Departamento de Ingeniería Química y Alimentos Universidad ...
79
i Simulación del proceso de obtención de azúcares fermentables a partir del hidrolizado de bagazo de caña de azúcar para la producción de xilitol Tesis Por: Joaquín Díaz Rendón Departamento de Ingeniería Química y Alimentos Universidad de los Andes Bogotá, Colombia Diciembre 2020 Trabajo de grado: Ingeniería Química
Transcript of Departamento de Ingeniería Química y Alimentos Universidad ...

i
Simulación del proceso de obtención de azúcares fermentables a partir del hidrolizado
de bagazo de caña de azúcar para la producción de xilitol
Tesis
Por: Joaquín Díaz Rendón
Departamento de Ingeniería Química y Alimentos
Universidad de los Andes
Bogotá, Colombia
Diciembre 2020
Trabajo de grado: Ingeniería Química

ii
Simulación del proceso de obtención de azúcares fermentables a partir del hidrolizado
de bagazo de caña de azúcar para la producción de xilitol
Tesis
Por
Joaquín Díaz Rendón
Departamento de Ingeniería Química y Alimentos
Universidad de los Andes
Bogotá, Colombia
Aprobado por:
Asesor. Rocio Sierra Ramirez, Ph.D.
Co-Asesor. Daniel David Duran Aranguren, Msc
Evaluador. Andrés González Barrios, Ph.D.
Departamento de Ingeniería Química y Alimentos
Diciembre 2020

i
ABSTRACT Sugarcane bagasse production around the world has increased especially in Colombia and
Brazil, these countries have different ways to obtain sub products with this residue such as
bioethanol, electricity by sugarcane incineration, and xylitol by the biological transformation
Xylitol is of great interest due to its application in the food industry and pharmaceutics
industry. The main objective of this work is to create a simulation of the hydrolysis of the
xylitol production using Aspen Plus® and compare these results with the published data by
the Group of Microbiology applied to Bioprocess (GMBIO) in the Escola de Engenharia de
Lorena Universidade de São Pablo (EEL-USP). Published papers from GMBIO were revised
to compile information about process routes, unit operations, operation conditions, and yields
of compounds of interest and to have insights for the simulation. As a result, energy
requirements and operating conditions for the hydrolysis unit, concentration process,
neutralization, and detoxification operations were obtained. Then contrast between
simulation and experimentation demonstrates similar results for xylose, glucose, furfural, and
acetic acid. On the other hand, arabinose, phenolic compounds, and 5-HMF resulted in
slightly different concentrations that those reported in the papers, mainly due to kinetic
parameters for phenolic compounds, arabinose, and dispersion in data for 5-HMF.
Key words: xylitol, hydrolysis, xylose, simulation

ii
Resumen La producción de bagazo a nivel mundial aumenta cada año en el mundo especialmente en
Colombia y Brasil, en estos países hay diferentes formas de aprovechar este residuo como la
producción de bioetanol, energía eléctrica por incineración y la producción de xilitol por ruta
biológica. El xilitol tiene distintas aplicaciones en el área de cosméticos y alimentos. El
presente trabajo tiene como principal objetivo implementar una simulación del proceso de
hidrolisis para la producción de xilitol en Aspen Plus® y compararla con los resultados
publicados por el grupo Grupo de Microbiología aplicada y Bioprocesos (GMBIO) de la
Escola de Engenharia de Lorena Universidade de São Pablo (EEL-USP). Con la información
encontrada se establecieron las rutas de proceso, operaciones unitarias del proceso,
condiciones de operaciones y rendimientos de los productos de interés, esta información se
utilizó como entrada para la simulación Como resultado se obtuvieron requerimientos
energéticos y concentraciones del reactor de hidrólisis, destilador flash, reactor de
neutralizado y detoxificación. Estos datos fueron posteriormente contrastados con los datos
experimentales en las diferentes etapas del proceso, encontrando que la simulación realizada
no muestra diferencias en compuestos como xilosa, glucosa, furfural y el ácido acético. Lo
contrario ocurre con ciertos componentes tóxicos como el contenido fenólico y 5-HMF y la
arabinosa. Esto se puede deber a parámetros cinéticos para el contenido fenólico, la arabinosa
y una dispersión de los datos para el 5-HMF
Palabras clave: xilitol, hidrólisis, xilosa, simulación

iii
Contenido
ABSTRACT ...................................................................................................................... i
Resumen ........................................................................................................................... ii
Contenido ........................................................................................................................ iii
Lista de figuras ................................................................................................................ vi
Lista de tablas ................................................................................................................ vii
1. Introducción .............................................................................................................. 2
2. Metodología ............................................................................................................... 5
2.1 Realización de la base de datos ............................................................................ 5
2.2 Operaciones unitarias y sus condiciones de operación ............................................... 6
2.3 Simulación en Aspen Plus® ...................................................................................... 6
3. Resultados y Análisis ................................................................................................ 8
3.1 Base de datos producción de xilitol ...................................................................... 8
3.1.1 Composición de los residuos ......................................................................... 8
3.1.2 Acondicionamiento ............................................................................................ 9
3.1.3 Información recopilada de etapas de hidrólisis, concentración, neutralización y
detoxificación ........................................................................................................... 10
3.2 Rutas de proceso ..................................................................................................... 12
3.2.1 Ventajas y desventajas de que la neutralización este antes de la concentración . 13
3.2.2 Ventajas y desventajas de la ruta sin detoxificación .......................................... 14

iv
3.2.3 Ventajas y desventajas de que la etapa de concentración este antes de la
neutralización ........................................................................................................... 15
3.2.4 Selección de ruta a simular ............................................................................... 16
3.2 Mejores condiciones de operación de las etapas claves del proceso .................... 17
3.3.1 Reactor de hidrolisis ......................................................................................... 17
3.3.2 Concentración .................................................................................................. 19
3.3.3 Neutralización .................................................................................................. 20
3.3.4 Detoxificación .................................................................................................. 22
3.4. Simulación en Aspen Plus® ................................................................................... 24
A continuación. en la Tabla 6 se encuentran los componentes de la simulación de la
hidrólisis ácida ............................................................................................................. 24
3.4.1 Condiciones materia prima ............................................................................... 28
3.4.2 Reacciones de hidrolisis ................................................................................... 29
3.4.3 Concentración del hidrolizado .......................................................................... 35
3.4.3 Neutralización .................................................................................................. 39
A continuación, se muestra en la Tabla 10 se encuentra la reacción de neutralización
del ácido sulfúrico ..................................................................................................... 39
3.5.4 Detoxificación .................................................................................................. 40
3.4.6 Requerimiento energético del proceso .............................................................. 43
4. Conclusiones y trabajo futuro ................................................................................ 45

v
5. Referencias .............................................................................................................. 48
Anexo 1 ........................................................................................................................... 58
Anexo 2 ........................................................................................................................... 69

vi
Lista de figuras
Figura: 1 Composición de bagazo y paja reportada por la EEL-USP .................................. 8
Figura: 2 Número de artículos en los que se reporta concentración de compuestos de interés
........................................................................................................................................ 11
Figura:3 Rutas de proceso evaluadas por la EEL-USP ...................................................... 12
Figura: 4 Diagrama de la simulación realizada en Aspen Plus® ...................................... 26
Figura: 5 Diagrama PFD de la hidrólisis ácida del bagazo de caña para la producción de
xilitol ............................................................................................................................... 27
Figura: 6 Concentración de los compuestos de interés en la simulación y experimentales. 34
Figura: 7 Análisis de sensibilidad de la presión del destilador Flash ................................. 36
Figura: 8 Concentración de la simulación y la experimentación en la etapa de
concentración. .................................................................................................................. 37
Figura: 9 Concentración final de los compuestos de interés después de la detoxificación.. 41
Figura: 10 Requerimiento energético por etapa de proceso ............................................... 44

vii
Lista de tablas
Tabla 1 Ventajas y desventajas de cada una de las rutas de proceso desarrolladas por la
ELL-USP ......................................................................................................................... 13
Tabla 2 Condiciones de operación para el reactor de hidrólisis ......................................... 17
Tabla 3 Condiciones de operación para la etapa de concentración .................................... 19
Tabla 4 Condiciones de operación del neutralizado .......................................................... 20
Tabla 5 Condiciones de operación para la detoxificación.................................................. 22
Tabla 6: Componentes presentes en la simulación con su respectiva base de datos donde
encontrarlos ..................................................................................................................... 24
Tabla 7 Convención diagrma PFD.................................................................................... 26
Tabla 8 Distribución del tamaño de partícula del bagazo de caña ..................................... 28
Tabla 9: Reacciones presentes en el proceso de hidrólisis ácida ........................................ 29
Tabla 10 Reacción de neutralización ................................................................................ 39
Tabla 11 composición para el bagazo y paja de caña de azúcar reportadas por (EEL-USP)58
Tabla 12 Condiciones de operación para la adecuación de materias primas ...................... 59
Tabla 13 Datos experimentales sobre el reactor de hidrólisis parte 1................................. 60
Tabla 14 Datos experimentales del reactor de hidrólisis parte dos .................................... 61
Tabla 15 Datos experimentales sobre la neutralización parte 1 ......................................... 62
Tabla 16 Datos experimentales sobre la neutralización parte 2 ......................................... 63
Tabla 17 Datos experimentales sobre la concentración parte 1 ......................................... 64
Tabla 18 Datos experimentales sobre la concentración parte 2 ......................................... 65
Tabla 19 datos experimentales sobre la detoxificación ..................................................... 66
Tabla 20 Información de las corrientes 1 a 12 obtenidas por la simulación en Aspen Plus®
........................................................................................................................................ 67

viii
Tabla 21 Información de las corrientes 13 a 23 obtenidas por la simulación en Aspen Plus®
........................................................................................................................................ 68

1
Objetivo general
Implementar en Aspen Plus® la simulación del proceso de hidrólisis del bagazo de caña para
la producción de xilitol a través del uso de datos experimentales proporcionados por la
Escola de Engenharia de Lorena Universidade de São Pablo (EEL-USP) para estimar la
viabilidad técnica del proceso a escala industrial.
Objetivos específicos
1. Elaborar una base de datos a partir de la información experimental encontrada en
artículos publicados por el Grupo de Microbiología Aplicada y Bioprocesos
(GMBIO).
2. Analizar los datos que se recolectaron con el fin evaluar críticamente las rutas de
proceso para contrastar la experimentación con una posible aplicación industrial.
3. Desarrollar una simulación en Aspen Plus® de las etapas del proceso seleccionado
identificando las oportunidades de mejora y contrastando los resultados
computacionales con los experimentales.

2
1. Introducción El mayor productor de caña de azúcar en el mundo es Brasil con una producción de 746
millones de toneladas en el 2018 (knoema, 2018), con un rendimiento de producción de
etanol y azúcar entre el 42,2 al 57,8%, para un total de 37 millones toneladas de azúcar y 27
billones de litros de etanol para el mismo periodo (Barros, 2018). Con los subproductos
anteriormente nombrados se ha logrado producir en Brasil un 9% de la energía que requirió
ese país en el año 2018 (Ribeiro et al., 2020). Por otro lado, Colombia fue el tercer productor
de caña en el Latinoamérica y el séptimo en el mundo en el año 2018 (knoema, 2018) y
proyecta para el año 2020 llegar a las 200.499 hectáreas cultivadas de caña de azúcar en el
valle del rio Cauca. Estas cosechas llegan a producir 111,7 toneladas de caña por hectárea y
12,5 toneladas de azúcar por hectárea. Sin embargo, este crecimiento genera una gran
cantidad de residuos que se aproximan a los 6,1 millones de toneladas al año por cada 2,2
millones de toneladas de azúcar producidas. Actualmente, el bagazo se está utilizando para
producir papel y energía eléctrica, térmica o mecánica (Asocaña, 2020). Con esta se han
logrado producir 1.657 Gwh de energía (Asocaña, 2020). Sin embargo, la eficiencia para
convertir el bagazo de caña en electricidad mediante combustión es de apenas del 20%
(Stanmore, 2010).
Un subproducto económicamente viable es el xilitol, ya que se puede acoplarse a las
biorefinerías de etanol existentes (Werpy & Petersen, 2004). Adicionalmente, esta sustancia
tiene varias aplicaciones comerciales en la industria farmacéutica, cosmética y de alimentos,
ya que puede ser utilizada como una endulzante apto para los diabéticos y como materia
prima para crema dental (Mathew et al., 2018). Por eso la demanda de xilitol es 160.000
toneladas por año con un crecimiento del 5% cada año, los países con mayor demandan eran
Estados Unidos y el Occidente de Europa para el 2018 (Mathew et al., 2018). Sin embargo,

3
su producción por síntesis química requiere una hidrogenación catalítica de xilosa, que
demanda una alta cantidad de energía lo que aumenta los precios y el impacto ecológico de
este. En cambio, la producción por la vía biotecnológica produce un alto rendimiento y
reduce el impacto ecológico de tener que separar los subproductos generados por la vía
química (Mathew et al., 2018) (Carneiro et al., 2019).
Por otro lado, en 2019 se inició un acercamiento entre el grupo de Grupo de Microbiología
Aplicada y Bioprocesos (GMBIO) y el de Grupo de Diseño de Productos y Procesos (GDPP),
con el fin de desarrollar investigación conjunta en el aprovechamiento de los residuos de
bagazo de caña para la producción de xilitol como una oportunidad para llevar el proceso a
escala industrial, lo cual es de interés tanto para Colombia como para Brasil. Este proyecto
de grado es el primer acercamiento del (GDPP) hacia el desarrollo de una simulación del
proceso de xilitol, ya que generalmente en la literatura se encuentra una gran cantidad de
publicaciones sobre la producción de bioetanol. Además, la realización de la simulación del
proceso ayuda a revisar en detalle las etapas del proceso y como estas pueden variar de lo
que inicialmente se ha desarrollado a escala de laboratorio. La investigación realizada por el
grupo de GMBIO es muy completa con respecto a la producción de xilitol, ya que durante de
más de dos décadas ha desarrollado investigaciones acerca de las condiciones óptimas
experimentales de la producción de xilitol a partir del bagazo de caña y paja de caña. Sin
embargo, debido a la complejidad y profundidad de su trabajo es necesario hacer una
clasificación y recopilación de las condiciones de operación, con el fin de tener esta
información como entrada de la simulación.
Para la simulación de procesos industriales hay diferentes herramientas computacionales
tales como PRO II y Aspen Plus®. Este último, es el más utilizado debido a que es una

4
herramienta que permite la optimización y el desarrollo de planes de negocio. Además,
permite trabajar con gran precisión los balances de masa, energía, equilibrio de fases y
reacciones cinéticas, cuando estos se alejan de la idealidad. Por último, esta herramienta
permite hacer análisis de sensibilidad de manera sencilla y manejar los datos en diferentes
plataformas como Microsoft Excel que ayudan a complementar con análisis estadísticos. Sin
embargo, tiene algunas falencias a la hora simular bioprocesos, como la carencia de bio-
reactores y de algunos parámetros termodinámicos para ciertos compuestos (For et al., 2013).
A pesar de ello, hay autores que han creado bases de datos capaces de ser insertadas en Aspen
Plus® (Wooley & Putsche, 1996), que logran subsanar en gran medida esa deficiencia.
Finalmente, organizaciones expertas en biomasa como NREL han hecho estudios con esta
herramientas debido a la facilidades que tiene esta para simular y hacer análisis económicos
de manera sencilla y precisa (Humbird et al., 2011).
En este proyecto de grado se realizará una recopilación de las condiciones de operación del
proceso de hidrolisis de bagazo de caña de azúcar para la producción de xilitol con el fin de
poder identificar cuáles son las operaciones en las que se podría hacer una mejora en su
escalado industrial. Además de identificar si la ruta de proceso se puede trasladar
satisfactoriamente del laboratorio a la industrial. Por otro lado, se espera poder encontrar en
Aspen Plus® requerimientos energéticos y contrastar las concentraciones de la
experimentación con la simulación.

5
2. Metodología 2.1 Realización de la base de datos
La información experimental se recopiló a partir de las publicaciones realizadas por el
GMBIO de la universidad (EEL-USP) con respecto a la producción de xilitol. Esta selección
de información se hizo buscando en Google Scholar los perfiles de los profesores que
principalmente han liderado la investigación en la (USP-EEL) tales como: Maria das G.,
Silvio S. da Silva, Julio C. dos Santos y Andrés Hernández. Estos artículos datan desde la
década de los 90s hasta la actualidad. Los artículos duplicados se eliminaron antes de su
revisión y los datos que fueran sospechosos (atípicos) fueron descartados por medio de una
prueba Q.
Qcalculado =valor cuestionado − valor más cercano
rango
En esta prueba rechaza un dato en caso de que el 𝑄𝑐𝑎𝑙𝑐𝑢𝑙𝑎𝑑𝑜 > 𝑄𝑐𝑜𝑛𝑓𝑖𝑎𝑛𝑧𝑎 donde el
𝑄𝑐𝑜𝑛𝑓𝑖𝑎𝑛𝑧𝑎 depende de la significancia que en este caso es del 90% (Samples et al., 2004).
Posteriormente se seleccionaron los artículos que mencionan información acerca de las
composiciones de bagazo natural, su proceso de molienda y secado. Por otro lado, se tuvieron
en cuenta aquellos que reportan composiciones de los monómeros constitutivos de la
hemicelulosa (xilosa y arabinosa) y sustancias toxicas como: 5-HMF, furfural, ácido acético
y contenido fenólico durante el proceso de hidrólisis. Otros artículos que se incluyeron son
aquellos que reportan las operaciones unitarias y condiciones de operación, tales como la
temperatura de operación de los equipos, el tiempo de residencia del reactor, la concentración
del ácido, la concentración del sustrato, el tipo de ácido, la base utilizada para neutralización,

6
la velocidad de agitación en la etapa detoxificación y la concentración del agente separador
de masa (carbón activado).
2.2 Operaciones unitarias y sus condiciones de operación
Se estudiaron las diferentes metodologías realizadas por el grupo GMBIO, con el fin de
buscar operaciones unitarias indispensables en la hidrólisis de bagazo de caña de azúcar y su
posterior acondicionamiento para la fermentación. Con la información recolectada se
describirá en primer lugar las rutas de proceso más empleadas a escala de laboratorio por
GMBIO y se detallará los insumos, operaciones empleadas y condiciones de operación
involucradas. Posteriormente, se seleccionará la ruta con mayor disponibilidad de
información y con mayor viabilidad de ser empleada a mayor escala.
2.3 Simulación en Aspen Plus®
Para realizar la simulación se usará la ruta anteriormente seleccionada y se tendrán en cuenta
las reacciones relevantes como las de hidrólisis y de neutralización. Para modelarlas en
Aspen Plus® se utilizó el equipo RSTOIC que es un reactor estequiométrico que permite
modelar la cinética con base en las conversiones experimentales reportadas por el grupo
GMBIO. Adicionalmente, se modelaron intercambiadores de calor y bombas utilizando los
equipos HEATER y PUMP, que requieren como parámetros la temperatura y presión de
salida respectivamente. Adicionalmente, los procesos de filtrado por falta de parámetros
experimentales y de literatura se modelaron por medio de una columna de separación
empacada (SEP) que permite fijar el porcentaje de remoción que en este caso fue supuesto
de un 100% para los compuestos lignocelulíticos. Esta suposición también se encuentra en
diferentes simulaciones reportadas en la literatura. Por otro lado, las válvulas fueron
simuladas utilizando el modelo VALVE que tiene como parámetro de entrada la caída de

7
presión deseada. Por último, la etapa de detoxificación fue simulada por medio de una
columna empacada (SEP), donde se fijó el porcentaje de remoción experimental. debido a
que en Aspen Plus® no se posee un equipo que permita simular este proceso teniendo en
cuenta parámetros de columnas empacadas tales como diámetro y longitud de la misma,
coeficientes de transferencia de masa o flujo óptimo de alimentación.
Para el equilibrio de fases que ocurre en las diferentes etapas como el destilador flash que
requiere temperatura y presión de operación. Se utilizó el modelo termodinámico NRTL
debido a que se trabaja a bajas presiones y con sustancias liquidas con dos características:
electrolitos como el óxido de calcio y no electrolitos polares tales como el ácido sulfúrico
(Carlson, 1996). Sin embargo, debido a la presencia de ácido acético es recomendable usar
la modificación de Hayden-O’Connell que es un complemento del modelo NTRL para
sustancias que presentan una asociación en la fase gaseosa (Carlson, 1996).

