Diseño de una planta para la producción de Acetona ...148.206.53.84/tesiuami/UAMI16925.pdf ·...
145
UNIV RSIOAD UTÓ O TROPOLITA A U IOAD tZTAPAlAPA INGENIERÍA QUÍMICA ., PROYECTO TERMINAL Diseño de una planta para la producción de Acetona, Butanol y Etanol a través de una ruta biológica Autores Lisette Samarti Ríos Maribel Sánchez Morales Sandra Avalas Farfán Asesores Dr. Ricardo Dra. Divanery Rodríguez Gómez México, D.F. a 14 de Julio del 2014.
Transcript of Diseño de una planta para la producción de Acetona ...148.206.53.84/tesiuami/UAMI16925.pdf ·...

UNIV RSIOAD UTÓ O TROPOLITA A U IOAD tZTAPAlAPA
INGENIERÍA QUÍMICA .,
PROYECTO TERMINAL
Diseño de una planta para la producción de Acetona, Butanol y Etanol a través de una ruta
biológica
Autores Lisette Samarti Ríos Maribel Sánchez Morales Sandra Avalas Farfán
Asesores
Dr. Ricardo ~odriguez Dra. Divanery Rodríguez Gómez
México, D.F. a 14 de Julio del 2014.

1
Contenido Resumen ejecutivo .................................................................................................. 5
Justificación general ............................................................................................. 6
Objetivo general ................................................................................................... 6
Capítulo 1 ................................................................................................................ 7
1.1. Introducción del capítulo 1 ...................................................................... 8
1.2. Justificación del capítulo 1 ...................................................................... 9
1.3. Objetivos del capítulo 1 ........................................................................... 9
1.3.1. Objetivo general ................................................................................... 9
1.3.2. Objetivos específicos ........................................................................... 9
1.4. Oferta y demanda de productos ............................................................ 10
1.4.1. Principales productores ..................................................................... 11
1.5. Proyecciones a futuro ........................................................................... 11
1.6. Proceso de producción de Acetona, butanol y etanol ........................... 12
1.7. Aspectos de seguridad y ambientales .................................................. 13
1.7.1. Evaluación toxicológica ..................................................................... 13
1.7.2. Impacto ambiental ............................................................................. 14
1.7.3. Legislación ambiental vigente y normas ............................................ 14
1.8. Ubicación geográfica de la planta ......................................................... 16
1.8.1. Características de la Ubicación de la Planta ..................................... 17
1.9. Conclusión del capítulo 1 ...................................................................... 17
Capítulo 2 Desarrollo experimental ....................................................................... 19
2.1. Introducción capítulo 2 ................................................................................ 20
2.1.1. Pretratamiento ..................................................................................... 21
2.1.2. Técnica de DNS o método de Miller ..................................................... 23
2.1.3. Hidrólisis enzimática ............................................................................. 23
2.1.4. Fermentación de acetona, butanol y etanol ......................................... 24
2.2. Objetivos de la etapa experimental ............................................................. 27
2.2.1. Objetivo general .................................................................................... 27
2.2.2. Objetivos específicos ............................................................................ 27
2.3. Metodología y resultados ............................................................................ 27
2.3.1. Sustrato ................................................................................................ 27
2.3.2 Pretratamiento del bagazo de caña ....................................................... 29
2.3.4. Toxicidad .............................................................................................. 34

2
2.3.5. Hidrólisis enzimática ............................................................................. 35
2.3.6. Fermentación ABE (acetona, butanol y etanol) .................................... 36
2.5. Resumen de resultados .............................................................................. 42
2.6. Conclusiones............................................................................................... 43
Capítulo 3 Síntesis y diseño a escala industrial ................................................... 45
3.1. Introducción capítulo 3 ................................................................................ 46
3.2. Objetivos del capítulo 3 ............................................................................... 46
3.2.1 Objetivo general ..................................................................................... 46
3.2.2 Objetivos particulares ............................................................................ 46
3.3. Balance de materia ..................................................................................... 47
3.4. Simulación del proceso ............................................................................... 48
3.4.1. Pretratamiento ...................................................................................... 49
3.4.2. Neutralización ....................................................................................... 49
3.4.3. Inóculo .................................................................................................. 50
3.4.4. Hidrólisis enzimática ............................................................................. 50
3.4.5. Fermentación ABE ................................................................................ 50
3.4.6. Proceso de separación y purificación ................................................... 51
3.5. Análisis e integración energética en el proceso .......................................... 54
3.6. Descripción de los equipos ......................................................................... 58
3.6.1 Equipos mayores ................................................................................... 58
3.6.2. Equipos menores .................................................................................. 64
3.7. Análisis económico ..................................................................................... 64
3.7.1. Costo de equipo .................................................................................... 64
3.7.2. Capital de inversión .............................................................................. 65
3.7.3. Costo de mano de obra ........................................................................ 66
3.7.4. Costos de operación ............................................................................. 66
3.8 Rentabilidad ................................................................................................. 67
3.9. Análisis ambiental ....................................................................................... 68
3.10. Diseño de la planta a nivel escala ............................................................. 68
3.10. Conclusiones del capítulo 3 ...................................................................... 69
Anexo A ................................................................................................................. 71
Propiedades físicas y químicas de productos .................................................... 71
Anexo B ................................................................................................................. 73
Humedad del bagazo de caña. .......................................................................... 73
Anexo C ................................................................................................................ 75

3
Determinación porcentual de celulosa, hemicelulosa y lignina. ......................... 75
Anexo D ................................................................................................................ 77
Preparación de soluciones ................................................................................. 77
Anexo E ................................................................................................................. 81
Volúmenes de muestra líquida, volumen de NaOH y pH ................................... 81
Anexo F ................................................................................................................. 84
Curvas de glucosa ............................................................................................. 84
Anexo G ................................................................................................................ 88
Concentración de glucosa en g/L obtenida después del pretratamiento ........... 88
Anexo H .............................................................................................................. 101
Estimación de la concentración de biomasa .................................................... 101
Anexo I ................................................................................................................ 108
Cuantificación de pH para las fermentaciones 1 y 2 ........................................ 108
Anexo J ............................................................................................................... 112
Cuantificación de absorbancia en fermentación 1 y 2. ..................................... 112
Anexo K ............................................................................................................... 116
Estimación de los parámetros cinéticos de la fermentación ABE .................... 116
Anexo L ............................................................................................................... 117
Estimación de la velocidad específica de crecimiento (μ) ................................ 117
Anexo M .............................................................................................................. 119
Cuantificación de productos (acetona, butanol y etanol) obtenidos durante la fermentación 1 y 2............................................................................................ 119
Anexo N .............................................................................................................. 129
Equipos utilizados en la parte experimental ..................................................... 129
Espectrofotómetro ........................................................................................ 129
Autoclave ...................................................................................................... 129
Anexo O .............................................................................................................. 130
Análisis energético ........................................................................................... 130
Anexo P ............................................................................................................... 133
Determinación de la cinética para los tres reactores principales del proceso .. 133
Reactor de pretratamiento. .............................................................................. 133
Hidrólisis enzimática ........................................................................................ 134
Fermentación ................................................................................................... 135
Anexo Q .............................................................................................................. 137
Dimensiones de los equipos ............................................................................ 137

4
Tanques ........................................................................................................ 137
Columnas ...................................................................................................... 139
Referencias ......................................................................................................... 140

5
Resumen ejecutivo El consumo de energía se ha incrementado en el último siglo, ocasionado especialmente por el crecimiento de la población y la industrialización de muchas ciudades. Además, el abuso del petróleo como energético principal ha ocasionado el aumento en el precio de sus derivados y las crecientes consecuencias sobre el calentamiento global y los cambios ecológicos (Martínez y Morales, 2009). Por lo que desde hace algunos años, distintas naciones han incursionado en la búsqueda de fuentes alternas de energía. Por las mismas razones, es necesario que México acelere el desarrollo de nuevas tecnologías para la producción de biocombustibles de segunda generación tales como bioetanol, biobutanol, biometanol, etc., a partir de biomasa, la cual es obtenida a partir de residuos agroindustriales, como el bagazo de caña, rastrojo de maíz, etc. El bagazo de caña de azúcar es un residuo de la producción azucarera que se genera de la molienda de la caña de azúcar en los ingenios azucareros. Este residuo generalmente se quema para producir una cierta cantidad de energía. En el presente informe se propone una alternativa para obtener acetona, butanol y etanol, partir del bagazo de caña de azúcar mediante la fermentación, utilizando como microorganismo el Clostridium acetobutylicum. El butanol al igual que el etanol puede ser adicionado a la gasolina como elemento oxigenante, además que se puede reducir las emisiones de CO2 al medio ambiente, en comparación con los combustibles fósiles. La acetona puede ser vendida para la industria química y cosmetológica.

6
Justificación general En México, sólo el 9.5% de la oferta total de energía es renovable (SENER, 2013). Además, dicha energía renovable es fundamentalmente hidráulica, solar y eólica. Hasta el momento no hay producción comercial de biocombustibles a partir de cultivos agrícolas o forestales (Villalpando y Octavio, 2008). Recientemente se ha prestado atención a la producción de los biocombustibles debido a la reducción de las reservas de petróleo, el aumento en el precio de los combustibles fósiles y el efecto ambiental negativo que causan debido a las emisiones de gases de efecto invernadero (GEI). Ante esta situación, resulta inevitable la búsqueda de alternativas para la producción de biocombustibles (bioetanol, biobutanol, biometanol, etc.) utilizando los residuos agroindustriales generados en México.
Objetivo general Diseñar una planta para la producción de acetona, butanol y etanol a través de una ruta biológica utilizando Clostridium acetobutylicum. Con capacidad de 2,011 ton/año de acetona, butanol y etanol.

7
Capítulo 1

8
1.1. Introducción del capítulo 1 Actualmente, el 16.6% del consumo mundial de energía primaria proviene de fuentes renovables como la energía eólica, geotérmica, hidráulica, mareomotriz, solar y la biomasa. Del total del consumo de energía renovable, sólo el 10% corresponde a la producida a partir de residuos agroindustriales. Para el 2040 se espera que dicho consumo sea del 24.6% (3,271 millones de toneladas equivalentes de crudo) (Dürre, 2007). A nivel Federal, México ha presentado diversas leyes y propuestas con el fin de contribuir al desarrollo sostenible, por ejemplo, las propuestas en el Plan Nacional de Desarrollo (PND) 2013-2018 (Plan Nacional de Desarrollo 2013-,2018) y recientemente el 6 de Junio de 2012, el gobierno de México publicó la Ley General de Cambio Climático en el Diario Oficial de la Federación (Ley General de Cambio Climático, 2012), donde se establecieron diversas tareas respecto al direccionamiento a nivel federal, las entidades federativas y los municipios en materia de mitigación y adaptación al cambio climático. Los biocombustibles generados a partir de biomasa, son empleados como combustible para el transporte, siendo los componentes de mayor atención en este rubro, el bioetanol y el biodiesel en cuanto a su desarrollo e investigación. Se prevé un crecimiento del sector para 2015 y 2020 de 18 y 30 millones de TEP (toneladas equivalentes de petróleo), respectivamente. Los principales países productores y consumidores son Alemania, Francia, España, Italia, Reino Unido, Polonia, Dinamarca, Estados Unidos, etc. (IIE, 2015). En México la producción de energía a partir de biomasa cubre apenas el 2.5 % del consumo nacional (IIE, 2015) y ha sido tradicionalmente aportada por la leña y el bagazo de caña, existiendo otras fuentes importantes todavía sin aprovechar, como los residuos forestales, aguas residuales, basura urbana y residuos agropecuarios. Una de las alternativas energéticas a partir de biomasa residual (como los residuos agroindustriales) es la producción de biocombustibles de segunda generación, tales como el bioetanol, biobutanol, biodiesel, biometanol, etc. Entre la diversa gama de biocombustibles, el biobutanol puede ser utilizado como aditivo de los combustibles líquidos (gasolina) debido a sus diversas ventajas como son: la alta capacidad de mezclado, mayor contenido energético en comparación con el bioetanol (Dürre, 2007), etc. La tecnología y aplicación de la fermentación ABE para la producción de biobutanol como el combustible del futuro presenta en la actualidad gran desarrollo y es objeto de investigación alrededor del mundo por empresas como DuPont y British Petroleum (Jaramillo y Cardona, 2011). A nivel mundial la producción de acetona, butanol y etanol (ABE) a través de la fermentación de azúcares (obtenidos de residuos agroindustriales como rastrojo de maíz, caña de azúcar, etc.) es un proceso que se ha estudiado a escala de laboratorio, pero su análisis a escala industrial aún no ha sido completamente investigado.

9
En México no existe una planta de producción de ABE, por lo que deben ser adquiridos y transportados desde el extranjero, resultando contraproducente con su objetivo de pretender disminuir las emisiones de CO2, generados por combustibles fósiles. Por lo tanto, es necesario que México incremente el desarrollo de nuevas tecnologías para la producción de biocombustibles de segunda generación, utilizando residuos agroindustriales generados en el país, por ejemplo los residuos de caña de azúcar.
1.2. Justificación del capítulo 1 El biobutanol es un biocombustible que ofrece grandes ventajas en virtud de sus características físico-químicas, materias primas de origen, costos de producción relacionados y efectos ambientales, entre muchas otras. En el mundo se lleva a cabo gran cantidad de estudios para desarrollar la producción a gran escala de biobutanol a partir de biomasa lignocelulósica (Domínguez et al., 2011). El bagazo se obtiene como subproducto o residuo de la molienda de la caña de azúcar en las centrales azucareras, representa aproximadamente entre el 25 y 40 % del total de la materia prima procesada, dependiendo del contenido de fibra de caña y la eficiencia en la extracción del jugo (Pernalete et al., 2008). Dada la importancia de la producción de biocombustibles de segunda generación (butanol y etanol), es decir, utilizando fuentes que no compitan con los requerimientos de alimentación de la población como el maíz, semillas oleaginosas, entre otros; es importante evaluar la factibilidad de la demanda, situación actual y proyecciones a futuro para la producción de acetona, butanol y etanol utilizando residuos agroindustriales.
1.3. Objetivos del capítulo 1
1.3.1. Objetivo general Realizar un análisis económico, ambiental y social de las principales etapas implementadas en la producción de acetona, butanol y etanol por vía biotecnológica.
1.3.2. Objetivos específicos
Evaluar la rentabilidad y la economía del proceso de producción de acetona, butanol y etanol a partir de los residuos de la industria azucarera.
Determinar la ubicación de la planta, considerando aspectos ambientales, sociales y económicos.

10
Evaluar la oferta y la demanda, así como los posibles productores del proceso de producción de acetona, butanol y etanol, para estimar las proyecciones a futuro del proceso.
Determinar las etapas más relevantes del proceso de producción de acetona, butanol y etanol;
Evaluar los aspectos ambientales y de seguridad del proceso.
1.4. Oferta y demanda de productos La tecnología y los productos ABE se utilizan en una gran variedad de mercados, incluyendo recubrimientos, adhesivos, tintas, polímeros, plásticos y como aditivo en gasolinas. Como mezcla de combustibles, el biobutanol representa una oportunidad de mercado de aproximadamente 80 mil millones de dólares equivalentes a 159 teralitros por año (Butanol, 2013). En 2010, el mercado mundial de biobutanol fue de 2.8 millones de toneladas, con un valor estimado aproximadamente de 5 mil millones de dólares. Se espera que el crecimiento medio sea en 3.2% anual, donde la demanda se concentra en América del Norte (28%), Europa Occidental (23%) y el Norte de Asia Oriental (35%) (Green, 2011). Por otra parte, la acetona es uno de los disolventes generales que más empleo tienen en la técnica industrial y profesional, debido a sus excelentes propiedades disolventes. Es un eficaz quitamanchas y es muy utilizado para quitar el esmalte de las uñas. La aplicación más importante de la acetona se encuentra en la fabricación de Metil metacrilato (MMA), mercado que experimenta una demanda creciente (3% anual) desde el 2002 por el incremento en los usos del Polimetilmetacrilato (PMMA), un material antifragmentación alternativo al vidrio en la industria de la construcción.
La demanda de bisfenol-A y de resinas de policarbonato se ha duplicado en la década de los 1990, convirtiéndose en la segunda aplicación importante de la acetona (7% incremento anual), demandada por la industria del automóvil y de microelectrónica (fabricación de discos CD y DVD) (Acetone, 2014).
Por último, el uso del etanol en los años recientes como combustible alterno al proveniente del petróleo ha ido en constante aumento a nivel global, debido a la necesidad de reducir la dependencia de combustibles derivados del petróleo ante sus altos y crecientes precios y a su vez, cumplir con el Protocolo de Kyoto1.
Durante el periodo 2004 - 2009, la producción mundial de etanol registró un crecimiento promedio anual de 17.3%. Según estimaciones de “The Global Renewable Fuels Alliance” (GRFA), la producción mundial en el 2010 habría alcanzado un crecimiento de 16.2% respecto al 2009, explicado principalmente por la recuperación de la demanda de combustibles, en EE.UU. y en los países de la

11
Unión Europea (Etanol, 2014).
1.4.1. Principales productores Actualmente a nivel mundial sólo el 67% de las empresas productoras de energías renovables se dedica a la producción de biocombustibles. Estados Unidos encabeza la lista de los países con mayor producción de biocombustibles. En segundo lugar se encuentra China, con aproximadamente el 3 % de las empresas mundiales, justo por delante de Alemania, Francia y Brasil (Green, 2011). En la Tabla 1 se muestran algunos de los principales productores de acetona, butanol y etanol en el mundo que utilizan biomasa como materia prima. Actualmente en México no existen plantas que produzcan acetona, butanol y etanol por lo que es una inversión segura y con potencial positivo.
Tabla 1. Principales productores de acetona, butanol y etanol en el mundo (Butanol, 2013)
1.5. Proyecciones a futuro Las estimaciones realizadas por las multinacionales para el biobutanol en 2010 indicaban que este combustible era más caro que los combustibles convencionales, mientras se posicionaba en el mercado, se desarrollaba la tecnología y se instalaban las plantas de producción masiva llegando a costos de producción competitivos. Se estimó un costo de producción de alrededor 3 - 4 USD/kg (Jaramillo y Cardona, 2011). La demanda mundial de n-butanol se estimó en 3 millones de toneladas en 2011 y se estimó que llegaría a 4 millones de toneladas en 2020. La Figura 1 muestra el incremento en el precio de venta del biobutanol hasta el año 2020, donde a la disminución del petróleo y las nuevas legislaciones impulsan a la producción de butanol a través del proceso ABE (Nejame, 2010).
Industria Lugar de origen Materia prima utilizada
Butamax adbaced Biofuels LL. Estados Unidos Maíz y caña de azúcar.
Gevo Estados Unidos Maíz, caña de azúcar y remolacha
Cobalt techologies Estados Unidos
Biomasa de pulpa de madera y
remolacha azucarera
Sorvert
Reino Unido
Fermentación de residuos en
descomposición y residuos de uso
doméstico.
Butyl fuel LL C Reino Unido
Pulpa de madera y otros productos
derivados de la madera.
Green-biologics Estados Unidos Maíz y caña de azúcar.
Cathay Industrial Biotech. China Maíz y caña de azúcar.

12
Figura 1. Proyección de la venta y producción en el mercado de biobutanol (Nejame 2010).
El mercado se expandirá significativamente, ya que el biobutanol se convierte en una puerta de entrada a otros derivados químicos. El biobutanol tiene varias características que lo convierten en un biocombustible atractivo. Algunas de las características son (Butamax, 2013):
Tiene una baja presión de vapor lo que significa que puede ser fácilmente añadido a la gasolina convencional.
Se puede utilizar en concentraciones más altas en comparación con el etanol, sin necesidad de utilizar vehículos especialmente adaptados.
En Estados Unidos, por ejemplo, permiten que el biobutanol sea mezclado al 16 % en volumen frente al 10 % en volumen de etanol, sin correr el riesgo de comprometer el rendimiento, durabilidad y economía del combustible.
Mezclas de biobutanol/gasolina son menos susceptibles a la separación en
la presencia de agua que las mezclas de etanol/gasolina.
El Biobutanol se ajusta a la infraestructura existente del combustible. Además el biobutanol tiene el potencial para sustituir tanto al etanol como al biodiesel. Los biocombustibles tendrán aproximadamente un valor en el mercado de 247,000 millones de dólares para el año 2020 (Green, 2011).
1.6. Proceso de producción de Acetona, butanol y etanol La fermentación ABE (acetona, butanol y etanol) es un proceso biológico anaerobio a partir de azucares, principalmente de la glucosa. El esquema general del proceso de producción ABE se ilustra en la Figura 2, inicia con un pre-

13
tratamiento de la biomasa, seguido de la hidrólisis enzimática para la liberación de glucosa a partir de la celulosa, la cual es utilizada para la producción simultanea de ABE a través de un proceso de fermentación.
1.7. Aspectos de seguridad y ambientales
1.7.1. Evaluación toxicológica Durante el desarrollo de cualquier proyecto es importante hacer una evaluación toxicológica tanto de las materias primas como de los productos y subproductos que se tienen en el proceso. La importancia de esto radica en que basados en ésta información se hará la selección de los materiales, los dispositivos de seguridad, las normas ambientales a considerar, además de otras restricciones que se especifican con esta evaluación, tales como; el lugar de ubicación de la planta y la seguridad de la misma. La Tabla 2 muestra algunos aspectos toxicológicos de las sustancias utilizadas en el proceso de producción de acetona, butanol y etanol.
Figura 2. Diagrama de bloques del proceso de producción de acetona, butanol y etanol (Morales, 2014))

14
Tabla 2. Toxicología de los compuestos involucrados en el proceso. (Ballesteros et al., 2006).
Compuesto Aspectos toxicológicos
Hidrógeno El principal peligro para la salud está asociado con el escape de este gas y la
asfixia producida por el desplazamiento de oxígeno en personas expuestas a
altas concentraciones.
Bióxido de carbono La inhalación de grandes cantidades causa una rápida insuficiencia respiratoria
conduciendo al coma y la muerte. El dióxido de carbono no se encuentra
registrado como carcinogénico o potencial carcinogénico.
Butanol La exposición a los vapores (50 ppm), puede causar irritación en la nariz, ojos,
garganta y membranas mucosas. La exposición excesiva adicional puede
agregar dolor de cabeza, efectos narcóticos suaves y depresión del sistema
nervioso central. Se absorbe a través de la piel.
Etanol Altas concentraciones del vapor pueden causar somnolencia, tos, irritación de
los ojos y el tracto respiratorio, dolor de cabeza y síntomas similares a los
causados por la ingestión. Afecta el sistema nervioso central.
Acetona En altas concentraciones produce la muerte. Es irritante. Nocivo por
inhalación. Al ser ingerido puede causar daños a los riñones, cambios
metabólicos y coma.
Ácido sulfúrico Puede ser fatal si se inhala, causa daños en riñones y pulmones. Causa efectos
fetales. Es corrosivo. La exposición crónica produce cáncer.
Bagazo de caña No es tóxico por el uso que se le da, ya que generalmente estos residuos son
quemados.
Residuos de biomasa Los residuos puedes desecharse, sin ningún problema ya que son materia
orgánica.
1.7.2. Impacto ambiental
Uno de los retos de la ingeniería química a futuro es desarrollar procesos menos o nada agresivos al medio ambiente. En el diseño de la planta se debe considerar el impacto ambiental de las sustancias que se utilizan en dicho proceso (producción de ABE utilizando Clostridium acetobutylicum).
1.7.3. Legislación ambiental vigente y normas La Ley General del Equilibrio Ecológico y la Protección al Ambiente y de La Ley General para la Prevención y Gestión Integral de los Residuos son de orden público e interés social (Ley general del equilibrio ecológico, 2013). El marco legal que regula las actividades concernientes a la producción de biocombustibles se ha ido desarrollando a partir del interés de tomar a estos productos como una alternativa energética sustentable además de ser factibles técnica y económicamente. En México se cuenta desde 2008 con la Ley de Promoción y Desarrollo de los Bioenergéticos (LPDB, 2008). En los cuales se tiene la finalidad de coadyuvar a la diversificación energética y el desarrollo sustentable, promoviendo la producción de insumos para bioenergéticos a partir de las actividades agropecuarias,

15
forestales, algas, procesos biotecnológicos y enzimáticos que no compitan con la soberanía alimentaria del país, reactivando el sector rural de las comunidades menos favorecidas, ayudando así a la disminución de emisiones de gases de efecto invernadero al ambiente (LPDB, 2008). En cuanto a la normatividad, cabe señalar que las normas son especificaciones que reglamentan procesos y productos para garantizar la sustentabilidad. La producción de ABE involucra varios aspectos (proceso, emisiones, transporte del biocombustible, seguridad industrial). En la Tabla 3 se enlista las normas ambientales a considerar en cada etapa.
Tabla 3. Normas ambientales y de seguridad (SEMARNAT, 2013)
Área de
aplicación
Norma Especificación
Proceso NOM-065-SSA1-1993 Medidas sanitarias de los medios de cultivo.
NOM-052-SEMARNAT-2005 Clasificación e identificación de residuos
peligrosos.
NOM-087-SEMARNAT-SSA1-2002 Clasificación y manejo de residuos
biológico-infecciosos.
Emisiones
NOM-043-SEMARNAT-1993
Niveles máximos permisibles de emisiones a
la atmosfera de partículas sólidas
provenientes de fuentes fijas.
Transporte NOM-043-SCT/2003
Documento de embarque de substancias,
materiales y residuos peligrosos.
NOM-006-SCT2/2000
Revisión ocular diaria de la unidad destinada
al autotransporte de materiales y residuos
peligrosos.
NOM-032-SCT2/2009
Especificaciones y características relativas al
diseño y pruebas de cisternas portátiles
destinadas al transporte de las substancias y
residuos peligrosos.
Seguridad
industrial NOM-006-STPS-2000
Manejo y almacenamiento de materiales.
Condiciones y procedimientos de seguridad.
NOM-001-STPS-2008 Condiciones de seguridad. Centros de trabajo
NOM-004-STPS-1999
Sistemas de protección y dispositivos de
seguridad del equipo que se utiliza en los
centros de trabajo.
NOM-002-STPS-2000 Prevención y protección contra incendios en
los centros de trabajo.
Efluentes
NOM-001-SEMARNAT-1996
Límites máximos permisibles de
contaminantes en las descargas de aguas
residuales y bienes nacionales.
NOM-001-SEMARNAT-1996
Contaminantes en las descargas de aguas
residuales a los sistemas de alcantarillado
urbano o municipal.

16
1.8. Ubicación geográfica de la planta Para determinar la ubicación de la planta se realiza un estudio evaluando distintos puntos, entre ellos tener la posibilidad de desarrollar el proyecto lo más cercano posible del ingenio azucarero ya que es el principal proveedor de materia prima y de esta manera evitar costos de traslado. Los ingenios que pueden proporcionar la materia prima para el proceso se mencionan a continuación: (INEGI, 2013 y Cañeros, 2013)
Ingenio San Cristóbal
Ingenió Tres Valles
Ingenio La Gloria
Ingenio El potrero
Los factores que se consideran para realizar un análisis por puntos son los siguientes:
Disponibilidad de materia prima
Principales consumidores
Transporte
Servicios
Mano de obra
Ambiental y social
Características geográficas del lugar
Se asigna una ponderación a cada factor (ver Tabla 4), dependiendo de su importancia en el proceso; seguido por la asignación de puntos a cada uno de los ingenios azucareros identificados (ver Tabla 5).
Tabla 4. Ponderación de los factores considerados para la ubicación de la planta
Factor Porcentaje
Disponibilidad de materia prima 30 Principales consumidores 30 Transporte 10 Servicios 10 Mano de obra 10 Ambiental y social 5 Características geográficas del lugar 5 Total 100

17
Tabla 5. Análisis por puntos para la selección del ingenio
Factor Ingenio San
Cristóbal
Ingenio Tres
Valles
Ingenio La gloria
Ingenio El potrero
Disponibilidad de materia prima 30 28.5 20.5 18.7 Principales consumidores 30 21 13 11 Transporte 10 10 10 10 Servicios 10 10 10 5 Mano de obra 7 10 6 9 Ambiental y social 5 5 5 5 Características geográficas del lugar
5 5 2.5 4
Total 97 89.5 67 62.7
El ingenio con mayor puntuación fue San Cristóbal el cual se ubica en: Nicolás Bravo #5, Carlos A. Carrillo, Veracruz, CP 95330.
1.8.1. Características de la Ubicación de la Planta Municipio Carlos A. Carrillo El municipio de Carlos A. Carrillo es uno de los 212 municipios del estado de Veracruz, se encuentra ubicado en la zona costera central de la Entidad, en la región llamada Sotavento o, también, Cuenca del Papaloapan y colinda con los siguientes municipios:
Norte: Amatitlán e Ixmatlahuacan Sur: José Azueta y Chacaltianguis Este: Amatitlán Oeste: Cosamaloapan
Carlos A. Carrillo tiene un clima principalmente tropical con lluvias casi todo el año y gran parte del tiempo se mantiene a una temperatura de 25 °C a 27 °C (SEFIPLAN, 2013). Es un municipio categorizado como semiurbano.
1.9. Conclusión del capítulo 1 La implementación de tecnología para obtener productos como acetona, butanol y etanol, a partir de desechos de la industria azucarera, es una alternativa factible para la obtención de energía limpia y renovable. El biobutanol es un compuesto prometedor para la generación de nuevos biocombustibles al igual que el bioetanol. Su producción se centra en un proceso de fermentación a partir de residuos agrícolas con un alto contenido de celulosa. Estos compuestos se utilizan como aditivos en gasolinas, para disminuir las emisiones de CO2. La acetona es un producto empleado en la industria debido a

18
que posee propiedades para la obtención de nuevos productos (metil isobutil cetona, polimetilmetacrilato, entre otros). En México no existe una planta productora de acetona, butanol y etanol, por lo que es necesario implementar esta nueva tecnología, para que así se dependa menos del petróleo y se mantengan o mejoren las condiciones del medio ambiente. A través de una evaluación por puntos se determinó que la ubicación de la planta de producción de ABE sería en el municipio del estado de Veracruz llamado Carlos A. Carrillo, el cual cuenta con un ingenio azucarero: San Cristóbal con la capacidad de proveer la materia prima necesaria para llevar a cabo el proceso. El proceso no genera compuestos tóxicos, es decir, cumple con las normas ambientales establecidas.

19
Capítulo 2 Desarrollo
experimental

20
2.1. Introducción capítulo 2 Los biocombustibles pueden ser producidos a partir de residuos agroindustriales como bagazo de caña, rastrojo de maíz, paja de trigo, etc. En general, las características de los residuos agroindustriales dependen de la materia prima y del proceso que los genera, no obstante, comparten una característica principal que es el contenido de materia orgánica, constituida por diferentes porcentajes de celulosa, lignina, hemicelulosa y pectina (Saval, 2012). Para producir acetona, butanol y etanol se propone el uso de los residuos de la industria azucarera, específicamente, el bagazo de caña de azúcar; el butanol producido se adicionará como aditivo a la gasolina en una proporción del 5 al 10% volumen.
El bagazo es un material lignocelulósico rico en fibra y compuesta de polímeros carbonatados; está constituido por cuatro fracciones: fibra o bagazo (45 %), sólidos no solubles (2-3 %), sólidos solubles (2-3 %) y agua (49 -51 %) (Triana, 1990). La composición del bagazo residual de caña de azúcar está formado principalmente por celulosa (38-50 %), hemicelulosa (17-32 %) y lignina (15-30 %). La celulosa y la hemicelulosa, las cuales comprenden generalmente dos terceras partes de la biomasa seca son polisacáridos que pueden ser hidrolizados en azucares y eventualmente fermentados en el proceso de ABE. La lignina no interviene en el proceso pero puede ser utilizada como alimento para ganado o puede ser quemada para generar energía. El bagazo de caña que se obtiene como subproducto o residuo de la molienda de la caña de azúcar en las centrales azucareras, representa aproximadamente entre el 25 y 40% del total de la materia prima procesada, dependiendo del contenido de fibra de caña y la eficiencia en la extracción del jugo (Pernalete et al., 2008). En México, éste es uno de los residuos agrícolas más abundantes en las centrales azucareras y generalmente este desecho se quema para producir una cierta cantidad de energía para producción de vapor utilizada en el proceso de producción de azúcar (Sica, 2006). La celulosa (38-50% de la biomasa seca), es un polímero lineal de celobiosa (dímero glucosa - glucosa), cuyos monómeros están unidos por enlaces glucosídicos β-1,4 para formar materiales altamente cristalinos que resisten la hidrólisis enzimática. La orientación de los enlaces y uniones adicionales de hidrógeno hacen al polímero rígido y difícil de romper. En la hidrólisis el polisacárido, este es quebrado a moléculas de azúcar libres mediante la adición de agua, este procedimiento es llamado sacarificación (Zhang, 2004). La hemicelulosa (17-32% de la biomasa seca) sirve de unión entre la lignina y la celulosa, consiste de cadenas cortas altamente ramificadas de varios azúcares: principalmente xilosa y arabinosa (monómeros de cinco carbones), galactosa, glucosa y manosa (monómeros de seis carbones). Ésta también contiene pequeñas cantidades de moléculas que no son azúcares tales como grupos acetil.

