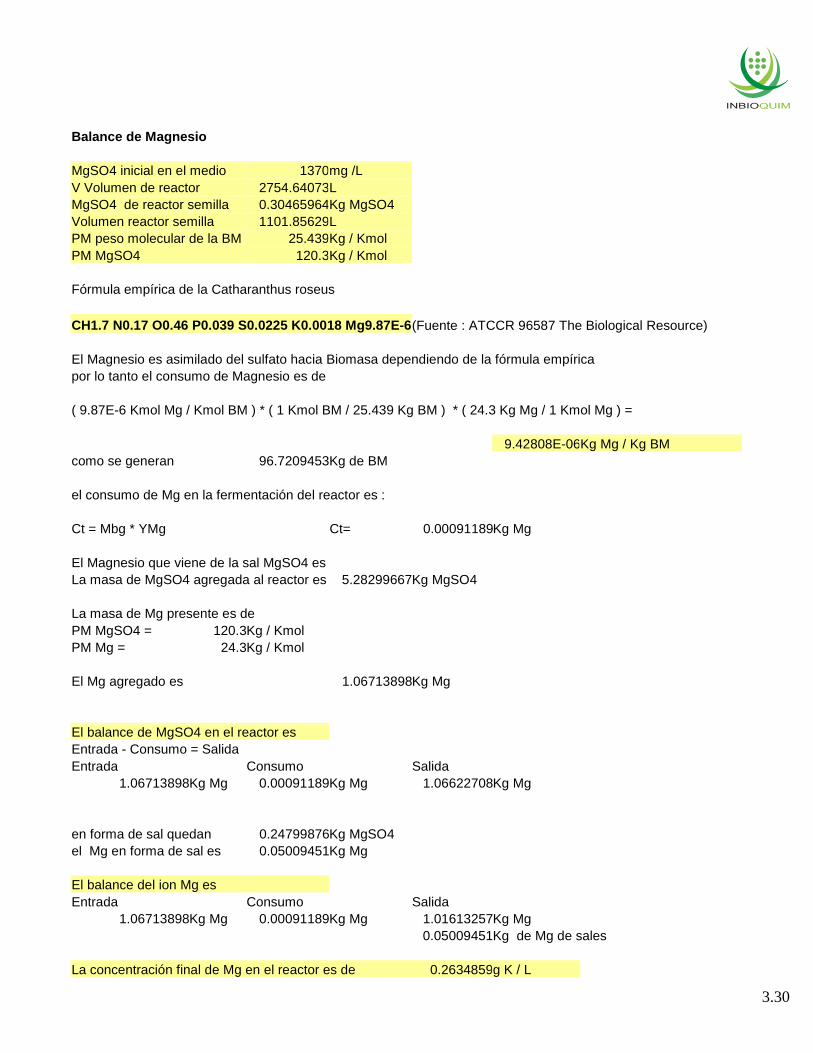
3.30
Balance de Magnesio MgSO4 inicial en el medio 1370 mg /L V Volumen de reactor 2754.64073 L MgSO4 de reactor semilla 0.30465964 Kg MgSO4 Volumen reactor semilla 1101.85629 L PM peso molecular de la BM 25.439 Kg / Kmol PM MgSO4 120.3 Kg / Kmol Fórmula empírica de la Catharanthus roseus CH1.7 N0.17 O0.46 P0.039 S0.0225 K0.0018 Mg9.87E-6 (Fuente : ATCCR 96587 The Biological Resource) El Magnesio es asimilado del sulfato hacia Biomasa dependiendo de la fórmula empírica por lo tanto el consumo de Magnesio es de ( 9.87E-6 Kmol Mg / Kmol BM ) * ( 1 Kmol BM / 25.439 Kg BM ) * ( 24.3 Kg Mg / 1 Kmol Mg ) = 9.42808E-06 Kg Mg / Kg BM como se generan 96.7209453 Kg de BM el consumo de Mg en la fermentación del reactor es : Ct = Mbg * YMg Ct= 0.00091189 Kg Mg El Magnesio que viene de la sal MgSO4 es La masa de MgSO4 agregada al reactor es 5.28299667 Kg MgSO4 La masa de Mg presente es de PM MgSO4 = 120.3 Kg / Kmol PM Mg = 24.3 Kg / Kmol El Mg agregado es 1.06713898 Kg Mg El balance de MgSO4 en el reactor es Entrada - Consumo = Salida Entrada Consumo Salida
1.06713898 Kg Mg 0.00091189 Kg Mg 1.06622708 Kg Mg en forma de sal quedan 0.24799876 Kg MgSO4 el Mg en forma de sal es 0.05009451 Kg Mg El balance del ion Mg es Entrada Consumo Salida
1.06713898 Kg Mg 0.00091189 Kg Mg 1.01613257 Kg Mg 0.05009451 Kg de Mg de sales La concentración final de Mg en el reactor es de 0.2634859 g K / L

3.31
Balance de Fe Se agregan 3.08270959 Kg FeSO4 Se consumen 2.93799851 Kg FeSO4 Por lo tanto la masa de Fe disociado, es: 1.07997574 Kg Fe ++ El balance de Fe en el reactor es Entrada - Consumo = Salida Entrada Consumo Salida
1.13316993 Kg Fe 0 Kg Fe 1.13316993 Kg Fe en forma de sal quedan 0.14471108 Kg FeSO4 el Fe en forma de sal es 0.05319419 Kg Fe El balance del ion Fe es Entrada Consumo Salida
1.13316993 Kg Fe 0 Kg Fe 1.07997574 Kg Fe 0.05319419 Kg Fe en sales La concentración final de Fe++ en el reactor es de 0.2800406 g Fe / L
Balance de Mn Se agregan 3.85614163 Kg MnSO4 Se consumen 2.33650234 Kg MnSO4 Por lo tanto la masa de Mn disociado, es: 0.84996075 Kg Mn El balance de Mn en el reactor es Entrada - Consumo = Salida Entrada Consumo Salida
1.40276728 Kg Mn 0 Kg Mn 1.40276728 Kg Mn en forma de sal quedan 0.05198278 Kg MnSO4 el Mn en forma de sal es 0.01891003 Kg Mn El balance del ion Mn es Entrada Consumo Salida
1.40276728 Kg Mn 0 Kg Mn 1.38385725 Kg Mn 0.01891003 Kg Mn en sales La concentración final de Mn++ en el reactor es de 0.35883789 g Mn / L
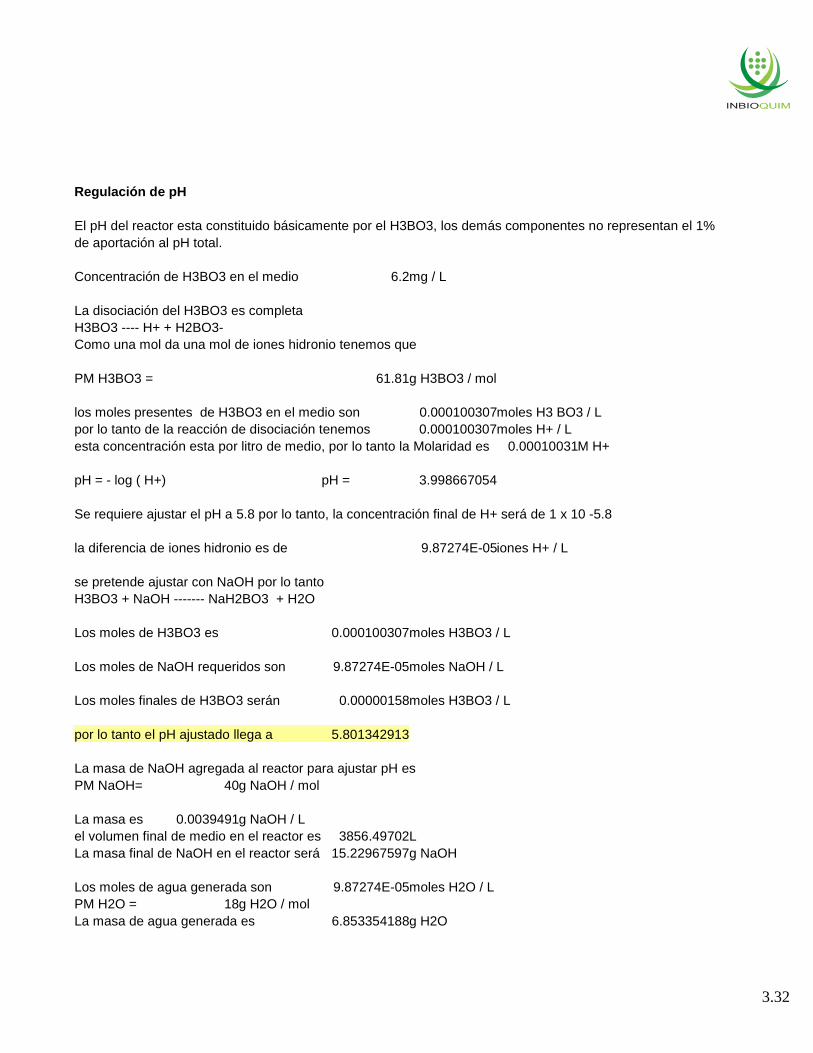
3.32
Regulación de pH El pH del reactor esta constituido básicamente por el H3BO3, los demás componentes no representan el 1% de aportación al pH total. Concentración de H3BO3 en el medio 6.2 mg / L La disociación del H3BO3 es completa H3BO3 ---- H+ + H2BO3- Como una mol da una mol de iones hidronio tenemos que PM H3BO3 = 61.81 g H3BO3 / mol los moles presentes de H3BO3 en el medio son 0.000100307 moles H3 BO3 / L por lo tanto de la reacción de disociación tenemos 0.000100307 moles H+ / L esta concentración esta por litro de medio, por lo tanto la Molaridad es 0.00010031 M H+ pH = - log ( H+) pH = 3.998667054 Se requiere ajustar el pH a 5.8 por lo tanto, la concentración final de H+ será de 1 x 10 -5.8 la diferencia de iones hidronio es de 9.87274E-05 iones H+ / L se pretende ajustar con NaOH por lo tanto H3BO3 + NaOH ------- NaH2BO3 + H2O Los moles de H3BO3 es 0.000100307 moles H3BO3 / L Los moles de NaOH requeridos son 9.87274E-05 moles NaOH / L Los moles finales de H3BO3 serán 0.00000158 moles H3BO3 / L por lo tanto el pH ajustado llega a 5.801342913 La masa de NaOH agregada al reactor para ajustar pH es PM NaOH= 40 g NaOH / mol La masa es 0.0039491 g NaOH / L el volumen final de medio en el reactor es 3856.49702 L La masa final de NaOH en el reactor será 15.22967597 g NaOH Los moles de agua generada son 9.87274E-05 moles H2O / L PM H2O = 18 g H2O / mol La masa de agua generada es 6.853354188 g H2O

3.33
Balance de agua Agua entrada del medio de cultivo= El agua constituye el 93.91% de la masa del medio Volumen de reactor 3856.49702 L densidad del medio 1064.73731 g / L masa de medio 4106.15625 Kg la masa de agua es 3856.09133 Kg H2O Agua generada reacción ácido-base= 15.229676 g H2O, por lo tanto es despreciable Agua eliminada por el régimen de aireación = 0.3 ( Agua entrada del medio + Agua reacción ácido base ) que es el 30% del agua al inicio de la fermentación = 1156.8274 Kg H2O Para mantener el régimen del cultivo se debe tener constante el volumen de agua por lo tanto el balance es H2O salida = H2O entrada - H2O eliminada por aireación + H2O agregada El agua de entrada es el agua proveniente del medio del Reactor Semilla + el agua agregada para completar el volumen de trabajo El balance de H2O en el reactor es Entrada Eliminada Agregada Salida
3856.09133 Kg H2O 1156.8274 Kg H2O 1156.8274 Kg H2O 3856.09133 Kg H2O 1101.85629 Kg agua RS 2754.23504 Kg agregados
Balance de Soplador vvm 0.7 v aire / v RS min Volumen RB 3.85649702 m3 Presión 1 atm T 293.15 K Eficiencia 0.75 El caudal de aire Qa ( m3 / s ) se evalúa a partir del dato de aireación: .33 vvm y del volumen de trabajo del fermentador. Qa = vvm * V Qa= 0.04499247 m3 / s 2.69954791 m3/min Diámetro del tubo soplador Dts / Di = 1/ 8 Diámetro del impulsor= 0.363 m Dts=2/5 * Di 0.1452 m Area de tubo A = Pi * Dts^2 / 4 A= 0.01655858 m2 Velocidad de flujo Vf= Qa / A Vf = 163.030149 m / s
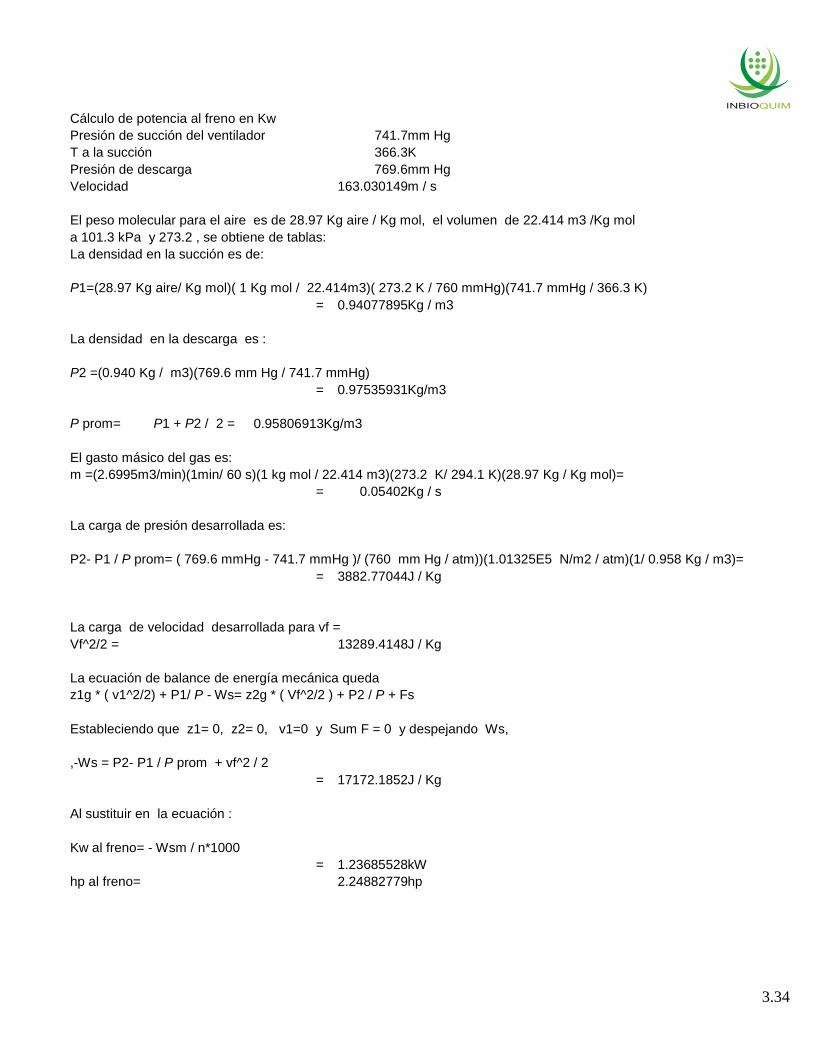
3.34
Cálculo de potencia al freno en Kw Presión de succión del ventilador 741.7 mm Hg T a la succión 366.3 K Presión de descarga 769.6 mm Hg Velocidad 163.030149 m / s El peso molecular para el aire es de 28.97 Kg aire / Kg mol, el volumen de 22.414 m3 /Kg mol a 101.3 kPa y 273.2 , se obtiene de tablas: La densidad en la succión es de: P1=(28.97 Kg aire/ Kg mol)( 1 Kg mol / 22.414m3)( 273.2 K / 760 mmHg)(741.7 mmHg / 366.3 K) = 0.94077895 Kg / m3 La densidad en la descarga es : P2 =(0.940 Kg / m3)(769.6 mm Hg / 741.7 mmHg) = 0.97535931 Kg/m3 P prom= P1 + P2 / 2 = 0.95806913 Kg/m3 El gasto másico del gas es: m =(2.6995m3/min)(1min/ 60 s)(1 kg mol / 22.414 m3)(273.2 K/ 294.1 K)(28.97 Kg / Kg mol)= = 0.05402 Kg / s La carga de presión desarrollada es: P2- P1 / P prom= ( 769.6 mmHg - 741.7 mmHg )/ (760 mm Hg / atm))(1.01325E5 N/m2 / atm)(1/ 0.958 Kg / m3)= = 3882.77044 J / Kg La carga de velocidad desarrollada para vf = Vf^2/2 = 13289.4148 J / Kg La ecuación de balance de energía mecánica queda z1g * ( v1^2/2) + P1/ P - Ws= z2g * ( Vf^2/2 ) + P2 / P + Fs Estableciendo que z1= 0, z2= 0, v1=0 y Sum F = 0 y despejando Ws, ,-Ws = P2- P1 / P prom + vf^2 / 2 = 17172.1852 J / Kg Al sustituir en la ecuación : Kw al freno= - Wsm / n*1000 = 1.23685528 kW hp al freno= 2.24882779 hp
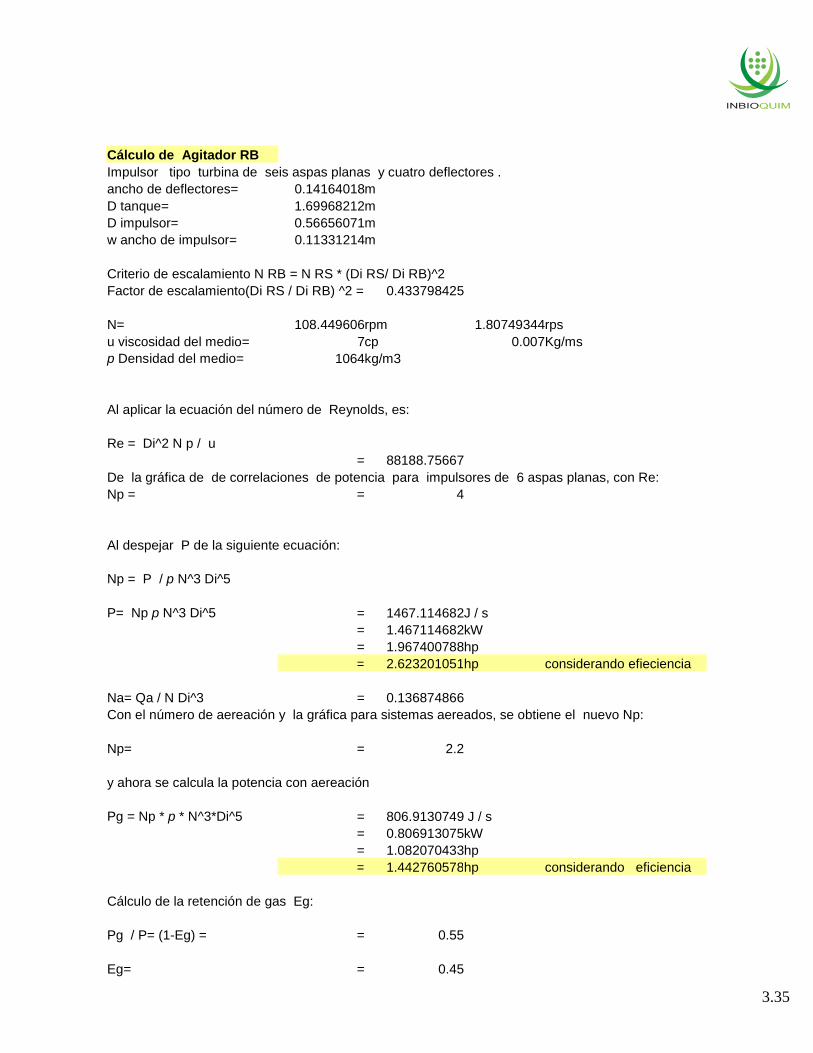
3.35
Cálculo de Agitador RB Impulsor tipo turbina de seis aspas planas y cuatro deflectores . ancho de deflectores= 0.14164018 m D tanque= 1.69968212 m D impulsor= 0.56656071 m w ancho de impulsor= 0.11331214 m Criterio de escalamiento N RB = N RS * (Di RS/ Di RB)^2 Factor de escalamiento(Di RS / Di RB) ^2 = 0.433798425 N= 108.449606 rpm 1.80749344 rps u viscosidad del medio= 7 cp 0.007 Kg/ms p Densidad del medio= 1064 kg/m3 Al aplicar la ecuación del número de Reynolds, es: Re = Di^2 N p / u = 88188.75667 De la gráfica de de correlaciones de potencia para impulsores de 6 aspas planas, con Re: Np = = 4 Al despejar P de la siguiente ecuación: Np = P / p N^3 Di^5 P= Np p N^3 Di^5 = 1467.114682 J / s = 1.467114682 kW = 1.967400788 hp = 2.623201051 hp considerando efieciencia Na= Qa / N Di^3 = 0.136874866 Con el número de aereación y la gráfica para sistemas aereados, se obtiene el nuevo Np: Np= = 2.2 y ahora se calcula la potencia con aereación Pg = Np * p * N^3*Di^5 = 806.9130749 J / s = 0.806913075 kW = 1.082070433 hp = 1.442760578 hp considerando eficiencia Cálculo de la retención de gas Eg: Pg / P= (1-Eg) = = 0.55 Eg= = 0.45
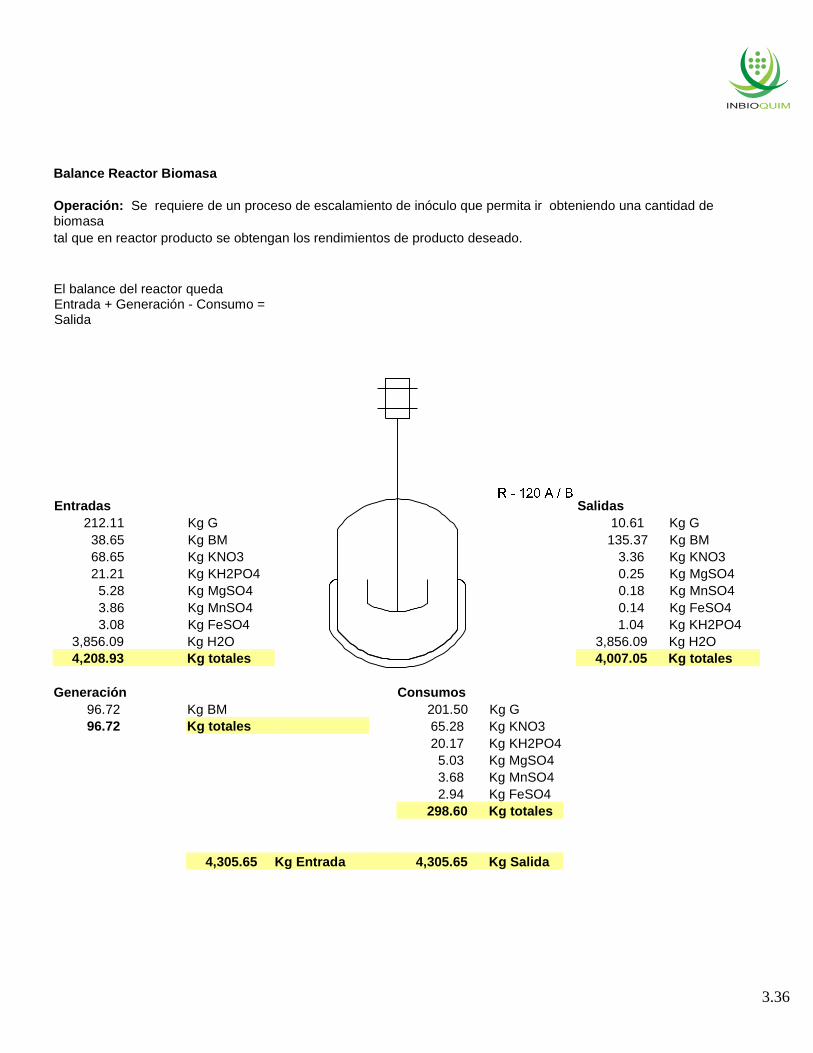
3.36
Balance Reactor Biomasa Operación: Se requiere de un proceso de escalamiento de inóculo que permita ir obteniendo una cantidad de biomasa tal que en reactor producto se obtengan los rendimientos de producto deseado. El balance del reactor queda Entrada + Generación - Consumo = Salida Entradas Salidas 212.11 Kg G 10.61 Kg G 38.65 Kg BM 135.37 Kg BM 68.65 Kg KNO3 3.36 Kg KNO3 21.21 Kg KH2PO4 0.25 Kg MgSO4 5.28 Kg MgSO4 0.18 Kg MnSO4 3.86 Kg MnSO4 0.14 Kg FeSO4 3.08 Kg FeSO4
1.04 Kg KH2PO4 3,856.09 Kg H2O 3,856.09 Kg H2O 4,208.93 Kg totales 4,007.05 Kg totales Generación Consumos 96.72 Kg BM 201.50 Kg G 96.72 Kg totales 65.28 Kg KNO3 20.17 Kg KH2PO4 5.03 Kg MgSO4 3.68 Kg MnSO4 2.94 Kg FeSO4 298.60 Kg totales 4,305.65 Kg Entrada 4,305.65 Kg Salida

3.37
Cálculo de transferencia de calor en Reactor Producción Esterilización de medio Tiempo de calentamiento Q=UA(dT/dt) Ecuación 1 Q=mCp(Tv - T) Ecuación 2 Area de transferencia Diámetro de Tanque 2.6 Altura del Líquido 2.6 Area= 20.9217166 m2 C K Q=mCpdT To medio 24 297.15 Tf medio 122 395.15 dT 98 K h-1 T vapor 170 443.15 Cp del medio 3.93899738 KJ /K Kg densidad 1064.73731 kg/m3 volumen 13.4977396 m3 masa 14371.5469 Kg Q= 5547729.58 KJ teniendo U para un reactor agitado U= 3600.0 KJ / m2 h K
Cálculo de Reactor Producción Volumen nominal 17.9969861 Volumen trabajo 13.4977396 m3 Diámetro estándar 2.6 m Altura del líquido 2.6 m Diámetro pies 8.46442702 Volumen tapa torisférica 0.02971589 .000049di^3 pies 3 Volumen m3 de tapa 0.00084126 0.02831 Altura del tanque 3.44082399 Diámetro del impulsor 0.85160394 0.33 D/Di turbina de aspas planas de paleta

3.38
Ecuación para tiempo de calentamiento T=Tv*(1+beta*Exp(-alfa*t) beta= (To-Tv) / Tv beta= -0.32945955 alfa= U A /mCp alfa= 1.33048692 h-1 t=-1/alfa * ln ((1/beta)*((T/Tv)-1)) t= 0.8360891 h
CALCULOS DE ESTERILIZACION Nabla de Calentamiento ALFA= 0.022175 min-1 t=-1/alfa * ln ((1/beta)*((T/Tv)-1)) BETA= -0.32946 T=Tv*(1+beta*Exp(-alfa*t) Tv= 443.15 K K=A*Exp(-(Ea/RT)) T= 395.15 K A= K / (Exp(-(Ea/RT)) R= 0.008314 KJ/ mol K t= 50.16535 min A= 8.37E+37 min-1 Ea= 284.3 KJ / mol (a 398.15 K) K= 4.2 min-1 (a 398.15 K)
Nabla Calent. 8.808441
Nabla de Enfriamiento ALFA= 0.00368807 min-1 BETA= 0.37133437 Ta= 288.15 K T= 298.15 K R= 0.008314 KJ/ mol K t= 642.678 min Ea= 284.3 KJ / mol (a 398.15 K) K= 4.2 min-1 (a 398.15 K)
Nabla Enfriamiento 25.83398
Mo= esporas/ml* Vtml/lote esporas/ml= 10000000 Vtm3= 1.101856 Vtml= 1101856 M= esporas por lote permitidas al fin de ester. M= 0.01 Nabla tot= ln Mo / M 34.63577 % Ester. En Enfriamiento 74.58756

3.39
Mo= esporas/ml* Vtml/lote esporas/ml= 10000000 Vtm3= 3.856497 Vtml= 3856497 M= esporas por lote permitidas al fin de ester. M= 0.01 Nabla tot= ln Mo / M 35.88854 % Ester. En Calentamiento 24.54389 Nabla de Mantenimiento Nabla de Mant.=Nabla Total - Nabla Calen. - Nabla Enfriam. Nabla de Mant.= 1.246117 % Ester. En Manto.} 3.472186 para una temp de mantenimiento de 395.15 K la K resulta K=A*Exp(-(Ea/RT)) K= 2.188107 min -1 para el tiempo de mantenimiento t= Nabla de Mant. / K t= 0.569495 min 0.009492 h Tiempo total de Esterilización t total= Tiempo de Calen.+ Tiempo de Enfriam.+ Tiempo de Mant. t total= 11.55688 h
Balance de Glucosa Glucosa del Reactor Biomasa 2.75 g G / L Vs Volumen Reactor Biomasa 3856.49702 L So glucosa inicial de medio 75.9 g G / L V Volumen de reactor 9641.24255 L Es Eficiencia 0.95 Mbi masa de biomasa inicial 38.6531187 Kg BM Masa de sustrato inicial del Reactor Biomasa en el reactor Mso= So * V Mso= 10.6053668 Kg G Masa de sustrato inicial en el reactor Mso= So * V Mso= 731.77031 Kg G Masa total de sustrato inicial en el reactor Mts= Mss + Msb Mts= 742.375676 Kg G

3.40
La concentración inicial de sustrato en el reactor es 55 g G / L E = Sc / St Sc = St * E Sc= 705.256893 Kg Sc = St - Sr Sr = St - Sc Sr= 37.1187838 Kg La concentración final de Glucosa en el reactor es de 2.75 g G / L El balance de masa de la Glucosa en el reactor es Entrada - Consumo = Salida Entrada Consumo Salida
742.375676 Kg G 705.256893 Kg G 37.119 Kg G
Balance de Biomasa So Sustrato inicial 55.00 g G/L Sf Sustrato final 2.75 g G/L Vs Volumen Reactor Biomasa 3,856.50 L Mso Masa de sustrato inicial 742.38 Msf Masa de sustrato final 37.12 Bo Biomasa inicial 10.00 g/L V Volumen de reactor 9,641.24 L Yx/s rendimiento 0.48 g BM / g G La Masa de Biomasa inicial viene del Reactor Biomasa Mbi= 135.37 Kg BM tomando el rendimiento de biomasa con respecto al sustrato tenemos la masa de Biomasa generada es Mbg= (Mso - Msf) * Yx/s Mbg= 338.52 Kg BM Concentración de Biomasa final Cbf= (Mbg + Mbi) / V Cbf= 35.11 g BM /L El balance de Biomasa es igual a Entradas + Generación = Salida Entrada Generación Salida 135.37 Kg BM 338.52 Kg BM 473.90 Kg BM

3.41
Balance de Nitrógeno KNO3 inicial en el medio 24,572.00 mg /L V Volumen de reactor 9,641.24 L KNO3 de reactor Biomasa 3.36 Kg KNO3 Volumen de Reactor Biomasa 3,856.50 L PM peso molecular de la BM 25.44 Kg / Kmol Fórmula empírica de la Catharanthus roseus
CH1.7 N0.17 O0.46 P0.039 S0.0225 K0.0018 Mg9.87E-6 (Fuente : ATCCR 96587 The Biological Resource)
El nitrógeno es asimilado del nitrato hacia Biomasa dependiendo de la fórmula empírica por lo tanto el consumo de nitrato es de ( 0.17 Kmol N / Kmol BM ) * ( 1 Kmol BM / 25.439 Kg BM ) * ( 1 Kmol NO3 / 1 Kmol N ) * ( 62 Kg NO3 / 1 Kmol NO3 ) = 0.41 Kg NO3 / Kg BM como se generan 338.52 Kg de BM el consumo de NO3 en la fermentación del reactor es : Ct = Mbg * Yn Ct= 140.26 Kg NO3 se requiere un consumo de la sal KNO3 de PM KNO3= 101.00 Kg / Kmol la masa de NO3 por Kmol de KNO3 es 62.00 Kg NO3 / K mol KNO3 la cantidad de KNO3 consumida en la fermentación es de 228.49 Kg KNO3 Se agrega 24,572.00 mg de KNO3 / L en el medio de cultivo La masa de KNO3 inicial en el reactor es de 236.90 Kg KNO3 La masa total de KNO3 en el reactor es de Mtn = Mns + Mnb Mtn= 240.27 Kg KNO3 El balance de KNO3 en el reactor es Entrada - Consumo = Salida Entrada Consumo Salida 240.27 Kg KNO3 228.49 Kg KNO3 11.78 Kg KNO3 La concentración final de KNO3 en el reactor es de 1.22 g KNO3 / L
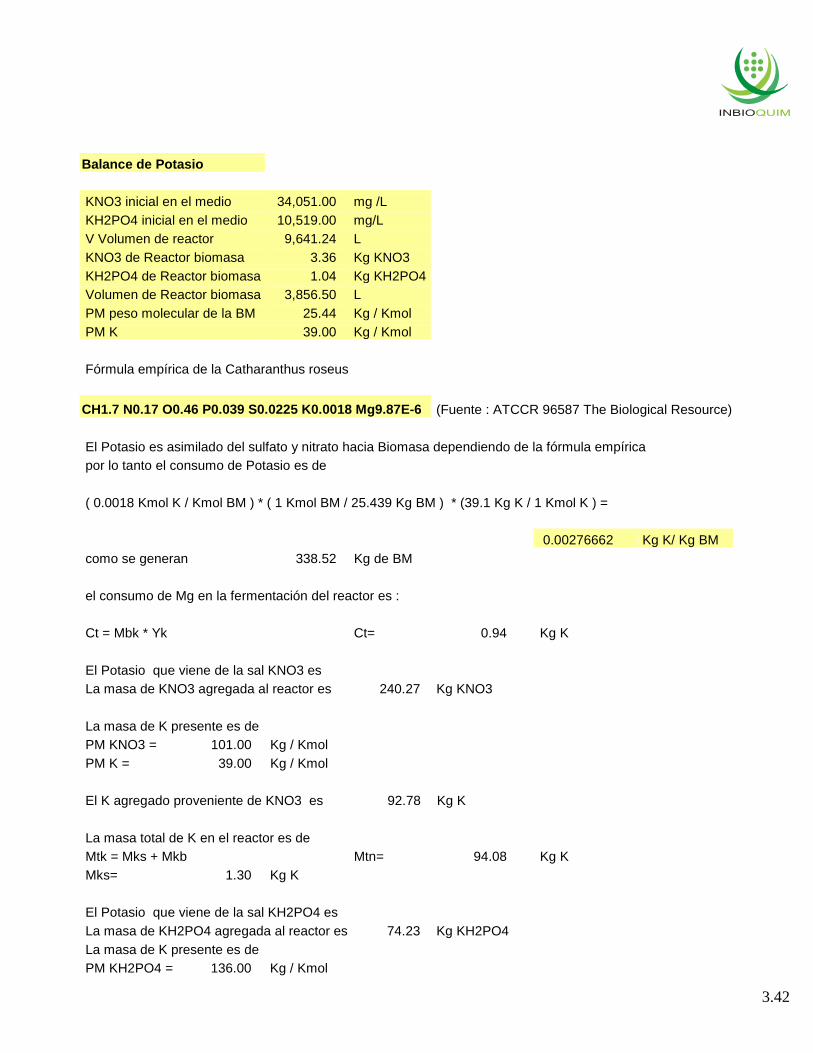
3.42
Balance de Potasio KNO3 inicial en el medio 34,051.00 mg /L KH2PO4 inicial en el medio 10,519.00 mg/L V Volumen de reactor 9,641.24 L KNO3 de Reactor biomasa 3.36 Kg KNO3 KH2PO4 de Reactor biomasa 1.04 Kg KH2PO4 Volumen de Reactor biomasa 3,856.50 L PM peso molecular de la BM 25.44 Kg / Kmol PM K 39.00 Kg / Kmol Fórmula empírica de la Catharanthus roseus CH1.7 N0.17 O0.46 P0.039 S0.0225 K0.0018 Mg9.87E-6 (Fuente : ATCCR 96587 The Biological Resource) El Potasio es asimilado del sulfato y nitrato hacia Biomasa dependiendo de la fórmula empírica por lo tanto el consumo de Potasio es de ( 0.0018 Kmol K / Kmol BM ) * ( 1 Kmol BM / 25.439 Kg BM ) * (39.1 Kg K / 1 Kmol K ) = 0.00276662 Kg K/ Kg BM como se generan 338.52 Kg de BM el consumo de Mg en la fermentación del reactor es : Ct = Mbk * Yk Ct= 0.94 Kg K El Potasio que viene de la sal KNO3 es La masa de KNO3 agregada al reactor es 240.27 Kg KNO3 La masa de K presente es de PM KNO3 = 101.00 Kg / Kmol PM K = 39.00 Kg / Kmol El K agregado proveniente de KNO3 es 92.78 Kg K La masa total de K en el reactor es de Mtk = Mks + Mkb Mtn= 94.08 Kg K Mks= 1.30 Kg K El Potasio que viene de la sal KH2PO4 es La masa de KH2PO4 agregada al reactor es 74.23 Kg KH2PO4 La masa de K presente es de PM KH2PO4 = 136.00 Kg / Kmol
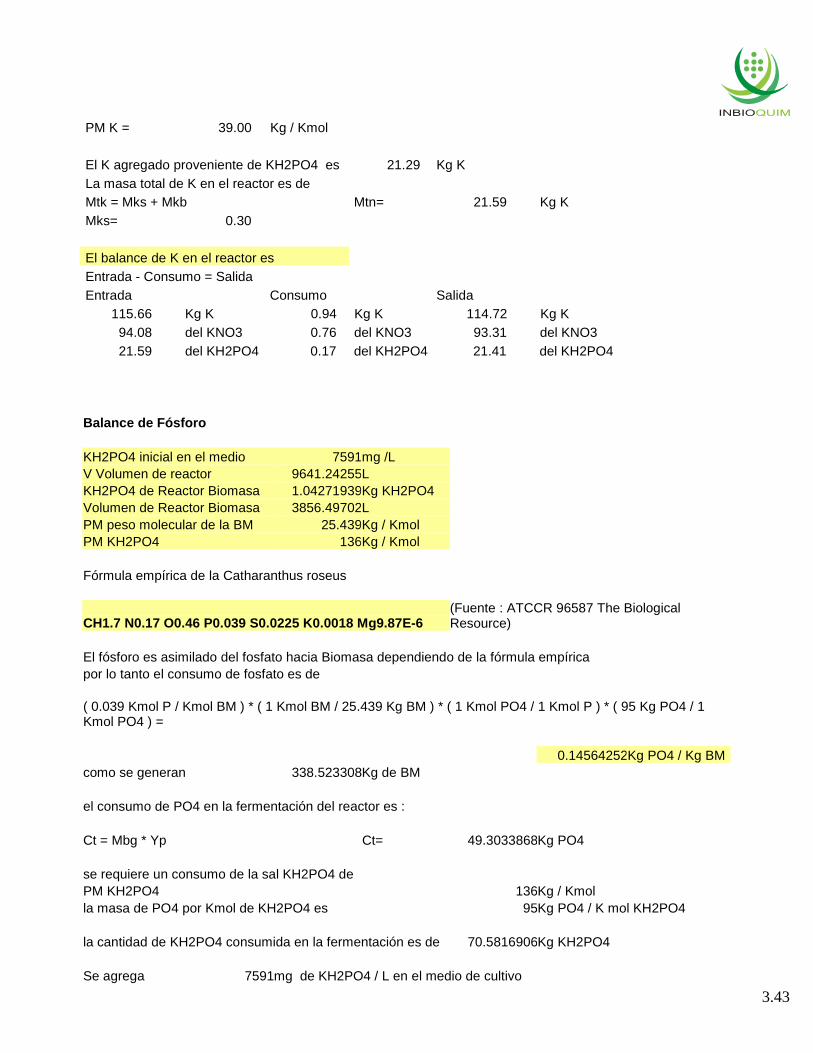
3.43
PM K = 39.00 Kg / Kmol El K agregado proveniente de KH2PO4 es 21.29 Kg K La masa total de K en el reactor es de Mtk = Mks + Mkb Mtn= 21.59 Kg K Mks= 0.30 El balance de K en el reactor es Entrada - Consumo = Salida Entrada Consumo Salida 115.66 Kg K 0.94 Kg K 114.72 Kg K 94.08 del KNO3 0.76 del KNO3 93.31 del KNO3 21.59 del KH2PO4 0.17 del KH2PO4 21.41 del KH2PO4
Balance de Fósforo KH2PO4 inicial en el medio 7591 mg /L V Volumen de reactor 9641.24255 L KH2PO4 de Reactor Biomasa 1.04271939 Kg KH2PO4 Volumen de Reactor Biomasa 3856.49702 L PM peso molecular de la BM 25.439 Kg / Kmol PM KH2PO4 136 Kg / Kmol Fórmula empírica de la Catharanthus roseus
CH1.7 N0.17 O0.46 P0.039 S0.0225 K0.0018 Mg9.87E-6 (Fuente : ATCCR 96587 The Biological Resource)
El fósforo es asimilado del fosfato hacia Biomasa dependiendo de la fórmula empírica por lo tanto el consumo de fosfato es de ( 0.039 Kmol P / Kmol BM ) * ( 1 Kmol BM / 25.439 Kg BM ) * ( 1 Kmol PO4 / 1 Kmol P ) * ( 95 Kg PO4 / 1 Kmol PO4 ) = 0.14564252 Kg PO4 / Kg BM como se generan 338.523308 Kg de BM el consumo de PO4 en la fermentación del reactor es : Ct = Mbg * Yp Ct= 49.3033868 Kg PO4 se requiere un consumo de la sal KH2PO4 de PM KH2PO4 136 Kg / Kmol la masa de PO4 por Kmol de KH2PO4 es 95 Kg PO4 / K mol KH2PO4 la cantidad de KH2PO4 consumida en la fermentación es de 70.5816906 Kg KH2PO4 Se agrega 7591 mg de KH2PO4 / L en el medio de cultivo

3.44
La masa de KH2PO4 inicial en el reactor es de 73.1866722 Kg KH2PO4 La masa total de KH2PO4 en el reactor es de Mtn = Mns + Mnb Mtn= 74.2293916 Kg KH2PO4 La concentración inicial de KH2PO4 total en el reactor es de 5499.39427 mg KH2PO4 / L El balance de KH2PO4 en el reactor es Entrada - Consumo = Salida Entrada Consumo Salida
74.2293916 Kg KH2PO4 70.5816906 Kg KH2PO4 3.64770096 Kg KH2PO4 La concentración final de KH2PO4 en el reactor es de 0.37834345 g KH2PO4 / L
Balance de Magnesio MgSO4 inicial en el medio 1370 mg /L V Volumen de reactor 9641.24255 L MgSO4 de Reactor Biomasa 1.06622708 Kg MgSO4 Volumen Reactor Biomasa 3856.49702 L PM peso molecular de la BM 25.439 Kg / Kmol PM MgSO4 120.3 Kg / Kmol Fórmula empírica de la Catharanthus roseus
CH1.7 N0.17 O0.46 P0.039 S0.0225 K0.0018 Mg9.87E-6 (Fuente : ATCCR 96587 The Biological Resource)
El Magnesio es asimilado del sulfato hacia Biomasa dependiendo de la fórmula empírica por lo tanto el consumo de Magnesio es de ( 9.87E-6 Kmol Mg / Kmol BM ) * ( 1 Kmol BM / 25.439 Kg BM ) * ( 24.3 Kg Mg / 1 Kmol Mg ) = 9.42808E-06 Kg Mg / Kg BM como se generan 338.523308 Kg de BM el consumo de Mg en la fermentación del reactor es : Ct = Mbg * YMg Ct= 0.00319163 Kg Mg El Magnesio que viene de la sal MgSO4 es La masa de MgSO4 agregada al reactor es 18.4892297 Kg MgSO4 La masa de Mg presente es de PM MgSO4 = 120.3 Kg / Kmol PM Mg = 24.3 Kg / Kmol El Mg agregado es 3.73473218 Kg Mg
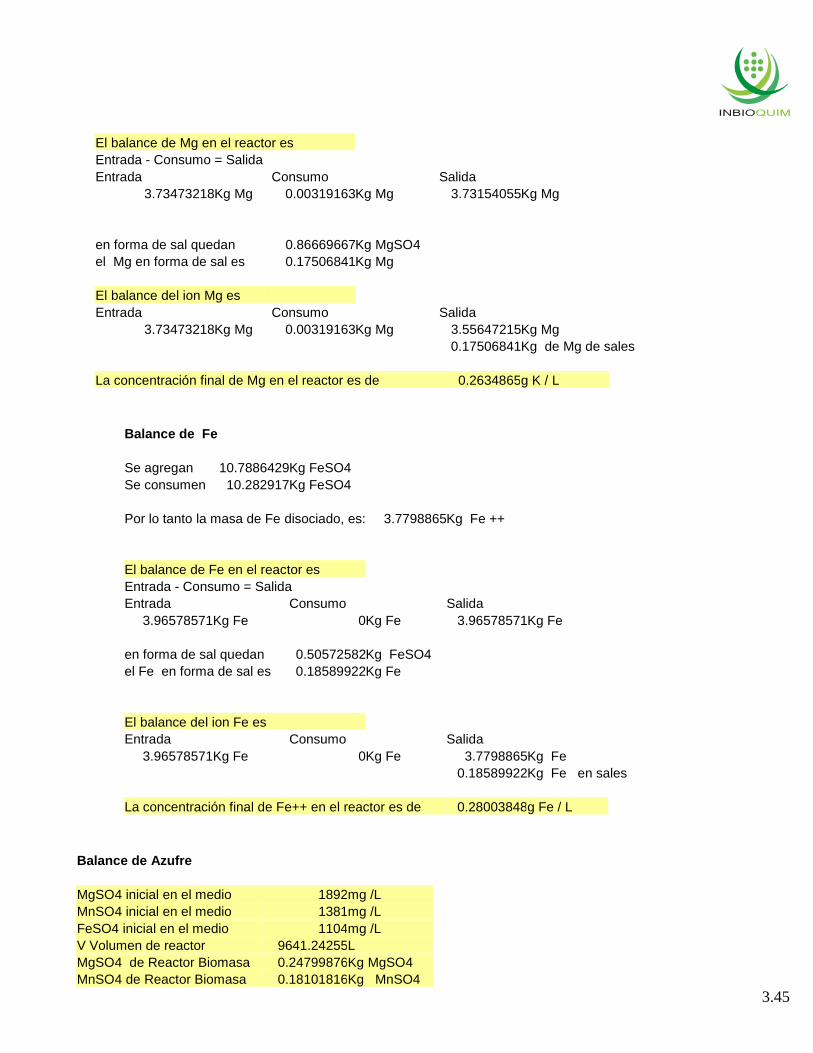
3.45
El balance de Mg en el reactor es Entrada - Consumo = Salida Entrada Consumo Salida
3.73473218 Kg Mg 0.00319163 Kg Mg 3.73154055 Kg Mg en forma de sal quedan 0.86669667 Kg MgSO4 el Mg en forma de sal es 0.17506841 Kg Mg El balance del ion Mg es Entrada Consumo Salida
3.73473218 Kg Mg 0.00319163 Kg Mg 3.55647215 Kg Mg 0.17506841 Kg de Mg de sales La concentración final de Mg en el reactor es de 0.2634865 g K / L
Balance de Fe Se agregan 10.7886429 Kg FeSO4 Se consumen 10.282917 Kg FeSO4 Por lo tanto la masa de Fe disociado, es: 3.7798865 Kg Fe ++ El balance de Fe en el reactor es Entrada - Consumo = Salida Entrada Consumo Salida
3.96578571 Kg Fe 0 Kg Fe 3.96578571 Kg Fe en forma de sal quedan 0.50572582 Kg FeSO4 el Fe en forma de sal es 0.18589922 Kg Fe El balance del ion Fe es Entrada Consumo Salida
3.96578571 Kg Fe 0 Kg Fe 3.7798865 Kg Fe 0.18589922 Kg Fe en sales La concentración final de Fe++ en el reactor es de 0.28003848 g Fe / L
Balance de Azufre MgSO4 inicial en el medio 1892 mg /L MnSO4 inicial en el medio 1381 mg /L FeSO4 inicial en el medio 1104 mg /L V Volumen de reactor 9641.24255 L MgSO4 de Reactor Biomasa 0.24799876 Kg MgSO4 MnSO4 de Reactor Biomasa 0.18101816 Kg MnSO4

3.46
FeSO4 de Reactor Biomasa 0.14471108 Kg FeSO4 Volumen de Reactor Biomasa 3856.49702 L PM peso molecular de la BM 25.439 Kg / Kmol PM MgSO4 120.3 Kg / Kmol PM MnSO4 151 Kg / Kmol PM FeSO4 151.8 Kg / Kmol Fórmula empírica de la Catharanthus roseus CH1.7 N0.17 O0.46 P0.039 S0.0225 K0.0018 Mg9.87E-6 (Fuente : ATCCR 96587 The Biological Resource) El Azufre es asimilado del sulfato hacia Biomasa dependiendo de la fórmula empírica por lo tanto el consumo de sulfato es de ( 0.0225 Kmol S / Kmol BM ) * ( 1 Kmol BM / 25.439 Kg BM ) * ( 1 Kmol SO4 / 1 Kmol S ) * ( 96 Kg SO4 / 1 Kmol SO4 ) = 0.084909 Kg SO4 / Kg BM como se generan 338.523308 Kg de BM el consumo de SO4 en la fermentación del reactor es : Ct = Mbg * Ys Ct= 28.74367492 Kg SO4 se requeriría un consumo de la sal MgSO4 de PM MgSO4 120.3 Kg / Kmol la masa de SO4 por Kmol de MgSO4 es 96 Kg SO4 / K mol MgSO4 la cantidad de MgSO4 consumida en la fermentación es de 36.01941763 Kg MgSO4 Se agrega 1892 mg de MgSO4 / L en el medio de cultivo La masa de MgSO4 inicial en el reactor es de 18.24123091 Kg MgSO4 La masa total de MgSO4 en el reactor es de Mtn = Mns + Mnb Mtn= 18.48922967 Kg MgSO4 La masa de SO4 inicial de MgSO4 en el reactor es de 14.75449749 Kg SO4 La concentración inicial de MgSO4 total en el reactor es de 1369.801927 Kg MgSO4 / L se requeriría un consumo de la sal MnSO4 de PM MnSO4 151 Kg / Kmol la masa de SO4 por Kmol de MnSO4 es 96 Kg SO4 / K mol MnSO4 la cantidad de MnSO4 consumida en la fermentación es de 45.21140534 Kg MnSO4 Se agrega 1381 mg de MnSO4 / L en el medio de cultivo La masa de MnSO4 inicial en el reactor es de 13.31455596 Kg MnSO4 La masa total de MnSO4 en el reactor es de Mtn = Mns + Mnb Mtn= 13.49557413 Kg MnSO4
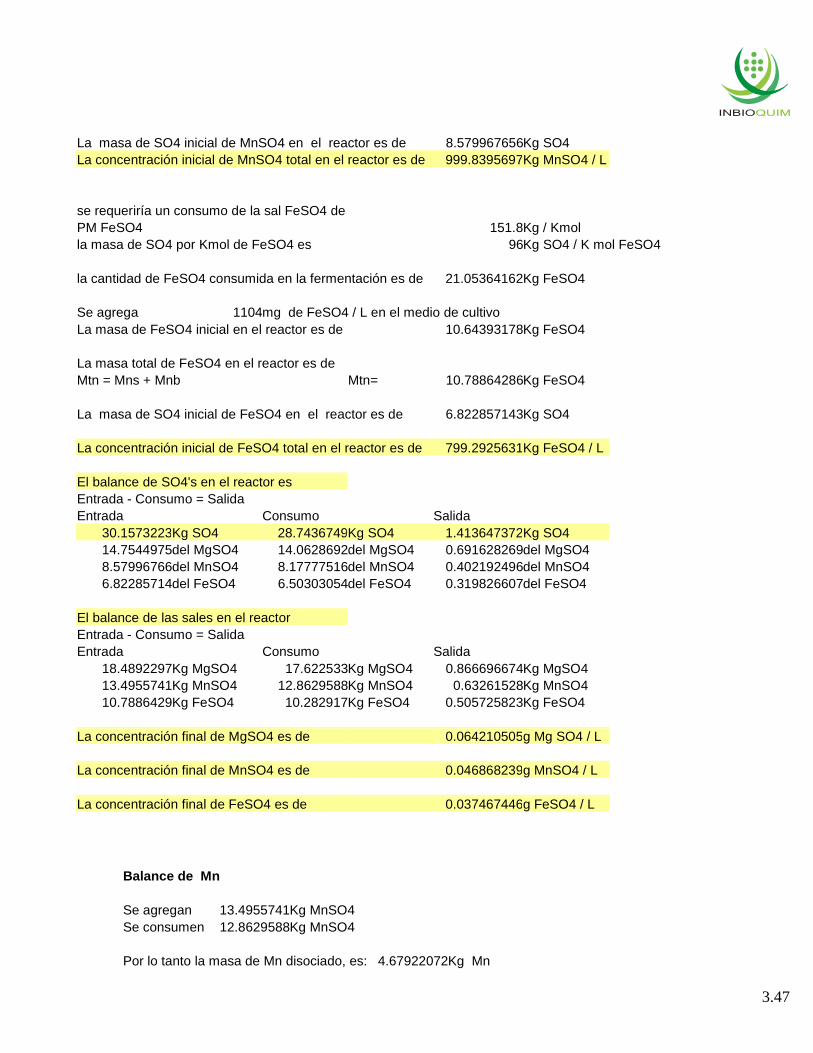
3.47
La masa de SO4 inicial de MnSO4 en el reactor es de 8.579967656 Kg SO4 La concentración inicial de MnSO4 total en el reactor es de 999.8395697 Kg MnSO4 / L se requeriría un consumo de la sal FeSO4 de PM FeSO4 151.8 Kg / Kmol la masa de SO4 por Kmol de FeSO4 es 96 Kg SO4 / K mol FeSO4 la cantidad de FeSO4 consumida en la fermentación es de 21.05364162 Kg FeSO4 Se agrega 1104 mg de FeSO4 / L en el medio de cultivo La masa de FeSO4 inicial en el reactor es de 10.64393178 Kg FeSO4 La masa total de FeSO4 en el reactor es de Mtn = Mns + Mnb Mtn= 10.78864286 Kg FeSO4 La masa de SO4 inicial de FeSO4 en el reactor es de 6.822857143 Kg SO4 La concentración inicial de FeSO4 total en el reactor es de 799.2925631 Kg FeSO4 / L El balance de SO4's en el reactor es Entrada - Consumo = Salida Entrada Consumo Salida
30.1573223 Kg SO4 28.7436749 Kg SO4 1.413647372 Kg SO4 14.7544975 del MgSO4 14.0628692 del MgSO4 0.691628269 del MgSO4 8.57996766 del MnSO4 8.17777516 del MnSO4 0.402192496 del MnSO4 6.82285714 del FeSO4 6.50303054 del FeSO4 0.319826607 del FeSO4
El balance de las sales en el reactor Entrada - Consumo = Salida Entrada Consumo Salida
18.4892297 Kg MgSO4 17.622533 Kg MgSO4 0.866696674 Kg MgSO4 13.4955741 Kg MnSO4 12.8629588 Kg MnSO4 0.63261528 Kg MnSO4 10.7886429 Kg FeSO4 10.282917 Kg FeSO4 0.505725823 Kg FeSO4
La concentración final de MgSO4 es de 0.064210505 g Mg SO4 / L La concentración final de MnSO4 es de 0.046868239 g MnSO4 / L La concentración final de FeSO4 es de 0.037467446 g FeSO4 / L
Balance de Mn Se agregan 13.4955741 Kg MnSO4 Se consumen 12.8629588 Kg MnSO4 Por lo tanto la masa de Mn disociado, es: 4.67922072 Kg Mn
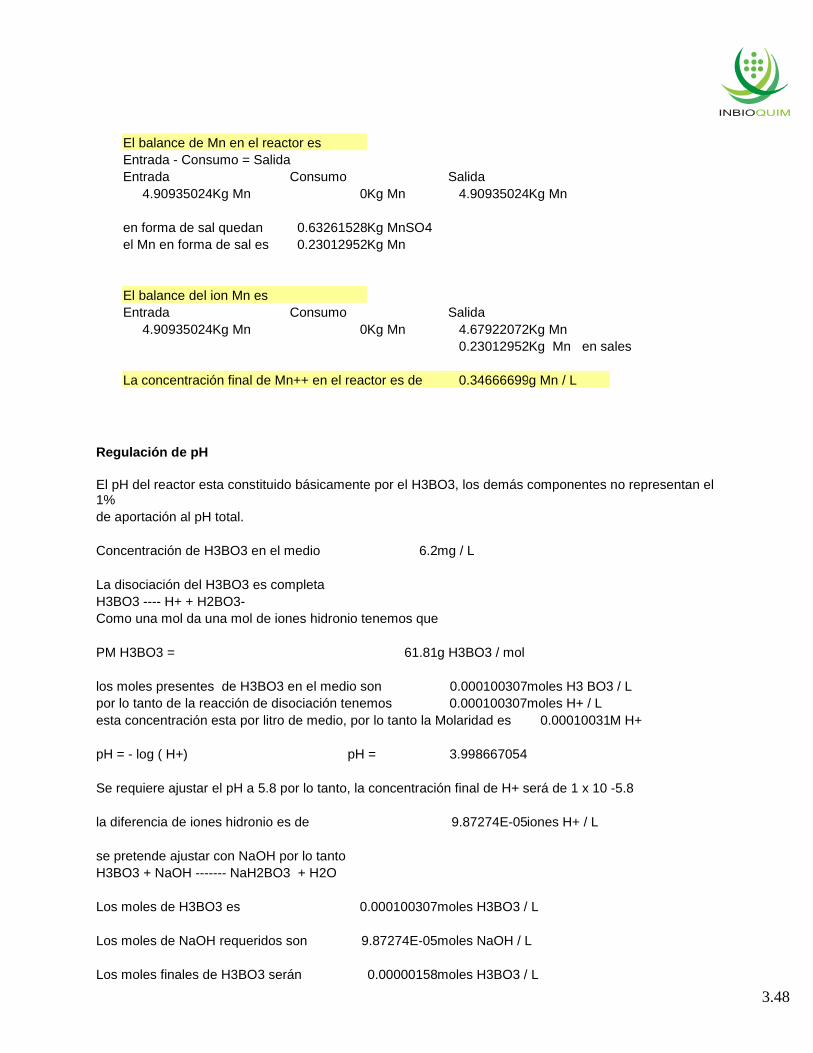
3.48
El balance de Mn en el reactor es Entrada - Consumo = Salida Entrada Consumo Salida
4.90935024 Kg Mn 0 Kg Mn 4.90935024 Kg Mn en forma de sal quedan 0.63261528 Kg MnSO4 el Mn en forma de sal es 0.23012952 Kg Mn El balance del ion Mn es Entrada Consumo Salida
4.90935024 Kg Mn 0 Kg Mn 4.67922072 Kg Mn 0.23012952 Kg Mn en sales La concentración final de Mn++ en el reactor es de 0.34666699 g Mn / L
Regulación de pH El pH del reactor esta constituido básicamente por el H3BO3, los demás componentes no representan el 1% de aportación al pH total. Concentración de H3BO3 en el medio 6.2 mg / L La disociación del H3BO3 es completa H3BO3 ---- H+ + H2BO3- Como una mol da una mol de iones hidronio tenemos que PM H3BO3 = 61.81 g H3BO3 / mol los moles presentes de H3BO3 en el medio son 0.000100307 moles H3 BO3 / L por lo tanto de la reacción de disociación tenemos 0.000100307 moles H+ / L esta concentración esta por litro de medio, por lo tanto la Molaridad es 0.00010031 M H+ pH = - log ( H+) pH = 3.998667054 Se requiere ajustar el pH a 5.8 por lo tanto, la concentración final de H+ será de 1 x 10 -5.8 la diferencia de iones hidronio es de 9.87274E-05 iones H+ / L se pretende ajustar con NaOH por lo tanto H3BO3 + NaOH ------- NaH2BO3 + H2O Los moles de H3BO3 es 0.000100307 moles H3BO3 / L Los moles de NaOH requeridos son 9.87274E-05 moles NaOH / L Los moles finales de H3BO3 serán 0.00000158 moles H3BO3 / L
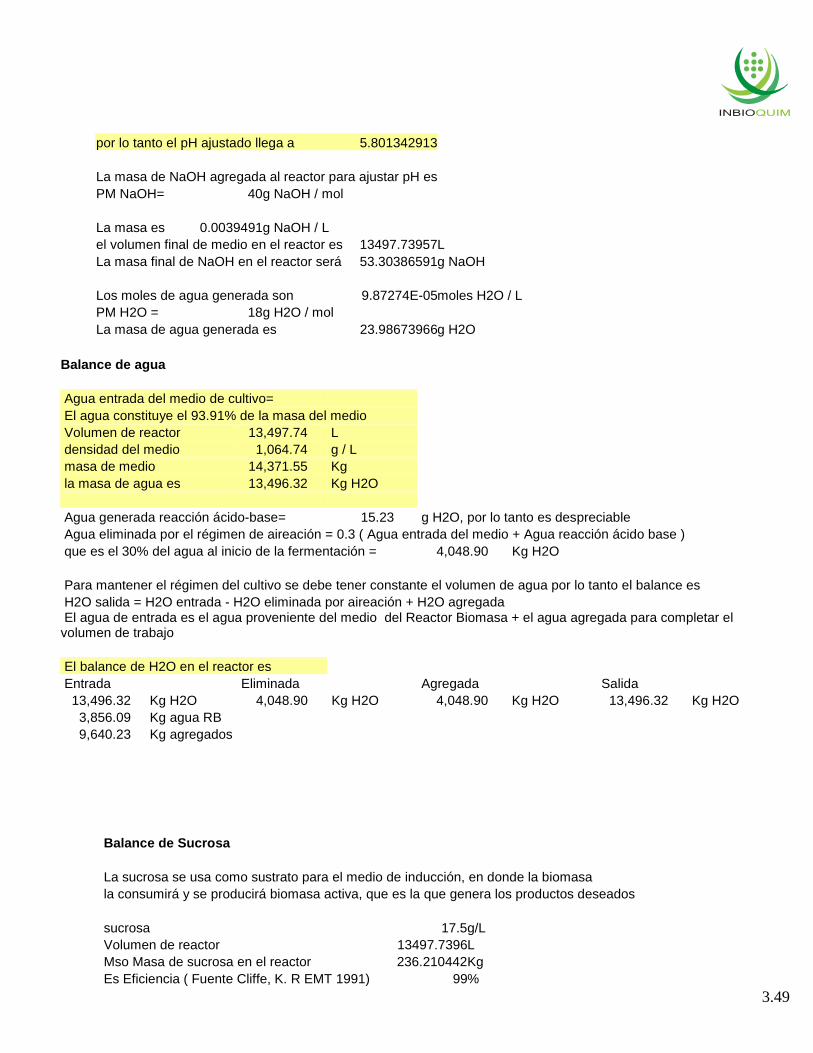
3.49
por lo tanto el pH ajustado llega a 5.801342913 La masa de NaOH agregada al reactor para ajustar pH es PM NaOH= 40 g NaOH / mol La masa es 0.0039491 g NaOH / L el volumen final de medio en el reactor es 13497.73957 L La masa final de NaOH en el reactor será 53.30386591 g NaOH Los moles de agua generada son 9.87274E-05 moles H2O / L PM H2O = 18 g H2O / mol La masa de agua generada es 23.98673966 g H2O
Balance de agua Agua entrada del medio de cultivo= El agua constituye el 93.91% de la masa del medio Volumen de reactor 13,497.74 L densidad del medio 1,064.74 g / L masa de medio 14,371.55 Kg la masa de agua es 13,496.32 Kg H2O Agua generada reacción ácido-base= 15.23 g H2O, por lo tanto es despreciable Agua eliminada por el régimen de aireación = 0.3 ( Agua entrada del medio + Agua reacción ácido base ) que es el 30% del agua al inicio de la fermentación = 4,048.90 Kg H2O Para mantener el régimen del cultivo se debe tener constante el volumen de agua por lo tanto el balance es H2O salida = H2O entrada - H2O eliminada por aireación + H2O agregada El agua de entrada es el agua proveniente del medio del Reactor Biomasa + el agua agregada para completar el volumen de trabajo El balance de H2O en el reactor es Entrada Eliminada Agregada Salida 13,496.32 Kg H2O 4,048.90 Kg H2O 4,048.90 Kg H2O 13,496.32 Kg H2O 3,856.09 Kg agua RB 9,640.23 Kg agregados
Balance de Sucrosa La sucrosa se usa como sustrato para el medio de inducción, en donde la biomasa la consumirá y se producirá biomasa activa, que es la que genera los productos deseados sucrosa 17.5 g/L Volumen de reactor 13497.7396 L Mso Masa de sucrosa en el reactor 236.210442 Kg Es Eficiencia ( Fuente Cliffe, K. R EMT 1991) 99 %
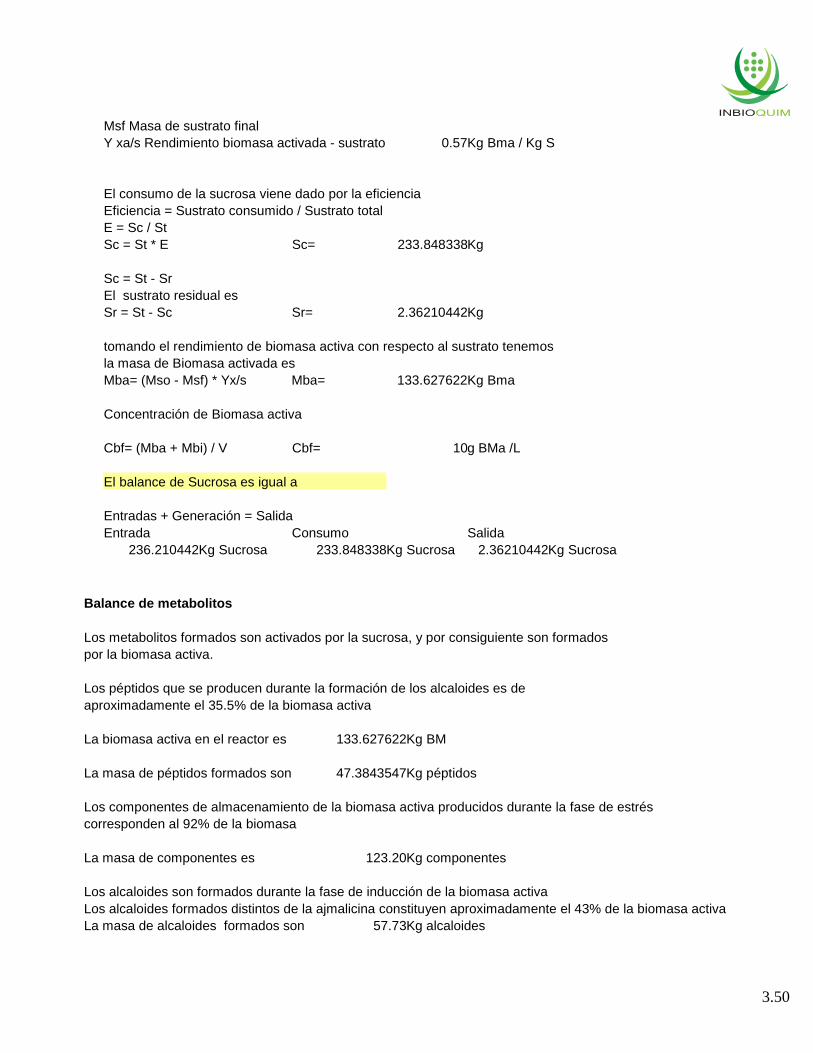
3.50
Msf Masa de sustrato final Y xa/s Rendimiento biomasa activada - sustrato 0.57 Kg Bma / Kg S El consumo de la sucrosa viene dado por la eficiencia Eficiencia = Sustrato consumido / Sustrato total E = Sc / St Sc = St * E Sc= 233.848338 Kg Sc = St - Sr El sustrato residual es Sr = St - Sc Sr= 2.36210442 Kg tomando el rendimiento de biomasa activa con respecto al sustrato tenemos la masa de Biomasa activada es Mba= (Mso - Msf) * Yx/s Mba= 133.627622 Kg Bma Concentración de Biomasa activa Cbf= (Mba + Mbi) / V Cbf= 10 g BMa /L El balance de Sucrosa es igual a Entradas + Generación = Salida Entrada Consumo Salida
236.210442 Kg Sucrosa 233.848338 Kg Sucrosa 2.36210442 Kg Sucrosa
Balance de metabolitos Los metabolitos formados son activados por la sucrosa, y por consiguiente son formados por la biomasa activa. Los péptidos que se producen durante la formación de los alcaloides es de aproximadamente el 35.5% de la biomasa activa La biomasa activa en el reactor es 133.627622 Kg BM La masa de péptidos formados son 47.3843547 Kg péptidos Los componentes de almacenamiento de la biomasa activa producidos durante la fase de estrés corresponden al 92% de la biomasa La masa de componentes es 123.20 Kg componentes Los alcaloides son formados durante la fase de inducción de la biomasa activa Los alcaloides formados distintos de la ajmalicina constituyen aproximadamente el 43% de la biomasa activa La masa de alcaloides formados son 57.73 Kg alcaloides
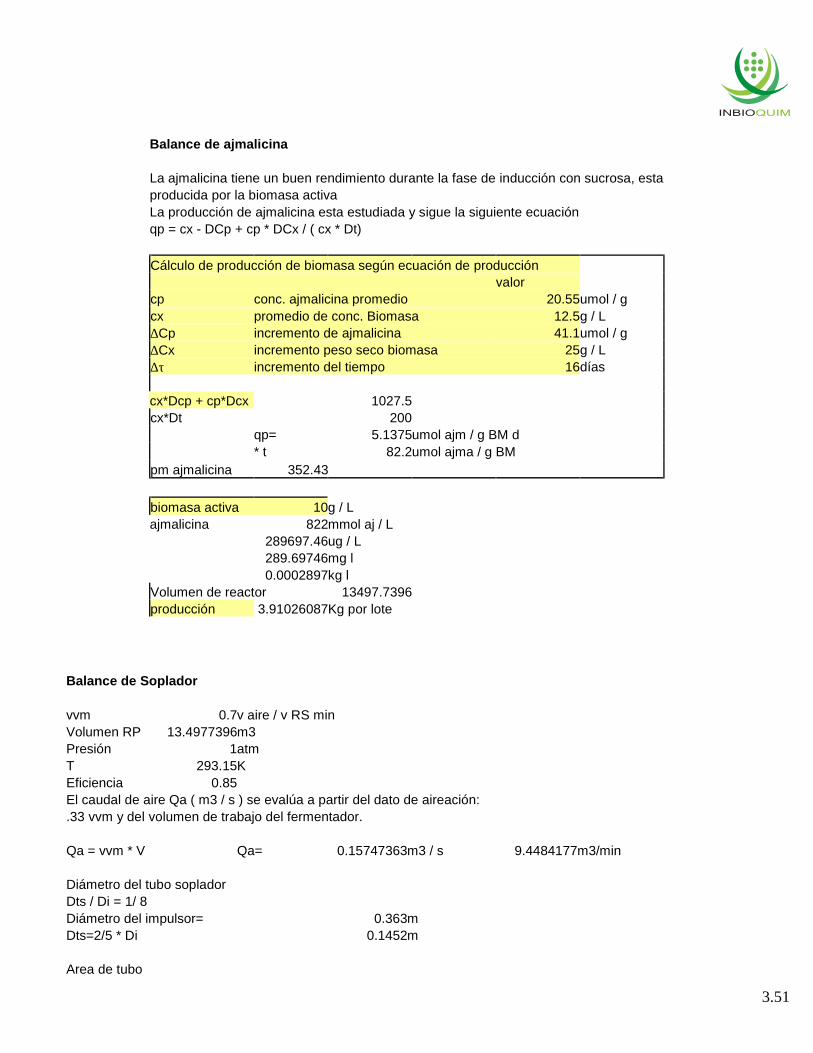
3.51
Balance de ajmalicina La ajmalicina tiene un buen rendimiento durante la fase de inducción con sucrosa, esta producida por la biomasa activa La producción de ajmalicina esta estudiada y sigue la siguiente ecuación qp = cx - DCp + cp * DCx / ( cx * Dt) Cálculo de producción de biomasa según ecuación de producción valor cp conc. ajmalicina promedio 20.55 umol / g cx promedio de conc. Biomasa 12.5 g / L ∆Cp incremento de ajmalicina 41.1 umol / g ∆Cx incremento peso seco biomasa 25 g / L ∆τ incremento del tiempo 16 días cx*Dcp + cp*Dcx 1027.5 cx*Dt 200 qp= 5.1375 umol ajm / g BM d * t 82.2 umol ajma / g BM pm ajmalicina 352.43 biomasa activa 10 g / L ajmalicina 822 mmol aj / L 289697.46 ug / L 289.69746 mg l 0.0002897 kg l Volumen de reactor 13497.7396 producción 3.91026087 Kg por lote
Balance de Soplador vvm 0.7 v aire / v RS min Volumen RP 13.4977396 m3 Presión 1 atm T 293.15 K Eficiencia 0.85 El caudal de aire Qa ( m3 / s ) se evalúa a partir del dato de aireación: .33 vvm y del volumen de trabajo del fermentador. Qa = vvm * V Qa= 0.15747363 m3 / s 9.4484177 m3/min Diámetro del tubo soplador Dts / Di = 1/ 8 Diámetro del impulsor= 0.363 m Dts=2/5 * Di 0.1452 m Area de tubo

3.52
A = Pi * Dts^2 / 4 A= 0.01655858 m2 Velocidad de flujo Vf= Qa / A Vf = 570.605522 m / s Cálculo de potencia al freno en Kw Presión de succión del ventilador 741.7 mm Hg T a la succión 366.3 K Presión de descarga 769.6 mm Hg Velocidad 570.605522 m / s El peso molecular para el aire es de 28.97 Kg aire / Kg mol, el volumen de 22.414 m3 /Kg mol a 101.3 kPa y 273.2 , se obtiene de tablas: La densidad en la succión es de: P1=(28.97 Kg aire/ Kg mol)( 1 Kg mol / 22.414m3)( 273.2 K / 760 mmHg)(741.7 mmHg / 366.3 K) = 0.94077895 Kg / m3 La densidad en la descarga es : P2 =(0.940 Kg / m3)(769.6 mm Hg / 741.7 mmHg) = 0.97535931 Kg/m3 P prom= P1 + P2 / 2 = 0.95806913 Kg/m3 El gasto másico del gas es: m =(9.4484m3/min)(1min/ 60 s)(1 kg mol / 22.414 m3)(273.2 K/ 294.1 K)(28.97 Kg / Kg mol)= = 0.18907 Kg / s La carga de presión desarrollada es: P2- P1 / P prom= ( 769.6 mmHg - 741.7 mmHg )/ (760 mm Hg / atm))(1.01325E5 N/m2 / atm)(1/ 0.958 Kg / m3)= = 3882.77044 J / Kg La carga de velocidad desarrollada para vf = Vf^2/2 = 162795.331 J / Kg La ecuación de balance de energía mecánica queda z1g * ( v1^2/2) + P1/ P - Ws= z2g * ( Vf^2/2 ) + P2 / P + Fs Estableciendo que z1= 0, z2= 0, v1=0 y Sum F = 0 y despejando Ws, ,-Ws = P2- P1 / P prom + vf^2 / 2 = 166678.101 J / Kg Al sustituir en la ecuación : Kw al freno= - Wsm / n*1000 = 37.0750932 kW hp al freno= 67.4092604 hp

3.53
Cálculo de Agitador RP Impulsor tipo turbina de seis aspas planas y cuatro deflectores . ancho de deflectores= 0.2150515 m D tanque= 2.58061799 m D impulsor= 0.860206 m w ancho de impulsor= 0.1720412 m Criterio de escalamiento N RB = N RS * (Di RS/ Di RB)^2 Factor de escalamiento(Di RS / Di RB) ^2 = 0.433798425 N= 47.0452683 rpm 0.7840878 rps u viscosidad del medio= 7 cp 0.007 Kg/ms p Densidad del medio= 1064 kg/m3 Al aplicar la ecuación del número de Reynolds, es: Re = Di^2 N p / u = 88188.75667 De la gráfica de de correlaciones de potencia para impulsores de 6 aspas planas, con Re: Np = = 4 Al despejar P de la siguiente ecuación: Np = P / p N^3 Di^5 P= Np p N^3 Di^5 = 966.2912533 J / s = 0.966291253 kW = 1.295796571 hp = 1.727728761 hp considerando efieciencia Na= Qa / N Di^3 = 0.315526424 Con el número de aereación y la gráfica para sistemas aereados, se obtiene el nuevo Np: Np= = 2.2 y ahora se calcula la potencia con aereación Pg = Np * p * N^3*Di^5 = 531.4601893 J / s = 0.531460189 kW = 0.712688114 hp = 0.950250818 hp considerando eficiencia Cálculo de la retención de gas Eg: Pg / P= (1-Eg) = = 0.55 Eg= = 0.45

3.54
Balance Reactor Producto Operación: La biomasa se activa para la formación de metabolitos secundarios El balance del reactor queda Entrada + Generación - Consumo = Salida
Entradas Salidas 742.38 Kg G 37.12 Kg G 135.37 Kg BM 473.90 Kg BM 240.27 Kg KNO3 11.78 Kg KNO3 74.23 Kg KH2PO4 0.87 Kg MgSO4 18.49 Kg MgSO4 0.63 Kg MnSO4 13.50 Kg MnSO4 0.51 Kg FeSO4 10.79 Kg FeSO4 3.65 Kg KH2PO4 13,496.32 Kg H2O 13,496.32 Kg H2O 236.21 Kg Sucrosa 2.36 Kg Sucrosa 14,967.55 Kg totales 47.38 Kg péptidos 123.20 Kg componentes 57.73 Kg alcaloides 3.91 Kg ajmalicina 14,259.35 Kg totales Generación Consumos 338.52 Kg BM 705.26 Kg G 47.38 Kg péptidos 228.49 Kg KNO3 123.20 Kg componentes 70.58 Kg KH2PO4 57.73 Kg alcaloides 17.62 Kg MgSO4 3.91 Kg ajmalicina 12.86 Kg MnSO4 570.74 Kg totales 10.28 Kg FeSO4 233.85 Kg Sucrosa 1,278.94 Kg totales 15,538.30 Kg Entrada 15,538.30 Kg Salida
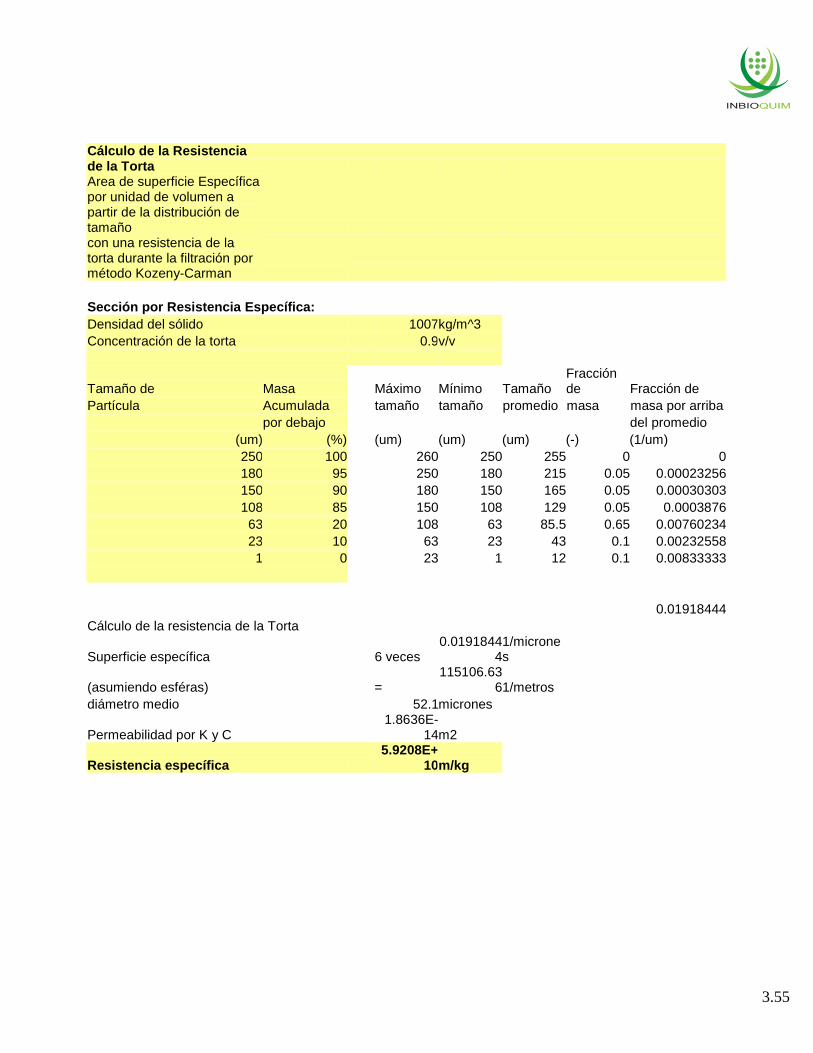
3.55
Cálculo de la Resistencia de la Torta Area de superficie Específica por unidad de volumen a partir de la distribución de tamaño con una resistencia de la torta durante la filtración por método Kozeny-Carman Sección por Resistencia Específica: Densidad del sólido 1007 kg/m^3 Concentración de la torta 0.9 v/v
Tamaño de Masa Máximo Mínimo Tamaño Fracción de Fracción de
Partícula Acumulada tamaño tamaño promedio masa masa por arriba por debajo del promedio
(um) (%) (um) (um) (um) (-) (1/um) 250 100 260 250 255 0 0 180 95 250 180 215 0.05 0.00023256 150 90 180 150 165 0.05 0.00030303 108 85 150 108 129 0.05 0.0003876 63 20 108 63 85.5 0.65 0.00760234 23 10 63 23 43 0.1 0.00232558 1 0 23 1 12 0.1 0.00833333
0.01918444 Cálculo de la resistencia de la Torta
Superficie específica 6 veces 0.0191844
4 1/micrones
(asumiendo esféras) = 115106.63
6 1/metros diámetro medio 52.1 micrones
Permeabilidad por K y C 1.8636E-
14 m2
Resistencia específica 5.9208E+
10 m/kg

3.56
0
20
40
60
80
100
0 50 100 150 200 250 300
Tamaño de Partícula micrones
% d
e m
asa
acum
ulad
a m
enor
a
Cálculo del Tambor Rotatorio basado en la humedad de la torta, su resistencia y la de la membrana Vel del tambor en rpm 0.333 r p m Fracción sumergida 0.3 (-) Area del tambor 8 m^2 Presión total de filtración 64386.5616 Pa Viscosidad del líquido 0.007 Pa s Densidad del líquido 1000 kg/m^3 Resistencia específica 5.92E+10 m/kg Resistencia de membrana 5.53E+09 m^-1 Razón de humedad 1.5 para espesor de torta Densidad del sólido 1007 kg/m^3 concent. espesor de masa seca lodo lodo de lodo torta a través del F a través del F a través del F (% w/w) (mm) (kg/h) (kg/h) (l/h)
1 0 53 5274 5274 3 1 102 3404 3404 5 1 138 2762 2761 7 2 169 2412 2411 9 2 197 2188 2186
11 2 223 2030 2028 13 2 249 1913 1912 15 3 274 1824 1822 17 3 298 1755 1753 19 3 323 1700 1698 21 3 348 1657 1655 23 3 374 1624 1621