8
3. Resultados y Análisis
3.1 Base de datos producción de xilito l
3.1.1 Composición de los residuos
Después de la búsqueda exhaustiva en los artículos publicados por el grupo (GMBIO) se
encontraron 16 publicaciones que reportan la composición del bagazo y paja de caña (ver
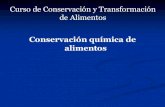
Tabla 11), con el fin de obtener las composiciones reportadas en la Figura: 1.
Figura: 1 Composición de bagazo y paja reportada por la EEL-USP
La composición del bagazo de caña reportada por la ELL-USP tiene un contenido alto de
celulosa (~40%), hemicelulosa (~30%) y lignina (~20%), lo cual coincide con información
publicada en la literatura y no difiere más allá de un 5% (Canilha et al., 2011), a su vez la
desviación es la esperada según los procedimientos de análisis composicional reportados por
la NREL. Con respecto a la composición de la paja de caña, el contenido de celulosa está en
un rango cercano al 30% y la hemicelulosa se encuentra en la misma cantidad que en el
0
5
10
15
20
25
30
35
40
45
Celulosa Xilano Arabinan Lignina Cenizas
Conce
ntr
ació
n (
g/L
)
Bagazo Paja
**
** p-value <0,05* p-value>0,05
*
**
**
**

9
bagazo de caña de azúcar sin alcanzar el 30%. El contenido de lignina se encuentra por
encima de lo reportado, cercano al 20% (Szczerbowski et al., 2014)
La paja de azúcar es un residuo con un potencial para la producción de xilitol que no ha sido
tan estudiado por la ELL-USP. Como se puede observar en la Figura: 1 la composición de
xilano es igual tanto para la paja como para bagazo. La gran diferencia entre ambos residuos
se encuentra en que el contenido de celulosa lo cual puede causar diferencias en el contenido
de glucosa en el hidrolizado. Este contenido de glucosa afecta la fermentación ya que este es
usado al comienzo como una fuente de carbono para el crecimiento celular y estimula la
producción de enzimas (Vaz de Arruda et al., 2017). Por otro lado, la composición de lignina
en la paja es significativamente superior que la de bagazo, esto genera que la concentración
de compuestos no deseados como el ácido acético o compuestos fenólicos aumente, lo que
podría aumentar los costos en el proceso de detoxificación. Por lo tanto, teniendo en cuenta
las variables anteriormente mencionadas el residuo de bagazo de caña parece ser mejor para
la producción de xilitol y será simulado en el presente estudio. Primero por su mayor
concentración de celulosa que puede convertirse en glucosa y segundo por la posible
reducción de concentración de compuestos fenólicos dado una menor composición de
lignina.
3.1.2 Acondicionamiento
Para la etapa de adecuación de materias primas se encontraron 19 artículos que mencionan
bajo qué condiciones fue tratado el bagazo (ver Tabla 12). En esta se identificó que el bagazo
es secado y triturado antes de la hidrólisis. Este procedimiento no se encuentra ampliamente
reportada por la ELL-USP, sin embargo, en los casos que si lo hacen el equipo el equipo más
utilizado es un molino, pero no se especifica de que tipo es (D. T. Santos et al., 2008) La

10
molienda ha sido realizada a nivel industrial con molinos de martillo, dúplex, entre otros (Gil
et al., 2009). El grupo de investigación GMBIO ha trabajado en dos condiciones de tamaño
de partícula a nivel experimental. Primero el que se encuentra en 1,7 mm, que corresponde a
una malla 12 (Terán Hilares et al., 2016). El segundo está a un tamaño de 0,84 mm que
corresponde a una malla 20 (Giese et al., 2013). Sin embargo, a nivel industrial para disminuir
costos operativos y fijos se podría eliminar esta etapa, ya que otros autores de la misma
universidad aseguran que esta no tiene tanta incidencia y que por eso no ha sido reportada en
algunos artículos.
La siguiente etapa es la de sacado donde tampoco hay una ruta estandarizada de proceso, ya
que algunas veces se considera el secado al sol (R. de C. L. B. Rodrigues et al., 2010) y en
otros artículos se utiliza un horno a 100 °C o gases a temperatura mayores de 120 °C (D. T.
Santos et al., 2008). El proceso de secado en horno es generalmente utilizado en la industria
para reducir el contenido de humedad del bagazo para su en incineración y generar energía
(For et al., 2013) (Humbird et al., 2011). Por otro lado, en la industria colombiana el secado
es realizado comúnmente al sol, lo que implica tener un área para guardar el bagazo mientras
este se seca. Por eso a nivel industrial esta etapa también puede eliminarse y se le puede
solicitar al proveedor que entregue la paja a unas condiciones de humedad cercanas al 30%.
3.1.3 Información recopilada de etapas de hidrólisis, concentración, neutralización y
detoxificación
Con respecto a las siguientes etapas del proceso de producción de xilitol se encontró un total
de 58 artículos que mencionan condiciones de operación como la temperatura de operación

11
de los equipos, tiempo de residencia del reactor, concentración del ácido, concentración del
sustrato, el tipo de ácido, la base utilizada para neutralizar, velocidad de agitación en la etapa
detoxificación y la concentración del agente separador de masa de sustancias toxicas. El
detalle de la información recopilada se encuentra en el anexo 1 tablas 12-18. A continuación,
se presenta la Figura: 2 que ilustra en que etapas del proceso se reporta la concentración de
los compuestos de interés.
Figura: 2 Número de artículos en los que se reporta concentración de compuestos de interés
Teniendo en cuenta la información de la Figura: 2 se puede observar que no hay una unicidad
en la toma de datos del laboratorio y que muy pocos artículos se reportan las concentraciones
en todas las etapas del proceso, El problema con esta dispersión en la toma de datos es que
al momento de realizar la simulación y obtener parámetros como la conversión en el reactor
de hidrolisis puede haber datos faltantes. Este inconveniente se puede evidenciar más en la
etapa de neutralización en la cual al no haber datos no se puede obtener parámetros cinéticos
acerca de la purificación de compuestos tóxicos por el cambio de pH, específicamente de
ácidos aromáticos, ácidos alifáticos, ácidos solubles en lignina y ácido acético (Kim, 2018).
0
5
10
15
20
25
Núm
ero
de
artí
culo
s
Etapas del proceso donde se reporte compuestos de interes

12
Adicionalmente, con la información recopilada se encontró que el propósito de cada etapa,
donde el reactor de hidrolisis tiene como objetivo solubilizar el bagazo, la concentración
aumentar la xilosa a condiciones ideales para la levadura, la neutralización llevar la corriente
a un pH donde pueda crecer la levadura y la detoxificación busca disminuir la concentración
de compuestos tóxicos a niveles tolerables por la levadura. Sin embargo, la secuencia
escogida para hidrolizar pude representar cambios significativos en la seguridad,
implementación y rendimiento del proceso.
3.2 Rutas de proceso
A partir de la información de los datos de la (EEL-USO) se establecen 3 rutas de producción
que se muestran en la Figura:3. En la primera (ruta superior) no hay proceso de
detoxificación, en la segunda (ruta del medio) la neutralización es anterior a la concentración
y la tercera (ruta inferior) es la más utilizada por GMBIO donde se concentra y luego se
neutraliza.
Figura:3 Rutas de proceso evaluadas por la EEL-USP
1
2
3

13
La Tabla 1 expresa las principales ventajas y desventajas de cada una de las rutas anteriormente
presentadas
Tabla 1 Ventajas y desventajas de cada una de las rutas de proceso desarrolladas por la ELL-USP
Ruta de proceso Ventaja Desventaja
Primera ruta:
neutralización y luego
concentración
Se reducen los riesgos de
operación de la planta.
Disminución de costos a escala
industrial a la hora de construir
la operación de concentración.
Menor porcentaje de remoción de
sustancias tóxicas
Segunda ruta: sin
detoxificación
Al no usar una operación
unitaria se reducen los costos
fijos de la planta.
No se pueden purificar
compuestos fenólicos y 5-HMF
efectivamente (Ernesto Acosta
Martínez, 2005)
Tercera ruta:
concentración
posteriormente
neutralización
Mayor porcentaje de remoción
de sustancias tóxicas
Propagación del riesgo.
Aumento de costos a escala
industrial.
A continuación, se explicará con mayor profundidad cada ventaja y desventaja de las rutas
de producción.
3.2.1 Ventajas y desventajas de que la neutralización este antes de la concentración
La primera secuencia que se encuentra en la parte superior de la Figura:3 es aquella que
después de la hidrolisis ácida neutraliza y posteriormente concentra. Esta ruta de proceso solo
se describe en un artículo (Ernesto Acosta Martínez, 2005)
La principal desventaja de este método es que operación de neutralización no surge efecto
porque posteriormente hay un incremento de los compuestos tóxicos dada la evaporación de
agua. Sin embargo, este efecto negativo se puede controlar con una etapa de detoxificación
con carbón activado, ya que según un estudio de (R. C.L.B. Rodrigues et al., 2001) demuestra

14
que en términos de remoción de compuestos tóxicos el efecto de neutralizar antes de
concentrar puede no ser tan significativo para todos los compuestos excepto para el ácido
acético que pasa de un remoción del 63,91% a un 5%. Por eso, aunque esta sustancia puede
ser metabolizada por la levadura no se recomienda tenerla en altas concentraciones (R. C.L.B.
Rodrigues et al., 2001) (Walter Carvalho, Santos, et al., 2004). Por esta razón esta ruta
tampoco será simulada en el presente trabajo
3.2.2 Ventajas y desventajas de la ruta sin detoxificación
La psegunda ruta es la que se encuentra en la mitad de la Figura:3. Esta ruta de proceso es
utilizada en diferentes procesos de hidrolisis a nivel industrial como el expuesto por (For et
al., 2013), donde por medio de una reacción de neutralización con hidróxido de calcio se
puede disminuir la concentración de compuestos como el ácido sulfúrico y por el cambio de
pH algunos compuestos tóxicos (Silva-Fernandes et al., 2017). Por lo que la etapa de
neutralización es catalogada como una primera etapa de purificación (Walter Carvalho,
Santos, et al., 2004). El reactivo más utilizado para llevar a cabo este proceso es el óxido de
calcio (CaO). Sin embargo, no se ha podido determinar si realmente hay una purificación de
sustancias tóxicas, para encontrar dicha correlación se sugiere que el GDPP realice una
experimentación donde se determine el efecto de este reactivo en la remoción de compuestos
tóxicos. La principal desventaja parece ser que la concentración de los fenoles y el 5-HMF
no cambian en el proceso de neutralización. Esto implica que no se pueda asegurar una
condición adecuada para la fermentación de dos compuestos que generan una inhibición
significativa (Silva-Fernandes et al., 2017) (Ernesto Acosta Martínez, 2005). La hipótesis de
que el CaO puede reducir otras sustancias tóxicas se formula debido a que el oxígeno puede
ser fácilmente accesible para la base y puede formar una base conjugada estable con el ácido

15
acético. Una reacción similar podría presentarse para los compuestos fenólicos tales como
ácidos aromáticos y ácidos alifáticos que tienen ese hidrogeno también fácilmente accesible,
estas reacciones podrían justificar que la neutralización es una primera etapa de purificación.
Esto permitiría disminuir los gastos de implementar una columna de adsorción con carbón
activado (Lee & Park, 2016). El problema es que en la literatura estas reacciones con CaO
no son ampliamente estudiadas, en cambio las soluciones que son Ca(OH)2 o con
CaCO3 parecen ser más efectivas que el CaO para la producción de acetato de calcio (Kittle
& Wax, 1983), lo cual no deja claro si el CaO puede llegar a purificar estas sustancias.
En conclusión, para garantizar una remoción casi absoluta de los compuestos tóxicos es
necesario agregar una etapa de detoxificación por medio de una columna del carbón activado,
ya que solo la neutralización no puede remover compuestos como el furfural, el HMF y los
compuestos fenólicos (Lee & Park, 2016). Adicionalmente, eliminar esta etapa puede
impedir un proceso óptimo de fermentación y por eso no se va a simular (Alves et al., 1998).
3.2.3 Ventajas y desventajas de que la etapa de concentración este antes de la neutralización
Esta ruta se muestra en la parte inferior de la Figura:3, a su vez es la que mayoritariamente
se ha utilizado en la (EEL-USP), pero posee un gran problema a nivel industrial y es
transportar la corriente de hidrolizado con un pH de 0,5 podría generar problemas de
corrosión.
El problema de pH bajo se observa cuando se diseñe el destilador flash de la etapa de
concentración porque estaría operando una mezcla altamente corrosiva que puede deteriorar
el equipo y posiblemente requiera recubrimientos para no exponer directamente el metal al

16
ácido. (Graco Chemical Compatibility Guide, 2005). Los recubrimientos plásticos pueden
afectar los coeficientes de trasferencia de calor, ya que el plástico tiene una conductividad
térmica entre 0,1-0,5 𝑊
𝐾∗𝑚 (Takisawa et al., 2011), comparada con el acero (100-150
𝑊
𝐾∗𝑚 )
(Watson & Robinson, 1963), lo que repercutirá en una pérdida de calor a la hora de realizar
esta operación unitaria . Adicionalmente, un factor de riesgo es tener que transportar durante
dos etapas de proceso esta corriente de hidrolizado con altas concentraciones de ácido
sulfúrico. Por lo tanto, por seguridad de la planta lo más adecuado es evitar la acumulación
de riesgo y neutralizar primero la sustancia.
La principal ventaja de este proceso es tener un efecto positivo en los productos finales del
hidrolizado, debido a que se puede hacer una secuencia de purificación en serie comenzando
con la etapa de neutralización seguida de una detoxificación que permite reducir la
concentración de compuestos fenólicos, furanos, y de ácido acético obteniendo
concentraciones menores a 4 g/L para este último y menores a 2 g/L para los fenoles (Walter
Carvalho, Santos, et al., 2004). Por último, un factor importante de esta ruta de proceso es la
gran disponibilidad de datos experimentales lo que permite realizar una simulación con
parámetros más acertados como la conversión y porcentajes de remoción en la detoxificación.
3.2.4 Selección de ruta a simular
Teniendo en cuenta las ventajas y desventajas anteriormente presentadas Tabla 1 se escogió
la última ruta de proceso. Por las siguientes razones: se tiene un reporte bibliográfico robusto
que permite obtener factores cinéticos como la conversión y factores de purificación en la
detoxificación. La segunda razón es que por medio de esta ruta se puede asegurar la mayor
remoción de compuestos tóxicos. Sin embargo, es importante recordar que la primera ruta
podría estudiarse a en trabajos futuros, pero con una mayor cantidad de datos experimentales

17
que permitan realizar una simulación más robusta. En la siguiente sección se reportan las
condiciones de operación óptimas de cada una de las etapas del proceso.
3.2 Mejores condiciones de operación de las etapas claves del proceso
3.3.1 Reactor de hidrolisis
La Tabla 2 muestra las condiciones más adecuadas encontradas por el grupo (GMBIO) para
el reactor de hidrolisis
Tabla 2 Condiciones de operación para el reactor de hidrólisis
Condiciones de operación Valor
Temperatura °C 121
Tiempo de residencia (min) 20
Relación de sólido:líquido 1:10
Concentración ácido sulfúrico (% p/v) 1
pH 0,5
La etapa de hidrólisis se realiza con ácido sulfúrico al 1% durante 20 min, ya que este es el
que presenta menores tiempos de operación. Si se usara ácido fosfórico sería necesario más
tiempo (aprox, 60 min), a pesar de que ambos ácidos son capaces de llegar a producciones
similares de xilosa 49,5 g/L y 50,7 g/L respectivamente (Walter Carvalho, Batista, et al.,
2004) (Alves et al., 1998). Con respecto al tiempo de residencia y la temperatura el ácido
sulfúrico se necesitan 20 minutos y 20 °C menos que con el ácido fosfórico para alcanzar su
máximo rendimiento, aunque la concentración del ácido fosfórico es menor 0,3 % p/p (Walter
Carvalho, Batista, et al., 2004). En este caso los requerimientos energéticos de temperatura
y tiempo de operación pueden llegar a ser más importantes que comprar una mayor cantidad
de ácido sulfúrico. Por otro lado, la concentración de este se estableció en 1% p/v, porque
experimentalmente se demostró que este es un valor óptimo para la hidrolisis ácida (Walter

18
Carvalho, Batista, et al., 2004) y al contrastarse con la literatura se encuentran valores
similares. Por ejemplo, (Humbird et al., 2011) reporta una concentración 1,1 % p/v.
Con respecto a la temperatura, se ha utilizado mayoritariamente 121°C por una cuestión de
ahorro energético y una menor conversión de compuestos tóxicos. En la literatura se ha
trabajado en un rango de 130°C a 158°C (Humbird et al., 2011). En los trabajos con
temperaturas de operación cercanas a 160°C, se favorece el incremento de la concentración
tanto de compuestos tóxicos como de los azucares de interés, lo cual puede ser problemático
ya que estos compuestos tóxicos afectan los rendimientos durante la fermentación (Mafe et
al., 2015). Un argumento fuerte a favor del uso de una baja temperatura es que para la ELL-
USP se maximiza la concentración de xilosa en el roto-evaporador, por lo tanto, no es
relevante producir altas concentraciones de xilosa y compuestos tóxicos simultáneamente, ya
que puede repercutir en mayores costos de detoxificación (Walter Carvalho, Batista, et al.,
2004). Como se mencionó, el tiempo a usar es de 20 min lo que favorece el proceso de
hidrólisis cuando se utiliza ácido sulfúrico. (Walter Carvalho, Batista, et al., 2004) (Alves et
al., 1998). Las razones para escoger esta condición son las misma de la temperatura.
Otro aspecto importante es la relación solido-líquido, la cual no ha sido fuertemente estudiada
por el grupo de investigación GMBIO estableciendo un valor de 10% p/v, mientras que otros
autores reportan 20% p/v (Humbird et al., 2011). De hecho, en la literatura se ha demostrado
que una carga de alrededor del 20% p/v puede llegar a producir mejores rendimientos en la
hidrolisis (Wilkinson et al., 2014). Otra ventaja de una carga alta se da desde el punto de vista
operacional porque se puede reducir el consumo de agua. (Wilkinson et al., 2014). Sin
embargo, esto nuevamente repercute en una mayor concentración de compuestos como el
ácido acético, el furfural y el 5-HMF.