21
Debido a sus ramificaciones y naturaleza amorfa, la hemicelulosa es relativamente fácil de hidrolizar (Celis, 2007). La lignina (13-30% de biomasa seca), es un polímero tridimensional de fenilpropileno al igual que la celulosa y hemicelulosa, está altamente entrecruzado, tiene un alto peso molecular y es amorfo, está presente en toda la biomasa lignocelulósica. Es una sustancia polifenólica (no carbohidrato), que se incrusta en las paredes de las células manteniéndolas juntas. Por lo tanto, cualquier proceso de producción de biocombustible tendrá lignina como residuo, la cual es degradada por pocos organismos a productos de alto valor como ácidos orgánicos y fenoles. (Celis, 2007). El proceso de producción de acetona, butanol y etanol, se divide en tres etapas, las cuales son: pretratamiento, hidrólisis enzimática y fermentación ABE.
2.1.1. Pretratamiento Los tratamientos buscan aumentar el área superficial de esta, y por consiguiente eliminar o disminuir la presencia de sustancias que interfieren en la hidrólisis (Sun y Cheng, 2002). El pretratamiento ha sido visto como una de las etapas más caras del proceso de conversión de biomasa (Lynd, 1996; Lee et al, 2008). Se requiere realizar un pretratamiento para alterar la estructura de la biomasa (romper la capa lignocelulósica) (ver Figura 3) con el fin de facilitar la acción del complejo enzimático y fraccionar la estructura de la celulosa (Mendoza y López, 2012).
Figura 3. Representación esquemática del efecto del pretratamiento. (Cortinez, 2010)

22
2.1.1.1. Tipos de pretratamientos Los métodos de pretratamiento se refieren a la solubilización y separación de uno o más de los cuatro componentes de la biomasa (hemicelulosa, celulosa, lignina y extractivos) para hacer la biomasa sólida restante más accesible a un posterior tratamiento químico o biológico (Demirbas, 2005). El pretratamiento químico ha recibido mayor atención a diferencia del pretratamiento físico que resulta relativamente ineficiente (Rabelo et al, 2008). En la Tabla 6 se muestran algunos de los tipos de pretratamientos químicos reportados en la literatura.
Tabla 6. Métodos de pretratamiento de bagazo de caña de azúcar
Pretratamiento Condiciones Características Referencias
Alcalino (hidróxido de sodio)
Temperatura 121 °C y pH de entre 8.5 y 11
El pretratamiento alcalino con hidróxido de sodio se basa en la saponificación de los enlaces del ester en la hemicelulosa, esto aumenta el área superficial y disminuye el grado de polimerización debido a la remoción de los enlaces entre la lignina y los carbohidratos.
Torres y Molina (2012) Sun y Cheng (2002) Martínez y Gragera (2008)
Ácido (ácido sulfúrico)
Temperatura de entre 100 a 160 °C, pH de 2 y una concentración del 2% en peso de ácido sulfúrico.
El pretratamiento químico con ácido sulfúrico diluido ha sido reportado por sus altas tasas de reacción y por su efectiva hidrólisis de la celulosa. A una temperatura moderada la sacarificación tiene bajos rendimientos. A altas temperaturas el tratamiento con ácido diluido favorece la hidrólisis de la celulosa y se hidroliza cerca del 80% de la hemicelulosa.
Sun y Cheng (2002)

23
Entre los diversos métodos de pretratamiento de los materiales lignocelulósicos para la obtención de azúcares, destaca la hidrólisis ácida, la cual consiste en el empleo de catalizadores ácidos para transformar las cadenas de polisacáridos que forman la biomasa en sus monómeros elementales (azúcares fermentables o reductores). El grado de degradación del bagazo depende de la concentración del ácido, la temperatura y el tiempo de hidrólisis. A medida que actúa el ácido, el peso molecular y la viscosidad de los productos decrecen y el poder reductor aumenta (Ferrer et al., 2002).
2.1.2. Técnica de DNS o método de Miller Hay diferentes métodos de determinación de azúcares reductores (Miller, Fehling, Benedict, Nelson-Somogyi, etc.). En todos ellos, el azúcar reductor es oxidado por el catión cúprico (Cu+2) en medio alcalino, con formación de óxido cuproso insoluble, lo que da la típica coloración rojizo-amarillenta. Los iones Cu+2 se pueden mantener en disolución, formando complejos coloreados con tartratos y citratos, lo que permite la determinación de azúcares reductores. Estos métodos se emplean comúnmente por su sensibilidad, alta especificidad y rápida ejecución. Según el método Miller (Miller, 1959), los azúcares reductores pueden reducir al ácido 3,5-dinitrosalicílico (DNS) bajo determinadas condiciones. Cuando el ácido 3,5-dinitrosalicílico es reducido en presencia de calor, por los azúcares reductores que entran en contacto con él, se desarrolla un cambio de color parecido al café (con variaciones de amarillo hasta café). El cambio de coloración puede entonces determinarse por lecturas de densidad óptica, leídas por espectrofotometría a una determinada longitud de onda. La concentración de azúcares reductores se determina mediante el uso de la gráfica de absorbancia en función de la concentración, donde se realiza una interpolación para conocer la concentración de azucares presente en la muestra (detalles en el Anexo F y G), (Xiao et. al, 2004).
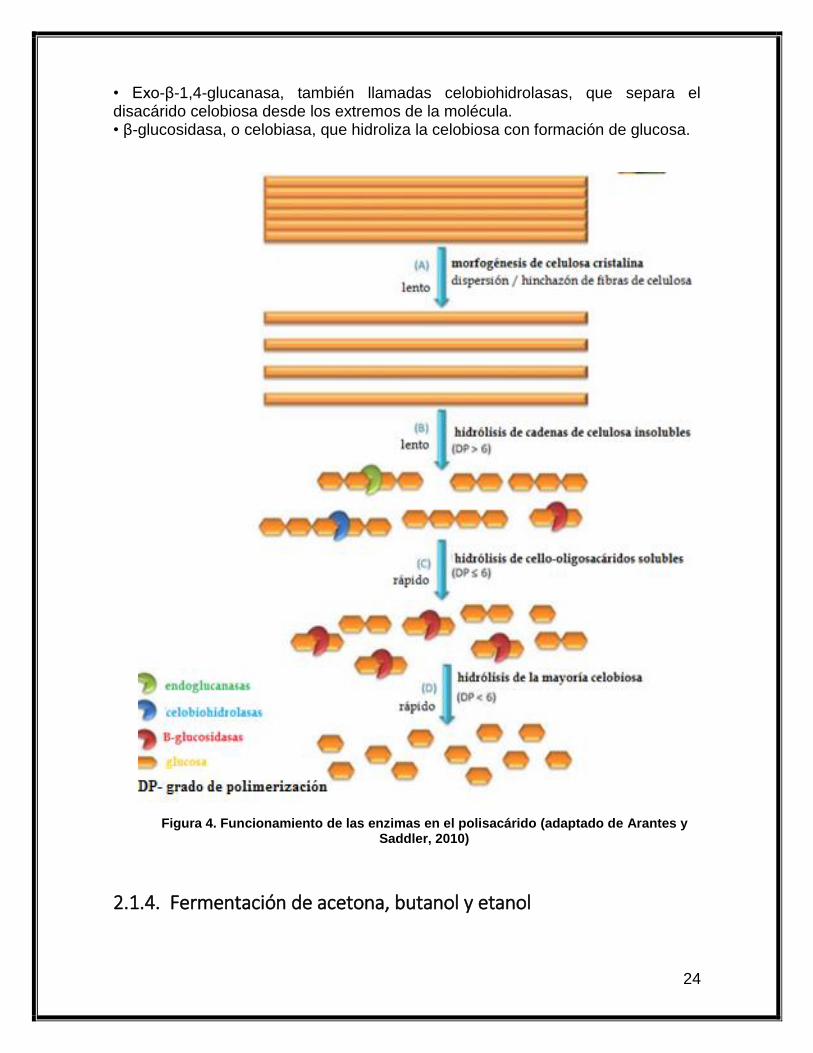
2.1.3. Hidrólisis enzimática La hidrólisis enzimática de la celulosa es una reacción de pasos múltiples que toma lugar en un sistema heterogéneo, en el cual la celulosa insoluble se fracciona en la interfase sólido–líquido por la acción sinérgica de la β-1-4 endoglucanasa, β-1-4 glucan hidrolasas y las β-1-4 glucosidasas como se muestra en la Figura 4 (Selby et al., 1976; Kadam et al., 2004). La hidrólisis de la celulosa es catalizada por un grupo de tres enzimas (Mosier, et al., 1999): • Endo-β-1,4-glucanasa, que ataca los enlaces β-1,4 en las regiones amorfas internas de la macromolécula dando largos fragmentos solubles (oligosacáridos).
24
• Exo-β-1,4-glucanasa, también llamadas celobiohidrolasas, que separa el disacárido celobiosa desde los extremos de la molécula. • β-glucosidasa, o celobiasa, que hidroliza la celobiosa con formación de glucosa.
Figura 4. Funcionamiento de las enzimas en el polisacárido (adaptado de Arantes y
Saddler, 2010)
2.1.4. Fermentación de acetona, butanol y etanol

25
La fermentación ABE es un proceso biológico anaerobio a partir del cual los azúcares, principalmente glucosa, se convierten en productos por medio de microorganismos como Clostridium acetobutylicum, C. beijerinckii y C. pasteurianum, entre otros (Lee et al., 2008). La ruta metabólica del proceso fermentativo empleando Clostridium acetobutylicum, se muestra en la Figura 5, consta de dos fases características: la acidogénesis (línea continua gruesa) y la solventogénesis (línea punteada). En la primera fase se forman los ácidos orgánicos (butírico y acético), el dióxido de carbono e hidrogeno. Como consecuencia de esta fase se presenta una disminución en el pH, lo cual es importante para el crecimiento de los microorganismos (Shinto et al., 2007).
El pH aumenta durante la fase solventogénica, en donde, los ácidos (butírico y acético) son reasimilados, dando lugar a la formación de acetona, butanol y etanol.
Figura 5. Ruta de fermentación ABE con Clostridium acetobutylicum (Desai, et al. 1999)

26
Entre las variables que afectan la fermentación ABE se encuentra el pH, la temperatura, la concentración del sustrato y la concentración de productos. En la Tabla 7, se resumen las condiciones favorables para la fermentación ABE a parir de Clostridium acetobutylicum (Lee et al., 2008).
Tabla 7. Propiedades que afectan la fermentación ABE (Lee et al., 2008).
Variables Condiciones favorables Justificación
pH 5.0 Obtención de una mayor concentración de n-butanol.
Temperatura 37 °C Temperatura favorable para del crecimiento microorganismo.
Concentración de sustrato (glucosa)
60-80 g/L
Proceso en lotes, a concentraciones superiores se ha evidenciado inhibición por sustrato.
Concentración de solventes
Concentraciones menores de 20 g/L
Procesos por lotes, por encima se presenta inhibición celular
Concentración de butanol
Concentraciones menores a 14 g/L
(máximo valor encontrado), se reporta
una concentración (8 g/L y 13 g/L)
Procesos por lotes, por encima se presenta inhibición celular debido a la toxicidad del butanol.
Anaerobiosis Anaerobio El microorganismo es estrictamente anaerobio.
2.1.4.1. Microorganismo La producción biológica de algunos alcoholes ocurre naturalmente en algunas especies de microorganismos, como las bacterias Batyribacterium methylotrophicum, Clostridium butyricum, etc. Sin embargo, el género más estudiado es el Clostridium, ya que son capaces de convertir diversas fuentes de carbono, como la glucosa, galactosa, celobiosa y xilosa en combustibles y químicos como la acetona, el butanol y el etanol (ABE). Como en la mayoría de los microorganismos, el metabolismo del Clostridium se detiene o disminuye cuando los solventes (butanol) alcanzan una concentración de 20 g/L. El microorganismo se inhibe y disminuye la producción de ABE. (Lee et al., 2008).
27
2.2. Objetivos de la etapa experimental
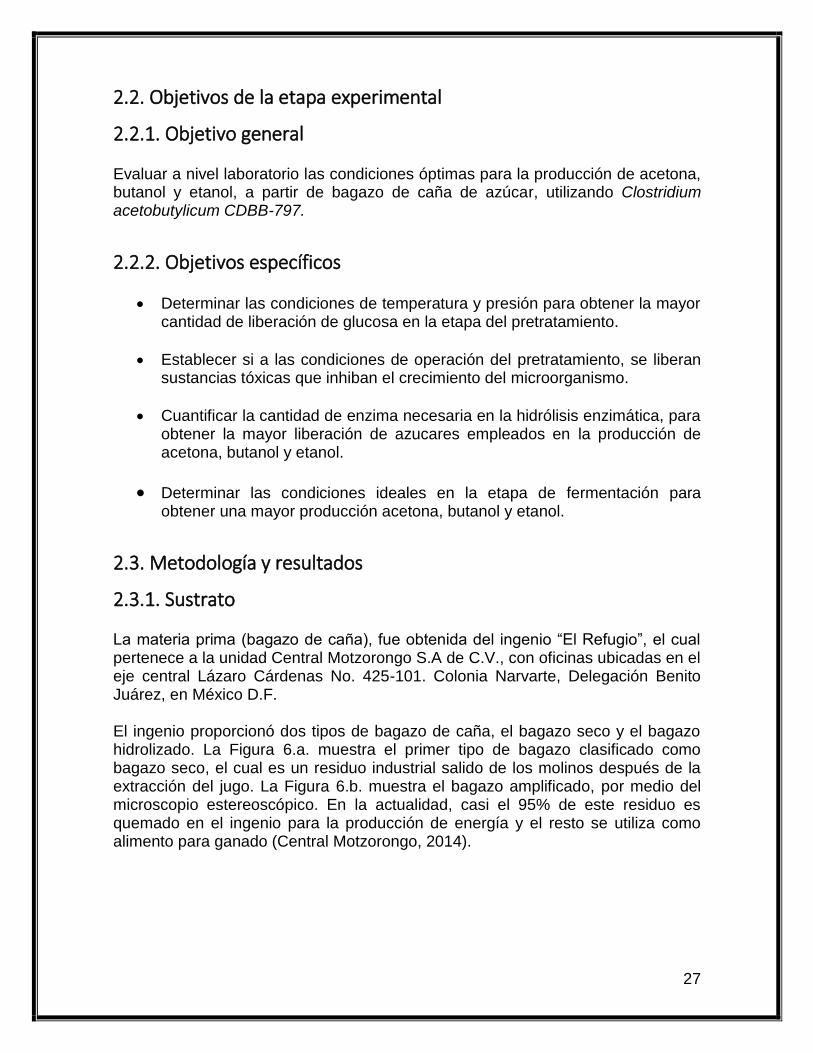
2.2.1. Objetivo general Evaluar a nivel laboratorio las condiciones óptimas para la producción de acetona, butanol y etanol, a partir de bagazo de caña de azúcar, utilizando Clostridium acetobutylicum CDBB-797.
2.2.2. Objetivos específicos
Determinar las condiciones de temperatura y presión para obtener la mayor cantidad de liberación de glucosa en la etapa del pretratamiento.
Establecer si a las condiciones de operación del pretratamiento, se liberan sustancias tóxicas que inhiban el crecimiento del microorganismo.
Cuantificar la cantidad de enzima necesaria en la hidrólisis enzimática, para obtener la mayor liberación de azucares empleados en la producción de acetona, butanol y etanol.
Determinar las condiciones ideales en la etapa de fermentación para obtener una mayor producción acetona, butanol y etanol.
2.3. Metodología y resultados
2.3.1. Sustrato La materia prima (bagazo de caña), fue obtenida del ingenio “El Refugio”, el cual pertenece a la unidad Central Motzorongo S.A de C.V., con oficinas ubicadas en el eje central Lázaro Cárdenas No. 425-101. Colonia Narvarte, Delegación Benito Juárez, en México D.F. El ingenio proporcionó dos tipos de bagazo de caña, el bagazo seco y el bagazo hidrolizado. La Figura 6.a. muestra el primer tipo de bagazo clasificado como bagazo seco, el cual es un residuo industrial salido de los molinos después de la extracción del jugo. La Figura 6.b. muestra el bagazo amplificado, por medio del microscopio estereoscópico. En la actualidad, casi el 95% de este residuo es quemado en el ingenio para la producción de energía y el resto se utiliza como alimento para ganado (Central Motzorongo, 2014).

28
a)
b)
Figura 6. Bagazo de caña seco: a) Amplificado 1X; b) Amplificado 4X
El bagazo clasificado como hidrolizado se muestra en la Figura 7.a. Este residuo ha sido mezclado con urea para después ser utilizado como composta. La Figura 7.b. muestra las fibras de bagazo magnificadas por medio del microscopio estereoscópico. a)
b)
Figura 7. Bagazo de caña hidrolizado: a)Amplificado 1X ; b) Amplificado 4X
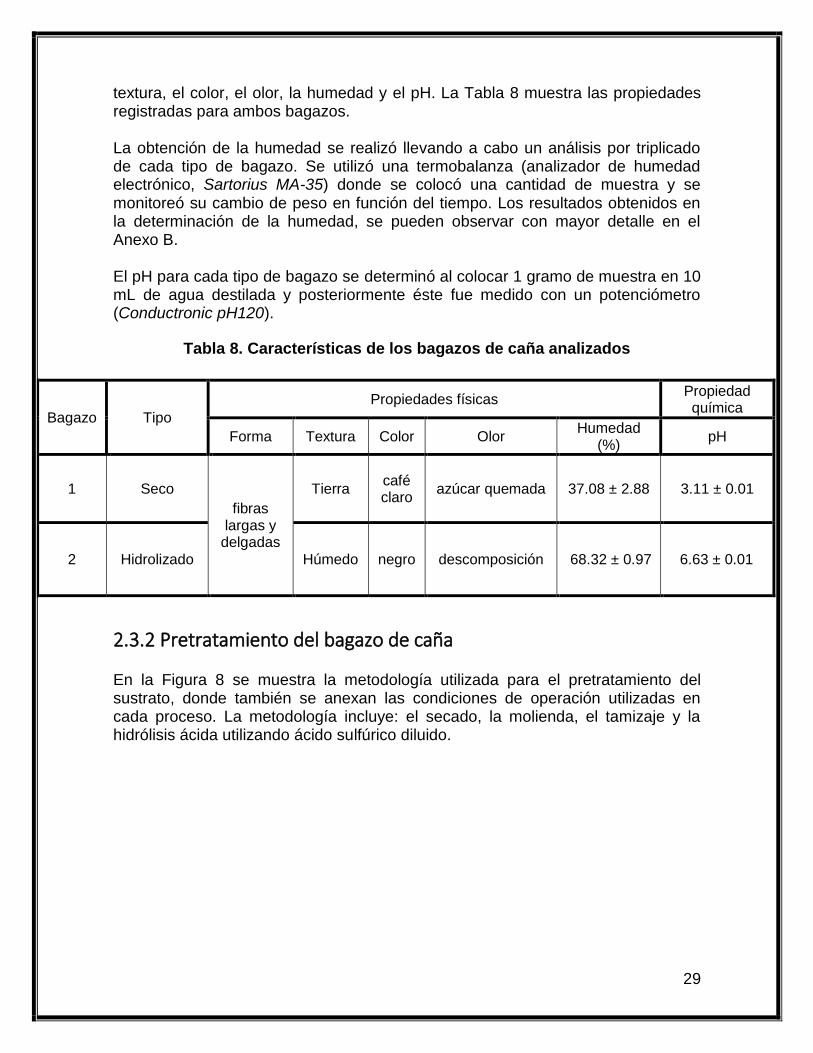
2.3.1.1 Caracterización de la materia prima (sustrato) Cada tipo de bagazo fue analizado de manera independiente, registrando sus características y propiedades físicas y químicas de importancia como: la forma, la
29
textura, el color, el olor, la humedad y el pH. La Tabla 8 muestra las propiedades registradas para ambos bagazos. La obtención de la humedad se realizó llevando a cabo un análisis por triplicado de cada tipo de bagazo. Se utilizó una termobalanza (analizador de humedad electrónico, Sartorius MA-35) donde se colocó una cantidad de muestra y se monitoreó su cambio de peso en función del tiempo. Los resultados obtenidos en la determinación de la humedad, se pueden observar con mayor detalle en el Anexo B. El pH para cada tipo de bagazo se determinó al colocar 1 gramo de muestra en 10 mL de agua destilada y posteriormente éste fue medido con un potenciómetro (Conductronic pH120).
Tabla 8. Características de los bagazos de caña analizados
Bagazo Tipo
Propiedades físicas Propiedad química
Forma Textura Color Olor Humedad
(%) pH
1 Seco
fibras largas y
delgadas
Tierra café claro
azúcar quemada 37.08 ± 2.88 3.11 ± 0.01
2 Hidrolizado Húmedo negro descomposición 68.32 ± 0.97 6.63 ± 0.01
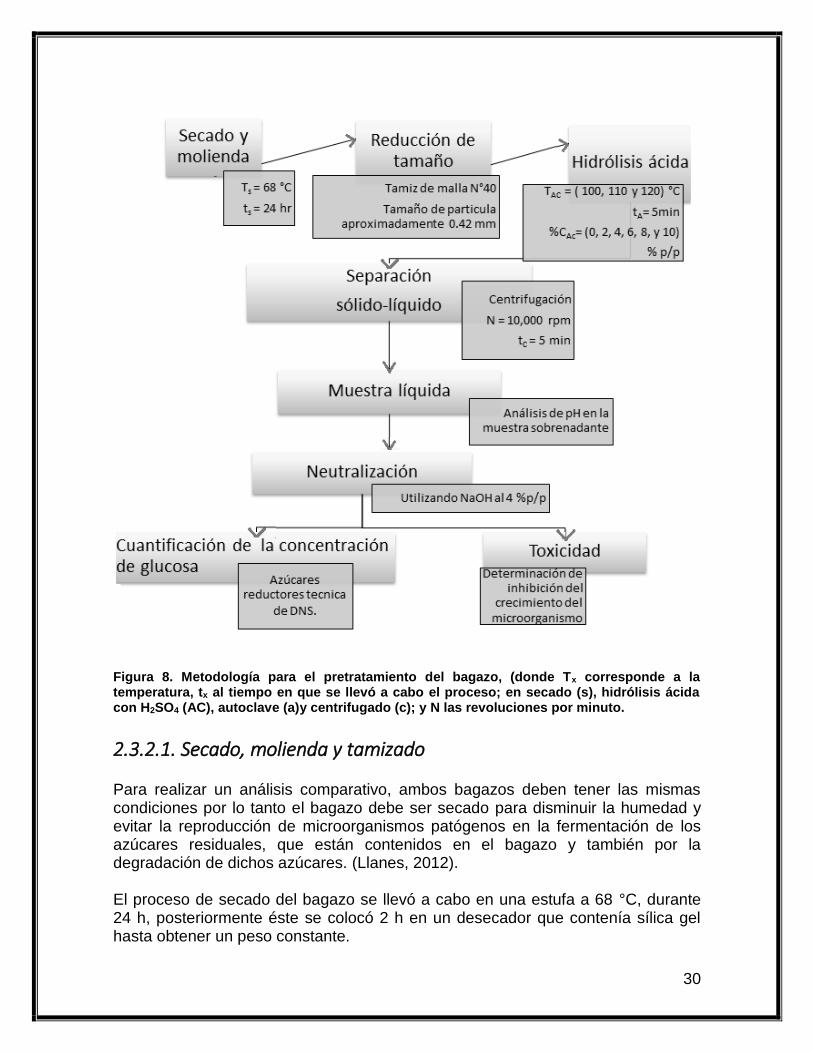
2.3.2 Pretratamiento del bagazo de caña En la Figura 8 se muestra la metodología utilizada para el pretratamiento del sustrato, donde también se anexan las condiciones de operación utilizadas en cada proceso. La metodología incluye: el secado, la molienda, el tamizaje y la hidrólisis ácida utilizando ácido sulfúrico diluido.
30
Figura 8. Metodología para el pretratamiento del bagazo, (donde Tx corresponde a la temperatura, tx al tiempo en que se llevó a cabo el proceso; en secado (s), hidrólisis ácida con H2SO4 (AC), autoclave (a)y centrifugado (c); y N las revoluciones por minuto.
2.3.2.1. Secado, molienda y tamizado Para realizar un análisis comparativo, ambos bagazos deben tener las mismas condiciones por lo tanto el bagazo debe ser secado para disminuir la humedad y evitar la reproducción de microorganismos patógenos en la fermentación de los azúcares residuales, que están contenidos en el bagazo y también por la degradación de dichos azúcares. (Llanes, 2012). El proceso de secado del bagazo se llevó a cabo en una estufa a 68 °C, durante 24 h, posteriormente éste se colocó 2 h en un desecador que contenía sílica gel hasta obtener un peso constante.

31
El tamaño de fibras de la materia prima no era uniforme por lo que se molió en una licuadora y se tamizó para obtener un tamaño de partícula definido. La muestra seleccionada fue la contenida entre los tamices del número 40 y 60. El tamaño promedio de partícula fue de aproximadamente 0.42 mm.
2.3.2.2. Pretratamiento ácido El diseño experimental se realizó siguiendo la metodología descrita a continuación:
a. Se analizaron los dos tipos de bagazo por separado siguiendo la misma metodología.
b. El peso del bagazo de caña se fijó a 0.25 g. c. La relación sólido-líquido para cada experimento fue 1:15. d. Las concentraciones de ácido fueron de 0, 2, 4, 6, 8, 10 % p/p de ácido
sulfúrico (ver Anexo D). e. Se utilizaron la temperaturas de 100, 110 y 120 °C en autoclave, el cual
genera presión por el vapor de agua producido a la temperatura correspondiente (ver Anexo E)
f. Los controles de la metodología fueron unidades experimentales en ausencia de ácido (reemplazado por agua) y sometidas a 100, 110 y 120 °C, y adicionalmente las unidades experimentales tratadas con solución de ácido a temperatura ambiente (25 °C).
g. Cada nivel de tratamiento se evaluó por triplicado, por lo que el número total de muestras fue de 126 entre muestras y controles, por lo tanto la distribución de estás se ilustra en la Figura 9.
h.
Figura 9. Desarrollo experimental (hidrólisis ácida)
Se determinó el porcentaje de celulosa, hemicelulosa y lignina presente en el bagazo seco, antes y después del pretratamiento (120°C, 6% ácido sulfúrico; Tabla 9). El procedimiento se ilustra en el Anexo C

32
Tabla 9. Porcentaje de material lignocelulósico presente en el sustrato
Bagazo seco % Celulosa % Hemicelulosa % Lignina
Antes del pretratamiento.
72.33 ± 7.76 2.75 ± 1.26 21.27 ±2.75
Después del pretratamiento.
24.5 ± 2.64 39.67 ± 26.6 14.66 ± 6.11
2.3.2.3. Neutralización de sobrenadante Los sólidos y sobrenadantes de las muestras obtenidas a la salida de la autoclave, fueron separados utilizando una centrifuga a 10,000 rpm durante 5 min. Posteriormente se transfirió el sobrenadante a tubos de 15 mL, midiendo el volumen extraído. Finalmente se neutralizó con NaOH al 4 % p/p (ver Anexo D) hasta alcanzar un pH entre 5 y 7 (ver Anexo E). Las muestras resultantes se transfirieron a tubos plásticos de 2 mL y se congelaron a -20 °C, para su posterior evaluación de azúcares reductores y toxicidad.
2.3.3.4. Determinación de azúcares reductores mediante la técnica de DNS (ácido 3,5 dinitrosalícilico) o método de Miller La técnica se realizó en una microplaca de fondo cónico con 96 pozos. A cada pozo se agregó 40 µL de solución buffer de acetato (pH 4.8), 20 µL de muestra neutralizada y 120 µL de DNS (ver Anexo D). Posteriormente la microplaca fue introducida a un equipo que se encarga de mantener una temperatura uniforme en todos los pozos (termociclador Robocycler 96), la reacción se llevó a cabo a 95 °C, durante 5 minutos (Xiao et. al, 2004). A continuación, se transfirieron 36 µL de la reacción a una microplaca de fondo plano que contenía 160 µL de agua desionizada, se midió la absorbancia en un lector de microplacas, (espectrofotómetro Ultra microplate reader ELx 808) a 540 nm de longitud de onda (Xiao et. al, 2004). Utilizando como estándar una solución de concentración conocida de glucosa, se obtuvo la concentración en cada muestra. Los datos obtenidos de gramos de glucosa por gramo de bagazo pretratado se muestran en la Tabla 10. Los datos fueron analizados por ANOVA con el programa SPSS 13 (IBM, NY, USA, 2004), con un nivel de significancia de 0.05. El análisis de los datos se realizó por separado para cada tipo de bagazo.

33
Tabla 10. Resultados de concentración en gramos de glucosa por gramo de bagazo de caña
Clasificación de bagazo Temperatura (°C) Concentración de
H2SO4 (%p/p)
Concentración
[C] gglucosa/gbagazo
Hidrolizado
100 2 0.009 ± 0.001 a1
4 0.029 ± 0.001 bc1
6 0.055 ± 0.002 efg1
8 0.061 ± 0.007 fg1
10 0.082 ± 0.008 h1
110 2 0.025 ± 0.001 b1
4 0.044 ± 0.002 de1
6 0.045 ± 0.003 de1
8 0.040 ± 0.001 d1
10 0.040 ± 0.001 cd1
120 2 0.050 ± 0.005 de1
4 0.054 ± 0.003 ef1
6 0.061 ± 0.004 g1
8 0.046 ± 0.001 de1
10 0.060 ± 0.004 fg1
Seco
25 2 0.005 ± 0.005 a2
4 0.006 ± 0.002 a2
6 0.0014 ± 0.006 a2
8 0.002 ± 0.001 a2
10 0.007 ± 0.006 a2
100 0 0.046 ± 0.01 de2
2 0.037 ± 0.004a2
4 0.064 ± 0.0ab2
6 0.075 ± 0.0 ab2
8 0.092 ± 0.002 ab2
10 0.109 ± 0.003 ab2
110 0 0.048 ± 0.001 de2
2 0.101 ± 0.002 ab2
4 0.073 ± 0.001a2
6 0.074 ± 0.0 a2
8 0.098 ± 0.003 ab2
10 0.109 ± 0.005abc2
120 0 0.049 ± 0.001 de2
2 0.184 ± 0.015cd2
4 0.173 ± 0.009bcd2
6 0.199 ± 0.009d2
8 0.103 ± 0.003ab2
10 0.183 ± 0. 083cd2
El número 1 corresponde al bagazo hidrolizado y el número 2 para el bagazo seco. Las letras diferentes del superíndice indican diferente grupo por análisis de varianza con significancia de 0.05 y concentración porcentaje peso de ácido sulfúrico sobre peso de agua (%p/p).

34
En la Figura 10 se muestran los resultados obtenidos en el pre-tratamiento. Se observa que conforme se aumenta la temperatura, la producción de azúcares reductores aumentó, obteniendo la mayor liberación para bagazo seco de 0.199 ± 0.009 gglucosa/gbagazo en el tratamientos del 6 % p/p de ácido sulfúrico a 120 °C (sin diferencia significativa con los tratamientos de 2 y 4% de ácido sulfúrico). Mientras que para el bagazo hidrolizado fue de 0.082 ± 0.008 gglucosa/gbagazo a 100 °C y concentración de ácido del 10 % p/p. Debido a los resultados obtenidos, se decidió pretratar el bagazo de caña seco a 120 °C con ácido sulfúrico al 6%, la fracción líquida obtenida se usó en las fermentaciones posteriores.
BS-25 BH-100 BS-100 BH-110 BS-110 BH-120 BS-120
0.00
0.05
0.10
0.15
0.20
0%
2%
4%
6%
8%
10%
de
ded
e
aaa
aa
cde
cde
ff
f
abcd
abc
abcd
abc
abc
cde
cde
abcde
abcde
abc
abcabc
abc
ab
abcde cd
abcde
ab
ab
bcde c
de
abcd
abc a
bcde
g g
luco
sa
/g b
ag
azo
a
Figura 10. Producción de azúcares reductores obtenidos durante el pretratamiento con ácido sulfúrico a diferentes concentraciones y diferentes temperaturas (BH: bagazo hidrolizado. BS: bagazo seco y temperaturas de 100, 110, 120 °C).
2.3.4. Toxicidad Los productos de la hidrólisis ácida generalmente contienen ciertos inhibidores que pueden afectar el desempeño de los microorganismos. Por tal motivo, se realizó un análisis de toxicidad donde se monitoreó el crecimiento del microorganismo en distintas muestras de la hidrólisis ácida y se llevó a cabo de la siguiente manera. Las unidades experimentales constaron de tubos con tapa rosca conteniendo 1.8 mL de medio de cultivo según la siguiente formulación: peptona de caseína (10 g/L), extracto de levadura (3 g/L), 1 mL de fracción líquida de bagazo pretratado y la cantidad necesaria de glucosa para estandarizar las

35
muestras a una concentración de 10 g/L. Se esterilizó en autoclave a 121 °C durante 15 min, posteriormente se agregó ácido p-amino benzoico y biotina con una concentración de 1 mg/L. Se inoculó con 200 µL de medio de cultivo que contenía el inóculo según el inciso 2.3.6.1. Finalmente el medio se cubrió con 1 mL de aceite mineral y se incubó a 37 °C durante 60 h. Se evaluó el crecimiento por absorbancia a 600 nm usando el espectrofotómetro Genesys 10S UV-Vis (Thermo). En los tubos correspondientes a los controles, la fracción líquida de bagazo pretratado fue reemplazada por agua. El resultado se muestra en la Figura 11. No se encontró diferencia en el crecimiento entre los tratamientos y el control, determinando que no hubo presencia de inhibidores del crecimiento que afectaron al microorganismo durante la fermentación.
0.0
0.2
0.4
0.6
0.8
1.0
Absorb
ancia
Control
2% p/p
4 % p/p
6 % p/p
8 % p/p
10 % p/p
Control BH-100 BS-100 BH-110 BS-110 BH-120 BS-120
Figura 11.- Análisis de toxicidad al producto de pretratamiento a diferentes concentraciones y diferentes temperaturas (BH: bagazo hidrolizado. BS: bagazo seco y temperaturas de 100, 110, 120 °C).
2.3.5. Hidrólisis enzimática Esta etapa se realizó a 50 °C y presión atmosférica. Se empleó la enzima Celluclast de Novozymes ®, con agitación constante durante 36 horas. Se midieron los azucares reductores posteriores al proceso, no se obtuvo diferencia respecto a lo encontrado antes de la hidrólisis, por lo que se concluyó que había una baja en la actividad de la enzima y no se utilizaron estos datos en posteriores análisis.

