
Distribución en Planta - HostMar en Planta... · un determinado bien o servicio. ... Richard...
80
Distribución en Planta Distribución en Planta Ing. A. Fernández
-
Upload
trinhkhanh -
Category
Documents
-
view
230 -
download
0
Transcript of Distribución en Planta - HostMar en Planta... · un determinado bien o servicio. ... Richard...

Distribución en PlantaDistribución en Planta
Ing. A. Fernández

Diferencias entre:Diferencias entre:
Distribución Distribución en en plantaplanta
LayLay--OutOut
Planeamiento Planeamiento de las instalacionesde las instalaciones

Ejes directrices para el análisis y estudio:Ejes directrices para el análisis y estudio:
* Relación con el “Manejo” de los materiales* Relación con el “Manejo” de los materiales
* Diseño* Diseño, cálculo y definiciones, cálculo y definiciones
* Documentos de presentación* Documentos de presentación

* * Relación con el “Manejo” de los materiales

* Diseño, cálculo y definiciones* Diseño, cálculo y definiciones

IntroducciónIntroducción
Los mercados, dominados por la competencia y la demanda, exigen
periódicamente una mayor variedad de productos y ello se está
materializando concon ciclosciclos dede vidavida cadacada vezvez másmás cortoscortos.
Para ello, las empresas deben priorizar la continua adaptación de sus
procesos de fabricación mediante sistemassistemas flexiblesflexibles que permitan hacer
frente a esta situación.
Lograr eficiencia y flexibilidad requiere, necesariamente y entre otros, de
un correctocorrecto ordenamientoordenamiento dede loslos mediosmedios productivosproductivos.

Todo medio productivo puede asimilarse a un proceso de proceso de
transformacióntransformación, en el que se convierte a una serie de insumos en
un determinado bien o servicio.

Dicho proceso de transformación proceso de transformación comprende, a su vez, un conjunto de
operaciones diversas
• tanto de tipo productivastipo productivas sobre los insumos:: materiales y productos
(tratamientos varios, transformación, almacenamiento, inspección, etc.);
• como de gestión de la informacióngestión de la información, asociada al propio proceso (toma de
decisiones, control de la producción, planificación, dirección, etc.).
Ambas cuestiones deben tenerse presente simultáneamenteAmbas cuestiones deben tenerse presente simultáneamente
al momento de pensar en una distribución en plantaal momento de pensar en una distribución en planta

Así mismo una DDistribución en Planta bien diseñada istribución en Planta bien diseñada debe dar respuesta óptima, como mínimo, a los siguientes interrogantes:
•• QueQue efectosefectos produceproduce enen loslos costoscostos deldel manejomanejo dede materialesmateriales yy deldel mantenimientomantenimiento dede loslos equipos?equipos?
•• QueQue efectosefectos produceproduce enen elel animoanimo dede loslos trabajadorestrabajadores yy comocomo influyeinfluye estoesto enen elel costocosto dede laslas operaciones?operaciones?
•• QueQue efectosefectos produceproduce enen lala administraciónadministración dede laslas instalaciones?instalaciones?
•• QueQue efectosefectos produceproduce enen lala capacidadcapacidad dede equiposequipos ee instalacionesinstalaciones parapara adaptarseadaptarse aa loslos cambioscambios parapara enfrentarenfrentar yy satisfacersatisfacer necesidadesnecesidades futuras?futuras?

Objetivos de la Distribución en PlantaObjetivos de la Distribución en Planta
Una distribución en planta adecuada, proporciona beneficios a la empresa que se traducen en un aumento de la eficiencia y por lo tanto de la competitividad.
Para lograr dichos beneficios es necesario que la solución adoptada cumpla con determinados objetivos. Una amplia lista, que puede abarcar a la mayoría de ellos, sería la siguiente:
•• Simplificar Simplificar al máximo al máximo todos los procesos productivostodos los procesos productivos
•• Minimizar Minimizar los los costos del costos del manejo de manejo de materialesmateriales
•• Disminuir los tiempos de fabricación y la cantidad de material en Disminuir los tiempos de fabricación y la cantidad de material en procesoproceso
•• Aprovechar Aprovechar el espacio el espacio disponible de la disponible de la manera más efectiva manera más efectiva posibleposible
•• Aumentar Aumentar la satisfacción la satisfacción y rendimiento de los trabajadores con y rendimiento de los trabajadores con estímulos adecuados.estímulos adecuados.
•• Evitar Evitar inversiones de capital inversiones de capital innecesarias.innecesarias.

•• Reducir Reducir los riesgos para la salud y velar por la los riesgos para la salud y velar por la seguridad de los seguridad de los trabajadorestrabajadores
•• Incrementar Incrementar la la producciónproducción
•• Disminuir Disminuir los retrasos en la los retrasos en la producciónproducción
•• Minimizar Minimizar las necesidades de espacio (tanto el destinado a las necesidades de espacio (tanto el destinado a producción como producción como el necesario el necesario para almacenamiento para almacenamiento y/o de áreas de y/o de áreas de servicios)servicios)
•• Disminuir Disminuir el tránsito de el tránsito de materialesmateriales
•• Lograr Lograr un uso eficiente de la maquinaria, la mano de obra y los un uso eficiente de la maquinaria, la mano de obra y los serviciosservicios
•• Reducir Reducir el trabajo administrativo el trabajo administrativo e indirecto e indirecto en en generalgeneral
•• Facilitar Facilitar la la supervisión de las actividadessupervisión de las actividades
•• Disminuir Disminuir la confusión y la la confusión y la congestióncongestión
•• Disminuir Disminuir el riesgo para el material o su el riesgo para el material o su calidadcalidad
•• Facilitar Facilitar los ajustes los ajustes y/o y/o cambios cambios de los procesosde los procesos
•• Facilitar las labores Facilitar las labores de mantenimiento, condiciones sanitarias, de mantenimiento, condiciones sanitarias, control de control de costos y otroscostos y otros
Principios básicos de la Distribución en PlantaPrincipios básicos de la Distribución en Planta
Richard Richard MutherMuther
concentra la lista de los objetivos anteriormente citados en los
siguientes seis (6) conceptos o principios, los que ayudarán a
alcanzarlos:

1. Principio de la integración de conjunto
“La mejor distribucióndistribución es la que integra a los operarios, los
materiales, la maquinaria y las actividades así como cualquier otro
factor, de modo que resulte el mejor compromiso posible entre
todas estas partes”
2. Principio de la mínima distancia recorrida
“En igualdad de condiciones, es siempre mejor la distribucióndistribución
que permita que la distancia a recorrer por el material entre
operaciones sea la más corta”

3. Principio de la circulación o flujo de materiales
“En igualdad de condiciones, es mejor aquella distribucióndistribución que
ordene las áreas de trabajo de modo que cada operación o
proceso esté en el mismo orden o secuencia en que se traten,
elaboren o monten los materiales”
4. Principio del espacio cúbico
“La economía en una distribucióndistribución adecuada se obtiene
utilizando de un modo efectivo todo el espacio disponible, tanto
en vertical como en horizontal”

5. Principio de la satisfacción y de la seguridad (confort)
“En igualdad de condiciones, será siempre más efectiva la
distribución distribución que haga el trabajo más satisfactorio y seguro para los
trabajadores, los materiales y la maquinaria”
6. Principio de la flexibilidad
“En igualdad de condiciones, siempre será más efectiva la
distribucióndistribución que pueda ser ajustada o reordenada (flexibilidad) con
menos costos o inconvenientes”

Distribución en planta “nueva” frente al reordenamiento y/o reingeniería
de una planta existente
El proyecto de implantación de una distribución en planta es un tema que
no aparece únicamente en las plantas industriales de nueva creación.
Durante el transcurso de la vida de una determinada actividad, surgen
cambios o desajustes que pueden hacer necesario desde
reestructuraciones menores (reordenación de las actividades, cambios en
los sistemas de manutención, cambios en cualquier tipo de servicio
auxiliar…), hasta el traslado a una nueva planta/instalación.