19
Un problema de la metodología presentada por la universidad (EEL-USP) es que no se
reporta la presión del reactor de hidrolisis. Generalmente, en la industria se reportan valores
de 5,5 atm (Humbird et al., 2011) y 5,7 atm (For et al., 2013) que es la condición de saturación
a esas temperatura alrededor de 180°C. Sin embargo, a la temperatura seleccionada de 121°C,
la presión de saturación es de 2,1 atm
3.3.2 Concentración
Las condiciones de operación son las que presentan en la Tabla 3
Tabla 3 Condiciones de operación para la etapa de concentración
Condición de operación Valor
Temperatura °C 70
Número de veces que se concentró la
xilosa y otros compuestos 5
En esta etapa hay una evolución dentro del grupo de investigación (GMBIO), ya que al
comienzo se buscan factores de concentración demasiado altos como el de 8 veces reportado
por (Ernesto Acosta Martínez, 2005) o solo una vez como el reportado por (Maria G.A. Felipe
et al., 1997). Debido a esto se realizó en la ELL-USP un estudio para determinar cuál era el
factor de concentración óptimo y se encontró que 5 veces con respecto al valor inicial (Walter
Carvalho, Santos, et al., 2004). Sin embargo, en los últimos trabajos realizados se encontró
hasta un factor de 3 veces (Hernández-Pérez et al., 2020), ya que lo que importa es lograr
una concentración de xilosa de 60 a 80 g/L que es un valor aproximado al requerido para
levaduras del género Candida según reportes de la EEL-USP. Este factor de concentración
también influye en compuestos poco volátiles como los fenólicos y el 5-HMF que también
se ven concentrados en un factor de 5 veces. Es importante mencionar que no se reporta en
la literatura cuanto requerimiento energético se utilizó para poder llegar a este factor de

20
concentración. Sin esta información no se puede estimar un factor económico que permita
determinar si la concentración de xilosa alcanzada permite una mayor conversión de xilitol
que genere un incremento en la utilidad dado el aumento en los costos variables.
3.3.3 Neutralización
En la siguiente Tabla 4 se encuentra resumida las condiciones de operación de este equipo.
Tabla 4 Condiciones de operación del neutralizado
Condición de operación Valor
pH inicial 0,5
pH intermedio 7
pH final 2,5
Reactivo ácido Ácido fosfórico
Reactivo básico Oxido de calcio
Esta etapa del proceso es importante por tres razones. La primera es que por seguridad de la
planta se debe neutralizar este flujo de corriente tan corrosivo. Segundo, porque en esta etapa
se da la precipitación de ciertos iones metálicos y del ácido sulfúrico para formar yeso.
Tercero, se debe llegar al pH al cual se va a realizar la fermentación
En este proceso, el sustrato inicial se recibe a un pH de 0,5 que ha sido neutralizado en
algunos casos hasta un valor de 10 (M. G.A. Felipe et al., 1997). Sin embargo, (Alves et al.,
1998) realizó un estudio donde demostró que subir el pH por encima de 7 puede afectar el
crecimiento de las levaduras. Adicionalmente, en este mismo artículo se realizó un estudio
donde se compararon dos bases fuertes para esta etapa, el óxido de calcio (CaO) y el
hidróxido de calcio Ca(OH)2. Entre estos dos, tampoco se encontró una diferencia
significativa, pero se escogió el CaO por su bajo costo (Alves et al., 1998). Sin embargo, esta
situación podría ser diferente en Colombia donde el Ca(OH)2 es más económico. Esto puede
generar una diferencia importante en la implementación del proceso en ambos países. Sin

21
embargo, estas no han sido las únicas sustancias que se han probado. En otro trabajo, el
hidróxido de amonio (NH4OH) fue contrastado con el CaO. en el artículo de (Walter
Carvalho, Batista, et al., 2004) que demuestra que con el (NH4OH) se alcanza una menor
producción de xilitol que con el CaO, ya que la remoción de compuestos como el 5-HMF es
muy baja comparada con este último, si se utiliza carbón activado en ambos casos. Sin
embargo, las concentraciones de ácido acético son muy similares. Adicionalmente, este
artículo se demuestra que el ácido acético puede llegar a ser metabolizado por la levadura,
como fuente de carbono y que los compuestos furanos (furfural y 5-HMF) son los que mayor
inhibición generan (Ernesto Acosta Martínez, 2005). Además, se encontró que el 𝑁𝐻4𝑂𝐻
puede llegar a disminuir más la concentración de azucares comparado con el CaO. Este
proceso de neutralización también tiene como fin precipitar iones metálicos que inhiben el
crecimiento microbiano tales como zinc, hierro, cromo y níquel.
El pH final también ha sido variado a través de los años, ya que este es de gran importancia
para la fermentación. Un estudio de (Maria G.A. Felipe et al., 1997) encontró que el pH final
óptimo al cual se le debe someter la fermentación es de 5,5 porque logro maximizar la
producción xilitol a 25,9 g/L. En este estudio se encontró que valores de pH demasiado ácidos
(2,5-3,5) no permiten el crecimiento de la levadura, en cambio un pH más básico cercano a
4,5 ya alcanza una conversión xilitol (14,2 g/L). Finalmente, el valor óptimo es 5,5 con una
concentración final de xilosa de 25,3 g/L, que no varía mucho para un pH de 6,5 o 7,5. Al
comprar estos valores en otras fuentes se encuentran valores similares para la producción de
bioetanol (For et al., 2013) (Humbird et al., 2011).
Sin embrago, en un estudio realizado por (R. C.L.B. Rodrigues et al., 2001) se encontró que
para la etapa de detoxificación un pH básico superior o igual a 7 no es el ideal para llegar a

22
cabo esta etapa porque los porcentaje de remoción del ácido acético no superan el 5% de
remoción comparado con un 63,1% que se puede lograr para un proceso operado a un pH
cercano a 2,5. Por lo tanto, para poder optimizar el proceso de detoxificación se debe
alimentar este a 2,5 y luego si subir el pH a 5,5
3.3.4 Detoxificación
A continuación, en la Tabla 5, se encuentran las condiciones de operación de esta etapa.
Tabla 5 Condiciones de operación para la detoxificación
Condición de operación Valor
Velocidad de agitación (rpm) 100
Temperatura (°C) 30
Tiempo (min) 60
Concentración carbón activado % p/v 1
La utilidad de este proceso fue encontrada por la (EEL-USP) desde hace muchos años, ya
que se demostró que la producción de xilitol se veía optimizada por la presencia del carbón
activado en una concentración del 2,4 % p/v (Alves et al., 1998) porque se reducía la
concentración de los compuestos tóxicos por debajo de sus valores de inhibición que son 10
g/L para los fenoles y 0,2 g/L para el 5-HMF, estos compuestos son los que más se concentran
después del rota-evaporador (Walter Carvalho, Santos, et al., 2004). Es importante mencionar
que se intentaron utilizar otras tecnologías dado el alto costo del carbón activado. Una de
estas tecnologías fueron los biopolímeros los cuales han sido capaces de retirar solo un 60%
del contenido fenólico (Silva-Fernandes et al., 2017) mientras que carbón activado puede
retirar un 80% (Walter Carvalho, Santos, et al., 2004). Inesperadamente el grupo GMBIO
demostró que no siempre que se retiraba la mayor cantidad de contenido fenólico y demás
compuestos tóxicos, se consigue la mayor producción de xilitol. El exceso de carbón activado

23
puede llevar a una disminución significativa de la concentración de xilosa, por eso (Marton
et al., 2006) realizó un estudio que optimizó esta etapa. En este trabajo se encontró que la
velocidad de agitación no era significativa, por lo tanto, se fijó en 100 rpm con el fin de
disminuir el requerimiento energético. Por otro lado, la temperatura si tiene un efecto en la
remoción de impurezas y su valor optimo es de 60°C. Sin embargo, el factor más importante
es el carbón activado, lo cual concuerda con la información reportada por otros autores
(Kamal et al., 2011). Adicionalmente, se encontró que la concentración de carbón activado
optimo no era 2,4% p/v como se creía antes, por lo que no siempre los mayores rendimientos
de detoxificación significan la mayor producción de xilitol. En este artículo se comprueba
esta afirmación, ya que el carbón activado a una concentración de 10% p/v produce una
remoción del 100% de los compuestos tóxicos, aunque también retira más del 10% de las
azucares presentes en la corriente, es por eso que al compararse con una concentración 1%
p/v esta obtiene un mejor rendimiento (0,66 g/g comparado con 0,37 g/g). Con una
concentración de 1% p/v se logra una remoción del contenido fenólico del 76% de contenido
fenólico, 60% para el HMF, 58% para furfural y 44% para el ácido acético. Es importante
aclarar que en este último compuesto no hay una gran diferencia como los demás, ya que a
una concentración 10% p/v solo se retira el 58%. Este efecto adverso generado por una
cantidad muy alta de carbón activado no fue reportado por (Alves et al., 1998) probablemente
porque en su estudio se variaban variables de la etapa de fermentación y de hidrolisis al
tiempo, como tiempo de fermentación y concentración del carbón activado.
Finalmente, se estudió el efecto del pH en la detoxificación en este se encontró que un pH de
2,5 es efectivo especialmente con la remoción del ácido acético. Este pH es el óptimo porque
la remoción de este depende del balance entre la disociación y no disociación del ácido, que

24
se logra en valores inferiores a 4,76 que es su pKa, por lo que se logra una forma molecular
baja que favorece las fuerzas de adsorción (fuerzas de London) (Marton et al., 2006).
3.4. Simulación en Aspen Plus®
A continuación. en la Tabla 6 se encuentran los componentes de la simulación de la hidrólisis
ácida
Tabla 6: Componentes presentes en la simulación con su respectiva base de datos donde encontrarlos
Componente Formula Tipo de
componente Referencia
Celulosa 𝐂𝟔𝐇𝟏𝟎𝐎𝟓 Solido Base de datos implementada por (Wooley &
Putsche, 1996)
Lignina 𝐂𝟖𝐇𝟖𝐎𝟑 Solido Base de datos implementada por (Wooley &
Putsche, 1996)
Xilano 𝐂𝟓𝐇𝟖𝐎𝟒 Solido Base de datos implementada por (Wooley &
Putsche, 1996)
Arabinano 𝐂𝟓𝐇𝟖𝐎𝟒 Solido Isómero del xilano pero con diferente peso
molecular (Humbird et al., 2011)
Cenizas CaO Convencional Se simulara como oxido de calcio
Glucosa 𝐂𝟔𝐇𝟏𝟐𝐎𝟔 Convencional Aspen Plus®
Xilosa 𝐂𝟓𝐇𝟏𝟎𝐎𝟒 Convencional Base de datos implementada por (Wooley &
Putsche, 1996)
Arabinosa 𝐂𝟓𝐇𝟏𝟎𝐎𝟒 Convencional Isómero de la xilosa con diferente peso molecular
(Humbird et al., 2011)
Ácido
sulfúrico 𝐇𝟐𝐒𝐎𝟒 Convencional Aspen Plus®
Agua 𝐇𝟐𝐎 Convencional Aspen Plus®
Furfural 𝐂𝟓𝐇𝟒𝐎𝟐 Convencional Aspen Plus®
Oxido de
calcio CaO Convencional Aspen Plus®
HMF 𝐂𝟔𝐇𝟔𝐎𝟑 Convencional Propiedades encontradas por (King, 2014)
Ácido acético 𝐂𝟑𝐇𝟔𝐎𝟑 Convencional Aspen Plus®
Vanilina 𝐂𝟖𝐇𝟖𝐎𝟑 Convencional Aspen Plus®
Sulfato de
calcio 𝐂𝐚𝐒𝐎𝟒 Convencional
Componente que se encuentra en el paquete
estándar de Aspen excepto por su entalpía de
formación, reporta en (Borgogno, 2010)
Ácido
fosfórico 𝐇𝟑𝐏𝐎𝟒 Convencional Aspen Plus®

25
El proceso de hidrolisis ácida es semibtach, sin embargo, como se observa en la Figura: 5 se
simulará como un proceso continuo debido a la herramienta utilizada. Por otro lado, no se
encuentra simulada la operación de secado por dos razones. La primera, no se puede
introducir el contenido de humedad y análisis composicional en la misma simulación porque
para tener la humedad hay que hacer un análisis último y próximo, no uno composicional.
La segunda razón, es que existe un gasto energético innecesario durante el secado que
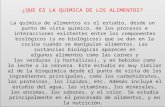
realmente se podría suprimir. Finalmente, en la Figura: 5 se puede observar el diagrama PFD
con sus respectivos controladores y en la Tabla 20 y la Tabla 21 se encuentran los resultados
obtenidos en cada corriente de la simulación.

26
Figura: 4 Diagrama de la simulación realizada en Aspen Plus®
Tabla 7 Convención diagrma PFD
P-101 M-101 E-101 R-101 Valve 1 E-102 V-101 P-102 V-102 P-103 E-103 R-102 V-103 V-104
Bomba
presurización
del agua
Molino
del
bagazo
Intercambiador
del agua
Reactor
de
hidrolisis
Válvula
hidrolizado
Intercambiador
hidrolizado
Filtro
neumático
Bomba
de vacío
Concentració
n hidrolizado
destilador
flash
Bomba
hidrolizado
final
Intercambiador
hidrolizado final
Reactor de
neutralización
Columna
empacada
detoxificación
Filtro
neumático
de salida

27
Figura: 5 Diagrama PFD de la hidrólisis ácida del bagazo de caña para la producción de xilitol

28
3.4.1 Condiciones materia prima
Para poder realizar una adecuada simulación de los fluidos no convencionales en Aspen
Plus® se necesita obtener la distribución del tamaño de partícula del bagazo de caña, este
parámetro no se encuentra reportado por la universidad (ELL-USP). Por lo tanto, se buscó
en la literatura una distribución de partícula que estuviera a condiciones similares a las
reportadas por el grupo GMBIO y se encontró un con una humedad del 8% (ver Tabla 8)
(Costa et al., 2015)
Tabla 8 Distribución del tamaño de partícula del bagazo de caña
Rango del tamaño de la malla (mm) Fracción másica Fracción másica acumulada
0-0,3 0,0651 0,0651
0,3-0,46 0,0829 0,148
0,46-0,6 0,0926 0,2406
0,6-1,2 0,2593 0,4999
1,2-2,36 0,1726 0,6725
2,36-4,75 0,1704 0,8429
4,75> 0,1571 1
Como se puede observar en la Tabla 8 más de la mitad de las partículas se encuentra en un
tamaño entre 1,2 mm y 2,36 mm. Este resultado difiere del que reportan algunos autores
como (For et al., 2013) que reporta un tamaño inicial promedio de 3mm. Esto se puede deber
a dos factores principalmente, la humedad del bagazo o el tipo de bagazo, ya que pueden
afectar significativamente este parámetro (Costa et al., 2015). Este parámetro no es solamente
relevante para la simulación, ya que al implementar industrialmente la biorefinería se debe
tener especial cuidado con en que silos se almacena este material. Además, de que puede
modificar parámetros de diseño de bandas transportadoras, filtros neumáticos y del reactor
de hidrólisis.