36
2.3.6. Fermentación ABE (acetona, butanol y etanol)
2.3.6.1. Preparación del inóculo
Para el presente estudio se empleó una cepa de Clostridium acetobutylicum CDBB-797 proveniente de la colección de microorganismos del CINVESTAV del IPN (México, D.F.). El microorganismo se sembró en tubos que contenían caldo tioglicolato (Bioxon), para generar un medio anaerobio se agregó cuidadosamente 1 mL de aceite mineral, se incubó a 37 °C hasta observarse turbidez. Posteriormente se transfirió 1 mL a botellas serológicas las cuales contenían 30 mL de medio de cultivo compuesto de (g/L): glucosa (50), extracto de levadura (3), K2HPO4 (0.5) y KH2PO4 (0.5), MgSO4.7H2O (0.2), MnSO4.H2O (0.01), FeSO4.7H2O (0.01), NaCl (0.01), Después de salir de la autoclave, se adicionó ácido p- amino benzoico (PABA) (0.001) y biotina (0.0001). Posteriormente, se hizo pasar un flujo de nitrógeno a cada botella durante 5 minutos con el fin de desplazar el aire. Se incubaron a 37 °C durante 48 h, subsecuentemente se midió la absorbancia a 600 nm. Durante distintas etapas del proceso se corroboró la pureza del cultivo por medio de la realización de la tinción de Gram (Gholizadeh, 2009).
2.3.6.2. Preparación del medio de cultivo de fermentación
Se analizaron 4 medios de cultivo con base en las investigaciones realizadas en donde la principal fuente de carbono es la glucosa:
Medio de cultivo G, contenía solo glucosa (50 g/L) como fuente de carbono.
Medio de cultivo AB, contenía glucosa (50 g/L) y ácido butírico (0.3 g/L).
Medio de cultivo BG, contenía glucosa (50 g/L) y el líquido pretratado.
Medio de cultivo SG, contenía el líquido pretratado sin adición de glucosa.
Los medios se prepararon siguiendo la formulación que se usó para producir el inóculo. El pH fue ajustado a 5 (Gholizadeh, 2009). Las fermentaciones se analizaron de la siguiente manera, las realizadas en los medios de cultivo G y AB se usaron para comparar con la literatura y usar como modelo; las fermentaciones realizadas en medios de cultivo BG y SG se usaron como muestras reales del proceso y se compararon con la realizada en medio G. Cada medio se distribuyó en 6 botellas serológicas (para obtener triplicados de cada condición) en un volumen de 70 ml cada una, para después ser esterilizadas en autoclave a 121 °C, 15 psi, durante 15 minutos. Se dejaron enfriar a temperatura ambiente. A cada botella se le inyectó nitrógeno durante 5 minutos para tener condiciones anaeróbicas. Antes de inocular las botellas se agregó 0.1 ml de ácido p-amino benzoico (PABA) y 0.1 ml de biotina ambos con una concentración de 1 mg/L y se inocularon con 3.5 ml de cultivo fresco de la cepa Clostridium acetobutylicum CDBB-797. El volumen final del medio de cultivo fue de

37
73.7 ml. Las botellas serológicas se incubaron a 37 °C durante 160 h (medios G y AB) o 233 horas (medios BG y SG). Se realizó un monitoreo en intervalos de tiempo definidos tomando asépticamente 3 ml de las muestra líquidas.
2.3.6.3. Métodos analíticos A las muestras obtenidas de las fermentaciones se les realizó diferentes determinaciones y análisis. El pH se midió utilizando un potenciómetro (Conductronic pH – 120) (Ver apéndice I). La densidad celular se analizó midiendo la densidad óptica de la suspensión celular a una longitud de onda de 600 nm (D.O. 600 nm) con un espectrofotómetro (Modelo Genesys 10 S UV-VIS, Marca Thermo scientific) (Ver anexo J). La biomasa se determinó por peso seco
utilizando membranas de 0.2 m de tamaño de poro y la fracción líquida se congeló (-20°C) para posteriores análisis de presencia de sustrato y productos. La glucosa se cuantificó por medio del método de DNS para azúcares reductores. Se cuantifico la concentración de acetona, butanol y etanol contenido en cada una de las muestras utilizando un cromatógrafo de gases Agilent modelo 7820, usando una columna Innowax equipado con un detector de ionización de flama (FID), la temperatura de la rampa fue de 80 °C hasta 300 °C. Se realizó una curva de calibración utilizando una mezcla modelo de acetona, butanol y etanol para determinar los tiempos de retención de cada uno de ellos y después se analizaron cada una de las muestras de las fermentaciones (Ver apéndice N).
2.3.6.4. Resultados de la fermentación La concentración máxima de biomasa fue de 1.86 g/L. Finalmente se obtuvo el rendimiento de sustrato en biomasa (YX/S), el sustrato residual (SR) y el sustrato consumido (SC) (ver Anexo H). La tasa máxima específica de crecimiento, μmax ( expresado en h-1) se determinó a partir de la gráfica semi logarítmica descrita por la ecuación (1) para los datos tomados exclusivamente en la fase exponencial de crecimiento celular usando un mínimo de tres datos experimentales:
ln 𝑂𝐷𝑡 = 𝜇𝑚𝑎𝑥 𝑡 + 𝑙𝑛𝑂𝐷𝑖 (1) La velocidad específica de crecimiento (μ) obtenida en los distintos medios fue: en el medio G fue de 0.29 h-1, mientras que al usar el medio AB, la μ fue de 0.0021 h-
1. Por otra parte, en el medio BG se obtuvo de 0.048 h-1 y en el medio SG de 0.0142 h-1. Lo cual indica que el microorganismo mostró mayor afinidad por el sustrato en el medio G, aunque en el caso de los medios que contenían extracto de bagazo pretratado, la afinidad al sustrato fue mayor en el medio SG. La Tabla 11 muestra los parámetros cinéticos obtenidos de la fermentación ABE con C. Acetobutylicum. La cepa CDBB-797 produjo mayor concentración de

38
biomasa y consumió mayor cantidad de sustrato disponible cuando se fermentó en el medio G que en los otros medios. Tabla 11. Parámetros cinéticos para la fermentación ABE con C. Acetobutylicum.
Medio de cultivo
Biomasa máxima
(g/L)
Sustrato residual (g/L)
μ (h-1) % Sustrato consumido
(SC)
YX/S (gbiomasa/g
de SC)
G 1.88±0.098 3.11±0.083 0.290 94 0.040
AB 1.57±0.163 42.97±5.410 0.0021 14 0.220
BG 2.67±0.103 91.26±0.083 0.0048 8.74 0.611
SG 3.83±0.234 12.33±5.410 0.0142 89.67 0.728 μ: Velocidad específica de crecimiento. YX/S: Rendimiento de sustrato en biomasa.
Se determinó que el mejor medio de cultivo como sustrato modelo sea el medio G que sólo contenía glucosa como fuente de carbono, ya que se observó un mayor crecimiento del microorganismo y un consumo alto de glucosa. Al usar el extracto de bagazo pretratado, el mejor resultado, en términos del crecimiento del microorganismo, fue el medio de cultivo SG que contenía sólo los azucares provenientes del bagazo, donde se obtuvo una velocidad especifica de crecimiento de 0.0142 h-1. Se analizaron los productos obtenidos de la fermentación en el medio G, se encontró un aumento de la concentración de los productos conforme se consumió la glucosa (Figura 12a). La concentración máxima de butanol se obtuvo a las 113 horas de fermentación, para posteriormente decaer (Anexos M) La figura 12b muestra los resultados del monitoreo del pH, el cual disminuyó conforme aumentó la absorbancia a través del tiempo. Después de 20 horas se presentó una estabilización del sistema y comenzó la producción de acetona, etanol y butanol. a)

39
b)
Figura 12. Fermentación medio G: a) Concentración de acetona (□), butanol (●), etanol (Δ), glucosa (♦); b) pH(*), biomasa (►), absorbancia (◌)
En la fermentación del medio AB se produjo una mayor concentración de productos en las primeras 30 h respecto al medio G, pero posteriormente se observó una disminución relacionada con el no consumo de glucosa por parte del microorganismo (Figura 13a). Lo cual coincide con que no se observó crecimiento del microorganismo (Fig. 13b). El cambio en las primeras horas pudo deberse a la
0 25 50 75 100 125 150
0
2
4
6
8
10
12
tiempo (h)
co
ncen
tració
n d
e p
rod
ucto
s (
g/L
)
0
5
10
15
20
25
30
35
40
45
50
55
glu
cosa (
g/L
)
0 25 50 75 100 125 150
0.0
0.5
1.0
1.5
2.0
2.5
3.0
3.5
4.0
4.5
tiempo (h)
bio
masa (
g/L
); a
bso
rban
cia
(600n
m)
2.0
2.5
3.0
3.5
4.0
4.5
5.0
ph

40
0 50 100 150 200
0.0
0.5
1.0
1.5
2.0
2.5
3.0
3.5
4.0
4.5
tiempo (h)
bio
ma
sa (
g/L
); a
bso
rban
cia
(600n
m)
2.0
2.5
3.0
3.5
4.0
4.5
5.0
ph
concentración de ácido butírico, sin embargo la concentración en el medio fue muy baja para promover el crecimiento del mismo. a)
b)
Figura 13. Fermentación medio AB: a) Concentración de acetona (□), butanol (●), etanol (Δ), glucosa (♦); b) pH (*), biomasa (►), absorbancia (◌) en el medio AB
En la fermentación con el medio BG, en presencia de la fracción líquida del bagazo pretratado adicionado con glucosa (Figura 14a), se observó un máximo de 1 g/L de butanol aproximadamente a las 62 h de cultivo. Se observó además que se produjo mayor concentración de etanol (1.5 g/L) en comparación con el butanol. En la Figura 14b se observa que el pH disminuyó después de las 25 horas de cultivo, pero no se observó cambio en la absorbancia después de este tiempo.
0 20 40 60 80 100 120 140 160 180
1.0
1.5
2.0
2.5
3.0
3.5
4.0
tiempo (h)
co
ncen
tra
ció
n d
e p
rod
uc
tos (
g/L
)
0
10
20
30
40
50
60
glu
cosa
(g/L
)

41
a)
b)
Figura 14. Fermentación medio BG: a) Concentración de acetona (□), butanol (●), etanol
(Δ), glucosa (♦); b) pH (*), biomasa (►), absorbancia (◌).
Para la fermentación con el medio SG, que contenía la fracción líquida del bagazo pretratado sin adición de glucosa (Figura 15 a) se observó una concentración muy baja de productos (menos de 1 g/L) probablemente relacionado con la baja concentración de glucosa presente en el medio (menos de 5 g/L). El pH disminuyó a 4.5 y se mantuvo constante después de 80 horas de cultivo (Figura 15b).
0 25 50 75 100 125 150 175 200 225
0
1
2
3
4
5
6
7
8
9
tiempo (h)
bio
ma
sa
(g
/L);
ab
so
rba
nc
ia (
60
0n
m)
b)
2.0
2.5
3.0
3.5
4.0
4.5
5.0
5.5
6.0
6.5
ph
0 25 50 75 100 125 150 175 200 225
0.0
0.5
1.0
1.5
2.0
tiempo (h)
co
ncen
tració
n d
e p
rod
ucto
s (
g/L
)
0
20
40
60
80
100
glu
cosa (
g/L
)

42
a)
b)
Figura 15. Fermentación medio SG: a) Concentración de acetona (□), butanol (●), etanol (Δ), glucosa (♦); b) pH (*), biomasa (►), absorbancia (◌)
2.5. Resumen de resultados Se analizaron dos tipos de bagazo: bagazo seco y bagazo hidrolizado. La mayor concentración de azúcares reductores (g-glucosa/g-bagazo) obtenida del bagazo seco fue 0.199 ± 0.009 g/L, utilizando ácido sulfúrico al 6% p/p y 120 °C; mientras para el bagazo hidrolizado fue de 0.082 ± 0.008 g/L con 10 % p/p de ácido sulfúrico a 100 °C. Una vez determinado que el bagazo seco liberó mayor cantidad de glucosa, se le realizó una caracterización con el fin de determinar la cantidad de celulosa, hemicelulosa y lignina presente en la fracción sólida antes y después del pretratamiento. Resultando que el porcentaje de celulosa disminuyó de 72.33 a
0 25 50 75 100 125 150 175 200 225
0
1
2
3
4
5
6
7
8
9
tiempo (h)
bio
ma
sa
(g
/L);
ab
so
rba
nc
ia (
60
0n
m) b)
2.0
2.5
3.0
3.5
4.0
4.5
5.0
5.5
6.0
6.5
ph
0 25 50 75 100 125 150 175 200 225
-1.0
-0.5
0.0
0.5
1.0
1.5
2.0
2.5
3.0
tiempo (h)
co
nce
ntr
ac
ión
de
pro
du
cto
s (
g/L
)
-5
-4
-3
-2
-1
0
1
2
3
4
5
glu
cosa (
g/L
)

43
24.5 %, mientras que el porcentaje de hemicelulosa pasó de 2.75% a 39.67% después del pretratamiento, por último la lignina pasó del 21.27% al 14.66%. Estos datos serán utilizados para el balance de materia y la conversión de celulosa a glucosa, en la etapa de pretratamiento. El bagazo seco fue pretratado a las condiciones indicadas anteriormente, la fracción líquida fue usada para complementar el medio de cultivo y llevar a cabo la fermentación por parte del microorganismo Clostridium acetobutylicum, además se evaluaron otros tres medios de cultivo conteniendo diferentes fuentes de carbono. Las mayores concentraciones de productos se obtuvieron en los medios que contenían como fuente de carbono glucosa (G) y la fracción líquida del bagazo pretratado adicionado con glucosa (BG). Ya que ambas demostraron producir butanol, pero sólo la fermentación que contenía glucosa obtuvo hasta 13 g/L de butanol en un tiempo de 113 h. Los datos obtenidos de la mejor fermentación serán tomados para diseñar los equipos, y así finalmente realizar el análisis económico. Se muestra en la Tabla 12 la comparación de los cuatro medios de cultivo en cuanto a su máxima producción de acetona, butanol y etanol; y el tiempo destinado para su obtención. Se puede observar que el mejor medio cuando se trabajó con bagazo fue el medio SG y el medio modelo, G, que contenía sólo glucosa. Tabla 12. Resultados de concentración de productos obtenidos en los cuatro
medios de fermentación
ME
DIO
Concentración de productos
Acetona Butanol Etanol
Tiempo (h)
Concentración (g/L)
Tiempo (h)
Concentración (g/L)
Tiempo (h)
Concentración (g/L)
G 113 3.42 ± 1.48 113 7.65 ± 4.21 5 1.38 ± 0.51
AB 31 2.93 ± 0.00 31 3.82 ± 0.00 31 3.29 ± 0.00
BG 21 0.91 ± 0.23 65 1.05 ± 0.19 21 1.41 ± 0.65
SG 19 0.96 ± 0.99 19 1.41 ± 0.36 21 1.26 ± 1.26
2.6. Conclusiones Se determinó que se trabajará con el bagazo seco, ya que contiene menos humedad y una mayor cantidad de azucares reductores indispensables para la fermentación. Las mejores condiciones para su pretratamiento fueron a una temperatura de 120 °C y una concentración de ácido del 6% p/p. Además se comprobó que en el medio modelo, que contenía sólo glucosa como fuente de carbono se obtuvo la mayor concentración de acetona, butanol y etanol, debido a que se consumió la mayor concentración de sustrato y se logró una alta velocidad de crecimiento en comparación con los otros medios.

44
Por otra parte, en los medios que contenían la fracción líquida del bagazo pretratado, el que mostró mejor resultado fue el medio SG, aunque la diferencia respecto al medio modelo, G, fue considerable y significativa.

45
Capítulo 3 Síntesis y diseño a escala industrial

46
3.1. Introducción capítulo 3 El diseño de un proceso a nivel industrial incluye diversas etapas en la cual las actividades de experimentación juegan un papel primordial, debido a que determinan las condiciones a las que debe operar una planta industrial. Estos resultados también son utilizados en las actividades de escalamiento del proceso, en el cual se busca maximizar la producción, con la finalidad de reducir gastos tanto de operación como de inversión. Para determinar la cantidad de materia prima necesaria en el proceso, se realiza un balance de materia donde se recaba la mayor parte o en su mayoría todos los datos obtenidos en la etapa experimental, con el fin de escalar los flujos y cantidades tanto de productos como de reactivos, para posteriormente simularlo en un programa de procesos y determinar si se cumplen con los requerimientos tanto físicos, químicos y termodinámicos a las condiciones establecidas. Además, cuando se forma un objetivo de producción, es fundamental determinar alternativas que beneficien al proceso, tanto económico, ambiental y social, por lo tanto una de las etapas es realizar un análisis económico del producto de interés. Éste con el fin de determinar los gastos de producción, gastos de materia prima y los gastos de adquisición de equipos, entre otros, para certificar que el proyecto es rentable económicamente.
3.2. Objetivos del capítulo 3
3.2.1 Objetivo general Realizar la síntesis y diseño del proceso de producción a escala industrial.
3.2.2 Objetivos particulares
Realizar un balance de materia con los datos obtenidos en la etapa experimental, y determinar la cantidad de materia prima para producir 3,561 kg de butanol al día.
Determinar las dimensiones de los equipos como, tanques, intercambiadores de calor y torres de destilación, que se utilizarán en el proceso a escala industrial.
Realizar una simulación del proceso, empleando un programa de simulación (PRO II)
Cuantificar la energía necesaria en servicios auxiliares al implementar una integración de energía en los intercambiadores de calor.

47
Determinar mediante un análisis económico, si el proceso es factible de recuperar la inversión en 10 años.
3.3. Balance de materia En México se producen 190 mega litros de gasolina al día, de los cuales el 10 % es gasolina Premium. Una de las metas en este proyecto es presentar el análisis para producir una mezcla de gasolina premium con un biocombustible; proporcionando una alternativa bioenergética para los consumidores de la gasolinas en México. Para este fin, se plantea utilizar el 5% del total de la gasolina Premium (950,000 litros) para ser mezclada con biobutanol y obtener una mezcla con 10 % biobutanol y 90 % gasolina premium la cual denominaremos B10. El diagrama de bloques para la producción de ABE se muestra en la Figura 16.
Figura 16. Diagrama de bloques del proceso de producción de ABE
Basado en los resultados obtenidos en la fase experimental se obtuvo la conversión de los compuestos principales del proceso. La conversión de celulosa a glucosa en las secciones de pretratamiento e hidrólisis enzimática fue del 0.66 y en la sección de fermentación se obtuvo una conversión de glucosa a productos de 0.89. Esta información permitió calcular los flujos de corriente de las diferentes etapas del proceso, y en especial, la cantidad de bagazo de caña que se alimentaría al proceso. Los valores de los flujos de cada corriente se muestran en la Tabla 13.
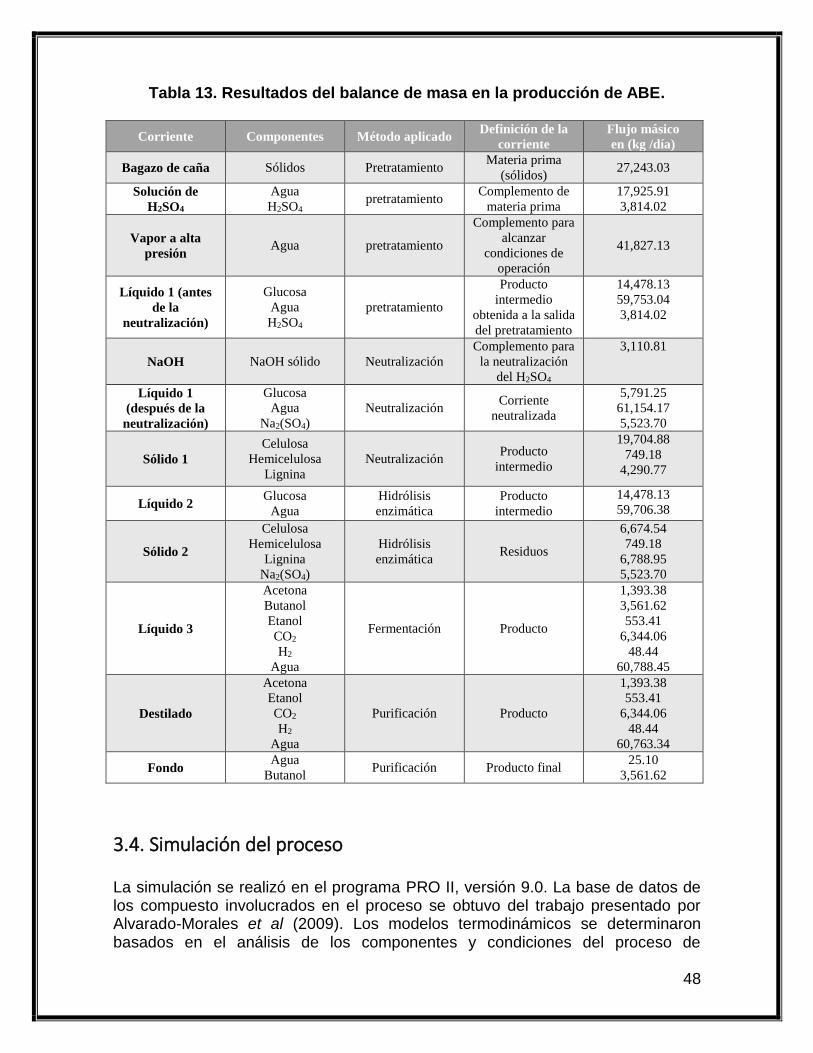
48
Tabla 13. Resultados del balance de masa en la producción de ABE.
Corriente Componentes Método aplicado Definición de la
corriente
Flujo másico
en (kg /día)
Bagazo de caña Sólidos Pretratamiento Materia prima
(sólidos) 27,243.03
Solución de
H2SO4
Agua
H2SO4 pretratamiento
Complemento de
materia prima
17,925.91
3,814.02
Vapor a alta
presión Agua pretratamiento
Complemento para
alcanzar
condiciones de
operación
41,827.13
Líquido 1 (antes
de la
neutralización)
Glucosa
Agua
H2SO4
pretratamiento
Producto
intermedio
obtenida a la salida
del pretratamiento
14,478.13
59,753.04
3,814.02
NaOH NaOH sólido Neutralización
Complemento para
la neutralización
del H2SO4
3,110.81
Líquido 1
(después de la
neutralización)
Glucosa
Agua
Na2(SO4)
Neutralización Corriente
neutralizada
5,791.25
61,154.17
5,523.70
Sólido 1
Celulosa
Hemicelulosa
Lignina
Neutralización Producto
intermedio
19,704.88
749.18
4,290.77
Líquido 2 Glucosa
Agua
Hidrólisis
enzimática
Producto
intermedio
14,478.13
59,706.38
Sólido 2
Celulosa
Hemicelulosa
Lignina
Na2(SO4)
Hidrólisis
enzimática Residuos
6,674.54
749.18
6,788.95
5,523.70
Líquido 3
Acetona
Butanol
Etanol
CO2
H2
Agua
Fermentación Producto
1,393.38
3,561.62
553.41
6,344.06
48.44
60,788.45
Destilado
Acetona
Etanol
CO2
H2
Agua
Purificación Producto
1,393.38
553.41
6,344.06
48.44
60,763.34
Fondo Agua
Butanol Purificación Producto final
25.10
3,561.62
3.4. Simulación del proceso La simulación se realizó en el programa PRO II, versión 9.0. La base de datos de los compuesto involucrados en el proceso se obtuvo del trabajo presentado por Alvarado-Morales et al (2009). Los modelos termodinámicos se determinaron basados en el análisis de los componentes y condiciones del proceso de
49
producción (Martínez, et al, 2000); los modelos seleccionados fueron: el modelo de solución non-random two-liquid (NRTL) y el método de Hayden-O’Connell. Los parámetros del modelo de solución NRTL para este sistema se obtuvieron de un trabajo publicado por Wooley y Putsche (1996), este modelo de solución fue utilizado en casi toda la simulación del proceso con excepción de las 3 últimas columnas de destilación (ver Figura 16) donde se empleó el modelo de Hayden-O´Connell debido a los compuestos presentes. En la figura 16 se muestra el diagrama de flujo de proceso de la planta de producción de ABE a partir del bagazo de caña de azúcar.
3.4.1. Pretratamiento El proceso inicia con la alimentación del bagazo de caña (celulosa 72.33 %, hemicelulosa 2.75 %, lignina 15.75 % y cenizas) (SOLIDOS) la cual se mezcla a condiciones ambientales con una corriente que lleva una solución de ácido sulfúrico al 6% en peso (SOLUCIONLIQ). El producto del mezclador se alimental al reactor de pretratamiento el cual debe operar a una presión de 12 atm y una temperatura de 120 °C; para alcanzar tales condiciones en el reactor, se alimenta una corriente de vapor de alta presión a una temperatura de 268 °C y 13 atm de presión (VAPORDEAGUA). Dentro del reactor se lleva a cabo la reacción de la celulosa más el agua para producir glucosa con un porcentaje de conversión del 66.13% de celulosa a glucosa.
[C6H10O5]n + n H2O → n C6H12O6 Celulosa + Agua → Glucosa
3.4.2. Neutralización A la salida del reactor de pretratamiento se obtiene una mezcla vapor, sólido y líquido (SALRPTREENFL1), la cual se alimenta a un separador de sólidos el cual elimina lo sólidos y las fases líquidas y vapor también son separadas. La fase líquida se separará en dos corrientes, una con el 98% y otra con el 2 % del total del flujo volumétrico (H2O4NEUT y H2SO4FUEN_N, respectivamente), ésta última se alimenta junto con una corriente de amoniaco a un reactor (R_PROD_F_NIT) para producir sulfato de amonio, el cual será utilizado como fuente de nitrógeno para el crecimiento y reproducción del microorganismo en la etapa de fermentación y producción de inóculo. La reacción para la producción de sulfato de amonio es la siguiente:
H2SO4 + 2 NH3→ (NH4)2 SO4
La reacción se lleva a cabo a 1 atmosfera de presión y una temperatura de 50°C obteniendo un porcentaje de conversión del ácido sulfúrico a sulfato de amonio del 89%. La corriente de salida de este reactor es mezclado con la corriente MEZNEUTRA para después hacer pasar esta mezcla a través de un proceso de intercambio de calor y alcanzar 25°C, la cual es alimentada junto con una corriente de hidróxido de sodio (NAOH) a un reactor (R3) para llevar a cabo la neutralización a través de la siguiente reacción química.

50
H2SO4 + 2 NaOH→ Na2SO4 + 2 H2O.
La corriente líquida neutralizada se mezcla con la corriente sólida (SOLIDO) y se divide en dos corrientes, una de estas tiene el 10 % del total de la corriente la cual será destinada para el medio inóculo (LIQINOCULO) y el resto de la corriente pasa a la hidrólisis enzimática (LIQ_ENZIMA).
3.4.3. Inóculo Para el medio inóculo, la corriente (LIQINOCULO) debe disminuir su temperatura a 37 °C a través de un proceso de intercambio de calor (TEMDEMICRO37) y ser mezclada con una corriente (ENZIMA) de enzimas (Celluclast Novozymes ®) y agua (H2O). La relación de alimentación de la enzima es, por cada gramo de celulosa se requiere de 20 mg de enzima; además la mezcla de las corrientes de enzima y agua deben tener un 30 % de enzima y 70 % de agua con el fin de garantizar una liberación de glucosa apropiada, la cual será la fuente de carbono para el microorganismo.
3.4.4. Hidrólisis enzimática En la etapa de hidrólisis enzimática la corriente LIQ_ENZIMA debe aumentar su temperatura a 50 °C en un intercambiador de calor para posteriormente ser alimentada junto con una corriente de enzima (ENZIM_HIDROL) al reactor de hidrólisis enzimática (R_HIDROLISIS). En este reactor se lleva a cabo la reacción de celulosa más agua catalizada por las enzimas para producir glucosa obteniendo con un porcentaje de conversión del 66 % de celulosa. La corriente de salida del reactor (HIDROLIZADO) debe disminuir su temperatura a 37°C para tener las condiciones adecuadas para la etapa de fermentación (L_HIDR_ENZ).
C6H10O5 + H2O → C6H12O6
3.4.5. Fermentación ABE Tanto la corriente del inóculo (INOCULO) como de la hidrólisis enzimática (HIDROLIZADO), pasan por el separador sólido-líquido. La corriente del medio inóculo se separa en una corriente para la fase líquida la cual es enviada a los reactores de fermentación (MICROORGANIS) y una corriente que contiene los sólidos los cuales se disponen para su combustión y generación de energía (SOLIDOINO). En el caso de la corriente de salida de la sección de hidrólisis enzimática (L_HIDR_ENZI), la fase líquida es enviada a la zona de fermentación y la fase sólida también se dispone para su combustión a través de la producción de pellets. El proceso de fermentación se lleva a cabo a una temperatura de 37 °C y una atmosfera de presión. En este reactor se alimenta el microorganismo, el cual se
Enzima

51
encarga de consumir la glucosa y producir acetona, etanol, butanol, agua, hidrogeno y bióxido de carbono.
18𝐶6𝐻12𝑂6 → 6𝐶3𝐻6𝑂 + 12𝐶4𝐻10𝑂 + 3𝐶2𝐻6𝑂 + 15𝐻2𝑂 + 6𝐻2 + 36𝐶𝑂2
El porcentaje de conversión glucosa a productos que se obtuvo a nivel experimental y utilizado en la simulación fue de 89.7%.
3.4.6. Proceso de separación y purificación La corriente de salida del fermentador (PROFERMEN) se alimenta a una unidad flash (F2) de donde la corriente de salida en fase vapor se alimenta a un intercambiador de calor (T_CO2) para disminuir su temperatura hasta 15°C buscando condensar la fracción de compuestos pesados (butanol, acetona y etanol) de la corriente, los cuales son arrastrados por las fuertes interacciones moleculares con el bióxido de carbono en la fase vapor. Los condensados que salen de la unidad flash (FLASHCO2) son enviados (LIQ_VARI) a la segunda columna de destilación (COLUMNA2) para su separación subsecuente, mientras que el bióxido de carbono e hidrógeno salen en fase gaseosa del proceso (SALIDA). La salida en fase líquida (ALIMENCOL1) de la unidad flash (F2) se alimenta a la primera columna de destilación (COLUMNA1), donde también se alimenta cerca de los fondos una corriente de CO2 (CO2CRITICO) en condiciones supercríticas (50 °C y 40 atm) con el propósito de mejorar la separación de los productos de interés. La columna de destilación 1 tiene una configuración de 10 etapas y una relación de reflujo de 1, la cual fue determinada a través de métodos cortos. El objetivo de esta primera columna es separar por el fondo (FONDOCOL1) la mayor cantidad de agua y glucosa que no reaccionó y obtener por el domo (DETILCOL1) una mezcla con los componentes principales. La corriente de salida por el domo de la columna (DETILCOL1) es mezclada (M1) con los condensados recuperados (LIQ_VARI) de la fase vapor de la unidad flash (FLASHCO2). Esta mezcla (ALIMCOL2) se alimenta a la segunda columna de destilación (COLUMNA2) con 63 etapas, a ésta También se alimenta CO2 en condiciones supercríticas (CO2CRITIC) y se realiza un vacío (0.5 atm). El butanol se obtiene por el fondo de la columna (FONDOCOL2) con una pureza del 99% en masa junto con trazas de agua. La corriente de salida en el domo de la columna (ALIMCOL3) contiene acetona, etanol, agua, hidrógeno y CO2. La mezcla de estos cinco componentes se hace pasar por una tercera columna de destilación (COLUMNA3) para separar acetona, hidrógeno y bióxido de carbono por la corriente del domo (ALIMCOL4) y etanol con el resto de agua por la corriente del fondo (FONDOCOL3); la separación se realiza en una columna de destilación de 5 platos a 1 atm de presión. La corriente del domo al tener gran cantidad de acetona, se introduce a la última columna con el fin de separar CO2 e hidrógeno por el domo (DOMOCOL4) y acetona por el fondo (FONDOCOL4) con una pureza del 93.44% en base molar.

52
La mezcla restante de agua y etanol FONDO_COL_3 no será tratada en una subsecuente columna de destilación por ser esta una mezcla muy diluida (16.3 % de etanol en base molar). En el caso de querer recuperar este etanol para ser utilizado como un biocombustible, seguramente se requeriría de una considerable cantidad de energía en el proceso de purificación, ya que la mezcla etanol-agua es un reconocido azeótropo y por lo tanto incluir en esta planta al etanol como biocombustible podría reducir considerablemente la factibilidad del proceso ABE. Para los alcances de este trabajo se diseña la planta ABE con énfasis únicamente hacia biobutanol como biocombustible y se dejará la mezcla etanol-agua como un subproducto que puede ser utilizado en la industria con una finalidad diferente a la que tendría como biocombustible. El bióxido de carbono que se produce durante la reacción de fermentación y que es recuperado en la sección de purificación, se puede considerar para su comercialización a la industria refresquera como sucede en otras plantas de producción de biocombustibles (Inbicon, 2013). La Tabla 13 muestra los flujos y concentraciones de salida de los compuestos en la sección de purificación y separación.

53
Figura.16. Diagrama del proceso de producción de acetona, butanol y etanol.

54
Tabla 13. Datos de las corrientes obtenidas en el simulador PRO II. Versión 9.0
CORRIENTES DE SALIDA
UDM CO2 CRÍTICO
DOMO COLUMNA 4
FONDO COLUMNA 2
FONDO COLUMNA 3
FONDO COLUMNA 4
FONDO COLUMNA
1
Temperatura °C 50 -88.1 100 100 27.5 100
Presión atm 40 1 0.5 1 1 1
Flujo molar kg-
mol / día 5 50.88 60.45 211.63 29.80 3,240.86
Acetona 0 0 0 0.0005 0.8447 0
Etanol 0 0 0 0.0676 0.0073 0
H2O 0 0 0.0474 0.9275 0.1309 0.9968
Butanol 0 0 0.9525 0.0043 0 0
CO2 1 0.9819 0 0 0.0169 0
H2 0 0.01807 0 0 60 0 UDM: Unidades de medición
3.5. Análisis e integración energética en el proceso
Los requerimientos energéticos en la mayoría de los proceso de producción a escala industrial generalmente llegan a ser muy altos, el proceso de producción de acetona, butanol y etanol no es la excepción, por lo tanto resulta necesario realizar un análisis e integración energética en el proceso.
El diseño de redes de recuperación de calor toma en consideración diversas variables importantes en el proceso, especialmente, los flujos y las temperaturas de entrada y salida de las corrientes que participan en el proceso de intercambio de energía. Durante el funcionamiento de un proceso, las condiciones de operación pueden variar dependiendo de agentes externos al proceso por ejemplo, incremento o reducción de la producción debido a cambios climatológicos, etc.
Para este análisis se define como una red flexible aquella que es capaz de mantener las condiciones de operación establecidas, a pesar de la presencia de variaciones en las condiciones originales de operación. Para realizar la integración es necesario conocer las características de las corrientes del proceso, la cual se obtiene de los resultados de la simulación del proceso ilustrado en la Figura 17. La Tabla 14 contiene la información requerida para realizar la integración de energía para el proceso de producción ABE.
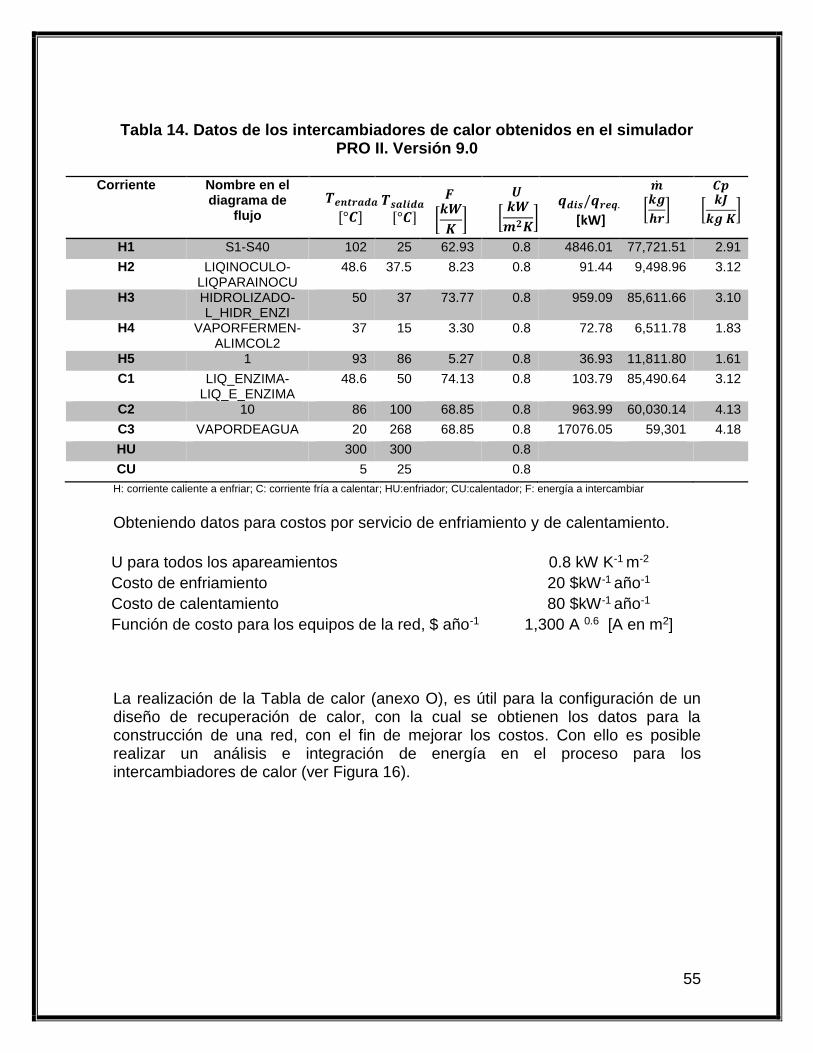
55
Tabla 14. Datos de los intercambiadores de calor obtenidos en el simulador PRO II. Versión 9.0
H: corriente caliente a enfriar; C: corriente fría a calentar; HU:enfriador; CU:calentador; F: energía a intercambiar
Obteniendo datos para costos por servicio de enfriamiento y de calentamiento.
U para todos los apareamientos 0.8 kW K-1 m-2
Costo de enfriamiento 20 $kW-1 año-1
Costo de calentamiento 80 $kW-1 año-1
Función de costo para los equipos de la red, $ año-1 1,300 A 0.6 [A en m2]
La realización de la Tabla de calor (anexo O), es útil para la configuración de un diseño de recuperación de calor, con la cual se obtienen los datos para la construcción de una red, con el fin de mejorar los costos. Con ello es posible realizar un análisis e integración de energía en el proceso para los intercambiadores de calor (ver Figura 16).
Corriente Nombre en el diagrama de
flujo
�̇�
[𝒌𝒈
𝒉𝒓]
𝑪𝒑
[𝒌𝑱
𝒌𝒈 𝑲]
H1 S1-S40 102 25 62.93 0.8 4846.01 77,721.51 2.91
H2 LIQINOCULO-LIQPARAINOCU
48.6 37.5 8.23 0.8 91.44 9,498.96 3.12
H3 HIDROLIZADO-L_HIDR_ENZI
50 37 73.77 0.8 959.09 85,611.66 3.10
H4 VAPORFERMEN-ALIMCOL2
37 15 3.30 0.8 72.78 6,511.78 1.83
H5 1 93 86 5.27 0.8 36.93 11,811.80 1.61
C1 LIQ_ENZIMA-LIQ_E_ENZIMA
48.6 50 74.13 0.8 103.79 85,490.64 3.12
C2 10 86 100 68.85 0.8 963.99 60,030.14 4.13
C3 VAPORDEAGUA 20 268 68.85 0.8 17076.05 59,301 4.18
HU 300 300 0.8
CU 5 25 0.8
𝑻𝒆𝒏𝒕𝒓𝒂𝒅𝒂
[°𝑪] 𝑻𝒔𝒂𝒍𝒊𝒅𝒂
[°𝑪]
𝑭
[𝒌𝑾
𝑲]
𝑼
[𝒌𝑾
𝒎𝟐𝑲]
𝒒𝒅𝒊𝒔/𝒒𝒓𝒆𝒒.
[kW]

56
H1
H2
H3
H7
102°C 25°C
48.6°C
50°C
100°C
37.5°C
F(kW/K)62.9352
8.2376
73.7762
3.3084
5.2755
74.1385
68.8564
68.85515.9199
62.9351
ΔH (kW)4846.0095
91.4374
959.0906
72.7844
36.9287
103.7939
963.9898
17076.0524
H4
H5
AS268°C
3
CU
HU
50°C
37°C
169.3081 kW
103.7939 kW
789.7825 kW37°C
15°C
48.6°C
86°C
20°C
12127.6001 kW
1
4 47.71°C
91.8°C 48.6°C
0.91402495.35°C
0.085975
H6 2
CU
CU
HU
4742.2156 kW
91.4374 kW
72.7843 kW
93°C36.9286 kW
86°C
963.9897 kW
Figura 17. Diagrama de integración de calor
Realizando un análisis sin integración energética del proceso, se obtiene un gasto de 1,652,707.69 dólares al año de gastos por corrientes auxiliares, según se indica en la Tabla 15.
Tabla 15. Energía y costo de red sin integración de calor
Calor total recuperado 0.00 kW/día
Total de servicios de calentamiento 18,143.84 kW/día
Total de servicios de enfriamiento 6,006.25 kW/día
Costo total anual del capital 81,075.80 (dólares/año)
Costo total anual de operación 1,571,631.89 (dólares/año)
Costo total anual de la red 1,652,707.69 (dólares/año)

57
Empleando una integración de energía se obtiene un costo de 1, 216,797 dólares por año utilizando las corrientes de calentamiento y enfriamiento como se muestra en la Tabla 16.
Tabla 16. Energía y costo de red con integración de calor
Calor total recuperado
4,974.38 kW/día
Total de servicios de calentamiento 13,091.59 kW/día
Total de servicios de enfriamiento 954.00 kW/día
Costo total anual del capital 150,389.75 (dólares/año)
Costo total anual de operación 1,066,407.28 (dólares/año)
Costo total anual de la red 1,216,797.02 (dólares/año)
Se puede observar una disminución de aproximadamente 26.37 % del costo total comparado con el caso base en el cual sólo se utilizan los servicios auxiliares. Otro de los impactos positivos al realizar la integración energética de procesos es la disminución de producción de bióxido de carbono que se genera al realizar la combustión de algún combustible fósil para la generación de vapor. En el proceso de producción ABE se obtiene una cantidad significativa de residuos sólidos. Estos desechos tienen un potencial uso para generar energía térmica a través de su combustión en forma de pellets y así producir el vapor que se necesite en el proceso. La combustión de los pellets y su uso como fuente de energía térmica permite eliminar el consumo de los servicios auxiliares de calentamiento, los cuales utilizan combustibles que generan un gasto extra y un impacto negativo al ambiente. Los residuos sólidos que se obtienen tienen un poder calorífico de 4,000 kcal/kg (Pellets, 2014). El flujo másico de salida de los sólidos residuales en el proceso es de 16,847.88 kg/día, con lo cual es posible producir 78,436.24971 kW por día de energía térmica. El proceso de producción ABE requiere de 13,091.590 kW por día para sustituir los servicios auxiliares de calentamiento. Lo que nos deja con 2,812.03 kg/día de materia disponible (pellets) para obtener energía extra o ser vendida en el mercado. El uso los desechos sólidos del proceso y la eliminación de los costos de servicios de calentamiento (ver Tabla 17), representaría una reducción de aproximadamente el 80 % del costo de operación, con la utilización general de los servicios auxiliares.