3.57
25 4 400 1599 1596 27 4 427 1580 1577 29 4 455 1568 1564
rps: 0.00555 por tiempo 54.0540541 segundos
0.63544596 atm
valores intermedios usados en el cálculo conc. Peso seco primer segundo volumen de de lodo por coef de la coef de la filtrado en fracción unidad de ecuación ecuación producido de masa volumen (m^3)
0.01 10.1522843 5672.80507 250.505172 0.07800115 0.03 31.4136126 17553.0251 250.505172 0.04881422 0.05 54.0540541 30203.854 250.505172 0.03836001 0.07 78.2122905 43702.7832 250.505172 0.03241954 0.09 104.046243 58138.0542 250.505172 0.02841347 0.11 131.736527 73610.5903 250.505172 0.02545023 0.13 161.490683 90236.3589 250.505172 0.02312632 0.15 193.548387 108149.284 250.505172 0.02122826 0.17 228.187919 127504.86 250.505172 0.01963082 0.19 265.734266 148484.681 250.505172 0.01825488 0.21 306.569343 171302.15 250.505172 0.01704753 0.23 351.145038 196209.769 250.505172 0.01597184 0.25 400 223508.52 250.505172 0.01500101 0.27 453.781513 253560.085 250.505172 0.01411508 0.29 513.274336 286802.968 250.505172 0.0132987
tiempo de formación de torta 29 min tiempo de filtrado 8.6 h Masa final de biomasa 472.420885 Kg volumen de filtrado 13497.7396 l 13.4977396 m3
Balance Filtro de Tambor Rotatorio Operación: La biomasa será removida del
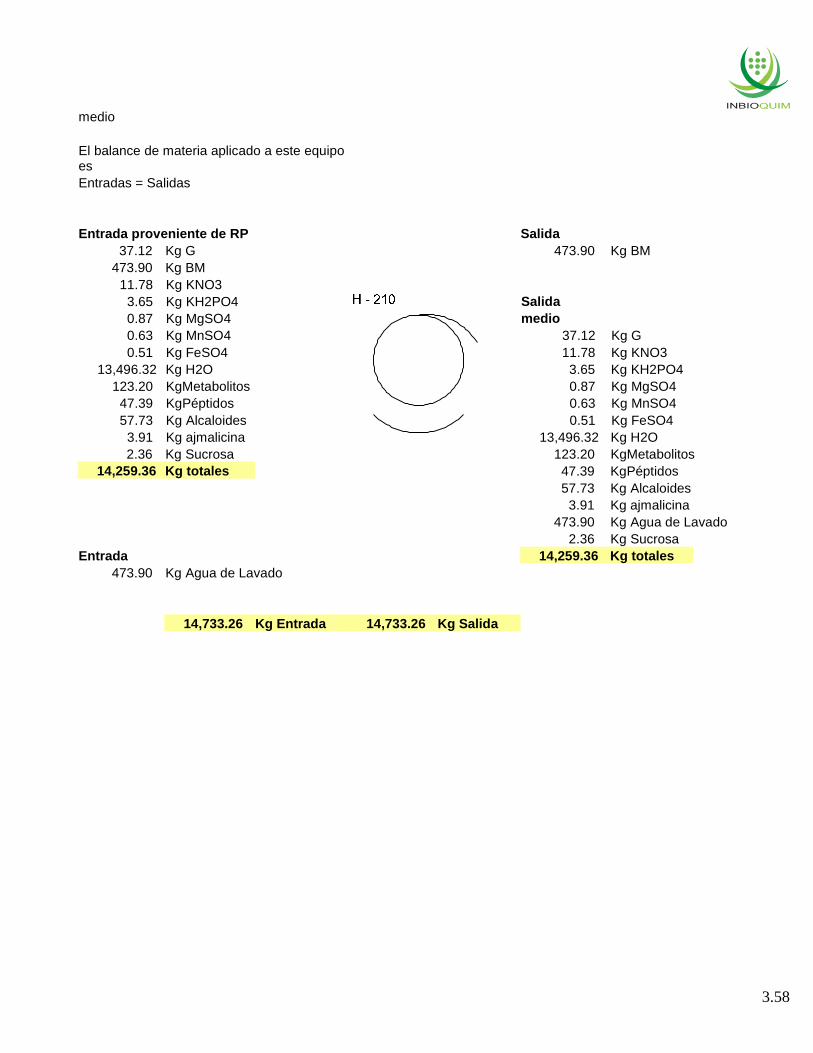
3.58
medio El balance de materia aplicado a este equipo es Entradas = Salidas Entrada proveniente de RP Salida 37.12 Kg G 473.90 Kg BM 473.90 Kg BM 11.78 Kg KNO3 3.65 Kg KH2PO4 Salida 0.87 Kg MgSO4 medio 0.63 Kg MnSO4 37.12 Kg G 0.51 Kg FeSO4 11.78 Kg KNO3 13,496.32 Kg H2O 3.65 Kg KH2PO4 123.20 KgMetabolitos 0.87 Kg MgSO4 47.39 KgPéptidos 0.63 Kg MnSO4 57.73 Kg Alcaloides 0.51 Kg FeSO4 3.91 Kg ajmalicina
13,496.32 Kg H2O 2.36 Kg Sucrosa 123.20 KgMetabolitos 14,259.36 Kg totales 47.39 KgPéptidos 57.73 Kg Alcaloides 3.91 Kg ajmalicina 473.90 Kg Agua de Lavado 2.36 Kg Sucrosa Entrada 14,259.36 Kg totales 473.90 Kg Agua de Lavado 14,733.26 Kg Entrada 14,733.26 Kg Salida

3.59
Cálculo de la Extracción Líquido Líquido Ajmalicina Medio Metanol 4 m3 3.91026087 Kg ajmali 14371.5469 Kg 3166 kg 0.011095142 Kg mol 798.41927 Kg mol 98.9375 Kg mol 11.09514193 gmol 798419.27 gmol 98937.5 gmol masa tot 17541.45713 mol tot 897367.8656 fracc. Mol 1.23641E-05 0.88973464 0.110253001 Resultados de la fase de Equilibrio Extracto 9.84E-04 0.28277 0.716243 Refinado 1.01089E-06 0.975645 0.0243542
Calculo de agitador Tanque de ELL Impulsor tipo turbina de seis aspas planas y cuatro deflectores . ancho de deflectores= 0.23468311 m Volumen trabajo 17.5 m3 17542 L Volumen nominal 21 m3 D tanque= 2.8 m D impulsor= 0.93873243 m Altura= 3.38 m w ancho de impulsor= 0.18774649 m N= 40 rpm 0.66666667 rps u viscosidad del medio= 7 cp 0.007 Kg/ms p Densidad del medio= 1064 kg/m3 Eficiencia 0.75 Al aplicar la ecuación del número de Reynolds, es: Re = Di^2 N p / u = 89,296.82 De la gráfica de de correlaciones de potencia para impulsores de 6 aspas planas, con Re: Np = = 4 Al despejar P de la siguiente ecuación: Np = P / p N^3 Di^5 P= Np p N^3 Di^5 = 919.2569966 J / s = 0.919256997 kW = 1.232723632 hp = 1.64363151 hp considerando eficiencia

3.60
Balance de Extracción Líquido-Líquido Operación: Los metabolitos serán extraídos en fase orgánica El balance de materia aplicado a este equipo es Entradas = Salidas Entrada Salida medio Extracto 37.12 Kg G 2.91 Kg G 11.78 Kg KNO3 0.93 Kg KNO3 3.65 Kg KH2PO4 0.29 Kg KH2PO4 0.87 Kg MgSO4 0.07 Kg MgSO4 0.63 Kg MnSO4 0.05 Kg MnSO4 0.51 Kg FeSO4 0.04 Kg FeSO4 13,496.32 Kg H2O 1,059.72 Kg H2O 123.20 KgMetabolitos 9.67 KgMetabolitos 47.39 KgPéptidos 3.72 KgPéptidos 57.73 Kg Alcaloides 4.53 Kg Alcaloides 3.91 Kg ajmalicina 37.21 Kg Agua de Lavado 473.90 Kg Agua de Lavado 0.19 Kg Sucrosa 2.36 Kg Sucrosa 1,119.32 Kg totales medio 14,259.36 Kg totales 3.90 Kg ajmalicina 2,835.20 Kg metanol 3,958.42 Kg totales Entrada 3,166.00 Kg metanol Salida Refinado 34.20 Kg G 10.86 Kg KNO3 3.36 Kg KH2PO4 0.80 Kg MgSO4 0.58 Kg MnSO4 0.47 Kg FeSO4 12,436.60 Kg H2O 113.53 KgMetabolitos 43.67 KgPéptidos 53.20 Kg Alcaloides 436.69 Kg Agua de Lavado 2.18 Kg Sucrosa 13,136.13 Kg totales medio 0.01 Kg ajmalicina 330.80 Kg metanol 13,466.95 Kg totales 17,425.36 Kg Entrada 17,425.36 Kg Salida

3.61
Cálculo de Ultrafiltración Intermitente Delta P 1.5 Kg /Cm2 C o 0.098435 % 0.84096845 C f 58 % 0.58524788 Diámetro de tubo 0.1 m Largo del tubo 1.2 m Area por tubo 0.37699112 m2 tiempo de extracción 4 h Ks coef. Trans masa 8 l / min C límite 60 Vo 4.63332291 m3 Vf filtrado 0.77929568 m3 CfVo 2.68732729
Cf 1/Cf J 1/J Simpson 58 0.017241379 0.27121241 3.68714687 3.68714687
52.7272727 0.018965517 1.03369385 0.96740442 3.86961768 47.9338843 0.020862069 1.79617529 0.55673854 1.11347707 43.5762585 0.022948276 2.55865673 0.39083007 1.5633203 39.6147804 0.025243103 3.32113817 0.3011016 0.60220319 36.0134367 0.027767414 4.08361961 0.24488079 0.97952316 32.7394879 0.030544155 4.84610104 0.20635145 0.41270291 29.7631709 0.033598571 5.60858248 0.17829817 0.71319269 27.0574281 0.036958428 6.37106392 0.15695966 0.31391931 24.5976619 0.040654271 7.13354536 0.14018275 0.560731 22.3615108 0.044719698 7.8960268 0.12664597 0.25329195 20.3286462 0.049191667 8.65850824 0.11549334 0.46197334 18.4805874 0.054110834 9.42098967 0.10614596 0.21229192 16.800534 0.059521917 10.1834711 0.09819834 0.39279338
15.2732127 0.065474109 10.9459526 0.09135797 0.18271594 13.8847389 0.07202152 11.708434 0.08540852 0.34163407 12.6224899 0.079223672 12.4709154 0.08018658 0.16037315 11.4749908 0.087146039 13.2333969 0.07556639 0.30226555 10.4318098 0.095860643 13.9958783 0.07144961 0.14289921 9.48346347 0.105446708 14.7583597 0.06775821 0.27103283 8.62133043 0.115991378 15.5208412 0.0644295 0.128859 7.83757311 0.127590516 16.2833226 0.06141253 0.24565011 7.12506647 0.140349568 17.0458041 0.05866546 0.11733093 6.47733315 0.154384525 17.8082855 0.05615364 0.22461455 5.88848468 0.169822977 18.5707669 0.05384807 0.10769614 5.35316789 0.186805275 19.3332484 0.05172437 0.20689746 4.86651627 0.205485802 20.0957298 0.04976182 0.09952363 4.4241057 0.226034383 20.8582113 0.04794275 0.191771
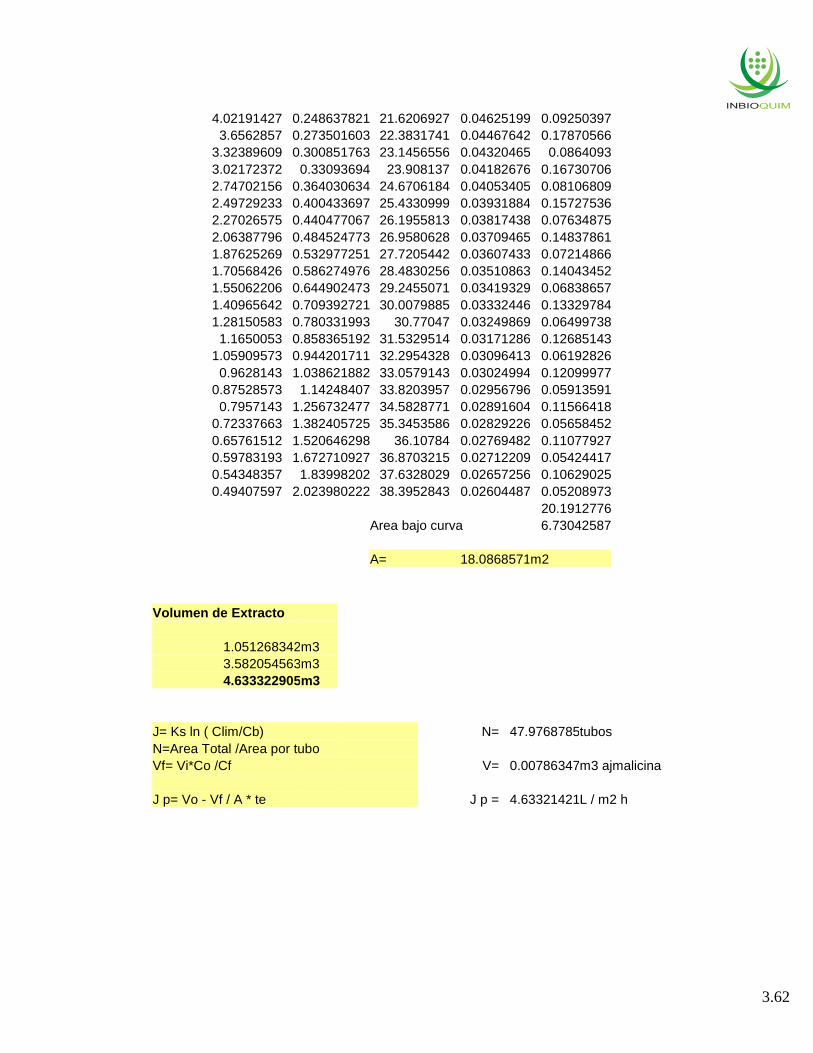
3.62
4.02191427 0.248637821 21.6206927 0.04625199 0.09250397 3.6562857 0.273501603 22.3831741 0.04467642 0.17870566
3.32389609 0.300851763 23.1456556 0.04320465 0.0864093 3.02172372 0.33093694 23.908137 0.04182676 0.16730706 2.74702156 0.364030634 24.6706184 0.04053405 0.08106809 2.49729233 0.400433697 25.4330999 0.03931884 0.15727536 2.27026575 0.440477067 26.1955813 0.03817438 0.07634875 2.06387796 0.484524773 26.9580628 0.03709465 0.14837861 1.87625269 0.532977251 27.7205442 0.03607433 0.07214866 1.70568426 0.586274976 28.4830256 0.03510863 0.14043452 1.55062206 0.644902473 29.2455071 0.03419329 0.06838657 1.40965642 0.709392721 30.0079885 0.03332446 0.13329784 1.28150583 0.780331993 30.77047 0.03249869 0.06499738 1.1650053 0.858365192 31.5329514 0.03171286 0.12685143
1.05909573 0.944201711 32.2954328 0.03096413 0.06192826 0.9628143 1.038621882 33.0579143 0.03024994 0.12099977
0.87528573 1.14248407 33.8203957 0.02956796 0.05913591 0.7957143 1.256732477 34.5828771 0.02891604 0.11566418
0.72337663 1.382405725 35.3453586 0.02829226 0.05658452 0.65761512 1.520646298 36.10784 0.02769482 0.11077927 0.59783193 1.672710927 36.8703215 0.02712209 0.05424417 0.54348357 1.83998202 37.6328029 0.02657256 0.10629025 0.49407597 2.023980222 38.3952843 0.02604487 0.05208973
20.1912776 Area bajo curva 6.73042587 A= 18.0868571 m2
Volumen de Extracto
1.051268342 m3 3.582054563 m3 4.633322905 m3
J= Ks ln ( Clim/Cb) N= 47.9768785 tubos N=Area Total /Area por tubo Vf= Vi*Co /Cf V= 0.00786347 m3 ajmalicina J p= Vo - Vf / A * te J p = 4.63321421 L / m2 h

3.63
Balance de Ultrafiltración Operación: El efluente de la Extracción Líquido Líquido es concentrado El balance de materia aplicado a este equipo es Entradas = Salidas Entrada Salida Recirculado 2.91 Kg G 0.61 Kg G 0.93 Kg KNO3 0.19 Kg KNO3 0.29 Kg KH2PO4 0.06 Kg KH2PO4 0.07 Kg MgSO4 0.01 Kg MgSO4 0.05 Kg MnSO4 0.01 Kg MnSO4 0.04 Kg FeSO4 0.01 Kg FeSO4 1,059.72 Kg H2O 222.13 Kg H2O 9.67 KgMetabolitos 2.03 KgMetabolitos 3.72 KgPéptidos 0.78 KgPéptidos 4.53 Kg Alcaloides 0.95 Kg Alcaloides
37.21 Kg Agua de Lavado 7.80 Kg Agua de Lavado
0.19 Kg Sucrosa 0.04 Kg Sucrosa 1,119.32
Kg totales medio
3.70 Kg ajmalicina 3.90 Kg ajmalicina 591.42 Kg metanol 2,835.20 Kg metanol 829.75 Kg totales 3,958.42 Kg totales Salida Efluente 2.30 Kg G 0.73 Kg KNO3 0.23 Kg KH2PO4 0.05 Kg MgSO4 0.04 Kg MnSO4 0.03 Kg FeSO4 837.59 Kg H2O 7.65 KgMetabolitos 2.94 KgPéptidos 3.58 Kg Alcaloides 29.41 Kg Agua de Lavado 0.15 Kg Sucrosa 0.19 Kg ajmalicina 2,243.78 Kg metanol 3,128.67 Kg totales 3,958.42 Kg Entrada 3,958.42 Kg Salida

3.64
0
0.5
1
1.5
2
2.5
3
3.5
4
0 0.01 0.02 0.03 0.04
1/Cb
1/J
Cálculo del HPLC Volumen de entrada 0.779295677 m3 779.2956765 L Masa de Ajmalicina 3.701654464 Kg Número de muestras 260 Volumen por muestra 3.00 L Concentración de ajmalicina 4.75 Kg ajm/m3 extracto 0.00475 Kg ajm / L fi Número de platos teóricos N=16 tr^2 / w^2 N= 6000.10078 tr tiempo de retención 12.2 min w ancho de pico 0.63 min Volumen de retención Vr= tr * F Vr= 36.6 L F flujo en vol. de la fase movil 3 L / min 9516 L por lote W Ancho de columna 250 mm 25 cm 24543.6926 cm3 L Altura de columna 500 mm 24.5436926 L 50 cm AEPT AEPT= L/N AEPT= 0.00833319 cm tiempo total de cromatografia 3172 min
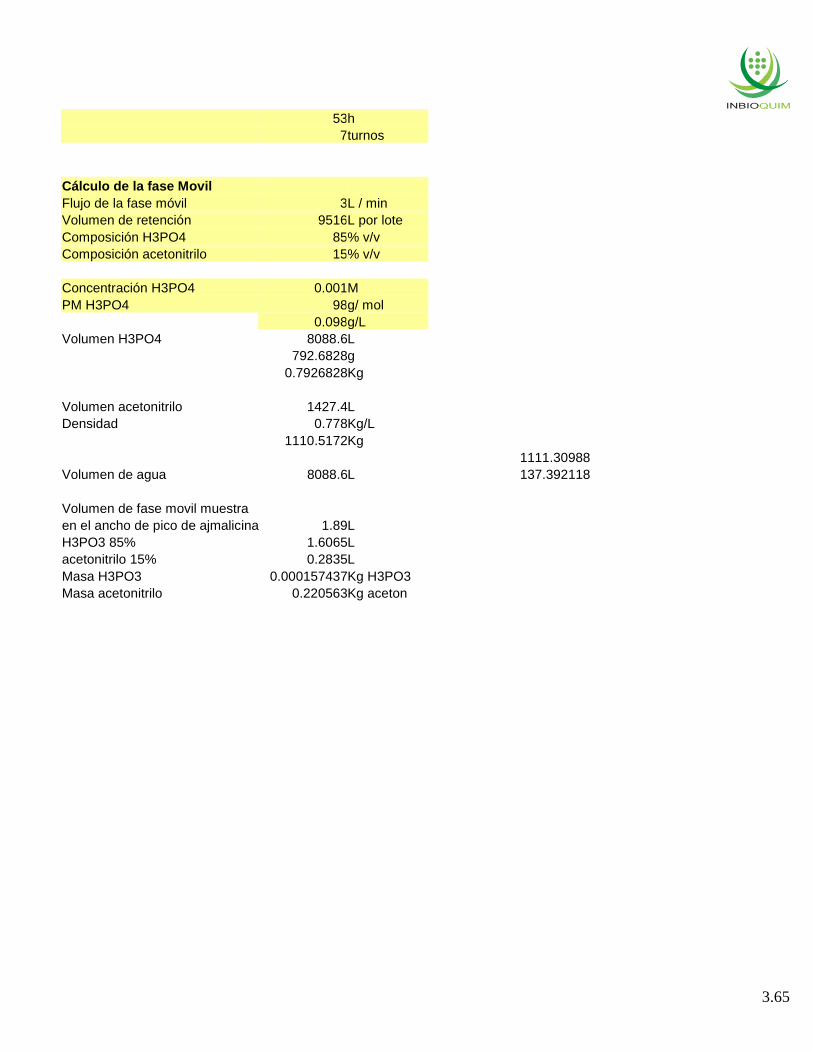
3.65
53 h 7 turnos Cálculo de la fase Movil Flujo de la fase móvil 3 L / min Volumen de retención 9516 L por lote Composición H3PO4 85 % v/v Composición acetonitrilo 15 % v/v Concentración H3PO4 0.001 M PM H3PO4 98 g/ mol 0.098 g/L Volumen H3PO4 8088.6 L 792.6828 g 0.7926828 Kg Volumen acetonitrilo 1427.4 L Densidad 0.778 Kg/L 1110.5172 Kg 1111.30988 Volumen de agua 8088.6 L 137.392118 Volumen de fase movil muestra en el ancho de pico de ajmalicina 1.89 L H3PO3 85% 1.6065 L acetonitrilo 15% 0.2835 L Masa H3PO3 0.000157437 Kg H3PO3 Masa acetonitrilo 0.220563 Kg aceton
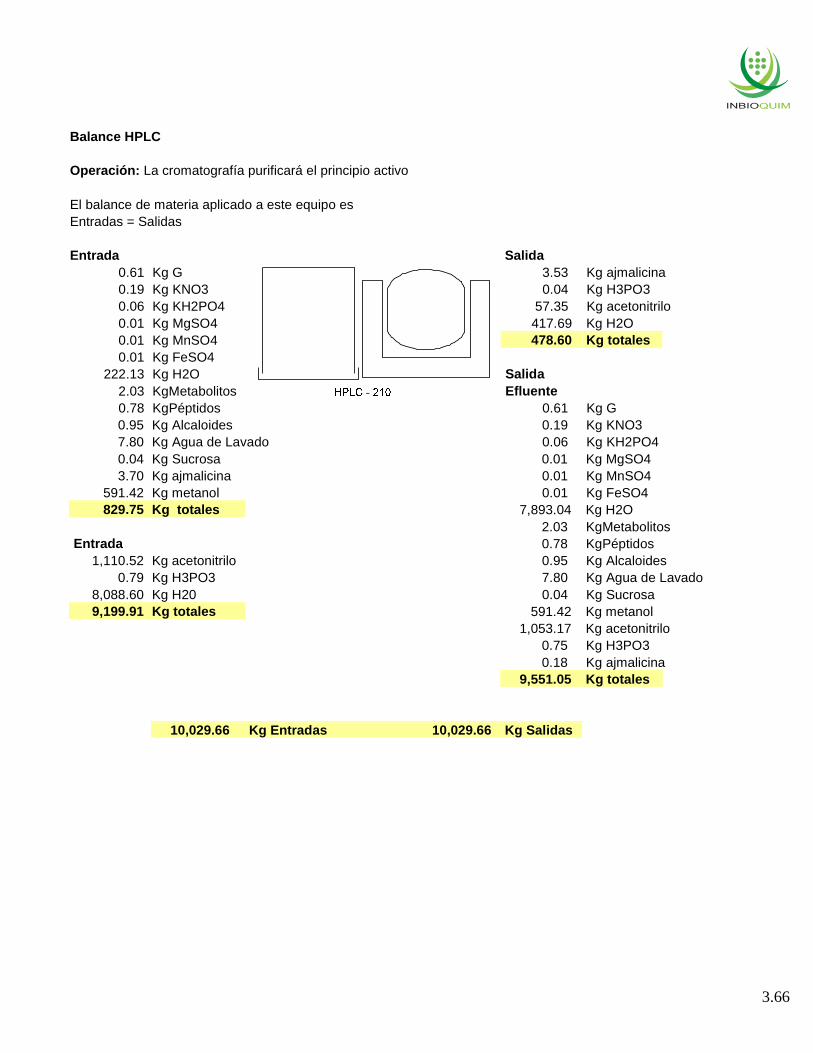
3.66
Balance HPLC Operación: La cromatografía purificará el principio activo El balance de materia aplicado a este equipo es Entradas = Salidas Entrada Salida 0.61 Kg G 3.53 Kg ajmalicina 0.19 Kg KNO3 0.04 Kg H3PO3 0.06 Kg KH2PO4 57.35 Kg acetonitrilo 0.01 Kg MgSO4 417.69 Kg H2O 0.01 Kg MnSO4 478.60 Kg totales 0.01 Kg FeSO4 222.13 Kg H2O Salida 2.03 KgMetabolitos Efluente 0.78 KgPéptidos
0.61 Kg G 0.95 Kg Alcaloides 0.19 Kg KNO3 7.80 Kg Agua de Lavado 0.06 Kg KH2PO4 0.04 Kg Sucrosa 0.01 Kg MgSO4 3.70 Kg ajmalicina 0.01 Kg MnSO4 591.42 Kg metanol 0.01 Kg FeSO4 829.75 Kg totales 7,893.04 Kg H2O 2.03 KgMetabolitos Entrada 0.78 KgPéptidos 1,110.52 Kg acetonitrilo 0.95 Kg Alcaloides 0.79 Kg H3PO3 7.80 Kg Agua de Lavado 8,088.60 Kg H20 0.04 Kg Sucrosa 9,199.91 Kg totales 591.42 Kg metanol 1,053.17 Kg acetonitrilo 0.75 Kg H3PO3 0.18 Kg ajmalicina 9,551.05 Kg totales 10,029.66 Kg Entradas 10,029.66 Kg Salidas
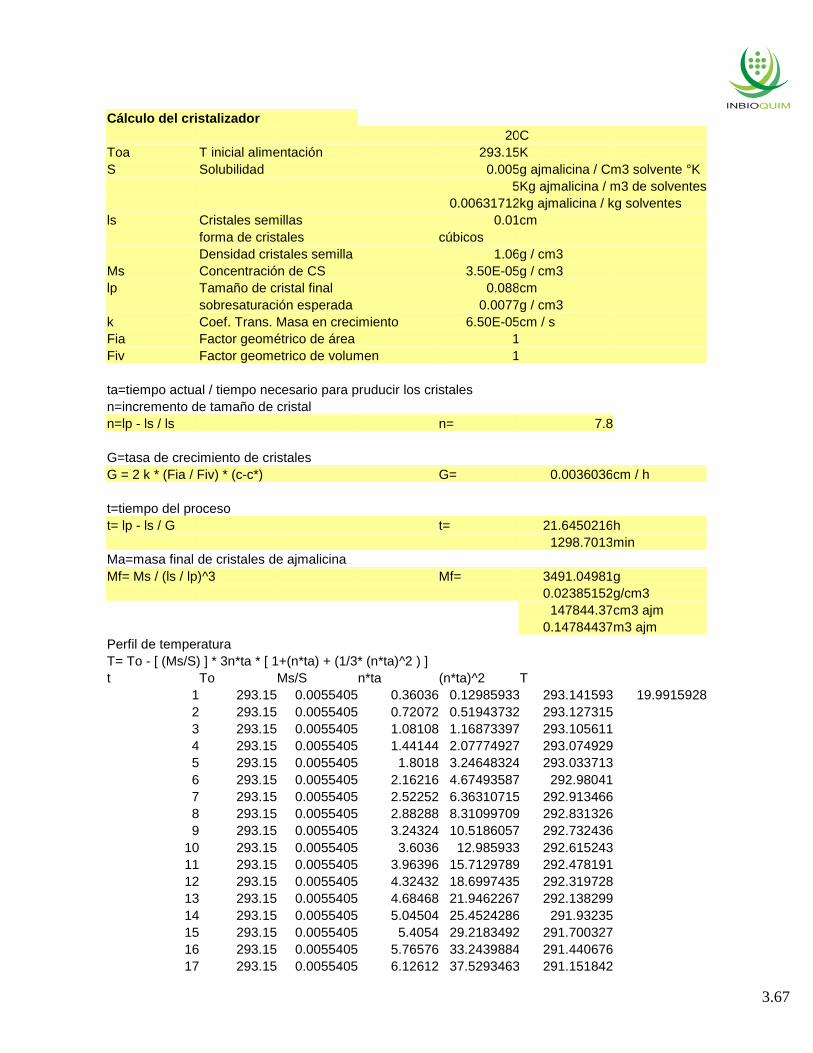
3.67
Cálculo del cristalizador 20 C Toa T inicial alimentación 293.15 K S Solubilidad 0.005 g ajmalicina / Cm3 solvente °K 5 Kg ajmalicina / m3 de solventes 0.00631712 kg ajmalicina / kg solventes ls Cristales semillas 0.01 cm forma de cristales cúbicos Densidad cristales semilla 1.06 g / cm3 Ms Concentración de CS 3.50E-05 g / cm3 lp Tamaño de cristal final 0.088 cm sobresaturación esperada 0.0077 g / cm3 k Coef. Trans. Masa en crecimiento 6.50E-05 cm / s Fia Factor geométrico de área 1 Fiv Factor geometrico de volumen 1 ta=tiempo actual / tiempo necesario para pruducir los cristales n=incremento de tamaño de cristal n=lp - ls / ls n= 7.8 G=tasa de crecimiento de cristales G = 2 k * (Fia / Fiv) * (c-c*) G= 0.0036036 cm / h t=tiempo del proceso t= lp - ls / G t= 21.6450216 h 1298.7013 min Ma=masa final de cristales de ajmalicina Mf= Ms / (ls / lp)^3 Mf= 3491.04981 g 0.02385152 g/cm3 147844.37 cm3 ajm 0.14784437 m3 ajm Perfil de temperatura T= To - [ (Ms/S) ] * 3n*ta * [ 1+(n*ta) + (1/3* (n*ta)^2 ) ] t To Ms/S n*ta (n*ta)^2 T
1 293.15 0.0055405 0.36036 0.12985933 293.141593 19.9915928 2 293.15 0.0055405 0.72072 0.51943732 293.127315 3 293.15 0.0055405 1.08108 1.16873397 293.105611 4 293.15 0.0055405 1.44144 2.07774927 293.074929 5 293.15 0.0055405 1.8018 3.24648324 293.033713 6 293.15 0.0055405 2.16216 4.67493587 292.98041 7 293.15 0.0055405 2.52252 6.36310715 292.913466 8 293.15 0.0055405 2.88288 8.31099709 292.831326 9 293.15 0.0055405 3.24324 10.5186057 292.732436
10 293.15 0.0055405 3.6036 12.985933 292.615243 11 293.15 0.0055405 3.96396 15.7129789 292.478191 12 293.15 0.0055405 4.32432 18.6997435 292.319728 13 293.15 0.0055405 4.68468 21.9462267 292.138299 14 293.15 0.0055405 5.04504 25.4524286 291.93235 15 293.15 0.0055405 5.4054 29.2183492 291.700327 16 293.15 0.0055405 5.76576 33.2439884 291.440676 17 293.15 0.0055405 6.12612 37.5293463 291.151842
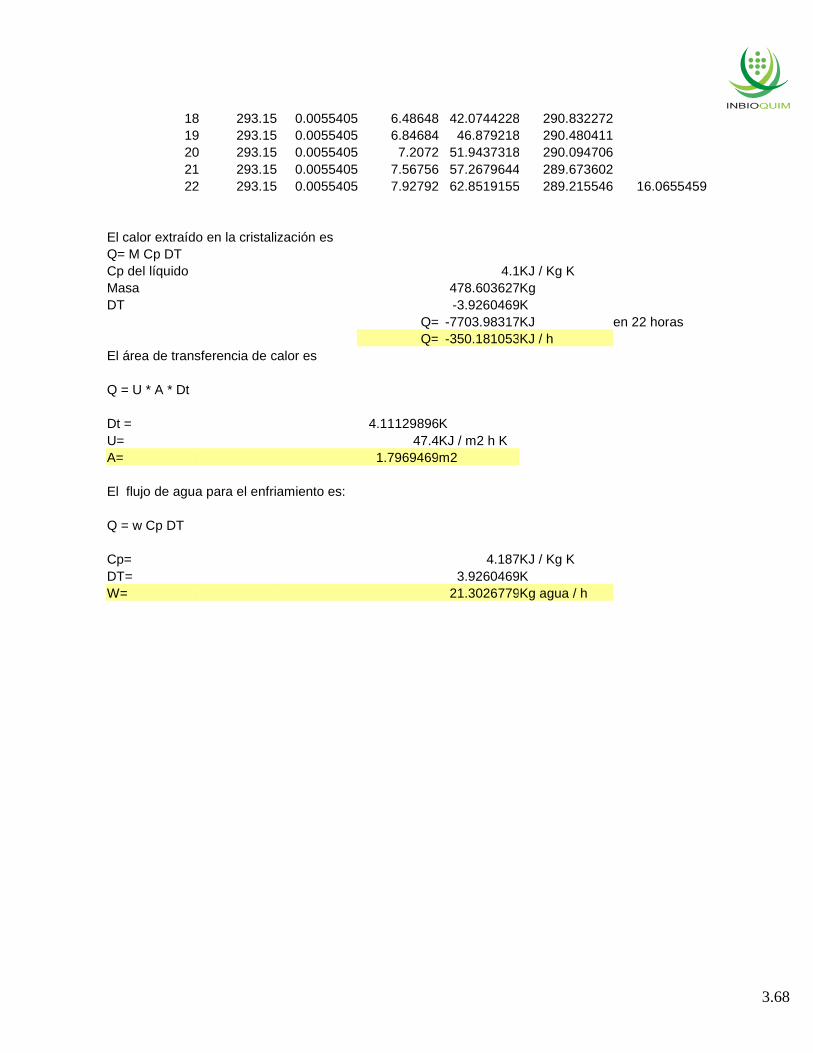
3.68
18 293.15 0.0055405 6.48648 42.0744228 290.832272 19 293.15 0.0055405 6.84684 46.879218 290.480411 20 293.15 0.0055405 7.2072 51.9437318 290.094706 21 293.15 0.0055405 7.56756 57.2679644 289.673602 22 293.15 0.0055405 7.92792 62.8519155 289.215546 16.0655459
El calor extraído en la cristalización es Q= M Cp DT Cp del líquido 4.1 KJ / Kg K Masa 478.603627 Kg DT -3.9260469 K Q= -7703.98317 KJ en 22 horas Q= -350.181053 KJ / h El área de transferencia de calor es Q = U * A * Dt Dt = 4.11129896 K U= 47.4 KJ / m2 h K A= 1.7969469 m2 El flujo de agua para el enfriamiento es: Q = w Cp DT Cp= 4.187 KJ / Kg K DT= 3.9260469 K W= 21.3026779 Kg agua / h
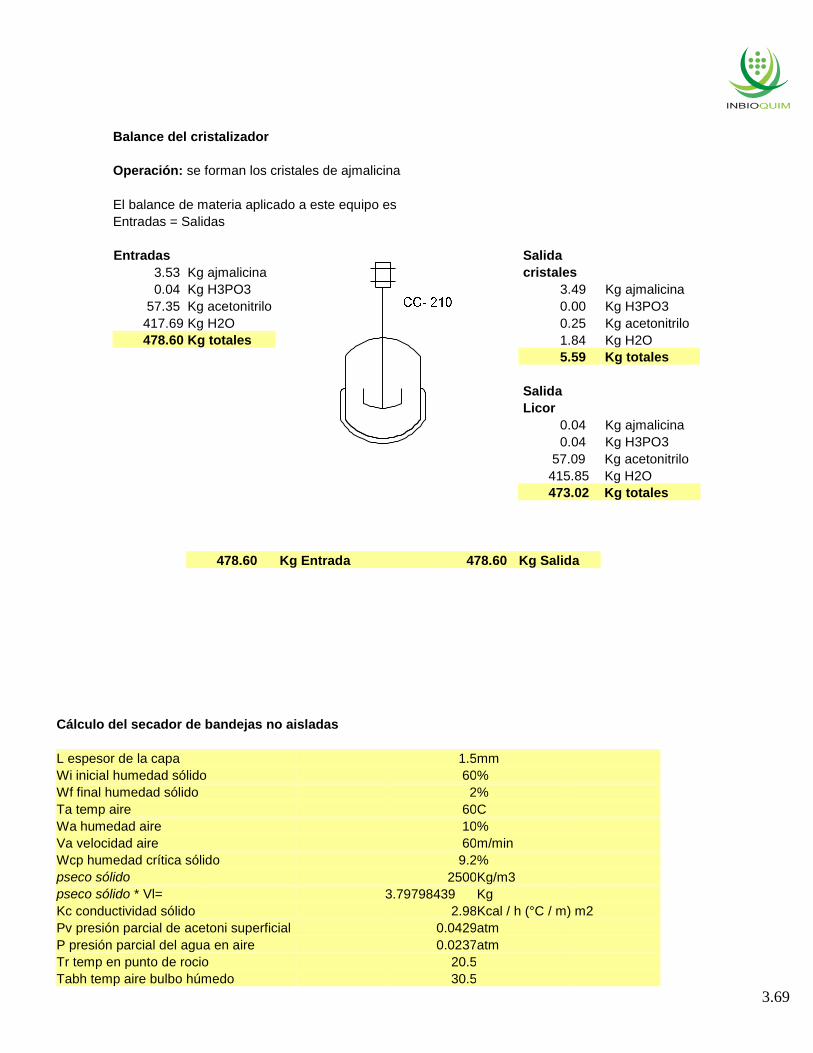
3.69
Balance del cristalizador Operación: se forman los cristales de ajmalicina El balance de materia aplicado a este equipo es Entradas = Salidas Entradas Salida 3.53 Kg ajmalicina cristales 0.04 Kg H3PO3 3.49 Kg ajmalicina 57.35 Kg acetonitrilo 0.00 Kg H3PO3 417.69 Kg H2O 0.25 Kg acetonitrilo 478.60 Kg totales 1.84 Kg H2O 5.59 Kg totales Salida Licor 0.04 Kg ajmalicina
0.04 Kg H3PO3 57.09 Kg acetonitrilo 415.85 Kg H2O 473.02 Kg totales 478.60 Kg Entrada 478.60 Kg Salida
Cálculo del secador de bandejas no aisladas L espesor de la capa 1.5 mm Wi inicial humedad sólido 60 % Wf final humedad sólido 2 % Ta temp aire 60 C Wa humedad aire 10 % Va velocidad aire 60 m/min Wcp humedad crítica sólido 9.2 % pseco sólido 2500 Kg/m3 pseco sólido * Vl= 3.79798439 Kg Kc conductividad sólido 2.98 Kcal / h (°C / m) m2 Pv presión parcial de acetoni superficial 0.0429 atm P presión parcial del agua en aire 0.0237 atm Tr temp en punto de rocio 20.5 Tabh temp aire bulbo húmedo 30.5
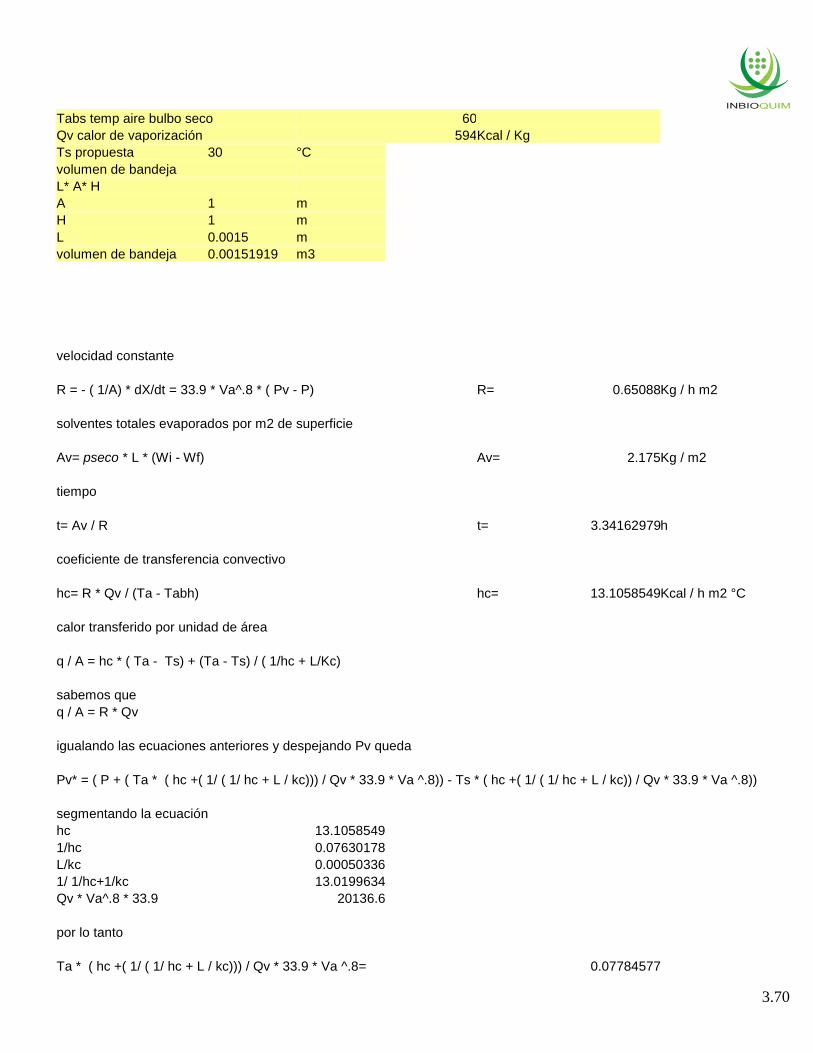
3.70
Tabs temp aire bulbo seco 60 Qv calor de vaporización 594 Kcal / Kg Ts propuesta 30 °C volumen de bandeja L* A* H A 1 m H 1 m L 0.0015 m volumen de bandeja 0.00151919 m3 velocidad constante R = - ( 1/A) * dX/dt = 33.9 * Va^.8 * ( Pv - P) R= 0.65088 Kg / h m2 solventes totales evaporados por m2 de superficie Av= pseco * L * (Wi - Wf) Av= 2.175 Kg / m2 tiempo t= Av / R t= 3.34162979 h coeficiente de transferencia convectivo hc= R * Qv / (Ta - Tabh) hc= 13.1058549 Kcal / h m2 °C calor transferido por unidad de área q / A = hc * ( Ta - Ts) + (Ta - Ts) / ( 1/hc + L/Kc) sabemos que q / A = R * Qv igualando las ecuaciones anteriores y despejando Pv queda Pv* = ( P + ( Ta * ( hc +( 1/ ( 1/ hc + L / kc))) / Qv * 33.9 * Va ^.8)) - Ts * ( hc +( 1/ ( 1/ hc + L / kc)) / Qv * 33.9 * Va ^.8)) segmentando la ecuación hc 13.1058549 1/hc 0.07630178 L/kc 0.00050336 1/ 1/hc+1/kc 13.0199634 Qv * Va^.8 * 33.9 20136.6 por lo tanto Ta * ( hc +( 1/ ( 1/ hc + L / kc))) / Qv * 33.9 * Va ^.8= 0.07784577
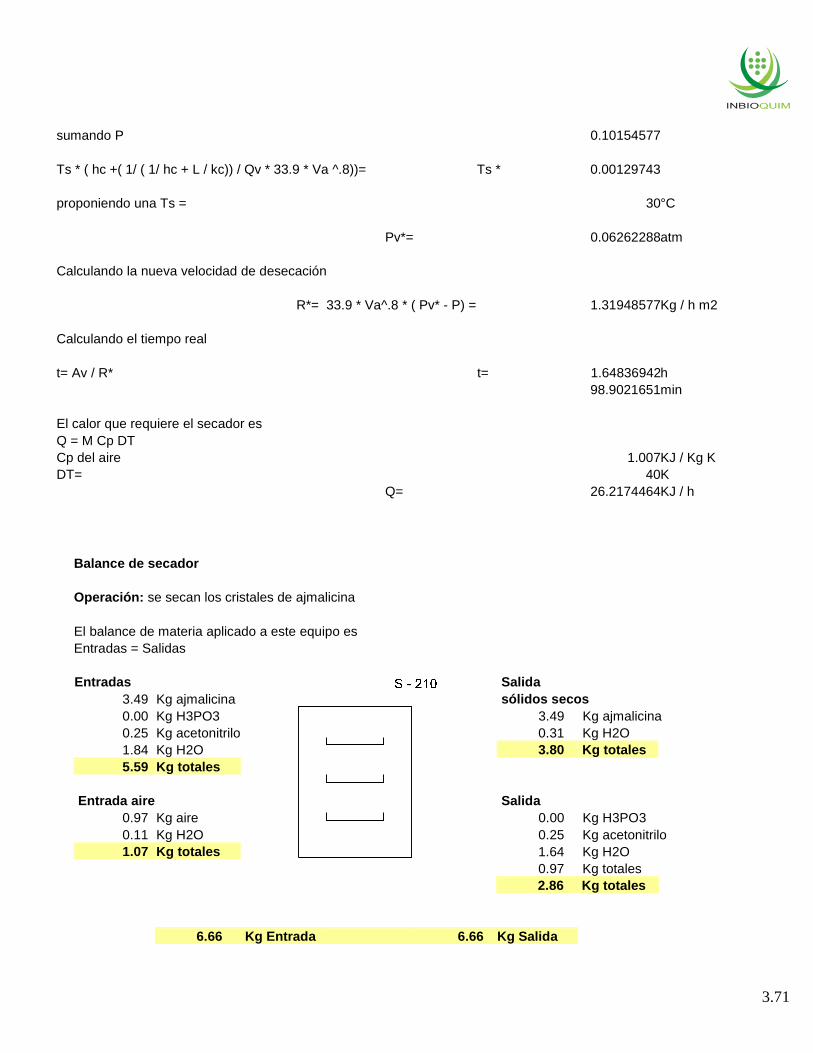
3.71
sumando P 0.10154577 Ts * ( hc +( 1/ ( 1/ hc + L / kc)) / Qv * 33.9 * Va ^.8))= Ts * 0.00129743 proponiendo una Ts = 30 °C Pv*= 0.06262288 atm Calculando la nueva velocidad de desecación R*= 33.9 * Va^.8 * ( Pv* - P) = 1.31948577 Kg / h m2 Calculando el tiempo real t= Av / R* t= 1.64836942 h 98.9021651 min El calor que requiere el secador es Q = M Cp DT Cp del aire 1.007 KJ / Kg K DT= 40 K Q= 26.2174464 KJ / h
Balance de secador Operación: se secan los cristales de ajmalicina El balance de materia aplicado a este equipo es Entradas = Salidas Entradas Salida 3.49 Kg ajmalicina sólidos secos 0.00 Kg H3PO3 3.49 Kg ajmalicina 0.25 Kg acetonitrilo 0.31 Kg H2O 1.84 Kg H2O 3.80 Kg totales 5.59 Kg totales Entrada aire Salida 0.97 Kg aire 0.00 Kg H3PO3 0.11 Kg H2O 0.25 Kg acetonitrilo 1.07 Kg totales 1.64 Kg H2O
0.97 Kg totales 2.86 Kg totales 6.66 Kg Entrada 6.66 Kg Salida
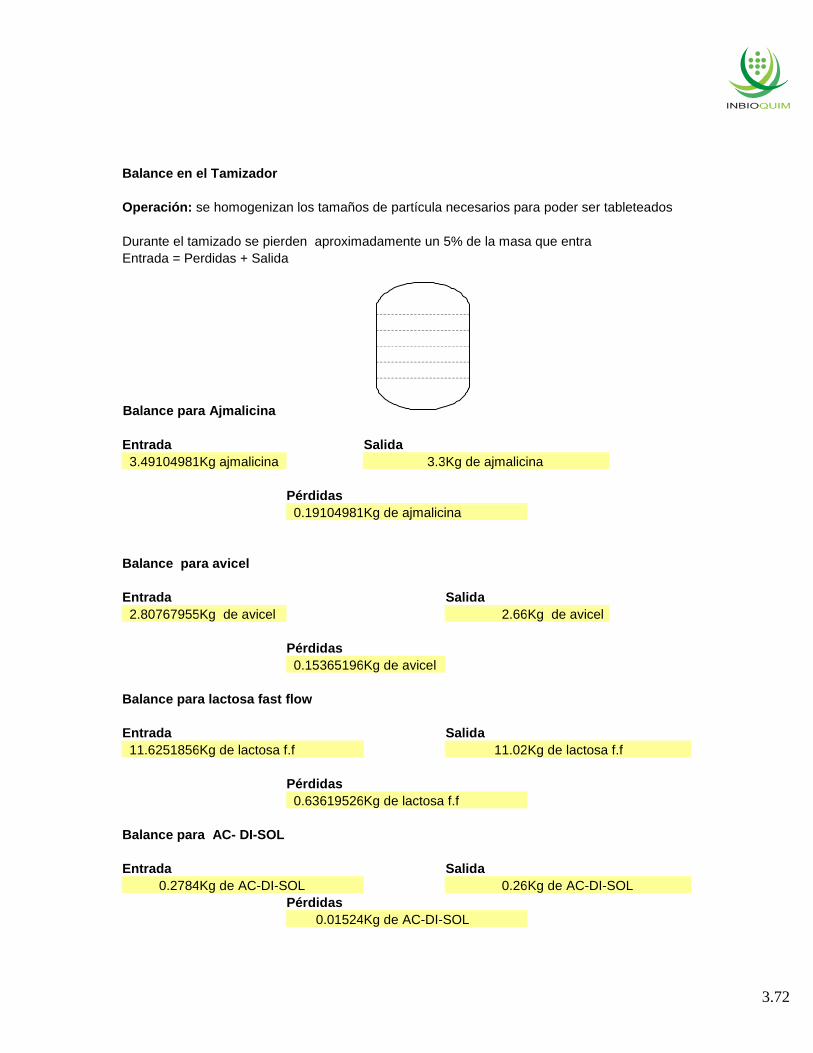
3.72
Balance en el Tamizador Operación: se homogenizan los tamaños de partícula necesarios para poder ser tableteados Durante el tamizado se pierden aproximadamente un 5% de la masa que entra Entrada = Perdidas + Salida Balance para Ajmalicina
Entrada Salida 3.49104981 Kg ajmalicina 3.3 Kg de ajmalicina
Pérdidas 0.19104981 Kg de ajmalicina Balance para avicel Entrada Salida 2.80767955 Kg de avicel 2.66 Kg de avicel
Pérdidas 0.15365196 Kg de avicel Balance para lactosa fast flow Entrada Salida 11.6251856 Kg de lactosa f.f 11.02 Kg de lactosa f.f
Pérdidas 0.63619526 Kg de lactosa f.f Balance para AC- DI-SOL Entrada Salida
0.2784 Kg de AC-DI-SOL 0.26 Kg de AC-DI-SOL Pérdidas 0.01524 Kg de AC-DI-SOL
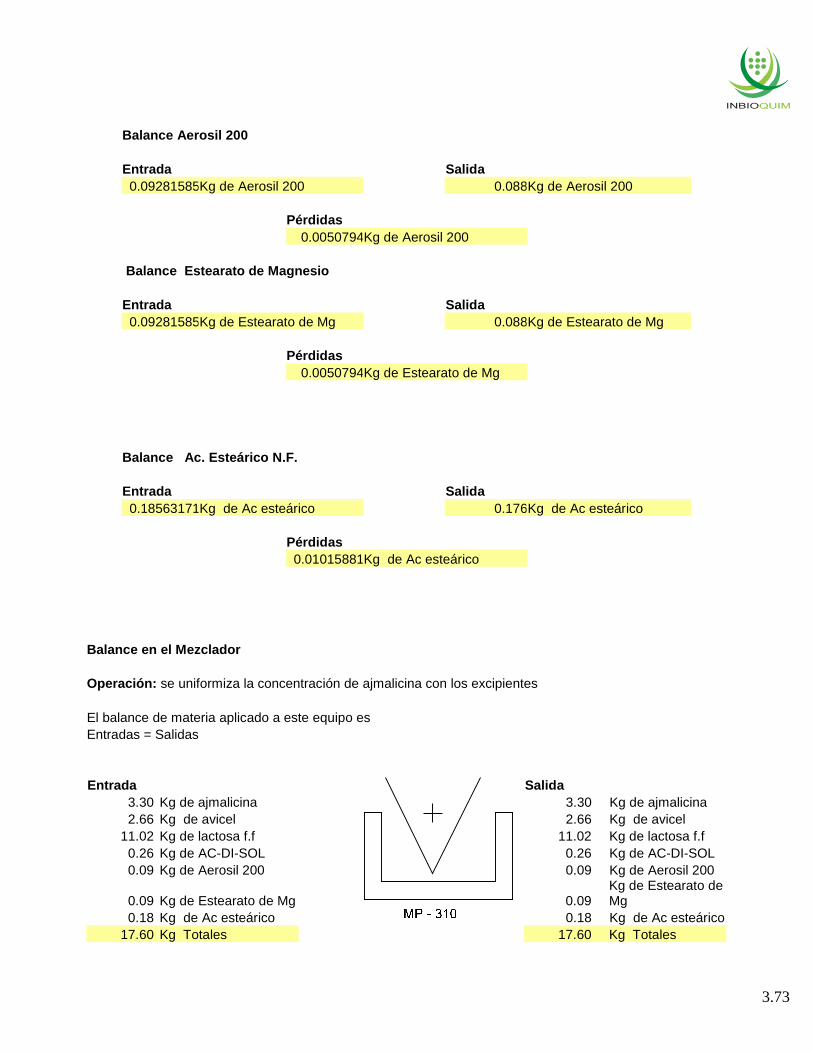
3.73
Balance Aerosil 200 Entrada Salida 0.09281585 Kg de Aerosil 200 0.088 Kg de Aerosil 200
Pérdidas 0.0050794 Kg de Aerosil 200 Balance Estearato de Magnesio Entrada Salida 0.09281585 Kg de Estearato de Mg 0.088 Kg de Estearato de Mg
Pérdidas 0.0050794 Kg de Estearato de Mg Balance Ac. Esteárico N.F. Entrada Salida 0.18563171 Kg de Ac esteárico 0.176 Kg de Ac esteárico
Pérdidas 0.01015881 Kg de Ac esteárico
Balance en el Mezclador Operación: se uniformiza la concentración de ajmalicina con los excipientes El balance de materia aplicado a este equipo es Entradas = Salidas Entrada Salida 3.30 Kg de ajmalicina 3.30 Kg de ajmalicina 2.66 Kg de avicel 2.66 Kg de avicel 11.02 Kg de lactosa f.f 11.02 Kg de lactosa f.f 0.26 Kg de AC-DI-SOL 0.26 Kg de AC-DI-SOL 0.09 Kg de Aerosil 200 0.09 Kg de Aerosil 200
0.09 Kg de Estearato de Mg 0.09 Kg de Estearato de Mg
0.18 Kg de Ac esteárico 0.18 Kg de Ac esteárico 17.60 Kg Totales
17.60 Kg Totales

3.74
Balance en la Tableteadora Operación: se lleva a cabo la compresión directa de polvos El balance de materia aplicado a este equipo es Entradas = Salidas Entrada Salida 3.30 Kg de ajmalicina 2.66 Kg de avicel 110,000.00 Tabletas Amprex 11.02 Kg de lactosa f.f 0.26 Kg de AC-DI-SOL 0.09 Kg de Aerosil 200 0.09 Kg de Estearato de Mg 0.18 Kg de Ac esteárico 17.60 Kg Totales
Balance en Emblisteadora Operación: se llenan los blisters con las tabletas El balance de materia aplicado a este equipo es Entradas = Salidas
Entrada Salida 110,000.00 Tabletas Amprex 3,666.67 Blisters
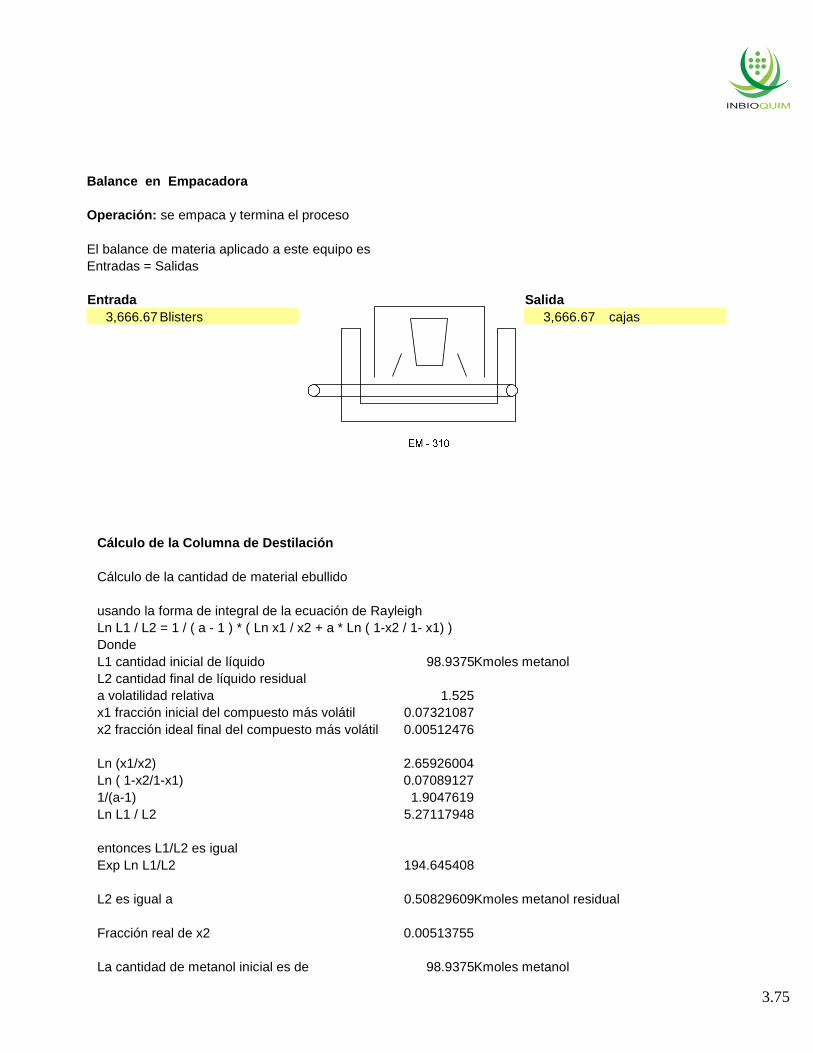
3.75
Balance en Empacadora Operación: se empaca y termina el proceso El balance de materia aplicado a este equipo es Entradas = Salidas Entrada Salida 3,666.67 Blisters 3,666.67 cajas
Cálculo de la Columna de Destilación Cálculo de la cantidad de material ebullido usando la forma de integral de la ecuación de Rayleigh Ln L1 / L2 = 1 / ( a - 1 ) * ( Ln x1 / x2 + a * Ln ( 1-x2 / 1- x1) ) Donde L1 cantidad inicial de líquido 98.9375 Kmoles metanol L2 cantidad final de líquido residual a volatilidad relativa 1.525 x1 fracción inicial del compuesto más volátil 0.07321087 x2 fracción ideal final del compuesto más volátil 0.00512476 Ln (x1/x2) 2.65926004 Ln ( 1-x2/1-x1) 0.07089127 1/(a-1) 1.9047619 Ln L1 / L2 5.27117948 entonces L1/L2 es igual Exp Ln L1/L2 194.645408 L2 es igual a 0.50829609 Kmoles metanol residual Fracción real de x2 0.00513755 La cantidad de metanol inicial es de 98.9375 Kmoles metanol
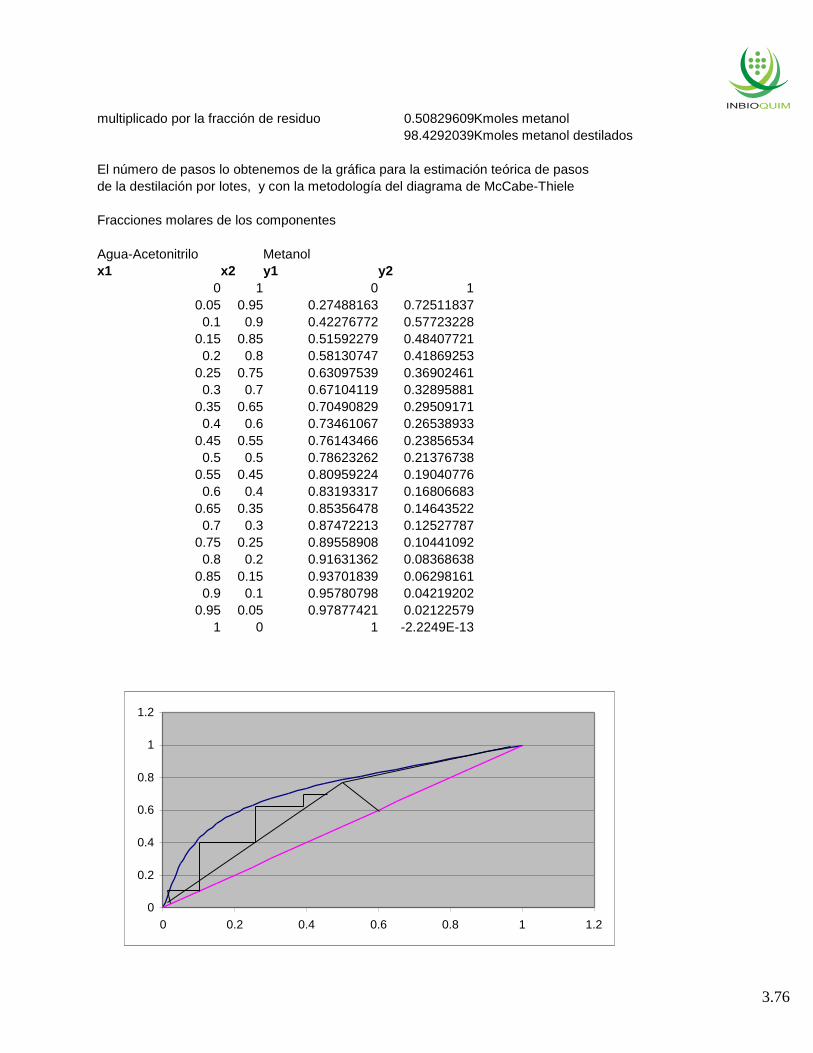
3.76
multiplicado por la fracción de residuo 0.50829609 Kmoles metanol 98.4292039 Kmoles metanol destilados El número de pasos lo obtenemos de la gráfica para la estimación teórica de pasos de la destilación por lotes, y con la metodología del diagrama de McCabe-Thiele Fracciones molares de los componentes Agua-Acetonitrilo Metanol x1 x2 y1 y2
0 1 0 1 0.05 0.95 0.27488163 0.72511837 0.1 0.9 0.42276772 0.57723228
0.15 0.85 0.51592279 0.48407721 0.2 0.8 0.58130747 0.41869253
0.25 0.75 0.63097539 0.36902461 0.3 0.7 0.67104119 0.32895881
0.35 0.65 0.70490829 0.29509171 0.4 0.6 0.73461067 0.26538933
0.45 0.55 0.76143466 0.23856534 0.5 0.5 0.78623262 0.21376738
0.55 0.45 0.80959224 0.19040776 0.6 0.4 0.83193317 0.16806683
0.65 0.35 0.85356478 0.14643522 0.7 0.3 0.87472213 0.12527787
0.75 0.25 0.89558908 0.10441092 0.8 0.2 0.91631362 0.08368638
0.85 0.15 0.93701839 0.06298161 0.9 0.1 0.95780798 0.04219202
0.95 0.05 0.97877421 0.02122579 1 0 1 -2.2249E-13
0
0.2
0.4
0.6
0.8
1
1.2
0 0.2 0.4 0.6 0.8 1 1.2

3.77
La eficiencia de la columna de destilación en lotes es de aproximadamente 50%, por lo que se debe considerar en las fases Número de fases teóricas 7 Número de fases reales 14 Diámetro de la columna La presión de la columna es 2 atm a esta presión, en la tabla de factor Fc como una función de la presión de la columna y le corresponde el espaciamiento de .46m entre pasos, da un Fc de 6.98 (Kg/m s^2)^0.5 La altura de la columna es de 6.44 m la densidad del vapor es de 0.5 kg/m3 el área transversal de la columna requerido para un espacio de 0.46m entre fases es A= W / Fc * Pv^0.5 W 26333.2387 Kg totales en dos lotes A = 1.48204486 m2 Diámetro de la columna 1.67230855 m tiempo de destilación 28 h Se realizan los cálculos para el acetonitrilo con base en los resultados anteriores usando la forma de integral de la ecuación de Rayleigh Ln L1 / L2 = 1 / ( a - 1 ) * ( Ln x1 / x2 + a * Ln ( 1-x2 / 1- x1) ) Donde L1 cantidad inicial de líquido 27.0796185 Kmoles acetonitrilo L2 cantidad final de líquido residual a volatilidad relativa 1.79 x1 fracción inicial del compuesto volátil 0.02162102 x2 fracción final del compuesto más volátil 0.00151347 Ln (x1/x2) 2.65926004 Ln ( 1-x2/1-x1) 0.02034356 1/(a-1) 1.26582278 Ln L1 / L2 3.41224685 entonces L1/L2 es igual Exp Ln L1/L2 30.3333223 L2 es igual a 0.892735 Kmoles acetonitrilo residual La fracción real de x2 0.03296704 La cantidad de acetonitrilo inicial es de 27.0796185 Kmoles acetonitrilo multiplicado por la fracción de residuo 0.892735 Kmoles acetonitrilo 26.1868835 Kmoles acetonitrilo destilados

3.78
El calor extraído en la torre de destilación es Q= M Cp DT Cp del líquido 4.23 KJ / Kg K Masa 13309.8433 Kg DT 65 K Q= 3659541.42 KJ en 28 horas Q= 130697.908 KJ / h A= 11.277969 m2 Cálculo del flujo de vapor para calentar Q= WL EL calor latente de vaporización a 170°C L= 2046.5 KJ / Kg W= 63.8641132 Kg / h de vapor
Balance de la Torre de Destilación Operación: se recuperan los solventes El balance de materia aplicado a este equipo es Entradas = Salidas Entradas 37.12 Kg G Salida Destilados 11.78 Kg KNO3 3,149.73 Kg metanol 3.65 Kg KH2PO4 1,073.66 Kg acetonitrilo 0.87 Kg MgSO4 4,223.40 Kg totales 0.63 Kg MnSO4 0.51 Kg FeSO4 21,583.08 Kg H2O Salida efluente 123.20 KgMetabolitos 37.12 Kg G 47.39 KgPéptidos 11.78 Kg KNO3 57.73 Kg Alcaloides 3.65 Kg KH2PO4 473.90 Kg Agua de Lavado 0.87 Kg MgSO4 2.36 Kg Sucrosa 0.63 Kg MnSO4 0.42 Kg ajmalicina 0.51 Kg FeSO4 3,166.00 Kg metanol 21,583.08 Kg H2O 1,110.26 Kg acetonitrilo 123.20 KgMetabolitos 0.79 Kg H3PO3 47.39 KgPéptidos 26,619.69 Kg totales 57.73 Kg Alcaloides 473.90 Kg Agua de Lavado 2.36 Kg Sucrosa
0.42 Kg ajmalicina 16.27 Kg metanol 36.60 Kg acetonitrilo 0.79 Kg H3PO3 22,396.29 Kg totales 26,619.69 Kg Entrada 26,619.69 Kg Salida
3.79
Cálculo de los Flujos de vapor totales Cálculo del flujo de vapor requerido para la esterilización del RS El calor que necesita el reactor semilla, es Q= 452875.884 KJ En un tiempo de t= 1.43011926 h El calor por hora es: Q= 316670.012 KJ / h Cálculo del flujo de vapor para calentar Q= WL EL calor latente de vaporización a 170°C L= 2046.5 KJ / Kg W= 154.737362 Kg / h de vapor Cálculo del flujo de vapor requerido para la esterilización del RB El calor que necesita el reactor semilla, es Q= 1585065.59 KJ En un tiempo de t= 1.98243542 h El calor por hora es: Q= 799554.718 KJ / h Cálculo del flujo de vapor para calentar Q= WL EL calor latente de vaporización a 170°C L= 2046.5 KJ / Kg W= 390.69373 Kg / h de vapor
3.80
Cálculo del flujo de vapor requerido para la esterilización del RP El calor que necesita el reactor semilla, es Q= 5547729.58 KJ En un tiempo de t= 1.43011926 h El calor por hora es: Q= 3879207.64 KJ / h Cálculo del flujo de vapor para calentar Q= WL EL calor latente de vaporización a 170°C L= 2046.5 KJ / Kg W= 1895.53269 Kg / h de vapor
Cálculo de la Caldera Cálculo del caballo caldera CC = Q / 33500 El vapor requerido durante la esterilización del reactor de producción es de: W= 1895.53269 Kg / h de vapor y con ese flujo se transfiera una cantidad de calor de Q= 3879207.64 KJ / h Como se tienen cuatro reactores para la producción, simultanemente trabajando, se requiere un flujo de vapor de : W= 7582.13075 Kg / h de vapor El vapor requerido durante la esterilización del reactor de biomasa es de: W= 390.69373 Kg / h de vapor y con ese flujo se transfiera una cantidad de calor de Q= 799554.718 KJ / h Como se tienen dos reactores de biomasa, simultanemente trabajando, se requiere un flujo de vapor de : W= 781.387459 Kg / h de vapor El vapor requerido durante la esterilización del reactor semilla es de: W= 154.737362 Kg / h de vapor

3.81
y con ese flujo se transfiera una cantidad de calor de Q= 316670.012 KJ / h Como se tienen dos reactores de semilla, simultanemente trabajando, se requiere un flujo de vapor de : W= 309.474724 Kg / h de vapor EL vapor requerido durante la destilación es: W= 63.8641132 Kg / h de vapor El Vapor requerido total es: WT= 8736.85704 Kg / h de vapor EL calor latente de vaporización a 170°C L= 2046.5 KJ / Kg Potencia de la Caldera de Vapor en Caballos Caldera: 1CC= 8450 Kcal / h = 35378.46 KJ /h CC = Wvapor * L vaporización / 35378.46 KJ / h CC= 505.391641 Caballos caldera Cantidad de combustible para la caldera: Eficiencia n = 0.87 Como la eficiencia n es igual a: n = Q aprovechado / Q suministrado Donde Q aprovechado = (W vapor) (L vaporización) y Q suministrado = (Poder calorifico)* (consumo de combustible), entoces: Q aprovechado= 17879977.9 KJ / h Donde Q aprovechado / Q suministrado = 0.87, entonces: Q suministrado = Q aprovechado / 0.87 Q suministrado= 20551698.8 KJ / h Como el poder calorífico para el gas natural es: 9900 Kcal/m3 = 414414 KJ / m3 entonces de la expresión: 41441.4 41.4414
3.82
De la expresión Q suministrado = (Poder calorífico)* (Consumo de Combustible) Consumo de Combustible= 49.5921923 m3 combustible / h Dado que el tiempo de calentamiento es de: t cal = 32.2486438 h La cantidad de combustible requerido es: Cantidad de Combustible= 1599.28094 m3 de combustible

3.83
Cálculo de Tubería y Bombas. Tubería de alimentación de agua a los reactores (103). Dicha tubería debe de transportar un mínimo de 290 galones para el reactor semilla (R-110) y un máximo de 3500 para el reactor producto (R-130). Por lo que se diseñó para un flujo de 100 galones por minuto. De acuerdo a tablas se analizó los diámetros de tubería de acero cédula 40, para el flujo seleccionado (CRANE 1992). En donde se procuro que la velocidad resultante del flujo y del diámetro de tubería, estuvieran en el rango de 3-10 ft/s para optimizar costos. El diámetro seleccionado así como la velocidad resultante se muestra en la siguiente tabla: Donde v = 0.408(Q/d2) dnominal (in) dinterno (in) Q (gpm) v (ft/s)
2 2.067 100 9.5495 Para conocer la capacidad de la bomba, se calculó la caída de presión en la tubería, por la longitud de esta y por los accesorios. Para lo cual se utilizó la fórmula de Darcy. ΔH = f(Le/D)(v2/2g) Donde ΔH = Caída de presión (ft) f = factor de fricción, f(Re, ε/d),
ε = rugosidad absoluta (0.00015, para acero comercial) Re = 123.9(vdρ/μ) ρ = densidad (lb/ft3) μ = viscosidad (cp)
Le = Longitud equivalente (ft) D = Diámetro interne de la tubería (ft) v = Velocidad del fluido (ft/s) g = aceleración de la gravedad ( 32.17 ft/s2) Le = Ltub +Σ(L/D)d d = diámetro (in) Σ(L/D) = sumatoria de (L/D) de accesorios. Accesorio (L/D) Check columpio 135 Codo 90 30 Válvula globo 340 T sin cambio de dir. 20 T cambio de dir. 60
En la tubería que se esta calculando, hay 3 codos de 90°, una T con cambio de dirección y una válvula globo. Los resultados se muestran en la siguiente tabla.
Ltub (ft) Σ(L/D)d (ft) LE (ft) ρ (lb/ft3) μ (cp) ε/d Re f ΔH (ft) 183.7 84.4 268 62.43 1 0.00007 137412 0.0165 29.4881
Para calcular la potencia de la bomba necesaria para esta tubería, con el flujo descrito con anterioridad, se calculó la carga de diseño. Carga = (z2-z1)+((ΔP)*(2.306/Sg))+((v2
2-v12)/2g)+ΔH
Donde: Δz = Diferencia de alturas entre el líquido de los recipientes involucrados. ΔP = Diferencia de presiones de entrada y salida de la tubería.
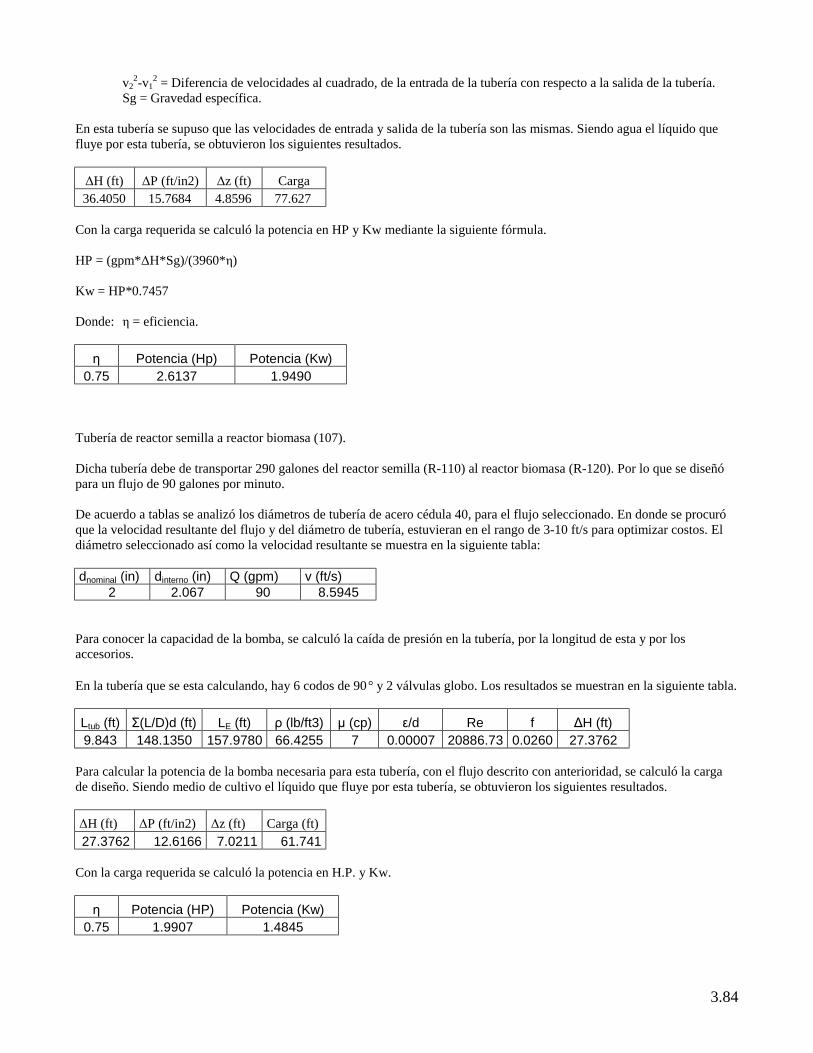
3.84
v22-v1
2 = Diferencia de velocidades al cuadrado, de la entrada de la tubería con respecto a la salida de la tubería. Sg = Gravedad específica. En esta tubería se supuso que las velocidades de entrada y salida de la tubería son las mismas. Siendo agua el líquido que fluye por esta tubería, se obtuvieron los siguientes resultados. ΔH (ft) ΔP (ft/in2) Δz (ft) Carga 36.4050 15.7684 4.8596 77.627
Con la carga requerida se calculó la potencia en HP y Kw mediante la siguiente fórmula. HP = (gpm*ΔH*Sg)/(3960*η) Kw = HP*0.7457 Donde: η = eficiencia.
η Potencia (Hp) Potencia (Kw) 0.75 2.6137 1.9490
Tubería de reactor semilla a reactor biomasa (107). Dicha tubería debe de transportar 290 galones del reactor semilla (R-110) al reactor biomasa (R-120). Por lo que se diseñó para un flujo de 90 galones por minuto. De acuerdo a tablas se analizó los diámetros de tubería de acero cédula 40, para el flujo seleccionado. En donde se procuró que la velocidad resultante del flujo y del diámetro de tubería, estuvieran en el rango de 3-10 ft/s para optimizar costos. El diámetro seleccionado así como la velocidad resultante se muestra en la siguiente tabla: dnominal (in) dinterno (in) Q (gpm) v (ft/s)
2 2.067 90 8.5945 Para conocer la capacidad de la bomba, se calculó la caída de presión en la tubería, por la longitud de esta y por los accesorios. En la tubería que se esta calculando, hay 6 codos de 90° y 2 válvulas globo. Los resultados se muestran en la siguiente tabla.
Ltub (ft) Σ(L/D)d (ft) LE (ft) ρ (lb/ft3) μ (cp) ε/d Re f ΔH (ft) 9.843 148.1350 157.9780 66.4255 7 0.00007 20886.73 0.0260 27.3762
Para calcular la potencia de la bomba necesaria para esta tubería, con el flujo descrito con anterioridad, se calculó la carga de diseño. Siendo medio de cultivo el líquido que fluye por esta tubería, se obtuvieron los siguientes resultados. ΔH (ft) ΔP (ft/in2) Δz (ft) Carga (ft) 27.3762 12.6166 7.0211 61.741
Con la carga requerida se calculó la potencia en H.P. y Kw.
η Potencia (HP) Potencia (Kw) 0.75 1.9907 1.4845