29
3.4.2 Reacciones de hidrolisis
Las reacciones de hidrolisis se simularán por medio de su estequiometría en donde la cinética
de reacción estará dada por la conversión (Humbird et al., 2011) (For et al., 2013). Por lo
tanto, se simulará utilizando el reactor Rstroic en Aspen Plus® porque permite estimar la
concentración de los productos teniendo en cuenta su conversión. A continuación, se muestra
en la Tabla 9 las reacciones que ocurren en el reactor de hidrolisis.
Tabla 9: Reacciones presentes en el proceso de hidrólisis ácida
Reacción Reactivo Conversión %
(𝐂𝐞𝐥𝐮𝐥𝐨𝐬𝐚)𝐧 + 𝐧𝐇𝟐𝐎 → 𝐧𝐆𝐥𝐮𝐜𝐨𝐬𝐚 Celulosa 2,8
(𝐂𝐞𝐥𝐮𝐥𝐨𝐬𝐚)𝐧 → 𝟐𝐧 𝐇𝟐𝐎 + 𝐧𝐇𝐌𝐅 Celulosa 0,07
(𝐗𝐢𝐥𝐚𝐧𝐨)𝐧 + 𝐧𝐇𝟐𝐎 → 𝐗𝐢𝐥𝐨𝐬𝐚 Xilano 67,6
(𝐗𝐢𝐥𝐚𝐧𝐨)𝐧 → 𝟐𝐧 𝐇𝟐𝐎 + 𝐧𝐅𝐮𝐫𝐟𝐮𝐫𝐚𝐥 Xilano 0,97
(𝐀𝐫𝐚𝐛𝐢𝐧𝐚𝐧𝐨)𝐧 + 𝐧𝐇𝟐𝐎 → 𝐀𝐫𝐚𝐛𝐢𝐧𝐨𝐬𝐚 Arabinano 67,6
𝐗𝐢𝐥𝐚𝐧𝐨 → 𝟐 Á𝐜𝐢𝐝𝐨 𝐚𝐜é𝐭𝐢𝐜𝐨 Xilano 11,9
(𝐋𝐢𝐠𝐧𝐢𝐧𝐚)𝐧 → 𝐂𝐨𝐦𝐩𝐮𝐞𝐬𝐭𝐨𝐬 𝐟𝐞𝐧𝐨𝐥𝐢𝐜𝐨𝐬 Lignina 10,5
En la hidrolisis ácida de biomasa se pueden llegar a producir 22 compuestos tóxicos
(Rasmussen et al., 2014). Como consecuencia de esta gran cantidad de compuestos, es
necesario escoger adecuadamente las sustancias a simular. Por lo tanto, los ácidos alifáticos
se encuentran representados por el ácido acético, que a su vez es uno de los compuestos que
en mayor medida está presente en el hidrolizado. Los aldehídos por el HMF, que tiene una
alta concentración e inhibición. Los furanos por el furfural, que es un compuesto que también
causa una inhibición significativa (Ernesto Acosta Martínez, 2005). Finalmente, los
compuestos fenólicos serán simulados como vanilina que es uno de los monómeros
constitutivos con mayor presencia en la lignina y más escogidos en la literatura para llevar
acabo su simulación (Humbird et al., 2011) (For et al., 2013)

30
Con respecto a la selección de cada una de las reacciones enunciadas anteriormente en la
Tabla 9 es importante explicar por qué la selección de cada una de estas. La primera reacción
que se produce es la formación de glucosa que es relevante porque se ha demostrado que
durante la fermentación esta rápidamente se consume, lo que permite el rápido crecimiento
celular, que genera un consumo de xilosa. Por otro lado, la arabinosa en concentraciones altas
puede llegar a ser una fuente de carbono que afecta la fermentación y el rendimiento de esta,
lo que genera que la reacción sea mucho más lenta porque compite con la xilosa y no
favorezca la producción de xilitol (Vaz de Arruda et al., 2017), es por eso que también será
simulada. Otras reacciones como la formación manosa y galactosa no son relevantes para el
estudio y no serán simuladas
Para las reacciones secundarias de la hemicelulosa, más específicamente del xilano y el
arabinano se simularán solamente aquellas que producen furfural, ya que es un compuesto
mayoritariamente formado por pentosas (Rasmussen et al., 2014). Sin embargo, la reacción
de producción de furfural por arabinano no se tendrá en cuenta dada la baja concentración de
arabinano en el bagazo. Adicionalmente, la reacción secundaria que produce HMF proviene
de la glucosa que es la azúcar que representa las hexosas. El ácido acético puede formarse
debido a la solubilización de la lignina y la hemicelulosa (Rasmussen et al., 2014) Sin
embargo, hay autores que le dan mayor relevancia a la esta última (Marton et al., 2006). Por
lo tanto, solo provendrá de esta última ruta.
Por último, las reacciones secundarias que producen compuestos fenólicos pueden ocurrir de
diferentes maneras, ya que se ha demostrado que la glucosa y la lignina los pueden formar
(Rasmussen et al., 2014). Sin embargo, se sabe que la mayoría de los compuestos fenólicos
provienen de la lignina porque son los monómeros constitutivos de esta (Rasmussen et al.,

31
2014). Por lo tanto, se asumirá que estos provienen únicamente de esta reacción. Los
compuestos fenólicos que se producirán durante la reacción de hidrolisis solo serán solubles
y no se simularán los compuestos insolubles, ya que estos serán simulados como lignina (D.
M. de Carvalho & Colodette, 2017).
Para poder simular el reactor es necesario realizar un precalentamiento del agua desde una
temperatura ambiente y presión atmosférica a las condiciones del reactor que son 2,1 atm y
121°C, para luego ser mezclado con ácido sulfúrico. Este procedimiento no se realiza en el
laboratorio, ya que es un procedimiento batch donde el reactor calienta y presuriza el agua
desde condiciones atmosféricas hasta las deseadas. Este proceso de acondicionamiento de
corrientes no se lleva a cabo en el laboratorio, pero es de crucial importancia en la industria
para mejorar las condiciones de operación de los equipos.
La conversión de cada una de las reacciones listadas en la Tabla 9 fueron halladas según la
información experimental reportada por la ELL-USP. Las condiciones de operación fijadas
por el grupo GMBIO tienen como objetivo producir pocos compuestos no deseado, lo que
genera bajas conversiones de xilano. Esto se demuestra cuando se contrasta con las
conversiones reportadas por (For et al., 2013), ya que a condiciones de 151°C, 0,667% p/v
de ácido sulfúrico y un tiempo de residencia de 30 minutos se obtienen conversiones del 90%
para xilosa, 5% para la glucosa, 5% para el furfural y 9,3% para el 5-HMF. Por lo tanto, las
condiciones de operación de la EEl-USP son óptimas para todo el proceso en general
ahorrando costos de purificación downstream. Como consecuencia de esas bajas
conversiones la solubilización del material lignocelulolítico es baja según la regresión de
(Canilha et al., 2011) porque puede estar alrededor del 27%, lo que representaría la
posibilidad de aprovechar el residuo sólido no solubilizado. Finalmente, la conversión de

32
arabinosa por ser una pentosa se asumió igual a la de xilosa, lo que corresponde a las
suposiciones realizadas por (Humbird et al., 2011) y (For et al., 2013) y consecuente con sus
propiedades termodinámicas y moleculares.
Como se puede observar en la Figura: 6 la concentración de glucosa experimental es igual a
la encontrada en la simulación con un error del 2%, lo que quiere decir que la cinética fue
correctamente modelada y corresponde a lo prevenientemente reportado por (Humbird et al.,
2011). Por otro lado, la concentración de arabinosa es significativamente diferente entre la
simulación y la experimentación, con un porcentaje de error del 16% esto se puede deber a
que estas dos sustancias comparten la misma cinética y estequiometria, lo cual puede no ser
del todo cierto. Adicionalmente, como se observó en la Figura: 1 la composición de arabinosa
presenta una gran variación, debido a los pocas veces en que se medió o detecto, lo cual
también puede afectar negativamente su conversión y concentración final. El furfural y el 5-
HMF presentan un error del 2% y 20%, respectivamente. Sin embargo, se encuentran dentro
del intervalo de confianza, debido a la variación tan amplia de los datos, que se puede deber
a estar en concentraciones cercanas al rango de detección del HPLC. Adicionalmente, como
era de esperarse su concentración es mucho menor que la de los demás compuestos por lo
que está por debajo de un 1 g/L. El ácido acético presenta un error del 7%, lo que genera
estar dentro del intervalo de confianza, lo que quiere decir que suponer que este proviene
únicamente del xilano es correcto. (Rasmussen et al., 2014). La otra suposición que se valido
es la relación estequiometria de 1 a 2 entre el xilano y ácido acético, ya que esta no ha sido
estudiada en la literatura y fue elegida con el fin de cumplir con el balance de materia.
Con la solubilización de lignina ocurre el caso contrario, ya que se encuentra por fuera del
intervalo de confianza con un porcentaje de error del 5% el cual es bastante bajo y la

33
aproximación de una estequiometría uno a uno cumple con su objetivo. Es importante aclarar
que no se pudo utilizar el peso molecular dado por (Wooley & Putsche, 1996) para la lignina
sino que se debió suponer que era igual al de la vanilina, este cálculo no afecta
considerablemente la reacción, ya que la diferencia entre los pesos moleculares es de 10
g/mol. Otra posible razón para esta variación es la segunda vía de producción de fenoles ,
que es la producción de estos con la glucosa como reactivo (Rasmussen et al., 2014). Sin
embargo, la mayor fuente de error puede provenir de la gran variedad de compuestos
fenólicos que tienen que ser representados por la vanilina como los ácidos benzoicos que
están lejos de tener características similares a esta (Rasmussen et al., 2014). Por último, se
encuentra la concentración de xilosa que presenta un error del 2% y es por eso que se
encuentra dentro del intervalo de confianza lo que demuestra lo robusta que es la cinética de
la reacción en general de la producción de azucares (Humbird et al., 2011).

34
Figura: 6 Concentración de los compuestos de interés en la simulación y experimentales.
Antes de ir a la etapa de filtrado donde se extraerá el bagazo que no reaccionó debe ir un
intercambiador de calor que disminuya la temperatura del hidrolizado a 70°C que es la misma
condición de operación de esta etapa de proceso (Figura: 5). Para ello se utilizará primero
una válvula de L adecuada para el trasporte de una corriente con una gran cantidad de solidos
insolubles en agua mediante un gas que lo impulsa y genera una presión de salida igual a la
atmosférica (Kuhn et al., 2016). Nuevamente estas dos operaciones son equipos que no se
utilizan en el laboratorio, pero si a escala industrial. Es importante anotar que en la industria
puede que no sea necesario disminuir la presión hasta la atmosférica, ya que para poder operar
un filtro a neumático (equipo altamente utilizado para separar este material) es mejor tener
la corriente presurizada para generar un gradiente de presión (Kinnarinen, 2014). Durante el
0
5
10
15
20
25
Fufural 5HMF Glucosa Xilosa Arabinosa A. Acético Fenoles
0
0.05
0.1
0.15
0.2
0.25
Com
pues
tos
de
inte
rés
(g/L
)
* El valor de la simulación se encuentra dentro del intervalo de confianza, ** El valor de la simulación se encuentra por fuera del intervalo de confianza
Fura
nos
(g/L
)
Experimental tóxicos Simulación tóxicos Experimental Simulación
**
***
*
*
* ** *
*

35
proceso de filtrado hay más variables involucradas, pero no serán simuladas debido a las
limitaciones en la toma de datos experimentales y de Aspen Plus® como software para
simular bio-procesos.
Para simular el bagazo no solubilizado se asumió que se retiraba la totalidad de estas
partículas suspendidas, debido a las limitaciones en la información experimental. Por la
misma razón, se simulo este equipo como una columna empacada donde se pueda escoger la
cantidad de solido removido igual al 100%. Este proceso también es simulado por medio de
una columna empacada por (For et al., 2013).
3.4.3 Concentración del hidrolizado
Antes de llegar a la etapa de separación del destilador flash se debe acondicionar el
hidrolizado con una bomba de vacío que permita llevar la corriente a una condición cercana
a las 0,1 atmosferas.
Posteriormente esta etapa se simuló en Aspen Plus® utilizando el bloque de separador flash,
el cual se asemeja al rota-evaporador usado en el laboratorio permitiendo la remoción del
agua a una temperatura menor debido a el uso de vacío. Esa temperatura baja también permite
evitar mayor degradación de los azúcares y disminuir costos. Este proceso se encuentra
simulado de manera muy simular en otros trabajos a nivel industrial como el de (For et al.,
2013). El proceso desarrollado por el grupo GMBIO que se describió anteriormente para esta
etapa y muestra que se debe operar a 70°C y 0,1 atm. Sin embargo, cuando se realizó la
simulación a esta condición de operación se encontraron concentraciones extremadamente
altas de los compuestos de interés cercanas a 600 g/L para la xilosa, ya que como se puede
observar en la Figura: 7 la composición másica de la xilosa era del 0,5, lo cual carece de

36
sentido porque tendría una composición mayor que el agua. Aquí es importante mencionar
que lo ideal sería reportar los valores en porcentajes másicos, pero por falta de información
sería imposible comparar la experimentación con la simulación. Unas posibles explicaciones
a esta estimación errada pueden ser atribuidas a las bombas al vacío en el laboratorio o la
apertura de la válvula. Por estas razones, el procedimiento del laboratorio es muy diferente
al industrial y se debió realizar un análisis de sensibilidad para encontrar la presión que
permita llegar a las concentraciones reportadas en el laboratorio, este análisis se encuentra
en la Figura: 7
Figura: 7 Análisis de sensibilidad de la presión del destilador Flash
En la Figura: 7 se muestra que si la presión varía entre 0,1 a 0,2 atmosferas la cantidad
vaporizada no cambia considerablemente, en cambio sí lo hace a una presión 0,3 atm, esta
condición de operación es la de saturación para el agua pura a 70°C de agua, por lo que
representa la mínima evaporación, este procedimiento se acerca más a los datos reportados
alrededor de 100 g/L y una composición de 0,9 para la xilosa (ver Figura: 8). Por lo tanto,
0
0.1
0.2
0.3
0.4
0.5
0.6
0.1 0.15 0.2 0.25 0.3 0.35 0.4
0
0.01
0.02
0.03
0.04
0.05
0.06
0.07
0.08
0.09
Com
posi
ción m
ásic
a de
xil
osa
Presión de operación (atm)F
lujo
del
des
tila
do e
n k
mol/
s
Presión de operación Composición xilosa

37
para poder semejar las condiciones de operación del roto-evaporador se escogió una presión
de operación de 0,3 atm y se obtuvieron los siguientes resultados
Figura: 8 Concentración de la simulación y la experimentación en la etapa de concentración.
Como se puede observar en la Figura: 8 la concentración de xilosa es el quíntuple de la que
había en la anterior etapa al igual que en la experimentación, con esto se comprobó que la
presión de operación adecuada es 0,3 atm. Bajo estas condiciones se logró la remoción del
80% del agua inicial. Esta corriente no solo contiene agua, pero su composición es de un 99%
de esta sustancia (ver Tabla 20 y Tabla 21). Por otro lado, la concentración de arabinosa,
glucosa y xilosa presentaron un porcentaje de error del 11,5%, 8,2% y 0,3%, respectivamente,
por lo tanto, están dentro del intervalo de confianza. Esto se puede deber a que tienen
propiedades termodinámicas muy similares como su baja volatilidad, debido al punto de
ebullición de los compuestos puros que es superior a los 200°C. Otra sustancia cuya
concentración también se vio incrementada fue el 5-HMF, aunque sigue representando una
concentración mínima por debajo de 0,2 g/L. Las razones de este comportamiento son
nuevamente la baja volatilidad del 5-HMF, resultando en un porcentaje de error del 31% (por
0
0.02
0.04
0.06
0.08
0.1
0.12
0.14
0.16
0.18
0.2
Fufural 5HMF Glucosa Xilosa Arabinosa A. Acético Fenoles
0
20
40
60
80
100
120
140
Fura
nos
(g/L
)
* El valor de la simulación se encuentra dentro del intervalo de confianza, ** El valor de la simulación se encuentra por fuera del intervalo de confianza
Com
pues
tos
de
inte
rés
(g/L
)
Experimental Simulación Simulación tóxico Experimental tóxico
*
*
* ****
*
**

38
fuera del intervalo de confianza). Sin embargo, no se considera que sea un problema de la
modelación del equilibrio líquido-vapor porque en la simulación se evidencia que el factor
de concentración es de 5 al igual que en los demás azúcares. Lo que quiere decir que el error
se puede deber a la desviación de los datos del 5-HMF reportados en los artículos debido a
que a nivel experimental las concentraciones de este compuesto se encuentran cerca a los
límites de detección de los equipos empleados (ej. HPLC). Finalmente, la vanilina entra en
este grupo de compuestos no volátiles presentes en la corriente, debido a esto su
concentración se incrementó 5 veces más tanto en la simulación como en la experimentación
con un porcentaje de error del 21%, lo que hace que no entre en el intervalo de confianza,
esto se puede deber a una propagación del error en la etapa anterior.
El segundo grupo de compuestos presentes en el hidrolizado son los volátiles en donde se
encuentra el ácido acético y el furfural, este último tanto en la simulación como en la
experimentación su concentración se ve 5 veces reducida con un error del 27%. Sin embargo,
dada la variación de los datos, este compuesto está dentro del intervalo de confianza. Con
respecto al ácido acético surge un inconveniente y es que si no se utilizara el modelo NRTL
Hayden-O’Connell se estaría sobrestimando la cantidad de ácido acético evaporado por no
tener en cuenta su asociación en el estado gaseoso, lo que generaría que la concentración de
ácido fuera menor que la inicial. Sin embargo, como se puede evidenciar en la Figura: 8 este
aumento en la concentración no es 5 veces mayor sino que es apenas un 50% mayor, esto
quiere decir que efectivamente se evapora ácido acético, pero se pierde muchas más agua por
la cima, lo que genera una pequeña concentración de ácido en los fondos. En la
experimentación sucede algo similar, ya que se incrementa la concentración en un 60%, lo
que genera un error del 10%, lo cual hace que no esté dentro del intervalo de confianza

39
3.4.3 Neutralización
A continuación, se muestra en la Tabla 10 se encuentra la reacción de neutralización del
ácido sulfúrico
Tabla 10 Reacción de neutralización
Reacción Reactivo Conversión
𝐇𝟐𝐒𝐎𝟒 + 𝐂𝐚𝐎 → 𝐂𝐚𝐒𝐎𝟒 + 𝐇𝟐𝐎 Ácido sulfúrico 1
Antes de llevar acabo la neutralización es importante mencionar que se requiere una bomba
para poder llevar el hidrolizado a condiciones de presión atmosférica y un intercambiador
que reduzca la temperatura a 60°C, que es la condición de operación desde este equipo hasta
la entrada de la autoclave. Un aspecto importante para analizar en esta etapa es la es el cambio
de pH de 1 a 0,34, ya que en la concentración se aumentó aún más. Este problema como se
mencionó antes es extremadamente complejo por el peligro que conlleva a la planta
transportar esta sustancia tan corrosiva durante todo el proceso ampliando el riesgo de los
operarios. Además, de que impide construir intercambiadores, tuberías, bombas y de más
equipos de metal debido a que el de acero inoxidable se puede corroer, por lo tanto se
requieren un recubrimiento de plástico para mitigar este fenómeno (Graco Chemical
Compatibility Guide, 2005).
En la neutralización ocurre una reacción ácido-base en donde el ácido sulfúrico es llevado a
un pH cercano a 7. Por lo tanto, la conversión de la reacción (ver Tabla 10) es 1, ya que la
concentración disminuye a casi a cero. Adicionalmente, se asume que por su alta
concentración inicial de 45 g/L, solo este compuesto se ve afectado por el cambio de pH, ya
que cuadruplica al contenido fenólico y es casi 10 veces mayor que el ácido acético. En
trabajos realizados por (Humbird et al., 2011) (For et al., 2013) (Mountraki et al., 2017) no
se reportan otras reacciones más que la de neutralización. Por eso para corroborar esta

40
hipótesis planteada por (ELL-USP) se recomienda que el grupo de GDPP experimente con
óxido de calcio base y de termine mediante una medición en HPLC si la concentración de
los compuestos tóxicos se ve reducida. De ser así, se debería estudiar la estequiometría de
estas reacciones para poder ser simuladas en Aspen Plus®.
En la misma etapa se agrega ácido fosfórico para volver a reducir el pH a 2,5. A escala
industrial, este procedimiento de aumentar el pH y posteriormente volver a reducirlo carece
de sentido porque se estaría incurriendo en un gasto operativo y fijo para almacenarlo. Sin
embargo, en el laboratorio es necesario para llevar acabo la precipitación de diferentes
compuestos para formar yeso. Por lo tanto, a nivel industrial si se desea dejar el pH en uno
ácido (2,5) para alimentar la columna de carbón activado solo se debería utilizar una vez el
óxido de calcio para este fin. Esta decisión se tomaría independientemente de si existe o no
una reducción de los compuestos tóxicos por el cambio de pH, ya que si se va a incurrir en
el gasto de una torre de adsorción con carbón activado se deben reducir gastos de otros
reactivos como el CaO y ácido fosfórico. Finalmente, debe haber un segundo filtro que
remueva las sustancias precipitadas como el sulfato de calcio y el exceso de óxido de calcio,
nuevamente se desconoce el porcentaje de reducción, por lo que se asume que en su totalidad
fueron retiradas, esta operación a nivel industrial también es llevado a cabo en un filtro
mecánico.
3.5.4 Detoxificación
La última etapa del proceso es una purificación con carbón activado que a nivel experimental
es realizada, por medio de un agitador a 100 rpm. Sin embargo, este proceso puede llevarse
a cabo de manera continua por medio de una columna empacada de carbón activado, en donde
ocurre un proceso de adsorción (Anisuzzaman et al., 2016). De este proceso se pueden