58
Tabla 17. Comparación de la energía de calentamiento y enfriamiento empleada al proceso
Calor total recuperado 4,974.37 kW/día
Total de servicios de calentamiento 13,091.59 kW/día
Total de servicios de enfriamiento 954.00 kW/día
Costo total anual del capital 150,389.75 (dólares/año)
Costo total anual de operación 19,080.08 (dólares/año)
Costo total anual de la red 169,469.83 (dólares/año)
3.6. Descripción de los equipos Los equipos utilizados en el proceso se clasifican en dos categorías:
Equipos mayores donde se pueden encontrar los reactores,
intercambiadores de calor, tanques de almacenamiento y flash, columnas
de destilación, etc.
Equipos menores donde podemos encontrar las bombas, mezcladores y
separadores, cinta trasportadora, etc.
3.6.1 Equipos mayores Las reacciones químicas y biológicas del proceso son llevadas a cabo en reactores continuos y por lotes donde se requiere un determinado tiempo de reacción y residencia para obtener la conversión deseada. En la etapa de purificación son necesarias cuatro torres de destilación, la primera para retirar la mayor cantidad de agua obtenida durante el proceso y la segunda para obtener la pureza deseada del butanol del 99.5% peso, finalmente la purificación de la acetona y etanol se obtiene con las últimas tres columnas. Los reactores necesarios para realizar las tres etapas principales del proceso (pretratamiento, hidrólisis enzimática y fermentación), son analizadas en base a los resultados obtenidos en la etapa experimental, para determinar la cinética, el volumen y de igual manera el costo de cada equipo.
3.6.1.1 Pretratamiento En esta etapa del proceso, el flujo de sólidos (bagazo)y ácido sulfúrico se alimentan al tanque donde se lleva a cabo la reacción; además de inyectar vapor de agua a alta presión de manera continua para alcanzar las condiciones de reacción deseadas. El tiempo de residencia de la reacción es de 5 min (ver Figura 18)

59
Figura 18. Diseño del tanque de pretratamiento empleado en el proceso
El volumen del tanque se determinó utilizando la cinética para producción de glucosa, la cual indica la velocidad en la que lleva a cabo la reacción. El volumen de tanque obteniendo fue de 4258 m3. Este volumen requerido se distribuye en tres tanques con capacidad de 1420 m3 cada uno. El material del tanque debe ser acero inoxidable 316 Los tanques de reacción debe operar a las condiciones mostradas en la Tabla 18 en modo continuo con un tiempo de residencia de 5 minutos.
Tabla 18 Condiciones de operación y dimensiones del tanque de pretratamiento
Cinética
−𝒅𝑪𝐜
𝒅𝒕= 0.235
𝒈
𝑳 𝒎𝒊𝒏
Anexo R
Volumen 1,420 m3 Anexo Q
Diámetro 7.67 m Altura 30.70 m
Conversión
0.66 de celulosa a glucosa
Reacción
𝑪𝟔𝑯𝟏𝟎𝑶𝟓 + 𝑯𝟐𝑶 → 𝑪𝟔𝑯𝟏𝟐𝑶𝟔
Condiciones de operación
Material
Temperatura 120 °C Presión 1 atm Acero inoxidable 316
3.6.1.2 Hidrólisis enzimática En esta etapa del proceso se agrega la enzima (Celluclast Novozymes ®), el tiempo de reacción en el reactor se muestra en la Figura 19. Para la alimentación de la enzima al reactor se consideran dos relaciones, la primera es que por cada gramo de celulosa se agrega 20 mg de enzima y la segunda es que la corriente que contiene la enzima debe tener un 70 % de agua.

60
Figura 19 Diseño del tanque de hidrólisis enzimática
Para determinar el volumen del reactor, se hizo un análisis del cálculo cinético. Se determinó utilizar un reactor de flujo pistón. Los resultados de la derivada de la concentración de celulosa en función del tiempo (dCc/dt) fueron obtenido del modelo propuesto por Tsai et al. (2014). El volumen del reactor que se requiere fue de 12,574.8 m3. El reactor debe operar de manera continua como se muestra en la Tabla 19. El tiempo de residencia es de 1.32 min Tabla 19. Condiciones de operación y dimensiones del tanque de hidrólisis
enzimática
Cinética
−𝒅𝑪𝐜
𝒅𝒕 = 1E-07
𝒈
𝑳 𝐡𝐂𝒄𝟑
Anexo R
Volumen
2,080 m3 Anexo Q
Diámetro 9.59 m Longitud 28.78 m
Reacción
𝑪𝟔𝑯𝟏𝟎𝑶𝟓 + 𝑯𝟐𝑶 → 𝑪𝟔𝑯𝟏𝟐𝑶𝟔
Condiciones de operación
Material
Temperatura 50 °C pH 7 Presión 1 atm Acero inoxidable 316
3.6.1.3 Fermentación Para la etapa de fermentación, el tanque debe tener características distintas a los anteriores, ya que en esta etapa se manejan gases como el CO2 e H2 que son subproductos de la fermentación (Figura 20), por lo cual debe de incorporarse una válvula de seguridad para la liberación de los mismos, ya que de no ser así la presión del tanque aumenta considerablemente causando serios daños. El tiempo de reacción es de 113 horas para que se cumpla la producción máxima de acetona, butanol y etanol.

61
Figura 20. Diseño del tanque de fermentación
Se determinó la cinética del consumo de la glucosa en base al análisis obtenido en la etapa experimental, obteniendo un volumen de 20,541 m3 para un reactor de tanque agitado. Las condiciones de operación para cada tanque se muestran en la Tabla 20. Donde cada tanque tiene un tiempo de residencia de 2.4 minutos, un tiempo de esterilización de 1 hora y un tiempo de flujo de CO2 para condiciones anaerobias de 30 minutos.
Tabla 20 Condiciones de operación y dimensiones del tanque de pretratamiento
Cinética
−𝒅𝑪𝒈
𝒅𝒕= 0.8573
𝟏
𝐡𝐂𝐠
Anexo R
Volumen
3,200 m3 Anexo Q
Diámetro 11.07 m Longitud 33.22 m
Conversión
0.897 de glucosa a productos
Reacción
𝟏𝟖𝑪𝟔𝑯𝟏𝟐𝑶𝟔 → 𝟔𝑪𝟑𝑯𝟔𝑶 + 𝟏𝟐𝑪𝟒𝑯𝟏𝟎𝑶 + 𝟑𝑪𝟐𝑯𝟔𝑶 + 𝟏𝟓𝑯𝟐𝑶 + 𝟔𝑯𝟐 + 𝟑𝟔𝑪𝑶𝟐
Condiciones de operación
Material
Temperatura 37 °C pH 7 Presión 1 atm Acero inoxidable 316
Para la determinación de la tabla de operación, se tomaran en cuenta los tiempos de llenado, reacción y vaciado. El tiempo de llenado se determina con la relación del flujo de alimentación al reactor y el volumen del tanque Datos: Volumen del tanque (V) = 3,200 m3
Flujo de alimentación al tanque (F) = 71,383 kg/h Densidad (ρ)=1,000 kg/m3
Capacidad de llenado del (C)= 83.88 %

62
Los datos se introducen a la reacción para determinar el tiempo de llenado y vaciado.
𝑡 = 𝑉 ∗ 𝜌 ∗ 𝐶
𝐹 ∗ 100
Calculando un tiempo de llenado y de vaciado de 37.6 h cada uno y el tiempo de reacción de 113 horas, se realiza la tabla de operación (Figura 21) para los 5 reactores de fermentación.
Figura 21. Tabla de operación para la etapa de fermentación (Morales-Rodríguez et al, 2011).
3.6.1.4 Purificación En la etapa de purificación se emplea un tren de separación, constituido por 4 columnas de destilación conectadas en serie como se muestra en la Figura 22.
Figura 22 Diseño del tren de separación del área de purificación
Las condiciones de operación de cada columna al igual que sus dimensiones, se muestran en la Tabla 21. La primera columna fue diseñada para separar por el fondo la mayor cantidad de agua y la glucosa que no reaccionó durante el proceso; por el domo se obtiene el resto de los componentes (mezcla 1), los cuales son alimentados a la segunda columna que opera a condiciones de vacío y de igual manera se alimenta con un flujo de CO2 para beneficiar la separación del
Horas 37.6 75.2 112.8 150.4 188 225.6 263.2 300.8 338.4 376 413.6Reactor 1
Reactor 2
Reactor 3
Reactor 4
Reactor 5
Reactor 1
Reactor 2
Fermentación
Llenado Líneas horizontales
Reacción Puntos
Vaciado Líneas verticales

63
butanol obtenido en el fondo de la segunda columna con una pureza de 95.25 % en base molar. La corriente que sale del domo de la segunda columna (mezcla 2) se alimenta a la tercera columna donde se separa la acetona por el domo y el etanol por el fondo, pero ambos componentes no se obtienen con una pureza alta, ya que la acetona al ser un componente muy volátil se separa junto con el CO2 y el H2, en comparación con el etanol que es un componente hidrofílico el agua arrastra a esté compuesto. La última columna es diseñada para obtener acetona con una pureza del 84.47% en peso, de una mezcla que en su mayoría es CO2, H2 y muy poca agua. No es necesario realizar una separación para la mezcla de etanol-agua ya que es una solución muy diluida y la separación sería demasiado costosa para la cantidad de producto obtenido, ya que las condiciones a la que debe operar la torre son especiales por ser una mezcla azéotropica.
Tabla 21. Condiciones de operación de las torres de destilación
Columna Presión
(atm) Relación de
reflujo
Número de
etapas
Fondo Domo
Flujo (kgmol/h)
Componentes Flujo
(kgmol/día) Componentes
1 1 1 10 3240.88 Agua, glucosa
336.96
Acetona, etanol, butanol, agua, CO2 e H2,
2 0.5 4 63 60.407 Butanol y agua
292.372 Acetona, etanol, agua, CO2, e H2,
3 1 3 5 211.657 Etanol y agua 80.697 Acetona, CO2, e H2
4 1 3 6 29.810 Acetona y agua
50.887 CO2, e H2
Mediante los resultados de la Tabla 21 se obtienen los datos para determinar las dimensiones de cada columna (Tabla 22) y así determinar el costo de cada una de las columnas necesarias para llevar a cabo el proceso.
Tabla 22. Dimensiones de las torres de destilación
Columna Diámetro (m) (Anexo Q)
Altura (m) (Anexo Q)
Material
1 3.05 10.37
Acero inoxidable 316
2 5.33 42.70
3 2.03 7.32
4 1.19 7.93
3.6.1.5. Intercambiadores de calor En base a los datos obtenidos en el Pro II, se obtiene el área destinada para cada intercambiador como se muestra en la Tabla 23.

64
Tabla 23 Dimensiones y condiciones de operación de las torres de destilación
Equipo Q (kW) Tcal (°K) Tfrío (°K) Área (m2) Temperaturas
1 103.7939 52.00 51.75 2.50 37 a 15
2 36.9287 38.16 37.40 1.22 48.6 a 37.5
3 4742.2156 5.00 5.00 1185.55 102 a 25
4 91.4374 1.40 27.70 12.97 50 a 37
5 89.5635 4.58 36.90 2.36 48.6 a 50
3.6.2. Equipos menores Para los equipos menores sólo se analizó la bomba (Tabla 24) para determinar su trabajo y eficiencia así como también la presión a la salida. Tabla 24. Condiciones de operación de la bomba (datos extraídos del simulador Pro II)
Trabajo Eficiencia Presión
0.28 kW 65% 1 atm
3.7. Análisis económico La factibilidad del proceso de realizó llevando cabo un estudio económico de éste. El cual se determina de acuerdo a los costos directos, indirectos y de mano de obra. Los costos directos se clasifican en dos grupos: 1) costos dentro de la región del proceso, que involucra el costo de los equipos, instalación de tuberías y del sistema eléctrico, y 2) costos fuera de la región del proceso, la cual engloba los costos de servicios utilizados, tales como agua de enfriamiento, vapor para calentamiento y el mantenimiento de la planta. El costo fuera de la región de proceso es el 45% del costo dentro de la región del proceso. Por otra parte, los costos indirectos están constituidos por los gastos, el pago al personal y los costos por accidentes e imprevistos. Este tipo de costos se calcula como el 25% de los costos directos (Douglas, 1988). Los gastos de inversión deben incluir los costos de materias primas, sin embargo, en nuestro caso particular, la materia prima es bagazo de caña de azúcar, el cual es un residuo de la industria azucarera. Por lo tanto es de esperarse que el costo de adquisición de esta sea mínimo.
3.7.1. Costo de equipo

65
El costo de los equipos se estimó con el programa CAPCOST y utilizando el método descrito en Biegler (1997); los precios obtenidos se muestran en la Tabla 25.
Tabla 25. Costos de compra
Etapa del proceso Equipo Número de unidades Costo en dólares
Pretratamiento Tanque 3 488,004
Intercambiador de calor
1 206,677
Cinta transportadora 1 138,273
Hidrólisis enzimática
Tanque 6 1,958,838
Intercambiador de calor I
1 1,597
Intercambiador de calor II
1 1,532
Intercambiador de calor III
1 1,635
Bomba 1 14,062
Cinta transportadora 1 138,273
Fermentación Tanque 5 1,995,703
Intercambiador de calor
1 3,386
Bomba 1 14,062
Purificación Torre de destilación I 1 85,522
Torre de destilación II 1 588,253
Torre de destilación III 1 42,555
Torre de destilación IV 1 29,652
TOTAL USD 5,708,023
3.7.2. Capital de inversión Una vez calculado el monto total del equipo del proceso, se determina el monto necesario para los conceptos que conforman el capital fijo, asignándoles un porcentaje determinado del total del equipo (Tabla 26). Una vez determinado el capital fijo, se calcula con base en este el capital de trabajo.
Tabla 26. Capital total de inversión COSTOS DIRECTOS
IN SITU
CONCEPTO COSTO (USD)
Equipo 5,708,023
Instalación de equipo 6,307,366
Instrumentación y control 2,680
Instalación de tuberías 1,769,487

66
Instalación eléctrica 570,802
FUERA DE SITIO
CONCEPTO COSTO (USD)
Instalaciones 1,655,327
Mantenimiento de instalaciones 342,481
Terreno 4,130,528
COSTOS INDIRECTOS
CONCEPTO COSTO (USD)
Servicios de ingeniería y supervisión 1,826,568
Gastos de construcción 1,940,728
Gastos de contingencia 9,334,902
CAPITAL FIJO 5,708,023
CAPITAL DE TRABAJO 1,141,605
CAPITAL TOTAL DE INVERSIÓN USD 34,730,497
3.7.3. Costo de mano de obra El costo de mano de obra está incluido dentro de capital de trabajo, por lo que sólo se hace mención del personal necesario y el sueldo a percibir durante un año de labor. El cálculo se realiza tomando como base el salario mínimo establecido para la zona C en la cual se encuentra el municipio de Carlos A. Carrillo, Veracruz; lugar donde se ubicará la planta.
Tabla 27. Costos de mano de obra.
PUESTO TURNOS PERSONAL POR TURNO
SALARIOS MÍNIMOS
SALARIO ANUAL
(DOLARES)
Gerente de planta 1 --- 44 80,000
Ingeniero de planta
2 1 7 24,056
Ingeniero de seguridad
2 1 8 27,756
Supervisores 1 1 4 7,032
Operarios especializados
3 7 3 112,392
Personal de taller 2 3 2.3 24,978
Obrero calificado 3 7 1.5 58,296
Ayudante general 2 3 1.3 13,878
Salario anual total USD 348,388
3.7.4. Costos de operación En la operación de la unidad de pretratamiento son necesarios los siguientes insumos: el bagazo de caña de azúcar, H2SO4; en la unidad de neutralización el NaOH, en la hidrolisis enzimática la enzima Celluclast Novozymes ® y en el tanque de fermentación el microorganismo Clostridium acetobutylicum, además

67
electricidad y agua. Los productos del proceso son acetona, butanol, etanol, H2O, H2 y CO2. Para estimar el costo del hidrogeno (3.38/kg) se consideraron los reportes emitidos por el laboratorio nacional de energía renovable (NREL, por sus siglas en inglés) del gobierno de Estados Unidos. El precio de compra y venta por año de todos los insumos, servicios y productos se muestran en la Tabla 28 y 29.
Tabla 28. Costos de operación
Concepto Cantidad (kg/año) Precio unitario (USD/kg)
Total (USD/año)
Gastos de operación 862,110
Gastos administrativos 2,221,307
Bagazo de caña de azúcar
238,648,680 0.02 4,772,973
H2SO4 33,419,640 0.085 2,840,669
NaOH 3,056 0.45 1,375
Mantenimiento 342,481
Enzima 40 1.50 60
TOTAL USD 11,040,975
Tabla 29. Ingresos
Compuesto Cantidad (kg/año) Precio unitario (USD/kg)
Total (USD/año)
Acetona 13,709,987 1.3 17,822,983
Butanol 37,840,819 30.9 1,169,281,307
Mezcla agua-Etanol
374,404,418 0.1 3,740,442
TOTAL USD 1,190,844,732
3.8 Rentabilidad Para determinar si el proyecto es factible se requiere conocer la tasa de interés de retorno (TIR) y la tasa de rendimiento mínima aceptada (TREMA). La TIR se calcula en base a la inversión inicial requerida para el funcionamiento de la planta y la producción anual de butanol y acetona, que son los productos de interés en este proyecto. La tasa interna de retorno (TIR) se calculó considerando una depreciación del 10 % en los equipos y una tasa de inflación de 35 %. Si la TREMA es menor que la TIR el proceso es rentable. Considerando una tasa de interés interbancario (TIIE) de 3.32 (BANXICO, 2014) y un porcentaje de riesgo del 20 %, tenemos que la TREMA tiene un valor de 23.32 % mientras que la TIR presenta un valor de 38.25 % por lo que esto representa que el proceso es rentable. El tiempo necesario para

68
recuperar la inversión son 7 años, a partir de los cuales se obtendrá una ganancia neta.
3.9. Análisis ambiental Las actividades industriales generan gases de efecto invernadero (GEI) que afectan al medio ambiente, provocando la modificación del clima. La cuantificación de las emisiones de GEI permite el estudio del impacto medioambiental de las actividades realizadas en la empresa y de esta manera estimar las emisiones asociadas a éstas. La herramienta de la que se dispone para poder valorar el impacto total que se tiene sobre el clima mediante los GEI es la huella de carbono (HC). Mediante este indicador se busca cuantificar la cantidad de emisiones de GEI expresada en emisiones de CO2 equivalentes, que son generadas como consecuencia de las actividades y bienes generados. Se emplea el análisis del CO2 porque es el gas más emitido dentro de los GEI, y por lo tanto el que mayor repercusión tiene (Guía HC, 2014). El certificado de la huella de carbono no es obligatorio, pero muchas empresas están interesadas en que sus productos lleven la etiqueta que certifica los niveles mínimos de CO2 y de esta manera los consumidores puedan optar por productos menos contaminantes (Procarbono, 2014). Para determinar la cantidad de kg equivalentes de carbono producidos durante el proceso de producción de acetona, butanol y etanol, se considera el CO2 emitido durante el proceso de producción y el gasto energético de los equipos empleados. La cantidad de equivalentes de carbono asciende a un total de 144.188 kg/día (huella de carbono, 2014) de los cuales el suministro de energía empleado en los equipos es menor del 1% de las emisiones generadas de CO2. Lo cual indica que la cantidad de equivalentes de carbono presente en los equipos no genera un impacto en el medio ambiente.
3.10. Diseño de la planta a nivel escala Una vez obtenido las dimensiones de los equipos se procede a realizar un plano sobre la distribución de las secciones de procesamiento dentro de la planta, lo que tendrá un área de superficie de 10,579 m2 distribuidos en almacén, área de pretratamiento, hidrólisis enzimática, fermentación, purificación, almacén de butanol y finalmente el área de servicios auxiliares. El área de almacén, así como el área de servicios auxiliares deben permanecer alejados del área de producción, ya que si se llega a tener un riesgo de incendio o de explosión, no se afecte al área de proceso.

69
El área de pretratamiento cuenta con tres tanques, el área de hidrólisis cuenta con 6 tanques y el área de fermentación con 5 tanques. Las 4 columnas se encuentran en el exterior del área de proceso, esto es debido a su gran altura. El diseño de la panta a nivel plano, fue basado en la empresa Inbicon, donde su distribución de áreas se encuentra representado de manera semejante a la Figura 23.
Figura 23. Distribución de áreas en la planta de producción (Layout)
3.11. Conclusiones del capítulo 3 La cantidad de materia prima necesaria para producir 3,561 kg /día de butanol y 1,395 kg/día de acetona, es de 27,243 kg/día. Teniendo una conversión en el pretratamiento de 0.66 de celulosa a glucosa y en fermentación de 0.89 de glucosa a productos. Una vez obtenido el dato de la cantidad de materia prima se realizó una simulación en el programa PRO II versión 9.0 basado en los resultados obtenidos en la etapa experimental, se establecieron las condiciones de operación establecidas en el simulador. El proceso para la obtención de acetona, butanol y etanol resulta ser complejo debido a las series de reacciones involucradas en la fermentación, lo cual implica un obstáculo en el dimensionamiento de los equipos (tanques), de igual manera en la sección de purificación los compuestos involucrados (agua, etanol, acetona y butanol) tienen propiedades similares en muestras binarias formando azeótropos, lo cual complica la separación de los componentes en columnas con una altura menor a 3 m y con temperatura y presión atmosférica.

70
Mediante un análisis económico se determinó que el proceso es rentable, lo cual implica que la TIR es mayor que la TREMA. Se obtuvo que el valor de la TIR es de 38.25% y la TREMA de 23.32% la inversión total se recupera a partir del séptimo año de operación de la planta. En el aspecto ambiental se realizó un análisis utilizando un estudio de los carbonos equivalentes empleados en el proceso (huella de carbono), de donde se concluye que el suministro de energía en los equipos no genera un impacto considerable al medio ambiente, ya que representa menos del 1% de carbonos equivalentes de todo el proceso.

71
Anexo A
Propiedades físicas y químicas de productos Acetona La acetona está constituida por tres carbonos cuya fórmula es C3H6O; se obtiene como subproducto en la fermentación. Es utilizada como disolvente de grasas, aceites, plásticos, barnices, etc. Se usa en la manufactura de algunos explosivos, purificación de parafinas, extracción de productos vegetales y animales, y como materia prima en una gran variedad de síntesis de química orgánica. La Tabla A1 describe las propiedades físicas de la acetona. Tabla A1. Propiedades físicas de la acetona (Hoja de seguridad acetona. UNAM. 2012)
Punto de ebullición 329.4 K
Densidad 788 g/L
Límite de explosividad 2.6-12.8%
Presión de vapor 0.24 atm (293 K)
Solubilidad Con agua, alcoholes, cloroformo, aceites y éteres
Butanol El butanol (alcohol butílico o 1-butanol) es un alcohol primario constituido por cuatro carbonos cuya fórmula C4H10O; es un líquido incoloro, flamable, con un olor característico, su vapor irrita las membranas mucosas produciendo un efecto narcótico a altas concentraciones. La Tabla A2 resume algunas propiedades importantes del butanol. El butanol es miscible en solventes orgánicos comunes y parcialmente miscible en agua. Recientemente se ha determinado que el biobutanol se puede utilizar como aditivo en las gasolinas debido a su capacidad de mezclado y contenido energético (Durre, 2007). Tabla A2. Propiedades físicas del butanol (Hoja de seguridad butanol. UNAM. 2012)
Punto de ebullición 390.88 K
Densidad 809.8 g/L
Límite de explosividad 1.4 a 11.3 %
Presión de vapor 0.0066 atm (273 K)
Solubilidad Con agua, alcoholes, cloroformo, aceites y éteres

72
Etanol El etanol es un alcohol constituido por dos carbonos, cuya fórmula es C2H6O se utiliza industrialmente para la obtención de acetaldehído, vinagre, butadieno, cloruro de etilo y nitrocelulosa, entre otros. Es utilizado como disolvente en síntesis de fármacos, plásticos, lacas, perfumes, etc. La Tabla A3 resume las propiedades físicas del etanol. Tabla A3. Propiedades físicas del etanol (Hoja de seguridad etanol. UNAM. 2012)
Punto de ebullición 351.6 K
Densidad 789.3g/L
Límite de explosividad 3.3-19%
Presión de vapor 0.08 atm (293 K)
Solubilidad Con agua, butanol, cloroformo, acetona y éteres

73
Anexo B
Humedad del bagazo de caña. La Tabla B1. Muestra la pérdida de agua en el bagazo hidrolizado en función del tiempo, medido en una termobalanza.
Tabla B1. Datos de humedad para bagazo hidrolizado
Bagazo hidrolizado
0 2 4 6 8 10 12
0.4
0.6
0.8
1.0
1.2
1.4
1.6
1.8
2.0
2.2
masa(g
)
tiempo (min)
primer análisis
segundo análisis
tercer análisis
Figura B1. Gráfico de masa del bagazo de caña hidrolizado en función del tiempo
primer análisis
segundo análisis
tercer análisis
Tiempo (min)
masa (g) ±0.001
masa (g) ±0.001
masa (g) ±0.001
0.0 1.989 2.044 2.136 0.5 1.976 2.018 2.116 1.0 1.953 1.962 2.064 1.5 1.898 1.865 1.966
2.0 1.795 1.709 1.804 2.5 1.639 1.5 1.614 3.0 1.431 1.331 1.412 3.5 1.269 1.178 1.251 4.0 1.132 1.043 1.108 4.5 1.022 0.945 1.006 5.0 0.93 0.874 0.917 5.5 0.862 0.811 0.856 6.0 0.802 0.768 0.81 6.5 0.76 0.733 0.763 7.0 0.724 0.707 0.742 7.5 0.693 0.695 0.72 8.0 0.668 0.683 0.707 8.5 0.653 0.677 0.696 9.0 0.638 0.672 0.687 9.5 0.626 0.669 0.682
10.0 0.618 0.668 0.679 10.5 0.608 0.677 11.0 0.608
Los análisis llevados a cabo a cada muestra dan como resultado un comportamiento similar en las tres muestras tomadas al azar.

74
La Tabla B2 se muestra la humedad perdida de la muestra seca. Tabla B.2. Tabla de humedad de bagazo seco
bagazo seco
-1 0 1 2 3 4 5 6 7 8
1.2
1.4
1.6
1.8
2.0
masa (
g)
tiempo (min)
primer análisis
segundo análisis
tercer análisis
Figura B2. Gráfico de masa del bagazo seco en función del tiempo
primer análisis
segundo análisis
tercer análisis
tiempo (min)
masa (g) ±0.001
masa (g) ±0.001
masa (g) ±0.001
0.0 1.945 1.982 2.005
0.5 1.929 1.956 1.981
1.0 1.915 1.896 1.922
1.5 1.901 1.768 1.748
2.0 1.701 1.601 1.632
2.5 1.616 1.44 1.477
3.0 1.468 1.338 1.401
3.5 1.356 1.286 1.37
4.0 1.291 1.264 1.346
4.5 1.26 1.236 1.337
5.0 1.247 1.221 1.331
5.5 1.237 1.212 1.328
6.0 1.235 1.207 1.328
6.5 1.234 1.204
7.0
1.204
Las muestras se realizaron por triplicado, teniendo un comportamiento similar.

75
Anexo C
Determinación porcentual de celulosa, hemicelulosa y lignina.
Metodología empleada para la preparación del bagazo de caña de azúcar El tamaño de fibras de la materia prima no era uniforme por lo que se molió en una licuadora y se tamizó para obtener un tamaño de partícula definido. Se tomó la muestra entre el tamiz de numero 40 y 60 teniendo un tamaño de partícula de aproximadamente 0.42 mm. El proceso de secado se llevó a cabo en una estufa a 65 °C, durante 24 h. (Harris, 2007)
Determinación porcentual de la celulosa. A 0.5 o 1 gramo de muestra seca se le añadieron 15 ml de ácido acético al 80 % y 1.5 ml de ácido nítrico concentrado y se llevó a reflujo por 20 min. La muestra tratada se filtró y el residuo se lavó con etanol, se secó en un horno a 119-121 °C -durante 20 horas dejando que se enfriara a temperatura ambiente en un desecador por 2 horas y después se pesó (material A). Entonces se incineró a 504 °C durante 3 horas dejando que se enfriara a temperatura ambiente en un desecador por 2 horas y después se pesó (material B) (Abdullah et al., 2007). La determinación del porcentaje de celulosa se calculó mediante la ecuación A1:
% 𝐶𝑒𝑙𝑢𝑙𝑜𝑠𝑎 =(𝑚𝑎𝑡𝑒𝑟𝑖𝑎𝑙 𝐴)−(𝑚𝑎𝑡𝑒𝑟𝑖𝑎𝑙 𝐵)
𝑃𝑒𝑠𝑜 𝑑𝑒 𝑙𝑎 𝑚𝑢𝑒𝑠𝑡𝑟𝑎 𝑢𝑡𝑖𝑙𝑖𝑧𝑎𝑑𝑎∗ 100 = 𝐹𝐴𝐷 (%) − 𝐿𝐴𝐷(%) (A1)
Dónde: FAD: Fibra ácido detergente. LAD: Lignina ácido detergente.
Determinación porcentual de la hemicelulosa A 0.5 o 1 gramo de muestra seca se le añadieron 100 ml de solución neutra detergente a temperatura ambiente (Soest y Wine, 1967) y 2 ml de decahidronaftaleno. Se calentó hasta el hervor de 5 a 10 minutos. Se redujo el fuego cuando comenzó a hervir, para evitar la formación de espuma. Se mantuvo hirviendo a un reflujo durante 60 minutos cronometrados desde el inicio de la ebullición. La muestra tratada se filtró y lavó con un mínimo de agua caliente (90 °C a 100 °C), se lavó la muestra con 5 ml de acetona y filtró con muy poco vacío, el procedimiento se repitió dos veces más. Se secó en un horno a 119-121 °C -durante 20 horas dejando que se enfriara a temperatura ambiente en un desecador por 2 horas y después se pesó (material C). Entonces se incineró a 504 °C durante 3 horas dejando que se enfriara a temperatura ambiente en un desecador por 2 horas y después se pesó (material D). (Abdullah et al., 2006)

76
% 𝐻𝑒𝑚𝑖𝑐𝑒𝑙𝑢𝑙𝑜𝑠𝑎 =(𝑚𝑎𝑡𝑒𝑟𝑖𝑎𝑙 𝐶)−(𝑚𝑎𝑡𝑒𝑟𝑖𝑎𝑙 𝐷)
𝑃𝑒𝑠𝑜 𝑑𝑒 𝑙𝑎 𝑚𝑢𝑒𝑠𝑡𝑟𝑎 𝑢𝑡𝑖𝑙𝑖𝑧𝑎𝑑𝑎∗ 100 = 𝐹𝑁𝐷(%) − 𝐹𝐴𝐷 (%) (A2)
Dónde: FND: Fibra neutro detergente. FAD: Fibra acido detergente.
Determinación porcentual de lignina A 0.5 o 1 gramo de muestra seca se le añadieron 70 ml de ácido sulfúrico al 1.25%. La mezcla se llevó a reflujo con agitación constante, por 120 minutos, se filtró y se lavó con agua. A este material se le añadieron 30 ml de ácido sulfúrico al 72 % y se le permitió permanecer durante 3 horas con agitación constante. Posterior mente los sólidos se lavaron filtraron y secaron a 119-121 °C durante 20 horas dejando que se enfriara a temperatura ambiente en un desecador por 2 horas y después se pesó (material E). Entonces se incineró a 540 °C durante 3 horas dejando que se enfriara a temperatura ambiente en un desecador por 2 horas y después se pesó (material F). (Van Soest et al., 1967) La determinación del porcentaje de lignina se calculó mediante la ecuación:
% 𝐿𝑖𝑔𝑛𝑖𝑛𝑎 =(𝑚𝑎𝑡𝑒𝑟𝑖𝑎𝑙 𝐸)−(𝑚𝑎𝑡𝑒𝑟𝑖𝑎𝑙 𝐹)
𝑃𝑒𝑠𝑜 𝑑𝑒 𝑙𝑎 𝑚𝑢𝑒𝑠𝑡𝑟𝑎 𝑢𝑡𝑖𝑙𝑖𝑧𝑎𝑑𝑎∗ 100 = 𝐿𝐴𝐷(%) (A4)
Dónde: LAD: Lignina ácido detergente.