3.85
Tubería de reactor biomasa a reactor producto (108). Dicha tubería debe de transportar 1000 galones del reactor biomasa (R-120) al reactor producto (R-130). Por lo que se diseñó para un flujo de 125 galones por minuto. El diámetro seleccionado así como la velocidad resultante se muestra en la siguiente tabla: dnominal (in) dinterno (in) Q (gpm) v (ft/s) 2.5 2.469 125 8.3662
Para conocer la capacidad de la bomba, se calculó la caída de presión en la tubería, por la longitud de esta y por los accesorios. En la tubería que se esta calculando, hay 4 codos de 90° y una válvula globo. Los resultados se muestran en la siguiente tabla.
Ltub (ft) Σ(L/D)d (ft) LE (ft) ρ (lb/ft3) μ (cp) ε/d Re f ΔH (ft) 9.843 94.6450 104.4880 66.4255 7 0.00006 24286.07 0.0250 13.8115
Para calcular la potencia de la bomba necesaria para esta tubería, con el flujo descrito con anterioridad, se calculó la carga de diseño. Siendo medio de cultivo el líquido que fluye por esta tubería, se obtuvieron los siguientes resultados. ΔH (ft) ΔP (ft/in2) Δz (ft) Carga (ft) 13.8115 6.3652 11.9230 39.530
Con la carga requerida se calculó la potencia en H.P. y Kw.
η Potencia (HP) Potencia (Kw) 0.75 1.7702 1.3200
Tubería de reactor biomasa a reactor producto (109). Dicha tubería debe de transportar 3500 galones del reactor producto (R-130) al tambor rotatorio (H-210).En esta etapa del proceso se debe bombear el medio del tanque reactor, a manera que dure el proceso 6 horas, por lo que se diseñó para un flujo de 10 galones por minuto. El diámetro seleccionado así como la velocidad resultante se muestra en la siguiente tabla: dnominal (in) dinterno (in) Q (gpm) v (ft/s)
1 1.049 10 3.7077 Para conocer la capacidad de la bomba, se calculó la caída de presión en la tubería, por la longitud de esta y por los accesorios. En la tubería que se esta calculando, hay 3 codos de 90° y 2 válvulas globo. Los resultados se muestran en la siguiente tabla.
Ltub (ft) Σ(L/D)d (ft) LE (ft) ρ (lb/ft3) μ (cp) ε/d Re f ΔH (ft) 52.496 94.4100 146.9060 66.4255 7 0.00014 4572.91 0.0400 14.3629
Para calcular la potencia de la bomba necesaria para esta tubería, con el flujo descrito con anterioridad, se calculó la carga de diseño. Siendo medio de cultivo el líquido que fluye por esta tubería, se obtuvieron los siguientes resultados. ΔH (ft) ΔP (ft/in2) Δz (ft) Carga (ft) 14.3629 6.6193 3.2808 31.990
Con la carga requerida se calculó la potencia en H.P. y Kw.
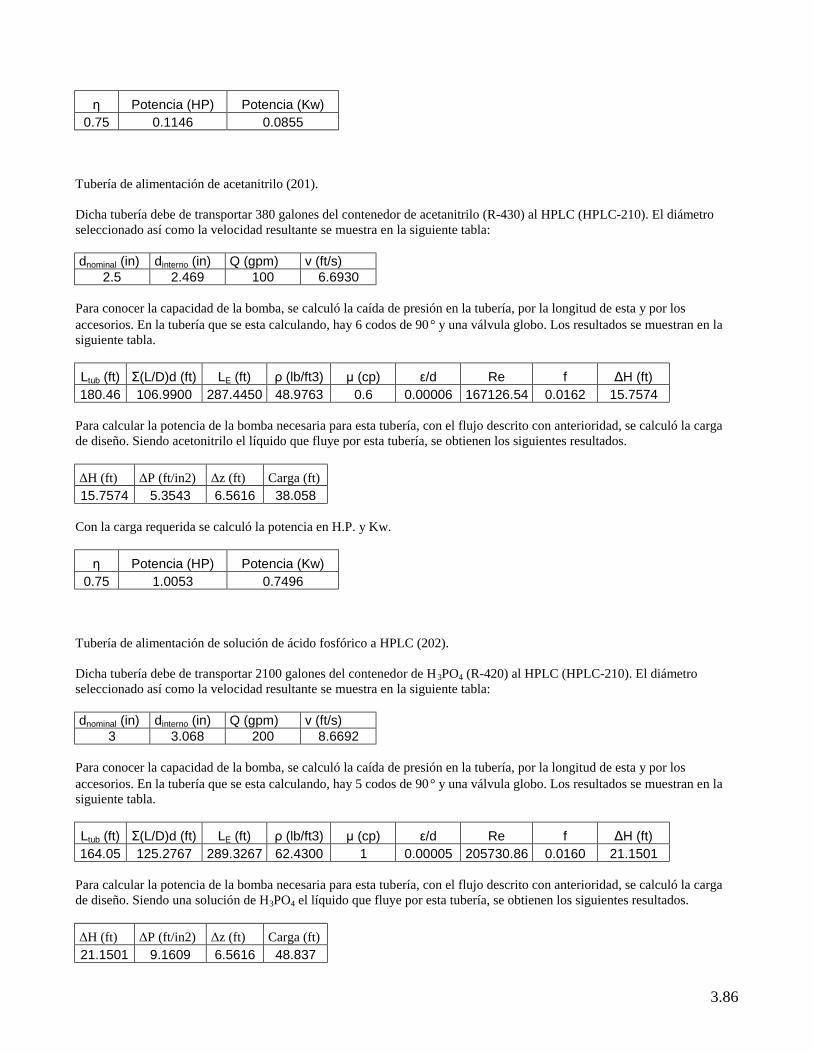
3.86
η Potencia (HP) Potencia (Kw) 0.75 0.1146 0.0855
Tubería de alimentación de acetanitrilo (201). Dicha tubería debe de transportar 380 galones del contenedor de acetanitrilo (R-430) al HPLC (HPLC-210). El diámetro seleccionado así como la velocidad resultante se muestra en la siguiente tabla: dnominal (in) dinterno (in) Q (gpm) v (ft/s)
2.5 2.469 100 6.6930 Para conocer la capacidad de la bomba, se calculó la caída de presión en la tubería, por la longitud de esta y por los accesorios. En la tubería que se esta calculando, hay 6 codos de 90° y una válvula globo. Los resultados se muestran en la siguiente tabla.
Ltub (ft) Σ(L/D)d (ft) LE (ft) ρ (lb/ft3) μ (cp) ε/d Re f ΔH (ft) 180.46 106.9900 287.4450 48.9763 0.6 0.00006 167126.54 0.0162 15.7574
Para calcular la potencia de la bomba necesaria para esta tubería, con el flujo descrito con anterioridad, se calculó la carga de diseño. Siendo acetonitrilo el líquido que fluye por esta tubería, se obtienen los siguientes resultados. ΔH (ft) ΔP (ft/in2) Δz (ft) Carga (ft) 15.7574 5.3543 6.5616 38.058
Con la carga requerida se calculó la potencia en H.P. y Kw.
η Potencia (HP) Potencia (Kw) 0.75 1.0053 0.7496
Tubería de alimentación de solución de ácido fosfórico a HPLC (202). Dicha tubería debe de transportar 2100 galones del contenedor de H3PO4 (R-420) al HPLC (HPLC-210). El diámetro seleccionado así como la velocidad resultante se muestra en la siguiente tabla: dnominal (in) dinterno (in) Q (gpm) v (ft/s)
3 3.068 200 8.6692 Para conocer la capacidad de la bomba, se calculó la caída de presión en la tubería, por la longitud de esta y por los accesorios. En la tubería que se esta calculando, hay 5 codos de 90° y una válvula globo. Los resultados se muestran en la siguiente tabla.
Ltub (ft) Σ(L/D)d (ft) LE (ft) ρ (lb/ft3) μ (cp) ε/d Re f ΔH (ft) 164.05 125.2767 289.3267 62.4300 1 0.00005 205730.86 0.0160 21.1501
Para calcular la potencia de la bomba necesaria para esta tubería, con el flujo descrito con anterioridad, se calculó la carga de diseño. Siendo una solución de H3PO4 el líquido que fluye por esta tubería, se obtienen los siguientes resultados. ΔH (ft) ΔP (ft/in2) Δz (ft) Carga (ft) 21.1501 9.1609 6.5616 48.837
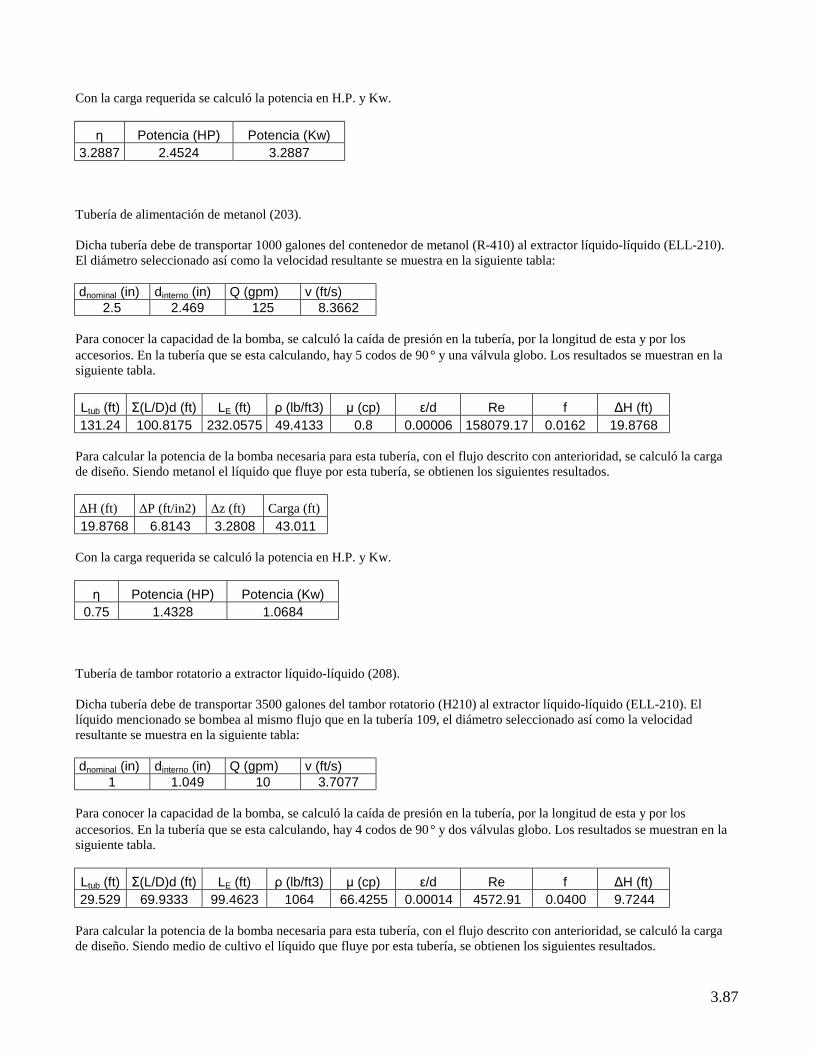
3.87
Con la carga requerida se calculó la potencia en H.P. y Kw.
η Potencia (HP) Potencia (Kw) 3.2887 2.4524 3.2887
Tubería de alimentación de metanol (203). Dicha tubería debe de transportar 1000 galones del contenedor de metanol (R-410) al extractor líquido-líquido (ELL-210). El diámetro seleccionado así como la velocidad resultante se muestra en la siguiente tabla: dnominal (in) dinterno (in) Q (gpm) v (ft/s)
2.5 2.469 125 8.3662 Para conocer la capacidad de la bomba, se calculó la caída de presión en la tubería, por la longitud de esta y por los accesorios. En la tubería que se esta calculando, hay 5 codos de 90° y una válvula globo. Los resultados se muestran en la siguiente tabla.
Ltub (ft) Σ(L/D)d (ft) LE (ft) ρ (lb/ft3) μ (cp) ε/d Re f ΔH (ft) 131.24 100.8175 232.0575 49.4133 0.8 0.00006 158079.17 0.0162 19.8768
Para calcular la potencia de la bomba necesaria para esta tubería, con el flujo descrito con anterioridad, se calculó la carga de diseño. Siendo metanol el líquido que fluye por esta tubería, se obtienen los siguientes resultados. ΔH (ft) ΔP (ft/in2) Δz (ft) Carga (ft) 19.8768 6.8143 3.2808 43.011
Con la carga requerida se calculó la potencia en H.P. y Kw.
η Potencia (HP) Potencia (Kw) 0.75 1.4328 1.0684
Tubería de tambor rotatorio a extractor líquido-líquido (208). Dicha tubería debe de transportar 3500 galones del tambor rotatorio (H210) al extractor líquido-líquido (ELL-210). El líquido mencionado se bombea al mismo flujo que en la tubería 109, el diámetro seleccionado así como la velocidad resultante se muestra en la siguiente tabla: dnominal (in) dinterno (in) Q (gpm) v (ft/s)
1 1.049 10 3.7077 Para conocer la capacidad de la bomba, se calculó la caída de presión en la tubería, por la longitud de esta y por los accesorios. En la tubería que se esta calculando, hay 4 codos de 90° y dos válvulas globo. Los resultados se muestran en la siguiente tabla.
Ltub (ft) Σ(L/D)d (ft) LE (ft) ρ (lb/ft3) μ (cp) ε/d Re f ΔH (ft) 29.529 69.9333 99.4623 1064 66.4255 0.00014 4572.91 0.0400 9.7244
Para calcular la potencia de la bomba necesaria para esta tubería, con el flujo descrito con anterioridad, se calculó la carga de diseño. Siendo medio de cultivo el líquido que fluye por esta tubería, se obtienen los siguientes resultados.
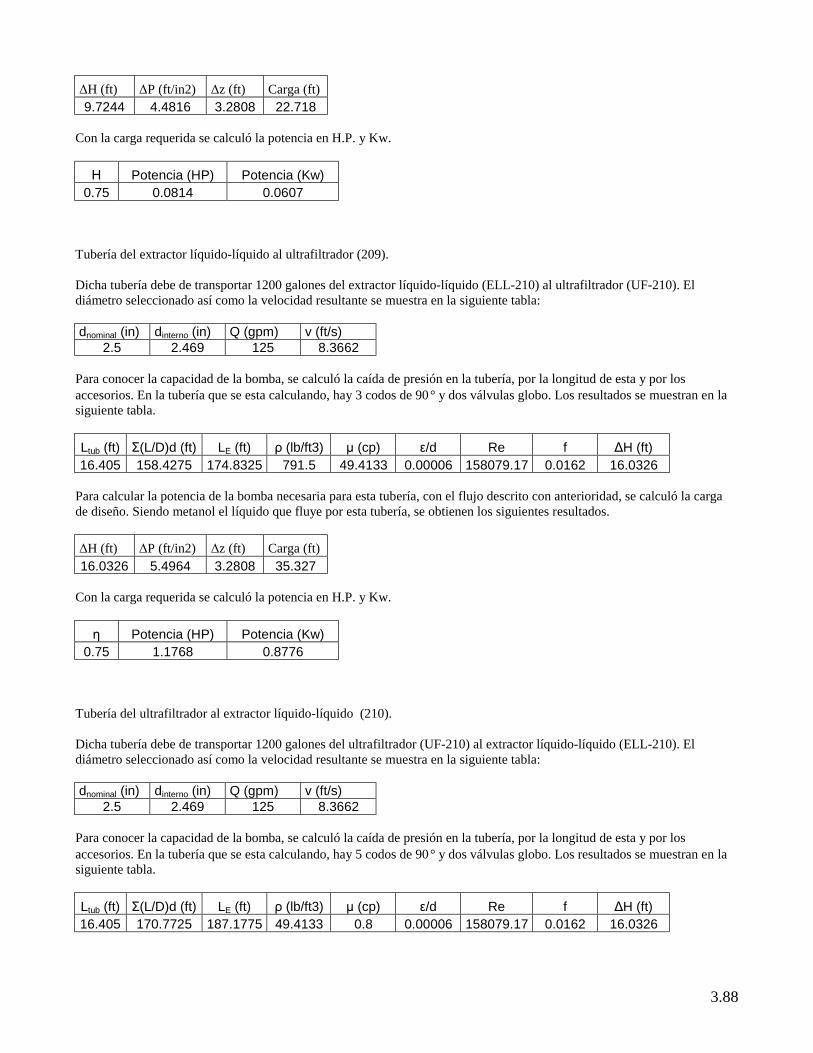
3.88
ΔH (ft) ΔP (ft/in2) Δz (ft) Carga (ft) 9.7244 4.4816 3.2808 22.718
Con la carga requerida se calculó la potencia en H.P. y Kw.
Η Potencia (HP) Potencia (Kw) 0.75 0.0814 0.0607
Tubería del extractor líquido-líquido al ultrafiltrador (209). Dicha tubería debe de transportar 1200 galones del extractor líquido-líquido (ELL-210) al ultrafiltrador (UF-210). El diámetro seleccionado así como la velocidad resultante se muestra en la siguiente tabla: dnominal (in) dinterno (in) Q (gpm) v (ft/s)
2.5 2.469 125 8.3662 Para conocer la capacidad de la bomba, se calculó la caída de presión en la tubería, por la longitud de esta y por los accesorios. En la tubería que se esta calculando, hay 3 codos de 90° y dos válvulas globo. Los resultados se muestran en la siguiente tabla.
Ltub (ft) Σ(L/D)d (ft) LE (ft) ρ (lb/ft3) μ (cp) ε/d Re f ΔH (ft) 16.405 158.4275 174.8325 791.5 49.4133 0.00006 158079.17 0.0162 16.0326
Para calcular la potencia de la bomba necesaria para esta tubería, con el flujo descrito con anterioridad, se calculó la carga de diseño. Siendo metanol el líquido que fluye por esta tubería, se obtienen los siguientes resultados. ΔH (ft) ΔP (ft/in2) Δz (ft) Carga (ft) 16.0326 5.4964 3.2808 35.327
Con la carga requerida se calculó la potencia en H.P. y Kw.
η Potencia (HP) Potencia (Kw) 0.75 1.1768 0.8776
Tubería del ultrafiltrador al extractor líquido-líquido (210). Dicha tubería debe de transportar 1200 galones del ultrafiltrador (UF-210) al extractor líquido-líquido (ELL-210). El diámetro seleccionado así como la velocidad resultante se muestra en la siguiente tabla: dnominal (in) dinterno (in) Q (gpm) v (ft/s)
2.5 2.469 125 8.3662 Para conocer la capacidad de la bomba, se calculó la caída de presión en la tubería, por la longitud de esta y por los accesorios. En la tubería que se esta calculando, hay 5 codos de 90° y dos válvulas globo. Los resultados se muestran en la siguiente tabla.
Ltub (ft) Σ(L/D)d (ft) LE (ft) ρ (lb/ft3) μ (cp) ε/d Re f ΔH (ft) 16.405 170.7725 187.1775 49.4133 0.8 0.00006 158079.17 0.0162 16.0326
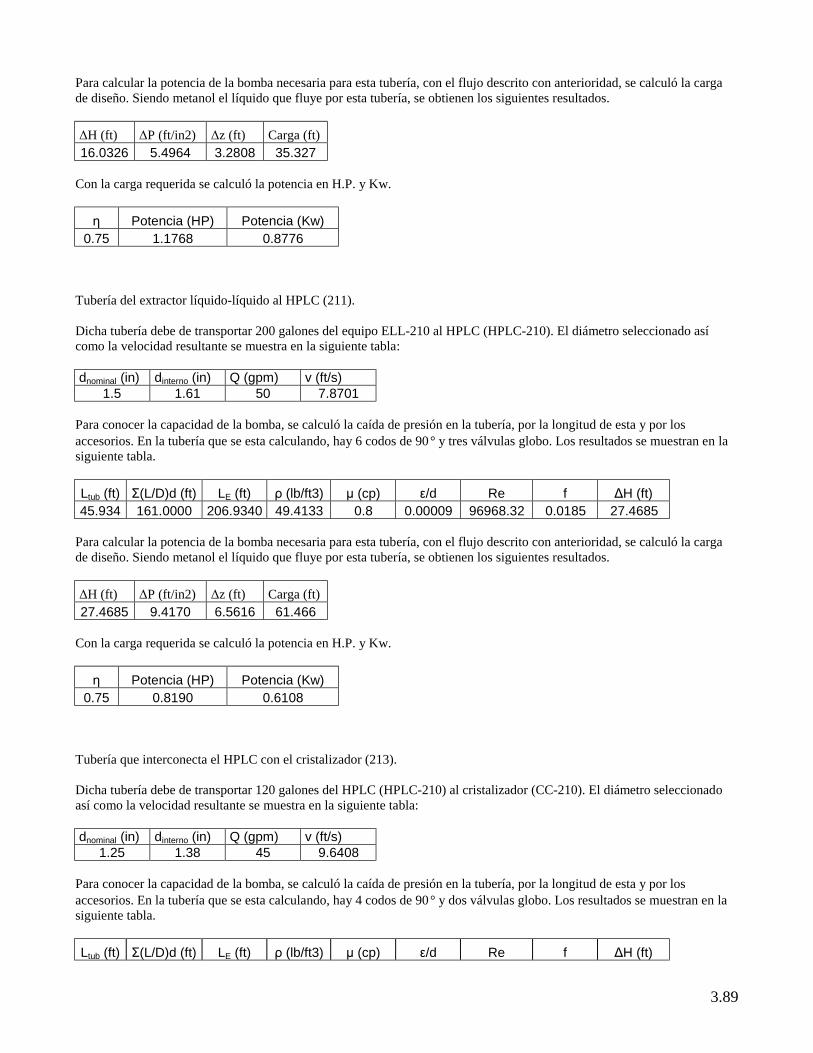
3.89
Para calcular la potencia de la bomba necesaria para esta tubería, con el flujo descrito con anterioridad, se calculó la carga de diseño. Siendo metanol el líquido que fluye por esta tubería, se obtienen los siguientes resultados. ΔH (ft) ΔP (ft/in2) Δz (ft) Carga (ft) 16.0326 5.4964 3.2808 35.327
Con la carga requerida se calculó la potencia en H.P. y Kw.
η Potencia (HP) Potencia (Kw) 0.75 1.1768 0.8776
Tubería del extractor líquido-líquido al HPLC (211). Dicha tubería debe de transportar 200 galones del equipo ELL-210 al HPLC (HPLC-210). El diámetro seleccionado así como la velocidad resultante se muestra en la siguiente tabla: dnominal (in) dinterno (in) Q (gpm) v (ft/s)
1.5 1.61 50 7.8701 Para conocer la capacidad de la bomba, se calculó la caída de presión en la tubería, por la longitud de esta y por los accesorios. En la tubería que se esta calculando, hay 6 codos de 90° y tres válvulas globo. Los resultados se muestran en la siguiente tabla.
Ltub (ft) Σ(L/D)d (ft) LE (ft) ρ (lb/ft3) μ (cp) ε/d Re f ΔH (ft) 45.934 161.0000 206.9340 49.4133 0.8 0.00009 96968.32 0.0185 27.4685
Para calcular la potencia de la bomba necesaria para esta tubería, con el flujo descrito con anterioridad, se calculó la carga de diseño. Siendo metanol el líquido que fluye por esta tubería, se obtienen los siguientes resultados. ΔH (ft) ΔP (ft/in2) Δz (ft) Carga (ft) 27.4685 9.4170 6.5616 61.466
Con la carga requerida se calculó la potencia en H.P. y Kw.
η Potencia (HP) Potencia (Kw) 0.75 0.8190 0.6108
Tubería que interconecta el HPLC con el cristalizador (213). Dicha tubería debe de transportar 120 galones del HPLC (HPLC-210) al cristalizador (CC-210). El diámetro seleccionado así como la velocidad resultante se muestra en la siguiente tabla: dnominal (in) dinterno (in) Q (gpm) v (ft/s)
1.25 1.38 45 9.6408 Para conocer la capacidad de la bomba, se calculó la caída de presión en la tubería, por la longitud de esta y por los accesorios. En la tubería que se esta calculando, hay 4 codos de 90° y dos válvulas globo. Los resultados se muestran en la siguiente tabla.
Ltub (ft) Σ(L/D)d (ft) LE (ft) ρ (lb/ft3) μ (cp) ε/d Re f ΔH (ft)

3.90
16.405 92.0000 108.4050 62.4300 0.6 0.00011 171516.92 0.0166 22.6052 Para calcular la potencia de la bomba necesaria para esta tubería, con el flujo descrito con anterioridad, se calculó la carga de diseño. Siendo una solución de alcaloides, el líquido que fluye por esta tubería, se obtienen los siguientes resultados. ΔH (ft) ΔP (ft/in2) Δz (ft) Carga (ft) 22.6052 9.7912 3.2808 48.464
Con la carga requerida se calculó la potencia en H.P. y Kw.
η Potencia (HP) Potencia (Kw) 0.75 0.7343 0.5476

NUMERACIÓN EQUIPONo
Equipos kWKw
totalesTiempo(h-mes)
Consumo mensual
M - 110 A / B agitador reactor semilla 2 1.634 3.267 634 2071.29R - 110 A / B reactor semilla 2L - 110 A / B bomba de vaciado de reactor semilla 2 1.500 3.000 0.3 0.90G - 110 A / B soplador reactor semilla 2 0.102 0.204 634 129.63M - 120 A / B agitador reactor biomasa 2 1.076 2.152 634 1364.22R - 120 A / B reactor biomasa 2G - 120 A / B soplador reactor biomasa 2 1.237 2.474 634 1568.33L - 120 A / B bomba de vaciado de reactor biomasa 2 1.500 3.000 0.8 2.40M - 130 A / B / C / D agitador reactor producción 4 0.709 2.834 730 2069.15G - 130 A / B / C / D soplador reactor producción 4 3.700 14.800 730 10804.00R - 130 A / B / C / D reactor de producción 4L - 130 A / B / C / D bomba de vaciado reactor producción 4 0.500 2.000 24 48.00H - 210 filtro tambor rotatorio 1 3.000 3.000 48 144.00L - 210 bomba de vaciado de filtro tambor rotatorio 1 0.500 0.500 24 12.00L - 281 bomba de vaciado para recirculación 1 1.500 1.500 0.1 0.15ELL - 210 tanque de extracción líquido-líquido 1M - 210 agitador tanque de extracción 1 1.226 1.226 6 7.35L - 220 bomba de alimentación ultrafiltrador 1 1.000 1.000 0.7 0.70L - 230 bomba de alimentación HPLC 1 1.000 1.000 0.3 0.30L - 240 bomba de recirculado de filtrado 1 1.000 1.000 0.7 0.70UF - 210 equipo de ultrafiltración 1 4.570 4.570 144 658.08L - 282 bomba de vaciado para recirculación 1 1.000 1.000 0.1 0.10D - 210 tanque de mezclado de acetonitrilo-H3PO4 1L - 260 bomba de alimentación cristalizador 1 0.500 0.500 0.2 0.10HPLC - 210 equipo de cromatografia líquida de alta resolución 1 12.000 12.000 384 4608.00L - 283 bomba de vaciado para recirculación 1 1.000 1.000 0.1 0.10CC - 210 tanque cristalizador 1S - 210 secador de charolas para cristales de ajmalicina 1 1.864 1.864 3.34 6.23H - 220 filtro de aire 1 1.491 1.491 720 1073.81T - 310 tamizador de ajmalicina y excipientes 1 3.000 3.000 7.7 23.10MP - 310 mezclador de pantalón 1 4.000 4.000 7.7 30.80TB - 310 tableteadora 1 2.500 2.500 28.8 72.00EB - 310 emblisteadora de tabletas 1 3.000 3.000 28.8 86.40EM - 310 empacadora 1 3.000 3.000 7.7 23.10F - 410 tanque de almacenamiento de metanol 1L - 410 bomba de alimentacón de tanque extractor liq-liq 1 1.000 1.000 0.5 0.50F - 420 tanque de almacenamiento de acetonitrilo 1L - 420 bomba de alimentación de tanque mezcla 1 1.000 1.000 0.2 0.20F - 430 tanque de almacenamiento de ac. fosfórico 1L - 430 bomba de alimentación tanque mezcla 1 2.500 2.500 0.7 1.75E - 510 condensador 1L - 510 bomba de alimentación tanque condensados 1 0.820 0.820 720 590.40F - 510 tanque de condensados 1L - 520 bomba de alimentación de torre de destilación 1 2.000 2.000D - 510 torre destilación para recuperación 1F - 520 tanque de acetonitrilo recuperado 1F - 530 tanque de metanol recuperado 1L - 610 bomba de llenado de fermentadores 1 2.000 2.000 3.5 7.00H - 610 flitro de dureza 1H - 630 filtro de salinidad 1H - 620 filtro de residuos sólidos 1P - 710 caldera 1F - 710 tanque de condensados de vapor 1E - 710 condensador de vapor 1R - 810 tanque enchaquetado tratamiento primario 1M - 810 agitador 1 1.349 1.349 30 40.47H - 810 sedimentador primario 1R - 820 tanque tratamiento quimico secundario 1M - 820 agitador 1 1.301 1.301 30 39.04H - 820 sedimentador secundario 1R - 830 reactor empacado anaerobio 1R - 840 reactor aerobio 1G - 810 soplador 1 0.410 0.410 730 299.30D - 830 clarificador 1
alumbrado de oficinas 1 48.240 48.240 730 35215.20alumbrado de estacionamientos 1 21.748 21.748 487 10584.03Total 163.251 8164.91 8328.16
tamaño de la subestación 163.251Costo de la renta $52.00 pesos KW 8489.061Consumo mensual $.5 pesos Kw-h 4164.078915Costo mensual Energía eléctrica 12653.139
CAPITULO 4
TRATAMIENTO DE AGUAS RESIDUALES.

CAPITULO 4
TRATAMIENTO DE AGUAS RESIDUALES.
DESCRIPCIÓN DEL TRATAMIENTO DE AGUAS 4.1 TRATAMIENTO QUÍMICO PRIMARIO 4.3 CÁLCULO DE TANQUE DE TRATAMIENTO QUÍMICO PRIMARIO 4.5 REGULACIÓN DE pH DEL TRATAMIENTO QUÍMICO PRIMARIO 4.6 CÁLCULO DEL FLUJO DE VAPOR REQUERIDO PARA EL CALENTAMIENTO DEL TRATAMIENTO QUÍMICO PRIMARIO 4.7 BALANCE DEL TANQUE DE TRATAMIENTO PRIMARIO 4.8 TRATAMIENTO QUÍMICO SECUNDARIO 4.9 CÁLCULO DEL TANQUE DEL TRATAMIENTO QUÍMICO SECUNDARIO 4.12 BALANCE DE TRATAMIENTO QUÍMICO SECUNDARIO 4.13 CÁLCULOS PARA EL TRATAMIENTO BIOLÓGICO ANAEROBIO 4.14 DETERMINACIÓN DE LA DBO 4.14 DETERMINACIÓN DE DQO 4.14 DETERMINACIÓN DE LA COV 4.15 TASA DE PRODUCCIÓN DE LODO SOBRE LA BASE DE LA MASA 4.15 CALCULO DE REMOCIÓN DE DQO DEL REACTOR 4.15 DETERMINACIÓN DE LA TASA DE REMOCIÓN 4.16 GEOMETRÍA DEL REACTOR ANAEROBIO 4.19 BALANCE DE TRATAMIENTO ANAEROBIO 4.20 TRATAMIENTO AEROBIO 4.21 GEOMETRÍA DEL REACTOR AEROBIO 4.22

SEDIMENTADOR DE LODOS AEROBIOS 4.22 DETERMINACIÓN DE LA DQO 4.23 DETERMINACIÓN DE LA TASA DE REMOCIÓN AEROBIA 4.24 BALANCE DEL TRATAMIENTO AEROBIO 4.24

4.1
Descripción del Tratamiento de Aguas El tratamiento de los efluentes provenientes de la destilación, deberán ser tratados para su descarga en el alcantarillado del parque industrial. Dado que se manejan grandes volúmenes del efluente, y sabiendo que este volumen esta disponible cada seis días por los tiempos del proceso, se pretendió dividir el volumen de tal manera que se pudiera mantener un sistema en continuo. Por esta razón el volumen del efluente se dividió entre seis para asegurar la continuidad y concluir con el tratamiento al inicio del siguiente lote. Sin embargo, los balances de masa realizados están dados con respecto al volumen total para seguir con el mismo procedimiento que en proceso y así llevar una continuidad en las concentraciones. La concentración de sólidos totales es muy elevada para tratarse directamente con algún tratamiento biológico, por lo que se propuso el siguiente tren. Como primera etapa se tiene un tratamiento químico primario, en donde el objetivo es la precipitación de algunos iones en forma de sales, y materia orgánica que dado las condiciones de pH y temperatura se desnaturalizan. Seguido del reactor en donde se lleva a cabo el calentamiento y agitación, esta un sedimentador primario, que se propone un TRH de tres horas, para la separación de los sólidos sedimentables del resto del efluente que prosigue en el tratamiento. Como segunda etapa se propone un segundo tratamiento químico, debido a la concentración de iones y compuestos que sería difícil degradar por métodos biológicos. Este tratamiento consta de la adición de hidróxido de calcio, que a un pH elevado, reacciona con algunos compuestos para la formación de sales más estables y precipitables, y a su vez facilita la interacción de otros compuestos entre sí, para formar precipitados. Se continua con un segundo sedimentador, que separará estos compuestos, y preparará al efluente para un tratamiento biológico. Para disminuir el consumo de energía y ahorrar en los costos del tratamiento de agua, se propone un reactor anaerobio empacado, como primer tratamiento biológico para así disminuir la carga orgánica del efluente, esto con la utilización de un consorcio de microorganismos que son capaces de subsistir bajo estas condiciones. Posteriormente es llevado a un segundo tratamiento biológico, aerobio, con el fin de disminuir aún más la carga orgánica, y lograr niveles aceptables requeridos para que pueda ser descargado el efluente al alcantarillado del parque industrial. El tratamiento biológico aerobio se propone un tanque aireado.

4.2
A diferencia del reactor anaerobio, el reactor aerobio presenta aireación constante, con la finalidad de aumentar la transferencia de oxígeno a los lodos y permitir así un metabolismo aerobio, durante el cual se disminuye en gran medida el contenido orgánico del efluente, debido a la alta asimilación de nutrientes requerida por los microorganismos aerobios. También cabe mencionar que a diferencia del tratamiento anaerobio, en el proceso de tratamiento aerobio existe una producción de lodos mucho más elevada, esto ya que el 65% de la energía que consumen los microorganismos aerobios es utilizada en la síntesis celular por lo que hay mayor producción de biomasa, y el purgado de esta deberá llevarse a cabo con mayor frecuencia.
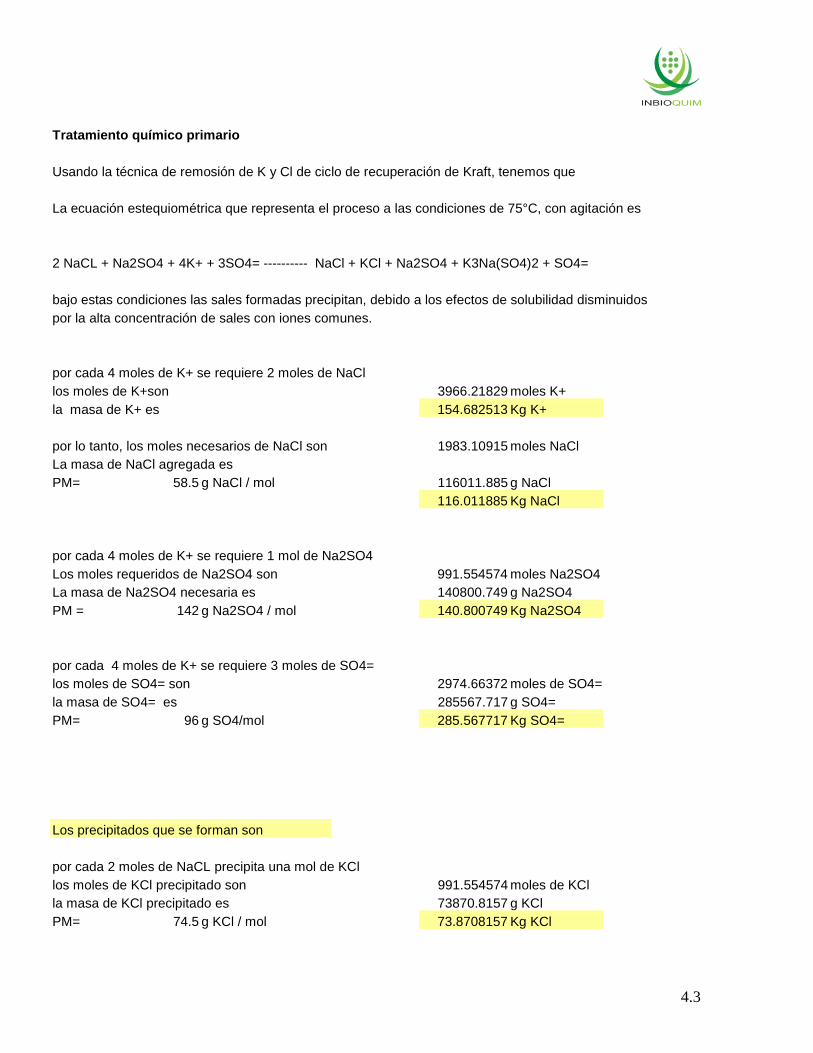
4.3
Tratamiento químico primario Usando la técnica de remosión de K y Cl de ciclo de recuperación de Kraft, tenemos que La ecuación estequiométrica que representa el proceso a las condiciones de 75°C, con agitación es 2 NaCL + Na2SO4 + 4K+ + 3SO4= ---------- NaCl + KCl + Na2SO4 + K3Na(SO4)2 + SO4= bajo estas condiciones las sales formadas precipitan, debido a los efectos de solubilidad disminuidos por la alta concentración de sales con iones comunes. por cada 4 moles de K+ se requiere 2 moles de NaCl los moles de K+son 3966.21829 moles K+ la masa de K+ es 154.682513 Kg K+ por lo tanto, los moles necesarios de NaCl son 1983.10915 moles NaCl La masa de NaCl agregada es PM= 58.5 g NaCl / mol 116011.885 g NaCl 116.011885 Kg NaCl por cada 4 moles de K+ se requiere 1 mol de Na2SO4 Los moles requeridos de Na2SO4 son 991.554574 moles Na2SO4 La masa de Na2SO4 necesaria es 140800.749 g Na2SO4 PM = 142 g Na2SO4 / mol 140.800749 Kg Na2SO4 por cada 4 moles de K+ se requiere 3 moles de SO4= los moles de SO4= son 2974.66372 moles de SO4= la masa de SO4= es 285567.717 g SO4= PM= 96 g SO4/mol 285.567717 Kg SO4= Los precipitados que se forman son por cada 2 moles de NaCL precipita una mol de KCl los moles de KCl precipitado son 991.554574 moles de KCl la masa de KCl precipitado es 73870.8157 g KCl PM= 74.5 g KCl / mol 73.8708157 Kg KCl
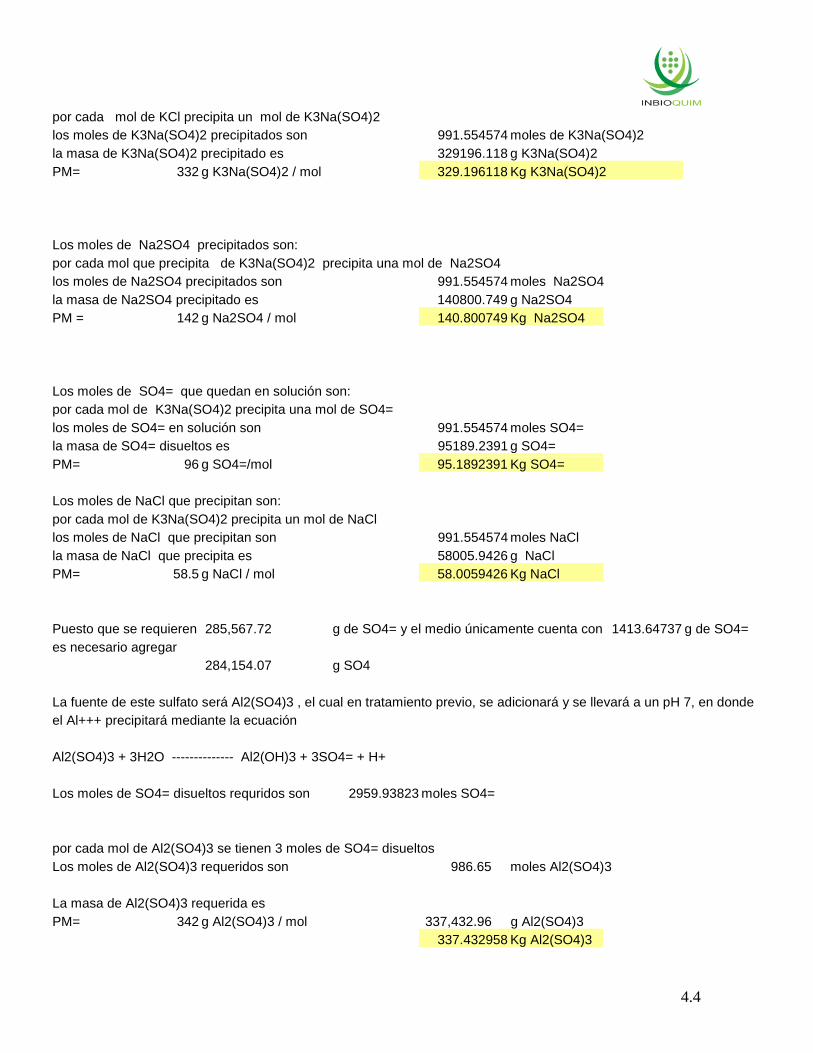
4.4
por cada mol de KCl precipita un mol de K3Na(SO4)2 los moles de K3Na(SO4)2 precipitados son 991.554574 moles de K3Na(SO4)2 la masa de K3Na(SO4)2 precipitado es 329196.118 g K3Na(SO4)2 PM= 332 g K3Na(SO4)2 / mol 329.196118 Kg K3Na(SO4)2 Los moles de Na2SO4 precipitados son: por cada mol que precipita de K3Na(SO4)2 precipita una mol de Na2SO4 los moles de Na2SO4 precipitados son 991.554574 moles Na2SO4 la masa de Na2SO4 precipitado es 140800.749 g Na2SO4 PM = 142 g Na2SO4 / mol 140.800749 Kg Na2SO4 Los moles de SO4= que quedan en solución son: por cada mol de K3Na(SO4)2 precipita una mol de SO4= los moles de SO4= en solución son 991.554574 moles SO4= la masa de SO4= disueltos es 95189.2391 g SO4= PM= 96 g SO4=/mol 95.1892391 Kg SO4= Los moles de NaCl que precipitan son: por cada mol de K3Na(SO4)2 precipita un mol de NaCl los moles de NaCl que precipitan son 991.554574 moles NaCl la masa de NaCl que precipita es 58005.9426 g NaCl PM= 58.5 g NaCl / mol 58.0059426 Kg NaCl Puesto que se requieren 285,567.72 g de SO4= y el medio únicamente cuenta con 1413.64737 g de SO4= es necesario agregar 284,154.07 g SO4 La fuente de este sulfato será Al2(SO4)3 , el cual en tratamiento previo, se adicionará y se llevará a un pH 7, en donde el Al+++ precipitará mediante la ecuación Al2(SO4)3 + 3H2O -------------- Al2(OH)3 + 3SO4= + H+ Los moles de SO4= disueltos requridos son 2959.93823 moles SO4= por cada mol de Al2(SO4)3 se tienen 3 moles de SO4= disueltos Los moles de Al2(SO4)3 requeridos son 986.65 moles Al2(SO4)3 La masa de Al2(SO4)3 requerida es PM= 342 g Al2(SO4)3 / mol 337,432.96 g Al2(SO4)3 337.432958 Kg Al2(SO4)3
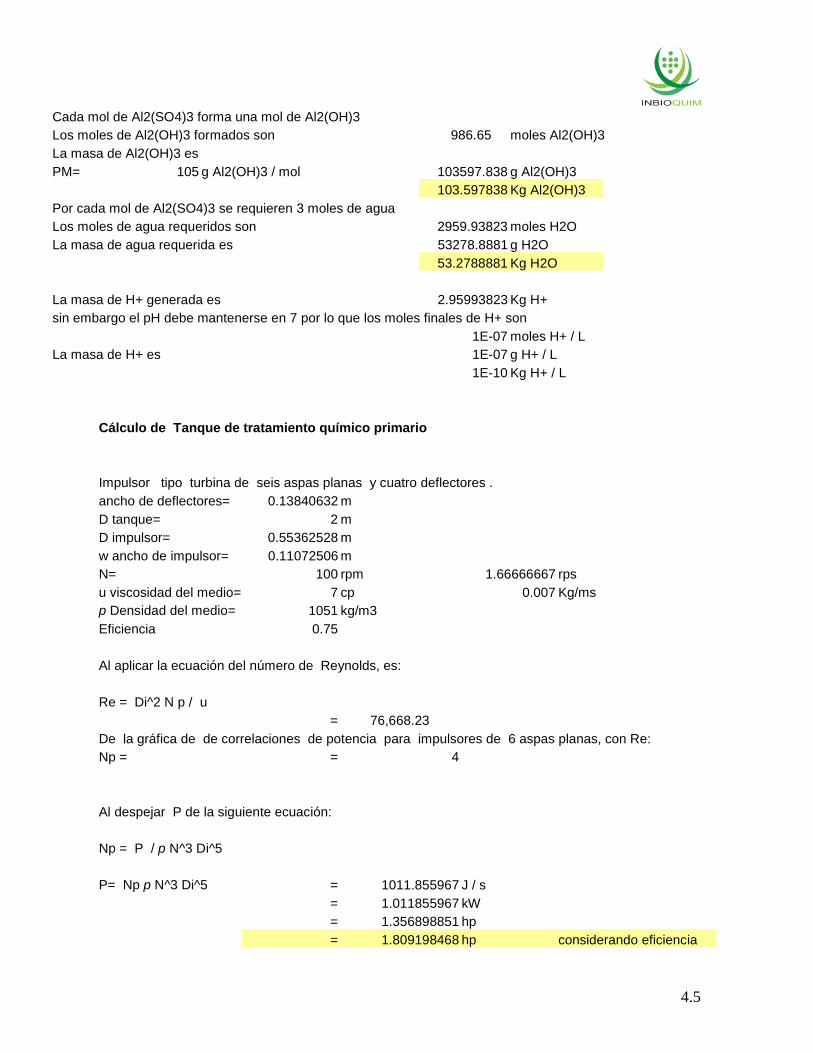
4.5
Cada mol de Al2(SO4)3 forma una mol de Al2(OH)3 Los moles de Al2(OH)3 formados son 986.65 moles Al2(OH)3 La masa de Al2(OH)3 es PM= 105 g Al2(OH)3 / mol 103597.838 g Al2(OH)3 103.597838 Kg Al2(OH)3 Por cada mol de Al2(SO4)3 se requieren 3 moles de agua Los moles de agua requeridos son 2959.93823 moles H2O La masa de agua requerida es 53278.8881 g H2O 53.2788881 Kg H2O La masa de H+ generada es 2.95993823 Kg H+ sin embargo el pH debe mantenerse en 7 por lo que los moles finales de H+ son 1E-07 moles H+ / L La masa de H+ es 1E-07 g H+ / L 1E-10 Kg H+ / L
Cálculo de Tanque de tratamiento químico primario Impulsor tipo turbina de seis aspas planas y cuatro deflectores . ancho de deflectores= 0.13840632 m D tanque= 2 m D impulsor= 0.55362528 m w ancho de impulsor= 0.11072506 m N= 100 rpm 1.66666667 rps u viscosidad del medio= 7 cp 0.007 Kg/ms p Densidad del medio= 1051 kg/m3 Eficiencia 0.75 Al aplicar la ecuación del número de Reynolds, es: Re = Di^2 N p / u = 76,668.23 De la gráfica de de correlaciones de potencia para impulsores de 6 aspas planas, con Re: Np = = 4 Al despejar P de la siguiente ecuación: Np = P / p N^3 Di^5 P= Np p N^3 Di^5 = 1011.855967 J / s = 1.011855967 kW = 1.356898851 hp = 1.809198468 hp considerando eficiencia
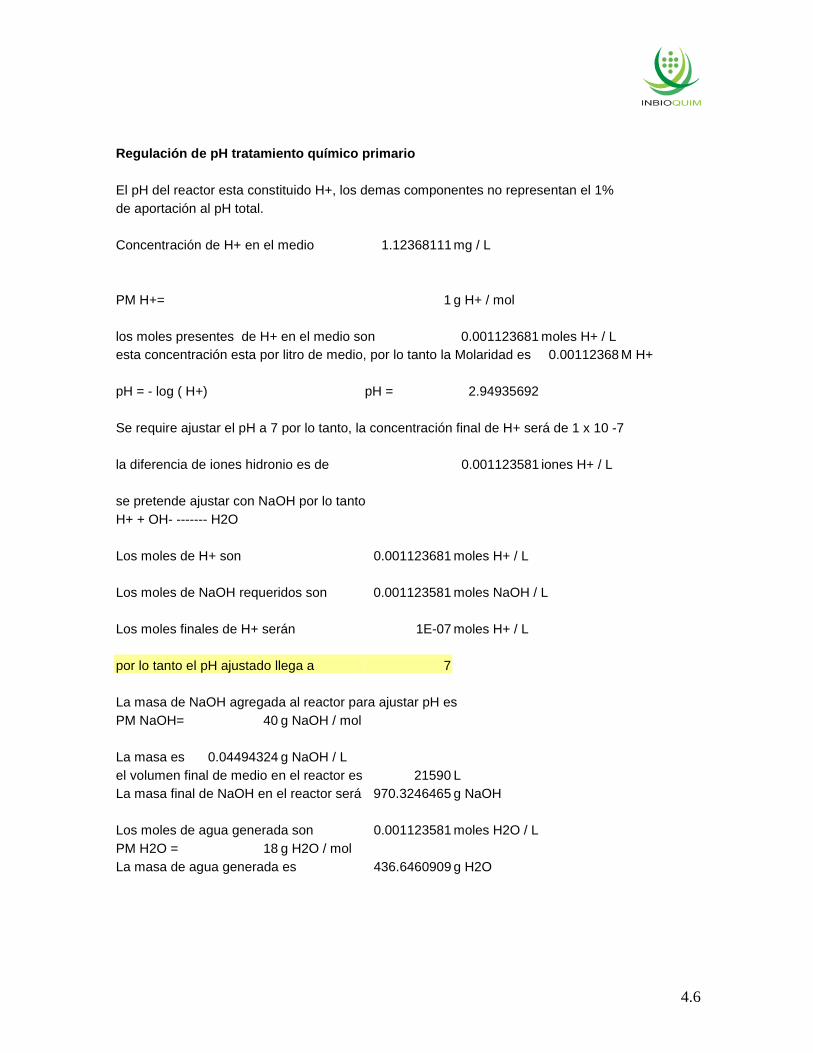
4.6
Regulación de pH tratamiento químico primario El pH del reactor esta constituido H+, los demas componentes no representan el 1% de aportación al pH total. Concentración de H+ en el medio 1.12368111 mg / L PM H+= 1 g H+ / mol los moles presentes de H+ en el medio son 0.001123681 moles H+ / L esta concentración esta por litro de medio, por lo tanto la Molaridad es 0.00112368 M H+ pH = - log ( H+) pH = 2.94935692 Se require ajustar el pH a 7 por lo tanto, la concentración final de H+ será de 1 x 10 -7 la diferencia de iones hidronio es de 0.001123581 iones H+ / L se pretende ajustar con NaOH por lo tanto H+ + OH- ------- H2O Los moles de H+ son 0.001123681 moles H+ / L Los moles de NaOH requeridos son 0.001123581 moles NaOH / L Los moles finales de H+ serán 1E-07 moles H+ / L por lo tanto el pH ajustado llega a 7 La masa de NaOH agregada al reactor para ajustar pH es PM NaOH= 40 g NaOH / mol La masa es 0.04494324 g NaOH / L el volumen final de medio en el reactor es 21590 L La masa final de NaOH en el reactor será 970.3246465 g NaOH Los moles de agua generada son 0.001123581 moles H2O / L PM H2O = 18 g H2O / mol La masa de agua generada es 436.6460909 g H2O
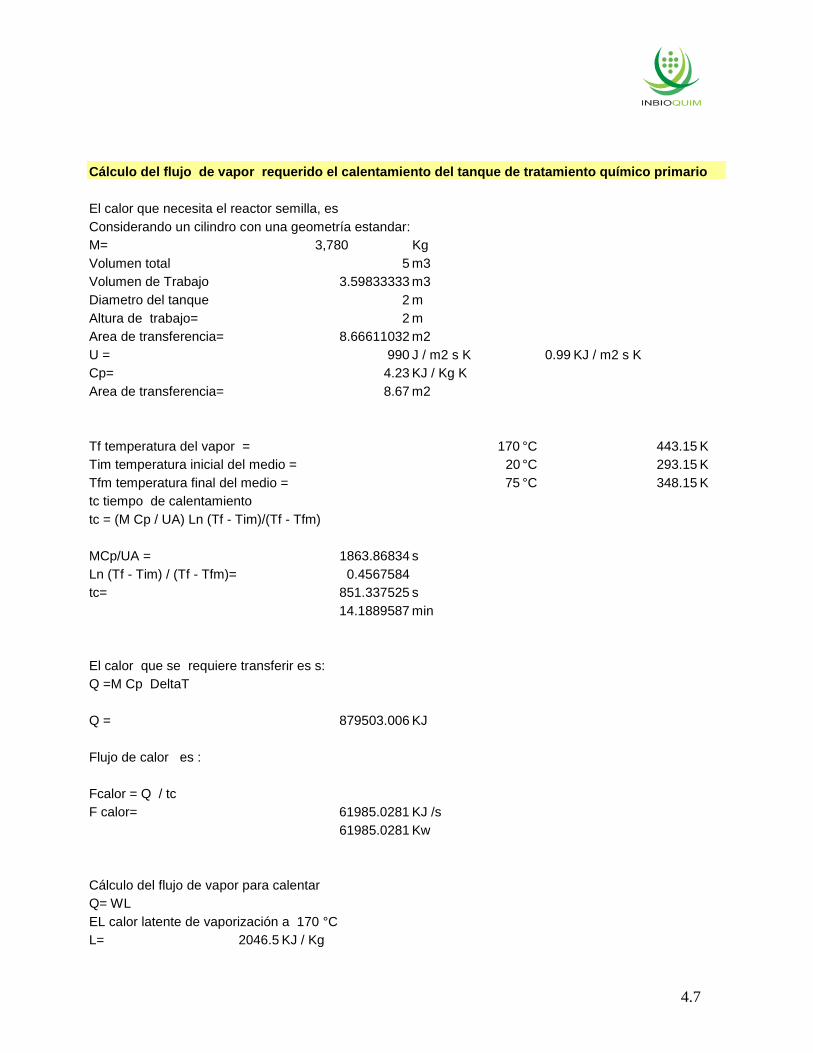
4.7
Cálculo del flujo de vapor requerido el calentamiento del tanque de tratamiento químico primario El calor que necesita el reactor semilla, es Considerando un cilindro con una geometría estandar: M= 3,780 Kg Volumen total 5 m3 Volumen de Trabajo 3.59833333 m3 Diametro del tanque 2 m Altura de trabajo= 2 m Area de transferencia= 8.66611032 m2 U = 990 J / m2 s K 0.99 KJ / m2 s K Cp= 4.23 KJ / Kg K Area de transferencia= 8.67 m2 Tf temperatura del vapor = 170 °C 443.15 K Tim temperatura inicial del medio = 20 °C 293.15 K Tfm temperatura final del medio = 75 °C 348.15 K tc tiempo de calentamiento tc = (M Cp / UA) Ln (Tf - Tim)/(Tf - Tfm) MCp/UA = 1863.86834 s Ln (Tf - Tim) / (Tf - Tfm)= 0.4567584 tc= 851.337525 s 14.1889587 min El calor que se requiere transferir es s: Q =M Cp DeltaT Q = 879503.006 KJ Flujo de calor es : Fcalor = Q / tc F calor= 61985.0281 KJ /s 61985.0281 Kw Cálculo del flujo de vapor para calentar Q= WL EL calor latente de vaporización a 170 °C L= 2046.5 KJ / Kg
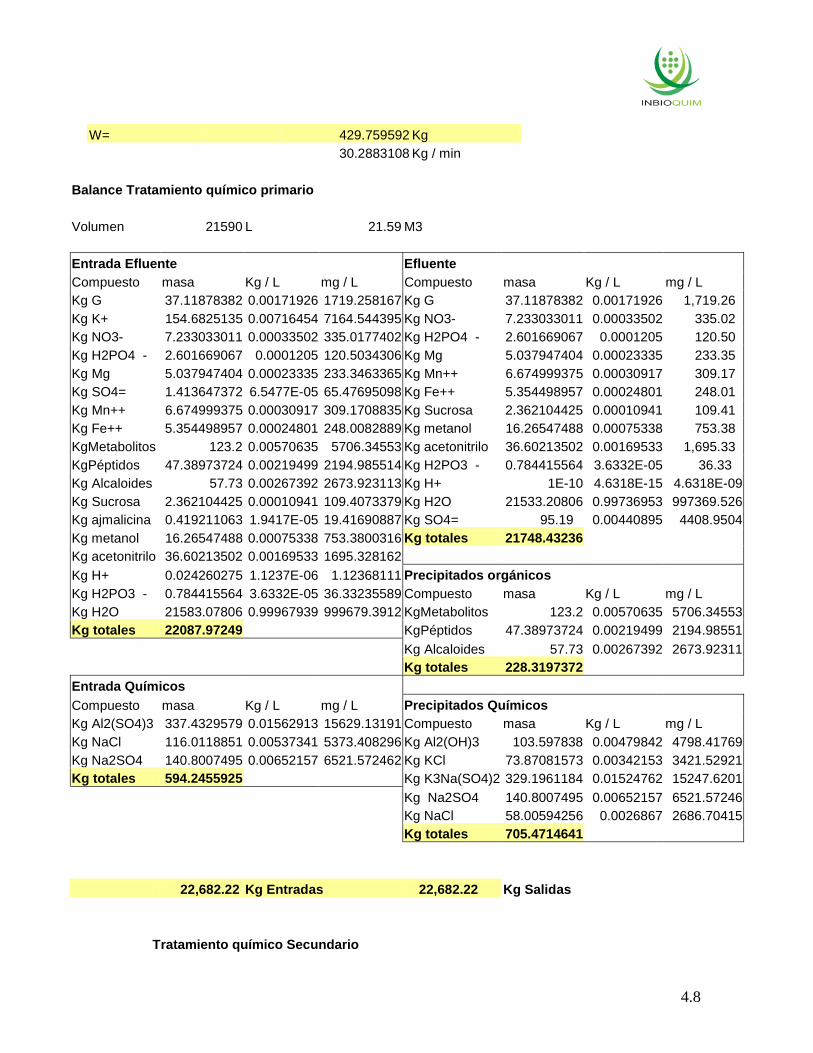
4.8
W= 429.759592 Kg 30.2883108 Kg / min
Balance Tratamiento químico primario Volumen 21590 L 21.59 M3 Entrada Efluente Efluente Compuesto masa Kg / L mg / L Compuesto masa Kg / L mg / L Kg G 37.11878382 0.00171926 1719.258167 Kg G 37.11878382 0.00171926 1,719.26 Kg K+ 154.6825135 0.00716454 7164.544395 Kg NO3- 7.233033011 0.00033502 335.02 Kg NO3- 7.233033011 0.00033502 335.0177402 Kg H2PO4 - 2.601669067 0.0001205 120.50 Kg H2PO4 - 2.601669067 0.0001205 120.5034306 Kg Mg 5.037947404 0.00023335 233.35 Kg Mg 5.037947404 0.00023335 233.3463365 Kg Mn++ 6.674999375 0.00030917 309.17 Kg SO4= 1.413647372 6.5477E-05 65.47695098 Kg Fe++ 5.354498957 0.00024801 248.01 Kg Mn++ 6.674999375 0.00030917 309.1708835 Kg Sucrosa 2.362104425 0.00010941 109.41 Kg Fe++ 5.354498957 0.00024801 248.0082889 Kg metanol 16.26547488 0.00075338 753.38 KgMetabolitos 123.2 0.00570635 5706.34553 Kg acetonitrilo 36.60213502 0.00169533 1,695.33 KgPéptidos 47.38973724 0.00219499 2194.985514 Kg H2PO3 - 0.784415564 3.6332E-05 36.33 Kg Alcaloides 57.73 0.00267392 2673.923113 Kg H+ 1E-10 4.6318E-15 4.6318E-09 Kg Sucrosa 2.362104425 0.00010941 109.4073379 Kg H2O 21533.20806 0.99736953 997369.526 Kg ajmalicina 0.419211063 1.9417E-05 19.41690887 Kg SO4= 95.19 0.00440895 4408.9504 Kg metanol 16.26547488 0.00075338 753.3800316 Kg totales 21748.43236 Kg acetonitrilo 36.60213502 0.00169533 1695.328162 Kg H+ 0.024260275 1.1237E-06 1.12368111 Precipitados orgánicos Kg H2PO3 - 0.784415564 3.6332E-05 36.33235589 Compuesto masa Kg / L mg / L Kg H2O 21583.07806 0.99967939 999679.3912 KgMetabolitos 123.2 0.00570635 5706.34553 Kg totales 22087.97249 KgPéptidos 47.38973724 0.00219499 2194.98551 Kg Alcaloides 57.73 0.00267392 2673.92311 Kg totales 228.3197372 Entrada Químicos Compuesto masa Kg / L mg / L Precipitados Químicos Kg Al2(SO4)3 337.4329579 0.01562913 15629.13191 Compuesto masa Kg / L mg / L Kg NaCl 116.0118851 0.00537341 5373.408296 Kg Al2(OH)3 103.597838 0.00479842 4798.41769 Kg Na2SO4 140.8007495 0.00652157 6521.572462 Kg KCl 73.87081573 0.00342153 3421.52921 Kg totales 594.2455925 Kg K3Na(SO4)2 329.1961184 0.01524762 15247.6201 Kg Na2SO4 140.8007495 0.00652157 6521.57246 Kg NaCl 58.00594256 0.0026867 2686.70415 Kg totales 705.4714641 22,682.22 Kg Entradas 22,682.22 Kg Salidas
Tratamiento químico Secundario

4.9
La masa de H2PO4 en el medio es 2.60166907 Kg H2PO4 - En 97 Kg H2PO4 se tienen 95 Kg PO4 La masa de PO4 es 2.54802641 Kg PO4 A este pH los PO3's tienden a pasar a una forma más estable como PO4's H2PO3 + 2OH -------- H2PO4 + H2O por lo tanto, la masa de H2PO3 es 0.78441556 Kg H2PO3 - 784.415564 g H2PO3 El número de moles permanece constante moles de H2PO3 PM= 81 g H2PO3 / mol 9.68414276 moles H2PO3 por lo tanto, los moles de H2PO4 9.68414276 moles H2PO4 La masa de H2PO4 939.361848 g H2PO4 0.93936185 Kg H2PO4 La masa de PO4 es 0.91999356 Kg PO4 La masa total de PO4 es 3.46801997 Kg PO4 Los moles totales de PO4 son 0.03650547 moles PO4 El PO4 reacciona con el Ca(OH)2 mediante la ecuación 3H2PO4 + 5Ca(OH)2 --------- Ca5(PO4)3OH + 4 H2O + 2H+ Por cada tres moles de PO4 se forma una mol de Ca5(PO4)3OH Los moles de Ca5(PO4)3OH formados son 0.01216849 moles Ca5(PO4)3OH La masa de Ca5(PO4)3OH es PM= 502 g Ca5(PO4)3OH / mol 6.10858254 g Ca5(PO4)3OH 0.00610858 Kg Ca5(PO4)3OH La masa de Mg es 5.0379474 Kg Mg Los moles de Mg son 207.322938 moles Mg El Mg forma Mg(OH)2 mediante la ecuación
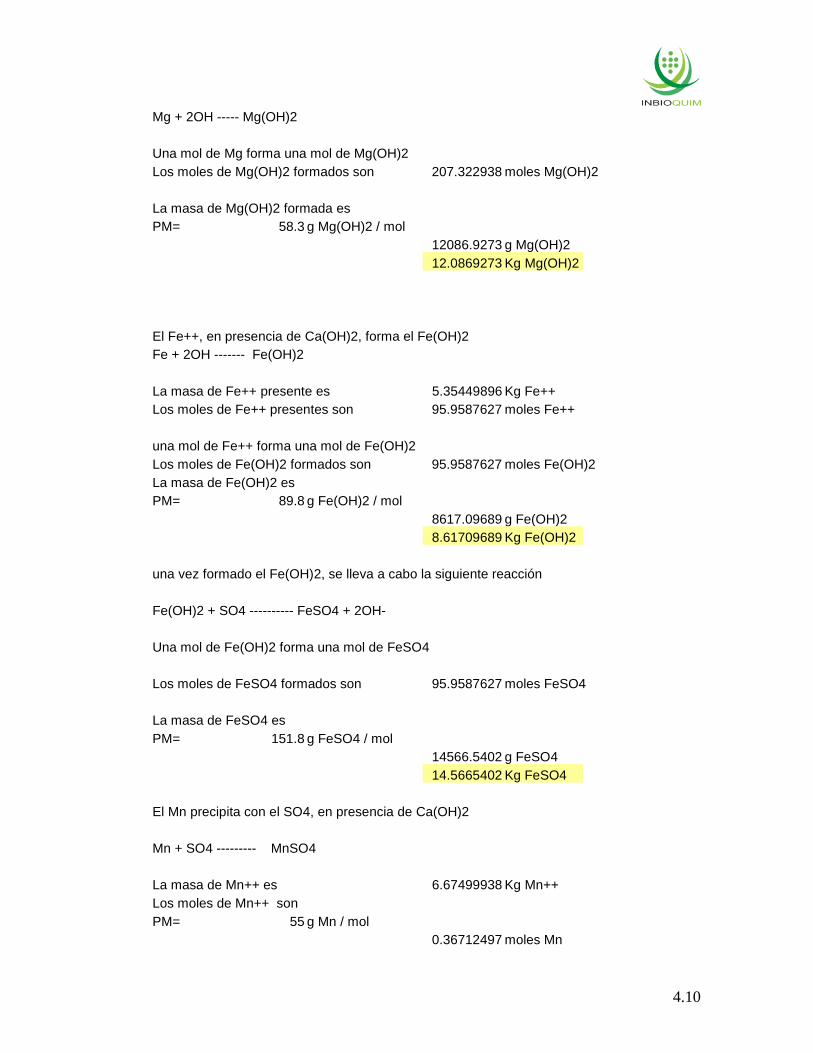
4.10
Mg + 2OH ----- Mg(OH)2 Una mol de Mg forma una mol de Mg(OH)2 Los moles de Mg(OH)2 formados son 207.322938 moles Mg(OH)2 La masa de Mg(OH)2 formada es PM= 58.3 g Mg(OH)2 / mol 12086.9273 g Mg(OH)2 12.0869273 Kg Mg(OH)2 El Fe++, en presencia de Ca(OH)2, forma el Fe(OH)2 Fe + 2OH ------- Fe(OH)2 La masa de Fe++ presente es 5.35449896 Kg Fe++ Los moles de Fe++ presentes son 95.9587627 moles Fe++ una mol de Fe++ forma una mol de Fe(OH)2 Los moles de Fe(OH)2 formados son 95.9587627 moles Fe(OH)2 La masa de Fe(OH)2 es PM= 89.8 g Fe(OH)2 / mol 8617.09689 g Fe(OH)2 8.61709689 Kg Fe(OH)2 una vez formado el Fe(OH)2, se lleva a cabo la siguiente reacción Fe(OH)2 + SO4 ---------- FeSO4 + 2OH- Una mol de Fe(OH)2 forma una mol de FeSO4 Los moles de FeSO4 formados son 95.9587627 moles FeSO4 La masa de FeSO4 es PM= 151.8 g FeSO4 / mol 14566.5402 g FeSO4 14.5665402 Kg FeSO4 El Mn precipita con el SO4, en presencia de Ca(OH)2 Mn + SO4 --------- MnSO4 La masa de Mn++ es 6.67499938 Kg Mn++ Los moles de Mn++ son PM= 55 g Mn / mol 0.36712497 moles Mn
4.11
una mol de Mn forma una mol de MnSO4 Los moles de MnSO4 formados son 0.36712497 moles MnSO4 La masa de MnSO4 formada es PM= 151 g MnSO4 / mol 55.4358698 g MnSO4 0.05543587 Kg MnSO4 Los moles de OH requeridos son 606.6242 moles OH Los OH provienen de la disociación del Ca(OH)2 Ca(OH)2 ------- Ca++ + 2OH- Cada mol de Ca(OH)2 forma 2 moles de OH- Los moles de Ca(OH)2 requeridos son 303.3121 moles Ca(OH)2 La masa de Ca(OH)2 requerida es PM= 72 g Ca(OH)2 / mol 21838.4712 g Ca(OH)2 21.8384712 Kg Ca(OH)2 Los moles de Ca libre son los que se disociaron del Ca(OH)2 menos los consumidos en la formación de Ca5(PO4)3OH La formación de Ca5(PO4)3OH requiere 5 moles de Ca(OH)2 por cada 3 moles de H2PO4 Los moles de H2PO4 son 0.03650547 moles H2PO4 Los moles consumidos de Ca(OH)2 son 0.06084246 moles Ca(OH)2 Los moles de Ca(OH)2 que se disociaron son 303.251258 moles Ca(OH)2 Una mol de Ca(OH)2 forma una mol de Ca disociado Los moles de Ca provenientes del Ca(OH)2 son 303.251258 moles Ca++ La masa de Ca++ formada es PM= 40 g Ca / mol

4.12
12130.0503 g Ca 12.1300503 Kg Ca El Ca++ reacciona con el SO4 mediante Ca++ + SO4 ---------- CaSO4 una mol de Ca forma una mol de CaSO4 Los moles de CaSO4 formados son 303.251258 moles CaSO4 La masa de CaSO4 formada es PM= 136 g CaSO4 / mol 41242.171 g CaSO4 41.242171 Kg CaSO4 Los moles de SO4 consumidos son 399.577145 moles SO4 La masa de SO4 consumida es PM= 96 g SO4 / mol 38359.4059 g SO4 38.3594059 Kg SO4
Calculo de Tanque de tratamiento químico secundario Impulsor tipo turbina de seis aspas planas y cuatro deflectores . ancho de deflectores= 0.13874738 m Volumen de trabajo 3.625 m3 Volumen nominal 4.83333333 m3 D tanque= 2 m D impulsor= 0.55498953 m w ancho de impulsor= 0.11099791 m N= 100 rpm 1.66666667 rps u viscosidad del medio= 7 cp 0.007 Kg/ms p Densidad del medio= 1001 kg/m3 Eficiencia 0.75 Al aplicar la ecuación del número de Reynolds, es: Re = Di^2 N p / u = 73,404.87 De la gráfica de de correlaciones de potencia para impulsores de 6 aspas planas, con Re: Np = = 4 Al despejar P de la siguiente ecuación:

4.13
Np = P / p N^3 Di^5 P= Np p N^3 Di^5 = 975.9661454 J / s = 0.975966145 kW = 1.308770601 hp = 1.745027468 hp considerando eficiencia
Balance Tratamiento químico secundario Volumen 21750 L Entrada Efluente Efluente Compuesto masa Kg / L mg / L Compuesto masa Kg / L mg / L Kg G 37.11878382 0.00171926 1719.25817 Kg G 37.1187838 0.001706611 1,706.61 Kg NO3- 7.233033011 0.00033502 335.01774 Kg NO3- 7.23303301 0.000332553 332.55 Kg H2PO4 - 2.601669067 0.0001205 120.503431 Kg Sucrosa 2.36210442 0.000108603 108.60 Kg Mg 5.037947404 0.00023335 233.346336 Kg H2O 21582.5081 0.992299221 992,299.22 Kg Mn++ 6.674999375 0.00030917 309.170884 Kg SO4 56.8298331 0.002612866 2,612.87 Kg Fe++ 5.354498957 0.00024801 248.008289 Kg metanol 16.2654749 0.000747838 747.84 Kg Sucrosa 2.362104425 0.00010941 109.407338 Kg acetonitrilo 36.602135 0.001682857 1,682.86 Kg metanol 16.26547488 0.00075338 753.380032 Kg totales 21702.3173 Kg acetonitrilo 36.60213502 0.00169533 1695.32816 Kg H2PO3 - 0.784415564 3.6332E-05 36.3323559 Precipitados químicos Kg H+ 1E-10 4.6318E-15 4.6318E-09 Compuesto masa Kg / L mg / L Kg H2O 21533.20806 0.99736953 997369.526 Kg Ca5(PO4)3OH 0.00610858 2.80854E-07 0.28085437 Kg SO4= 95.18923907 0.00440895 4408.9504 Kg Mg(OH)2 12.0869273 0.000555721 555.720796 Kg totales 21748.43236 Kg FeSO4 14.5665402 0.000669726 669.725985 Kg MnSO4 0.05543587 2.54878E-06 2.54877562 Entrada químicos Kg CaSO4 41.242171 0.001896192 1896.19177 Compuesto masa Kg / L mg / L Kg totales 67.957183 Kg Ca(OH)2 21.8384712 0.00101151 1011.50862 Kg totales 21.8384712 21,770.27 Kg Entradas 21,770.27 Kg Salidas

4.14
Cálculos para el Tratamiento biológico anaerobio Determinación de la DBO Para la obtención de la demanda bioquímica de oxígena se hizo la siguiente suposición: Que el DBO será equivalente al oxígeno necesario para oxidar la Glucosa y Sucrosa a su forma más oxidada como lo es CO2 y H2O, dado que los demás compuestos no pueden ser oxidados a otras formas. De aquí que la ecuación para la glucosa C6H12O6 + 6O2 + bacterias ---------------- 6CO2 + 6H2O represente que por cada 180 g de glucosa se requieren 192 g de O Quedando ( masa de glucosa ) * 1.07 = DBO la masa de glucosa es 1,706.61 mg G / L Para la sucrosa C12H22O11 + 12O2 + bacterias-------------------- 12CO2 + 11H2O se obtiene que por cada 342 g de sucrosa se requieren 384 g de O Quedando que (masa de sucrosa)* 1.22 = DBO la masa de sucrosa es 108.60 mg S / L Por lo tanto la DBO: Por lo tanto la DBO para glucosa es 1826.0735 mg / L La DBO para sucrosa es 132.495053 mg / L Por lo tanto la DBO total es 1958.56856 mg / L La DBO por día es 326.428093 mg / L día Determinación de la DQO Para la determinación de la DQO sólo se tomó una relación promedio reportada en la literatura
4.15
para la DBO que se obtuvo con el método anterior y que se reporta como DQO = DBO / 0.68 Por lo tanto la DQO es 480.041313 mg / L día Determinación de la carga orgánica volumétrica La carga orgánica volumétrica se obtuvo al dividir el DQO entre el volumen del reactor, volumen que corresponde a dos días de retención hidráulico, para el reactor anaerobio corresponde a Vr = TRH * Q Donde TRH = 2 días Q= 3625 L / día Vr = 7250 L Por lo tanto la COV se define como: COV = DQO / Vr 240.020656 mg DQO / L día Tasa de producción de lodo sobre la base de la masa la ecuación de la producción observada es Yo= Y / (1 + kd Tc) Donde Y = coeficiente de producción bacterial máximo, mg / mg definido como la relación de la masa de células formada en comparación con la masa consumida de sustrato, medido durante cualquier periodo finito del creciemiento logaritmico. 0.1 mg SSV / mg DQO kd= coeficiente de decaimiento endógeno 0.03 1 / día Tc= tiempo mínimo promedio de retención celular 18 días Yo= 0.06493506 mg SSV / mg DQO Cálculo de la remoción de DQO del reactor S = Ks ( 1 + Tc * kd) / Tc ( Yk - kd ) -1 donde Ks= constante de velocidad media, concentración del sustrato en la 250 mg DQO / L mitad de la velocidad máxima de crecimiento k= tasa máxima de utilización del sustrato 1.4 1 / día 1+Tc + Kd = 1.54
4.16
Tc (Yk - Kd ) -1 = 0.98 S = 392.857143 mg DQO / L Determinación de la tasa de remoción La tasa de remoción, definida como la disminución del DQO por unidad de tiempo y esta dada por Tr= DQOi - DQOf / día donde DQOi = DQO inicial 480.041313 mg DQO / L DQOf = DQO final 87.1841698 mg DQO / L por lo tanto la tasa es Tr= 392.857143 mg DQO / L 2 días El porcentaje de disminución de DQO se obtiene por Tr / DQOi * 100 = 81.8381944 % que es un valor muy cercano al reportado para procesos anaerobios
Dentro del reactor anaerobio, se llevará a cabo la fermentación de los azúcares reductores en dos etapas Teniendo como primera reacción la realizada por acetobacter, y la ecuación general es C6H12O6 ----------------- 2CH3COO- + 2 CO2 la segunda etapa reduce el SO4 presente a H2S mediante la ecuación CH3COO- + SO4= + 3 H+ ---------------- 2CO2 + H2S + 2H2O La fuente de carbono presente esta dado por la glucosa y la sucrosa La masa de glucosa es 37.1187838 Kg G La sucrosa a las condiciones de trabajo es hidrolizada a una molécula de gluscosa y otra de fructosa, y de esta manera pueden ser asimilados por los microorganismos: La masa de sucrosa es 2.36210442 Kg de azúcares provenientes de sucrosa debido a que las fórmulas moleculares son iguales se toman como el mismo compuesto La masa total de azúcares es 39.4808882 Kg azúcares

4.17
Los moles de azúcares son PM= 180 g Azúcares / mol 219.338268 moles azúcares una mol de azúcares produce 2 moles de CH3COO- Los moles de CH3COO- formados son 438.676536 moles CH3COO- La masa de CH3COO- PM= 59 g CH3COO- / mol 25881.9156 g CH3COO- 25.8819156 Kg CH3COO- de la segunda reacción tenemos que una mol de CH3COO- consume una mol de SO4= Los moles consumidos de SO4= son 438.676536 moles SO4= La masa de SO4 consumida es PM= 96 g SO4= / mol 42112.9475 g SO4 42.1129475 Kg SO4 La masa de SO4 sobrante es 14.7168857 Kg SO4 Otra etapa que se lleva a cabo en el reactor anaerobio es la denitrificación esta se lleva a cabo mediante la ecuación NO3- + 1.08CH3OH ------- 0.065C5H7O2N + 0.47N2 + 0.76CO2 + 2.44H2O La masa de NO3- presente es 7.23303301 Kg NO3- Los moles de NO3- son PM= 62 g NO3- / mol 116.661823 moles NO3- un mol de NO3- reacciona con 1.08 moles de CH3OH Los moles de CH3OH necesarios son 125.994769 moles CH3OH La masa de CH3OH requerida es PM= 32 g CH3OH / mol 4031.83259 g CH3OH 4.03183259 Kg CH3OH

4.18
El segundo proceso con el metanol lo producen algunas bacterias metanogénicas mediante la ecuación CH3OH +2H+ -------------- CH4 + H2O La masa de metanol restante es 12.2336423 Kg CH3OH Los moles de CH3OH son 382.301321 moles CH3OH Una mol de CH3OH forma una mol de CH4 Las moles de CH4 formados son 382.301321 moles CH4 La masa de CH4 formada es PM= 16 g CH4 / mol 6116.82114 g CH4 6.11682114 Kg CH4 El volumen de CH4 producido es 8563.5496 L CH4 8.5635496 m3 CH4 El acetonitrilo es utilizado como fuente de nitrógeno, para la síntesis de cianobacterias 2CH3CN + 4H2O ------------- 2CH3COO- + N2 + 8H+ La masa de CH3CN presente es 36.602135 Kg CH3CN Los moles presentes de CH3CN son PM= 41 g CH3CN / mol 892.735 moles CH3CN 2 moles de CH3CN forma 2 moles de CH3COO- Los moles formados de CH3COO- son 892.735 moles CH3COO- La masa de CH3COO- es PM= 59 g CH3COO- / mol 52671.365 g CH3COO- 52.671365 Kg CH3COO- de la misma manera anteriormente mencionada, este CH3COO reaccionará con el SO4 de la forma siguiente CH3COO- + SO4= + 3 H+ ---------------- 2CO2 + H2S + 2H2O
4.19
la masa de SO4 sobrante es 14.7168857 Kg SO4 los moles de SO4 sobrantes son 153.300892 moles SO4 El CH3COO- consumido será 153.300892 moles CH3COO- la masa de CH3COO- consumida será 9044.75265 g CH3COO- 9.04475265 Kg CH3COO- La masa sobrante de CH3COO- es 43.6266124 Kg CH3COO- este exceso de CH3COO- promueve el crecimiento de Methanosarcinas, donde la reacción general se describe como CH3COO- + 4 H2 + H+ ----------- 2CH4 + 2H2O Los moles presentes de CH3COO- son 739.434108 moles CH3COO- una mol de CH3COO- produce una mol de CH4 Los moles de CH4 producidos son 739.434108 moles CH4 La masa de CH4 producida es 11830.9457 g CH4 11.8309457 Kg CH4 El volumen de CH4 producido es 16563.324 L 16.563324 m3 Ya que se trata de un metabolismo anaerobio, se considera un rendimiento de crecimiento celular del 10% con respecto al sustrato consumido Yx/s = DX / DS = 0.1 El crecimiento celular estará limitado por los compuestos, se hará la suposición de que la fórmula general de los microorganismos será CH1.703O0.459N0.17P0.023S0.015 Con las reacciones estequiométricas y los rendimientos definidos, se calcularon los balance de materia
4.20
Geometría del reactor anaerobio Para definir la geometría del reactor se hizo la suposición de que las dimensiones son estándar y por lo tanto H / D = 1 Donde H= altura del líquido D= diámetro del tanque Con el volumen de reactor definido con anterioridad 7250 L 7.25 m3 El reactor que se propone es de lecho empacado, en donde el medio de soporte seran cubos de espuma plástica el volumen de cada cubo será de 25 cm3 0.000125 m3 como el soporte es colocado al azar, los espacios que llena son aproximadamente el 50% del volumen número de cubos por m3 4000 cubos por m3 espacio entre soporte por m3 0.5 m3 se requieren 7.25 m3 de líquido el volumen del reactor empacado es 14.5 m3 14500 L La cantidad de soporte requerido son 58000 cubos El volumen ocupado por los cubos es 7.25 m3 despejando el diámetro del tanque se obtiene Dt= ( Vt * 4 / PI )^0.33 2.64297288 m Por lo tanto el área transversal es A= PI() * (Dt / 2 )^2 5.48624623 m2 La carga hidráulica es CH = Q / A 0.66074322 m3 Efluente / m2 día
4.21
Balance Tratamiento anaerobio Entrada Efluente Compuesto masa Kg / L mg / L Kg G 37.1187838 0.00170661 1706.61075 Kg NO3- 7.23303301 0.00033255 332.553242 Kg Sucrosa 2.36210442 0.0001086 108.602502 Kg H2O 21582.5081 0.99229922 992299.221 Kg SO4 56.8298331 0.00261287 2612.86589 Kg metanol 16.2654749 0.00074784 747.837926 Kg acetonitrilo 36.602135 0.00168286 1682.85678 DBO 39.7170987 0.00182607 1826.0735 DQO 58.4074981 0.0026854 2685.40221 Removidos Compuesto masa Kg / L mg / L Kg G 30.6304204 0.0014083 1408.29519 Kg NO3- 5.96869884 0.00027442 274.422935 Kg Sucrosa 1.94920857 8.9619E-05 89.6187849 Kg SO4 46.8959783 0.00215614 2156.13693 Kg metanol 15.9401654 0.00073288 732.881167 Kg acetonitrilo 36.2361137 0.00166603 1666.02821 DBO 34.860203 0.00160277 1602.76795 DQO 51.2650044 0.00235701 2357.0117 Salida Efluente Compuesto masa Kg / L mg / L Kg G 6.48836341 0.00029832 298.315559 Kg NO3- 1.26433417 5.813E-05 58.1303067 Kg Sucrosa 0.41289585 1.8984E-05 18.9837174 Kg H2O 21582.5081 0.99229922 992299.221 Kg SO4 9.93385483 0.00045673 456.728958 Kg metanol 0.3253095 1.4957E-05 14.9567585 Kg acetonitrilo 0.36602135 1.6829E-05 16.8285678 DBO 7.38434741 0.00033951 339.510226 DQO 10.8593344 0.00049928 499.279744
4.22
Tratamiento aerobio Para el tratamiento aerobio se utiliza un tanque aereado, por el cual se hace pasar el efluente tratado previamente en el reactor anaerobio. Se hicieron las siguientes suposiciones El rendimiento del crecimiento de los microorganismos aerobios en base al consumo de substrato, será de 51% rendimiento que se reporta en al literatura para microorganismos que consumen glucosa y fructuosa se define como: Yx/s = DX / DS = 0.51 El rendimiento con base al consumo de substrato, por tratarse de un proceso aerobio el consumo de substrato se considerará del 95 % y se define como Ys/s= DS / So = .95 El metabolismo aerobio dentro del reactor es similar a la estequiometría reportada para Sacharomyces cerevisiae y la reacción general es C6H12O6 + 3.942O2 + 0.33NH3 ------------ 1.928 CH1.703O0.459N0.17P0.023 + 4.072CO2 + 4.854H2O Lo que hace posible determinar la cantidad de oxígeno consumido, CO2 y H2O a partir de la biomasa formada o del sustrato consumido El volumen del reactor esta dado por Vr = TRH * Q Donde TRH = 1 día Q= 3625 L * Día Vr = 3625 L 3.625 m3 Geometría del reactor aerobio Para definir la geometría del reactor se hizo la suposición de que las dimensiones son estándar y por lo tanto H / D = 1
4.23
Donde H= altura del líquido D= diámetro del tanque Con el volumen de reactor definido con anterioridad 3625 L 3.625 m3 despejando el diámetro del tanque se obtiene Dt= ( Vt * 4 / PI )^0.33 1.66496858 m Por lo tanto el área transversal es A= PI() * (Dt / 2 )^2 2.17721826 m2 La carga hidráulica es CH = Q / A 1664.96858 m3 Efluente / m2 día Sedimentador de lodos aerobios A diferencia del tratamiento anaerobio, el proceso aerobio presenta una producción de lodos mucho más elevada por lo que el purgado de los lodos deberá de llevarse a cabo con mayor frecuencia y se tiene para el crecimiento volumétrico de los lodos Fm p = 0.18 m3 / día Para obtener el tiempo en el que sería necesario purgar lo lodos aerobios, se toma el mismo criterio de purgar el reactor una vez que el 18% del volumen activo del reactor sea ocupado por los lodos, por tanto:
3.625 días Si tomamos en cuenta el rendimiento de consumo de sustrato, podemos obtener la DBO final, según la concentración final de sustrato Para la obtención de la demanda bioquímica de oxígena se hizo la siguiente suposición: Que el DBO será equivalente al oxígeno necesario para oxidar la Glucosa y Sucrosa a su forma más oxidada como lo es CO2 y H2O, dado que los demás compuestos no pueden ser oxidados a otras formas. De aquí que la ecuación C6H12O6 + 6O2 + bacterias ---------------- 6CO2 + 6H2O represente que por cada 180 g de glucosa se requieren 192 g de O

4.24
Quedando ( masa de glucosa ) * 1.07 = DBO la masa de glucosa es 298.32 mg G / L la masa de sucrosa es 18.98 mg S / L masa total 317.30 mg / L Por lo tanto la DBO es 339.510226 mg / L La DBO por día es 56.5850377 mg / L día Determinación de la DQO Para la determinación de la DQO sólo se tomó una relación promedio reportada en la literatura para la DBO que se obtuvo con el método anterior y que se reporta como DQO = DBO / 0.68 Por lo tanto la DQO es 83.2132907 mg / L día Determinación de la tasa de remoción aerobia La concentración final de glucosa y fructuosa será según el rendimiento de Concentración final de glucosa 29.83 mg G / L Concentración final de sucrosa 1.90 mg S / L según el procedimiento anterior del cálculo de la DBO, tenemos La DBO final es 31.9197648 mg / L La DQO final es 46.9408306 mg / L La tasa de remoción, definida como la disminución del DQO por unidad de tiempo y esta dada por Tr= DQOi - DQOf / día donde DQOi = DQO inicial 499.279744 mg DQO / L DQOf = DQO final 46.9408306 mg DQO / L por lo tanto la tasa es Tr= 452.338913 mg DQO / día
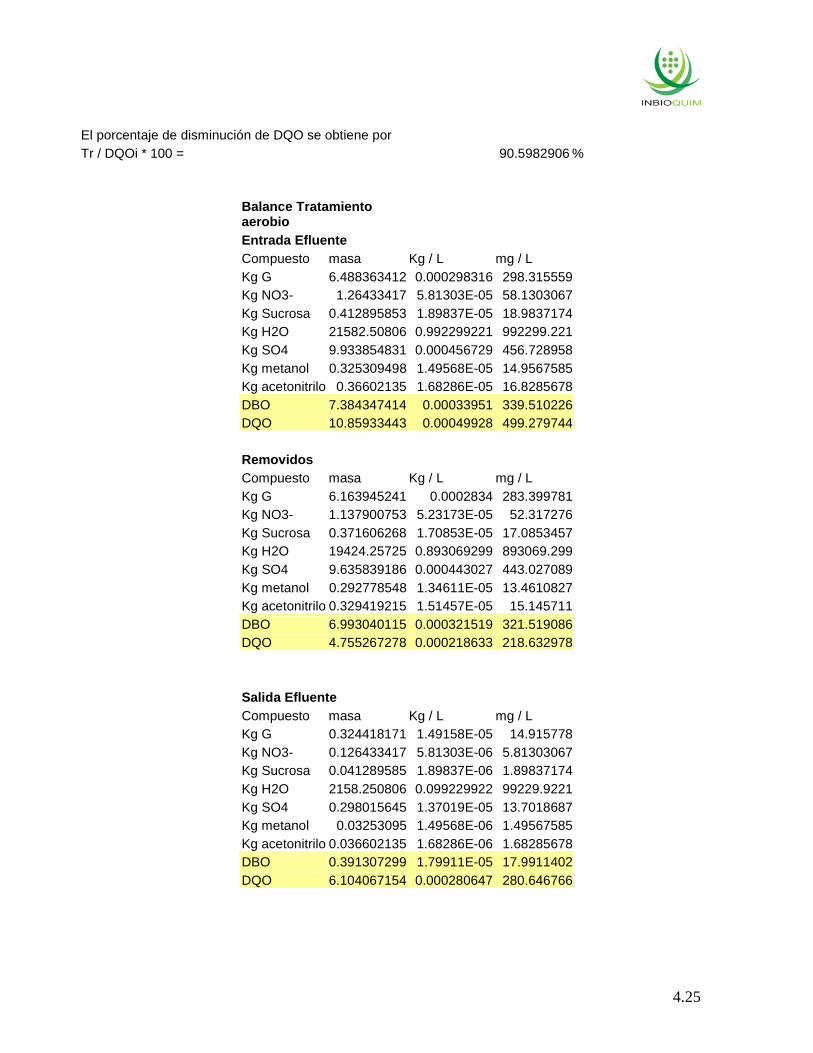
4.25
El porcentaje de disminución de DQO se obtiene por Tr / DQOi * 100 = 90.5982906 %
Balance Tratamiento aerobio Entrada Efluente Compuesto masa Kg / L mg / L Kg G 6.488363412 0.000298316 298.315559 Kg NO3- 1.26433417 5.81303E-05 58.1303067 Kg Sucrosa 0.412895853 1.89837E-05 18.9837174 Kg H2O 21582.50806 0.992299221 992299.221 Kg SO4 9.933854831 0.000456729 456.728958 Kg metanol 0.325309498 1.49568E-05 14.9567585 Kg acetonitrilo 0.36602135 1.68286E-05 16.8285678 DBO 7.384347414 0.00033951 339.510226 DQO 10.85933443 0.00049928 499.279744 Removidos Compuesto masa Kg / L mg / L Kg G 6.163945241 0.0002834 283.399781 Kg NO3- 1.137900753 5.23173E-05 52.317276 Kg Sucrosa 0.371606268 1.70853E-05 17.0853457 Kg H2O 19424.25725 0.893069299 893069.299 Kg SO4 9.635839186 0.000443027 443.027089 Kg metanol 0.292778548 1.34611E-05 13.4610827 Kg acetonitrilo 0.329419215 1.51457E-05 15.145711 DBO 6.993040115 0.000321519 321.519086 DQO 4.755267278 0.000218633 218.632978 Salida Efluente Compuesto masa Kg / L mg / L Kg G 0.324418171 1.49158E-05 14.915778 Kg NO3- 0.126433417 5.81303E-06 5.81303067 Kg Sucrosa 0.041289585 1.89837E-06 1.89837174 Kg H2O 2158.250806 0.099229922 99229.9221 Kg SO4 0.298015645 1.37019E-05 13.7018687 Kg metanol 0.03253095 1.49568E-06 1.49567585 Kg acetonitrilo 0.036602135 1.68286E-06 1.68285678 DBO 0.391307299 1.79911E-05 17.9911402 DQO 6.104067154 0.000280647 280.646766

CAPITULO 5
INGENIERIA DE PROYECTO
CAPITULO 5
INGENIERIA DE PROYECTO BASES Y CRITERIOS DE DISEÑO 5.1 GENERALIDADES 5.1 FLEXIBILIDAD Y CAPACIDAD 5.1 ESPECIFICACIONES DE LA ALIMENTACIÓN 5.3 ESPECIFICACIONES DE PRODUCTO 5.13 ALIMENTACIÓN A LA PLANTA 5.13 CONDICIONES DE LOS PRODUCTOS EN EL LIMITE DE BATERIAS 5.14 MEDIO AMBIENTE 5.14 FACILIDADES REQUERIDAS PARA EL ALMACENAMIENTO 5.18 SERVICIOS AUXILIARES 5.19 SISTEMAS DE SEGURIDAD 5.20 DATOS CLIMATOLOGICOS 5.22 DATOS DEL LUGAR 5.23 DISEÑO ELECTRICO 5.23 DISEÑO MECANICO Y TUBERÍAS 5.23 DISEÑO DE EDIFICIOS 5.24 INSTRUMENTACIÓN 5.24 DISEÑO DE EQUIPOS 5.24 ESTANDARES Y ESPECIFICACIONES 5.26 REFERENCIAS 5.26
PLANO DE PLANTA PLANO DE DISTRIBUCIÓN DE AREAS DIAGRAMA DE TUBERÍA DIAGRAMA DE FLUJO DE PROCESO HOJAS DE DATOS 5.27

Universidad Autónoma Metropolitana NÚMERO:
REV. No. A
TITULO: BASES DE DISEÑO PARA “PRODUCCIÓN DE TABLETA ANTIHIPERTENSIVA CON AJMALICINA A PARTIR DE UN CULTIVO DE CÉLULAS VEGETALES DE Catharanthus roseus ” ELABORÓ:
Grupo No. 9 APROBÓ:
AMS FECHA:
Junio, 2003 PROYECTO No.:
03-P-009 HOJA No.:
1 de 26
5.1
BASES Y CRITERIOS DE DISEÑO Nombre del Proyecto: “PRODUCCIÓN DE TABLETA ANTIHIPERTENSIVA CON AJMALICINA A PARTIR DE UN CULTIVO DE CÉLULAS VEGETALES DE Catharanthus roseus ” Localización: Ciudad industrial Benito Juárez, avenida 5 de febrero, Santiago de Querétaro Coordenadas geográficas extremas: Latitud norte 20°36’, longitud oeste 100°24’, altitud 1820 msnm. Fuente: INEGI 2002, Anuario Estadístico, Querétaro de Arteaga. Proyecto No.: 03-P-09 1. GENERALIDADES.
1.1. Función de la Planta. La planta estará diseñada para la producción de tabletas antihipertensivas utilizando como principio activo Ajmalicina, obtenido de células vegetales de Catharanthus roseus cultivadas por el método de células suspendidas.
1.2. Tipo de Proceso El proceso es por lotes en todas las operaciones, debido a que la parte de producción de ajmalicina es la limitante, para que el resto de las operaciones puedan realizarse de manera continua. 2. FLEXIBILIDAD Y CAPACIDAD.
2.1. Factor de Servicio de la Planta. Factor de Servicio de la Planta = 350 días de operación = 0.96 365 días por año 2.2. Capacidad de las Instalaciones.
a) Diseño.
La capacidad de diseño planeada para la planta en base al equipo principal es de: 22,000 tabletas / día.
b) Normal. La capacidad que tiene el equipo es de 22,000 tabletas / día.
Universidad Autónoma Metropolitana NÚMERO:
REV. No. A
TITULO: BASES DE DISEÑO PARA “PRODUCCIÓN DE TABLETA ANTIHIPERTENSIVA CON AJMALICINA A PARTIR DE UN CULTIVO DE CÉLULAS VEGETALES DE Catharanthus roseus ” ELABORÓ:
Grupo No. 9 APROBÓ:
AMS FECHA:
Junio, 2003 PROYECTO No.:
03-P-009 HOJA No.:
2 de 26
5.2
c) Mínima. La capacidad del equipo satisfactorio es de 11,000 tabletas / día.
2.3. Flexibilidad. La planta debe continuar operando bajo condiciones normales a:
a) Falla de Energía Eléctrica. La planta deberá seguir operando a falta de energía eléctrica; casi todo el equipo trabaja con energía eléctrica, por lo que se deberá contar con una planta eléctrica de emergencia que sirva de respaldo para que la producción no pare.
b) Falla de Vapor. La planta deberá seguir operando a falta de vapor; el vapor es indispensable para el 80% de los equipos de proceso, por lo que se debe garantizar el abastecimiento de agua al generador de vapor así como, tener un mantenimiento de estos equipos constante, en los días no laborables pero no festivos.
c) Falla de Aire. La planta deberá seguir operando eliminando el problema de la falta de aire. El suministro de aire se utiliza en el 80% de los equipos de proceso, por lo que la bomba de aire deberá tener un mantenimiento constante, en los días no laborables pero no festivos.
d) Falla de Agua de Enfriamiento. La planta deberá seguir operando eliminando el problema de falta de agua de enfriamiento; En el proceso se utilizará para un cristalizador y cuatro biorreactores por lo que el abasto deberá ser continuo, para esto se pondrán válvulas de paso y si es posible se tendrán 2 tomas de agua de enfriamiento.
2.4. Necesidades para futuras expansiones.
Se tienen contempladas dos expansiones durante los 10 años de proyecto, que se llevaran a cabo en el segundo y quinto año de operación, estas ampliaciones constan, en el segundo año de la compra de una segunda línea de producción y en el quinto año se completa.