Un ejemplo del primer tipo sería la aparición de avances tecnológicos que
puedan hacer necesaria la incorporación o sustitución de maquinaria en el
proceso, lo cual da lugar a la generación de nuevas actividades o cambios
en las áreas de trabajo de las actividades. Esto precisará de una nueva
distribución de los diferentes elementos.
Esta situación generará la necesidad de diseñar e implementar una nueva
distribución que contemple dar viabilidad a los cambios y/o necesidades
incorporados al sistema de producción.

Por otra parte, la necesidad de trasladar las actividades a una
nueva planta industrial y/o de servicios se da cuando los
problemas detectados son de una envergadura tal que no pueden
ser resueltos mediante modificaciones, menores o no, de los
sistemas productivos existentes.
Las distintas problemáticas que pueden generar la necesidad de modificar
la distribución existente pueden clasificarse, entre otras, en función de las
causas que determinan su necesidad:
• Cambios en el diseño de los productos, aparición de nuevos productos, o • Cambios en el diseño de los productos, aparición de nuevos productos, o
bien por cambios en la demanda;bien por cambios en la demanda;
• Equipos, maquinaria o actividades obsoletas;• Equipos, maquinaria o actividades obsoletas;
• Accidentabilidad frecuente;• Accidentabilidad frecuente;
• Puestos de trabajo inadecuados para el personal (problemas • Puestos de trabajo inadecuados para el personal (problemas
ergonómicos, ruidos, temperaturas, etc.);ergonómicos, ruidos, temperaturas, etc.);
• Cambios en la localización de los mercados;• Cambios en la localización de los mercados;
• Necesidad de reducir costos;• Necesidad de reducir costos;
• Otros.• Otros.
Pasos requeridos para definir/diseñar una Pasos requeridos para definir/diseñar una distribución en plantadistribución en planta
Definir el objetivo de la instalación que se va a diseñar
Especificar las actividades primarias que habrá que realizar para alcanzar el objetivo buscado
Especificar las actividades asociadas necesarias para respaldar a las actividades primarias
Determinar las necesidades de espacio requeridas para todas las actividades a desarrollar
Determinar las inter-relaciones de/entre todas las actividades
Generar distribuciones alternativas
Evaluar distribuciones alternativas
Adoptar y poner el práctica la distribución adoptada


Tipos Tipos clásicosclásicos
dede
distribución distribución en en plantaplanta

Considerando como criterio exclusivamente al tipo de movimiento de
los medios directos de producción se pueden definir (3)tres tipos bien
diferenciados:
• Distribución por posición fija.Distribución por posición fija.
• • Distribución por proceso.Distribución por proceso.
• • Distribución por producto.Distribución por producto.

Además del tipo de movimiento de los diferentes medios de
producción, otro factor que puede afectar determinantemente al tipo
de distribución adoptada es la claseclase dede operaciónoperación dede producciónproducción que
se realiza en la actividad industrial.
Las operaciones de producción fundamentales pueden agruparse/
definirse en tres grandes grupos:
• Elaboración o fabricación:
Las operaciones van encaminadas a cambiar la forma del material inicial para obtener
el producto final (inyección de termoplásticos, embutido de metales, etc.)
• Tratamiento:
Para obtener el producto final las operaciones transforman las características del
material de partida (transformación del acero mediante temple, fabricación de granza
de plástico (molienda para recuperación), etc.)
• Montaje:
Para obtener el producto final las operaciones unen unas piezas a otras, materiales
sobre las piezas o sobre un material inicial o base (elaboración de calzado o montaje
de automóviles).

Distribución por posición fijaDistribución por posición fija
El material objeto del trabajo y en proceso de transformación
permanecepermanece enen unun lugarlugar fijofijo y son los hombres y la maquinaria los que
confluyen hacia él.
•Proceso de trabajo: Todos los puestos de trabajo se instalan con carácter provisorio y junto al elemento principal ó conjunto que se fabrica o monta. •Material en curso de fabricación: El material se lleva hasta el lugar de montaje ó fabricación. •Versatilidad: Tiene amplia versatilidad, se adapta con facilidad a cualquier tipo de variación. •Continuidad de funcionamiento: Los tiempos concebidos y las cargas de trabajo No son estables. Puede influir, incluso, las condiciones climatológicas. •Incentivo: Depende del trabajo individual de cada trabajador. •Calificación de la mamo de obra: Los equipos suelen ser del tipo convencional, incluso aunque se emplee una máquina en concreto no suele ser muy especializada, por lo que no ha de ser de gran calificación.

Ejemplo: Montaje de calderas, construcción de edificios, barcos, aviones, torres de tendido eléctrico y, en general, todos los montajes a pie de obra.

Distribución por procesoDistribución por proceso

Las operaciones del mismo tipo se realizan dentro del mismo sectooperaciones del mismo tipo se realizan dentro del mismo sector.
• Proceso de trabajo: Los puestos de trabajo se sitúan por funciones homónimas. En algunas secciones los puestos de trabajo son iguales y en otras, tienen alguna característica diferenciadora, cómo potencia, r.p.m., etc.
• Material en curso de fabricación: El material se desplaza entre puestos diferentes dentro de una misma sección ó desde una sección a la siguiente que le corresponda, pero el itinerario nunca es fijo.
• Versatilidad: Es muy versátil siendo posible fabricar en ella cualquier elemento, con las limitaciones inherentes a la propia instalación. Es la distribución más adecuada para la fabricación intermitente ó bajo pedido, facilitándose la programación de los puestos de trabajo al máximo de carga posible.

• Continuidad de funcionamiento: Cada fase de trabajo se programa para el puesto más adecuado. Una avería/paro producida en un puesto no incide en el funcionamiento de los restantes por lo que no se generan retrasos importantes en la fabricación.
• Incentivo: El incentivo logrado, para cada operario, es únicamente función de su rendimiento personal.
• Calificación de la mano de obra: Al ser nulos ó casi nulos el automatismo y la repetición de actividades, se requiere normalmente de mano de obra muy calificada.