77
Anexo D
Preparación de soluciones
- Pretratamiento ácido
Preparación de soluciones hidrólisis de ácido sulfúrico a 2, 4, 6, 8, 10 % p/p
Para determinar la concentración peso a peso, se utiliza la ecuación A4 donde por medio de un cociente relaciona las cantidades en gramos de las sustancias a utilizar.
% 𝑝
𝑝=
𝑔 𝑑𝑒 𝐻2𝑆𝑂4
𝑔 𝑑𝑒 𝐻2𝑂+𝑔 𝑑𝑒 𝐻2𝑆𝑂4 100 % (A4)
Tabla D1. Datos en gramos para preparar las soluciones de ácido sulfúrico a concentraciones de 2, 4, 6, 8, 10 %p/p
Concentración (%p/p) masa de H2SO4 (g) masa de H2O (g) Masa total (g)
2 2 98
100
4 4 96
6 6 94
8 8 92
10 10 90
Preparación de hidróxido de sodio al 4 % p/p
Para determinar la concentración de 4% p/p de NaOH, se utiliza la ecuación 2 y 3 donde se considera la densidad del H2O como 1 g/mL y de 2.16 g /mL para el NaOH considerando un volumen total de 500 ml. La fórmula utilizada es la siguiente:
𝑣𝑜𝑙 = 𝑔 𝑑𝑒 𝑁𝑎𝑂𝐻 (𝑚𝑙
2.16𝑔) + 𝑔 𝑑𝑒 𝐻2𝑂 (
𝑚𝑙
1𝑔) (A5)
Se agregó 20.44 g de NaOH y 490.53 g de H2O
- Técnica de azúcares reductores (DNS)
Solución buffer de acetato a 0.2 M y un pH de 4.8
Preparar 100 ml de solución de acetato de sodio a 0.2 M y 100 ml de ácido acético glacial a 0.2 M. Para la muestra sólida se utilizó la siguiente ecuación.
𝑔 = 𝑀. 𝑉. 𝑃𝑀 (A6) Donde:

78
g = masa en gramos M = molaridad (mol/L) V = volumen (L) PM = peso molecular (g/mol) Y para la muestra líquida
𝑔 = (𝑀. 𝑉. 𝑃𝑀)/𝜌 (A7) Donde g = masa en gramos M = molaridad (mol/L) V = volumen (L) PM = peso molecular (g/mol)
𝜌 = densidad (g/mL)
Tabla D2. Preparación de la solución buffer de acetato
Compuesto Concentración
(mol/L)
Peso molecular
(g/mol)
Densidad (g/mL)
Cantidad necesaria
Acetato de sodio
0.2 82.04 ---- 1.64 g
Ácido acético glacial
0.2 60.05 1.049 1.15 mL
La cantidad necesaria se afora a 100 mL. Para la solución buffer se agrega 59 ml de acetato de sodio a 0.2 M y 41 mL de ácido acético glacial a 0.2 M. Medir el pH para corroborar el dato.
Solución DNS
La preparación de 500 mL de solución para el análisis de DNS, se realiza de la siguiente manera: Agregar en un matraz de 500 mL las cantidades indicadas en la Tabla D.3 en el orden en que se muestran manteniendo una agitación constante, agregar uno a uno los compuestos y esperar su solubilidad antes de agregar el siguiente compuesto, de lo contrario no habrá solubilidad y podrán precipitarse partículas sólidas. Si se realiza correctamente la solución la mezcla adquiere un color amarillo que es fotosensible.
Tabla D3. Cantidades para la preparación de la solución de DNS
Compuesto Masa (g)
Hidróxido de sodio 5
Tartrato de sodio y potasio 100
Sulfito de sodio 0.25
Fenol 1
79
DNS (ácido 3,5 dinitrosalicílico) 5
El ácido 3,5 dinitrosalicílico es un compuesto fotosensible por lo que se debe cubrir de la luz para que no pierda sus propiedades químicas.
Preparación de la muestra para la curva de glucosa anhidra.
Se preparó una solución de 50 g/L de glucosa, de la cual se obtuvieron diluciones de 10, 8, 6, 4, 2 g/L, para realizar una curva de calibración con base en la medición de absorbancia.
Fermentación
Preparación de caldo tioglicolato
Se agregan 28.5 g de caldo tioglicolato por cada 1000 mL de agua destilada
para preparar el medio de cultivo que contiene componentes que permiten
el desarrollo de microorganismos.
Medio de cultivo y de inóculo
El medio se preparó de acuerdo a la siguiente formulación (componentes por litro de agua destilada: 50 g de glucosa, 3 g/L de extracto de levadura, 0.5 g de fosfatos (K2HPO4 y KH2PO4), Vitaminas: 0,001 g de ácido p- amino benzoico (PABA), 0.001 g de tiamina, 0.0001 g de biotina, los cuales se esterilizan por filtración Trazas de elementos metales: 0.2 g de MgSO4.7H2O, 0,01 g de MnSO4.H2O, 0.01 g de FeSO4.7H2O, y 0.01 g de NaCl. Para preparar el medio de cultivo se mezclan los compuestos mencionados anteriormente con agua destilada en un matraz Erlenmeyer con agitación constante. Cuando los compuestos se hayan mezclado perfectamente, el medio se sirve en las botellas serológicas para posteriormente esterilizarlas en la autoclave a 121 ° C, 15 lb/in2 durante 15 minutos. La biotina y el PABA se agregan al medio después de ser esterilizado en autoclave.
Preparación del inóculo
La cepa se inoculó en cajas de Petri, tubos con tioglicolato y en botellas serológicas. Para las cajas de Petri el medio se preparó con: 200 mL de agua destilada

80
5.7 g de caldo tiogicolato 3 g de agar bacteriológico Después se esterilizó el medio en autoclave, a las condiciones mencionadas anteriormente. Finalmente el medio se sirvió en las cajas de Petri en condiciones asépticas. Cuando el medio solidificó se inoculó con un asa bacteriológica, sembrando en las cajas de Petri, las cuales se introdujeron en una jarra GasPak para mantener el inoculó en condiciones estrictamente anaeróbicas. La jarra se incubo a 50 °C. Medio en tubos de 15 mL: El medio se esterilizó para después servir 10 mL de medio en cada uno de los tubos (10 tubos en total). Los cuales fueron inoculados con un asa bacteriológica. 3 tubos contenían sólo el inoculo, a 3 tubos más se les adicionó 1 mL de aceite mineral y los 4 restantes se inocularon igual con asa bacteriológica, pero se llenan hasta el límite del tubo.

81
Anexo E
Volúmenes de muestra líquida, volumen de NaOH y pH La Tabla E1, E2 y E3 muestran las cantidades en ml de la muestra líquida (ácido sulfúrico), el volumen agregado de NaOH, el pH.
Tabla E.1. Cantidades de H2SO4 y NaOH a una temperatura de 100 °C
Bagazo hidrolizado
Muestra Concentración de
H2SO4 en % p/p Temperatura (°C)
Volumen de H2SO4 (μL)
Volumen de NaOH 5 % p/p
(μL) pH
21.1 21.2 21.3
2
100
2300 800 6.53 ± 0.01
2140 800 6.32 ± 0.01
2180 820 5.39 ± 0.01
22.1 22.2 22.3
4
1980 1700 6.17 ± 0.01
2150 1500 6.03 ± 0.01
2180 1680 5.52 ± 0.01
23.1 23.2 23.3
6
1950 2500 6.18 ± 0.01
2210 2800 6.75 ± 0.01
2140 2600 5.36 ± 0.01
24.1 24.2 24.3
8
2440 2880 5.67 ± 0.01
2320 3690 5.19 ± 0.01
2600 4240 5.23 ± 0.01
25.1 25.2 25.3
10
2050 4650 5.44 ± 0.01
2080 4600 5.59 ± 0.01
2340 4870 5.33 ± 0.01
Bagazo seco
Muestra Concentración de
H2SO4 en % p/p Temperatura (°C)
Volumen de H2SO4 (μL)
Volumen de NaOH 5 % p/p
(μL) pH
26.1 26.2 26.3
2
100
1080 410 6.59 ± 0.01
1065 355 5.46 ± 0.01
865 330 5.65 ± 0.01
27.1 27.2 27.3
4
1350 1050 6.60 ± 0.01
670 600 5.89 ± 0.01
925 750 6.57± 0.01
28.1 28.2 28.3
6
800 1030 6.98 ± 0.01
740 850 5.71 ± 0.01
940 1170 5.48 ± 0.01
29.1 29.2 29.3
8
1000 1600 5.65 ± 0.01
940 1660 5.98 ± 0.01
1080 1870 5.07 ± 0.01
30.1 30.2 30.3
10
1000 2050 6.00 ± 0.01
1300 2880 5.33 ± 0.01
1000 2250 5.88 ± 0.01

82
Tabla E2. Cantidades de H2SO4 y NaOH a una temperatura de 110 °C
Bagazo hidrolizado
Muestra
Concentración de H2SO4 en % p/p
Temperatura (°C) Volumen de H2SO4 (μL)
Volumen de NaOH 5 % p/p
(μL)
pH
1.1 1.2 1.3
2
110
2900 790 5.88 ± 0.01
2650 760 5.43 ± 0.01
2600 700 6.50 ± 0.01
2.1 2.2 2.3
4
2500 1520 5.12 ± 0.01
2700 1620 5.22 ± 0.01
2600 1520 5.64 ± 0.01
3.1 3.2 3.3
6
2550 2650 6.33 ± 0.01
2800 2880 5.31 ± 0.01
2520 2440 5.74 ± 0.01
4.1 4.2 4.3
8
3020 4070 5.30 ± 0.01
3240 3250 5.31 ± 0.01
2950 3640 5.66 ± 0.01
5.1 5.2 5.3
10
2900 4370 5.75 ± 0.01
2800 4240 6.03 ± 0.01
2900 4250 5.38 ± 0.01
Bagazo seco
Muestra Concentración de
H2SO4 en % p/p Temperatura (°C)
Volumen de H2SO4 (μL)
Volumen de NaOH 5 % p/p
(μL) pH
6.1 6.2 6.3
2
110
590 200 5.92 ± 0.01
1670 520 6.55 ± 0.01
700 250 5.54 ± 0.01
7.1 7.2 7.3
4
510 424 6.16 ± 0.01
2220 1420 5.33 ± 0.01
940 650 6.79 ± 0.01
8.1 8.2 8.3
6
1340 1215 5.57 ± 0.01
760 700 6.24 ± 0.01
700 700 5.38 ± 0.01
9.1 9.2 9.3
8
1900 2210 5.26 ± 0.01
1130 1605 5.67 ± 0.01
1150 1620 5.21 ± 0.01
10.1 10.2 10.3
10
940 1670 5.63 ± 0.01
1550 2450 6.68 ± 0.01
1700 2270 6.00 ± 0.01

83
Tabla E3. Cantidades de H2SO4 y NaOH a una temperatura de 120 °C
Bagazo hidrolizado
Muestra Concentración de
H2SO4 en % p/p Temperatura (°C)
Volumen de H2SO4 (μL)
Volumen de NaOH 5% p/p
(μL) pH
11.1 11.2 11.3
2
120
1684 600 6.83 ± 0.01
1600 570 6.30 ± 0.01
2200 2200 6.18 ± 0.01
12.1 12.2 12.3
4
2200 1450 5.22 ± 0.01
2180 1500 6.49 ± 0.01
2780 1300 5.28 ± 0.01
13.1 13.2 13.3
6
2250 2600 5.32 ± 0.01
1674 2200 6.42 ± 0.01
2000 2115 5.32 ± 0.01
14.1 14.2 14.3
8
2380 3360 5.19 ± 0.01
2340 2720 5.73 ± 0.01
1800 2840 5.36 ± 0.01
15.1 15.2 15.3
10
2180 2950 5.84 ± 0.01
2460 5100 6.76 ± 0.01
2340 4040 6.10 ± 0.01
Bagazo seco
Muestra Concentración de
H2SO4 en %p/p Temperatura (°C)
Volumen de H2SO4 (μL)
Volumen de NaOH 5% p/p
(μL) Ph
16.1 16.2 16.3
2
120
1220 460 5.52 ± 0.01
1440 470 6.16 ± 0.01
1630 740 6.31 ± 0.01
17.1 17.2 17.3
4
1400 1215 5.88 ± 0.01
1380 1060 6.84 ± 0.01
1204 820 5.92 ± 0.01
18.1 18.2 18.3
6
705 915 5.01 ± 0.01
1360 1550 5.82 ± 0.01
1202 1400 6.36 ± 0.01
19.1 19.2 19.3
8
860 1300 6.99 ± 0.01
1222 2030 5.64 ± 0.01
1202 1990 6.43 ± 0.01
20.1 20.2 20.3
10
1382 2950 6.18 ± 0.01
1560 3390 5.67 ± 0.01
--- --- ---

84
Anexo F
Curvas de glucosa La Tabla F1 es la curva de glucosa para pretratamiento con temperaturas de 100 y 120°C. Curva de glucosa para determinar la concentración de glucosa presente en la muestras de fermentación. Las Tablas F1 y F2 muestran las los datos de la absorbancia contra concentración a diferentes temperaturas. Tabla F1. Concentraciones de glucosa y absorbancia para temperatura de 120 y 100 °C
Concentraciones en g/L
Primera curva absorbancia
(540 nm)
Segunda curva
absorbancia (540 nm)
Tercera curva
absorbancia (540 nm)
0 0.049
0.050 0.051
2 0.193 0.502 0.321
4 0.422 0.556 0.534
6 0.573 0.813 0.850
8 0.715 1.028 1.117
10 0.839 1.135 1.317
En la Figura F1 se muestran graficados los datos para la curva de calibración, en donde aplicando una línea de tendencia con aproximación lineal, se obtiene su ecuación y su valor de R2.
Figura F1. Datos graficados de absorbancia vs concentración de glucosa para las temperaturas de 120 y 100 °C
y = 0.081x + 0.0604R² = 0.991
y = 0.1123x + 0.0859R² = 0.9866
y = 0.1291x + 0.053R² = 0.997
0 2 4 6 8 10
abso
rban
cia
concentración de glucosa ( g/L)
Curva de calibración de glucosa para T= 120°C y 100°C
primera curva de glucosa dela serie 1
segunda curva de glucosade la serie 1
tercera curva de glucosa dela serie 1
0 2 4 6 8 10
0.0
0.2
0.4
0.6
0.8
1.0
1.2
1.4
Abso
rbanic
ia (
540nm
)
glucosa (g/L)

85
Analizando las tres corridas de datos, se determinó que la tercera curva de glucosa con la R2 = 0.997 es la mejor al obtener un valor muy cercano a 1. Se
utilizó la ecuación 𝐴 = 0.1291 𝐶 + 0.053 para los datos a temperatura de 120 y 100 °C, donde C es la concentración y A la absorbancia. La Figura F2 es la Curva de glucosa para pretratamiento a temperatura 110°C Tabla F2. Tabla de concentraciones de glucosa y absorbancia para temperatura de 110 °C
Concentraciones en %p/p
Primera curva absorbancia
(540 nm)
Segunda curva absorbancia (540
nm)
Tercera curva absorbancia
(540 nm)
0 0.048 0.045 0.044
2 0.238 0.273 0.257
4 0.653 0.563 0.526
6 0.953 0.771 0.766
8 0.993 0.827 0.991
10 1.427 1.349 1.123
En la Figura F2 se muestran graficados los datos para la curva de calibración, en donde aplicando una línea de tendencia con aproximación lineal, se obtiene su ecuación y su valor de R2.
Figura F2. Datos graficados de absorbancia vs concentración de glucosa para temperatura de 110°C
Analizando las tres corridas de la segunda serie de datos, se determina que la tercera curva de glucosa con la R2 = 0.9922 es la mejor al obtener un valor muy
cercano a 1. Se utilizara la ecuación 𝐴 = 0.112𝐶 + 0.058 para los datos a temperatura de 110 °C, donde C es la concentración y A la absorbancia.
y = 0.1351x + 0.043R² = 0.9707
y = 0.1199x + 0.0387R² = 0.9582
y = 0.112x + 0.058R² = 0.9922
0
0.2
0.4
0.6
0.8
1
1.2
1.4
1.6
0 5 10
abso
rban
cia
concentración en %p/p
curva de calibración de glucosa T=110°C
primera curva de glucosa dela serie 1
segunda curva de glucosa dela serie 1
tercera curva de glucosa de laserie 1
0 2 4 6 8 10
0.0
0.2
0.4
0.6
0.8
1.0
1.2
1.4
1.6
Ab
so
rban
cia
(54
0n
m)
glucosa (g/L)

86
Se realizaron varios ajustes de curvas de glucosa, de tal manera que se obtenga un ajuste cercano a R2= 0.999. Las Tablas F3 y F4 muestran los datos de la absorbancia contra concentración a diferentes temperaturas. La Figura F3 nos muestra la curva de glucosa para fermentación 1. Tabla F3.Tabla de concentraciones de glucosa y absorbancia para la primera fermentación.
Concentraciones en g/L
Primera curva
absorbancia (540 nm)
Segunda curva
absorbancia (540 nm)
Tercera curva
absorbancia (540 nm)
0 0.048 0.046 0.048
2 0.345 0.336 0.317
4 0.685 0.604 0.599
6 0.863 0.898 0.77
8 0.998 1.033 0.941
10 1.041 0.986 0.992
Figura F3. Datos graficados de absorbancia vs concentración de glucosa para los resultados obtenidos en la primera fermentación.
y = 0.1015x + 0.156R² = 0.9298
y = 0.1012x + 0.1444R² = 0.9116
y = 0.0966x + 0.1281R² = 0.9568
curva de calibración de glucosa para la fermentación 1
primera curva de glucosa dela serie 1
segunda curva de glucosa dela serie 1
tercera curva de glucosa de laserie 1

87
Tabla F4.Tabla de concentraciones de glucosa y absorbancia para la segunda fermentación.
Concentración en g/L
Primera curva
absorbancia (540 nm)
Segunda curva
absorbancia (540 nm)
Tercera curva
absorbancia (540 nm)
0 0.051 0.051 0.049
2 0.266 0.24 0.243
4 0.401 0.45 0.471
6 0.627 0.669 0.678
8 0.706 0.739 0.786
10 1.088 0.924 1.205
Figura F4. Datos graficados de absorbancia vs concentración de glucosa para los resultados obtenidos en la segunda fermentación.
De la primera fermentación se utilizara la ecuación 𝐴 = 0.0966𝐶 + 0.1281, en la segunda fermentación se utilizara la ecuación 𝐴 = 0.0869𝐶 + 0.0778, donde C es la concentración y A la absorbancia.
y = 0.0962x + 0.0424R² = 0.97
y = 0.0869x + 0.0778R² = 0.9851
y = 0.1088x + 0.028R² = 0.9752
curva de calibración de glucosa para la fermentación 2
primera curva de glucosa dela serie 1
segunda curva de glucosa dela serie 1
tercera curva de glucosa de laserie 1
0 2 4 6 8 10
0.0
0.2
0.4
0.6
0.8
1.0
1.2
Absorbancia
(540nm
)
glucosa (g/L)
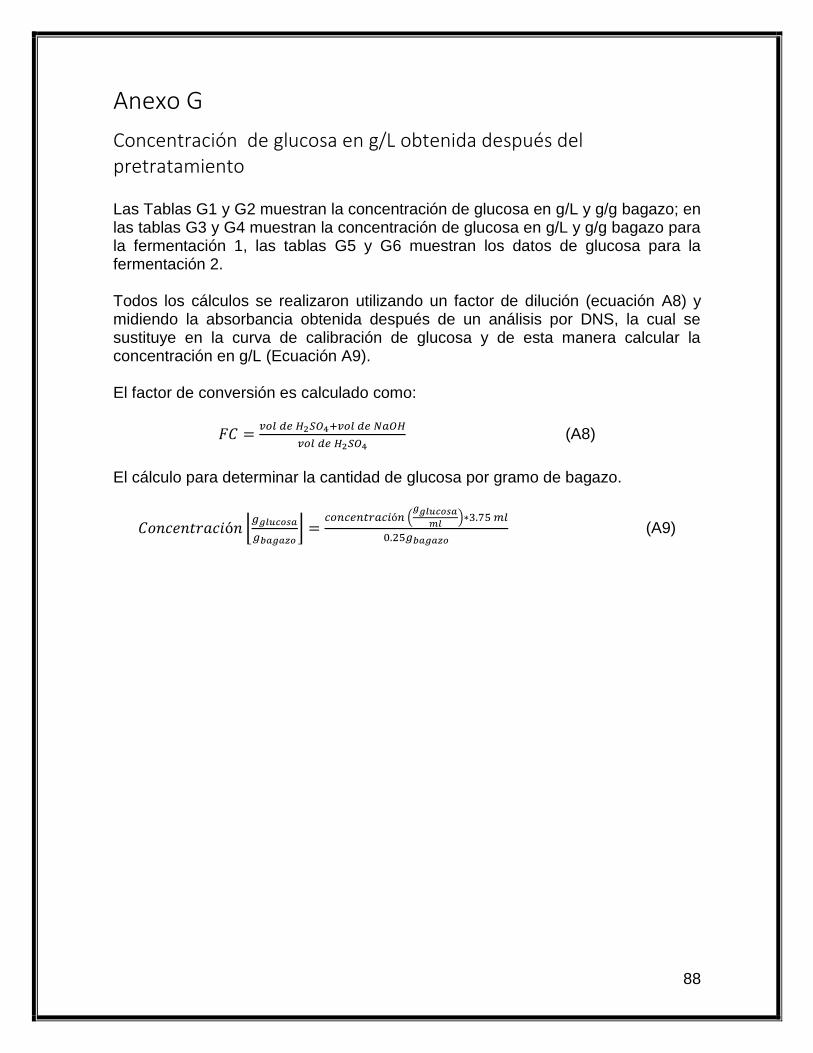
88
Anexo G
Concentración de glucosa en g/L obtenida después del pretratamiento Las Tablas G1 y G2 muestran la concentración de glucosa en g/L y g/g bagazo; en las tablas G3 y G4 muestran la concentración de glucosa en g/L y g/g bagazo para la fermentación 1, las tablas G5 y G6 muestran los datos de glucosa para la fermentación 2. Todos los cálculos se realizaron utilizando un factor de dilución (ecuación A8) y midiendo la absorbancia obtenida después de un análisis por DNS, la cual se sustituye en la curva de calibración de glucosa y de esta manera calcular la concentración en g/L (Ecuación A9). El factor de conversión es calculado como:
𝐹𝐶 =𝑣𝑜𝑙 𝑑𝑒 𝐻2𝑆𝑂4+𝑣𝑜𝑙 𝑑𝑒 𝑁𝑎𝑂𝐻
𝑣𝑜𝑙 𝑑𝑒 𝐻2𝑆𝑂4 (A8)
El cálculo para determinar la cantidad de glucosa por gramo de bagazo.
𝐶𝑜𝑛𝑐𝑒𝑛𝑡𝑟𝑎𝑐𝑖ó𝑛 ⌊𝑔𝑔𝑙𝑢𝑐𝑜𝑠𝑎
𝑔𝑏𝑎𝑔𝑎𝑧𝑜⌋ =
𝑐𝑜𝑛𝑐𝑒𝑛𝑡𝑟𝑎𝑐𝑖ó𝑛 (𝑔𝑔𝑙𝑢𝑐𝑜𝑠𝑎
𝑚𝑙)∗3.75 𝑚𝑙
0.25𝑔𝑏𝑎𝑔𝑎𝑧𝑜 (A9)

89
Tabla G1. Resultados de concentración de glucosa en g/L para el pretratamiento a temperaturas de 100 y 120 °C
Bagazo hidrolizado
Muestra Concentración en
% p/p Temperatura
(°C)
Absorbancia de azúcares reductores
(A)
Ecuación de glucosa
Factor de dilución
Concentración de glucosa
C1 C2 promedio C1 C2
g/L (g /g bagazo)
11
2
120
0.354 0.635
𝐶=
𝐴−
0.0
53
0.1
29
1
1.356 2.332 4.508 3.420 0.047 0.092 0.355 0.474 1.356 2.339 3.261 2.800 0.048 0.066 0.295 0.359 2.000 1.875 2.370 2.123 0.056 0.071
12 4 0.320 0.339 1.659 2.068 2.215 2.142 0.051 0.055 0.341 0.455 1.688 2.231 3.114 2.673 0.056 0.079 0.286 0.316 1.468 1.805 2.037 1.921 0.040 0.045
13
6 0.317 0.288 2.156 2.045 1.820 1.933 0.066 0.059 0.272 0.330 2.314 1.696 2.146 1.921 0.059 0.074 0.279 0.259 2.058 1.751 1.596 1.674 0.054 0.049
14
8 0.235 0.218 2.412 1.410 1.278 1.344 0.051 0.046 0.235 0.239 2.162 1.410 1.441 1.426 0.046 0.047 0.393 0.338 2.578 2.634 2.208 2.421 0.102 0.085
15 10 0.263 0.291 2.353 1.627 1.844 1.736 0.057 0.065 0.206 0.217 3.073 1.185 1.270 1.228 0.055 0.059 0.172 0.234 2.726 0.922 1.402 1.162 0.038 0.057

90
Bagazo seco
Muestra Concentración en
% p/p Temperatura
(°C)
Absorbancia de azúcares reductores
(A)
Ecuación de glucosa
Factor de dilución
Concentración de glucosa
C1 C2 Promedio C1 C2
g/L (g /g bagazo)
16 2
120
1.102 0.930
𝐶=
𝐴−
0.0
53
0.1
29
1
1.377 8.125 6.793 7.459 0.168 0.140 0.671 1.287 1.326 4.787 9.558 7.173 0.095 0.190 0.922 1.208 1.454 6.731 8.947 7.839 0.147 0.195
17 4 0.892 1.064 1.868 6.499 7.831 7.165 0.182 0.219 0.891 1.245 1.768 6.491 9.233 7.862 0.172 0.245 0.661 0.893 1.681 4.710 6.507 5.608 0.119 0.164
18
6 0.824 0.809 2.298 5.972 5.856 5.914 0.206 0.202 0.718 0.777 2.140 5.151 5.608 5.380 0.165 0.180 0.801 1.070 2.165 5.794 7.878 6.836 0.188 0.256
19 8 0.857 0.417 2.512 6.228 2.820 4.524 0.235 0.106 0.947 0.379 2.661 6.925 2.525 4.725 0.276 0.101 0.669 0.382 2.656 4.771 2.548 3.660 0.190 0.102
20
10 0.794 0.387 3.135 5.740 2.587 4.163 0.270 0.122 0.700 0.332 3.173 5.012 2.161 3.586 0.239 0.103
--- --- --- --- --- --- --- ---

91
Bagazo hidrolizado
Muestra Concentración en
% p/p Temperatura
(°C)
Absorbancia de azúcares reductores
(A)
Ecuación de glucosa
Factor de dilución
Concentración de glucosa
C1 C2 Promedio C1 C2
g/L (g /g bagazo)
21
2
100
0.103 0.115
𝐶=
𝐴−
0.0
53
0.1
29
1
1.348 0.387 0.480 0.434 0.008 0.010
0.104 0.126 1.374 0.395 0.565 0.480 0.008 0.012
0.190 0.203 1.376 1.061 1.162 1.112 0.022 0.024
22 4 0.181 0.190 1.859 0.991 1.061 1.026 0.028 0.030
0.229 0.164 1.698 1.363 0.860 1.112 0.035 0.022
0.203 0.201 1.771 1.162 1.146 1.154 0.031 0.030
23
6 0.192 0.255 2.282 1.077 1.565 1.321 0.037 0.054
0.270 0.158 2.267 1.681 0.813 1.247 0.057 0.028
0.162 0.260 2.215 0.844 1.603 1.224 0.028 0.053
24
8 0.234 0.262 2.180 1.402 1.619 1.510 0.046 0.053
0.276 0.313 2.591 1.727 2.014 1.871 0.067 0.078
0.258 0.284 2.631 1.588 1.789 1.689 0.063 0.071
25 10 0.236 0.275 3.268 1.418 1.720 1.569 0.069 0.084
0.249 0.290 3.212 1.518 1.836 1.677 0.073 0.088 0.206
0.230 3.081 1.185 1.371 1.278
0.055 0.063

92
Bagazo seco
Muestra Concentración en
% p/p Temperatura
(°C)
Absorbancia de azúcares
reductores (A)
Ecuación de glucosa
Factor de dilución
Concentración de glucosa
C1 C2 Promedio C1 C2
g/L
(g /g bagazo)
26 2
100
0.254 0.312
𝐶=
𝐴−
0.0
53
0.1
29
1
1.380 1.557 2.006 1.782 0.032 0.042
0.306 0.305 1.333 1.960 1.952 1.956 0.039 0.039
0.342 0.352 1.382 2.239 2.316 2.277 0.046 0.048
27 4 0.327 0.357 1.778 2.122 2.355 2.239 0.057 0.063
0.345 0.345 1.896 2.262 2.262 2.262 0.064 0.064
0.359 0.331 1.811 2.370 2.153 2.262 0.064 0.058
28
6 0.335 0.336 2.288 2.184 2.192 2.188 0.075 0.075
0.312 0.300 2.149 2.006 1.913 1.960 0.065 0.062
0.347 0.338 2.245 2.277 2.208 2.242 0.077 0.074
29 8 0.322 0.311 2.600 2.084 1.998 2.041 0.081 0.078
0.344 0.343 2.766 2.254 2.246 2.250 0.094 0.093
0.370 0.335 2.731 2.455 2.184 2.320 0.101 0.089
30
10 0.322 0.329 3.050 2.084 2.138 2.111 0.095 0.098 0.334 0.348 3.215 2.177 2.285 2.231 0.105 0.110 0.358 0.346 3.250 2.363 2.270 2.316 0.115 0.111

93
Tabla G2. . Resultados de concentración de glucosa en g/L para el pretratamiento a temperatura de 110°C
Bagazo hidrolizado
Muestra Concentración en
% p/p Temperatura
(°C)
Absorbancia de azúcares reductores
(A)
Ecuación de glucosa
Factor de dilución
Concentración de glucosa
C1 C2 Promedio C1 C2
g/L
(g /g bagazo)
1
2
110
0.248 0.225
𝐶=
𝐴−
0.0
58
0.1
12
1.272 1.696 1.491 1.594 0.032 0.028 0.208 0.202 1.287 1.339 1.286 1.313 0.026 0.025 0.210 0.206 1.269 1.357 1.321 1.339 0.026 0.025
2 4 0.256 0.245 1.608 1.768 1.670 1.719 0.043 0.040 0.266 0.274 1.600 1.857 1.929 1.893 0.045 0.046 0.180 0.188 1.585 1.089 1.161 1.125 0.026 0.028
3
6 0.218 0.192 2.039 1.429 1.196 1.313 0.044 0.037 0.218 0.273 2.029 1.429 1.920 1.674 0.043 0.058 0.200 0.241 1.968 1.268 1.634 1.451 0.037 0.048
4
8 0.195 0.191 2.348 1.223 1.188 1.205 0.043 0.042 0.205 0.190 2.003 1.313 1.179 1.246 0.039 0.035 0.175 0.192 2.234 1.045 1.196 1.121 0.035 0.040
5 10 0.180 0.201 2.507 1.089 1.277 1.183 0.041 0.048 0.173 0.201 2.514 1.027 1.277 1.152 0.039 0.048 0.136 0.178 2.466 0.696 1.071 0.884 0.026 0.040

94
Bagazo seco
Muestra Concentración en
% p/p Temperatura
(°C)
Absorbancia de azúcares reductores
(A)
Ecuación de glucosa
Factor de dilución
Concentración de glucosa
C1 C2 Promedio C1 C2
g/L (g /g bagazo)
6 2
110
0.620 0.606
𝐶=
𝐴−
0.0
58
0.1
12
1.339 5.018 4.893 4.955 0.101 0.098 0.621 0.639 1.311 5.027 5.188 5.107 0.099 0.102 0.318 0.319 1.357 2.321 2.330 2.326 0.047 0.047
7 4 0.362 0.387 1.831 2.714 2.938 2.826 0.075 0.081 0.391 0.389 1.640 2.973 2.955 2.964 0.073 0.073 0.375 0.427 1.691 2.830 3.295 3.063 0.072 0.084
8
6 0.319 0.347 1.907 2.330 2.580 2.455 0.067 0.074 0.347 0.335 1.921 2.580 2.473 2.527 0.074 0.071 0.334 0.372 2.000 2.464 2.804 2.634 0.074 0.084
9 8 0.324 0.372 2.163 2.375 2.804 2.589 0.077 0.091 0.352 0.387 2.420 2.625 2.938 2.781 0.095 0.107 0.369 0.359 2.409 2.777 2.688 2.732 0.100 0.097
10
10 0.344 0.344 2.777 2.554 2.554 2.554 0.106 0.106 0.390 0.390 2.581 2.964 2.964 2.964 0.115 0.115 0.349 0.349 2.335 2.598 2.598 2.598 0.091 0.091

95
Tabla G3. Resultados de concentración de glucosa en g/L para medio G (Sólo glucosa)
Tiempo Muestras
absorbancia para azúcares reductores Ecuación
utilizada Factor de dilución
Concentración de glucosa
C1 C2 Promedio
g/L (h) A1 A2
0 1.G.0 0.719 0.721
𝐶=
𝐴−
0.1
28
1
0.0
96
6
10.000 48.587 48.743 48.665
5 1.G.5 0.591 0.538 10.000 38.595 34.457 36.526
10 1.G.10 0.582 0.695 10.000 37.892 46.714 42.303
12 1.G.12 0.519 0.574 10.000 32.974 37.268 35.121
15 1.G.15 0.624 0.6 10.000 41.171 39.297 40.234
17 1.G.17 0.585 0.517 10.000 38.126 32.818 35.472
19 1.G.19 0.275 0.268 10.000 13.927 13.380 13.653
21 1.G.21 0.712 0.59 10.000 48.041 38.517 43.279
31 1.G.31 0.509 0.401 10.000 32.194 23.763 27.978
41 1.G.41 0.398 0.42 10.000 23.528 25.246 24.387
65 1.G.65 0.32 0.367 10.000 17.440 21.109 19.274
89 1.G.89 0.356 0.305 10.000 20.250 16.269 18.259
113 1.G.113 0.246 0.254 10.000 11.663 12.287 11.975
137 1.G.137 0.295 0.295 10.000 15.488 15.488 15.488
161 1.G.161 0.144 0.129 10.000 3.700 2.529 3.115