Universidad Autónoma Metropolitana NÚMERO:
REV. No. A
TITULO: BASES DE DISEÑO PARA “PRODUCCIÓN DE TABLETA ANTIHIPERTENSIVA CON AJMALICINA A PARTIR DE UN CULTIVO DE CÉLULAS VEGETALES DE Catharanthus roseus ” ELABORÓ:
Grupo No. 9 APROBÓ:
AMS FECHA:
Junio, 2003 PROYECTO No.:
03-P-009 HOJA No.:
3 de 26
5.3
3. ESPECIFICACIONES DE LA ALIMENTACIÓN.
3.1. Una descripción y especificación de cada una de las materias primas. 1. Nitrato de Amonio A.C.S. N1040
NH4NO3 P.M. 80.04 Ammonium Nitrate Cristal CAS : 6484 -52 - 2 UN: 2078 Presentaciones 500 gr 2.5 Kg, 10 Kg
Requerimientos Ensayo (NH4NO3) mín. 98.0% pH de una sol. al 5 % a 25 °C 4.5 - 6.0 Materia insoluble máx. 0.005% Residuo después de ignición máx. 0.01% Cloruro (Cl) máx. 0.0005% Nitrato (NO2) máx. 0.0005% Fosfato (PO4) máx. 0.0005% Sulfato (SO4) máx. 0.002% Metales pesados (como Pb) máx. 0.0005% Fierro (Fe) máx. 0.0002%
Color de almacenaje
AMARILLO Fuente: www.highpurity.com.mx/espaF.htm 2. Nitrato de Potasio A.C.S. N1150
KNO3 P.M. 101.10 Potassium Nitrate Cristal CAS : 7757 - 79 - 1 UN: 1486 Presentaciones 500 gr 2.5 Kg, 10 Kg
Requerimientos Ensayo (KNO3) mín. 99.0% pH de una sol. al 5 % a 25 °C 4.5 - 8.5

Universidad Autónoma Metropolitana NÚMERO:
REV. No. A
TITULO: BASES DE DISEÑO PARA “PRODUCCIÓN DE TABLETA ANTIHIPERTENSIVA CON AJMALICINA A PARTIR DE UN CULTIVO DE CÉLULAS VEGETALES DE Catharanthus roseus ” ELABORÓ:
Grupo No. 9 APROBÓ:
AMS FECHA:
Junio, 2003 PROYECTO No.:
03-P-009 HOJA No.:
4 de 26
5.4
Materia insoluble máx. 0.005% Cloruro (Cl) máx. 0.002% Yodato (IO3) máx. 0.0005% Nitrito (NO2) máx. 0.001% Fosfato (PO4) máx. 0.0005% Sulfato (SO4) máx. 0.003% Calcio, magnesio y precipitado de R2O3 máx. 0.01% Metales pesados (como Pb) máx. 0.0005% Fierro (Fe) máx. 0.0003% Sodio (Na) máx. 0.005%
Color de almacenaje
AMARILLO
3. Sulfato de Magnesio U.S.P. S1310 MgSO4 . 7H2O P.M. 246.47
Magnesium Sulfate Heptahydrate Heptahidratado Cristal
CAS : 10034 - 99 - 8 Presentaciones 50 Kg
Requerimientos
Identificación pasa la prueba
Ensayo (MgSO4) después de la ignición 99.0 - 100.5%
pH de una sol. al 5 % a 25°C 5.0 - 9.2
Pérdida a la ignición 40.0 - 52.0%
Cloruro máx. 0.014%
Arsénico máx. 0.0003%
Metales pesados máx. 0.001%
Selenio máx. 0.003%
Color de almacenaje
VERDE

Universidad Autónoma Metropolitana NÚMERO:
REV. No. A
TITULO: BASES DE DISEÑO PARA “PRODUCCIÓN DE TABLETA ANTIHIPERTENSIVA CON AJMALICINA A PARTIR DE UN CULTIVO DE CÉLULAS VEGETALES DE Catharanthus roseus ” ELABORÓ:
Grupo No. 9 APROBÓ:
AMS FECHA:
Junio, 2003 PROYECTO No.:
03-P-009 HOJA No.:
5 de 26
5.5
4. Sulfato Ferroso U.S.P. S1250 FeSO4 . 7H2O P.M. 278.01
Ferrous Sulfate Heptahydrate Heptahidratado Cristal CAS : 7782 - 63 - 0 UN: 9125 Presentaciones 50 Kg
Requerimientos
Identificación pasa la prueba
Ensayo (FeSO4 . 7H2O) 99.5 - 104.5%
Arsénico máx. 0.0003%
Plomo máx. 0.001%
Mercurio máx. 0.0003%
Color de almacenaje VERDE
5. Sulfato de Zinc U.S.P. S1390 ZnSO4 . 7H2O P.M. 287.56
Zinc Sulfate Heptahydrate Heptahidratado Cristal CAS : 7446 - 20 - 0 UN: 9161 Presentaciones 50 Kg
Requerimientos Identificación pasa la prueba Ensayo (ZnSO4 . 7H2O) 99.0 - 108.7% Reacción pasa la prueba Alcalis y tierras alcalinas máx. 0.5% Arsénico máx. 0.0008% Plomo máx. 0.001%
Color de almacenaje VERDE
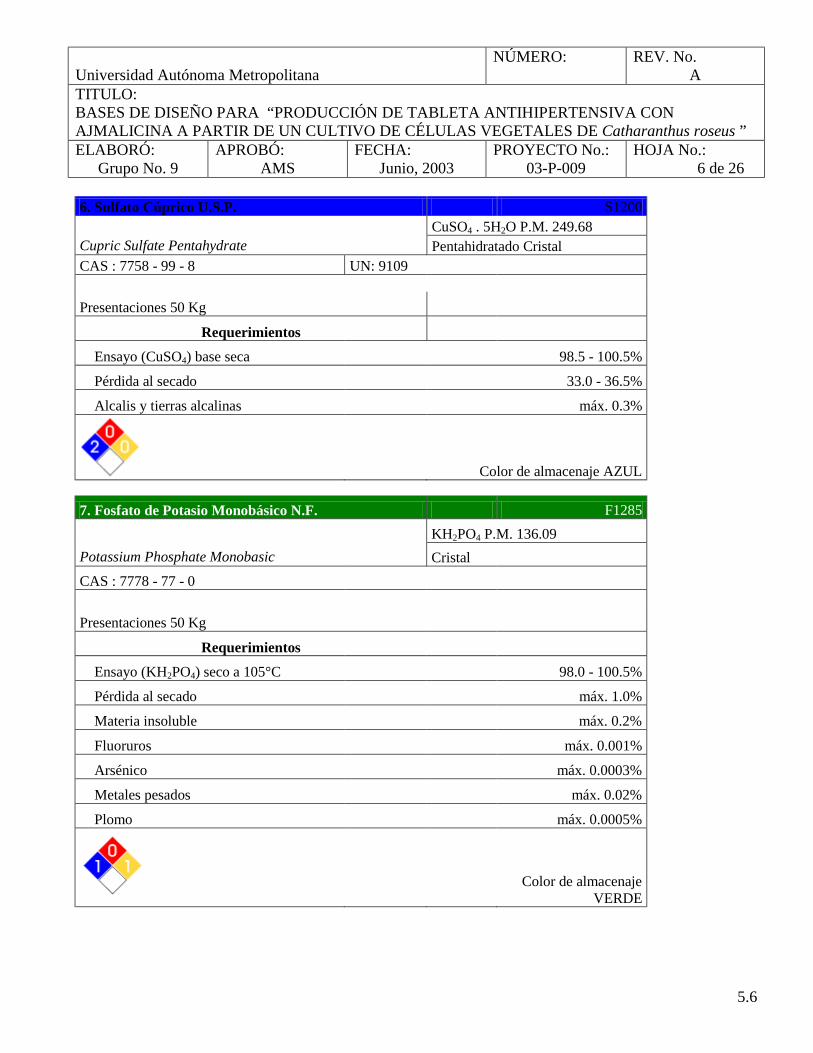
Universidad Autónoma Metropolitana NÚMERO:
REV. No. A
TITULO: BASES DE DISEÑO PARA “PRODUCCIÓN DE TABLETA ANTIHIPERTENSIVA CON AJMALICINA A PARTIR DE UN CULTIVO DE CÉLULAS VEGETALES DE Catharanthus roseus ” ELABORÓ:
Grupo No. 9 APROBÓ:
AMS FECHA:
Junio, 2003 PROYECTO No.:
03-P-009 HOJA No.:
6 de 26
5.6
6. Sulfato Cúprico U.S.P. S1200 CuSO4 . 5H2O P.M. 249.68
Cupric Sulfate Pentahydrate Pentahidratado Cristal CAS : 7758 - 99 - 8 UN: 9109 Presentaciones 50 Kg
Requerimientos
Ensayo (CuSO4) base seca 98.5 - 100.5%
Pérdida al secado 33.0 - 36.5%
Alcalis y tierras alcalinas máx. 0.3%
Color de almacenaje AZUL
7. Fosfato de Potasio Monobásico N.F. F1285 KH2PO4 P.M. 136.09
Potassium Phosphate Monobasic Cristal CAS : 7778 - 77 - 0 Presentaciones 50 Kg
Requerimientos
Ensayo (KH2PO4) seco a 105°C 98.0 - 100.5%
Pérdida al secado máx. 1.0%
Materia insoluble máx. 0.2%
Fluoruros máx. 0.001%
Arsénico máx. 0.0003%
Metales pesados máx. 0.02%
Plomo máx. 0.0005%
Color de almacenaje
VERDE
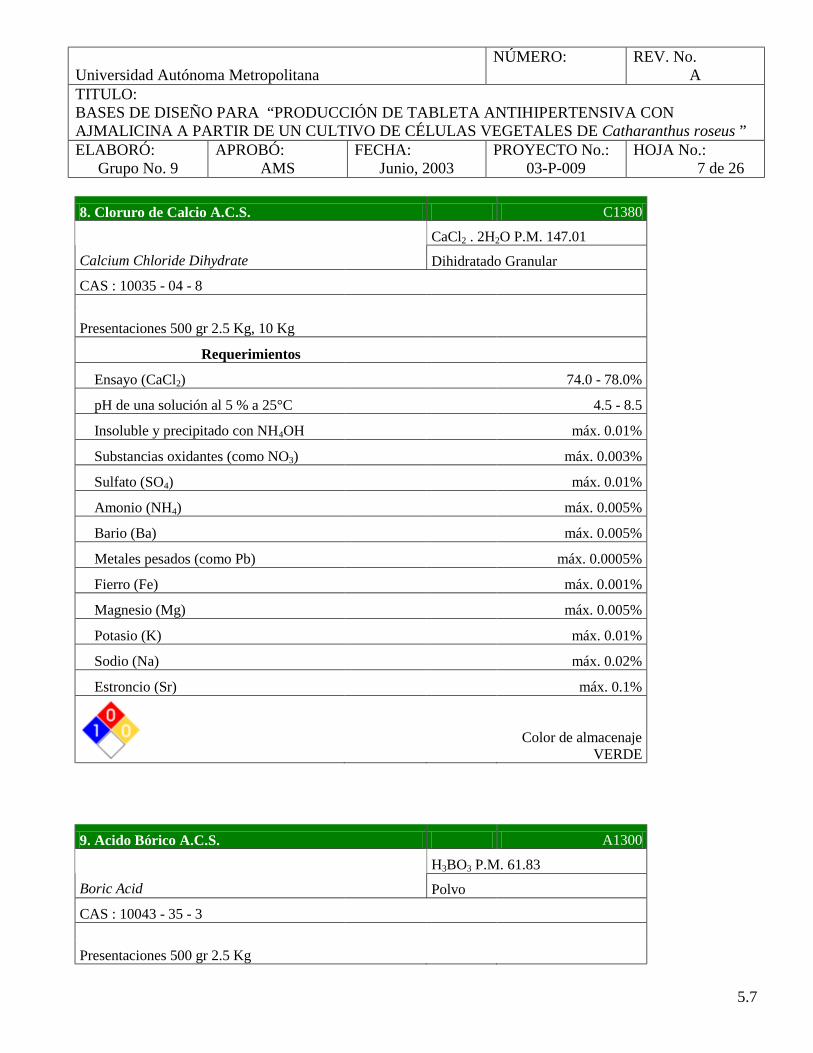
Universidad Autónoma Metropolitana NÚMERO:
REV. No. A
TITULO: BASES DE DISEÑO PARA “PRODUCCIÓN DE TABLETA ANTIHIPERTENSIVA CON AJMALICINA A PARTIR DE UN CULTIVO DE CÉLULAS VEGETALES DE Catharanthus roseus ” ELABORÓ:
Grupo No. 9 APROBÓ:
AMS FECHA:
Junio, 2003 PROYECTO No.:
03-P-009 HOJA No.:
7 de 26
5.7
8. Cloruro de Calcio A.C.S. C1380
CaCl2 . 2H2O P.M. 147.01 Calcium Chloride Dihydrate Dihidratado Granular
CAS : 10035 - 04 - 8
Presentaciones 500 gr 2.5 Kg, 10 Kg
Requerimientos
Ensayo (CaCl2) 74.0 - 78.0%
pH de una solución al 5 % a 25°C 4.5 - 8.5
Insoluble y precipitado con NH4OH máx. 0.01%
Substancias oxidantes (como NO3) máx. 0.003%
Sulfato (SO4) máx. 0.01%
Amonio (NH4) máx. 0.005%
Bario (Ba) máx. 0.005%
Metales pesados (como Pb) máx. 0.0005%
Fierro (Fe) máx. 0.001%
Magnesio (Mg) máx. 0.005%
Potasio (K) máx. 0.01%
Sodio (Na) máx. 0.02%
Estroncio (Sr) máx. 0.1%
Color de almacenaje
VERDE
9. Acido Bórico A.C.S. A1300
H3BO3 P.M. 61.83 Boric Acid Polvo
CAS : 10043 - 35 - 3 Presentaciones 500 gr 2.5 Kg
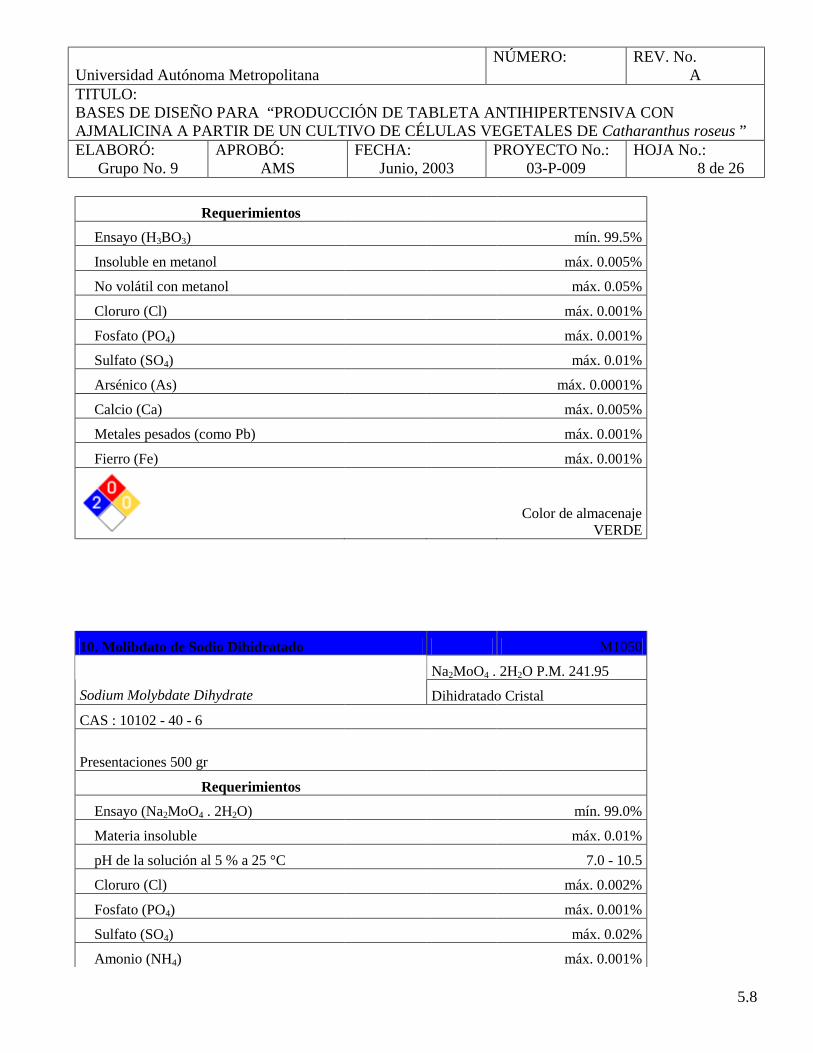
Universidad Autónoma Metropolitana NÚMERO:
REV. No. A
TITULO: BASES DE DISEÑO PARA “PRODUCCIÓN DE TABLETA ANTIHIPERTENSIVA CON AJMALICINA A PARTIR DE UN CULTIVO DE CÉLULAS VEGETALES DE Catharanthus roseus ” ELABORÓ:
Grupo No. 9 APROBÓ:
AMS FECHA:
Junio, 2003 PROYECTO No.:
03-P-009 HOJA No.:
8 de 26
5.8
Requerimientos
Ensayo (H3BO3) mín. 99.5%
Insoluble en metanol máx. 0.005%
No volátil con metanol máx. 0.05%
Cloruro (Cl) máx. 0.001%
Fosfato (PO4) máx. 0.001%
Sulfato (SO4) máx. 0.01%
Arsénico (As) máx. 0.0001%
Calcio (Ca) máx. 0.005%
Metales pesados (como Pb) máx. 0.001%
Fierro (Fe) máx. 0.001%
Color de almacenaje
VERDE
10. Molibdato de Sodio Dihidratado M1050
Na2MoO4 . 2H2O P.M. 241.95 Sodium Molybdate Dihydrate Dihidratado Cristal
CAS : 10102 - 40 - 6 Presentaciones 500 gr
Requerimientos
Ensayo (Na2MoO4 . 2H2O) mín. 99.0%
Materia insoluble máx. 0.01%
pH de la solución al 5 % a 25 °C 7.0 - 10.5
Cloruro (Cl) máx. 0.002%
Fosfato (PO4) máx. 0.001%
Sulfato (SO4) máx. 0.02%
Amonio (NH4) máx. 0.001%

Universidad Autónoma Metropolitana NÚMERO:
REV. No. A
TITULO: BASES DE DISEÑO PARA “PRODUCCIÓN DE TABLETA ANTIHIPERTENSIVA CON AJMALICINA A PARTIR DE UN CULTIVO DE CÉLULAS VEGETALES DE Catharanthus roseus ” ELABORÓ:
Grupo No. 9 APROBÓ:
AMS FECHA:
Junio, 2003 PROYECTO No.:
03-P-009 HOJA No.:
9 de 26
5.9
Metales pesados (como Pb) máx. 0.0008%
Fierro (Fe) máx. 0.001%
Color de almacenaje
AZUL
11. Etilendiamino Tetraacético E1105 C10H14N2Na2O8 . 2H2O P.M. 372.24
Disódico (E.D.T.A.) A.C.S. Dihidratado Polvo CAS : 6381 - 92 - 6 Presentaciones 100 gr, 500 gr
Requerimientos
Ensayo (C10H14N2Na2O8 . 2H2O) 99.0 - 101.0%
pH de una sol. al 5 % a 25°C 4.0 - 6.0
Materia insoluble máx. 0.005%
Acido nitrilotriacético (HOCOCH2)3N máx. 0.1%
Metales pesados (como Pb) máx. 0.005%
Fierro (Fe) máx. 0.01%
Color de almacenaje
VERDE

Universidad Autónoma Metropolitana NÚMERO:
REV. No. A
TITULO: BASES DE DISEÑO PARA “PRODUCCIÓN DE TABLETA ANTIHIPERTENSIVA CON AJMALICINA A PARTIR DE UN CULTIVO DE CÉLULAS VEGETALES DE Catharanthus roseus ” ELABORÓ:
Grupo No. 9 APROBÓ:
AMS FECHA:
Junio, 2003 PROYECTO No.:
03-P-009 HOJA No.:
10 de 26
5.10
12. Alcohol Metílico Q.P. A1770 Methyl Alcohol CH3OH P.M. 32.04 CAS : 67 - 56 - 1 UN: 1230
Presentaciones 18 L
Requerimientos
Agua (H2O) máx. 0.3% Residuo después de evaporación máx. 0.003% Acetona y aldehídos máx. 0.003% Acidez máx. 0.004% Alcalinidad máx. 0.0006% Solubilidad en agua pasa la prueba
Color de almacenaje
ROJO Fuente: www.highpurity.com.mx/espaF.htm
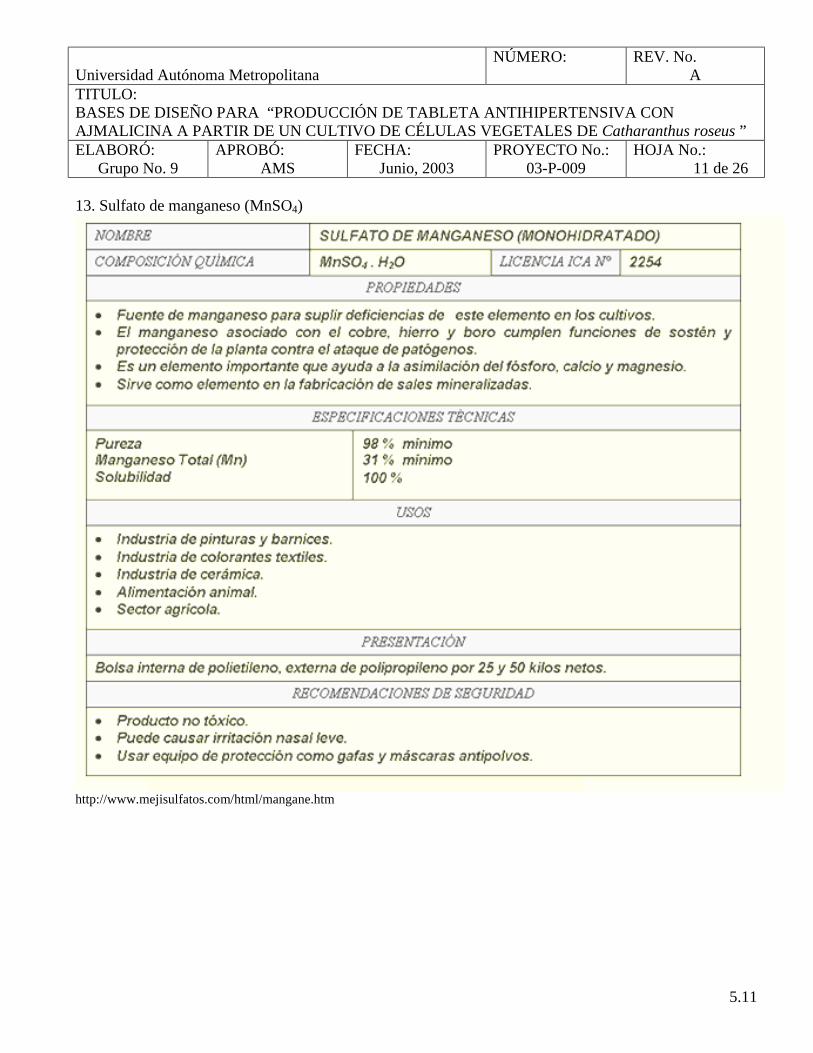
Universidad Autónoma Metropolitana NÚMERO:
REV. No. A
TITULO: BASES DE DISEÑO PARA “PRODUCCIÓN DE TABLETA ANTIHIPERTENSIVA CON AJMALICINA A PARTIR DE UN CULTIVO DE CÉLULAS VEGETALES DE Catharanthus roseus ” ELABORÓ:
Grupo No. 9 APROBÓ:
AMS FECHA:
Junio, 2003 PROYECTO No.:
03-P-009 HOJA No.:
11 de 26
5.11
13. Sulfato de manganeso (MnSO4)
http://www.mejisulfatos.com/html/mangane.htm
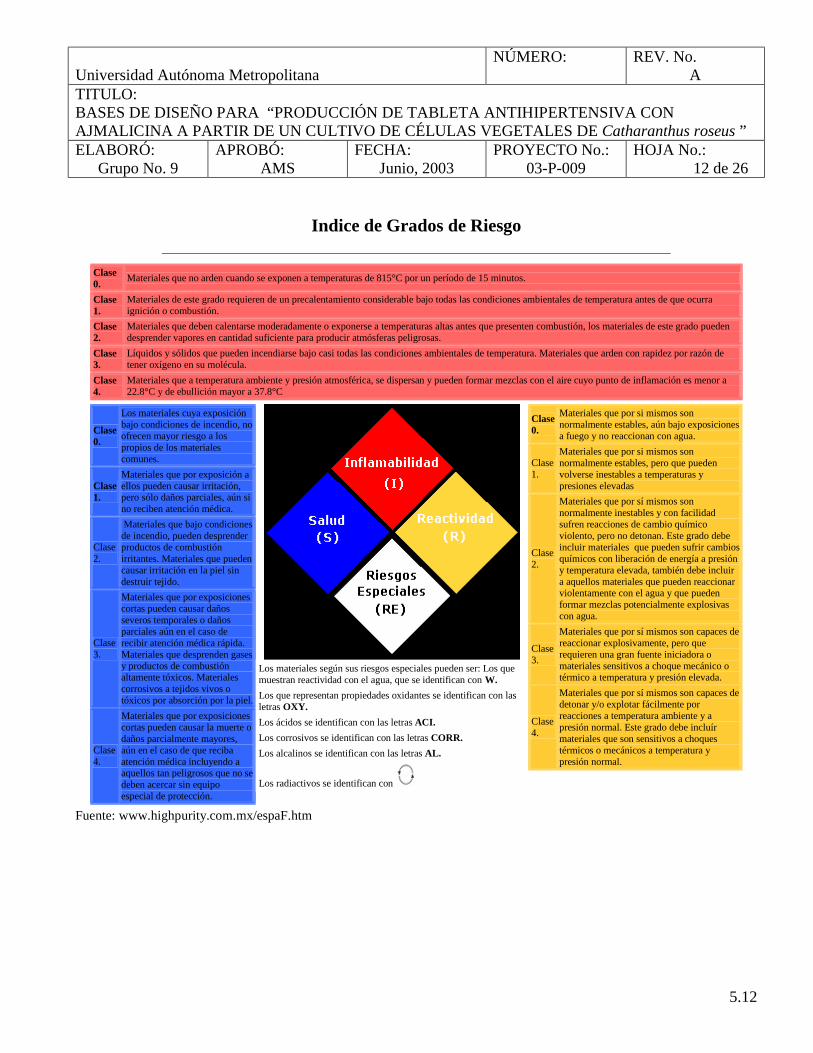
Universidad Autónoma Metropolitana NÚMERO:
REV. No. A
TITULO: BASES DE DISEÑO PARA “PRODUCCIÓN DE TABLETA ANTIHIPERTENSIVA CON AJMALICINA A PARTIR DE UN CULTIVO DE CÉLULAS VEGETALES DE Catharanthus roseus ” ELABORÓ:
Grupo No. 9 APROBÓ:
AMS FECHA:
Junio, 2003 PROYECTO No.:
03-P-009 HOJA No.:
12 de 26
5.12
Indice de Grados de Riesgo
Clase 0. Materiales que no arden cuando se exponen a temperaturas de 815°C por un período de 15 minutos. Clase 1.
Materiales de este grado requieren de un precalentamiento considerable bajo todas las condiciones ambientales de temperatura antes de que ocurra ignición o combustión.
Clase 2.
Materiales que deben calentarse moderadamente o exponerse a temperaturas altas antes que presenten combustión, los materiales de este grado pueden desprender vapores en cantidad suficiente para producir atmósferas peligrosas.
Clase 3.
Líquidos y sólidos que pueden incendiarse bajo casi todas las condiciones ambientales de temperatura. Materiales que arden con rapidez por razón de tener oxígeno en su molécula.
Clase 4.
Materiales que a temperatura ambiente y presión atmosférica, se dispersan y pueden formar mezclas con el aire cuyo punto de inflamación es menor a 22.8°C y de ebullición mayor a 37.8°C
Clase 0.
Los materiales cuya exposición bajo condiciones de incendio, no ofrecen mayor riesgo a los propios de los materiales comunes.
Clase 1.
Materiales que por exposición a ellos pueden causar irritación, pero sólo daños parciales, aún si no reciben atención médica.
Clase 2.
Materiales que bajo condiciones de incendio, pueden desprender productos de combustión irritantes. Materiales que pueden causar irritación en la piel sin destruir tejido.
Clase 3.
Materiales que por exposiciones cortas pueden causar daños severos temporales o daños parciales aún en el caso de recibir atención médica rápida. Materiales que desprenden gases y productos de combustión altamente tóxicos. Materiales corrosivos a tejidos vivos o tóxicos por absorción por la piel.
Clase 4.
Materiales que por exposiciones cortas pueden causar la muerte o daños parcialmente mayores, aún en el caso de que reciba atención médica incluyendo a aquellos tan peligrosos que no se deben acercar sin equipo especial de protección.
Los materiales según sus riesgos especiales pueden ser: Los que muestran reactividad con el agua, que se identifican con W. Los que representan propiedades oxidantes se identifican con las letras OXY. Los ácidos se identifican con las letras ACI. Los corrosivos se identifican con las letras CORR. Los alcalinos se identifican con las letras AL.
Los radiactivos se identifican con
Clase 0.
Materiales que por si mismos son normalmente estables, aún bajo exposiciones a fuego y no reaccionan con agua.
Clase 1.
Materiales que por si mismos son normalmente estables, pero que pueden volverse inestables a temperaturas y presiones elevadas
Clase 2.
Materiales que por sí mismos son normalmente inestables y con facilidad sufren reacciones de cambio químico violento, pero no detonan. Este grado debe incluir materiales que pueden sufrir cambios químicos con liberación de energía a presión y temperatura elevada, también debe incluir a aquellos materiales que pueden reaccionar violentamente con el agua y que pueden formar mezclas potencialmente explosivas con agua.
Clase 3.
Materiales que por sí mismos son capaces de reaccionar explosivamente, pero que requieren una gran fuente iniciadora o materiales sensitivos a choque mecánico o térmico a temperatura y presión elevada.
Clase 4.
Materiales que por sí mismos son capaces de detonar y/o explotar fácilmente por reacciones a temperatura ambiente y a presión normal. Este grado debe incluír materiales que son sensitivos a choques térmicos o mecánicos a temperatura y presión normal.
Fuente: www.highpurity.com.mx/espaF.htm
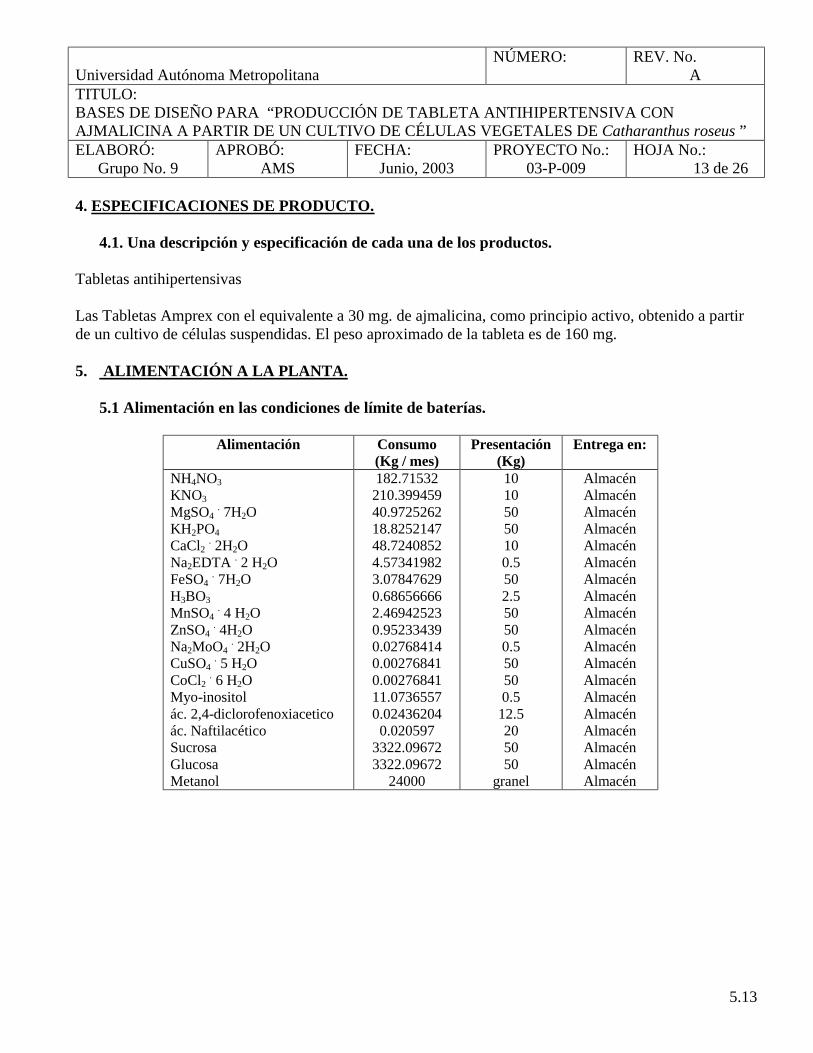
Universidad Autónoma Metropolitana NÚMERO:
REV. No. A
TITULO: BASES DE DISEÑO PARA “PRODUCCIÓN DE TABLETA ANTIHIPERTENSIVA CON AJMALICINA A PARTIR DE UN CULTIVO DE CÉLULAS VEGETALES DE Catharanthus roseus ” ELABORÓ:
Grupo No. 9 APROBÓ:
AMS FECHA:
Junio, 2003 PROYECTO No.:
03-P-009 HOJA No.:
13 de 26
5.13
4. ESPECIFICACIONES DE PRODUCTO.
4.1. Una descripción y especificación de cada una de los productos. Tabletas antihipertensivas Las Tabletas Amprex con el equivalente a 30 mg. de ajmalicina, como principio activo, obtenido a partir de un cultivo de células suspendidas. El peso aproximado de la tableta es de 160 mg. 5. ALIMENTACIÓN A LA PLANTA.
5.1 Alimentación en las condiciones de límite de baterías.
Alimentación Consumo (Kg / mes)
Presentación (Kg)
Entrega en:
NH4NO3 KNO3 MgSO4 . 7H2O KH2PO4 CaCl2 . 2H2O Na2EDTA . 2 H2O FeSO4 . 7H2O H3BO3 MnSO4 . 4 H2O ZnSO4 . 4H2O Na2MoO4 . 2H2O CuSO4 . 5 H2O CoCl2 . 6 H2O Myo-inositol ác. 2,4-diclorofenoxiacetico ác. Naftilacético Sucrosa Glucosa Metanol
182.71532 210.399459 40.9725262 18.8252147 48.7240852 4.57341982 3.07847629 0.68656666 2.46942523 0.95233439 0.02768414 0.00276841 0.00276841 11.0736557 0.02436204 0.020597
3322.09672 3322.09672
24000
10 10 50 50 10 0.5 50 2.5 50 50 0.5 50 50 0.5
12.5 20 50 50
granel
Almacén Almacén Almacén Almacén Almacén Almacén Almacén Almacén Almacén Almacén Almacén Almacén Almacén Almacén Almacén Almacén Almacén Almacén Almacén

Universidad Autónoma Metropolitana NÚMERO:
REV. No. A
TITULO: BASES DE DISEÑO PARA “PRODUCCIÓN DE TABLETA ANTIHIPERTENSIVA CON AJMALICINA A PARTIR DE UN CULTIVO DE CÉLULAS VEGETALES DE Catharanthus roseus ” ELABORÓ:
Grupo No. 9 APROBÓ:
AMS FECHA:
Junio, 2003 PROYECTO No.:
03-P-009 HOJA No.:
14 de 26
5.14
6. CONDICIONES DE LOS PRODUCTOS EN EL LÍMITE DE BATERÍAS.
6.1 Términos de Garantía.
Producto Presentación Producción Diarias Producción Anual Entrega en: Tabletas antihipertensivas
Caja con 30 tabletas con 30 mg
22,000 tabletas 256,000 cajas de tabletas
Almacén
Cada caja consiste en dos blister de polietileno y aluminio con empaque secundario de cajas de cartón. En cuanto al embalaje, se consideran cajas de cartón resistente a golpes que contienen aproximadamente 300 cajas, utilizado para su transporte y almacenamiento. 7. MEDIO AMBIENTE.
7.1 Cumplimiento de Normas y Reglamentos para tratamiento de:
a) Aguas, Gases y Desperdicios Sólidos:
NOM-002-ECOL-1996
010 Norma Oficial Mexicana NOM-002-ECOL-1996, que establece los limites máximos permisibles de contaminantes en las descargas de aguas residuales a los sistemas de alcantarillado urbano y municipal.
NOM-003-ECOL-1997
011 Norma Oficial Mexicana NOM-002-ECOL-1997, que establece los limites máximos permisibles de contaminantes en las descargas de aguas residuales tratadas que se rehúsen en servicios al público.
ESPECIFICACIONES
Los límites máximos permisibles para contaminantes de las descargas de aguas residuales a los sistemas de alcantarillado urbano o municipal, no deben ser superiores a los indicados en la tabla 1. Para las grasas y aceites es el promedio ponderado en función del caudal, resultante de los análisis practicados a cada una de las muestras simples. El rango permisible de pH en las descargas de aguas residuales es de 10 y 5.5 unidades, determinado para cada uno de las muestras simples. Las unidades de pH no deberán estar fuera del intervalo permisible, en ninguna de las muestras simples.

Universidad Autónoma Metropolitana NÚMERO:
REV. No. A
TITULO: BASES DE DISEÑO PARA “PRODUCCIÓN DE TABLETA ANTIHIPERTENSIVA CON AJMALICINA A PARTIR DE UN CULTIVO DE CÉLULAS VEGETALES DE Catharanthus roseus ” ELABORÓ:
Grupo No. 9 APROBÓ:
AMS FECHA:
Junio, 2003 PROYECTO No.:
03-P-009 HOJA No.:
15 de 26
5.15
El límite máximo de la temperatura es de 40° C, medida en forma instantánea a cada una de las muestras simples. Se permitirá descargar con temperaturas mayores, siempre y cuando se demuestre la autoridad competente por medio de un estudio sustentado, que no daña al sistema del mismo. La materia flotante debe estar ausente en las descargas de aguas residuales, de acuerdo al método de prueba establecido en la Norma Mexicana NMX-AA-006, referida en el punto dos de esta Norma Oficial Mexicana. Para determinar la contaminación por patógenos se tomara como indicador a los coniformes fecales. El límite máximo permisible para las descargas de aguas residuales vertidos a aguas y bienes nacionales, así como las descargas vertidas al suelo (uso en riego agrícola) es de 1000 y 2000 como número mas probable (NMP) de coniformes fecales por cada 100 ml para el promedio mensual y diario, respectivamente. Para determinar la contaminación por parásitos se tomara como indicador los huevos de helminto. El límite máximo para las descargas vertidas al suelo (uso en riego agrícola) es de un huevo de helminto por litro para riego no restringido y de cinco huevos por litro para riego restringido, lo cual se llevará a cabo de acuerdo a la técnica establecida en el anexo uno de esta norma. Al responsable de la descarga de aguas residuales que antes de la entrada en vigor de esta Norma Oficial Mexicana se le hayan fijado condiciones particulares de descarga, podrán optar por cumplir los límites máximos permisibles establecidos en esta Norma, previo aviso en la Comisión Nacional del Agua. Los responsables de las descargas de aguas residuales vertidas a aguas y bienes nacionales deben cumplir con la presente Norma Oficial Mexicana de acuerdo con lo siguiente: Las descargas no municipales tendrán como plazo límite hasta las fechas de cumplimiento establecidas en la tabla 16. El cumplimiento es gradual y progresivo, dependiendo de la mayor carga contaminante, expresada como la Demanda Bioquímica de Oxigeno (DBO) o Sólidos Suspendidos Totales (SST), según las cargas del agua residual, manifestadas en la solicitud de permiso de descarga presentada a la Comisión Nacional del Agua.
DESCARGAS NO MUNICIPALES FECHA DE CUMPLIMIENTO A PARTIR DE :
CARGA CONTAMINANTE
DEMANDA BIOQUÍMICA DE OXÍGENO (toneladas / día)
SÓLIDOS SUSUPENDIDOS TOTALES (toneladas / día )
1 enero 2000 Mayor de 3.0 Mayor de 3.0 1 enero 2005 De 1.2 a 3.0 De 1.2 a 3.0 1 enero 2010 menor de 1.2 Menor de 1.2
Fuente: www.sagarpa.gob.mx/dgg/FTP/002ecol.pdf
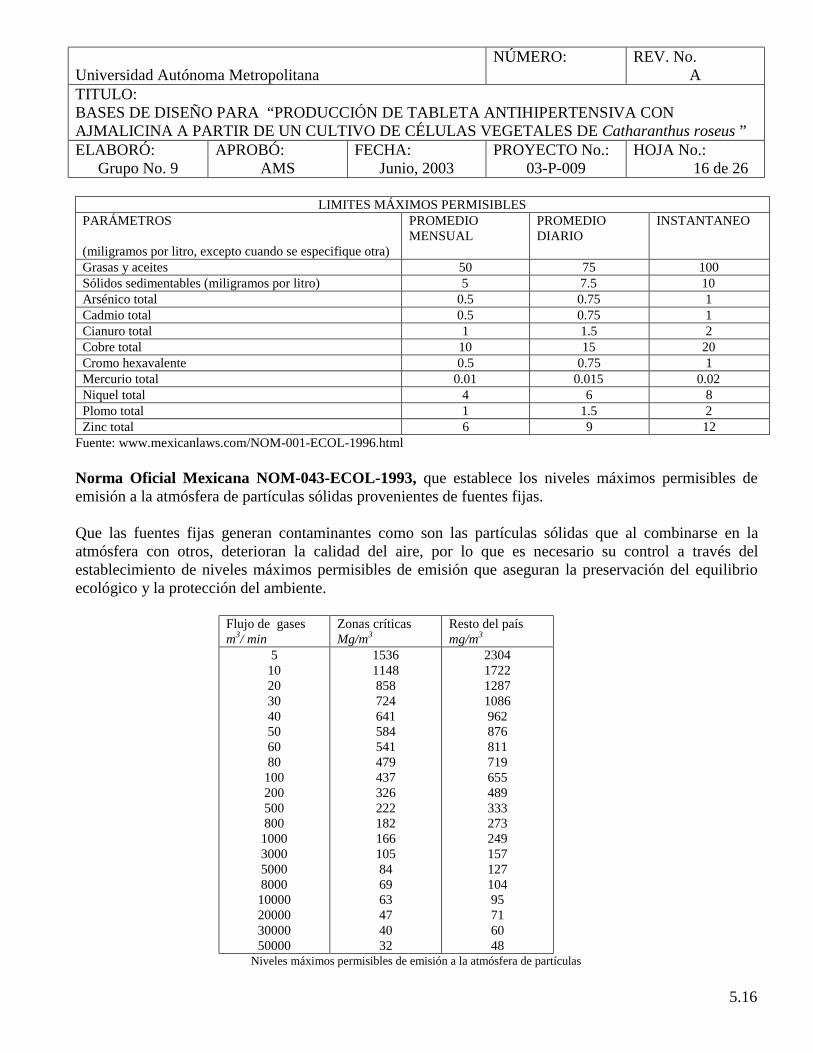
Universidad Autónoma Metropolitana NÚMERO:
REV. No. A
TITULO: BASES DE DISEÑO PARA “PRODUCCIÓN DE TABLETA ANTIHIPERTENSIVA CON AJMALICINA A PARTIR DE UN CULTIVO DE CÉLULAS VEGETALES DE Catharanthus roseus ” ELABORÓ:
Grupo No. 9 APROBÓ:
AMS FECHA:
Junio, 2003 PROYECTO No.:
03-P-009 HOJA No.:
16 de 26
5.16
LIMITES MÁXIMOS PERMISIBLES PARÁMETROS (miligramos por litro, excepto cuando se especifique otra)
PROMEDIO MENSUAL
PROMEDIO DIARIO
INSTANTANEO
Grasas y aceites 50 75 100 Sólidos sedimentables (miligramos por litro) 5 7.5 10 Arsénico total 0.5 0.75 1 Cadmio total 0.5 0.75 1 Cianuro total 1 1.5 2 Cobre total 10 15 20 Cromo hexavalente 0.5 0.75 1 Mercurio total 0.01 0.015 0.02 Niquel total 4 6 8 Plomo total 1 1.5 2 Zinc total 6 9 12
Fuente: www.mexicanlaws.com/NOM-001-ECOL-1996.html Norma Oficial Mexicana NOM-043-ECOL-1993, que establece los niveles máximos permisibles de emisión a la atmósfera de partículas sólidas provenientes de fuentes fijas. Que las fuentes fijas generan contaminantes como son las partículas sólidas que al combinarse en la atmósfera con otros, deterioran la calidad del aire, por lo que es necesario su control a través del establecimiento de niveles máximos permisibles de emisión que aseguran la preservación del equilibrio ecológico y la protección del ambiente.
Flujo de gases m3/ min
Zonas críticas Mg/m3
Resto del país mg/m3
5 10 20 30 40 50 60 80
100 200 500 800
1000 3000 5000 8000 10000 20000 30000 50000
1536 1148 858 724 641 584 541 479 437 326 222 182 166 105 84 69 63 47 40 32
2304 1722 1287 1086 962 876 811 719 655 489 333 273 249 157 127 104 95 71 60 48
Niveles máximos permisibles de emisión a la atmósfera de partículas
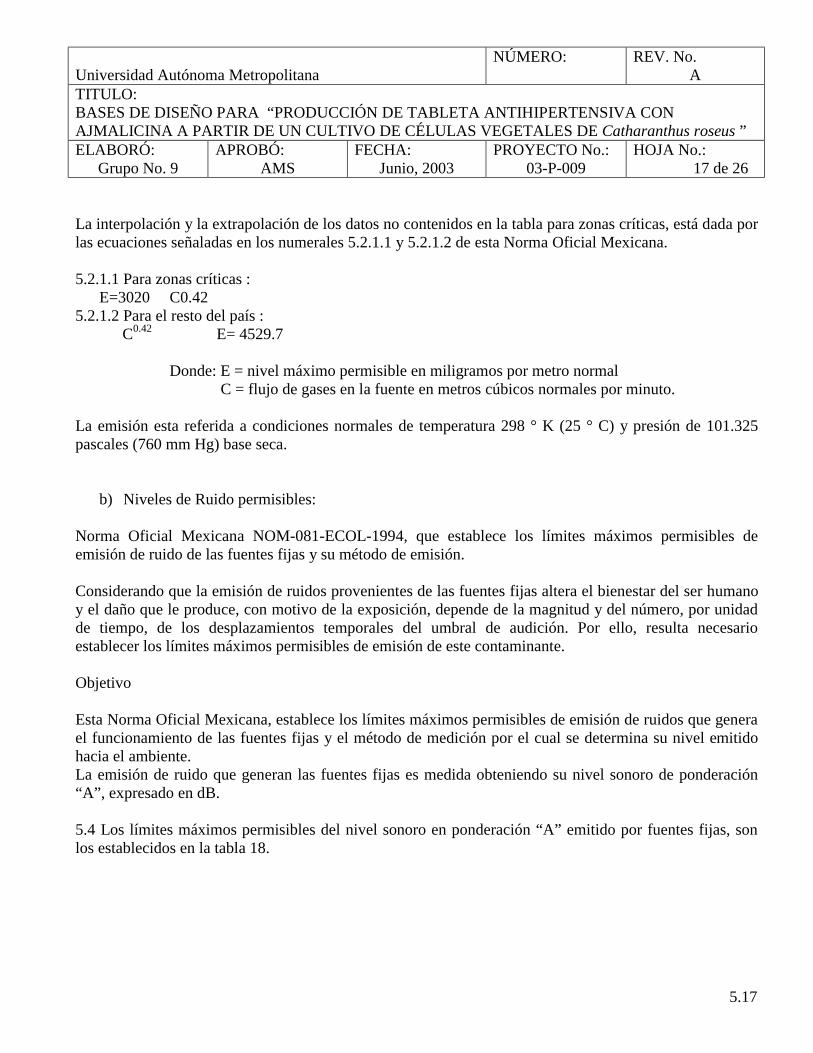
Universidad Autónoma Metropolitana NÚMERO:
REV. No. A
TITULO: BASES DE DISEÑO PARA “PRODUCCIÓN DE TABLETA ANTIHIPERTENSIVA CON AJMALICINA A PARTIR DE UN CULTIVO DE CÉLULAS VEGETALES DE Catharanthus roseus ” ELABORÓ:
Grupo No. 9 APROBÓ:
AMS FECHA:
Junio, 2003 PROYECTO No.:
03-P-009 HOJA No.:
17 de 26
5.17
La interpolación y la extrapolación de los datos no contenidos en la tabla para zonas críticas, está dada por las ecuaciones señaladas en los numerales 5.2.1.1 y 5.2.1.2 de esta Norma Oficial Mexicana. 5.2.1.1 Para zonas críticas :
E=3020 C0.42 5.2.1.2 Para el resto del país : C0.42 E= 4529.7
Donde: E = nivel máximo permisible en miligramos por metro normal
C = flujo de gases en la fuente en metros cúbicos normales por minuto. La emisión esta referida a condiciones normales de temperatura 298 ° K (25 ° C) y presión de 101.325 pascales (760 mm Hg) base seca.
b) Niveles de Ruido permisibles: Norma Oficial Mexicana NOM-081-ECOL-1994, que establece los límites máximos permisibles de emisión de ruido de las fuentes fijas y su método de emisión. Considerando que la emisión de ruidos provenientes de las fuentes fijas altera el bienestar del ser humano y el daño que le produce, con motivo de la exposición, depende de la magnitud y del número, por unidad de tiempo, de los desplazamientos temporales del umbral de audición. Por ello, resulta necesario establecer los límites máximos permisibles de emisión de este contaminante. Objetivo Esta Norma Oficial Mexicana, establece los límites máximos permisibles de emisión de ruidos que genera el funcionamiento de las fuentes fijas y el método de medición por el cual se determina su nivel emitido hacia el ambiente. La emisión de ruido que generan las fuentes fijas es medida obteniendo su nivel sonoro de ponderación “A”, expresado en dB. 5.4 Los límites máximos permisibles del nivel sonoro en ponderación “A” emitido por fuentes fijas, son los establecidos en la tabla 18.
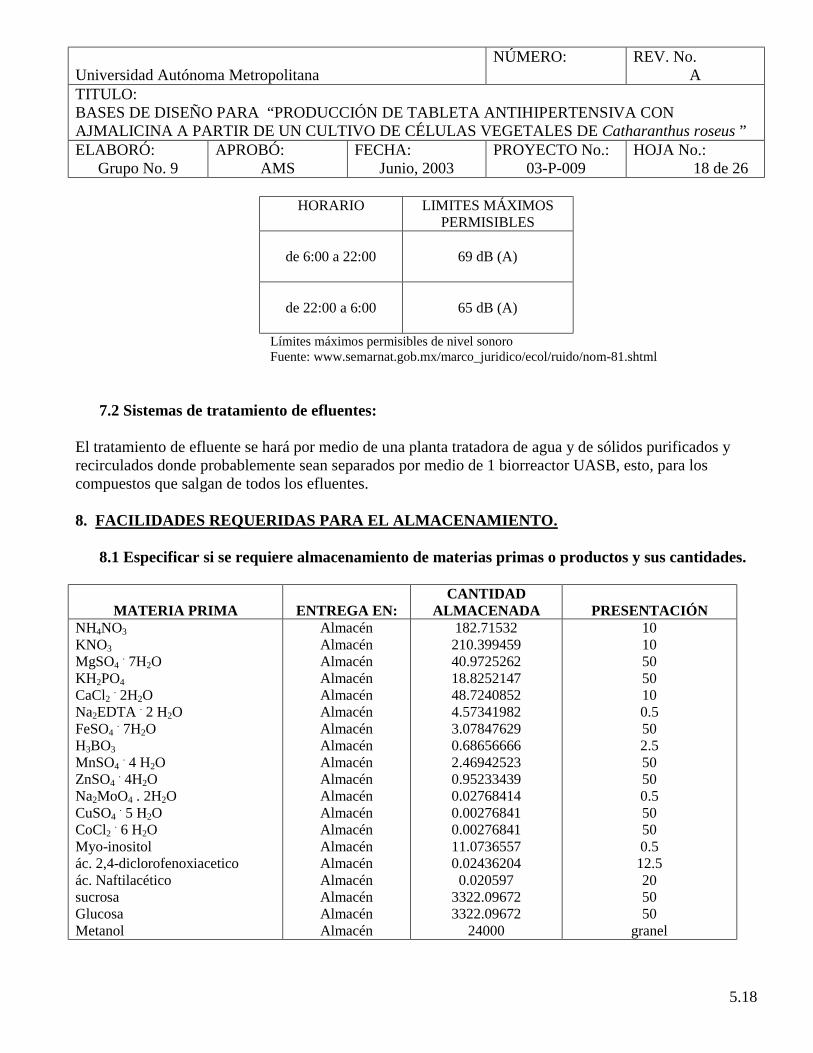
Universidad Autónoma Metropolitana NÚMERO:
REV. No. A
TITULO: BASES DE DISEÑO PARA “PRODUCCIÓN DE TABLETA ANTIHIPERTENSIVA CON AJMALICINA A PARTIR DE UN CULTIVO DE CÉLULAS VEGETALES DE Catharanthus roseus ” ELABORÓ:
Grupo No. 9 APROBÓ:
AMS FECHA:
Junio, 2003 PROYECTO No.:
03-P-009 HOJA No.:
18 de 26
5.18
HORARIO LIMITES MÁXIMOS PERMISIBLES
de 6:00 a 22:00
69 dB (A)
de 22:00 a 6:00
65 dB (A)
Límites máximos permisibles de nivel sonoro Fuente: www.semarnat.gob.mx/marco_juridico/ecol/ruido/nom-81.shtml
7.2 Sistemas de tratamiento de efluentes: El tratamiento de efluente se hará por medio de una planta tratadora de agua y de sólidos purificados y recirculados donde probablemente sean separados por medio de 1 biorreactor UASB, esto, para los compuestos que salgan de todos los efluentes. 8. FACILIDADES REQUERIDAS PARA EL ALMACENAMIENTO.
8.1 Especificar si se requiere almacenamiento de materias primas o productos y sus cantidades.
MATERIA PRIMA
ENTREGA EN:
CANTIDAD ALMACENADA
PRESENTACIÓN
NH4NO3 KNO3 MgSO4 . 7H2O KH2PO4 CaCl2 . 2H2O Na2EDTA . 2 H2O FeSO4 . 7H2O H3BO3 MnSO4 . 4 H2O ZnSO4 . 4H2O Na2MoO4 . 2H2O CuSO4 . 5 H2O CoCl2 . 6 H2O Myo-inositol ác. 2,4-diclorofenoxiacetico ác. Naftilacético sucrosa Glucosa Metanol
Almacén Almacén Almacén Almacén Almacén Almacén Almacén Almacén Almacén Almacén Almacén Almacén Almacén Almacén Almacén Almacén Almacén Almacén Almacén
182.71532 210.399459 40.9725262 18.8252147 48.7240852 4.57341982 3.07847629 0.68656666 2.46942523 0.95233439 0.02768414 0.00276841 0.00276841 11.0736557 0.02436204 0.020597
3322.09672 3322.09672
24000
10 10 50 50 10 0.5 50 2.5 50 50 0.5 50 50 0.5
12.5 20 50 50
granel

Universidad Autónoma Metropolitana NÚMERO:
REV. No. A
TITULO: BASES DE DISEÑO PARA “PRODUCCIÓN DE TABLETA ANTIHIPERTENSIVA CON AJMALICINA A PARTIR DE UN CULTIVO DE CÉLULAS VEGETALES DE Catharanthus roseus ” ELABORÓ:
Grupo No. 9 APROBÓ:
AMS FECHA:
Junio, 2003 PROYECTO No.:
03-P-009 HOJA No.:
19 de 26
5.19
9. SERVICIOS AUXILIARES.
9.1 Vapor. Fuente: Generador de vapor Presión: 8 atm. Temperatura: 170°C Calidad: sobrecalentado Gasto Requerido:
9.2 Retorno de Condensado. Presión: 1 atm Temperatura: 37°C Gasto Producido:
9.3 Agua de Enfriamiento. Fuente: Cisterna del parque industrial Presión de Entrada / Salida: 1 atm. Temperatura de Entrada / Salida: 15°C / 37°C Gasto Requerido:
9.4 Aguas de Sanitarios y servicios. Fuente: cisterna del parque industrial (municipal) Presión en Límite de Baterías: 1 atm – 3 atm Gasto Requerido: 200 l/persona/día
9.5 Agua Potable. Fuente: Cisterna del parque industrial Presión en Límite de Baterías: 1 atm Gasto Requerido: 50 l/persona/día
9.6 Agua contra Incendios. Fuente: toma de agua del parque industrial Presión en Límite de Baterías: 1 atm Gasto Requerido: 200 l – 1000 l
Universidad Autónoma Metropolitana NÚMERO:
REV. No. A
TITULO: BASES DE DISEÑO PARA “PRODUCCIÓN DE TABLETA ANTIHIPERTENSIVA CON AJMALICINA A PARTIR DE UN CULTIVO DE CÉLULAS VEGETALES DE Catharanthus roseus ” ELABORÓ:
Grupo No. 9 APROBÓ:
AMS FECHA:
Junio, 2003 PROYECTO No.:
03-P-009 HOJA No.:
20 de 26
5.20
9.7 Agua de Calderas / Desmineralizada. Fuente: Presión en Límite de Baterías: Gasto Requerido:
9.8 Agua de Proceso. Fuente: Presión en Límite de Baterías: Gasto Requerido:
9.9 Aire de Plantas. Fuente: Presión en Límite de Baterías: Temperatura en Límite de Baterías: Gasto Requerido:
9.10 Combustible: Características Fuente: Gas natural de la red del parque industrial Presión en Límite de Baterías: Temperatura en Límite de Baterías: Gasto Requerido:
9.11 Gas Inerte: Características Fuente: Presión en Límite de Baterías: Temperatura en Límite de Baterías: Gasto Requerido:
9.12 Suministro de Energía Eléctrica. Fuente(s): Subestación Eléctrica. Capacidad: 150 KVA. Voltaje: 13000 V Fases / Frecuencia: 3 / 60 Hrz.
Universidad Autónoma Metropolitana NÚMERO:
REV. No. A
TITULO: BASES DE DISEÑO PARA “PRODUCCIÓN DE TABLETA ANTIHIPERTENSIVA CON AJMALICINA A PARTIR DE UN CULTIVO DE CÉLULAS VEGETALES DE Catharanthus roseus ” ELABORÓ:
Grupo No. 9 APROBÓ:
AMS FECHA:
Junio, 2003 PROYECTO No.:
03-P-009 HOJA No.:
21 de 26
5.21
10. SISTEMAS DE SEGURIDAD.
10.1 Sistemas contra incendio Reglamentos de agua contra incendio locales Ley de Aguas Nacionales Equipo móvil y portátil Se contara con varios extinguidotes colocados en diferentes puntos de la planta a distancias no mayores de 15 m. Estos se deben encontrar a una altura máxima de 1.5 m. Se contará también con brigadas para evacuaciones y con programas de prevención y combate contra incendios.
10.2 Protección personal Indicar los sistemas de protección al personal de la planta. Al personal de la planta se les dotará del siguiente equipo de protección personal: Overall 100% de algodón. Casco protector de policarbonato. Lentes protectores de policarbonato. Botas de seguridad con casquillo. Cinturón de cuero para cargadores. Se contara con un código para identificación de tuberías: Verde claro -Agua. Gris asbesto -Vapor de agua Gris asbesto con franjas negras – Retorno de vapor de agua Azul claro – Metanol Marrón - Etileno
Universidad Autónoma Metropolitana NÚMERO:
REV. No. A
TITULO: BASES DE DISEÑO PARA “PRODUCCIÓN DE TABLETA ANTIHIPERTENSIVA CON AJMALICINA A PARTIR DE UN CULTIVO DE CÉLULAS VEGETALES DE Catharanthus roseus ” ELABORÓ:
Grupo No. 9 APROBÓ:
AMS FECHA:
Junio, 2003 PROYECTO No.:
03-P-009 HOJA No.:
22 de 26
5.22
Cian –Aire comprimido Amarillo claro -Gas. Gris obscuro – vacío Amarillo - CO2 Rojo-Red contra incendios.
11. DATOS CLIMATOLÓGICOS. 11.1 Temperatura
Máxima promedio 20 °C Mínima promedio 15 °C Promedio anual (bulbo seco) 21°C Promedio de bulbo húmedo 15°C Fuente: CGSNEGI. Carta de climas, 1:100000, CNA. Registro mensual de temperatura media, inédito
11.2 Precipitación pluvial Máxima anual 999.2 mm Máxima diaria 269 mm Promedio Anual 544 mm Fuente: CNA.Registro mensual y anual de precipitación pluvial. Inédito
11.3 Viento Dirección de viento reinante Este-SurEste Velocidad promedio 26 Km/h Velocidad máxima 36 Km/h Fuente: INEGI, Carta anemométrica. Inédito

Universidad Autónoma Metropolitana NÚMERO:
REV. No. A
TITULO: BASES DE DISEÑO PARA “PRODUCCIÓN DE TABLETA ANTIHIPERTENSIVA CON AJMALICINA A PARTIR DE UN CULTIVO DE CÉLULAS VEGETALES DE Catharanthus roseus ” ELABORÓ:
Grupo No. 9 APROBÓ:
AMS FECHA:
Junio, 2003 PROYECTO No.:
03-P-009 HOJA No.:
23 de 26
5.23
11.4 Humedad. Máxima promedio. 76% Mínima promedio 48% Promedio 68 % Fuente: CGSNEGI Carta de Humedad, 1:1000000 12. DATOS DEL LUGAR.
12.1 Localización de la planta
Ciudad industrial Benito Juárez, avenida 5 de febrero, Santiago de Querétaro Coordenadas geográficas extremas: Latitud norte 20°36’, longitud oeste 100°24’, altitud 1820 msnm. Fuente: INEGI 2002, Anuario Estadístico, Querétaro de Arteaga.
Necesidades de ampliaciones futuras
No hay necesidad de una ampliación futura.
13. DISEÑO ELÉCTRICO.
13.1 Código de Diseño eléctrico.
NEMA, ANSI, NO MEM-001SEMP-1993 14. DISEÑO MECÁNICO Y TUBERÍAS.
14.1 Códigos de diseño mecánico y tuberías
ANSI-B-31.1 Tuberías de potencia. Para tuberías en centrales generadoras de vapor. ANSI-B-31.2 Tubería para gases combustibles. ANSI-B-31.8 Tubería para sistemas de distribución y transmisión de gases.
Universidad Autónoma Metropolitana NÚMERO:
REV. No. A
TITULO: BASES DE DISEÑO PARA “PRODUCCIÓN DE TABLETA ANTIHIPERTENSIVA CON AJMALICINA A PARTIR DE UN CULTIVO DE CÉLULAS VEGETALES DE Catharanthus roseus ” ELABORÓ:
Grupo No. 9 APROBÓ:
AMS FECHA:
Junio, 2003 PROYECTO No.:
03-P-009 HOJA No.:
24 de 26
5.24
15. DISEÑO DE EDIFICIOS.
15.1 Códigos de construcción para: Arquitectónicos, concreto, sísmico y viento.
Basados en el reglamento de la construcción para Querétaro de Arteaga. Proyecto arquitectónico capítulos I – IV. Normas técnicas complementarias para el diseño de construcción de estructuras de concreto. Normas técnicas complementarias para el diseño de sismos sección 8 y 9.
15.2 Datos de sismo
Zona sísmica: Media Fuente: www.sep.gob.mx/work/appsite/librosprimaria/libros/agm.htm
16. INSTRUMENTACIÓN.
16.1 Códigos de diseño de instrumentación ANSI. Manómetros: de presión en los equipos que operan a presión. Termómetros: para los equipos que operan con temperaturas. 17. DISEÑO DE EQUIPOS.
17.1 Indicar si se requiere características relevantes en el diseño y suministro de los equipos.
En el proceso se utilizará una filosofía de instrumentación neumática y electrónica, como válvulas neumáticas en los equipos que requieren alimentación de vapor con el fin de controlar la presión de vapor y obtener así la temperatura de trabajo para cada equipo y se pondrán aislantes para los que necesiten un aislante de ruido, por ejemplo las bombas generarían el mayor ruido en la planta.
Universidad Autónoma Metropolitana NÚMERO:
REV. No. A
TITULO: BASES DE DISEÑO PARA “PRODUCCIÓN DE TABLETA ANTIHIPERTENSIVA CON AJMALICINA A PARTIR DE UN CULTIVO DE CÉLULAS VEGETALES DE Catharanthus roseus ” ELABORÓ:
Grupo No. 9 APROBÓ:
AMS FECHA:
Junio, 2003 PROYECTO No.:
03-P-009 HOJA No.:
25 de 26
5.25
18. ESTÁNDARES Y ESPECIFICACIONES. ASME SECCION VIII DIV 1, NEMA ANSI, NEF, ASTM, CFE MEX, TEMA, ISO 9002, DIN NOM, NOM-EM-001-SEMIP-1993, NFPA.
NORMA OFICIAL MEXICANA NOM-059-SSA1-1993, BUENAS PRACTICAS DE FABRICACIÓN PARA ESTABLECIMIENTOS DE LA INDUSTRIA QUÍMICO FARMACÉUTICA DEDICADOS A LA FABRICACIÓN DE MEDICAMENTOS. Esta Norma Oficial Mexicana establece los requisitos mínimos necesarios para el proceso de los medicamentos y/o productos biológicos comercializados en el país, con el objeto de proporcionar medicamentos de calidad al consumidor. NORMA OFICIAL MEXICANA NOM-072-SSA1-1993, ETIQUETADO DE MEDICAMENTOS Esta Norma Oficial Mexicana tiene por objeto establecer los requisitos que deberá contener el etiquetado de los medicamentos de origen nacional o extranjero que se comercialicen en el territorio nacional, así como el etiquetado de las muestras médicas de los mismos. NORMA OFICIAL MEXICANA NOM-164-SSA1-1998, BUENAS PRACTICAS DE FABRICACIÓN PARA FÁRMACOS. Esta Norma Oficial Mexicana establece los requisitos mínimos necesarios para las buenas prácticas de fabricación de fármacos o principios activos. NORMA OFICIAL MEXICANA NOM-065-SSA1-1993, QUE ESTABLECE LAS ESPECIFICACIONES SANITARIAS DE LOS MEDIOS DE CULTIVO. GENERALIDADES Esta Norma tiene por objeto determinar las especificaciones mínimas que deben tener los medios de cultivo para microorganismos en general NORMA OFICIAL MEXICANA NOM-073-SSA1-1993, ESTABILIDAD DE MEDICAMENTOS. Esta norma tiene por objeto establecer los requisitos para llevar a cabo y reportar los estudios de estabilidad de medicamentos. El objetivo de los estudios de estabilidad, es proveer evidencia documentada de cómo las características físicas, químicas, fisicoquímicas, microbiológicas y biológicas del medicamento, varían con el tiempo bajo la influencia de factores ambientales tales como: temperatura, humedad y luz; y establecer las condiciones de almacenamiento adecuadas y el periodo de caducidad NORMA Oficial Mexicana NOM-176-SSA1-1998 REQUISITOS SANITARIOS QUE DEBEN CUMPLIR LOS FABRICANTES, DISTRIBUIDORES Y PROVEEDORES DE FÁRMACOS UTILIZADOS EN LA ELABORACIÓN DE MEDICAMENTOS DE USO HUMANO. Esta Norma Oficial Mexicana establece los requisitos mínimos sanitarios que deben cumplir los fabricantes, distribuidores y proveedores de fármacos de fabricación nacional o extranjera, utilizados para la elaboración de medicamentos de uso humano.