Ejemplo: Taller de fabricación mecánica, en el que las tareas se agrupan por secciones: prensas, tornos, mandriladoras, fresadoras, taladradoras, etc.
Distribución por productoDistribución por producto

El material se desplaza de una operación a la siguiente sin solución de continuidad. (Líneas de producción/ Producción en cadena).
• Proceso de trabajo: Los puestos de trabajo se ubican según el orden implícitamente establecido en el diagrama analítico de proceso. Con esta distribución se consigue mejorar el aprovechamiento de la superficie requerida para la instalación.
• Material en curso de fabricación: EL material en curso de fabricación se desplaza de un puesto a otro, lo que conlleva la mínima cantidad del mismo (no necesidad de componentes en stock) menor manipulación y recorrido en transportes, a la vez que admite un mayor grado de automatización en la maquinaria.
• Versatilidad : No permite la adaptación inmediata a otra fabricación distinta para la que fue proyectada.
• Continuidad de funcionamiento: Exige lograr un equilibrio ó continuidad de funcionamiento. Para ello, se requiere que sea igual el tiempo de la actividad de cada puesto, de no ser así, deberá disponerse para las actividades que lo requieran de varios puestos de trabajo iguales. Cualquier avería producida en la instalación ocasiona la parada total de la misma, a menos que se duplique la maquinaria.
• Incentivo: El incentivo obtenido por cada uno de los operarios es
función del logrado por el conjunto ya que el trabajo total está relacionado ó íntimamente ligado a cada desempeño individual.
• Calificación de mano de obra: La distribución por producto/en línea
requiere de maquinaria de elevado costo por tenderse hacia la automatización. Por esto, la mano de obra no requiere una calificación profesional de alto grado.
• Tiempos unitarios: Se obtienen menores tiempos unitarios de
fabricación que en los restantes tipos de distribuciones.

Ejemplo: Planta de montaje de vehículos en la industria automotríz.
Planificación SistemáticaPlanificación Sistemática
de lade la
Distribución en PlantaDistribución en Planta
SLP (SLP (SystematicSystematic Layout Planning)Layout Planning)
La llamada Planificación Sistemática de Distribución en PlantaPlanificación Sistemática de Distribución en Planta fue
desarrollada por Richard Muther en la década del 60 como un
procedimiento sistemático multicriterio, igualmente aplicable a
nuevas distribuciones o para reingeniería de otras ya existentes.
Esta, se desarrolla en cuatro (4) pasos:
• Paso 1 - LOCALIZACIÓN:
• En este primer paso debe decidirse la ubicación geográfica de la planta.
• Paso 2 - PLAN GENERAL DE DISTRIBUCIÓN:
• Se establece el patrón o patrones básicos de flujo de la totalidad de materiales involucrados en los procesos de la planta a organizar.
• Se establece e indica el tamaño y configuración de cada área así como las relaciones con las del resto de la planta.
• Análisis de la información que permita definir el tipo/s de distribución mas adecuada/s.
• Unir y compatibilizar los dos principios fundamentales: Relaciones y Espacios. (mediante la generación de los diagramas de relaciones y espacios)
• Se deberán generar y evaluar varias alternativas.
• Justificación de la inversión (costos de la implantación), evaluación y aprobación.
• El resultado de este Paso permite definir el bosquejo o diagrama (PLANO) a escala de la futura planta.

• Paso 3 - PLAN DE DISTRIBUCIÓN DETALLADA:
• Se planifica donde localizar cada maquinaria, equipo, instalaciones,
materiales, puestos de trabajo, servicios auxiliares, pasillos,
estantes de almacenaje, etc. para la totalidad de los procesos
involucrados en la actividad.
• Generar un plan de distribución detallado por área.
• Se repite el mismo patrón de procedimiento del Paso 2
• Paso 4 – INSTALACIÓN:
• Se debe planear la instalación y ejecutar las acciones necesarias
para materializarla.
• En esta etapa se realizan los ajustes conforme se van colocando
los equipos.

Diagrama básico del procedimiento SLPSLP:
Consideraciones de modificación Limitaciones prácticas
Flujo de materiales
Procesos Productivos
Relaciones de actividades
entre áreas funcionales
Diagrama de relaciones
Requerimiento de espacio Espacio disponible
Diagrama de relaciones de espacio
Datos originales y actividades
Análisis Producto - Cantidad
Flujo de materiales de los
Procesos Productivos
Tabla de Relaciones de las actividades
entre áreas funcionales
Diagrama de relacionesDiagrama de relaciones
Requerimiento de espacio
Diagrama de relaciones de espacioDiagrama de relaciones de espacio
Limitaciones prácticas
Desarrollar disposiciones Desarrollar disposiciones alternativasalternativas
EvaluaciónEvaluación
finalfinal

Metodología circular resolutiva de laMetodología circular resolutiva de la Distribución en PlantaDistribución en Planta
Presentación
del Problema/caso
Análisis Búsqueda
de Soluciones
Elección
de Soluciones
Decisión sobre
un nuevo diseño
Evaluación Observaciones a
la solución
planteada
Especificaciones
Convencimiento de que la solución es la mas adecuada

Construcción de
Tablas & Diagramas de Relaciones Tablas & Diagramas de Relaciones
para el desarrollo del SLPSLP
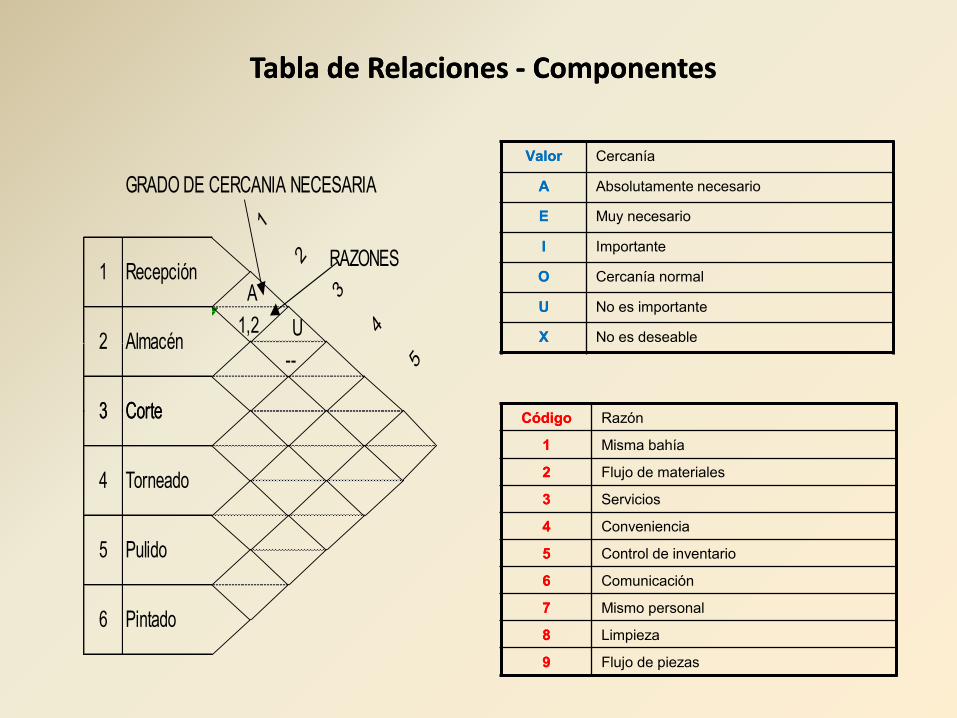
Tabla de Relaciones Tabla de Relaciones -- ComponentesComponentes
GRADO DE CERCANIA NECESARIA
1
2 RAZONES
A 3
1,2 U 4
-- 5
1
2
Recepción
Almacén
Corte3
5
6
Pulido
Pintado
Corte
Torneado
3
4
ValorValor Cercanía
AA Absolutamente necesario
EE Muy necesario
II Importante
OO Cercanía normal
UU No es importante
XX No es deseable
CódigoCódigo Razón
11 Misma bahía
22 Flujo de materiales
33 Servicios
44 Conveniencia
55 Control de inventario
66 Comunicación
77 Mismo personal
88 Limpieza
99 Flujo de piezas