41
obtener diferentes parámetros como las especificaciones optimas de flujo de entrada, el
tamaño de partícula de la columna, la altura de la columna y parámetros cinéticos como
coeficientes de transferencias de masa (Anisuzzaman et al., 2016) (Lee & Park, 2016).
Inclusive autores como (Lee & Park, 2016) realizan una comparación entre datos
experimentales y simulaciones obteniendo resultados satisfactorios. El problema de
implementar dicha simulación en el presente estudio es que estas requieren ciertas
especificaciones computacionales que Aspen Plus® no cumple, ya que el software más
utilizado es Aspen Adsorption. Por lo tanto, se buscó una simplificación que cumpliera con
lo observado experimentalmente. Para ello, se modeló este equipo como una columna
empacada, donde teniendo en cuenta los datos experimentales se fijó un porcentaje de
remoción de cada componente (Mountraki et al., 2017). El inconveniente es que la columna
no está ligada a unas condiciones de operación, por lo tanto, no se puede determinar dentro
de la simulación cuales son los factores que más la afectan. En la Figura: 9 se muestra una
comparación entre los datos experimentales y los simulados.
Figura: 9 Concentración final de los compuestos de interés después de la detoxificación
0
10
20
30
40
50
60
70
80
90
100
0
0.002
0.004
0.006
0.008
0.01
0.012
Furfural 5-HMF Gucosa Xilosa Arabinosa AA Fenoles
Azu
care
s, f
enole
s y
AA
(g/L
)
Fura
nos
(g/L
)
Experimental tóxico Simulación tóxico Experimental Simulación
*
*
*
* ** ** *

42
Como se puede observar hay concentraciones que no están dentro del intervalo de confianza,
aunque el factor de separación este fijo por las condiciones experimentales. Este fenómeno
ocurre en la arabinosa porque en la experimentación se demostró la sensibilidad de las
azucares con respecto a variación en condiciones de operación. Es por eso que simular esta
etapa de manera adecuada sería optimo, ya que es un proceso poco robusto y que presenta
cambios con facilidad. Esto se puede deber a lo que reportó (Marton et al., 2006) y es que a
valores altos de concentración de carbón activado pueden llegar a modificar más la
concentración de las azucares que la de los compuestos fenólicos, el ácido acético y otros
compuestos tóxicos. Finalmente, se cumple el objetivo de tener los compuestos tóxicos por
debajo de una concentración que afecte a los microrganismos. Según (Ernesto Acosta
Martínez, 2005) una concentración de furfural por encima del 0,25 g/L no es deseada, sin
embargo, como se evidencia desde la fermentación esta condición nunca es alcanzada. Con
respecto al 5-HMF se reporta que concentraciones cercanas al 1 g/L puede afectar el
crecimiento. Sin embargo, está lejos de estos valores si se aplica una detoxificación, ya que
al terminar la concentración estuvo en una concentración entre los 0,1 g/L y 0,2 g/L (Ernesto
Acosta Martínez, 2005). El ácido acético disminuye considerablemente su concentración. No
obstante, como se comentó anteriormente se ha demostrado que este compuesto puede ser
metabolizado por la levadura (Walter Carvalho, Batista, et al., 2004). Finalmente, el
contenido fenólico que siempre estuvo en concentraciones superiores a 2 g/L, que no son
ideales para la fermentación, logró rebajar este nivel por medio de la detoxificación con
carbón activado (Silva-Fernandes et al., 2017). La concentración de este compuesto es la que
demuestra que indispensablemente se debe realizar una detoxificación para asegurar una
fermentación adecuada.

43
3.4.6 Requerimiento energético del proceso
Finalmente, se analizó la energía que se requiere suministrar en cada etapa con el fin de
determinar en qué secciones de la planta se requiere una integración energética. Para esta
etapa es importante aclarar que la base de cálculo utilizada en esta simulación fue de 150
kg/h, como primera aproximación al problema. Posteriormente se debe evaluar cuál debe ser
la alimentación para producir mayores utilidades. Como era de esperarse las dos etapas de
mayor consumo energético son: el reactor de hidrolisis por el calentamiento y presurización
de la corriente de agua y el destilador flash. Es importante aclarar que dentro de esta etapa
también se incluyó el filtro que retira el bagazo en exceso y que representa una parte
importante del consumo energético porque un 25% de todo el gasto proviene de dicho equipo.
El otro equipo que requiere un gran consumo es el destilador flash porque evapora una gran
cantidad de agua, para mejorar esto se podría implementar un evaporador de múltiple efecto
que en algunos casos puede necesitar una menor demanda energética que un flash (Morin,
1993) Era de esperarse que esta etapa fuera la que más costosas porque la industria química
consume un 30% de toda la industria en Estados Unidos (Giraud et al., 2014). De igual
manera, aunque no se encuentre del todo bien estimado en la simulación por falta de
parámetros como la eficiencia mecánica del equipo, las operaciones neumáticas también
generan un alto consumo energético hasta un 10% del gasto energético en planta en los
Estados Unidos (Shi et al., 2019). Es por eso que se deben hacer procesos de integración
energética para ahorrar la mayor cantidad de energía posible. En este caso se recomienda
utilizar la corriente de vapor de agua (salida del destilador flash) para alimentar el
intercambiador de calor que calienta el agua que entra reactor de hidrolisis de temperatura
ambiente a 121°C. Adicionalmente, si la etapa de concentración no es realizada con un
material conductor por la presencia del ácido sulfúrico en altas concentraciones podría verse

44
disminuida la transferencia de calor y la demanda energética sería aún más alta. Las etapas
de neutralización y molienda tienen requerimientos energéticos muy bajos y no son críticas
en materia de costos variables. El requerimiento energético de la columna de adsorción no
fue estimado, ya que este equipo dista mucho de la realidad por ser un proceso semi-batch
con agitación, que fue simulado simplemente con una columna que retira ciertas impurezas.
Adicionalmente, no hay datos de laboratorios usando columnas de adsorción, lo que hace
imposible su determinación. La importancia de la integración energética en las etapas
anteriormente mencionadas y en general en todo el proceso fueron estudiadas por (Mountraki
et al., 2017) por lo que si son realizadas correctamente se puede pasar de un inversión que se
recupera en 5,9 años a una que se empieza a dar ganancias en 5,1 años. Por último, es posible
utilizar el bagazo no solubilizado que es más del 50% para realizar un reciclo o abastecer
energéticamente hablando a la planta mediante su combustión para producir energía eléctrica.
Otro posible uso es implantar una biorefinería para hacer biogás o bioetanol con esta materia
prima.
Figura: 10 Requerimiento energético por etapa de proceso
0
500
1000
1500
2000
2500
3000
Hidrólisis Concentración Neutralización
Req
uer
imie
nto
ener
gét
ico (
kW
)
Etapas del proceso

45
4. Conclusiones y trabajo futuro
Se construyó una base de datos con 16 artículos que reportan la composición de bagazo y
caña de azúcar, lo que permitió determinar que el bagazo de caña es mejor residuo que la
paja caña debido a su baja concentración de lignina y alta concentración de glucosa que
favorece la fermentación. Adicionalmente, se elaboró otra base de datos con 18 artículos
sobre la adecuación de materias primas, con base en esta información se determinó que la
etapa no secado no es relevante. Por último, se produjo una base con 58 artículos que permitió
determinar las siguientes tres rutas de proceso: (1) sin detoxificación, (2) neutralizando y
luego concentrando, (3) concentrando y luego neutralizando.
Con la información experimental disponible se escogió la ruta tres por su estudio profundo
por parte de la EEL-USP que permite simular correctamente las operaciones unitarias.
Además, se encontraron las condiciones de operación más importante para cada uno de los
equipos. Para el reactor de hidrólisis: ácido sulfúrico 1% p/p, 121°C y 20 minutos de tiempo
de residencia. En la concentración 70°C y factor de concentración de 5. Para la neutralización
se utiliza oxido de calcio para un pH final de 2,5. Finalmente, una detoxificación que opera
a 30°C, 1% p/v de carbón activado y tiempo de residencia de 60 minutos.
Con la información recopilada del trabajo experimental se realizó una simulación en Aspen
Plus® que permitió representar significativamente el proceso realizado en el laboratorio. En
esta simulación se encontró que la concentración de xilosa y glucosa son iguales a la
experimentación porque el porcentaje error fue menor a 14% en todas las etapas para la xilosa
y 8% para la glucosa. Sin embargo, la arabinosa no es igual entre la simulación y la
experimentación, ya que en la etapa de detoxificación llega al 25% de error. Con los
compuestos tóxicos el comportamiento es mucho más heterogéneo, el furfural en todas las

46
etapas se encontró dentro del intervalo de confianza y no vario más del 27% con respecto a
la experimentación. Finalmente, el error para 5-HMF fue del 31% en la etapa de
concentración, por lo tanto, no se considera igual la simulación a la experimentación. Otros
compuestos como el contenido fenólico que no presenta tanta variación fueron modelados
con un 27% de error y se determinó que no es igual a la experimentación. Adicionalmente,
el ácido acético se logró modelar correctamente porque el error máximo fue del 19%. Por
último, los fenoles y la arabinosa no son iguales a la simulación debido a la complejidad o
falta de información sobre sus cinéticas de reacción. El caso del 5-HMf se debe
principalmente a la variación de sus datos experimentales.

47
Trabajo futuro
Se podría realizar un análisis energético de los intercambiadores de la planta con el fin de
disminuir los costos de adecuación de la corriente de agua que ingresa al reactor de hidrólisis.
Otro trabajo futuro sería hacer una medición en el laboratorio del tamaño de partícula del
bagazo de caña dada una humedad. Adicionalmente, se debe medir las concentraciones de
los compuestos de interés después de la etapa de neutralización, para determinar si hay una
detoxificación allí y si es así realizar un estudio de las cinéticas de reacción. También, se
espera realizar experimentalmente la segunda ruta de proceso para determinar la
concentración de los compuestos de interés en cada una de las operaciones unitarias.
Finalmente, se continuará con la simulación del proceso enfocándose en la fermentación con
levadura donde la xilosa se convierte en xilitol y en la cristalización de este. Con estos
trabajos futuros se espera culminar exitosamente toda la simulación del proceso de obtención
de xilitol, para estimar luego poder estimar correctamente los costos de implementación de
esta planta.

48
5. Referencias Alves, L. A., Felipe, M. G. A., Silva, J. B. A. E., Silva, S. S., & Prata, A. M. R. (1998).
Pretreatment of sugarcane bagasse hemicellulose hydrolysate for xylitol production by
Candida guilliermondii. Applied Biochemistry and Biotechnology - Part A Enzyme
Engineering and Biotechnology, 70–72, 89–98. https://doi.org/10.1007/BF02920126
Anisuzzaman, S. M., Bono, A., Krishnaiah, D., & Tan, Y. Z. (2016). A study on dynamic
simulation of phenol adsorption in activated carbon packed bed column. Journal of
King Saud University - Engineering Sciences, 28(1), 47–55.
https://doi.org/10.1016/j.jksues.2014.01.001
Antunes, F. A.F., Chandel, A. K., Milessi, T. S. S., Santos, J. C., Rosa, C. A., & Da Silva,
S. S. (2014). Bioethanol production from sugarcane bagasse by a novel brazilian
pentose fermenting yeast scheffersomyces shehatae UFMG-HM 52.2: Evaluation of
fermentation medium. International Journal of Chemical Engineering, 2014.
https://doi.org/10.1155/2014/180681
Antunes, Felipe Antônio Fernandes, Brumano, L. P., Chandel, A. K., Terán Hilares, R.,
Ribeiro, J. S., Silva, V. S., Machado, P. E. M., Silva, G. M., Santos, J. C., & Da Silva,
S. S. (2018). A new facile approach for xylitol production from sugarcane bagasse in
fluidized bed reactor by a novel Brazilian wild yeast. In Exploring microorganism (p.
312).
Asocaña. (2020). Somos azucar y mucho más - Informe Anual 2019 - 2020. 96.
Barros, S. (2018). Sugar Annual. Sugar Annual, 9.
Borgogno, F. G. (2010). Compendio de Propiedades. Tabla de Entalpía de Formación,
Energía Libre de Gibbs y Entropía de Formación de Compuestos Inorgánicos. 18.
http://depa.fquim.unam.mx/amyd/archivero/Datos_termodinamicos_2_16686.pdf
Branco, R. F., Santos, J. C., Murakami, L. Y., Mussatto, S. I., Dragone, G., & da Silva, S.
S. (2006). Influencia de la aireación y concentración de sistema inmovilizado en la
producción de xilitol a partir de bagazo de caña de azúcar en biorreactor de columna
de burbujas. XXII Interamerican Congress of Chemical Engineering, CIIQ 2006 and V
Argentinian Congress of Chemical Engineering, CAIQ 2006 - Innovation and
Management for Sustainable Development, 1–13.
http://www.scopus.com/inward/record.url?eid=2-s2.0-
84992398663&partnerID=MN8TOARS
Canettieri, E. V., da Silva, V. P., Neto, T. G. S., Hernández-Pérez, A. F., da Silva, D. D. V.,
Dussán, K. J., das Graças Almeida Felipe, M., & de Carvalho, J. A. (2018).
Physicochemical and thermal characteristics of sugarcane straw and its cellulignin.
Journal of the Brazilian Society of Mechanical Sciences and Engineering, 40(9), 1–13.
https://doi.org/10.1007/s40430-018-1331-1
Canilha, L., Santos, V. T. O., Rocha, G. J. M., Almeida E Silva, J. B., Giulietti, M., Silva,
S. S., Felipe, M. G. A., Ferraz, A., Milagres, A. M. F., & Carvalho, W. (2011). A
study on the pretreatment of a sugarcane bagasse sample with dilute sulfuric acid.
Journal of Industrial Microbiology and Biotechnology, 38(9), 1467–1475.

49
https://doi.org/10.1007/s10295-010-0931-2
Carlson, E. C. (1996). Don’t Gamble With Physical Properties For Simulations. Aspen
Technology Inc.
Carneiro, C. V. G. C., E Silva, F. C. de P., & Almeida, J. R. M. (2019). Xylitol production:
Identification and comparison of new producing yeasts. Microorganisms, 7(11), 1–15.
https://doi.org/10.3390/microorganisms7110484
Carvalho, W., Santos, J. C., Canilha, L., Silva, S. S., Perego, P., & Converti, A. (2005).
Xylitol production from sugarcane bagasse hydrolysate: Metabolic behaviour of
Candida guilliermondii cells entrapped in Ca-alginate. Biochemical Engineering
Journal, 25(1), 25–31. https://doi.org/10.1016/j.bej.2005.03.006
Carvalho, Walter, Batista, M. A., Canilha, L., Santos, J. C., Converti, A., & Silva, S. S.
(2004). Sugarcane bagasse hydrolysis with phosphoric and sulfuric acids and
hydrolysate detoxification for xylitol production. Journal of Chemical Technology and
Biotechnology, 79(11), 1308–1312. https://doi.org/10.1002/jctb.1131
Carvalho, Walter, Canilha, L., & Da Silva, S. S. (2007). Semi-continuous xylitol
bioproduction in sugarcane bagasse hydrolysate: Effect of nutritional supplementation.
Revista Brasileira de Ciencias Farmaceuticas/Brazilian Journal of Pharmaceutical
Sciences, 43(1), 47–53. https://doi.org/10.1590/S1516-93322007000100006
Carvalho, Walter, Santos, J. C., Canilha, L., Almeida E Silva, J. B., Felipe, M. G. A.,
Mancilha, I. M., & Silva, S. S. (2004). A study on xylitol production from sugarcane
bagasse hemicellulosic hydrolysate by Ca-alginate entrapped cells in a stirred tank
reactor. Process Biochemistry, 39(12), 2135–2141.
https://doi.org/10.1016/j.procbio.2003.11.021
Carvalho, Walter, Silva, S. S., Converti, A., Vitolo, M., Felipe, M. G. A., Roberto, I. C.,
Silva, M. B., & Mancilha, I. M. (2002). Use of immobilized Candida yeast cells for
xylitol production from sugarcane bagasse hydrolysate: Cell immobilization
conditions. Applied Biochemistry and Biotechnology - Part A Enzyme Engineering
and Biotechnology, 98–100, 489–496. https://doi.org/10.1385/ABAB:98-100:1-9:489
Carvalho, Walter, Silva, S. S., Santos, J. C., & Converti, A. (2003). Xylitol production by
Ca-alginate entrapped cells: Comparison of different fermentation systems. Enzyme
and Microbial Technology, 32(5), 553–559. https://doi.org/10.1016/S0141-
0229(03)00007-3
Carvalho, Walter, Silva, S. S., Vitolo, M., Felipe, M. G. A., & Mancilha, I. M. (2002).
Improvement in xylitol production from sugarcane bagasse hydrolysate achieved by
the use of a repeated-batch immobilized cell system. Zeitschrift Fur Naturforschung -
Section C Journal of Biosciences, 57(1–2), 109–112. https://doi.org/10.1515/znc-
2002-1-219
Chandel, A. K., Antunes, F. A. F., Anjos, V., Bell, M. J. V., Rodrigues, L. N., Polikarpov,
I., De Azevedo, E. R., Bernardinelli, O. D., Rosa, C. A., Pagnocca, F. C., & Da Silva,
S. S. (2014). Multi-scale structural and chemical analysis of sugarcane bagasse in the
process of sequential acid-base pretreatment and ethanol production by