Universidad Autónoma Metropolitana NÚMERO:
REV. No. A
TITULO: BASES DE DISEÑO PARA “PRODUCCIÓN DE TABLETA ANTIHIPERTENSIVA CON AJMALICINA A PARTIR DE UN CULTIVO DE CÉLULAS VEGETALES DE Catharanthus roseus ” ELABORÓ:
Grupo No. 9 APROBÓ:
AMS FECHA:
Junio, 2003 PROYECTO No.:
03-P-009 HOJA No.:
26 de 26
5.26
Referencias Bibliograficas y de Internet
1. INEGI, 2002, Anuario Estadístico Querétaro de Arteaga 2. CGSNEGI. Carta de climas, 1:100000, CNA. Registro mensual de temperatura media,
inedito 3. CNA.Registro mensual y anual de precipitación pluvial. Inédito 4. INEGI, Carta anemométrica. Inédito 5. CGSNEGI Carta de Humedad, 1:1000000 6. www.cenco.com.co/microfertisa/otros_productos.htm 7. www.highpurity.com.mx/espaF.htm 8. www.sagarpa.gob.mx/dgg/FTP/002ecol.pdf 9. www.mexicanlaws.com/NOM-001-ECOL-1996.html 10. www.ecosur.net/sust._varias.htm 11. www.uspetrochemical.com 12. www.sep.gob.mx/work/appsite/librosprimaria/libros/agm.htm 13. www.mejisulfatos.com/html/mangane.htm 14. www.westprochem.com/page0002.htm 15. www.cfe.gob.mx 16. www.nfpa.org 17. www.becht.com/Progres%20power/spanish/services/diseno%20estandar.htm 18. www.onlineingenieros.com/htm/indice.pdf 19. www.nfpa.org/international/espanol/catalogoespanol/codigosynormas/codigos_y_normas 20. www.soloarquiteqtura.com/legislacion.htm
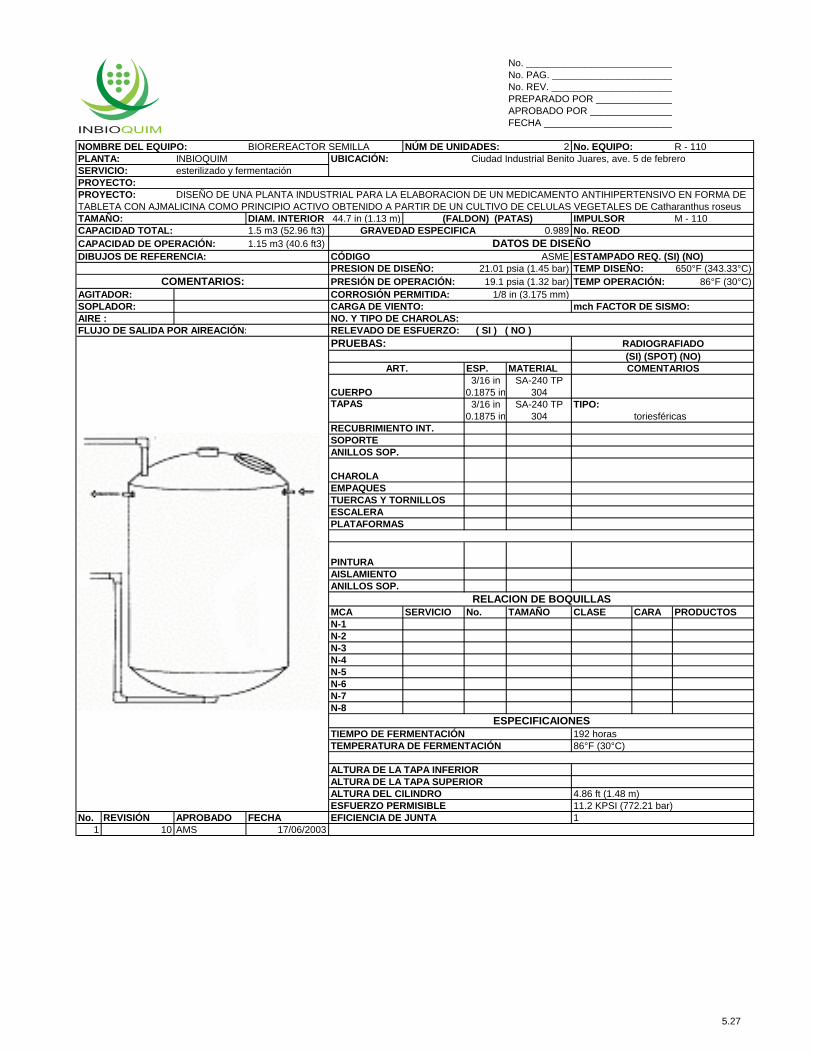
2 R - 110UBICACIÓN:
DIAM. INTERIOR 44.7 in (1.13 m) M - 110 1.5 m3 (52.96 ft3) 0.989 No. REOD1.15 m3 (40.6 ft3)
21.01 psia (1.45 bar) 650°F (343.33°C)PRESIÓN DE OPERACIÓN: 19.1 psia (1.32 bar) 86°F (30°C)CORROSIÓN PERMITIDA: 1/8 in (3.175 mm)
mch FACTOR DE SISMO:
ESP. MATERIAL3/16 in
0.1875 in3/16 in TIPO:
0.1875 in toriesféricas
MCA SERVICIO No. TAMAÑO CLASE CARA PRODUCTOSN-1N-2N-3N-4N-5N-6N-7N-8
No. REVISIÓN APROBADO FECHA1 10 AMS 17/06/2003
COMENTARIOS
ESPECIFICAIONES
ANILLOS SOP.
TUERCAS Y TORNILLOS
RECUBRIMIENTO INT.
AIRE :FLUJO DE SALIDA POR AIREACIÓN: RELEVADO DE ESFUERZO: ( SI ) ( NO )
NO. Y TIPO DE CHAROLAS:
COMENTARIOS:
192 horas
ART.
86°F (30°C)
AGITADOR:SOPLADOR:
EMPAQUES
ESCALERAPLATAFORMAS
CUERPO
4.86 ft (1.48 m)11.2 KPSI (772.21 bar)1EFICIENCIA DE JUNTA
ESFUERZO PERMISIBLEALTURA DEL CILINDROALTURA DE LA TAPA SUPERIOR
SOPORTEANILLOS SOP.
CHAROLA
PINTURAAISLAMIENTO
ALTURA DE LA TAPA INFERIOR
TEMPERATURA DE FERMENTACIÓNTIEMPO DE FERMENTACIÓN
RELACION DE BOQUILLAS
NÚM DE UNIDADES:
PRUEBAS:(SI) (SPOT) (NO)
RADIOGRAFIADO
CARGA DE VIENTO:
TAPAS
No. _____________________________No. PAG. ________________________No. REV. ________________________PREPARADO POR _______________
PROYECTO:TABLETA CON AJMALICINA COMO PRINCIPIO ACTIVO OBTENIDO A PARTIR DE UN CULTIVO DE CELULAS VEGETALES DE Catharanthus roseus
CAPACIDAD TOTAL:
APROBADO POR ________________FECHA _________________________
BIOREREACTOR SEMILLA
DISEÑO DE UNA PLANTA INDUSTRIAL PARA LA ELABORACION DE UN MEDICAMENTO ANTIHIPERTENSIVO EN FORMA DE
INBIOQUIMNo. EQUIPO:
SA-240 TP 304
SA-240 TP 304
NOMBRE DEL EQUIPO:
TAMAÑO:
CAPACIDAD DE OPERACIÓN:DIBUJOS DE REFERENCIA:
PLANTA:SERVICIO:PROYECTO:
Ciudad Industrial Benito Juares, ave. 5 de febrero
ASMETEMP DISEÑO:
DATOS DE DISEÑO
PRESION DE DISEÑO:TEMP OPERACIÓN:
ESTAMPADO REQ. (SI) (NO)CÓDIGO
GRAVEDAD ESPECIFICA
esterilizado y fermentación
(FALDON) (PATAS) IMPULSOR
5.27

2 R -120UBICACIÓN:
DIAM. INTERIOR 33.95 in (.86m) M - 120176.55 ft3 (5 m3) 0.989 No. REOD142.3 ft3 (4.03 m3)
PRESION DE DISEÑO: 21.01 psia (1.45 bar) 650°F (343.33°C)PRESIÓN DE OPERACIÓN: 19.1 psia (1.32 bar) TEMP OPERACIÓN: 86°F (30°C)CORROSIÓN PERMITIDA: 1/8 in (3.175 mm)
mch FACTOR DE SISMO:
ESP. MATERIAL1/4 in
0.25 in3/16 in TIPO:
0.1875 in toriesféricas
MCA SERVICIO No. TAMAÑO CLASE CARA PRODUCTOSN-1N-2N-3N-4N-5N-6N-7N-8
No. REVISIÓN APROBADO FECHA1 10 AMS 17/06/2003
No. _____________________________No. PAG. ________________________No. REV. ________________________PREPARADO POR _______________APROBADO POR ________________FECHA _________________________
NOMBRE DEL EQUIPO: NÚM DE UNIDADES: No. EQUIPO:BIORREACTOR BIOMASACiudad Industrial Benito Juares, ave. 5 de febrero
esterilizado y fermentaciónDISEÑO DE UNA PLANTA INDUSTRIAL PARA LA ELABORACION DE UN MEDICAMENTO ANTIHIPERTENSIVO EN FORMA DE
PLANTA:SERVICIO:PROYECTO:
INBIOQUIM
TAMAÑO: (FALDON) (PATAS) IMPULSORCAPACIDAD TOTAL: GRAVEDAD ESPECIFICACAPACIDAD DE OPERACIÓN: DATOS DE DISEÑODIBUJOS DE REFERENCIA: CÓDIGO ESTAMPADO REQ. (SI) (NO)ASME
CARGA DE VIENTO:
TEMP DISEÑO:COMENTARIOS:
AGITADOR:SOPLADOR:AIRE : NO. Y TIPO DE CHAROLAS:FLUJO DE SALIDA POR AIREACIÓN: RELEVADO DE ESFUERZO: ( SI ) ( NO )
PRUEBAS: RADIOGRAFIADO(SI) (SPOT) (NO)
ART. COMENTARIOS
CUERPOTAPAS
SA-240 TP 304
SA-240 TP 304
RECUBRIMIENTO INT.SOPORTEANILLOS SOP.CHAROLAEMPAQUESTUERCAS Y TORNILLOSESCALERAPLATAFORMAS
PINTURAAISLAMIENTOANILLOS SOP.
RELACION DE BOQUILLAS
ESPECIFICAIONESTIEMPO DE FERMENTACIÓN 192 horas
86° F (30°C)
ALTURA DE LA TAPA INFERIOR
TEMPERATURA DE FERMENTACIÓN
ESFUERZO PERMISIBLE 11.2 KPSI (772.21 bar)EFICIENCIA DE JUNTA 1
ALTURA DE LA TAPA SUPERIORALTURA DEL CILINDRO 7.02 ft (2.13 m)
TABLETA CON AJMALICINA COMO PRINCIPIO ACTIVO OBTENIDO A PARTIR DE UN CULTIVO DE CELULAS VEGETALES DE Catharanthus roseus
5.28
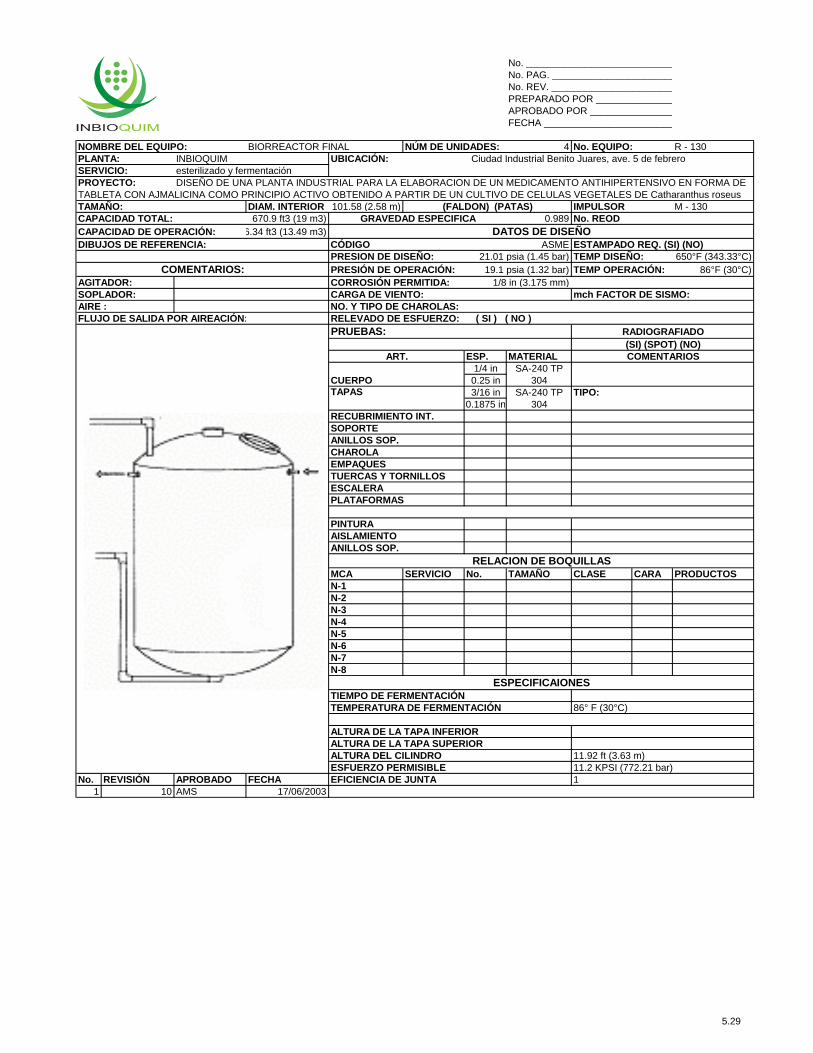
BIORREACTOR FINAL 4 R - 130 UBICACIÓN:
DIAM. INTERIOR 101.58 (2.58 m) M - 130670.9 ft3 (19 m3) 0.989 No. REOD
476.34 ft3 (13.49 m3)
PRESION DE DISEÑO: 21.01 psia (1.45 bar) 650°F (343.33°C)PRESIÓN DE OPERACIÓN: 19.1 psia (1.32 bar) 86°F (30°C)CORROSIÓN PERMITIDA: 1/8 in (3.175 mm)
mch FACTOR DE SISMO:
ESP. MATERIAL1/4 in
0.25 in3/16 in TIPO:
0.1875 in
MCA SERVICIO No. TAMAÑO CLASE CARA PRODUCTOSN-1N-2N-3N-4N-5N-6N-7N-8
No. REVISIÓN APROBADO FECHA1 10 AMS 17/06/2003
No. _____________________________No. PAG. ________________________No. REV. ________________________PREPARADO POR _______________APROBADO POR ________________FECHA _________________________
NOMBRE DEL EQUIPO: NÚM DE UNIDADES: No. EQUIPO:PLANTA:SERVICIO:PROYECTO: DISEÑO DE UNA PLANTA INDUSTRIAL PARA LA ELABORACION DE UN MEDICAMENTO ANTIHIPERTENSIVO EN FORMA DE
TAMAÑO: (FALDON) (PATAS) IMPULSORCAPACIDAD TOTAL: GRAVEDAD ESPECIFICA
CARGA DE VIENTO:
TEMP DISEÑO:COMENTARIOS: TEMP OPERACIÓN:
AGITADOR:SOPLADOR:AIRE : NO. Y TIPO DE CHAROLAS:FLUJO DE SALIDA POR AIREACIÓN: RELEVADO DE ESFUERZO: ( SI ) ( NO )
PRUEBAS: RADIOGRAFIADO(SI) (SPOT) (NO)
ART. COMENTARIOS
CUERPOTAPAS
SA-240 TP 304
SA-240 TP 304
RECUBRIMIENTO INT.SOPORTEANILLOS SOP.CHAROLAEMPAQUESTUERCAS Y TORNILLOSESCALERAPLATAFORMAS
PINTURAAISLAMIENTOANILLOS SOP.
RELACION DE BOQUILLAS
ESPECIFICAIONESTIEMPO DE FERMENTACIÓNTEMPERATURA DE FERMENTACIÓN 86° F (30°C)
ALTURA DE LA TAPA INFERIORALTURA DE LA TAPA SUPERIORALTURA DEL CILINDRO 11.92 ft (3.63 m)ESFUERZO PERMISIBLE 11.2 KPSI (772.21 bar)EFICIENCIA DE JUNTA 1
TABLETA CON AJMALICINA COMO PRINCIPIO ACTIVO OBTENIDO A PARTIR DE UN CULTIVO DE CELULAS VEGETALES DE Catharanthus roseus
ASME
INBIOQUIMesterilizado y fermentación
Ciudad Industrial Benito Juares, ave. 5 de febrero
CAPACIDAD DE OPERACIÓN: DATOS DE DISEÑODIBUJOS DE REFERENCIA: CÓDIGO ESTAMPADO REQ. (SI) (NO)
5.29
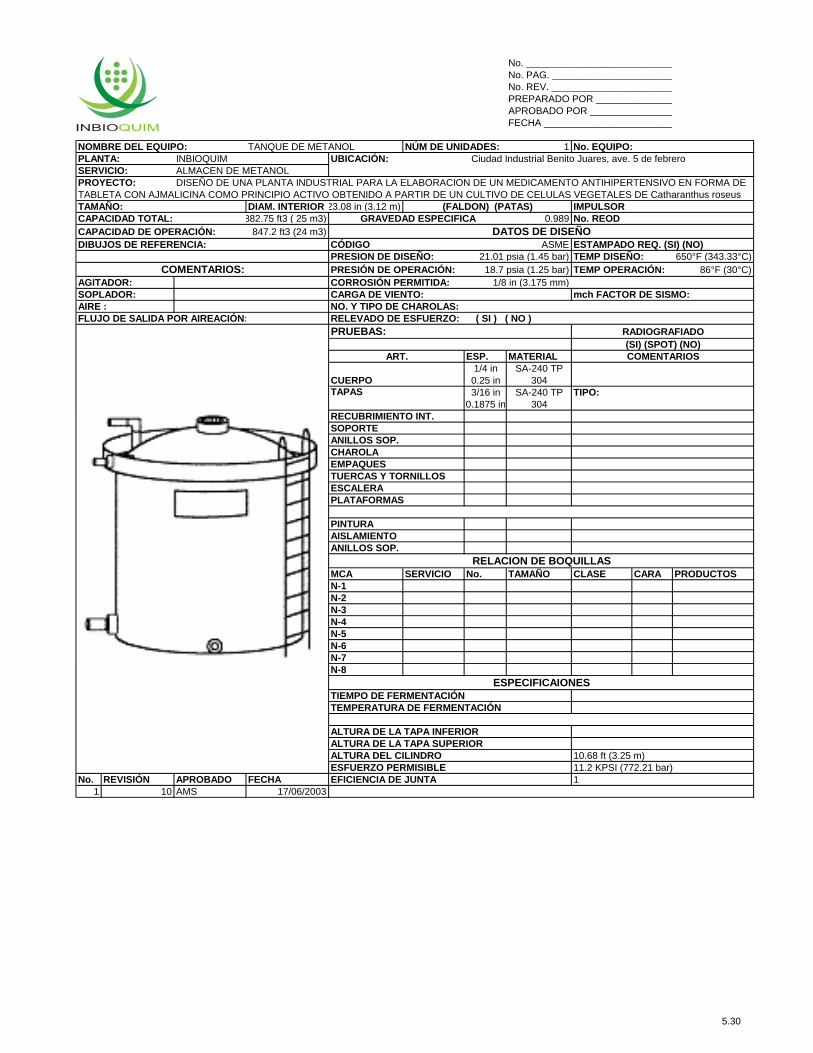
TANQUE DE METANOL 1INBIOQUIM UBICACIÓN:ALMACEN DE METANOL
DIAM. INTERIOR123.08 in (3.12 m)882.75 ft3 ( 25 m3) 0.989 No. REOD
847.2 ft3 (24 m3)ASME
PRESION DE DISEÑO: 21.01 psia (1.45 bar) 650°F (343.33°C)PRESIÓN DE OPERACIÓN: 18.7 psia (1.25 bar) 86°F (30°C)CORROSIÓN PERMITIDA: 1/8 in (3.175 mm)
mch FACTOR DE SISMO:
ESP. MATERIAL1/4 in
0.25 in3/16 in TIPO:
0.1875 in
MCA SERVICIO No. TAMAÑO CLASE CARA PRODUCTOSN-1N-2N-3N-4N-5N-6N-7N-8
No. REVISIÓN APROBADO FECHA1 10 AMS 17/06/2003
No. _____________________________No. PAG. ________________________No. REV. ________________________PREPARADO POR _______________APROBADO POR ________________FECHA _________________________
NOMBRE DEL EQUIPO: NÚM DE UNIDADES: No. EQUIPO:PLANTA:SERVICIO:PROYECTO: DISEÑO DE UNA PLANTA INDUSTRIAL PARA LA ELABORACION DE UN MEDICAMENTO ANTIHIPERTENSIVO EN FORMA DE
TAMAÑO: (FALDON) (PATAS) IMPULSORCAPACIDAD TOTAL: GRAVEDAD ESPECIFICACAPACIDAD DE OPERACIÓN: DATOS DE DISEÑODIBUJOS DE REFERENCIA: CÓDIGO ESTAMPADO REQ. (SI) (NO)
CARGA DE VIENTO:
TEMP DISEÑO:COMENTARIOS: TEMP OPERACIÓN:
AGITADOR:SOPLADOR:AIRE : NO. Y TIPO DE CHAROLAS:FLUJO DE SALIDA POR AIREACIÓN: RELEVADO DE ESFUERZO: ( SI ) ( NO )
PRUEBAS: RADIOGRAFIADO(SI) (SPOT) (NO)
ART. COMENTARIOS
CUERPOTAPAS
SA-240 TP 304
SA-240 TP 304
RECUBRIMIENTO INT.SOPORTEANILLOS SOP.CHAROLAEMPAQUESTUERCAS Y TORNILLOSESCALERAPLATAFORMAS
ESPECIFICAIONESTIEMPO DE FERMENTACIÓN
PINTURAAISLAMIENTOANILLOS SOP.
EFICIENCIA DE JUNTA 1
ALTURA DE LA TAPA SUPERIORALTURA DEL CILINDRO 10.68 ft (3.25 m)ESFUERZO PERMISIBLE 11.2 KPSI (772.21 bar)
TEMPERATURA DE FERMENTACIÓN
ALTURA DE LA TAPA INFERIOR
RELACION DE BOQUILLAS
TABLETA CON AJMALICINA COMO PRINCIPIO ACTIVO OBTENIDO A PARTIR DE UN CULTIVO DE CELULAS VEGETALES DE Catharanthus roseus
Ciudad Industrial Benito Juares, ave. 5 de febrero
5.30

TANQUE DE ACETONITRILO 1UBICACIÓN:
ALMACEN DE ACETONITRILO
DIAM. INTERIOR 87.3 ft (2.21 m)353.1 ft3 (10 m3) 0.989 No. REOD302.4 ft3 (8.56 m3)
ASMEPRESION DE DISEÑO: 21.01 psia (1.45 bar) 650°F (343.33°C)PRESIÓN DE OPERACIÓN: 19.1 psia (1.32 bar) 86°F (30°C)CORROSIÓN PERMITIDA: 1/8 in (3.175 mm)
mch FACTOR DE SISMO:
ESP. MATERIAL
TIPO:
MCA SERVICIO No. TAMAÑO CLASE CARA PRODUCTOSN-1N-2N-3N-4N-5N-6N-7N-8
No. REVISIÓN APROBADO FECHA1 10 AMS 17/06/2003
No. _____________________________No. PAG. ________________________No. REV. ________________________PREPARADO POR _______________APROBADO POR ________________FECHA _________________________
NOMBRE DEL EQUIPO: NÚM DE UNIDADES: No. EQUIPO:PLANTA:SERVICIO:PROYECTO: DISEÑO DE UNA PLANTA INDUSTRIAL PARA LA ELABORACION DE UN MEDICAMENTO ANTIHIPERTENSIVO EN FORMA DE
TAMAÑO: (FALDON) (PATAS) IMPULSORCAPACIDAD TOTAL: GRAVEDAD ESPECIFICACAPACIDAD DE OPERACIÓN: DATOS DE DISEÑODIBUJOS DE REFERENCIA: CÓDIGO ESTAMPADO REQ. (SI) (NO)
CARGA DE VIENTO:
TEMP DISEÑO:COMENTARIOS: TEMP OPERACIÓN:
AGITADOR:SOPLADOR:AIRE : NO. Y TIPO DE CHAROLAS:FLUJO DE SALIDA POR AIREACIÓN: RELEVADO DE ESFUERZO: ( SI ) ( NO )
PRUEBAS: RADIOGRAFIADO(SI) (SPOT) (NO)
ART. COMENTARIOS
CUERPOTAPAS
SA-240 TP 304
SA-240 TP 304
RECUBRIMIENTO INT.SOPORTEANILLOS SOP.CHAROLAEMPAQUESTUERCAS Y TORNILLOSESCALERAPLATAFORMAS
PINTURAAISLAMIENTOANILLOS SOP.
RELACION DE BOQUILLAS
ESPECIFICAIONESTIEMPO DE FERMENTACIÓN
EFICIENCIA DE JUNTA 1
ALTURA DE LA TAPA SUPERIORALTURA DEL CILINDRO 8.5 ft (2.59 m)ESFUERZO PERMISIBLE 11.2 KPSI (772.21 bar)
TEMPERATURA DE FERMENTACIÓN
ALTURA DE LA TAPA INFERIOR
TABLETA CON AJMALICINA COMO PRINCIPIO ACTIVO OBTENIDO A PARTIR DE UN CULTIVO DE CELULAS VEGETALES DE Catharanthus roseus
INBIOQUIM Ciudad Industrial Benito Juares, ave. 5 de febrero
5.31
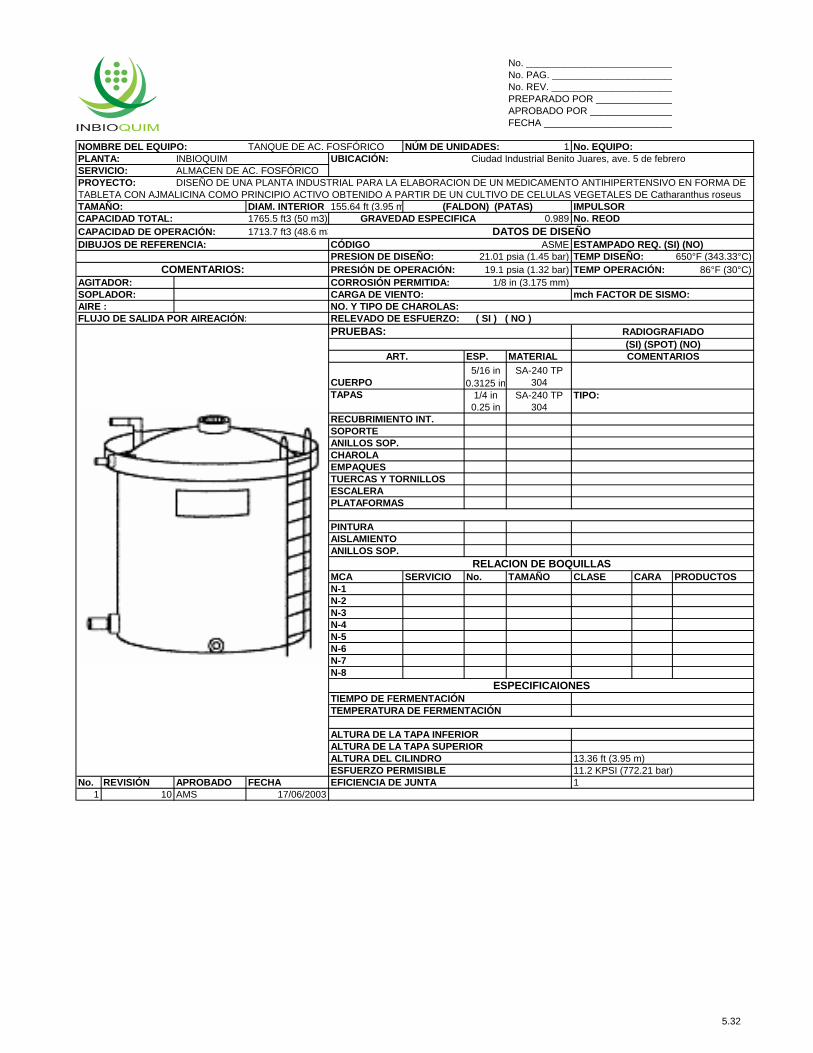
TANQUE DE AC. FOSFÓRICO 1INBIOQUIM UBICACIÓN:
DIAM. INTERIOR 155.64 ft (3.95 m)1765.5 ft3 (50 m3) 0.989 No. REOD1713.7 ft3 (48.6 m3)
PRESION DE DISEÑO: 21.01 psia (1.45 bar) 650°F (343.33°C)PRESIÓN DE OPERACIÓN: 19.1 psia (1.32 bar) 86°F (30°C)CORROSIÓN PERMITIDA: 1/8 in (3.175 mm)
mch FACTOR DE SISMO:
ESP. MATERIAL5/16 in
0.3125 in1/4 in TIPO:
0.25 in
MCA SERVICIO No. TAMAÑO CLASE CARA PRODUCTOSN-1N-2N-3N-4N-5N-6N-7N-8
No. REVISIÓN APROBADO FECHA1 10 AMS 17/06/2003
No. _____________________________No. PAG. ________________________No. REV. ________________________PREPARADO POR _______________APROBADO POR ________________FECHA _________________________
NOMBRE DEL EQUIPO: NÚM DE UNIDADES: No. EQUIPO:PLANTA:SERVICIO:PROYECTO: DISEÑO DE UNA PLANTA INDUSTRIAL PARA LA ELABORACION DE UN MEDICAMENTO ANTIHIPERTENSIVO EN FORMA DE
ALMACEN DE AC. FOSFÓRICOCiudad Industrial Benito Juares, ave. 5 de febrero
TAMAÑO: (FALDON) (PATAS) IMPULSORCAPACIDAD TOTAL: GRAVEDAD ESPECIFICACAPACIDAD DE OPERACIÓN: DATOS DE DISEÑODIBUJOS DE REFERENCIA: CÓDIGO ESTAMPADO REQ. (SI) (NO)
CARGA DE VIENTO:
TEMP DISEÑO:COMENTARIOS: TEMP OPERACIÓN:
AGITADOR:SOPLADOR:
RADIOGRAFIADO(SI) (SPOT) (NO)
AIRE : NO. Y TIPO DE CHAROLAS:FLUJO DE SALIDA POR AIREACIÓN: RELEVADO DE ESFUERZO: ( SI ) ( NO )
RECUBRIMIENTO INT.SOPORTEANILLOS SOP.CHAROLAEMPAQUESTUERCAS Y TORNILLOSESCALERAPLATAFORMAS
PINTURAAISLAMIENTOANILLOS SOP.
RELACION DE BOQUILLAS
ESPECIFICAIONESTIEMPO DE FERMENTACIÓNTEMPERATURA DE FERMENTACIÓN
ALTURA DE LA TAPA INFERIORALTURA DE LA TAPA SUPERIORALTURA DEL CILINDRO 13.36 ft (3.95 m)ESFUERZO PERMISIBLE 11.2 KPSI (772.21 bar)EFICIENCIA DE JUNTA 1
TABLETA CON AJMALICINA COMO PRINCIPIO ACTIVO OBTENIDO A PARTIR DE UN CULTIVO DE CELULAS VEGETALES DE Catharanthus roseus
ASME
SA-240 TP 304
SA-240 TP 304
ART. COMENTARIOS
CUERPOTAPAS
PRUEBAS:
5.32
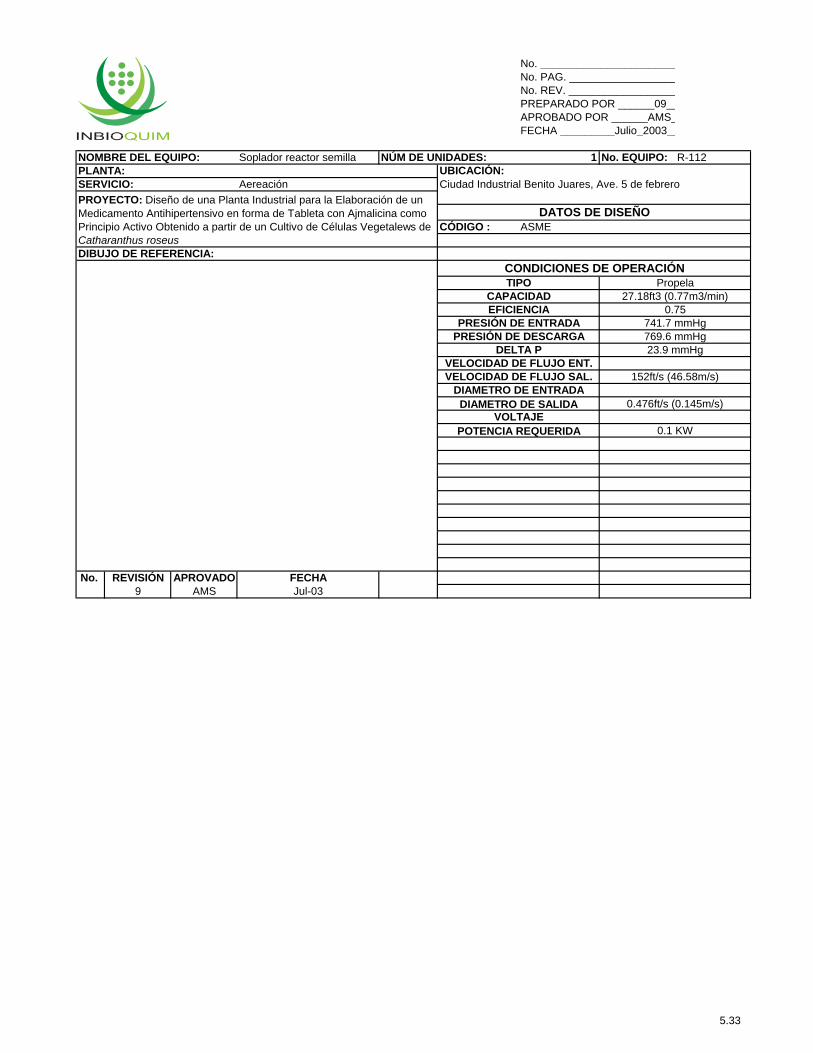
NOMBRE DEL EQUIPO: Soplador reactor semilla NÚM DE UNIDADES: 1 No. EQUIPO: R-112PLANTA: UBICACIÓN:SERVICIO: Aereación
CÓDIGO : ASME
DIBUJO DE REFERENCIA:
No. REVISIÓN APROVADO FECHA9 AMS Jul-03
No. ____________________________No. PAG. _______________________No. REV. _______________________PREPARADO POR ______09____APROBADO POR ______AMS____FECHA _________Julio_2003____
Ciudad Industrial Benito Juares, Ave. 5 de febrero
PRESIÓN DE ENTRADAPRESIÓN DE DESCARGA
PROYECTO: Diseño de una Planta Industrial para la Elaboración de un Medicamento Antihipertensivo en forma de Tableta con Ajmalicina como Principio Activo Obtenido a partir de un Cultivo de Células Vegetalews de Catharanthus roseus
DATOS DE DISEÑO
CONDICIONES DE OPERACIÓNPropela
27.18ft3 (0.77m3/min)0.75
741.7 mmHg
DIAMETRO DE SALIDAVOLTAJE
POTENCIA REQUERIDA
TIPO
DELTA PVELOCIDAD DE FLUJO ENT.VELOCIDAD DE FLUJO SAL.
DIAMETRO DE ENTRADA
CAPACIDADEFICIENCIA
0.476ft/s (0.145m/s)
0.1 KW
769.6 mmHg23.9 mmHg
152ft/s (46.58m/s)
5.33
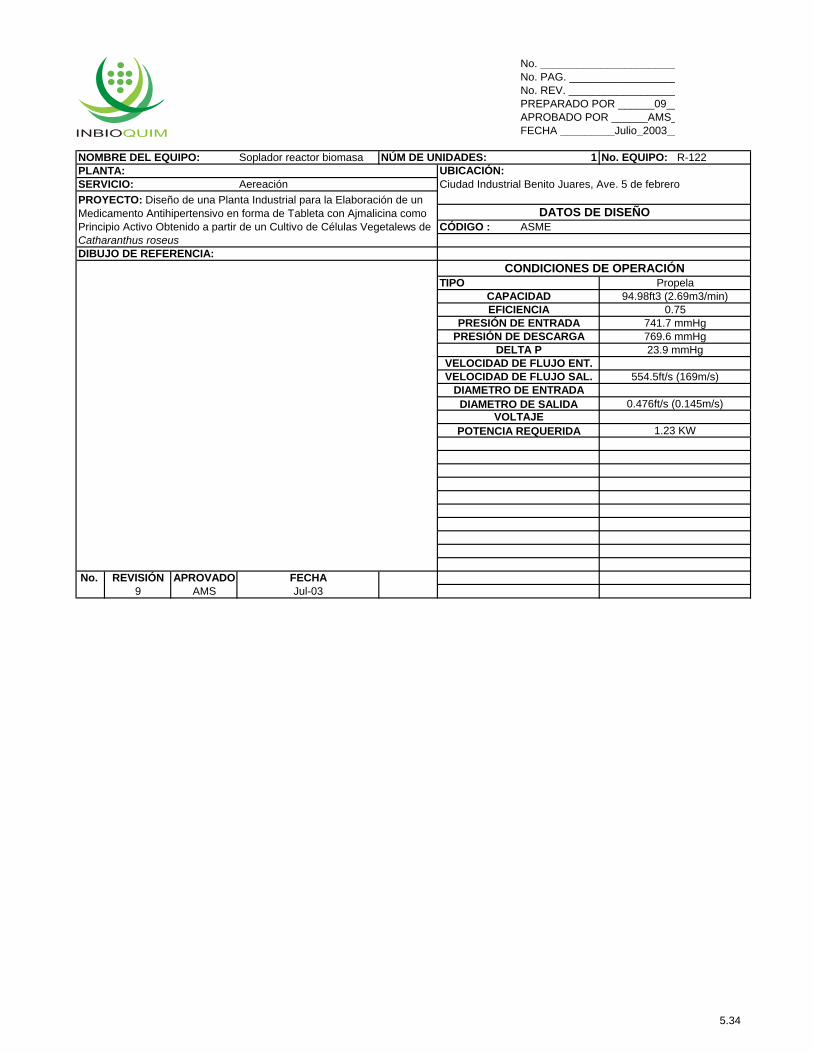
NOMBRE DEL EQUIPO: Soplador reactor biomasa NÚM DE UNIDADES: 1 No. EQUIPO: R-122PLANTA: UBICACIÓN:SERVICIO: Aereación
CÓDIGO : ASME
DIBUJO DE REFERENCIA:
TIPO
No. REVISIÓN APROVADO FECHA9 AMS Jul-03
No. ____________________________No. PAG. _______________________No. REV. _______________________PREPARADO POR ______09____APROBADO POR ______AMS____FECHA _________Julio_2003____
Ciudad Industrial Benito Juares, Ave. 5 de febreroPROYECTO: Diseño de una Planta Industrial para la Elaboración de un Medicamento Antihipertensivo en forma de Tableta con Ajmalicina como Principio Activo Obtenido a partir de un Cultivo de Células Vegetalews de Catharanthus roseus
DATOS DE DISEÑO
CONDICIONES DE OPERACIÓN
CAPACIDADEFICIENCIA
PRESIÓN DE ENTRADAPRESIÓN DE DESCARGA
DELTA PVELOCIDAD DE FLUJO ENT.VELOCIDAD DE FLUJO SAL.
DIAMETRO DE ENTRADADIAMETRO DE SALIDA
VOLTAJEPOTENCIA REQUERIDA
Propela94.98ft3 (2.69m3/min)
0.75741.7 mmHg769.6 mmHg23.9 mmHg
554.5ft/s (169m/s)
0.476ft/s (0.145m/s)
1.23 KW
5.34
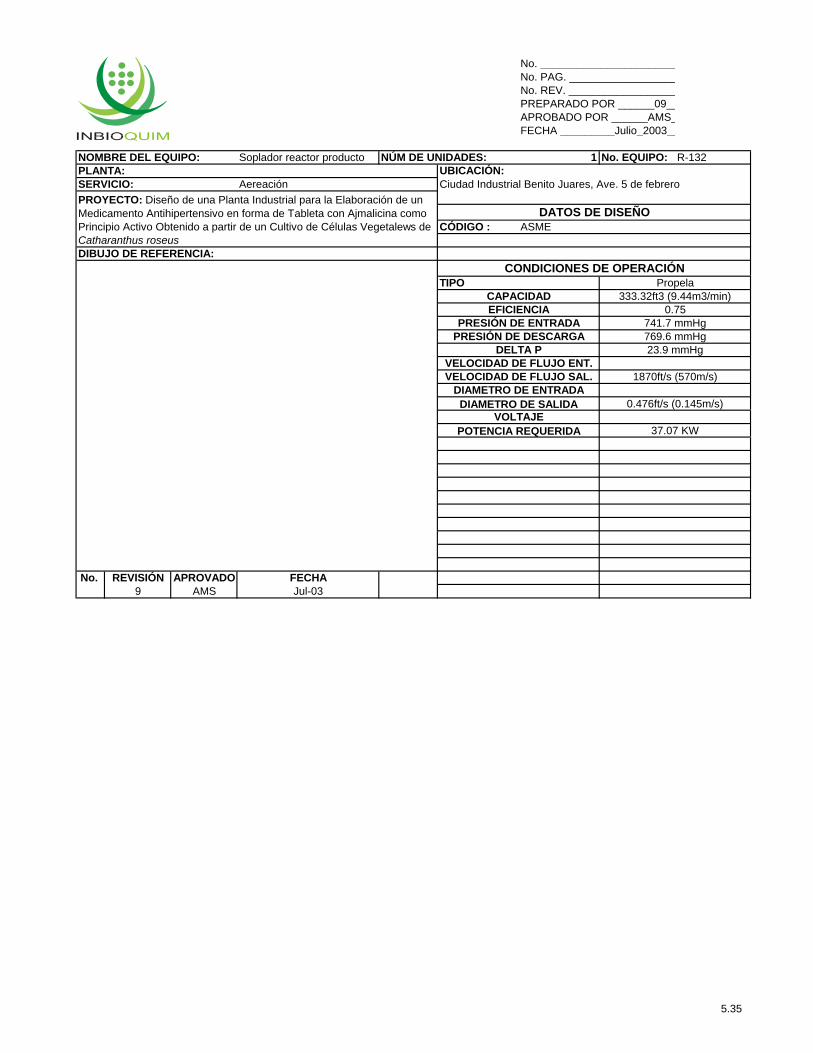
NOMBRE DEL EQUIPO: Soplador reactor producto NÚM DE UNIDADES: 1 No. EQUIPO: R-132PLANTA: UBICACIÓN:SERVICIO: Aereación
CÓDIGO : ASME
DIBUJO DE REFERENCIA:
TIPO
No. REVISIÓN APROVADO FECHA9 AMS Jul-03
No. ____________________________No. PAG. _______________________No. REV. _______________________PREPARADO POR ______09____APROBADO POR ______AMS____FECHA _________Julio_2003____
Ciudad Industrial Benito Juares, Ave. 5 de febreroPROYECTO: Diseño de una Planta Industrial para la Elaboración de un Medicamento Antihipertensivo en forma de Tableta con Ajmalicina como Principio Activo Obtenido a partir de un Cultivo de Células Vegetalews de Catharanthus roseus
DATOS DE DISEÑO
CONDICIONES DE OPERACIÓN
CAPACIDADEFICIENCIA
PRESIÓN DE ENTRADAPRESIÓN DE DESCARGA
DELTA PVELOCIDAD DE FLUJO ENT.VELOCIDAD DE FLUJO SAL.
DIAMETRO DE ENTRADADIAMETRO DE SALIDA
VOLTAJEPOTENCIA REQUERIDA
Propela333.32ft3 (9.44m3/min)
0.75741.7 mmHg769.6 mmHg23.9 mmHg
1870ft/s (570m/s)
0.476ft/s (0.145m/s)
37.07 KW
5.35
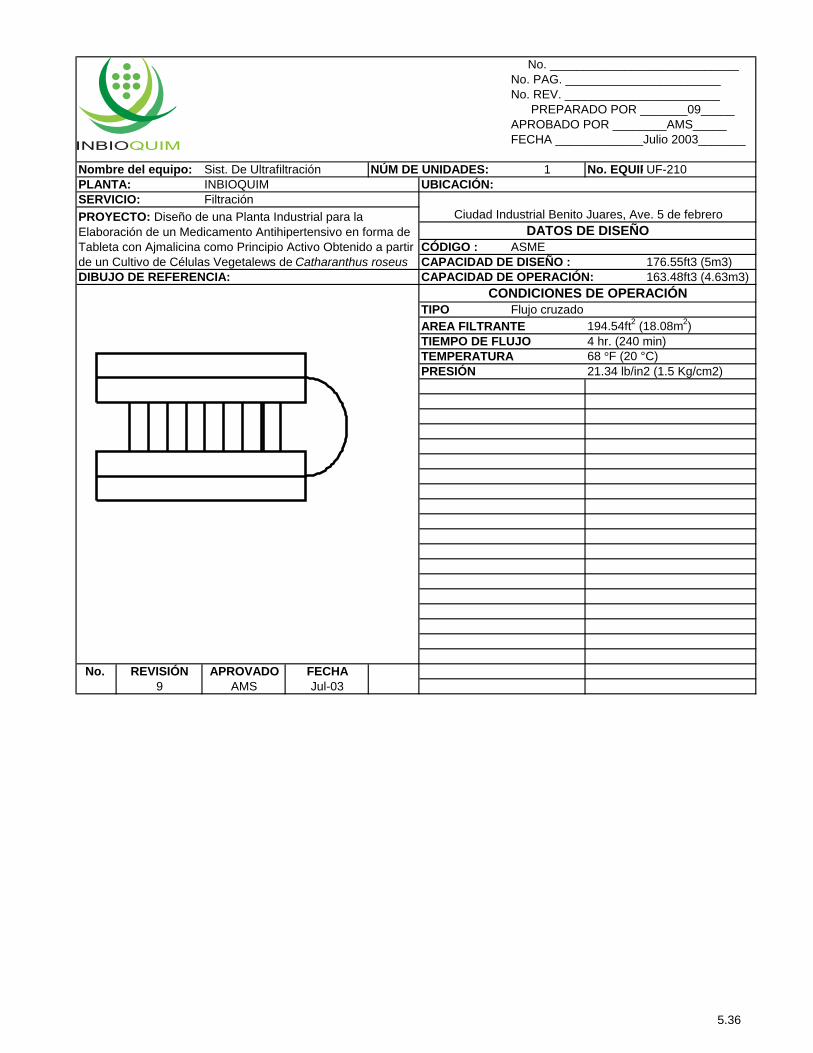
No. PAG. _______________________No. REV. _______________________
APROBADO POR ________AMS_____FECHA _____________Julio 2003_______
Nombre del equipo: Sist. De Ultrafiltración NÚM DE UNIDADES: 1 No. EQUIPO:UF-210PLANTA: INBIOQUIM UBICACIÓN:SERVICIO: Filtración
CÓDIGO : ASMECAPACIDAD DE DISEÑO : 176.55ft3 (5m3)
DIBUJO DE REFERENCIA: CAPACIDAD DE OPERACIÓN: 163.48ft3 (4.63m3)
TIPO Flujo cruzadoAREA FILTRANTE 194.54ft2 (18.08m2)TIEMPO DE FLUJO 4 hr. (240 min)TEMPERATURA 68 °F (20 °C)PRESIÓN 21.34 lb/in2 (1.5 Kg/cm2)
No. REVISIÓN APROVADO FECHA9 AMS Jul-03
DATOS DE DISEÑO
CONDICIONES DE OPERACIÓN
PROYECTO: Diseño de una Planta Industrial para la Elaboración de un Medicamento Antihipertensivo en forma de Tableta con Ajmalicina como Principio Activo Obtenido a partir de un Cultivo de Células Vegetalews de Catharanthus roseus
No. ____________________________
PREPARADO POR _______09_____
Ciudad Industrial Benito Juares, Ave. 5 de febrero
5.36

No. ____________________________No. PAG. _______________________
PREPARADO POR ______09____APROBADO POR ______AMS____FECHA _________Julio_2003____
NOMBRE DEL EQUIPO: Secador de Charolas NÚM DE UNIDADES: 1 No. EQUIPO: S-210PLANTA: INBIOQUIMSERVICIO: Aereación
CÓDIGO : ASME
DIBUJO DE REFERENCIA:
Volumen de la BandejaTiempo de secadoArea de secado
No. REVISIÓN APROVADO FECHA9 AMS Jul-03
60% de húmedad a 20 °CCondiciones de Salida
2% hímedad a 60 °C
10.76ft (1m2)Condiciones de Material a Manejar
Secador de bandejas196.86ft (60m/min)
0.05296ft3 (0.0015m3)1.64 hr
PROYECTO: Diseño de una Planta Industrial para la Elaboración de un Medicamento Antihipertensivo en forma de Tableta con Ajmalicina como Principio Activo Obtenido a partir de un Cultivo de Células Vegetalews de Catharanthus roseus
DATOS DE DISEÑO
CONDICIONES DE OPERACIÓN
No. REV. _______________________
Condicione sde alimentación60 °C
Temperatura Maxima del MaterialTipo Termosensible
Ciudad Industrial Benito Juares, Ave. 5 de febreroUBICACIÓN:
TipoVelocidad de aire:
5.37
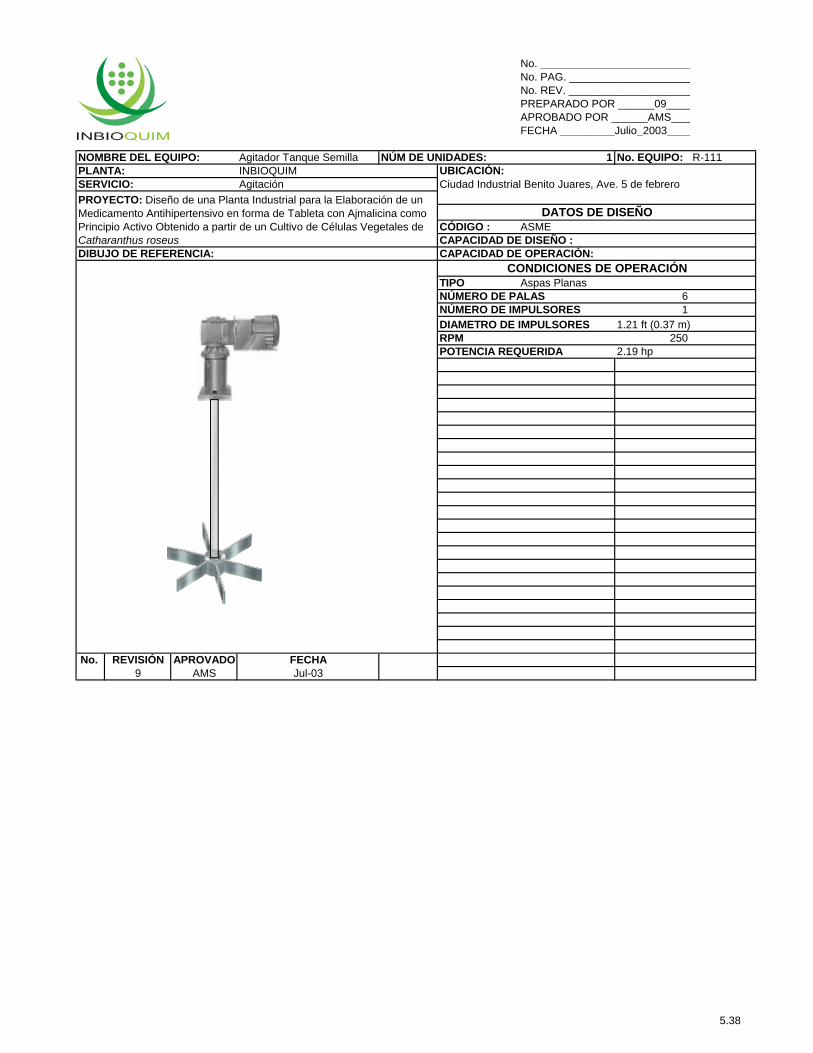
NOMBRE DEL EQUIPO: Agitador Tanque Semilla NÚM DE UNIDADES: 1 No. EQUIPO: R-111PLANTA: INBIOQUIM UBICACIÓN:SERVICIO: Agitación
CÓDIGO : ASMECAPACIDAD DE DISEÑO :
DIBUJO DE REFERENCIA: CAPACIDAD DE OPERACIÓN:
TIPO Aspas PlanasNÚMERO DE PALAS 6NÚMERO DE IMPULSORES 1DIAMETRO DE IMPULSORES 1.21 ft (0.37 m)RPM 250POTENCIA REQUERIDA 2.19 hp
No. REVISIÓN APROVADO FECHA9 AMS Jul-03
No. ____________________________No. PAG. _______________________No. REV. _______________________PREPARADO POR ______09____APROBADO POR ______AMS____FECHA _________Julio_2003____
DATOS DE DISEÑO
CONDICIONES DE OPERACIÓN
Ciudad Industrial Benito Juares, Ave. 5 de febreroPROYECTO: Diseño de una Planta Industrial para la Elaboración de un Medicamento Antihipertensivo en forma de Tableta con Ajmalicina como Principio Activo Obtenido a partir de un Cultivo de Células Vegetales de Catharanthus roseus
5.38
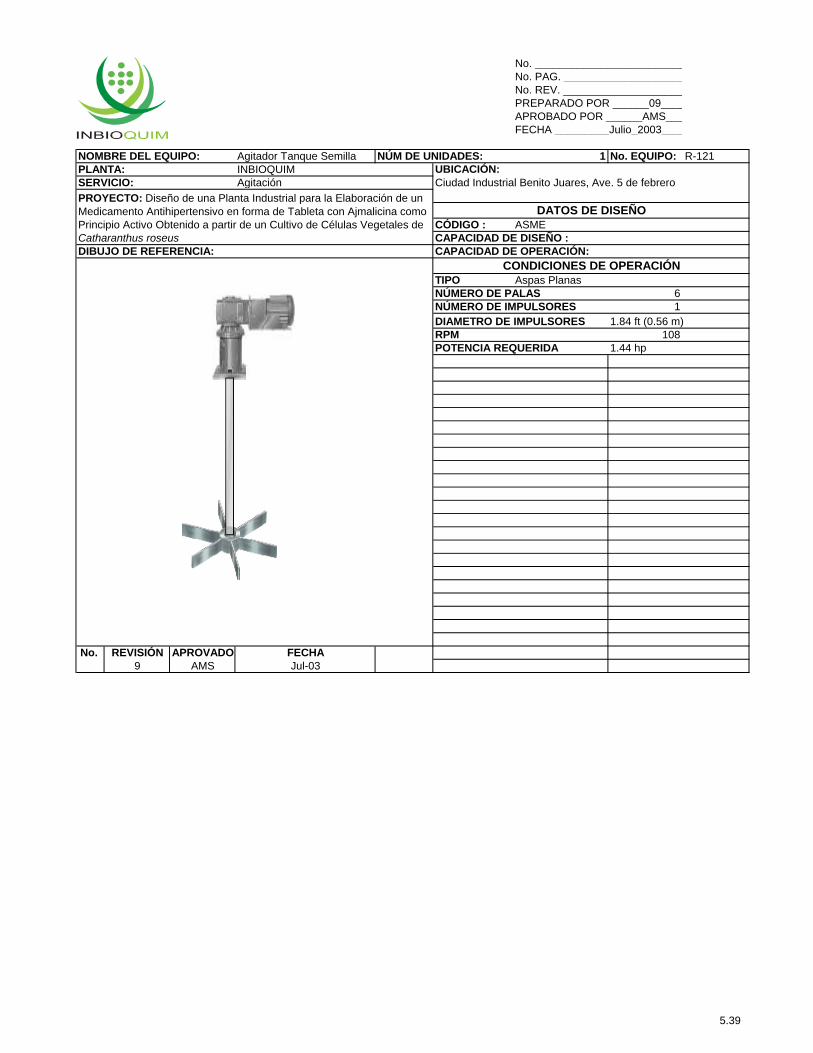
NOMBRE DEL EQUIPO: Agitador Tanque Semilla NÚM DE UNIDADES: 1 No. EQUIPO: R-121PLANTA: INBIOQUIM UBICACIÓN:SERVICIO: Agitación
CÓDIGO : ASMECAPACIDAD DE DISEÑO :
DIBUJO DE REFERENCIA: CAPACIDAD DE OPERACIÓN:
TIPO Aspas PlanasNÚMERO DE PALAS 6NÚMERO DE IMPULSORES 1DIAMETRO DE IMPULSORES 1.84 ft (0.56 m)RPM 108POTENCIA REQUERIDA 1.44 hp
No. REVISIÓN APROVADO FECHA9 AMS Jul-03
No. ____________________________No. PAG. _______________________No. REV. _______________________PREPARADO POR ______09____APROBADO POR ______AMS____FECHA _________Julio_2003____
Ciudad Industrial Benito Juares, Ave. 5 de febreroPROYECTO: Diseño de una Planta Industrial para la Elaboración de un Medicamento Antihipertensivo en forma de Tableta con Ajmalicina como Principio Activo Obtenido a partir de un Cultivo de Células Vegetales de Catharanthus roseus
DATOS DE DISEÑO
CONDICIONES DE OPERACIÓN
5.39
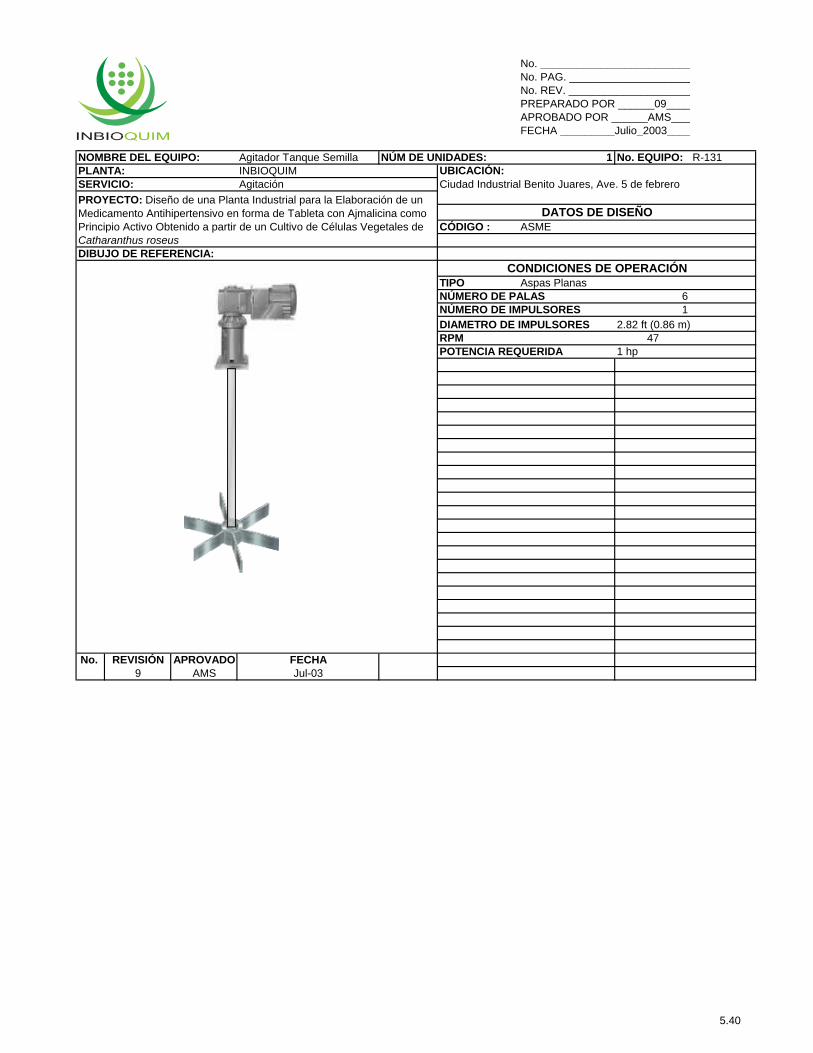
NOMBRE DEL EQUIPO: Agitador Tanque Semilla NÚM DE UNIDADES: 1 No. EQUIPO: R-131PLANTA: INBIOQUIM UBICACIÓN:SERVICIO: Agitación
CÓDIGO : ASME
DIBUJO DE REFERENCIA:
TIPO Aspas PlanasNÚMERO DE PALAS 6NÚMERO DE IMPULSORES 1DIAMETRO DE IMPULSORES 2.82 ft (0.86 m)RPM 47POTENCIA REQUERIDA 1 hp
No. REVISIÓN APROVADO FECHA9 AMS Jul-03
No. ____________________________No. PAG. _______________________No. REV. _______________________PREPARADO POR ______09____APROBADO POR ______AMS____FECHA _________Julio_2003____
Ciudad Industrial Benito Juares, Ave. 5 de febreroPROYECTO: Diseño de una Planta Industrial para la Elaboración de un Medicamento Antihipertensivo en forma de Tableta con Ajmalicina como Principio Activo Obtenido a partir de un Cultivo de Células Vegetales de Catharanthus roseus
DATOS DE DISEÑO
CONDICIONES DE OPERACIÓN
5.40

NOMBRE DEL EQUIPO: Agitador Tanque ELL NÚM DE UNIDADES: 1 No. EQUIPO: R-212PLANTA: INBIOQUIM UBICACIÓN:SERVICIO: Agitación
CÓDIGO : ASME
DIBUJO DE REFERENCIA:
TIPO Aspas PlanasNÚMERO DE PALAS 6NÚMERO DE IMPULSORES 1DIAMETRO DE IMPULSORES 3.05 ft (0.93 m)RPM 40POTENCIA REQUERIDA 1.64 hp
No. REVISIÓN APROVADO FECHA9 AMS Jul-03
No. ____________________________No. PAG. _______________________No. REV. _______________________PREPARADO POR ______09____APROBADO POR ______AMS____FECHA _________Julio_2003____
Ciudad Industrial Benito Juares, Ave. 5 de febreroPROYECTO: Diseño de una Planta Industrial para la Elaboración de un Medicamento Antihipertensivo en forma de Tableta con Ajmalicina como Principio Activo Obtenido a partir de un Cultivo de Células Vegetales de Catharanthus roseus
DATOS DE DISEÑO
CONDICIONES DE OPERACIÓN
5.41
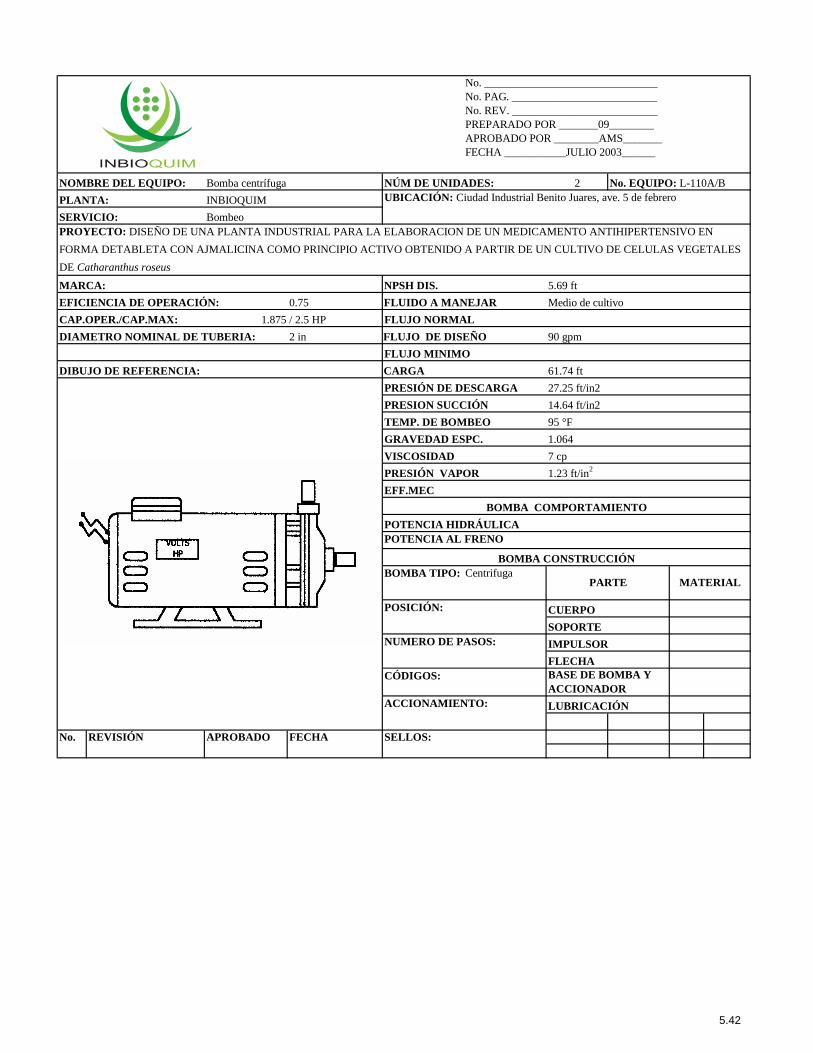
2
0.75
2 in
27.25 ft/in2
Centrifuga
No. REVISIÓN APROBADO FECHA SELLOS:
No. _______________________________No. PAG. __________________________No. REV. __________________________PREPARADO POR _______09________APROBADO POR ________AMS_______FECHA ___________JULIO 2003______
NOMBRE DEL EQUIPO: Bomba centrífuga NÚM DE UNIDADES:PLANTA: INBIOQUIM UBICACIÓN: Ciudad Industrial Benito Juares, ave. 5 de febrero
SERVICIO: BombeoPROYECTO: DISEÑO DE UNA PLANTA INDUSTRIAL PARA LA ELABORACION DE UN MEDICAMENTO ANTIHIPERTENSIVO EN FORMA DETABLETA CON AJMALICINA COMO PRINCIPIO ACTIVO OBTENIDO A PARTIR DE UN CULTIVO DE CELULAS VEGETALES DE Catharanthus roseus MARCA: NPSH DIS. 5.69 ftEFICIENCIA DE OPERACIÓN: FLUIDO A MANEJAR Medio de cultivoCAP.OPER./CAP.MAX: 1.875 / 2.5 HP FLUJO NORMALDIAMETRO NOMINAL DE TUBERIA: FLUJO DE DISEÑO 90 gpm
FLUJO MINIMODIBUJO DE REFERENCIA: CARGA 61.74 ft
PRESIÓN DE DESCARGAPRESION SUCCIÓN 14.64 ft/in2TEMP. DE BOMBEO 95 °FGRAVEDAD ESPC. 1.064VISCOSIDAD 7 cpPRESIÓN VAPOR 1.23 ft/in2
EFF.MECBOMBA COMPORTAMIENTO
POTENCIA HIDRÁULICAPOTENCIA AL FRENO
BOMBA CONSTRUCCIÓNBOMBA TIPO:
PARTE MATERIAL
POSICIÓN: CUERPOSOPORTE
NUMERO DE PASOS: IMPULSORFLECHA
No. EQUIPO: L-110A/B
ACCIONAMIENTO: LUBRICACIÓN
CÓDIGOS: BASE DE BOMBA Y ACCIONADOR
5.42
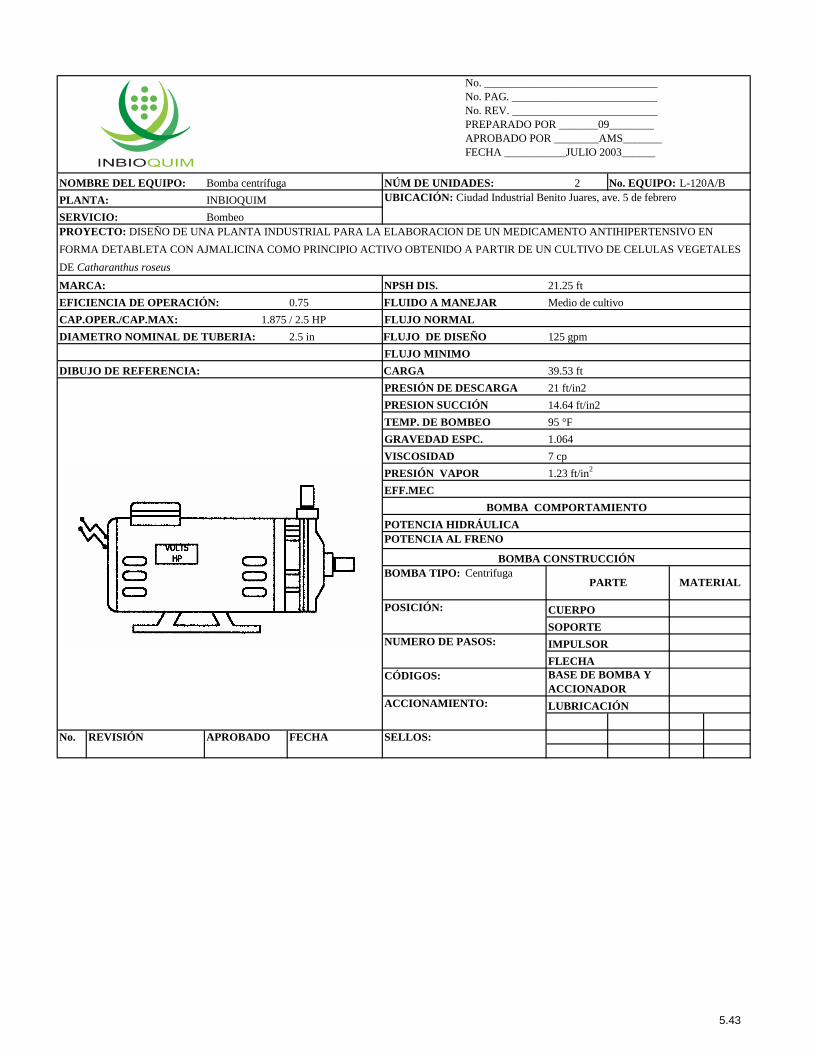
2
0.75
2.5 in
21 ft/in2
Centrifuga
No. REVISIÓN APROBADO FECHA SELLOS:
No. _______________________________No. PAG. __________________________No. REV. __________________________PREPARADO POR _______09________APROBADO POR ________AMS_______FECHA ___________JULIO 2003______
NOMBRE DEL EQUIPO: Bomba centrífuga NÚM DE UNIDADES: No. EQUIPO: L-120A/B PLANTA: INBIOQUIM UBICACIÓN: Ciudad Industrial Benito Juares, ave. 5 de febrero
SERVICIO: BombeoPROYECTO: DISEÑO DE UNA PLANTA INDUSTRIAL PARA LA ELABORACION DE UN MEDICAMENTO ANTIHIPERTENSIVO EN FORMA DETABLETA CON AJMALICINA COMO PRINCIPIO ACTIVO OBTENIDO A PARTIR DE UN CULTIVO DE CELULAS VEGETALES DE Catharanthus roseus MARCA: NPSH DIS. 21.25 ftEFICIENCIA DE OPERACIÓN: FLUIDO A MANEJAR Medio de cultivoCAP.OPER./CAP.MAX: 1.875 / 2.5 HP FLUJO NORMALDIAMETRO NOMINAL DE TUBERIA: FLUJO DE DISEÑO 125 gpm
FLUJO MINIMODIBUJO DE REFERENCIA: CARGA 39.53 ft
PRESIÓN DE DESCARGAPRESION SUCCIÓN 14.64 ft/in2TEMP. DE BOMBEO 95 °FGRAVEDAD ESPC. 1.064VISCOSIDAD 7 cpPRESIÓN VAPOR 1.23 ft/in2
EFF.MECBOMBA COMPORTAMIENTO
POTENCIA HIDRÁULICAPOTENCIA AL FRENO
BOMBA CONSTRUCCIÓNBOMBA TIPO:
PARTE MATERIAL
POSICIÓN: CUERPOSOPORTE
NUMERO DE PASOS: IMPULSORFLECHA
CÓDIGOS: BASE DE BOMBA Y ACCIONADOR
ACCIONAMIENTO: LUBRICACIÓN
5.43

4
0.75
1 in
21.26 ft/in2
Centrifuga
No. REVISIÓN APROBADO FECHA SELLOS:
No. _______________________________No. PAG. __________________________No. REV. __________________________PREPARADO POR _______09________APROBADO POR ________AMS_______FECHA ___________JULIO 2003______
NOMBRE DEL EQUIPO: Bomba centrífuga NÚM DE UNIDADES:No. EQUIPO: L-130 A/B/C/D
PLANTA: INBIOQUIM UBICACIÓN: Ciudad Industrial Benito Juares, ave. 5 de febrero
SERVICIO: BombeoPROYECTO: DISEÑO DE UNA PLANTA INDUSTRIAL PARA LA ELABORACION DE UN MEDICAMENTO ANTIHIPERTENSIVO EN FORMA DETABLETA CON AJMALICINA COMO PRINCIPIO ACTIVO OBTENIDO A PARTIR DE UN CULTIVO DE CELULAS VEGETALES DE Catharanthus roseus MARCA: NPSH DIS. 23.7 ftEFICIENCIA DE OPERACIÓN: FLUIDO A MANEJAR Medio de cultivoCAP.OPER./CAP.MAX: 0.375 / 0.5 HP FLUJO NORMALDIAMETRO NOMINAL DE TUBERIA: FLUJO DE DISEÑO 10 gpm
FLUJO MINIMODIBUJO DE REFERENCIA: CARGA 32 ft
PRESIÓN DE DESCARGAPRESION SUCCIÓN 14.64 ft/in2TEMP. DE BOMBEO 95 °FGRAVEDAD ESPC. 1.064VISCOSIDAD 7 cpPRESIÓN VAPOR 1.23 ft/in2
EFF.MECBOMBA COMPORTAMIENTO
POTENCIA HIDRÁULICAPOTENCIA AL FRENO
BOMBA CONSTRUCCIÓNBOMBA TIPO:
PARTE MATERIAL
POSICIÓN: CUERPOSOPORTE
NUMERO DE PASOS: IMPULSORFLECHA
CÓDIGOS: BASE DE BOMBA Y ACCIONADOR
ACCIONAMIENTO: LUBRICACIÓN
5.44
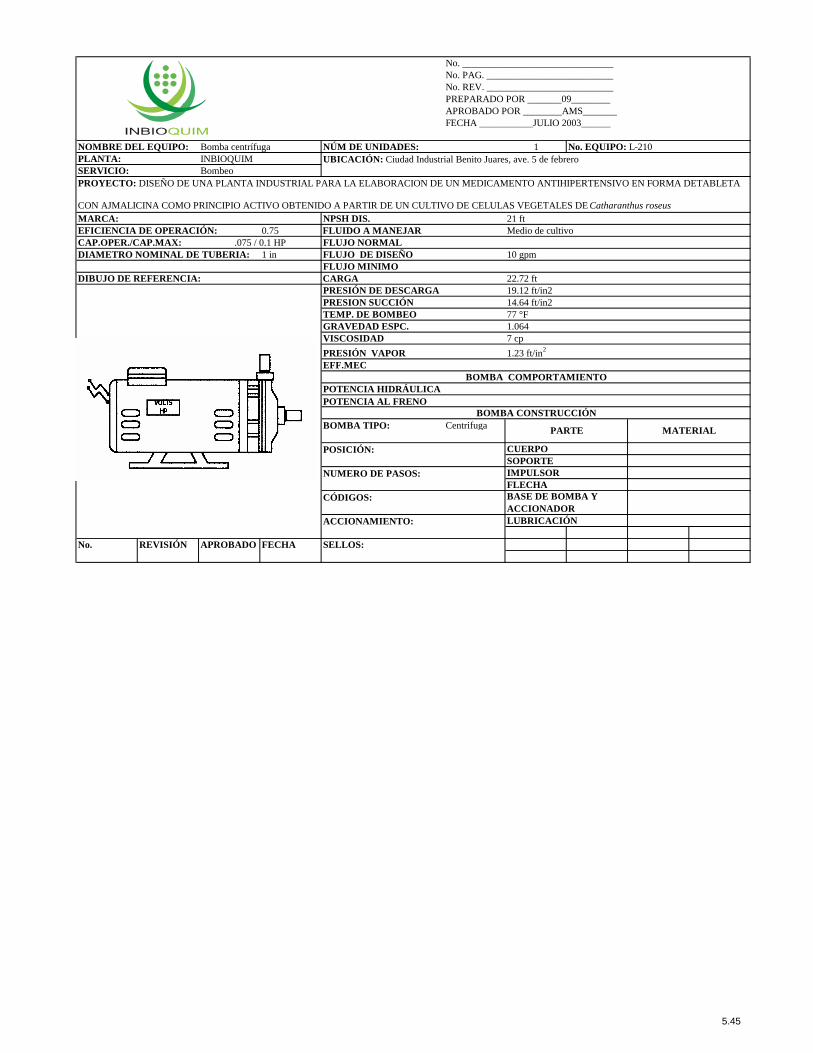
1
0.75
1 in
19.12 ft/in2
Centrifuga
No. REVISIÓN APROBADO FECHA SELLOS:
No. _______________________________No. PAG. __________________________No. REV. __________________________PREPARADO POR _______09________APROBADO POR ________AMS_______FECHA ___________JULIO 2003______
NOMBRE DEL EQUIPO: Bomba centrífuga NÚM DE UNIDADES: No. EQUIPO: L-210PLANTA: INBIOQUIM UBICACIÓN: Ciudad Industrial Benito Juares, ave. 5 de febreroSERVICIO: BombeoPROYECTO: DISEÑO DE UNA PLANTA INDUSTRIAL PARA LA ELABORACION DE UN MEDICAMENTO ANTIHIPERTENSIVO EN FORMA DETABLETA
CON AJMALICINA COMO PRINCIPIO ACTIVO OBTENIDO A PARTIR DE UN CULTIVO DE CELULAS VEGETALES DE Catharanthus roseus MARCA: NPSH DIS. 21 ftEFICIENCIA DE OPERACIÓN: FLUIDO A MANEJAR Medio de cultivoCAP.OPER./CAP.MAX: .075 / 0.1 HP FLUJO NORMALDIAMETRO NOMINAL DE TUBERIA: FLUJO DE DISEÑO 10 gpm
FLUJO MINIMODIBUJO DE REFERENCIA: CARGA 22.72 ft
PRESIÓN DE DESCARGAPRESION SUCCIÓN 14.64 ft/in2TEMP. DE BOMBEO 77 °FGRAVEDAD ESPC. 1.064VISCOSIDAD 7 cpPRESIÓN VAPOR 1.23 ft/in2
EFF.MECBOMBA COMPORTAMIENTO
POTENCIA HIDRÁULICAPOTENCIA AL FRENO
BOMBA CONSTRUCCIÓNBOMBA TIPO: PARTE MATERIAL
POSICIÓN: CUERPOSOPORTE
NUMERO DE PASOS: IMPULSORFLECHA
CÓDIGOS: BASE DE BOMBA Y ACCIONADOR
ACCIONAMIENTO: LUBRICACIÓN
5.45

1
0.75
2.5 in
19.77 ft/in2
Centrifuga
No. REVISIÓN APROBADO FECHA SELLOS:
No. _______________________________No. PAG. __________________________No. REV. __________________________PREPARADO POR _______09________APROBADO POR ________AMS_______FECHA ___________JULIO 2003______
NOMBRE DEL EQUIPO: Bomba centrífuga NÚM DE UNIDADES: No. EQUIPO: L-220PLANTA: INBIOQUIM UBICACIÓN: Ciudad Industrial Benito Juares, ave. 5 de febreroSERVICIO: BombeoPROYECTO: DISEÑO DE UNA PLANTA INDUSTRIAL PARA LA ELABORACION DE UN MEDICAMENTO ANTIHIPERTENSIVO EN FORMA DETABLETA
CON AJMALICINA COMO PRINCIPIO ACTIVO OBTENIDO A PARTIR DE UN CULTIVO DE CELULAS VEGETALES DE Catharanthus roseus MARCA: NPSH DIS. 23.3 ftEFICIENCIA DE OPERACIÓN: FLUIDO A MANEJAR MetanolCAP.OPER./CAP.MAX: 1.125 / 1.5 HP FLUJO NORMALDIAMETRO NOMINAL DE TUBERIA: FLUJO DE DISEÑO 125 gpm
FLUJO MINIMODIBUJO DE REFERENCIA: CARGA 33.2 ft
PRESIÓN DE DESCARGAPRESION SUCCIÓN 14.64 ft/in2TEMP. DE BOMBEO 77 °FGRAVEDAD ESPC. 0.7915VISCOSIDAD 0.8 cpPRESIÓN VAPOR 2.05 ft/in2
EFF.MECBOMBA COMPORTAMIENTO
POTENCIA HIDRÁULICAPOTENCIA AL FRENO
BOMBA CONSTRUCCIÓNBOMBA TIPO: PARTE MATERIAL
POSICIÓN: CUERPOSOPORTE
NUMERO DE PASOS: IMPULSORFLECHA
CÓDIGOS: BASE DE BOMBA Y ACCIONADOR
ACCIONAMIENTO: LUBRICACIÓN
5.46