Ejemplo de un diagrama Ejemplo de un diagrama de de Relaciones Relaciones de de EspacioEspacio
Cada sector se identifica junto a la necesidad de área requerida en m2.Cada sector se identifica junto a la necesidad de área requerida en m2.

Desarrollo de distintas alternativas de disposiciónDesarrollo de distintas alternativas de disposición
“en bloques”“en bloques”

Métodos básicos de resoluciónMétodos básicos de resolución
de casos dede casos de
Distribución en PlantaDistribución en Planta

Método numérico básicoMétodo numérico básico
Intercambio PareadoIntercambio Pareado
El método de intercambio pareado intercambio pareado es un algoritmo
utilizado para mejorar una distribución/disposición en
planta existente, sustentado en las adyacenciasadyacencias, distanciasdistancias
y el costo del transporte de los materiales costo del transporte de los materiales involucrados en
el proceso en estudio.

Ejemplo de aplicaciónEjemplo de aplicación
Consideremos un caso con cuatro (4) departamentos del mismo
tamaño, donde:
A- El costo de transporte de materiales entreentre departamentosdepartamentos
adyacentesadyacentes es de 1 unidad monetaria.
B- El costo de transporte de materiales entreentre departamentosdepartamentos nono
adyacentesadyacentes será acumulativo según la cantidad de departamentos
que deba atravesarse.