96
Tabla G4. Resultados de concentración de glucosa en g/L para medio AB (Glucosa+ Ácido Butírico)
Tiempo muestras
absorbancia para azúcares reductores Ecuación
utilizada Factor de dilución
Concentración de glucosa
C1 C2 Promedio
g/L (h) A1 A2
0 1.AB.0 0.658 0.631
𝐶=
𝐴−
0.1
28
1
0.0
96
6
10.000 43.825 41.717 42.771
5 1.AB.5 0.688 0.668 10.000 46.167 44.606 45.386
10 1.AB.10 0.687 0.394 10.000 46.089 23.216 34.653
12 1.AB.12 0.639 0.643 10.000 42.342 42.654 42.498
15 1.AB.15 0.271 0.229 10.000 13.614 10.336 11.975
17 1.AB.17 0.63 0.63 10.000 41.639 41.639 41.639
19 1.AB.19 0.589 0.652 10.000 38.439 43.357 40.898
21 1.AB.21 0.793 0.711 10.000 54.364 47.963 51.163
31 1.AB.31 0.479 0.461 10.000 29.852 28.447 29.149
41 1.AB.41 0.463 0.461 10.000 28.603 28.447 28.525
65 1.AB.65 0.546 0.587 10.000 35.082 38.283 36.682
89 1.AB.89 0.549 0.627 10.000 35.316 41.405 38.361
113 1.AB.113 0.662 0.583 10.000 44.137 37.970 41.054
137 1.AB.137 0.553 0.583 10.000 35.628 37.970 36.799
161 1.AB.161 0.696 0.598 10.000 46.792 39.141 42.966

97
Tabla G5. Resultados de concentración de glucosa en g/L para el medio BG (Glucosa y bagazo de caña)
tiempo
(h)
Muestras Datos Ecuación
utilizada
Factor de
dilución
Concentración de glucosa
C1 C2 Promedio promedio total
g/L A1 A2
0
1.BG.0 0.889 0.817
𝐶=
𝐴−
0.0
77
8
0.0
86
9
10.000 93.564 85.260 89.412
90.354 2.BG.0 0.789 0.944 10.000 82.030 99.908 90.969
3.BG.0 0.832 0.896 10.000 86.990 94.371 90.681
5
1.BG.5 0.888 0.881 10.000 93.449 92.641 93.045
87.624 2.BG.5 0.707 0.761 10.000 72.572 78.800 75.686
3.BG.5 0.892 0.896 10.000 93.910 94.371 94.141
10
1.BG.10 0.697 0.708 10.000 71.419 72.687 72.053
64.575 2.BG.10 0.631 0.627 10.000 63.806 63.345 63.576
3.BG.10 0.661 0.502 10.000 67.266 48.927 58.097
12
1.BG.12 0.894 0.914 10.000 94.141 96.448 95.294
94.506 2.BG.12 0.882 0.818 10.000 92.757 85.375 89.066
3.BG.12 0.996 0.879 10.000 105.905 92.411 99.158
15
1.BG.15 0.785 0.635 10.000 81.569 64.268 72.918
76.205 2.BG.15 0.650 0.764 10.000 65.998 79.146 72.572
3.BG.15 0.733 0.864 10.000 75.571 90.681 83.126
17
1.BG.17 0.869 0.889 10.000 91.257 93.564 92.411
80.531 2.BG.17 0.500 0.544 10.000 48.697 53.772 51.234
3.BG.17 0.904 0.950 10.000 95.294 100.600 97.947
19
1.BG.19 0.901 0.937 10.000 94.948 99.100 97.024
95.044 2.BG.19 0.835 0.953 10.000 87.336 100.946 94.141
3.BG.19 0.867 0.918 10.000 91.027 96.909 93.968
21
1.BG.21 0.883 0.883 10.000 92.872 92.872 92.872
85.750
2.BG.21 0.950 0.988 10.000 100.600 104.983 102.791
3.BG.21 0.857 0.912 10.000 89.873 96.217 93.045
4.BG.21 0.764 0.635 10.000 79.146 64.268 71.707
5.BG.21 0.678 0.712 10.000 69.227 73.149 71.188
6.BG.21 0.743 0.850 10.000 76.724 89.066 82.895
31 1.BG.31 0.949 0.920 10.000 100.484 97.140 98.812
86.221 2.BG.31 0.628 0.643 10.000 63.460 65.190 64.325

98
3.BG.31 0.955 0.857 10.000 101.176 89.873 95.525
41
1.BG.41 0.453 0.405 10.000 43.276 37.739 40.507
42.238 2.BG.41 0.461 0.422 10.000 44.198 39.700 41.949
3.BG.41 0.520 0.403 10.000 51.003 37.509 44.256
65
1.BG.65 0.636 0.630 10.000 64.383 63.691 64.037
60.423 2.BG.65 0.623 0.536 10.000 62.884 52.849 57.866
3.BG.65 0.609 0.576 10.000 61.269 57.463 59.366
89
1.BG.89 0.700 0.729 10.000 71.765 75.110 73.437
70.938 2.BG.89 0.759 0.609 10.000 78.570 61.269 69.919
3.BG.89 0.717 0.643 10.000 73.725 65.190 69.458
113
1.BG.113 0.746 0.678 10.000 77.070 69.227 73.149
71.669 2.BG.113 0.640 0.654 10.000 64.844 66.459 65.652
3.BG.113 0.789 0.688 10.000 82.030 70.381 76.205
137
1.BG.137 0.774 0.789 10.000 80.300 82.030 81.165
73.283 2.BG.137 0.687 0.680 10.000 70.265 69.458 69.862
3.BG.137 0.669 0.680 10.000 68.189 69.458 68.824
161
1.BG.161 0.722 0.768 10.000 74.302 79.608 76.955
74.783 2.BG.161 0.701 0.717 10.000 71.880 73.725 72.803
3.BG.161 0.702 0.747 10.000 71.995 77.186 74.591
185
1.BG.185 0.559 0.454 10.000 55.502 43.391 49.446
53.291 2.BG.185 0.550 0.548 10.000 54.464 54.233 54.348
3.BG.185 0.552 0.576 10.000 54.694 57.463 56.078
209
1.BG.209 0.456 0.480 10.000 43.622 46.390 45.006
48.793 2.BG.209 0.478 0.522 10.000 46.159 51.234 48.697
3.BG.209 0.562 0.507 10.000 55.848 49.504 52.676
233
1.BG.233 0.646 0.621 10.000 65.536 62.653 64.095
55.175
2.BG.233 0.625 0.642 10.000 63.114 65.075 64.095
3.BG.233 0.576 0.607 10.000 57.463 61.038 59.250
4.BG.233 0.474 0.499 10.000 45.698 48.581 47.140
5.BG.233 0.447 0.499 10.000 42.584 48.581 45.582
6.BG.233 0.506 0.532 10.000 49.389 52.388 50.888
.

99
Tabla G6. Resultados de concentración de glucosa en g/L para el medio SG (bagazo sin agregar glucosa)
Tiempo
(h)
Muestras Datos Ecuación
utilizada
Factor de
dilución
Concentración de glucosa
C1 C2 Promedio Promedio total
g/L A1 A2
0
1.SG.0 0.080 0.074
𝐶=
𝐴−
0.0
77
8
0.0
86
9
10.000 0.254 -0.438 -0.092 2.157
2.SG.0 0.095 0.085 10.000 1.984 0.830 1.407
3.SG.0 0.120 0.125 10.000 4.867 5.444 5.156
5
1.SG.5 0.097 0.081 10.000 2.215 0.369 1.292
1.119 2.SG.5 0.089 0.081 10.000 1.292 0.369 0.830
3.SG.5 0.088 0.089 10.000 1.176 1.292 1.234
10
1.SG.10 0.115 0.112 10.000 4.291 3.945 4.118
3.137 2.SG.10 0.106 0.091 10.000 3.253 1.522 2.388
3.SG.10 0.104 0.102 10.000 3.022 2.791 2.907
12
1.SG.12 0.092 0.082 10.000 1.638 0.484 1.061
0.850 2.SG.12 0.069 0.096 10.000 -1.015 2.099 0.542
3.SG.12 0.086 0.086 10.000 0.946 0.946 0.946
15
1.SG.15 0.065 0.067 10.000 -1.476 -1.246 -1.361 0.400
2.SG.15 0.074 0.079 10.000 -0.438 0.138 -0.150
3.SG.15 0.075 0.086 10.000 -0.323 0.946 0.311
17
1.SG.17 0.071 0.092 10.000 -0.784 1.638 0.427
3.060 2.SG.17 0.115 0.110 10.000 4.291 3.714 4.002
3.SG.17 0.111 0.127 10.000 3.829 5.675 4.752
19
1.SG.19 0.087 0.076 10.000 1.061 -0.208 0.427
0.235 2.SG.19 0.076 0.083 10.000 -0.208 0.600 0.196
3.SG.19 0.077 0.080 10.000 -0.092 0.254 0.081
21
1.SG.21 0.076 0.074 10.000 -0.208 -0.438 -0.323
0.640
2.SG.21 0.076 0.081 10.000 -0.208 0.369 0.081
3.SG.21 0.079 0.080 10.000 0.138 0.254 0.196
4.SG.21 0.064 0.068 10.000 -1.592 -1.130 -1.361
5.SG.21 0.076 0.070 10.000 -0.208 -0.900 -0.554
6.SG.21 0.070 0.053 10.000 -0.900 -2.860 -1.880
31 1.SG.31 0.069 0.074 10.000 -1.015 -0.438 -0.727 0.938

100
2.SG.31 0.080 0.066 10.000 0.254 -1.361 -0.554
3.SG.31 0.066 0.063 10.000 -1.361 -1.707 -1.534
41
1.SG.41 0.120 0.111 10.000 4.867 3.829 4.348
3.541 2.SG.41 0.102 0.089 10.000 2.791 1.292 2.042
3.SG.41 0.112 0.117 10.000 3.945 4.521 4.233
65
1.SG.65 0.064 0.062 10.000 -1.592 -1.822 -1.707
1.361 2.SG.65 0.069 0.073 10.000 -1.015 -0.554 -0.784
3.SG.65 0.064 0.064 10.000 -1.592 -1.592 -1.592
89
1.SG.89 0.088 0.087 10.000 1.176 1.061 1.119
13.518 2.SG.89 0.320 0.478 10.000 27.935 46.159 37.047
3.SG.89 0.100 0.097 10.000 2.561 2.215 2.388
113
1.SG.113 0.095 0.099 10.000 1.984 2.445 2.215
1.79 2.SG.113 0.093 0.103 10.000 1.753 2.907 2.330
3.SG.113 0.085 0.085 10.000 0.830 0.830 0.830
137
1.SG.137 0.098 0.085 10.000 2.330 0.830 1.580
0.350 2.SG.137 0.086 0.075 10.000 0.946 -0.323 0.311
3.SG.137 0.073 0.068 10.000 -0.554 -1.130 -0.842
161
1.SG.161 0.068 0.068 10.000 -1.130 -1.130 -1.130
1.380 2.SG.161 0.050 0.051 10.000 -3.206 -3.091 -3.149
3.SG.161 0.080 0.078 10.000 0.254 0.023 0.138
185
1.SG.185 0.075 0.080 10.000 -0.323 0.254 -0.035
1.188 2.SG.185 0.052 0.047 10.000 -2.976 -3.552 -3.264
3.SG.185 0.077 0.074 10.000 -0.092 -0.438 -0.265
209
1.SG.209 0.086 0.084 10.000 0.946 0.715 0.830
0.650 2.SG.209 0.053 0.052 10.000 -2.860 -2.976 -2.918
3.SG.209 0.082 0.076 10.000 0.484 -0.208 0.138
233
1.SG.233 0.056 0.054 10.000 -2.514 -2.745 -2.630
1.121
2.SG.233 0.052 0.052 10.000 -2.976 -2.976 -2.976
3.SG.233 0.054 0.051 10.000 -2.745 -3.091 -2.918
4.SG.233 0.070 0.098 10.000 -0.900 2.330 0.715
5.SG.233 0.081 0.077 10.000 0.369 -0.092 0.138
6.SG.233 0.090 0.082 10.000 1.407 0.484 0.946

101
Anexo H
Estimación de la concentración de biomasa Para determinar la concentración de biomasa se utilizó el método de peso seco, el cual consiste en utilizar el peso de las membranas que se utilizan durante la filtración de las muestras tomadas en la fermentación. Dichos filtros se pesan antes de filtrar la muestra y después de filtrar la misma, la diferencia entre el peso final y el peso inicial nos proporciona la concentración de biomasa presente en la muestra (Tabla H1). Cabe mencionar que los filtros se meten al microondas durante 2 minutos antes de ser pesados inicialmente. Cuando las muestras ya se filtraron las membranas utilizadas se meten al microondas durante 2 minutos y posteriormente se introducen a un desecador, el cual contiene sílica gel y se sella al vacío. Los filtros permanecen ahí durante 2 horas. Transcurrido este tiempo las membranas se pesan obteniendo así el peso final de la membrana y por ende la concentración de biomasa en mg/ml.
Tabla H1 Variación de la concentración de biomasa para cada muestra respecto al tiempo para el medio G (Glucosa).
Tiempo (h)
Muestra Volumen
de muestra (mL)
Peso de papel filtro antes de la
muestra (mg)
Peso de papel filtro después de la muestra
(mg)
Concentración de biomasa
(mg/mL)
Promedio de la concentración de biomasa (mg/ml)
0
1.G.0
1
5.200 5.900 0.233
0.222 ± 0.019
2.G.0 5.200 5.800 0.200
3.G.0 5.200 5.900 0.233
5
1.G.5
1
5.200 6.000 0.267
0.311 ± 0.038
2.G.5 5.100 6.100 0.333
3.G.5 5.200 6.200 0.333
10
1.G.10
1
5.200 6.000 0.267
0.333 ± 0.058
2.G.10 5.100 6.200 0.367
3.G.10 5.100 6.200 0.367
12
1.G.12
1
5.100 6.400 0.433
0.444 ± 0.019
2.G.12 5.000 6.300 0.433
3.G.12 4.900 6.300 0.467
15
1.G.15
1
5.000 6.300 1.300
1.267 ± 0.058
2.G.15 5.200 6.500 1.300
3.G.15 5.200 6.400 1.200
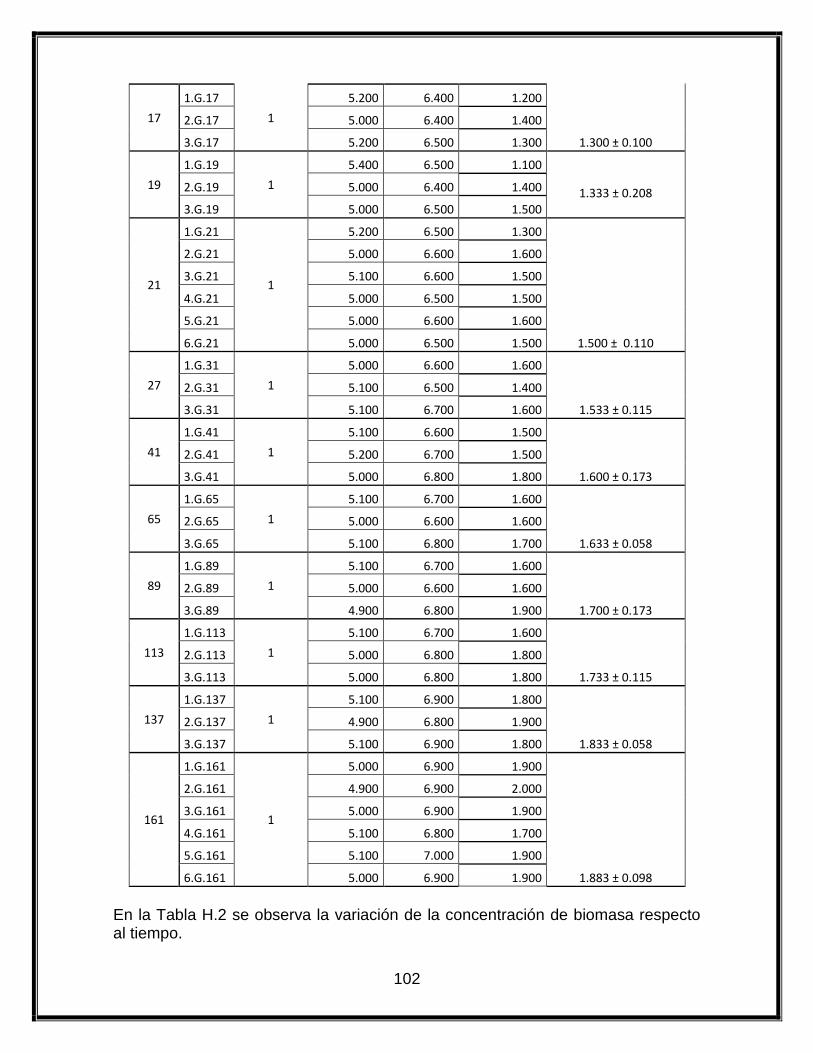
102
17
1.G.17
1
5.200 6.400 1.200
1.300 ± 0.100
2.G.17 5.000 6.400 1.400
3.G.17 5.200 6.500 1.300
19
1.G.19
1
5.400 6.500 1.100
1.333 ± 0.208
2.G.19 5.000 6.400 1.400
3.G.19 5.000 6.500 1.500
21
1.G.21
1
5.200 6.500 1.300
1.500 ± 0.110
2.G.21 5.000 6.600 1.600
3.G.21 5.100 6.600 1.500
4.G.21 5.000 6.500 1.500
5.G.21 5.000 6.600 1.600
6.G.21 5.000 6.500 1.500
27
1.G.31
1
5.000 6.600 1.600
1.533 ± 0.115
2.G.31 5.100 6.500 1.400
3.G.31 5.100 6.700 1.600
41
1.G.41
1
5.100 6.600 1.500
1.600 ± 0.173
2.G.41 5.200 6.700 1.500
3.G.41 5.000 6.800 1.800
65
1.G.65
1
5.100 6.700 1.600
1.633 ± 0.058
2.G.65 5.000 6.600 1.600
3.G.65 5.100 6.800 1.700
89
1.G.89
1
5.100 6.700 1.600
1.700 ± 0.173
2.G.89 5.000 6.600 1.600
3.G.89 4.900 6.800 1.900
113
1.G.113
1
5.100 6.700 1.600
1.733 ± 0.115
2.G.113 5.000 6.800 1.800
3.G.113 5.000 6.800 1.800
137
1.G.137
1
5.100 6.900 1.800
1.833 ± 0.058
2.G.137 4.900 6.800 1.900
3.G.137 5.100 6.900 1.800
161
1.G.161
1
5.000 6.900 1.900
1.883 ± 0.098
2.G.161 4.900 6.900 2.000
3.G.161 5.000 6.900 1.900
4.G.161 5.100 6.800 1.700
5.G.161 5.100 7.000 1.900
6.G.161 5.000 6.900 1.900
En la Tabla H.2 se observa la variación de la concentración de biomasa respecto al tiempo.

103
Tabla H.2. Resultados de la concentración de biomasa para el medio AB (glucosa y ácido butírico).
Tiempo (h)
Muestra Volumen de
muestra (mL)
Peso de papel filtro antes de la
muestra (mg)
Peso de papel filtro después de la muestra (mg)
Concentración de biomasa
(mg/mL)
Promedio de la concentración
de biomasa
0
1.AB.0
1
5.000 5.900 0.900
0.967 ± 0.115 2.AB.0 5.100 6.000 0.900
3.AB.0 5.000 6.100 1.100
5
1.AB.5
1
5.000 6.000 1.000
1.000 ± 0.000 2.AB.5 5.100 6.100 1.000
3.AB.5 5.100 6.100 1.000
10
1.AB.10
1
5.100 6.200 1.100
1.000 ± 0.100 2.AB.10 5.200 6.200 1.000
3.AB.10 5.200 6.100 0.900
12
1.AB.12
1
5.000 6.100 1.100
1.033 ± 0.115 2.AB.12 5.100 6.000 0.900
3.AB.12 5.000 6.100 1.100
15
1.AB.15
1
5.200 6.200 1.000
1.000 ± 0.100 2.AB.15 5.100 6.000 0.900
3.AB.15 5.100 6.200 1.100
17
1.AB.17
1
5.100 6.300 1.200
1.167 ± 0.058 2.AB.17 5.100 6.200 1.100
3.AB.17 5.000 6.200 1.200
19
1.AB.19
1
5.100 6.300 1.200
1.200 ± 0.100 2.AB.19 5.000 6.300 1.300
3.AB.19 5.100 6.200 1.100
21
1.AB.21
1
5.200 6.300 1.100
1.150 ± 0.138
2.AB.21 5.000 6.400 1.400
3.AB.21 5.100 6.200 1.100
4.AB.21 5.200 6.200 1.000
5.AB.21 5.100 6.300 1.200
6.AB.21 5.200 6.300 1.100
31
1.AB.31
1
5.300 6.300 1.000
1.167 ± 0.153 2.AB.31 5.100 6.400 1.300
3.AB.31 5.000 6.200 1.200
41
1.AB.41
1
4.900 6.400 1.500
1.200 ± 0.265 2.AB.41 5.200 6.200 1.000
3.AB.41 5.100 6.200 1.100
65 1.AB.65
1 5.100 6.300 1.200
1.267 ± 0.115 2.AB.65 5.000 6.200 1.200

104
3.AB.65 4.900 6.300 1.400
89
1.AB.89
1
5.100 6.200 1.100
1.300 ± 0.173 2.AB.89 5.000 6.400 1.400
3.AB.89 5.000 6.400 1.400
113
1.AB.113
1
5.100 6.400 1.300
1.333 ± 0.058 2.AB.113 5.100 6.500 1.400
3.AB.113 5.000 6.300 1.300
137
1.AB.137
1
4.900 6.500 1.600
1.400 ± 0.346 2.AB.137 5.000 6.600 1.600
3.AB.137 5.100 6.100 1.000
161
1.AB.161
1
5.100 6.700 1.600
1.567 ± 0.163
2.AB.161 5.100 6.600 1.500
3.AB.161 5.000 6.300 1.300
4.AB.161 5.000 6.600 1.600
5.AB.161 5.100 6.700 1.600
6.AB.161 5.000 6.800 1.800
Tabla H3. Resultados de la concentración de biomasa para el medio BG (Bagazo con glucosa).
Tiempo (h)
Muestra Volumen de
muestra (mL)
Peso de papel filtro antes de
la muestra (mg)
Peso de papel filtro después de la muestra
(mg)
Concentración de biomasa
(mg/mL)
Promedio de la concentración de
biomasa
0
1.BG.0
1
8.300 8.900 3.000
3.333 ± 0.289 2.BG.0 8.300 9.000 3.500
3.BG.0 7.200 7.900 3.500
5
1.BG.5
1
7.200 7.500 1.500
2.667 ± 1.258 2.BG.5 8.500 9.000 2.500
3.BG.5 7.200 8.000 4.000
10
1.BG.10
1
7.400 8.100 3.500
2.167 ± 1.155 2.BG.10 8.700 9.000 1.500
3.BG.10 8.600 8.900 1.500
12
1.BG.12
1
25.300 26.900 8.000
7.833 ± 0.289 2.BG.12 25.300 26.900 8.000
3.BG.12 24.800 26.300 7.500
15
1.BG.15
1
20.800 22.200 7.000
7.000 ± 1.000 2.BG.15 25.500 27.100 8.000
3.BG.15 22.400 23.600 6.000
17 1.BG.17
1 24.800 26.100 6.500
5.167 ± 2.309 2.BG.17 25.600 26.900 6.500

105
3.BG.17 8.800 9.300 2.500
19
1.BG.19
1
7.600 7.800 1.000
1.333 ± 0.289 2.BG.19 8.900 9.200 1.500
3.BG.19 8.800 9.100 1.500
21
1.BG.21
1
8.800 9.100 1.500
1.500 ± 0.837
2.BG.21 7.500 7.800 1.500
3.BG.21 8.900 9.000 0.500
4.BG.21 8.900 9.100 1.000
5.BG.21 9.000 9.300 1.500
6.BG.21 9.300 9.900 3.000
31
1.BG.31
1
9.000 9.700 3.500
2.333 ± 1.041 2.BG.31 9.300 9.700 2.000
3.BG.31 9.300 9.600 1.500
41
1.BG.41
1
9.400 9.700 1.500
2.167 ± 0.764 2.BG.41 9.300 9.700 2.000
3.BG.41 9.100 9.700 3.000
65
1.BG.65
1
9.100 9.700 3.000
2.833 ± 0.289 2.BG.65 9.100 9.600 2.500
3.BG.65 9.100 9.700 3.000
89
1.BG.89
1
9.000 9.900 4.500
3.000 ± 1.500 2.BG.89 8.900 9.500 3.000
3.BG.89 9.400 9.700 1.500
113
1.BG.113
1
9.400 9.700 1.500
2.833 ± 1.258 2.BG.113 9.500 10.300 4.000
3.BG.113 9.300 9.900 3.000
137
1.BG.137
1
9.300 9.600 1.500
1.667 ± 0.289 2.BG.137 9.400 9.800 2.000
3.BG.137 9.400 9.700 1.500
161
1.BG.161
1
9.500 9.900 2.000
1.833 ± 0.289 2.BG.161 9.600 9.900 1.500
3.BG.161 9.200 9.600 2.000
185
1.BG.185
1
9.300 9.800 2.500
2.833 ± 0.577 2.BG.185 9.300 9.800 2.500
3.BG.185 9.400 10.100 3.500
209 1.BG.209 2.BG.209 3.BG.209
1
9.200 9.900 3.500
3.333 ± 0.289
9.100 9.800 3.500
9.000 9.600 3.000
233 1.BG.233 2.BG.233
1 9.300 9.900 3.000
2.667 ± 0.516 9.500 10.000 3.500

106
3.BG.233 4.BG.233 5.BG.233 6.BG.233
9.500 9.900 2.000
9.000 9.500 2.500
9.000 9.500 2.500
9.600 10.100 2.500
Tabla H4. Resultados de la concentración de biomasa para el medio SG (Bagazo de caña sin glucosa).
Tiempo (h)
Muestra Volumen de
muestra (mL)
Peso de papel filtro antes de
la muestra (mg)
Peso de papel filtro después de la muestra (mg)
Concentración de biomasa
(mg/mL)
Promedio de la concentración de
biomasa
0
1.SG.0
1
9.300 10.400 5.500
4.833 ± 0.577
2.SG.0 9.400 10.300 4.500
3.SG.0 9.500 10.400 4.500
5
1.SG.5
1
9.100 9.800 3.500
2.333 ± 2.021
2.SG.5 9.300 10.000 3.500
3.SG.5 9.000 9.000 0.000
10
1.SG.10
1
8.600 9.700 5.500
4.000 ± 2.179
2.SG.10 9.200 10.200 5.000
3.SG.10 9.300 9.600 1.500
12
1.SG.12
1
8.900 9.600 3.500
3.500 ± 0.500
2.SG.12 9.200 9.800 3.000
3.SG.12 9.100 9.900 4.000
15
1.SG.15
1
9.400 9.600 1.000
1.667 ± 1.155
2.SG.15 9.400 9.600 1.000
3.SG.15 9.200 9.800 3.000
17
1.SG.17
1
9.300 9.900 3.000
2.500 ± 0.866
2.SG.17 9.500 9.800 1.500
3.SG.17 9.100 9.700 3.000
19
1.SG.19
1
9.100 9.800 3.500
2.833 ± 1.155
2.SG.19 9.200 9.900 3.500
3.SG.19 9.700 10.000 1.500
21
1.SG.21
1
9.000 10.100 5.500
4.000 ± 1.703
2.SG.21 9.000 10.000 5.000
3.SG.21 9.500 10.000 2.500
4.SG.21 9.700 10.100 2.000
5.SG.21 8.800 10.000 6.000
6.SG.21 9.400 10.000 3.000

107
31
1.SG.31
1
9.500 9.900 2.000
2.833 ± 0.764
2.SG.31 9.400 10.100 3.500
3.SG.31 9.500 10.100 3.000
41
1.SG.41
1
9.400 9.800 2.000
3.000 ± 1.323
2.SG.41 9.600 10.100 2.500
3.SG.41 9.200 10.100 4.500
65
1.SG.65
1
9.600 10.100 2.500
2.833 ± 1.041
2.SG.65 9.700 10.100 2.000
3.SG.65 9.200 10.000 4.000
89
1.SG.89
1
9.000 10.100 5.500
3.833 ± 1.528
2.SG.89 9.500 10.000 2.500
3.SG.89 9.600 10.300 3.500
113
1.SG.113
1
9.700 10.200 2.500
3.667 ± 1.041
2.SG.113 9.400 10.200 4.000
3.SG.113 9.400 10.300 4.500
137
1.SG.137
1
9.700 9.900 1.000
2.667 ± 1.756
2.SG.137 9.200 10.100 4.500
3.SG.137 9.300 9.800 2.500
161
1.SG.161
1
9.500 10.400 4.500
3.833 ± 1.155
2.SG.161 9.500 10.000 2.500
3.SG.161 9.000 9.900 4.500
185
1.SG.185
1
9.400 10.000 3.000
3.167 ± 0.289
2.SG.185 10.100 10.800 3.500
3.SG.185 9.400 10.000 3.000
209 1.SG.209 2.SG.209 3.SG.209
1
9.200 9.600 2.000
2.833 ± 1.041
9.300 9.800 2.500
9.000 9.800 4.000
233
1.SG.233 2.SG.233 3.SG.233 4.SG.233 5.SG.233 6.SG.233
1
9.200 10.300 5.500
3.833 ± 1.169
9.200 10.200 5.000
9.500 10.000 2.500
9.300 10.000 3.500
9.400 10.000 3.000
9.300 10.000 3.500

108
Anexo I
Cuantificación de pH para las fermentaciones 1 y 2 Las siguientes tablas nos muestran los resultados de pH obtenidos durante la
fermentación 1 y 2.
Tabla I1. Monitoreo del pH de las muestras medio G con glucosa y el medio AB con ácido butírico.
FERMENTACIÓN 1
Tiempo (h)
CON GLUCOSA CON ÁCIDO BUTÍRICO
Muestra pH pH promedio Muestra pH pH promedio
0
1.G.0 3.71
3.67 ± 0.06
1.AB.0 4.63
4.80 ± 0.15 2.G.0 3.71 2.AB.0 4.85
3.G.0 3.60 3.AB.0 4.92
5
1.G.5 4.62
4.68 ± 0.06
1.AB.5 3.36
3.38 ± 0.02 2.G.5 4.73 2.AB.5 3.40
3.G.5 4.68 3.AB.5 3.38
10
1.G.10 5.06
4.97 ± 0.08
1.AB.10 3.82
3.84 ± 0.03 2.G.10 4.95 2.AB.10 3.83
3.G.10 4.90 3.AB.10 3.87
12
1.G.12 4.92
4.89 ± 0.03
1.AB.12 3.83
3.82 ± 0.02 2.G.12 4.89 2.AB.12 3.83
3.G.12 4.87 3.AB.12 3.79
15
1.G.15 4.20
4.18 ± 0.04
1.AB.15 3.76
3.65 ± 0.10 2.G.15 4.21 2.AB.15 3.61
3.G.15 4.13 3.AB.15 3.57
17
1.G.17 3.90
3.90 ± 0.03
1.AB.17 3.88
3.88 ± 0.01 2.G.17 3.92 2.AB.17 3.88
3.G.17 3.87 3.AB.17 3.87
19
1.G.19 3.71
3.70 ± 0.01
1.AB.19 3.92
3.91 ± 0.02 2.G.19 3.70 2.AB.19 3.89
3.G.19 3.70 3.AB.19 3.91
21
1.G.21 3.51
3.54 ± 0.05
1.AB.21 3.78
3.79 ± 0.03
2.G.21 3.49 2.AB.21 3.78
3.G.21 3.51 3.AB.21 3.82
4.G.21 3.61 4.AB.21 3.75
5.G.21 3.54 5.AB.21 3.80
6.G.21 3.60 6.AB.21 3.81
31 1.G.31 3.50 3.47 ± 0.08 1.AB.31 3.73 3.73 ± 0.05

109
2.G.31 3.52 2.AB.31 3.68
3.G.31 3.38 3.AB.31 3.78
41
1.G.41 3.82
3.74 ± 0.13
1.AB.41 3.96
3.97 ± 0.03 2.G.41 3.59 2.AB.41 4.00
3.G.41 3.80 3.AB.41 3.95
65
1.G.65 3.95
3.86 ± 0.18
1.AB.65 3.83
3.69 ± 0.25 2.G.65 3.65 2.AB.65 3.40
3.G.65 3.97 3.AB.65 3.84
89
1.G.89 4.12
4.02 ± 0.11
1.AB.89 3.87
3.85 ± 0.02 2.G.89 3.90 2.AB.89 3.85
3.G.89 4.05 3.AB.89 3.84
113
1.G.113 3.34
3.39 ± 0.05
1.AB.113 3.11
3.11 ± 0.02 2.G.113 3.43 2.AB.113 3.09
3.G.113 3.39 3.AB.113 3.12
137
1.G.137 3.90
3.88 ± 0.05
1.AB.137 3.81
3.83 ± 0.02 2.G.137 3.83 2.AB.137 3.83
3.G.137 3.92 3.AB.137 3.84
161
1.G.161 3.96
3.89 ± 0.12
1.AB.161 3.82
3.86 ± 0.07
2.G.161 3.96 2.AB.161 3.83
3.G.161 3.99 3.AB.161 3.83
4.G.161 3.86 4.AB.161 3.99
5.G.161 3.66 5.AB.161 3.87
6.G.161 3.91 6.AB.161 3.81
Tabla I 2. Monitoreo del pH de las muestras con bagazo-glucosa y las de bagazo-sin glucosa durante la segunda fermentación
FERMENTACIÓN 2
Tiempo (h)
BAGAZO CON GLUCOSA BAGAZO SIN GLUCOSA
Muestra pH pH promedio Muestra pH pH promedio
0
1.BG.0 5.66
5.69 ± 0.03
1.SG.0 5.99
5.93 ± 0.11 2.BG.0 5.70 2.SG.0 6.00
3.BG.0 5.71 3.SG.0 5.81
5
1.BG.5 5.65
5.69 ± 0.08
1.SG.5 5.94
6.07 ± 0.13 2.BG.5 5.64 2.SG.5 6.06
3.BG.5 5.78 3.SG.5 6.20
10
1.BG.10 5.98
5.95 ± 0.04
1.SG.10 5.78
5.76 ± 0.03 2.BG.10 5.96 2.SG.10 5.72
3.BG.10 5.91 3.SG.10 5.78