50
Scheffersomyces shehatae and Saccharomyces cerevisiae. Biotechnology for Biofuels,
7(1), 1–17. https://doi.org/10.1186/1754-6834-7-63
Costa, J. M. G., Corrêa, J. L. G., Fonseca, B. E., Borém, F. M., & Borges, S. V. (2015).
Drying and Isotherms of Sugar Cane Bagasse. Revista Engenharia Na Agricultura -
REVENG, 23(2), 128–142. https://doi.org/10.13083/1414-3984/reveng.v23n2p128-
142
Da Silva, A. S. A., Inoue, H., Endo, T., Yano, S., & Bon, E. P. S. (2010). Milling
pretreatment of sugarcane bagasse and straw for enzymatic hydrolysis and ethanol
fermentation. Bioresource Technology, 101(19), 7402–7409.
https://doi.org/10.1016/j.biortech.2010.05.008
de Arruda, P. V., de Cássia Lacerda Brambilla Rodrigues, R., da Silva, D. D. V., & de
Almeida Felipe, M. das G. (2011). Evaluation of hexose and pentose in pre-cultivation
of Candida guilliermondii on the key enzymes for xylitol production in sugarcane
hemicellulosic hydrolysate. Biodegradation, 22(4), 815–822.
https://doi.org/10.1007/s10532-010-9397-1
de Carvalho, D. M., & Colodette, J. L. (2017). Comparative study of acid hydrolysis of
lignin and polysaccharides in biomasses. BioResources, 12(4), 6907–6923.
https://doi.org/10.15376/biores.12.4.6907-6923
De Carvalho, Walter, Da Silva, S. S., Vitolo, M., & De Mancilha, I. M. (2000). Use of
immobilized Candida cells on xylitol production from sugarcane bagasse. Zeitschrift
Fur Naturforschung - Section C Journal of Biosciences, 55(3–4), 213–217.
https://doi.org/10.1515/znc-2000-3-412
De Freitas Branco, R., Dos Santos, J. C., & Da Silva, S. S. (2011). A novel use for
sugarcane bagasse hemicellulosic fraction: Xylitol enzymatic production. Biomass and
Bioenergy, 35(7), 3241–3246. https://doi.org/10.1016/j.biombioe.2011.02.014
Dussán, K. J., Silva, D. D. V., Moraes, E. J. C., Arruda, P. V., & Felipe, M. G. A. (2014).
Dilute-acid hydrolysis of cellulose to glucose from sugarcane bagasse. Chemical
Engineering Transactions, 38(September 2015), 433–438.
https://doi.org/10.3303/CET1438073
Felipe, M. G.A., Vitolo, M., & Mancilha, I. M. (1996). Xylitol formation by Candida
guilliermondii grown in a sugar cane bagasse hemicellulosic hydrolysate: Effect of
aeration and inoculum adaptation. Acta Biotechnologica, 16(1), 73–79.
https://doi.org/10.1002/abio.370160112
Felipe, M. G.A., Vitolo, M., Mancilha, I. M., & Silva, S. S. (1997). Environmental
parameters affecting xylitol production from sugar cane bagasse hemicellulosic
hydrolyzate by Candida guilliermondii. Journal of Industrial Microbiology and
Biotechnology, 18(4), 251–254. https://doi.org/10.1038/sj.jim.2900374
Felipe, Maria G.A., Vitolo, M., Mancilha, I. M., & Silva, S. S. (1997). Fermentation of
sugar cane bagasse hemicellulosic hydrolysate for xylitol production: Effect of pH.
Biomass and Bioenergy, 13(1–2), 11–14. https://doi.org/10.1016/S0961-
9534(97)00032-9

51
For, O., Of, O., & To, E. (2013). PROCESS CONCEPTS FOR CONVERSION OF
BIOFUELS RESIDUE TO VALUE ADDED PRODUCT A thesis submitted to The
University of Manchester for the degree of Master of Philosophy ( MPhil ) of
Chemical Engineering in the Faculty of Engineering and Physical Science.
Giese, E. C., Pierozzi, M., Dussán, K. J., Chandel, A. K., & Da Silva, S. S. (2013).
Enzymatic saccharification of acid-alkali pretreated sugarcane bagasse using
commercial enzyme preparations. Journal of Chemical Technology and
Biotechnology, 88(7), 1266–1272. https://doi.org/10.1002/jctb.3968
Gil, M., Ramos, I., Arauzo, I., & Roman, J. (2009). Characterization of a biomass milling
pilot plant. 17th European Biomass Conference and Exhibition, December.
Giraud, R. J., Williams, P. A., Sehgal, A., Ponnusamy, E., Phillips, A. K., & Manley, J. B.
(2014). Implementing green chemistry in chemical manufacturing: A survey report.
ACS Sustainable Chemistry and Engineering, 2(10), 2237–2242.
https://doi.org/10.1021/sc500427d
Graco Chemical Compatibility Guide. (2005). Graco_ChemCompGuideEN-B. 48–56.
Guamán-Burneo, M. C., Dussán, K. J., Cadete, R. M., Cheab, M. A. M., Portero, P.,
Carvajal-Barriga, E. J., da Silva, S. S., & Rosa, C. A. (2015). Xylitol production by
yeasts isolated from rotting wood in the Galápagos Islands, Ecuador, and description
of Cyberlindnera galapagoensis f.a., sp. nov. Antonie van Leeuwenhoek, International
Journal of General and Molecular Microbiology, 108(4), 919–931.
https://doi.org/10.1007/s10482-015-0546-8
Hernández-Pérez, A. F., Chaves-Villamil, A. C., de Arruda, P. V., dos Santos, J. C., &
Felipe, M. das G. de A. (2020). Sugarcane Syrup Improves Xylitol Bioproduction
from Sugarcane Bagasse and Straw Hemicellulosic Hydrolysate. Waste and Biomass
Valorization, 11(8), 4215–4224. https://doi.org/10.1007/s12649-019-00742-6
Hernández-Pérez, A. F., de Arruda, P. V., & Felipe, M. das G. de A. (2016). Sugarcane
straw as a feedstock for xylitol production by Candida guilliermondii FTI 20037.
Brazilian Journal of Microbiology, 47(2), 489–496.
https://doi.org/10.1016/j.bjm.2016.01.019
Hou-Rui, Z., Xiang-Xiang, Q., Silva, S. S., Sarrouh, B. F., Ai-Hua, C., Yu-Heng, Z., Ke, J.,
& Qiu, X. (2009). Novel isolates for biological detoxification of lignocellulosic
hydrolysate. Applied Biochemistry and Biotechnology, 152(2), 199–212.
https://doi.org/10.1007/s12010-008-8249-5
Humbird, D., Davis, R., Tao, L., Kinchin, C., Hsu, D., Aden, A., Schoen, P., Lukas, J.,
Olthof, B., Worley, M., Sexton, D., & Dudgeon, D. (2011). Process Design and
Economics for Biochemical Conversion of Lignocellulosic Biomass to Ethanol:
Dilute-Acid Pretreatment and Enzymatic Hydrolysis of Corn Stover. National
Renewable Energy Laboratory, May, 1–147. https://doi.org/10.2172/1107470
Kamal, S. M. M., Mohamad, N. L., Abdullah, A. G. L., & Abdullah, N. (2011).
Detoxification of sago trunk hydrolysate using activated charcoal for xylitol
production. Procedia Food Science, 1, 908–913.

52
https://doi.org/10.1016/j.profoo.2011.09.137
Kim, D. (2018). Physico-chemical conversion of lignocellulose: Inhibitor effects and
detoxification strategies: A mini review. Molecules, 23(2).
https://doi.org/10.3390/molecules23020309
King, Z. D. (2014). Aspen simulation of furfural and hydroxymethylfurfural production
from biomass. 63. http://www.zachking.com/zachking/sites/default/files/ASPEN
Simulation of Furfural and HMF from Biomass.pdf
Kinnarinen, T. (2014). Pressure Filtration Characteristics of Enzymatically Hydrolyzed.
http://www.doria.fi/bitstream/handle/10024/96411/Kinnarinen v%E4it%F6skirjat
A4.pdf?sequence=2
Kittle, P. E. E., & Wax, A. E. A. (1983). United States Patent ( 19 ). 19.
knoema. (2018). Sugarcane production quantity.
https://knoema.com/atlas/topics/Agriculture/Crops-Production-Quantity-tonnes/Sugar-
cane-production
Kuhn, G. C., Indrusiak, M. L. S., & Shadle, L. (2016). Estudio de una válvula L a través de
números adimensionales. Ingeniare, 24, 60–65. https://doi.org/10.4067/S0718-
33052016000500008
L.J. Naimi, S. Sokhansanj, X. Bi, C. J. Lim, A. R. Womac, A. K. Lau, & S. Melin. (2013).
Development of Size Reduction Equations for Calculating Energy Input for Grinding
Lignocellulosic Particles. Applied Engineering in Agriculture, 29(1), 93–100.
https://doi.org/10.13031/2013.42523
Lee, S. C., & Park, S. (2016). Removal of furan and phenolic compounds from simulated
biomass hydrolysates by batch adsorption and continuous fixed-bed column
adsorption methods. Bioresource Technology, 216, 661–668.
https://doi.org/10.1016/j.biortech.2016.06.007
Mafe, O. A. T., Davies, S. M., Hancock, J., & Du, C. (2015). Development of an estimation
model for the evaluation of the energy requirement of dilute acid pretreatments of
biomass. Biomass and Bioenergy, 72(April), 28–38.
https://doi.org/10.1016/j.biombioe.2014.11.024
Martinez, E. A., & Silvio Silverio. (2000). Twenty-First Symposium on Biotechnology for
Fuels and Chemicals. Twenty-First Symposium on Biotechnology for Fuels and
Chemicals, April. https://doi.org/10.1007/978-1-4612-1392-5
Martínez, Ernesto A., Silva, S. S., Almeida E Silva, J. B., Solenzal, A. I. N., & Felipe, M.
G. A. (2003). The influence of pH and dilution rate on continuous production of
xylitol from sugarcane bagasse hemicellulosic hydrolysate by C. guilliermondii.
Process Biochemistry, 38(12), 1677–1683. https://doi.org/10.1016/S0032-
9592(02)00244-3
Martínez, Ernesto Acosta. (2005). ESTUDO DO PROCESSO DE CRISTALIZAÇÃO DE
XILITOL OBTIDO POR VIA FERMENTATIVA.

53
Martínez, Ernesto Acosta, de Almeida e Silva, J. B., Giulietti, M., & Solenzal, A. I. N.
(2007). Downstream process for xylitol produced from fermented hydrolysate. Enzyme
and Microbial Technology, 40(5), 1193–1198.
https://doi.org/10.1016/j.enzmictec.2006.09.003
Marton, J. M., Felipe, M. G. A., Almeida e Silva, J. B., & Pessoa, A. (2006). Evaluation of
the activated charcoals and adsorption conditions used in the treatment of sugarcane
bagasse hydrolysate for xylitol production. Brazilian Journal of Chemical
Engineering, 23(1), 9–21. https://doi.org/10.1590/S0104-66322006000100002
Mathew, A. K., Abraham, A., Mallapureddy, K. K., & Sukumaran, R. K. (2018).
Lignocellulosic biorefinery wastes, or resources? In Waste Biorefinery: Potential and
Perspectives. Elsevier B.V. https://doi.org/10.1016/B978-0-444-63992-9.00009-4
Molwitz, M., Silva, S. S., Ribeiro, J. D., Roberto, I. C., Felipe, M. G. A., Prata, A. M. R., &
Mancilha, I. M. (1996). Aspects of the cell growth of Candida guilliermondii in sugar
cane bagasse hydrolysate. Zeitschrift Fur Naturforschung Section C - Journal of
Biosciences, 51(5–6), 404–408. https://doi.org/10.1515/znc-1996-5-619
Morin, O. J. (1993). Design and operating comparison of MSF and MED systems.
Desalination, 93(1–3), 69–109. https://doi.org/10.1016/0011-9164(93)80097-7
Mosimann, F. (2017). VALORIZAÇÃO DE MATERIAIS LIGNOCELULÓSICOS
DERIVADOS DO SETOR SUCROALCOOLEIRO COMO MATÉRIA-PRIMA PARA.
Mountraki, A. D., Koutsospyros, K. R., Mlayah, B. B., & Kokossis, A. C. (2017). Selection
of Biorefinery Routes: The Case of Xylitol and its Integration with an Organosolv
Process. Waste and Biomass Valorization, 8(7), 2283–2300.
https://doi.org/10.1007/s12649-016-9814-8
Moutta, R. O., Chandel, A. K., Rodrigues, R. C. L. B., Silva, M. B., Rocha, G. J. M., &
Silva, S. S. (2012). Statistical Optimization of Sugarcane Leaves Hydrolysis into
Simple Sugars by Dilute Sulfuric Acid Catalyzed Process. Sugar Tech, 14(1), 53–60.
https://doi.org/10.1007/s12355-011-0116-y
Mussatto, S. I., Santos, J. C., Filho, W. C. R., & Silva, S. S. (2005). Purification of xylitol
from fermented hemicellulosic hydrolyzate using liquid-liquid extraction and
precipitation techniques. Biotechnology Letters, 27(15), 1113–1115.
https://doi.org/10.1007/s10529-005-8458-8
Mussatto, S., Santos, J. C., Carvalho, W., & Da Silva, S. S. (2006). A study on the recovery
of xylitol by batch adsorption and crystallization from fermented sugarcane bagasse
hydrolysate. Journal of Chemical Technology & Biotechnology, 81, 1840–1845.
https://doi.org/10.1002/jctb
Pessoa, A., Mancilha, I. M., & Sato, S. (1996). Cultivation of Candida tropicalis in sugar
cane hemicellulosic hydrolyzate for microbial protein production. Journal of
Biotechnology, 51(1), 83–88. https://doi.org/10.1016/0168-1656(96)01572-6
Philippini, R. R., Martiniano, S. E., Chandel, A. K., de Carvalho, W., & da Silva, S. S.
(2017). Pretreatment of Sugarcane Bagasse from Cane Hybrids: Effects on Chemical

54
Composition and 2G Sugars Recovery. Waste and Biomass Valorization, 10(6), 1561–
1570. https://doi.org/10.1007/s12649-017-0162-0
Rasmussen, H., Sørensen, H. R., & Meyer, A. S. (2014). Formation of degradation
compounds from lignocellulosic biomass in the biorefinery: Sugar reaction
mechanisms. Carbohydrate Research, 385, 45–57.
https://doi.org/10.1016/j.carres.2013.08.029
Ribeiro, M. C. P., Nadal, C. P., Da Rocha Junior, W. F., De Sousa Fragoso, R. M., &
Lindino, C. A. (2020). Institutional and legal framework of the brazilian energy
market: Biomass as a sustainable alternative for brazilian agribusiness. Sustainability
(Switzerland), 12(4), 1–10. https://doi.org/10.3390/su12041554
Roberto, I. C., Mancilha, I. M., de Souza, C. A., Felipe, M. G. A., Sato, S., & de Castro, H.
F. (1994). Evaluation of rice straw hemicellulose hydrolysate in the production of
xylitol by Candida guilliermondii. Biotechnology Letters, 16(11), 1211–1216.
https://doi.org/10.1007/BF01020853
Roberto, Ines C., Felipe, M. G. A., Lacis, L. S., Silva, S. S., & de Mancilha, I. M. (1991).
Utilization of sugar cane bagasse hemicellulosic hydrolyzate by Candida
guilliermondii for xylitol production. Bioresource Technology, 36(3), 271–275.
https://doi.org/10.1016/0960-8524(91)90234-B
Rodrigues, D. C. G. A., Silva, S. S., & Felipe, M. G. A. (1998). Using response-surface
methodology to evaluate xylitol production by Candida guilliermondii by fed-batch
process with exponential feeding rate. Journal of Biotechnology, 62(1), 73–77.
https://doi.org/10.1016/S0168-1656(98)00045-5
Rodrigues, R. C.L.B., Felipe, M. G. A., Almeida e Silva, J. B., Vitolo, M., & Gómez, P. V.
(2001). The influence of pH, temperature and hydrolyzate concentration on the
removal of volatile and nonvolatile compounds from sugarcane bagasse hemicellulosic
hydrolyzate treated with activated charcoal before or after vacuum evaporation.
Brazilian Journal of Chemical Engineering, 18(3), 299–311.
https://doi.org/10.1590/S0104-66322001000300009
Rodrigues, R. C.L.B., Felipe, M. G. A., Roberto, I. C., & Vitolo, M. (2003). Batch xylitol
production by Candida guilliermondii FTI 20037 from sugarcane bagasse
hemicellulosic hydrolyzate at controlled pH values. Bioprocess and Biosystems
Engineering, 26(2), 103–107. https://doi.org/10.1007/s00449-003-0332-2
Rodrigues, R. de C. L. B., Rocha, G. J. M., Rodrigues, D., Filho, H. J. I., Felipe, M. das G.
A., & Pessoa, A. (2010). Scale-up of diluted sulfuric acid hydrolysis for producing
sugarcane bagasse hemicellulosic hydrolysate (SBHH). Bioresource Technology,
101(4), 1247–1253. https://doi.org/10.1016/j.biortech.2009.09.034
Rodrigues, Rita C.L.B., Felipe, M. D. G. A., Almeida E Silva, J. B., & Vitolo, M. (2003).
Response surface methodology for xylitol production from sugarcane bagasse
hemicellulosic hydrolyzate using controlled vacuum evaporation process variables.
Process Biochemistry, 38(8), 1231–1237. https://doi.org/10.1016/S0032-
9592(02)00290-X

55
Rodrigues, Rita C.L.B., Sene, L., Matos, G. S., Roberto, I. C., Pessoa, A., & Felipe, M. G.
A. (2005). Enhanced xylitol production by precultivation of Candida guilliermondii
cells in sugarcane bagasse hemicellulosic hydrolysate. Current Microbiology, 53(1),
53–59. https://doi.org/10.1007/s00284-005-0242-4
Samples, F. Q., Standard, T. U. S., & Series, S. (2004). Dean’s analytical chemistry
handbook. Choice Reviews Online, 42(03), 42-1566-42–1566.
https://doi.org/10.5860/choice.42-1566
Santos, D. T., Sarrouh, B. F., Rivaldi, J. D., Converti, A., & Silva, S. S. (2008). Use of
sugarcane bagasse as biomaterial for cell immobilization for xylitol production.
Journal of Food Engineering, 86(4), 542–548.
https://doi.org/10.1016/j.jfoodeng.2007.11.004
Santos, J. C., Carvalho, W., Silva, S. S., & Converti, A. (2003). Xylitol production from
sugarcane bagasse hydrolyzate in fluidized bed reactor. Effect of air flowrate.
Biotechnology Progress, 19(4), 1210–1215. https://doi.org/10.1021/bp034042d
Santos, Júlio C., Converti, A., De Carvalho, W., Mussatto, S. I., & Da Silva, S. S. (2005).
Influence of aeration rate and carrier concentration on xylitol production from
sugarcane bagasse hydrolyzate in immobilized-cell fluidized bed reactor. Process
Biochemistry, 40(1), 113–118. https://doi.org/10.1016/j.procbio.2003.11.045
Sarrouh, B., & Da Silva, S. S. (2013). Repeated batch cell-immobilized system for the
biotechnological production of Xylitol as a renewable Green Sweetener. Applied
Biochemistry and Biotechnology, 169(7), 2101–2110. https://doi.org/10.1007/s12010-
013-0127-0
Sarrouh, B. F., & da Silva, S. S. (2010). Application of response surface methodology for
optimization of xylitol production from lignocellulosic hydrolysate in a fluidized bed
reactor. Chemical Engineering and Technology, 33(9), 1481–1487.
https://doi.org/10.1002/ceat.200900546
Sarrouh, B. F., De Freitas Branco, R., & Da Silva, S. S. (2009). Biotechnological
production of xylitol: Enhancement of monosaccharide production by post-hydrolysis
of dilute acid sugarcane hydrolysate. Applied Biochemistry and Biotechnology, 153(1–
3), 163–170. https://doi.org/10.1007/s12010-009-8548-5
Sene, L., Converti, A., Zilli, M., Felipe, M., & Silva, S. (2001). Metabolic study of the
adaptation of the yeast Candida guilliermondii to sugarcane bagasse hydrolysate.
Applied Microbiology and Biotechnology, 57(5–6), 738–743.
https://doi.org/10.1007/s002530100816
Sene, Luciane, Felipe, M. G. A., Silva, S. S., & Vitolo, M. (2001). Preliminary kinetic
characterization of xylose reductase and xylitol dehydrogenase extracted from
Candida guilliermondii FTI 20037 cultivated in sugarcane bagasse hydrolysate for
xylitol production. Applied Biochemistry and Biotechnology - Part A Enzyme
Engineering and Biotechnology, 91–93(Xd), 671–680.
https://doi.org/10.1385/ABAB:91-93:1-9:671
Sene, Luciane, Felipe, M. G. A., Vitolo, M., Silva, S. S., & Mancilha, I. M. (1998).