1 2 3 4
Al Departamento
Del Departamento
1 2 3 4
1 10 15 20
2 10 5
3 5
La posición actual de los departamentos es la siguienteLa posición actual de los departamentos es la siguiente:
La matriz La matriz de flujo de de flujo de materiales en los procesos involucrados son los materiales en los procesos involucrados son los
siguientes:siguientes:
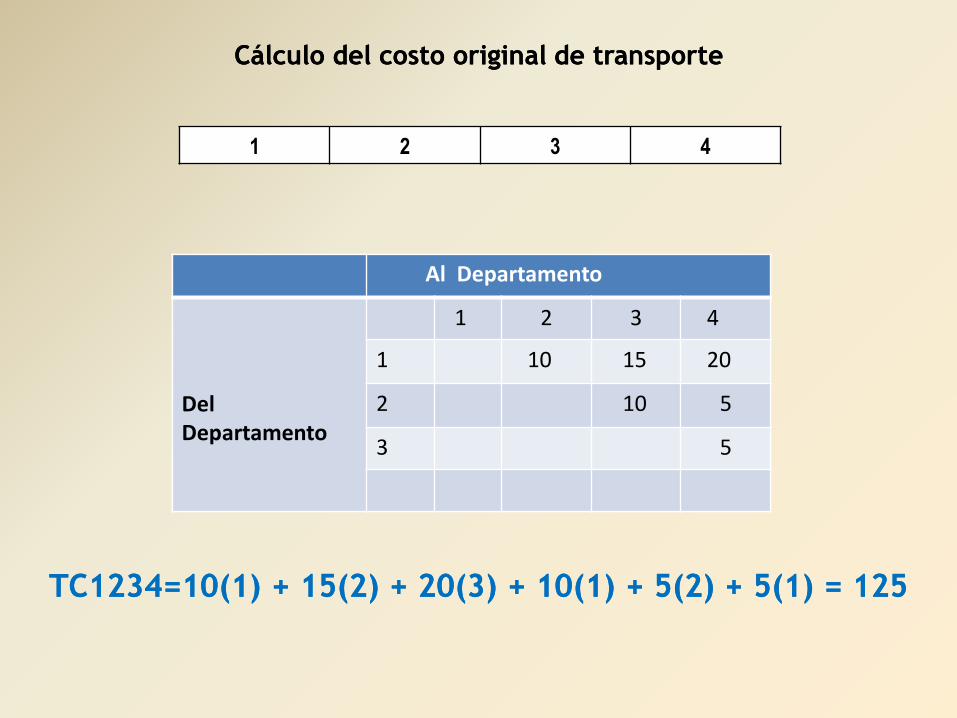
Cálculo del costo original de transporteCálculo del costo original de transporte
TC1234=10(1) + 15(2) + 20(3) + 10(1) + 5(2) + 5(1) = 125TC1234=10(1) + 15(2) + 20(3) + 10(1) + 5(2) + 5(1) = 125
1 2 3 4
Al Departamento
Del Departamento
1 2 3 4
1 10 15 20
2 10 5
3 5
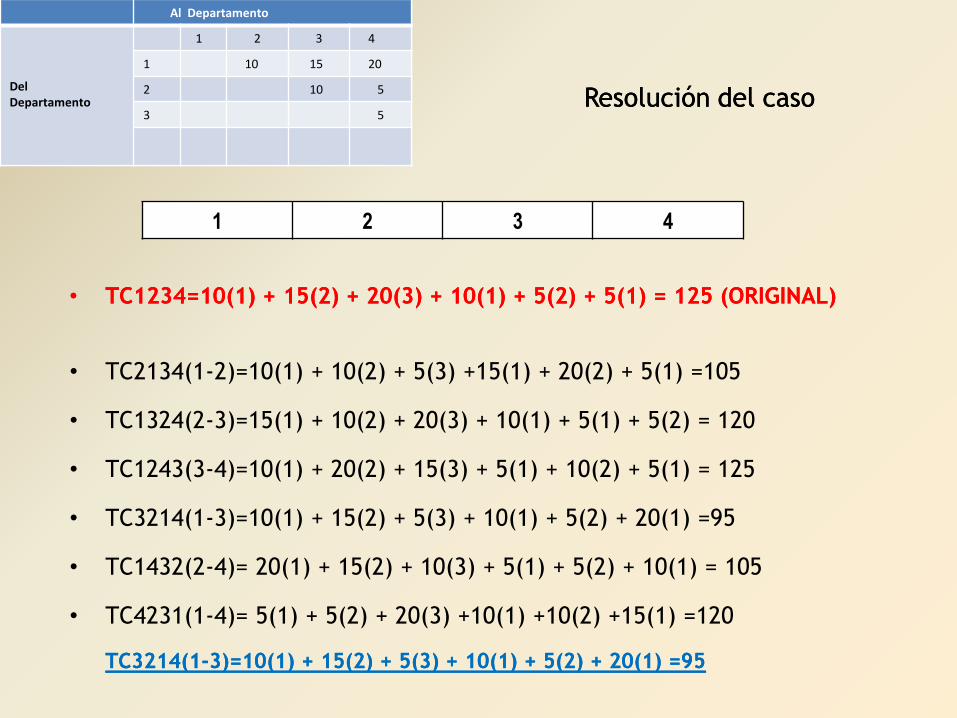
Resolución del casoResolución del caso
•• TC1234=10(1) + 15(2) + 20(3) + 10(1) + 5(2) + 5(1) = 125 (ORIGINAL)TC1234=10(1) + 15(2) + 20(3) + 10(1) + 5(2) + 5(1) = 125 (ORIGINAL)
• TC2134(1-2)=10(1) + 10(2) + 5(3) +15(1) + 20(2) + 5(1) =105
• TC1324(2-3)=15(1) + 10(2) + 20(3) + 10(1) + 5(1) + 5(2) = 120
• TC1243(3-4)=10(1) + 20(2) + 15(3) + 5(1) + 10(2) + 5(1) = 125
• TC3214(1-3)=10(1) + 15(2) + 5(3) + 10(1) + 5(2) + 20(1) =95
• TC1432(2-4)= 20(1) + 15(2) + 10(3) + 5(1) + 5(2) + 10(1) = 105
• TC4231(1-4)= 5(1) + 5(2) + 20(3) +10(1) +10(2) +15(1) =120
TC3214(1TC3214(1--3)=10(1) + 15(2) + 5(3) + 10(1) + 5(2) + 20(1) =953)=10(1) + 15(2) + 5(3) + 10(1) + 5(2) + 20(1) =95
Al Departamento
Del Departamento
1 2 3 4
1 10 15 20
2 10 5
3 5
1 2 3 4
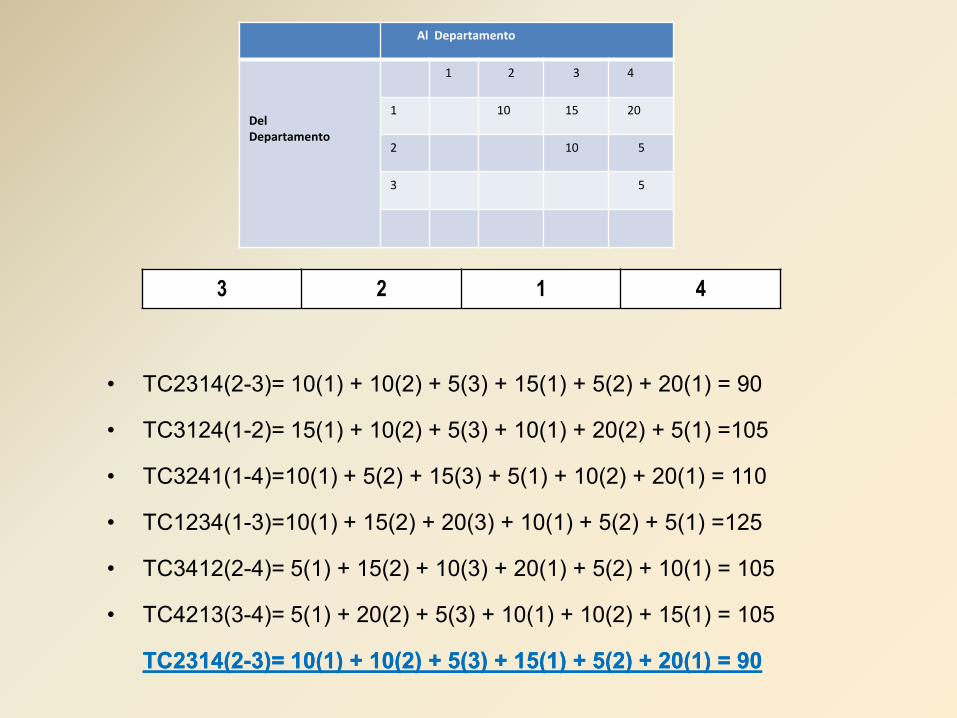
• TC2314(2-3)= 10(1) + 10(2) + 5(3) + 15(1) + 5(2) + 20(1) = 90
• TC3124(1-2)= 15(1) + 10(2) + 5(3) + 10(1) + 20(2) + 5(1) =105
• TC3241(1-4)=10(1) + 5(2) + 15(3) + 5(1) + 10(2) + 20(1) = 110
• TC1234(1-3)=10(1) + 15(2) + 20(3) + 10(1) + 5(2) + 5(1) =125
• TC3412(2-4)= 5(1) + 15(2) + 10(3) + 20(1) + 5(2) + 10(1) = 105
• TC4213(3-4)= 5(1) + 20(2) + 5(3) + 10(1) + 10(2) + 15(1) = 105
TC2314(2TC2314(2--3)= 10(1) + 10(2) + 5(3) + 15(1) + 5(2) + 20(1) = 903)= 10(1) + 10(2) + 5(3) + 15(1) + 5(2) + 20(1) = 90
3 2 1 4
Al Departamento
Del Departamento
1 2 3 4
1 10 15 20
2 10 5
3 5

• TC1324(1-2)=15(1) + 10(2) + 20(3) + 10(1) + 5(2) + 5(1) =120
• TC2134(1-3)=10(1) + 10(2) + 5(3) + 15(1) + 20(2) + 5(1) =105
• TC2341(1-4)= 10(1) + 5(2) + 10(3) + 5(1) + 15(2) + 20(1) =105
• TC3214(2-3)=10(1) + 15(2) + 5(3) + 10(1) + 5(2) + 20(1) = 95
• TC4312(2-4)=5(1) + 20(2) + 5(3) + 15(1) + 10(2) + 10(1) = 105
• TC2413(3-4)=5(1) + 10(2) + 10(3) + 20(1) + 5(2) + 15(1) = 100
2 3 1 4
Por lo visto, y siendo que en el enunciado no se detalla restricción alguna, la Por lo visto, y siendo que en el enunciado no se detalla restricción alguna, la
solución mas adecuada/económica resulta la siguiente:solución mas adecuada/económica resulta la siguiente:
TC2314(2TC2314(2--33)= 10(1) + 10(2) + 5(3) + 15(1) + 5(2) + 20(1) = )= 10(1) + 10(2) + 5(3) + 15(1) + 5(2) + 20(1) = 9090
Al Departamento
Del Departamento
1 2 3 4
1 10 15 20
2 10 5
3 5

Método gráfico-numérico basado en la potencialidad
e importancia de las
“Adyacencias entre Departamentos”“Adyacencias entre Departamentos”