1
0.75
1.5 in
24 ft/in2
Centrifuga
No. REVISIÓN APROBADO FECHA SELLOS:
No. _______________________________No. PAG. __________________________No. REV. __________________________PREPARADO POR _______09________APROBADO POR ________AMS_______FECHA ___________JULIO 2003______
NOMBRE DEL EQUIPO: Bomba centrífuga NÚM DE UNIDADES: No. EQUIPO: L-230PLANTA: INBIOQUIM UBICACIÓN: Ciudad Industrial Benito Juares, ave. 5 de febreroSERVICIO: BombeoPROYECTO: DISEÑO DE UNA PLANTA INDUSTRIAL PARA LA ELABORACION DE UN MEDICAMENTO ANTIHIPERTENSIVO EN FORMA DETABLETA
CON AJMALICINA COMO PRINCIPIO ACTIVO OBTENIDO A PARTIR DE UN CULTIVO DE CELULAS VEGETALES DE Catharanthus roseus MARCA: NPSH DIS. 10.81 ftEFICIENCIA DE OPERACIÓN: FLUIDO A MANEJAR MetanolCAP.OPER./CAP.MAX: 0.75 / 1 HP FLUJO NORMALDIAMETRO NOMINAL DE TUBERIA: FLUJO DE DISEÑO 50 gpm
FLUJO MINIMODIBUJO DE REFERENCIA: CARGA 61.5 ft
PRESIÓN DE DESCARGAPRESION SUCCIÓN 14.64 ft/in2TEMP. DE BOMBEO 77 °FGRAVEDAD ESPC. 0.7915VISCOSIDAD 0.8 cpPRESIÓN VAPOR 2.05 ft/in2
EFF.MECBOMBA COMPORTAMIENTO
POTENCIA HIDRÁULICAPOTENCIA AL FRENO
BOMBA CONSTRUCCIÓNBOMBA TIPO: PARTE MATERIAL
POSICIÓN: CUERPOSOPORTE
NUMERO DE PASOS: IMPULSORFLECHA
CÓDIGOS: BASE DE BOMBA Y ACCIONADOR
ACCIONAMIENTO: LUBRICACIÓN
5.47
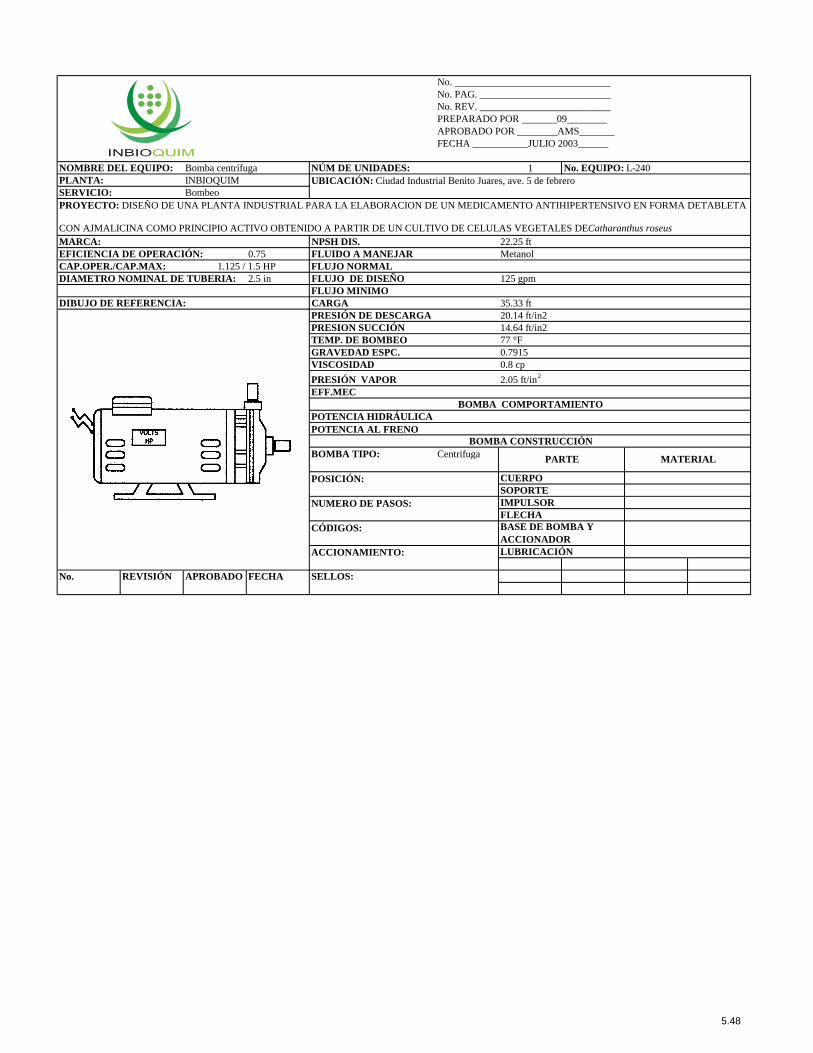
1
0.75
2.5 in
20.14 ft/in2
Centrifuga
No. REVISIÓN APROBADO FECHA SELLOS:
No. _______________________________No. PAG. __________________________No. REV. __________________________PREPARADO POR _______09________APROBADO POR ________AMS_______FECHA ___________JULIO 2003______
NOMBRE DEL EQUIPO: Bomba centrífuga NÚM DE UNIDADES: No. EQUIPO: L-240PLANTA: INBIOQUIM UBICACIÓN: Ciudad Industrial Benito Juares, ave. 5 de febreroSERVICIO: BombeoPROYECTO: DISEÑO DE UNA PLANTA INDUSTRIAL PARA LA ELABORACION DE UN MEDICAMENTO ANTIHIPERTENSIVO EN FORMA DETABLETA
CON AJMALICINA COMO PRINCIPIO ACTIVO OBTENIDO A PARTIR DE UN CULTIVO DE CELULAS VEGETALES DE Catharanthus roseus MARCA: NPSH DIS. 22.25 ftEFICIENCIA DE OPERACIÓN: FLUIDO A MANEJAR MetanolCAP.OPER./CAP.MAX: 1.125 / 1.5 HP FLUJO NORMALDIAMETRO NOMINAL DE TUBERIA: FLUJO DE DISEÑO 125 gpm
FLUJO MINIMODIBUJO DE REFERENCIA: CARGA 35.33 ft
PRESIÓN DE DESCARGAPRESION SUCCIÓN 14.64 ft/in2TEMP. DE BOMBEO 77 °FGRAVEDAD ESPC. 0.7915VISCOSIDAD 0.8 cpPRESIÓN VAPOR 2.05 ft/in2
EFF.MECBOMBA COMPORTAMIENTO
POTENCIA HIDRÁULICAPOTENCIA AL FRENO
BOMBA CONSTRUCCIÓNBOMBA TIPO: PARTE MATERIAL
POSICIÓN: CUERPOSOPORTE
NUMERO DE PASOS: IMPULSORFLECHA
CÓDIGOS: BASE DE BOMBA Y ACCIONADOR
ACCIONAMIENTO: LUBRICACIÓN
5.48
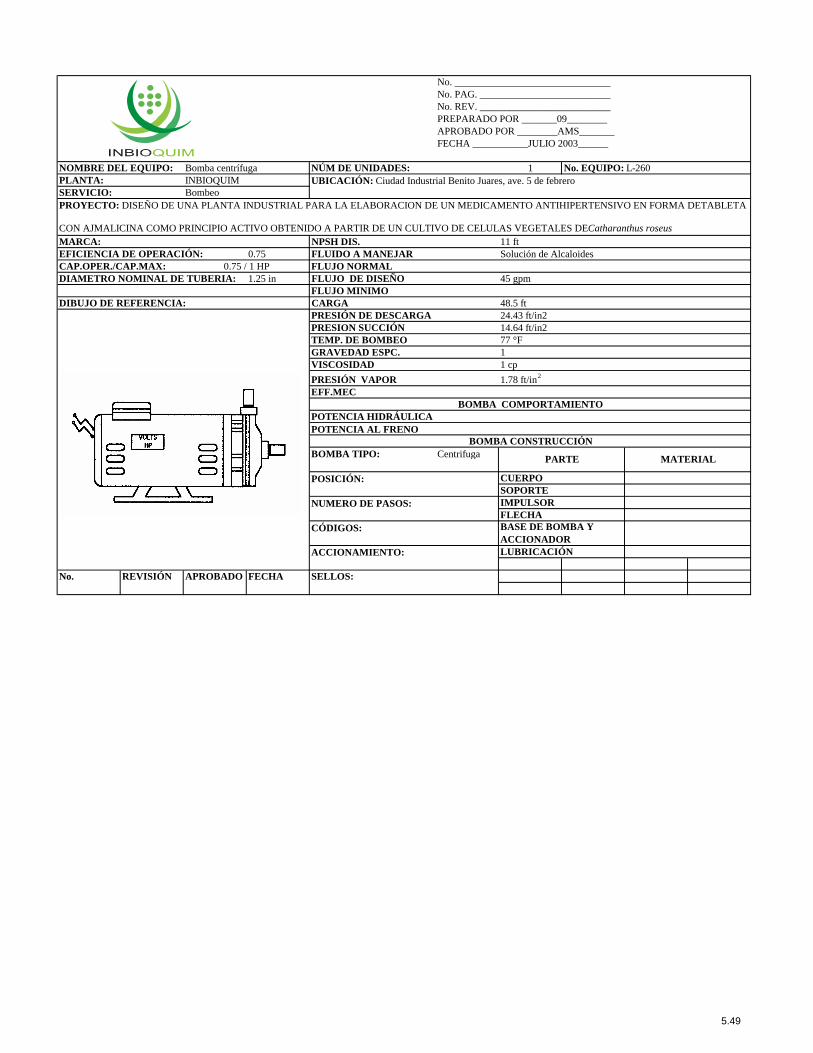
1
0.75
1.25 in
24.43 ft/in2
Centrifuga
No. REVISIÓN APROBADO FECHA SELLOS:
No. _______________________________No. PAG. __________________________No. REV. __________________________PREPARADO POR _______09________APROBADO POR ________AMS_______FECHA ___________JULIO 2003______
NOMBRE DEL EQUIPO: Bomba centrífuga NÚM DE UNIDADES: No. EQUIPO: L-260PLANTA: INBIOQUIM UBICACIÓN: Ciudad Industrial Benito Juares, ave. 5 de febreroSERVICIO: BombeoPROYECTO: DISEÑO DE UNA PLANTA INDUSTRIAL PARA LA ELABORACION DE UN MEDICAMENTO ANTIHIPERTENSIVO EN FORMA DETABLETA
CON AJMALICINA COMO PRINCIPIO ACTIVO OBTENIDO A PARTIR DE UN CULTIVO DE CELULAS VEGETALES DE Catharanthus roseus MARCA: NPSH DIS. 11 ftEFICIENCIA DE OPERACIÓN: FLUIDO A MANEJAR Solución de AlcaloidesCAP.OPER./CAP.MAX: 0.75 / 1 HP FLUJO NORMALDIAMETRO NOMINAL DE TUBERIA: FLUJO DE DISEÑO 45 gpm
FLUJO MINIMODIBUJO DE REFERENCIA: CARGA 48.5 ft
PRESIÓN DE DESCARGAPRESION SUCCIÓN 14.64 ft/in2TEMP. DE BOMBEO 77 °FGRAVEDAD ESPC. 1VISCOSIDAD 1 cpPRESIÓN VAPOR 1.78 ft/in2
EFF.MECBOMBA COMPORTAMIENTO
POTENCIA HIDRÁULICAPOTENCIA AL FRENO
BOMBA CONSTRUCCIÓNBOMBA TIPO: PARTE MATERIAL
POSICIÓN: CUERPOSOPORTE
NUMERO DE PASOS: IMPULSORFLECHA
CÓDIGOS: BASE DE BOMBA Y ACCIONADOR
ACCIONAMIENTO: LUBRICACIÓN
5.49
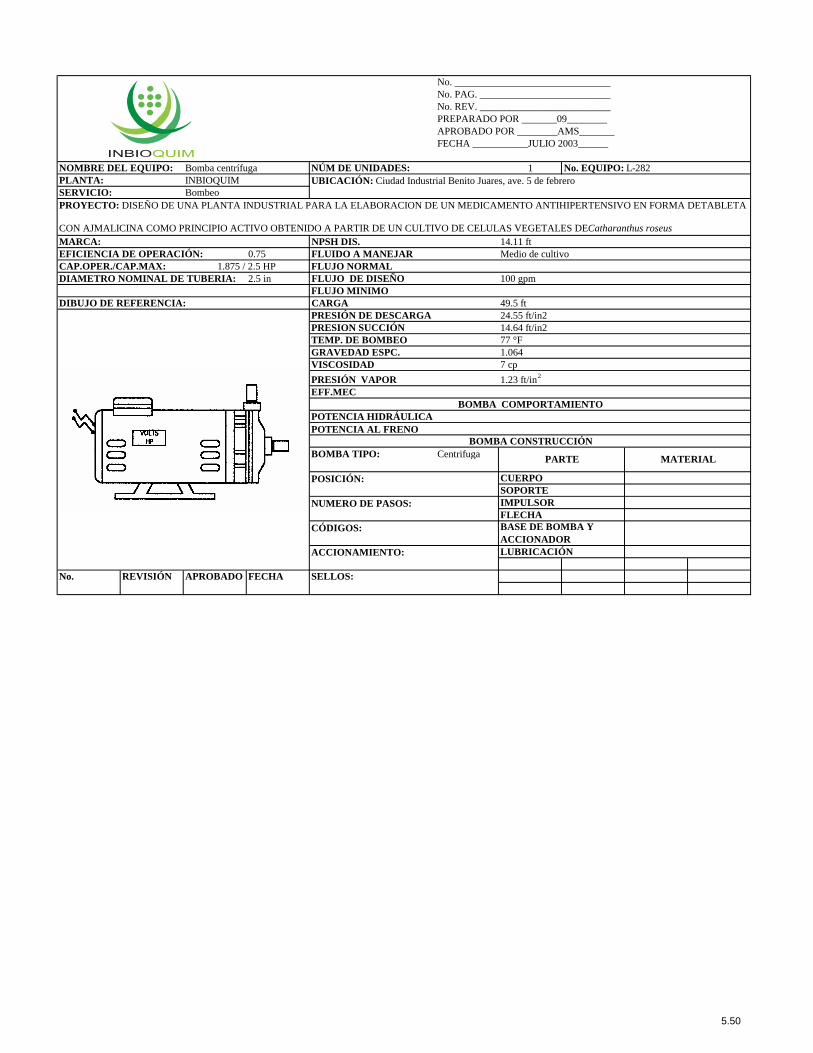
1
0.75
2.5 in
24.55 ft/in2
Centrifuga
No. REVISIÓN APROBADO FECHA SELLOS:
No. _______________________________No. PAG. __________________________No. REV. __________________________PREPARADO POR _______09________APROBADO POR ________AMS_______FECHA ___________JULIO 2003______
NOMBRE DEL EQUIPO: Bomba centrífuga NÚM DE UNIDADES: No. EQUIPO: L-282PLANTA: INBIOQUIM UBICACIÓN: Ciudad Industrial Benito Juares, ave. 5 de febreroSERVICIO: BombeoPROYECTO: DISEÑO DE UNA PLANTA INDUSTRIAL PARA LA ELABORACION DE UN MEDICAMENTO ANTIHIPERTENSIVO EN FORMA DETABLETA
CON AJMALICINA COMO PRINCIPIO ACTIVO OBTENIDO A PARTIR DE UN CULTIVO DE CELULAS VEGETALES DE Catharanthus roseus MARCA: NPSH DIS. 14.11 ftEFICIENCIA DE OPERACIÓN: FLUIDO A MANEJAR Medio de cultivoCAP.OPER./CAP.MAX: 1.875 / 2.5 HP FLUJO NORMALDIAMETRO NOMINAL DE TUBERIA: FLUJO DE DISEÑO 100 gpm
FLUJO MINIMODIBUJO DE REFERENCIA: CARGA 49.5 ft
PRESIÓN DE DESCARGAPRESION SUCCIÓN 14.64 ft/in2TEMP. DE BOMBEO 77 °FGRAVEDAD ESPC. 1.064VISCOSIDAD 7 cpPRESIÓN VAPOR 1.23 ft/in2
EFF.MECBOMBA COMPORTAMIENTO
POTENCIA HIDRÁULICAPOTENCIA AL FRENO
BOMBA CONSTRUCCIÓNBOMBA TIPO: PARTE MATERIAL
POSICIÓN: CUERPOSOPORTE
NUMERO DE PASOS: IMPULSORFLECHA
CÓDIGOS: BASE DE BOMBA Y ACCIONADOR
ACCIONAMIENTO: LUBRICACIÓN
5.50
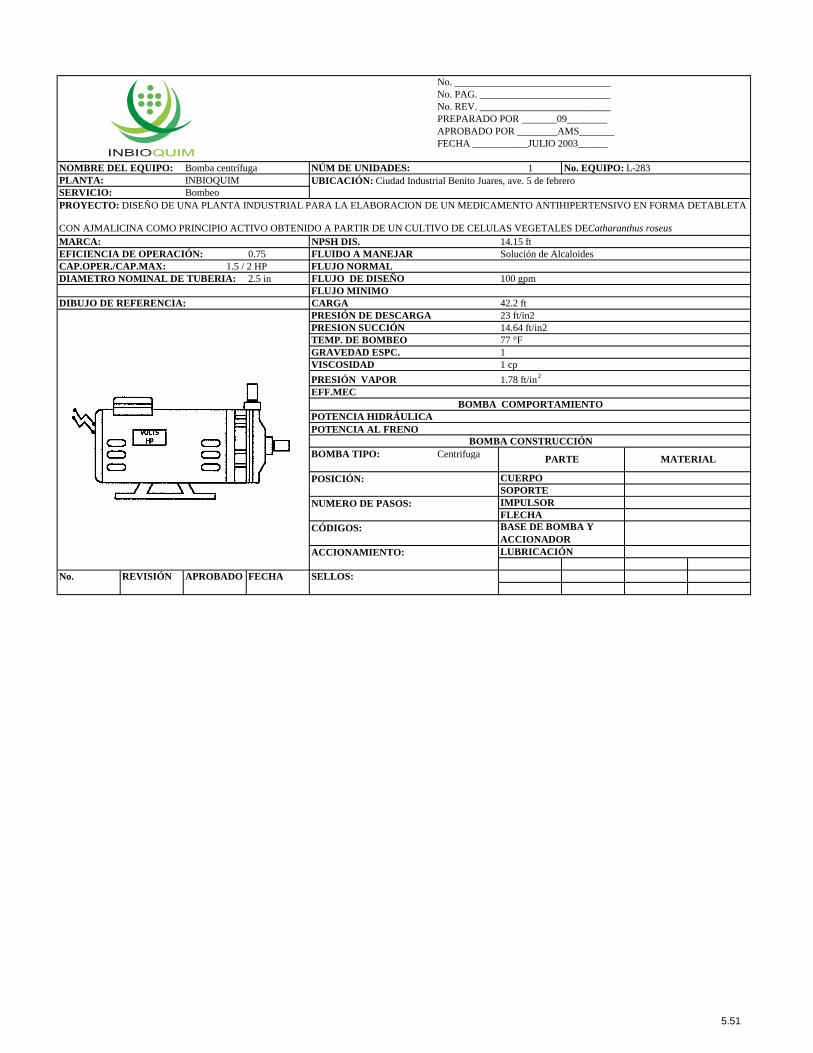
1
0.75
2.5 in
23 ft/in2
Centrifuga
No. REVISIÓN APROBADO FECHA SELLOS:
No. _______________________________No. PAG. __________________________No. REV. __________________________PREPARADO POR _______09________APROBADO POR ________AMS_______FECHA ___________JULIO 2003______
NOMBRE DEL EQUIPO: Bomba centrífuga NÚM DE UNIDADES: No. EQUIPO: L-283PLANTA: INBIOQUIM UBICACIÓN: Ciudad Industrial Benito Juares, ave. 5 de febreroSERVICIO: BombeoPROYECTO: DISEÑO DE UNA PLANTA INDUSTRIAL PARA LA ELABORACION DE UN MEDICAMENTO ANTIHIPERTENSIVO EN FORMA DETABLETA
CON AJMALICINA COMO PRINCIPIO ACTIVO OBTENIDO A PARTIR DE UN CULTIVO DE CELULAS VEGETALES DE Catharanthus roseus MARCA: NPSH DIS. 14.15 ftEFICIENCIA DE OPERACIÓN: FLUIDO A MANEJAR Solución de AlcaloidesCAP.OPER./CAP.MAX: 1.5 / 2 HP FLUJO NORMALDIAMETRO NOMINAL DE TUBERIA: FLUJO DE DISEÑO 100 gpm
FLUJO MINIMODIBUJO DE REFERENCIA: CARGA 42.2 ft
PRESIÓN DE DESCARGAPRESION SUCCIÓN 14.64 ft/in2TEMP. DE BOMBEO 77 °FGRAVEDAD ESPC. 1VISCOSIDAD 1 cpPRESIÓN VAPOR 1.78 ft/in2
EFF.MECBOMBA COMPORTAMIENTO
POTENCIA HIDRÁULICAPOTENCIA AL FRENO
BOMBA CONSTRUCCIÓNBOMBA TIPO: PARTE MATERIAL
POSICIÓN: CUERPOSOPORTE
NUMERO DE PASOS: IMPULSORFLECHA
CÓDIGOS: BASE DE BOMBA Y ACCIONADOR
ACCIONAMIENTO: LUBRICACIÓN
5.51

1
0.75
2.5 in
22.28 ft/in2
Centrifuga
No. REVISIÓN APROBADO FECHA SELLOS:
No. _______________________________No. PAG. __________________________No. REV. __________________________PREPARADO POR _______09________APROBADO POR ________AMS_______FECHA ___________JULIO 2003______
NOMBRE DEL EQUIPO: Bomba centrífuga NÚM DE UNIDADES: No. EQUIPO: L-284PLANTA: INBIOQUIM UBICACIÓN: Ciudad Industrial Benito Juares, ave. 5 de febreroSERVICIO: BombeoPROYECTO: DISEÑO DE UNA PLANTA INDUSTRIAL PARA LA ELABORACION DE UN MEDICAMENTO ANTIHIPERTENSIVO EN FORMA DETABLETA
CON AJMALICINA COMO PRINCIPIO ACTIVO OBTENIDO A PARTIR DE UN CULTIVO DE CELULAS VEGETALES DE Catharanthus roseus MARCA: NPSH DIS. 16 ftEFICIENCIA DE OPERACIÓN: FLUIDO A MANEJAR Solución de Acetonitrilo-H3PO4CAP.OPER./CAP.MAX: 1.25 / 1.5 HP FLUJO NORMALDIAMETRO NOMINAL DE TUBERIA: FLUJO DE DISEÑO 100 gpm
FLUJO MINIMODIBUJO DE REFERENCIA: CARGA 38.5 ft
PRESIÓN DE DESCARGAPRESION SUCCIÓN 14.64 ft/in2TEMP. DE BOMBEO 77 °FGRAVEDAD ESPC. 1VISCOSIDAD 1 cpPRESIÓN VAPOR 0.74 ft/in2
EFF.MECBOMBA COMPORTAMIENTO
POTENCIA HIDRÁULICAPOTENCIA AL FRENO
BOMBA CONSTRUCCIÓNBOMBA TIPO: PARTE MATERIAL
POSICIÓN: CUERPOSOPORTE
NUMERO DE PASOS: IMPULSORFLECHA
CÓDIGOS: BASE DE BOMBA Y ACCIONADOR
ACCIONAMIENTO: LUBRICACIÓN
5.52
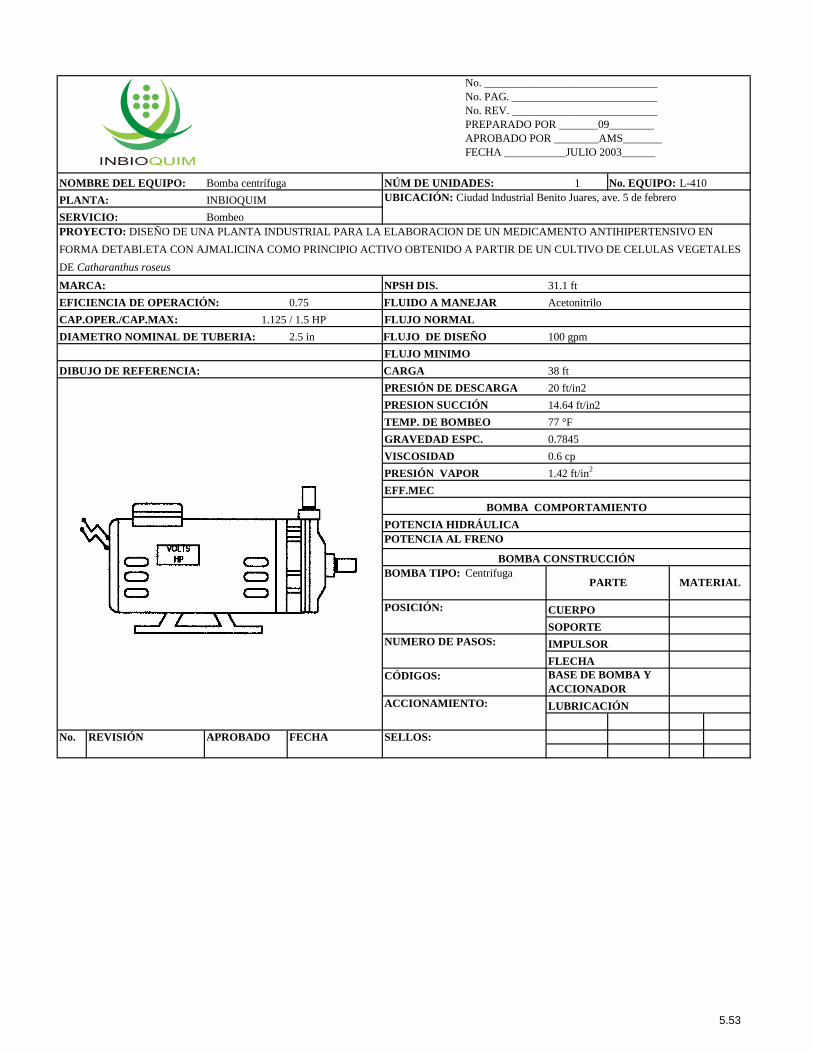
1
0.75
2.5 in
20 ft/in2
Centrifuga
No. REVISIÓN APROBADO FECHA SELLOS:
No. _______________________________No. PAG. __________________________No. REV. __________________________PREPARADO POR _______09________APROBADO POR ________AMS_______FECHA ___________JULIO 2003______
NOMBRE DEL EQUIPO: Bomba centrífuga NÚM DE UNIDADES: No. EQUIPO: L-410PLANTA: INBIOQUIM UBICACIÓN: Ciudad Industrial Benito Juares, ave. 5 de febrero
SERVICIO: BombeoPROYECTO: DISEÑO DE UNA PLANTA INDUSTRIAL PARA LA ELABORACION DE UN MEDICAMENTO ANTIHIPERTENSIVO EN FORMA DETABLETA CON AJMALICINA COMO PRINCIPIO ACTIVO OBTENIDO A PARTIR DE UN CULTIVO DE CELULAS VEGETALES DE Catharanthus roseus MARCA: NPSH DIS. 31.1 ftEFICIENCIA DE OPERACIÓN: FLUIDO A MANEJAR AcetonitriloCAP.OPER./CAP.MAX: 1.125 / 1.5 HP FLUJO NORMALDIAMETRO NOMINAL DE TUBERIA: FLUJO DE DISEÑO 100 gpm
FLUJO MINIMODIBUJO DE REFERENCIA: CARGA 38 ft
PRESIÓN DE DESCARGAPRESION SUCCIÓN 14.64 ft/in2TEMP. DE BOMBEO 77 °FGRAVEDAD ESPC. 0.7845VISCOSIDAD 0.6 cpPRESIÓN VAPOR 1.42 ft/in2
EFF.MECBOMBA COMPORTAMIENTO
POTENCIA HIDRÁULICAPOTENCIA AL FRENO
BOMBA CONSTRUCCIÓNBOMBA TIPO:
PARTE MATERIAL
POSICIÓN: CUERPOSOPORTE
NUMERO DE PASOS: IMPULSORFLECHA
CÓDIGOS: BASE DE BOMBA Y ACCIONADOR
ACCIONAMIENTO: LUBRICACIÓN
5.53
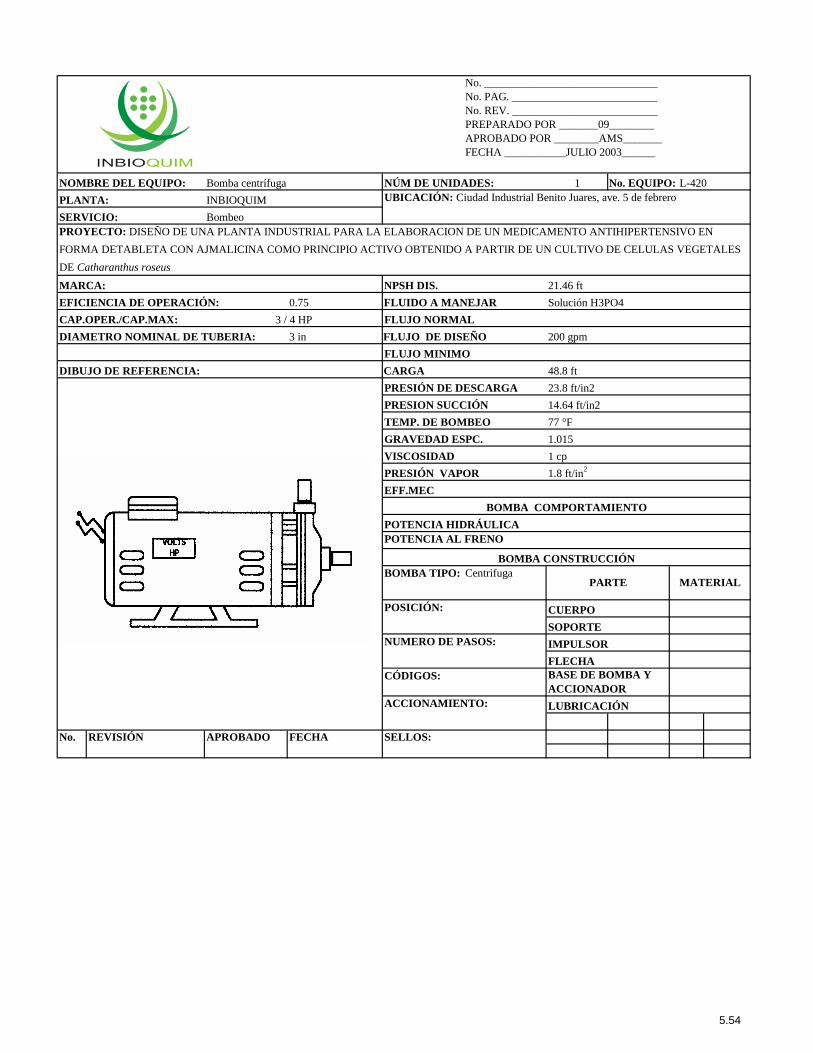
1
0.75
3 in
23.8 ft/in2
Centrifuga
No. REVISIÓN APROBADO FECHA SELLOS:
No. _______________________________No. PAG. __________________________No. REV. __________________________PREPARADO POR _______09________APROBADO POR ________AMS_______FECHA ___________JULIO 2003______
NOMBRE DEL EQUIPO: Bomba centrífuga NÚM DE UNIDADES: No. EQUIPO: L-420PLANTA: INBIOQUIM UBICACIÓN: Ciudad Industrial Benito Juares, ave. 5 de febrero
SERVICIO: BombeoPROYECTO: DISEÑO DE UNA PLANTA INDUSTRIAL PARA LA ELABORACION DE UN MEDICAMENTO ANTIHIPERTENSIVO EN FORMA DETABLETA CON AJMALICINA COMO PRINCIPIO ACTIVO OBTENIDO A PARTIR DE UN CULTIVO DE CELULAS VEGETALES DE Catharanthus roseus MARCA: NPSH DIS. 21.46 ftEFICIENCIA DE OPERACIÓN: FLUIDO A MANEJAR Solución H3PO4CAP.OPER./CAP.MAX: 3 / 4 HP FLUJO NORMALDIAMETRO NOMINAL DE TUBERIA: FLUJO DE DISEÑO 200 gpm
FLUJO MINIMODIBUJO DE REFERENCIA: CARGA 48.8 ft
PRESIÓN DE DESCARGAPRESION SUCCIÓN 14.64 ft/in2TEMP. DE BOMBEO 77 °FGRAVEDAD ESPC. 1.015VISCOSIDAD 1 cpPRESIÓN VAPOR 1.8 ft/in2
EFF.MECBOMBA COMPORTAMIENTO
POTENCIA HIDRÁULICAPOTENCIA AL FRENO
BOMBA CONSTRUCCIÓNBOMBA TIPO:
PARTE MATERIAL
POSICIÓN: CUERPOSOPORTE
NUMERO DE PASOS: IMPULSORFLECHA
CÓDIGOS: BASE DE BOMBA Y ACCIONADOR
ACCIONAMIENTO: LUBRICACIÓN
5.54

1
0.75
2 in
25.45 ft/in2
Centrifuga
No. REVISIÓN APROBADO FECHA SELLOS:
No. _______________________________No. PAG. __________________________No. REV. __________________________PREPARADO POR _______09________APROBADO POR ________AMS_______FECHA ___________JULIO 2003______
NOMBRE DEL EQUIPO: Bomba centrífuga NÚM DE UNIDADES: No. EQUIPO: L-430PLANTA: INBIOQUIM UBICACIÓN: Ciudad Industrial Benito Juares, ave. 5 de febrero
SERVICIO: BombeoPROYECTO: DISEÑO DE UNA PLANTA INDUSTRIAL PARA LA ELABORACION DE UN MEDICAMENTO ANTIHIPERTENSIVO EN FORMA DETABLETA CON AJMALICINA COMO PRINCIPIO ACTIVO OBTENIDO A PARTIR DE UN CULTIVO DE CELULAS VEGETALES DE Catharanthus roseus MARCA: NPSH DIS. 27.3 ftEFICIENCIA DE OPERACIÓN: FLUIDO A MANEJAR MetanolCAP.OPER./CAP.MAX: 1.875 / 2.5 HP FLUJO NORMALDIAMETRO NOMINAL DE TUBERIA: FLUJO DE DISEÑO 125 gpm
FLUJO MINIMODIBUJO DE REFERENCIA: CARGA 43 ft
PRESIÓN DE DESCARGAPRESION SUCCIÓN 14.64 ft/in2TEMP. DE BOMBEO 77 °FGRAVEDAD ESPC. 0.7915VISCOSIDAD 0.8 cpPRESIÓN VAPOR 2.05 ft/in2
EFF.MECBOMBA COMPORTAMIENTO
POTENCIA HIDRÁULICAPOTENCIA AL FRENO
BOMBA CONSTRUCCIÓNBOMBA TIPO:
PARTE MATERIAL
POSICIÓN: CUERPOSOPORTE
NUMERO DE PASOS: IMPULSORFLECHA
CÓDIGOS: BASE DE BOMBA Y ACCIONADOR
ACCIONAMIENTO: LUBRICACIÓN
5.55

1 L-610
0.75
2 in
30.4 ft/in2
Centrifuga
No. REVISIÓN APROBADO FECHA SELLOS:
NÚM DE UNIDADES:INBIOQUIMBombeo
No. EQUIPO:
SERVICIO:PLANTA:
No. _______________________________No. PAG. __________________________No. REV. __________________________PREPARADO POR _______09________APROBADO POR ________AMS_______FECHA ___________JULIO 2003______
NOMBRE DEL EQUIPO: Bomba centrífuga
NPSH DIS. 3.25 ftAgua
CAP.OPER./CAP.MAX: 2.625 / 3.5 HPFLUIDO A MANEJARFLUJO NORMAL
EFICIENCIA DE OPERACIÓN:MARCA:
FLUJO DE DISEÑO
DIBUJO DE REFERENCIA:FLUJO MINIMO
DIAMETRO NOMINAL DE TUBERIA:
CARGA
77 °FGRAVEDAD ESPC.
PRESIÓN DE DESCARGA77.63 ft
14.64 ft/in2PRESION SUCCIÓN
EFF.MEC
100 gpm
VISCOSIDADPRESIÓN VAPOR
11 cp1.76 ft/in2
TEMP. DE BOMBEO
BOMBA COMPORTAMIENTO
PARTE MATERIAL
BOMBA CONSTRUCCIÓNBOMBA TIPO:
POTENCIA HIDRÁULICAPOTENCIA AL FRENO
POSICIÓN: CUERPOSOPORTE
NUMERO DE PASOS: IMPULSORFLECHA
PROYECTO: DISEÑO DE UNA PLANTA INDUSTRIAL PARA LA ELABORACION DE UN MEDICAMENTO ANTIHIPERTENSIVO EN FORMA DETABLETA CON AJMALICINA COMO PRINCIPIO ACTIVO OBTENIDO A PARTIR DE UN CULTIVO DE CELULAS VEGETALES DE Catharanthus roseus
UBICACIÓN: Ciudad Industrial Benito Juares, ave. 5 de febrero
ACCIONAMIENTO: LUBRICACIÓN
CÓDIGOS: BASE DE BOMBA Y ACCIONADOR
5.56

9
Fecha
Ultima Revisión
Escala
EQUIPO
REVISIONES
NO. FECHA DESCRIP.
DibujoChecó
Diagramade Planta
24/06/03 1:200
AMS 1 AMPREX
UAMIBioquímicaIndustrial
0 3 5 10
Tanques deSolventes
Area de Fermentación
Investigación yDesarrollo
Oficinas
Generación de Vapor
Area de Extraccióny Purificación
Almacén de Desechos
Filtración
Area Farmacéutica
Area Limpia
Control de Calidad
SubestaciónEléctrica
GeneradorEléctrico
Estación deGas Natural
Cuarto Limpio
Sanitización
Recuperaciónde Solventes
Planta de Tratamiento
Compresores
Almacén deEsterilización
Vigilancia
A
A
I
I
B
B
C
C
D
D
E
E
F
F
G
G
H
H
11
66
55
44
33
22
11.50m 25.00m 5.00m 3.65m 8.50m3.00m 3.00m
3.00m5.00m
15.19m 20.00m 8.00m 10.00m 5.00m8.00m
113.00m
Almacén deMaterias Primas
Mantenimiento
15.00m
Vestidor VestidorServicioMédico
Comedor
25.00m
12.00m
5.85m
6.00m
cisterna
Page 1
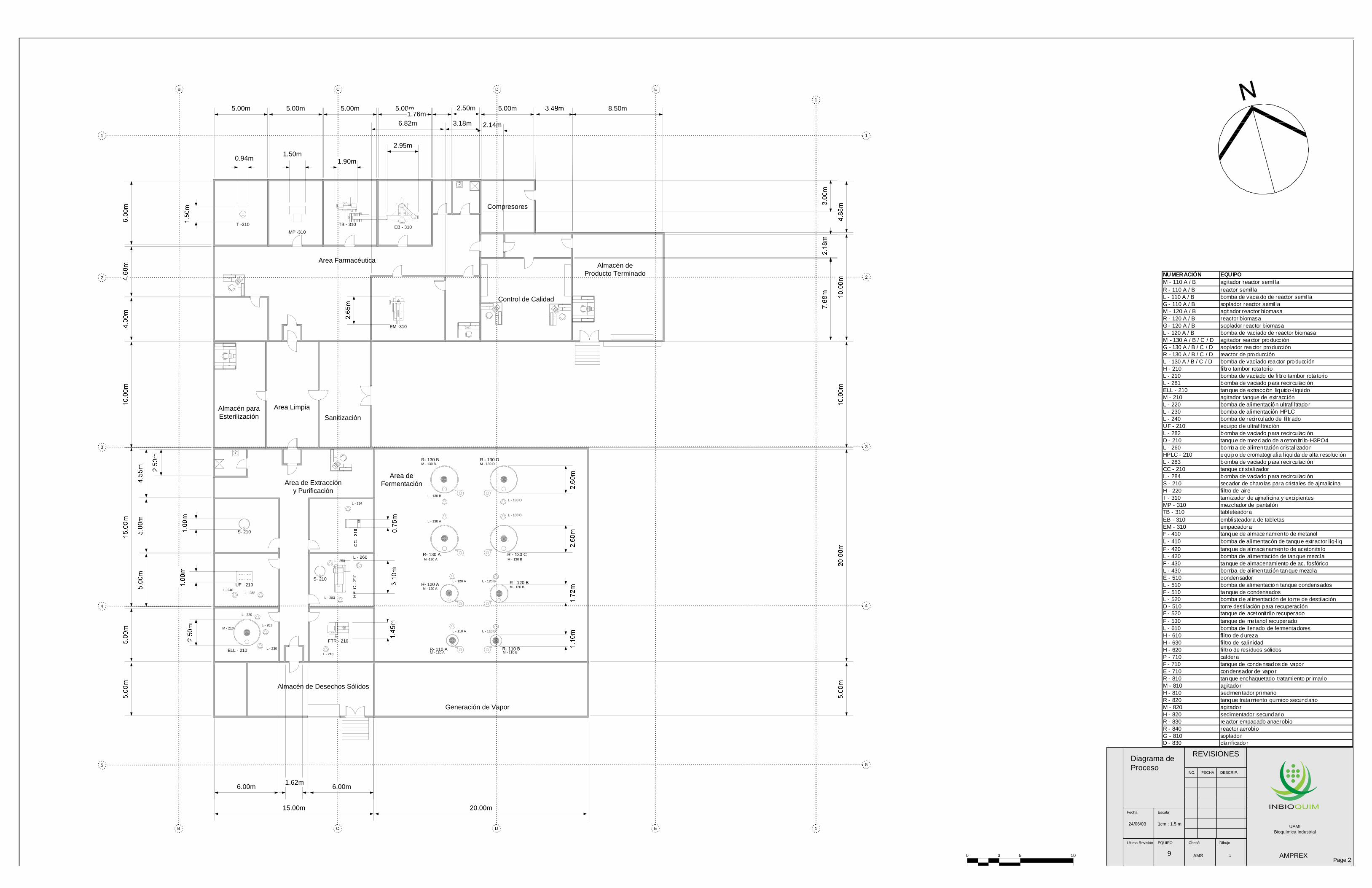
Generación de Vapor
Area de Extraccióny Purificación
Area deFermentación
Almacén de Desechos Sólidos
Almacén paraEsterilización
Area LimpiaSanitización
Area Farmacéutica
Compresores
Control de Calidad
Almacén deProducto Terminado
R- 110 BR- 110 A
R- 120 A R - 120 B
R- 130 A
R - 130 DR- 130 B
FTR - 210
ELL - 210
UF - 210
S- 210
T -310MP -310
TB - 310 EB - 310
EM -310
R - 130 C
L - 110 BL - 110 A
L - 120 BL - 120 A
L - 210
L - 130 BL - 130 D
L - 130 A
L - 130 C
L - 220
L - 230
L - 250
B
B
11
55
1
1
C
C
E
E
22
33
44
5.00m 5.00m 5.00m 5.00m1.76m
2.50m 5.00m 8.50m
6.82m 3.18m 2.14m
15.00m 20.00m
6.00m 1.62m 6.00m
0.94m 1.90m
2.95m1.50m
0 3 5 10 9
Fecha
Ultima Revisión
Escala
EQUIPO
REVISIONES
NO. FECHA DESCRIP.
DibujoChecó
Diagrama deProceso
24/06/03 1cm : 1.5 m
AMS 1 AMPREX
UAMIBioquímica Industrial
M - 110 B
D
D
M - 110 A
M - 120 A M - 120 B
M -130 A
M - 130 B M - 130 D
M - 130 B
L - 240
L - 260
Page
S- 210
L - 281
L - 282
M - 210
L - 283
L - 284
NUMERACIÓN EQUIPOM - 110 A / B agitador reactor semillaR - 110 A / B reactor semillaL - 110 A / B bomba de vaciado de reactor semillaG - 110 A / B soplador reactor semillaM - 120 A / B agitador reactor biomasaR - 120 A / B reactor biomasaG - 120 A / B soplador reactor biomasaL - 120 A / B bomba de vaciado de reactor biomasaM - 130 A / B / C / D agitador reactor producciónG - 130 A / B / C / D soplador reactor producciónR - 130 A / B / C / D reactor de producciónL - 130 A / B / C / D bomba de vaciado reactor producciónH - 210 filtro tambor rota torioL - 210 bomba de vaciado de filtro tambor rota torioL - 281 bomba de vaciado para recircu laciónELL - 210 tanque de extracción líquido-líquidoM - 210 agitador tanque de extracciónL - 220 bomba de alimentación ultrafiltradorL - 230 bomba de alimentación HPLCL - 240 bomba de recirculado de filtradoUF - 210 equipo de ultrafiltración L - 282 bomba de vaciado para recircu laciónD - 210 tanque de mezclado de aceton itr ilo-H3PO4 L - 260 bomba de alimentación cristalizadorHPLC - 210 equipo de cromatografia líquida de alta reso luciónL - 283 bomba de vaciado para recircu laciónCC - 210 tanque cristalizador L - 284 bomba de vaciado para recircu laciónS - 210 secador de charo las para crista les de ajmalicinaH - 220 filtro de aireT - 310 tamizador de ajmalicina y excipientesMP - 310 mezclador de pantalón TB - 310 tableteadora EB - 310 emblisteadora de tabletasEM - 310 empacadora F - 410 tanque de almacenamien to de metanolL - 410 bomba de alimentacón de tanque extractor liq-liqF - 420 tanque de almacenamien to de acetonitriloL - 420 bomba de alimentación de tanque mezclaF - 430 tanque de almacenamiento de ac. fosfóricoL - 430 bomba de alimentación tanque mezclaE - 510 condensador L - 510 bomba de alimentación tanque condensadosF - 510 tanque de condensadosL - 520 bomba de alimentación de to rre de destilaciónD - 510 torre destilación para recuperaciónF - 520 tanque de acetonit rilo recuperado F - 530 tanque de metanol recuperadoL - 610 bomba de llenado de fermentadoresH - 610 flitro de durezaH - 630 filtro de salinidadH - 620 filtro de residuos sólidosP - 710 caldera F - 710 tanque de condensados de vaporE - 710 condensador de vaporR - 810 tanque enchaquetado tratamiento primarioM - 810 agitadorH - 810 sedimentador primarioR - 820 tanque tratamiento quimico secundarioM - 820 agitadorH - 820 sedimentador secundarioR - 830 reactor empacado anaerobioR - 840 reactor aerobioG - 810 sopladorD - 830 cla rificador
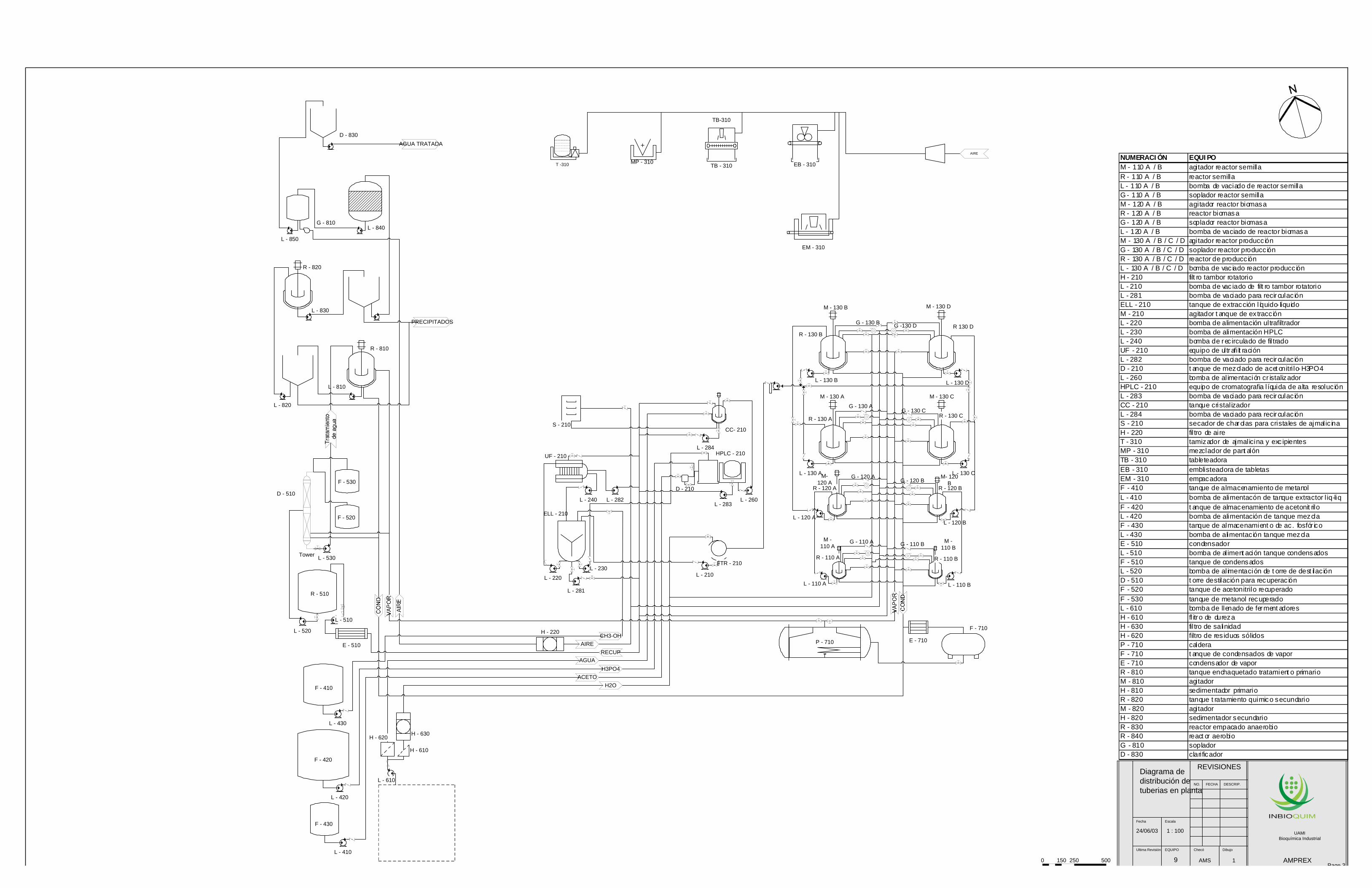
9
Fecha
Ultima Revisión
Escala
EQUIPO
REVISIONES
NO. FECHA DESCRIP.
DibujoChecó
Diagrama dedistribución detuberias en planta
24/06/03 1 : 100
AMS 1 AMPREX
UAMIBioquímica Industrial
0 150 250 500Page 3
NUMERACI ÓN EQUI POM - 110 A / B agitador reactor semillaR - 110 A / B reactor semillaL - 110 A / B bomba de vaciado de reactor semillaG - 110 A / B soplador reactor semillaM - 120 A / B agitador reactor biomasaR - 120 A / B reactor biomasaG - 120 A / B soplador reactor biomasaL - 120 A / B bomba de vaciado de reactor biomasaM - 130 A / B / C / D agitador reactor producc iónG - 130 A / B / C / D soplador reactor producc iónR - 130 A / B / C / D reactor de producc iónL - 130 A / B / C / D bomba de vac iado reactor producc iónH - 210 filt ro tambor rotatorioL - 210 bomba de vac iado de filt ro tambor rotatorioL - 281 bomba de vaciado para recir culac iónELL - 210 tanque de extracción l íquido- líquidoM - 210 agitador t anque de extracc iónL - 220 bomba de alimentación ultrafiltradorL - 230 bomba de alimentación HPLCL - 240 bomba de rec irculado de fil tradoUF - 210 equipo de ultr afi lt ración L - 282 bomba de vaciado para recir culac iónD - 210 t anque de mezclado de acet onitri lo-H3PO4 L - 260 bomba de al imentación cr istalizadorHPLC - 210 equipo de cromatografia l íquida de alta resoluc iónL - 283 bomba de vaciado para recir culac iónCC - 210 tanque cristal izador L - 284 bomba de vaciado para recir culac iónS - 210 secador de charolas para cristales de ajmal ic inaH - 220 fil tro de aireT - 310 tamizador de ajmalicina y exc ipientesMP - 310 mezclador de pant alón TB - 310 tableteadora EB - 310 emblisteadora de tabletasEM - 310 empacadora F - 410 tanque de almacenamiento de metanolL - 410 bomba de alimentacón de tanque extractor l iq-liqF - 420 t anque de almacenamiento de acetonit riloL - 420 bomba de alimentación de tanque mezclaF - 430 tanque de almacenamient o de ac. fosfór icoL - 430 bomba de alimentac ión tanque mezclaE - 510 condensador L - 510 bomba de al iment ación tanque condensadosF - 510 tanque de condensadosL - 520 bomba de al imentación de t orre de dest ilac iónD - 510 t orre destilación para recuperac iónF - 520 tanque de acetonitrilo recuperado F - 530 tanque de metanol recuperadoL - 610 bomba de llenado de ferment adoresH - 610 fl itro de durezaH - 630 fil tro de salinidadH - 620 filtro de res iduos sólidosP - 710 caldera F - 710 t anque de condensados de vaporE - 710 condensador de vaporR - 810 tanque enchaquetado tratamient o primarioM - 810 agitadorH - 810 sedimentador primarioR - 820 tanque t ratamiento quimico secundarioM - 820 agitadorH - 820 sedimentador secundarioR - 830 reactor empacado anaerobioR - 840 react or aerobioG - 810 sopladorD - 830 clarificador
D - 830
R - 810
R - 820
G - 810
L - 810
L - 820
L - 830
L - 840
L - 850
L - 610
R - 110 A
L - 110 A
R - 120 A
L - 120 A
R - 130 A
L - 130 A
R - 130 B
L - 130 B
R - 110 B
L - 110 B
R - 120 B
L - 120 B
R - 130 C
L - 130 C
R 130 D
L - 130 D
M -110 B
M -110 A
M- 120B
M-120 A
M - 130 CM - 130 A
M - 130 DM - 130 B
P - 710 E - 710
F - 710
H2O
AIRECH3-OH
H3PO4AGUA
RECUP
ACETO
FTR - 210
L - 210
ELL - 210
L - 240
L - 230L - 220
CC- 210
L - 260
S - 210
HPLC - 210UF - 210
D - 210
F - 410
F - 430
F - 420
L - 420
L - 410
L - 430
R - 510
E - 510
L - 510
L - 284
H - 220
H - 620
H - 610
H - 630
L - 281
L - 520
Tower L - 530
F - 530
F - 520
D - 510L - 282
L - 283
G - 110 A G - 110 B
G - 120 A
G - 130 A
G - 130 B G -130 D
G - 130 C
G - 120 B
PRECIPITADOS
AGUA TRATADA
MP - 310
EM - 310
TB-310
TB - 310 EB - 310T -310
AIRE
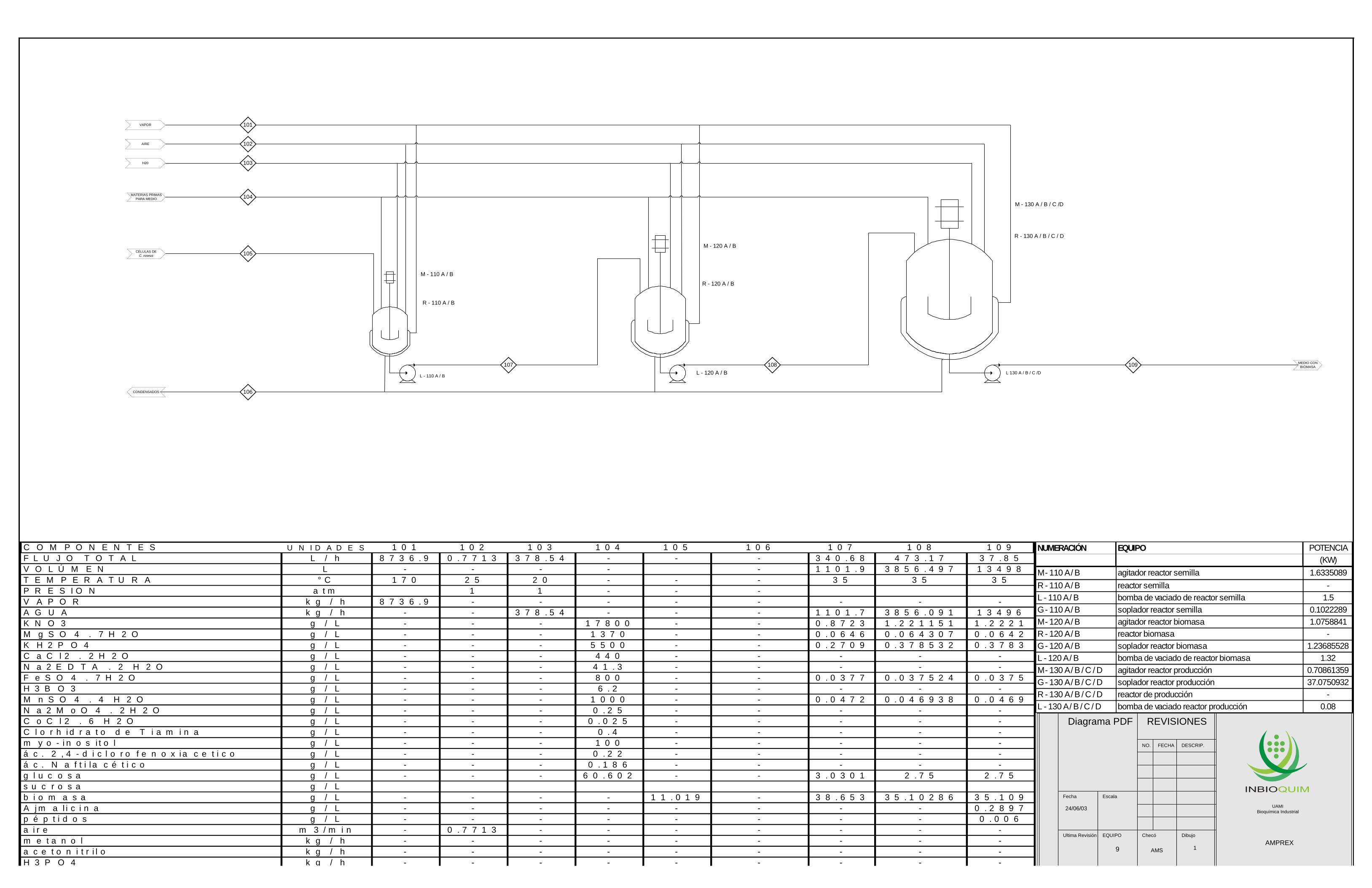
R - 110 A / B
R - 120 A / B
R - 130 A / B / C / D
L - 110 A / B L - 120 A / B L 130 A / B / C /D
MATERIAS PRIMASPARA MEDIO
MEDIO CONBIOMASA
H20
AIRE
VAPOR
CONDENSADOS
Page
9
Fecha
Ultima Revisión
Escala
EQUIPO
REVISIONES
NO. FECHA DESCRIP.
DibujoChecó
Diagrama PDF
24/06/03
AMS 1AMPREX
UAMIBioquímica Industrial
M - 110 A / B
M - 120 A / B
M - 130 A / B / C /D
C O M P O N E N T E S U N I D A D E S 1 0 1 1 0 2 1 0 3 1 0 4 1 0 5 1 0 6 1 0 7 1 0 8 1 0 9F L U J O T O T A L L / h 8 7 3 6 . 9 0 . 7 7 1 3 3 7 8 . 5 4 - - - 3 4 0 . 6 8 4 7 3 . 1 7 3 7 . 8 5V O L Ú M E N L - - - - - 1 1 0 1 . 9 3 8 5 6 . 4 9 7 1 3 4 9 8T E M P E R A T U R A ° C 1 7 0 2 5 2 0 - - - 3 5 3 5 3 5P R E S I O N a t m 1 1 - - -V A P O R k g / h 8 7 3 6 . 9 - - - - - - - -A G U A k g / h - - 3 7 8 . 5 4 - - - 1 1 0 1 . 7 3 8 5 6 . 0 9 1 1 3 4 9 6K N O 3 g / L - - - 1 7 8 0 0 - - 0 . 8 7 2 3 1 . 2 2 1 1 5 1 1 . 2 2 2 1M g S O 4 . 7 H 2 O g / L - - - 1 3 7 0 - - 0 . 0 6 4 6 0 . 0 6 4 3 0 7 0 . 0 6 4 2K H 2 P O 4 g / L - - - 5 5 0 0 - - 0 . 2 7 0 9 0 . 3 7 8 5 3 2 0 . 3 7 8 3C a C l 2 . 2 H 2 O g / L - - - 4 4 0 - - - - -N a 2 E D T A . 2 H 2 O g / L - - - 4 1 . 3 - - - - -F e S O 4 . 7 H 2 O g / L - - - 8 0 0 - - 0 . 0 3 7 7 0 . 0 3 7 5 2 4 0 . 0 3 7 5H 3 B O 3 g / L - - - 6 . 2 - - - - -M n S O 4 . 4 H 2 O g / L - - - 1 0 0 0 - - 0 . 0 4 7 2 0 . 0 4 6 9 3 8 0 . 0 4 6 9N a 2 M o O 4 . 2 H 2 O g / L - - - 0 . 2 5 - - - - -C o C l 2 . 6 H 2 O g / L - - - 0 . 0 2 5 - - - - -C l o r h i d r a t o d e T i a m i n a g / L - - - 0 . 4 - - - - -m y o - i n o s i t o l g / L - - - 1 0 0 - - - - -á c . 2 , 4 - d i c l o r o f e n o x i a c e t i c o g / L - - - 0 . 2 2 - - - - -á c . N a f t i l a c é t i c o g / L - - - 0 . 1 8 6 - - - - -g l u c o s a g / L - - - 6 0 . 6 0 2 - - 3 . 0 3 0 1 2 . 7 5 2 . 7 5s u c r o s a g / Lb i o m a s a g / L - - - - 1 1 . 0 1 9 - 3 8 . 6 5 3 3 5 . 1 0 2 8 6 3 5 . 1 0 9A j m a l i c i n a g / L - - - - - - - - 0 . 2 8 9 7p é p t i d o s g / L - - - - - - - - 0 . 0 0 6a i r e m 3 / m i n - 0 . 7 7 1 3 - - - - - - -m e t a n o l k g / h - - - - - - - - -a c e t o n i t r i l o k g / h - - - - - - - - -H 3 P O 4 k g / h - - - - - - - - -
CÉLULAS DEC. roseus
101
102
103
104
105
106
107 108 109
NUMERACIÓN EQUIPO POTENCIA(KW)
M - 110 A / B agitador reactor semilla 1.6335089R - 110 A / B reactor semilla -L - 110 A / B bomba de vaciado de reactor semilla 1.5G - 110 A / B soplador reactor semilla 0.1022289M - 120 A / B agitador reactor biomasa 1.0758841R - 120 A / B reactor biomasa -G - 120 A / B soplador reactor biomasa 1.23685528L - 120 A / B bomba de vaciado de reactor biomasa 1.32M - 130 A / B / C / D agitador reactor producción 0.70861359G - 130 A / B / C / D soplador reactor producción 37.0750932R - 130 A / B / C / D reactor de producción -L - 130 A / B / C / D bomba de vaciado reactor producción 0.08

S - 210
CC- 210
HPLC - 210
L - 260
L - 240
RECUPERACION
ELL - 210
L - 220
L - 230
H - 210
L - 210
D - 210
L - 250
CRISTALES DEAJMALICINA
MEDIO CONBIOMASA
H20
AIRE
METANOL
H3PO4
ACETONITRILO
Page
9
Fecha
Ultima Revisión
Escala
EQUIPO
REVISIONES
NO. FECHA DESCRIP.
DibujoChecó
Diagrama PDF
24/06/03
AMS 1AMPREX
UAMIBioquímica Industrial
UF - 210
TORTA DEBIOMASA
U N ID A D E S 2 0 1 2 0 2 2 0 3 2 0 4 2 0 5 2 0 6 2 0 7 2 0 8 2 0 9 2 1 0 2 1 1 2 1 2 2 1 3 2 1 4 2 1 5 2 1 6 2 1 7F L U J O T O T A L L / h 2 2 7 1 . 2 7 5 0 0 2 2 7 1 2 - - - -V O LÚ M E N L 1 1 1 0 5 7 .9 2 6 8 - - 8 1 7 .5 4 2T E M P E R A T U R A 2 0 2 0 2 0 2 0 2 0 3 5 - 3 5 - -P R E S IO N a tm 1 1 1 1 1 1 - 0.6 3 5 4 3 1 0 1 1 1 1 1 1 1 1 1V A P O R kg / h - - - - - - - - - - - - - - -A G U A L / h - - - - 0 .0 3 5 1 - - 0.9 9 9 8 9 4 8 7 0 8 .9 6 2 2 2 .1 3 8 3 7 .5 9 6 0 .4 1 8 0 8 8 6 4 1 7 .6 9 7 8 9 3 1 .8 4 1 6 4 1 5 .8 5K N O 3 kg - - - - - - - 0.0 0 0 8 7 2 9 0 .6 1 9 0 .1 9 3 9 0 .7 3 1 2 0 .0 5 2 7 - - 0 .1 9 3 9 - -M g SO 4 . 7 H 2 O kg - - - - - - - 0.0 0 0 0 6 4 2 0 .0 4 5 5 0 .0 1 4 3 0 .0 5 3 8 0 .0 0 3 9 - - 0 .0 1 4 3 - -K H 2 P O 4 kg - - - - - - - 0.0 0 0 2 7 0 2 0 .1 9 1 6 0 .0 6 0 .2 2 6 4 0 .0 1 6 3 - - 0 .0 6 - -C a C l 2 . 2 H 2 O kg - - - - - - - - - - - - - - - - -N a 2 E D T A . 2 H 2 O kg - - - - - - - - - - - - - - - - -F e S O 4 . 7 H 2 O kg - - - - - - - 0.0 0 0 0 3 7 5 0 .0 2 6 6 0 .0 0 8 3 0 .0 3 1 4 0 .0 0 2 3 - - 0 .0 0 8 3 - -H 3 B O 3 kg - - - - - - - - - - - - - - - -M n SO 4 . 4 H 2 O kg - - - - - - - 0.0 0 0 0 4 6 9 0 .0 3 3 2 0 .0 1 0 4 0 .0 3 9 3 0 .0 0 2 8 - - 0 .0 1 0 4 - -N a 2 M o O 4 . 2 H 2 O kg - - - - - - - - - - - - - - - - -C o C l 2 . 6 H 2 O kg - - - - - - - - - - - - - - - - -C l o rh i d ra t o d e T i a m i n a kg - - - - - - - - - - - - - - - - -m yo - in o s ito l kg - - - - - - - - - - - - - - - - -á c . 2 , 4 - di c lo r o fe no x ia c e t i c o kg - - - - - - - - - - - - - - - - -á c. N a f t i la c é t i co kg - - - - - - - - - - - - - - - - -gl u c o sa kg - - - - - - - 0.0 0 2 7 5 0 0 1 .9 4 9 8 0 .6 1 0 9 2 .3 0 3 6 0 .1 6 6 1 - - 0 .6 1 0 9 - -s u c r o sa kg - - - - - - - 0 .0 0 0 1 7 5 0 .1 2 4 1 0 .0 3 8 9 0 .1 4 6 6 0 .0 1 0 6 - - 0 .0 3 8 9 - -b i o m a sa kg - - - - - 0.0 3 5 1 0 9 4 - - - - - - - - - -A jm a li c i n a kg - - - - - - - 0.0 0 0 2 8 9 7 0 .0 0 0 8 3 .7 0 1 7 0 .1 9 4 8 0 .2 2 2 1 - 3 .5 2 6 3 0 .1 7 5 3 3 .4 9 1 0 .0 3 5 3p é p t i d os kg - - - - - - - 0.0 0 3 5 1 0 9 2 .4 8 9 4 0 .7 8 2 .9 4 1 0 .2 1 2 1 - - 0 .7 8 - -m e ta b o l i t os kg - - - - - - - 0 .0 0 9 1 2 7 6 .4 7 1 7 2 .0 2 7 7 7 .6 4 5 8 0 .5 5 1 5 - - 2 .0 2 7 7 - -a l ca l o i d es kg - - - - - - - 0 .0 0 4 2 7 7 3 .0 3 2 6 0 .9 5 0 2 3 .5 8 2 7 0 .2 5 8 4 - - 0 .9 5 0 2 - -a i re L / h - - - - - - - - - - - - - - - -m e ta n o l kg / h - - 1 8 .8 5 8 - - - - - 1 8 .8 5 8 5 9 1 .4 2 2 2 4 3 . 8 1 6 1 .6 2 - - 5 9 1 .4 2 - -a c e to n it r il o kg / h 1 1 1 0 5 - - - - - - - - - - - 1 1 1 0 . 5 5 7 .3 4 6 1 0 5 3 . 2 0 .2 5 2 8 5 7 .0 9 4H 3 P O 4 kg / h - 7 .9 2 6 8 - - - - - - - - - - 0 .7 9 2 7 0 .0 4 0 9 0 .7 5 1 7 0 .0 0 0 2 0 .0 4 0 8
201
202
205
208
210
209
212
213
214
218216
L - 282
L - 283
215206
109
207
217
204
203
L - 281211

Page
9
Fecha
Ultima Revisión
Escala
EQUIPO
REVISIONES
NO. FECHA DESCRIP.
DibujoChecó
Diagrama PDF
24/06/03
AMS 1AMPREX
UAMIBioquímica Industrial
UNIDADES 218 301 302 303 304 305 306AJMALICINA kg 3.491 - 3.3 3.3 - - -AVICEL kg - 2.8077 2.662 2.662 - - -LACTOSA FAST FLOW kg - 11.625 11.022 11.022 - - -AC-D I-SOL kg - 0.2784 0.264 0.264 - - -AEROSIL - 200 kg - 0.0928 0.088 0.088 - - -EST EARARTO DE Mg kg - 0.0928 0.088 0.088 - - -AC. ESTEARICO N. F. kg - 0.1856 0.176 0.176 - - -Tabletas tabletas - - - - 110000 - -blister unidades - - - - - 3667 -cajas unidades - - - - - - 3667
MP - 310EM - 310
TB-310
TB - 310 EB - 310
CRISTALES DEAJMALICINA
Excipientes
PRODUCTOTERMINADO
301
218302
303 304
305 306
T -310

9
Fecha
Ultima Revisión
Escala
EQUIPO
REVISIONES
NO. FECHA DESCRIP.
DibujoChecó
Tren detratamiento deaguas
22/06/03
JMMS 1AMPREX
UAMIBioquímica Industrial
Page 7
NUMERACIÓN EQUIPO POTENCIAR - 810 tanque enchaquetado tratamiento primario -M - 810 agitador 1.35H - 810 sedimentador primario -R - 820 tanque tratamiento quimico secundario -M - 820 agitador 1.30H - 820 sedimentador secundario -R - 830 reactor empacado anaerobio -R - 840 reactor aerobio -G - 810 soplador 0.41D - 830 clarificador -
D - 830R - 810
R - 820
G - 810L - 810 L - 820 L - 830 L - 840 L - 850
EFLUENTE DEAGUA TRATADA
INFLUENTE DEAGUAS RESIDUALES
VAPOR
AIRE
CONDENSADOS
SEDIMENTADOS
CAPITULO 6
ANALISIS FINANCIERO.
CAPITULO 6
ANÁLISIS FINANCIERO RESUMEN EJECUTIVO 6.1 INTODUCCION 6.2 INVERSIÓN TOTAL 6.3 INVERSIÓN FIJA 6.3 TANGIBLES 6.3 INTANGIBLES 6.4 TOTAL DE INVERSIÓN FIJA 6.4 CAPITAL DE TRABAJO 6.4 INVENTARIO DE MATERIA PRIMA 6.5 INVENTARIO DE PRODUCTO EN PROCESO 6.5 INVENTARIO DE PRODUCTO TERMINADO 6.6 CUENTAS POR PAGAR 6.7 CUENTAS POR COBRAR 6.7 . EFECTIVO EN CAJA 6.8 TOTAL DE CAPITAL DE TRABAJO 6.9 INVERSIÓN TOTAL 6.9 INGRESOS 6.9 EGRESOS 6.10 CARGOS FIJOS DE INVERSIÓN 6.12 DEPRECIACIÓN Y AMORTIZACIÓN 6.12
COSTOS FIJOS DE OPERACIÓN. 6.13 GASTOS GENERALES 6.13 PUNTO DE EQUILIBRIO 6.14 RECLASIFICACIÓN DE COSTOS 6.16 COSTOS FIJOS TOTALES 6.16 COSTOS VARIABLES TOTALES 6.17 ESTADOS FINANCIEROS PRO FORMA 6.17 ESTADO PROFORMA DE PÉRDIDAS Y GANANCIAS 6.17 ORIGEN Y APLICACIÓN DE RECURSOS 6.17 EVALUACIÓN DESDE EL PUNTO DE VISTA DEL INVERSIONISTA 6.17 FLUJO DE EFECTIVO 6.18 TMAR 6.18 VALOR PRESENTE NETO 6.19 RENDIMIENTO SOBRE LA INVERSIÓN 6.19 PERIODO DE RECUPERACIÓN DE CAPITAL 6.19 TIR 6.20 ANÁLISIS DE SENSIBILIDAD 6.20 CONCLUSIONES 6.22 ANEXOS
6.1
Resumen Ejecutivo Las características de los proyectos deben incluir las funciones de planear, adquirir y controlar el uso de los fondos de manera que se haga máxima contribución a las operaciones eficientes de una organización. Esto requiere de un conocimiento de los mercados financieros a partir de los cuales se obtienen los fondos, así como de su conocimiento acerca de la forma en que se toman las decisiones sólidas de inversión y financiamiento. Un gran número de fuentes y usos de fondos deben ser considerados, pues siempre existen elecciones alternativas dentro de las decisiones financieras. Estas elecciones incluyen el uso de fondos internos contra externos, proyectos de largo plazo contra proyectos de bajo riesgo, capital a largo plazo contra capital a corto plazo, y así sucesivamente. El análisis financiero que se realizó tuvo la ventaja de tomar en cuenta los diversos factores que intervienen en la rentabilidad de las empresas o proyectos, y permiten tener un marco general del mercado al que pretenden incursionar. El proyecto que se realizó fue la instalación de una planta farmacéutica, y como muchas empresas en este rubro, presentó características similares y por lo tanto competitivas para su realización. Cabe destacar que el proyecto se analizó bajo condiciones específicas, y en estas, presentó las siguientes propiedades. Con un mercado establecido de 22,000 personas a diez años, y con el programa de ventas que se proyecto, las utilidades de la empresa resultan en todos los años positivas, con lo cual nos aventaja en cuestión de recuperación de la inversión A pesar de que la inversión es elevada, la participación de los accionistas juega un papel primordial al hacer del socio principal la variable más importante para su eficiente administración. La rentabilidad del proyecto, bajo las condiciones establecidas, presenta una gran fuerza de impulso a su desarrollo, al llegar la tasa TIR a 29%, lo que permite descifrar que este proyecto cuenta con grandes fortalezas de mercado. Es indicativo de la industria farmacéutica las altas utilidades, y mucho de ello se basa en que el precio del medicamento realmente cubre todos los gastos, y el hecho de que la competencia no sea únicamente por el precio de venta, permite tener precios del producto que a pesar de ser altos, con respecto al ingreso per capita de la población, se pueda tener como base un mercado con suficiencia económica y desarrollar una vida útil del proyecto bastante cómoda. La capacidad de la planta esta evaluada con respecto a las demás proveedoras del mismo principio activo, y a pesar de que su tamaño de producción es pequeño en comparación con otras, presenta para nuestro país grandes oportunidades de crecimiento.
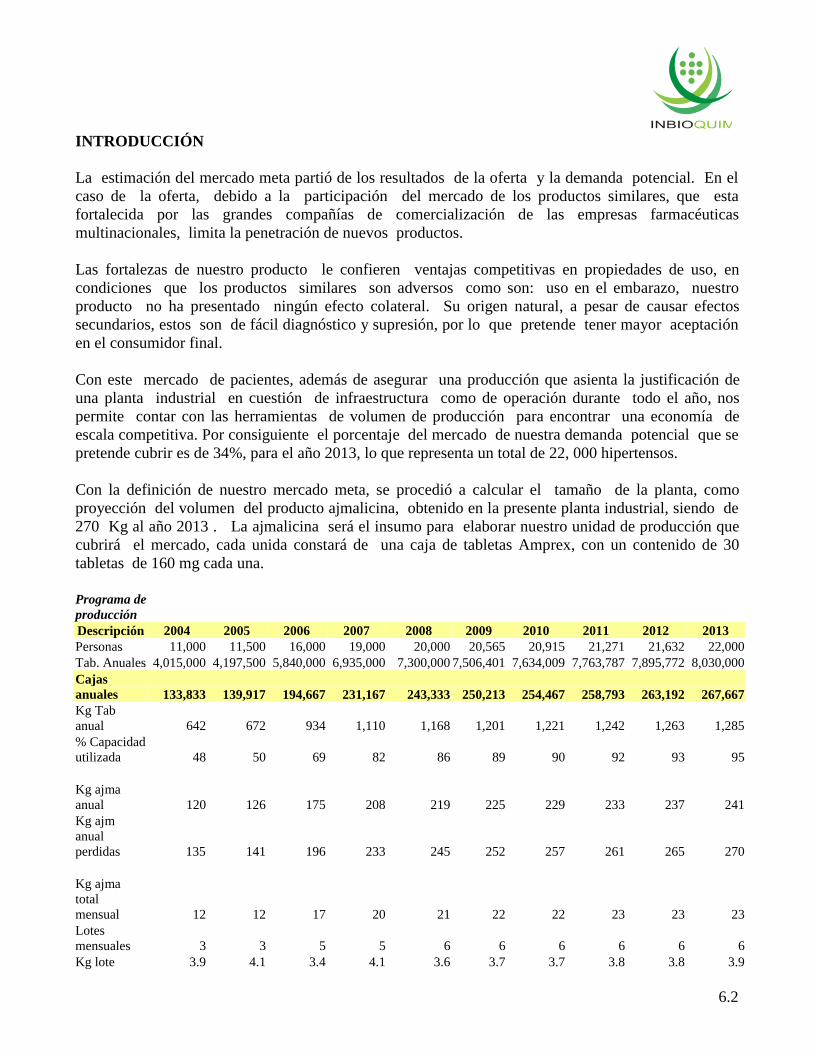
6.2
INTRODUCCIÓN La estimación del mercado meta partió de los resultados de la oferta y la demanda potencial. En el caso de la oferta, debido a la participación del mercado de los productos similares, que esta fortalecida por las grandes compañías de comercialización de las empresas farmacéuticas multinacionales, limita la penetración de nuevos productos. Las fortalezas de nuestro producto le confieren ventajas competitivas en propiedades de uso, en condiciones que los productos similares son adversos como son: uso en el embarazo, nuestro producto no ha presentado ningún efecto colateral. Su origen natural, a pesar de causar efectos secundarios, estos son de fácil diagnóstico y supresión, por lo que pretende tener mayor aceptación en el consumidor final. Con este mercado de pacientes, además de asegurar una producción que asienta la justificación de una planta industrial en cuestión de infraestructura como de operación durante todo el año, nos permite contar con las herramientas de volumen de producción para encontrar una economía de escala competitiva. Por consiguiente el porcentaje del mercado de nuestra demanda potencial que se pretende cubrir es de 34%, para el año 2013, lo que representa un total de 22, 000 hipertensos. Con la definición de nuestro mercado meta, se procedió a calcular el tamaño de la planta, como proyección del volumen del producto ajmalicina, obtenido en la presente planta industrial, siendo de 270 Kg al año 2013 . La ajmalicina será el insumo para elaborar nuestro unidad de producción que cubrirá el mercado, cada unida constará de una caja de tabletas Amprex, con un contenido de 30 tabletas de 160 mg cada una. Programa de producción Descripción 2004 2005 2006 2007 2008 2009 2010 2011 2012 2013 Personas 11,000 11,500 16,000 19,000 20,000 20,565 20,915 21,271 21,632 22,000 Tab. Anuales 4,015,000 4,197,500 5,840,000 6,935,000 7,300,000 7,506,401 7,634,009 7,763,787 7,895,772 8,030,000 Cajas anuales 133,833 139,917 194,667 231,167 243,333 250,213 254,467 258,793 263,192 267,667 Kg Tab anual 642 672 934 1,110 1,168 1,201 1,221 1,242 1,263 1,285 % Capacidad utilizada 48 50 69 82 86 89 90 92 93 95 Kg ajma anual 120 126 175 208 219 225 229 233 237 241 Kg ajm anual perdidas 135 141 196 233 245 252 257 261 265 270 Kg ajma total mensual 12 12 17 20 21 22 22 23 23 23 Lotes mensuales 3 3 5 5 6 6 6 6 6 6 Kg lote 3.9 4.1 3.4 4.1 3.6 3.7 3.7 3.8 3.8 3.9
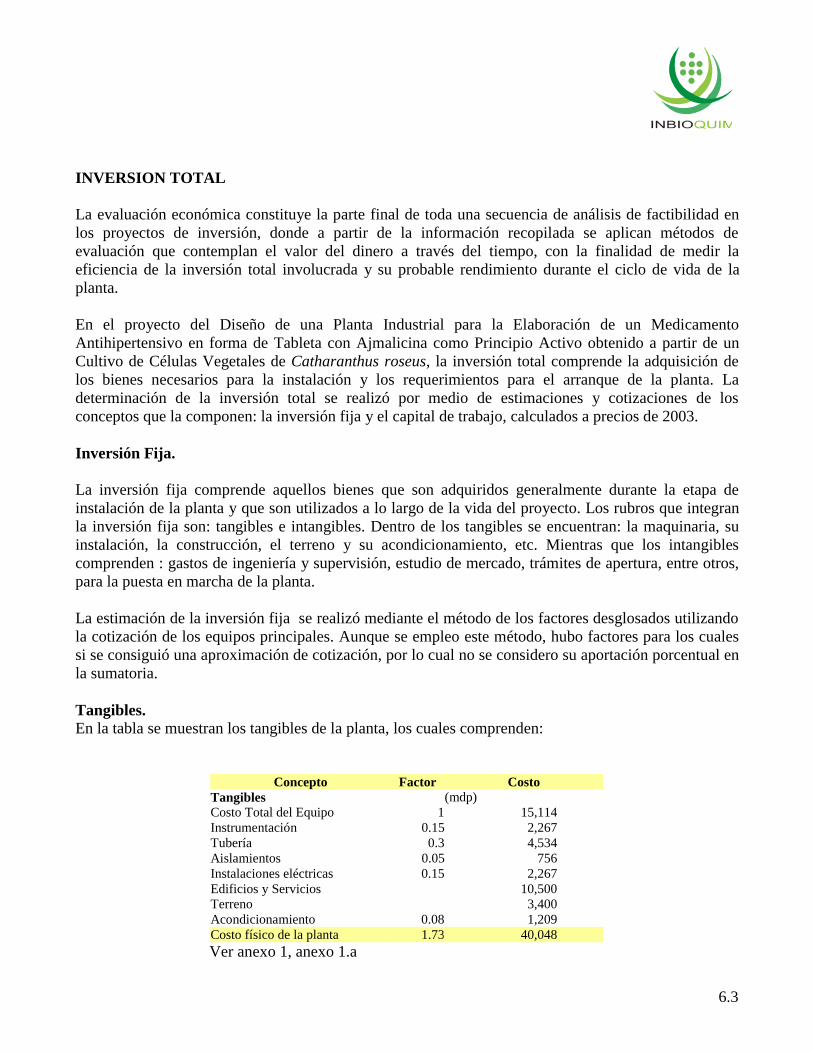
6.3
INVERSION TOTAL La evaluación económica constituye la parte final de toda una secuencia de análisis de factibilidad en los proyectos de inversión, donde a partir de la información recopilada se aplican métodos de evaluación que contemplan el valor del dinero a través del tiempo, con la finalidad de medir la eficiencia de la inversión total involucrada y su probable rendimiento durante el ciclo de vida de la planta. En el proyecto del Diseño de una Planta Industrial para la Elaboración de un Medicamento Antihipertensivo en forma de Tableta con Ajmalicina como Principio Activo obtenido a partir de un Cultivo de Células Vegetales de Catharanthus roseus, la inversión total comprende la adquisición de los bienes necesarios para la instalación y los requerimientos para el arranque de la planta. La determinación de la inversión total se realizó por medio de estimaciones y cotizaciones de los conceptos que la componen: la inversión fija y el capital de trabajo, calculados a precios de 2003. Inversión Fija. La inversión fija comprende aquellos bienes que son adquiridos generalmente durante la etapa de instalación de la planta y que son utilizados a lo largo de la vida del proyecto. Los rubros que integran la inversión fija son: tangibles e intangibles. Dentro de los tangibles se encuentran: la maquinaria, su instalación, la construcción, el terreno y su acondicionamiento, etc. Mientras que los intangibles comprenden : gastos de ingeniería y supervisión, estudio de mercado, trámites de apertura, entre otros, para la puesta en marcha de la planta. La estimación de la inversión fija se realizó mediante el método de los factores desglosados utilizando la cotización de los equipos principales. Aunque se empleo este método, hubo factores para los cuales si se consiguió una aproximación de cotización, por lo cual no se considero su aportación porcentual en la sumatoria. Tangibles. En la tabla se muestran los tangibles de la planta, los cuales comprenden:
Concepto Factor Costo Tangibles (mdp) Costo Total del Equipo 1 15,114 Instrumentación 0.15 2,267 Tubería 0.3 4,534 Aislamientos 0.05 756 Instalaciones eléctricas 0.15 2,267 Edificios y Servicios 10,500 Terreno 3,400 Acondicionamiento 0.08 1,209 Costo físico de la planta 1.73 40,048
Ver anexo 1, anexo 1.a
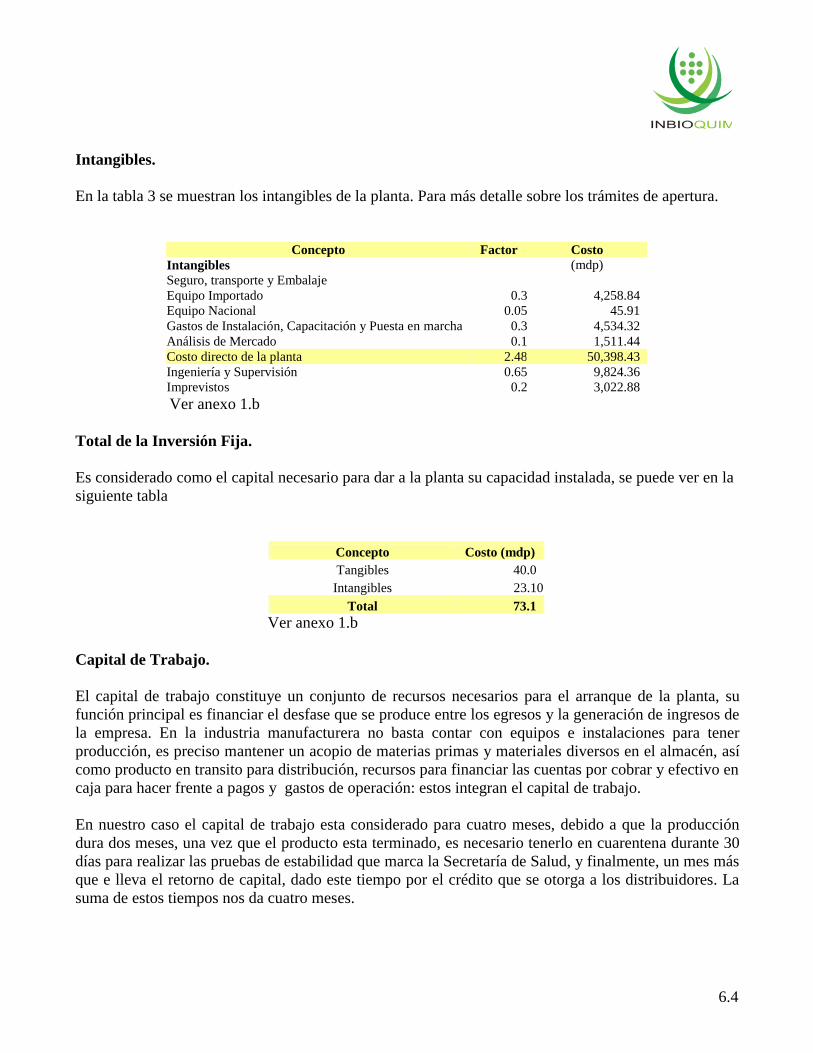
6.4
Intangibles. En la tabla 3 se muestran los intangibles de la planta. Para más detalle sobre los trámites de apertura.
Concepto Factor Costo Intangibles (mdp) Seguro, transporte y Embalaje Equipo Importado 0.3 4,258.84 Equipo Nacional 0.05 45.91 Gastos de Instalación, Capacitación y Puesta en marcha 0.3 4,534.32 Análisis de Mercado 0.1 1,511.44 Costo directo de la planta 2.48 50,398.43 Ingeniería y Supervisión 0.65 9,824.36 Imprevistos 0.2 3,022.88
Ver anexo 1.b Total de la Inversión Fija. Es considerado como el capital necesario para dar a la planta su capacidad instalada, se puede ver en la siguiente tabla
Concepto Costo (mdp) Tangibles 40.0
Intangibles 23.10 Total 73.1
Ver anexo 1.b Capital de Trabajo. El capital de trabajo constituye un conjunto de recursos necesarios para el arranque de la planta, su función principal es financiar el desfase que se produce entre los egresos y la generación de ingresos de la empresa. En la industria manufacturera no basta contar con equipos e instalaciones para tener producción, es preciso mantener un acopio de materias primas y materiales diversos en el almacén, así como producto en transito para distribución, recursos para financiar las cuentas por cobrar y efectivo en caja para hacer frente a pagos y gastos de operación: estos integran el capital de trabajo. En nuestro caso el capital de trabajo esta considerado para cuatro meses, debido a que la producción dura dos meses, una vez que el producto esta terminado, es necesario tenerlo en cuarentena durante 30 días para realizar las pruebas de estabilidad que marca la Secretaría de Salud, y finalmente, un mes más que e lleva el retorno de capital, dado este tiempo por el crédito que se otorga a los distribuidores. La suma de estos tiempos nos da cuatro meses.
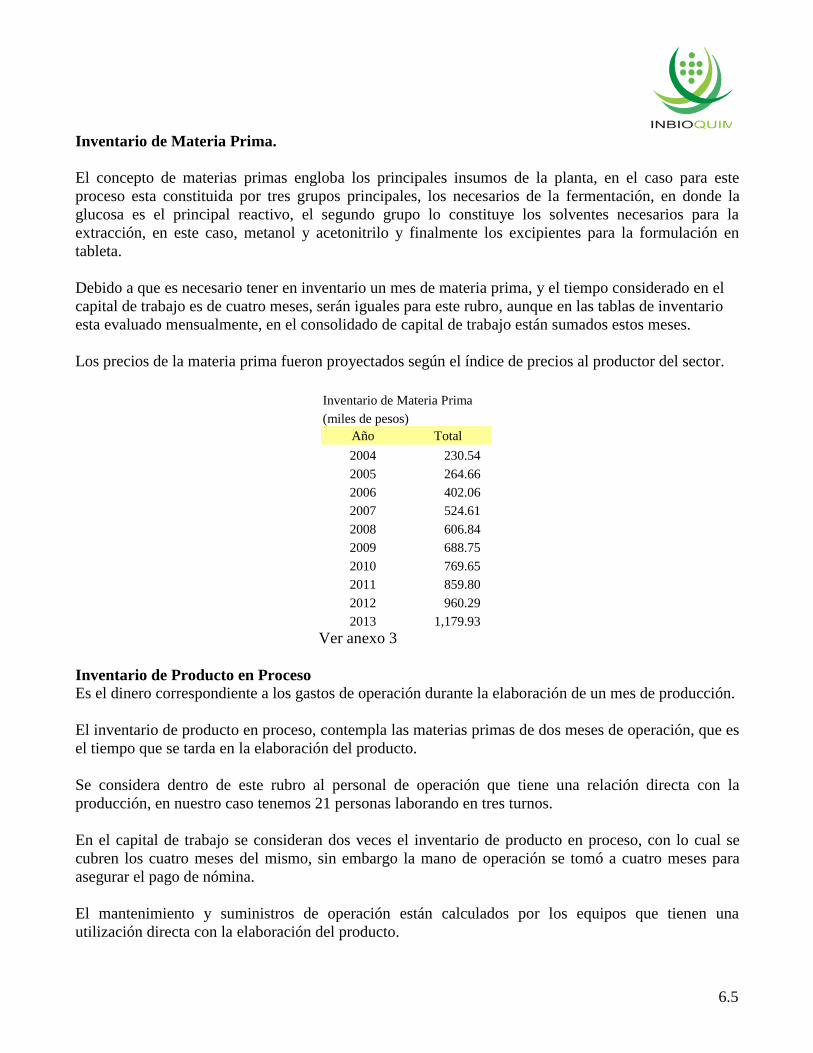
6.5
Inventario de Materia Prima. El concepto de materias primas engloba los principales insumos de la planta, en el caso para este proceso esta constituida por tres grupos principales, los necesarios de la fermentación, en donde la glucosa es el principal reactivo, el segundo grupo lo constituye los solventes necesarios para la extracción, en este caso, metanol y acetonitrilo y finalmente los excipientes para la formulación en tableta. Debido a que es necesario tener en inventario un mes de materia prima, y el tiempo considerado en el capital de trabajo es de cuatro meses, serán iguales para este rubro, aunque en las tablas de inventario esta evaluado mensualmente, en el consolidado de capital de trabajo están sumados estos meses. Los precios de la materia prima fueron proyectados según el índice de precios al productor del sector.
Inventario de Materia Prima (miles de pesos)
Año Total 2004 230.54 2005 264.66 2006 402.06 2007 524.61 2008 606.84 2009 688.75 2010 769.65 2011 859.80 2012 960.29 2013 1,179.93
Ver anexo 3 Inventario de Producto en Proceso Es el dinero correspondiente a los gastos de operación durante la elaboración de un mes de producción. El inventario de producto en proceso, contempla las materias primas de dos meses de operación, que es el tiempo que se tarda en la elaboración del producto. Se considera dentro de este rubro al personal de operación que tiene una relación directa con la producción, en nuestro caso tenemos 21 personas laborando en tres turnos. En el capital de trabajo se consideran dos veces el inventario de producto en proceso, con lo cual se cubren los cuatro meses del mismo, sin embargo la mano de operación se tomó a cuatro meses para asegurar el pago de nómina. El mantenimiento y suministros de operación están calculados por los equipos que tienen una utilización directa con la elaboración del producto.
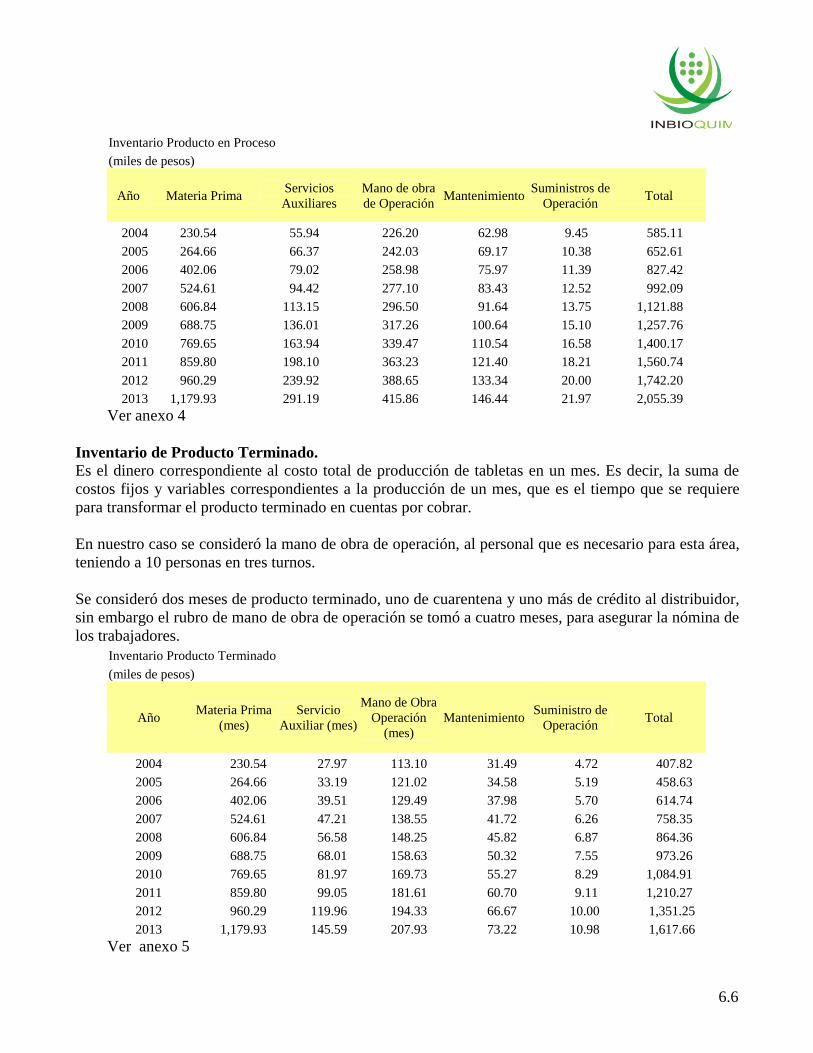
6.6
Inventario Producto en Proceso (miles de pesos)
Año Materia Prima Servicios Auxiliares
Mano de obra de Operación Mantenimiento Suministros de
Operación Total
2004 230.54 55.94 226.20 62.98 9.45 585.11 2005 264.66 66.37 242.03 69.17 10.38 652.61 2006 402.06 79.02 258.98 75.97 11.39 827.42 2007 524.61 94.42 277.10 83.43 12.52 992.09 2008 606.84 113.15 296.50 91.64 13.75 1,121.88 2009 688.75 136.01 317.26 100.64 15.10 1,257.76 2010 769.65 163.94 339.47 110.54 16.58 1,400.17 2011 859.80 198.10 363.23 121.40 18.21 1,560.74 2012 960.29 239.92 388.65 133.34 20.00 1,742.20 2013 1,179.93 291.19 415.86 146.44 21.97 2,055.39
Ver anexo 4 Inventario de Producto Terminado. Es el dinero correspondiente al costo total de producción de tabletas en un mes. Es decir, la suma de costos fijos y variables correspondientes a la producción de un mes, que es el tiempo que se requiere para transformar el producto terminado en cuentas por cobrar. En nuestro caso se consideró la mano de obra de operación, al personal que es necesario para esta área, teniendo a 10 personas en tres turnos. Se consideró dos meses de producto terminado, uno de cuarentena y uno más de crédito al distribuidor, sin embargo el rubro de mano de obra de operación se tomó a cuatro meses, para asegurar la nómina de los trabajadores.
Inventario Producto Terminado (miles de pesos)
Año Materia Prima (mes)
Servicio Auxiliar (mes)
Mano de Obra Operación
(mes) Mantenimiento Suministro de
Operación Total
2004 230.54 27.97 113.10 31.49 4.72 407.82 2005 264.66 33.19 121.02 34.58 5.19 458.63 2006 402.06 39.51 129.49 37.98 5.70 614.74 2007 524.61 47.21 138.55 41.72 6.26 758.35 2008 606.84 56.58 148.25 45.82 6.87 864.36 2009 688.75 68.01 158.63 50.32 7.55 973.26 2010 769.65 81.97 169.73 55.27 8.29 1,084.91 2011 859.80 99.05 181.61 60.70 9.11 1,210.27 2012 960.29 119.96 194.33 66.67 10.00 1,351.25 2013 1,179.93 145.59 207.93 73.22 10.98 1,617.66
Ver anexo 5
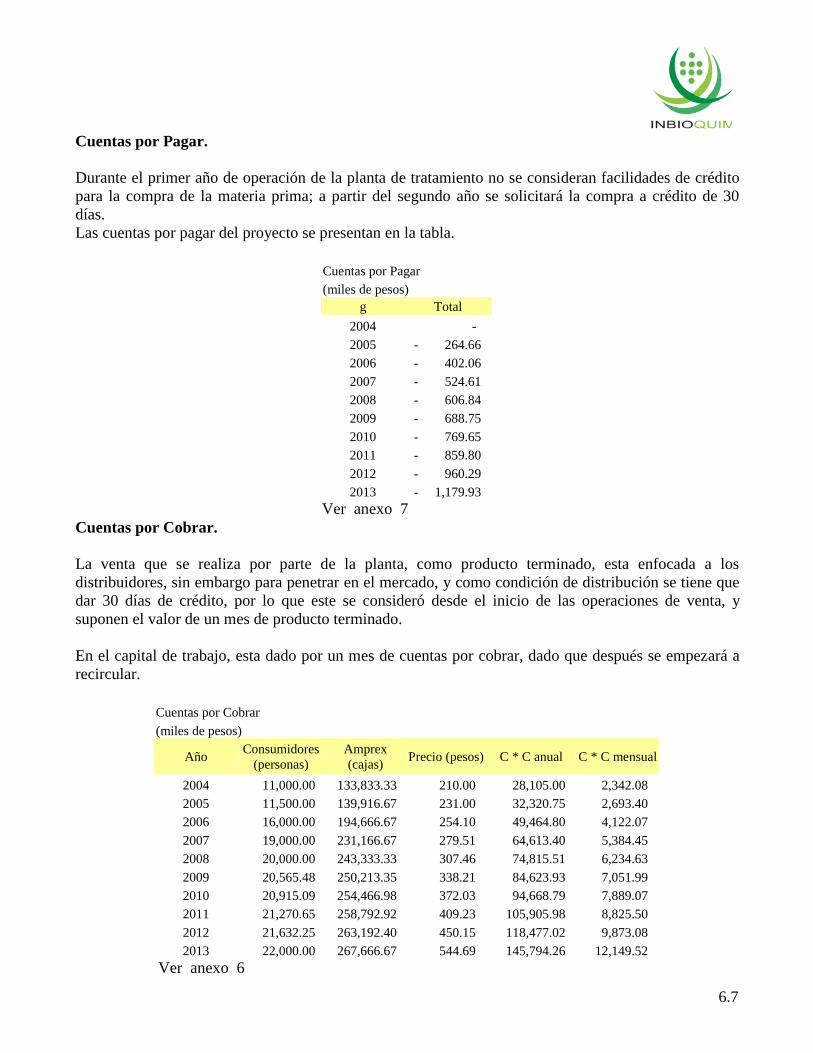
6.7
Cuentas por Pagar. Durante el primer año de operación de la planta de tratamiento no se consideran facilidades de crédito para la compra de la materia prima; a partir del segundo año se solicitará la compra a crédito de 30 días. Las cuentas por pagar del proyecto se presentan en la tabla.
Cuentas por Pagar (miles de pesos)
g Total 2004 - 2005 - 264.66 2006 - 402.06 2007 - 524.61 2008 - 606.84 2009 - 688.75 2010 - 769.65 2011 - 859.80 2012 - 960.29 2013 - 1,179.93
Ver anexo 7 Cuentas por Cobrar. La venta que se realiza por parte de la planta, como producto terminado, esta enfocada a los distribuidores, sin embargo para penetrar en el mercado, y como condición de distribución se tiene que dar 30 días de crédito, por lo que este se consideró desde el inicio de las operaciones de venta, y suponen el valor de un mes de producto terminado. En el capital de trabajo, esta dado por un mes de cuentas por cobrar, dado que después se empezará a recircular.
Cuentas por Cobrar (miles de pesos)
Año Consumidores (personas)
Amprex (cajas) Precio (pesos) C * C anual C * C mensual
2004 11,000.00 133,833.33 210.00 28,105.00 2,342.08 2005 11,500.00 139,916.67 231.00 32,320.75 2,693.40 2006 16,000.00 194,666.67 254.10 49,464.80 4,122.07 2007 19,000.00 231,166.67 279.51 64,613.40 5,384.45 2008 20,000.00 243,333.33 307.46 74,815.51 6,234.63 2009 20,565.48 250,213.35 338.21 84,623.93 7,051.99 2010 20,915.09 254,466.98 372.03 94,668.79 7,889.07 2011 21,270.65 258,792.92 409.23 105,905.98 8,825.50 2012 21,632.25 263,192.40 450.15 118,477.02 9,873.08 2013 22,000.00 267,666.67 544.69 145,794.26 12,149.52
Ver anexo 6
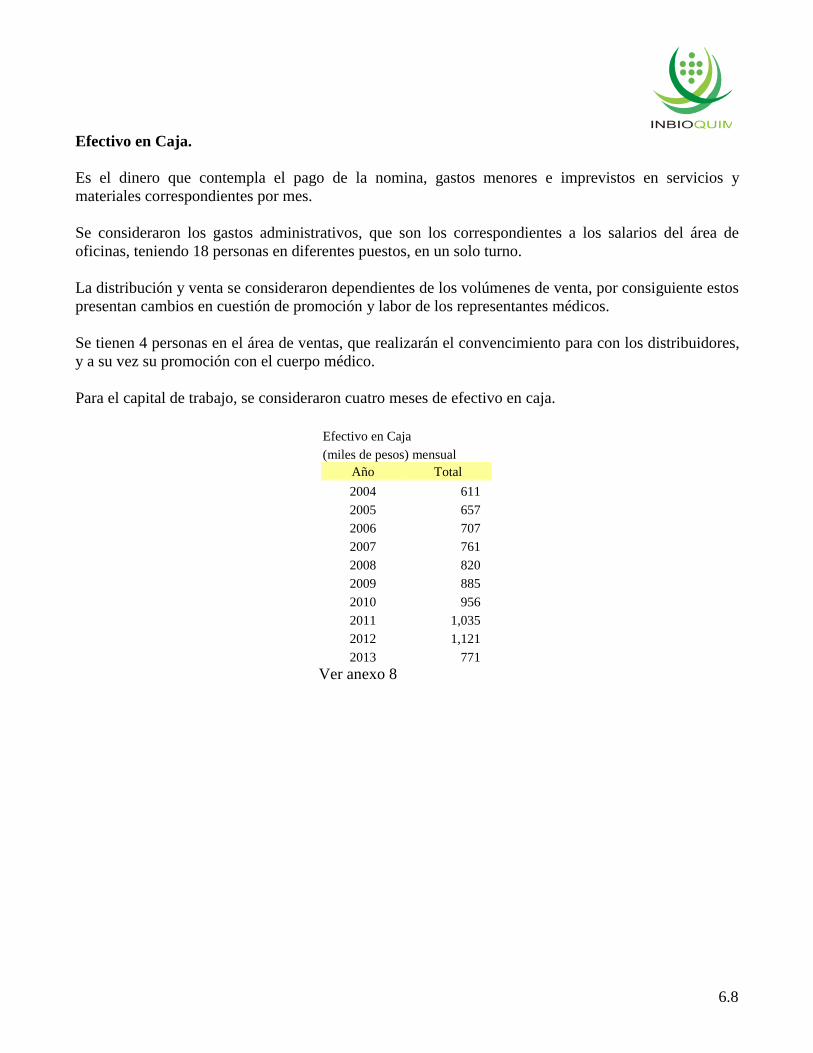
6.8
Efectivo en Caja. Es el dinero que contempla el pago de la nomina, gastos menores e imprevistos en servicios y materiales correspondientes por mes. Se consideraron los gastos administrativos, que son los correspondientes a los salarios del área de oficinas, teniendo 18 personas en diferentes puestos, en un solo turno. La distribución y venta se consideraron dependientes de los volúmenes de venta, por consiguiente estos presentan cambios en cuestión de promoción y labor de los representantes médicos. Se tienen 4 personas en el área de ventas, que realizarán el convencimiento para con los distribuidores, y a su vez su promoción con el cuerpo médico. Para el capital de trabajo, se consideraron cuatro meses de efectivo en caja.
Efectivo en Caja (miles de pesos) mensual
Año Total 2004 611 2005 657 2006 707 2007 761 2008 820 2009 885 2010 956 2011 1,035 2012 1,121 2013 771
Ver anexo 8