110
12
1.BG.12 5.67
5.71 ± 0.06
1.SG.12 6.05
6.03 ± 0.02 2.BG.12 5.68 2.SG.12 6.02
3.BG.12 5.78 3.SG.12 6.01
15
1.BG.15 5.71
5.74 ± 0.04
1.SG.15 5.99
6.01 ± 0.07 2.BG.15 5.73 2.SG.15 5.96
3.BG.15 5.78 3.SG.15 6.09
17
1.BG.17 5.65
5.71 ± 0.06
1.SG.17 6.00
5.96 ± 0.05 2.BG.17 5.72 2.SG.17 5.97
3.BG.17 5.76 3.SG.17 5.91
19
1.BG.19 5.70
5.73 ± 0.03
1.SG.19 6.03
5.98 ± 0.05 2.BG.19 5.73 2.SG.19 5.95
3.BG.19 5.75 3.SG.19 5.95
21
1.BG.21 5.65
5.69 ± 0.03
1.SG.21 5.90
5.92 ± 0.08
2.BG.21 5.71 2.SG.21 5.95
3.BG.21 5.74 3.SG.21 5.93
4.BG.21 5.68 4.SG.21 5.99
5.BG.21 5.70 5.SG.21 5.95
6.BG.21 5.68 6.SG.21 5.77
31
1.BG.31 6.07
5.99 ± 0.07
1.SG.31 6.16
6.13 ± 0.11 2.BG.31 5.93 2.SG.31 6.01
3.BG.31 5.98 3.SG.31 6.23
41
1.BG.41 5.98
5.54 ± 0.39
1.SG.41 5.73
5.48 ± 0.41 2.BG.41 5.39 2.SG.41 5.01
3.BG.41 5.24 3.SG.41 5.71
65
1.BG.65 5.48
5.14 ± 0.32
1.SG.65 4.81
5.10 ± 0.76 2.BG.65 4.84 2.SG.65 5.96
3.BG.65 5.09 3.SG.65 4.52
89
1.BG.89 4.69
4.66 ± 0.11
1.SG.89 4.70
4.51 ± 0.17 2.BG.89 4.75 2.SG.89 4.39
3.BG.89 4.54 3.SG.89 4.44
113
1.BG.113 4.39
4.44 ± 0.06
1.SG.113 4.71
4.61 ± 0.15 2.BG.113 4.50 2.SG.113 4.68
3.BG.113 4.42 3.SG.113 4.43
137
1.BG.137 4.32
4.28 ± 0.05
1.SG.137 4.67
4.66 ± 0.06 2.BG.137 4.28 2.SG.137 4.60
3.BG.137 4.23 3.SG.137 4.72
161
1.BG.161 4.20
4.21 ± 0.04
1.SG.161 4.84
4.61 ± 0.20 2.BG.161 4.18 2.SG.161 4.46
3.BG.161 4.25 3.SG.161 4.52

111
185
1.BG.185 4.16
4.26 ± 0.20
1.SG.185 4.78
4.46 ± 0.30 2.BG.185 4.12 2.SG.185 4.41
3.BG.185 4.49 3.SG.185 4.19
209
1.BG.209 4.00
4.06 ± 0.07
1.SG.209 4.70
4.50 ± 0.18 2.BG.209 4.05 2.SG.209 4.35
3.BG.209 4.13 3.SG.209 4.45
233
1.BG.233 4.78
4.43 ± 0.37
1.SG.233 4.47
4.68 ± 0.54
2.BG.233 4.70 2.SG.233 4.35
3.BG.233 4.79 3.SG.233 4.30
4.BG.233 4.05 4.SG.233 4.46
5.BG.233 4.03 5.SG.233 5.74
6.BG.233 4.23 6.SG.233 4.75

112
Anexo J
Cuantificación de absorbancia en fermentación 1 y 2. Las siguientes tablas nos muestran los resultados de absorbancia a 600 nm como
estimación de crecimiento celular obtenidos durante la fermentación 1 y 2.
Tabla J1. Monitoreo de la absorbancia en las muestras del medio G con glucosa y medio AB que contenía ácido butírico
FERMENTACIÓN 1
Tiempo (h)
CON GLUCOSA CON ÁCIDO BUTÍRICO
Muestra absorbancia absorbancia
promedio Muestra absorbancia
absorbancia promedio
0
1.G.0 0.157
0.151 ± 0.007
1.AB.0 0.154
0.147 ± 0.007 2.G.0 0.144 2.AB.0 0.146
3.G.0 0.153 3.AB.0 0.140
5
1.G.5 0.127
0.129 ± 0.005
1.AB.5 0.147
0.145 ± 0.005 2.G.5 0.125 2.AB.5 0.139
3.G.5 0.135 3.AB.5 0.148
10
1.G.10 0.125
0.127 ± 0.002
1.AB.10 0.142
0.137 ± 0.008 2.G.10 0.129 2.AB.10 0.128
3.G.10 0.128 3.AB.10 0.142
12
1.G.12 0.167
0.173 ± 0.006
1.AB.12 0.148
0.158 ± 0.015 2.G.12 0.176 2.AB.12 0.176
3.G.12 0.177 3.AB.12 0.151
15
1.G.15 0.614
0.626 ± 0.012
1.AB.15 0.144
0.138 ± 0.005 2.G.15 0.638 2.AB.15 0.135
3.G.15 0.626 3.AB.15 0.136
17
1.G.17 1.125
1.134 ± 0.045
1.AB.17 0.145
0.139 ± 0.005 2.G.17 1.095 2.AB.17 0.138
3.G.17 1.183 3.AB.17 0.135
19
1.G.19 1.358
1.363 ± 0.031
1.AB.19 0.140
0.166 ± 0.055 2.G.19 1.335 2.AB.19 0.129
3.G.19 1.397 3.AB.19 0.229
21
1.G.21 1.452
1.467 ± 0.026
1.AB.21 0.140
0.124 ± 0.013
2.G.21 1.424 2.AB.21 0.126
3.G.21 1.48 3.AB.21 0.132
4.G.21 1.477 4.AB.21 0.105
5.G.21 1.473 5.AB.21 0.128
6.G.21 1.498 6.AB.21 0.114
31 1.G.31 1.514 1.502 ± 0.024 1.AB.31 0.123 0.122 ± 0.003

113
2.G.31 1.474 2.AB.31 0.124
3.G.31 1.517 3.AB.31 0.119
41
1.G.41 1.532
1.568 ± 0.045
1.AB.41 0.119
0.121 ± 0.004 2.G.41 1.555 2.AB.41 0.118
3.G.41 1.618 3.AB.41 0.126
65
1.G.65 1.546
1.496 ± 0.044
1.AB.65 0.099
0.102 ± 0.007 2.G.65 1.465 2.AB.65 0.096
3.G.65 1.476 3.AB.65 0.110
89
1.G.89 1.448
1.376 ± 0.076
1.AB.89 0.105
0.103 ± 0.007 2.G.89 1.385 2.AB.89 0.096
3.G.89 1.296 3.AB.89 0.109
113
1.G.113 1.197
1.165 ± 0.034
1.AB.113 0.106
0.106 ± 0.003 2.G.113 1.129 2.AB.113 0.103
3.G.113 1.170 3.AB.113 0.109
137
1.G.137 0.537
0.726 ± 0.247
1.AB.137 0.087
0.090 ± 0.004 2.G.137 0.636 2.AB.137 0.089
3.G.137 1.005 3.AB.137 0.095
161
1.G.161 0.904
0.892 ± 0.159
1.AB.161 0.104
0.102 ± 0.009
2.G.161 0.910 2.AB.161 0.098
3.G.161 0.753 3.AB.161 0.092
4.G.161 0.751 4.AB.161 0.093
5.G.161 0.905 5.AB.161 0.110
6.G.161 1.140 6.AB.161 0.115
Tabla J 2. Monitoreo de la absorbancia de las muestras del medio G con glucosa y el medio AB con ácido butírico
FERMENTACIÓN 2
Tiempo (h)
BAGAZO CON GLUCOSA BAGAZO SIN GLUCOSA
Muestra absorbancia absorbancia
promedio Muestra absorbancia
absorbancia promedio
0
1.BG.0 0.557
0.558 ± 0.017
1.SG.0 0.653
0.658 ± 0.008 2.BG.0 0.575 2.SG.0 0.655
3.BG.0 0.541 3.SG.0 0.667
5
1.BG.5 0.562
0.531 ± 0.030
1.SG.5 0.551
0.547 ± 0.009 2.BG.5 0.503 2. SG.5 0.553
3.BG.5 0.529 3.SG.5 0.537
10
1.BG.10 0.577
0.581 ± 0.007
1.SG.10 0.507
0.514 ± 0.023 2.BG.10 0.578 2.SG.10 0.540
3.BG.10 0.589 3.SG.10 0.495

114
12
1.BG.12 0.521
0.531 ± 0.009
1.SG.12 0.616
0.614 ± 0.002 2.BG.12 0.538 2.SG.12 0.613
3.BG.12 0.535 3.SG.12 0.614
15
1.BG.15 0.593
0.577 ± 0.014
1.SG.15 0.636
0.648 ± 0.012 2.BG.15 0.565 2.SG.15 0.647
3.BG.15 0.573 3.SG.15 0.660
17
1.BG.17 0.574
0.575 ± 0.023
1.SG.17 0.634
0.647 ± 0.017 2.BG.17 0.599 2.SG.17 0.640
3.BG.17 0.553 3.SG.17 0.666
19
1.BG.19 0.584
0.581 ± 0.025
1.SG.19 0.640
0.647 ± 0.019 2.BG.19 0.605 2.SG.19 0.633
3.BG.19 0.555 3.SG.19 0.669
21
1.BG.21 0.581
0.578 ± 0.021
1.SG.21 0.641
0.653 ± 0.029
2.BG.21 0.599 2.SG.21 0.637
3.BG.21 0.582 3.SG.21 0.679
4.BG.21 0.571 4.SG.21 0.631
5.BG.21 0.541 5.SG.21 0.630
6.BG.21 0.596 6.SG.21 0.698
31
1.BG.31 0.586
0.575 ± 0.034
1.SG.31 0.613
0.688 ± 0.112 2.BG.31 0.537 2.SG.31 0.634
3.BG.31 0.602 3.SG.31 0.816
41
1.BG.41 0.639
0.696 ± 0.050
1.SG.41 0.738
0.503 ± 0.260 2.BG.41 0.715 2.SG.41 0.548
3.BG.41 0.734 3.SG.41 0.223
65
1.BG.65 0.534
0.622 ± 0.101
1.SG.65 0.937
0.826 ± 0.187 2.BG.65 0.733 2.SG.65 0.610
3.BG.65 0.599 3.SG.65 0.931
89
1.BG.89 0.758
0.910 ± 0.132
1.SG.89 0.739
0.845 ± 0.120 2.BG.89 0.979 2.SG.89 0.976
3.BG.89 0.993 3.SG.89 0.821
113
1.BG.113 1.007
0.961 ± 0.054
1.SG.113 0.882
0.942 ± 0.086 2.BG.113 0.975 2.SG.113 0.904
3.BG.113 0.901 3.SG.113 1.040
137
1.BG.137 0.820
0.911 ± 0.092
1.SG.137 0.863
0.933 ± 0.069 2.BG.137 1.003 2.SG.137 0.935
3.BG.137 0.910 3.SG.137 1.001
161
1.BG.161 0.937
1.006 ± 0.060
1.SG.161 0.625
0.859 ± 0.247 2.BG.161 1.041 2.SG.161 1.117
3.BG.161 1.040 3.SG.161 0.835

115
185
1.BG.185 1.070
1.083 ± 0.017
1.SG.185 0.779
0.972 ± 0.235 2.BG.185 1.077 2.SG.185 1.233
3.BG.185 1.102 3.SG.185 0.903
209
1.BG.209 1.261
1.249 ± 0.043
1.SG.209 0.987
1.152 ± 0.241 2.BG.209 1.285 2.SG.209 1.428
3.BG.209 1.202 3.SG.209 1.041
233
1.BG.233 0.695
0.908 ± 0.262
1.SG.233 1.246
1.307 ± 0.185
2.BG.233 0.790 2.SG.233 1.430
3.BG.233 0.771 3.SG.233 1.427
4.BG.233 0.709 4.SG.233 1.425
5.BG.233 1.277 5.SG.233 1.409
6.BG.233 1.206 6.SG.233 1.008

116
Anexo K
Estimación de los parámetros cinéticos de la fermentación ABE El sustrato residual (SR) es la concentración que se obtiene de glucosa al término de la fermentación. Dicho dato se adquiere mediante la técnica de ácido 3,5 dinitrosalicílico (Técnica DNS), resultando 3.110±0.083 g/L. El porcentaje de sustrato consumido se determinó considerando la concentración inicial de glucosa presente en el medio de cultivo, la cual se considera como el 100 %. Si se tiene la concentración de sustrato residual el porcentaje de sustrato consumido se calcula como sigue:
100(𝑐𝑜𝑛𝑐𝑒𝑛𝑡𝑟𝑎𝑐𝑖ó𝑛 𝑆𝑅)
𝑐𝑜𝑛𝑐𝑒𝑛𝑡𝑟𝑎𝑐𝑖𝑜𝑛 𝑖𝑛𝑖𝑐𝑖𝑎𝑙 𝑔𝑙𝑢𝑐𝑜𝑠𝑎= % 𝑆𝑅 (𝐴10)
Sustituyendo los valores correspondientes se tiene que:
100(3.11 𝑔/𝐿)
(50 𝑔/𝐿)= 6.22 %
Ahora, en la ecuación A11, se obtiene el %SC como sigue:
100% − %𝑆𝑅 = % 𝑆𝐶 (𝐴11)
100% − 6.22% = % 𝑆𝐶 %𝑆𝐶 = 94
El rendimiento de sustrato en biomasa se determina a partir de la ecuación A12:
𝑌 𝑋/𝑆 =𝐵𝑖𝑜𝑚𝑎𝑠𝑎 𝑝𝑟𝑜𝑑𝑢𝑐𝑖𝑑𝑎
𝑆𝑢𝑠𝑡𝑟𝑎𝑡𝑜 𝑐𝑜𝑛𝑠𝑢𝑚𝑖𝑑𝑜 (𝐴12)
Así;
𝑌 𝑋/𝑆 =1.883 𝑔/𝐿
46.89𝑔/𝐿= 0.040
La concentración de sustrato consumido es:
𝐶0𝑆 − 𝐶𝑆𝑅 = 𝐶𝐶𝑆 (𝐴13)
50 𝑔/𝐿 − 3.11𝑔/𝐿 = 𝐶𝐶𝑆
Finalmente:
𝐶𝐶𝑆 = 46.89 𝑔/𝐿

117
Anexo L
Estimación de la velocidad específica de crecimiento (μ) La tasa de crecimiento específico máxima , μmax ( expresado en h-1 ) se determina a partir de la gráfica semi logarítmica descrita por la ecuación (A14) para los datos tomados exclusivamente en la fase exponencial de crecimiento celular usando un requisito mínimo de tres datos experimentales:
ln 𝑂𝐷𝑡 = 𝜇𝑚𝑎𝑥 𝑡 + 𝑙𝑛𝑂𝐷𝑖 (𝐴14)
El parámetro de turbidez, OD, representa la densidad óptica (absorbancia) de la suspensión celular y se midió a 600 nm de longitud de onda, t es el tiempo de muestreo (horas). La concentración de biomasa se estimó en peso seco celular (DCW), se hizo mediante la utilización de una correlación predeterminada entre la absorbancia a 600 nm de una suspensión de células y su correspondiente peso seco en g/L. La concentración máxima que se obtuvo fue 1.86 g/L. La tasa de crecimiento específico máxima , μmax ( expresado en h-1 ) se determina a partir de la gráfica semi logarítmica descrita por la ecuación (A15) para los datos tomados exclusivamente en la fase exponencial de crecimiento celular usando un requisito mínimo de tres datos experimentales:
ln 𝑂𝐷𝑡 = 𝜇𝑚𝑎𝑥 𝑡 + 𝑙𝑛𝑂𝐷𝑖 (A15)
El parámetro de turbidez, OD, representa la densidad óptica (absorbancia) de la suspensión celular y se midió a 600 nm de longitud de onda, t es el tiempo de muestreo (horas).

118
10 12 14 16 18 20
-2.5
-2.0
-1.5
-1.0
-0.5
0.0
0.5
ln[ absorb
ancia
a (
600nm
)]
tiempo (h)
Figura L1 Gráfico de Ln absorbancia vs. t. Medio 1 que contiene sólo glucosa.
Ln Ab= 0.291 (t) - 5.051
Fermentación con glucosa

119
Anexo M
Cuantificación de productos (acetona, butanol y etanol) obtenidos durante la fermentación 1 y 2. La curva de calibración se realizó realizando diluciones de 0.5, 1.25, 2.5, 5 y 10
(g/l) para cada uno de los compuestos. Posteriormente se analizó la mezcla en un
espectrómetro de gases para determinar los tiempos de retención y las áreas
obtenidas para cada concentración (Ver tabla M1).
Tabla M1. Muestra tiempo de retención y concentración de acetona, butanol y etanol.
Compuestos Tiempo de retención
(min) Muestras
Concentración g/L
0.5 1.25 2.5 5 10
Acetona 2.580
1 1102099 2476033 4779201 11244083 23769368 2 1073578 2605521 5230797 10093784 16888719 3 926508 2375728 5218206 12136495 22944485
Etanol 3.402
1 1031137 2348040 4354770 10182103 21259283 2 1010313 2406173 4817676 9231439 15421347 3 883640 2306306 4830265 11278870 21432117
Butanol 5.810
1 2073411 4681763 8864270 20871903 44009662
2 2037898 4910935 8964270 18888249 31515648
3 1757159 4569724 8894270 22786258 43200636
Se analizaron muestras por triplicado y se determinó por realizar un ajuste por
cada uno de los compuestos (acetona, etanol y butanol), como se muestran en las
Figuras M1, M2 y M3
Figura L1. Curva de calibración para acetona obtenida por cromatografía de gases.
y = 2E+06x - 486359R² = 0.9954
Curva de calibración para concentración de acetona en cromatografía de gases
acetona (g/L)
0 2 4 6 8 10
0
5000000
10000000
15000000
20000000
25000000
área
concentración (g/L)

120
Figura M2. Curva de calibración para butanol obtenida por cromatografía de gases
Figura M3. Curva de calibración para etanol obtenida por cromatografía de gases
Las siguientes tablas nos muestran las concentraciones de acetona butanol y etanol obtenidos en la fermentación 1 y 2. .
y = 4E+06x - 1E+06R² = 0.9946
Curva de calibración de concentración para butanol en cromatografía de gases
butanol
0 2 4 6 8 10
0
5000000
10000000
15000000
20000000
25000000
30000000
35000000
40000000
45000000
50000000
área
concentración (g/L)
y = 2E+06x - 389438R² = 0.9953
curva de calibración de concentración para etanol en cromatografía de gases
etanol
0 2 4 6 8 10
0
5000000
10000000
15000000
20000000
25000000
área
concentración (g/L)

121
Tabla M2. Área y concentración de acetona, butanol y etanol obtenidos en el medio G. Sólo glucosa.
Fermentación 1 con glucosa
Tiempo (h)
Muestra
Acetona Butanol Etanol
área Ecuación utilizada
Concentración (g/L) Área
Ecuación utilizada
Concentración (g/L) Área
Ecuación utilizada
Concentración (g/L)
C promedio C promedio C promedio
0
1.G.0 1016201
𝐶=
á𝑟𝑒𝑎+
48
63
58
.59
23
61
98
7.6
9
0.64
0.75 ± 0.10
506536
𝐶=
á𝑟𝑒𝑎+
10
38
08
7.1
3
44
17
03
9.4
6
0.35
0.38 ± 0.03
2135755 𝐶
=á𝑟𝑒𝑎
+3
89
43
7.6
3
25
13
38
7.7
3
0.81
1.11 ± 0.26 2.G.0 1371149 0.79 690234 0.39 3002543 1.21
3.G.0 1471282 0.83 721953 0.40 3197094 1.30
5
1.G.5 1234959 0.73
0.83 ±0.14
555454 0.36
0.38 ± 0.02
2740600 1.09
1.38 ± 0.51 2.G.5 1869755 1.00 614027 0.37 4631163 1.97
3.G.5 1333418 0.77 734200 0.40 2707172 1.08
10
1.G.10 920387 0.60
0.72 ± 0.22
897678 0.44
0.51 ± 0.06
1815750 0.66
1.16 ± 0.49 2.G.10 1831821 0.98 1246384 0.52 3930765 1.64
3.G.10 916193 0.59 1437372 0.56 2900079 1.17
12
1.G.12 1209316 0.72
0.81 ± 0.12
512892 0.35
0.37 ± 0.05
2691605 1.07
1.24 ± 0.32 2.G.12 1349148 0.78 847058 0.43 2633397 1.04
3.G.12 1739319 0.94 405938 0.33 3848922 1.61
15
1.G.15 1519250 0.85
0.87 ± 0.02
291478 0.30
0.41 ± 0.15
3268558 1.34
1.30 ± 0.03 2.G.15 1575557 0.87 531540 0.36 3154212 1.28
3.G.15 1626796 0.89 1524770 0.58 3130961 1.27
17
1.G.17 1497818 0.84
0.73 ± 0.16
389500 0.32
0.33 ± 0.01
2828486 1.13
0.95 ± 0.20 2.G.17 805792 0.55 442057 0.34 1985910 0.74
3.G.17 1402074 0.80 476814 0.34 2497291 0.98
19
1.G.19 1231997 0.73
0.57 ± 0.13
728302 0.40
0.58 ± 0.24
1528623 0.53
0.49 ± 0.26 2.G.19 689370 0.50 1095769 0.48 843495 0.21
3.G.19 671294 0.49 2757846 0.86 1944041 0.72
21
1.G.21 765160 0.53
0.60 ± 0.30
1118162 0.49
1.14 ± 1.13
855472 0.22
0.37 ± 0.31
2.G.21 455759 0.40 2681016 0.84 897720 0.24
3.G.21 468537 0.40 1249328 0.52 708439 0.15
4.G.21 678968 0.49 3988442 1.14 1182608 0.37
5.G.21 908703 0.59 1101468 0.48 952004 0.26

122
6.G.21 2309638 1.18 13908974 3.38 2493247 0.98
31
1.G.31 1150387 0.69
0.73 ± 0.05
3199217 0.96
1.02 ± 0.26
497762 0.05
0.11 ± 0.07 2.G.31 1191961 0.71 2467457 0.79 806318 0.19
3.G.31 1371078 0.79 4710806 1.30 597053 0.10
41
1.G.41 2363127 1.21
1.00 ± 0.21
12623376 3.09
4.12 ± 3.84
796376 0.19
0.38 ± 0.35 2.G.41 1390427 0.79 2965634 0.91 725652 0.16
3.G.41 1869636 1.00 35948872 8.37 2079085 0.78
65
1.G.65 2880688 1.43
1.33 ± 0.62
10131226 2.53
2.95 ± 2.24
939519 0.26
0.32 ± 0.31 2.G.65 1078693 0.66 3166883 0.95 503514 0.05
3.G.65 3991394 1.90 22699038 5.37 1815683 0.66
89
1.G.89 2971199 1.46
2.81 ± 1.55
9727561 2.44
5.32 ± 3.23
783370 0.18
0.71 ± 0.54 2.G.89 5309306 2.45 19761398 4.71 1850804 0.68
3.G.89 10145038 4.50 37894206 8.81 3115686 1.27
113
1.G.113 11422725 5.04
3.42 ± 1.49
53285001 12.30
7.65 ± 4.22
5113305 2.19
1.33 ± 0.80 2.G.113 4536719 2.13 16977478 4.08 1724052 0.62
3.G.113 6800251 3.08 27963178 6.57 2950587 1.19
137
1.G.137 3577900 1.72
1.55 ± 0.78
15643492 3.78
2.84 ± 1.39
1764649 0.64
0.47 ± 0.22 2.G.137 4800504 2.24 14372190 3.49 1593052 0.56
3.G.137 1178792 0.70 4468649 1.25 869543 0.22
161
1.G.161 3015023 1.48
2.52 ± 2.67
11413239 2.82
5.24 ± 5.90
754109 0.17
0.59 ± 0.93
2.G.161 2629530 1.32 15993310 3.86 874249 0.23
3.G.161 5765266 2.65 20469624 4.87 1551858 0.54
4.G.161 2014661 1.06 7230719 1.87 556762 0.08
5.G.161 1377425 0.79 3583305 1.05 587440 0.09
6.G.161 17970531 7.81 73884099 16.96 5694495 2.46

123
Tabla M3. Muestra área y concentración de acetona, butanol y etanol obtenidos en el medio AB que contenía glucosa con ácido butírico.
Fermentación 1 ácido butírico
Tiempo (h)
Muestra
Acetona Butanol Etanol
área Ecuación utilizada
Concentración (g/L) Área
Ecuación utilizada
Concentración (g/L) Área
Ecuación utilizada
Concentración (g/L)
C C C
0 1.AB.0 2390241
𝐶=
á𝑟𝑒𝑎+
48
63
58
.59
23
61
98
7.6
9
1.22 6667045
𝐶=
á𝑟𝑒𝑎+
10
38
08
7.1
3
44
17
03
9.4
6
1.74 2411107
𝐶=
á𝑟𝑒𝑎+
38
94
37
.63
25
13
38
7.7
3
0.94
5 1.AB.5 2109831 1.10 4304599 1.21 2280367 0.88
10 1.AB.10 2115486 1.10 5565596 1.50 2313704 0.89
12 1.AB.12 2715653 1.36 6833192 1.78 3791196 1.58
15 1.AB.15 2311908 1.18 6511667 1.71 2929984 1.18
17 1.AB.17 1921452 1.02 4147928 1.17 2143412 0.81
19 1.AB.19 2309381 1.18 4610230 1.28 5473673 2.36
21 1.AB.21 2373003 1.21 4863073 1.34 2664125 1.06
31 1.AB.31 5788216 2.66 15043053 3.64 6568189 2.87
41 1.AB.41 2106697 1.10 5016885 1.37 2761838 1.10
65 1.AB.65 2010336 1.06 4861317 1.34 2205159 0.84
89 1.AB.89 1872318 1.00 4273337 1.20 2106935 0.80
113 1.AB.113 2455205 1.25 6371363 1.68 3006887 1.22
137 1.AB.137 2596118 1.31 5573420 1.50 3872983 1.62
161 1.AB.161 2465003 1.25 4731292 1.31 3624959 1.50

124
Tabla M4. Muestra área y concentración de acetona, butanol y etanol obtenidos en el medio BG que contenía glucosa con bagazo.
Fermentación 2 bagazo- glucosa
Tiempo (h)
Muestra
Acetona Butanol Etanol
Área Ecuación utilizada
Concentración (g/L) Área
Ecuación utilizada
Concentración (g/L) área
Ecuación utilizada
Concentración (g/L)
C promedio C promedio C promedio
0
1.BG.0 1721326
𝐶=
á𝑟𝑒𝑎+
48
63
58
.59
23
61
98
7.6
9
0.93
0.86 ± 0.07
2350367
𝐶=
á𝑟𝑒𝑎+
10
38
08
7.1
3
44
17
03
9.4
6
0.77
0.73 ± 0.03
3821334 𝐶
=á𝑟𝑒𝑎
+3
89
43
7.6
3
25
13
38
7.7
3
1.59
1.41 ± 0.19 2.BG.0 1496114 0.84 2155979 0.72 3021904 1.22
3.BG.0 1384275 0.79 2095548 0.71 3465535 1.43
5
1.BG.5 1268417 0.74
0.66 ± 0.08
2795358 0.87
0.72 ± 0.13
2988839 1.21
1.09 ± 0.30 2.BG.5 1013532 0.64 1987120 0.68 1993888 0.75
3.BG.5 927108 0.60 1633534 0.60 3208197 1.31
10
1.BG.10 788940 0.54
0.57 ± 0.04
1365875 0.54
0.63 ± 0.09
1268335 0.41
0.43 ± 0.06 2.BG.10 820950 0.55 1692823 0.62 1452858 0.49
3.BG.10 951606 0.61 2181150 0.73 1206011 0.38
12
1.BG.12 1066696 0.66
0.65 ± 0.08
1239926 0.52
0.62 ± 0.11
2561215 1.01
0.99 ± 0.28 2.BG.12 871424 0.57 1625473 0.60 1901333 0.70
3.BG.12 1234953 0.73 2219996 0.74 3088672 1.25
15
1.BG.15 929260 0.60
0.81 ± 0.19
2948832 0.90
1.00 ± 0.09
3465520 1.43
1.28 ± 0.39 2.BG.15 1485527 0.83 3457235 1.02 2196123 0.84
3.BG.15 1838043 0.98 3689114 1.07 3767363 1.57
17
1.BG.17 1675687 0.92
0.71 ± 0.19
2976626 0.91
0.73 ± 0.25
3453292 1.42
0.87 ± 0.49 2.BG.17 763907 0.53 944639 0.45 1425565 0.48
3.BG.17 1162895 0.70 2649587 0.83 1893914 0.70
19
1.BG.19 1345646 0.78
0.77 ± 0.05
1994127 0.69
0.72 ± 0.05
2313695 0.89
1.32 ± 0.46 2.BG.19 1448751 0.82 2428846 0.78 3091031 1.25
3.BG.19 1211662 0.72 2029867 0.69 4277350 1.81
21
1.BG.21 2573061 1.30
0.91 ± 0.23
5477665 1.48
0.98 ± 0.27
5247459 2.26
1.41 ± 0.64
2.BG.21 1333422 0.77 2393615 0.78 2210669 0.85
3.BG.21 1276750 0.75 3483072 1.02 2336430 0.90
4.BG.21 1215287 0.72 3252834 0.97 2228724 0.85
5.BG.21 1483912 0.83 2151502 0.72 3571213 1.48

125
6.BG.21 2062467 1.08 3056718 0.93 4903103 2.10
31
1.BG.31 1331629 0.77
0.77 ± 0.10
1571509 0.59
0.64 ± 0.08
2816738 1.13
1.28 ± 0.29 2.BG.31 1552415 0.86 1589694 0.59 3877924 1.62
3.BG.31 1092674 0.67 2217237 0.74 2762792 1.10
41
1.BG.41 916162 0.59
0.60 ± 0.01
2175217 0.73
0.69 ± 0.06
1213956 0.38
0.46 ± 0.10 2.BG.41 959752 0.61 2206389 0.73 1313433 0.43
3.BG.41 894046 0.58 1707966 0.62 1609560 0.57
65
1.BG.65 1667234 0.91
0.89 ± 0.15
3992706 1.14
1.05 ± 0.19
3362779 1.38
1.14 ± 0.23 2.BG.65 1941866 1.03 4166538 1.18 2831272 1.13
3.BG.65 1220960 0.72 2635523 0.83 2366696 0.92
89
1.BG.89 1559770 0.87
0.82 ± 0.17
3123322 0.94
0.63 ± 0.31
3540151 1.46
1.25 ± 0.53 2.BG.89 1786398 0.96 1756609 0.63 3908608 1.63
3.BG.89 986561 0.62 384379 0.32 1765426 0.64
113
1.BG.113 1847593 0.99
0.87 ± 0.10
3126821 0.94
0.82 ± 0.16
3365931 1.38
1.08 ± 0.26 2.BG.113 1508467 0.84 2829854 0.88 2340123 0.91
3.BG.113 1377653 0.79 1790884 0.64 2458960 0.96
137
1.BG.137 1142448 0.69
0.68 ± 0.01
624828 0.38
0.61 ± 0.22
2291269 0.88
0.73 ± 0.14 2.BG.137 1091445 0.67 1803220 0.64 1722723 0.62
3.BG.137 1115579 0.68 2551549 0.81 1842288 0.67
161
1.BG.161 653588 0.48
0.62 ± 0.13
923494 0.44
0.53 ± 0.08
957422 0.26
0.54 ± 0.27 2.BG.161 1247586 0.73 1382526 0.55 2138246 0.81
3.BG.161 1014501 0.64 1618154 0.60 1552834 0.54
185
1.BG.185 612082 0.47
0.57 ± 0.09
3138138 0.95
0.66 ± 0.25
747164 0.17
0.41 ± 0.21 2.BG.185 966890 0.62 1359877 0.54 1491996 0.51
3.BG.185 972793 0.62 1067472 0.48 1556076 0.54
209
1.BG.209 1053485 0.65
0.62 ± 0.04
1649988 0.61
0.48 ± 0.13
1257189 0.40
0.52 ± 0.12 2.BG.209 1035140 0.64 1043129 0.47 1520165 0.53
3.BG.209 864576 0.57 512491 0.35 1779768 0.65
233
1.BG.233 1220418 0.72
0.71 ± 0.12
1051781 0.47
0.48 ± 0.10
2495790 0.98
0.89 ± 0.30 2.BG.233 1555893 0.86 1385186 0.55 3152121 1.28
3.BG.233 1446194 0.82 1006595 0.46 2915421 1.17
4.BG.233 1127501 0.68 834160 0.42 1836736 0.67

126
5.BG.233 896154 0.59 1764594 0.63 1574831 0.55
6.BG.233 877135 0.58 419218 0.33 1837404 0.67
Tabla M5. Muestra área y concentración de acetona, butanol y etanol obtenidos en el medio SG contiene sólo bagazo. (Utilizando cromatografía de gases).
Fermentación 2 bagazo- sin glucosa
Tiempo (h)
Muestra
Acetona Butanol Etanol
Área Ecuación utilizada
Concentración (g/L) Área
Ecuación utilizada
Concentración (g/L) área
Ecuación utilizada
Concentración (g/L)
C promedio C Promedio C promedio
0
1.SG.0 1587848
𝐶=
á𝑟𝑒𝑎+
48
63
58
.59
23
61
98
7.6
9
0.88
0.95 ± 0.18
5227390
𝐶=
á𝑟𝑒𝑎+
10
38
08
7.1
3
44
17
03
9.4
6
1.42
1.37 ± 0.10
3472986
𝐶=
á𝑟𝑒𝑎+
38
94
37
.63
25
13
38
7.7
3
1.43
0.99 ± 0.49 2.SG.0 2244275 1.16 5361845 1.45 2716001 1.08
3.SG.0 1428471 0.81 4511758 1.26 1387736 0.46
5
1.SG.5 1117021 0.68
0.75 ± 0.08
3459392 1.02
1.07 ± 0.09
1640121 0.58
0.51 ± 0.07 2.SG.5 1258480 0.74 3455080 1.02 1496997 0.51
3.SG.5 1482947 0.83 4170943 1.18 1342177 0.44
10
1.SG.10 1082511 0.66
0.91 ± 0.22
4415983 1.23
1.28 ± 0.12
3678920 1.53
1.51 ± 0.09 2.SG.10 1820790 0.98 4251147 1.20 3418134 1.41
3.SG.10 2081835 1.09 5220063 1.42 3804467 1.59
12
1.SG.12 1385263 0.79
0.80 ± 0.09
3590295 1.05
1.17 ± 0.15
2953283 1.19
0.90 ± 0.32 2.SG.12 1187795 0.71 3918419 1.12 2467958 0.97
3.SG.12 1607024 0.89 4882309 1.34 1582486 0.55
15
1.SG.15 2062838 1.08
0.82 ± 0.23
5987261 1.59
1.20 ± 0.34
2784533 1.11
0.75 ± 0.33 2.SG.15 1046228 0.65 3251795 0.97 1379399 0.46
3.SG.15 1264626 0.74 3571085 1.04 1828357 0.67
17
1.SG.17 2009818 1.06
0.87 ± 0.23
5869017 1.56
1.34 ± 0.21
4859135 2.08
1.38 ± 0.66 2.SG.17 973690 0.62 4017832 1.14 3173916 1.29
3.SG.17 1754985 0.95 4706337 1.30 2048059 0.77
19
1.SG.19 1906894 1.01
0.96 ± 0.24
5502264 1.48
1.41 ± 0.36
2586631 1.02
0.99 ± 0.06 2.SG.19 1149437 0.69 3466164 1.02 2620897 1.04
3.SG.19 2258407 1.16 6580114 1.72 2380810 0.92
21
1.SG.21 1659229 0.91
0.86 ± 0.14
4302996 1.21
1.28 ± 0.23
8236056 3.64
1.39 ± 1.26 2.SG.21 1397679 0.80 4906703 1.35 5010471 2.15
3.SG.21 2167941 1.12 6400204 1.68 2167794 0.83

127
4.SG.21 1360961 0.78 3440758 1.01 1568027 0.55
5.SG.21 1342462 0.77 4632612 1.28 1808732 0.66
6.SG.21 1315027 0.76 4090164 1.16 1497826 0.51
31
1.SG.31 857812 0.57
0.63 ± 0.10
2915640 0.90
1.01 ± 0.20
861533 0.22
0.54 ± 0.41 2.SG.31 1287311 0.75 4450576 1.24 2534927 1.00
3.SG.31 869486 0.57 2963787 0.91 1253162 0.40
41
1.SG.41 1001948 0.63
0.75 ± 0.11
2868357 0.88
0.86 ± 0.02
1840928 0.67
0.87 ± 0.23 2.SG.41 1445488 0.82 2717828 0.85 2818287 1.13
3.SG.41 1432157 0.81 2706650 0.85 2117152 0.80
65
1.SG.65 750065 0.52
0.53 ± 0.02
2004026 0.69
0.66 ± 0.06
1218436 0.38
0.41 ± 0.02 2.SG.65 822979 0.55 2084431 0.71 1310538 0.43
3.SG.65 752773 0.52 1599466 0.60 1255747 0.40
89
1.SG.89 1301008 0.76
0.79 ±0.04
2907786 0.89
0.97 ± 0.10
3556375 1.47
1.12 ± 0.34 2.SG.89 1398610 0.80 3765718 1.09 2769147 1.11
3.SG.89 1467225 0.83 3127836 0.94 2088985 0.79
113
1.SG.113 560475 0.44
0.44 ± 0.08
2504091 0.80
0.57 ± 0.20
1309186 0.43
0.40 ± 0.03 2.SG.113 744909 0.52 905963 0.44 1238989 0.39
3.SG.113 383343 0.37 1085642 0.48 1202237 0.38
137
1.SG.137 658782 0.48
0.53 ± 0.07
1691058 0.62
0.71 ± 0.08
1087286 0.32
0.38 ± 0.09 2.SG.137 673205 0.49 2310064 0.76 1113421 0.34
3.SG.137 932225 0.60 2231232 0.74 1442582 0.49
161
1.SG.161 613495 0.47
0.56 ± 0.32
1865875 0.66
0.70 ± 0.05
1134897 0.35
0.60 ± 0.22 2.SG.161 233920 0.30 2322176 0.76 1956884 0.73
3.SG.161 1693863 0.92 1973476 0.68 1939947 0.72
185
1.SG.185 828102 0.56
0.57 ± 0.10
2246157 0.74
0.77 ± 0.26
1620824 0.57
0.44 ± 0.12 2.SG.185 633864 0.47 3562658 1.04 1265624 0.41
3.SG.185 1093369 0.67 1313064 0.53 1124762 0.34
209
1.SG.209 721215 0.51
0.51 ± 0.11
862894 0.43
0.65 ± 0.27
1694773 0.61
0.45 ± 0.13 2.SG.209 455016 0.40 3202681 0.96 1153751 0.35
3.SG.209 994291 0.63 1488774 0.57 1255688 0.40
233 1.SG.233 394128 0.37
0.47 ± 0.13 2305440 0.76
0.65 ± 0.09 912476 0.24
0.67 ± 0.52 2.SG.233 357259 0.36 1892157 0.66 1865432 0.69

128
3.SG.233 430837 0.39 2128024 0.72 1034933 0.30
4.SG.233 1160911 0.70 1818145 0.65 4020046 1.69
5.SG.233 667841 0.49 1333420 0.54 1592026 0.56
6.SG.233 738291 0.52 1422300 0.56 1595261 0.56

129
Anexo N Equipos utilizados en la parte experimental
Espectrofotómetro Después de realizar la técnica de DNS a la muestra obtenida se le midió la absorbancia a 540 nm de longitud de onda en un lector de microplacas (espectrofotómetro Ultra microplate reader ELx 808) (Xiao, et al, 2004). Para determinar el crecimiento de la biomasa durante el monitoreo de la fermentación, se utilizó un espectrofotómetro a 600 nm de longitud de onda (Genesys 10S UV-Vis) para medir la absorbancia. La microplaca de fondo plano fue colocada en el espectro y se realizó la medición de absorbancia.
Autoclave Técnicas para la utilización de la autoclave.
1. Revisar que el nivel de agua se mantenga por encima de la marca solicitada.
2. Encender la autoclave y mover la perilla al máximo, hasta que mantenga una temperatura de 60 °C.
3. Colocar las muestras en una cesta para evitar derrames, las muestras deben estar bien cerradas y con sello para evitar que la presión dentro del tubo ocasione que se abran.
4. Cerrar la autoclave de manera uniforme, para que cierre correctamente. 5. Se mantendrá la válvula abierta durante 5 min, mientras se libera todo el
vapor. 6. Se cierra la válvula y comenzara a elevar la temperatura y presión. 7. Cuando se llegue a la temperatura deseada se moverá la perilla al mínimo 8. Se deja reaccionar la muestra por 5 min.
Se despresuriza quitando la válvula de salida de vapor, al finalizar se retiran las muestras y se desconecta.