56
Adaptation and reutilization of Candida guilliermondii cells for xylitol production in
bagasse hydrolysate. Journal of Basic Microbiology, 38(1), 61–69.
https://doi.org/10.1002/(SICI)1521-4028(199803)38:1<61::AID-JOBM61>3.0.CO;2-2
Shi, Y., Cai, M., Xu, W., & Wang, Y. (2019). Methods to Evaluate and Measure Power of
Pneumatic System and Their Applications. Chinese Journal of Mechanical
Engineering (English Edition), 32(1). https://doi.org/10.1186/s10033-019-0354-6
Silva-Fernandes, T., Santos, J. C., Hasmann, F., Rodrigues, R. C. L. B., Izario Filho, H. J.,
& Felipe, M. G. A. (2017). Biodegradable alternative for removing toxic compounds
from sugarcane bagasse hemicellulosic hydrolysates for valorization in biorefineries.
Bioresource Technology, 243, 384–392. https://doi.org/10.1016/j.biortech.2017.06.064
Silva, V. F. N., Arruda, P. V., Felipe, M. G. A., Gonçalves, A. R., & Rocha, G. J. M.
(2011). Fermentation of cellulosic hydrolysates obtained by enzymatic
saccharification of sugarcane bagasse pretreated by hydrothermal processing. Journal
of Industrial Microbiology and Biotechnology, 38(7), 809–817.
https://doi.org/10.1007/s10295-010-0815-5
Stanmore, B. R. (2010). Generation of energy from sugarcane bagasse by thermal
treatment. Waste and Biomass Valorization, 1(1), 77–89.
https://doi.org/10.1007/s12649-009-9000-3
Szczerbowski, D., Pitarelo, A. P., Zandoná Filho, A., & Ramos, L. P. (2014). Sugarcane
biomass for biorefineries: Comparative composition of carbohydrate and non-
carbohydrate components of bagasse and straw. Carbohydrate Polymers, 114, 95–101.
https://doi.org/10.1016/j.carbpol.2014.07.052
Takisawa, T., Tomiya, H., & Suto, M. (2011). Thermal expansion properties of Roseki
materials. Proceedings UNITECR 2011 Congress: 12th Biennial Worldwide
Conference on Refractories - Refractories-Technology to Sustain the Global
Environment, 781–784.
Terán Hilares, R., dos Santos, J. C., Ahmed, M. A., Jeon, S. H., da Silva, S. S., & Han, J. I.
(2016). Hydrodynamic cavitation-assisted alkaline pretreatment as a new approach for
sugarcane bagasse biorefineries. Bioresource Technology, 214, 609–614.
https://doi.org/10.1016/j.biortech.2016.05.004
Vaz de Arruda, P., dos Santos, J. C., de Cássia Lacerda Brambilla Rodrigues, R., da Silva,
D. D. V., Yamakawa, C. K., de Moraes Rocha, G. J., Júnior, J. N., da Cruz Pradella, J.
G., Vaz Rossell, C. E., & das Graças de Almeida Felipe, M. (2017). Scale up of xylitol
production from sugarcane bagasse hemicellulosic hydrolysate by Candida
guilliermondii FTI 20037. Journal of Industrial and Engineering Chemistry, 47, 297–
302. https://doi.org/10.1016/j.jiec.2016.11.046
Watson, T., & Robinson, H. E. (1963). Thermal Conductivity of a Sample of Type 316
Stainless Steel. National Bureau of Standards Report.
Werpy, T., & Petersen, G. (2004). Top Value Added Chemicals from Biomass Volume I.
Us Nrel, Medium: ED; Size: 76 pp. pages. https://doi.org/10.2172/15008859

57
Wilkinson, S., Smart, K. A., & Cook, D. J. (2014). A comparison of dilute acid- and alkali-
catalyzed hydrothermal pretreatments for bioethanol production from brewers’ spent
grains. Journal of the American Society of Brewing Chemists, 72(2), 143–153.
https://doi.org/10.1094/ASBCJ-2014-0327-02
Wooley, R. J., & Putsche, victoria. (1996). Physical Property Database for. 1–32.

58
Anexo 1
Tabla 11 composición para el bagazo y paja de caña de azúcar reportadas por (EEL-USP)
Residuo Celulosa Hemicelulosa Lignina Cenizas Total Referencia
Bagazo de caña 45 25.8 19.1 1 90.9 (Canilha et al., 2011)
Bagazo de caña 39.52 25.63 30.36 1.33 96.84 (Chandel et al., 2014)
Bagazo de caña 40.6 26.3 24.9 - 91.8 (Terán Hilares et al., 2016)
Bagazo de caña 42.8 25.9 22.1 1.4 92.1 (B. F. Sarrouh & da Silva, 2010)
Bagazo de caña 40.84 24.07 33.71 0.68 99.3 (Philippini et al., 2017)
Bagazo de caña 42.8 26.8 22.1 1.4 93.1 (B. F. Sarrouh et al., 2009)
Bagazo de caña 39.37 27.39 22.42 0 89.18 (Dussán et al., 2014)
Bagazo de caña 45.4 24.1 26.9 2.3 98.7 (R. de C. L. B. Rodrigues et al., 2010)
Bagazo de caña 40 26 24.1 - 90.1 (Felipe Antônio Fernandes Antunes et al., 2018)
Bagazo de caña 42.4 31.2 19.6 1.6 94.8 (De Freitas Branco et al., 2011)
Bagazo de caña 43.1 28.6 20.8 2.9 95.4 (de Arruda et al., 2011)
Paja de caña 40.84 30.79 25.8 - 97.43 (Moutta et al., 2012)
Paja de caña 31.7 27 31.1 1.5 91.3 (Hernández-Pérez et al., 2016)
Paja de caña 33.6 28.9 31.8 5.7 100 (A. S. A. Da Silva et al., 2010)
Paja de caña 32.4 25.3 36.3 6 100 (A. S. A. Da Silva et al., 2010)
Paja de caña 31.46 27.03 31.14 1.47 91.1 (Canettieri et al., 2018)

59
Tabla 12 Condiciones de operación para la adecuación de materias primas
Muestra Humedad inicial-final Tamaño de partícula Operación unitaria - condiciones de operación Referencia
Bagazo de caña NR-10% - Secado- no es especificado (De Freitas Branco et al., 2011)
Paja de caña NR-11.25% - Secado-no especificado (Hernández-Pérez et al., 2016)
Bagazo caña NR-10% - Secado-no especificado (V. F. N. Silva et al., 2011)
Bagazo de caña NR-10% - Secado-no especificado (Hernández-Pérez et al., 2020)
Bagazo de caña NR-10% - Molienda y obtención del bagazo con una extracción con agua y etanol (Canilha et al., 2011)
Bagazo de caña - - Secado en horno a 100 °C (D. T. Santos et al., 2008)
Bagazo de caña 47,8%-NR . Secado en un horno (Pessoa et al., 1996)
Bagazo de caña - 1,18-1,7 mm Molienda (Terán Hilares et al., 2016)
Bagazo de caña - 0,841 mm Secado y cortado (Giese et al., 2013)
Bagazo de caña NR-5/9 % 0,841 mm Cortado por cuchillas y secado (Philippini et al., 2017)
Paja de caña NR-10% - Secado no especificado (Hernández-Pérez et al., 2020)
Paja de caña - 0,85 mm Triturado en un molino (Moutta et al., 2012)
Bagazo de caña NR-12% - Secado a la luz del sol (R. de C. L. B. Rodrigues et al., 2010)
Bagazo de caña NR-8 1,18-1,7 mm Tamizado (Terán Hilares et al., 2016)
Bagazo de caña Nr-10% - Secado-no especificado (De Freitas Branco et al., 2011)
Paja de caña - - Secado a temperatura ambiente (Silva-Fernandes et al., 2017)
Bagazo de caña 60% - Secado al aire libre (de Arruda et al., 2011)
Bagazo de caña - - Secado-no especificado (Hernández-Pérez et al., 2016)

60
Tabla 13 Datos experimentales sobre el reactor de hidrólisis parte 1
Volumen
tanque
(L)
Concentración
ácido
(%p/v)
Temperatura
(°C) Tiempo(min)
Relación
solido:liquido
Glucosa
(g/l)
Xilosa
(g/L)
Arabinosa
(g/L)
Furfural
(g/L)
5-
HMF
(g/L)
ácido
acético
(g/L)
fenoles
(g/L) Referencia
250 1 121 10 NR NR NR NR NR NR NR NR (Walter De Carvalho et al., 2000)
250 1 121 10 1:10 2.1 15.7 2.3 0.06 0.05 3.9 NR (Alves et al., 1998)
250 1 121 20 NR 0 10.9 0 0.0023 0.0057 0.53 NR (F. A.F. Antunes et al., 2014)
250 1 121 10 1:10 NR NR NR NR NR NR NR (Branco et al., 2006)
250 1 121 10 1:10 NR NR NR NR NR NR NR (De Freitas Branco et al., 2011)
NR 2 150 30 1,75:10 3 23.5 2.1 0.3 0.04 2.7 NR (Canilha et al., 2011)
NR 2,5 150 30 NR NR NR NR NR NR NR NR Canilha et al., 2011)
NR 0,5 120 10 NR NR NR NR NR NR NR NR Canilha et al., 2011)
250 1 121 10 NR NR NR NR NR NR NR NR (Walter Carvalho, Silva, Vitolo, et al.,
2002)
250 1 121 10 1:10 1.66 20.15 1.57 0.32 0.05 2.47 NR (Walter Carvalho, Silva, Converti, et
al., 2002)
250 1 121 10 1:10 NR NR NR NR NR NR NR (Walter Carvalho et al., 2003)
250 1 121 10 1:10 1.4 22.2 1.8 0.15 0.03 2.6 2.6 (Walter Carvalho, Santos, et al., 2004)
250 1 121 10 1:10 1.4 22.2 1.8 0.15 0.03 2.6 2.6 (Walter Carvalho, Santos, et al., 2004)
250 1 121 10 1:10 1.4 22.2 1.8 0.15 0.03 2.6 2.6 (Walter Carvalho, Santos, et al., 2004)
25 0,7 160 60 1:10 0.6 50.7 3.2 0.01 0.14 4.4 NR (Walter Carvalho, Batista, et al., 2004)
25 0,7 160 60 1:10 0.6 50.7 3.2 0.01 0.14 4.4 NR (Walter Carvalho, Batista, et al., 2004)
25 1 140 20 1:10 2.6 49.5 4.5 0.01 0.09 4.3 NR (Walter Carvalho, Batista, et al., 2004)
25 1 140 20 1:10 2.6 49.5 4.5 0.01 0.09 4.3 NR (Walter Carvalho, Batista, et al., 2004)
25 0,7 120 20 1:10 0 0.8 0.5 0.06 0 0.8 NR (Walter Carvalho, Batista, et al., 2004)
250 1 121 10 NR NR NR NR NR NR NR NR (W. Carvalho et al., 2005)
250 1 121 10 1:10 NR NR NR NR NR NR NR (Walter Carvalho et al., 2007)
NR NR NR NR NR 0 10.9 0 0.02 0.005 0.53 NR (Chandel et al., 2014)
32.1 1 140 20 NR NR NR NR NR NR NR NR (M. G.A. Felipe et al., 1996)
NR 1 140 20 NR NR NR NR NR NR NR NR (Maria G.A. Felipe et al., 1997)
350 1 121 20 1:10 NR NR NR NR NR NR NR (Guamán-Burneo et al., 2015)
35 1 121 20 1:10 NR NR NR NR NR NR NR (Hernández-Pérez et al., 2016)
80 1 121 20 1:10 NR NR NR NR NR NR NR (Mosimann, 2017)
100 1 150 30 1,75:10 1.82 15.73 1.45 0.19 0.02 2.31 5,48 (de Arruda et al., 2011)
40 1 121 20 NR NR NR NR NR NR NR NR (Hernández-Pérez et al., 2020)
250 NR 121 10 1:10 1.2 18.3 1.1 0.08 0.07 1.5 NR (B. F. Sarrouh et al., 2009)
250 1 121 10 1:10 NR NR NR NR NR NR NR (B. F. Sarrouh & da Silva, 2010)
NR NR NR NR NR NR 19.4 NR NR NR NR NR (B. Sarrouh & Da Silva, 2013)
250 1 121 10 NR 1.5 18.6 1.7 0.24 0.03 2.7 NR (Luciane Sene et al., 1998)
250 NR 121 10 1:10 NR NR NR NR NR NR NR (Luciane Sene et al., 2001)
250 1 121 10 NR 1.5 18.6 1.7 0.24 0.03 2.7 NR (L. Sene et al., 2001)
40 1,3 121 30 1:10 6.3 14.1 NR 0.41 1.08 1.89 NR (Silva-Fernandes et al., 2017)
10 2,5 105 150 1:6 NR NR NR NR NR NR NR (Hou-Rui et al., 2009)
100 0,17 145-150 30 3,5:20 1.05 24.37 NR 0.32 0.18 2.13 NR (Ernesto Acosta Martínez, 2005)

61
Tabla 14 Datos experimentales del reactor de hidrólisis parte dos
Volumen
tanque
(L)
Concentración
ácido
(%p/v)
Temperatura
(°C) Tiempo(min)
Relación
solido:liquido
Glucosa
(g/l)
Xilosa
(g/L)
Arabinosa
(g/L)
Furfural
(g/L)
5-
HMF
(g/L)
ácido
acético
(g/L)
fenoles
(g/L) Referencia
250 1 120 NR 1:10 NR NR NR NR NR NR NR (Ernesto A. Martínez et al., 2003)
100 1 145-150 30 3,5:20 1.05 24.37 NR 0.32 0.18 2.13 NR (Ernesto Acosta Martínez et al., 2007)
(Marton et al., 2006) 350 1 121 10 1:10 0.84 17.85 1.68 0.06 0.008 3.15 NR
250 1 120 20 1:6 NR NR NR NR NR NR NR (Molwitz et al., 1996)
350 1 121 10 NR 1.3 18.92 1.94 0.16 0.04 3.05 NR (Ernesto Acosta Martínez et al., 2007)
350 1 120 10 1:10 NR NR NR NR NR NR NR (S. I. Mussatto et al., 2005)
350 1 120 10 NR NR NR NR NR NR NR NR (S. Mussatto et al., 2006)
0.5 2 150 30 1,5:10 NR NR NR NR NR NR NR (Philippini et al., 2017)
25 0,34 190 5 1:6 NR NR NR NR NR NR NR (Ines C. Roberto et al., 1991)
25 1 140 20 NR NR NR NR NR NR NR NR (I. C. Roberto et al., 1994)
250 1 121 10 NR NR NR NR NR NR NR NR (D. C. G. A. Rodrigues et al., 1998)
250 1 121 10 1:10 1.2 18.24 1.71 0 0.003 3.38 NR (R. C.L.B. Rodrigues et al., 2001)r
250 1 121 10 1:10 1.2 18.3 1.71 0.084 0.003 3.38 NR (Rita C.L.B. Rodrigues et al., 2003)
350 1 121 10 NR NR NR NR NR NR 6.27 NR (R. C.L.B. Rodrigues et al., 2003)
350 1 121 10 1:10 NR NR NR NR NR NR NR (Rita C.L.B. Rodrigues et al., 2005)
350 1 130 10 NR NR NR NR 0 0.0071 3.49 NR (R. de C. L. B. Rodrigues et al., 2010)
250 1 121 10 1:10 1.97 57.3 5.79 NR NR 4.33 NR (J. C. Santos et al., 2003)
250 1 121 10 1:10 NR NR NR NR NR NR NR (Júlio C. Santos et al., 2005)

62
Tabla 15 Datos experimentales sobre la neutralización parte 1
pH hidrolizado pH
intermedio Base pH final Ácido Referencia
NR 7 Oxido de calcio 5.5 Ácido fosfórico (Walter De Carvalho et al., 2000)
0.5 7 Oxido de calcio 5.5 Ácido fosfórico (Alves et al., 1998)
NR 7 Oxido de calcio 5.5 Ácido fosfórico (Branco et al., 2006)
NR 7 Oxido de calcio 5.5 Ácido fosfórico (De Freitas Branco et al., 2011)
NR 7 Oxido de calcio 5.5 Ácido fosfórico (Canilha et al., 2011)
NR 7 Oxido de calcio 5.5 Ácido fosfórico (Walter Carvalho, Silva, Vitolo, et al., 2002)
0.5 7 Oxido de calcio 5.5 Ácido fosfórico (Walter Carvalho et al., 2003)
0.5 7 Oxido de calcio 5.5 Ácido fosfórico (Walter Carvalho, Santos, et al., 2004)
0.5 7 Oxido de calcio 5.5 Ácido fosfórico (W. Carvalho et al., 2005)
0.5 7 Oxido de calcio 5.5 Ácido fosfórico (Walter Carvalho et al., 2007)
0.5 NR Oxido de calcio 5.5 Ácido fosfórico (Chandel et al., 2014)
0.49 NR Oxido de calcio 5.5 Ácido sulfúrico (M. G.A. Felipe et al., 1996)
0.56 10 Oxido de calcio 2.5 Ácido sulfúrico (Maria G.A. Felipe et al., 1997)
0.56 10 Oxido de calcio 3.5 Ácido sulfúrico Maria G.A. Felipe et al., 1997)
0.56 10 Oxido de calcio 4.5 Ácido sulfúrico Maria G.A. Felipe et al., 1997)
0.56 10 Oxido de calcio 5.5 Ácido sulfúrico Maria G.A. Felipe et al., 1997)
0.56 10 Oxido de calcio 6.5 Hidróxido de sodio Maria G.A. Felipe et al., 1997)
0.56 10 Oxido de calcio 7.5 Hidróxido de sodio Maria G.A. Felipe et al., 1997)
NR 7 Oxido de calcio 5.5 Ácido fosfórico (Guamán-Burneo et al., 2015)
NR 7 Oxido de calcio 2.5 Ácido fosfórico (Hernández-Pérez et al., 2016)
NR 9.5 Oxido de calcio 4.75 Ácido fosfórico (Mosimann, 2017)
NR 7 Oxido de calcio 2.5 Ácido fosfórico (Hernández-Pérez et al., 2020)
NR 7 Oxido de calcio 5.5 Ácido fosfórico (B. F. Sarrouh et al., 2009)
NR NR NR 5.5 NR (B. F. Sarrouh & da Silva, 2010)
NR 10 Oxido de calcio 5.5 NR (Luciane Sene et al., 1998)
0.5 7 Oxido de calcio 5.5 Ácido fosfórico (Luciane Sene et al., 2001)
NR 10 Oxido de calcio 5.5 Ácido sulfúrico (L. Sene et al., 2001)
NR 4; 6.25 y 8 Oxido de calcio 5.5 Ácido sulfúrico (Silva-Fernandes et al., 2017)
NR 6 Carbonato de calcio NR NR (Hou-Rui et al., 2009)
NR NR Oxido de calcio NR Ácido fosfórico (Martinez & Silvio Silverio, 2000)
1.61 4.93 Resina de intercambio aniónico débil 039 2.9 Resinas anicónicas y catiónicas (Ernesto Acosta Martínez, 2005)
NR NR Oxido de calcio NR Ácido fosfórico (Ernesto A. Martínez et al., 2003)
NR 5 Resina de intercambio aniónico débil 039 NR NR (Ernesto Acosta Martínez et al., 2007)
0.92 7 Oxido de calcio 5.5 Ácido fosfórico (Marton et al., 2006)
0.5 10 Oxido de calcio 5.5 Ácido Sulfúrico (Molwitz et al., 1996)
0.68 7 Oxido de calcio 5.5 Ácido fosfórico (Ernesto Acosta Martínez et al., 2007)
1.8 10 Oxido de calcio 6.5 Ácido Sulfúrico (Ines C. Roberto et al., 1991)
1.8 6.5 Hidróxido de sodio NR NR (Ines C. Roberto et al., 1991)
NR NR Oxido de calcio NR NR (I. C. Roberto et al., 1994)