6.9
Total de Capital de Trabajo Es el capital necesario para iniciar el funcionamiento de la planta, antes de recibir cualquier ingreso y contempla los costos por materia prima, mano de obra y administrativos de la empresa. Capital de Trabajo (miles de pesos)
Año Materias Primas Producto en
Proceso Producto
Termiando Cuentas por
Pagar Efectivo en
Caja Cuentas por
Cobrar Total
2004 922 1,623 1,042 - 2,443 2,342 8,371 2005 1,059 1,789 1,159 - 1,059 2,627 2,693 8,269 2006 1,608 2,173 1,488 - 1,608 2,826 4,122 10,610 2007 2,098 2,098 1,794 - 2,098 3,044 5,384 12,761 2008 2,427 2,837 2,025 - 2,427 3,281 6,235 14,378 2009 2,755 3,150 2,264 - 2,755 3,541 7,052 16,007 2010 3,079 3,479 2,509 - 3,079 3,826 7,889 17,703 2011 3,439 3,848 2,784 - 3,439 4,139 8,825 19,596 2012 3,841 4,262 3,091 - 3,841 4,484 9,873 21,710 2013 4,720 4,942 3,651 - 4,720 3,082 12,150 23,826
Ver anexo 2 Inversión Total. Una vez encontrada la cantidad de capital, para comenzar a operar la planta, y la inversión necesaria para la adquisición de todos los tangibles y el pago de los intangibles, entonces se calcula la inversión total que se define como la sumatoria de la inversión fija mas el capital de trabajo.
Inversión Total (miles de pesos)
Inversión Fija Capital de Trabajo Total
63.25 8.37 71.62 Ingresos. La política de venta de la empresa, es vender a los distribuidores, y que estos lleven el producto a los puntos de venta a un menor costo.

6.10
La estimación de ingresos se obtiene a partir de las proyecciones de los volúmenes de ventas del producto terminado y las proyecciones del precio, con base en el índice de precio al productor para nuestro sector.
Ingresos (miles de pesos)
Año Total 2004 28,105.00 2005 32,320.75 2006 49,464.80 2007 64,613.40 2008 74,815.51 2009 84,623.93 2010 94,668.79 2011 105,905.98 2012 118,477.02 2013 145,794.26
Ver anexo 25 Egresos Los volúmenes anuales de producción previstos, sirven de base para estimar los presupuestos de egresos. Esta constituido por los costos variables de operación, los costos fijos de inversión y de operación para obtener los costos de fabricación o manufactura. Al adicionar los gastos generales a los costos de fabricación se obtienen los egresos totales de fabricación de la planta antes de impuestos. A continuación se desglosa cada uno de ellos. Todos estos costos se determinan anualmente. Ver anexo27 Costos variables de operación Los costos variables de operación son aquellos directamente involucrados en la elaboración y venta del producto, por lo tanto tienden a variar en función del volumen de producción.
Costos Variables de Operación (miles de pesos)
Año Total 2004 7,021.27 2005 7,831.30 2006 9,929.08 2007 11,905.05 2008 13,462.53 2009 15,093.14 2010 16,802.08 2011 18,728.83 2012 20,906.41 2013 24,664.65
Ver anexo 9
6.11
Materias Primas El costo de las materias primas se determinó tomando en cuenta su precio de adquisición para el año 2003, los cuales fueron cotizados con diferentes proveedores, estos precios fueron proyectados para los diez años, tomando como base el porcentaje de variación de índice de precios al productor. Una vez obtenidos estos se cuantificó su costo con base en las cantidades requeridas para la producción prevista por unidad de producto. Mano de obra de operación En el proceso de producción se determinó el número de técnicos y obreros necesarios para la operación de la planta, los salarios fueron proyectados para los diez años con base en el índice de salarios mínimos. Servicios Auxiliares Para estimar el costo de los servicios auxiliares se consideró los requerimientos de agua y energía eléctrica proyectándose con el índice de precios al consumidor. Mantenimiento y reparación Para la operación eficiente es necesario realizar gastos de mantenimiento y reparación cuyo monto depende de las condiciones de operación. Estos costos incluyen cargos por materiales mano de obra y supervisión, al no disponer con datos sobre plantas similares se estimaron los costos anuales de mantenimiento como un porcentaje del costo de los equipos, se considera que la planta opera en condiciones severas, en el cual se tomó el 5% del costo de los equipos, proyectando este costo a diez años, variándolo anualmente con respecto a la inflación. Ver anexo 10. Suministros de operación Son aquellos productos misceláneos que se requieren para operar eficientemente la planta y que no forman parte de las materias primas y de los materiales de mantenimiento. En este rubro se incluyen productos tales como lubricantes, materiales de limpieza y artículos para la protección y aseo de los operarios. El costo de los suministros de operación se estimo como un 15% de los costos de mantenimiento, y reparación. No se estimó el aumento con la inflación, debido a que en el mantenimiento esto esta contemplado, y como es una función porcentual, se incluyen.
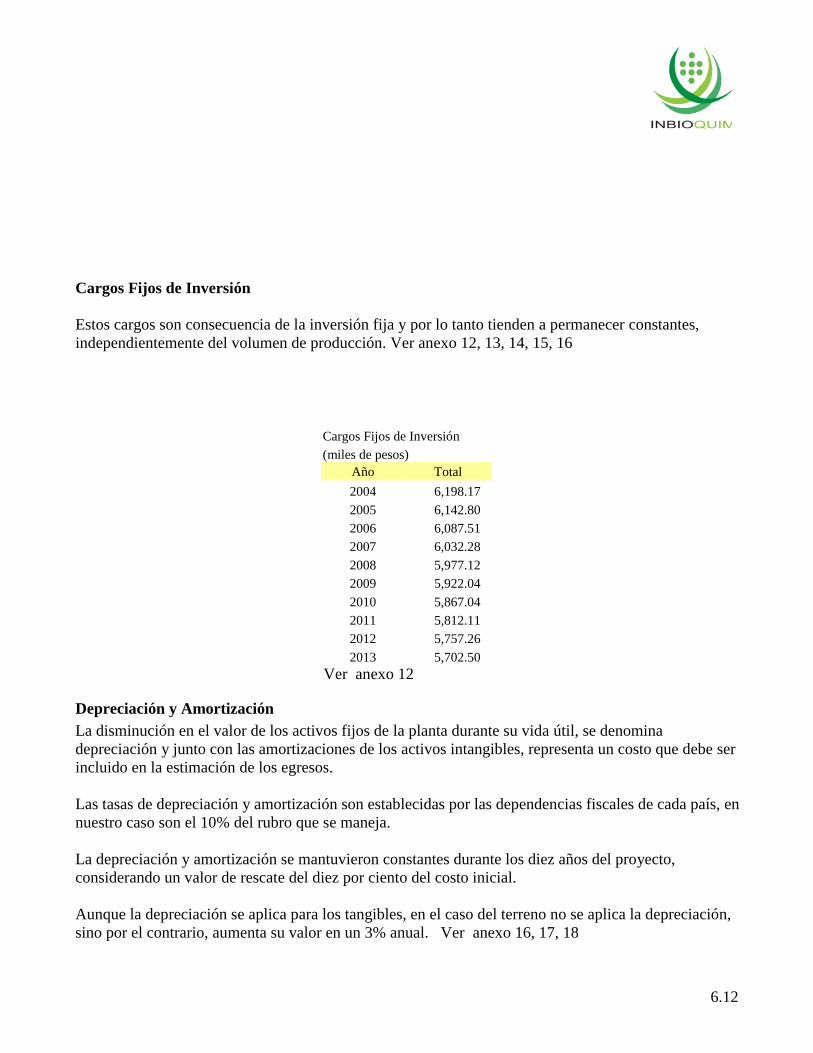
6.12
Cargos Fijos de Inversión Estos cargos son consecuencia de la inversión fija y por lo tanto tienden a permanecer constantes, independientemente del volumen de producción. Ver anexo 12, 13, 14, 15, 16
Cargos Fijos de Inversión (miles de pesos)
Año Total 2004 6,198.17 2005 6,142.80 2006 6,087.51 2007 6,032.28 2008 5,977.12 2009 5,922.04 2010 5,867.04 2011 5,812.11 2012 5,757.26 2013 5,702.50
Ver anexo 12
Depreciación y Amortización La disminución en el valor de los activos fijos de la planta durante su vida útil, se denomina depreciación y junto con las amortizaciones de los activos intangibles, representa un costo que debe ser incluido en la estimación de los egresos. Las tasas de depreciación y amortización son establecidas por las dependencias fiscales de cada país, en nuestro caso son el 10% del rubro que se maneja. La depreciación y amortización se mantuvieron constantes durante los diez años del proyecto, considerando un valor de rescate del diez por ciento del costo inicial. Aunque la depreciación se aplica para los tangibles, en el caso del terreno no se aplica la depreciación, sino por el contrario, aumenta su valor en un 3% anual. Ver anexo 16, 17, 18
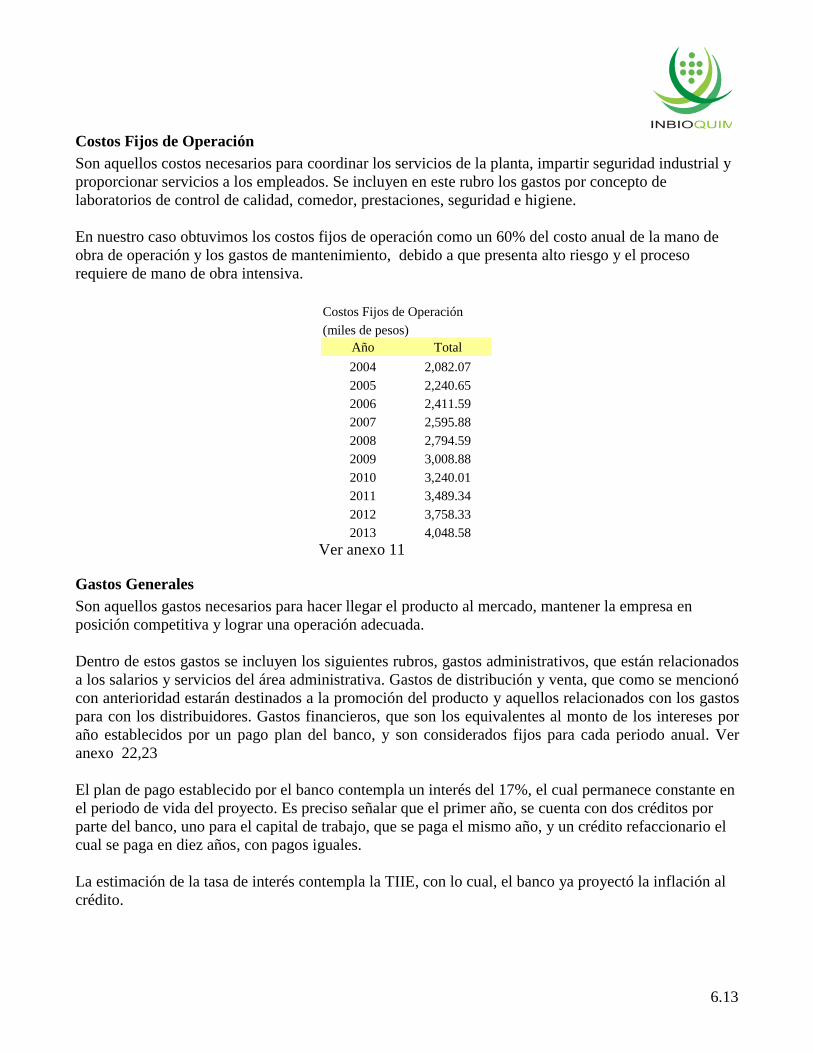
6.13
Costos Fijos de Operación Son aquellos costos necesarios para coordinar los servicios de la planta, impartir seguridad industrial y proporcionar servicios a los empleados. Se incluyen en este rubro los gastos por concepto de laboratorios de control de calidad, comedor, prestaciones, seguridad e higiene. En nuestro caso obtuvimos los costos fijos de operación como un 60% del costo anual de la mano de obra de operación y los gastos de mantenimiento, debido a que presenta alto riesgo y el proceso requiere de mano de obra intensiva.
Costos Fijos de Operación (miles de pesos)
Año Total 2004 2,082.07 2005 2,240.65 2006 2,411.59 2007 2,595.88 2008 2,794.59 2009 3,008.88 2010 3,240.01 2011 3,489.34 2012 3,758.33 2013 4,048.58
Ver anexo 11
Gastos Generales Son aquellos gastos necesarios para hacer llegar el producto al mercado, mantener la empresa en posición competitiva y lograr una operación adecuada. Dentro de estos gastos se incluyen los siguientes rubros, gastos administrativos, que están relacionados a los salarios y servicios del área administrativa. Gastos de distribución y venta, que como se mencionó con anterioridad estarán destinados a la promoción del producto y aquellos relacionados con los gastos para con los distribuidores. Gastos financieros, que son los equivalentes al monto de los intereses por año establecidos por un pago plan del banco, y son considerados fijos para cada periodo anual. Ver anexo 22,23 El plan de pago establecido por el banco contempla un interés del 17%, el cual permanece constante en el periodo de vida del proyecto. Es preciso señalar que el primer año, se cuenta con dos créditos por parte del banco, uno para el capital de trabajo, que se paga el mismo año, y un crédito refaccionario el cual se paga en diez años, con pagos iguales. La estimación de la tasa de interés contempla la TIIE, con lo cual, el banco ya proyectó la inflación al crédito.
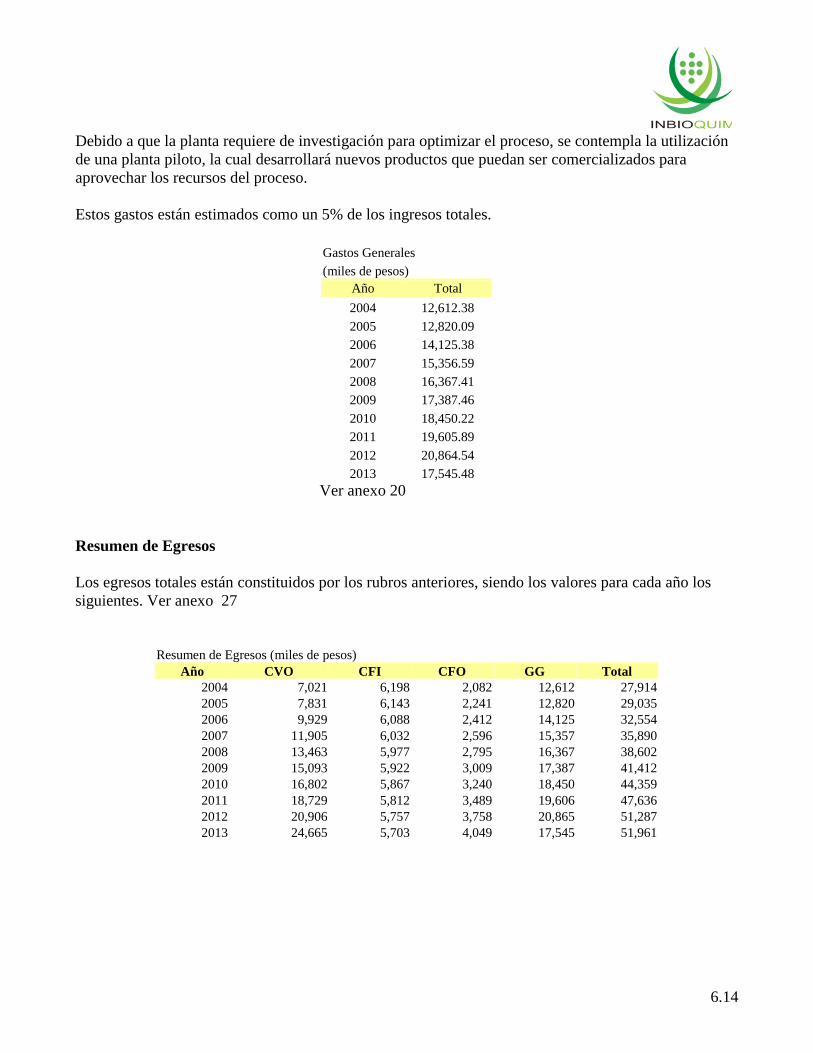
6.14
Debido a que la planta requiere de investigación para optimizar el proceso, se contempla la utilización de una planta piloto, la cual desarrollará nuevos productos que puedan ser comercializados para aprovechar los recursos del proceso. Estos gastos están estimados como un 5% de los ingresos totales.
Gastos Generales (miles de pesos)
Año Total 2004 12,612.38 2005 12,820.09 2006 14,125.38 2007 15,356.59 2008 16,367.41 2009 17,387.46 2010 18,450.22 2011 19,605.89 2012 20,864.54 2013 17,545.48
Ver anexo 20 Resumen de Egresos Los egresos totales están constituidos por los rubros anteriores, siendo los valores para cada año los siguientes. Ver anexo 27
Resumen de Egresos (miles de pesos) Año CVO CFI CFO GG Total
2004 7,021 6,198 2,082 12,612 27,914 2005 7,831 6,143 2,241 12,820 29,035 2006 9,929 6,088 2,412 14,125 32,554 2007 11,905 6,032 2,596 15,357 35,890 2008 13,463 5,977 2,795 16,367 38,602 2009 15,093 5,922 3,009 17,387 41,412 2010 16,802 5,867 3,240 18,450 44,359 2011 18,729 5,812 3,489 19,606 47,636 2012 20,906 5,757 3,758 20,865 51,287 2013 24,665 5,703 4,049 17,545 51,961

6.15
Punto de Equilibrio El punto de equilibrio es el volumen de producción de la planta, en el que los ingresos obtenidos por las ventas son iguales a los egresos incurridos en la operación. Su principal utilidad consiste en determinar el volumen de producción mínimo necesario de la empresa para no incurrir en pérdidas, a partir de él, cualquier volumen de producción mayor reporta ganancias. En esta sección se presentan los puntos de equilibrio determinados para el proyecto en los periodos 2004, 2008 y 2013.Ver anexo 24.
Punto de Equilibrio 2004 (miles de pesos)
Vol. Producción
(%) Ingresos Egresos Costos Fijos
0 - 12,159.56 12159.5575 20 11,829.65 18,790.70 12159.5575 40 23,659.30 25,421.85 12159.5575 60 35,488.95 32,053.00 12159.5575 80 47,318.60 38,684.14 12159.5575
100 59,148.25 45,315.29 12159.5575 El volumen mínimo anual de producción para el año 2004 es: 131,763 cajas.
Punto de Equilibrio 2008 (miles de pesos)
Vol. Producción
(%) Ingresos Egresos Costos Fijos
0 - 11,554.15 8,771.71 20 17,319.79 17,815.65 8,771.71 40 34,639.58 24,077.14 8,771.71 60 51,959.37 30,338.64 8,771.71 80 69,279.16 36,600.14 8,771.71
100 86,598.95 42,861.63 8,771.71
Punto de Equilibrio2004
-
20
40
60
80
0% 20% 40% 60% 80% 100%
Mill
ones
de
Peso
s
% Unidades
Egresos
Ingresos
Cf

6.16
El volumen mínimo anual de producción para el año 2008 es: 44,684 cajas.
Punto de Equilibrio 2013 (miles de pesos)
Vol. Producción
(%) Ingresos Egresos Costos Fijos
0 - 10,759.91 10,759.91 20 30,683.07 19,430.92 10,759.91 40 61,366.13 28,101.92 10,759.91 60 92,049.20 36,772.92 10,759.91 80 122,732.26 45,443.92 10,759.91
100 153,415.33 54,114.92 10,759.91 El volumen mínimo anual de producción para el año 2013 es: 27,536 cajas.
Punto de Equilibrio2008
-20406080
100
0% 20% 40% 60% 80% 100%
Mill
ones
de
Peso
s
% Unidades
Egresos
Ingresos
Cf
Punto de Equilibrio2013
-306090
120150
0% 20% 40% 60% 80% 100%
Mill
ones
de
Peso
s
% Unidades
Egresos
Ingresos
Cf

6.17
Reclasificación de Costos. Para llevar a cabo este análisis se han agrupado los diferentes tipos de costos que tiene la empresa en Costos Fijos Totales y Costos Variables Totales, como se desglosan a continuación. Costos Fijos Totales (CFT). En este grupo de costos están contemplados los egresos que no dependen del volumen de producción (aunque se incrementan con el tiempo debido a factores inflacionarios), y son: Costos Fijos de Inversión, Costos Fijos de Operación, Gastos Administrativos y los Gastos Financieros. Costos Variables Totales (CVT). En este grupo de costos están contemplados los egresos que sí dependen del volumen de producción (y que además se incrementan con el tiempo debido a factores inflacionarios), y son: Costos Variables de Operación, Gastos de Investigación y Desarrollo y Gastos de Distribución y venta. Como pudo observarse, el punto de equilibrio para los tres escenarios se alcanza antes de la capacidad normal inicial de operación, por lo que desde el primer año se empiezan a obtener ganancias. 14.6. ESTADOS FINANCIEROS PROFORMA. 14.6.1. Estado Proforma de Pérdidas y Ganancias. Este estado muestra los resultados económicos de la operación de la empresa en un periodo dado, determinando si hubo pérdidas o ganancias durante ese lapso, a través del cálculo de las Utilidades Netas de la empresa . La utilidad bruta es la diferencia de los ingresos y los egresos, la utilidad neta es la diferencia entre la utilidad bruta y los impuestos sobre la renta y el reparto de utilidades, los cuales representan el 34% para el ISR y el 10% para el PTU de la utilidad bruta. Ver anexo 25.

6.18
Origen y Aplicación de Recursos. Los recursos para la instalación de la planta provendrán de tres fuentes: el inversionista principal, los socios y un crédito bancario. Las proporciones de la inversión de cada una de las partes de detalla en la tabla 14-32, así como su aplicación en la inversión fija y el capital de trabajo.
Origen de los recursos (miles de pesos) Inversión fija % 63,245.67 propio 0.51 32,255.29 socios 0.19 12,016.68 banco 0.3 18,973.70 Capital de trabajo 8,371.30 propio 0.51 4,269.36 socios 0.19 1,590.55 banco 0.3 2,511.39 Total 71,616.97
Ver anexo 21 Evaluación desde el Punto de Vista del Inversionista. Una parte importante del análisis económico de un proyecto es la evaluación del mismo mediante el uso de criterios representativos para el analista. Algunos criterios comúnmente empleados son: el estado del mercado, la disponibilidad de recursos, la tecnología empleada, su impacto en el entorno, etc. En economía, parámetros como: el Punto de Equilibrio, el Rendimiento sobre la Inversión (RSI), el Período de Recuperación del Capital (Pay-back), el Valor Presente Neto (VPN) y la Tasa Interna de Retorno (TIR); son empleados para evaluaciones de este tipo. A continuación se presentan las evaluaciones del proyecto desde diferentes escenarios: el punto de vista del proyecto (en cuatro modalidades) y el punto de vista del inversionista. Flujo de Efectivo El capital por distribuir o flujo de efectivo esta compuesto por la utilidad neta, depreciación y amortización y el pago a capital del préstamo otorgado por los bancos. El último año se le suma valor de rescate del equipo, el valor del terreno y el capital de trabajo, que forman parte de los activos de la empresa.
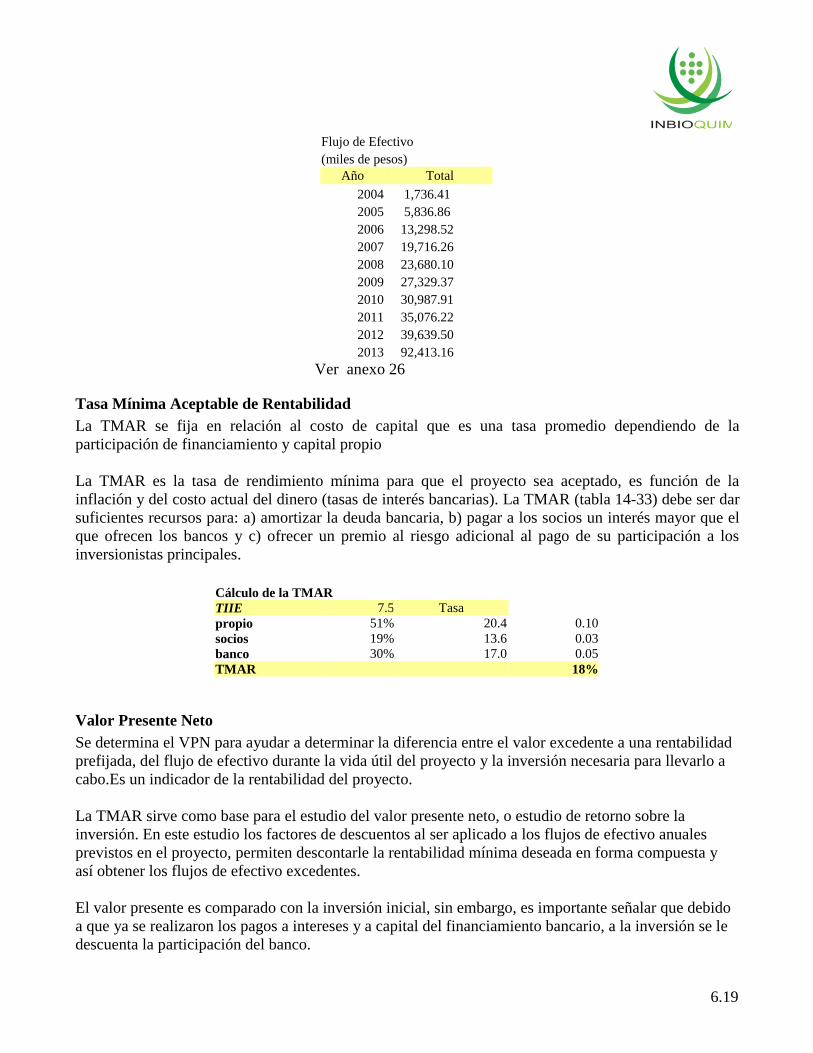
6.19
Flujo de Efectivo (miles de pesos)
Año Total 2004 1,736.41 2005 5,836.86 2006 13,298.52 2007 19,716.26 2008 23,680.10 2009 27,329.37 2010 30,987.91 2011 35,076.22 2012 39,639.50 2013 92,413.16
Ver anexo 26
Tasa Mínima Aceptable de Rentabilidad La TMAR se fija en relación al costo de capital que es una tasa promedio dependiendo de la participación de financiamiento y capital propio La TMAR es la tasa de rendimiento mínima para que el proyecto sea aceptado, es función de la inflación y del costo actual del dinero (tasas de interés bancarias). La TMAR (tabla 14-33) debe ser dar suficientes recursos para: a) amortizar la deuda bancaria, b) pagar a los socios un interés mayor que el que ofrecen los bancos y c) ofrecer un premio al riesgo adicional al pago de su participación a los inversionistas principales.
Cálculo de la TMAR TIIE 7.5 Tasa propio 51% 20.4 0.10 socios 19% 13.6 0.03 banco 30% 17.0 0.05 TMAR 18%
Valor Presente Neto Se determina el VPN para ayudar a determinar la diferencia entre el valor excedente a una rentabilidad prefijada, del flujo de efectivo durante la vida útil del proyecto y la inversión necesaria para llevarlo a cabo.Es un indicador de la rentabilidad del proyecto. La TMAR sirve como base para el estudio del valor presente neto, o estudio de retorno sobre la inversión. En este estudio los factores de descuentos al ser aplicado a los flujos de efectivo anuales previstos en el proyecto, permiten descontarle la rentabilidad mínima deseada en forma compuesta y así obtener los flujos de efectivo excedentes. El valor presente es comparado con la inversión inicial, sin embargo, es importante señalar que debido a que ya se realizaron los pagos a intereses y a capital del financiamiento bancario, a la inversión se le descuenta la participación del banco.
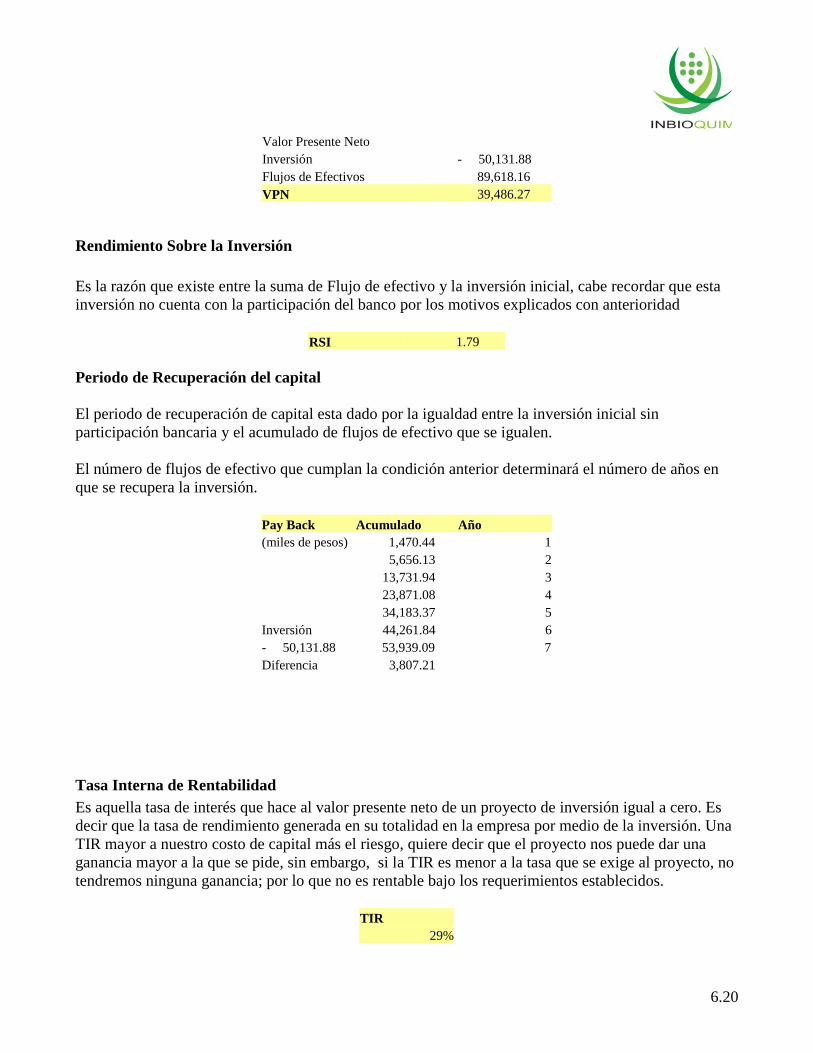
6.20
Valor Presente Neto Inversión - 50,131.88 Flujos de Efectivos 89,618.16 VPN 39,486.27
Rendimiento Sobre la Inversión Es la razón que existe entre la suma de Flujo de efectivo y la inversión inicial, cabe recordar que esta inversión no cuenta con la participación del banco por los motivos explicados con anterioridad
RSI 1.79 Periodo de Recuperación del capital El periodo de recuperación de capital esta dado por la igualdad entre la inversión inicial sin participación bancaria y el acumulado de flujos de efectivo que se igualen. El número de flujos de efectivo que cumplan la condición anterior determinará el número de años en que se recupera la inversión.
Pay Back Acumulado Año (miles de pesos) 1,470.44 1 5,656.13 2 13,731.94 3 23,871.08 4 34,183.37 5 Inversión 44,261.84 6 - 50,131.88 53,939.09 7 Diferencia 3,807.21
Tasa Interna de Rentabilidad Es aquella tasa de interés que hace al valor presente neto de un proyecto de inversión igual a cero. Es decir que la tasa de rendimiento generada en su totalidad en la empresa por medio de la inversión. Una TIR mayor a nuestro costo de capital más el riesgo, quiere decir que el proyecto nos puede dar una ganancia mayor a la que se pide, sin embargo, si la TIR es menor a la tasa que se exige al proyecto, no tendremos ninguna ganancia; por lo que no es rentable bajo los requerimientos establecidos.
TIR 29%
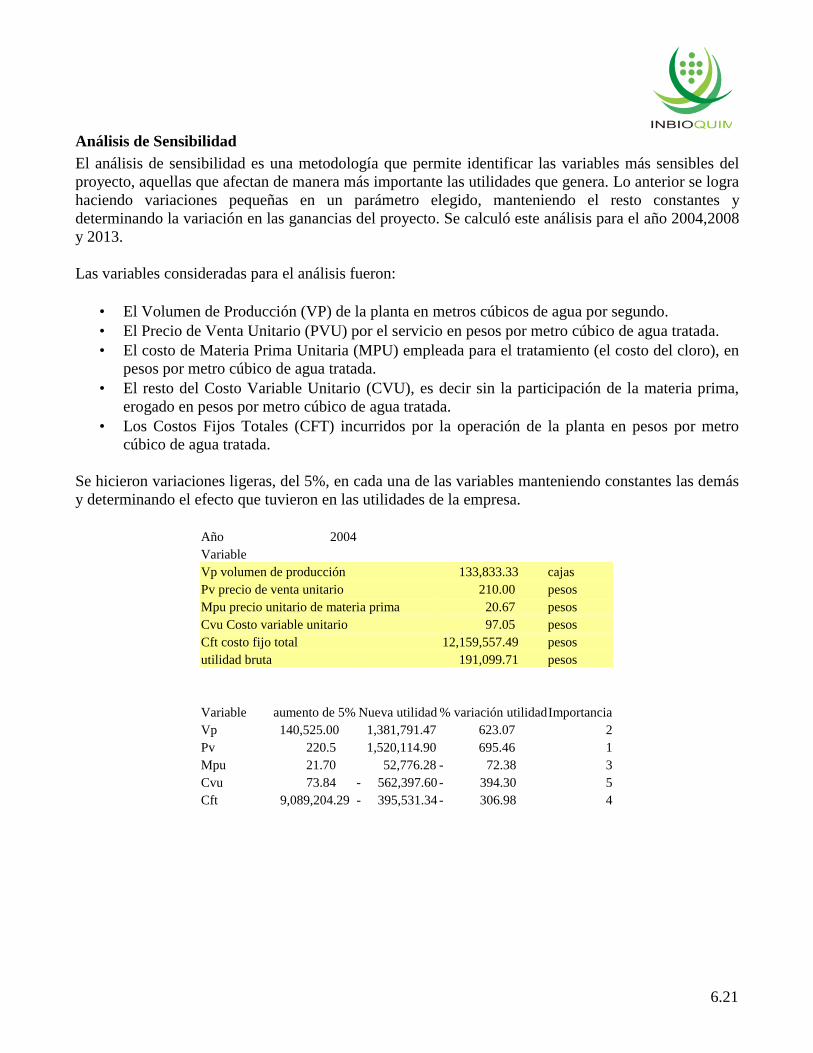
6.21
Análisis de Sensibilidad El análisis de sensibilidad es una metodología que permite identificar las variables más sensibles del proyecto, aquellas que afectan de manera más importante las utilidades que genera. Lo anterior se logra haciendo variaciones pequeñas en un parámetro elegido, manteniendo el resto constantes y determinando la variación en las ganancias del proyecto. Se calculó este análisis para el año 2004,2008 y 2013. Las variables consideradas para el análisis fueron:
• El Volumen de Producción (VP) de la planta en metros cúbicos de agua por segundo. • El Precio de Venta Unitario (PVU) por el servicio en pesos por metro cúbico de agua tratada. • El costo de Materia Prima Unitaria (MPU) empleada para el tratamiento (el costo del cloro), en
pesos por metro cúbico de agua tratada. • El resto del Costo Variable Unitario (CVU), es decir sin la participación de la materia prima,
erogado en pesos por metro cúbico de agua tratada. • Los Costos Fijos Totales (CFT) incurridos por la operación de la planta en pesos por metro
cúbico de agua tratada. Se hicieron variaciones ligeras, del 5%, en cada una de las variables manteniendo constantes las demás y determinando el efecto que tuvieron en las utilidades de la empresa.
Año 2004 Variable Vp volumen de producción 133,833.33 cajas Pv precio de venta unitario 210.00 pesos Mpu precio unitario de materia prima 20.67 pesos Cvu Costo variable unitario 97.05 pesos Cft costo fijo total 12,159,557.49 pesos utilidad bruta 191,099.71 pesos
Variable aumento de 5% Nueva utilidad % variación utilidad Importancia Vp 140,525.00 1,381,791.47 623.07 2 Pv 220.5 1,520,114.90 695.46 1 Mpu 21.70 52,776.28 - 72.38 3 Cvu 73.84 - 562,397.60 - 394.30 5 Cft 9,089,204.29 - 395,531.34 - 306.98 4
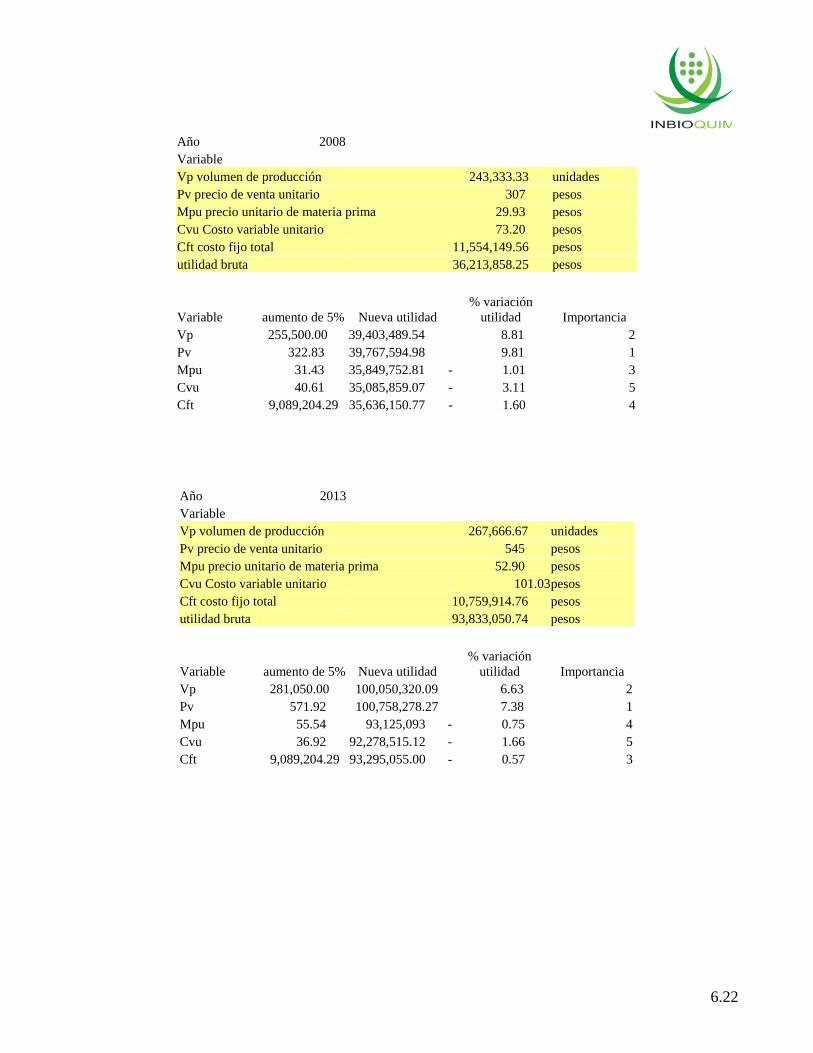
6.22
Año 2008 Variable Vp volumen de producción 243,333.33 unidades Pv precio de venta unitario 307 pesos Mpu precio unitario de materia prima 29.93 pesos Cvu Costo variable unitario 73.20 pesos Cft costo fijo total 11,554,149.56 pesos utilidad bruta 36,213,858.25 pesos
Variable aumento de 5% Nueva utilidad % variación
utilidad Importancia Vp 255,500.00 39,403,489.54 8.81 2 Pv 322.83 39,767,594.98 9.81 1 Mpu 31.43 35,849,752.81 - 1.01 3 Cvu 40.61 35,085,859.07 - 3.11 5 Cft 9,089,204.29 35,636,150.77 - 1.60 4
Año 2013 Variable Vp volumen de producción 267,666.67 unidades Pv precio de venta unitario 545 pesos Mpu precio unitario de materia prima 52.90 pesos Cvu Costo variable unitario 101.03 pesos Cft costo fijo total 10,759,914.76 pesos utilidad bruta 93,833,050.74 pesos
Variable aumento de 5% Nueva utilidad % variación
utilidad Importancia Vp 281,050.00 100,050,320.09 6.63 2 Pv 571.92 100,758,278.27 7.38 1 Mpu 55.54 93,125,093 - 0.75 4 Cvu 36.92 92,278,515.12 - 1.66 5 Cft 9,089,204.29 93,295,055.00 - 0.57 3
6.23
Conclusiones. Del análisis de sensibilidad se puede ver que la variable que tiene mayor efecto es el precio de venta unitario, seguido del volumen de producción y teniendo al costo unitario de la materia prima como la variable que tiene menor repercusión, a lo que se respecta al costo unitario y a los costos totales, pareciera no haber una continuidad de comportamiento, sin embargo, esto puede ser debido a que los gastos financieros cambian con respecto al tiempo de manera inversa en comparación a todos los demás costos evaluados. Se encontró con base en los resultados de los indicadores de evaluación, que el proyecto es viable y esto es determinado por lo siguiente:
• El rendimiento sobre la inversión 1. 79 , al termino de los diez años de evaluación del proyecto.
• El valor presente neto es superado en casi la mitad de la inversión inicial • Con fines del trabajo se calculó la TIR encontrándose un valor del 29% con base en los
inversionistas. Lo cual hace que el proyecto sea atractivo a inversionistas • El periodo de recuperación es de 7 años .
Por otra parte analizando la TMAR (18%) concluímos que los flujos de efectivo generados son suficientes para permitir recuperar la inversión, la cual se recupera en el séptimo año, y al mismo tiempo se cubre el interés mínimo prefijado para un periodo de diez años. Por lo tanto al obtener un VPN positivo, el proyecto es rentable; siempre que se de aclarar, que fue estudiado bajo un escenario de inflación, y bajo las condiciones de mercado establecidas.

Anexo 1 Cotización de Equipo
Clave del equipo Descripción Marca No. Equipos Indice Actual/ref
Años de Vida útil Año referencia Unidades Cap.
nominal Costo del Equipo
Dlls Origen Costo del Equipo Pesos
Costo por Número de
Equipos
M - 110 A / Bagitador reactor semilla
Philadelphia Agitator Drive 2 1 10 2003 HP 5 1,000 USA 10,740 21,480
R - 110 A / B reactor semillaSARACCO REACTOR 2 1 10 2003 m3 1.5 8,500 USA 91,290 182,580
L - 110 A / Bbomba de vaciado de reactor semilla Bombas Mejorada 2 1 10 2003 L/min 25 360 Nal 3,866 7,733
G - 110 A / Bsoplador reactor semilla MD Neumatics 2 1 10 2003 HP 5 1,200 USA 12,888 25,776
M - 120 A / Bagitador reactor biomasa
Philadelphia Agitator Drive 2 1 10 2003 HP 5 1,000 USA 10,740 21,480
R - 120 A / B reactor biomasa J.K, Innes & Co. 2 1 10 2003 m3 5 16,000 USA 171,840 343,680
G - 120 A / Bsoplador reactor biomasa MD Neumatics 2 1 10 2003 HP 10 2,500 USA 26,850 53,700
L - 120 A / Bbomba de vaciado de reactor biomasa Bombas Mejorada 2 1 10 2003 L/min 25 360 Nal 3,866 7,733
M - 130 A / B / C / Dagitador reactor producción
Philadelphia Agitator Drive 4 1 10 2003 HP 5 2,000 USA 21,480 85,920
G - 130 A / B / C / Dsoplador reactor producción MD Pneumatics 4 1 10 2003 HP 20 4,300 USA 46,182 184,728
R - 130 A / B / C / Dreactor de producción Withing Metals, Inc. 4 1 10 2003 m3 19 51,000 USA 547,740 2,190,960
L - 130 A / B / C / Dbomba de vaciado reactor producción Bombas Mejorada 4 1 10 2003 L/min 25 460 Nal 4,940 19,762

Anexo 1 Cotización de Equipo
Clave del equipo Descripción Marca No. Equipos Indice Actual/ref
Años de Vida útil Año referencia Unidades Cap.
nominal Costo del Equipo
Dlls Origen Costo del Equipo Pesos
Costo por Número de
Equipos
H - 210 filtro tambor rotatorio
Filtration Engineers Inc. 1 1 10 2003 m2 1 14,500 USA 155,730 155,730
L - 210
bomba de vaciado de filtro tambor rotatorio Bombas Mejorada 1 1 10 2003 L/min 25 460 Nal 4,940 4,940
L - 281bomba de vaciado para recirculación Bombas Mejorada 1 1 10 2003 L/min 25 460 Nal 4,940 4,940
ELL - 210
tanque de extracción líquido-líquido
Process Equipment Co 1 1 10 2003 m3 16 17,500 USA 187,950 187,950
L - 220
bomba de alimentación ultrafiltrador Bombas Mejorada 1 1 10 2003 L/min 25 460 Nal 4,940 4,940
L - 230bomba de alimentación HPLC Bombas Mejorada 1 1 10 2003 L/min 25 460 Nal 4,940 4,940
L - 240
bomba de recirculado de filtrado Bombas Mejorada 1 1 10 2003 L/min 25 460 Nal 4,940 4,940
UF - 210equipo de ultrafiltración Ronningen Petter 1 1 10 2003 L/min 215 27,000 USA 289,980 289,980
L - 282bomba de vaciado para recirculación Bombas Mejorada 1 1 10 2003 L/min 25 460 Nal 4,940 4,940
D - 210
tanque de mezclado de acetonitrilo-H3PO4 Cherry Burrell 1 1 10 2003 m3 5 6,600 USA 70,884 70,884
L - 250
bomba de alimentación cristalizador Bombas Mejorada 1 1 10 2003 L/min 25 460 Nal 4,940 4,940
HPLC - 210
equipo de cromatografia líquida de alta resolución
Process Equipment Co 1 1 10 2003 L/min 50 300,000 USA 3,222,000 3,222,000
L - 260
bomba de alimentación cristalizador Bombas Mejorada 1 1 10 2003 L/min 25 460 Nal 4,940 4,940
L - 283bomba de vaciado para recirculación Bombas Mejorada 1 1 10 2003 L/min 25 360 Nal 3,866 3,866
CC - 210 tanque cristalizador Cherry Burrell 1 1 10 2003 m3 5 6,600 USA 70,884 70,884
M - 210agitador tanque de extracción
Philadelphia Agitator Drive 1 1 10 2003 HP 5 1,500 USA 16,110 16,110
L - 284bomba de vaciado para recirculación Bombas Mejorada 1 1 10 2003 L/min 25 360 Nal 3,866 3,866
S - 210
secador de charolas para cristales de ajmalicina Allis Chalmers 1 1 10 2003 Kg/h 1 45,000 USA 483,300 483,300
L - 285
bomba de recuperación de secador Bombas Mejorada 1 1 10 2003 L/min 25 360 Nal 3,866 3,866
H - 220 filtro de aireFiltration Engineers Inc. 1 1 10 2003 m2 1 5,200 USA 55,848 55,848
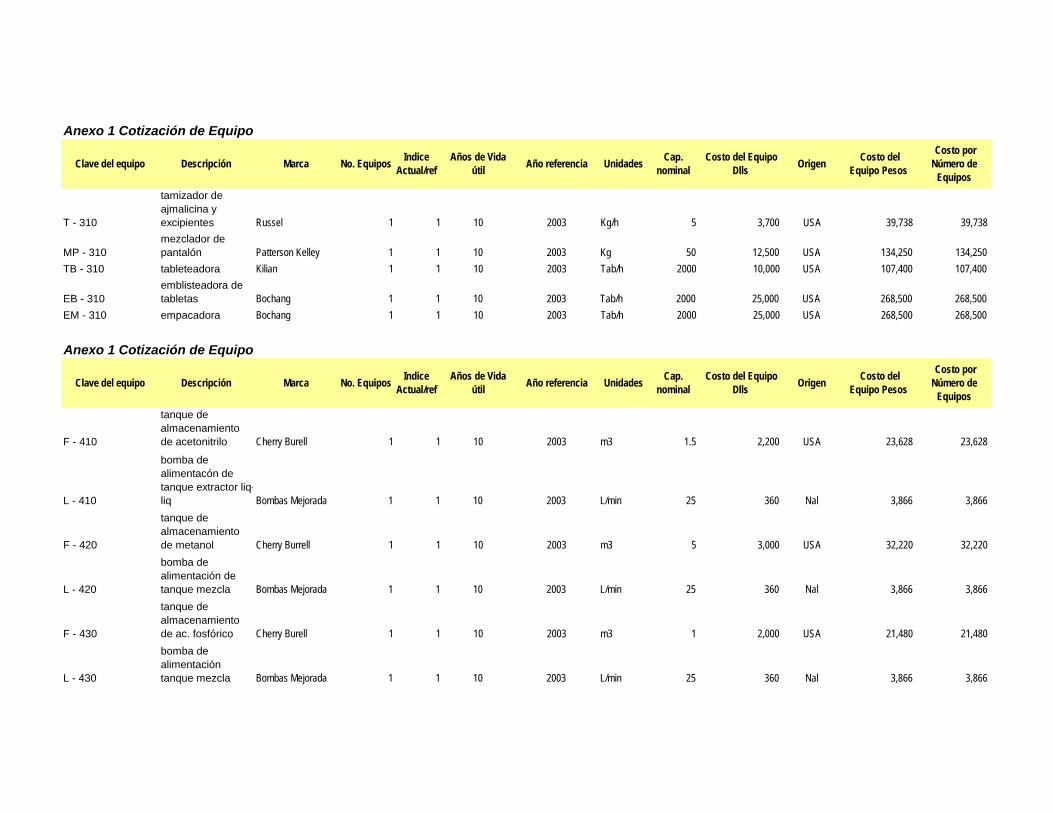
Anexo 1 Cotización de Equipo
Clave del equipo Descripción Marca No. Equipos Indice Actual/ref
Años de Vida útil Año referencia Unidades Cap.
nominal Costo del Equipo
Dlls Origen Costo del Equipo Pesos
Costo por Número de
Equipos
T - 310
tamizador de ajmalicina y excipientes Russel 1 1 10 2003 Kg/h 5 3,700 USA 39,738 39,738
MP - 310mezclador de pantalón Patterson Kelley 1 1 10 2003 Kg 50 12,500 USA 134,250 134,250
TB - 310 tableteadora Kilian 1 1 10 2003 Tab/h 2000 10,000 USA 107,400 107,400
EB - 310emblisteadora de tabletas Bochang 1 1 10 2003 Tab/h 2000 25,000 USA 268,500 268,500
EM - 310 empacadora Bochang 1 1 10 2003 Tab/h 2000 25,000 USA 268,500 268,500
Anexo 1 Cotización de Equipo
Clave del equipo Descripción Marca No. Equipos Indice Actual/ref
Años de Vida útil Año referencia Unidades Cap.
nominal Costo del Equipo
Dlls Origen Costo del Equipo Pesos
Costo por Número de
Equipos
F - 410
tanque de almacenamiento de acetonitrilo Cherry Burell 1 1 10 2003 m3 1.5 2,200 USA 23,628 23,628
L - 410
bomba de alimentacón de tanque extractor liq-liq Bombas Mejorada 1 1 10 2003 L/min 25 360 Nal 3,866 3,866
F - 420
tanque de almacenamiento de metanol Cherry Burrell 1 1 10 2003 m3 5 3,000 USA 32,220 32,220
L - 420
bomba de alimentación de tanque mezcla Bombas Mejorada 1 1 10 2003 L/min 25 360 Nal 3,866 3,866
F - 430
tanque de almacenamiento de ac. fosfórico Cherry Burell 1 1 10 2003 m3 1 2,000 USA 21,480 21,480
L - 430
bomba de alimentación tanque mezcla Bombas Mejorada 1 1 10 2003 L/min 25 360 Nal 3,866 3,866
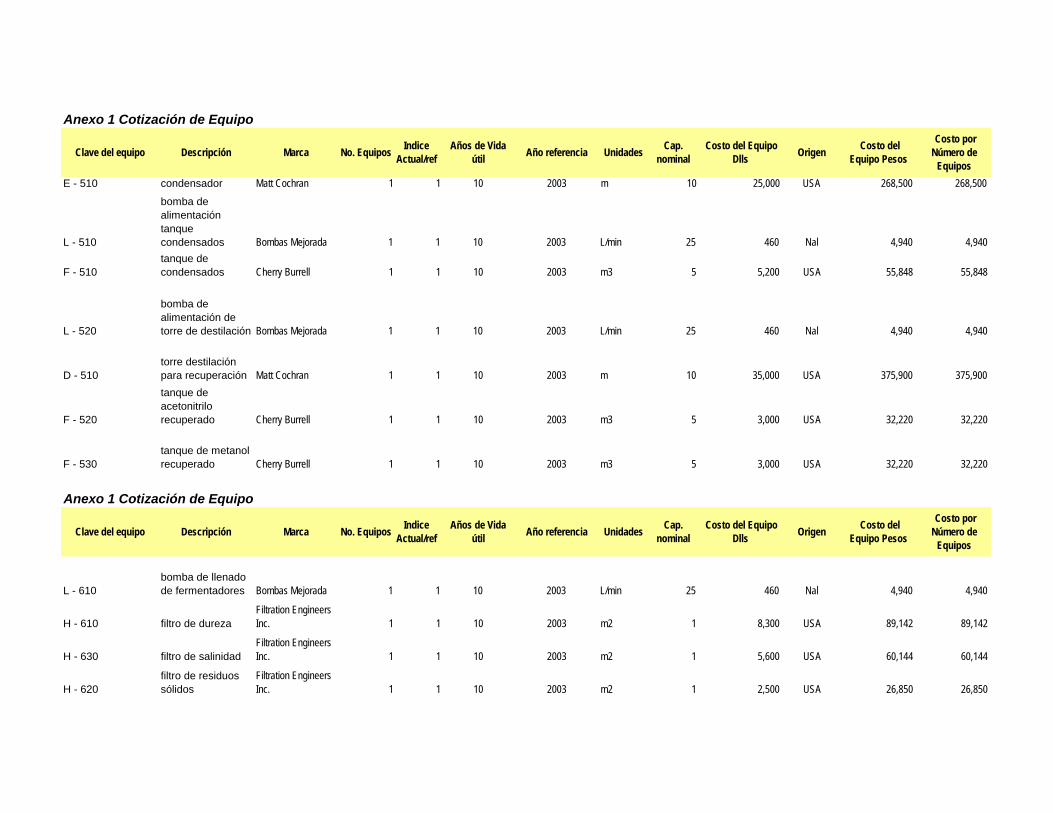
Anexo 1 Cotización de Equipo
Clave del equipo Descripción Marca No. Equipos Indice Actual/ref
Años de Vida útil Año referencia Unidades Cap.
nominal Costo del Equipo
Dlls Origen Costo del Equipo Pesos
Costo por Número de
Equipos E - 510 condensador Matt Cochran 1 1 10 2003 m 10 25,000 USA 268,500 268,500
L - 510
bomba de alimentación tanque condensados Bombas Mejorada 1 1 10 2003 L/min 25 460 Nal 4,940 4,940
F - 510tanque de condensados Cherry Burrell 1 1 10 2003 m3 5 5,200 USA 55,848 55,848
L - 520
bomba de alimentación de torre de destilación Bombas Mejorada 1 1 10 2003 L/min 25 460 Nal 4,940 4,940
D - 510torre destilación para recuperación Matt Cochran 1 1 10 2003 m 10 35,000 USA 375,900 375,900
F - 520
tanque de acetonitrilo recuperado Cherry Burrell 1 1 10 2003 m3 5 3,000 USA 32,220 32,220
F - 530tanque de metanol recuperado Cherry Burrell 1 1 10 2003 m3 5 3,000 USA 32,220 32,220
Anexo 1 Cotización de Equipo
Clave del equipo Descripción Marca No. Equipos Indice Actual/ref
Años de Vida útil Año referencia Unidades Cap.
nominal Costo del Equipo
Dlls Origen Costo del Equipo Pesos
Costo por Número de
Equipos
L - 610bomba de llenado de fermentadores Bombas Mejorada 1 1 10 2003 L/min 25 460 Nal 4,940 4,940
H - 610 filtro de durezaFiltration Engineers Inc. 1 1 10 2003 m2 1 8,300 USA 89,142 89,142
H - 630 filtro de salinidadFiltration Engineers Inc. 1 1 10 2003 m2 1 5,600 USA 60,144 60,144
H - 620filtro de residuos sólidos
Filtration Engineers Inc. 1 1 10 2003 m2 1 2,500 USA 26,850 26,850
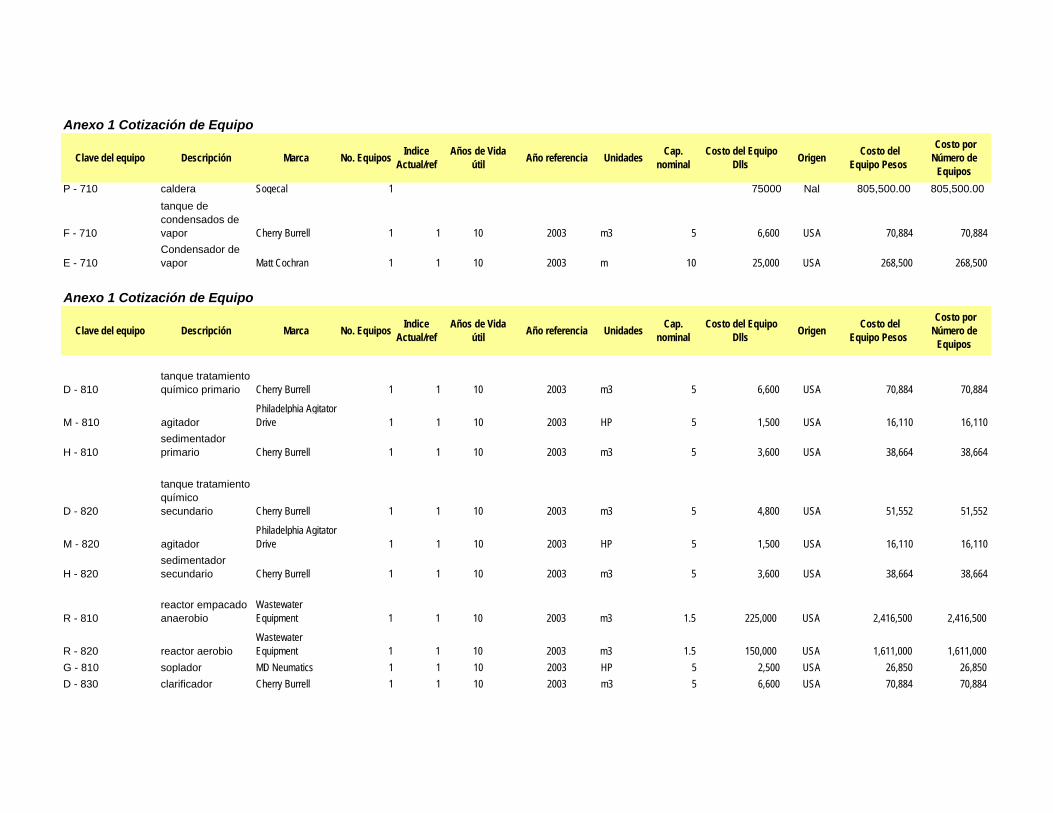
Anexo 1 Cotización de Equipo
Clave del equipo Descripción Marca No. Equipos Indice Actual/ref
Años de Vida útil Año referencia Unidades Cap.
nominal Costo del Equipo
Dlls Origen Costo del Equipo Pesos
Costo por Número de
Equipos P - 710 caldera Sogecal 1 75000 Nal 805,500.00 805,500.00
F - 710
tanque de condensados de vapor Cherry Burrell 1 1 10 2003 m3 5 6,600 USA 70,884 70,884
E - 710Condensador de vapor Matt Cochran 1 1 10 2003 m 10 25,000 USA 268,500 268,500
Anexo 1 Cotización de Equipo
Clave del equipo Descripción Marca No. Equipos Indice Actual/ref
Años de Vida útil Año referencia Unidades Cap.
nominal Costo del Equipo
Dlls Origen Costo del Equipo Pesos
Costo por Número de
Equipos
D - 810tanque tratamiento químico primario Cherry Burrell 1 1 10 2003 m3 5 6,600 USA 70,884 70,884
M - 810 agitadorPhiladelphia Agitator Drive 1 1 10 2003 HP 5 1,500 USA 16,110 16,110
H - 810sedimentador primario Cherry Burrell 1 1 10 2003 m3 5 3,600 USA 38,664 38,664
D - 820
tanque tratamiento químico secundario Cherry Burrell 1 1 10 2003 m3 5 4,800 USA 51,552 51,552
M - 820 agitadorPhiladelphia Agitator Drive 1 1 10 2003 HP 5 1,500 USA 16,110 16,110
H - 820sedimentador secundario Cherry Burrell 1 1 10 2003 m3 5 3,600 USA 38,664 38,664
R - 810reactor empacado anaerobio
Wastewater Equipment 1 1 10 2003 m3 1.5 225,000 USA 2,416,500 2,416,500
R - 820 reactor aerobioWastewater Equipment 1 1 10 2003 m3 1.5 150,000 USA 1,611,000 1,611,000
G - 810 soplador MD Neumatics 1 1 10 2003 HP 5 2,500 USA 26,850 26,850 D - 830 clarificador Cherry Burrell 1 1 10 2003 m3 5 6,600 USA 70,884 70,884

Anexo 2 Capital de trabajoDescripción 2004 2005 2006 2007 2008 2009 2010 2011 2012 2013
Materias Primas 922,156 1,058,638 1,608,246 2,098,439 2,427,370 2,755,013 3,078,606 3,439,199 3,841,164 4,719,721Producto en Proceso 1,622,612 1,789,284 2,172,799 2,538,384 2,836,759 3,150,039 3,479,278 3,847,928 4,261,710 4,942,493
Producto Terminado 1,041,845 1,159,302 1,488,461 1,793,802 2,025,222 2,263,772 2,509,290 2,783,764 3,091,146 3,651,177Cuentas por Pagar -1,058,638 -1,608,246 -2,098,439 -2,427,370 -2,755,013 -3,078,606 -3,439,199 -3,841,164 -4,719,721Efectivo en Caja 2,442,606 2,626,612 2,826,487 3,044,078 3,281,400 3,540,977 3,825,659 4,138,816 4,484,447 3,082,313
Cuentas por Cobrar 2,342,083 2,693,396 4,122,067 5,384,450 6,234,626 7,051,994 7,889,066 8,825,498 9,873,085 12,149,522Total 8,371,303 8,268,594 10,609,814 12,760,714 14,378,006 16,006,782 17,703,293 19,596,005 21,710,387 23,825,505

Anexo 3 Inventario de materias primasDescripción 2004 2005 2006 2007 2008 2009 2010 2011 2012 2013
NH4NO3 15,038 17,268 26,265 34,266 39,632 44,909 50,183 56,059 62,640 69,935 KNO3 30,476 34,997 53,230 69,446 80,321 91,016 101,704 113,613 126,951 80,532 MgSO4 . 7H2O 3,912 4,492 6,832 8,913 10,309 11,682 13,054 14,582 16,294 15,682 KH2PO4 3,099 3,558 5,412 7,061 8,167 9,254 10,341 11,552 12,908 7,205 CaCl2 . 2H2O 10,923 12,544 19,079 24,891 28,789 32,622 36,453 40,721 45,502 18,649 Na2EDTA . 2 H2O 361 415 631 823 952 1,079 1,206 1,347 1,505 1,751 FeSO4 . 7H2O 155 179 272 354 410 464 519 580 648 1,178 H3BO3 11 12 19 24 28 32 35 40 44 263
MnSO4 . 4 H2O 223 256 389 508 587 665 743 830 928 945 ZnSO4 . 4H2O 46 52 80 104 120 136 152 170 190 365 Na2MoO4 . 2H2O 4 5 7 10 11 13 14 16 17 11 CuSO4 . 5 H2O 0.15 0.17 0.26 0.34 0.39 0.45 0.50 0.56 0.62 1.06 CoCl2 . 6 H2O 0.23 0.26 0.39 0.51 0.59 0.67 0.75 0.84 0.94 1.06 Clorhidrato de Tiamina 23 27 41 54 62 70 78 88 98 17 myo-inositol 3,281 3,768 5,730 7,476 8,647 9,798 10,949 12,231 13,667 4,239 ác. 2,4-diclorofenoxiacetico 3 3 5 6 8 9 10 11 12 9
ác. Naftilacético 3 4 6 7 8 10 11 12 13 8 sucrosa 128,175 147,187 223,870 292,074 337,810 382,792 427,740 477,827 533,922 1,271,553 glucosa 218,438 250,795 381,172 497,333 575,260 652,508 729,141 814,535 909,898 2,821,919
- - - - - - - - - - metanol 1,314,388 1,508,870 2,291,861 2,990,462 3,459,278 3,927,008 4,388,280 4,902,292 5,474,955 7,277,182 acetonitrilo 1,031,850 1,184,527 1,799,208 2,347,638 2,715,679 3,082,866 3,444,984 3,848,505 4,298,070 2,552,570 H3PO4 27 31 46 61 70 80 89 99 111 1,822
- - - - - - - - - - avicel 1,601 1,838 2,809 3,663 4,235 4,783 5,342 5,967 6,665 6,204
lactosa fast flow 3,977 4,566 6,977 9,100 10,521 11,881 13,271 14,824 16,557 25,686 AC-DI-SOL 265 304 464 605 700 791 883 986 1,102 615 aerosil 200 120 138 210 274 317 358 400 447 499 205
Estearato de Mg 18 20 31 40 47 53 59 66 73 205 Ac. Esteárico N.F. 53 61 93 121 140 158 177 197 220 410
Total anual 2,766,469 3,175,915 4,824,738 6,295,317 7,282,109 8,265,038 9,235,818 10,317,597 11,523,491 14,159,164
Total mensual 230,539 264,660 402,062 524,610 606,842 688,753 769,652 859,800 960,291 1,179,930
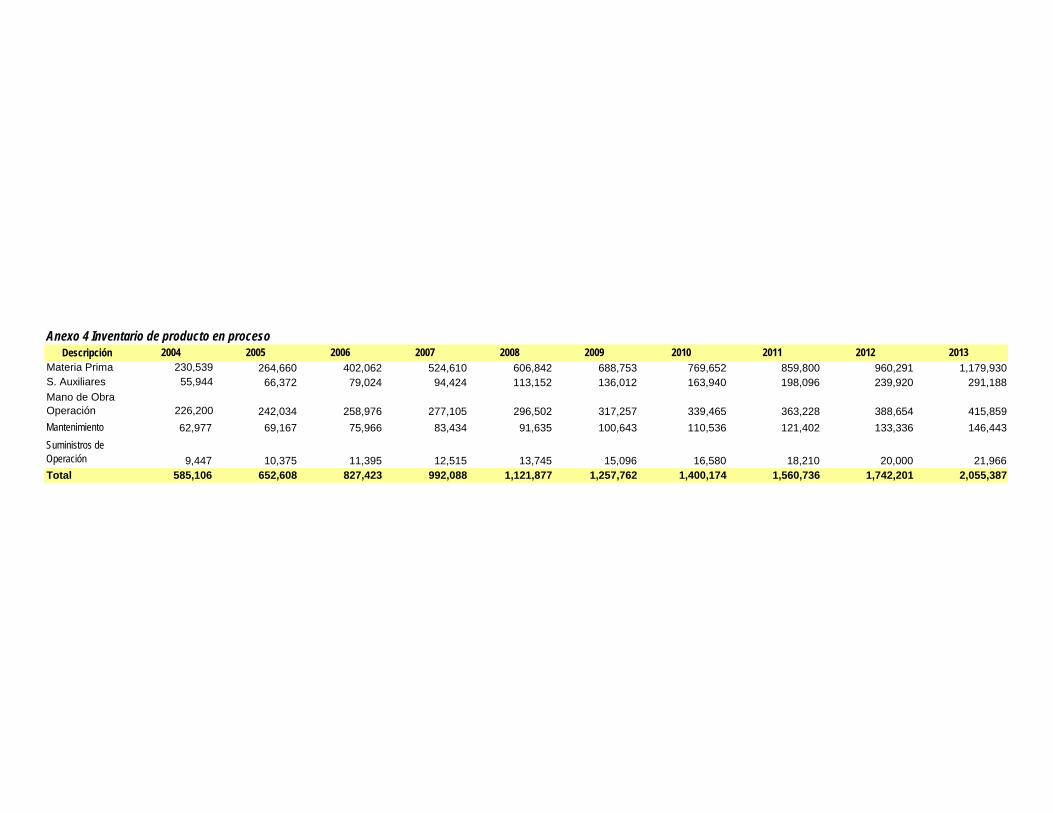
Anexo 4 Inventario de producto en procesoDescripción 2004 2005 2006 2007 2008 2009 2010 2011 2012 2013
Materia Prima 230,539 264,660 402,062 524,610 606,842 688,753 769,652 859,800 960,291 1,179,930S. Auxiliares 55,944 66,372 79,024 94,424 113,152 136,012 163,940 198,096 239,920 291,188Mano de Obra Operación 226,200 242,034 258,976 277,105 296,502 317,257 339,465 363,228 388,654 415,859Mantenimiento 62,977 69,167 75,966 83,434 91,635 100,643 110,536 121,402 133,336 146,443Suministros de Operación 9,447 10,375 11,395 12,515 13,745 15,096 16,580 18,210 20,000 21,966Total 585,106 652,608 827,423 992,088 1,121,877 1,257,762 1,400,174 1,560,736 1,742,201 2,055,387