130
Anexo O
Análisis energético Antes de hacer el análisis e integración de energía es posible cumplir con los requerimientos del proceso utilizando servicios auxiliares, para este caso se genera la siguiente tabla de resultados.
Tabla de resultados - sólo servicios auxiliares
Equipo Corrientes Q (kW)
𝑼 (𝒌𝑾𝒎−𝟐𝑲−𝟏)
Tcal (°K) Tfrío (°K)
∆Tln (°K) Área (m2) C. Cap. ($/a) C. Oper. ($/a)
C1 H1-CU 4,846.01 0.8 77.00 20.00 42.28 143.26 25,563.66 96,920.19
C2 H2-CU 91.44 0.8 23.60 32.50 27.81 4.11 3,035.39 1,828.75
C3 H3-CU 959.09 0.8 25.00 32.00 28.35 42.28 12,291.84 19,181.81
C4 H4-CU 72.78 0.8 12.00 10.00 10.97 8.29 4,625.91 1,455.69
C5 H5-CU 36.93 0.8 68.00 81.00 74.31 0.62 976.96 738.57
H1 HU-C1 103.79 0.8 250.00 251.40 250.70 0.51 875.59 8,303.51
H2 HU-C2 963.99 0.8 200 214 206.92 5.82 3,741.54 77,119.18
H3 HU-C3 17,076.05 0.8 32.00 280.00 114.33 186.69 29,964.91 1,366,084.19
Calor total recuperado 0.00 kW Total de servicios de calentamiento 18,143.84 kW
Total de servicios de enfriamiento 6,006.25 kW
Costo total anual del capital 81,075.80 ($/a) Costo total anual de operación 1,571,631.89 ($/a)
Costo total anual de la red 1,652,707.69 ($/a)

131
El análisis e integración de energía en el proceso, puede ayudar a disminuir los costos del consumo de energía, pero con esto, es necesario invertir recursos para realizar la infraestructura necesaria para la recuperación de calor. A continuación se muestra la Tabla de resultados, para la estimación de los costos con la integración propuesta
Tabla de resultados – Integración propuesta
Equipo Corrientes Q (kW) 𝑼 (𝒌𝑾𝒎−𝟐𝑲−𝟏)
Tcal. (K)
Tfrío (K)
∆Tln (K) Área (m2) C. Cap. (dólares/año)
C. Oper. (dólares/año)
1 H1-C1 103.79 0.8 52.00 51.75 51.87 2.50 2,253.28 NA
2 H5-C3 36.93 0.8 38.16 37.40 37.78 1.22 1,466.06 NA
3 H1-C3 4,742.23 0.8 5.00 5.00 5.00 1,185.55 90,843.98 NA
4 H3-C3 91.44 0.8 1.40 27.70 8.81 12.97 6,049.49 NA
H2 HU-C2 963.99 0.8 200.00 214.00 206.92 5.82 3,741.54 77,119.18
H3 HU-C3 12,127.60 0.8 32.00 208.13 94.06 161.16 27,434.39 970,208.01
C2 H2-CU 91.44 0.8 23.60 32.50 27.81 4.11 3,035.39 1,828.75
C3 H3-CU 789.78 0.8 25.00 32.00 28.35 34.81 10,939.70 15,795.65
C4 H4-CU 72.78 0.8 12.00 10.00 10.96 8.29 4,625.91 1,455.69
Calor total recuperado 4974.38 kW
Total de servicios de calentamiento 13091.59 kW
Total de servicios de enfriamiento 954.00 kW
Costo total anual del capital 150389.75 ($/a)
Costo total anual de operación 1066407.28 ($/a)
Costo total anual de la red 1216797.02 ($/a)

132
Tabla de resultados – Integración propuesta – Uso de desechos sólidos
Equipo Corrientes Q (kW) 𝑼 (𝒌𝑾𝒎−𝟐𝑲−𝟏) dTh (K) dTc (K) ∆Tln (K) Área (m2) C. Cap. (dólares/año)
C. Oper. (dólares/año)
1 H1-C1 103.79 0.80 52.00 51.75 51.87 2.50 2253.28 NA
2 H5-C3 36.99 0.80 38.16 37.40 37.78 1.22 1466.06 NA
3 H1-C3 4,742.21 0.80 5.00 5.00 5.00 1,185.55 90,843.97 NA
4 H3-C3 91.44 0.80 1.40 27.70 8.81 12.97 6049.49 NA
H2 HU-C2 963.99 0.80 200.00 214.00 206.92 5.82 3741.53 0
H3 HU-C3 12,127.60 0.80 32.00 208.13 94.06 161.15 27,434.39 0
C2 H2-CU 91.44 0.80 23.60 32.50 27.81 4.11 3,035.38 1,828.75
C3 H3-CU 789.78 0.80 25.00 32.00 28.35 34.81 10,939.70 15,795.65
C4 H4-CU 72.78 0.80 12.00 10.00 10.96 8.29 4,625.91 1,455.69
Calor total recuperado
4,974.37 kW Total de servicios de calentamiento
13,091.59 kW
Total de servicios de enfriamiento
954.00 kW
Costo total anual del capital
150,389.74 ($/a)
Costo total anual de operación
19,080.08 ($/a)
Costo total anual de la red
169,469.83 ($/a)

133
Anexo P
Determinación de la cinética para los tres reactores principales del proceso
Reactor de pretratamiento. Los datos obtenidos en la etapa experimental se muestran en la Tabla P1, donde no se pudo realizar un monitoreo constante de la trasformación de celulosa a glucosa, ya que no se tenían los equipos adecuados para dicha función, por lo tanto se realizará un análisis básico donde se determina la ecuación de la concentración en función del tiempo (Figura P1). Se grafica el tiempo y la concentración de celulosa considerando que el 100% son sólidos, los cuales equivalen a 105 gramos y el volumen de la solución es de 1575 ml. Tabla P1. Concentración de la celulosa obtenida
experimentalmente
0 1 2 3 4 5
15
20
25
30
35
40
45
50
concentr
ació
n (
g/L
)
tiempo (min)
Consumo de celulosa
Cc= 0.2351 t + 5
Tiempo (min)
Concentración
%peso g/L
0 72.3 48.2
5 24.5 16.33
Figura P1. Gráfico de consumo de celulosa
Los resultados de la concentración de la celulosa en g/L, se determina de la siguiente manera, considerando los 105 gramos de sólidos totales, de los cuales el 72.3% es de celulosa, utilizando la ecuación A16 se determina la cantidad en gramos de celulosa.
𝑔𝑐𝑒𝑙𝑢𝑙𝑜𝑠𝑎 =(%𝑐𝑒𝑙𝑢𝑙𝑜𝑠𝑎)(𝑔𝑠ó𝑙𝑖𝑑𝑜𝑠 𝑡𝑜𝑡𝑎𝑙𝑒𝑠)
100% (A16)

134
Y para determinar la concentración en un volumen de solución ácida de 1575 ml, se utiliza la ecuación A17
𝐶𝑜𝑛𝑐𝑒𝑛𝑡𝑟𝑎𝑐𝑖ó𝑛𝑐𝑒𝑙𝑢𝑙𝑜𝑠𝑎 = (𝑔𝑐𝑒𝑙𝑢𝑙𝑜𝑠𝑎)
𝑣𝑜𝑙𝑠𝑜𝑙 (A17)
De la ecuación obtenida en el gráfico se determina la constante cinética de k=0.2351 g/L min y el orden de reacción de cero.
Hidrólisis enzimática
En la etapa de la hidrólisis no se tienen datos experimentales, por lo que se utilizará un modelo cinpetico previamente validado para la etapa de hidrólisis enzimática (Tsai, et al. 2014), donde se obtienen los resultados del cambio de concentración de la celulosa en función del tiempo (dCc/dt), la conversión de celulosa (sustrato) y el tiempo trascurrido. Mediante la operación de multiplicar el flujo másico que ingresa al proceso por la velocidad de reacción, se grafican junto con la conversión obtenida (Figura P2) para determinar el polinomio que mejor se ajuste al comportamiento de la función (Fogler, 2008).
0.0 0.1 0.2 0.3 0.4 0.5 0.6
0
1000000
2000000
3000000
4000000
5000000
Fc/-
rc (
L)
x (fracción másica)
Cc = 2E+07 x 3 - 9E+06 x 2 + 6E+06 x + 44017
R² = 0.9995
Gráfico para determinar el volumen en un reactor tubular
Figura P2. Gráfico del volumen para la hidrólisis enzimática, utilizando un flujo pistón
Una vez obtenido el polinomio característico, se obtiene el área bajo la curva mediante la ecuación 19 que representa el volumen del reactor.
𝑉 = ∫𝐹𝑐0
−𝑟𝑐𝑑𝑋
𝑥=0.56
𝑥=0 (A18)

135
La integral está definida hasta x=0.56, porque es la conversión obtenida después de 36 horas de reacción en el proceso de hidrólisis enzimática. Al sustituir el polinomio en la ecuación A18 y resolver la integral se determina el volumen del reactor.
Fermentación
Para determinar la cinética de la fermentación se analizan los datos monitoreados en la etapa experimental, que es el consumo de glucosa en función del tiempo (Tabla P2), se grafican los datos y se ajusta un polinomio (no siempre el de mayor grado es el más adecuado) del grafico (Figura P3) se obtiene el polinomio el cual se derivara para obtener el cambio de la concentración de la glucosa en función del tiempo (-dCg/dt).
Tabla P2. Consumo de glucosa en función del tiempo.
0 20 40 60 80 100 120 140 160 180
0
10
20
30
40
50co
nce
ntr
ació
n (
g/L
)
tiempo (h)
Gráfico del consumo de glucosa
Cg = 0.0013 t^2 - 0.4316 t + 44.206
R² = 0.8938
Tiempo(h) concentración de glucosa
(Cg) en g/L
0 50
5 36.53
10 42.30
12 35.12
15 40.23
17 35.47
21 43.28
31 27.98
41 24.39
65 19.27
89 18.26
113 11.97
137 15.48 Figura P3. Gráfico de consumo de glucosa y ajuste a los datos experimentales 161 3.11
De la ecuación obtenida en el gráfico de consumo de glucosa, se deriva la ecuación y se sustituyen los datos de tiempo, para obtener la derivada de la concentración de glucosa en función del tiempo (dCg/dt) Tabla P3 y se grafican los datos de la derivada y la concentración en escala ln/ln.

136
Tabla P3 Datos logarítmicos de velocidad de reacción y
concentración de glucosa
1.0 1.5 2.0 2.5 3.0 3.5 4.0
1
2
3
4
5
6
ln(-
dC
g/d
t) (
g/L
h)
ln Cg (g/L)
Cinética de consumo de glucosa en el fermentador
ln(-dCg/dt) = 0.8573e ^(0.472 (lnCg))
R² = 0.8644
ln Cg dCg/dt ln (-dCg/dt)
3.91202301 -0.4316 4.66044395
3.59802848 -0.4186 4.62986053
3.74485537 -0.4056 4.59831217
3.55879922 -0.4004 4.58540877
3.69471718 -0.3926 4.565736
3.56875175 -0.3874 4.55240247
3.76766033 -0.377 4.52518991
3.33142357 -0.351 4.45373094
3.1940583 -0.325 4.3767699
2.95875728 -0.2626 4.16357668
2.90466756 -0.2002 3.89226159
2.48282277 -0.1378 3.51874808
2.74005908 -0.0754 2.915752
1.13615021 -0.013 1.15789408 Figura P4. Grafico para determinar la constante
cinética y el orden de reacción De la ecuación obtenida en gráfico de la Figura P4 se determina que la contante cinética del proceso de fermentación (Fogler, 2008) que es de 0.857 g/L h y de orden 0.472, la cinética calculada es una aproximación ya que para calcular cinética total, se deben emplear el análisis de varias reacciones en cadena.

137
Anexo Q
Dimensiones de los equipos
Tanques Una vez determinada la cinética se procede a determinar el volumen del tanque mediante la ecuación A19:
𝑉 =𝐹𝐴0𝑋
(−𝑟𝐴) (A19)
Donde -rA: Velocidad de reacción del compuesto A FA0: Flujo de entrada del compuesto A X: Conversión del compuesto A Está ecuación sólo aplica para los tanques de pretratamiento y para los de fermentación, ya que el de hidrólisis fue diseñado como un reactor continuo de flujo pistón y el volumen se obtiene empleando la ecuación A20.
𝑉 = ∫𝐹𝐴0
−𝑟𝐴𝑑𝑋
𝑋𝑓𝑖𝑛𝑎𝑙
𝑋𝑖𝑛𝑖𝑐𝑖𝑎𝑙 (A20)
Los volúmenes calculados corresponden sólo al compuesto con el que se determinó la cinética, por lo tanto para determinar el volumen total de todos los componentes se utiliza la ecuación A21
𝑉𝑡𝑜𝑡𝑎𝑙 =𝐹𝑡𝑜𝑡𝑎𝑙∙𝑉𝑐𝑜𝑚
𝐹𝑐𝑜𝑚 (A21)
Donde Vtotal: volumen total con todos los compuestos Vcom: volumen del compuesto con el que se determinó la cinética Ftotal: flujo de la corriente de entrada que incluye todos los compuestos Fcom: flujo del compuesto con el que se calculó la cinética Calculando cada uno de los datos se determina el volumen de cada reactor (Tabla Q4), necesario para que se lleven las reacciones en cada reactor.

138
Tabla Q4. Condiciones de operación de los tanques empleados para las etapas importantes del proceso Etapa Flujo total
(kg/h) Flujo del compuesto (kg/h)
Cinética Volumen del compuesto (m3)
Volumen total (m3)
Pretratamiento 90,810.01 19,704.8 0.235g/L min 924 4,258.3
Hidrólisis enzimática
85,611.05
6,674.54
1E-07𝒈
𝑳 𝐡𝐂𝒄𝟑 971.8 12,464.80
fermentación 74,184.51 14,478.13 0.8573 h-1Cg 4863.03 24,917.68
Obteniendo el volumen necesario se procede a distribuir el número de reactores para cubrir dicho volumen, mediante el siguiente arreglo:
Pretratamiento, tres tanques de 1420 m3 cada uno.
Hidrólisis enzimática, seis tanques de 2080 m3 cada uno
Fermentación, cinco tanques de 3200 m3 cada uno dejando una tolerancia
para la eliminación de gases.
Las dimensiones de cada tanque se determinan con la ecuación (Equipos, 2014)
𝑉 =𝜋
4𝐷2 ∙ 𝐿 (A22)
Donde V: volumen en m3
D: diámetro del tanque en m L: longitud en m Donde los rangos de presión determinan la relación L/D, de la siguiente forma:
P≤ 17 atm, el valor de L/D= 3
17˂ P≤ 34 atm, el valor de L/D= 4
P˃ 34 atm, el valor de L/D =5
Por lo tanto las dimensiones para cada tanque se muestran en la Tabla Q5. Tabla Q5. Dimensiones de los tanques empleados para las etapas más importantes del proceso Etapa Volumen
(m3) Presión (atm)
Relación (L/D)
Diámetro (m)
Longitud (m)
Pretratamiento 1420 12 4 7.67 30.70
Hidrólisis enzimática
2080 1 3 9.59 28.78
Fermentación 3200 1 3 11.07 33.22

139
Columnas Para determinar las dimensiones de cada columna (Tabla Q6), se utilizan las ecuaciones A23 y A24 para determinar el diámetro de la columna (Jiménez, 2003). Donde D: diámetro de la columna, m F: flujo del destilado, kg mol/h R: razón de reflujo T: temperatura de rocío del vapor en el condensador, K P: presión de la columna, atm Para la altura se utiliza la ecuación A25 (Jiménez, 2003). Donde H: altura de la columna, m S: número de etapas ideales
η : eficiencia promedio de los platos en la columna
Tabla Q6. Condiciones y propiedades necesarias para determinar el diámetro
y altura de la columna
Símbolo Unidades columna 1 columna 2 columna 3 columna 4
V atm^-1/2 0.761 1.07621652 0.761 0.761
F kmol(h) 336.9615 292.372 80.697 50.887
R 1 4 3 3
T °K 365.952 363.069 338.187 184.976
P Atm 1 0.5 1 1
η 1 1 1 1
S 10 63 5 6
𝐷 = [(4
𝜋𝑉) (𝐹)(𝑅 + 1)(22.2) (
𝑇
273) (
1
𝑃) (
1
3600)]
1/2
(𝐴23)
𝑉 = 0.761 (1
𝑃)
1/2
(𝐴24)
𝐻 = 0.61 (𝑆
𝜂) + 4.27 (𝐴25)

140
Referencias
Abdullah, N., Ejaz, N., Abdullah, N., Un nisa, Alim; Firdous, S. (2006).
Lignocellulosic degradation in solid-state fermentation of sugar cane bagasse by Termitomyces sp. Micología Aplicada International. Vol. 18, núm. 2.
Acetone, 2014. http://www.inchem.org/documents/sids/sids/67641.pdf. fecha consultada 22 de julio de 2014 )
Alvarado-Morales, M; Terra, J; Gernaey, K; Woodley, J; Gani,R.(2009). Biorefining: computer aided tools for sutainable desing and analysis of bioethanol production. Chemical enginneering research and desing. 87. 1171-1183.
Arantes, V., Saddler, J. (2010). Access to cellulose limits the efficiency of enzymatic hydrolysis: the role of amorphogenesis. Biotechnology for Biofuels Página electrónica. www.biotechnologyforbiofuels.com/content/3/1/4. Fecha de consulta: 7 de noviembre de 2013.
Ballesteros. E., Nava. M., Roldan. S. (2006). Producción de hidrogeno a partir de la reformación catalítica del bioetanol. Tesis UAM. Iztapalapa.
Banxico 2014. Página web. www.banxico.org.mx. Fecha de consulta: 3 de julio de 2014.
Biegler,L; Grosmann,I; westerberg, A (1999). Systematic Methods of Chemical process design Editorial Prentice-Hall International. Pag 110-174.
Butamax. Página web. www.butamax.com. Fecha de consulta 06-noviembre-2013.
Butanol. Página web. www.butanol.com. Fecha de consulta: 13-octubre-2013.
Cañeros. Página web. www.cañeros.org.mx. Fecha de consulta: 08-octubre-2013
Celis, A.J., Cuadros, B.J. (2007). Efectos del Pre-tratamiento con ácido diluido e hidrólisis enzimática de bagazo de caña para la producción de glucosa. Tesis. Universidad Industrial de Santander, Bucaramanga, pp 5-9.
Central Motzorongo, (2014). http://ingmotzo.dyndns.info/productos.html (Fecha de consulta 20 de febrero de 2014).
Demirbas, A. (2005). Bioethanol from Cellulosic Materials: A Renewable Motor Fuel from Biomass, Energy Sources, 27, 327-337.
Desai, R. P., Nielsen, L. K., Papoutsakis, E.T. (1999) Stoichiometric modeling of Clostridium acetobutylicum fermentations with non-linear constraints Journal of Biotechnology 71, 191–205.
Domínguez, M. M., Álvarez, A., Castrejón, T., Granados, M. J., Hernández, F. J., Alcalá, V. H., Tapia, J.C. (2011). Estudio de la cinética de la hidrólisis ácida del bagazo de caña sin pretratamiento para la obtención de azúcares reductores. Revista Iberoamericana de Polímeros. 12(3).153-159.
Douglas, M. (1999) Conceptual desing of chemical processes. Editorial M C Graw-Hill, pág. 23-68.
Dürre, P. (2007). Biobutanol: and attractive biofuel. Biotechnology Journal. 2, 1525-1534.

141
Energía butanol. (2014). Página web. http://www.scienceinschool.org/print/1215. Fecha de consulta. 23 de julio de 2014.
Equipos 2014 Página web http://catarina.udlap.mx/u_dl_a/tales/documentos /lpro/esquivel_e_jr/capitulo3.pdf. (fecha de consulta 7 de julio de 2014).
Etanol. (2014). http://www2.osinerg.gob.pe/Resoluciones/pdf/2011/Informe-No.0006-2011-GART.Anexo3.pdf. (Fecha consultada 22 de julio de 2014).
Green, E. M. (2011). Fermentative production of butanol-theindustrial perspective. Current Opinion in Biotechnology, 22, 337-340
Ferrer J.R., Paéz G., Arenas L., Chandler C., Márrmol Z., Sandoval L. (2002). Cinética de la hidrólisis ácida de bagacillo de caña de azúcar. Revista de la Facultad de Agronomía, 19, 23-33
Gholizadeh, L. (2009) Tesis Enhanced butanol production by Free and immobilized Clostridium sp. Cell using butyric acid as co-substrate. University college of Boras. EUA. (Pag. 27-33).
Guía HC. (2014). Página web. www.zerohytechpark.eu/pruebas/wp-content/uploads/descargas/guía_huella_de_carbono.pdf. Fecha de consulta: 24 de julio de 2014.
Fogler Scott (2008). “Elementos de ingeniería de las reacciones químicas” Editorial Pearson, 4ta edición, México.
Harris C. Daniel. (2007) “Análisis Químico Cuantitativo”. 6ta Edición. Editorial Reverte S.A.
Huella de carbono, (2014). Página consultada http://www.retorna.org/mm/file/huelladecarbono.pdf, fecha de consulta. 11 de septiembre de 2014.
iie, (2015). instituto de investigaciones eléctricas conversión de biomasa a energía, http://www.iie.org.mx/boletin022013/breve01.pdf, fecha de consulta 20 de junio de 2015.
Inbicon. Página web. www.inbicon.com/pages/index.aspx. Fecha de consulta; 8 de noviembre de 2013.
INEGI. Página web. www.cuentame.inegi.org.mx. Fecha de consulta 12 de noviembre del 2013.
Jaramillo, J.J., Cardona, C.A. (2011). Análisis de la producción de biobutanol en la fermentación acetobutilica con clostridium saccharoperbutylacetonicum N1-4 ATCC13564. Revista .facultad de ingeniería 58 (1), 36-45.
Jiménez Gutiérrez, A. “Diseño de Procesos en Ingeniería Química”, Editorial: Reverté, 1ª ed., Capítulo 8. 2003. pág. 150.
Kadam, K.L., Rydholm, E.C., Mcmillan, J.D. (2004). Development and validation of a kinetic model for enzymatic saccharification of lignocellulosic biomass. Biotechnology Progress, (20):698–705
Lee, S., Park, J., Jang, S., Nielsen, L., Kim, J., Jung, K. (2008). Fermentative butanol production by Clostridia. Biotechnology and Bioengineering, 101, 209-210.
Ley general de cambio climático. Página web. www.diputados.gob.mx/LeyesBiblio/pdf/LGCC.pdf. Fecha de consulta 19 de octubre de 2013.

142
Ley General del equilibrio ecológico. Página web. http://www.diputados.gob.mx/LeyesBiblio/pdf/148.pdf. Fecha de consulta 25 de octubre de 2013.
Lynd L. R (1996) Overview and evaluation of fuel ethanol from cellulosic biomass: technology, economics, the environment and policy. Annu Rev Energy Environ 21,403-465
Llanes, D. (2012). Desarrollo técnico-económicamente viable de harinas forrajeras predigeridas y enriquecidas proteicamente a partir del bagazo de la caña de Azúcar. IPN. Pag. 42
Ley de Promoción y Desarrollo de los Bioenergéticos. Página web. www.diputados.gob.mx/LeyesBiblio/pdf/LPDB.pdf. Fecha de consulta: 31-octubre-2013
Martínez, R. R; Gragera, M. R; (2008). Fundamentos teóricos y prácticos de la histoquímica. Editorial consejo superior de investigaciones científicas. página 482.
Martínez, J. A., Morales, A. S., (2009). Producción microbiológica de butanol, Instituto de biotecnología, Universidad Nacional Autónoma de México, Bio tecnología, 13, 3
Mendoza, S. J., López, G. J., Pardo, F.L. (2012). Hidrólisis enzimática de residuos de la cosecha de caña de azúcar. Revista Colombiana. Biotecnología Vol. XIV
Miller, G. (1959). Use of Dinitrosalisyc Acid Reagent for determination of reducing sugar. Analytical Chemistry, 31, 426-428.
Morales-Rodríguez, R., Meyer, A., Gernaey, K., Sin, G., (2011). Dynamic model-based evaluation of process configurations for integrated operation of hydrolysis and co-fermentation for bioethanol production from lignocellulose. Bioresource Technology.102 1174-1184.
Morales-Rodríguez, R; Germany V Gernay ; Meyer S, Anne y Gurkan Sin. (2011). A Mathematial Model for Simultaneous Saccharification and Co-fermentation (SSCF) of C6 and C5 Sugars. Chinese Jounal og Chemical Engineering 19(2) 185-191
Mosier, N., Hall, P., Ladisch, C., Ladisch, M. (1999). Reaction kinetics, molecular action, and mechanisms of cellulolytic proteins. Advances in Biochemical Engineering/Biotechnology. 65,22-40
Nejame, S., 2010 butanol como un combustible -. Vista desde el campo, Promotum, presentación de NREL 11 de marzo de 2010
Parra, C; López, L.E; Granados, J; Drumar, J: Montoya, D; Ferreira, S; Buitrago, G; Silva, E. (1995). Evaluación de cepas Clostridium acetobutylicum para el desarrollo de la fermentación acetobutílica. Revista colombiana de ciencias químico - farmacéuticas. Universidad Nacional de Colombia. 24, 40-44.
Plan nacional de desarrollo. Página web. www.pnd.gob.mx/. Fecha de consulta 27 de octubre de 2013.
Pellet. (2014). Página web.www.ambientum.com/revistanueva/2006-11/energía/biomasa.asp. Fecha de consulta: 23 de junio 2014.

143
Pernalete, Z., Piña, F., Suárez, M., Ferrer, A., Aiello, C. (2008). Fraccionamiento de bagazo de caña de azúcar mediante tratamiento amoniacal: efecto de la humedad de bagazo y la carga de amoniaco. Bioagro, 20, 3-10
Procarbono. (2014). Página web. www.uach.cl/procarbono/huella_de_carbono.html. Fecha de consulta: 24 de julio de 2014.
Rabelo, S., Maciel R., Costa, A. (2008). A comparison between lime and alkaline hydrogen peroxide pretreatments of sugarcane bagasse for ethanol production. Applied Biochemical Biotechnology, 148, 45-58.
Saval, S. (2012). Aprovechamiento de residuos agroindustriales: pasado, presente y futuro. Revista de la Sociedad Mexicana de Biotecnología y Bioingeniería, 16,16
SCT. Página web. www.sct.gob.mx/normatividad/. Fecha de consulta: 23 de octubre de 2013.
Selby, A., Maitland, C. (1976). The cellulose of trichodermaviride, separation of the components involved in the solubilization of cotton, Biochemical Journal, 104, 716-72
SEFIPLAN. Página web.www.veracruz.gob.mx. Fecha de consulta 12 de noviembre de 2013.
SEMARNAT Página web.www.semarnat.gob.mx/normatividad/. Fecha de consulta: 18-octubre-2013
SENER. Página web. www.sener.gob.mx/res/PE_y_DT/pub/2012/PER_2012-2026.pdf. Fecha de consulta: 20-octubre-2013.
Shinto, H., Tashiro, Y., Yamashita, M., Kobayashi, G., Sekiguchi, T., Hanai, T., Kuriya, Y., Okamoto, M., Sonomoto, K. (2007). Kinetic modeling and sensitivity analysis of acetone-butanol-ethanol production. Journal of Biotechnology. 131, 45-46
Sica. (2006). El azúcar en la comunidad Andina. Servicio de información Agropecuaria del Ministerio de Agricultura y Ganadería del Ecuador. Proyecto SIC
Soest, V., Wine. R. H., (1967). "Use of Detergents in the Analysis of Fibrous Feed. IV. Determination on Plant Cell-Wall Constituents". J. Assoc. Anal. Chem. 50, 50–5.
SSA. Página web. www.ssa.gob.mx/normatividad/. Fecha de consulta: 19 de octubre de 2013
STPS. Página web. www.stps.gob.mx/normatividad/. Fecha de consulta: 19 de octubre de 2013
Sun, Y., Cheng J., (2002). Hydrolysis of lignocellulosic materials for ethanol production. A review. Bioresource Technology, 83, 1-11
Tec 2014. Página web. www.barcelonaenergia.cat/cas/utilidades/equivalenc/equivale.htm. Fecha de consulta: 23 de Julio de 2014.
Torres, C. F., Molina. C. M. (2012). Evaluación del rendimiento de la hidrólisis enzimática de bagazo, con pretratamiento alcalino. Revista de Ingeniería, 22, 29-44

144
Triana O.L.M. (1990). Saavedra. Atlas del bagazo de caña de azúcar. GEPLACEA, PNUD, ICIDCA. Pp.37 – 45.
Tsai, C.-T., Morales-Rodríguez, R., Sin, G. & Meyer, A.S. (2014). A Dynamic Model for Cellulosic Biomass Hydrolysis: A Comprehensive Analysis and Validation of Hydrolysis and Product Inhibition Mechanisms. Applied Biochemistry and Biotechnology.172, 2815-2837.
UNAM. (2012). Hoja de seguridad de acetona. Página web. www.quimica.unam.mx/IMG/pdf/acetona.pdf. Fecha de consulta: 30-octubre-2013.
UNAM. (2012). Hoja de seguridad de butanol. Página web www.quimica.unam.mx/IMG/pdf/4butanol.pdf. Fecha de consulta: 30-octubre-2013.
UNAM. (2012). Hoja de seguridad de etanol. Página web www.quimica.unam.mx/IMG/pdf/4etanol.pdf. Fecha de consulta: 30-octubre-2013.
Van Soest, P. J.; R. H. WINE (1967). "Use of Detergents in the Analysis of Fibrous Feed. IV. Determination on Plant Cell-Wall Constituents". J. Assoc. Anal. Chem, 50, 50–5
Villalpando, A. Octavio., A. (2008) Biocombustibles: Una mirada a la coyuntura de 2007, Revista Economía Informa, Facultad de Economía, UNAM, vol. 350, enero-febrero.
Visita-México. Página web. www.visitia-mexico.com. Fecha de consulta: 06-noviembre-2013.
Xiao, Z., Storms, R., Tsang, A. (2004). Microplate-Based Filter Paper Assay to Measure Total Cellulase Activity. Centre for Structural and Functional Genomics, Concordia University. 834-837.
Zhang, Y.-H. (2004).Towards an aggregated understanding of enzymatic hydrolysis of cellulose: Noncomplexed cellulase systems. Biotechnology and Bioengineering. 88, 797- 82