• El método de adyacencias es un algoritmo de distribución en planta
para construcción nueva/inicial.
• Se debe desarrollar una gráfica de adyacencias donde cada nodo
represente un departamento y la recta que los une indique
adyacencia.
• El objetivo es encontrar una disposición en bloques máximamentemáximamente
ponderadaponderada obteniendo una gráfica de adyacencias con la suma
máxima de las ponderaciones de los arcos de unión.
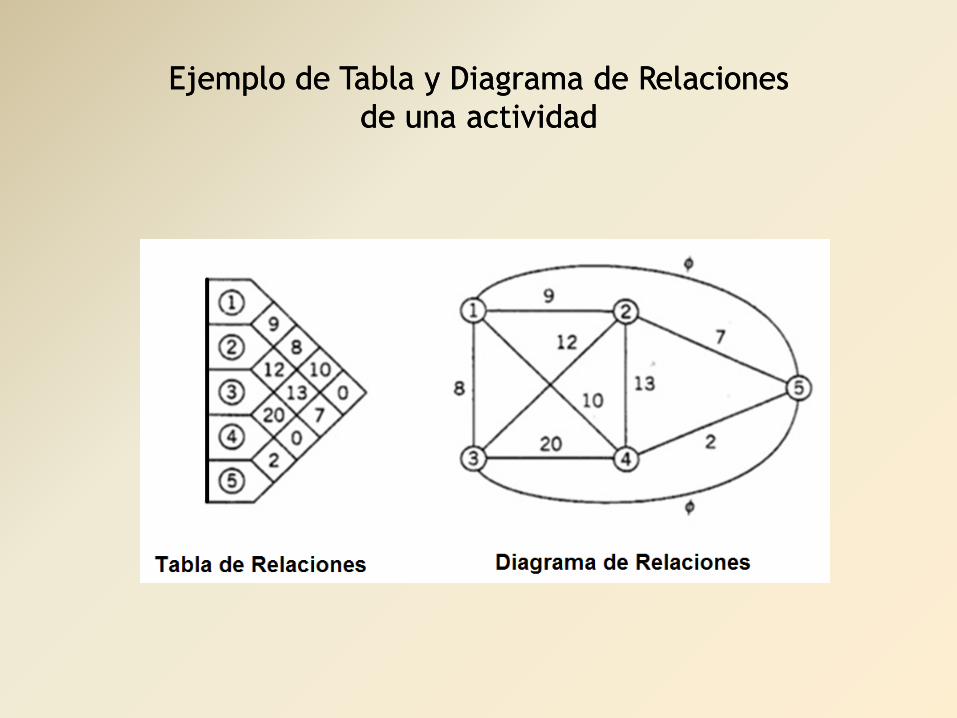
Ejemplo de Tabla y Diagrama Ejemplo de Tabla y Diagrama de de RelacionesRelaciones
de una actividadde una actividad

Gráficas aleatorias de distribuciónGráficas aleatorias de distribución

Procedimiento del métodoProcedimiento del método
– Paso 1: se elige el par de departamentos con la ponderación más grande.
Departamentos 3 y 4.
– Paso 2: se escoge el tercer departamento. Se determina en base a la suma de
las ponderaciones con respecto a los departamentos 3 y 4.
– Paso 3: se escoge el cuarto departamento mediante la ponderación en base a
los departamentos 2, 3 y 4.
– Paso 4: Por último, se debe determinar en cual de las caras se debe insertar el
departamento 5
– Paso 5: Una vez determinada la gráfica de adyacencias, el paso final es
preparar la correspondiente disposición en bloques.

PasoPaso 11:: sese eligeelige elel parpar dede departamentosdepartamentos concon lala ponderaciónponderación másmás grandegrande.. DepartamentosDepartamentos 33 yy 44..
Paso 2: se escoge el tercer departamento. Se determina en base a la suma de las ponderaciones con respecto a los departamentos 3 y 4.
Paso 3: se escoge el cuarto departamento mediante la ponderación en base a los departamentos 2, 3 y 4.
Paso 4: Por último, se debe determinar en cual de las caras se debe insertar el departamento 5

2
1 5
4
3
1
2
1
0
7
2 8
2
0
1
3 9
0
Arco
1-2
1-3
1-4
1-5
2-3
2-4
2-5
3-4
4-5
Ponderación
9
8
10
0
12
13
7
20
2
81
Paso 5: Una vez determinada la gráfica de adyacencias, el paso final es preparar la correspondiente
disposición en bloques.

Consideraciones y LimitacionesConsideraciones y Limitaciones
• No se consideran las distancias recorridas
• No se toman en cuenta las dimensiones de los departamentos.
• Los gráficos son planos, los arcos o líneas no se intersectan.

Técnicas computarizadas
Programa/sistema CRAFTPrograma/sistema CRAFT
CRAFTCRAFT es un algoritmo de disposición de áreas para
casos de mejoramiento de una distribución.
El objetivo principal de este sistema computarizado es
el de minimizar los costos por tiempos unitarios por
movimiento entre los departamentos.

Este método:
• Emplea una tabla “desde-hacia” como datos originales para el análisis del flujo.
• El “costo” de la disposición se mide mediante una función con base en la distancia, de
acuerdo a la siguiente ecuación:
m: representa el número de m: representa el número de departamentos involucrados.departamentos involucrados.
fij: flujo entre el Dto. i al j (expresado en la cantidad de cargas unitarias fij: flujo entre el Dto. i al j (expresado en la cantidad de cargas unitarias
desplazadas por el tiempo unitario)desplazadas por el tiempo unitario)
Cij: costo de mover una carga unitaria una unidad de distancia desde el Cij: costo de mover una carga unitaria una unidad de distancia desde el
Dto. i al jDto. i al j
dij: distancia del dij: distancia del Dto. Dto. i al ji al j