Anexo 5 Inventario de producto terminadoDescripción 2004 2005 2006 2007 2008 2009 2010 2011 2012 2013
Materia Prima 230,539 264,660 402,062 524,610 606,842 688,753 769,652 859,800 960,291 1,179,930 S. Auxiliares 27,972 33,186 39,512 47,212 56,576 68,006 81,970 99,048 119,960 145,594 Mano de Obra Operación 113,100 121,017 129,488 138,552 148,251 158,629 169,733 181,614 194,327 207,930 Mantenimiento 31,488 34,584 37,983 41,717 45,818 50,322 55,268 60,701 66,668 73,221 Suministros de Operación 4,723 5,188 5,697 6,258 6,873 7,548 8,290 9,105 10,000 10,983 Total 407,823 458,634 614,742 758,349 864,360 973,258 1,084,913 1,210,268 1,351,246 1,617,659

Anexo 6 Cuentas por cobrarDescripción 2004 2005 2006 2007 2008 2009 2010 2011 2012 2013
Consumidores 11,000 11,500 16,000 19,000 20,000 20,565 20,915 21,271 21,632 22,000Amprex 133,833 139,917 194,667 231,167 243,333 250,213 254,467 258,793 263,192 267,667Precio 210 231 254 280 307 338 372 409 450 545C * C anual 28,105,000 32,320,750 49,464,800 64,613,395 74,815,510 84,623,932 94,668,792 105,905,978 118,477,018 145,794,264C * C mensual 2,342,083 2,693,396 4,122,067 5,384,450 6,234,626 7,051,994 7,889,066 8,825,498 9,873,085 12,149,522

Anexo 7 Cuentas por pagarDescripción 2004 2005 2006 2007 2008 2009 2010 2011 2012 2013
NH4NO3 17,268- 26,265- 34,266- 39,632- 44,909- 50,183- 56,059- 62,640- 69,935- KNO3 34,997- 53,230- 69,446- 80,321- 91,016- 101,704- 113,613- 126,951- 80,532- MgSO4 . 7H2O 4,492- 6,832- 8,913- 10,309- 11,682- 13,054- 14,582- 16,294- 15,682- KH2PO4 3,558- 5,412- 7,061- 8,167- 9,254- 10,341- 11,552- 12,908- 7,205- CaCl2 . 2H2O 12,544- 19,079- 24,891- 28,789- 32,622- 36,453- 40,721- 45,502- 18,649- Na2EDTA . 2 H2O 415- 631- 823- 952- 1,079- 1,206- 1,347- 1,505- 1,751- FeSO4 . 7H2O 179- 272- 354- 410- 464- 519- 580- 648- 1,178- H3BO3 12- 19- 24- 28- 32- 35- 40- 44- 263-
MnSO4 . 4 H2O 256- 389- 508- 587- 665- 743- 830- 928- 945- ZnSO4 . 4H2O 52- 80- 104- 120- 136- 152- 170- 190- 365- Na2MoO4 . 2H2O 5- 7- 10- 11- 13- 14- 16- 17- 11- CuSO4 . 5 H2O 0.17- 0.26- 0.34- 0.39- 0.45- 0.50- 0.56- 0.62- 1.06- CoCl2 . 6 H2O 0.26- 0.39- 0.51- 0.59- 0.67- 0.75- 0.84- 0.94- 1.06- Clorhidrato de Tiamina 27- 41- 54- 62- 70- 78- 88- 98- 17- myo-inositol 3,768- 5,730- 7,476- 8,647- 9,798- 10,949- 12,231- 13,667- 4,239- ác. 2,4-diclorofenoxiacetico 3- 5- 6- 8- 9- 10- 11- 12- 9-
ác. Naftilacético 4- 6- 7- 8- 10- 11- 12- 13- 8- sucrosa 147,187- 223,870- 292,074- 337,810- 382,792- 427,740- 477,827- 533,922- 1,271,553- glucosa 250,795- 381,172- 497,333- 575,260- 652,508- 729,141- 814,535- 909,898- 2,821,919-
metanol 1,508,870- 2,291,861- 2,990,462- 3,459,278- 3,927,008- 4,388,280- 4,902,292- 5,474,955- 7,277,182- acetonitrilo 1,184,527- 1,799,208- 2,347,638- 2,715,679- 3,082,866- 3,444,984- 3,848,505- 4,298,070- 2,552,570- H3PO4 31- 46- 61- 70- 80- 89- 99- 111- 1,822-
- - - - - - - - - avicel 1,838- 2,809- 3,663- 4,235- 4,783- 5,342- 5,967- 6,665- 6,204-
lactosa fast flow 4,566- 6,977- 9,100- 10,521- 11,881- 13,271- 14,824- 16,557- 25,686- AC-DI-SOL 304- 464- 605- 700- 791- 883- 986- 1,102- 615- aerosil 200 138- 210- 274- 317- 358- 400- 447- 499- 205-
Estearato de Mg 20- 31- 40- 47- 53- 59- 66- 73- 205- Ac. Esteárico N.F. 61- 93- 121- 140- 158- 177- 197- 220- 410-
Total anual - 3,175,915- 4,824,738- 6,295,317- 7,282,109- 8,265,038- 9,235,818- 10,317,597- 11,523,491- 14,159,164-
Total mensual - 264,660- 402,062- 524,610- 606,842- 688,753- 769,652- 859,800- 960,291- 1,179,930-

Anexo 8 Efectivo en CajaDescripción 2004 2005 2006 2007 2008 2009 2010 2011 2012 2013
S. Auxiliares ventas 27,972 33,186 39,512 47,212 56,576 68,006 81,970 99,048 119,960 145,594
Gastos de venta 113,100 121,017 129,488 138,552 148,251 158,629 169,733 181,614 194,327 207,930Distribución 226,850 242,730 259,721 277,901 297,354 318,169 340,441 364,272 389,771 417,054Gasto Administrativo 242,730 259,721 277,901 297,354 318,169 340,441 364,272 389,771 417,054
Total mensual 610,652 656,653 706,622 761,019 820,350 885,244 956,415 1,034,704 1,121,112 770,578Total anual 7,327,818 7,879,837 8,479,461 9,132,233 9,844,200 10,622,930 11,476,978 12,416,447 13,453,342 9,246,939
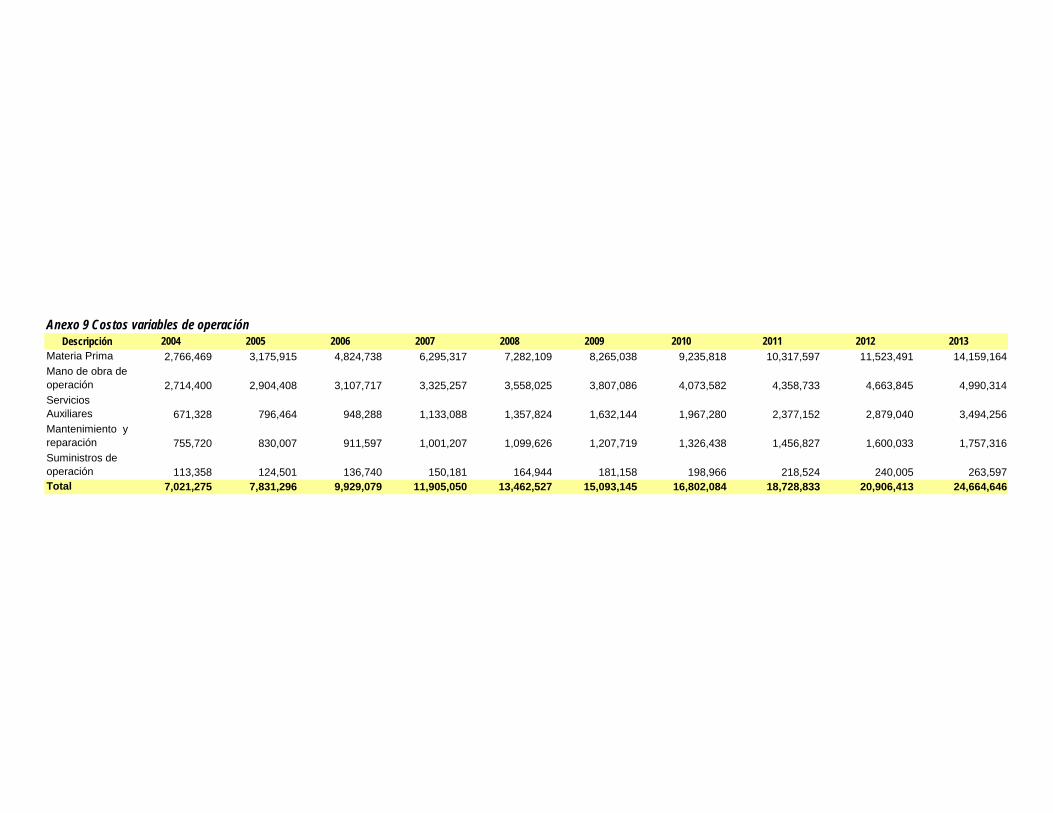
Anexo 9 Costos variables de operación Descripción 2004 2005 2006 2007 2008 2009 2010 2011 2012 2013
Materia Prima 2,766,469 3,175,915 4,824,738 6,295,317 7,282,109 8,265,038 9,235,818 10,317,597 11,523,491 14,159,164Mano de obra de operación 2,714,400 2,904,408 3,107,717 3,325,257 3,558,025 3,807,086 4,073,582 4,358,733 4,663,845 4,990,314Servicios Auxiliares 671,328 796,464 948,288 1,133,088 1,357,824 1,632,144 1,967,280 2,377,152 2,879,040 3,494,256Mantenimiento y reparación 755,720 830,007 911,597 1,001,207 1,099,626 1,207,719 1,326,438 1,456,827 1,600,033 1,757,316Suministros de operación 113,358 124,501 136,740 150,181 164,944 181,158 198,966 218,524 240,005 263,597Total 7,021,275 7,831,296 9,929,079 11,905,050 13,462,527 15,093,145 16,802,084 18,728,833 20,906,413 24,664,646
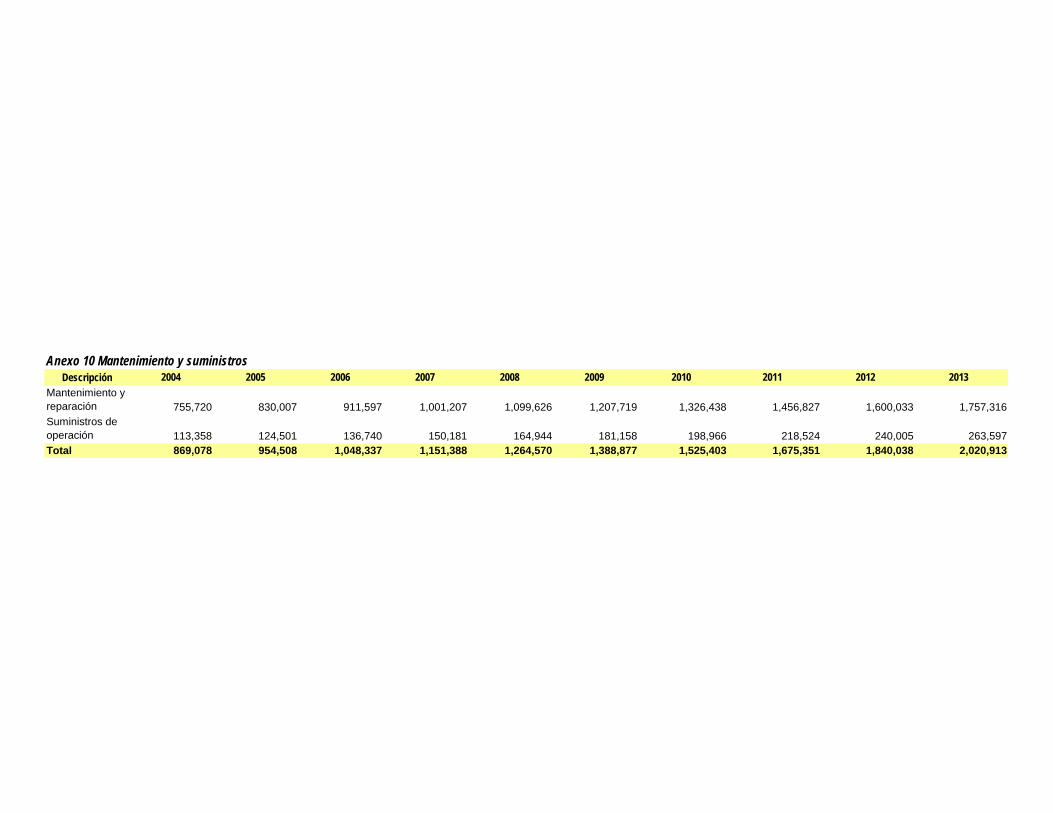
Anexo 10 Mantenimiento y suministrosDescripción 2004 2005 2006 2007 2008 2009 2010 2011 2012 2013
Mantenimiento y reparación 755,720 830,007 911,597 1,001,207 1,099,626 1,207,719 1,326,438 1,456,827 1,600,033 1,757,316Suministros de operación 113,358 124,501 136,740 150,181 164,944 181,158 198,966 218,524 240,005 263,597Total 869,078 954,508 1,048,337 1,151,388 1,264,570 1,388,877 1,525,403 1,675,351 1,840,038 2,020,913

Anexo 11 Costos fijos de operación Descripción 2004 2005 2006 2007 2008 2009 2010 2011 2012 2013
Total 2,082,072 2,240,649 2,411,588 2,595,878 2,794,590 3,008,883 3,240,012 3,489,336 3,758,326 4,048,578

Anexo 12 Cargos fijos de inversión Descripción 2004 2005 2006 2007 2008 2009 2010 2011 2012 2013
Depreciación 2,668,312 2,668,312 2,668,312 2,668,312 2,668,312 2,668,312 2,668,312 2,668,312 2,668,312 2,668,312Amortización 2,319,776 2,319,776 2,319,776 2,319,776 2,319,776 2,319,776 2,319,776 2,319,776 2,319,776 2,319,776Seguros sobre la Planta 400,479 400,479 400,479 400,479 400,479 400,479 400,479 400,479 400,479 400,479Impuestos de la propiedad 809,603 754,236 698,938 643,710 588,554 533,473 478,468 423,542 368,698 313,937Total 6,198,170 6,142,803 6,087,505 6,032,277 5,977,121 5,922,040 5,867,035 5,812,109 5,757,265 5,702,504

Anexo 13 Impuesto sobre la propiedadDescripción 2004 2005 2006 2007 2008 2009 2010 2011 2012 2013
Valor de Tangibles 37,481,603 34,918,351 32,358,250 29,801,396 27,247,885 24,697,819 22,151,300 19,608,435 17,069,333 14,534,107Impuesto 2% 749,632 698,367 647,165 596,028 544,958 493,956 443,026 392,169 341,387 290,682Inflación 5% 59,971 55,869 51,773 47,682 43,597 39,517 35,442 31,373 27,311 23,255Total impuestos 809,603 754,236 698,938 643,710 588,554 533,473 478,468 423,542 368,698 313,937
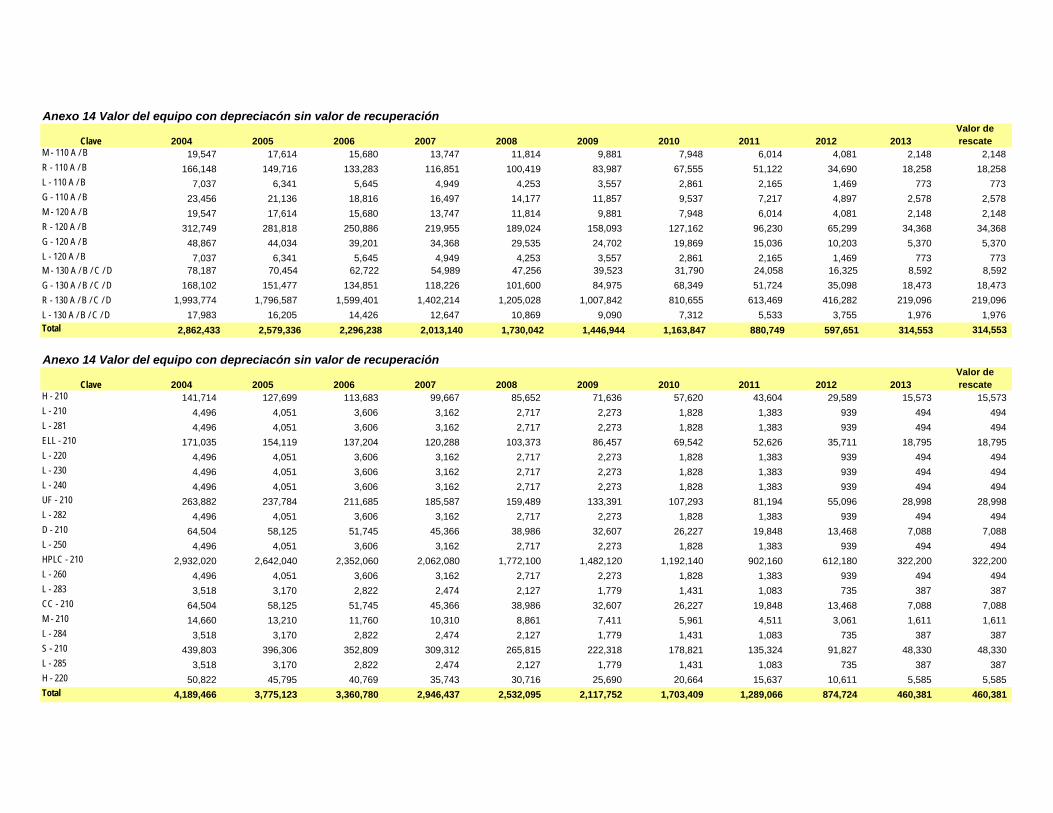
Clave 2004 2005 2006 2007 2008 2009 2010 2011 2012 2013M - 110 A / B 19,547 17,614 15,680 13,747 11,814 9,881 7,948 6,014 4,081 2,148 2,148 R - 110 A / B 166,148 149,716 133,283 116,851 100,419 83,987 67,555 51,122 34,690 18,258 18,258 L - 110 A / B 7,037 6,341 5,645 4,949 4,253 3,557 2,861 2,165 1,469 773 773 G - 110 A / B 23,456 21,136 18,816 16,497 14,177 11,857 9,537 7,217 4,897 2,578 2,578 M - 120 A / B 19,547 17,614 15,680 13,747 11,814 9,881 7,948 6,014 4,081 2,148 2,148 R - 120 A / B 312,749 281,818 250,886 219,955 189,024 158,093 127,162 96,230 65,299 34,368 34,368 G - 120 A / B 48,867 44,034 39,201 34,368 29,535 24,702 19,869 15,036 10,203 5,370 5,370 L - 120 A / B 7,037 6,341 5,645 4,949 4,253 3,557 2,861 2,165 1,469 773 773 M - 130 A / B / C / D 78,187 70,454 62,722 54,989 47,256 39,523 31,790 24,058 16,325 8,592 8,592 G - 130 A / B / C / D 168,102 151,477 134,851 118,226 101,600 84,975 68,349 51,724 35,098 18,473 18,473 R - 130 A / B / C / D 1,993,774 1,796,587 1,599,401 1,402,214 1,205,028 1,007,842 810,655 613,469 416,282 219,096 219,096 L - 130 A / B / C / D 17,983 16,205 14,426 12,647 10,869 9,090 7,312 5,533 3,755 1,976 1,976 Total 2,862,433 2,579,336 2,296,238 2,013,140 1,730,042 1,446,944 1,163,847 880,749 597,651 314,553 314,553
Clave 2004 2005 2006 2007 2008 2009 2010 2011 2012 2013H - 210 141,714 127,699 113,683 99,667 85,652 71,636 57,620 43,604 29,589 15,573 15,573L - 210 4,496 4,051 3,606 3,162 2,717 2,273 1,828 1,383 939 494 494L - 281 4,496 4,051 3,606 3,162 2,717 2,273 1,828 1,383 939 494 494ELL - 210 171,035 154,119 137,204 120,288 103,373 86,457 69,542 52,626 35,711 18,795 18,795L - 220 4,496 4,051 3,606 3,162 2,717 2,273 1,828 1,383 939 494 494L - 230 4,496 4,051 3,606 3,162 2,717 2,273 1,828 1,383 939 494 494L - 240 4,496 4,051 3,606 3,162 2,717 2,273 1,828 1,383 939 494 494UF - 210 263,882 237,784 211,685 185,587 159,489 133,391 107,293 81,194 55,096 28,998 28,998L - 282 4,496 4,051 3,606 3,162 2,717 2,273 1,828 1,383 939 494 494D - 210 64,504 58,125 51,745 45,366 38,986 32,607 26,227 19,848 13,468 7,088 7,088L - 250 4,496 4,051 3,606 3,162 2,717 2,273 1,828 1,383 939 494 494HPLC - 210 2,932,020 2,642,040 2,352,060 2,062,080 1,772,100 1,482,120 1,192,140 902,160 612,180 322,200 322,200L - 260 4,496 4,051 3,606 3,162 2,717 2,273 1,828 1,383 939 494 494L - 283 3,518 3,170 2,822 2,474 2,127 1,779 1,431 1,083 735 387 387CC - 210 64,504 58,125 51,745 45,366 38,986 32,607 26,227 19,848 13,468 7,088 7,088M - 210 14,660 13,210 11,760 10,310 8,861 7,411 5,961 4,511 3,061 1,611 1,611L - 284 3,518 3,170 2,822 2,474 2,127 1,779 1,431 1,083 735 387 387S - 210 439,803 396,306 352,809 309,312 265,815 222,318 178,821 135,324 91,827 48,330 48,330L - 285 3,518 3,170 2,822 2,474 2,127 1,779 1,431 1,083 735 387 387H - 220 50,822 45,795 40,769 35,743 30,716 25,690 20,664 15,637 10,611 5,585 5,585Total 4,189,466 3,775,123 3,360,780 2,946,437 2,532,095 2,117,752 1,703,409 1,289,066 874,724 460,381 460,381
Anexo 14 Valor del equipo con depreciacón sin valor de recuperación
Anexo 14 Valor del equipo con depreciacón sin valor de recuperación
Valor de rescate
Valor de rescate
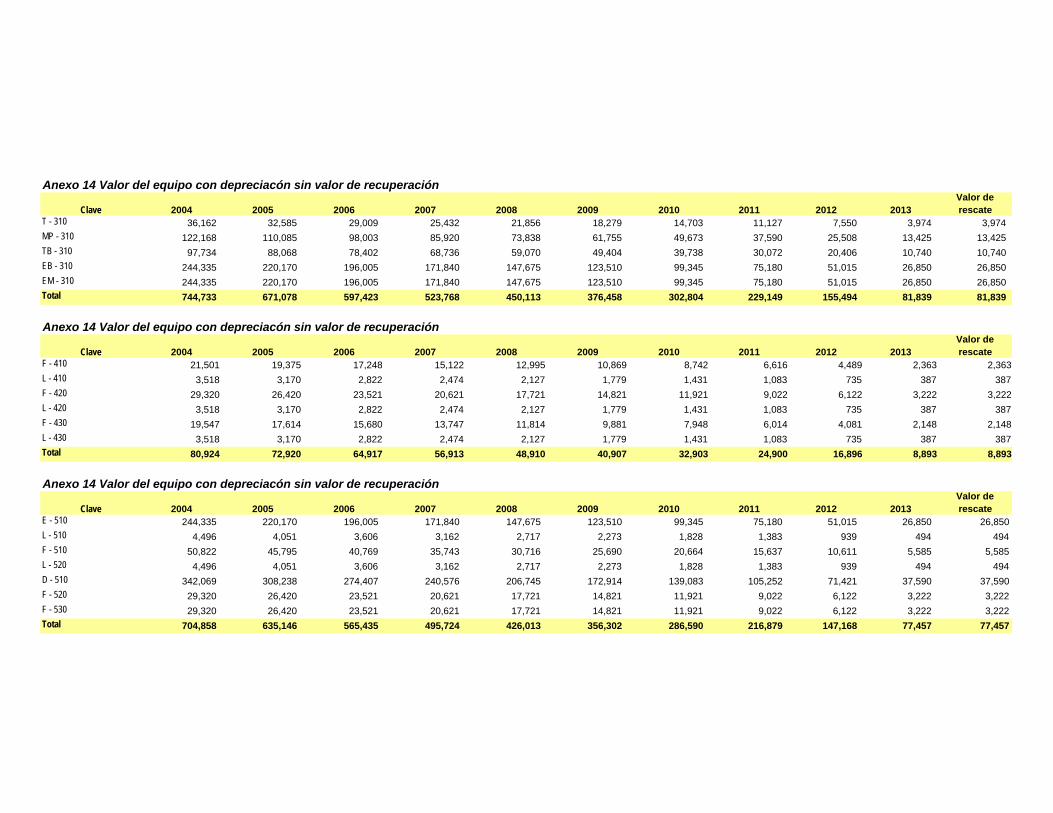
Clave 2004 2005 2006 2007 2008 2009 2010 2011 2012 2013T - 310 36,162 32,585 29,009 25,432 21,856 18,279 14,703 11,127 7,550 3,974 3,974 MP - 310 122,168 110,085 98,003 85,920 73,838 61,755 49,673 37,590 25,508 13,425 13,425 TB - 310 97,734 88,068 78,402 68,736 59,070 49,404 39,738 30,072 20,406 10,740 10,740 EB - 310 244,335 220,170 196,005 171,840 147,675 123,510 99,345 75,180 51,015 26,850 26,850 EM - 310 244,335 220,170 196,005 171,840 147,675 123,510 99,345 75,180 51,015 26,850 26,850 Total 744,733 671,078 597,423 523,768 450,113 376,458 302,804 229,149 155,494 81,839 81,839
Clave 2004 2005 2006 2007 2008 2009 2010 2011 2012 2013F - 410 21,501 19,375 17,248 15,122 12,995 10,869 8,742 6,616 4,489 2,363 2,363L - 410 3,518 3,170 2,822 2,474 2,127 1,779 1,431 1,083 735 387 387F - 420 29,320 26,420 23,521 20,621 17,721 14,821 11,921 9,022 6,122 3,222 3,222L - 420 3,518 3,170 2,822 2,474 2,127 1,779 1,431 1,083 735 387 387F - 430 19,547 17,614 15,680 13,747 11,814 9,881 7,948 6,014 4,081 2,148 2,148L - 430 3,518 3,170 2,822 2,474 2,127 1,779 1,431 1,083 735 387 387Total 80,924 72,920 64,917 56,913 48,910 40,907 32,903 24,900 16,896 8,893 8,893
Clave 2004 2005 2006 2007 2008 2009 2010 2011 2012 2013E - 510 244,335 220,170 196,005 171,840 147,675 123,510 99,345 75,180 51,015 26,850 26,850L - 510 4,496 4,051 3,606 3,162 2,717 2,273 1,828 1,383 939 494 494F - 510 50,822 45,795 40,769 35,743 30,716 25,690 20,664 15,637 10,611 5,585 5,585L - 520 4,496 4,051 3,606 3,162 2,717 2,273 1,828 1,383 939 494 494D - 510 342,069 308,238 274,407 240,576 206,745 172,914 139,083 105,252 71,421 37,590 37,590F - 520 29,320 26,420 23,521 20,621 17,721 14,821 11,921 9,022 6,122 3,222 3,222F - 530 29,320 26,420 23,521 20,621 17,721 14,821 11,921 9,022 6,122 3,222 3,222Total 704,858 635,146 565,435 495,724 426,013 356,302 286,590 216,879 147,168 77,457 77,457
Anexo 14 Valor del equipo con depreciacón sin valor de recuperación
Anexo 14 Valor del equipo con depreciacón sin valor de recuperación
Valor de rescate
Valor de rescate
Anexo 14 Valor del equipo con depreciacón sin valor de recuperaciónValor de rescate
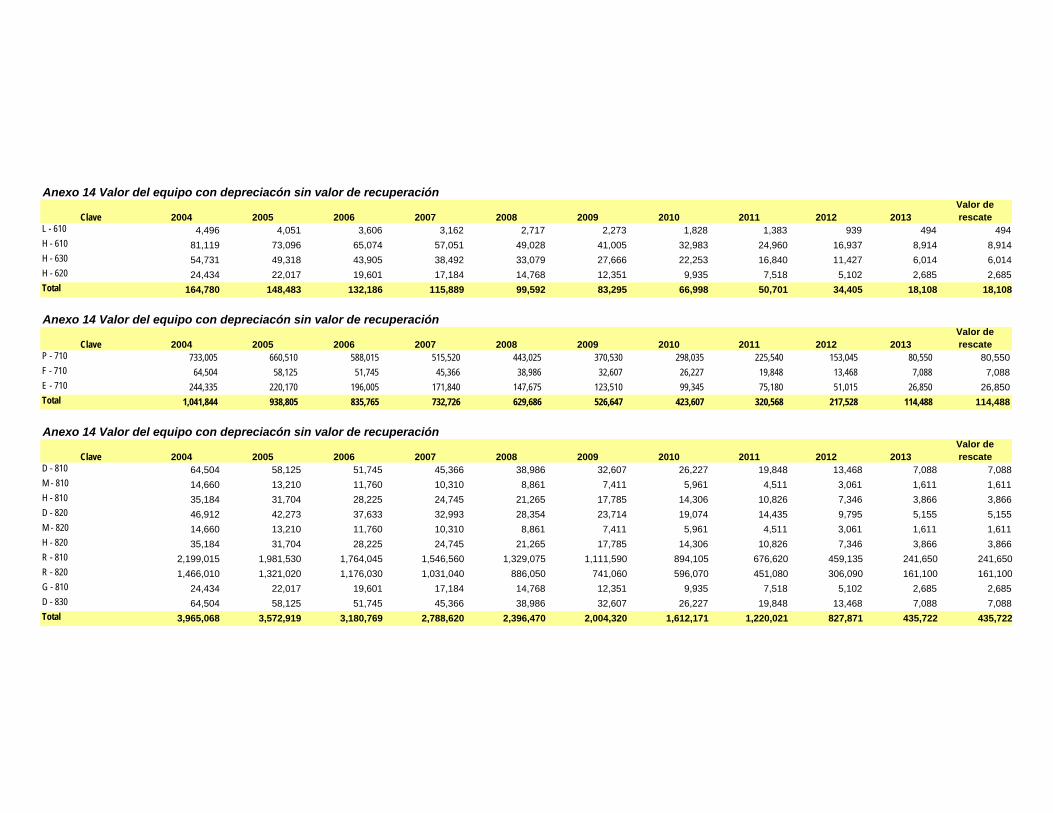
Clave 2004 2005 2006 2007 2008 2009 2010 2011 2012 2013L - 610 4,496 4,051 3,606 3,162 2,717 2,273 1,828 1,383 939 494 494H - 610 81,119 73,096 65,074 57,051 49,028 41,005 32,983 24,960 16,937 8,914 8,914H - 630 54,731 49,318 43,905 38,492 33,079 27,666 22,253 16,840 11,427 6,014 6,014H - 620 24,434 22,017 19,601 17,184 14,768 12,351 9,935 7,518 5,102 2,685 2,685Total 164,780 148,483 132,186 115,889 99,592 83,295 66,998 50,701 34,405 18,108 18,108
Clave 2004 2005 2006 2007 2008 2009 2010 2011 2012 2013P - 710 733,005 660,510 588,015 515,520 443,025 370,530 298,035 225,540 153,045 80,550 80,550F - 710 64,504 58,125 51,745 45,366 38,986 32,607 26,227 19,848 13,468 7,088 7,088E - 710 244,335 220,170 196,005 171,840 147,675 123,510 99,345 75,180 51,015 26,850 26,850Total 1,041,844 938,805 835,765 732,726 629,686 526,647 423,607 320,568 217,528 114,488 114,488
Clave 2004 2005 2006 2007 2008 2009 2010 2011 2012 2013D - 810 64,504 58,125 51,745 45,366 38,986 32,607 26,227 19,848 13,468 7,088 7,088M - 810 14,660 13,210 11,760 10,310 8,861 7,411 5,961 4,511 3,061 1,611 1,611H - 810 35,184 31,704 28,225 24,745 21,265 17,785 14,306 10,826 7,346 3,866 3,866D - 820 46,912 42,273 37,633 32,993 28,354 23,714 19,074 14,435 9,795 5,155 5,155M - 820 14,660 13,210 11,760 10,310 8,861 7,411 5,961 4,511 3,061 1,611 1,611H - 820 35,184 31,704 28,225 24,745 21,265 17,785 14,306 10,826 7,346 3,866 3,866R - 810 2,199,015 1,981,530 1,764,045 1,546,560 1,329,075 1,111,590 894,105 676,620 459,135 241,650 241,650R - 820 1,466,010 1,321,020 1,176,030 1,031,040 886,050 741,060 596,070 451,080 306,090 161,100 161,100G - 810 24,434 22,017 19,601 17,184 14,768 12,351 9,935 7,518 5,102 2,685 2,685D - 830 64,504 58,125 51,745 45,366 38,986 32,607 26,227 19,848 13,468 7,088 7,088Total 3,965,068 3,572,919 3,180,769 2,788,620 2,396,470 2,004,320 1,612,171 1,220,021 827,871 435,722 435,722
Valor de rescate
Valor de rescate
Valor de rescate
Anexo 14 Valor del equipo con depreciacón sin valor de recuperación
Anexo 14 Valor del equipo con depreciacón sin valor de recuperación
Anexo 14 Valor del equipo con depreciacón sin valor de recuperación

Anexo 15 Valor de tangibles con depreciación sin valor de recuperaciónDescripción 2004 2005 2006 2007 2008 2009 2010 2011 2012 2013
Instrumentación 2,063,116 1,859,071 1,655,027 1,450,983 1,246,938 1,042,894 838,849 634,805 430,760 226,716Tubería 4,126,232 3,718,143 3,310,054 2,901,965 2,493,876 2,085,787 1,677,699 1,269,610 861,521 453,432Aislamientos 687,705 619,690 551,676 483,661 415,646 347,631 279,616 211,602 143,587 75,572Instalaciones eléctricas 2,063,116 1,859,071 1,655,027 1,450,983 1,246,938 1,042,894 838,849 634,805 430,760 226,716Edificios y Servicios 10,185,000 9,870,000 9,555,000 9,240,000 8,925,000 8,610,000 8,295,000 7,980,000 7,665,000 7,350,000Acondicionamiento 1,100,328 991,505 882,681 773,857 665,034 556,210 447,386 338,563 229,739 120,915Total 20,225,497 18,917,481 17,609,465 16,301,449 14,993,432 13,685,416 12,377,400 11,069,384 9,761,368 8,453,351
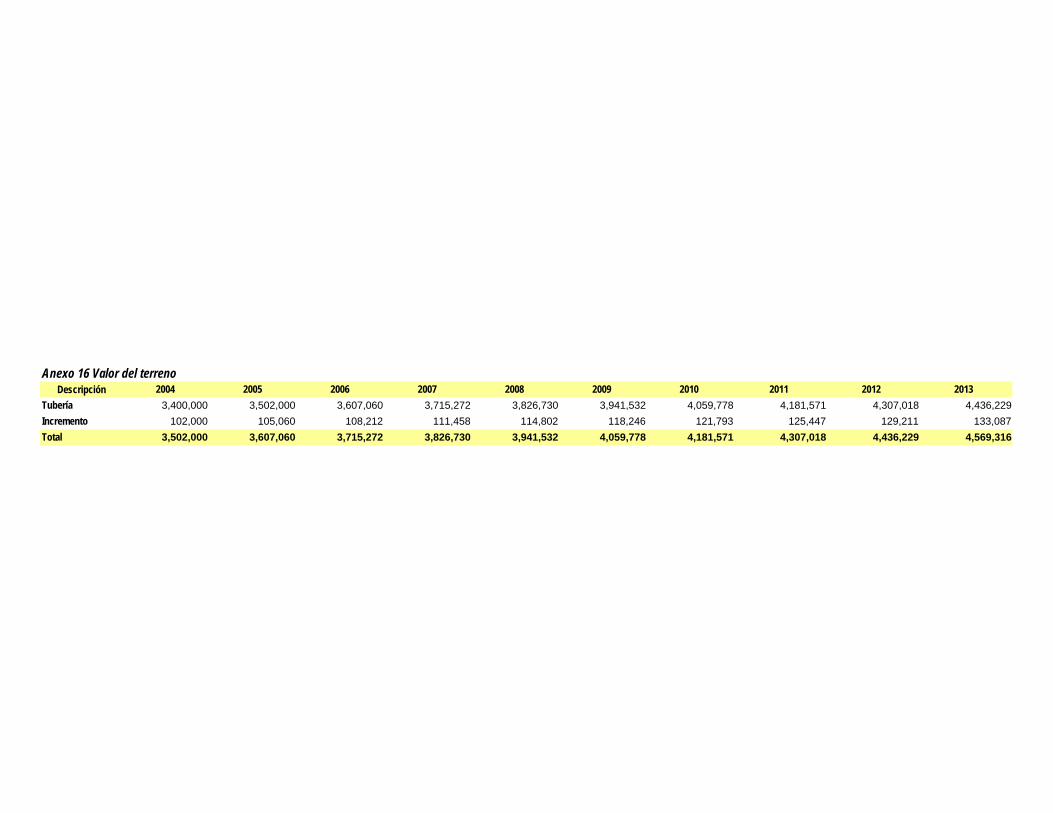
Anexo 16 Valor del terrenoDescripción 2004 2005 2006 2007 2008 2009 2010 2011 2012 2013
Tubería 3,400,000 3,502,000 3,607,060 3,715,272 3,826,730 3,941,532 4,059,778 4,181,571 4,307,018 4,436,229Incremento 102,000 105,060 108,212 111,458 114,802 118,246 121,793 125,447 129,211 133,087Total 3,502,000 3,607,060 3,715,272 3,826,730 3,941,532 4,059,778 4,181,571 4,307,018 4,436,229 4,569,316

Anexo 17 Depreciación de equipos con valor de recuperación
Clave 2004 2005 2006 2007 2008 2009 2010 2011 2012 2013M - 110 A / B 1,933 1,933 1,933 1,933 1,933 1,933 1,933 1,933 1,933 1,933 2,148 R - 110 A / B 16,432 16,432 16,432 16,432 16,432 16,432 16,432 16,432 16,432 16,432 18,258 L - 110 A / B 696 696 696 696 696 696 696 696 696 696 773 G - 110 A / B 2,320 2,320 2,320 2,320 2,320 2,320 2,320 2,320 2,320 2,320 2,578 M - 120 A / B 1,933 1,933 1,933 1,933 1,933 1,933 1,933 1,933 1,933 1,933 2,148 R - 120 A / B 30,931 30,931 30,931 30,931 30,931 30,931 30,931 30,931 30,931 30,931 34,368 G - 120 A / B 4,833 4,833 4,833 4,833 4,833 4,833 4,833 4,833 4,833 4,833 5,370 L - 120 A / B 696 696 696 696 696 696 696 696 696 696 773 M - 130 A / B / C / D 7,733 7,733 7,733 7,733 7,733 7,733 7,733 7,733 7,733 7,733 8,592 G - 130 A / B / C / D 16,626 16,626 16,626 16,626 16,626 16,626 16,626 16,626 16,626 16,626 18,473 R - 130 A / B / C / D 197,186 197,186 197,186 197,186 197,186 197,186 197,186 197,186 197,186 197,186 219,096 L - 130 A / B / C / D 1,779 1,779 1,779 1,779 1,779 1,779 1,779 1,779 1,779 1,779 1,976 Total 283,098 283,098 283,098 283,098 283,098 283,098 283,098 283,098 283,098 283,098 314,553
Anexo 17 Depreciación de equipos con valor de recuperación
Clave 2004 2005 2006 2007 2008 2009 2010 2011 2012 2013H - 210 14,016 14,016 14,016 14,016 14,016 14,016 14,016 14,016 14,016 14,016 15,573L - 210 445 445 445 445 445 445 445 445 445 445 494L - 281 445 445 445 445 445 445 445 445 445 445 494ELL - 210 16,916 16,916 16,916 16,916 16,916 16,916 16,916 16,916 16,916 16,916 18,795L - 220 445 445 445 445 445 445 445 445 445 445 494L - 230 445 445 445 445 445 445 445 445 445 445 494L - 240 445 445 445 445 445 445 445 445 445 445 494UF - 210 26,098 26,098 26,098 26,098 26,098 26,098 26,098 26,098 26,098 26,098 28,998L - 282 445 445 445 445 445 445 445 445 445 445 494D - 210 6,380 6,380 6,380 6,380 6,380 6,380 6,380 6,380 6,380 6,380 7,088L - 250 445 445 445 445 445 445 445 445 445 445 494HPLC - 210 289,980 289,980 289,980 289,980 289,980 289,980 289,980 289,980 289,980 289,980 322,200L - 260 445 445 445 445 445 445 445 445 445 445 494L - 283 348 348 348 348 348 348 348 348 348 348 387CC - 210 6,380 6,380 6,380 6,380 6,380 6,380 6,380 6,380 6,380 6,380 7,088M - 210 1,450 1,450 1,450 1,450 1,450 1,450 1,450 1,450 1,450 1,450 1,611L - 284 348 348 348 348 348 348 348 348 348 348 387S - 210 43,497 43,497 43,497 43,497 43,497 43,497 43,497 43,497 43,497 43,497 48,330L - 285 348 348 348 348 348 348 348 348 348 348 387H - 220 5,026 5,026 5,026 5,026 5,026 5,026 5,026 5,026 5,026 5,026 5,585Total 414,343 414,343 414,343 414,343 414,343 414,343 414,343 414,343 414,343 414,343 460,381
Valor de rescate
Valor de rescate
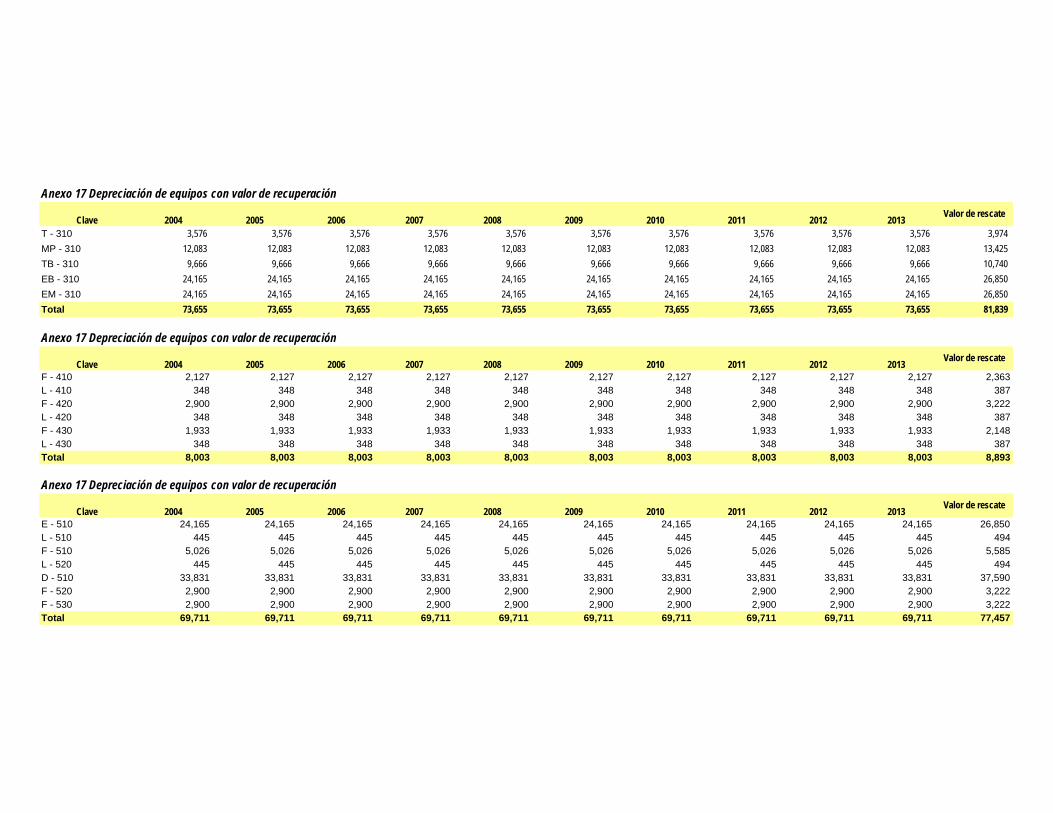
Anexo 17 Depreciación de equipos con valor de recuperación
Clave 2004 2005 2006 2007 2008 2009 2010 2011 2012 2013T - 310 3,576 3,576 3,576 3,576 3,576 3,576 3,576 3,576 3,576 3,576 3,974 MP - 310 12,083 12,083 12,083 12,083 12,083 12,083 12,083 12,083 12,083 12,083 13,425 TB - 310 9,666 9,666 9,666 9,666 9,666 9,666 9,666 9,666 9,666 9,666 10,740 EB - 310 24,165 24,165 24,165 24,165 24,165 24,165 24,165 24,165 24,165 24,165 26,850 EM - 310 24,165 24,165 24,165 24,165 24,165 24,165 24,165 24,165 24,165 24,165 26,850 Total 73,655 73,655 73,655 73,655 73,655 73,655 73,655 73,655 73,655 73,655 81,839
Anexo 17 Depreciación de equipos con valor de recuperación
Clave 2004 2005 2006 2007 2008 2009 2010 2011 2012 2013F - 410 2,127 2,127 2,127 2,127 2,127 2,127 2,127 2,127 2,127 2,127 2,363L - 410 348 348 348 348 348 348 348 348 348 348 387F - 420 2,900 2,900 2,900 2,900 2,900 2,900 2,900 2,900 2,900 2,900 3,222L - 420 348 348 348 348 348 348 348 348 348 348 387F - 430 1,933 1,933 1,933 1,933 1,933 1,933 1,933 1,933 1,933 1,933 2,148L - 430 348 348 348 348 348 348 348 348 348 348 387Total 8,003 8,003 8,003 8,003 8,003 8,003 8,003 8,003 8,003 8,003 8,893
Anexo 17 Depreciación de equipos con valor de recuperación
Clave 2004 2005 2006 2007 2008 2009 2010 2011 2012 2013E - 510 24,165 24,165 24,165 24,165 24,165 24,165 24,165 24,165 24,165 24,165 26,850L - 510 445 445 445 445 445 445 445 445 445 445 494F - 510 5,026 5,026 5,026 5,026 5,026 5,026 5,026 5,026 5,026 5,026 5,585L - 520 445 445 445 445 445 445 445 445 445 445 494D - 510 33,831 33,831 33,831 33,831 33,831 33,831 33,831 33,831 33,831 33,831 37,590F - 520 2,900 2,900 2,900 2,900 2,900 2,900 2,900 2,900 2,900 2,900 3,222F - 530 2,900 2,900 2,900 2,900 2,900 2,900 2,900 2,900 2,900 2,900 3,222Total 69,711 69,711 69,711 69,711 69,711 69,711 69,711 69,711 69,711 69,711 77,457
Valor de rescate
Valor de rescate
Valor de rescate

Anexo 17 Depreciación de equipos con valor de recuperación
Clave 2004 2005 2006 2007 2008 2009 2010 2011 2012 2013L - 610 445 445 445 445 445 445 445 445 445 445 494H - 610 8,023 8,023 8,023 8,023 8,023 8,023 8,023 8,023 8,023 8,023 8,914H - 630 5,413 5,413 5,413 5,413 5,413 5,413 5,413 5,413 5,413 5,413 6,014H - 620 2,417 2,417 2,417 2,417 2,417 2,417 2,417 2,417 2,417 2,417 2,685Total 16,297 16,297 16,297 16,297 16,297 16,297 16,297 16,297 16,297 16,297 18,108
Anexo 17 Depreciación de equipos con valor de recuperación
Clave 2004 2005 2006 2007 2008 2009 2010 2011 2012 2013P - 710 72,495 72,495 72,495 72,495 72,495 72,495 72,495 72,495 72,495 72,495 80,550F - 710 6,380 6,380 6,380 6,380 6,380 6,380 6,380 6,380 6,380 6,380 7,088E - 710 24,165 24,165 24,165 24,165 24,165 24,165 24,165 24,165 24,165 24,165 26,850Total 103,040 103,040 103,040 103,040 103,040 103,040 103,040 103,040 103,040 103,040 114,488
Anexo 17 Depreciación de equipos con valor de recuperación
Clave 2004 2005 2006 2007 2008 2009 2010 2011 2012 2013D - 810 6,380 6,380 6,380 6,380 6,380 6,380 6,380 6,380 6,380 6,380 7,088M - 810 1,450 1,450 1,450 1,450 1,450 1,450 1,450 1,450 1,450 1,450 1,611H - 810 3,480 3,480 3,480 3,480 3,480 3,480 3,480 3,480 3,480 3,480 3,866D - 820 4,640 4,640 4,640 4,640 4,640 4,640 4,640 4,640 4,640 4,640 5,155M - 820 1,450 1,450 1,450 1,450 1,450 1,450 1,450 1,450 1,450 1,450 1,611H - 820 3,480 3,480 3,480 3,480 3,480 3,480 3,480 3,480 3,480 3,480 3,866R - 810 217,485 217,485 217,485 217,485 217,485 217,485 217,485 217,485 217,485 217,485 241,650R - 820 144,990 144,990 144,990 144,990 144,990 144,990 144,990 144,990 144,990 144,990 161,100G - 810 2,417 2,417 2,417 2,417 2,417 2,417 2,417 2,417 2,417 2,417 2,685D - 830 6,380 6,380 6,380 6,380 6,380 6,380 6,380 6,380 6,380 6,380 7,088Total 392,150 392,150 392,150 392,150 392,150 392,150 392,150 392,150 392,150 392,150 435,722
Valor de rescate
Valor de rescate
Valor de rescate

Descripción 2004 2005 2006 2007 2008 2009 2010 2011 2012 2013
Instrumentación 204,044 204,044 204,044 204,044 204,044 204,044 204,044 204,044 204,044 204,044Tubería 408,089 408,089 408,089 408,089 408,089 408,089 408,089 408,089 408,089 408,089Aislamientos 68,015 68,015 68,015 68,015 68,015 68,015 68,015 68,015 68,015 68,015Instalaciones eléctricas 204,044 204,044 204,044 204,044 204,044 204,044 204,044 204,044 204,044 204,044Edificios y Servicios 315,000 315,000 315,000 315,000 315,000 315,000 315,000 315,000 315,000 315,000Acondicionamiento 108,824 108,824 108,824 108,824 108,824 108,824 108,824 108,824 108,824 108,824Total 1,308,016 1,308,016 1,308,016 1,308,016 1,308,016 1,308,016 1,308,016 1,308,016 1,308,016 1,308,016
Anexo 18 Depreciación de tangibles sin valor de recuperación

Anexo 19 Amortización de intangibles sin valor de recuperaciónDescripción 2004 2005 2006 2007 2008 2009 2010 2011 2012 2013
Seguro, transporte y Embalaje
Equipo Importado 425,884 425,884 425,884 425,884 425,884 425,884 425,884 425,884 425,884 425,884
Equipo Nacional 4,591 4,591 4,591 4,591 4,591 4,591 4,591 4,591 4,591 4,591
453,432 453,432 453,432 453,432 453,432 453,432 453,432 453,432 453,432 453,432Ingeniería y Supervisión 982,436 982,436 982,436 982,436 982,436 982,436 982,436 982,436 982,436 982,436Análisis de Mercado 151,144 151,144 151,144 151,144 151,144 151,144 151,144 151,144 151,144 151,144
Imprevistos 302,288 302,288 302,288 302,288 302,288 302,288 302,288 302,288 302,288 302,288Total 2,319,776 2,319,776 2,319,776 2,319,776 2,319,776 2,319,776 2,319,776 2,319,776 2,319,776 2,319,776
Gastos de Instalación, Capacitación y

Anexo 20 Gastos generalesDescripción 2004 2005 2006 2007 2008 2009 2010 2011 2012 2013
G administrativos 226,850 242,730 259,721 277,901 297,354 318,169 340,441 364,272 389,771 417,054G financieros 3,652,466 3,081,488 2,912,960 2,715,782 2,485,084 2,215,167 1,899,364 1,529,875 1,097,573 591,779Investigación 1,405,250 1,616,038 2,473,240 3,230,670 3,740,776 4,231,197 4,733,440 5,295,299 5,923,851 7,289,713distribución y venta 7,327,818 7,879,837 8,479,461 9,132,233 9,844,200 10,622,930 11,476,978 12,416,447 13,453,342 9,246,939Total 12,612,384 12,820,092 14,125,382 15,356,586 16,367,413 17,387,462 18,450,222 19,605,893 20,864,536 17,545,485
Anexo 21 Origen de los recursos Anexo 22 Pago préstamo ktInversión fija 63,245,671 monto 2,511,391propio 51% 32,255,292 i 17%socios 19% 12,016,678 periodo años 1banco 30% 18,973,701 pagos 1Capital de trabajo 8,371,303 intereses 426,936propio 51% 4,269,365 Total 2,938,327socios 19% 1,590,548 *El prestamo es por un añobanco 30% 2,511,391 Total 71,616,974
Anexo 23 Amortización del crédito refaccionarioImporte del préstamo 18,973,701Interés anual 0.17Periodo del prestamo en años 10Número de pagos anuales 1
-1no pago monto capital interes k + i saldo
1 4,072,830 18,973,701 847,301 3,225,529 4,072,830 18,126,4002 4,072,830 18,126,400 991,342 3,081,488 4,072,830 17,135,0583 4,072,830 17,135,058 1,159,870 2,912,960 4,072,830 15,975,1884 4,072,830 15,975,188 1,357,048 2,715,782 4,072,830 14,618,1405 4,072,830 14,618,140 1,587,746 2,485,084 4,072,830 13,030,3946 4,072,830 13,030,394 1,857,663 2,215,167 4,072,830 11,172,7307 4,072,830 11,172,730 2,173,466 1,899,364 4,072,830 8,999,2648 4,072,830 8,999,264 2,542,955 1,529,875 4,072,830 6,456,3099 4,072,830 6,456,309 2,975,258 1,097,573 4,072,830 3,481,051
10 4,072,830 3,481,051 3,481,051 591,779 4,072,830 0
* Se pretende realizar pagos iguales, con una diferencia entre pago a capital y pago a intereses, por un periodo de diez años, sin gracia, con u pago anual
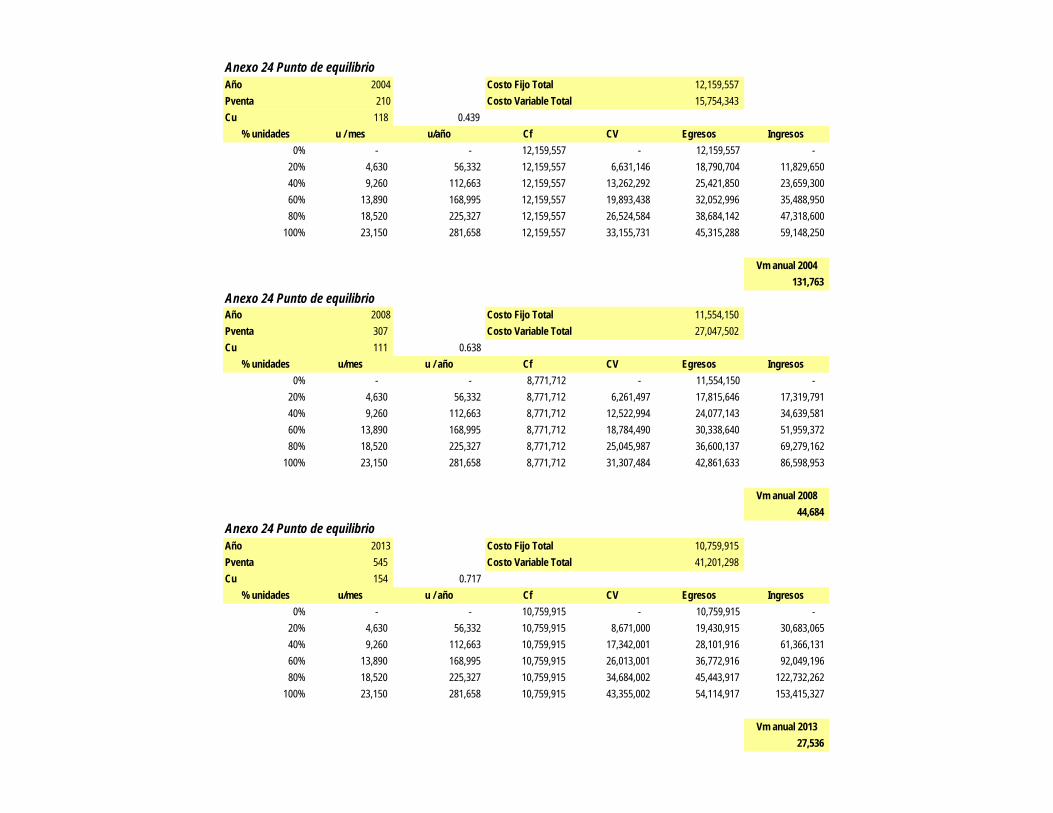
Anexo 24 Punto de equilibrioAño 2004 Costo Fijo Total 12,159,557 Pventa 210 Costo Variable Total 15,754,343 Cu 118 0.439
% unidades u / mes u/año Cf CV Egresos Ingresos0% - - 12,159,557 - 12,159,557 -
20% 4,630 56,332 12,159,557 6,631,146 18,790,704 11,829,650 40% 9,260 112,663 12,159,557 13,262,292 25,421,850 23,659,300 60% 13,890 168,995 12,159,557 19,893,438 32,052,996 35,488,950 80% 18,520 225,327 12,159,557 26,524,584 38,684,142 47,318,600
100% 23,150 281,658 12,159,557 33,155,731 45,315,288 59,148,250
Vm anual 2004131,763
Anexo 24 Punto de equilibrioAño 2008 Costo Fijo Total 11,554,150 Pventa 307 Costo Variable Total 27,047,502 Cu 111 0.638
% unidades u/mes u / año Cf CV Egresos Ingresos0% - - 8,771,712 - 11,554,150 -
20% 4,630 56,332 8,771,712 6,261,497 17,815,646 17,319,791 40% 9,260 112,663 8,771,712 12,522,994 24,077,143 34,639,581 60% 13,890 168,995 8,771,712 18,784,490 30,338,640 51,959,372 80% 18,520 225,327 8,771,712 25,045,987 36,600,137 69,279,162
100% 23,150 281,658 8,771,712 31,307,484 42,861,633 86,598,953
Vm anual 200844,684
Anexo 24 Punto de equilibrioAño 2013 Costo Fijo Total 10,759,915 Pventa 545 Costo Variable Total 41,201,298 Cu 154 0.717
% unidades u/mes u / año Cf CV Egresos Ingresos0% - - 10,759,915 - 10,759,915 -
20% 4,630 56,332 10,759,915 8,671,000 19,430,915 30,683,065 40% 9,260 112,663 10,759,915 17,342,001 28,101,916 61,366,131 60% 13,890 168,995 10,759,915 26,013,001 36,772,916 92,049,196 80% 18,520 225,327 10,759,915 34,684,002 45,443,917 122,732,262
100% 23,150 281,658 10,759,915 43,355,002 54,114,917 153,415,327
Vm anual 201327,536
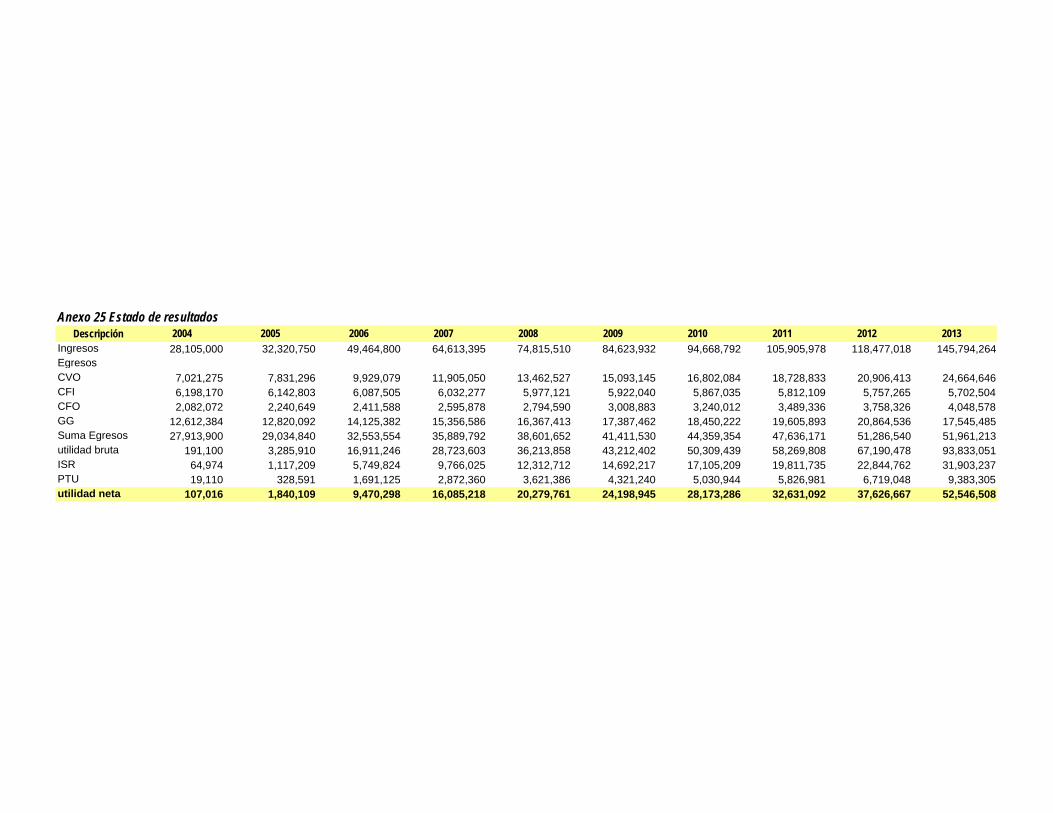
Anexo 25 Estado de resultadosDescripción 2004 2005 2006 2007 2008 2009 2010 2011 2012 2013
Ingresos 28,105,000 32,320,750 49,464,800 64,613,395 74,815,510 84,623,932 94,668,792 105,905,978 118,477,018 145,794,264EgresosCVO 7,021,275 7,831,296 9,929,079 11,905,050 13,462,527 15,093,145 16,802,084 18,728,833 20,906,413 24,664,646CFI 6,198,170 6,142,803 6,087,505 6,032,277 5,977,121 5,922,040 5,867,035 5,812,109 5,757,265 5,702,504CFO 2,082,072 2,240,649 2,411,588 2,595,878 2,794,590 3,008,883 3,240,012 3,489,336 3,758,326 4,048,578GG 12,612,384 12,820,092 14,125,382 15,356,586 16,367,413 17,387,462 18,450,222 19,605,893 20,864,536 17,545,485Suma Egresos 27,913,900 29,034,840 32,553,554 35,889,792 38,601,652 41,411,530 44,359,354 47,636,171 51,286,540 51,961,213utilidad bruta 191,100 3,285,910 16,911,246 28,723,603 36,213,858 43,212,402 50,309,439 58,269,808 67,190,478 93,833,051ISR 64,974 1,117,209 5,749,824 9,766,025 12,312,712 14,692,217 17,105,209 19,811,735 22,844,762 31,903,237PTU 19,110 328,591 1,691,125 2,872,360 3,621,386 4,321,240 5,030,944 5,826,981 6,719,048 9,383,305utilidad neta 107,016 1,840,109 9,470,298 16,085,218 20,279,761 24,198,945 28,173,286 32,631,092 37,626,667 52,546,508
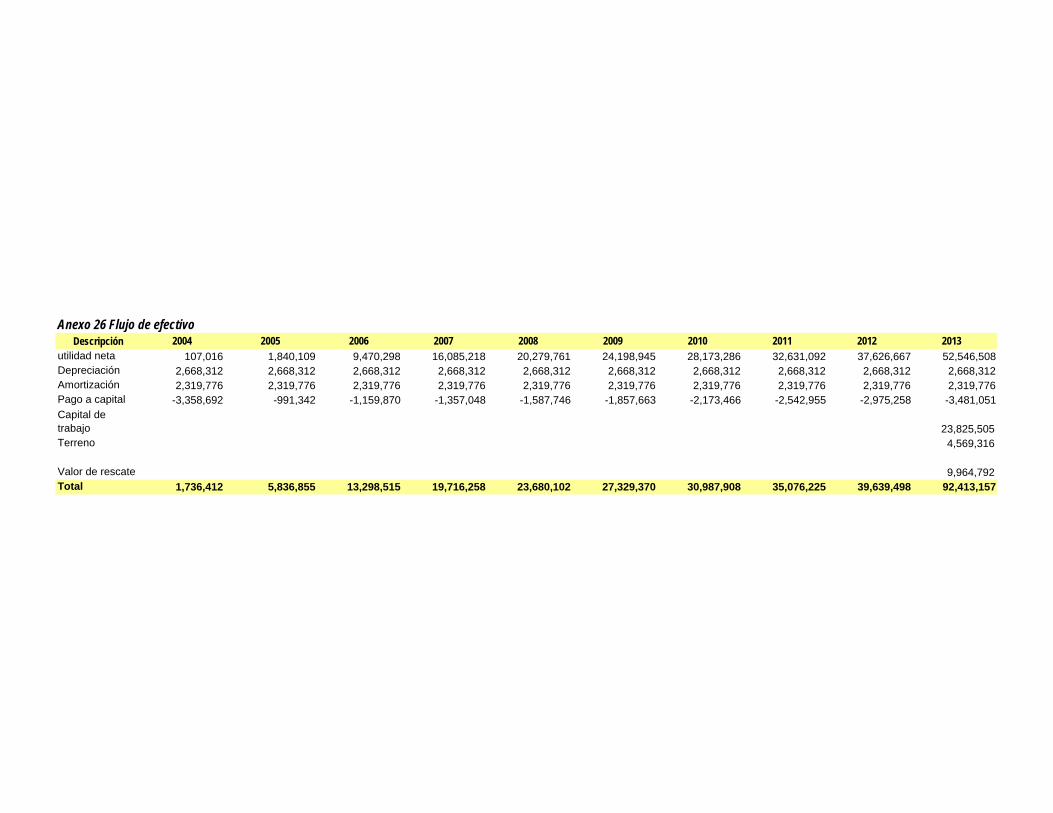
Anexo 26 Flujo de efectivoDescripción 2004 2005 2006 2007 2008 2009 2010 2011 2012 2013
utilidad neta 107,016 1,840,109 9,470,298 16,085,218 20,279,761 24,198,945 28,173,286 32,631,092 37,626,667 52,546,508Depreciación 2,668,312 2,668,312 2,668,312 2,668,312 2,668,312 2,668,312 2,668,312 2,668,312 2,668,312 2,668,312Amortización 2,319,776 2,319,776 2,319,776 2,319,776 2,319,776 2,319,776 2,319,776 2,319,776 2,319,776 2,319,776Pago a capital -3,358,692 -991,342 -1,159,870 -1,357,048 -1,587,746 -1,857,663 -2,173,466 -2,542,955 -2,975,258 -3,481,051Capital de trabajo 23,825,505Terreno 4,569,316
Valor de rescate 9,964,792Total 1,736,412 5,836,855 13,298,515 19,716,258 23,680,102 27,329,370 30,987,908 35,076,225 39,639,498 92,413,157

Anexo 27 Resumen de EgresosDescripción 2004 2005 2006 2007 2008 2009 2010 2011 2012 2013
CVO 7,021,275 7,831,296 9,929,079 11,905,050 13,462,527 15,093,145 16,802,084 18,728,833 20,906,413 24,664,646CFI 6,198,170 6,142,803 6,087,505 6,032,277 5,977,121 5,922,040 5,867,035 5,812,109 5,757,265 5,702,504CFO 2,082,072 2,240,649 2,411,588 2,595,878 2,794,590 3,008,883 3,240,012 3,489,336 3,758,326 4,048,578GG 12,612,384 12,820,092 14,125,382 15,356,586 16,367,413 17,387,462 18,450,222 19,605,893 20,864,536 17,545,485Total 27,913,900 29,034,840 32,553,554 35,889,792 38,601,652 41,411,530 44,359,354 47,636,171 51,286,540 51,961,213

BIBLIOGRAFIA
BIBLIOGRAFÍA REFERENCIAS INTERNET
1. Diagnóstico realizado por el Tecnológico de Monterrey, ITESM, Periódico
Reforma. 11 de febrero de 1997. 2. http://qro.inegi.gob.mx 3. http://students.aim-net.mx/spanish/Queretaro/MAYELA.html 4. http://www.bib.uia.mx/biblioteca/bibliotecadigital/dochtml/info_inegi/queretaro.ht
m 5. http://www.cicy.mx/dir_acad/productividad/tesis/resumenes/oscar.html 6. http://www.economia-snci.gob.mx/Tratados/pdfs/28feb.PDF 7. http://www.geocities.com/Athens/Parthenon/3234/quere.htm 8. http://www.insp.mx/atlas2001.html 9. http://www.qro.itesm.mx/qro/ 10. http://www.queretaro.gob.mx 11. http://www.queretaro.gob.mx/nuestro_edo/info_gral/v01/mpo_amea06.htm 12. http://www.sesa-qro.gob.mx/Indicadores/indicadores.htm 13. http://www.todoqro.com/historia.html
BIBLIOGRAFIA LIBROS
1. Brock, et al. Biología de los microorganismos. 8ª Ed. Edit. Prentice Hall. 1998 2. Lema Rodicio, Juan M. Ingeniería Bioquímica 1ª Ed. Edit. SÍNTESIS. España
2000. 3. Perry´s. Chemical Engineers´ Handbook. 7a Ed. Edit. Mc Graw Hill. USA. 1997 4. Quintero Ramírez, Rodolfo. Ingeniería Bioquímica. 1ª Ed. Edit. Alambra. México.
1990 5. Tchobanoglous George, et al. Tratamiento de Aguas Residuales en Pequeña
Poblaciones. 1ª Ed. Edit. Mc Graw Hill. 2001 6. Metcalf & Eddy,inc. Wastewater Engineering: Treatment, Diposal, Reuse.2a Ed.
Edit. Mc Graw Hill. USA. 2001 7. Felder Richard, et al. Principios Elementales de los Procesos Químicos. 2ª Ed.
Edit Addison Wesley Longman. México.1991 8. Bird R.B, et al. Fenómenos de transporte. 1ª Ed. Edit. Reverté. México 2001 9. Leland Blank, et al. Ingeniería Económica. 2a Ed. Edit. Mc Graw Hill. México.
1988 10. Scott Fogler H. Elementos de Ingeniería de las Reacciones Químicas. 3ª Ed. Edit.
Prentice Hall. México. 2001 11. Ahuja- Wals. Ingeniería de Costos y Administración de Proyectos. 1ª Ed. Edit.
Alfaomega. México 1989 12. Castellan Gilbert W. Fisicoquímica. 2ª Ed. Edit. Addison Wesley Longman.
México.1987 13. Crane.Flujo de Fluidos en Válvulas, Accesorios y Tuberías. 1ª Ed. Edit. Mc Graw
Hill. México. 1992 14. Rosenberg L. Jerome. Química General. 6a Ed. Edit. Mc Graw Hill.México 1982
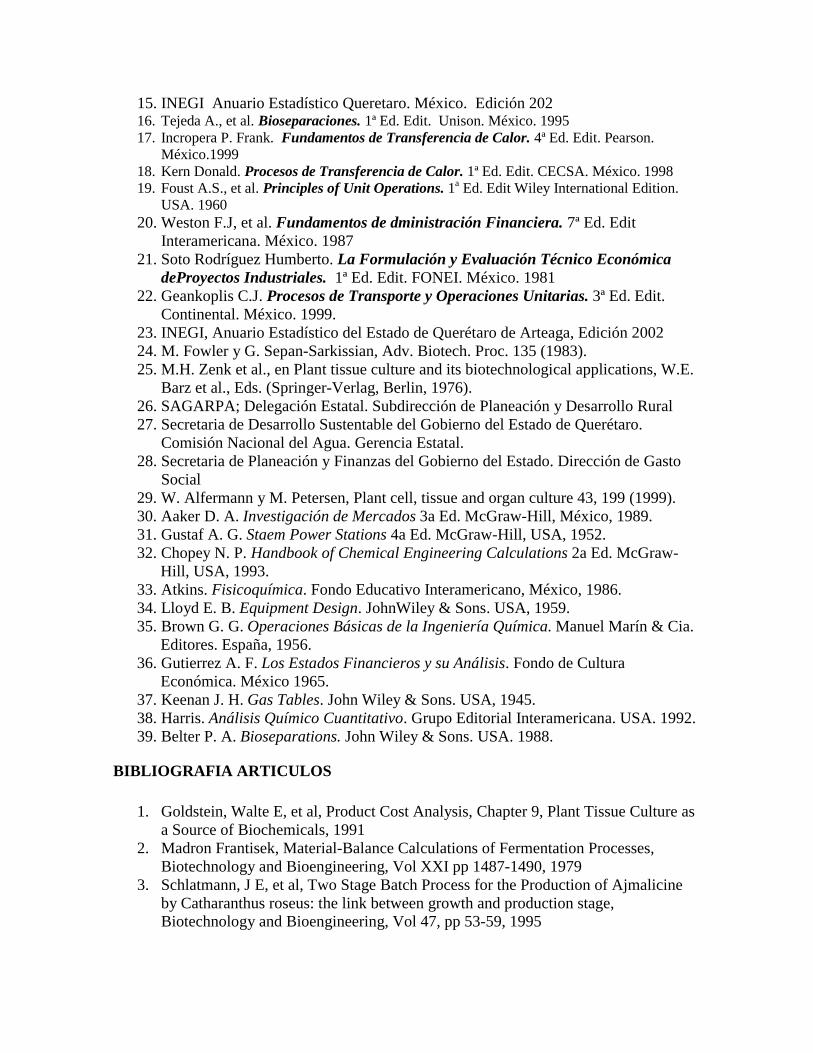
15. INEGI Anuario Estadístico Queretaro. México. Edición 202 16. Tejeda A., et al. Bioseparaciones. 1ª Ed. Edit. Unison. México. 1995 17. Incropera P. Frank. Fundamentos de Transferencia de Calor. 4ª Ed. Edit. Pearson.
México.1999 18. Kern Donald. Procesos de Transferencia de Calor. 1ª Ed. Edit. CECSA. México. 1998 19. Foust A.S., et al. Principles of Unit Operations. 1a Ed. Edit Wiley International Edition.
USA. 1960 20. Weston F.J, et al. Fundamentos de dministración Financiera. 7ª Ed. Edit
Interamericana. México. 1987 21. Soto Rodríguez Humberto. La Formulación y Evaluación Técnico Económica
deProyectos Industriales. 1ª Ed. Edit. FONEI. México. 1981 22. Geankoplis C.J. Procesos de Transporte y Operaciones Unitarias. 3ª Ed. Edit.
Continental. México. 1999. 23. INEGI, Anuario Estadístico del Estado de Querétaro de Arteaga, Edición 2002 24. M. Fowler y G. Sepan-Sarkissian, Adv. Biotech. Proc. 135 (1983). 25. M.H. Zenk et al., en Plant tissue culture and its biotechnological applications, W.E.
Barz et al., Eds. (Springer-Verlag, Berlin, 1976). 26. SAGARPA; Delegación Estatal. Subdirección de Planeación y Desarrollo Rural 27. Secretaria de Desarrollo Sustentable del Gobierno del Estado de Querétaro.
Comisión Nacional del Agua. Gerencia Estatal. 28. Secretaria de Planeación y Finanzas del Gobierno del Estado. Dirección de Gasto
Social 29. W. Alfermann y M. Petersen, Plant cell, tissue and organ culture 43, 199 (1999). 30. Aaker D. A. Investigación de Mercados 3a Ed. McGraw-Hill, México, 1989. 31. Gustaf A. G. Staem Power Stations 4a Ed. McGraw-Hill, USA, 1952. 32. Chopey N. P. Handbook of Chemical Engineering Calculations 2a Ed. McGraw-
Hill, USA, 1993. 33. Atkins. Fisicoquímica. Fondo Educativo Interamericano, México, 1986. 34. Lloyd E. B. Equipment Design. JohnWiley & Sons. USA, 1959. 35. Brown G. G. Operaciones Básicas de la Ingeniería Química. Manuel Marín & Cia.
Editores. España, 1956. 36. Gutierrez A. F. Los Estados Financieros y su Análisis. Fondo de Cultura
Económica. México 1965. 37. Keenan J. H. Gas Tables. John Wiley & Sons. USA, 1945. 38. Harris. Análisis Químico Cuantitativo. Grupo Editorial Interamericana. USA. 1992. 39. Belter P. A. Bioseparations. John Wiley & Sons. USA. 1988.
BIBLIOGRAFIA ARTICULOS
1. Goldstein, Walte E, et al, Product Cost Analysis, Chapter 9, Plant Tissue Culture as a Source of Biochemicals, 1991
2. Madron Frantisek, Material-Balance Calculations of Fermentation Processes, Biotechnology and Bioengineering, Vol XXI pp 1487-1490, 1979
3. Schlatmann, J E, et al, Two Stage Batch Process for the Production of Ajmalicine by Catharanthus roseus: the link between growth and production stage, Biotechnology and Bioengineering, Vol 47, pp 53-59, 1995

4. Fulzele, Devanand P, et al, Large-scale Cultivation of Catharanthus roseus Cells: production of ajmalicine in a 20-l airlift bioreactor, J of Biotechnlogy, Vol 35, pp 1-7,1994
5. Kieran, P. M, et al, Plant Cell Suspension Cultures: some engineering considerations, J of Biotechnology, Vol 59, pp 39-52,1997
6. Schlatmann, J E, et al, Effect of Oxigen and Nutrient Limitation on Ajmalicine Production and Related Enzyme Activities in High Density Cultures of Catharanthus roseus. Biotechnology and Bioengineering, Vol 44, pp 461-468, 1994
7. Sajc, Lidija, et al, Bioreactors for Plant Engineering: an outlook for further research, Biochemical Engineering Journal, Vol 4, pp 89-99,2000
8. Nicolaou, K. C, et al, Total Synthesis of Taxol, Nature, Vol 367 pp 630-634,1994 9. Erickson, L.E, et al, Application of Mass and Energy Balance Regularities in
Fermentation, Biotechnology and Bioengineering, Vol 20 pp 1595-1621, 1978 10. Verpoorte, R, et al, Plant Cell Biotechnology for the Production of Alkaloids:
present status and prospects, Journal of Natural Products, Vol 56,No 2, pp 186-207, 1993
11. Humphrey, A.E, Plant Cells and Chemical Factories: control and recovery of valuable products, Advances in Bioprocess Engineering, pp 103-107, 1994
12. Kebler, Michael, et al, The Effect of the Aggregate size on the Production of Ajmalicine and Tryptamine in Catharanthus roseus Suspension Culture, Enzyme and Microbial Technology, Vol 24, pp 308-315, 1999
13. Carolyn, W. T, et al, The Effect of Ajmalicine Spiking and Resin Addition Timing on the Production of Indol Alkaloids from Catharanthus roseus Cell Cultures, Biotechnology and Bioengineering, Vol 79 No 4, pp 408-415, 2002
14. Heijnen, J J, et al, A Macroscopic Model Describing Yield and Maintenance Relationships in Aerobic Fermentation Processes, Biotechnology and Bioengineering, Vol 23 pp 739-763,1981
15. Don, G, Catharanthes roseus, Medicinal Plants of the World, Vol 35, pp 109-118,1997
16. Paulo, R H, et al, Induction of Ajmalicine Formation and Related Enzyme Activities in Catharanthus roseus Cells: effect of inoculum density, Applied Microbial Biotechnology, Vol 39 pp 42-47,1993
17. Doran, Pauline M, Design of Reactors for Plant Cell and Organs, Advances in Biochemical Engineering Biotechnology, Vol 48, pp 115-168,1993
18. Gulik, W M, et al, A Structured Model Describing Carbon and Phosphate Limited Growth of Catharanthus roseus Plant Cells Suspensions in Batch and Chemostat Culture, Biotechnology and Bioengineering, Vol 41, pp 771-780,1993
19. Carolyn, W T, et al, The Effect of Inoculum Density and Conditioned Medium on the Production of Ajmalicine and Catharanthine from Immobilized Catharanthus roseus Cells, Biotechnology and Bioengineering, Vol 67 No 1, pp 61-71,1999
20. Young, Hae C, et al, Supercritical Fluid Extraction and Liquid Chromatography-Electrospray Mass Analysis of Vinblastine from Catharanthus roseus, Chemical Pharmaceutical Bulletin, Vol 50 No 9, pp 1294-1296,2002
21. Ulbrich, B, et al, Large-scale Production of Rosmarinic Acid from Plant Cell Cultures of Coleus blumei Benth, Primary and Secondary Metabolism of Plant Cell Cultures, pp 293-303,1985

22. Burns, D B, et al, Effect of Solution pH on Protein Transport Through Ultrafiltration Membranes, Biotechnology and Bioengineering, Vol 64 No 1, pp 27-37,1999
23. Doran, Pauline M, Design of Mixing Systems for Plant Cell Suspensions in Stirred Reactors, Biotechnology Prog, Vol 15 No 3, pp 319-335,1999
24. Yang, R Y K, et al, Plant-Cell Bioreactors with Simultaneous Electropermeabilization and Electrophoresis, Journal of Biotechnology, Vol 100, pp 13-22,2003
25. Schlatmann, J E, et al, Relation between Dissolved Oxigen Concentration and Ajmalicine Production Rate in High-Density Cultures of Catharanthus roseus, Biotechnology and Bioengineering, Vol 45 pp 435-439, 1995
26. Schlatmann, J E, et al, The Role of Glucose in Ajmalicine Production by Catharanthus roseus Cell Cultures, Biotechnology and Bioengineering, Vol 47 pp 525-534, 1995
27. Drapeau, D, et al, Economic Assessment of Plant Cell Culture for the Production of Ajmalicine, Biotechnology and Bioengineering, Vol 30, pp 946-953,1987
28. Trilli, A, et al, Sterilization of Fermentation Media: optimization and scale-up, Chimicaoggi, pp 25-31,1988