63
Tabla 16 Datos experimentales sobre la neutralización parte 2
pH hidrolizado pH
intermedio Base pH final Ácido Referencia
NR NR Oxido de calcio y sulfato de aluminio NR NR (D. C. G. A. Rodrigues et al., 1998)
0.92 4.76-9.5 Hidróxido de Sodio NR NR (R. C.L.B. Rodrigues et al., 2001)
0.92 NR NR NR NR (Rita C.L.B. Rodrigues et al., 2003)
0.92 9 Carbonato de calcio 5.5 Ácido Sulfúrico (R. C.L.B. Rodrigues et al., 2003)
0.92 7 Carbonato de Calcio 5.5 Ácido Fosfórico (Rita C.L.B. Rodrigues et al., 2005)
NR 7 Óxido de calcio 5.5 Ácido fosfórico (Júlio C. Santos et al., 2005)

64
Tabla 17 Datos experimentales sobre la concentración parte 1
Volumen
(L)
Temperatura
(°C)
Glucosa
(g/l)
Xilosa
(g/L) Arabinosa (g/L)
Furfural
(g/L) 5-HMF (g/L)
Ácido acético
(g/L)
Fenoles
(g/L) Referencia
NR NR NR NR NR NR NR NR 2.1 (Walter De Carvalho et al., 2000)
NR NR NR NR NR NR 0.03 0.15 6.9 (Alves et al., 1998)
NR NR NR NR NR NR 0.002 0.001 1.83 (F. A.F. Antunes et al., 2014)
NR NR NR NR NR NR 0.04 0 2.9 (Canilha et al., 2011)
NR NR NR NR NR NR NR NR NR (Walter Carvalho, Silva, Vitolo, et al., 2002)
NR NR NR NR NR NR 0.06 0.14 4.03 (Walter Carvalho, Silva, Converti, et al., 2002)
2.6 NR 70 4.7 64.6 5.9 0.02 0.11 3.9 (Walter Carvalho, Santos, et al., 2004)
2.6 NR 70 6.1 85.5 8.6 0.02 0.14 4.4 (Walter Carvalho, Santos, et al., 2004)
2.6 NR 70 7.3 105.8 10.4 0.03 0.17 4.3 (Walter Carvalho, Santos, et al., 2004)
NR NR 70 NR NR NR NR NR NR (Walter Carvalho, Batista, et al., 2004)
NR NR 70 NR NR NR NR NR NR (W. Carvalho et al., 2005)
NR NR 70 NR NR NR NR NR NR (Walter Carvalho et al., 2007)
NR NR 70 0.39 37.44 2.73 0.001 0.000593 1.26 (Chandel et al., 2014)
NR NR 58 14.3 76.2 11.2 NR 0.12 6.82 (M. G.A. Felipe et al., 1996)
NR NR NR 8.32 48 6.36 0.08 0.09 5.72 (Maria G.A. Felipe et al., 1997)
NR 4 58 5 37,6 (10º Brix) 5 NR NR NR Maria G.A. Felipe et al., 1997)
NR 4 58 NR 54,5 (14,5º Brix) NR NR NR NR Maria G.A. Felipe et al., 1997)
NR 4 58 NR 74,2 (18,3º Brix) NR NR NR NR (Maria G.A. Felipe et al., 1997)
NR 30 70 NR NR NR NR NR NR (Guamán-Burneo et al., 2015)
NR NR NR NR NR NR NR NR NR (Hernández-Pérez et al., 2016)
NR NR 70 NR NR NR NR NR NR (Mosimann, 2017)
5,48 NR 70 8.89 77.26 6.52 0.08 0.07 5.28 (de Arruda et al., 2011)
NR NR 70 NR NR NR NR NR NR (Hernández-Pérez et al., 2020)
NR NR 70 2.7 48 3.3 0.2 0.2 3.9 (B. F. Sarrouh et al., 2009)
NR NR 70 3.4 54.4 3.4 NR NR 3 (B. F. Sarrouh & da Silva, 2010)
NR NR NR 3.4 50 3.4 NR NR 3 (B. Sarrouh & Da Silva, 2013)
NR NR 70 5.2 56.84 5.73 0.037 0.113 5.03 (Luciane Sene et al., 1998)
NR NR NR NR NR NR NR NR NR (Luciane Sene et al., 2001)
NR NR 70 7,9 - 8,3 62,1 - 64 4,2-4,7 0 - 0,01 0.18-0,20 4,2 - 4,7 (L. Sene et al., 2001)
NR NR 70 25.7 60.15 NR NR 3.88 1.99 (Silva-Fernandes et al., 2017)
NR NR 70 NR NR NR NR NR NR (Hou-Rui et al., 2009)
NR NR 66 NR NR NR NR NR NR (Martinez & Silvio Silverio, 2000)
NR 20 65 7.18 194.65 NR 0.043 0.45 7.49 (Ernesto Acosta Martínez, 2005)
NR NR 66 NR NR NR NR NR NR (Ernesto A. Martínez et al., 2003)
NR 50 65 7.18 194.65 NR 0.043 0.45 7.49 (Ernesto Acosta Martínez et al., 2007)
NR NR 70 3.68 69.23 7.15 0.021 0.024 6.02 (Marton et al., 2006)
NR NR 70 NR NR NR NR NR NR (Molwitz et al., 1996)
NR NR 70 3.91 53.62 5.4 0.06 0.17 4.93 (Ernesto Acosta Martínez et al., 2007)
NR NR 70 NR NR NR NR NR NR (S. I. Mussatto et al., 2005)
NR 5 70 NR NR NR NR NR NR (S. Mussatto et al., 2006)

65
Tabla 18 Datos experimentales sobre la concentración parte 2
Volumen
(L)
Temperatura
(°C)
Glucosa
(g/l)
Xilosa
(g/L) Arabinosa (g/L)
Furfural
(g/L) 5-HMF (g/L)
Ácido acético
(g/L)
Fenoles
(g/L) Referencia
NR NR 70 NR 76 NR NR NR NR (Ines C. Roberto et al., 1991)
NR NR 70 NR 76 NR NR NR NR (Ines C. Roberto et al., 1991)
NR NR 70 NR NR NR NR NR NR (I. C. Roberto et al., 1994)
NR NR 70 6.7 94.3 8.9 0.03 0.04 NR (D. C. G. A. Rodrigues et al., 1998)
NR NR 80 NR NR NR 0.0016 0 NR (R. C.L.B. Rodrigues et al., 2001)
NR NR NR NR 51 NR NR NR NR (Rita C.L.B. Rodrigues et al., 2003)
NR NR 43 4.45 69 6.72 NR NR 6.27 (R. C.L.B. Rodrigues et al., 2003)
NR NR 43 3 47 5.2 NR NR 3.9 (Rita C.L.B. Rodrigues et al., 2005)
NR NR 70 NR NR NR NR NR NR (J. C. Santos et al., 2003)
NR NR 70 NR 60 NR NR NR NR (Júlio C. Santos et al., 2005)

66
Tabla 19 datos experimentales sobre la detoxificación
Glucosa
(g/l)
Xilosa
(g/L)
Arabinosa
(g/L)
Furfural
(g/L)
5- HMF
(g/L)
Ácido
acético (g/L)
Fenoles
(g/L)
Carbon
activado (%
p/p)
Velocidad de
agitación
(rpm)
Temperatura
(°C)
Tiempo
(min) Referencia
NR NR NR NR NR NR NR NR 2.5 200 30 (Walter De Carvalho et al., 2000)
NR NR NR NR NR NR NR NR 3 200 30 (Alves et al., 1998)
0.31 31 2.31 33.62 0.001 0.0005 1.26 NR NR NR NR (F. A.F. Antunes et al., 2014)
NR NR NR NR NR NR NR NR 3 200 30 (Branco et al., 2006)
6 18 4.5 28.5 NR NR 1.2 NR 2.5 200 30 (De Freitas Branco et al., 2011)
2.7 20.8 1.9 25.4 NR 0 2.9 NR 2.5 200 30 (Canilha et al., 2011)
NR NR NR NR NR NR NR NR 2.5 200 30 (Walter Carvalho, Silva, Vitolo, et al., 2002)
NR NR NR NR NR NR NR NR 2.5 200 30 (Walter Carvalho, Silva, Converti, et al., 2002)
NR NR NR NR NR NR NR NR 3 200 30 (Walter Carvalho et al., 2003)
4.3 60.1 5.9 70.3 0 0 3.9 0.8 3 200 30 (Walter Carvalho, Santos, et al., 2004)
5.8 77.8 8.3 91.9 0 0.01 4.4 1.5 3 200 30 (Walter Carvalho, Santos, et al., 2004)
6.5 92.1 9.2 107.8 0.01 0.01 3.9 1.8 3 200 30 (Walter Carvalho, Santos, et al., 2004)
0.4 45.1 3.2 48.7 0.01 0.14 4.4 NR 2.5 200 30 (Walter Carvalho, Batista, et al., 2004)
0.5 41.7 3.2 45.4 0 0.12 4.1 NR 2.5 200 30 (Walter Carvalho, Batista, et al., 2004)
2.1 47 4.5 53.6 0 0.02 4.2 NR 2.5 200 30 (Walter Carvalho, Batista, et al., 2004)
2.3 45.3 4.5 52.1 0 0.08 4.3 NR 2.5 200 30 (Walter Carvalho, Batista, et al., 2004)
4 70 9 83 0.01 0.01 3.9 1.8 2.5 200 30 (W. Carvalho et al., 2005)
NR NR NR NR NR NR NR NR 2.5 200 30 (Walter Carvalho et al., 2007)
0.31 30.89 2.31 33.51 0.001 0.000593 1.26 1.8 NR NR NR (Chandel et al., 2014)
5.8 61.7 4.7 72.2 0.03 0.03 1.6 NR 2.5 200 30 (Guamán-Burneo et al., 2015)
9.75 50.6 9.6 69.95 NR 0.04 2.87 NR 1 100 60 (Hernández-Pérez et al., 2016)
NR 60 NR NR NR NR NR NR 2.4 200 30 (Mosimann, 2017)
NR 45 NR NR NR NR NR NR 2.4 200 30 (Mosimann, 2017)
NR NR NR NR NR NR NR NR NR NR NR (de Arruda et al., 2011)
4.5 42.9 6.93 54.33 0 0.13 3.3 2,62 1 100 60 (Hernández-Pérez et al., 2020)
0 34 2.8 36.8 0.002 0.002 1.4 NR NR NR NR (B. F. Sarrouh et al., 2009)
NR NR NR NR NR NR NR NR 2.4 300 35 (Luciane Sene et al., 2001)
NR 11 2.75 NR NR NR 1 NR 2.5 200 30 (Martinez & Silvio Silverio, 2000)
2.1 177.8 NR NR 0 0 0 NR NR NR NR (Ernesto Acosta Martínez, 2005)
NR 14.8 16.1 NR NR NR 9.8 NR 2.5 200 30 (Ernesto A. Martínez et al., 2003)
2.1 177.8 NR NR 0 0 0 NR NR NR NR (Ernesto Acosta Martínez et al., 2007)
NR NR NR NR 0.00882 0.0096 3.3712 NR 2.5 100 60 (Marton et al., 2006)
10 53 NR NR NR NR NR NR NR NR NR (Molwitz et al., 1996)
2.6 NR 3.5 NR NR NR 3.4 NR NR 200 30 (Ernesto Acosta Martínez et al., 2007)
NR NR NR NR NR NR NR NR 2.4 200 30 (R. C.L.B. Rodrigues et al., 2001)
NR NR NR NR NR NR NR NR 2.4 200 30 (R. C.L.B. Rodrigues et al., 2003)
NR NR NR NR NR NR NR NR 2.4 200 30 (Rita C.L.B. Rodrigues et al., 2005)
NR NR NR NR NR NR NR NR 2.5 200 30 (Júlio C. Santos et al., 2005)

67
Tabla 20 Información de las corrientes 1 a 12 obtenidas por la simulación en Aspen Plus®
Corrientes 1 2 3 4 5 6 7 8 9 10 11 12
Temperatura (°C) 25 25 121 121 25 25 121,1 70 70 67,7 72,6 70
Presión (atm) 1 2,1 2,1 3 1 1 1 1 1 1 0,3 0,3
Flujo entálpico (KW) -2,20E+04 -2,20E+04 -2,15E+04 -1,04E+02 -2,56E+03 -2,56E+03 -2,30E+04 -2,33E+04 -2,21E+04 -6,23E+02 -2,21E+04 -1,47E+04
Flujo Másico (Kg/h) 5000 5000 5000 50 1000 1000 6050 6050 5191 859 5191 3982
Xilano - - - - 0,138 0,138 0,004 0,004 - 0,032 - -
Oxido de calcio - - - - 0,500 0,500 0,083 0,083 - 0,582 - -
Glucosa - - - - - - 0,001 0,001 0,001 - 0,001 3,030E-12
Xilosa - - - - - - 0,017 0,017 0,020 - 0,020 1,059E-08
Arabinosa - - - - - - 0,002 0,002 0,002 - 0,002 8,835E-07
Ácido sulfúrico - - - 1 - - 0,008 0,008 0,010 - 0,010 1,250E-06
Agua 1 1 1 - - 0,824 0,824 0,960 - 0,960 0,997
Furfural - - - - - - 0,000 0,000 0,000 - 1,563E-04 1,949E-04
Ácido acético - - - - - - 0,003 0,003 0,003 - 0,003 0,003
5-HMF - - - - - - 1,974E-05 1,974E-05 2,301E-05 - 2,301E-05 2,322E-08
Vanilina - - - - - - 0,002 0,002 0,003 - 2,580E-03 1,469E-05
Celulosa - - - - 0,219 0,219 0,035 0,035 - 0,248 - -
Arabinano - - - - 0,015 0,015 0,001 0,001 - 0,006 - -
Sulfato de calcio - - - - - - - - - - - -
Lignina - - - - 0,128 0,128 0,019 0,019 - 0,133 - -
Ácido fosfórico - - - - - - - - - - - -

68
Tabla 21 Información de las corrientes 13 a 23 obtenidas por la simulación en Aspen Plus®
Corrientes 13 14 15 16 17 18 19 20 21 22 23
Temperatura (°C) 70 70 60 25 25 25 60 60 60 30 60
Presión (atm) 0,3 1 1 1 1 1 1 1 1 1 1
Flujo entálpico (KW) -4,80E+03 -4,80E+03 -4,81E+03 -4,06E+01 -5,08E+01 -5,08E+01 -4,75E+03 -4,79E+03 -2,83E+10 -4,79E+03 -2,78E+01
Flujo Másico (Kg/h) 1210 1210 1210 40 14 14 1264 1183 81 1159 24
Xilano - - - - - - - - - - -
Oxido de calcio - - - 1 - - 0,009 - 0,145 - -
Glucosa 0,006 0,006 0,006 - - - 0,005 0,006 - 0,005 0,023
Xilosa 0,087 0,087 0,087 - - - 0,084 0,089 - 0,082 0,446
Arabinosa 0,010 0,010 0,010 - - - 0,009 0,010 - 0,010 0,025
Ácido sulfúrico 0,041 0,041 0,041 - - - - - - - -
Agua 0,840 0,840 0,840 - - - 0,811 0,867 - 0,885 -
Furfural 2,930E-05 2,930E-05 2,930E-05 - - - 2,80E-05 3,00E-05 - 6,421E-06 0,001
Ácido acético 4,431E-03 4,431E-03 4,431E-03 - - - 0,004 0,005 - 0,004 0,023
5-HMF 9,867E-05 9,867E-05 9,867E-05 - - - 9,44E-05 1,01E-04 - 1,647E-05 0,004
Vanilina 1,102E-02 1,102E-02 1,102E-02 - - - 0,011 0,011 - 0,002 0,478
Celulosa - - - - - - - - - - -
Arabinano - - - - - - - - - - -
Sulfato de calcio - - - - - - 0,055 - 0,855 - -
Lignina - - - - - - - - - - -
Ácido fosfórico - - - - 1 1 0,011 0,012 - 0,012 -

69
Anexo 2
A continuación, se hará una breve explicación de cómo se deben introducir las propiedades
termodinámicas de los diferentes compuestos sólidos para poder llevar acabo las
simulaciones en Aspen Plus®. En primera instancia se debe identificar qué tipo de sustancias se van
a utilizar. En Aspen Plus®. Existen 3 tipos: Convencionales, sólidos y no convencionales. Los
primeros son los que viene prediseñados con el software y generalmente tienen la mayoría de sus
propiedades completas. Los segundos pueden tener algunas propiedades, pero la mayoría de las veces
no es así. Sin embargo, requieren la misma información que los convencionales para ser simulados,
la información que no pude faltar en una simulación de Aspen Plus®. Para sólidos es: la capacidad
calorífica de los sólidos con su respectiva correlación empírica; el peso molecular; el volumen molar
con su respectiva correlación empírica; la tensión superficial con su respectivo modelo empírico
(depende del modelo termodinámico) y la entalpia de formación solida