Se parte de una disposición inicial.
• Primero se determina el centroidecentroide de cada departamento.
• Luego se calcula la distanciadistancia (rectilínea y ortogonal) entreentre loslos centroidescentroides de pares de departamentos y se guardan los valores en una matriz de distancias.
• El costo de la disposición inicial se determina al multiplicar cada concepto de la tabla desdedesde –– haciahacia por los conceptos correspondientes a costos unitarios y distancias.
• Luego se realizan cambios entreentre departamentosdepartamentos y se busca identificar el mejor intercambio, es decir, los que producen la reducción más grande en el costo de la disposición.
ProcedimientoProcedimiento
• Una vez identificado el mejor intercambio, CRAFT actualiza la disposición y calcula los nuevos centroides de los departamentos y los nuevos costos.
• Con esta nueva disposición se repite el proceso de intercambio para identificar el de menor costo.
• El proceso continua hasta que ya no se puede obtener una reducción mayor en el costo de la disposición.
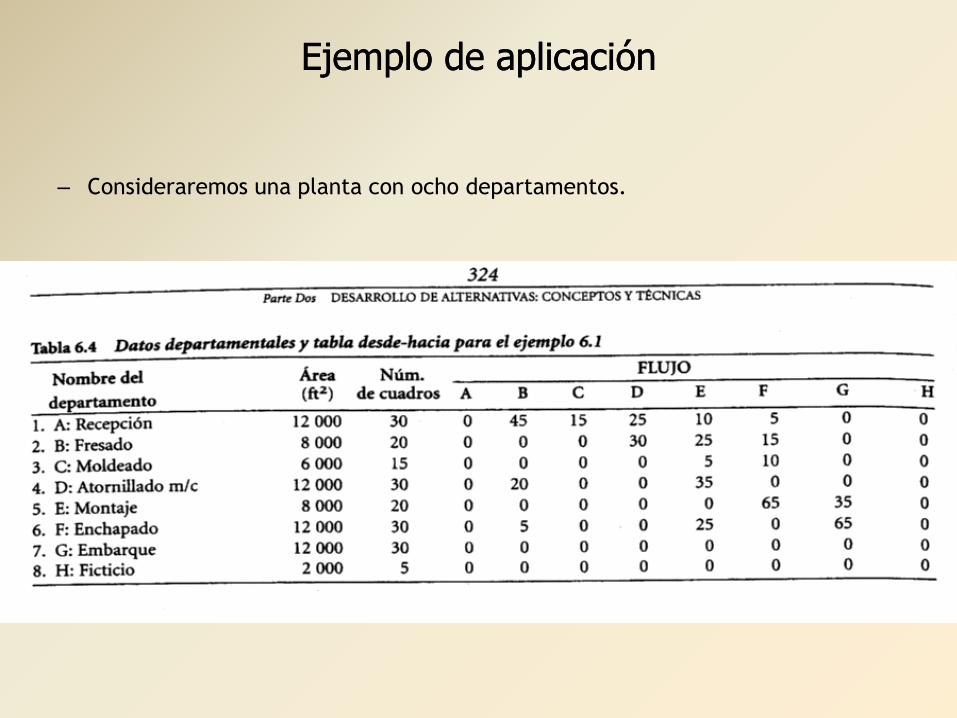
Ejemplo de Ejemplo de aplicaciónaplicación
– Consideraremos una planta con ocho departamentos.

Disposición inicialDisposición inicial
• La disposición inicial es la siguiente
Datos del problemaDatos del problema
• Suponemos todos los valores Cij=1 Cij: costo de mover una carga unitaria una unidad de distancia desde el Dto. i al j
• Se asume que cada cuadro mide 20x20 ft.
• El espacio total disponible es de 72.000 Ft.2
• El espacio total requerido es 70.000 Ft.2
• Se genera un departamento ficticio H de 2.000 Ft.2
• Suponemos fijas: la ubicación de los departamentos de recepción Arecepción A y de
embarque Gembarque G

ProcedimientoProcedimiento
• Primero CRAFT calcula el centroide de cada departamento (ver figura 6.15)
• Después, para cada par de departamentos, calcula la distancia rectilínea entre
sus centroides y lo multiplica por el concepto correspondiente dado en la tabla
desde-hacia

Matriz de Matriz de DistanciasDistancias

Ejemplo de cálculo
– Distancia entre A y B: 6 cuadros.
– CRAFT multiplica 6 por 45 y suma el resultado a la función objetivo.
– La repetición del cálculo para todos los departamentos da como resultado un costo de disposición inicial de 3.070 unidades.
– El costo real es de 3.070 x 20 = 61.400 unidades.
El valor 20 refiere a la dimensión definida para la generación de cuadros (ft.)
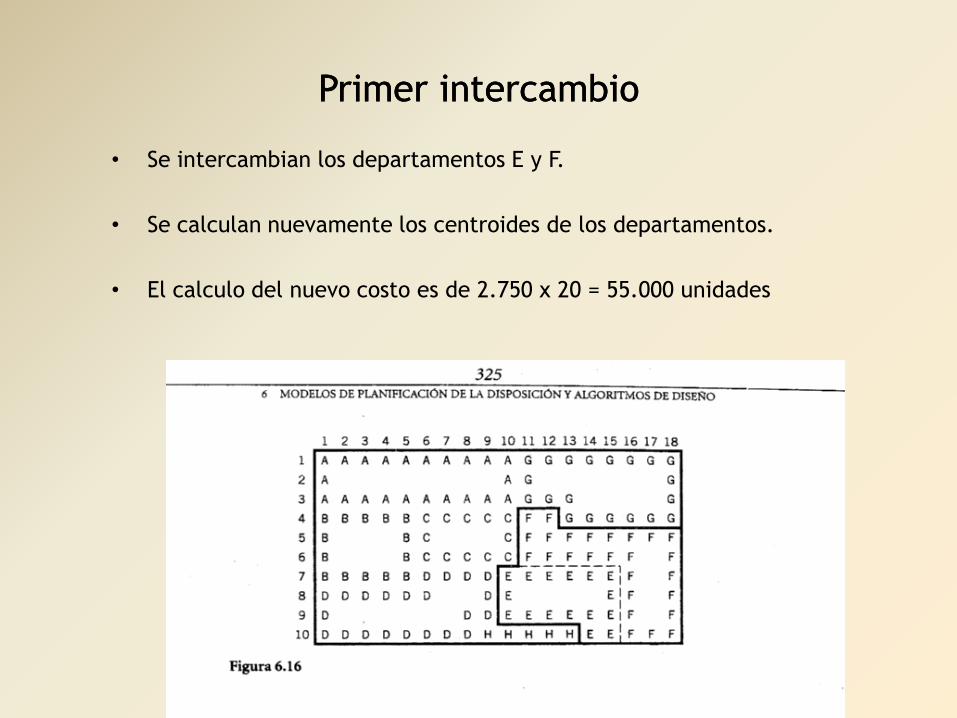
Primer intercambioPrimer intercambio
• Se intercambian los departamentos E y F.
• Se calculan nuevamente los centroides de los departamentos.
• El calculo del nuevo costo es de 2.750 x 20 = 55.000 unidades
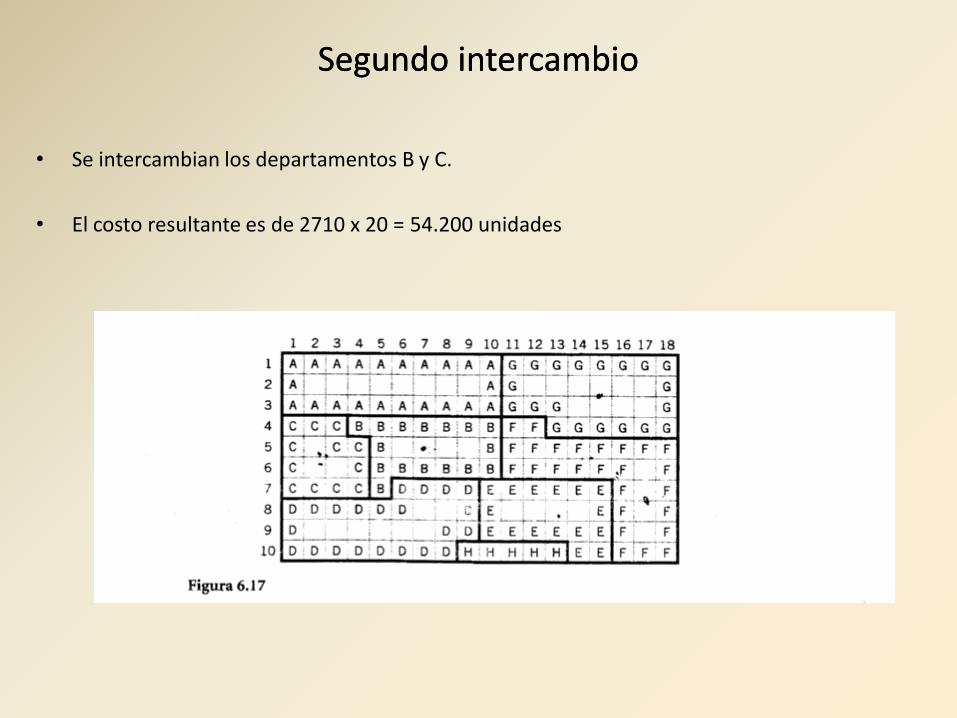
Segundo intercambioSegundo intercambio
• Se intercambian los departamentos B y C.
• El costo resultante es de 2710 x 20 = 54.200 unidades

ConclusionesConclusiones
• No importa cuantas distribuciones se estudien, seguramente ninguna de
ellas tendrá la “solución ideal”
• Siempre se deberá arribar a una “solución de compromiso”
• Generar un mínimo de 2 ó 3 “soluciones prácticas” a partir de una “solución
teórica” (aproximada a la solución ideal).
• Evaluar las alternativas estudiadas para poder definir con mayor precisión la
“solución óptima” para luego en ella profundizar en los detalles, caso
contrario el proceso de selección de la alternativa mas adecuada demorará
mucho tiempo.
Otros sistemas de resolución computarizadosOtros sistemas de resolución computarizados
VIP-PLANOPT
Es un software de optimización de distribución de las instalaciones de uso general para los
ingenieros industriales, planificadores, diseñadores de instalaciones. http://www.planopt.com/
CORELAP
Empieza calculando para cada centro de actividad la suma de las evaluaciones de su relación
con cada una de las demás. De esta forma situada las actividades "mas relacionadas" y
entonces agrega progresivamente, en base a las tasas de cercanía deseadas, otras actividades
a la posición hasta que son puestas todas las actividades
La solución obtenida se caracteriza por la irregularidad de las formas. Puede llevarla ser
practicable realizando ajustes manuales.
ALDEP
Programa de diseño de distribución automatizado. ALDEP fue desarrollado por IBM en 1967.
Los datos para ALDEP incluyen una matriz de relaciones y limitaciones como tamaño del
edificio, ubicaciones fijas para departamentos, escaleras, pasillos, etc.

* * Documentos de presentaciónDocumentos de presentación

Documentos de presentaciónDocumentos de presentación
Tipos comunes – 2 dimensiones
11-- PLANO MAESTRO (MASTER PLANNING)PLANO MAESTRO (MASTER PLANNING) DESARROLLODESARROLLO DEDE UNAUNA PROPUESTAPROPUESTA ESTRATEGICAESTRATEGICA DEDE ORGANIZACIÓNORGANIZACIÓN DEDE UNUN TERRITORIOTERRITORIO FISICOFISICO DETERMINADODETERMINADO ENEN ELEL QUEQUE SESE MUESTRANMUESTRAN LASLAS DISTINTASDISTINTAS ETAPASETAPAS PREVISTASPREVISTAS PARAPARA ELEL PRESENTEPRESENTE YY FUTUROFUTURO DEDE UNAUNA ACTIVIDADACTIVIDAD.. FACILITAFACILITA LALA VISIONVISION DEDE POTENCIALIDADESPOTENCIALIDADES YY LIMITACIONESLIMITACIONES..
22-- PLANO LLAVE (KEY PLANT)PLANO LLAVE (KEY PLANT) SESE LOLO UTILIZAUTILIZA PARAPARA IDENTIFICARIDENTIFICAR AA LALA TOTALIDADTOTALIDAD DEDE PLANOSPLANOS YY DEMASDEMAS DOCUMENTOSDOCUMENTOS QUEQUE CONFORMANCONFORMAN UNUN PROYECTOPROYECTO.. PUEDEPUEDE SERSER INFORMACIONINFORMACION INTEGRAL,INTEGRAL, PORPOR ESPECIALIDADESPECIALIDAD (CIVIL,(CIVIL, MECANICA,MECANICA, ELECTRICA,ELECTRICA, ETCETC..)) UU OTROSOTROS..
33-- PLANO PLANO DE INSTALACIONES (LAYDE INSTALACIONES (LAY--OUT)OUT) ELEL TERMINOTERMINO LAYLAY--OUTOUT SUELESUELE UTILIZARSEUTILIZARSE PARAPARA NOMBRARNOMBRAR ELEL ESQUEMAESQUEMA DEDE DISTRIBUCIÓNDISTRIBUCIÓN DEDE EQUIPOS,EQUIPOS, INSTALACIONES,INSTALACIONES, PASILLOS,PASILLOS, ESCALERAS,ESCALERAS, SERVICIOS,SERVICIOS, ETCETC.. ENEN ELEL INTERIORINTERIOR DEDE UNUN PREDIO,PREDIO, PLANTAPLANTA INDUSTRIALINDUSTRIAL Y/OY/O DEDE SERVICIOSSERVICIOS OO ENEN CUALQUIERCUALQUIER OTRAOTRA ÁREAÁREA ENEN LALA QUEQUE INTERESAINTERESA INDICAR/OBSERVARINDICAR/OBSERVAR TANTOTANTO LASLAS AREASAREAS OCUPADASOCUPADAS COMOCOMO LASLAS LIBRESLIBRES..
ITEMS RELEVANTES DE LA DOCUMENTACIONITEMS RELEVANTES DE LA DOCUMENTACION
* Formato y tamaño del documento s/ norma * Escala/s utilizada/s s/norma * Revisión/es (autor, fecha, observaciones, etc.) Particularmente para las áreas de producción y almacenaje de mercancías: Detalle de:
- Columnas (centros de línea y dimensiones exteriores) - Niveles de trabajo (para el personal, instalaciones, servicios, etc.) - Áreas internas de circulación (para el personal, vehículos, etc.) - Ingresos y egresos (de materia prima, subcomponentes, personal, etc.) - Orientación predio/planta Vs. norte geográfico (aprovechamiento recursos
naturales de iluminación, ventilación, etc.) - Implantación de islas/áreas de trabajo y descanso - Niveles de piso planta, terreno, etc. - Ubicación de servicios de planta (aire comprimido, gas natural, F.E.M,
combustible, agua (potable, incendio, refrigeración, etc.), etc. - Delimitación áreas con servicio de puente grúa.


















